

Page 1

PUA 1
Ohjelmointikäsikirja
Aristo 320/450,
Aristo 320W/450W
103
0456 685 073 99.05.20
Valid for program versions 2.2 ?A
Page 2

SUOMI
1 JOHDANTO 4.......................................................
1.1 Päävalikko 4................................................................
1.2 Säätökotelon toimintatapa 4..................................................
1.3 Kielen valinta 5.............................................................
1.4 Näyttöruutu 6...............................................................
1.5 Painikkeet 7................................................................
1.6 Yleistä asetuksista 7.........................................................
1.7 ENTER ja KESKEYTÄ 8.....................................................
2 MIG/MAG--hitsaus 9.................................................
2.1 Lanka 9....................................................................
2.2 Synergia 9.................................................................
2.3 Perusasetukset 9...........................................................
2.4 Hitsausarvoasetukset 12......................................................
2.5 Aloitus-- ja lopetusasetukset 12.................................................
2.6 Kaasuhuuhtelu, kylmälankasyöttö ja 2--tahti/4--tahti 13............................
2.7 MIG/MAG--konfigurointi 15....................................................
2.8 Asetusesimerkki MIG/MAG 15.................................................
3 MMA--hitsaus 24......................................................
3.1 Synergia 24.................................................................
3.2 Perusasetukset 24...........................................................
3.3 Hitsausarvot 25..............................................................
3.4 Puikko (MMA)--konfigurointi 26.................................................
3.5 Asetusesimerkki Puikko (MMA) 26..............................................
4 TIG--hitsaus 28.......................................................
4.1 Perusasetukset 28...........................................................
4.2 Hitsausarvoasetukset 29......................................................
4.3 TIG--konfigurointi 31..........................................................
4.4 Asetusesimerkki TIG 31.......................................................
5 HIILIKAARITALTTAUS 36..............................................
5.1 Synergia 36.................................................................
5.2 Perusasetukset 36...........................................................
5.3 Hitsausarvot 36..............................................................
5.4 Asetusesimerkki hiilikaaritalttaukselle 37.........................................
6 MITTAUSARVOKUVA 39...............................................
6.1 Mittausarvokuvan kuvaus 39...................................................
6.2 Asetettujen arvojen muuttaminen 40............................................
7 MUISTIN KÄSITTELY 41...............................................
7.1 Tallennus 41.................................................................
7.2 Poistaminen 43..............................................................
7.3 Palautus 44.................................................................
7.4 Kopiointi 44..................................................................
7.5 Yleistä kaukosäätimestä 46....................................................
8 PIKA--ASETUS 47.....................................................
8.1 Pika--asetuksen kuvaus 47....................................................
8.2 Pika--asetuspainikkeiden konfigurointi 47........................................
TOCx
-- 2 --
Page 3

SUOMI
9 LISÄTOIMINNOT 48...................................................
9.1 Muistikorttitoiminnot 48........................................................
9.2 Konfigurointi 50..............................................................
9.3 Laatutoiminnot 63............................................................
9.4 Tuotantotilasto 64............................................................
9.5 Vikalokiin 65.................................................................
9.6 Itsemääritellyt synergialinjat MIG/MAG--hitsaukselle 68............................
9.7 Sarjaliikennöinti 71...........................................................
9.8 Ohjelman päivitys 72.........................................................
10 LIITTEESSÄ 75.......................................................
10.1 Asetusalueet ja asetusportaat 75...............................................
10.2 Valikkorakenne 77............................................................
TOCx
-- 3 --
Page 4

1 JOHDANTO
ARISTO 2000 on markkinoiden käytetyimpiä hitsauslaitteita.
Suosittelemme tämän käyttöohjeen lukemista, jotta saisit laitteistostasi parhaan
mahdollisen hyödyn.
Tulet havaitsemaan useita toimintoja, jotka sekä parantavat että helpottavat työtäsi.
Kaikki asetukset tehdään ohjausrasialla PUA 1.
Pian havaitset, että sitä on erittäin helppo käyttää. Alla on esitetty tämän
käyttöohjeen kappalejaottelu, joka auttaa sinua löytämään nopeasti haluamasi
aihepiirin:
Luku 1: Johdanto ja perusteet
Luku 2--5: M IG/MAG, MMA, TIG ja hiilikaaritalttaus, näihin hitsausparametreihin
suoraan liittyvät asetukset.
Luku 6--8: Mittauskuva, muistinhallinta ja pika--asetukset.
Luku 9--10: Lisätoim innot ja liitteet.
Ks. myös valikkorakenne tämän julkaisun viimeisellä sivulla.
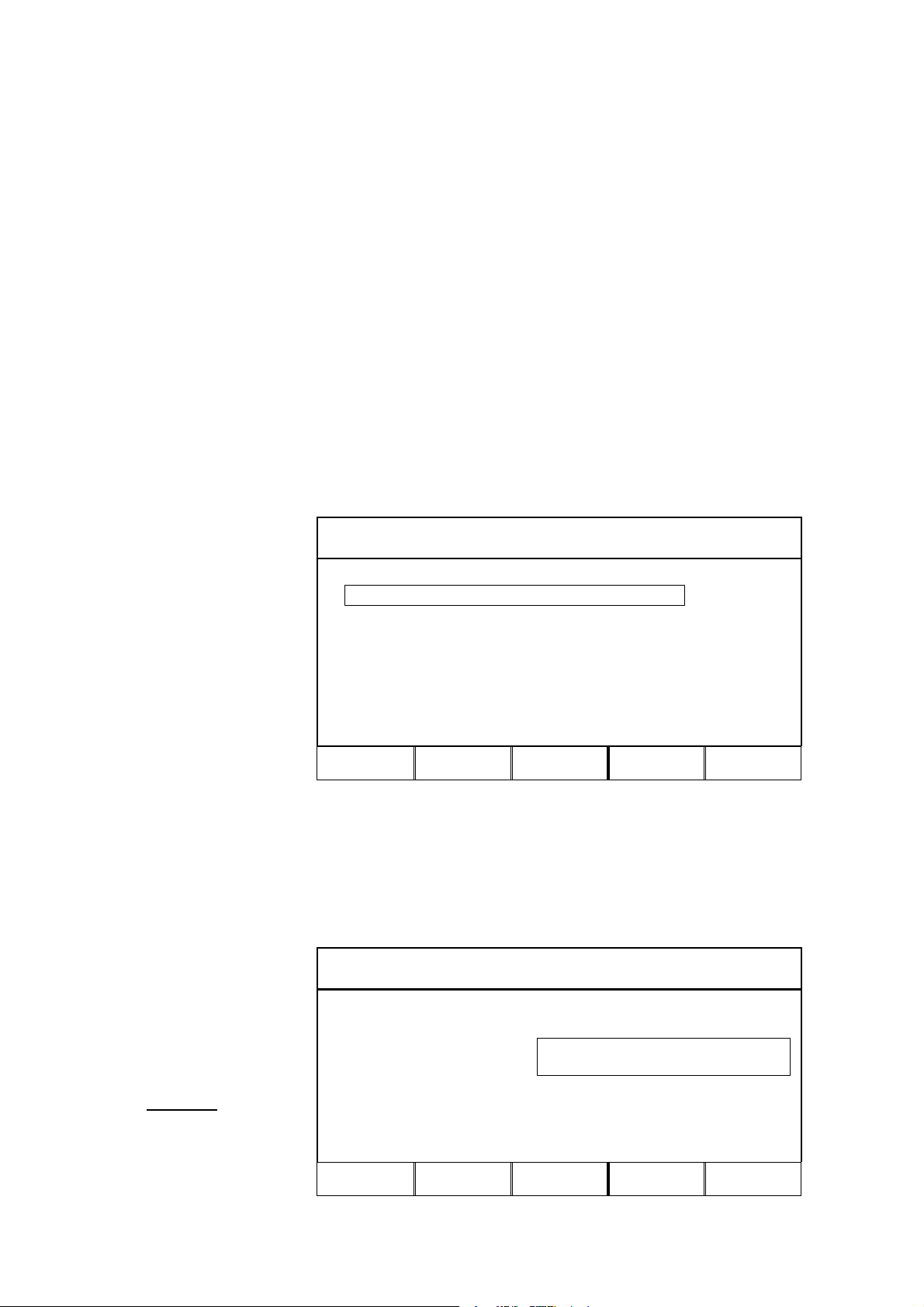
1.1 Päävalikko
ESAB LUD 450
HITSAUSMENETELMÄ: MIG/MAG
KAARITYYPPI: VAKIOKAARI
LANKATYYPPI: Fe
SUOJAKAASU: Ar+8%CO2
LANGAN HALKAISIJA: 1.2 mm
LISÄTOIMINNOT
ASETA NÄYTTÖ MUISTI
PIKA
TOIMIN.
ENTER
1.2 Säätökotelon toimintatapa
Säätökotelo muodostuu periaatteessa kahdesta yksiköstä; työmuistista ja
hitsausarvomuistista.
HAE
HITSAUSARVO-MUISTI
TALLENA
Työmuistissa laaditaan täydellinen yhdistelmä hitsausarvoasetuksia, jotka voidaan
tallentaa hitsausarvomuistiin.
TYÖMUISTI
Hitsauksen aikana työprosessia ohjaa aina työmuistin sisältö. Siksi hitsausarvoyhdistelmä voidaan hakea hitsausarvomuistista työmuistiin.
Huomaa, että työmuistissa on aina viimeksi haettu hitsausarvoyhdistelmä, työmuisti
ei siis koskaan ole tyhjä tai “nollattu“.
bu11d01x
-- 4 --
Page 5

1.3 Kielen valinta
Ohjausrasia on saatavana eri kieliversioina. Kieliä voi olla kaikkiaan neljä ja englanti
on niistä aina yksi.
Ohjausrasia 456 290--881 Ohjausrasia 456 290--882 Ohjausrasia 456 290--883
Englanti Englanti Englanti
Saksa Ruotsi Hollanti
Ranska Suomi Espanja
Italia Tanska Portugali
Ohjausrasia 456 290--884 Ohjausrasia 456 290--885
Englanti US Englanti
Unkari Espanja
Puola Ranska
Portugali
Kieli valitaan seuraavasti:
Aluksi otamme esille päävalikon painamalla VALIKKO (MENU)--painiketta.
ESAB LUD 450
Siirrä
kohdistin
nuolinäppäimi
llä riville
LISÄTOIMINN
OT ja paina
ENTER.
HITSAUSMENETELMÄ: MIG/MAG
KAARITYYPPI: VAKIOKAA
RI
LANKATYPPI: Fe
SUOJAKAASU: Ar8CO2
LANGAN HALKAISIJA: 1.2 mm
LISÄTOIMINNOT
ASETA NÄYTTÖ MUISTI
"
LISÄTOIMINNOT
PIKA
TOIMIN. ENTER
Siirrä kohdistin
riville
MÄÄRITTELY ja
paina ENTER.
MUISTOKORTTITOIMINNOT
MÄÄRITTELY
LAATUTOIMINNOT
TUOTANTOTIEDOT
VIRHETILASTO
KÄYTTÄJÄN ANTAMAT SYNERGIATIEDOT
SARJALIIKENNE YHT EYS
OHJELMAN PÄIVITYS
bu11d01x
PERUUTA ENTER
-- 5 --
Page 6

Paina ENTER
saadaksesi esille
luettelon
vaihtoehdoista.
LISÄTOIMINNOT -- MÄÄRITTELY
KIELI: SVENSKA
LUKITUSOIMINTO: OFF
KAUKOSÄÄTÖ
MIG/MAG PERUSASETUKSET
MMA PERUSASETUKSET
TIG PERUSASETUKSET
YLEISET PERUSASETUKSET
TIG PERUSASETUKSET
PERUUTA ENTER
Siirrä kohdistin riville kielen valinta ja paina ENTER.
1.4 Näyttöruutu
ESAB LUD 450
HITSAUSMENETELMÄ: MIG/MAG
KAARITYYPPI: VAKIOKAARI
LANKATYPPI: Teräs (Fe)
SUOJAKAASU: CO2
LANGAN HALKASIJA: 1.2 mm
LISÄTOIMINNOT
ASETA NÄYTTÖ MUISTI
PIKA
TOIMIN.
ENTER
ENGLISH
SVENSKA
SUOMI
DANSK
Kohdistin
Kohdistin esitetään tässä käyttöohjeessa kehyksenä merkityn tekstin ympärillä.
Säätökotelon kohdistin esitetään varjostettuna kenttänä, jolloin merkitty teksti on
valkoinen.
Teksti--ikkunat
Näyttöruudun alaosassa on viisi teksti--ikkunaa, joissa selitetään niiden alapuolella
olevalla rivillä olevien painikkeiden toiminta.
Säästötila
Taustavalon käyttöiän pidentämiseksi valo sammuu, jos yksikköä ei ole käytetty
kolmeen minuuttiin.
bu11d01x
-- 6 --
Page 7

1.5 Painikkeet
Nuolipainikkeilla kohdistinta voidaan siirtää näyttöruudun eri riveille.
Valikkopainikkeella siirrytään aina takaisin päävalikkoon.
Plus--/miinus--painikkeita käytetään asetusarvon suurentamiseen (+) ja
pienentämiseen ( --).
Plus--/miinus--painikkeet on merkitty omilla symboleillaan. Useimmat numeroasetukset voidaan tehdä halutulla plus/miinus--painikkeella, mutta tietyt asetukset on
tehtävä painikkeella tai (symbolit näkyvät näyttöruudussa).
Painikkeen nopea painaminen suurentaa/pienentää arvoa pienin portain. Jos
painiketta pidetään alhaalla pidempään, asetusporras kasvaa.
Vaihtuvatoimintoiset painikkeet
Näyttöruudun alla olevalla rivillä olevan viiden painikkeen
toiminnot vaihtelevat, ne ovat nk. “vaihtuvatoimintoisia“
painikkeita, ts. niiden toiminta riippuu sen hetkisestä valikosta.
Näiden painikkeiden kulloinenkin toiminto ilmenee
näyttöruudun alarivillä olevasta tekstistä (kun toiminto on
aktiivinen, tekstin vieressä näytetään valkoinen piste).
KRAAT
D
TÄYTTÖ
1.6 Yleistä asetuksista
Asetustyyppejä on pääasiassa kolme:
S Numeroarvojen asetus
S Asetus annetuilla vaihtoehdoilla
S Tilojen PÄÄLLE/POIS ja KYLLÄ/EI asetus
1.6.1 Numeroarvojen asetus
Numeroarvon asetukseen käytetään toista plus--/miinus--painikkeista, jolla annettua
arvoa suurennetaan tai pienennetään.
bu11d01x
-- 7 --
Page 8

1.6.2 Asetus annetuilla vaihtoehdoilla
Tietyt asetukset tehdään merkitsemällä vaihtoehto luettelosta. Luettelo voi olla
tällainen:
MIG/MAG
PUIKKO
TIG
HIILIK.TALTTAUS
Tässä kohdistin on sijoitettu riville MIG/MAG. Painamalla tässä vaiheessa
ENTER--painiketta valitaan siis vaihtoehto MIG/MAG.
Jos sen sijaan halutaan jokin toinen vaihtoehto, kohdistin siirretään oikealle riville
askeltamalla ylös tai alas nuolipainikkeilla , minkä jälkeen painetaan
ENTER--painiketta.
Jos halutaan poistua luettelosta valintaa tekemättä, painetaan KESKEYTÄ--painiketta.
Tietyille asetuksille vaihtoehtoja on niin paljon, että niitä ei voida näyttää
samanaikaisesti luettelossa. Luettelon oikeassa ylä-- tai alanurkassa oleva nuoli
tarkoittaa, että vaihtoehtoja on lisää ja ne saadaan näkyviin askeltamalla ylös tai alas
nuolipainikkeilla.
1.6.3 Asetukset PÄÄLLE/POIS ja KYLLÄ/EI
Tietyille toiminnoille voidaan antaa arvot PÄÄLLE ja POIS tai KYLLÄ ja EI.
Synergiatoiminto MIG/MAG -- ja MMA--hitsauksessa on esimerkki tällaisesta
toiminnosta. Asetus PÄÄLLE/POIS ja KYLLÄ/EI voidaan tehdä kahdella tavalla:
Ensimmäinen tapa on valita PÄÄLLE tai POIS ja vastaavasti KYLLÄ tai EI edellä
kuvatusta vaihtoehtoluettelosta.
Toinen tapa on käyttää plus--/miinus--painikkeita, joilla valitaan PÄÄLLE/POIS tai
KYLLÄ/EI.
S +(plus) = PÄÄLLE tai KYLLÄ
S -- (miinus) = POIS tai EI
1.7 ENTER ja KESKEYTÄ
Vaihtuvatoimintoiset“ pain ikkeet äärimmäisenä oikealla on varattu toiminnoille
ENTER ja KESKEYTÄ.
S ENTER--painikkeen painaminen tarkoittaa valikosta tai luettelosta merkityn
valinnan toteuttamista.
S KESKEYTÄ--painikkeen painaminen tarkoittaa siirtymistä takaisin edelliseen
valikkoon tai kuvaan.
bu11d01x
-- 8 --
Page 9

2 MIG/MAG--hitsaus
2.1 Lanka
MIG/MAG-- hitsauksessa käytetään kelalle kierrettyä elektrodia. Tässä käsikirjassa
kutsumme tämäntyyppistä elektrodia johdonmukaisesti langaksi.
2.2 Synergia
Jokainen lankatyyppi --, lankakoko-- ja kaasuseosyhdistelmä vaatii oman suhteensa
langansyöttönopeuden ja jännitteen (valokaaren pituus) välille, jotta valokaari toimisi
vakaasti. ARISTO 2000:ssa on useita valmiiksi ohjelmoituja nk. “synergiaviivoja “.
Kun valitset käyttämääsi lankatyyppiä, lankakokoa ja kaasuseosta vastaavan
esiohjelmoidun synergiaviivan, sinun tarvitsee vain asettaa hitsauskohteeseesi
sopiva langansyöttönopeus. Jännite (valokaaren pituus) seuraa automaattisesti
“mukana“ valitsemasi esiohjelmoidun synergiaviivan mukaisesti, minkä ansiosta
oikeat hitsausparametrit on huomattavasti helpompi ja nopeampi löytää.
MIG/MAG--hitsauksessa on mahdollista käyttää hitsausvirtalähteen synergiatoimintoa. Tämä tarkoittaa, että käyttäjä asettaa arvot seuraaville toiminnoille:
S menetelmä
S lankatyyppi
S suojakaasu
S lankakoko
Näiden perusasetusten ja langansyöttönopeudelle asetetun arvon perusteella
mikroprosessori asettaa sopivat arvot erilaisille hitsausteknisille parametreille. Se,
mitä nämä parametrit ovat, riippuu valitusta menetelmästä; lyhytkaari/kuumakaari
tai pulssikaari. Katso myös kappale “Hitsausarvoasetukset“ kohdasta 2.4.
Hitsauksessa voidaan käyttää muita lanka-- ja suojakaasuyhdistelmiä kuin niitä, jotka
ovat valittavissa ohjausrasiasta. Tämä tarkoittaa kuitenkin sitä, että käyttäjä joutuu
asettamaan yhden tai useamman parametrin itse.
2.3 Perusasetukset
Perusasetukset tehdään ohjausrasian päävalikossa.
1. Hitsausprosessi = MIG/MAG
2. Hitsausmenetelmä
MIG/MAG--hitsauksessa voidaan valita kahdesta eri hitsausmenetelmästä.
S Lyhyt--/kuumakaari
S Pulssikaari
3. Lankatyyppi, suo jakaasu , lankakoko
Seuraavissa taulukoissa on esitetty lankatyyppi--, suojakaasu-- ja
lankakokoyhdistelmät, jotka voidaan tehdä hitsausvirtalähteen synergiatoiminnon
mukaan.
bu11d01x
-- 9 --
Page 10

Lankatyyppi Suojakaasu Lankakoko (mm)
Niukkaseosteinen tai
seostamaton lanka (Fe)
Ruostumaton teräslanka
(Ss)
Ruostumaton duplexlanka
(Ss Duplex)
Magnesiumseosteinen
alumiinilanka (AlMg)
Piiseosteinen alumiini-lanka (AlSi)
Metallijauhetäytteinen täytelanka (Fe)
Jauhetäytteinen rutiilitäytelanka (Fe)
Jauhetäytteinen rutiilitäytelanka (Fe)
Ruostumaton jauhetäytteinen täytelanka (Ss)
Duplex jauhetäytteinen
rutiilitäytelanka ss
Metallijauhetäytteinen ruostumaton täytelanka
LYHYT--/KUUMAKAARI
CO
2
Ar + 23% CO
Ar + 25% CO
Ar + 20% CO
2
2
2
Ar + 15% CO2+5%O
Ar +16% CO
Ar + 5%O2+5%CO
Ar + 8% CO
Ar + 2% CO
Ar + 2% O
Ar + 2%O
Ar + 2% CO
Ar + 3%CO2+1%H
Ar + 30%He + 1%O
2
2
2
2
2
2
2
2
2
2
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
Ar + 32%He + 3%CO2+1%H20,8 1,0 1,2 1,6
Ar + 2% O
2
Ar +30%He +1%O
2
1,0
1,0
Ar 1,0 1,2 1,6
Ar 1,0 1,2 1,6
Ar + 50% He 1,0 1,2 1,6
Ar + 20% CO
Ar+ 8% CO
CO
2
2
Ar + 20% CO
CO
2
Ar + 20% CO
Ar + 20% CO
Ar+ 8% CO
2
2
2
2
2
1,0 1,2 1,4 1,6
1,0 1,2 1,4 1,6
1,2 1,4 1,6
1,2 1,4 1,6
1,0 1,2 1,4 1,6
1,0 1,2 1,4 1,6
1,2
1,2
ITSESUOJAAVA 1,6 2,4
Ar + 20% CO
Ar + 2% O
Ar +2% CO
Ar +8% CO
2
2
2
Ar + 20% CO
2
2
1,2
1,2
1,2
1,2
1,2
bu11d01x
-- 1 0 --
Page 11

PULSSIKAARI
Lankatyyppi Suojakaasu Lankakoko (mm)
Niukkaseosteinen tai
seostamaton lanka (Fe)
Ruostumaton lanka (Ss) Ar + 2%O
Ar + CO
Ar + 20% CO
Ar + 23% CO
Ar +16% CO
2
2
2
2
Ar + 5%O2+5%CO
Ar + 8% CO
Ar + 2% CO
Ar + 2% O
Ar + 2% CO
2
2
2
2
2
Ar + 30%He + 1%O
Ar +3% CO2+1%H
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
2
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
2
2
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
Ar + 32%He + 3%CO2+1%H20,8 1,0 1,2 1,6
Ruostumaton duplexlanka
Ar + 30%He +1%O
2
1,0
(Ss Duplex)
Magnesiumseosteinen
Ar + 2% O
2
Ar 0,8 1,0 1,2 1,6
1,0
alumiinilanka (AlMg)
Piiseosteinen alumiinilan-
Ar 1,0 1,2 1,6
ka (AlSi)
Ar + 50% He 1,0 1,2 1,6
Metallijauhetäytteinen täy-
Ar + 20% CO
2
1,0 1,2 1,4 1,6
telanka (Fe)
Metallijauhetäytteinen ruostumaton täytelanka
(Ss)
Ar + 8% CO
Ar + 2% O
Ar +2% CO
Ar +8% CO
2
2
2
2
1,0 1,2 1,4 1,6
1,2
1,2
1,2
Nikkeliseosteinen lanka Ar 1,2 1,0
(Nikkeli emäs) Ar + 50% He 1,2 1,0
bu11d01x
-- 1 1 --
Page 12

2.4 Hitsausarvoasetukset
Alla on esitetty katsaus hitsausparametreihin, jotka vaikuttavat hitsaukseen
molemmissa MIG/MAG--menetelmissä.
Kun hitsausvirtalähde on synergiatilassa, on asetettava ainoastaan langansyöttö -
nopeus.
Parametri jännite on myös käytettävissä mahdollista säätöä varten.
Langansyöttönopeutta säädettäessä synergiatoiminto saa aikaan sen, että tietyt
muut parametrit säätyvät automaattisesti uus ille arvoille. Kursivoidut parametrit ovat
nk. vakioita, joihin langansyöttönopeuden muuttaminen ei vaikuta.
Menetelmä LYHYT--/KUUMAKAARI Menetelmä PULSSIKAARI
S Langansyöttönopeus S Langansyöttönopeus
S Jännite S Jännite
S Induktanssi S Pulssivirta
S Säädintyyppi S Pulssiaika
S Pulssitaajuus
S Taustavirta
S Ka
S Ki
Parametrien asetusaluetaulukko on esitetty “LIITTEESSÄ“ Ks. kohta 10.
2.5 Aloitus-- ja lopetusasetukset
Seuraavat asetukset vaikuttavat aloitukseen ja lopetukseen MIG/MAG--hitsauksessa.
Kunkin otsikon alla on annettu kaikki asetukset, jotka vaikuttavat hitsauksen
aloitukseen ja lopetukseen.
Aloitusasetukset Lopetusasetukset
S Kaasun esivirtaus S Kaasun jälkivirtaus
S Ryömintäaloitus
S Hot start
S Hot start--aika
S Langansyöttönopeuden
lisäys (2 m/min, ellei toisin
ilmoiteta)
S Jännitteen lisäys (vain, jos
ei olla synergiatilassa)
S Jälkipaloaika
S Ravistuspulssi (vain LYHYT --/KUUMA-
KAARELLA, jos ei olla synergiatilassa)
S Kraaterintäyttö
S Kraaterintäyttöaika
S Lopullinen langansyöttönopeus
S Lopullinen jännite (vain, jos ei olla
synergiatilassa)
Kolme toimintoa on sovitettu hitsauksen aloituksen ja lopetuksen erityisvaatimusten
mukaisesti. Näiden toimintojen valinta ja täydentävät asetukset tehdään aloitus-- ja
lopetusarvovalikoissa.
bu11d01x
-- 1 2 --
Page 13

Hot start
Hot start--toiminto valitaan, kun halutaan kuumempi valokaari aloituksen ajaksi
hitsausvirheiden välttämiseksi hitsaussauman alussa.
Kraaterintäyttö
Kraaterintäyttötoiminnolla on helpompi välttää huokosten ja kraatereiden
muodostuminen hitsiaineeseen hitsauksen lopetuksessa.
Ryömintäaloitus
Ryömintäaloitustoiminto antaa alhaisen iskeytymisnopeuden ja se kannattaa valita
parhaan mahdollisen aloituksen varmistamiseksi. Ryömintäaloitusnopeus on 50%
asetetusta langansyöttönopeudesta. Toiminto on aktivoitu toimitettaessa.
VIHJE! Toimintojen hot--start, ryömintäaloitus ja kraaterintäyttö päälle/poiskytkentä
voidaan suorittaa “vaihtuvatoimintoisilla painikkeilla“, katso kappale “MIG/MAG--konfigurointi“ Ks. kohta 9.2.4.2.
Aloitus-- ja lopetusarvojen valikoissa asetetaan myös seuraavien parametrien arvot.
Kaasun esi-- ja jälkivirtaus
Parametrit kaasun esivirtaus ja kaasun jälkivirtaus ilmaisevat, kuinka kauan
suojakaasun halutaan virtaavan ennen hitsausta ja sen jälkeen.
Jälkipaloaika
Jälkipaloajalla säädetään elektrodin ulkonemaa hitsauksen lopetuksen jälkeen.
2.6 Kaasuhuuhtelu, kylmälankasyöttö ja 2--tahti/4--tahti
Seuraavat kolme toimintoa voidaan asettaa vaihtuvatoimintoisilla painikkeilla aivan
kuten Hot start jne. Asetusten suorittaminen on kuvattu kappaleessa
“MIG/MAG--konfigurointi“ kohdassa 9.2.4.2.
Kaasuhuuhtelu
Kaasuhuuhtelutoimintoa käytetään kaasuletkujen täyttämiseen suojakaasulla sekä
kaasuvirtauksen mittauksen yhteydessä. Kun painike on alhaalla, kaasuhuuhtelu on
päällä, ja kun painike päästetään ylös, kaasuhuuhtelu lakkaa.
Kylmälankasyöttö
Toimintoa käytetään langan manuaaliseen syöttämiseen uutta lankakelaa
ladattaessa. Kun painike on alhaalla, lankaa syötetään, ja kun painike päästetään
ylös, langansyöttö lakkaa.
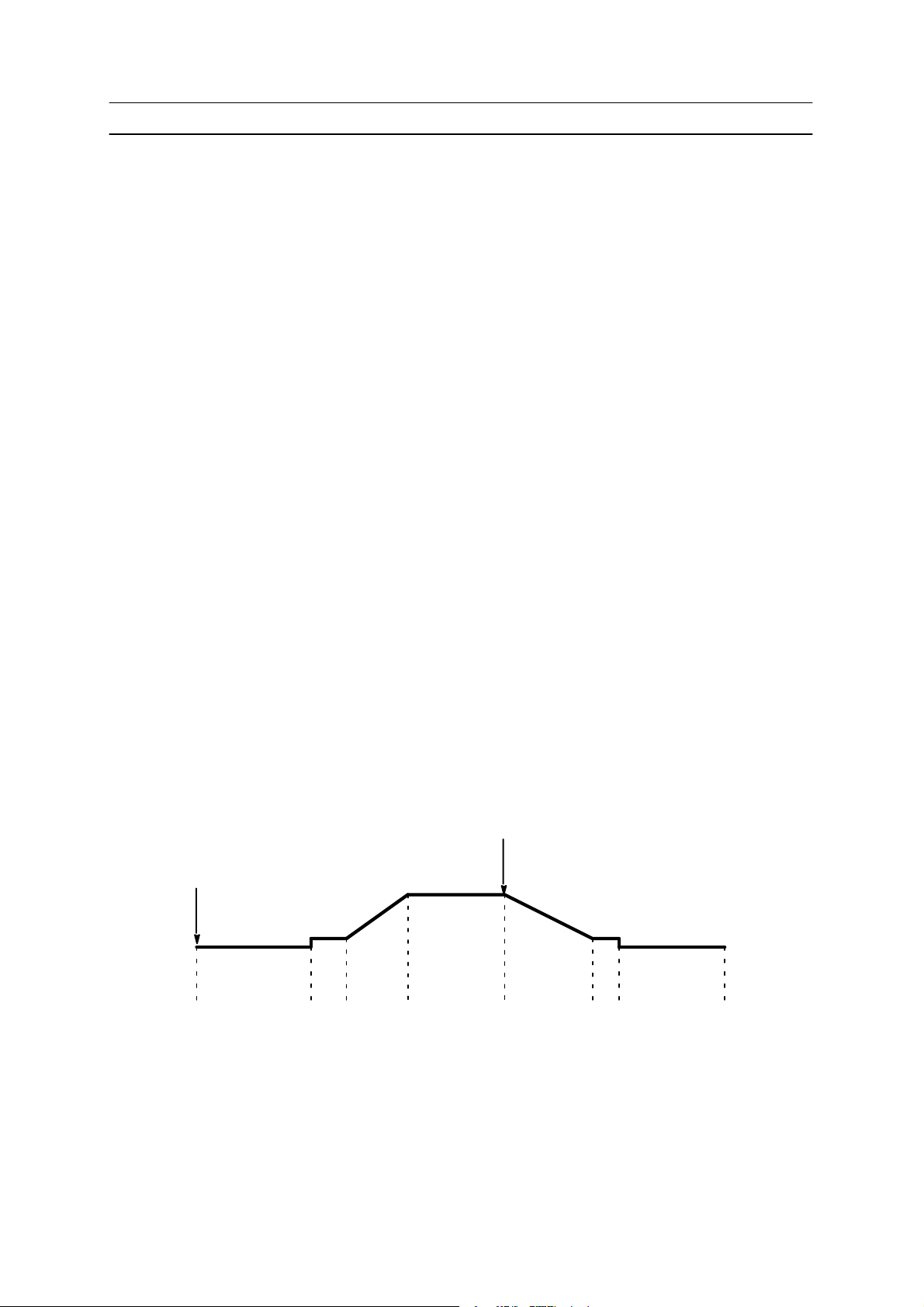
2 --tahti tai 4 --tahti
MIG/MAG--hitsauksessa pistoolin kosketin voi toimia kahdella tavalla; 2--tahti tai
4--tahti. Vaihtokytkentätoiminto 2--tahti/4--tahti voidaan antaa jollekin vaihtuvatoimintoiselle painikkeelle.
2-- ja 4--tahdin ero on esitetty seuraavissa kuvissa yhdessä muiden aloitus-- ja
lopetustoimintojen kanssa.
bu11d01x
-- 1 3 --
Page 14

2--tahti
2
Kraaterintäyttö Lopetus--
1
arvot
Kaasun esivirtaus
Hot
start-aika
Hitsaus
Kraaterintäyttö
Kaasun jälkivirtaus
2--tahtihitsauksessa käynnistyy mahdollinen kaasun esivirtaus, kun pistoolin liipaisin
painetaan alas (1). Tämän jälkeen hitsausarvot kohoavat asetettuihin arvoihin tai
mahdollisesti asetettuihin Hot start --arvoihin.
Kun pistoolin kosketin päästetään ylös (2), aloitetaan mahdollinen kraater intäyttö.
Tämän jälkeen hitsausarvot palautuvat takaisin nollaan ja mahdollinen kaasun
jälkivirtaus lopettaa hitsausjakson.
VIHJE! Jos pistoolin kosketin painetaan uudelleen alas kraaterintäytön aikana,
hitsausta voidaan jatkaa kraaterintäytön loppuarvolla valitun ajan (katkoviivoitettu
linja).
Kraaterintäyttö voidaan keskeyttää myös painamalla pistoolin kosketin nopeasti alas
ja päästämällä se ylös kraaterintäytön aikana.
4--tahti
2
3
4
1
Kaasun esivirtaus
start-aika
HitsausHot
Kraaterintäyttö
Kaasun jälkivirtaus
Kraaterintäyttö lopetus-arvot
4--tahtihitsauksessa kaasun esivirtaus käynnistyy, pistoolin liipaisin painetaan alas
(1). Kun liipaisin päästetään ylös (2), hitsausarvot kohoavat asetettuihin arvoihin.
Kun pistoolin liipaisin painetaan uudelleen alas (3), alkaa mahdollinen
kraaterintäyttö. Tämän jälkeen hitsausarvot laskevat lopetusarvoihin.
Mahdollinen kaasun jälkivirtaus alkaa, kun pistoolin liipaisin päästetään ylös (4).
VIHJE! Kraaterintäyttö lakkaa, kun pistoolin kosketin päästetään ylös (4). Jos
kosketinta sen sijaan pidetään alhaalla pidempään, hitsaus jatkuu kraaterintäytön
loppuarvolla (katkoviivoitettu linja).
bu11d01x
-- 1 4 --
Page 15

2.7 MIG/MAG--konfigurointi
Ks. kohta 9.2.4.
2.8 Asetusesimerkki MIG/MAG
Alla on asetusesimerkki MIG/MAG--hitsaukselle menetelmällä lyhytkaari/kuumakaari.
Asetus pulssikaarimenetelmälle tehdään samalla tavalla. Esimerkin pohjana on, että
hitsausvirtalähde on synergia--asennossa.
2.8.1 Perusasetukset
Päävalikossa voidaan tehdä menetelmä-- ja materiaalivalintoja koskevat asetukset.
Aluksi otamme esille päävalikon painamalla VALIKKO (MENU)--painiketta.
Teemme seuraavat viisi asetusta:
S HITSAUSMENETELMÄ = MIG/MAG
S KAARITYYPPI = LYHYT--/KUUMAKAARI
S LANKATYYPPI = Fe
S SUOJAKAASU = Ar+8%CO2
S LANGAN HALKASIJA = 1,2 mm
Prosessi
Ensimmäinen asetus
koskee hitsausprosessin
tyyppiä. Askella
nuolipainikkeilla niin, että
rivi HITSAUSMENE-TELMÄ tulee merkityksi.
Paina ENTER saadaksesi
esille luettelon
vaihtoehdoista.
HITSAUSMENETELMÄ: MIG/MAG
KAARITYYPPI: VAKIOKAARI
LANKATYPPI: AlSi
SUOJAKAASU: Ar
LANGAN HALKASIJA: 1.2 mm
LISÄTOIMINNOT
ASETA NÄYTTÖ MUISTI
ESAB LUD 450
PIKA
TOIMIN.
ENTER
Siirrä kohdistin luettelon riville MIG/MAG
ja paina ENTER. Tällöin olemme tehneet
asetuksen HITSAUSMENETELMÄ = MIG/MAG.
-- 1 5 --
bu11d01x
MIG/MAG
PUIKKO
TIG
HIILIK.TALTTAUS
Page 16

Menetelmä
Siirrä kohdistin riville
KAARITYYPPI Paina
ENTER saadaksesi
esille luettelon
vaihtoehdoista..
ESAB LUD 450
HITSAUSMENETELMÄ: MIG/MAG
KAARITYYPPI: VAKIOKAARI
LANKATYYPPI : Teräs (Fe)
SUOJAKAASU: CO2
LANGAN HALKAISIJA: 1.2 mm
LISÄTOIMINNOT
ASETA NÄYTTÖ MUISTI
Siirrä kohdistin luettelon riville VAKIOKAARI
ja paina ENTER. Tällöin olemme tehneet asetuksen
KAARITYYPPI = V AKIOKAARI
Lankatyyppi
ESAB LUD 450
Siirrä kohdistin riville
LANKATYYPPI. Paina
ENTER saadaksesi
esille luettelon
vaihtoehdoista.
HITSAUSMENETELMÄ: MIG/MAG
KAARITYYPPI: VAKIOKAARI
LANKATYYPPI: AISi
SUOJAKAASU: CO2
LANGAN HALKAISIJA: 1.0 mm
LISÄTOIMINNOT
PIKA
TOIMIN.
VAKIOKAARI
PULSSIKAARI
ENTER
ASETA NÄYTTÖ MUISTI
Tässä on esimerkki luettelosta, jossa vaihtoehtoja on
niin paljon, ettei niitä kaikkia voida näyttää samanaik
aisesti. Luettelon oikeassa alareunassa oleva nuoli
ilmoittaa, että lisää vaihtoehtoja saadaan näkyviin
siirtymällä luettelossa alaspäin.
Siirrä kohdistin nyt riville Fe ja paina ENTER.
Nyt olemme tehneet asetuksen LANKATYYPPI = Fe.
-- 1 6 --
bu11d01x
PIKA
TOIMIN. ENTER
Teräs ( Fe)
Ruostumaton (Rst)
Duplex
AlMg
AlSi
Metallitäytelanka (Fe)
Rutiilitäytelanka (Fe)
Page 17

Suojakaasu
Siirrä kohdistin riville
SUOJAKAASU. Paina
ENTER saadaksesi
esille luettelon
vaihtoehdoista.
ESAB LUD 450
HITSAUSMENETELMÄ: MIG/MAG
KAARITYYPPI: VAKIOKAARI
LANKATYYPPI: Teräs (Fe)
SUOJAKAASU: Ar
LANGAN HALKAISIJA: 1.0 mm
LISÄTOIMINNOT
ASETA NÄYTTÖ MUISTI
Siirrä kohdistin riville Ar+8%CO2 ja paina ENTER.
Nyt olemme tehneet asetuksen
SUOJAKAASU = Ar+8%CO2.
Lankakoko
ESAB LUD 450
Siirrä kohdistin
riville LANGAN
HALKAISIJA Paina
ENTER saadaksesi
esille luettelon
vaihtoehdoista.
HITSAUSMENETELMÄ: MIG/MAG
KAARITYYPPI: VAKIOKAARI
LANKATYYPPI: Teräs (Fe)
SUOJAKAASU: Ar+8%CO
LANGAN HALKAISIJA: 1.0 mm
LISÄTOIMINNOT
PIKA
TOIMIN.
CO2
Ar+20 % CO2
Ar+2 % O2
Ar+5 % O2+5 % CO2
Ar+8 % CO2
Ar+25 % CO2
Ar+15%CO2+5%O2
2
ENTER
ASETA NÄYTTÖ MUISTI
Siirrä kohdistin riville 1.2 mm ja paina ENTER.
Nyt olemme tehneet asetuksen
LANGAN HALKAISIJA = 1.2 mm
-- 1 7 --
bu11d01x
PIKA
TOIMIN. ENTER
0.8 mm
1.0 mm
1.2 mm
1.6 mm
Page 18

Päävalikon seuraava rivi on LISÄTOIMINNOT. Toiminnoista on kerrottu tarkemmin
kappaleessa “LISÄTOIMINNOT“ Ks. kohta 9.
ESAB LUD 450
HITSAUSMENETELMÄ: MIG/MAG
KAARITYYPPI: VAKIOKAARI
LANKATYYPPI: Teräs (Fe)
SUOJAKAASU: Ar+ 8%CO
LANGAN HALKAISIJA: 1.2 mm
LISÄTOIMINNOT
2
ASETA NÄYTTÖ MUISTI
PIKA
TOIMIN.
ENTER
2.8.2 Hitsausarvoasetu kset
Asetusvalikossa voidaan asettaa arvot eri hitsausparametreille, esim. jännite ja
langansyöttönopeus. Kun synergiatoiminto aktivoidaan, mikroprosessori huolehtii
useimmista näistä asetuksista.
Aluksi siirrymme päävalikkoon painamalla VALIKKO--painiketta.Ota asetusvalikko
esille painamalla ASETA--painiketta. Teemme nyt seuraavan asetuksen:
S LANGANSYÖTTÖ =10.0 m/min
Langansyöttö
HITSAUSARVOJEN ASETUS
Aseta kohdistin
riville
LANGANSYÖTTÖ
--NOPEUS.
Aseta arvoksi 10.0
m/min
askeltamalla:
JÄNNITE: # 29.0 (+0.0) V
LANGANS.NOPEUS:
INDUKTANSSI: 70%
SYNERGIA PÄLLÄ
ALOITUSARVOT
LOPETUSARVOT
*
*6.0
m/min
KRAA T
TÄYTTÖ
KUUMA--
ALOITUS
4-TAHTI
PERUUTA
Asetusvalikossa voidaan nyt nähdä myös ne arvot, jotka mikroprosessori on
asettanut jännitteelle ja induktanssille.
Parametri jännite on myös käytettävissä mahdollista säätöä varten.
bu11d01x
-- 1 8 --
Page 19

2.8.3 Aloitusarvoasetukset
Aloitusarvovalikossa voidaan tehdä ne asetukset, jotka vaikuttavat aloitukseen
MIG/MAG--hitsauksessa. Teemme seuraavat asetukset:
S KAASUN ESIVIRTAUS = 0,8 s
S RYÖMINTÄALOITUS = KYLLÄ
S HOT START = KYLLÄ
S HOT START--aika = 1,0 s
S HOT START--langansyöttö = +2,5 m/min
Aluksi siirrymme päävalikkoon painamalla VALIKKO (MENU) --painiketta.
Siirry asetusvalikkoon painamalla asetuspainiketta.
HITSAUSARVOJEN ASETUS
Siirrä kohdistin
riville ALOITUS-ARVOT ja paina
ENTER.
JÄNNITE: # 29.0 (+0.0) V
LANGANS,NOPEUS:
INDUKTANSSI: 85 %
SYNERGIA PÄLLÄ
ALOITUSARVOT
LOPETUSARVOT
10.0 m/min
*
KRAA T
TÄYTTÖ
KUUMA--
ALOITUS
4-TAHTI
PERUUTA ENTER
Kaasun esivirtausaika
Tässä annetaan aika, kuinka kauan suojakaasun halutaan virtaavan ennen
hitsauksen aloittamista.
ALOITUSARVOT, SYNERGIA
Siirrä kohdistin
riville KAASUN
ETUVIRTAUS.
Asetaarvo0.8s
KAASUN ETUVIRTAUS: 0.8 s
RYÖMINTÄALOITUS: KYLLÄ
KUUMASYTYTYS: EI
plus/
miinuspainikkeilla.
KRAA T
TÄYTTÖ
KUUMA--
ALOITUS
4-TAHTI
PERUUTA
bu11d01x
-- 1 9 --
Page 20

Ryömintäaloitus
Tässä ilmoitetaan ainoastaan, halutaanko ryömintäaloitus --toiminto vai ei, ts. KYLLÄ
tai EI. Langansyöttönopeus ja ryömintäaloitusaika ovat esiasetettuja eikä niitä voida
muuttaa.
ALOITUSARVOT, SYNERGIA
Siirrä kohdistin
riville RYÖMINTÄ-ALOITUS. Anna
arvoksi KYLLÄ
KAASUN ETUVIRTAUS: 0.8 s
RYÖMINTÄALOITUS: KYLLÄ
KUUMASYTYTYS: EI
plus/
miinus--painikkeilla
KRAA T
TÄYTTÖ
KUUMA--
ALOITUS
4-TAHTI
PERUUTA ENTER
Hot start
Aluksi ilmoitetaan, halutaanko hot start--toiminto vai ei. Jos halutaan käyttää hot
start--toimintoa, asetetaan seuraavaksi hot star t--aika ja mahdollinen langansyöttönopeuden lisäys.
ALOITUSARVOT, SYNERGIA
Siirrä kohdistin
riville
KUUMASYTYTYS.
Aseta arvoksi
KYLLÄ
plus/miinus--
KAASUN ETUVIRTAUS: 0.8 s
RYÖMINTÄALOITUS: KYLLÄ
KUUMASYTYTYS: KYLLÄ
KUUMASYTYSAIKA: 10 s
LANGANS.NOPEUS: 2.0 m/min
painikkeilla.
KRAA T
TÄYTTÖ
KUUMA--D
ALOITUS
4-TAHTI
PERUUTA ENTER
Siirrä kohdistin
riville
KUUMASYTYS
AIKA. Aseta
arvoksi 1,0 s
askeltamalla
plus/miinus-painikkeilla.
bu11d01x
ALOITUSARVOT, SYNERGIA
KAASUN ETUVIRTAUS: 0.8 s
RYÖMINTÄALOITUS: KYLLÄ
KUUMASYTYTYS: JKYLLÄ
KUUMASYTYSAIKA: 1.0 s
LANGANS.NOPEUS: 2.0 m/min
KRAA T
TÄYTTÖ
KUUMA--D
ALOITUS
-- 2 0 --
4-TAHTI
PERUUTA
Page 21

Siirrä kohdistin
riville
LANGANSYÖTTÖ
-- NOPEUS. Aseta
arvoksi 2.5 m/min
ALOITUSARVOT, SYNERGIA
KAASUN ETUVIRTAUS: 0.8 s
RYÖMINTÄALOITUS: KYLLÄ
KUUMASYTYTYS: KYLLÄ
KUUMASYTYSAIKA: 1.0 s
LANGANS.NOPEUS: 2.5 m/min
KRAA T
TÄYTTÖ
KUUMA--D
ALOITUS
4-TAHTI
PERUUTA
Nyt kaikki aloitusarvo--asetukset on tehty.
Siirry takaisin asetusvalikkoon painamalla PERUUTA.
2.8.4 Lopetusarvoasetukset
Lopetusarvovalikossa tehdään ne asetukset, jotka vaikuttavat lopetukseen
MIG/MAG--hitsauksessa.
Asetamme seuraavat lopetusarvot:
S KRAATERINTÄYTTÖ = KYLLÄ
S KRAATERINTÄYTTÖAIKA = 1,5 s
S LOPULLINEN LANGANSYÖTTÖNOPEUS = 3,0 m/min
S JÄLKIPALOAIKA= 0,11 s
S KAASUN JÄLKIVIRTAUS = 2,0 s
HITSAUSARVOJEN ASETUS
Siirrä kohdistin
riville LOPETUS-ARVOT ja paina
ENTER.
bu11d01x
JÄNNITE: # 29.0 (+0.0) V
LANGANS.NOPEUS:
INDUKTANSSI: 70 %
SYNERGIA PÄÄLLÄ
ALOITUSARVOT
LOPETUSARVOT
KRAA T
TÄYTTÖ
KUUMA--D
ALOITUS
-- 2 1 --
4-TAHTI
10.0 m/min
*
PERUUTA ENTER
Page 22

Kraaterintäyttö
luksi ilmoitetaan, halutaanko käyttää kraaterintäyttötoimintoa vai ei. Jos halutaan
käyttää kraaterintäyttöä, asetetaan seuraavaksi myös kraaterintäyttöaika ja
langansyöttönopeus.
LOPETUSARVOT, SYNERGIA
Siirrä kohdistin riville
KRAATERINTÄYTTÖ
ja ota esille
vaihtoehtoluettelo
painamalla ENTER.
Aseta arvoksi KYLLÄ.
KRAATERINTÄYTTÖ KYLLÄ
AIKA: 1.5 s
VIIM.LANGANS.NOPEUS: 3,0 m/min
JÄLKIPALOAIKA: 0.12 s
KAASUN JÄLKIVIRTAUS: 0.1 s
KRAA T D
TÄYTTÖ
KUUMA--D
ALOITUS
4-TAHTI
PERUUTA ENTER
Kraaterintäyttöaika
LOPETUSARVOT, SYNERGIA
Siirrä kohdistin
riville AIKA. Aseta
arvoksi 1,5 s
plus/miinus-painikkeilla
KRAATERINTÄYTTÖ KYLLÄ
AIKA: 1.5 s
VIIM.LANGANS.NOPEUS: 3.0 m/min
JÄLKIPALOAIKA: 0.12 s
KAASUN JÄLKIVIRTAUS: 0.5 s
KRAA T D
TÄYTTÖ
KUUMA--D
ALOITUS
4-TAHTI
PERUUTA
Lopullinen langansyöttönopeus
Tässä ilmoitetaan langansyöttönopeus, jonka tulee olla voimassa kraaterintäytön
lopussa.
Siirrä kohdistin riville
VIIM.LANGANSYÖT
TÖ--NOPEUS. Aseta
arvoksi 3.0 m/min
plus/miinus-painikkeilla.
bu11d01x
LOPETUSARVOT, SYNERGIA
KRAATERINTÄYTTÖ KYLLÄ
AIKA: 1.5 s
VIIM.LANGANS.NOPEUS.: 3.0 m/min
JÄLKIPALOAIKA: 0.12 s
KAASUN JÄLKIVIRTAUS: 0.5 s
KRAA T D
TÄYTTÖ
KUUMA--D
ALOITUS
-- 2 2 --
4-TAHTI
PERUUTA
Page 23

Jälkipaloaika
Siirrä kohdistin riville
JÄLKIPALOAIKA.
Aseta arvoksi 0.11 s
plus/miinus-painikkeilla
LOPETUSARVOT, SYNERGIA
KRAATERINTÄYTTÖ KYLLÄ
AIKA: 1.5 s
VIIM.LANGANS.NOPEUS: 3.0 m/min
JÄLKIPALOAIKA: 0.11 s
KAASUN JÄLKIVIRTAUS: 0.5 s
KRAA T D
TÄYTTÖ
KUUMA--D
ALOITUS
4-TAHTI PERUUTA
Kaasun jälkivirtaus
Tässä annetaan aika, kuinka kauan suojakaasun halutaan virtaavan hitsauksen
lopettamisen jälkeen.
LOPETUSARVOT, SYNERGIA
Siirrä kohdistin riville
KAASUN
JÄLKIVIRTAUS.
Aseta arvoksi 2.0 s
plus/miinus-painikkeilla.
KRAATERINTÄYTTÖ KYLLÄ
AIKA: 1.5 s
VIIM.LANGANS.NOPEUS.: 3.0 m/min
JÄLKIPALOAIKA: 0.11 s
KAASUN JÄLKIVIRTAUS: 2.0 s
KRAA T D
TÄYTTÖ
KUUMA--D
ALOITUS
4-TAHTI
PERUUTA
Näin kaikki lopetusarvoasetukset on tehty ja täydellinen hitsausarvoyhdistelmä
MIG/MAG--hitsausta varten on valmis.
bu11d01x
-- 2 3 --
Page 24

3 MMA --hitsaus
3.1 Synergia
Hitsausvirtalähteessä on synergiatoiminto MMA--hitsausta varten.
Tämä tarkoittaa, että hitsausvirtalähde optimoi hitsausominaisuudet automaattisesti
valitsemallesi lankatyypille ja --koolle.
3.2 Perusasetukset
Hitsausvirtalähteessä on synergiatoiminto MMA--hitsausta varten.
Tämä tarkoittaa, että hitsausvirtalähde optimoi hitsausominaisuudet automaattisesti
valitsemallesi lankatyypille ja --koolle.
1. Hitsausprosessi = MMA
2. Elektrodityyppi
Valittavana on kolme elektrodityyppiä, jos pysytään synergiatoiminnossa.
S Emäksinen
S Rutiili
S Selluloosa
3. Elektrodikoko
Alla olevassa taulukossa on esitetty elektrodikoot, jotka voidaan tehdä
hitsausvirtalähteen synergian mukaan.
Elektrodityyppi Elektrod iko ko (mm)
Emäksinen 1,6 2,0 2,5 3,25 4,0 5,0 6,0
Rutiili 1,6 2,0 2,5 3,25 4,0 5,0 6,0
Selluloosa 2,5 3,25
bu11d01x
-- 2 4 --
Page 25

3.3 Hitsausarvot
Jos käytetään hitsausvirtalähteen synergiatoimintoa, ainoastaan hitsausvirta on
tarpeen asettaa.
Hitsausvirtaa voidaan säätää myös hitsauksen aikana +/-- painikkeilla. Hitsausvirran
säätäminen vaikuttaa automaattisesti myös kaaripaineeseen, jos hitsausvirtalähde
on synergiatilassa.
Asetusvalikosta nähdään, mikä arvo on annettu parametrille hitsausvirta.
ESAB LUD 450
Ota esille ASETA-valikko painamalla
ASETA--painiketta.
HITSAUSMENETELMÄ: PUIKKO
PUIKKOTYYPPI: Rutiili
PUIKON HALKAISIJA: 2.5 mm
LISÄTOIMINNOT
"
Asettamallamme
elektrodityyppi ja
--kokoyhdistelmällä
hitsausvirtalähde
on asettanut
hitsaus--virraksi
80 A.
ASETA NÄYTTÖ MUISTI
HITSAUSARVOJEN ASETUS
VIRTA: 80 A
SYNERGIA: PÄÄLLÄ
PIKA
TOIMIN.
PERUUTA
ENTER
bu11d01x
-- 2 5 --
Page 26

3.4 Puikko (MMA)--konfigurointi
Ks. kohta 9.2.6.
3.5 Asetusesimerkki Puikko (MMA)
Alla on asetusesimerkki MMA--hitsaukselle.
3.5.1 Perusasetukset
Päävalikossa tehdään elektrodivalintaa koskevat asetukset.
Aluksi otamme esille päävalikon painamalla VALIKKO (MENU)--painiketta, ellei tätä
ole jo tehty.
Teemme seuraavat kolme asetusta:
S PROSESSI = PUIKKO (MMA)
S ELEKTRODITYYPPI= RUTIILI
S LEKTRODIKOKO = 2.5 mm
Prosessi
ESAB LUD 450
Askella
nuolipainikkeilla
niin, että rivi
HITSAUSME-NETELMÄ tulee
merkityksi. Paina
ENTER saadaksesi
esille luettelon
vaihtoehdoista.
HITSAUSMENETELMÄ: PUIKKO
PIUKKOTYYPPI: Emäs
PUIKON HALKAISIJA: 3.25 mm
LISÄTOIMINNOT
ASETA NÄYTTÖ MUISTI
PIKA
TOIMIN.
ENTER
Siirrä kohdistin luettelon riville MMA ja paina ENTER.
Nyt olemme tehneet asetuksen HITSAUSME-NETELMÄ = MMA.
Elektrodityyppi
ESAB LUD 450
Askella
nuolipainikkeilla
niin, että rivi
PIUKKOTYYPPI
tulee merkityksi.
HITSAUSMENETELMÄ: PUIKKO
PIUKKOTYYPPI: EMÄS
PUIKON HALKAISIJA: 3.25 mm
LISÄTOIMINNOT
Paina ENTER
saadaksesi esille
luettelon
vaihtoehdoista.
ASETA NÄYTTÖ MUISTI
MIG/MAG
PUIKKO
TIG
HIILIK.TALTTAUS
PIKA
TOIMIN.
ENTER
bu11d01x
-- 2 6 --
Page 27

Siirrä kohdistin luettelon riville RUTIILI ja paina
ENTER. Nyt olemme tehneet
asetuksen PIUKKOTYYPPI = RUTIILI.
Elektrodikoko
ESAB LUD 450
Askella
nuolipainikkeilla
niin, että rivi
PUIKON
HALKAISIJA tulee
HITSAUSMENETELMÄ: PUIKKO
PIUKKOTYYPPI: RUTIILI
PUIKON HALKAISIJA: 6 mm
LISÄTOIMINNOT
merkityksi. Paina
ENTER saadaksesi
esille luettelon
vaihtoehdoista.
ASETA NÄYTTÖ MUISTI
Siirrä kohdistin luettelon riville 2.5 mm ja paina ENTER.
Nyt olemme tehneet asetuksen
PUIKON HALKAISIJA = 2.5 mm.
EMÄS
RUTIILI
SELLULOOSA
PIKA
TOIMIN.
1.6 mm
2mm
2.5 mm
3.25 mm
4mm
5mm
6mm
ENTER
ESAB LUD 450
HITSAUSMENETELMÄ: PUIKKO
PIUKKOTYYPPI: RUTIILI
PUIKON HALKAISIJA: 2.5 mm
LISÄTOIMINNOT
ASETA NÄYTTÖ MUISTI
"
PIKA
TOIMIN.
ENTER
Päävalikon seuraava rivi on LISÄTOIMINNOT. Toiminnoista on kerrottu tarkemmin
kappaleessa “LISÄTOIMINNOT“ Ks. kohta 9.
Nyt olemme tehneet asetukset MMA--hitsausta varten.
bu11d01x
-- 2 7 --
Page 28
4 TIG--hitsaus
4.1 Perusasetukset
TIG--hitsauksen perusasetukset tehdään päävalikossa.
1. Hitsausprosessi = TIG
2. Hitsausmenetelmä
TIG--hitsauksessa voidaan valita kahdesta hitsausmenetelmästä.
S Vakiovirta
S Pulssivirta
3. Aloitusmenetelmä
Valittavana on kaksi erilaista aloitusmenetelmää.
S Liftarc--aloitus
S HF--aloitus
Liftarc--aloituksessa valokaari syttyy, kun elektrodi koskettaa työkappaletta.
HF--aloituksessa valokaari sytytetään kipinäsiirtymällä, joka muodostuu
elektrodin ollessa tietyllä etäisyydellä työkappaleesta.
4. Liipaisintoiminto
TIG--hitsauksessa voidaan valita, halutaanko TIG--polttimen liipaisimelle 2--tahti
vai 4--tahtitoiminto. Pääasiallinen ero on, että 2--tahdilla liipaisinta pidetään
alaspainettuna hitsauksen aikana, kun taas 4--tahdissa liipaisin voidaan pitää
ylhäällä. 2-- ja 4--tahdin ero on kuvattu seuraavissa kuvissa yhdessä aloituksen
ja lopetuksen eri toimintojen kanssa.
2--tahti
2
1
Virran
laskuaika
Kaasun
jälkivirtaus
Kaasun
esivirtaus
Virran
nousuaika
2--tahdissa mahdollinen kaasun esivirtaus käynnistyy, kun TIG--polttimen liipaisin
painetaan alas (1). Tämän jälkeen virta kohoaa esiohjaustasolle (pari ampeeria) ja
valokaari syttyy. Tämän jälkeen virta kohoaa asetettuun arvoon (mahd. virran
nousuaika).
Kun liipaisin tämän jälkeen päästetään ylös (2), virta laskee takaisin esiohjaustasolle
(mahd. virran laskuaika) ja valokaari sammuu. Tämän jälkeen seuraa mahdollinen
kaasun jälkivirtaus.
bu11d01x
-- 2 8 --
Page 29

4--tahti
3
1
Kaasun
esivirtaus
2
Virran
nousuaika
Virran
laskuaika
4
Kaasun
jälkivirtaus
4--tahdissa mahdollinen kaasun esivirtaus käynnistyy, kun liipaisin painetaan alas
(1). Kun kaasun etuvirtausaika on kulunut, virta kohoaa esiohjaustasolle (pari
ampeeria) ja valokaari syttyy.
Kun liipaisin tämän jälkeen päästetään ylös (2), virta kohoaa asetettuun arvoon
(mahd. Virran nousuaika).
Kun liipaisin painetaan uudelleen alas (3), virta laskee takaisin esiohjaustasolle
(mahd. Virran laskuaika).
Kun liipaisin päästetään uudelleen ylös (4), valokaari sammuu ja mahdollinen
kaasun jälkivirtaus alkaa.
Kun ollaan hitsausarvojen asetusvalikossa tai mittausvalikossa, voidaan tehdä
vaihtokytkentä 2--tahti/4--tahti jollakin vaihtuvatoimintoisella painikkeella.
4.2 Hitsausarvoasetukset
Hitsausparametrien arvot asetetaan asetusvalikossa. Tietyt parametrit koskevat
valittua menetelmää ja toiset ovat yhteisiä molemmille TIG--menetelmille. Seuraavat
parametrit asetetaan TIG--hitsauksen yhteydessä.
Taulukko asetusalueineen on esitetty “LIITTEESSÄ“ Ks. kohta 10.
Menetelmä VAKIOVIRTA Menetelmä PULSSIVIRTA
S Virta S Pulssivirta
S Virran nousuaika S Taustavirta
S Virran laskuaika S Pulssiaika
S Kaasun esivirtaus S Tausta--aika
S Kaasun jälkivirtaus S Virran nousuaika
S Virran laskuaika
S Kaasun etuvirtaus
S Kaasun jälkivirtaus
bu11d01x
-- 2 9 --
Page 30

Virta
Virralla tarkoitetaan tässä hitsausvirtaa vakiovirralla hitsattaessa.
Pulssivirta ja tau stavirta
Pulssivirralla on asetettava useita parametreja, jotka ovat yhteydessä hitsausvirtaan.
Pulssivirta ja taustavirta ilmaisevat, minkä virta--arvojen välillä pulssien tulee olla, ks.
seuraava kuva.
Virta
Pulssiaika
Tausta--aika
Pulssivirta
Taustavirta
Aika
Pulssiaika ja tausta--aika
Pulssiaika ilmoittaa virtapulssien ajan.
Tausta--aika ilmoittaa taustavirran ajan.
Pulssivirralla hitsaus, ks. yllä oleva kuva. Sekä pulssi-- että tausta--ajan asetusalue
on 0,001--5,000 s.
Kaasun etuvirtaus ja kaasun jälkivirtaus
Parametreilla kaasun esivirtaus ja kaasun jälkivirtaus ilmoitetaan, kuinka kauan
suojakaasun halutaan virtaavan ennen hitsausta ja sen jälkeen.
Virran nousuaika ja virran laskuaika
Ramppi--parametrit tarkoittavat hitsausvirran asteittaista kohoamista ja laskemista
tiettynä aikana.
bu11d01x
-- 3 0 --
Page 31

4.3 TIG--konfigurointi
Ks. kohta 9.2.6.
4.4 Asetusesimerkki TIG
Alla on asetusesimerkki TIG--hitsaukselle menetelmällä vakiovirta. Jos halutaan
hitsata pulssivirralla, asetukset tehdään seuraavasti.
4.4.1 Perusasetukset
Aluksi otamme esille päävalikon painamalla VALIKKO (MENU)--painiketta, ellei tätä
ole jo tehty.
Teemme seuraavat neljä asetusta:
S HITSAUSMENETELMÄ = TIG
S MENETELMÄ = VAKIOVIRTA
S ALOITUSMENETELMÄ = LIFTARC--ALOITUS
S LIIPAISINTOIMINTO= 2--tahti
Prosessi
ESAB LUD 450
Askella
nuolipainikkeilla
niin, että rivi
HITSAUSMENETELMÄ
tulee merkityksi.
HITSAUSMENETELMÄ: PUIKKO
PUIKKOTYYPPI: RUTIL
PUIKON HALKAISIJA: 2.5 mm
LISÄTOIMINNOT
Paina ENTER
saadaksesi esille
luettelon
vaihtoehdoista.
ASETA NÄYTTÖ MUISTI
Siirrä kohdistin luettelon riville TIG ja paina ENTER.
Nyt olemme tehneet asetuksen
HITSAUSMENETELMÄ = TIG.
PIKA
TOIMIN.
MIG/MAG
PUIKKO
TIG
HIILIK.TALTTAUS
ENTER
bu11d01x
-- 3 1 --
Page 32

Menetelmä
Siirrä kohdistin
riville
KAARITYYPPI
Paina ENTER
saadaksesi esille
luettelon
vaihtoehdoista.
ESAB LUD 450
HITSAUSMENETELMÄ: TIG
KAARITYYPPI: TASAVIRTA
SYTYTYSTAPA: LIFTARC--SVT.
LIIPASINTOIMINTO: 4--TAHTI
LISÄTOIMINNOT
ASETA NÄYTTÖ MUISTI
Siirrä kohdistin luettelon riville TASAVIRTA ja paina
ENTER. Nyt olemme tehneet asetuksen
KAARITYYPPI = TASAVIRTA
Aloitusmenetelmä
ESAB LUD 450
Siirrä kohdistin
riville
SYTYTYSTAPA
Paina ENTER
saadaksesi esille
luettelon
HITSAUSMENETELMÄ: TIG
KAARITYYPPI: TASAVIRTA
SYTYTYSTAPA: LIFTARC--SYT.
LIIPASINTOIMINTO: 4--TAHTI
LISÄTOIMINNOT
vaihtoehdoista.
PIKA
TOIMIN.
TASAVIRTA
PULSSIVIRTA
ENTER
ASETA NÄYTTÖ MUISTI
Siirrä kohdistin luettelon riville LIFTARC--SYT.
ja paina ENTER. Nyt olemme tehneet asetuksen
SYTYTYSTAPA = LIFTARC--SYT.
-- 3 2 --
bu11d01x
PIKA
TOIMIN.
LIFTARC--SYT.
HF--SYTYTYS
ENTER
Page 33

Liipaisintoiminto
Siirrä kohdistin
riville LIIPAISIN-TOIMINTO. Paina
ENTER saadaksesi
esille luettelon
vaihtoehdoista.
ESAB LUD 450
HITSAUSMENETELMÄ: TIG
KAARITYYPPI: TASAVIRTA
SYTYTYSAPA: LIFTARC--SYT.
LIIPASINTOIMINTO: 4--TAHTI
LISÄTOIMINNOT
ASETA NÄYTTÖ MUISTI
Siirrä kohdistin luettelon riville 2--tahti ja paina ENTER.
Nyt olemme tehneet asetuksen
LIIPAISINTOIMINTO = 2--tahti.
ESAB LUD 450
HITSAUSMENETELMÄ: TIG
KAARITYYPPI: TASAVIRTA
SYTYTYSAPA : LIFTARC--SYT.
LIIPASINTOIMINTO: 2--THATI
LISÄTOIMINNOT
"
PIKA
TOIMIN.
2-- THATI
4-- THATI
ASETA NÄYTTÖ MUISTI
PIKA
TOIMIN.
Päävalikon seuraava rivi on LISÄTOIMINNOT. Toiminnoista on kerrottu tarkemmin
kappaleessa “LISÄTOIMINNOT“ Ks. kohta 9.
bu11d01x
-- 3 3 --
Page 34
4.4.2 Hitsausarvoasetu kset
Asetusvalikossa asetetaan arvot, eri hitsausparametreille.
Teemme seuraavat asetukset:
S VIRTA = 200 A
S VIRRAN NOUSUAIKA = 2.0 s
S VIRRAN LASUAIKA = 1.4 s
S KAASUN ETUVIRTAUS = 3.0 s
S KAASUN JÄLKIVIRTAUS = 5.0 s
Painamalla VALIKKO (MENU)--painiketta. Ota asetusvalikko esille painamalla
ASETA--painiketta.
Virta
HITSAUSARVOJEN ASETUS
Siirrä kohdistin
riville VIRTA.
Aseta arvoksi 200
A jommalla
kummalla
plus/miinus--painik
VIRTA: 200 A
VIRRAN NOUSUAIKA: 4,0 s
VIRRAN LASKUAIKA: 6,0 s
KAASUN ETUVIRTAUS: 2.5 s
KAASUN JÄLKIVIRTAUS: 3.3 s
keella.
KAASU-
VIRTAUS
4--THATI PERUUTA
Virran nousuaika ja virran laskuaika
Parametrit Virran nousuaika ja virran laskuaika on kytketty omiin plus/miinus--painikkeisiinsa. Asetettaessa parametriä Virran nousuaika käytetään ylempää painiketta ja
vastaavasti asetettaessa parametriä virran laskuaika käytetään alempaa painiketta.
HITSAUSARVOJEN ASETUS
Siirrä kohdistin riville
VIRRAN NOUSU ja
VIRRAN VIRRAN
LASKU. Aseta
VIRRAN NOUSU 2.0 s
ylemmällä
plus/miinus--painikkeell
a askeltamalla.
VIRTA: 200 A
VIRRAN NOUSUAIKA:#2.0s
VIRRAN LASKUAIKA:
KAASUN ETUVIRTAUS: 2.5 s
KAASUN JÄLKIVIRTAUS: 3.3 s
6.0 s
*
bu11d01x
KAASU-
VIRTAUS
4--THATI PERUUTA
-- 3 4 --
Page 35

Aseta VIRRAN LASKU
alemmalla
1.4 s
plus/miinus-painikkeella
askeltamalla.
HITSAUSARVOJEN ASETUS
VIRTA: 200 A
VIRRAN NOUSUAIKA: #2.0s
VIRRAN LASKUAIKA:
KAASUN ETUVIRTAUS: 2.5 s
KAASUN JÄLKIVIRTAUS: 3.3 s
1.4 s
*
KAASU-
VIRTAUS
4--THATI
PERUUTA
Kaasun esi-- ja jälkivirtaus
Parametrit kaasun esi-- ja jälkivirtaus on ramppiparametrien tapaan yhdistetty omiin
plus/miinus--painikkeisiinsa. Ylempi plus/miinus --painike on kaasun esivirtauksen
asettamiseen ja alempi kaasun jälkivirtauksen asettamiseen.
HITSAUSARVOJEN ASETUS
Siirrä kohdistin riville
KAASUN ESIVIRTAUS
ja KAASUN
JÄLKIVIRTAUS.
Aseta KAASUN
ESIVIRTAUKSEN
arvoksi 3.0 s
askeltamalla
plus/
miinus--painikkeella.
ylemmällä
VIRTA: 200 A
VIRRAN NOUSUAIKA: 2.0 s
VIRRAN LASKUAIKA: 1.4 s
KAASUN ETUVIRTAUS: #3.0s
KAASUN JÄLKIVIRTAUS:
KAASU-
VIRTAUS
4--THATI
3.3 s
*
PERUUTA
ITSAUSARVOJEN ASETUS
Aseta KAASUN
JÄLKIVIRTAUKSEN
arvoksi 5.0s
askeltamalla
plus/miinus-painikkeella.
alemmalla
VIRTA: 200 A
VIRRAN NOUSUAIKA: 2.0 s
VIRRAN LASKUAIKA: 1.4 s
KAASUN ETUVIRTAUS: #3.0
KAASUN JÄLKIVIRTAUS:
KAASU-
VIRTAUS
4--THATI
5.0
*
PERUUTA
Näin olemme tehneet täydellisen asetuksen TIG--hitsausta varten.
bu11d01x
-- 3 5 --
Page 36

5 HIILIKAARITAL TTAUS
5.1 Synergia
Hitsausvirtalähteessä on synergiatoiminto hiilikaaritalttaukselle.
Tämä tarkoittaa, että hitsausvirtalähde asettaa automaattisesti sopivan arvon
jännitteelle valitun elektrodikoon mukaan.
Hitsauksessa voidaan käyttää muita elektrodikokoja kuin niitä, jotka ovat valittavissa
säätökotelosta. Tämä tarkoittaa kuitenkin sitä, että käyttäjä joutuu itse tekemään
asetukset tietyille parametreille.
5.2 Perusasetukset
Hiilikaaritalttauksen perusasetukset tehdään säätökotelon päävalikossa.
1. Hitsausprosessi = HIILIKAARITALTTAUS
2. Elektrodikoko
Alla olevassa taulukossa on esitetty elektrodikoot, jotka voidaan tehdä
hitsausvirtalähteen synergian mukaan.
Elektrodikoko
4mm
5mm
6mm
8mm
5.3 Hitsausarvot
Jos pysytään hitsausvirtalähteen synergiassa, mitään hitsausarvoja ei oikeastaan
tarvitse asettaa. Parametri jännite on kuitenkin käytettävissä säätöä varten.
Alla olevat kursivoidut parametrit ovat nk. vakioita. Mahdollinen jännitteen säätö ei
vaikuta niihin.
Hitsausparametrit hiilikaaritalttauksessa
S Jännite
S Induktanssi
S Säädintyyppi
Parametrien asetusaluetaulukko on esitetty “LIITTEESSÄ“ Ks. kohta 10.
bu11d01x
-- 3 6 --
Page 37

5.4 Asetusesimerkki hiilikaaritalttaukselle
5.4.1 Perusasetukset
Päävalikossa asetetaan elektrodikoko.
Aluksi otamme esille päävalikon painam alla VALIKKO--painiketta.
Teemme seuraavat kaksi asetusta:
S HITSAUSMENETELMÄ = HIILIKAARITALTTAUS
S ELEKTRODIKOKO = 8 mm
Prosessi
ESAB LUD 450
Askella
nuolipainikkeilla
niin, että rivi
HITSAUSMENE-TELMÄ tulee
merkityksi. Paina
ENTER saadaksesi
esille luettelon
vaihtoehdoista.
HITSAUSMENETELMÄ: MMA
KAARITYYPPI: VAKIOKAARI
PUIKON HALKAISIJA: 6 mm
LISÄTOIMINNOT
ASETA NÄYTTÖ MUISTI
PIKA
TOIMIN.
ENTER
Siirrä kohdistin luettelon riville HIILIKAARITALTTAUS
ja paina ENTER. Nyt olemme tehneet asetuksen
HITSAUSMENETELMÄ = HIILIKAARITALTTAUS.
Elektrodikoko
ESAB LUD 450
Askella
nuolipainikkeilla
niin, että rivi
PUIKON
HITSAUSMENETELMÄ: HIILIK. TALTTAUS
PUIKON HALKAISIJA: 6 mm
LISÄTOIMINNOT
HALKAISIJA tulee
merkityksi. Paina
ENTER saadaksesi
esille luettelon
vaihtoehdoista.
ASETA NÄYTTÖ MUISTI
Siirrä kohdistin riville 8 mm ja paina ENTER.
Nyt asetus PUIKON HALKAISIJA = 8 mm on valmis.
Näin olemme suorittaneet hiilikaaritalttauksen asetukset.
MIG/MAG
PUIKKO
TIG
HIILIK. TALTTAUS
PIKA
TOIMIN.
4mm
5mm
6mm
8mm
ENTER
bu11d01x
-- 3 7 --
Page 38

5.4.2 Hitsausarvot
Asetusvalikosta nähdään, mikä arvo on asetettu parametrille jännite. Jännitearvoa
voidaan myös tarvittaessa säätää.
ESAB LUD 450
Siirry
asetusvalikkoon
painamalla
ASETA--
HITSAUSMENETELMÄ: HIILIK. TALTTAUS
PUIKON HALKAISIJA: 8 mm
LISÄTOIMINNOT
painiketta.
Elektrodikokoase--t
uksellamme
hitsaus--virtalähde
on asettanut
jännitteeksi 43 V.
ASETA NÄYTTÖ MUISTI
HITSAUSARVOJEN ASETUS
JÄNNITE: 43.0 V
SYNERGIA: PÄÄLLÄ
PIKA
TOIMIN.
PERUUTA
ENTER
bu11d01x
-- 3 8 --
Page 39

6 MITTAUSAR VOKUVA
6.1 Mittausarvokuvan kuvaus
Mittausarvokuvassa voidaan hitsauksen aikana nähdä eri hitsausparametreille
mitatut arvot. Se, mitä nämä parametrit ovat, riippuu valitusta hitsausprosessista.
Alla olevassa esimerkissä on MIG/MAG-- hitsauksen mittausarvokuva.
VIHJE!
Pulssikaarihitsauksessa voidaan valita, näytetäänkö jännitearvo keskiarvona vai
pulssikeskiarvona.
Tämä asetus voidaan tehdä MIG/MAG--perusasetuksissa. Ks. kohta 9.2.4.3.
Jos haluat esille mittausarvokuvan; varmista, että näyttör u udulla on päävalikko.
Paina NÄYTTÖ--painiketta.
ESAB LUD 450
HITSAUSMENETELMÄ: MIG/MAG
KAARITYYPPI: VAKIOKAARI
LANKATYYPPI: Teräs (Fe)
SUOJAKAASU: Ar +8%CO2
LANGAN HALKAISIJA: 1.2 mm
LISÄTOIMINNOT
ASETA NÄYTTÖ MUISTI
Mittausarvokuva voi näyttää tältä. Näyttöruudun oikeassa alareunassa oleva nuoli
ilmaisee, että kaikki tiedot eivät mahdu näyttöruudulle.
VAKIOKAARIi, Teräs (Fe), Ar+8%CO2, 1.2 mm
Askella alaspäin
nuoli
alas--painikkeella.
22,5 Volt
PIKA
TOIMIN.
ENTER
134 Amp
6,0 m/min
K.SÄÄTÖ PERUUTA
bu11d01x
-- 3 9 --
Page 40

Neljäs arvo saadaan näkyviin näyttöruudulle.
VAKIOKAARI, Teräs (Fe), Ar+8%CO2, 1.2 mm
134 Amp
6,0 m/min
3,01 kW
6.2 Asetettujen arvojen muuttaminen
K.SÄÄTÖ PERUUTA
Mittausarvokuvassa voidaan muuttaa tiettyjen parametrien arvoja. Se, mitä nämä
parametrit ovat, riippuu asetetusta hitsausprosessista. Säädettävissä olevat
parametriarvot on aina merkitty tai .
VAKIOKAARI, Teräs (Fe), Ar+8%CO2, 1.2 mm
Muuta painamalla
22,5 Volt
tai
JÄNNITE: 22,5 (+3,5) V
Esiin tuleva ikkuna
häviää 1,5 sekunnin
kuluttua, jos mitään
painiketta ei käytetä.
134 Amp
6,0 m/min
K.SÄÄTÖ PERUUTA
bu11d01x
-- 4 0 --
Page 41

7 MUISTIN KÄSITTELY
Säätökoteloon voidaan tallentaa kaikkiaan 99 hitsausarvoyhdistelmää. Kullekin
tällaiselle yhdistelmälle annetaan numero väliltä 1 -- 99. Jos hitsausarvomuisti
täyttyy, ts. jos tallennettuja arvoyhdistelmiä on 99 ja halutaan tallentaa lisää
yhdistelmiä, vanhin arvoyhdistelmä poistetaan automaattisesti.
Hitsausarvoyhdistelmiä voidaan myös p o istaa ja kopioida ja yhdistelmiä voidaan
myös palauttaa hitsausarvojen työmuistiin.
Seuraavassa on esitetty, miten tallennus, palautus, kopiointi ja poistaminen suoritetaan.
7.1 Tallennus
Kun haluat tallentaa arvoyhdistelmän; varmista, että näyttöruudulla on päävalikko.
Paina MUISTI--painiketta. Jos hitsausarvomuisti on tyhjä, näyttöruudulla näytetään
seuraava kuva.
MUISTITOIMINNOT--TALLENNETUT ARVOT
:
EI TALLENNETTUJA TIETOJA
TALLETA PERUUTA
:
Esimerkki
Tallennamme nyt yhdistelmän hitsausarvoja. Tallennus tehdään muistipaikalle 10.
Paina TALLENNA--painiketta. Näyttöruudulle saadaan seuraava kuva.
TALLENNA HITSAUSARVOT NUMERON 1
Jos tässä painetaan
ENTER,arvoyhdistel
mä tallennetaan
numerolla 1, mikä
ilmenee
näyttöruudun
ylimmältä riviltä.
PERUUTA ENTER
Askeltamalla jommalla kummalla plus--/miinus--painikkeella voidan valita
muistipaikan numero, joka arvoyhdistelmälle halutaan antaa. Tämä näkyy
näyttöruudun ylimmältä riviltä.
Näyttöruudun ylärivillä oleva numero on ensimmäinen muistista löydetty tyhjä
paikka.
bu11d01x
-- 4 1 --
Page 42

TALLENNA HITSAUSARVOT NUMERON 10
Askella esille
numero 10
jommalla kummalla
plus/miinus--painikk
eella. Paina
ENTER.
PERUUTA ENTER
Arvoyhdistelmä on nyt tallennettu numerolla 10. Näyttöruudun yläreunassa voidaan
nähdä osia arvoyhdistelmän numero 10 sisällöstä.
TALLENNA HITSAUSARVOT NUMERON 10
10
VAKIOKAARI, Teräs (Fe), CO2, 1.2 mm
PERUUTA ENTER
Siirry takaisin muistivalikkoon PERUUTA--painikkeella.
Vihje!
Jos rivillä lukee TALLENNA HITSAUSARVOT 1, voidaan painamalla miinusta joko
tai
hypätä suoraan parametrisarjaan 99.
bu11d01x
-- 4 2 --
Page 43

7.2 Poistaminen
Muistivalikossa voidaan poistaa yksi tai useampia a rvoyhdistelmiä.
Esimerkki
Poistamme nyt aiemmassa esimerkissä tallentamamme arvoyhdistelmän.
POISTA--painiketta.
MUISTITOIMINNOT--TALLENNETUT ARVOT
10
VAKIOKAARI, Teräs (Fe), CO2, 1.2 mmm
TALLETA POISTA KUTSU KOPIOI PERUUTA
Viimeksi tallennettu arvoyhdistelmä merkitään automaattisesti. Jos tallennettuja
arvoyhdistelmiä on useampi kuin yksi, kohdistinta voidaan siirtää niiden välillä
nuolipainikkeilla vasemmalle ja oikealle.
POISTA HITSAUSARVOT NUMERO 10
Vahvista
arvoyhdistelmän
10
numero 10 poisto
painamalla
ENTER.
VAKIOKAARI, Teräs (Fe), CO2, 1.2 mmm
PERUUTA ENTER
bu11d01x
-- 4 3 --
Page 44

7.3 Palautus
Jos haluat palauttaa tallennetun arvoyhdistelmän; varmista, että olet muistivalikossa.
Paina MUISTI--painiketta.
MUISTITOIMINNOT--TALLENNETUT ARVOT
10
TALLETA POISTA KUTSU KOPIOI PERUUTA
Esimerkki
Viimeksi tallennettu arvoyhdistelmä merkitään automaattisesti. Jos tallennettuja
arvoyhdistelmä on useampi kuin yksi, kohdistinta voidaan siirtää niiden välillä
nuolipainikkeilla vasemmalle ja oikealle.
TALLENNA HITSAUSARVOT NUMEROON 10
Vahvista
arvoyhdistelmän
10
numero 10
palautus
painamalla
ENTER.
VAKIOKAARI, Teräs (Fe), CO2, 1.2 mm
PERUUTA ENTER
Siirry takaisin muistivalikkoon PERUUTA--painikkeella.
7.4 Kopiointi
Hitsausarvoyhdistelmän sisältö voidaan kopioida uudelle muistipaikalle. Aloita
painamalla KOPIOI--painiketta.
MUISTITOIMINNOT--TALLENNETUT ARVOT
10
bu11d01x
VAKIOKAARI, Teräs (Fe), CO2, 1.2 mm
TALLETA POISTA KUTSU KOPIOI PERUUTA
-- 4 4 --
Page 45

Esimerkki
Viimeksi tallennettu arvoyhdistilmä merkitään automaattisesti. Jos tallennettuja
arvoyhdistelmiä on useampi kuin yksi, kohdistinta viodaan siirtää niiden välillä
nuolipainikkeilla vasemmalle ja oikealle. Kopioimme nyt muistipaikan 10 sisällön
muistipaikalle 50.
Askeltamalla jommalla kummalla plus--/miinus--painikkeella voidaan ilmoittaa, mille
muistipaikalle tiedot halutaan kopioida.
KOPIOI ARVOT NUMEROSTA 10 NUMEROON 50
Askella esiin
numero 50
10
plus--painikkeella ja
paina ENTER.
" VAKIOKAARI, Teräs (Fe), CO2, 1.2 mmm
PERUUTA ENTER
TALLENNA OLEMASSAOLEVAN PÄÄLLE ?
10
" VAKIOKAARI, Teräs (Fe), CO2, 1.2 mmm
EI KYLLÄ
Näin hitsausarvot numerosta 10 on kopioitu muistipaikalle 50.
Jos muistipaikka 50 on jo varattu, asiasta saadaan ilmoitus näyttöruudulle.
KOPIOI ARVOT NUMEROSTA 10 NUMEROON 50
10
" VAKIOKAARI, Teräs (Fe), CO2, 1.2 mmm
Siirry takaisin muistivalikkoon PERUUTA--painikkeella.
-- 4 5 --
bu11d01x
PERUUTA ENTER
Page 46

7.5 Yleistä kaukosäätimestä
Aluksi siirrymme päävalikkoon painamalla MENU--painiketta.Ota asetusvalikko esille
painamalla NÄYTTÖ--painiketta.
VAKIOKAARIi, Teräs (Fe), Ar+8%CO2, 1.2 mm
Mittausvalikosta
voidaan vaihtaa
ohjaukseen
kaukosäätölaitteell
a painamalla
“Kauko “ painiketta.
Kaukosäätimiä on
4 erilaista:
22,5 Volt
134 Amp
6,0 m/min
K.SÄÄTÖ
Digitaalinen kaukosääd in
Digitaalista kaukosäädintä käytetään, kun hitsausarvomuistista halutaan hakea
hitsausarvoyhdistelmiä ohjausrasiaa käyttämättä.
S Aristo Control 5--ohjelma.
Tällä kaukosäätimellä muistista voidaan hakea 5 erilaista hitsausarvoyhdistelmää. Ne tallennetaan muistipaikoille 1--5.
Voit myös säätää jännitettä sen hitsausohjelman mukaan, joka on valittu
haettavaksi.
Analoginen kaukosäädin
Analogisella kaukosäätimellä voidaan säätää hitsausprosessin ensisijaisia
parametrejä m uusta yksiköstä kuin ohjausrasiasta.
S Aristo Control Synergic PAE 2.
Tällä kaukosäätimellä voit lisätä/pienentää langansyöttönopeutta ja jännitettä
valitsemasi synergiaviivan mukaan.
S 2--nuppinen Esab PSF--hitsauspistooli.
Tässä hitsauspistoolissa on 2 nuppia, joilla voit lisätä/pienentää langansyöttönopeutta ja jännitettä valitsemasi synergiaviivan mukaan. Säätö on mahdollista
myös hitsauksen aikana.
S 3 ohjelmalla varustettu Esab PSF--hitsauspistooli.
Tässä hitsauspistoolissa on 3--asentoinen painike.
Painikkeella voit hakea muistista 3 erilaista hitsausarvoyhdistelmää, esim.
juuripalkoa ja täytepalkoja varten. Lisäksi hitsausohjelmaa voidaan vaihtaa
kesken hitsauksen.
7.5.1 Konfigurointi kaukosäädin
Ks. kohta 9.2.3.
bu11d01x
-- 4 6 --
Page 47

8PIKA--ASETUS
8.1 Pika--asetuksen kuvaus
Jos hitsausarvomuistiin on tallennettu yksi tai useam pia hitsausarvoyhdistelmiä,
se/ne (maks. 4 kpl) voidaan ottaa käytettäviksi päävalikon PIKA--TOIMIN.--painikkeella.
ESAB LUD 450
HITSAUSMENETELMÄ: MIG/MAG
KAARITYYPPI: VAKIOKAARI
LANKATYYPPI: Teräs (Fe)
SUOJAKAASU: Ar8CO2
LANGAN HALKAISIJA: 1.2 mm
LISÄTOIMINNOT
"
ASETA
Pika--asentopainiketta painettaessa kuva saattaa näyttää seuraavalta.
NÄYTTÖ MUISTI
Vakiokaari, Teräs (Fe) Ar+20%CO2, 1.2 mm
PIKA
TOIMIN.
22,5 Volt
134 Amp
6,0 m/min
HITSI
1ARVOT
HITSI
2ARVOT
HITSI
3ARVOT
HITSI
4ARVOT
ENTER
4--
TAHTI
Vaihtuvatoimintoisista painikkeista neljä voi siis olla “linkitettyinä” omiin,
hitsausarvomuistissa oleviin hitsausarvoyhdistelmiinsä. Viides vaihtuvatoimintoinen
painike on varattu 2-- ja 4--tahdin vaihtokytkennälle (MIG/MAG ja TIG).
8.2 Pika--asetuspainikkeiden konfigurointi
Ks. kohta 9.2.8.1.
bu11d01x
-- 4 7 --
Page 48

9 LISÄTOIMINNOT
9.1 Muistikorttitoiminnot
Muistikorttitoimintoja varten on ensin asennettava
PC--kortti.
1. Katkaise virta hitsauskoneesta
2. Aseta PC--kortti paikalleen
3. Kytke virta
4. Paina lisätoiminnot, ENTER
5. Paina muistikorttitoiminto, ENTER
Seuraava näyttöruutu saadaan esille:
MUISTIKORTTITOIMINNOT
HITSAUSARVOASETUKSET
Asenna
PC--kortti
tässä
TALLETA POISTA KUTSU PERUUTA
TALLENNA
Käytetään voimassa olevien hitsausarvoasetusten (varatut muistipaikat 1--99)
tallentamiseen säätökotelosta PC--kortille.
Jos samat hitsaustiedot on jo tallennettu kortille, säätökotelon omassa muistissa
olevat arvot kirjoitetaan niiden päälle.
Esimerkki
PC--kortilleOhjelmointiyksikkö
Säätökotelon
hitsausarvoasetukset ovat.
123101250
PC--kortti
on nyt tyhjä.
PC--kortille
Paina TALLENNA.
Hitsausarvoasetukset säätökotelosta on nyt
tallennettu PC--korttiin.
123101250
bu11d01x
-- 4 8 --
Page 49

POISTA
Käytetään, jos PC--kortin sisältö halutaan poistaa (kaikki hitsausarvoasetukset).
Esimerkki
PC--kortin
PC--kortin hitsausarvoasetukset ovat:
123101250
PC--kortin
Paina POISTA. PC--kortti on nyt tyhjä.
PALAUTA
Käytetään hitsausarvoasetusten kopiointiin PC--kortilta säätökoteloon.
Jos hitsausarvoasetus on jo kotelon omassa muistissa, PC--korttiin tallennettu
asetus kirjoitetaan sen päälle.
Esimerkki
PC--kortinOhjelmointiyksikkö
Paina PALAUTA.
123101250 23456
Ohjelmointiyksikkö
Säätökotelossa on nyt 3 uutta hitsausarvoyhdistelmää (4, 5, 6) ja yhdistelmät 2 ja 3 päivitettiin
PC--kortille tallennetuilla yhdistelmillä.
123456
10 12 50
Virheilmoitus
Jos säätökotelo ilmaisee PC--kortin vikaa, saadaan virheilmoitus, joka kuvaa lyhyesti
kyseisen vian.
Tarkasta:
S Että PC--kortti on asennettu oikein.
S Että PC--kortti ei ole tuntematonta tai ei--hyväksyttyä valmistetta.
S Että kortille tallennetut tiedot ovat yhteensopivia säätökotelon ohjelmiston
kanssa.
S Että PC--kortin versionumero ei ole väärä tai vanhempaa formaattia.
bu11d01x
-- 4 9 --
Page 50

9.2 Konfigurointi
9.2.1 Kieli
Ks. kohta 1.3.
9.2.2 Lukitustoiminto
PÄÄVALIKKO
LISÄTOIMINNOT
MÄÄRITTELY
LUKITUKSEN
TILA
Joskus halutaan rajoittaa pääsyä ohjausrasian tiettyihin toimintoihin, ettei joku toinen
henkilö pääsisi muuttamaan tärkeitä parametreja tai asetuksia.
Kun lukitustoiminto on kytketty ja ollaan mittauskuvassa, (kaukosäätöasento) tai
pika--asetuskuvassa, vaaditaan salasana (lukituskoodi) aina, kun yritetään siirtyä
päävalikkoon painamalla PERUUTA-- tai VALIKKO--painiketta.
Normaalisti laitteisto siirtyy johonkin näistä kolmesta tilasta virran kytkemisen jälkeen
ja ainoastaan antamalla oikea salasana (lukituskoodi) päästään siirtymään muihin
valikoihin.
LUKITUSTOIMINTO
LUKITUKSEN TILA POIS
ASETA/VAIHDA LUKITUSKOODI
PERUUTA
ENTER
LUKITUSKOODITILASSA lukitustoiminto voidaan kytkeä päälle/pois poistamatta
olemassa olevaa lukituskoodia, jos toiminto kytketään pois toiminnasta. Jos
lukituskoodia ei ole tallennettuna ja lukitustoiminto yritetään kytkeä päälle, siirrytään
kuvaan, jossa on tietokoneesta tuttu “näppäimistö“ uuden salasanan syöttämiseksi.
Kun toiminto on kytketty päälle, näyttöruudun ensimmäisellä rivillä näytetään
avainkuvake sen merkiksi, että lukitustoiminto on aktivoitu. Tällöin voidaan liikkua
vapaasti kaikissa valikoissa, kunnes tullaan mittauskuvaan tai pika--asetuskuvaan,
jolloin lukitustoiminto astuu voimaan ja estää käyttäjää poistumasta niistä ilman
lukituskoodin syöttämistä.
Kuvassa ANNA/MUUTA SALASANA nykyistä salasanaa voidaan muokata tai sen
tilalle voidaan antaa uusi salasana.
Lukituskoodissa voi olla maks. 10 vapaavalintaista merkkiä tai numeroa.
bu11d01x
-- 5 0 --
Page 51

Lukitustilasta poistuminen
Kun ollaan mittauskuvassa tai p ika--asetuskuvassa ja lukitustoiminto on pois päältä,
näistä kuvista voidaan poistua rajoituksetta painamalla PERUUTA-- tai
VALIKKO--painiketta päävalikkoon siirtymiseksi.
Jos toiminto on kytketty päälle ja yritetään poistua, näytölle saadaan seuraava
kuva, joka varoittaa käyttäjää lukitussuojasta.
PAINAMALLA
ENTER
LUKITUSKOODI
Tässä voidaan valita PERUUTA ja siirtyä takaisin edelliseen kuvaan tai siirtyä
eteenpäin antamaan lukituskoodi painamalla ENTER.
Tällöin siirrytään kuvaan, jossa on näppäimistön kuva koodin syöttämistä varten.
Vahvista koodi tämän jälkeen painamalla näppäimistön enter painiketta.
Jos koodi on väärä, saadaan virheilmoitus. Käyttäjällä on silloin mahdollisuus yrittää
uudelleen tai siirtyä takaisin alkuperäiseen kuvaan, ts. mittauskuvaan tai
pika--asetuskuvaan.
Jos koodi on oikea, muiden valikkojen kaikki lukitukset poistetaan, mutta
lukitustoiminto pysyy aktivoituneena. Tämä tarkoittaa, että käyttäjä voi poistua
mittaus/pika--asetuskuvasta tilapäisesti, mutta palatessaan niihin, joutuu jälleen
lukitustilaan.
Kun mittaus/pika--asetuskuvan ulkopuolella halutaan muuttaa esim. (asetuksia,
kytkeä lukitustoiminto pois jne.) voidaan niihin ja lukitustoimintoon palata takaisin ja
uudelleen kytkeä toiminto ja “lukita “ käyttäjä mittaus/pika--asetuskuvaan.
bu11d01x
-- 5 1 --
Page 52

9.2.3 Kaukosäädin
PÄÄVALIKKO
LISÄTOIMINNOT
MÄÄRITTELY
KAUKOSÄÄ
TIMEN
Kaukosäätimen kaikki konfiguroinnit koskevat kaikkia mahdollisesti yhdistettyjä
syöttöyksiköitä.
Jos ANALOG1 konfiguroidaan pois, tämä koskee molempia syöttöyksiköitä kahta
syöttöyksikköä käytettäessä.
MIG/MAG--KAUKOSÄÄTÖ
UNOHDA MUUTOKSET POIS
DIGITALI--OHJATTU 5--OHJ.
SÄÄTÖ 1: EI MITÄÄN
SÄÄTÖ 2: EI MITÄÄN
PERUUTA
ENTER
Siirrä kohdistin riville UNOHDA MUUTOS. Paina ENTER, jolloin saat esille luettelon
vaihtoehdoista.
Jos toiminto ”unohda muutos” on ”päällä”--tilassa, jokaisen hitsauksen lopetuksen
jälkeen on voimassa aina käytetyn muistipaikan alkuperäisarvot.
Toisin sanoen, jos on tehty m uutos synergiaviivan suhteen, esim. lisätty jännitettä
+2V, minkä jälkeen hitsataan ja lopetetaan hitsaus, muutos häviää ja alkuperäinen
arvo haetaan takaisin muistista.
Toimintoa voidaan käyttää esim. uusia hitsausarvoja kokeiltaessa.
Digitaalisen kaukosäätimen konfigurointi
Digitaalista kaukosäädintä käytettäessä on ilmoitettava , minkätyyppistä laitetta
käytetään; 5 ohjelman tai 32 ohjelman laite (binary coded). Jos käytetään pistoolia,
jossa on 3 ohjelmavalintaa, valitaan 5 ohjelman vaihtoehto.
Jos kohdistin sijoitetaan riville DIGITAALIOHJATTU ja painetaan ENTER, esille
saadaan luettelo, josta voidaan valita sopiva vaihtoehto.
BIN. KOODATTU
5-- OHJ.
bu11d01x
-- 5 2 --
Page 53

Analogisen kauko säätimen konfigurointi
Analogista kaukosäädintä käytettäessä on säätökotelolle ilmoitettava, mitä
potentiometriä/--metrejä (maks. 2) halutaan käyttää.
Potentiometrit nimetään säätökotelossa ANALOGIA 1 ja ANALOGIA 2 ja ne
viittaavat omiin parametreihinsä, jotka hitsausprosessille on määritelty, esim.
MIG/MAG-- hitsauksessa jännite (ANALOGIA 1) ja langansyöttö (ANALOGIA 2).
Jos kohdistin sijoitetaan riville ANALOG1 ja
painetaan ENTER, esille saadaan luettelo.
Nyt voidaan valita, käytetäänkö potentiometriä
ANALOGIA 1 (JÄNNITE) vai ei (EI YHTÄÄN).
Valitse rivi JÄNNITE ja paina ENTER
MIG/MAG--KAUKOSÄÄTÖ
Seuraava ikkuna
näytetään.
DIGITALI--OHJATTU: 5--OHJ.
ANALOGIA 1: JÄNNITE
ANALOGIA 2: EI YHTÄÄN
SÄÄTÖALUE
ANALOGIA 1, DIG +/-- PIENIN # 8.0 V
Jos kohdistin sijoitetaan riville ANALOG 2 ja
painetaan ENTER, esille saadaan luettelo.
Nyt voidaan valita, käytetäänkö potentiometriä
ANALOG 2 (LANGANSYÖTTÖ) vai ei (EIMITÄÄN).
Valitse rivi LANGANSYÖTTÖ ja paina ENTER
EI YHTÄÄN
JÄNNITE
SUURIN
PERUUTA ENTER
EI YHTÄÄN
LANGANSYÖTTÖ
*
60 V
MIG/MAG--KAUKOSÄÄTÖ
Seuraava ikkuna
näytetään.
DIGITALI--OHJATTU: 5--OHJ.
ANALOGIA 1: JÄNNITE
ANALOGIA 2: LANGANSYÖTTÖ
SÄÄTÖALUE:
ANALOGIA 1, DIG +/-- PIENIN # 8.0 V
SUURIN
ANALOGIA 2 PIENIN # 1.5 m/min
SUURIN
PERUUTA
60 V
*
25 m/min
*
ENTER
Lisäksi on asetettava käytettävän potentiometrin tai potentiometrien säätöalue.
Tämä tehdään antamalla säätökotelon plus/miinuspainikkeilla minimi-- ja
maksimiarvot.
Tämä on voimassa ei--synergiassa. Synergiassa arvoksi ANALOG1 asetetaan +-- 10
V suhteessa synergialinjaan, ANALOG 2 langansyöttöarvo asetetaan kuten
ei--synergiassa.
bu11d01x
-- 5 3 --
Page 54

9.2.4 MIG/MAG perusasetukset
PÄÄVALIKKO
LISÄTOIMINNOT
MÄÄRITTELY
MIG/MAG
PERUSASETUK.
9.2.4.1 Liipaisintoiminto
MÄÄRITTELY--MIG/MAG, PERUSASETUKSEN
Siirrä kohdistin
riville LIIPAISIN-TOIMINTO. Paina
ENTER saadaksesi
LIIPAISINTOIMINTO 4--TAHTI
PIKANÄPPÄIMIEN ASETUKSET
JÄNNITE PULSSIKAARESSA KESKIARVO
esille luettelon
vaihtoehdoista.
Siirrä kohdistin luettelon riville 2--tahti ja paina ENTER.
Nyt olemme tehneet asetuksen
LIIPAISINTOIMINTO = 2--tahti.
PERUUTA ENTER
2-- THATI
4-- THATI
bu11d01x
MÄÄRITTELY--MIG/MAG, PERUSASETUKSEN
LIIPAISINTOIMINTO 2--TAHTI
PIKANÄPPÄIMIEN ASETUKSET
JÄNNITE PULSSIKAARESSA KESKIARVO
PERUUTA ENTER
-- 5 4 --
Page 55

9.2.4.2 Vaihtuvato imintoiset painikkeet
PÄÄVALIKKO
LISÄTOIMINNOT
MÄÄRITTELY
MIG/MAG PERUSASETUS
PIKANÄPP
ÄIMIEN
Olemme aiemmin kertoneet säätökotelon viidestä “vaihtuvatoimintoisesta“
painikkeesta. MIG/MAG--hitsauksessa käyttäjällä on mahdollisuus itse asettaa
näiden painikkeiden toiminnot tietyistä annetuista vaihtoehdoista.
Viidestä vaihtuvatoimintoisesta painikkeesta tietty toiminto voidaan antaa kolmelle
vasemmanpuoleisimmalle painikkeelle.
Valittavana on seuraavat vaihtoehdot:
S Kaasuhuuhtelu
S Langansyöttö
S Vaihtokytkentä 2--tahti/4--tahti
S Kraaterintäyttö PÄÄLLE/POIS
S Ryömintäaloitus PÄÄLLE/POIS
S Hot start PÄÄLLE/POIS
Vaihtuvatoimintoiselle painikkeelle annetaan jokin näistä toiminnoista seuraavasti.
Näyttöruudulle tulee seuraava kuva. Kuvassa on kaksi saraketta; toinen toiminnolle
ja toinen painikkeen numerolle. Numerot 1, 2 ja 3 edustavat omia painikkeitaan, ts.
painike äärimmäisenä vasemmalla on numero 1 jne.
Seuraavassa esimerkissä annamme painikkeelle numero 1 toiminnon
KRAATERINTÄYTTÖ PÄÄLLE/POIS.
PIKANÄPPÄIMEN LISÄTOIMINNOT
Siirrä kohdistin riville
KRAATERIN-TÄYTTÖ
PÄÄLLÄ/POIS. Paina
painiketta 1, ts.
vasemman puoleisinta
painiketta.
Toiminto Näppäin
EI MITÄÄN 1,2,3
KAASUN VIRTAUS
LANGANSYÖTTÖ
2/4--TAHTI
KRAATERINTÄYTTÖ PÄÄLLÄ/POIS
RYÖMINTÄALOITUS PÄÄLLÄ/POIS
KUUMASYTYTYS PÄÄLLÄ/POIS
TYHJÄ TYHJÄ TYHJÄ PERUUTA
bu11d01x
-- 5 5 --
Page 56

Näyttöruudulla oleva kuva näyttää, että painikkeelle numero 1 on näin annettu
toiminto KRAATERINTÄYTTÖ PÄÄLLÄ/POIS. Numero 1 on siirretty riville
KRAATERINTÄYTTÖ PÄÄLLÄ/POIS ja näyttöruudun alareunasta voidaan lukea
painiketeksti KRTÄYTT vasemmanpuoleiselle painikkeelle.
PIKANÄPPÄIMEN LISÄTOIMINNOT
Toiminto Näppäin
EI YHTÄÄN 2,3
KAASUN VIRTAUS
LANGANSYÖTTÖ
2/4--TAHTI
KRATERINTÄYTTÖ 1
RYÖMINTÄALOITUS PÄÄLLÄ/POIS
KUUMASYTYTYS PÄÄLLÄ/POIS
KRAA T.
TÄYTTÖ
PERUUTA
Kahdelle jäljellä olevalle painikkeelle voidaan nimetä toiminto samalla tavalla
yhdistämällä toiminto vasemmasta sarakkeesta painikkeen numeroon oikeassa
sarakkeessa.
Jos painikkeelle halutaan antaa uusi toiminto, siirrä kohdistin riville EI MITÄÄN
ja paina sitä vaihtuvatoimintoista painiketta, jonka toimintaa haluat muuttaa.
Näyttöruudussa näytetään painiketeksti EI MITÄÄN, ja sille voidaan antaa nyt uusi
toiminto.
9.2.4.3 Jännitesyöttö lyh ytp u lssikaarihitsauksessa
PÄÄVALIKKO
LISÄTOIMINNOT
MÄÄRITTELY
MIG/MAG
JÄNNITESYÖTTÖ PULS.
PERUSASETUS
Vaihtoehtoisia jännitemenetelmiä ovat:
--pulssijännitteen keskiarvo.
--jännitekeskiarvo.
Pulssijännitteen keskiarvo
Jännite mitataan ainoastaan pulssivaiheen aikana ja suodatetaan ennen
jännitearvon näyttämistä näyttöruudulla.
Jännitekeskiarvo
Jännitettä mitataan koko ajan ja suodatetaan ennen jännitearvon näyttämistä.
Näytöllä näytettäviä mittausarvoja käytetään sisäisten ja ulkoisten laatutoimintojen
lähtötietoina.
bu11d01x
-- 5 6 --
Page 57

9.2.5 Syö ttö laite MLC 30C
HUOM!
MLC 30C:n päivityskortti toimitetaan syöttölaitteen mukana.
PÄÄVALIKKO
LISÄTOIMINNOT
KONFIGUROINTI
MIG/MAG PERUSASETUS
C
PERUUTA ENTER
Siirrä kohdistin
riville MLC 30C,
paina ENTER.
MLC 30
MIG/MAG PERUSASETUS -- MLC 30C
LIIPAISINTOIMINTO 2--TAHTI
PIKANÄPPÄIMIEN ASETUKSET
JÄNNITE PULSSIKAARESSA KESKIARVO
MLC 30C
Moottorin teho
Moottorin teho ilmoittaa, millä vääntömomentilla sähköisen push--syöttölaitteen
moottori työntää lankaa.
Moottoritehon esiasetettuna arvona on 1.50A, tämä vääntömomentti on voimassa
useimmille langoille ja eripituisille letkupaketeille. Jos käytetään pehmeää ja ohutta
alumiinilankaa, saattaa tietyissä tapauksissa olla tarpeen alentaa moottorin teho
arvoon 1,25 A lankasotkujen välttämiseksi.
Jos esim. langanjohdin on kulunut, letkupaketti on 16 m ja langansyöttö alkaa
hidastua, moottorin teho voidaan lisätä arvoon 1,75 A.
Huomaa, että langansyötön tasaisuus on erittäin tärkeää takimmaisessa
langansyöttölaitteessa, sillä virtalähde käyttää säädössä referenssinä takimmaisen
syöttölaitteen lankanopeutta.
bu11d01x
-- 5 7 --
Page 58

MIG/MAG PERUSASETUS -- MLC 30C
Siirrä kohdistin
kohtaan
MOOTTORITEHO.
MOOTTORITEHO
SEIS LANGANSYÖTTÖNOPEUS 0,7 m/min
1,0 A
Paina ENTER, jolloin
saat esille listan
vaihtoehdoista.
PERUUTA ENTER
Siirrä kohdistin valitun moottoritehon riville
Katso taulukko lankatyyppi--moottoriteho
MLC 30C:n käyttöohjeesta. Paina ENTER.
1,0 A
1,25 A
1,50 A
1,75 A
Langansyöttönopeus
Seis langansyöttönopeus, on se langansyöttönopeus, jolloin virtalähde suljetaan.
Näin lopetuksesta saadaan mahdollisimman hyvä ilman paloa kosketussuuttimessa.
Jos hitsataan esim. 13 m/min, seis--rajaksi voidaan asettaa 10 m/min, jolloin
syöttölaite pysähtyy ja virtalähde sammuu, kun langansyöttönopeus laskee alle 10
m/min.
Tämä estää kosketussuuttimen palamisen.
Jos hitsataan nopeudella 3--4 m/min, seis--nopeus asetetaan pienemmäksi esim. 1,0
m/min.
Arvoa voidaan säätää välillä 0,7--10 m/min.
Siirrä kohdistin
kohtaan SEIS
LANGAN-SYÖTTÖNOP..
Aseta arvo
askeltamalla
plus/miinus--painikkei
lla. Paina ENTER.
MIG/MAG PERUSASETUS -- MLC 30C
MOOTTORITEHO
SEIS LANGANSYÖTTÖNOPEUS 0,7 m/min
1,0 A
PERUUTA ENTER
bu11d01x
-- 5 8 --
Page 59

9.2.6 MMA p erusasetukset
Toiminto on tarkoitettu tulevaa käyttöä varten.
9.2.7 TIG perusasetukset
Toiminto on tarkoitettu tulevaa käyttöä varten.
9.2.8 Yleiset perusasetukset
9.2.8.1 Pika--asetusrajat
PÄÄVALIKKO
LISÄTOIMINNOT
MÄÄRITTELY
YLEISET ASETUKSET
PIKA--ASETUS
Pika--asetuksen vaihtuvatoimintoinen painike konfiguroidaan seuraavasti.
YLEISET PERUSASETUKSET--PIKATOIMINTO
Siirrä kohdistin
PIKANÄPPÄINNUMERO.: 1
painikenumeron
riville.
JÄNNITE: + 0.0 V
-- 0 . 0 V
LANGANS. NOPEUS: + 0.0 m/min
-- 0 . 0 m / m i n
MUKAAN KUULUVAT HITSAUSARV: 12
VAKIOKAARI, Teräs (Fe), ar+20%CO2, 1.2 mm
PERUUTA
Painikkeet on numeroitu 1--4 vasemmalta oikealle. Valitse haluttu painike ja anna
sen numero plus--/miinus--painikeilla.
Askella nuoli alas--painikkeella alaspäin riville “MUKAAN KUULUVAT
HITSAUSARVOT”. Tässä voidaan selata hitsausarvomuistiin tallennettuja
hitsausarvoyhdistelmiä. Valitse haluttu hitsausarvonumero plus--/miinus--painikkeilla.
Kun hitsausarvoyhdistelmä haetaan pika--asentopainikkeella, käytettävissä olevia
hitsausparametrejä voidaan yhä säätää. Jos näiden par am etr ien säätömahdollisuutta halutaan rajoittaa, kullekin parametrille voidaan antaa ylä-- ja a larajat.
bu11d01x
-- 5 9 --
Page 60

Säätöä varten käytettävissä olevat hitsausparametrit ovat seuraavat:
S MIG/MAG--hitsaukselle
S Langansyöttönopeus
ja
S Jännite
S MMA--hitsaukselle
S Hitsausvirta
S TIG--hitsaukselle
S Hitsausvirta
S Hiilikaaritalttaukselle
S Jännite
Parametrisäädön rajat asetetaan seuraavasti.
Kullekin parametrille annetaan plus--arvo (yläraja) ja miinus--arvo (alaraja), missä
vertailukohtana käytetään hitsausarvoyhdistelmän alkuperäisasetusta.
YLEISET PERUSASETUKSET--PIKATOIMINTO
Siirrä kohdistin ko.
PIKANÄPPÄINNUMERO: 1
hitsausparametrin
riville esim.
JÄNNITE.
JÄNNITE: # + 0.0 V
*
LANGANS. NOPEUS: # + 0.0 m/min
*
MUKAAN KUULUVAT HITSAUSARV.: 16
VAKIOKAARI, Teräs (Fe), Ar+20%CO2, 1.2 mm
Anna halutut ylä-- ja alaraja--arvot plus--/miinus--painikkeilla.
9.2.8.2 Kaksinkertaiset käynnistyssignaalit
MÄÄRITTELY--YLEISET PERUSASETUKSET
PIKATOIMINTO RAJOITUKSET
ALOITUSSINGNAALIT KAKS.L POIS
-- 0 . 0 V
-- 0 . 0 m / m i n
PERUUTA
PERUUTA ENTER
Tämä vaihtoehto mahdollistaa MIG/M AG--syöttöyksikön käynnistyksen TIG--kortilta
(yleis).
Lisäksi TIG--pistooli voidaan käynnistää syöttöyksiköstä.
Tätä toimintoa voidaan hyödyntää mekanisoiduissa sovelluksissa.
bu11d01x
-- 6 0 --
Page 61
9.2.9 (Multipla) Monta syöttöyksikkö ä
PÄÄVALIKKO
LISÄTOIMINNOT
MÄÄRITTELY
MULTIPLA SYÖTT
ÖYKS.
Kaikki uudet syöttöyksiköt toimitetaan asiakkaalle tunnistenumerolla 0.
Ensimmäinen sallittu toimenpide on muuttaa toisen syöttöyksikön id--numeroa
(noodiosoitetta) (vain, kun syöttöyksiköitä on useita).
LISÄTOIMINNOT--MÄÄRITTELY
Siirrä kohdistin
syöttöyksiköiden riville,
paina ENTER
KIELI: SUOMI
LUKITUSTOIMINTO:
KAUKOSÄÄTÖ
MIG/MAG PERUSASETUKSET
MMA PERUSASETUKSET
TIG PERUSASETUKSET
YLEISET PERUSASETUKSET
KAKSOISLANGANSYÖTTÖ
PERUUTA ENTER
ID--numero muutetaan seuraavasti:
Aluksi kytketään uusi syöttöyksikkö toimintaan, minkä jälkeen siirrytään kuvaan
“MONTA SYÖTTÖYKSIKKÖÄ“ ja aktivoidaan kyseinen syöttöyksikkö painam alla
pistoolipainike alas ja päästämällä se ylös. Lue seuraavaksi ylimmältä riviltä
syöttöyksikön ID--numero (sen on oltava 0 ensimmäisellä kerralla). Valitse sen
jälkeen uusi ID--numero väliltä 0--3.
bu11d01x
-- 6 1 --
Page 62
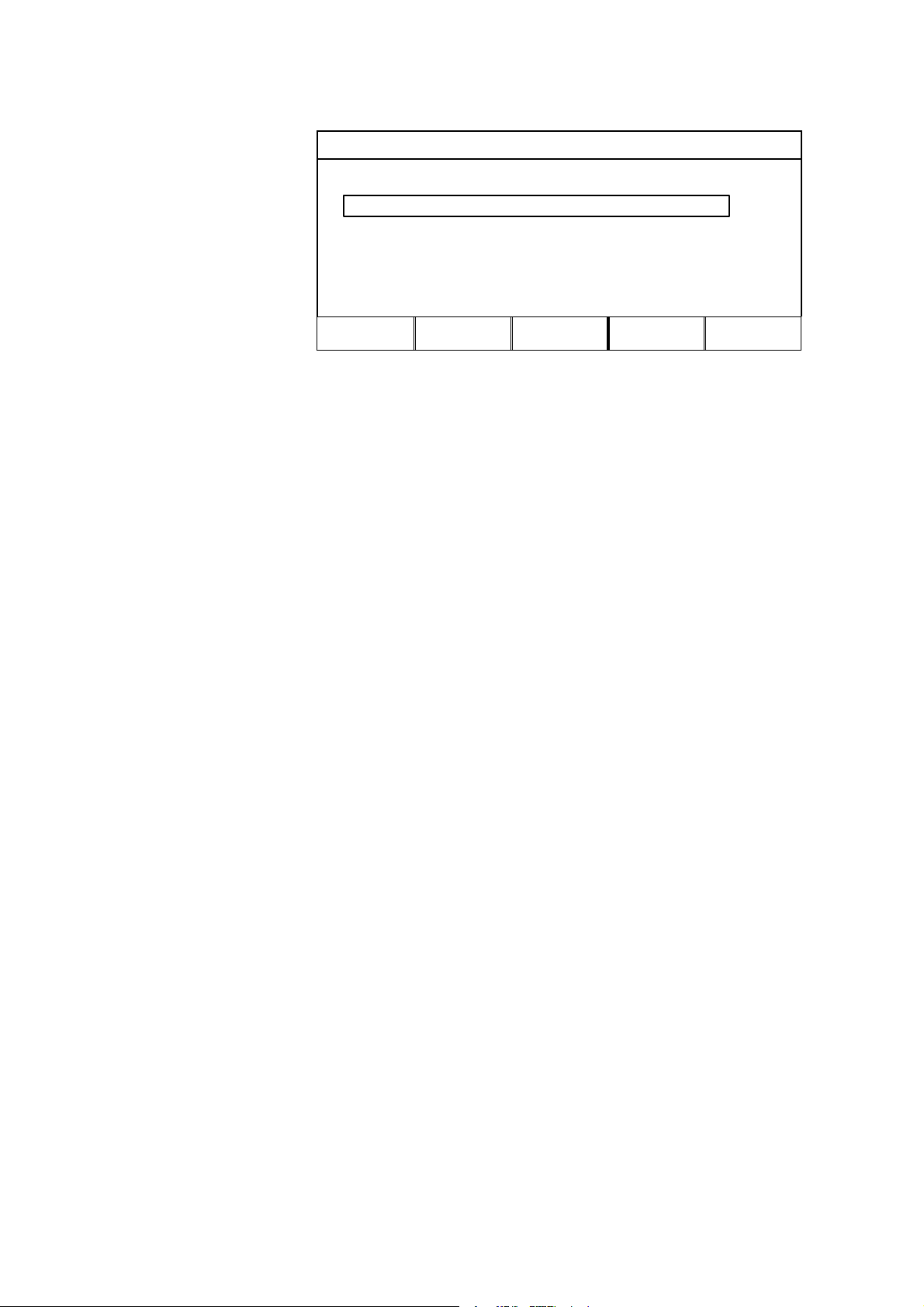
KAKSOISLANGANSYÖTTÖ
Siirrä kohdistin riville
VALITSE UUSI
ID--NUMERO. Anna
haluttu numero väliltä
0--3 askeltamalla
plus/miinus--painikkeilla
Paina ENTER.
NYKYINEN ID--NUMERO
VALITSE UUSI ID--NUMERO 0
LIITETYT LANGANSYÖTTÖL. ID
PERUUTA ENTER
Ylimmällä rivillä oleva ID--numero muuttuu halutuksi numeroksi.
Kytke tämän jälkeen seuraava syöttöyksikkö ja aktivoi se painamalla pistoolipainike
alas. Nyt nähdään, että tämän syöttöyksikön ID--numero on 0.
Konfigurointi on nyt valmis ja laitteistoa voidaan käyttää tavalliseen tapaan.
Samalla tavalla on nyt mahdollista konfiguroida ja ajaa kaikkiaan neljää
syöttöyksikköä.
Useita syöttöyksiköitä käytettäessä ei ole tärkeää, mitä ID--numeroita syöttöyksiköille
annetaan, vaan se, että niillä on eri numerot yksiköiden erottamiseksi toisistaan.
Jos annat vahingossa kahdelle syöttöyksikölle saman ID--numeron, saat
näyttöruudulle jatkuvasti virheilmoituksen 15.
Kytke tällöin toinen syöttöyksikkö pois ja aloita yllä kuvattu toimenpide uudelleen.
Konfigurointikuvaan voidaan siirtyä milloin tahansa tarkastamaan kytkettyjen
syöttöyksiköiden ID--numerot painamalla pistoolipainiketta.
Rivillä KYTKETYT SYÖTTÖYKSIKÖT ID nähdään kaikkien yhdistettyjen
syöttöyksiköiden ID--numerot.
9.2.10 Monta syö ttö yksikkö ä--hitsausarvot
Hitsausarvot yhdistetään yksilöllisesti ko. syöttöyksikköön. Arvojen yhdistämiseksi
syöttöyksikköön, sen on oltava aktiivinen, jolloin arvoja voidaan hakea tavalliseen
tapaan (ks. muistinhallinta kohdasta 7) ja tehdä tarvittavia säätöjä. Kaikki tämä
yhdistetään siis aktiiviseen syöttöyksikköön.
Seuraavaa syöttöyksikköä varten otetaan pistooli ja yksikkö aktivoidaan painamalla
pistoolipainiketta. Sen jälkeen haetaan ne arvot, jotka halutaan yhdistää tähän
syöttöyksikköön.
Minkä tahansa hitsausarvonumeron voi yhdistää mihin tahansa syöttöyksikköön.
9.2.11 Monta syöttöyksikköä--kaukosäädin
Kaukosäädin vaikuttaa siihen syöttöyksikköön, johon se on kytketty. Digitaalinen 5
ohjelman kaukosäädin hakee arvot eri muistipaikoilta syöttöyksikön ID--numerosta
riippuen.
Syöttöyksikkö, jonka ID--numero 0, hakee hitsausarvot muistipaikoilta 1--5
Syöttöyksikkö, jonka ID--numero 1, hakee hitsausarvot muistipaikoilta 11--15
Syöttöyksikkö, jonka ID--numero 2, hakee hitsausarvot muistipaikoilta 21--25
Syöttöyksikkö, jonka ID--numero 3, hakee hitsausarvot muistipaikoilta 31--35
Kaikki kaukosäätimelle pika--asetuskuvassa ja konfigurointikuvassa asetetut
rajoitukset koskevat kaikkia syöttöyksiköitä.
bu11d01x
-- 6 2 --
Page 63
9.3 Laatutoiminnot
PÄÄVALIKKO
LISÄTOIMINNOT
LAATUTOIMINNOT
Laatutoiminnot kirjaavat yksittäisten hitsausten eräitä mielenkiintoisia arvoja.
Näitä toimintoja ovat:
Hitsauksen aloitusaika
Kuinka kauan hitsaus kesti
Hitsauksen keski--, m aksimi-- ja minimivirta
Hitsauksen keski--, maksimi-- ja minimijännite
Hitsauksen keski--, maksimi-- ja minimiteho
Lisäksi voidaan antaa manuaalisesti hitsaussaum an pituus ja hitsausarvoyksikkö las kee hitsausenergian.
Lisäksi näytetään hitsausten määrä edellisen nollauksen jälkeen. Enimmillään voidaan tallentaa 100 hitsauksen tiedot. Tämän jälkeen tulevat hitsit jätetään huomiotta.
Hitsauksen on kestettävä yli 4.0 s, jotta se rekister öitäisiin.
Viimeksi kirjattu hitsaus näytetään näyttöruudulla. Lisäksi on mahdollista selata muita
kirjattuja hitsauksia.
Kun painetaan NOLLAA, kaikki muuttujat nollataan.
LAATUTOIMINNOT
HITSI 1 ALKOI: 01--JUN--97 12:00.02
HITSAUSAIKA: 0.0s
PITUS 0 cm LÄMMÖNT. 0.0kJ/cm
K.ARVO. SUURIN PIENIN
I(Amp) 0.00 0.00 0.00
U(V) 0.00 0.00 0.00
P(kW) 0.00 0.00 0.00
HITSIEN LKM ASETUKSEN JÄLKEEN: 0
NOLLAUS PERUUTA
Tietty hitsaus valitaan lisäämällä/pienentämällä painikkeella
tai
malla kohdistin sille riville, jolla kyseinen hitsaus näytetään.
Kyseisessä kentässä voidaan antaa hitsaussauman pituus hitsausenergian
saamiseksi vastaavalla tavalla.
bu11d01x
-- 6 3 --
ja sijoitta-
Page 64

9.4 Tuotantotilasto
PÄÄVALIKKO
LISÄTOIMINNOT
TUOTANTOTIEDOT
Tuotantotilasto kirjaa kaaren kokonaisajan, materiaalin kokonaismäärän ja
hitsausten lukumäärän edellisestä nollauksesta. Siitä saadaan selville myös
viimeisen hitsauksen kaariaika ja siihen kulunut materiaali. Lisäksi näytetään mille
massa/pituusyksikölle massa on laskettu ja milloin edellinen nollaus on suoritettu.
Hitsausten lukumäärä ei kasva, jos kaariaika on ollut alle 4 s. Siksi ei näytetä, kuinka
paljon materiaalia kului tällaiseen lyhyeen hitsiin. Kuitenkin materiaalinkulutus ja aika
lasketaan kokonaismateriaalinkulutukseen ja --aikaan.
Kun painetaan NOLLAA, nollataan kaikki laskurit ja viimeisin nollaus näyttää ko.
päivämäärän ja ajan.
TUOTANTOTIEDOT
VIIMEISIN KAIKKIAAN
KAARIAIKA 181 min 24s 0s
LANGANKULUTUS 0g 0g
PERUSTUU 0.09g/m
HITSIEN LKM 0
VIIM. NOLLAUS 01--JUN--97 12:00.02
NOLLAUS PERUUTA
bu11d01x
-- 6 4 --
Page 65

9.5 Vikalokiin
PÄÄVALIKKO
LISÄTOIMINNOT
VIRHETILASTO
Kaikki hitsauslaitteiston käytön yhteydessä ilmenneet viat ja virheet dokumentoidaan
vikailmoituksina vikalokiin. Siihen voidaan tallentaa kaikkiaan 99 vikailmoitusta. Jos
vikaloki täyttyy, ts. siihen on tallennettu 99 vikailmoitusta, vanhin ilmoitus poistetaan
automaattisesti seuraavan vian ilmetessä.
12" Päiväys Aika Yksikkö Virhe
970422 15:52,24 PUA1 18
Ei yhteyttä langansyöttölaitteeseen
970422 16:54,04 PUA1 12
Ei yhteyttä TIGin 1/0--yksikköön
970423 09:14,33 PUA1 6
Lähettimen välimuisti ylitäynnä
POISTA
POISTA
KAIKKI
NÄYTÄ
KAIKKI
PERUUTA
9.5.1 Vikailmoituksen poistaminen
Vikailmoitusten poistamiseen on kaksi mahdollisuutta, joista molempia edustaa oma
painike.
S Merkittyjen ilmoitusten poistaminen
S Kaikkien ilmoitusten poistaminen
9.5.2 Vikojen kokoaminen
Painamalla NÄYTÄ KAIKKI--painiketta näytölle saadaan vikalokiin rekisteröityjen
vikaailmoitusten lukumäärä. Tässä näytetään myös vanhimman ja viimeisimmän
ilmoituksen päivämäärä ja kellonaika.
VIRHETILASTO--KOKO LISTA
VIRHEILMOITUKSIEN LKM: 12
VANHIN ILMOITUS 970417 KL 11:09,11
VIIMEISIN ILMOITUS 970429 KL 13:04,45
bu11d01x
PERUUTA
-- 6 5 --
Page 66

9.5.3 Virheilmoitus
Alla on luettelo mahdollisista virheilmoituksista.
1
2
3
4
5
6
7
8
9
10
11
12
14
15
17
18
CBOX
PSOURCE
WFEED
CBOX
PSOURCE
WFEED
CBOX Virhe ulkoisessa RAM--muistissa:Testi suoritetaan ainoastaan alus-
CBOX
PSOURCE
WFEED
PSOURCE Tasajännite raja--arvon ulkopuolella:Jännite tasasuuntaajaan
PSOURCE Korkea lämpötila:Liian korkea lämpötila hitsausvirtalähteessä, mikä
PSOURCE Korkea ensiövirta:Tasasuuntausyksikkö ottaa liikaa virtaa tasajännit-
CBOX
PSOURCE
WFEED
PSOURCE
WFEED
PSOURCE Tasajännite 3 turvarajojen ulkopuolella:Sisäinen syöttöjännite
PSOURCE
WFEED
CBOX
PSOURCE
WFEED
CBOX Liikennöinti väylällä katkaistu:Väyläpiirin virhelaskurin arvo on niin
CBOX
PSOURCE
WFEED
CBOX Kadottanut yhteyden syöttölaitteeseen:Tunnistusilmoituksella val-
CBOX Kadottanut yhteyden virtalähteeseen:Tunnistusilmoituksella valvo-
Virhe tarkistussummassa EPROM:Ohjelmamuistivirhe -- Testi suoritetaan ainoastaan alustusvaiheessa jännitteen kytkemisen jälkeen.
Tämä virhe ei lukitse toimintoja.
Virhe RAM--muistissa, mikroprosessori:Virhe prosessorin sisäisessä RAM--muistissa -- Testi suoritetaan ainoastaan alustusvaiheessa jännitteen kytkemisen jälkeen. Tämä virhe ei lukitse toimintoja.
tusvaiheessa jännitteen kytkemisen jälkeen. Tämä virhe ei lukitse toimintoja.
5 V jännitehäviö syöttöjännitteessä:Tietokoneen syöttöjännite on
laskenut jostain syystä. Saattaa ilmetä konetta sammutettaessa, mutta syynä saattaa olla myös vika kortin syöttöjännitteessä.
jälkeen on joko liian alhainen tai korkea. Syynä voivat olla voimakkaat
jännitepiikit sähköverkossa tai heikko sähköverkko. Tasasuuntausyksikkö sammutetaan heti automaattisesti ja pidetään lukittuna, kunnes
jännite on laskenut raja--arvon alapuolelle.
saattaa johtua ylikuormituksesta, viallisesta jäähdytyspuhaltimesta tai
muusta komponenttiviasta.
teestä, jolla sitä syötetään. T asasuuntausyksikkö sammutetaan heti
automaattisesti ja pidetään lukittuna, kunnes vika on korjattu.
Tasajännite 1 turvarajojen ulkopuolella:CBOX: Akkujännite liian
alhainen
PSOURCE: Sisäinen syöttöjännite +15VC on joko liian korkea tai alhainen.
WFEED: Sisäinen syöttöjännite 15V on joko liian korkea tai alhainen.
Tasajännite 2 turvarajojen ulkopuolella:PSOURCE: Sisäinen
syöttöjännite --15V on joko liian korkea tai alhainen.
WFEED: Sisäinen syöttöjännite 20V on joko liian korkea tai alhainen.
+15VB on joko liian korkea tai alhainen.
Servo--virhe:PSOURCE: Virtaservo ei pysty pitämään tietokoneen
määräämää virtaa. Sivuvirtavasteen ja virran asetusarvon välillä on
pysyvä ero.
WFEDD: Lankanopeusservo ei pysty pitämään tietokoneen
määräämää lankanopeutta.
Varoitustila väyläliikennöinnissä:Väyläpiirin virhelaskurin arvo on
niin korkea, että se antaa varoituksen. Jos virhelaskurin arvo jatkaa
kasvamistaan, väyläpiiri asetetaan “bus off“--tilaan ja yhteys hitsausarvoyksikköön (säätökoteloon) katkaistaan.
korkea, että se siirtyy “bus off“--tilaan. Palauttaminen vaatii jännitteen
katkaisemista.
Ilmoituksen häviäminen väyläliikennöinnissä:Väyläpiiri ilmaisee,
että ilmoitus on hävinnyt, koska myöhemmin saapunut ilmoitus on kirjoitettu aikaisemman päälle. Tämä virhe ei lukitse toimintoja.
votaan jatkuvasti, että tietty yksikkö on edelleen verkossa. Vastauksen
“time out“ antaa tämän virheilmoituksen. Pysäytyskomento lähetetään
heti virtalähteelle.
taan jatkuvasti, että tietty yksikkö on edelleen verkossa. Vastauksen
“time out“ antaa tämän virheilmoituksen. Pysäytyskomento lähetetään
heti syöttölaitteelle.
bu11d01x
-- 6 6 --
Page 67

19
20
21
22
23
25
26
27
28
29
30
31
32
CBOX Virhe paristovarmennetussa RAM--muistissa
Paristolla syötettävän RAM--muistin yhtä bittiä käytetään pistokokeisiin. Jos paristo menettää jännitteen, arvo ei pidä paikkaansa, kun
pistokoe suoritetaan seuraavassa alustuksessa ja tällöin hitsausarvomuisti nollataan yleisesti.
Tämä nollaa kaikki hitsausarvopositiot ja asetukseksi tulee: MIG/
MAG, DIP/SPRAY, Fe, CO2, 1,2 mm.
CBOX RAM--muistiin tallennettu ei--hyväksyttäviä asetuksia
Ei--numeeristen asetusparametrien joukossa on havaittu ei--sallittu
arvo. Virheen havaitseminen nollaa hitsausarvomuistin. Testi suoritetaan ainoastaan alustusvaiheessa jännitteen kytkemisen jälkeen.
Tämä virhe ei lukitse toimintoja.
CBOX RAM--muistiin tallennettu yhteensopimattomia asetuksia
Menetelmälle, materiaalille ja kaasulle asetetut arvot muodostavat
ei--sallitun yhdistelmän. Virheen havaitseminen nollaa hitsausarvomuistin. Tämä virhe ei lukitse toimintoja.
CBOX Ylivuoto lähetyspuskurissa
Lähettävä puskurimuisti on täyttynyt. Tämän virheen saattaa aiheuttaa
katkos väylälinjassa. Palauttaminen vaatii jännitteen katkaisemista.
CBOX Ylivuoto vastaanottopuskurissa
Vastaanottava puskurimuisti on täyttynyt. Virheen aiheuttaa se, että
mikroprosessori säätökoteloon hitsausarvoyksikössä kuormittuu
epätavallisen paljon ottamalla vastaan enemmän ilmoituksia kuin se
pystyy käsittelemään. Palauttaminen vaatii jännitteen katkaisemista.
CBOX Yhteensopimaton hitsausarvoformaatti
Kun säätökotelo ladataan hitsausarvoilla (ei yksittäisillä hitsausarvoilla
vaan hitsausarvojen ryhmittäinen siirto), se vastaanottaa hitsausarvoformaatin versionumeron. Jos versionumero ei vastaa säätökotelon
hitsausarvoformaattiversiota, saadaan tämä virheilmoitus.
PSOURCE
WFEED
WFEED Hitsauslanka loppunut
CBOX
PSOURCE
WFEED
PSOURCE Ei vesivirtausta
CBOX Kadottanut yhteyden TIG I/O--yksikköön
CBOX Ei vastausta näyttökortilta
WFEED Ei kaasuvirtausta
“Watch dog“ aiheutti nollauksen
Prosessorin sisäinen “watch dog“ on antanut ilmoituksen, ts. jokin on
estänyt prosessoria suorittamasta normaaleja tehtäviään ohjelman
pääsilmukassa annetun aikarajan (64 ms) puitteissa. Kun näin tapahtuu, prosessori nollataan ja käynnistetään tämän jälkeen uudelleen.
Kun ohjelma suorittaa alustuksensa, havaitaan, että uudelleenkäynnistyksen syy on peräisin “watch dogista“, jolloin lähetetään tämä virheilmoitus. Tämä virhe ei lukitse toimintoja.
Hitsauslanka on loppunut syöttölaitteesta.
Ylivuoto pinossa
Pino (muistin alue, jota prosessori käyttää tietojen tilapäiseen tallennukseen) on täyttynyt. Virheen syynä saattaa olla prosessorin epänormaali työkuormitus.
Vesivirtausvahti on antanut ilmoittanut, ettei vettä virtaa.
Tunnistusilmoituksella valvotaan jatkuvasti, että tietty yksikkö on edelleen verkossa. Vastauksen “time out“ antaa tämän virheilmoituksen.
Pysäytyskomento lähetetään heti virtalähteelle.
Prosessori ei saa kuittausta näyttökortilta (normaalisti näyttökortti kuittaa kaikki prosessorin antamat komennot). Tämä virhe ei lukitse toimintoja, itse näyttöä lukuunottamatta, joka saattaa lakata toimimasta.
Kaasuvirtausvahti on antanut ilmoittanut, ettei kaasua virtaa.
bu11d01x
-- 6 7 --
Page 68

9.6 Itsemääritellyt synergialinjat MIG/MAG--hitsaukselle
PÄÄVALIKKO
LISÄTOIMINNOT
KÄYTTÄJÄN SYN.TIEDOT
Langansyöttönopeudelle ja jännitteelle on mahdollista luoda omat synergialinjat.
Muistiin voidaan tallentaa kaikkiaan 10 tällaista synergialinjaa.
Uusi synergialinja luodaan kahdessa vaiheessa.
1. Määrittele uusi synergialinja antamalla joukko jännite --langannopeus--koordinatttteja, ks. seuraavan kuvan kohdat A--D.
Jännite
D
C
B
A
Langansyöttö
2. Ilmoita, millä lanka--kaasu--yhdistelmällä synergialinjan tulee olla voimassa.
9.6.1 Lan ka--jännite--koordinaattien ilmoittaminen
Uuden synergialinjan luomiseksi lyhytkaari/kuumakaarimenetelmää varten vaaditaan
neljä koordinaattia ja pulssikaarimenetelmää varten kaksi koordinaattia. Nämä
koordinaatit on tallennettava erillisille hitsausarvonumeroille hitsausarvomu istiin.
Toimi seuraavasti:
1. Ota esille päävalikko ja valitse se MIG/MAG--menetelmä (lyhytkaari/kuumakaari
tai pulssikaari), jolle synergialinjan tulee olla voimassa.
2. Näppäile halutut jännite-- ja langansyöttönopeusarvot ensimmäistä koordinaattia
varten.
3. Ota esille muistinkäsittelyvalikko ja tallenna ensimmäinen koordinaatti
hitsausarvoksi numero 96.
S Lyhytkaari/kuumakaari--linjan neljä koordinaattia on tallennettava numeroina
96, 97,98 ja 99.
Lisäksi on voimassa, että:
S suurempi hitsausarvonumero sisältää suuremmat arvot jännitteelle ja
langansyöttönopeudelle kuin lähin edellinen hitsausarvonumero.
S parametreilla induktanssi, Säädintyyppi ja Hot start--jännite on oltava
sama arvo kaikissa neljässä hitsausarvonumerossa.
S Pulssikaari--linjan kaksi koordinaattia on tallennettava numeroina 96 ja 97.
Lisäksi on voimassa, että:
S suurempi hitsausarvonumero sisältää suuremmat arvot jännitteelle,
langansyöttönopeudelle ja pulssitaajuudelle kuin lähin edellinen
hitsausarvonumero.
bu11d01x
-- 6 8 --
Page 69

S Parametreilla pulssiaika, Hot start--jännite, Ka, Ki sekä ramppiparametrit
on oltava sama arvo molemmissa hitsausarvonumeroissa.
S Kraaterintäyttöarvot on tallennettava hitsausarvonumerolla 96, koskee
molempia menetelmiä (lyhytkaari/ pulssikaari).
4. Määrittele tarvittavien koordinaattien lukumäärä ja siirry sen jälkeen kohtaan
“Anna lankakaasu--yhdistelmä”.
9.6.2 Anna lanka--kaasu--yhdistelmä
Toimi seuraavasti:
1. Ota esiin kuva omien synergialinjojen käsittelyä varten.
PÄÄVALIKKO
LISÄTOIMINNOT
SYNERGIATIEDOT
TEE OMA SYNERGIALINJA
Siirrä kohdistin
riville
LANKATYYPPI ja
LANKATYYPPI: Teräs (Fe)
SUOJAKAASU: Ar+20%CO2
LANGAN HALKAISIJA: 1.2 mm
paina ENTER.
TALLENA UUSI LINJA HITSAUSARVOJEN
MUISTI NUMEROSTA 96, 97
POISTA SYNERGIALINJA
PERUUTA ENTER
Valitse vaihtoehto näytettävästä luettelosta (merkitse vaihtoehto ja paina ENTER).
2. Valitse sen jälkeen samalla tavalla suojakaasu ja lankakoko.
3. Merkitse rivi TALLENNA UUSI LINJA.......... ja paina ENTER.
Toimenpide on nyt suoritettu--uusi synergialinja on määritelty.
HUOM!
Kun pulssikaarihitsauksessa halutaan käyttää kraaterintäyttötoimintoa, on
lyhytkaarelle/kuumakaarelle oltava vastaava synergialinja, koska kaikki
kraaterintäyttötiedot ovat tyypiltään lyhytkaari/kuumakaari.
Kun pulssikaarimenetelmälle luodaan uutta synergialinjaa, saadaan sen vuoksi aina
varoitusilmoitus, jos vastaavaa linjaa ei ole laadittu lyhytkaari/kuumakaari--menetelmälle.
VAROITUS!
Vastaava synergialinja
lyhyt/kuumakaarelle puuttuu
bu11d01x
-- 6 9 --
Page 70

9.6.3 Omien lanka/kaasu--vaihto ehtojen laatiminen.
Lanka-- ja kaasuvaihtoehtojen luetteloa voidaan laajentaa jopa kymmenellä omalla
vaihtoehdolla. Alimpana kussakin luettelossa on tyhjä rivi (------). Siirtämällä kohdistin
tälle riville ja painamalla ENTER päästään “näppäim istölle” jolla on mahdollista
kirjoittaa omat vaihtoehdot.
CO2
Ar+20 % CO2
Ar+2 % O2
Ar+5 % O2+5 % CO2
Ar+8 % CO2
Ar+23 % CO2
-- -- -- -- -- --
Ohjausrasian “näppäimistöä“ käytetään seuraavasti:
S Siirrä kohdistin halutun näppäimistömerkin kohdalle nuolinäppäimillä. Paina
vaihtuvatoimintoista painiketta “PAINA NÄPPÄIN”.
Kirjoita tällä tavalla koko merkkijono, jossa on enintään 20 merkkiä.
S Merkitse “näppäimistön” ENTER--painike () , ja paina vaihtuvatoimintoista
painiketta “PAINA NÄPPÄIN”, jolloin oma, nimetty vaihtoehto näkyy luettelossa.
Oman, nimetyn vaihtoehdon poistaminen:
Merkitse oma lanka-- tai kaasuvaihtoehto ko. luettelosta.
TEE OMA SYNERGIALINJA
Paina
POISTA--painiketta
LANKATYYPPI: Teräs (Fe)
SUOJAKAASU: Ar+20%CO2
LANGAN HALKAISIJA: 1.2 mm
TALLENA UUSI LINJA HITSAUSARVOJEN
MUISTI NUMEROSTA 96, 97
POISTA SYNERGIALINJA
POISTA PERUUTA ENTER
Omaa, nimettyä lanka-- tai kaasuvaihtoehtoa ei voida poistaa, jos se sisältyy sillä
hetkellä työmuistissa olevaan hitsausarvoyhdistelmään.
bu11d01x
-- 7 0 --
Page 71

9.6.4 Itsemääritellyn synergialinjan poistaminen
Itsemääritellyn synergialinja voidaan poistaa, jos sitä ei ole aktivoitu, ts. jos se ei
sisälly sillä hetkellä työmuistissa olevaan hitsausarvoyhdistelmään.
TEE OMA SYNERGIALINJA
Siirrä kohdistin
riville POISTA
SYNERGIALINJA.
LANKATYYPPI: Teräs (Fe)
SUOJAKAASU: Ar+20%CO2
LANGAN HALKAISIJA: 1.2 mm
TALLENA UUSI LINJA HITSAUSARVOJEN
MUISTI NUMEROSTA 96, 97
POISTA SYNERGIALINJA
PERUUTA ENTER
Näyttöruudulle saadaan uusi kuva. Tässä voidaan selata SEURAAVA--painikkeella
itsemääriteltyjä synergialinjoja, jotka on tallennettu muistiin.
TEE OMA SYNERGIALINJA
Selaa esille
poistettava lin ja ja
paina POISTA
VALITSE SYNERGILINJA MINHÄ PITÄÄ POISTAA
--painiketta
" PULSNING, Ss duplex, Ar, 1.4 mm
SEURAAVA POISTA PERUUTA
9.7 Sarjaliikennöinti
Toiminto on tarkoitettu tulevaa käyttöä varten.
bu11d01x
-- 7 1 --
Page 72

9.8 Ohjelman päivitys
PÄÄVALIKKO
LISÄTOIMINNOT
OHJELMANPÄIVITYS
Käyttökohteet
Tällä toiminnolla ohjausrasian, virtalähteen ja syöttöyksikön ohjelmistot voidaan
päivittää PC--kortilta.
OHJELMANPÄIVITYS
Yksikkö Nyk.vers. PC--kortti
SYSTEEMIVERSIO
BOOT--OHJELMA
VIRTALÄHDE
SYÖTTÖYKSIKKÖ
HITS.ARVOYKSIKKÖ
1.50A
2.00A
1.31E
PERUUTA PÄIVITTÄÄ
1.00B
1.12
1.50B
2.00A
1.31F
Nykyinen versio Ilmaisee tässä yksikössä käytössä olevan ohjelmaver-
sion.
PC--kortii Ilmaisee tämän yksikön PC--kortille tallennetun ohjelma-
version.
?
On olemassa yksikkö, mutta tietokone ei tiedä sen versiota.
--
PC--kortilla ei ole ohjelmaa tälle yksikölle
Järjestelmäversio Ilmaisee PC--kortille tallennetun ohjelmistokokoonpanon.
Ohjelmistokokoonpanossa voi olla 1--4 ohjelmaa (1 kpl/
yksikkö).
Boot--ohjelma Ohjelma päivityksen hallintaan.
Virtalähde Piirilevy hitsausvirtalähteen ohjaamiseen.
Syöttöyksikkö Piirilevy langansyötön ohjaamiseen.
Hitsausarvoyksikkö Piirilevy ohjausrasiassa.
bu11d01x
-- 7 2 --
Page 73
Päivityksen suorittaminen:
Valitse päivitettävä yksikkö/yksiköt siirtämällä kohdistin kyseiselle riville ja
merkitsemällä ( ) ne. Kun päivitettävä yksikkö on merkitty, paina “PÄIVITÄ“ ja
vahvista valin ta painamalla “kyllä“, jolloin päivitys käynnistyy.
OHJELMANPÄIVITYS
Siirrä kohdistin
Yksikkö Nyk.vers. PC--kortti
päivitettävän yksikön
riville.
SYSTEEMIVERSIO
BOOT--OHJELMA
VIRTALÄHDE
SYÖTTÖYKSIKKÖ
HITS.ARVOYKSIKKÖ
1.50A
2.00A
1.31E
PERUUTA PÄIVITTÄÄ
1.00B
1.12
1.50B
2.00A
1.31F
S Merkitse yksikkö painamalla ensimm ä inen painike alas (merkitään pukeilla).
Merkitty valinta kumotaan painamalla painiketta uudelleen (pukit häviävät).
Jos päivitettäviä yksiköitä on useampia, ne merkitään samalla tavalla.
OHJELMANPÄIVITYS
Päivitä painamalla
KYLLÄ.Päivitys
saattaa kestää jopa
5 minuuttia.
Yksikkö Nyk.vers. PC--kortti
OHJELMAN PÄIVITYS VOI VIEDÄ 5 MINUUTTIA EIKÄ
SITÄ VOIDA KESKEYTTÄÄ.
HALUATKO SILTI TEHDÄ SEN?
EJ KYLLÄ
bu11d01x
-- 7 3 --
Page 74

Päivityksen aikana näyttöruudulla näytetään seuraava dialogiruutu.
OHJELMANPÄIVITYS
ÄLÄ SAMMUTA KONETTA PÄIVITYS_PROSESSIN
AIKANA!!
PÄIVITTÄÄ VIRTALÄHDE.......
23% komplett
Kun päivitys on suoritettu, näytetään seuraava ikkuna.
OHJELMANPÄIVITYS
PÄIVITYS SUORITETTU KONE TÄYTYY
KÄYNNISTÄÄ UUDELLEEN.
Nyt kaikki valitut yksiköt on päivitetty.
Hitsauslaitteiston käyttämiseksi hitsausvirtalähde on käynnistettävä uudelleen.
S Käännä hitsausvirtalähde verkkojännitekytkin asentoon 0.
S Käännä verkkojännitekytkin asentoon 1.
VAROITUS!
Varmista, että hitsausvirtalähteen verkkojännitettä ei katkaista päivityksen
aikana. Jos tämä tehdään liian aikaisin päivityksen aikana, on otettava
yhteyttä ESABin huoltoteknikkoon.
bu11d01x
-- 7 4 --
Page 75

10 LIITTEESSÄ
10.1 Asetusalueet ja asetusportaat
MIG/MAG
Parametri Asetusalue Asetusporras
Langansyöttönopeus 1,5--25,0 m /min 0,1 m/min
Jännite 8,0--60,0 V 0,25 V
Induktanssi 0--100 % 1%
Pulssivirta 100--600 A 4A
Pulssiaika 1,7 -- 25,5 ms 0,1 ms
Pulssitaajuus 20 -- 312 Hz 2Hz
Taustavirta 12--300 A 4A
Slope--aika 1--9 1
Ka 0--100 % 1%
Ki 0--100 % 1%
Kaasun esivirtausaika 0,0--25,0 s 0,1 s
Kaasun jälkivirtausaika 0,0-- 25,0 s 0,1 s
Jälkipaloaika 0,00--1,00 s 0,01 s
Hot start--aika 0,0--10,0 s 0,1 s
Langansyöttönopeus, Hot start 0,0 --20,0 m/min 0,1 m/min
Jännitteen lisäys, Hot start 0,0--60,0 V 0,25 V
Kraaterintäyttöaika 0,0--10,0 s 0,1 s
Lopullinen lankanopeus,
1,5--25,0 m/min 0,1 m/min
Kraaterintäyttö
Lopullinen jännite, Kraaterintäyttö 8,0--60 V 0,25 V
Ravistuspulssi 10--120 % 1%
Säädintyyppi Tyyppinumero 1--12 --
Kursivoidut parametrit eivät ole käytettävissä synergiatilassa.
Parametriltä säädintyyppi puuttuu varsinainen asetusalue. MIG/MAG --hitsauksessa
voidaan valita kahdestatoista säädintyypistä, jotka on numeroitu 1--12
MMA
Parametri Asetusalue Asetusporras
Hitsausvirta 16--320 A (Aristo 320)
16--450 A (Aristo 450)
1A
1A
Kaaripaine 0--100 % 1%
Kursivoidut parametrit eivät ole käytettävissä synergiatilassa.
bu11d01x
-- 7 5 --
Page 76
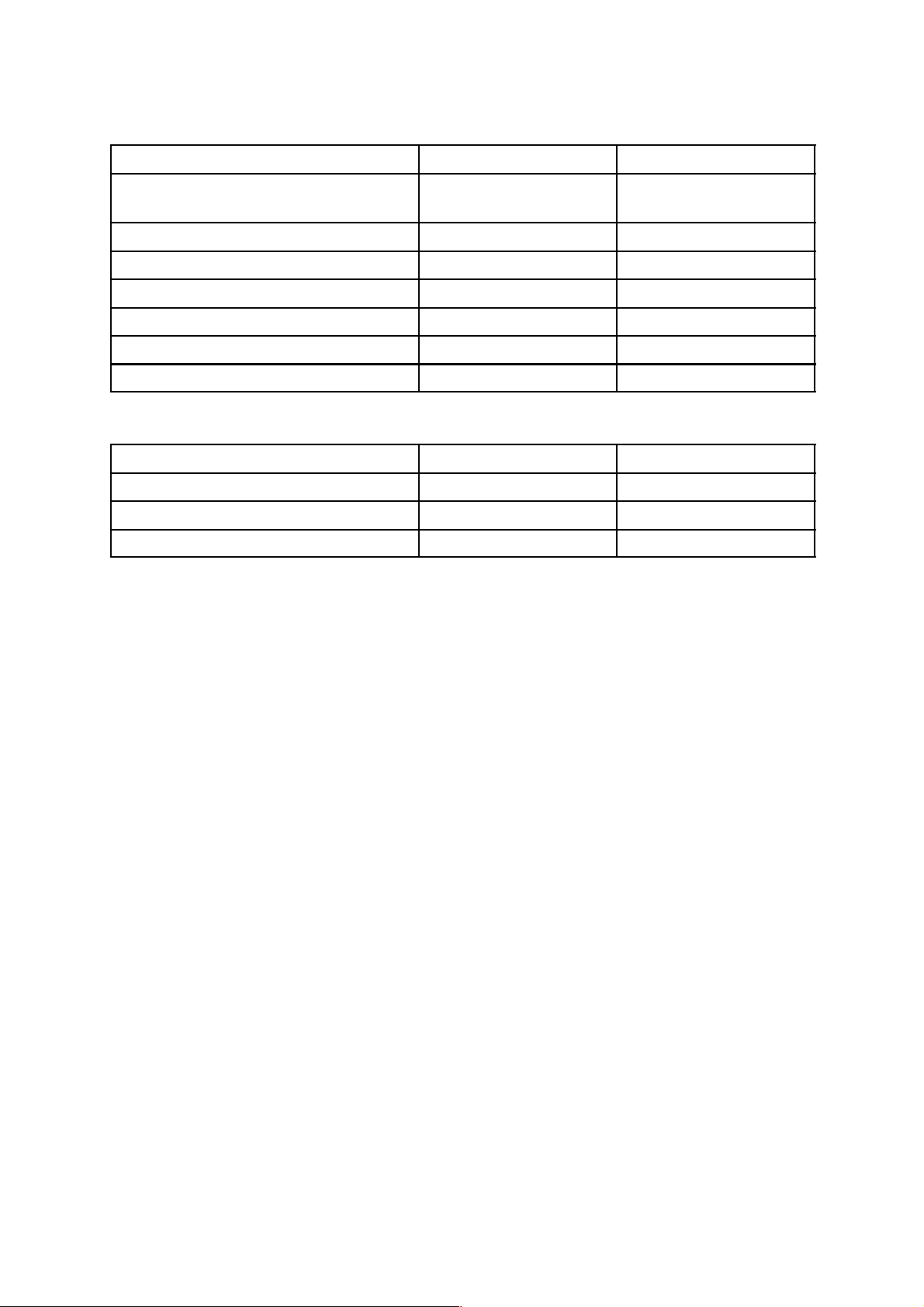
TIG
Parametri Asetusalue Asetusporras
Virta, Pulssivirta, Taustavirta 4--320 A (Aristo 320)
4--450 A (Aristo 450)
4A
4A
Pulssiaika 0,001--5,000 s 0,001 s
Tausta--aika 0,001--5,000 s 0,001 s
Ramppi--ylös aika 0,0--25,0 s 0,1 s
Ramppi--alas aika 0,0--25,0 s 0,1 s
Kaasun esivirtausaika 0,0--25,0 s 0,1 s
Kaasun jälkivirtausaika 0,0-- 25,0 s 0,1 s
Hiilikaaritalttaus
Parametri
Asetusalue Asetusporras
Jännite 8,0--60,0 V 0,25 V
Induktanssi 0--100 % 1%
Säädintyyppi Tyyppinumero 1, 2, 5 --
Kursivoidut parametrit eivät ole käytettävissä synergiatilassa.
Parametrilt säädintyyppi puuttuu varsinainen asetusalue. Hiilikaaritalttauksessa
voidaan valita kolmesta säädintyypistä, jotka on numeroitu 1, 2 ja 5.
bu11d01x
-- 7 6 --
Page 77

10.2 Valikkorakenne
PÄÄVALIKKO
sivu4
ASETA
ALOITUSARVOT
MIG/MAG
MUISTIKORTTI
sivu48
sivu7
sivu12
TALLENNA
KONFIGUROINTI
MITTAUSARVOT
MUISTINHALLINTA
sivu39
LOPETUSARVOT
MIG/MAG
sivu12
POISTA
sivu41 sivu43
Q--TOIMINNOT
sivu50
sivu63
PIKA-ASETUS
sivu41
PALAUTA
sivu44 sivu44
TUOTANTOTILASTO
sivu64 sivu65
sivu47
KOPIOI
VIRHELOKI
LISÄTOIMINNOT
sivu48
ASIAKASKOHTAISET SYNERGIALINJAT
SARJALIIKENNÖINTI
sivu68 sivu71
Ei käytetä.
OHJELMISTON PÄIVITYS
sivu72
KIELI
sivu50
bu11d01x
LUKITUSTOIMINTO
KAUKO-OHJAUS
sivu50 sivu52 sivu54
PERUSASETUS MIG/
MAG
-- 7 7 --
PERUSASETUS MMA
PERUSASETUS TIG
YLEISET ASETUKSET
sivu59 sivu59 sivu59
MULT IPLA
SYÖTTÖYK-SIKKÖÄ
sivu61
Page 78

ESAB subsidiaries, representative offices and agents
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 726 80 05
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 204
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+392979681
Fax:+39297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 248 59 22
Fax: +31 30 248 52 60
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.z.o.o
Warszaw
Tel: +48 22 813 99 63
Fax: +48 22 813 98 81
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 1 837 1527
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcobendas (Madrid)
Tel: +34 91 661 55 80
Fax: +34 91 661 51 83
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 333 43 33
Fax: +55 31 361 31 51
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 44 58
Asia/Pacific
AUSTRALIA
ESAB Australia Pty Ltd
Ermington
Tel: +61 2 9647 1232
Fax: +61 2 9748 1685
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. Esabindo Pratama
Jakarta
Tel: +62 21 460 01 88
Fax: +62 21 461 29 29
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 703 36 15
Fax: +60 3 703 35 52
SINGAPORE
ESAB Singapore Pte Ltd
Singapore
Tel: +65 861 43 22
Fax: +65 861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyung--Nam
Tel:+825512898111
Fax: +82 551 289 88 63
THAILAND
ESAB (Thailand) Ltd
Samutprakarn
Tel: +66 2 393 60 62
Fax: +66 2 748 71 11
UNITED ARAB EMIRATES
ESAB Middle East
Dubai
Tel:+9714388829
Fax:+9714388729
Representative offices
ALGERIA
ESAB Algeria
Alger
Tel:+2132672493
Fax:+2132683290
BULGARIA
INTESA
Sofia
Tel: +359 2 980 17 15
Fax: +359 2 980 08 42
CHINA
ESAB Representative Office
Beijing
Tel: +86 10 6410 6493
Fax: +86 10 6410 6530
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
IRAN
Kavosh Azmoon
Teheran
Tel: +98 21 884 39 14
Fax: +98 21 884 13 46
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 211 75 02
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel: +7 095 93 79 820
Fax: +7 095 93 79 580
ESAB Representative Office
St Petersburg
Tel: +7 812 325 6688
Fax: +7 812 325 6685
Agents
For addresses and phone
numbers to our agents, please
contact ESAB International AB,
Sweden
EUROPE
Cyprus, Greece, Malta
AFRICA
Angola, Cameron, Ethiopia,
Gabon, Ghana, Kenya, Liberia,
Morocco, Mocambique, Nigeria,
Senegal, South Africa, Tanzania,
Togo, Tunisia, Zambia, Zimbabwe
ASIA
Bahrain, Hongkong, Israel,
Japan, Jordania, Korea, Kuwait,
Lebanon, New Guinea, Oman,
Pakistan, The Philippines,
Quatar, Saudi Arabia,
Sri Lanka, Syria, Taiwan,
Turkey, Vietnam, Yemen
LATIN AMERICA
Bolivia, Chile,
Colombia, Costa Rica, Curacao,
Equador, El Salvador,
Guatemala, Honduras, Jamaica,
Paraguay, Peru, Trinidad,
Uruguay, Venezuela
ESAB Welding Equipment AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
Fax +46 584 123 08
www.esab.com
990525
 Loading...
Loading...