


PUA 1
Manuel de programmation
0456 685 176 010815
Valid for program version 3.00V

FRANÇAIS
1 INTRODUCTION 4...................................................
1.1 Menu principal 4............................................................
1.2 Mode de fonctionnement du coffret de réglage. 4................................
1.3 Choix de la langue 5.........................................................
1.4 Écran de visualisation du texte (afficheur) 7.....................................
1.5 Touches de commande 8.....................................................
1.6 Généralités sur les réglages 8................................................
1.7 ENTER ET ANNULER 9.....................................................
2 Soudage MIG/MAG 10.................................................
2.1 Concept FIL 10..............................................................
2.2 Synergie 10.................................................................
2.3 Réglages de base 10.........................................................
2.4 Réglage des paramètres de soudage 13.........................................
2.5 Réglages d’amorçage et d’arrêt 13.............................................
2.6 Remplissage de gaz, avance de fil froid et 2 temps/4 temps 14.....................
2.7 Configuration MIG/MAG 16....................................................
2.8 Exemple de réglage MIG/MAG 16..............................................
3 Soudage MMA 25.....................................................
3.1 Synergie 25.................................................................
3.2 Réglages de base 25.........................................................
3.3 Paramètres de soudage 26....................................................
3.4 MMA--configuration 27........................................................
3.5 Exemple de réglage MMA 27..................................................
4 Soudage TIG 29......................................................
4.1 Options de base 29...........................................................
4.2 Réglages des paramètres de soudage 30........................................
4.3 TIG--configuration 32.........................................................
4.4 Exemple de réglage TIG 32....................................................
5 SOUDAGE À L’ARC AVEC ÉLECTRODE AU CARBONE 37...............
5.1 Synergie 37.................................................................
5.2 Réglages de base 37.........................................................
5.3 Paramètres de soudage 37....................................................
5.4 Exemple de réglage de soudage avec électrode au carbone 38.....................
6 AFFICHAGE DE VALEURS DE MESURE 40.............................
6.1 Description de l’affichage de valeurs de mesure 40...............................
6.2 Modifier les valeurs réglées 41.................................................
7 TRAITEMENT DE LA MÉMOIRE 42.....................................
7.1 Mémoriser 42................................................................
7.2 Effacer 44...................................................................
7.3 Rappeler 45.................................................................
7.4 Copier 45...................................................................
7.5 Commande à distance 47.....................................................
8 RÉGLAGE RAPIDE 48.................................................
8.1 Description du réglage rapide 48...............................................
8.2 Configuration des touches de réglage rapide 48..................................
TOCf
-- 2 --

FRANÇAIS
9 FONCTIONS AUXILIAIRES 49..........................................
9.1 Fonctions de la carte de mémoire 49............................................
9.2 Configuration 51.............................................................
9.3 Fonctions qualitatives 65......................................................
9.4 Statistique de production 66...................................................
9.5 Journal d’erreur 67...........................................................
9.6 Lignes synergiques à propre définition pour MIG/MAG 71..........................
9.7 Communication en série 74....................................................
9.8 Mise à jour du programme 75..................................................
10 ANNEXE 78..........................................................
10.1 Plage de réglage et incréments 78..............................................
10.2 Structure de menu 80.........................................................
TOCf
-- 3 --

FR
1 INTRODUCTION
ARISTO 2000 est l’un des équipements de soudage les plus utilisés du marché.
Pour que vous tiriez le meilleur parti possible de votre équipement de soudage, nous
vous conseillons de lire a ttentivement le présent manuel d’utilisation.
Vous rema r quer ez que de nombreuses fonctions sont aptes à vous faciliter le travail
tout en améliorant la qualité du résultat.
Tous les réglages s’effectuent avec le coffret de commande PUA 1.
Vous observerez bientôt que celui--ci est simple et pratique. Pour trouver rapidement
la section du manuel qui vous intéresse, reportez--vous aux points suivants :
Section 1: Introduction et principes élémentaires
Section 2--5: MIG/MAG, MMA, TIG et soudage à l’arc avec électrode au
carbone, réglages directement reliés à ces paramètres.
Section 6--8: Mesures, traitement de la mémoire et réglages rapides.
Section 9 --10: Fonctions complémentaires et annexe.
Voir aussi les structures de menu à la dernière page de cette publication.
1.1 Menu principal
ESAB LUD 450
PROCEDE: MIG/MAG
MODE: COURANT LISSE
TYPE DE FIL: Acier
TYPE DE GAZ: Ar2OCO2
DIAMETRE DU FIL: 1.2 mm
FONCTIONS AUXILIAIRE
REGLER MESURER MEMOIRE MODE
RAPIDE
ENTRER
1.2 Mode de fonctionnement du coffret de réglage.
Le coffret de réglage consiste en deux unités, la mémoire de travail et la mémoire
de paramètres de soudage.
LA MÉMOIRE DE
PARAMÈTRES DE
SOUDAGE
RECHERCHER
MÉMORISER
LA MÉMOIRE
DE TRAVAIL
La mémoire de travail permet d’effectuer une série complète de réglages que l’on
peut ensuite sauvegarder dans la mémoire de paramètres de soudage.
Lors du soudage, c’est toujours le contenu de la mémoire de travail qui commande
le processus. Il est donc aussi possible de transférer une série de données de
soudage de la mémoire de travail à la mémoire de données de soudage.
Remarquer que la mémoire de travail contient toujours les dernières données de
soudage appelées, autrement dit la mémoire de travail n’est jamais vide ou
“mise à zéro“.
bu14d01f
-- 4 --

FR
1.3 Choix de la langue
Le texte présenté dans le coffret de réglage existe dans les six langues suivantes :
Coffret de commande
456 290--881
Anglais Anglais Anglais
Allemand Suédois Hollandais
Français Finnois Espagnol
Italien Danois Portugais
Coffret de commande
456 290--884
Anglais US Anglais
Hongrois Espagnol
Polonais Français
Tchèque Portugais
Coffret de commande
456 290--882
Coffret de commande
456 290--885
Coffret de commande
456 290--883
Choisir la Langue et Unité de Longueur (Metric,Inch) comme suit :
Commencçons par consulter le menu principal en appuyant sur MENU.
ESAB LUD 450
À l’aide des
touches fléchées,
placer le pointeur
sur la ligne des
FONCTIONS
AUXILIARE et
appuyer sur
ENTRER.
Placer le curseur sur la
ligne
CONFIGURATION et
appuyer sur ENTRER.
PROCEDE: MIG/MAG
MODE: COURANT LISSE
TYPE DE FIL: Acier
TYPE DE GAZ: Ar+8%CO2
DIAMETRE DU FIL: 1.2 mm
FONCTIONS AUXILIAIRE
REGLER MESURER MEMOIRE
FONCTION AUXILIAIRE
OPERATION MEMO CARTE
CONFIGURATION
FONCTIONS QUALITE
STATISTIQUES DE PRODUCTION
COMPTE--RENDU ERREUR
DONNEES SYNERGIQUES PERSO
COMMUNICATION SERIE
MISE A JOUR LOGICIEL
"
MODE
RAPIDE
ENTRER
bu14d01f
QUITTER ENTRER
-- 5 --

FR
Puis appuyer sur
ENTRER pour
avoir la liste
d’options.
FONCTION AUXILIAIRE -- CONFIGURATION
LANGUE: ENGLISH
FONCTION VERROUTILLAGE: OFF
CDE á DISTANCE
MIG/MAG PAR DEFAUT
MMA PAR DEFAUT
TIG PAR DEFAUT
ACCES PAR DEFAUT
DOUBLE WIRE FEEDERS
UNITÉ DE LONGEUR INCH
QUITTER ENTRER
Placer le curseur sur la ligne LANGUE dans la
liste et appuyer sur ENTRER.
Le réglage LANGUE = FRANÇAIS est prêt.
FONCTION AUXILIAIRE -- CONFIGURATION
Puis appuyer sur
ENTRER pour
avoir la liste
d’options.
LANGUE: FRANÇAIS
FONCTION VERROUTILLAGE: OFF
CDE á DISTANCE
MIG/MAG PAR DEFAUT
MMA PAR DEFAUT
TIG PAR DEFAUT
ACCES PAR DEFAUT
DOUBLE WIRE FEEDERS
UNITÉ DE LONGEUR INCH
ANGLAIS
ALLEMAND
FRANÇAIS
ITALIANO
QUITTER ENTRER
Placer le curseur sur la ligne Longueur
dans la liste et appuyer sur ENTRER.
Le réglage Unité de Longueur = METRIC est prêt.
-- 6 --
bu14d01f
METRIC
INCH

FR
1.4 Écran de visualisation du texte (afficheur)
ESAB LUD 450
PROCEDE: MIG/MAG
MODE: COURANT LISSE
TYPE DE FIL: Acier
TYPE DE GAZ: Ar2OCO2
DIAMETRE DU FIL: 1.2 mm
FONCTIONS AUXILIAIRE
REGLER MESURER MEMOIRE MODE
RAPIDE
ENTRER
Curseur
Dans le présent manuel de l’opérateur, le curseur se présente sous la forme d’un
cadre entourant le texte marqué. Le curseur du coffret de réglage est une zone
ombrée dans laquelle le texte apparaît en blanc.
Cases de texte
Tout en bas de l’afficheur se trouvent cinq cases qui expliquent la fonction
correspondant à chacune des cinq touches alignées juste en--dessous.
Mode économique
Pour prolonger la durée de vue du rétroéclairage, celui--ci s’éteint après trois
minutes si aucune fonction n’est activée.
bu14d01f
-- 7 --

FR
1.5 Touches de commande
Les touches fléchées permettent de déplacer le curseur d’une ligne à
l’autre dans la fenêtre d’affichage.
La touche menu permet de revenir toujours au menu principal.
Les touches plus/moins permettent d’augmenter (+) ou de réduire (--) une
valeur d’un réglage.
Les deux touches plus/moins sont repérées chacune par un symbole. La plupart des
réglages chiffrés peuvent se faire avec l’une des touches plus/moins au choix de
l’opérateur, mais certains réglages se font obligatoirement avec la touche marquée
ou la touche marquée .(les symboles sont visibles dans la fenêtre
d’affichage).
En appuyant rapidement sur la touche on augmente/réduit la valeur par degrés. Si
l’on maintient la touche enfoncée, la longueur du degré augmente.
Touches programmables
Les cinq touches rangées sous la fenêtre de
caractères ont des fonctions variables selon les
cas, ce sont les touches dites “douces“ ou
programmables, c’est--à--dire ayant des
fonctions différentes, suivant le menu où vous
vous trouvez. La fonction actuelle des
touches en question dépend du texte affiché
au rang inférieur de la fenêtre de caractères
(quand la fonction est active, un point blanc
apparaît à côté du texte).
REMPLI
CRATERE
D
1.6 Généralités sur les réglages
Trois types de réglages se présentent
normalement :
S Réglage de valeurs chiffrées
S Réglage d’options données
S Réglage des positions MARCHE/ARRÊT ou OUI/NON.
1.6.1 Réglage de valeurs chiffrées
Pour régler une valeur chiffrée, on utilise l’une des tou ches plus/moins pour
augmenter ou diminuer une valeur donnée.
bu14d01f
-- 8 --

FR
1.6.2 Réglage d’options données
Certains réglages consistent à marquer une option dans une liste, par exemple
comme ceci :
MIG/MAG
MMA ELECTR.
TIG
GOUGEAGE
Le curseur est placé sur la ligne MIG/MAG. En appuyant sur ENTRER dans cette
position on choisit l’option MIG/MAG.
Pour choisir une autre option, on devra placer le curseur sur la ligne voulue en
montant ou en descendant avec les touches fléchées , puis appuyer sur
ENTRER.
Pour sortir de la liste, on doit appuyer sur la touche ANNULER (abort).
Pour certains réglages, les choix sont si nombreux qu’une seule liste ne suffit pas.
Une flèche au coin droit supérieur ou inférieur de la liste indique qu’il y a d’autres
options possibles qui seront visibles si l’on monte ou descend avec les touches
fléchées.
1.6.3 Réglages de MARCHE/ARRÊT ou OUI/NON.
Pour certaines fonctions, on peut régler les valeurs MARCHE ou ARRÊT, ou bien
OUI et NON. La fonction synergie en soudage MIG/MAG et MMA est un exemple
d’une telle fonction. Les réglages MARCHE/ARRÊT ou OUI/NON s’effectuent de
deux façons possibles.
Ou bien choisir, soit MARCHE ou ARRÊT, soit OUI ou NON, dans une liste d’options
comme indiqué ci--dessus.
S +(plus) = MARCHE ou ARRÊT
S -- (moins) = OUI ou NON
1.7 ENTER ET ANNULER
Les deux touches de foncion à l’extrême droite sont réservées à ENTRER et
ANNULER
S Appuyer sur ENTRER permet la mise à exécution d’un certain choix effectué
dans un menu ou une liste.
S Appuyer sur ANNULER permet de revenir au menu ou à la figure précédente.
bu14d01f
-- 9 --

FR
2 Soudage MIG/MAG
2.1 Concept FIL
En soudage MIG/MAG on utilise une électrode (ou fil de soudage) enroulée sur une
bobine. Dans le présent m anuel, ce type d’électrode est appelé systématiquement
fil..
2.2 Synergie
Chaque combinaison : type de fil, diamètre de fil et mélange de gaz, exige un
rapport déterminé entre vitesse de dévidage et tension (longueur d’arc) afin d’obtenir
un arc à la fois stable et performant. ARISTO 2000 dispose d’un certain nombre de
“lignes synergiques“ préprogrammées.
Quand vous choisissez une ligne synergique préprogrammée qui correspond au
type de fil, au diamètre de fil et au mélange de gaz adoptés, il vous suffira ensuite de
régler l’avance de fil sur une vitesse correspondant à l’objet à souder. La tension
(longueur d’arc) en résulte automatiquement, suivant la ligne synergique
préprogram mée que vous avez choisie, ce qui facilite et accélère le choix des
paramètres de soudage.
En soudage MIG/MAG on peut utiliser la fonction synergie de la source de courant
de soudage. L’opérateur doit alors régler les valeurs suivantes :
S méthode de soudage
S type de fil de soudage
S g az de protection
S dimension du fil
À partir de ces options de base et du choix de l’avance de fil, un microprocesseur
sera chargé de calculer les valeurs adéquates pour les paramètres techniques de
soudage. Le choix de ces paramètres dépend de la méthode adoptée : arc
court/arc avec fusion en p luie ou pulsations. Voir également la rubrique “Réglage
des paramètres de soudage“ au point 2.4.
Il est possible de souder avec d’autres combinaisons fil et gaz de protection que
celles proposées par la coffret de commande. Ceci peut toutefois obliger l’opérateur
à sélectionner lui--même un ou plusieurs paramètres.
2.3 Réglages de base
Le choix des options de base s’effectue dans le menu principal du coffret de
commande.
1. Procédé de soudage = MIG/MAG
2. Méthode de soudage
Le soudage MIG/MAG permet d’opter entre deux méthodes de soudage.
S Soudage à l’arc court/pulvérisé
S Soudage pulsé
3. Type de fil, gaz de protection, dimension du fil
Les tableaux suivants indiquent les combinaisons possibles de type de fil, gaz de
protection et diamètre de fil, suivant la fonction synergique de la source de
soudage.
bu14d01f
-- 1 0 --

FR
SOUDAGE À L’ARC COURT/PULVÉRISÉ
Type de fil Gaz de protection Dimension du fil (mm)
Fil en alliage léger ou non--allié (Fe) CO
2
Ar + 23% CO
Ar + 25% CO
Ar + 20% CO
Ar + 15% CO2+5%O
Ar +16% CO
Ar + 5%O2+5%CO
Ar + 8% CO
Ar + 2% CO
Ar + 2% O
Fil plein inox (Ss) Ar + 2%O
Ar + 2% CO
Ar + 3%CO2+1%H
Ar + 30%He + 1%O
2
2
2
2
2
2
2
2
2
2
2
2
2
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 (1,6*)
0,8 0,9 1,0 1,2 (1,6*)
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 (1,6*)
Ar + 32%He + 3%CO2+1%H20,8 0,9 1,0 1,2 (1,6*)
Fil inox duplex Ar + 2% O
Ar +30%He +1%O
Fil d’aluminium allié au magnesium
Ar 0,9 1,0 1,2 1,6
2
2
1,0
1,0
(AlMg)
Fil d’aluminium allié au silicium (Al-
Ar 0,9 1,0 1,2 1,6
Si)
Ar + 50% He 0,9 1,0 1,2 1,6
Fil fourré à la poudre métallique
Ar + 20% CO
2
1,0 1,2 1,4 1,6
(Fe)
Ar+ 8% CO
Fil fourré au flux rutile (Fe) CO
2
2
Ar + 20% CO
Fil fourré au flux basique (Fe) CO
2
Ar + 20% CO
Fil fourré au flux inox (Ss) Ar + 20% CO
Ar+ 8% CO
2
2
2
2
1,0 1,2 1,4 1,6
1,2 1,4 1,6
1,2 1,4 1,6
1,0 1,2 1,4 1,6
1,0 1,2 1,4 1,6
1,2
1,2
AUTOPROTECTEUR 1,6 2,4
Fil fourré au flux rutile duplex ss Ar + 20% CO
Fil fourré à la poudre métallique inox Ar + 2% O
Ar +2% CO
Ar +8% CO
2
2
2
Ar + 20% CO
2
2
1,2
1,2
1,2
1,2
1,2
Base nickel Ar + 50% He 0,9
*) LUD 450
bu14d01f
-- 1 1 --

FR
SOUDAGE À L’ARC PULSÉ
Type de fil Gaz de protection Dimension du fil (mm)
Fil en alliage léger ou non--allié (Fe) Ar + CO
Ar + 25% CO
Ar + 20% CO
Ar +16% CO
Ar + 5%O2+5%CO
Ar + 8% CO
2
2
2
2
2
2
0,8 1,0 1,2 1,6
0,9
0,8 0,9 1,0 1,2 (1,6*)
0,8 1,0 1,2 (1,6*)
0,8 0,9 1,0 1,2 (1,6*)
0,8 0,9 1,0 1,2 (1,6*)
Ar + 2% CO
Ar + 2% O
Fil inox (Ss) Ar + 2%O
Ar + 2% CO
Ar + 30%He + 1%O
Ar +3% CO2+1%H
2
2
2
2
2
2
0,8 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
Ar + 32%He + 3%CO2+1%H20,8 1,0 1,2 1,6
Fil inox duplex
Ar + 30%He +1%O
2
1,0
(Ss Duplex)
Fil d’aluminium allié au magnesium
Ar + 2% O
2
Ar 0,8 0,9 1,0 1,2 1,6
1,0
(AlMg)
Fil d’aluminium allié au silicium (Al-
Ar 0,9 1,0 1,2 1,6
Si)
Ar + 50% He 0,9 1,0 1,2 1,6
Fil fourré à la poudre métallique (Fe) Ar + 20% CO
Ar + 8% CO
Fil fourré à la poudre métallique inox
(Ss)
Ar + 2% O
Ar +2% CO
Ar +8% CO
2
2
2
2
2
1,0 1,2 1,4 1,6
1,2 1,2 1,4 1,6
1,2
1,2
1,2
Fil en alliage nickel Ar 0,9 1,0 1,2
(Base nickel) Ar + 50% He 0,9 1,0 1,2
bu14d01f
-- 1 2 --

FR
2.4 Réglage des paramètres de soudage
Vous trouverez ci--dessous un tableau des paramètres de soudage qui déterminent
le processus de soudage pour les deux méthodes MIG/MAG.
Si la source de courant est en mode synergique, il suffit de régler la vitesse de
dévidage.
Le paramètre tension peut aussi faire l’objet d’un réglage éventuel.
Quand on règle la vitesse de dévidage, la fonction synergie modifie automatiquement les valeurs de certains autres paramètres. Les paramètres en italique, dits
constants, ne sont pas affectés par le changement de vitesse de dévidage.
Méthode de soudage À L’ARC
COURT/PUL VÉRISÉ
S Vitesse de dévidage S Vitesse de dévidage
S Tension S Tension
S Inductance S Courant de pulsation
S Type de régulateur S Temps de pulsation
Le tableau des plages de réglage des paramètres se trouve en “ANNEXE“ Voir le
point 10.
Méthode de soudage PULSÉ
S Fréquence de pulsation
S Courant de fond
S Ka
S Ki
2.5 Réglages d’amorçage et d’arrêt
Les réglages suivants influent sur la procédure d’amorçage et d’arrêt en soudage
MIG/MAG.
Sous chaque rubrique se trouvent tous les réglages susceptibles d’influer sur la
procédure d’amorçage et d’arrêt du soudage.
Réglages d’amorçage Réglages d’arrêt
S Prédébit de gaz S Postdébit de gaz
S Amorçage au gratté
S Hot start (Reprise à chaud)
S Temps Hot start
S Augmentation de la vitesse
de dévidage (2 mi/min sauf
indication contraire)
S Augmentation de tension
(seulement si l’on n’est pas
en mode synergique)
Trois fonctions sont spécialement adaptées à certains impératifs lors du démarrage
et de l’arrêt du soudage. Le choix de ces fonctions et les réglages complémentaires
s’effectuent respectivement dans les menus de données d’amorçage et d’arrêt.
bu14d01f
S Temps de remontée d’arc
S Pulsation de secousse (seulement ARC
PULSÉ/PUL VÉRISÉ si l’on n’est pas en
mode synergique)
S Remplissage de cratère
S Temps de remplissage de cratère
S Vitesse de dévidage finale
S Tension finale (seulement si l’on n’est
pas en mode synergique)
-- 1 3 --

FR
Reprise à chaud (Hot start)
On choisit la fonction Hot start pour obtenir un arc plus chaud à l’amorçage afin
d’éviter un défaut de soudage au début du joint.
Remplissage de cratère
La fonction remplissage de cratère permet d’éviter plus facilement les pores et la
formation de cratère dans la pièce à souder en fin de soudage.
Amorçage au gratté
La fonction amorçage au gratté donne une faible vitesse de butée et sera choisie de
préférence pour obtenir le meilleur amorçage possible. La vitesse d’amorçage au
gratté est égale à 50% de la vitesse de dévidage réglée. Cette fonction est activée à
la livraison.
Un conseil ! On peut activer les commandes marche/arrêt des fonctions hot--start,
amorçage au gratté et remplissage de cratère avec les touches de fonction , voir
rubrique “Configuration MIG/MAG“ Voir le point 9.2.4.2.
Les menus de données de démarrage et d’arrêt permettent aussi de régler les
valeurs des paramètres suivants.
Pré-- et postdébit de gaz
Les paramètres pré-- et postdébit de gas indiquent la durée pendant laquelle le gaz
de protection doit s’écouler avant et après le soudage.
Temps de remontée de l’arc
Le temps de remontée de l’arc permet de régler le dépassement du fil d’apport après
soudage.
2.6 Remplissage de gaz, avance de fil froid et 2 temps/4 temps
Les trois fonctions suivantes peuvent, comme Hot start, etc. se réglent avec les
touches douces. Voir ces modalités à la rubrique “Configuration MIG/MAG“ Voir le
point 9.2.4.2.
Injection de gaz
La fonction injection de gaz consiste à remplir les tuyaux de gaz de gaz de
protection, ou sert à mesurer le débit de gaz. Quand on appuie sur la touche, le gaz
est injecté, et l’injection cesse quand on lâche la touche.
Avance de fil froid
Cette fonction sert à l’avance manuelle de fil froid lors du chargement d’une nouvelle
bobine de fil. Quand on appuie sur la touche, le fil avance, et quand on lâche la
touche, l’avance de fil cesse.
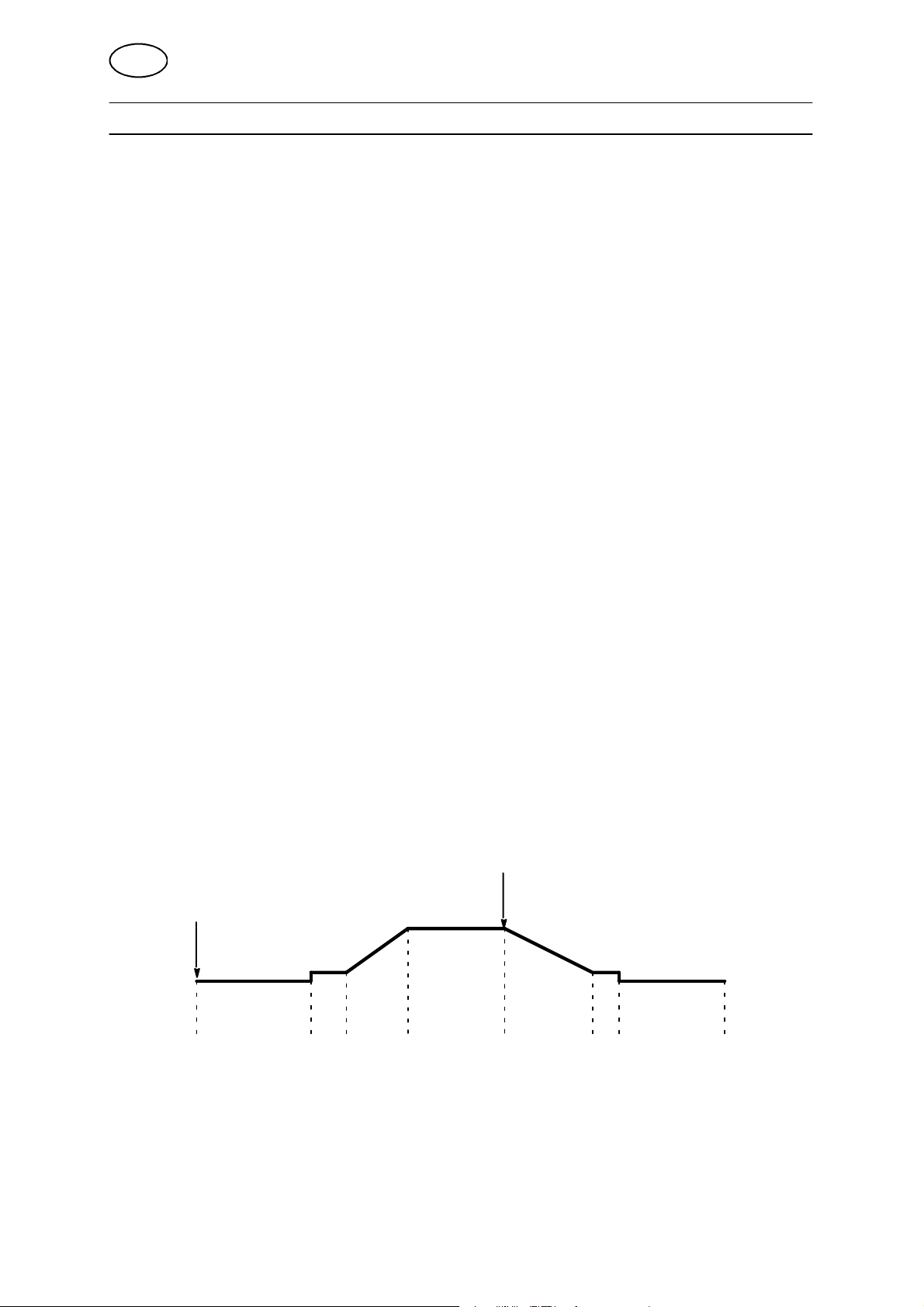
2 temps ou 4 temps
En soudage MIG/MAG, le contact de la torche peut se faire de deux manières
différentes : en 2 temps ou en 4 temps. La commutation entre 2 temps/4 temps peut
être confiée à l’une des touches programmables.
La différence entre 2 temps et 4 temps est illustr é e dans les figures ci--dessous,
ainsi que les autres fonctions de la procédure d’amorçage et d’arrêt.
bu14d01f
-- 1 4 --

FR
2temps
2
Remplissage de cratère.
DONNÉES D’ARRÊT
1
Prédébit de
gaz
Start
Reprise à
chaud
SoudageHot
Remplissage de
cratère
Postdébit de
gaz
En mode 2 temps, l’éventuel prédébit de gaz commence quand on presse la
gâchette du pistolet (1). Ensuite, les paramètres de soudage atteignent les valeurs
de consigne ou les éventuelles valeurs préréglées de reprise à chaud (Hot start).
Quand on lâche la gâchette (2) le remplissage de cratère éventuel commence, après
quoi les valeurs des paramètres de soudage reviennent à zéro et l’éventuel
postdébit de gaz termine la séquence de soudage.
Remarque ! Si l’on presse à nouveau la gâchette de la torche durant le remplissage
de cratère, on peut prolonger le soudage avec les données finales de remplissage
de cratère pendant une durée au choix (ligne pointillée).
On peut aussi arrêter le remplissage de cratère en pressant puis en relâchant
rapidement la gâchette en cours de remplissage de cratère.
4temps
2
3
4
1
Prédébit de
gaz
Start
Reprise à
chaud
SoudageHot
Remplissage de
cratère
Postdébit de
gaz
Remplissage de cratèreDONNÉES D’ARRÊT
En mode 4 temps, le prédébit de gaz commence quand on presse la gâchette du
pistolet (1). Lorsqu’on lâche la gâchette (2) les paramètres de soudage atteignent
les valeurs préréglées.Quand on presse à nouveau la gâchette du pistolet (3)
l’éventuel remplissage de cratère commence. Ensuite, les paramètres de soudage
reviennent à la donnée d’arrêt.L’éventuel prédébit de gaz commence quand on lâche
la gâchette (4).
Remarque ! Le remplissage de cratère cesse quand on lâche la gâchette (4). Si au
contraire on maintient la gâchette enfoncée, le soudage continue avec les données
finales du remplissage de cratère ( ligne pointillée).
bu14d01f
-- 1 5 --

FR
2.7 Configuration MIG/MAG
Voir le point 9.2.4.
2.8 Exemple de réglage MIG/MAG
Voici un exemple de réglage MIG/MAG avec la méthode de soudage à l’arc
court/pulsérisé. Le réglage pour le mode pulsé s’effectue de la même manière.
L’exemple suppose la source de courant en mode synergique.
2.8.1 Réglages de base
On effectue dans le menu principal les réglages relatifs au choix de la méthode et du
matériau.
Commencçons par consulter le menu principal en appuyant sur MENU. Nous ferons
les cinq réglages suivants :
S PROCÉDÉ = MIG/MAG
S MODE = ARC COURT/PULVÉRISÉ
S TYPE DE FIL = Fe
S TYPE DE GAZ = Ar+8%CO2
S DIAMETRE DU FIL = 1,2 mm
Procédé
Le premier réglage
concerne le type de
procédé de soudage. A
l’aide des touches
fléchées marquer
PROCEDE, puis
appuyer sur ENTRER
pour avoir la liste
d’options.
PROCEDE: MIG/MAG
MODE: PULSNING
TYPE DE FIL: AlSi
TYPE DE GAZ: Ar
DIAMETRE DU FIL: 1.0 mm
FONCTIONS AUXILIAIRE
REGLER MESURER MEMOIRE MODE
ESAB LUD 450
ENTRER
RAPIDE
Placer le curseur sur la ligne MIG/MAG dans la liste
et appuyer sur ENTRER.
Le réglage PROCÉDÉ = MIG/MAG est prêt.
MIG/MAG.
-- 1 6 --
bu14d01f
MIG/MAG
MMA ELECTR.
TIG
GOUGEAGE

FR
Méthode
Placer le curseur
sur la ligne MODE.
Appuyer sur
ENTRER pour
avoir la liste des
options.
ESAB LUD 450
PROCEDE: MIG/MAG
MODE: PULSNING
TYPE DE FIL: AlSi
TYPE DE GAZ: Ar
DIAMETRE DU FIL: 1.0 mm
FONCTIONS AUXILIAIRE
REGLER MESURER MEMOIRE MODE
Placer le curseur sur la ligne
COURANT LISSE et appuyer sur ENTRER. Le
réglage MODE = COURANT LISSE est prêt.
Type de fil
Placer le curseur
sur la ligne TYPE
DE FIL, appuyer
sur ENTRER pour
avoir la liste des
options.
PROCEDE: MIG/MAG
MODE: COURANT LISSE
TYPE DE FIL: AlSi
TYPE DE GAZ: Ar
DIAMETRE DU FIL: 1.0 mm
FONCTIONS AUXILIAIRE
RAPIDE
ENTRER
COURANT LISSE
COURANT PULSE
ESAB LUD 450
REGLER MESURER MEMOIRE MODE
Voici un exemple de liste où les options sont trop
nombreuses pour apparaître simultanément. La flèche
dans le coin inférieur droit indique la présence
d’autres choix possibles, visibles si l’on va plus bas.
Placer le curseur sur la ligne Fe et appuyer
sur ENTRER.
Le réglage TYPE DE FIL = Fe est prêt..
-- 1 7 --
bu14d01f
RAPIDE
ENTRER
Acier
Inoxydable
Duplex
AlMg
AlSi
F.F poudre mét. acier
F.F rutile acier

FR
Gaz de protection
Placer le curseur
sur la ligne TYPE
DU GAZ appuyer
sur ENTRER pour
avoir la liste des
options.
ESAB LUD 450
PROCEDE: MIG/MAG
MODE: COURANT LISSE
TYPE DE FIL: Acier
TYPE DE GAZ: Ar+8%CO2
DIAMETRE DU FIL: 1.0 mm
FONCTIONS AUXILIAIRE
REGLER MESURER MEMOIRE MODE
Placer le curseur sur la ligne Ar+8%CO2 et
appuyer sur ENTRER. Le réglage T YPE DE GAZ =
Ar+8%CO2 est terminé.
Dimensiondufil
ESAB LUD 450
Placer le curseur
sur la ligne
DIAMETRE DU
FIL, appuyer sur
ENTRER pour
avoir la liste des
options.
PROCEDE: MIG/MAG
MODE: COURANT LISSE
TYPE DE FIL: Acier
TYPE DE GAZ: Ar+8%CO2
DIAMETRE DU FIL: 1.0 mm
FONCTIONS AUXILIAIRE
RAPIDE
ENTRER
CO2
Ar+20 % CO2
Ar+2 % O2
Ar+5 % O2+5 % CO2
Ar+8 % CO2
Ar+25 % CO2
Ar+15%CO2+5%O2
REGLER MESURER MEMOIRE MODE
Placer le curseur sur la ligne 1.2 mm et appuyer sur
ENTRER. Le réglage DIAMETRE DU FIL = 1.2 mm
est terminé.
-- 1 8 --
bu14d01f
RAPIDE
ENTRER
0.8 mm
1.0 mm
1.2 mm
1.6 mm

FR
La ligne suivante du menu principal concerne les FONCTIONS AUXILIAIRES. Pour
plus de détails sur ces celles--ci, voir la rubrique “FONCTIONS AUXILIAIRES“ Voir
le point 9.
ESAB LUD 450
PROCEDE: MIG/MAG
MODE: COURANT LISSE
TYPE DE FIL: Acier
TYPE DE GAZ: Ar+8%CO2
DIAMETRE DU FIL: 1.2 mm
FONCTIONS AUXILIAIRE
REGLER MESURER MEMOIRE MODE
RAPIDE
ENTRER
2.8.2 Réglages des paramètres de soudage
Le menu des réglages permet de régler les valeurs des divers paramètres de
soudage tels que tension et vitesse de dévidage. Quand on active la fonction
synergie, un microprocesseur assure plusieurs de ces réglages.
Commençons par accéder au menu principal en appuyant sur la touche MENU. Puis
passons au menu de réglage en appuyant sur la touche RÉGLAGE. Nous effectuons
alors les réglages suivants :
S DÉVIDAGE = 10.0 m/min
Dévidage
RÉGLAGE DONNEES DE SOUDAGE
Placer le curseur sur
la ligne VILTESSE
DU FIL Régler sur
10.0 m/min en
avançant avec :
TENSION: # 19.0 (+0.0) V
V. DU FIL:
INDUCTANCE: 70 %
MODE SYNERG. MARCHE
DONNEES DE DEPART
DONNEESD’ARRET .....
10.0 m/min
*
REMPLI
CRA TERE
DEPART
CHAUX
GAZ PURGE
QUITTER
Le menu de réglages permet aussi de voir les valeurs réglées par le microproces seur pour la tension et l’inductance.
Le paramètre tension peut aussi faire l’objet d’un réglage éventuel.
bu14d01f
-- 1 9 --

FR
2.8.3 Réglages d’amorçage
Le menu de données de démarrage permet d’effectuer les réglages qui déterminent
le processus d’amorçage en soudage MIG/MAG.
S PRÉDÉBIT DE GAZ = 0,8 s
S AMORCAGE AU GRATTÉ = OUI
S HOT START = OUI
S Temps HOT START = 1,0 s
S Dévidage HOT START = +2,5 m/min
Nous commençons par accéder au menu principal en appuyant sur la touche MENU.
Passer au menu de réglage en appuyant sur la touche de réglage.
REGLAGE DONNEES DE SOUDAGE
Placer le curseur
sur la ligne
DONNÉES DE
DEPART et
appuyer sur
ENTRER.
TENSION: #19.0 (+0.0) V
V.DU FIL:
INDUCTANCE: 70 %
MODE DE SYNERG. MARCHE
DONNEES DE DEPART
DONNEESD’ARRET .....
10.0 m/min
*
REMPLI
CRA TERE
DEPART
CHAUX
4-TEMPS
QUITTER ENTRER
Tempsdeprédébitdegaz
On indique ici le temps durant lequel la gaz de protection doit s’écouler avant le
début du soudage.
DONNÉES DE DEPART, MODE SYNERG.
Placer le curseur
sur la ligne
PRÉDÉBIT DE
GAZ.
PRE--GAZ: 0.8 s
AMORCAGE DOUX: OUI
DEPART CHAUX: NON
Régler 0.8 s avec
l’une des touches
plus/moins.
REMPLI
CRA TERE
DEPART
CHAUX
4-TEMPS
QUITTER
bu14d01f
-- 2 0 --

FR
Amorçage au gratté
Indique seulement si l’on désire ou non la fonction amorçage au gratté, autrement dit
OUI ou NON. La vitesse de dévidage et le temps d’amorçage au gratté ne peuvent
être modifiés.
DONNÉES DE DEPART, MODE SYNERG.
Placer le curseur sur
AMORCAGE DOUX,
appuyer sur ENTRER
pour avoir une liste
d’options. Placer le
curseur sur la ligne
OUI dans la liste
et appuyer sur
ENTRER.
PRE--GAZ: 0.8 s
AMORCAGE DOUX: OUI
DEPART CHAUX: NON
4-TEMPS
QUITTER ENTRER
Hot start
Commencer par indiquer si l’on souhaite ou non la fonction hot--start. Si oui, régler
ensuite le temps hot--start et l’éventuelle augmentation de la vitesse de dévidage.
DONNÉES DE DEPART, MODE SYNERG.
Placer le curseur sur la
ligne DEPART
CHAUX, appuyer sur
ENTRER pour avoir
une liste d’options.
Placer le curseur sur la
ligne OUI dans la liste
et appuyer sur
ENTRER.
PRE--GAZ: 0.8 s
AMORCAGE DOUX: OUI
DEPART CHAUX: OUI
TEMPS DE DEPART CHAUX: 1.5
V. FIL: 2.0 m/min
REMPLI
CRA TERE
DEPARTD
CHAUX
4-TEMPS QUITTER ENTRER
Placer le curseur sur
TEMPS DE DEPART
CHAUX, régler 1.0 s
avec l’une des touches
plus/moins.
bu14d01f
DONNÉES DE DEPART, MODE SYNERG.
PRE--GAZ: 0.8 s
AMORCAGE DOUX: OUI
DEPART CHAUX: OUI
TEMPS DE DEPART CHAUX: 1.0 s
V. FIL: 2.0 m/min
REMPLI
CRA TERE
DEPARTD
CHAUX
-- 2 1 --
4-TEMPS
QUITTER

FR
Placer le curseur
sur V.FIL, régler
sur 2.5 m/min.
DONNÉES DE DEPART, MODE SYNERG.
PRE--GAZ: 0.8 s
AMORCAGE DOUX: OUI
DEPART CHAUX: OUI
TEMPS DE DEPART CHAUX: 1.0 s
V. FIL: 2.5 m/min
REMPLI
CRA TERE
DEPARTD
CHAUX
4-TEMPS
QUITTER
Tous nos réglages de données de démarrage sont faits..
Retourner au menu de réglages en appuyant sur QUITTER.
2.8.4 Réglages de données d’arrêt
Le menu de données d’arrêt permet d’effectuer les réglages qui déterminent le
processus d’arrêt en soudgae MIG/MAG.
Nous allons régler les données d’arrêt suivantes:
S REMPLISSAGE DE CRATÈRE = OUI
S TEMPS DE REMPLISSAGE DE CRATÈRE =1.5 s
S VITESSE FINALE DE DÉVIDAGE = 3.0 m/min
S TEMPSDEREMONTÉED’ARC=0.11s
S POSTDÉBIT DE GAZ = 2.0 s
RÉGLAGES DE DONNÉES DE SOUDAGE
Placer le curseur
sur DONNÉES
D’ARRÊT et
appuyer sur
ENTRER.
TENSION: # 29.0 (+0.0) V
V. DU FIL :
INDUCTANCE: 85 %
MODE SYNERG. MARCHE
DONNEES DE DEPART
DONNEES D’ARRET . .
10.0 m/min
*
bu14d01f
REMPLI
CRA TERE
DEPARTD
CHAUX
-- 2 2 --
4-TEMPS
QUITTER ENTRER

FR
Remplissage de cratère
Commencer par indiquer si l’on souhaite ou non la fonction remplissage de cratère.
Si oui, régler ensuite le temps de remplissage de cratère et la vitesse de dévidage.
DONNÉES D’ARRÊT, MODE SYNERG.
Placer le pointeur sur
la ligne
REMPLISSAGE DE
CRATÈRE et appuyer
sur ENTER pour
obtenir la liste des
options. Choisir OUI.
REMPLISSAGE DU CRATERE OUI
TEMPS: 1.5 s
VITESSE DE FIL FINALE: 2.8 m/min
TEMPS DE REMONTE D’ARC: 0.08 s
POST GAZ: 0.5 s
REMPLI D
CRA TERE
DEPARTD
CHAUX
4-TEMPS
QUITTER ENTRER
Temps de remplissage de cratère
DONNÉES D’ARRÊT, MODE SYNERG.
Placer le curseur sur
TEMPS régler 1.5 s
med avec l’une des
touches plus/moins.
REMPLISSAGE DU CRATERE OUI
TEMPS: 1.5 s
VITESSE DE FIL FINALE: 2.8 m/min
TEMPS DE REMONTE D’ARC: 0.08 s
POST GAZ: 0.5 s
REMPLI D
CRA TERE
DEPARTD
CHAUX
4-TEMPS
QUITTER
Vitesse finale de dévidage
Indique ici la vitesse de dévidage voulue en fin de remplissage de cratère.
Placer le curseur sur
VITESSE DE FIL
FINALE, régler 3.0
m/min avec l’une des
touches plus/moins.
bu14d01f
DONNÉES D’ARRÊT, MODE SYNERG.
REMPLISSAGE DU CRATERE OUI
TEMPS: 1.5 s
VITESSE DE FIL FINALE: 3,0 m/min
TEMPS DE REMONTE D’ARC: 0.08 s
POST GAZ: 0.5 s
REMPLI D
CRA TERE
DEPARTD
CHAUX
-- 2 3 --
4-TEMPS
QUITTER

FR
Temps de remontée d’arc
Placer le curseur
sur TEMPS DE
REMONTÉE
D’ARC, régler 0.11
s avec l’une des
touches
plus/moins.
DONNÉES D’ARRÊT, MODE SYNERG.
REMPLISSAGE DU CRATERE OUI
TEMPS: 1.5 s
VITESSE DE FIL FINALE: 3.0m/min
TEMPS DE REMONTE D’ARC: 0.08 s
POST GAZ: 0.5 s
Post débit de gaz
Placer le curseur
sur POST GAZ,
régler 2.0 s avec
l’une des touches
plus/moins.
REMPLI D
CRA TERE
REMPLISSAGE DU CRATERE OUI
TEMPS: 1.5 s
VITESSE DE FIL FINALE: 3.0m/min
TEMPS DE REMONTE D’ARC: 0.11 s
POST GAZ: 2.0 s
REMPLI D
CRA TERE
DEPARTD
CHAUX
DONNÉES D’ARRÊT, MODE SYNERG.
DEPARTD
CHAUX
4-TEMPS
4-TEMPS QUITTER
QUITTER
Tous nos réglages d’arrêt sont terminés et une série complète de paramètres de
soudage MIG/MAG est prête.
bu14d01f
-- 2 4 --

FR
3 Soudage MMA
3.1 Synergie
La source de courant de soudage possède une fonction synergique pour le soudage
MMA.
Autrement dit, la source de courant de soudage optimise automatiquement les
propriétés de soudage correspondant au type de fil et au diamètre adoptés.
3.2 Réglages de base
Les réglages de base pour le soudage MMA s’effectuent dans le menu principal du
coffret de réglage.
1. Procédé de soudage = MMA
2. Type de fil
On peut choisir entre trois types de fil pour rester en fonction synergique.
S Basique
S Rutilee
S Cellulose
3. Diamètre de fil
Le tableau ci--dessous indique les diamètres de fil disponibles suivant la synergie de
la source de courant de soudage.
Type de fil Diamètre de fil (mm)
Basique 1,62,02,53,24,04,55,05,66,0
Rutilee 1,62,02,53,24,04,55,05,66,0
Cellulose 2,5 3,2
bu14d01f
-- 2 5 --

FR
3.3 Paramètres de soudage
Si l’opérateur s’en tient à la synergie de la source de courant, il n’aura qu’à régler le
courant de soudage.
On peut aussi régler le courant de soudage en cours de soudage, à l’aide des
touches +/ --. Quand on règle le courant de soudage, la force de l’arc se règle
automatiquement si la source de courant est en position synergique.
Le menu de réglage indique la valeur choisie pour le paramètre courant de soudage.
ESAB LUD 450
Consulter le menu
de RÉGLAGE en
appuyant sur la
touche RÉGLER.
PROCEDE: MMA ELECTR.
TYPE D’ELECTRODE: Basique
DIAMETRE DE L’ELECTRODE: 2.5 mm
FONCTIONS AUXILIAIRE
Avec notre
combinaison type
de fil et diamètre
de fil, la source de
courant a réglé le
courant de
soudage sur 80 A.
REGLER MESURER MEMOIRE MODE
RAPIDE
REGLAGE DONNEES DE SOUDAGE
COURANT: 80 A
MODE SYNERG. MARCHE
QUITTER
ENTRER
bu14d01f
-- 2 6 --

FR
3.4 MMA--configuration
Voir le point 9.2.6.
3.5 Exemple de réglage MMA
Voici un exemple de réglage de soudage MMA.
3.5.1 Réglages de base
Les réglages relatifs au choix du fil s’effectuent dans le menu principal.
Commençons par consulter le menu principal, si ce n’est déjà fait, en appuyant sur
la touche MENU.
Nous effectuons les trois réglages suivants:
S PROCÉDÉ = MMA
S TYPE D’ELECTRODE= Rutile
S DIAMÈTRE D’ELECTRODE = 2.5 mm
Procédé
ESAB LUD 450
Marquer PROCÉDÉ à
l’aide des touches
fléchées, appuyer sur
ENTRER pour avoir
une liste d’options.
PROCEDE: MMA ELECTR.
TYPE D’ELECTRODE: BASIQUE
DIAMETRE DE L’ELECTRODE: 2,5 mm
FONCTIONS AUXILIAIRE
REGLER MESURER MEMOIRE
Placer le curseur sur la ligne MMA dans la liste et
appuyer sur ENTER. Le réglage PROCÉDÉ = MMA
est fait.
Type de fil
ESAB LUD 450
MODE
RAPIDE
MIG/MAG
MMA ELECTR.
TIG
GOUGEADE
ENTRER
Marquer TYPE
D’ELECTRODE à
l’aide des touches
fléchées, appuyer sur
ENTRER pour avoir
une liste d’options.
PROCEDE: MMA ELECTR.
TYPE D’ELECTRODE: BASIQUE
DIAMETRE DE L’ELECTRODE: 2,5 mm
FONCTIONS AUXILIAIRE
REGLER MESURER MEMOIRE
Placer le curseur sur la ligne RutileE dans la liste et
appuyer sur ENTRER.
Le réglage TYPE D’ELECTRODE = RUTILE est fait.
bu14d01f
-- 2 7 --
MODE
RAPIDE
BASIQUE
RUTILE
CELLULOSIQUE
ENTRER
FR
Diamètre de fil
Marquer
DIAMÈTRE DE
L’ELECTRODE à
l’aide des touches
fléchées, appuyer
sur ENTRER pour
avoir une liste
d’options.
ESAB LUD 450
PROCEDE: MMA ELECTR.
TYPE D’ELECTRODE: Rutile
DIAMETRE DE L’ELECTRODE: 2,5 mm
FONCTIONS AUXILIAIRE
REGLER MESURER MEMOIRE
Placer le curseur sur la ligne 2.5 mm dans la liste
et appuyer sur ENTRER.
Le réglage DIAMÈTRE DE L’ELECTRODE
= 2.5 mm est fait.
ESAB LUD 450
PROCEDE: MMA ELECTR.
TYPE D’ELECTRODE: Rutile
DIAMETRE DE L’ELECTRODE: 2.5 mm
FONCTIONS AUXILIAIRE
MODE
RAPIDE
1.6 mm
2mm
2.5 mm
3.2 mm
4mm
4,5 mm
5mm
ENTRER
REGLER MESURER MEMOIRE
MODE
RAPIDE
ENTRER
La ligne suivant du menu principal est FONCTIONS AUXILIAIRES. Pour plus de
détails se reporter à la rubrique “FONCTIONS AUXILIAIRES“ Voir le point 9.
Notre série de réglages pour le soudage MMA est terminée.
bu14d01f
-- 2 8 --
FR
4 Soudage TIG
4.1 Options de base
Le choix des options de base pour le soudage TIG s’effectue dans le menu principal.
1. Procédé de soudage = TIG
2. Méthode de soudage
Le soudage TIG permet d’opter entre deux méthodes de soudage.
S Courant constant
S Pulsation
3. Méthode d’amorçage
On peut choisir entre deux méthodes d’amorçage.
S Liftarc
S HF
En amorçage Liftarc, l’arc s’allume quand le soudeur met le fil d’apport en
contact avec la pièce à souder, puis relève le fil. En amorçage HF (haute
fréquence), l’arc s’allume par suite du transfert d’étincelle qui se produit quand le
fil se trouve à une distance donnée de la pièce à souder.
4. Fonctionnement de la gâchette
En soudage TIG, l’opérateur peut choisir s’il veut que la gâchette TIG fonctionne
à2tempsouà4temps.Ladifférenceestessentiellementlasuivante:en
fonction 2 temps, l’opérateur tient la gâchette enfoncée durant le soudage,
tandis qu’à 4 temps, il peut lâcher la gâchette. La différence entre 2 temps et 4
temps est illustrée dans les figures ci--dessous, ainsi que les autres fonctions de
la procédure d’amorçage et d’arrêt.
2temps
2
1
Temp s
de
descente
Postdébit de
gaz
Prédébit
de gaz
Temp s
de
montée
En 2 temps l’éventuel prédébit de gaz commence quand on appuie sur la gâchette
de la torche TIG (1), après quoi le courant atteint le niveau pilote (env 2 A) et l’arc
s’allume. Ensuite le courant s’élève jusqu’à la valeur consigne (avec éventuelle
pente de montée). Quand on lâche la gâchette (2), le courant redescend au niveau
pilote (avec éventuelle pente de descente) et l’arc s’éteint. Ensuite se produit un
éventuel postdébit de gaz.
.
bu14d01f
-- 2 9 --

FR
4temps
3
1
Prédébit de
gaz
2
Temp s
de
montée
Temp s
de
descente
4
Postdébit de
gaz
En 4 temps, l’éventuel prédébit de gaz commence quand on appuie sur la gâchette
de la torche TIG (1). Lorsque le temps de prédébit de gaz est révolu, le courant
atteint le niveau pilote (env 2 A) et l’arc s’allume.
Quand on lâche la gâchette (2), le courant s’élève jusqu’à la valeur consigne (avec
éventuelle pente de montée).
Quand on appuie à nouveau sur la gâchette (3), le courant redescend au niveau
pilote (avec éventuelle pente de descente).
Lorsqu’on lâche à nouveau la gâchette (4), l’arc s’éteint. Ensuite se produit un
éventuel postdébit de gaz.
Quand on se trouve dans le menu de réglage des données de soudage ou dans le
menu de mesurage, on peut commuter entre 2 temps/4 temps avec l’une des
touches programmables.
4.2 Réglages des paramètres de soudage
La valeur des paramètres de soudage se règle dans le menu de réglage. Certains
paramètres sont propres à la méthode choisie et d’autres sont communs aux deux
méthodes TIG. Les paramètres suivants se règlent pour le soudage T IG.
Un tableau des plages de réglage se trouve en “ANNEXE“ Voir le point 10.
Méthode COURANT CONSTANT MÉthode PULSATION
S Courant S Courant pulsé
S Temps de remontée S Courant de fond
S Temps de descente S Pulstid
S Prédébit de gaz S Temps de fond
S Postdébit de gaz S Temps de remontée
S Temps de descente
S Prédébit de gaz
S Postdébit de gaz
bu14d01f
-- 3 0 --

FR
Courant
Courant signifie le courant de soudage en soudage avec courant constant.
Courant pulsé et courant de fond
En courant pulsé, il faut régler plusieurs paramètres qui sont associés au courant de
soudage. Le courant pulsé et le courant de fond indiquent entre quelles valeurs de
courant les pulsations doivent se trouver, viur fig ci-- dessous.
Courant
TEMPS DE
PULSATION
TEMPSDEFOND
COURANT
COURANT DE FOND
PULSÈ
Temps
Temps de pulsation et temps de fond
Le temps de pulsation indique la durée des pulsations de courant.
Le temps de fond indique la durée du courant de fond.
Pour le soudage avec courant pulsé, voir figure ci--dessus. La plage de réglage pour
le temps de pulsation et le temps de fond est de 0,001--5,000 s.
Prédébit de gaz et postdébit de gaz
Les paramètres prédébit de gaz et postdébit de gaz indiquent le temps durant lequel
on souhaite que le gaz de protection s’écoule avant et après le soudage.
Temps de montée et temps de descente
Les paramètres de temps indiquent respectivement l’augmentation et la réduction de
courant de soudage pendant un temps donné.
bu14d01f
-- 3 1 --

FR
4.3 TIG--configuration
Voir le point 9.2.6.
4.4 Exemple de réglage TIG
Voici un exemple de réglage de soudage TIG avec la méthode courant constant.
Pour le soudage avec courant pulsé, les réglages s’effectuent de la même façon.
4.4.1 Réglages de base
Commençons par consulter le menu principal, si cela n’est pas déjà fait, en appuyant
sur la touche MENU.
Nous allons effectuer les quatre réglages suivants:
S PROCÉDÉ = TIG
S MÉTHODE = COURANT CONSTANT
S MÉTHODE D’AMORCAGE = LIFTARC
S FONCTIONNEMENT DE LA GÂCHETTE = 2--TEMPS
Procédé
ESAB LUD 450
Marquer
PROCÉDÉ avec
les touches
fléchées, appuyer
sur ENTRER pour
PROCEDE: MMA ELECTR.
TYPE D’ELECTRODE: Rutile
DIAMETRE DE L’ELECTRODE: 2.5 mm
FONCTIONS AUXILIAIRE
avoir une liste
d’options.
REGLER MESURER MEMOIRE
MODE
RAPIDE
ENTRER
Placer le curseur sur la ligne TIG de la liste et
appuyer sur ENTRER.
Le réglage PROCÉDÉ = TIG est terminé.
-- 3 2 --
bu14d01f
MIG/MAG
MMA ELECTR.
TIG
GOUGEAGE

FR
Méthode
Placer le curseur
sur MÉTHODE et
appuyer sur
ENTRER pour
avoir une liste
d’options.
ESAB LUD 450
PROCEDE: TIG
MODE: COURANT PULSE
TYPE D’AMORCAGE: LIFTARC
GACHETTE 2T/4T:
FONCTIONS AUXILIAIRE
REGLER MESURER MEMOIRE
Placer le curseur sur la ligne COURANT LISSE de la
liste et appuyer sur ENTRER.
Le réglage MÉTHODE = COURANT LISSE est
terminé.
Méthode d’amorçage
ESAB LUD 450
Placer le curseur
sur TYPE
D’AMORCAGE,
appuyer sur
ENTRER pour
avoir une liste
PROCEDE: TIG
MODE: COURANT LISSE
TYPE D’AMORCAGE: LIFTARC
GACHETTE 2T/4T:
FONCTIONS AUXILIAIRE
d’options.
MODE
RAPIDE
COURANT LISSE
COURANT PULSE
ENTRER
REGLER MESURER MEMOIRE
Placer le curseur sur la ligne AMORCAGE LIFTARC de
la liste et appuyer sur ENTRER.
Le réglage TYPE D’AMORCAGE = LIFTARC
est terminé.
-- 3 3 --
bu14d01f
MODE
RAPIDE
LIFTARC
AMORCAGE HF
ENTRER

FR
Fonctionnement de la gâchette
Placer le curseur
sur GÂCHETTE,
appuyer sur
ENTRER pour
avoir une liste
d’options.
PROCEDE: TIG
MODE: COURANT LISSE
TYPE D’AMORCAGE: LIFTARC
GACHETTE 2T/4T:
FONCTIONS AUXILIAIRE
ESAB LUD 450
REGLER MESURER MEMOIRE
Placer le curseur sur 2 -TEMPS dans la liste et
appuyer sur ENTRER.
Le réglage GÂCHETTE = 2--T EMPS
est terminé.
PROCEDE: TIG
MODE: COURANT LISSE
TYPE D’AMORCAGE: LIFTARC
GACHETTE 2T/4T: 2 TEMPS
FONCTIONS AUXILIAIRE
REGLER MESURER MEMOIRE RAPIDE
ESAB LUD 450
MODE
RAPIDE
2 TEMPS
4 TEMPS
MODE
ENTRER
ENTRER
La ligne suivante du menu principal concerne les FONCTIONS AUXILIAIRES. Pour
plus de détails se reporter à la rubrique “FONCTIONS AUXILIAIRES“ Voir le point 9.
bu14d01f
-- 3 4 --

FR
4.4.2 Réglages de données de soudage
Le menu de réglage permet d’effectuer les valeurs des divers paramètres de
soudage.
Nous allons effectuer les réglages suivants:
S COURANT = 200 A
S TEMPSDEREMONTÉE=2.0s
S TEMPS DE DESCENTE = 1.4 s
S PRÉDÉBIT DE GAZ = 3.0 s
S POSTDÉBIT DE GAZ = 5.0 s
Commençons par consulter le menu principal, consulter le menu de réglage en
appuyant sur la touche RÉGLAGES.
Courant
REGLAGE DONNEES DE SOUDAGE
Placer le curseur
sur la ligne
COURANT.Régler
la valeur 200 A
avec l’une des
touches
COURANT: 200 A
TEMPSDEMONTEE: 4,0s
TEMPS DE DESCENTE: 6,0 s
PRE--GAZ: 2.5 s
POST GAZ: 3.3 s
plus/moins.
GAZ
PURGE
4-TEMPS
QUITTER
Pente de montée et pen te de descente
Les paramètres pente de montée et pente de descente sont associés à chacune des
touches plus/moins. Pour régler pente de montée, utiliser la touche supérieure, et
pour pente de descente la touche inférieure..
RÉGLAGE DE DONNÉES DE SOUDAGE
Placer le pointeur sur
la ligne du temps de
remontée de l’arc
(SLOPE UP) et de
descente (SLOPE
DOWN). Régler le
temps de remontée de
l’arc (SLOPE UP) sur
2,0 s en activant
graduellement la
touche plus/minus
supérieure.
COURANT: 200 A
TEMPSDEMONTEE:#2.0s
TEMPS DE DESCENTE:
PRE--GAZ: 2.5 s
POST GAZ: 3.3 s
GAZ
PURGE
4-TEMPS
6.0 s
*
QUITTER
bu14d01f
-- 3 5 --

FR
Régler le temps de
descente (SLOPE
DOWN) sur 1,4 s en
activant graduellement la
touche plus/minus
inférieure.
RÉGLAGES DE DONNÉES DE SOUDAGE
COURANT: 200 A
TEMPSDEMONTEE: #2.0s
TEMPS DE DESCENTE:
PRE--GAZ: 2.5 s
POST--GAZ: 3.3 s
1.4 s
*
GAZ
PURGE
4-TEMPS
QUITTER
Pré-- et postdébit de gaz
Les paramètre pré-- et postdébit de gaz sont de même que les paramètres de pente
associés à chacune des touches plus/moins. La touche supérieure commande le
réglage de prédébit de gaz et la touche inférieure celui de postdébit de gaz..
RÉGLAGES DE DONNÉES DE SOUDAGE
Placer le pointeur sur la
ligne de PRÉDÉBIT-- et
de POSTDÉBIT DE
GAZ. Régler le temps de
PRÉDÉBIT DE GAZ sur
3,0 s en activant
graduellement la touche
plus/minus supérieure.
COURANT: 200 A
TEMPSDEMONTEE: #2.0 s
TEMPS DE DESCENTE:
PRE--GAZ: #3.0s
POST--GAZ:
GAZ
PURGE
4--TEMPS QUITTER
1.4 s
*
3.3 s
*
RÉGLAGE DES DONNÉES DE SOUDAGE
Régler le temps de
POSTDÉBIT DE GAZ
sur 5,0 s en activant
graduellement la touche
plus/minus inférieure.
COURANT: 200 A
TEMPSDEMONTEE: #2.0 s
TEMPS DE DESCENTE:
PRE--GAZ: #3.0s
POST--GAZ:
GAZ
PURGE
4--TEMPS QUITTER
1.4 s
*
5.0 s
*
Nous venons d’effectuer une série complète de réglages de soudage TIG.
bu14d01f
-- 3 6 --

FR
5 SOUDAGE À L’ARC AVEC ÉLECTRODE AU CARBONE
5.1 Synergie
La source de courant a une fonction synergie pour le soudage avec électrode au
carbone.
Cela signifie que la source de courant règle automatiquement la valeur appropriée
de tension à partir du choix de diamètre de fil.
On peut utiliser des électr odes d’un autre diamètre que ceux qui figur ent dans le
coffret de réglage, mais dans ce cas l’opérateur doit effectuer lui--même les réglages
de certains paramètres.
5.2 Réglages de base
Le menu principal du coffret de réglage permet d’effectuer les réglages de base.
1. Procédé de soudage = SOUDAGE À L’ARC AVEC ÉLECTRODE AU
CARBONE
2. Diamètre de fil
Le tableau ci--dessous indique les diamètres de fil disponibles suivant la synergie de
la source de courant.
Diamètre de fil
4mm
5mm
6mm
8mm
5.3 Paramètres de soudage
Si l’on s’en tient à la synergie de la source de courant, aucun réglage n’est
nécessaire. Néanmoins, il est possible de régler la tension. Les paramètres en
italique ci--dessous sont dits constants. Un réglage éventuel de tension ne les
modifie pas.
Paramètres de soudage avec électrode au carbone
S Tension
S Inductance
S Type de régulateur
Un tableau des plages de réglage des paramètres se trouve en “ANNEXE“ Voir le
point 10.
bu14d01f
-- 3 7 --

FR
5.4 Exemple de réglage de soudage avec électrode au carbone
5.4.1 Réglages de base
Le diamètre de fil se règle dans le menu principal.
Commençons par consulter le menu principal en appuyant sur la touche MENU.
Nous allons effectuer les deux réglages suivants:
S PROCÉDÉ = GOUGEAGE
S DIAMÈTRE DE L’ELECTRODE = 8 mm
Procédé
ESAB LUD 450
Marquer
PROCÉDÉ avec
les touches
fléchées, appuyer
sur ENTRER pour
avoir une liste
d’options.
PROCEDE: MMA
TYPE D’ELECTRODE: Basique
DIAMETRE DE L’ELECTRODE: 6 mm
FONCTIONS AUXILIAIRE
REGLER MESURER MEMOIRE
Placer le curseur sur la ligne GOUGEAGE dans
la liste et appuyer sur ENTRER. Le réglage de
PROCÉDÉ = GOUGEAGE est terminé.
Diamètre de fil
Marquer
DIAMÈTRE DE
L’ELECTRODE
avec les touches
PROCESS: GOUGAGE
DIAMETRE DE L’ELECTRODE: 6 mm
FONCTIONS AUXILIAIRES
fléchées, appuyer
sur ENTRER pour
avoir une liste
d’options.
REGLER MESURER MEMOIRE
Placer le curseur sur la ligne 8 mm et appuyer
sur ENTRER. Le réglage DIAMÈTRE DE FIL =
8 mm est terminé.
Notre réglage de soudage au carbone est prêt.
ESAB LUD 450
MODE
RAPIDE
MIG/MAG
MMA ELECTR.
TIG
GOUGEAGE
MODE
RAPIDE
4mm
5mm
6mm
8mm
ENTRER
ENTRER
bu14d01f
-- 3 8 --

FR
5.4.2 Paramètres de soudage
Le menu de réglage indique quelle valeur est choisie pour le paramètre de tension.
On peut ajuster au besoin cette valeur de tension.
ESAB LUD 450
Passer au menu de
réglage avec la
touche RÉGLER.
PROCESS: GOUGAGE
DIAMETRE DE L’ELECTRODE: 8 mm
FONCTIONS AUXILIAIRES
Avec notre réglage
de diamètre de fil
la source de
courant à réglé la
tension sur 43 V.
REGLER MESURER MEMOIRE
RÉGLAGE DE DONNÉES DE SOUDAGE
TENSION: 43.0 V
MODE SYNERG.: MARCHE
MODE
RAPIDE
QUITTER
ENTRER
bu14d01f
-- 3 9 --

FR
6 AFFICHAGE DE VALEURS DE MESURE
6.1 Description de l’affichage de valeurs de mesure
L’affichage de valeurs de mesure montre en cours de soudage les valeurs mesurées
pour les divers paramètres de soudage. De quels paramètres il s’agit dépend du
procédé de soudage choisi. L’exemple suivant illustre un affichage de valeurs de
mesure en soudage MIG/MAG.
Un conseil !
En soudage pulsé, on peut choisir si la valeur de tension doit figurer comme valeur
moyenne ou comme valeur moyenne de pulsation.
On peut effectuer ce réglage au niveau des réglages de base MIG/MAG, voir au
point 9.2.4.3.
Pour obtenir cette image, s’assurer que le menu principal est affiché. Appuyer sur la
touche MESURE.
ESAB LUD 450
PROCEDE: MIG/MAG
MODE: COURANT LISSE
TYPE DE FIL: Acier
TYPE DE GAZ: Ar+8%CO2
DIAMETRE DU FIL: 1.2 mm
FONCTIONS AUXILIAIRE
RÉGLER MESURER MÉMOIRE
Voici l’aspect possible d’un affichage de valeurs de mesure. La flèche en bas à
droite de l’écran d’affichage indique qu’il existe d’autres informations en dehors de
l’écran.
COURANT LISSE Acier CO2, 1.2 mm
MODE
RAPIDE
ENTRER
Descendre avec la
flèche descendante
bu14d01f
22,5 Volt
134 Amp
6,0 m/min
ADIST. QUITTER
-- 4 0 --

FR
Une quatrième valeur apparaîtra à la fenêtre de caractères.
COURANT LISSE Acier CO2, 1.2 mm
134 Amp
6,0 m/min
3,01 kW
6.2 Modifier les valeurs réglées
ADIST. QUITTER
L’affichage des valeurs de mesure permet de modifier certains paramètres. De quels
paramètres il s’agit dépend du procédé de soudage choisi. Les valeurs de paramètre
pouvant être modifiées sont toujours marquées ou .
COURANT LISSE Acier CO2, 1.2 mm
Modifier en
pressant
ou
L’écran affiché
disparaît après 1,5 s
si aucun des boutons
n’est utilisé.
22,5 Volt
TENSION: 22,5 (+3,5) V
134 Amp
6,0 m/min
ADIST. QUITTER
bu14d01f
-- 4 1 --

FR
7 TRAITEMENT DE LA MÉMOIRE
Le coffret de réglage permet de mémoriser jusqu’à 99 séries de paramètres de
soudage. Chaque série est affectée du numéro de 1 à 99. Si la mémoire de données
de soudage est pleine, autrement dit 99 séries de paramètres sont déjà
mémorisées, et si l’on souhaite en mémoriser une série de plus, la plus ancienne
série sera effacée automatiquement.
On peut aussi effacer et copier les séries de paramètres de soudage, et l’on peut
aussi rappeler une série de paramètres dans la mémoire de travail.
Voici quelques exemples montrant comment mémoriser, rappeler et effacer.
7.1 Mémoriser
Pour mémoriser une série de données, s’assurer que le menu principal est affiché.
Appuyer sur la touche MÉMOIRE. Si la mémoire de données de soudage est vide,
l’image suivante est affichée..
FONCTIONS MÉMOIRE - MEM. ENREGISTREES
:
AUCUNE MEMO ENREGISTREE
ENREGTR. QUITTER
:
Exemple
Nous allons maintenant mémoriser une série de paramètres, en position 10.
Appuyer sur la touche MÉMORISER. L’image suivante est alors affichée.
ENREGISTREER DANS MEMO NR 1
Appuyer sur
ENTRER pour
sauvegarder la
série de données
en numéro 1, voir
ligne supérieure de
l’affichage.
QUITTER ENTRER
Indiquer avec l’une des touches plus/moins la position de mémoire attribuée à la
série de données. Voir ligne supérieure de l’affichage.
bu14d01f
-- 4 2 --

FR
Le chiffre indiqué à la ligne supérieure de l’afficheur est la première position vide
trouvée dans la mémoire.
ENREGISTREER DANS MEMO NR 10
Passer au numéro
10 avec l’une des
touches
plus/moins,
appuyer sur
ENTER.
QUITTER ENTRER
Les données sont maintenant mémorisées en position 10. La ligne inférieure de
l’affichage indique une partie du contenu de la série de paramètres numéro 10.
ENREGISTREER DANS MEMO NR 10
10
" COURANT LISSE Acier, CO2, 1.2 mm
QUITTER ENTRER
Revenir au menu de mémoire avec la touche QUITTER (abort)
Un conseil !
Si STOCKER EN POSITION MÉMOIRE 1 est affiché, il est possible, en pressant
moins sur
soit
sauter directement à set 99.
bu14d01f
-- 4 3 --

FR
7.2 Effacer
Le menu de mémoire permet d’effacer une ou plusieurs séris de paramètres.
Exemple
Nous allons effacer la série mémorisée dans l’exemple précédent. Appuyer sur la
touche EFFACER.
FONCTIONS MEMOIRE MEM. ENREGISTREES
10
" COURANT LISSE Acier, CO2, 1.2 mm
ENREGTR. EFFACER RAPPE-
LER
COPIER QUITTER
La dernière série mémorisée est repérée automatiquement. S’il y en a plus d’une
seule, on peut déplacer le curseur entre celles--ci avec les touches fléchées gauche
ou droite.
EFFACERMEMONR10
Appuyer sur
ENTRER pour
10
confirmer
l’effacement de la
série nr 10.
" COURANT LISSE Acier, CO2, 1.2 mm
QUITTER ENTRER
bu14d01f
-- 4 4 --
FR
7.3 Rappeler
Pour rappeler une série de données mémorisée, s’assurer que le menu MÉMOIRE
est afffiché. Appuyer sur la touche RAPPELER.
FONCTIONS MEMOIRE, MEM. ENREGISTREES
10
ENREGTR EFFACER
RAPPELER
COPIER QUITTER
Exemple
La dernière série mémorisée est repérée automatiquement. S’il y en a plus d’une
seule, on peut déplacer le curseur entre celles--ci avec les touches fléchées gauche
ou droite.
RAPPELER MEMO NR. 10
Appuyer sur
ENTRER pour
10
confirmer le r appel
des paramètres
numéro 10.
" COURANT LISSE Acier, CO2, 1.2 mm
QUITTER ENTRER
Revenir au menu de mémoire avec la touche ANNULER.
7.4 Copier
On peut copier le contenu d’une série de paramètres de soudage dans une nouvelle
position de mémoire. Commencer par appuyer sur la touche COPIER.
FONCTIONS MÉMOIRE, MEM. ENREGISTREES
10
" COURANT LISSE Acier, CO2, 1.2 mm
ENREGTR EFFACER
-- 4 5 --
bu14d01f
RAPPELER
COPIER QUITTER

FR
Exemple
La dernière série mémorisée est repérée automatiquement. S’il y en a plus d’une
seule, on peut déplacer le curseur entre celles--ci avec les touches fléchées gauche
ou droite.Nous allons maintenant cpopier le contenu de la position de mémoire 10 à
la position 50.
A l’aide de l’une des touches plus/moins, on peut indiquer dans quelle position de
mémoire nous voulons copier la série.
COPIER MEMO NR 10 VERS MEMO NR 50
Alleraunr50avec
la touche plus et
appuyer sur
ENTRER.
10
" COURANT LISSE Acier, CO2, 1.2 mm
QUITTER ENTRER
MÉMORISER SUR LES DONNÉES EXISTANTES ?
10
" COURANT LISSE Acier, CO2, 1.2 mm
NON OUT
Les paramètres de soudage numéro 10 sont maintenant copiés dans la position de
mémoire 50.
Si cette der nièr e est déjà occupée, l’information en est donnée à l’affichage.
COPIER MEMO NR 10 VERS MEMO NR 50
10 50
" COURANT LISSE Acier, CO2, 1.2 mm
Revenir au menu de mémoire avec la touche QUITTER.
-- 4 6 --
bu14d01f
QUITTER ENTRER

FR
7.5 Commande à distance
Commençons par accéder au menu principal en appuyant sur la touche MENU. Puis
passons au menu de réglage en appuyant sur la touche MEASURER.
COURANT LISSE Acier CO2, 1.2 mm
À partir du menu de
mesure, on peut
passer à la
télécommande de
l’équipement de
soudage en appuyant
sur la touche
“Distance“.
Il existe 4 dispositifs de
commande à distance :
22,5 Volt
134 Amp
6,0 m/min
ADIST.
Télécommande numérique
La télécommande numérique permet de rappeler des séries de paramètres de
soudage à partir de la mémoire de données de soudage, sans avoir recours au
coffret de commande.
S Aristo Control à 5 programmes.
Cette télécommande permet de rappeler 5 séries de paramètres de soudage à
partir de la mémoire de données de soudage et de les stocker dans les places
de mémoires 1--5.
On peut également régler la tension à partir du programme de soudage que l’on
a décidé de rappeler.
Télécommande analogique
Avec la télécommande analogique, on peut régler les paramètres primaires du
procédé de soudage à partir d’une autre unité que le coffret de commande.
S Aristo Control Synergic PAE 2.
Cette télécommande permet d’augmenter/réduire la vitesse de dévidage et la
tension à partir de la ligne synergique choisie.
S Torche de soudage Esab PSF à 2 molettes.
Cette torche de soudage possède 2 molettes permettant d’augmenter/réduire la
vitesse de dévidage et la tension à partir de la ligne synergique choisie. Ce
réglage peut aussi se faire en cours de soudage.
S Torche de soudage Esab PSF à 3 programmes.
Cette torche de soudage possède un bouton à 3 positions.
Ce bouton permet de rappeler 3 séries de paramètres de soudage à partir de la
mémoire, par exemple pour passe de fond et passe de remplissage. Ce réglage
peut aussi se faire en cours de soudage.
7.5.1 Configuration de la commande à distance
Voir au point de 9.2.3.
bu14d01f
-- 4 7 --

FR
8 RÉGLAGE RAPIDE
8.1 Description du réglage rapide
Si une ou plusieurs séries de paramètres de soudage ont été mémorisées, on peut
en rendre une ou plusieurs accessibles (quatre au maximum) avec la touche
POSITION RAPIDE dans le menu principal.
ESAB LUD 450
PROCEDE: MIG/MAG
MODE: COURANT LISSE
TYPE DE FIL: Fe
TYPE DE GAZ: Ar+8%CO2
DIAMETRE DU FIL: 1.2 mm
FONCTIONS AUXILIAIRE
REGLER MESURER MEMOIRE RAPIDE
MODE
En appuyant sur cette touche on obtient par exemple l’affichage suivant :
COURANT LISSE, Acier CO2, 1.2 mm
ENTRER
22,5 Volt
134 Amp
6,0 m/min
SOUD.
DON.1
Quatre touches douces peuvent ainsi être “reliées” à des ensembles de données de
soudage (un pour chaque touche) dans la mémoire des données de soudage. Voir
les fonctions des touches à la section 9.2.4.2.
La seconde fonction de la cinquième touche est utilisée pour changer la fonction sur
les quatre touches douces.
Il est possible de changer entre les ensembles de données de soudage que
possèdent les quatre touches douces ou de passer à la fonction obtenue en mode
de mesure (gaspurge,hot start,wire inching, trigger mode, crater fill, creep start, etc.).
SOUDE
DON 2
SOUDE
DON 3
SOUDE
DON 4
2ND
FUNC
8.2 Configuration des touches de réglage rapide
Voir le point 9.2.8.1.
bu14d01f
-- 4 8 --

FR
9 FONCTIONS AUXILIAIRES
9.1 Fonctions de la carte de mémoire
Pour pouvoir utiliser les fonctions de la carte
mémoire, il faut d’abord installer la carte PC.
1. Couper le courant de la machine de soudage
2. Introduire la carte PC
3. Mettre la machine sous tension
4. Appuyer sur fonctions complémentaires, ENTRER
5. Appuyer sur fonction de la carte mémoire, ENTRER
La fenêtre suivante est affichée:
FONCTIONSDELAMEMOIREACARTE
REGLAGE DES DONNEES DE SOUDAGE
Installer la
carte
PC ici
ENREGTR. EFFACER
RAPPE
LER
QUITTER
ENREGISTRER
Utilisé pour enregistrer les réglages de données du soudage en cours (positions de
mémoire occupées 1--99) depuis la boîte de réglage vers la carte PC.
Si des données de soudage identiques sont déjà enregistrées sur la carte, elles sont
écrasées
par les données présentes dans la propre mémoire de la boîte de réglage.
Exemple
carte PC.Coffret de réglage
Les réglages de
données du
soudage dans la
123101250
La carte PC
est maintenant vide.
boîte de réglage
sont les suivants:
carte PC.
Appuyer sur ENREGISTRER.
Les réglages de données du soudage de la boîte de
réglage sont maintenant enregistrés sur la carte
123101250
PC.
bu14d01f
-- 4 9 --

FR
EFFACER
Pour effacer le contenu de la carte PC (tous les réglages des données de
soudage).
Exemple
carte PC.
Les réglages de données de soudage sur la
carte PC sont les suivants:
123101250
carte PC.
Appuyer sur EFFACER. La carte PC est
maintenant vide.
RAPPELER
Utilisé pour copier les réglages des données de soudage depuis la carte PC vers la
boîte de réglage.
Si un réglage de données de soudage se trouve déjà dans la mémoire de la boîte de
réglage, il est écrasé par celui enregistré sur la carte PC.
Exemple
PC--kortCoffret de réglage
Appuyer sur
123101250 23456
RAPPELER.
Coffret de réglage
La boîte de réglage possède maintenant 3
nouveaux jeux de données de soudage (4, 5, 6) et
les jeux 2 et 3 ont été mis à jour par les jeux qui
123456
10 12 50
étaient enregistrés sur la carte PC.
Messages d’erreurs
Si la boîte de réglage indique une erreur au niveau de la carte PC, un message est
affiché qui décrit brièvement l’erreur en question.
Contrôler les points suivants:
S La carte PC est installée correctement.
S La carte PC n’est pas d’une marque inconnue ou non homologuée.
S Les données enregistrées sur la carte sont compatibles avec le logiciel de la
boîte de réglage.
S La carte PC ne comporte pas un numéro de version erroné ou n’est pas d’un
format plus ancien.
bu14d01f
-- 5 0 --

FR
9.2 Configuration
9.2.1 Langue et Unité de Longueur
Voir le point 1.3.
9.2.2 Fonction de verrouillage
MENU PRINCIPAL
FONCTIONS AUXILIARIRE
CONFIGURATION
FON. DE VERROUILLAGE
Il peut arriver que l’on souhaite limiter l’accès à certaines fonctions du coffret de
commande pour éviter que d’autres personnes modifient des paramètres ou des
réglages importants.
Quand la fonction de verrouillage est active et si l’on se trouve au tableau de
mesures (position télécommande) ou au tableau des réglages rapides, un mot de
passe (code de verrouillage) est nécessaire pour avoir accès au menu principal en
appuyant sur le bouton ANNULER ou MENU.
L’équipement se retrouvera normalement dans l’une ou l’autre de ces trois positions
dès qu’on l’a mis sous tension, et la seule possibilité d’en sortir pour passer à
d’autres menus est de donner le mo t de passe (code de verrouillage).
FONCTION VERROUILLAGE
LOCK STATUS ARRET
SET/CHANGE LOCK CODE
QUITTER ENTRER
En ÉTAT CODE DE VERROUILLAGE, il est possible d’activer/désactiver la fonction
verrouillage sans effacer le code de verrouillage en vigueur au cas où l’on
désactiverait cette fonction. Si, aucun code de verrouillage n’étant mémorisé, on
essaie d’activer la fonction verrouillage, on arrivera à l’image d’un “clavier“
d’ordinateur, permettant de composer un nouveau code.
Une fois ce clavier activé, le petit symbole d’une clé apparaîtra à la première ligne de
la case des caractères pour indiquer que la fonction verrouillage est active : il est
alors possible de se déplacer librement dans tous les menus, sans aucun obstacle,
jusqu’à ce qu’on parvienne au tableau des mesures ou des réglages rapides. À ce
moment, la fonction verrouillage intervient de nouveau et empêche l’opérateur de
quitter ces derniers sans avoir d’abord introduit le code de verrouillage.
DONNER/MODIFIER CODE DE VERROUILLAGE permet de rédiger un code de
verrouillage existant ou d’en introduire un nouveau. Un code de verrouillage peut
comporter au maximum 10 caractères ou chiffres au choix.
bu14d01f
-- 5 1 --

FR
Sortir de l’état de verrouillage
Quand on se trouve au tableau de mesures ou au tableau des réglages rapides, et si
la fonction de verrouillage est inactive, il est possible de sortir sans obstacle de ces
tableaux en appuyant sur le bouton ANNULER ou MENU pour parvenir au menu
principal.
Si la fonction est active et si l’on souhaite sortir, l’image suivante apparaîtra pour
prévenir l’opérateur de la présence de cette protection.
SUR ENTRER POUR
CODE DE VERROUILL.
On peut ici choisir ANNULER pour se repentir et revenir à l’image précédente, ou
pour continuer en appuyant sur ENTER pour introduire le code de verrouillage.
On obtient alors l’image du clavier per mettant de taper le code et de confirmer avec
le bouton ENTER
sur ledit clavier.
Si le code est inexact, on obtient un message d’erreur offrant à l’opérateur le choix
entre essayer de nouveau, ou retourner à l’image de départ, c’est--à--dire le tableau
de mesures ou le tableau des réglages rapides.
Si le code est correct, tous les verrous empêchant l’accès aux autres menus sont
éliminés, mais la fonction verrouillage reste active, autrement dit l’opérateur a la
possibilité de quitter provisoirement le tableau de mesu res ou le tableau des
réglages rapides, mais, à son retour, il se retrouvera nécessairement en position de
verrouillage.
Si, étant sorti du tableau de mesures ou du tableau des réglages rapides, on
souhaite modifier par exemple (réglages, désactiver la fonction verrouillage, etc.), on
a la possibilité d’y revenir ainsi qu’à la fonction verrouillage, puis d’activer à nouveau
et de “verrouiller“ une nouvelle fois l’opérateur dans le tableau de mesures ou le
tableau des réglages rapides.
bu14d01f
-- 5 2 --

FR
9.2.3 Dispositif de commande à distance
MENU PRINCIPAL
FONCT.AUXILIAIRE
CONFIGURATION
COMM.à DISTANCE
Toute configuration de la commande à distance vaut pour tous les dévidoirs
éventuellement raccordés.
Si la configuration enlève ANALOG1, cette mesure s’appliquera aux deux dévidoirs
quand on utilise des dévidoirs jumelés.
MIG/MAG -- CDE á DISTANCE
FORGET OVERRIDE: DISABLED
5--PROG OU 32 PROG: 5--PROG
ANALOG 1: AUCUNE
ANALOG 2: AUCUNE
QUITTER ENTRER
Placer le pointeur sur la ligne IGNORER MODIFICATION, puis appuyer sur ENTER
pour obtenir une liste des options possibles.
Quand la fonction “ignorer modification“ est en position “active“, les données
d’origine provenant de la position de mémoire restent actuelles après chaque
interruption du soudage.
Autrement dit, si l’on a effectué une modification par rapport à la ligne synergique
(par ex. addition d’une tension +2V, soudage et interruption du soudage), cette
modification est effacée et les données d’origine seront restituées.
Cette possibilité est utilisable notamment pour l’essai de nouveaux paramètres de
soudage.
Configuration de la télécommande numérique
Pour utiliser la télécommande numérique, indiquer le type de dispositif de
commande adopté : dispositif à 5 programmes ou dispositif à 32 programmes (code
binaire).Avecunetorcheà3programmesauchoix,onchoisiradepréférencela
formuleà5programmes.
Après avoir placé le pointeur sur la ligne À COMMANDE NUMÉRIQUE et appuyé
sur ENTER, on obtiendra une liste d’options permettant le choix d’une solution.
bu14d01f
BINÄRKODAD
5--PROGRAM
-- 5 3 --

FR
Configuration de la commande à distance analogique
Pour utiliser la commande à distance analogique, indiquer dans le coffret de réglage
quel ou quels (max 2) potentiomètres on utilise.
Les potentiomètres sont désignés dans la coffret de réglage par ANALOGIQUE 1 et
ANALOGIQUE 2 suivant le procédé de soudage utilisé, par exemple tension
(ANALOGIQUE 1) ou dévidage de fil (ANALOGIQUE 2) en soudage MIG/MAG.
Placer le curseur sur ANALOGIQUE 1 et appuyer
sur ENTRER pour avoir une liste d’options
On peut alors choisir le potentiomètre
ANALOGIQUE 1 (TENSION) ou celui qu’on
n’utilise pas (AUCUN).
Choisir le ligne TENSION et appuyer sur ENTRER
MIG/MAG -- CDE á DISTANCE
La fenêtre suivante
est affichée:
FORGET OVERRIDE DISABLED
5--PROG OU 32 PROG : 5--PROGRAM
ANALOG 1: TENSION
ANALOG 2: AUCUNE
PLAGE ENTREE:
ANALOG 1, DIG + /-- MIN # 8.0 V
Placer le curseur sur ANALOGIQUE 2 et appuyer
sur ENTRER pour avoir une liste d’options
On peut alors choisir le potentiomètre ANALOGIQUE
2 (Vitesse de dévidage) ou celui qu’on n’utilise pas
(AUCUN).
AUCUNE
TENSION
MAX
QUITTER ENTRER
AUCUNE
V. DU FIL
*
60 V
Choisir la ligne VITESSE DU FIL et appuyer sur ENTRER
MIG/MAG -- CDE á DISTANCE
La fenêtre suivante
est affichée:
FORGET OVERRIDE DISABLED
5--PROG OU 32 PROG : 5--PROGRAM
ANALOG 1: TENSION
ANALOG 2: V. DU FIL
PLAGE ENTREE:
ANALOG 1, DIG + /-- MIN # 8.0 V
MAX
ANALOG 2 MIN # 1.5 m/min
MAX
QUITTER ENTRER
60 V
*
25 m/min
*
Il convient également de régler la plage de réglage pour le ou les potentiomètres qui
seront utilisés. Pour ce fair e, indiquer, dans la boîte de réglage, une valeur minimale
et une valeur maximale à l’aide des touches plus/moins.
En mode synergétique, régler ANALOG1 sur +-- 10 V en fonction de la ligne de
synergie choisie, et l’alimentation en fil ANALOG 2 de la même manière que pour le
mode synergétique.
bu14d01f
-- 5 4 --

FR
9.2.4 Réglages de base MIG/MAG
MENU PRINCIPAL
FONCT.AUXILIAIRE
CONFIGURATION
MIG/MAG PAR DEFAUT
9.2.4.1 Fonction gâchette
CONFIGURATION -- MIG/MAG PAR DEFAUT
Placer le curseur
sur GÂCHETTE,
appuyer sur
ENTRER pour
DECLENCHEMENT GACHETTE 4--TEMPS
CONFIG ACCES DIRECTS
VOLT. MEASURE IN PULSED: PULSE AVE.
avoir une liste
d’options.
Placer le curseur sur 2 -TEMPS dans la liste et
appuyer sur ENTRER.
Le réglage GÂCHETTE = 2--T EMPS
est terminé.
QUITTER ENTRER
2 TEMPS
4 TEMPS
bu14d01f
CONFIGURATION -- MIG/MAG PAR DEFAUT
DECLENCHEMENT GACHETTE 2--TEMPS
CONFIG ACCES DIRECTS
VOLT. MEASURE IN PULSED: PULSE AVE.
QUITTER ENTRER
-- 5 5 --

FR
9.2.4.2 Fonction touches de fonction
MENU PRINCIPAL
FONCT. AUXILIAIRE
CONFIGURATION
RÉGL. DE BASE MIG/MAG
CONFIG.ACCES DIRECTS
Nous avons examiné précédemment les cinq touches “de fonction“ du coffret de
commande. En soudage MIG/MAG, l’opérateur peut régler lui --même la fonction de
trois de ces touches à partir d’un certain nombre d’options.
Sur les cinq touches, c’est aux trois touches de gauche qu’une fonction peut être
attribuée.
Cinq options sont possibles:
S Purgedegaz
S Dévidage de fil froid
S Commutation 2 temps/4 temps
S Remplissage de cratère MARCHE/ARRÊT
S Amorçage au gratté MARCHE/ARRÊT
S Hot start MARCHE/ARRÊT
S Interrupteur de données de soudage MARCHE/ARRÊT (TRIGG WELD DATA
SWITCH)
Pour attribuer une fonction à une touche de fonction, procéder comme suit:.
L’image suivante est affichée. Elle comporte deux colonnes, une pour fonction et
une pour numéro de la touche. Les chiffres 1, 2 et 3 représentent chacun une
touche, la touche la plus à gauche est le numéro 1, etc.
Dans l’exemple suivant, nous attribuons à la touche numéro 1 la fonction
REMPLISSAGE DE CRATÈRE MARCHE/ARRÊT.
ASSOCIER ACCES DIRECTS à L TOUCHE
Placer le curseur
sur la ligne
REMPLISSAGE
DE CRATÈRE
M/A. Appuyer sur
la touche 1,
autrement dit la
plus à gauche.
Fonction Touche
AUCUNE 1,2,3
PURGE DU GAZ
AVANCE FIL
2T/4T TEMPS
REMPLISSAGE DU CRATERE M/A
AMORCAGE DOUX M/A
DEPART CHAUD M/A
TRIGG WELD DATA SWITCH ON/OFF
bu14d01f
AUCUNE AUCUNE AUCUNE QUITTER
-- 5 6 --

FR
L’imageaffichéemontrequelatouchenuméro1areçulafonctionREMPLISSAGE
DE CRATÈRE MARCHE/ARRÊT. Le chiffre 1 est descendu à la ligne
REMPLISSAGE DE CRATÈRE MARCHE/ARRÊT et tout en bas de la fenêtre
d’affichage le texte KRFYLL (= remplissage de cratère) est attribué à la touche de
gauche.
ASSOCIER ACCES DIRECTS à L TOUCHE
Fonction Touche
AUCUNE ,2,3
PURGE DU GAZ
AVANCE FIL
2T/4T TEMPS
REMPLISSAGE DU CRATERE M/A 1
AMORCAGE DOUX M/A
DEPART CHAUD M/A
TRIGG WELD DATA SWITCH ON/OFF
REMPLI
CRA TERE AUCUNE AUCUNE QUITTER
Les deux autres touches peuvent recevoir chacune sa fonction de la même manière
en associant l’une des fonctions de la colonne de gauche à un numéro de touche de
la colonne de droite.
Pour attribuer une nouvelle fonction à une touche, placer le pointeur sur la ligne
AUCUNE et appuyer sur la touche programmable dont la fonction doit être
remplacée. La fenêtre de caractères affiche la désignation de cette touche,
AUCUNE. On peut alors attribuer une nouvelle fonction à cette touche.
9.2.4.3 Mesure de tension en pulsation cou rte
MENU PRINCIPAL
FONCT. AUXILIAIRE
CONFIGURATION
RÉGL. DE BASE MIG/MAG
MEAS.DE TENSION EN PULS.
Le choix des méthodes de tension en pulsation courte est le suivant :
-- valeur moyenne de tension de pulsation.
-- valeur moyenne de tension.
Valeur moyenne de tension de pulsation
La tension n’est mesurée que pendant le stade pulsation puis filtrée avant que la
valeur de tension soit affichée.
Valeur moyenne de tension
La tension est mesurée en permanence puis filtrée avant que la valeur de tension
soit affichée.
Les valeurs de mesure présentées à l’affichage servent de données d’entrée pour
les fonctions de qualité internes et externes.
bu14d01f
-- 5 7 --

FR
9.2.5 Mécanisme d’alimentation MLC 30C
REMARQUE
Une carte de mise à jour pour MLC 30C est livrée avec le dévidoir.
MENU PRINCIPAL
FONCT. AUXILIAIRE
CONFIGURATION
RÉGL. DE BASE MIG/MAG
MLC 30C
RÉGLAGE DE BASE MIG/MAG -- MLC 30C
Placer le marqueur
sur la ligne de MLC
30C et appuyer sur
ENTRÉE
FONCTION GÂCHETTE 2 TEMPS
RÉGLAGE PAR BOUTONS
MESURE DE LA TENSION PAR IMPULSIONS IMP. MOYEN
MLC 30C
QUITTER ENTRER
Force du moteur
La force du moteur détermine le moment utilisé par le moteur électrique du
mécanisme d’alimentation par poussée pour l’avance du fil.
La force du moteur est préréglée sur une valeur de 1,50 A. Ce moment convient à la
plupart des fils et à différentes longueurs de flexibles. En cas d’utilisation d’un fil
d’aluminium mou et fin, il peut s’avérer nécessaire, dans certains cas, de réduire la
force du moteur à
1,25 A afin de diminuer les problèmes dus à des enchevêtrements de fil.
Si, par exemple, un porte--fil usagé et des flexibles de 16 m sont utilisés et si
l’alimentation en fil est difficile, il est possible d’augmenter la force du moteur à 1 ,75
A.
Noter qu’une alimentation régulière en fil est très importante au niveau du
mécanisme d’alimentation par poussée arrière dans la mesure où la source de
courant détermine les réglages en fonction de la vitesse de fil au niveau du
mécanisme d’alimentation par poussée arrière.
bu14d01f
-- 5 8 --

FR
RÉGLAGE DE BASE MIG/MAG -- MLC 30C
Placer le marqueur
sur FORCE DU
MOTEUR.Appuyer
sur ENTRÉE pour
obtenir une liste
des possibilités.
Placer le marqueur sur la ligne de
la force de moteur sélectionnée.
Voir le tableau pour le type de fil et la
force du moteur dans le manuel d’utilisation
de MLC 30C. Appuyer sur ENTRÉE.
FORCE DU MOTEUR 1.0 A
ARRÊT VITESSE D’ALIMENTATION EN FIL 0.7 m/mim
QUITTER ENTRER
1.0 A
1.25 A
1.50 A
1.75 A
Vitesse du fil
Arrêt vitesse de fil est la vitesse de fil pour laquelle la source de courant est arrêtée.
Ceci permet d’obtenir le meilleur arrêt possible sans brûlure dans la buse de contact.
En cas, par exemple, de soudage à 13 m/min, la limite d’arrêt peut être réglée sur 10
m/min. Ceci signifie que le mécanisme d’alimentation et la source de courant
s’arrêtent quand la vitesse du fil tombe en dessous de 10 m/min.
Cette mesure permet d’éviter de brûler la buse de contact.
En cas de soudage à 3--4 m/min, régler la vitesse d’arrêt sur une valeur inférieure,
par exemple 1,0 m/min.
La valeur de réglage est comprise entre 0,7 et 10 m/min.
RÉGLAGE DE BASE MIG/MAG -- MLC 30C
Placer le marqueur sur
ARRÊT VITESSE
D’ALIMENTATION DU
FIL.Se déplacer à
l’aide des boutons
plus/moins pour la
valeur de réglage.
Appuyer sur ENTRÉE.
FORCE DU MOTEUR 1.0 A
ARRÊT VITESSE D’ALIMENTATION EN FIL 0.7 m/mim
bu14d01f
QUITTER ENTRER
-- 5 9 --

FR
9.2.6 Réglages de base MMA
Fontion destinée à un usage ultérieur.
9.2.7 Réglages de base TIG
Fontion destinée à un usage ultérieur.
9.2.8 Réglages de base généraux
9.2.8.1 Limites de réglage rapide
MENU PRINCIPAL
FONCT. AUXILIAIRE
CONFIGURATION
GENER.RÉGLAGE
MODE RAPIDE
La configuration des touches programmables pour réglage rapide s’effectue comme
suit :
ACCES PAR DEFAUT -- MODE RAPIDE
Placer le curseur
NUMERO TOUCHE PROG.: 1
sur la ligne des
numéros de
touche.
TENSION: + 0.0 V
-- 0 . 0 V
V. DU FIL: + 0.0 m/min
-- 0 . 0 m / m i n
MEMO SOUDAGE ASSOCIEE: 1
COURANT LISSE, Acier, CO2, 1.2 mm
QUITTER
Lestouchessontnumérotéesde1à4degauche à droite. Choisir la touche voulue
en indiquant son numéro avec les touches plus/moins.
Avec la flèche descendante se placer sur “DONNÉE DE SOUDAGES RELIÉE“. On
peut ici choisir parmi les séries de paramètres de soudage mémorisées. Choisir le
numéro de la série de paramètres avec les touches plus/moins.
Lorsque l’on appelle une série de paramètres de soudage avec la touche de réglage
rapide, on garde la possibilité de modifier les paramètres ainsi disponibles. Toutefois,
si l’on préfère limiter cette possibilité, il suffir d’indiquer une limite supérieure et
inférieure à chacun de ces paramètres.
bu14d01f
-- 6 0 --

FR
Re’gler les paramètres disponibles de la façon suivante:
S pour MIG/MAG
S Vitesse de dévidage
et
S Tension
S pour MMA
S Courant de soudage
S pour TIG
S Courant de soudage
S pour le Soudage au carbone
S Tension
La limitation des réglages de paramètres s’effectue comme suit:
Pour chaque paramètre indiquer une valeur plus (limite supérieure) et une valeur
moins (limite inférieure) dont le réglage initial des paramètres de soudage constitue
la référence.
ACCES PAR DEFAUT -- MODE RAPIDE
Placer le curseur
NUMERO TOUCHE PROG.: 1
sur la ligne
correspondant au
paramètre, par ex
TENSION.
TENSION: + 0.0 V
-- 0 . 0 V
V. DU FIL: + 0.0 m/min
-- 0 . 0 m / m i n
MEMO SOUDAGE ASSOCIEE: 1
COURANT LISSE, Acier, CO2, 1.2 mm
QUITTER
Indiquer la valeur souhaitée pour les limites inférieure et supérieure avec les touches
plus/moins.
9.2.8.2 Doubles signaux d’amorçage
CONFIGURATION -- ACCES PAR DEFAUT
MODE RAPIDE LIMITES
DOUBLE START SOURCES ARRET
TRIGG WELD DATA SWITCH
QUITTER ENTRER
Ce choix, une fois activé, permet la mise en route du dévidoir MIG/MAG à partir de
la carte TIG (universelle).
Il permet également la mise en marche de la torche de soudage TIG à partir du
dévidoir.
Cette fonction est utilisable dans les applications automatiques.
bu14d01f
-- 6 1 --

FR
9.2.8.3 Changement de données de soudage avec la torche
MAIN MENU
FONCTIONS AUXILIAIRE
CONFIGURATION
ACCES PAR DEFAUT
TRIGG WELDDATA SWITCH
La fonction CHANGEMENT DE DONNÉES DE SOUDAGE AVEC LA TORCHE
permet de passer de l’une à l’autre des cinq données de soudage présélectionnées
à l’aide de la gâchette de la torche.
Une pression rapide sur la gâchette (inférieure à 3/10ème de seconde) permet de
passer à la donnée de soudage suivante.
CONFIGURATION -- ACCES PAR DEFAUT
Placer le marqueur sur
la ligne GÂCHETTE
DONNÉES DE
SOUDAGE (TRIGG
WELD DATA SWITCH)
et appuyer sur
ENTRÈE.
Placer le marqueur sur
la ligne GÂCHETTE
DONNÉES DE
SOUDAGE (TRIGG
WELDDATA SWITCH
et appuyer sur
ENTRÈE pour obtenir
une liste de toutes les
possibilités. Régler sur
ACTIVER.
MODE RAPIDE LIMITIS
DOUBLE START SOURCES ARRET
TRIGG WELD DATA SWITCH
QUITTER ENTRER
TRIGG WELD DATA SWITCH
TRIGG WELD DATA SWITCH MARCH
ADD/DELETE WELDDATA
SELECTED WELDDATA: 3
ENREGTR EFFACER QUITTER ENTRER
Procéder de la manière suivante pour sélectionner les données de soudage entre
lesquelles passer.
Placer le marqueur sur
la ligne ajouter/retirer.
Sélectionner le numéro
associé à la donnée de
soudage dans la
mémoire à l’aide des
touches plus/moins et
appuyer sur ENREG.
bu14d01f
TRIGG WELD DATA SWITCH
TRIGG WELD DATA SWITCH MARCHE
ADD/DELETE WELDDATA 1
SELECTED WELDDATA: 3
ENREGTR EFFACER QUITTER
-- 6 2 --

FR
La ligne DONNÉES DE SOUDAGE SÉLECTIONNÉES permet de voir quelles
données de soudage ont été sélectionnées et leur ordre interne, de gauche à droite.
Pour retirer une donnée de soudage sélectionnée, procéder comme indiqué
ci--dessus mais appuyer sur la touche EFFACER.
9.2.9 Dévidoirs multiples
MENU PRINCIPAL
FONCT. AUXILIAIRE
CONFIGURATION
DOUBLE WIRE FEEDERS
Tous les nouveaux dévidoirs livrés au client comportent un numéro d’identification 0.
La première chose à faire est de remplacer le numéro d’identification (adresse
nodale) sur l’un des dévidoirs (ceci ne concerne que les dévidoirs multiples).
FONCTION AUXILIAIRE -- CONFIGURATION
Placer le pointeur
sur la ligne des
dévidoirs multiples,
appuyer sur
ENTER.
LANGUE: ENGLISH
FONCTION VERROUTILLAGE: OFF
CDE á DISTANCE
MIG/MAG PAR DEFAUT
MMA PAR DEFAUT
TIG PAR DEFAUT
ACCES PAR DEFAUT
DOUBLE WIRE FEEDERS
UNITÉ DE LONGUEUR METRIC
QUITTER ENTRER
Pour remplacer le numéro d’identification (ID), procéder comme suit :
Brancher d’abord un dévidoir, puis passer à l’image “DÉVIDOIRS MULTIPLES“,
presser puis lâcher la touche torche de soudage pour activer le dévidoir, et regarder
sur la ligne supérieure quel est le numéro d’identification du dévidoir (doit être 0 la
première fois). Choisir enfin un nouveau numéro ID entre 0--3.
DOUBLE (MULTIPLA) WIRE FEEDERS
Placer de nouveau le
pointeur sur la ligne
CHOISIR UN
NOUVEAU NUMÉRO
ID. Introduire le
numéro voulu entre
0--3 en actionnant
graduellement les
touches plus/minus.
Appuyer sur ENTRER.
bu14d01f
CURRENT ID NUMBER
SELECT A NEW ID NUMBER 0
CONNECTED WIRE FEEDERS ID
QUITTER ENTRER
-- 6 3 --

FR
Sur la ligne supérieure, le chiffre du numéro ID passera au numéro choisi.
Puis brancher le second dévidoir, appuyer sur la touche torche de soudage pour
activer celui --ci. On constate alors que ce dévidoir porte le numéro d’identification 0.
La configuration est maintenant terminée et l’on peut commencer à utiliser
l’équipement comme à l’ordinaire. On pourra configurer et utiliser de la même
manière les quatre dévidoirs. Ce qui importe quand on utilise plusieurs dévidoirs, ce
n’est pas quel numéro d’identification est attribué à chacun, mais que ces dévidoirs
aient des numéros différents, de manière à les distinguer facilement.
S’il arrivait que par mégarde on ait attribué le même numéro d’identification à deux
dévidoirs, le message d’erreur 15 sera affiché en permanence.
Débrancher l’un des dévidoirs et refaire la procédure ci--dessus. Il est toujours
possible de passer à l’image de configuration et de vérifier le numéro d’identification
des dévidoirs branchés en appuyant sur la touche torche de soudage.
Sur la ligne ID DES DÉVIDOIRS BRANCHÉS figure le numéro d’identification de
tous les dévidoirs branchés.
9.2.10 Données de soudage--dévidoirs multiples
Les données de soudage sont raccordées individuellement à chaque dévidoir
respectif. Pour pouvoir raccorder les données de soudage à un dévidoir, celui--ci doit
être actif. Une fois le dévidoir activé, il suffit de rappeler les données de soudage
comme à l’ordinaire (voir à la rubrique traitement de la mémoire, point 7), puis
d’effectuer les ajustements éventuels, toute cette information étant automatiquement
transmise au dévidoir actif.
Pour activer le prochain dévidoir, il suffit de choisir la torche de soudage et de
l’activer en appuyant sur cette touche, puis de rappeler les données que l’on
souhaite transférer au dévidoir en question.
On peut raccorder n’importe quel nombre de données de soudage à n’importe lequel
des dévidoirs en service.
9.2.11 Commande à distance--dévidoirs multiples
La commande à distance agit sur le dévidoir auquel elle est branchée. Le dispositif
de commande numériqueà5programmesrappelle les données en provenance des
différentes positions de mémoire, en fonction du numéro d’identification du dévidoir.
Le dévidoir au numéro ID 0 rappelle les données de soudage des pos. 1--5
Le dévidoir au numéro ID 1 rappelle les données de soudage des pos. 11--15
Le dévidoir au numéro ID 2 rappelle les données de soudage des pos. 21--25
Le dévidoir au numéro ID 3 rappelle les données de soudage des pos. 31--35
IMPORTANT
Toutes les limites spécifiées aux tableaux de réglage rapide et de
configuration, commande à distance, s’appliquent à tous les dévidoirs.
bu14d01f
-- 6 4 --

FR
9.3 Fonctions qualitatives
MENU PRINCIPAL
FONCT. AUXILIAIRE
FONCTIONS QUALITE
Les fonctions de qualité permettent d’avoir accès à des données intéressantes pour
les soudures individuelles.
Ces fonctions sont les suivantes:
Temps du début du soudage
Durée du soudage
Courant minimal, maximal et moyen pour le soudage
Tension minimale, maximale et moyenne pour le soudage
Puissance minimale, maximale et moyenne pour le soudage
De plus, il est possible de saisir manuellement la longueur du joint de soudure et l’unité de données de soudage calcule l’énergie nécessaire.
Le nombre de soudages depuis la dernière remise à zéro est également indiqué.
Des informations sur 100 soudages maximum peuvent être enregistrées. Les soudages effectués après les cent premiers sont ignorés. Pour être enregistré, le soudage
doit être d’une durée supérieureà1s.
Le dernier soudage noté est indiqué sur l’afficheur. Il est également possible de parcourir les autres soudages notés.
En appuyant sur REMISE A ZERO, toutes les variables sont remises à zéro.
FONCTIONS QUALITE
SOUDU 1 DEPART: 01--JUN--97 12:00.02
TEMPSDESOU: 0.0s
LONGEUR 0 cm ENTREE 0.0kJ/cm
MOYEN. MAXI MINI
I(Amp) 0.00 0.00 0.00
U(V) 0.00 0.00 0.00
P(kW) 0.00 0.00 0.00
Nr SOUD. DEPUIS DERN. VERIF: 0
REINIT QUITTER ENTRER
Pour sélectionner un certain soudage, augmenter/diminuer à l’aide de
ou
le marqueur étant placé sur la ligne indiquant le soudage actuel.
Il est possible d’indiquer la longueur du joint de soudage dans le champ respectif
afin d’obtenir une indication d’énergie nécessaire correspondante.
bu14d01f
-- 6 5 --

FR
9.4 Statistique de production
MENU PRINCIPAL
FONCT. AUXILIAIRE
STAT. DE PRODUCTION
Les statistiques de production informent sur le temps d’arc total, la quantité totale de
matériaux et le nombre de soudage depuis la dernière remise à zéro. De plus, elles
comportent des informations sur le temps d’arc et la quantité de matériaux utilisés
pour le dernier soudage effectué. Comme indication, il est précisé également à partir
de quelle masse par unité de longueur la masse a été calculée et la date de la dernière remise à zéro est indiquée.
Le nombre de soudages n’augmente pas si la durée de l’arc a été inférieureà1s.
C’est pourquoi la quantité d e matériau u tilisé pour une soudure si petite n’est pas indiquée. Cependant, la consommation en matériaux et en temps est calculée et intégrée dans la consommation totale de matériaux et de temps.
En appuyant sur REMISE A ZERO, tous les compteurs sont remis à zéro et la dernière remise à zéro indique la date et le temps actuels.
STATISTIQUE DE PRODUCTION
DERNIERE TOTAL
DUREE D’ARC 181 min 24s 0s
CONSOMM DE FIL 0g 0g
BASE SUR 0.09g/m
Nr DE SOUDURES 0
DERNIERE REINIT 01--JUN--97 12:00.02
REINIT QUITTER
bu14d01f
-- 6 6 --

FR
9.5 Journal d’erreur
MENU PRINCIPAL
FONCT. AUXILIAIRE
COMPTE--RENDU ERREUR
Toutes les erreurs qui peuvent se produire en cours d’utilisation de l’équipement de
soudage sont enregistrées dans un journal d’erreur, jusqu’au nombre de 99. Si
celui--ci est plein, autrement dit 99 messages d’erreur ont été mémorisés, le
message le plus ancien est automatiquement effacé en cas de nouvelle erreur.
12 Date Temps Unité Erreur
970422 15:52,24 CBOX 18
Contact perdu/devidoir
970422 16:54,04 CBOX 12
Capacité de transmi dépassée
970423 09:14,33 STRÖMKÄLLA 6
Hög temperatur
EFFACER EFFACER
TOUT
MONTRER
TOTAL
QUITTER
9.5.1 Effacer un message d’erreur
Pour effacer un message d’erreur, il existe deux possibilités, représentées chacune
par une touche.
S Effacer un message marqué
S Effacer tous les m essagemeddelanden
9.5.2 Somme des erreurs
En appuyant sur MONTRER TOTAL on obtient une présentation du total d’erreurs
figurant dans le journal, ainsi que la date et l’heure du premier et du dernier
message enregistrés.
COMPTE--RENDU ERREUR--LISTING TOTAL
MESSAGE D’ERREUR TOTAL : 12
LA PLUS ANCIENNE 970417 KL 11:09,11
bu14d01f
LA PLUS RECENTE 970429 KL 13:04,45
QUITTER
-- 6 7 --

FR
9.5.3 Messages d’erreur
Voici une liste des messages d’erreur pouvant survenir.
1
2
3
4
5
6
7
8
9
10
11
CBOX
PSOURCE
WFEED
CBOX
PSOURCE
WFEED
CBOX Erreur au niveau de la mémoire externe RAM
CBOX
PSOURCE
WFEED
PSOURCE Tension continue hors de la valeur limite
PSOURCE Température élevée
PSOURCE Courant primaire élevé
CBOX
PSOURCE
WFEED
PSOURCE
WFEED
PSOURCE Tension continue 3 hors des limites de sécurité
PSOURCE
WFEED
Erreur dans la somme de contrôle EPROM
Erreur au niveau de la mémoire du programme -- Le test est effectué uniquement lors de l’initialisation après la mise sous tension. Aucune fonction
n’est bloquée par cette erreur.
Erreur au niveau de la mémoire RAM, microprocesseur
Erreur au niveau de la mémoire interne RAM du microprocesseur -- Le test
est effectué uniquement lors de l’initialisation après la mise sous tension.
Aucune fonction n’est bloquée par cette erreur.
Le test est effectué uniquement lors de l’initialisation après la mise sous
tension. Aucune fonction n’est bloquée par cette erreur.
Chute de tension au niveau de la tension d’alimentation de 5V
Pour une raison quelconque, la tension d’alimentation de l’ordinateur a
chuté. Ceci peut se produire lors de l’arrêt de la machine ou à la suite d’une erreur au niveau de la tension d’alimentation de la carte.
Après le redresseur de tension de réseau, la tension est soit trop élevée,
soit trop faible. Cette situation peut provoquer d’importantes perturbations
du réseau ou un réseau faible. Le convertisseur est immédiatement et automatiquement arrêté et demeure bloqué jusqu’à ce que la tension soit
redescendue en dessous de la valeur limite.
La température trop élevée de la source de courant de soudage peut provoquer une surcharge, une avarie du ventilateur de refroidissement ou toute autre avarie des composants.
Le convertisseur utilise trop de courant à partir du courant continu qui l’alimente. Le convertisseur est immédiatement et automatiquement arrêté et
demeure bloqué jusqu’à la correction de l’erreur.
Tension continue 1 hors des limites de sécurité
CBOX:Tensiondelabatterietropfaible
PSOURCE: La tension d’alimentation interne +15VC est soit trop élevée,
soit trop faible.
WFEED: La tension d’alimentation interne 15V est soit trop élevée, soit
trop faible.
Tension continue 2 hors des limites de sécurité
PSOURCE: La tension d’alimentation interne --15V est soit trop élevée,
soit trop faible.
WFEED: La tension d’alimentation interne 20V est soit trop élevée, soit
trop faible.
La tension d’alimentation interne +15VB est soit trop élevée, soit trop faible.
Erreur au niveau du servosystème
PSOURCE: Le servosystème de courant ne parvient pas à maintenir le
courant demandé par l’ordinateur. Il existe une différence permanente entre la réponse de shuntage et la valeur prescrite du courant.
WFEDD: Le servosystème de la vitesse du fil ne parvient pas à maintenir
la vitesse du fil demandée par l’ordinateur.
bu14d01f
-- 6 8 --

FR
12
14
15
17
18
19
20
21
22
23
CBOX
PSOURCE
WFEED
CBOX Communication en bus arrêtée
CBOX
PSOURCE
WFEED
CBOX Perte de contact avec le dévidoir
CBOX Perte de contact avec la source de courant
CBOX Erreur au niveau de la mémoire RAM alimentée par batterie
CBOX Réglages non acceptables enregistrés dans la mémoire RAM
CBOX Réglages incompatibles enregistrés dans la mémoire RAM
CBOX Dépassement de capacité de la mémoire tampon d’émission
CBOX Dépassement de capacité de la mémoire tampon de réception
Etat d’avertissement au niveau de la communication en bus
La valeur du compteur d’erreurs du circuit de bus est si élevée qu’un avertissement est envoyé. Si le compteur d’erreurs continue à augmenter, le
circuit de bus est mis en état “d’arrêt de bus“ et le contact avec l’unité de
données de soudage (boîte de réglage) est interrompu.
La valeur du compteur d’erreurs du circuit de bus est si élevée que le circuit de bus est mis en état “d’arrêt de bus“. La remise à zéro nécessite
une mise hors tension.
Perte de message lors de communication en bus
Le circuit de bus indique qu’un message a été perdu dans la mesure où un
message arrivé ultérieurement a été écrit sur un message précédent. Aucune fonction n’est bloquée par cette erreur.
Un message d’identification est utilisé pour contrôler continuellement qu’une certaine unité est toujours présente sur le réseau. La réponse “ Temporisation“ provoque ce message d’erreur. Une commande d’arrêt est immédiatement envoyée à la source de courant.
Un message d’identification est utilisé pour contrôler continuellement qu’une certaine unité est toujours présente sur le réseau. La réponse “ Temporisation“ provoque ce message d’erreur. Une commande d’arrêt est immédiatement envoyée à la source de courant.
Un “remplacement“ dans la mémoire RAM alimentée par batterie est utilisé
comme méthode de contrôle. En cas de perte de tension de la batterie, la
valeur mesurée ne correspondra pas à celle du test effectué lors de la
prochaine initialisation et une remise à zéro générale de la mémoire des
données de soudage est effectuée.
Cette remise à zéro remet à zéro toutes les positions de données de soudage. Le réglage devient alors le suivant: MIG/MAG, DIP/SPRAY, Fe,
CO2, 1,2 mm.
Une valeur non autorisée a été détectée parmi les paramètres de réglage
non numériques. La découverte de l’erreur provoque une remise à zéro de
la mémoire des données de soudage. Le test est effectué uniquement lors
de l’initialisation après la mise sous tension. Aucune fonction n’est bloquée
par cette erreur.
Les valeurs réglées en ce qui concerne la méthode, le matériau, le gaz et
le fil constituent une combinaison qui n’est pas permise. La découverte de
l’erreur provoque une remise à zéro de la mémoire des données de soudage. Aucune fonction n’est bloquée par cette erreur.
La mémoire tampon d’émission est surchargée. Une coupure sur la ligne
de bus peut être à l’origine de cette erreur. La remise à zéro nécessite une
mise hors tension.
La mémoire tampon de réception est surchargée. L’erreur est due au fait
que le microprocesseur de la boîte de réglage reçoit plus de messages
qu’il ne peut traiter et surcharge donc la mémoire en recevant. La remise à
zéro nécessite une mise hors tension.
bu14d01f
-- 6 9 --

FR
25
26
27
28
29
30
31
32
CBOX Format incompatible des données de soudage
Quand la boîte de réglage est chargée avec les données de soudage (pas
de données de soudage individuelles mais une transmission en bloc des
données de soudage), un numéro de version du format des données de
soudage est reçu. Si ce numéro de version ne correspond pas à la version
de format de données de soudage de la boîte de réglage, une indication
d’erreur est envoyée.
PSOURCE
WFEED
WFEED Fin du fil de soudage
CBOX
PSOURCE
WFEED
PSOURCE Pas de débit d’eau
CBOX Perte de contact avec l’unité TIG E/S
CBOX Pas de réponse de la carte d’affichage
WFEED Pasdedébitdegaz
Le “Chien de garde“ a provoqué une remise à zéro
Le “chien de garde“ interne du processeur a envoyé une indication, c’est-à--dire que quelque chose a empêché le processeur d’exécuter les fonctions normales du programme dans la limité de temps donnée (64 ms). Le
processeur est alors remis à zéro et redémarre. Quand le programme exécute son processus d’initialisation, il est détecté que le redémarrage est
causé par le “chien de garde“ et ce message est envoyé. Aucune fonction
n’est bloquée par cette erreur.
Le fil de soudage sur le dévidoir est arrivé à sa fin.
Dépassement de capacité de la mémoire en pile
La mémoire en pile (la zone de la mémoire utilisée par le processeur pour
enregistrer provisoirement des données) est surchargée. L’erreur peut être
due à une charge de travail anormale au niveau du processeur.
Le moniteur de débit d’eau indique l’absence de débit d’eau.
Un message d’identification est utilisé pour contrôler continuellement qu’une certaine unité est toujours présente sur le réseau. La réponse “T emporisation“ provoque ce message d’erreur. Une commande d’arrêt est immédiatement envoyée à la source de courant.
Le processeur ne reçoit aucun accusé réception de la carte d’affichage
(normalement la carte d’affichage accuse réception de toutes les commandes envoyées par le processeur). Aucune fonction n’est bloquée par cette
erreur, sauf l’afficheur même qui peut cesser de fonctionner.
Le moniteur de débit de gaz indique l’absence de débit de gaz.
bu14d01f
-- 7 0 --

FR
9.6 Lignes synergiques à propre définition pour MIG/MAG
MENU PRINCIPAL
FONCT. AUXILIAIRE
DONNES SYN. PERSO.
Il est possible de créer des lignes synergiques relatives à la vitesse de dévidage et à
la tension. Dix au maximum peuvent être mémorisées. Cela s’effectue en deux
temps.
1. Definir la nouvelle ligne synergique en indiquant les coordonnées
tension--vitesse de dévidage, voir points A--D dans la fig ci--dessous.
Tension
C
D
B
A
Dévidage
2. Indiquer à quelle combinaison fil --gaz cette ligne est destinée.
9.6.1 Coordonnées fil--tension
Pour créer une ligne synergique pour les méthodes de soudage à l’arc
court/puvérisé, il faut quatre coordonnées et pour la méthode pulsée deux
coordonnées. Celles--ci seront ensuite mémorisées sous certains numéros dans la
mémoire de soudage.
Procéder comme suit:
1. Appeler le menu principal et choisir la méthode (soudage à l’arc court/pulvérisé
ou soudage pulsé) à laquelle la ligne synergique est destinée.
2. Introduire les valeurs de tension et de vitesse de dévidage voulues sur la
première coordonnée.
3. Appeler le menu de traitement de mémoire et sauvegarder la première
coordonnée comme paramètre de soudage numéro 96.
S Les quatre coordonnées pour soudage à l’arc court/pulvérisé et soudage
pulsé doivent être mémorisées sous les numéros 96, 97, 98 och 99.
En outre :
S un numéro de paramètre de soudage supérieur doit contenir des valeurs
de tension et de vitesse de dévidage supérieures à celles du numéro
immédiatement précédent.
S les paramètres inductance, Type de régulateur et tension Hot start
doivent avoir les mêmes valeurs dans les quatre numéros de
paramètre de soudage.
S Les deux coordonnées pour la ligne--pulsation doivent être mémoriées sous
les numéros 96 och 97. En outre :
S un numéro de paramètre de soudage supérieur doit contenir des
valeurs de tension, vitesse de dévidage et fréquence de pulsation
supérieures à celles du numéro immédiatement précédent
bu14d01f
-- 7 1 --

FR
S les paramètres temps de pulsation, tension Hot start, Ka,Kiet
paramètres de pente doivent avoir les mêmes valeurs dans les deux
numéros de paramètre de soudage.
S Les données de remplissage de cratère doivent être sauvegardées
comme paramètre de soudage numéro 96, ceci concerne les deux
méthodes (arc court/pulsations).
4. Définir le nombres de coordonnées nécessaires et passer à “Indiquer la
combinaison fil--gaz“.
9.6.2 Combination fil--gaz
Procéder comme suit::
1. Appeler l’affichage pour le traitement de ligne synergique à propre définition.
.
MENU PRINCIPAL
FONCT. AUXILIAIRE
DONNES SYN. PERSO.
CREER LIGNE SYNERGIC PERSO
Placer le curseur
sur TYPE DE FIL
et appuyer sur
TYPE DE FIL: Fe
TYPE DE GAZ: Ar+20%CO2
DIAMETRE DU FIL: 1.2 mm
ENTRER.
ENREG. NOUVELLE LIGNE á PARTIR DE
MEMOIRE DE SOUDAGE 96, 97
EFFACER LIGNE SYNERGIC
QUITTER ENTRER
Choisir une option dans la liste affichée (marquer celle--ci et appuyer sur ENTRER).
2. Puis choisir de la même façon un gaz de protection et une dimension de fil.
3. Marquer la ligne SAUVEGARDER NOUVELLE LIGNE.... et appuyer sur
ENTRER.
La procédure est terminée -- une nouvelle ligne synergique a été définie.
Remarque!
Pour utiliser la fonction remplissage de cratère en soudage pulsé, il doit exister une
ligne synergique correspondant au soudage à l’arc court/pulvérisé puisque tous les
paramètres de remplissage de cratère sont de ce type.
En créant une nouvelle ligne synergique pour la méthode pulsée, on recevra donc
toujours un m essage d’avertissement s’il n’existe pas une ligne correspondant à ce
type de soudage.
ATTENTION !
Pas de ligne synergique correspondant
au soudage à l’arc court/pulvérisé
bu14d01f
-- 7 2 --

FR
9.6.3 Créer sa propre option fil--gaz.
Les listes d’options fil--gaz peuvent être augmentées jusqu’à dix choix personnels.
En bas de la liste se trouve une ligne vide (------). En y plaçant le curseur puis en
appuyant sur ENTRER on a accès à un “clavier“ qui permet d’introduire ses propres
options.
CO2
Ar+20 % CO2
Ar+2 % O2
Ar+5 % O2+5 % CO2
Ar+8 % CO2
Ar+23% CO2
-- -- -- -- -- -- --
Le “clavier“ d u coffret de commande s’utilise comme suit :
S Placer le curseur sur le signe approprié avec les touches fléchées. Appuyer sur
la touche douce “PRESS KEY“.
Écrire une suite de 20 signes au maximum.
S Marquer la touche ENTRER du “clavier“ (↵) et appuyer sur la touche douce
“PRESS KEY“, ce qui visualise l’option choisie dans la liste.
Effacer une op t io n choisie:
Marquer sa propre combinaison fil--gaz sur la liste concernée.
CREER LIGNE SYNERGIC PERSO
Appuyer sur la
touche EFFACER.
TYPE DE FIL: Fe
TYPE DE GAZ: Ar+20%CO2
DIAMETRE DU FIL: 1.2 mm
ENREG. NOUVELLE LIGNE á PARTIR DE
MEMOIRE DE SOUDAGE 96, 97
EFFACER LIGNE SYNERGIC
EFFACER QUITTER ENTRER
Une combinaison optionnelle fil--gaz ne peut pas être effacée si elle fait partie de la
série de paramètres de soudage qui se trouve actuellement dans la mémoire de
travail.
bu14d01f
-- 7 3 --

FR
9.6.4 Effacer une ligne synergique à propre définition
On peut effacer une telle ligne si elle n’est pas activée, autrement dit si elle ne fait
pas partie de la série de paramètres de soudage qui se trouve actuellement dans la
mémoire de travail.
CREER LIGNE SYNERGIC PERSO
Placer le curseur
sur EFFACER
LIGNE
TYPE DE FIL: Fe
TYPE DE GAZ: Ar+20%CO2
DIAMETRE DU FIL: 1.2 mm
SYNERGIQUE.
ENREG. NOUVELLE LIGNE á PARTIR DE
MEMOIRE DE SOUDAGE 96, 97
EFFACER LIGNE SYNERGIC
QUITTER ENTRER
Une nouvelle image apparaît alors à l’écran. Avec la touche SUIVANTE on peut
alors chercher la ligne parmi les lignes synergique à propre définition qui sont
mémorisées.
CREER LIGNE SYNERGIC PERSO
Chercher la ligne à
effacer puis
appuyer sur la
PAS DE LIGNE SYNERGIC ENREGISTEE
touche EFFACER.
" PULSNING, Ss duplex, Ar, 1.4 mm
SUIVANTE EFFACER QUITTER
9.7 Communication en série
Fonction destinée à un usage ultérieur.
bu14d01f
-- 7 4 --

FR
9.8 Mise à jour du programme
MENU PRINCIPAL
FONCT. AUXILIAIRE
MISE A JOUR LOGICIEL
Domaine d’app lication
Cette fonction permet, à partir d’une carte PC, de remettre à niveau le logiciel du
coffret de commande, de la source de courant et du dévidoir.
MISE A JOUR LOGICIEL
Unit Curr.ver PC--carte
SYSTEM VERSION
BOOT SOFTWARE
SOURCE DE COURANT
DÉVIDOIR
UNITÉ DONNÉES DE SOUD.
1.50A
2.00A
1.31E
QUITTER
1.00B
1.12
1.50B
2.00A
1.31F
UPGRADE
NOW
Version actuelle Décrit quelle version du programme est active dans cet-
te unité.
Carte PC Décrit quelle version du programme est stockée sur la
carte PC de cette unité.
?
Il existe une unité mais l’ordinateur ne sait pas quelle
version elle a.
--
Il n’y a pas de programme pour cette unité sur la carte
PC.
Version du système Indique quelle série de programmes est stockée sur la
carte PC. Une série de programmes peut comporter 1--4
programmes (1 pour chaque unité).
Programme d’initialisa-
Programme pour le traitement de remise à niveau.
tion
Source de courant Circuit imprimé pour commander la source de courant
de soudage.
Dévidoir Circuit imprimé pour commander le dévidage.
Unité données de sou-
Circuit imprimé pour le coffret de commande.
dage
bu14d01f
-- 7 5 --

FR
Comment procéder à la remise à niveau
Choisir la (ou les) unités devant être remises à niveau en plaçant le pointeur sur
chaque ligne respective et en les marquant ( ). Une fois bien m arqué ce qui doit
être remis à niveau, appuyer sur “REMETTRE À NIVEAU“ et confirmer par “oui“ pour
commencer la remise à niveau.
MISE A JOUR LOGICIEL
Placer le pointeur
Unit Curr.ver PC--carte
sur la ligne de l’unité
devant être remise
à niveau.
SYSTEM VERSION
BOOT SOFTWARE
SOURCE DE COURANT
DÉVIDOIR
UNITÉ DONNÉES DE SOUD.
1.50A
2.00A
1.31E
QUITTER
1.00B
1.12
1.50B
2.00A
1.31F
UPGRADE
NOW
S Appuyer sur la première touche pour marquer l’unité (se trouve cochée).
En appuyant une seconde fois sur la touche, on annule l’option marquée (n’est
plus cochée).
Si plusieurs autres unités doivent être remises à niveau, les marquer de la
même manière.
Appuyer sur OUI
pour effectuer la
remise à niveau.
Celle--ci peut
prendre jusqu’à 5
minutes.
MISE A JOUR LOGICIEL
Unit Curr.ver PC--carte
THE SOFTWARE UPGRADING CAN TAKE UP TO 5
MINUTES AND CANNOT BE INTERRUPTED
DO YOU STILL WANT TO DO IT?
NON OUI
bu14d01f
-- 7 6 --

FR
La case de dialogue suivante est affichée dans la fenêtre de caractères tandis que la
remise à niveau est en cours.
MISE A JOUR LOGICIEL
DO NOT SWITCH OFF THE EQUIPMENT DURING THIS
PROCESS!!
UPPGRADING SOURCE DE COURANT.......
23% komplett
Une fois la remise à niveau terminée, ce qui suit est affiché dans la fenêtre de
caractères.
MISE A JOUR LOGICIEL
SUCCESSFUL UPGRADE YOU MAY NOW RESTART
THE EQUIPMENT
Toutes les unités sont maintenant remises à niveau.
Pour pouvoir utiliser l’équipement de soudage, il faut remettre en marche la source
de courant de soudage.
S Mettre sur 0 le commutateur de mise sous tension réseau de la source de
courant.
S Mettre sur 1 le commutateur de mise sous tension réseau.
AVERTISSEMENT! Attention de ne pas couper l’alimentation réseau de la
source de courant tandis que la procédure de remise à niveau est en cours. Si
ceci se produit trop tôt en cours de remise à niveau, faire appel aux
techniciens d’ESAB ch argés de la maintenance.
bu14d01f
-- 7 7 --

FR
10 ANNEXE
10.1 Plage de réglage et incréments
MIG/MAG
Paramètre Plagederéglage Incréments
Vitesse de dévidage 1,5--25,0 m/min 0,1 m/min
Tension 8,0--60,0 V 0,25 V
Inductante 0--100 % 1%
Courant de pulsation 100--600 A 4A
Temps de pulsation 1.7 -- 25.5 ms 0,1 ms
Fréquence de pulsation 20 -- 312 Hz 2Hz
Courant de fond 12--300 A 4A
Temps de pente 1--9 1
Ka 0--100 % 1%
Ki 0--100 % 1%
Temps de prédébit de gaz 0,0--25,0 s 0,1 s
Temps de postdébit de gaz 0,0--25,0 s 0,1 s
Temps de remontée de l’arc 0,00--1,00 s 0,01 s
Temps Hot start 0,0--10,0 s 0,1 s
Vitesse de dévidage, Hot start 0,0--20,0 m /min 0,1 m/min
Augmentation de tension, Hot start 0,0--60,0 V 0,25 V
Temps de remplissage de cratère 0,0--10,0 s 0,1 s
Vitesse finale de dévidage, remplis-
sage de cratère
Tension finale, Remplissage de
cratère
Pulsation de secousse 10--120 % 1%
Type de régulateur Type Nr. 1 --12 --
Les paramètres en italiques ne sont pas disponibles en mode synergique.
1,5--25,0 m/min 0,1 m/min
8,0--60,0 V 0,25 V
Le paramètre type de régulateur manque suivant la plage de réglage. En soudage
MIG/MAG on peut choisir entre douze type de régulateur numérotés de 1 à 12.
MMA
Paramètre Plagederéglage Incréments
Courant de soudage 16--320 A (Aristo 320)
16--450 A (Aristo 450)
Pression d’arc 0--100 % 1%
Les paramètres en italiques ne sont disponibles en mode synergique.
-- 7 8 --
bu14d01f
1A
1A

FR
TIG
Paramètre Plagederéglage Incréments
Courant, courant de pulsation, courant de fond
4--320 A (Aristo 320)
4--450 A (Aristo 450)
4A
4A
Temps de pulsation 0,001--5,000 s 0,001 s
Temps de fond 0,001--5,000 s 0,001 s
Temps de remontée 0,0--25,0 s 0,1 s
Temps de descente 0,0--25,0 s 0,1 s
Temps de prédébit de gaz 0,0--25,0 s 0,1 s
Temps de postdébit de gaz 0,0--25,0 s 0,1 s
Soudage au carbone
Paramètre
Plagederéglage Incréments
Tension 8,0--60,0 V 0,25 V
Inductance 0--100 % 1%
Type de régulateur Typenum.1,2,5 --
Les paramètres en italiques ne sont pas disponibles en mode synergique
Le paramètre type de régulateur manque suivant la plage de réglage. En soudage
à l’arc avec électrode de carbone, on peut choisir entre trois types de régulateur
numérotés de 1, 2 et 5.
bu14d01f
-- 7 9 --

FR
10.2 Structure de menu
MENU PRINCIPAL
Page 4
RÉGLER
DONNÉES
D’AMORCAGE
MIG/MAG
Page 13
CARTE DE
MÉMOIRE
Page 8
MÉMORISER
Page 42
CONFIGURATION
Page 51
VALEURS DE
MESURE
Page 40
DONNÉES
D’ARRÊT
MIG/MAG
Page 13
TRAITEMENT DE
MÉMOIRE
Page 42
EFFACER
Page 44
FONCTION Q
Page 65Page 49
RÉGLAGE
RAPIDE
RAPPELER
Page 45
STATISTIQUE
DE PRODUCTION
Page 66
Page 48
Page 45
JOURNAL
D’ERREUR
Page 67
FONCTIONS
COMPLÉMENTAIRES
Page 49
COPIER
LIGNES SYNERGIQUES
PERSONNAL.
Page 71
COMMUNICATION
SÉRIELLE
Page 74
Non utilisé.
MISE À
JOUR DU
LOGICIEL
Page 75
LANGUE
Page 51
bu14d01f
FONCTION
VERROUILLAGE
Page 51
CONTRÔLE
À DISTANCE
RÉGLAGE DE
BASE MIG/
MAG
Page 55Page 53
-- 8 0 --
RÉGLAGE DE
BASE MMA
Page 60
RÉGLAGE DE
BASE TIG
Page 60
RÉGLAGES
GÉNÉRAUX
Page 60
DÉVIDOIRS
MULTIPLES
Page 63


ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 726 80 05
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 204
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 248 59 22
Fax: +31 30 248 52 60
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.z.o.o
Warszaw
Tel: +48 22 813 99 63
Fax: +48 22 813 98 81
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 1 837 1527
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcobendas (Madrid)
Tel: +34 91 623 11 00
Fax: +34 91 661 51 83
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 333 43 33
Fax: +55 31 361 31 51
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 44 58
Asia/Pacific
AUSTRALIA
ESAB Australia Pty Ltd
Ermington
Tel: +61 2 9647 1232
Fax: +61 2 9748 1685
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 6539 7124
Fax: +86 21 6543 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. Esabindo Pratama
Jakarta
Tel: +62 21 460 01 88
Fax: +62 21 461 29 29
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 703 36 15
Fax: +60 3 703 35 52
SINGAPORE
ESAB Singapore Pte Ltd
Singapore
Tel: +65 861 43 22
Fax: +65 861 31 95
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 861 74 42
Fax: +65 863 08 39
SOUTH KOREA
ESAB SeAH Corporation
Kyung--Nam
Tel: +82 551 289 81 11
Fax: +82 551 289 88 63
THAILAND
ESAB (Thailand) Ltd
Samutprakarn
Tel: +66 2 393 60 62
Fax: +66 2 748 71 11
UNITED ARAB EMIRATES
ESAB Middle East
Dubai
Tel: +971 4 338 88 29
Fax: +971 4 338 87 29
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel: +7 095 937 98 20
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel: +7 812 325 43 62
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB Welding Equipment AB
SE-- 695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
Fax +46 584 123 08
www.esab.com
001004
 Loading...
Loading...