

Page 1

PUA 1
101
Programmeringshåndbog
0456 685 171 010815
Valid for program version 3.01V
Page 2

DANSK
1 INDLEDNING 4......................................................
1.1 Hovedmenue 4.............................................................
1.2 Indstillingsboksens virkemåde 4...............................................
1.3 Sprogvalg 5................................................................
1.4 Displayet 7.................................................................
1.5 Knapperne 8...............................................................
1.6 Generelt om indstillinger 8....................................................
1.7 ENTER OG QUIT 9.........................................................
2 MIG/MAG--svejsning 10...............................................
2.1 Begrebet tråd 10.............................................................
2.2 Synergi 10..................................................................
2.3 Grundvalg 10................................................................
2.4 Svejsedataindstillinger 13.....................................................
2.5 Start-- og stopindstillinger 13...................................................
2.6 Gasskylning, koldtrådsfødning og 2--takt/4--takt 14................................
2.7 MIG/MAG--konfigurering 16....................................................
2.8 Indstillingseksempel MIG/MAG 16..............................................
3 MMA-- svejsn in g 25...................................................
3.1 Synergi 25..................................................................
3.2 Grundvalg 25................................................................
3.3 Svejsedata 26...............................................................
3.4 MMA--konfigurering 27........................................................
3.5 Indstillingseksempel MMA 27..................................................
4 TIG--svejsning 29.....................................................
4.1 Grundvalg 29................................................................
4.2 Svejsedataindstillinger 30.....................................................
4.3 TIG--konfigurering 32.........................................................
4.4 Indstillingseksempel TIG 32...................................................
5 FUGEBRÆNDING 37..................................................
5.1 Synergi 37..................................................................
5.2 Grundvalg 37................................................................
5.3 Svejsedata 37...............................................................
5.4 Indstillingseksempel for kulbuemejsling 38.......................................
6 MÅLEVÆRDIER 40...................................................
6.1 Beskrivelse af måleværdibilledet 40.............................................
6.2 Ændring af indstillede værdier 41...............................................
7 HUKOMMELSE 42....................................................
7.1 Lagre 42....................................................................
7.2 Slette 44....................................................................
7.3 Hent 45.....................................................................
7.4 Kopiere 45..................................................................
7.5 Fjernstyring 47...............................................................
8 LYNINDSTILLING 48..................................................
8.1 Beskrivelse af lynindstilling 48..................................................
8.2 Konfigurering af lynindstillingsknapper 48........................................
TOCd
-- 2 --
Page 3

DANSK
9 TILLÆGSFUNKTIONER 49............................................
9.1 Hukommelseskortfunktioner 49.................................................
9.2 Konfiguration 51.............................................................
9.3 Kvalitetsfunktioner 65.........................................................
9.4 Produktionsstatistik 66........................................................
9.5 Fejl--log 67..................................................................
9.6 Egendefinerede synergilinjer for MIG/MAG 70....................................
9.7 Seriel kommunikation 73......................................................
9.8 Programopgradering 74.......................................................
10 APPENDIX 77.........................................................
10.1 Indstillingsområder og indstillingstrin 77.........................................
10.2 Menustruktur 79..............................................................
TOCd
-- 3 --
Page 4

DK
1INDLEDNING
ARISTO 2000 er et af markedets mest anvendelige svejseudstyr.
Vi anbefaler, at du læser denne brugsanvisning for at få størst mulig nytte af dit
udstyr. Du vil bemærke, at der er mange funktioner, der gør dit arbejde både bedre
og lettere.
Alle indstillinger foretages fra indstillingsboksen PUA 1.
Du vil hurtigt se, at den er ganske let at bruge. Du kan hurtigt finde de afsnit i
brugsanvisningen, som er af særlig interesse, ved at se nedenfor:
Afsnit 1: Introduktion og grundlæggende valg
Afsnit 2--5: MIG/M AG, MMA, TIG og fugebrænding samt indstillinger der direkte
vedrører disse svejseparametre.
Afsnit 6--8: Målebilleder, hukommelse og lynindstillinger.
Afsnit 9--10: Tillægsfunktioner og appendix.
Se også m enustrukturen på sidste side i denne publikation.
1.1 Hovedmenue
ESAB LUD 450
PROCES: MIG/MAG
METODE: KORTBUE/SPRAYB.
TRÅDTYPE: Fe
BESKYTTELSESGAS: Ar+8%CO2
TRÅDDIMENSION: 1.2 mm
TILLÆGSFUNKTIONER
INDSTIL MÅL MEMORY
LYN
INSTIL
ENTER
1.2 Indstillingsboksens virkemåde
Indstillingsboksen kan siges at bestå af to enheder; arbejdshukommelsen og
svejsedatahukommelsen.
SVEJSEDATA-HUKOMMELSE
HENT
GEM
ARBEJDS-HUKOMMELSE
I arbejdshukommelsen opretter man et komplet sæt af svejsedataindstillinger, der
derpå kan gemmes i svejsedatahukommelsen.
Ved svejsning er det altid indholdet i arbejdshukommelsen, der styrer processen. Det
er derfor også muligt at hente et sæt svejsedata fra svejsedatahukommelsen til
arbejdshukommelsen.
Bemærk at arbejdshukommelsen altid indeholder det sidste fremkaldte sær af
svejsedata, arbejdshukommelsen er med andre ord aldrig tom eller “nulstilet“.
bu14d01d
-- 4 --
Page 5

DK
1.3 Sprogvalg
Den tekst der præsenteres i indstillingsboksen kan vises på følgende seks sprog.
Indstillingsboksen
456 290--881
Engelsk Engelsk Engelsk
Tysk Svensk Hollandsk
Fransk Finsk Spansk
Italiensk Dansk Portugisisk
Indstillingsboksen 456
290--884
Engelsk US Engelsk
Ungarsk Spansk
Polsk Fransk
Tjekkiske Portugisisk
Indstillingsboksen
456 290--882
Indstillingsboksen
456 290--885
Indstillingsboksen
456 290--883
Sådan vælges sprog:
Vi begynder med at fremkalde hovedmenuen ved at trykke på MENU--knappen.
ESAB LUD 450
Placer markøren
ved hjælp af pil-knapperne på linjen
for TILLÆGS-FUNKTIONER og
tryk ENTER.
PROCES: MIG/MAG
METODE: KORT--/SPRAYBÅGE
TRÅDTYPE: Fe
BESKYTTELSESGAS: Ar+8%CO2
TRÅDDIMENSION: 1.2 mm
TILLÆGSFUNKTIONER
"
Placer markøren på
linjen
KONFIGURERING
og tryk ENTER.
INDSTIL MÅL MEMORY
TILLÆGSFUNKTIONER
MEMORYKORT OPERATIONER
KONFIGURERING
KVALITETSFUNKTIONER
PRODUKTIONSSTATISTIK
FEJLLOG
EGEN SYNERGIDATA
SERIEL KOMMUNIKATION
PROGRAMOPGRADERING
LYN
INSTIL
QUIT ENTER
ENTER
bu14d01d
-- 5 --
Page 6

DK
Tryk ENTER for at få
en liste med
muligheder frem.
TILLÆGSFUNKTIONER -- KONFIGURATION
SPROG: SVENSKA
LÅSEFUNKTION: OFF
FJERNKONTROL
MIG/MAG SVIGT
MMA SVIGT
TIG SVIGT
GENERELLE SVIGT
DOBBELT TRÅDBOKS
LÆNGDEENHED INCH
QUIT ENTER
Placer markøren på linjen for sprogvalg i listen
og tryk ENTER.
TILLÆGSFUNKTIONER -- KONFIGURATION
Tryk ENTER for at få
en liste med
muligheder frem.
SPROG: DANSK
LÅSEFUNKTION: OFF
FJERNKONTROL
MIG/MAG SVIGT
MMA SVIGT
TIG SVIGT
GENERELLE SVIGT
DOBBELT TRÅDBOKS
LÆNGDEENHED METRIC
ENGLISH
SVENSKA
SUOMI
DANSK
QUIT ENTER
Placer markøren på linjen for
valg af LÆNGDEENHED i listen og
tryk på ENTER.
bu14d01d
METRIC
INCH
-- 6 --
Page 7

DK
1.4 Displayet
ESAB LUD 450
PROCES: MIG/MAG
METODE: KORTBUE/SPRAYB.
TRÅDTYPE: Fe
BESKYTTELSESGAS: Ar+8%CO2
TRÅDDIMENSION: 1.2 mm
TILLÆGSFUNKTIONER
INDSTIL MÅL MEMORY
LYN
INSTIL
ENTER
Markøren
Markøren vises her i brugerhåndbogen som en ramme rundt om den markerede
tekst. Indstillingsb oksens markør præsenteres som et mørkt felt, hvorved den
markerede tekst bliver hvid.
Tekstfelter
Nederst i displayet er der fem felter med tekst, der forklarer den aktuelle funktion af
de fem knapper, der sidder lige derunder i en række.
Sparestilling
Baggrundsbelysningen slukkes efter tre minutter, hvis der ikke er aktivitet, for at
forlænge dens levetid.
bu14d01d
-- 7 --
Page 8

DK
1.5 Knapperne
Med pilknapperne kan man flytte markøren til forskellige linjer i
displayet.
Med menuknappen kommer man altid tilbage til hovedmenuen.
Plus/minus--knapperne bruges til at øge (+) eller formindske (--) en
indstillingsværdi.
De to plus/minus-- knapper er mærket med hvert sit symbol. De fleste indstillinger af
talværdier kan foretages med plus/minus--knap efter ønske, men bestemte
indstillinger skal foretages med knappen eller med knappen . (symbolerne er
synlige i displayet).
Hurtig nedtrykning af knappen giver forøgelse/formindskelse i små trin. Hvis
knappen holdes nede i længere tid, sker indstillingen kontinuert.
Bløde knapper
De fem knapper på linje under displayet har
varierende funktioner, de er såkaldte “bløde“
knapper, dvs. at de kan have forskellig
funktion afhængig af, hvilken menu du befinder
dig i. Den aktuelle funktion for disse knapper
fremgår af teksten i nederste linje på displayet
(når funktionen er aktiv, indikeres dette med en
hvid prik ved siden af teksten).
KRATER
FYLDN:
D
1.6 Generelt om indstillinger
Der forekommer i hovedtrækkene tre typer af
indstillinger:
S Indstilling af talværdier
S Indstilling med givne alternativer
S Indstilling af stilling TIL/FRA eller JA/NEJ
1.6.1 Indstilling af talværdier
Ved indstilling af en talværdi anvender man en af de to plus/minus--knapper for at
forøge eller formindske en given værdi.
bu14d01d
-- 8 --
Page 9

DK
1.6.2 Indstilling med g ivn e alternativer
Visse indstillinger foretages ved at markere et alternativ i en liste. En sådan liste kan
se således ud:
MIG/MAG
MMA
TIG
KULBUEMEJSLING
Markøren er her placeret på linjen for MIG/MAG. Ved at trykke på ENTER--knappen i
denne stilling væger man altså alter nativet MIG/MAG.
Hvis man vil vælge et andet alternativ i stedet, placerer m an markøren på den
pågældende linje ved at køre den op eller ned med pilknapperne . Derpå
trykker man på ENTER--knappen.
Hvis man vil forlade listen uden at fore tage et valg, trykker man på QUIT--knappen.
Ved visse indstillinger er der så mange alternativer, at de ikke kan vises på listen
samtidig. En pil i listens øverste eller nederste højre hjørne angiver, at der er flere
muligheder, der kommer frem, hvis man kører op eller ned med pilknapperne.
1.6.3 Indstillinger TIL/F RA eller JA/NEJ
Ved visse funktioner kan man indstille værdierne TIL og FRA henholdsvis JA og
NEJ. Synergifunktionen ved M IG/MAG-- og MMA--svejsning er et eksempel på en
sådan funktion. Indstillingerne TIL/F RA eller JA/NEJ kan foretages på to måder:
Dels kan m an vælge TIL eller F RA henholdsvis JA eller NEJ fra en liste med
alternativer som beskrevet ovenfor.
Man kan også bruge de to plus/minus--knapper for at angive T IL/F RA eller JA/NEJ.
S +(plus) = TIL eller JA
S --(minus)=FRAellerNEJ
1.7 ENTER OG QUIT
De to “bløde“ knapper længst til højre er r eserveret til ENTER og QUIT.
S Tryk på ENTER medfører, at et markeret valg i en menu eller en liste sættes i
kraft.
S Tryk på QUIT medfører, at man går tilbage til den/det foregående menu eller
billede.
bu14d01d
-- 9 --
Page 10

DK
2 MIG/MAG--svejsning
2.1 Begrebet tråd
Ved MIG/MAG --svejsning benyttes en elektrode, der er viklet op på en spole. I denne
håndbog kalder vi konsekvent denne type elektrode for tråd.
2.2 Synergi
Hver enkelt kombination af trådtype, tråddiameter og gasmix kræver sit eget forhold
mellem trådhastighed og spænding (lysbuelængde) for at få en stabilt fungerende
lysbue. ARISTO 2000 har flere forprogrammerede såkaldte “synergilinjer“.
Når du vælger den forprogrammerede synergilinje, der passer til din trådtype,
tråddiameter og gasmix, skal du blot indstille en trådhastighed, der passer til dit
svejseemne. Spændingen (lysbuens længde) følger automatisk “med“ i henhold til
den for programmerede synergilinjen, du har valgt, hvilket gør det meget lettere
hurtigt at finde de korrekte svejseparametre.
Ved MIG/MAG --svejsning er der mulighed for at benytter svejsestrømkildens
synergifunktion. Det betyder, at brugeren selv indstiller værdier for:
S metode
S trådtype
S beskyttelsesgas
S tråddimension
Ud fra disse grundlæggende valg og den indstillede værdi for trådhastighed
indstiller en mikroprocessor derpå passende værdier for de forskellige
svejsetekniske parametre. Hvilke parametre det er, hænger sammen med, hvilken
metoder, der er valgt; kortbue/spraybue eller pulsning. Se også afsnittet
“Svejsedataindstillinger“ under punkt 2.4.
Man kan svejse med andre kombinationer af tråd og beskyttelsesgas end dem, der
kan vælges imellem i indstillingsboksen. Dette kan imidlertid medføre, at brugeren
selv skal foretage indstillinger af en eller flere parametre.
2.3 Grundvalg
Grundvalg sker i indstillingsboksens hovedmenu.
1. Svejseproces = MIG/MAG
2. Svejsemetode
Ved MIG/MAG--svejsning kan man vælge mellem to for skellige svejsemetoder.
S Kort--/spraybue
S Kort--pulsning
3. Trådtype, beskyttelsesgas, tråddimension
De følgende tabeller vise de kombinationer af trådtype, beskyttelsesgas og
tråddimension, der kan vælges i overensstemmelse med svejsestrømkildens
synergifunktion.
bu14d01d
-- 1 0 --
Page 11

DK
KORT--/SPRAYBUE
Trådtype Beskyttelsesgas Tråddimension (mm)
Lavtlegeret eller ulegeret tråd
CO
2
(Fe)
Ar + 23% CO
Ar + 25% C O
Ar + 20% C O
Ar +15% CO2+5%O
Ar +16% CO
Ar +5% O2+5% CO
Ar + 8% CO
Ar +2% CO
Ar +2% O
Rustfri massiv tråd (Ss) Ar + 2% O
Ar +2% CO
2
2
2
2
Ar + 3% CO2+1% H
Ar + 30% He + 1% O
Ar + 32%He + 3%CO2+1%H20,8 0,9 1,0 1,2 (1,6*)
Rustfri duplextråd
Ar + 2% O
2
(Ss Duplex)
Ar +30% He +1% O
Magnesiumlegeret aluminium-
Ar 1,0 0,9 1,2 1,6
tråd (AlMg)
Kisellegeret alumi--
Ar 1,0 0,9 1,2 1,6
niumtråd (AlSi)
Ar + 50% He 1,0 0,9 1,2 1,6
Metalpulverfyldt rørtråd (Fe) Ar + 20% CO
Rutil fluxfyldt rørtråd
Ar 8% CO
CO
2
2
(Fe)
Ar + 20% CO
Basisk fluxfyldt rørtråd
CO
2
(Fe)
Ar + 20% CO
Rustfri fluxfyldt rørtråd
Ar + 20% CO
(Ss)
Ar 8% CO
2
SELVBESKYTTENDE 1,6 2,4
0,8 0,9 1,0 1,2 1,6
2
2
2
2
2
2
2
0,8 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 (1,6*)
0,8 0,9 1,0 1,2 (1,6*)
2
2
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 (1,6*)
1,0
2
2
1,0
1,0 1,2 1,4 1,6
1,0 1,2 1,4 1,6
1,2 1,4 1,6
2
1,2 1,4 1,6
1,0 1,2 1,4 1,6
2
2
1,0 1,2 ,1,4 1,6
1,2
1,2
Duplex rutil fluxfyldt
Ar + 20% CO
2
rørtråd ss
Rørtråd metalpulverfyldt rustfri Ar + 2% O
Ar + 2% CO
Ar +8% CO
Ar + 20% CO
2
2
2
2
Nikkel basis Ar + 50% He 0,9
*) LUD 450
-- 1 1 --
bu14d01d
1,2
1,2
1,2
1,2
1,2
Page 12

DK
PULSNING PULSNING
Trådtype Beskyttelsesgas Tråddimension (mm)
Lavtlegeret eller ulege-
Ar + CO
ret tråd (F e)
Ar + 25% CO
Ar + 20% CO
Ar + 23% CO
Ar + 16% CO
Ar + 5% O2+5%CO
Ar + 8% CO
Ar + 2% CO
Ar +2% O
Rustfri tråd (Ss) Ar + 2%O
Ar + 2% CO
Ar + 30%He + 1% O
Ar +3% CO2+1%H
Ar + 32%He + 3%CO2+1%H20,8 1,0 1,2 1,6
Rustfri duplextråd
Ar + 30%He +1%O
(Ss Duplex)
2
2
2
2
2
2
2
2
2
2
2
2
2
2
0,8 1,0 1,2 1,6
0,9
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
1,0
Magnesiumlegeret alu-
Ar + 2% O
2
Ar 0,8 0,9 1,0 1,2 1,6
1,0
miniumtråd (AlMg)
Kisellegeret aluminium-
Ar 1,0 0,9 1,2 1,6
tråd (AlSi)
Ar + 50% He 1,0 0,9 1,2 1,6
Metalpulverfyldt rørtråd
Ar + 20% CO
2
1,0 1,2 1,4 1,6
(Fe)
Metalpulverfyldt rustfri
rørtråd (Ss)
Ar + 8% CO
Ar + 2% O
Ar + 2% CO
Ar +8% CO
2
2
2
2
1,0 1,2 1,4 1,6
1,2
1,2
1,2
Nikkellegeret tråd Ar 1,0 0,9 1,2
(Nikkel basis) Ar + 50% He 1,0 0,9 1,2
*) LUD 450
bu14d01d
-- 1 2 --
Page 13

DK
2.4 Svejsedataindstillinger
Nedenfor følger en oversigt over de svejseparametre, der påvirker svejseforløbet for
de to MIG/MAG--metoder.
Med svejsestrø mkilden i synergistilling er det kun nødvendigt at indstille
trådhastigheden.
Parameteren spænding kan også justeres om nødvendigt.
Når trådhastigheden justeres bevirker synergifunktionen at bestemte andre
parametre automatisk reguleres til nye værdier. Kursiverede parametre er såkaldte
konstanter, der ikke påvirkes af en ændring af trådhastigheden.
Metode KORT/SPRAYBUE Metode PULSNING
S Trådhastighed S Trådhastighed
S Spænding S Spænding
S Induktans S Pulsstrøm
S Regulatortype S Pulstid
S Pulsfrekvens
S Baggrundsstrøm
S Ka
S Ki
Tabel med parametrenes indstillingsområder findes i “APPENDIX“ under punkt 10.
2.5 Start-- og stopindstillinger
De følgende indstillinger påvir ker start-- og stopforløbet ved MIG/MAG--svejsning.
Under de enkelte rubrikker findes alle de indstillinger, der påvirker startforløbet og
afslutningen af svejsningen.
Startindstillinger Stopindstillinger
S Gasforstrømning S Gasefterstrømning
S Krybestart
S Hot start
S Hot start--tid
S ∅gning af trådhastigheden
(2 m/min hvis ikke andet
angives)
S Spændingsøgning (kun
hvis man ikke er i
synergistilling)
S Efterbrændetid
S Afrystningspuls (kun for KORT--/SPRAY-
BUE hvis man ikke er i synergistilling)
S Kraterfyldning
S Kraterfyldningstid
S Trådens sluthastighed
S Endelig spænding (kun hvis man ikke
er i synergistilling)
Der er tre forskellige funktioner, der er tilpasset specielle krav ved start og stop af
svejsning. Valg af disse funktioner og supplerende indstillinger sker i startdatamenuen henholdsvis stopdatamenuen.
bu14d01d
-- 1 3 --
Page 14

DK
Hot start
Hot--start--funktionen vælges, når man ønsker en varmere lysbue under startforløbet
for at undgå svejsefejl i begyndelsen af svejsefugen.
Kraterfyldning
Kraterfyldningsfunktionen gør det lettere at undgå porer og kraterdannelse i
svejsegodset ved afslutning af svejsningen.
Krybestart
Krybestartfunktionen giver lav starthastighed og bør vælges for at få den bedst
mulige start. Krybestarthastigheden er 50% af den indstillede trådhastighed.
Funktionen er aktiveret ved leveringen.
TIPS! Til/fra--kobling af funktionerne hot--start, krybestart og kraterfyldning kan ske
med de “bløde knapper“, se afsnittet “MIG/MAG--konfigurering“ under punkt 9.2.4.2.
I menuerne startdata og stopdata indstilles også værdierne for fø lgende parametre.
Gasforstrømning og g asefterstrømning
Parametrene gasforstrømning og gasefterstrømning angiver den tid, som
beskyttelsesgassen skal strømme før og efter svejsning.
Efterbrændetid
Med efterbrændetiden justeres elektrodens udstik e fter afsluttet svejsning.
2.6 Gasskylning, koldtrådsfødning og 2--takt/4--takt
Følgende tre funktioner kan lige som Hot start m.fl. lægges ind p å de bløde knapper.
Fremgangsmåden er beskrevet i “MIG/MAG--konfigurering“ under punkt 9.2.4.2.
Gasskylning
Gasskylningsfunktionen bruges til at fylde gasslangerne med beskyttelsesgas, eller
ved måling af gasflowet. Når knappen trykkes ned, strømmer gassen, og når
knappen slippes, standser gasstrømmen.
Koldtrådsfødning
Funktionen bruges når man vil føre tråd frem manuelt ved isætning af en ny
trådspole. Når knappen trykkes ned fø r es der tråd frem, og når knappen slippes
ophører trådfremføringen.
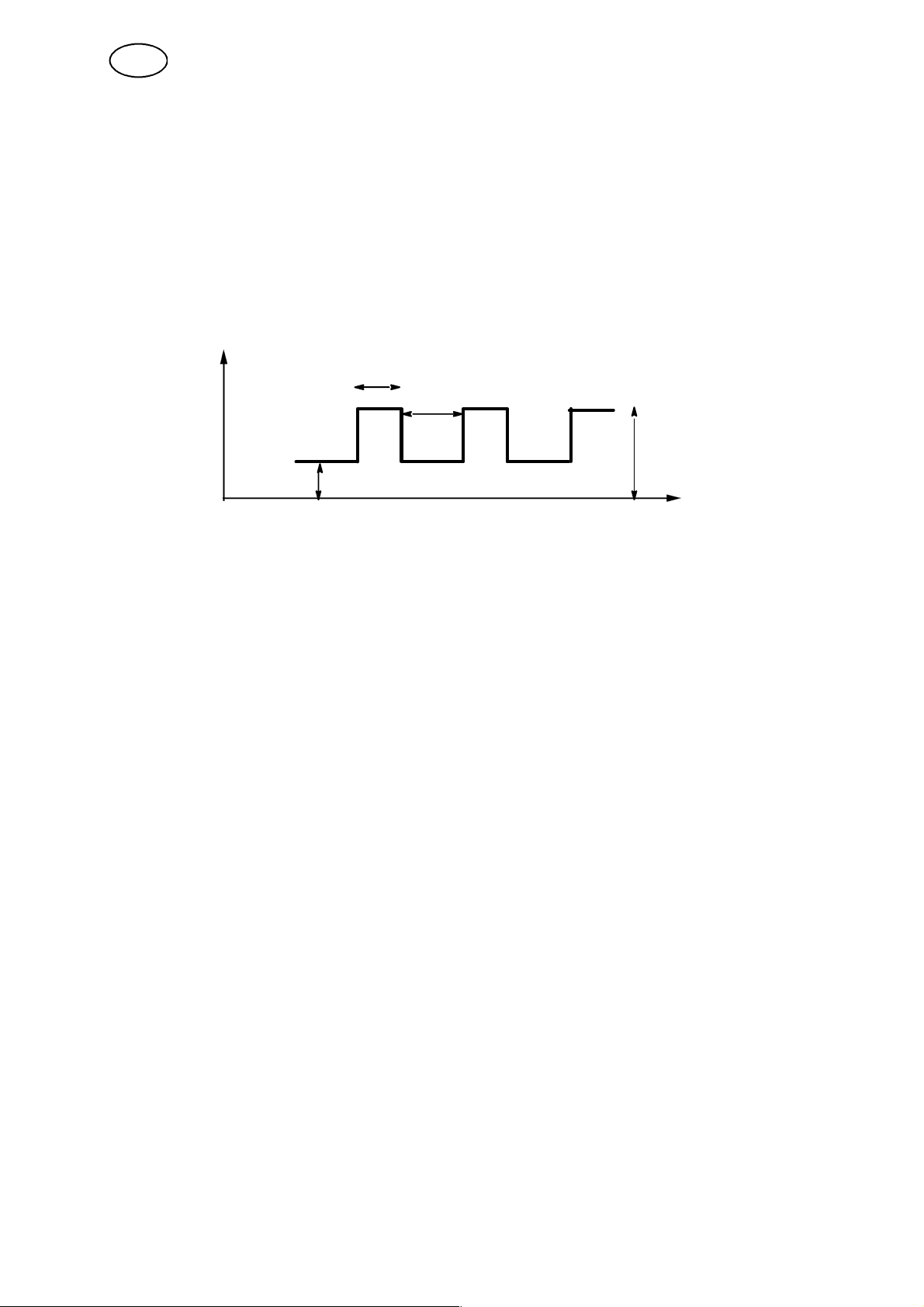
2 --takt eller 4--takt
Ved MIG/MAG --svejsning kan pistolkontakten fungere på to måder; 2 --takt eller
4--takt. Omskifterfunktionen til 2--takt/4--takt kan placeres på en af de bløde knapper.
Forskellen mellem 2--takt og 4--takt illustreres på de følgende figurer, sammen med
andre funktioner i start-- og stopforløbet.
bu14d01d
-- 1 4 --
Page 15

DK
2 --takt
2
Kraterfyldning stop data
1
Gasforstrømning
SvejsningHot
Start
Kraterfyldning
Gasefterstrømning
Ved 2--takt starter en eventuel gasforstrømning, når pistolkontakten trykkes ind (1).
Derefter vokser svejsedata til de indstillede værdier eller eventuelt indstillede værdier
for Hot start.
Når pistolkontakten slippes (2), påbegyndes eventuel kraterfyldning. Efter dette går
værdierne for svejsedata igen ned til nul, og eventuel gasefterstrømning afslutter
svejsesekvensen.
TIPS! Hvis pistolkontakten trykkes ind igen under kraterfyldningen, kan man
forlænge svejsningen med kraterfyldningens slutdata i et valgfrit tidsrum (stiplet
linje). Kraterfyldningen kan også afbrydes ved at trykke pistolkontakten hurtigt ind og
igen slippe den medens kraterfyldningen er i gang.
4 --takt
2
3
4
Kraterfyldning stop data
1
Gasforstrømning
Start
SvejsningHot
Kraterfyldning
Gasefterstrømning
Ved 4--takt starter gasforstrømningen, når pistolkontakten trykkes ind (1). Når
pistolkontakten slippes (2), vokser svejsedata til de indstillede værdier.
Når pistolkontakten igen trykkes ind (3), begynder en eventuel kraterefterfyldning.
Derpå falder værdierne for svejsedata til stopdata.
Eventuel gasefterstrømning starter, når pistolkontakten slippes (4).
TIPS! Kraterfyldningen ophører, når pistolkontakten slippes (4). Hvis kontakten i
stedet holdes inde i længere tid, fortsætter svejsningen med kraterfyldningens
slutdata (stiplet linje).
bu14d01d
-- 1 5 --
Page 16

DK
2.7 MIG/MAG--konfigurering
Se under punkt 9.2.4.
2.8 Indstillingseksempel MIG/MAG
Herunder følger et indstillingseksempel for MIG/MAG--svejsning med metoden
kortbue/spraybue. Indstilling til metoden pulsning sker på tilsvarende måde.
Eksemplet forudsætter, at svejsestrømkilden er i synergistilling.
2.8.1 Grundindstillinger
I hovedmenuen kan man foretage indstillinger, der vedrører metode-- og
materialevalg.
Vi begynder med at fremkalde hovedmenuen ved at trykke på MENU--knappen.
Vi skal foretage følgende fem indstillinger:
S PROCES = MIG/MAG
S METODE = KORT--/SPRAYBUE
S TRÅDTYPE = Fe
S BESKYTTELSESGAS = Ar+8%CO2
S TRÅDDIMENSION = 1,2 mm
Proces
Første indstilling
gælder typen af
svejseproces. Gå
trinvist frem med
pilknapperne, så
linjen for PROCES
markeres.
Tryk ENTER for at få
en liste med
muligheder frem.
PROCES: MIG/MAG
METODE: KORTBUE/SPRAYB.
TRÅDTYPE: Fe
BESKYTTELSESGAS: CO2
TRÅDDIMENSION: 1.0 mm
TILLÆGSFUNKTIONER
INDSTIL MÅL MEMORY
ESAB LUD 450
LYN
INSTIL
ENTER
Placer markøren på linjen for MIG/MAG i listen
og tryk ENTER. Dermed har vi indstillet PROCES =
MIG/MAG.
-- 1 6 --
bu14d01d
MIG/MAG
MMA
TIG
KULBUEMEJSLING
Page 17

DK
Metode
Placer markøren på
linjen METODE.
Tryk ENTER for at få
fram en liste med
alternativ.
ESAB LUD 450
PROCES: MIG/MAG
METODE: PULSNING
TRÅDTYPE: Fe
BESKYTTELSESGAS: AR+8%CO2
TRÅDDIMENSION: 1.0 mm
TILLÆGSFUNKTIONER
INDSTIL MÅL MEMORY
Placer markøren på linjen for KORTBUE/SPRAYB. i
listen og tryk ENTER.
Dermed har vi indstillet METODE = KORTBUE/
SPRAYBUE.
Trådtype
ESAB LUD 450
Placer markøren på
linjen TRÅDTYPE.
Tryk ENTER for at
få fram en liste med
alternativ.
PROCES: MIG/MAG
METODE: KORTBUE/SPRAYB.
TRÅDTYPE: Fe
BESKYTTELSESGAS: Ar+8%CO2
TRÅDDIMENSION: 1.0 mm
TILLÆGSFUNKTIONER
INDSTIL MÅL MEMORY
LYN
INSTIL
KORTBUE/SPRAYB.
PULSNING
LYN
INSTIL
ENTER
ENTER
Her er et eksempel på en liste, hvor der er så mange
muligheder, at de ikke kan vises samtidigt.
Pilen i listens nederste højre hjørne angiver, at der er
flere muligheder, der kommer frem i feltet, hvis man
går trinvist ned i listen.
Placer nu markø ren på linjen for F e og tryk ENTER.
Dermed har vi indstillet TRÅDTYPE = Fe.
-- 1 7 --
bu14d01d
Fe
Rustfrit
Duplex
Al Mg
Al Si
Rørtr. Fe/met.
Rørtr..Fe/rut.
Page 18

DK
Beskyttelsesgas
Placer markøren på
linjen
BESKYTTELSES
GAS. Tryk ENTER
foratfåframenliste
med alternativ.
ESAB LUD 450
PROCES: MIG/MAG
METODE: KORTBUE/SPRAYB.
TRÅDTYPE: Fe
BESKYTTELSESGAS: Ar
TRÅDDIMENSION: 1.0 mm
TILLÆGSFUNKTIONER
INDSTIL MÅL MEMORY
Placer markøren på linjen for Ar+8%CO2 og tryk
ENTER. Dermed har vi indstillet
BESKYTTELSESGAS = Ar+8%CO2.
Tråddimension
Placer markøren på
linjen
TRÅDDIMENSION.
Tryk ENTER for at få
fram en liste med
alternativ.
PROCES: MIG/MAG
METODE: KORTBUE/SPRAYB.
TRÅDTYPE: Fe
BESKYTTELSESGAS: Ar+8%CO2
TRÅDDIMENSION: 1.0 mm
TILLÆGSFUNKTIONER
ESAB LUD 450
LYN
INSTIL
CO2
Ar+20 % CO2
Ar+2 % O2
Ar+5 % O2+5 % CO2
Ar+8 % CO2
Ar+23 % CO2
Ar+15%CO2+5%O2
ENTER
INDSTIL MÅL MEMORY
Placer markøren på linjen for 1.2 m m og tryk ENTER.
Dermed har vi indstillet TRÅDDIMENSION = 1.2 mm.
-- 1 8 --
bu14d01d
LYN
INSTIL
0.8 mm
1.0 mm
1.2 mm
1.6 mm
ENTER
Page 19

DK
Næste linje i hovedmenuen er TILLÆGSFUNKTIONER. Disse funktioner er
beskrevet yderligere i kapitlet “TILLÆGSFUNKTIONER“ under punkt 9.
ESAB LUD 450
PROCES: MIG/MAG
METODE: KORTBUE/SPRAYB.
TRÅDTYPE: Fe
BESKYTTELSESGAS: Ar+8%CO2
TRÅDDIMENSION: 1.2 mm
TILLÆGSFUNKTIONER
INDSTIL MÅL MEMORY
LYN
INSTIL
ENTER
2.8.2 Svejsedataindstillinger
I indstillingsmenuen kan man indstille værdier for forskellige svejsepar ametre så som
spænding og trådhastighed. Når synergifunktionen aktiveres, styrer en
mikroprocessor flere af disse indstillin ger.
Vi begynder med at fremkalde hovedmenuen ved at trykke på MENU--knappen.
Indstillingsmenuen fremkaldes ved at trykke på INDSTIL --knappen. Vi vil nu foretage
følgende indstilling:
S TRÅDFREMF∅RING =10.0 m/min
Trådfremføring
DATAINDSTILLING
Placer markøren på
linjen TRÅDHAST.
Indstil til 10,0 m/min
vedatgåtrinvistfrem
med:
SPÆNDING: # 29.0 (+0.0) V
TRÅDHAST:
INDUKTANCE: 85 %
SYNERGISTILLING ON
STARTDATA . . .
STOPDATA
10.0 m/min
*
KRA TER
FYLDN.
HOT
START
4-TAKT
QUIT
I indstillingsmenuen kan man nu også se d e værdier, som mikroprocessoren har
indstillet for spænding og induktans.
Parameteren spænding kan også justeres om nødvendigt.
bu14d01d
-- 1 9 --
Page 20

DK
2.8.3 Startdataindstillinger
I startdatamenuen kan man foretage de indstillinger, der påvirker startforløbet ved
MIG/MAG--svejsning. Vi vil indstille:
S GASFORSTR∅MNING = 0,8 s
S KRYBEST ART = JA
S HOT START = JA
S HOTSTART--tid=1,0s
S HOT START--trådfremføring = +2,5 m/min
Vi begynder med at fremkalde hovedmenuen ved at trykke på MENU--knappen.
Gå til indstillingsmenuen ved at trykke på indstil--knappen.
DATAINDSTILLING
SPÆNDING: # 29.0 (+0.0) V
Placer markøren på
linjen STARTDATA og
tryk ENTER.
TRÅDHAST:
INDUKTANCE: 85 %
SYNERGISTILLING ON
STARTDATA ...
STOPDATA
KRA TER
FYLDN.
HOT
START
4-TAKT
10.0 m/min
*
QUIT ENTER
Gasforstrømningstid
Her angiver man den tid, man ønsker at beskyttelsesgassen skal strømme, inden
svejsningen påbegyndes.
STARTDATA, SYNERGISTILLING
Placer markøren på
linjen
GASFORSTRØM-NING. Ställ ind 0.8 s
med någon af plus/
minus--knapper
GASFORSTRØMNING: 0.8 s
KRYBESTART: JA
HOTSTART: NEJ
bu14d01d
KRA TER
FYLDN.
HOT
START
-- 2 0 --
4-TAKT
QUIT
Page 21

DK
Krybestart
Her angives kun, om man ønsker krybestart--funktion eller ikke, dvs. YES eller NO.
Trådhastighed og krybestart er forindstillede og kan ikke ændres.
STARTDATA, SYNERGISTILLING
Placer markøren på
linjen
KRYBESTART. Tryk
ENTER for at få fram
en liste med
alternativ.Placer
markøren på linjenJA
Tryk ENTER.
Hot start
Til at begynde med angiver m an, om man ønsker hot start--funktionen eller ikke. Hvis
man vil benytte hot start--funktionen indstiller man derpå hot star t--tiden og eventuel
forøget trådhastighed.
GASFORSTRØMNING: 0.8 s
KRYBESTART: JA
HOTSTART: NEJ
KRA TER
FYLDN.
HOT
START
4-TAKT
QUIT ENTER
Placer markøren på
linjen HOTSTART.
Tryk ENTER for at få
fram en liste med
alternativ.Placer
markøren på linjen JA
Tryk ENTER.
Placer markøren på
linjen HOTSTART
TID.
Ställ ind 1,0 s genom
at stega med någon
af plus/minus-knapper.
STARTDATA, SYNERGISTILLING
GASFORSTRØMNING: 0.8 s
KRYBESTART: JA
HOTSTART: JA
HOTSTARTTID: 1.5 s
TRÅDHAST: 2.0 m/min
KRA TER
FYLDN.
GASFORSTRØMNING: 0.8 s
KRYBESTART: YES
HOTSTART: YES
HOT DDDD
START
STARTDATA, SYNERGISTILLING
HOTSTARTTID: 1.0 s
TRÅDHAST.: 2.0 m/min
4-TAKT
QUIT ENTER
bu14d01d
KRA TER
FYLDN.
HOT DDDD
START
-- 2 1 --
4-TAKT
QUIT
Page 22

DK
Placer markøren på
linjen
TRÅDHASTIGHED
Ställ ind 2.5 m/min.
STARTDATA, SYNERGISTILLING
GASFORSTRØMNING: 0.8 s
KRYBESTART: YES
HOTSTART: YES
HOTSTARTTID: 1.0 s
TRÅDHAST.: 2.5 m/min
KRA TER
FYLDN.
HOT DDDD
START
4-TAKT
QUIT
Dermed er alle vore startdata--indstillinger foretaget.
Gå tilbage til indstillingsmenuen genom at trykke QUIT.
2.8.4 Stopdataindstillinger
I stopdatamenuen foretager ma n de indstillinger, der påvirker stopforløbet ved
MIG/MAG--svejsning.
Vi skal indstille følgende stopdata:
S CRATERFYLDNING = JA
S CRATERFYLDNINGTID =1,5 s
S TRÅDENS SLUTHASTIGHED = 3.0 m/min
S EFTERBRÆNDETID =0.11 s
S GASEFTERSTR∅MNING =2.0 s
Placer markøren på
linjen STOPDATA og
tryk ENTER.
bu14d01d
DATAINDSTILLING
SPÆNDING: # 29.0 (+0.0) V
TRÅDHAST:
INDUKTANCE: 85 %
SYNERGISTILLING TIL
STARTDATA . . .
STOPDATA
KRA TER
FYLDN.
HOT DDDD
START
-- 2 2 --
4-TAKT
10.0 m/min
*
QUIT ENTER
Page 23

DK
Kraterfyldning
Til at begynde med angiver man, om man vil benytte funktionen kraterfyldning eller
ikke. Hvis man vil benytte kraterfyldning, indstiller man derpå også kraterfyldningstid
og trådhastighed.
STOPDATA, SYNERGISTILLING
Placer markøren på
linjen
KRATERFYLDNING
og tryk ENTER for at
fremkalde en liste
med alternativer.
Vælg JA.
KRATERFYLDNING JA
TID: 1.5 s
SLUTHAST./TRÅD: 3,0 m/min
EFTERBRÆNDETID: 0.12 s
GASEFTERSTRØMN.: 0.1 s
KRA TER DDDD
FYLDN.
HOT DDDD
START
4-TAKT
QUIT ENTER
Kraterfyldningstid
STOPDATA, SYNERGISTILLING
Placer markøren på
linjen TID. Ställ ind
1,5 s med någon af
plus/minus-knapper
KRATERFYLDNING JA
TID: 1.5 s
SLUTHAST./TRÅD: 3,0 m/min
EFTERBRÆNDETID: 0.12 s
GASEFTERSTRØMN.: 0.5 s
KRA TER DDDD
FYLDN.
HOT DDDD
START
4-TAKT
QUIT ENTER
Trådens sluthastighed
Her angiver man den trådhastighed, der skal gælde ved kraterfyldningens afslutning.
STOPDATA, SYNERGISTILLING
Placer markøren på
linjen
SLUTHAST./TRÅD.
Ställ ind 3.0 m/min
med någon af
plus/minus-- knapper.
bu14d01d
KRATERFYLDNING JA
TID: 1.5 s
SLUTHAST./TRÅD: 3.0 m/min
EFTERBRÆNDETID: 0.12 s
GASEFTERSTRØMN: 0.5 s
KRA TER DDDD
FYLDN.
HOT DDDD
START
-- 2 3 --
4-TAKT
QUIT
Page 24

DK
Efterbrændetid
Placer markøren på
linjen
EFTERBRÆNDETID.
Ställ ind 0.11 s med
någon af plus/
minus--knapper
STOPDATA, SYNERGISTILLING
KRATERFYLDNING JA
TID: 1.5 s
SLUTHAST./TRÅD: 3.0 m/min
EFTERBRÆNDETID: 0.11 s
GASEFTERSTRØMN: 0.5 s
KRA TER DDDD
FYLDN.
HOT DDDD
START
4-TAKT
QUIT
Gasefterstrømning
Her indstiller man den tid, man ønsker at beskyttelsesgasen skal str ømme efter
afslutningen på svejsningen.
STOPDATA, SYNERGISTILLING
Placer markøren på
linjen
GASEFTERSTRØMN.
Ställ ind 2.0 s med
någon af
plus/minus-- knapper.
KRATERFYLDNING JA
TID: 1.5 s
SLUTHAST./TRÅD: 3.0 m/min
EFTERBRÆNDETID: 0.11 s
GASEFTERSTRØMN: 2.0 s
KRA TER DDDD
FYLDN.
HOT DDDD
START
4-TAKT
QUIT
Dermed er samtlige vore stopdata--indstillinger for e taget, og en komplet
svejsedataopsætning til MIG/MAG--svejsning er klar.
bu14d01d
-- 2 4 --
Page 25

DK
3 MMA--svejsning
3.1 Synergi
Svejsestrømkilden har en synergifunktion til MMA--svejsning.
Det betyder, at svejsestrømkilden automatisk optimerer svejseegenskaberne til den
elektrodetype og diameter, der er valgt.
3.2 Grundvalg
Grundvalg for MMA --svejsning foretages i indstillingsboksens hovedmenu.
1. Svejseproces = MMA
2. Elektrodetype
Der er mulighed for at vælge tre forskellige elektrodetyper, hvis man vil holde sig
til synergifunktionen.
S Basisk
S Rutil
S Cellulose
3. Elektrodediameter
Nedenstående tabel viser de elektrodediametre, der kan vælges ifølge
svejsestrømkildens synergi.
Elektrodetype Elektrodediameter (mm)
Basisk 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0
Rutil 1,62,02,53,24,04,55,05,66,0
Cellulose 2,5 3,2
bu14d01d
-- 2 5 --
Page 26

DK
3.3 Svejsedata
Hvis man holder sig til svejsestrømkildens synergi, behøver man kun at indstille
svejsestrømmen.
Svejsestrømmen kan også indstilles under svejsningen ved hjælp af +/-- knapperne.
Ved indstilling af svejsestrømm e n reguleres arcforce automatisk, hvis
svejsestrømkilden er i synergistilling.
I indstillingsmenuen kan man se, hvilken værdi der er indstillet for parameteren
svejsestrøm.
ESAB LUD 450
Ta fram
INDSTILLINGS
menuen genom at
trykke på
INDSTIL--knappen.
PROCES: MMA
ELEKTRODETYPE: RUTILE
ELEKTRODEDIAMETER: 2.5 mm
TILLÆGSFUNKTIONER
Med vår inställda
kombination af
elektrodetype og
elektrodediameter
har svejsestrøm-källan ställt ind
svejsestrømmen til
80 A.
INDSTIL MÅL MEMORY
DATAINDSTILLING
CURRENT: 80 A
SYNERGISTILLING: TIL
LYN
INDSTIL
QUIT
ENTER
bu14d01d
-- 2 6 --
Page 27
DK
3.4 MMA--konfigurering
Se under punkt 9.2.6.
3.5 Indstillingseksempel MMA
Nedenfor følger et indstillingseksempel for MMA--svejsning.
3.5.1 Grundindstillinger
I hovedmenuen foretages de indstillinger, der vedrører valg af elektrode.
Vi begynder med at fremkalde hovedmenuen, hvis det ikke allerede er sket, ved at
trykke på MENU--knappen.
Vi skal foretage følgende tre indstillinger:
S PROCES = MMA
S ELEKTRODETYPE= RUTIL
S ELEKTRODEDIAMETER = 2.5 mm
Proces
ESAB LUD 450
Stega med pilknapper
så at linjen PROCES
blir markerad.
Tryk ENTER for at få
fram en liste med
alternativ.
PROCES: MMA
ELEKTRODETYPE: BASISK
ELEKTRODEDIAMETER: 6 mm
TILLÆGSFUNKTIONER
INDSTIL MÅL MEMORY
Placer markøren på linjen MMA i listen og
tryk ENTER. Dermed har vi indstillet PROCES = MMA.
Elektrodetype
ESAB LUD 450
Stega med pilknapper
så at linjen
ELEKTRODE TYPE
blir markerad. Tryk
ENTER for at få fram
en liste med alternativ.
PROCES: MMA
ELEKTRODETYPE: BASISK
ELEKTRODEDIAMETER: 6 mm
TILLÆGSFUNKTIONER
INDSTIL MÅL MEMORY
LYN
INDSTIL
MIG/MAG
MMA
TIG
KULBUEMEJSLING
LYN
INDSTIL
ENTER
ENTER
Placer markøren på linjen RUTIL i listen og
tryk ENTER.
Dermed har vi indstillet ELEKTRODETYPE = RUTIL.
-- 2 7 --
bu14d01d
BASISK
RUTIL
CELLULOSE
Page 28

DK
Elektrodediameter
Stega med
pilknapper så at
linjen ELEKTRODE
DIAMETER blir
markerad. Tryk
ENTER for at få fram
en liste med
alternativ.
Placer markøren på linjen for 2.5 mm i listen og
tryk ENTER. Dermed har vi indstillet
ELEKTRODEDIAMETER = 2.5 mm.
PROCES: MMA
ELEKTRODETYPE: RUTIL
ELEKTRODEDIAMETER: 6 mm
TILLÆGSFUNKTIONER
INDSTIL MÅL MEMORY
ESAB LUD 450
LYN
INDSTIL
1.6 mm
2mm
2.5 mm
3.2 mm
4mm
4,5 mm
5mm
ENTER
ESAB LUD 450
PROCES: MMA
ELEKTRODETYPE: RUTILE
ELEKTRODEDIAMETER: 2.5 mm
TILLÆGSFUNKTIONER
LYN
INDSTIL MÅL MEMORY
INDSTIL ENTER
Næste linje i hovedmenuen er TILLÆGSFUNKTIONER . Disse funktioner er
beskrevet yderligere i kapitlet “TILLÆGSFUNKTIONER“ under punkt 9.
Dermed er vi klar med vores indstilling til MMA--svejsning.
bu14d01d
-- 2 8 --
Page 29

DK
4 TIG--svejsning
4.1 Grundvalg
Grundlæggende valg til TIG--svejsning foretages i hovedmenuen.
1. Svejseproces = TIG
2. Svejsemetode
Ved TIG--svejsning kan man vælge mellem to f orskellige svejsemetoder.
S Konstantstrøm
S Pulsning
3. Startmetode
Der kan vælges mellem to forskellige startmetoder.
S Liftarc--start
S HF-- start
Ved Liftarc--start tændes lysbuen, når elektroden kommer i kontakt med
arbejdsstykket, og man løfter elektroden igen. Ved HF--start tændes lysbuen af
den gnistovergang, der finder sted, når elektroden befinder sig i en bestemt
afstand fra arbejdsstykket.
4. Aftrækkerfunktion
Ved TIG--svejsning kan man vælge, om TIG--brænderens aftrækker skal fungere
efter 2--taktsfunktion eller 4 -- taktsfunktion. Den væsentlige forskel er, at man ved
2--takt holder aftrækkeren inde under svejsningen, medens man ved 4--takt kan
svejse med sluppet aftrækker. Forskellen mellem 2--takt og 4--takt illustreres på
de følgende figurer sammen med de øvrige funktioner i start-- og stopforløbet.
2 --takt
2
1
Slope
ned
Gasefterstrøm
Gasforstrøm
Slope
op
Ved 2--takt starter en eventuel gasforstrømning, når TIG--brænderens aftrækker
trykkes ind (1). Derefter vokser strømmen op til pilotniveau (et par ampere) og
lysbuen tændes. Efter dette vokser strømm en op til den indstillede værdi (med
eventuel slope--op).
Når aftrækkeren derpå slippes (2), falder strømmen igen med til pilotniveau (med
eventuel slope--ned), og lysbuen slukkes. Derefter følger eventuel gasefterstrømning.
bu14d01d
-- 2 9 --
Page 30

DK
4 --takt
3
1
Gasforstrøm
2
Slope
op
Slope
ned
4
Gasefterstrøm
Ved 4--takt starter en eventuel gasforstrømning, når aftrækkeren trykkes ind (1). Når
gasforstrømningstiden er udløbet, vokser strømmen op til pilotniveau (et par
ampere) og lysbuen tændes.
Når aftrækkeren derefter slippes (2), vokser strømmen op til den indstillede værdi
(med eventuel slope--op).
Når aftrækkeren igen trykkes ind (3) , falder strømmen igen ned til pilotniveau (med
eventuel slope--ned).
Når aftrækkeren slippes igen (4), slukkes lysbuen og eventuel gasefterstrø m ning
begynder.
Når man er i svejsedata--indstillingsmenuen eller målemenuen kan man skifte
mellem 2--takt/4--takt med en af de bløde knapper.
4.2 Svejsedataindstillinger
Svejseparametrenes værdier indstilles i indstillingsmenuen. Nogle parametre hører
kun til den metode man har valgt, og nogle er fælles for de to TIG--metoder.
Følgende parametr e indstilles ved TIG--svejsning.
Tabel med indstillingsområder findes i “APPENDIX“ under punkt 10.
Metode KONSTANTSTR∅∅∅∅M Metode PULSNING
S Strøm S Pulsstrøm
S Slope--op S Baggrundsstrøm
S Slope--ned S Pulstid
S Gasforstrømning S Baggrundstid
S Gasefterstrømning S Slope--op
S Slope--ned
S Gasforstrømning
S Gasefterstrømning
bu14d01d
-- 3 0 --
Page 31
DK
Strøm
Med strøm menes her svejsestrømmen ved svejsning med konstant strøm.
Pulsstrøm og bagg rundsstrøm
Ved pulset strøm skal man indstille flere parametre, der hænger sam m e n med
svejsestrømmen. Pulsstrøm og baggrundsstrøm angiver de strømværdier, som
pulserne skal ligge imellem, se følgende figur.
Strøm
PULSTID
BAGGRUNDSTID
PULSSTRØM
BAGGRUNDSSTRØM
Tid
Pulstid og baggrundstid
Pulstiden angiver tiden for strømimpulserne.
Baggrundstiden angiver tiden for baggrundsstrømmen.
Svejsning med pulset strøm, se ovenstående figur. Indstillingsområdet for såvel
pulstid som baggrundstid er 0,001--5,000 s.
Gasforstrømning og g asefterstrømning
Med parametrene gasforstrømning og gasefterstrømning angiver man, hvor lang tid
beskyttelsesgassen skal strømme før hhv. efter svejsningen.
Slope--op og slope--ned
Slope--parametrene bestemmer en gradvis forøgelse henholdsvis reduktion af
svejsestrømmen i løbet af et vist tidsrum.
bu14d01d
-- 3 1 --
Page 32

DK
4.3 TIG--konfigurering
Se under punkt 9.2.6.
4.4 Indstillingseksempel TIG
Nedenfor følger et indstillingseksem pel for TIG--svejsning med metoden
konstantstrøm. Hvis man ønsker at svejse med pulser strøm, sker indstillingerne på
tilsvarende måde.
4.4.1 Grundindstillinger
Vi begynder med at kalde hovedmenuen frem, hvis dette ikke allerede er sket, ved at
trykke på MENU--knappen.
Vi skal foretage følgende fire indstillinger:
S PROCES = TIG
S METODE = KONSTANTSTR∅M
S STAR TMETODE = LIFTARC--START
S AFTRÆKKERFUNKTION= 2--TAKT
Proces
ESAB LUD 450
Stega med
pilknapper så at
linjen PROCES blir
markerad. Tryk
ENTER for at få fram
en liste med
alternativ.
PROCES: MMA
ELEKTRODETYPE: RUTIL
ELEKTRODEDIAMETER: 2.5 mm
TILLÆGSFUNKTIONER
INDSTIL MÅL MEMORY
Placer markøren på linjen for TIG i listen og
tryk ENTER. Dermed har vi indstillet PROCESS =
TIG.
LYN
INDSTIL
MIG/MAG
MMA
TIG
KULBUEMEJSLING
ENTER
bu14d01d
-- 3 2 --
Page 33

DK
Metode
Placer markøren på
linjen METODE. Tryk
ENTER for at få fram
en liste med
alternativ.
ESAB LUD 450
PROCES: TIG
METODE: PULSED I
START METODE: LIFTARC
TRIGGERFUNKTION: 2--TAKT
TILLÆGSFUNKTIONER
INDSTIL MÅL MEMORY
Placer markøren på linjen for KONSTANT STR∅M
i listen og tryk ENTER. Dermed har vi indstillet
METODE = KONSTANT STR∅M.
Startmetode
ESAB LUD 450
Placer markøren på
linjen START-METODE. Tryk
ENTER for at få fram
en liste med
alternativ.
PROCES: TIG
METODE: KONSTANT STRØM
START METODE: LIFTARC
TRIGGERFUNKTION: 2--TAKT
TILLÆGSFUNKTIONER
LYN
INDSTIL
KONSTANT STRØM
PULSNING
ENTER
INDSTIL MÅL MEMORY
Placer markøren på linjen for LIFTARC i
listen og tryk ENTER. Dermed har vi indstillet
STARTMETODE = LIFTARC.
-- 3 3 --
bu14d01d
LYN
INDSTIL
LIFTARC
HF--START
ENTER
Page 34

DK
Aftrækkerfunktion
Placer markøren på
linjen TRIGGER-FUNKTION.Tryk
ENTER for at få fram
en liste med
alternativ.
ESAB LUD 450
PROCES: TIG
METODE: KONSTANT STRØM
START METODE: LIFTARC
TRIGGERFUNKTION: 4--STROKE
TILLÆGSFUNKTIONER
INDSTIL MÅL MEMORY
Placer markøren på linjen for 2--TAKT i listen og
tryk ENTER. Dermed har vi indstillet
TRIGGERFUNKTION = 2--TAKT.
PROCES: TIG
METODE: KONSTANT STRØM
START METODE : LIFTARC
TRIGGERFUNKTION: 2--TAKT
TILLÆGSFUNKTIONER
INDSTIL MÅL MEMORY
ESAB LUD 450
LYN
INDSTIL
2--TAKT
4--TAKT
LYN
INDSTIL
ENTER
ENTER
Næste linje i hovedmenuen er TILLÆGSFUNKTIONER . Disse funktioner er omtalt
yderligere i kapitlet “TILLÆGSFUNKTIONER“ under punkt 9.
bu14d01d
-- 3 4 --
Page 35

DK
4.4.2 Svejsedataindstillinger
I indstillingsmenuen indstiller man værdier for de forskellige svejsepar ametre.
Vi skal foretage følgende indstillinger:
S STR∅M = 200 A
S SLOPE--OP TID = 2.0 s
S SLOPE--NED TID = 1.4 s
S GASFORSTR∅MNING = 3.0 s
S GASEFTERSTR∅MNING = 5.0 s
Vi begynder med at frem kalde hovedmenuen ved at trykke på MENU--knappen.Fremkald indstillingsm enuen ved at trykke på INDSTIL--knappen.
Strøm
DATAINDSTILLING
Placer markøren på
linjen for STR∅M
(CURRENT)
Ställ ind værdit 200
A med någon af de
båda plus/minus-knapper.
CURRENT: 200 A
SLOPE--OP TID: 4,0 s
SLOPE--NED TID: 6,0 s
GASFORSTR∅MNING: 2.5 s
GASEFTERSTR∅MNING: 3.3 s
GAS
SKYL
4-TAKT QUIT
Slope--op og slope--ned
Parametrene slope --op og slope--ned er forbundet til hver sin plus/minus--knap. Ved
indstilling af slope--op benyttes den øverste knap og ved indstilling af slope--ned
benyttes den nederste knap.
Placer markøren på
linjen for SLOPE UP og
SLOPE DOWN TID.
Indstil
SLOPE UP TID til 2.0
sek. ved at gå trinvist
frem med den øverste
plus/minus--knap.
bu14d01d
DATAINDSTILLING
CURRENT: 200 A
SLOPE--OP TID:#2,0 s
SLOPE--NED TID: ¤6,0 s
GASFORSTR∅MNING: 2.5 s
GASEFTERSTR∅MNING: 3.3 s
GAS
SKYL
4-TAKT
-- 3 5 --
QUIT
Page 36

DK
Indstil SLOPE DOWN
TID til 1.4 sek. ved at
gå trinvist frem med
den nederste
plus/minus--knap.
DATAINDSTILLING
CURRENT: 200 A
SLOPE--OP TID:#2,0 s
SLOPE--NED TID: ¤1,4 s
GASFORSTR∅MNING: 2.5 s
GASEFTERSTR∅MNING: 3.3 s
GAS
SKYL
4-TAKT
QUIT
Gasforstrømning og g asefterstrømning
Parametrene gasforstrømning og gasefterstrømning er på samme måde som
ovenstående rampeparametre forbundet til hver sin specifikke plus/minus--knap. Den
øverste plus/minus--knap gælder ved indstilling af gasforstrømning og den nederste
ved indstilling af gasefterstrømning.
DATAINDSTILLING
Placer markøren på
linjen for GASFOR-- og
GASEFTERSTRjMNIN
G.
Indstil til 3.0 sek. for
GASFORSTRjMNING
vedatgåtrinvistfrem
med den
plus/minus--knap.
øverste
CURRENT: 200 A
SLOPE--OP TID: #2.0 s
SLOPE--NED TID: ¤1.4 s
GASFORSTR∅MNING: #3.0 s
GASEFTERSTR∅MNING:
GAS
SKYL
4-TAKT
3.3 s
*
QUIT
DATAINDSTILLING
Indstil
GASEFTERSTRjMNIN
G til 5.0 sek. ved at gå
trinvist frem med den
nederste
plus/minus--knap.
CURRENT: 200 A
SLOPE--OP TID: 2.0 s
SLOPE--NED TID: 1.4 s
GASFORSTR∅MNING: #3.0s
GASEFTERSTR∅MNING:
GAS
SKYL
4-TAKT
*
QUIT
Hermed har vi for e taget en komplet indstilling til TIG--svejsning.
5.0 s
bu14d01d
-- 3 6 --
Page 37

DK
5 FUGEBRÆNDING
5.1 Synergi
Svejsestrømkilden har en synergifunktion til fugebrænding.
Det betyder, at svejsestrømkilden automatisk indstiller den rigtige værdi for
spændingen på basis af valget af elektrodediameter.
Man kan benytte elektroder med andre diametre end dem, der er repræsenteret i
indstillingsboksen, men det betyder, at br uger en selv må foretage de nø dvendige
indstillinger af visse parametre.
5.2 Grundvalg
Grundvalg for fugebrænding foretages i indstillingsboksens hovedmenu.
1. Svejseproces = FUGEBRÆNDING
2. Elektrodediameter
Nedenstående tabel viser de elektrodediametre, der kan vælges ifølge
svejsestrømkildens synergi.
Elektrodediameter
4mm
5mm
6mm
8mm
5.3 Svejsedata
Om man holder sig til svejsestrømkildens synergi, er det egentlig ikke nødvendigt at
indstille nogen svejsedata. Det er imidlertid muligt at justere parameteren
spænding.
De kursiverede parametre nedenfor er såkaldte konstanter. De påvirkes ikke af en
eventuel justering af spændingen.
Svejseparametre ved fugebrænding
S Spænding
S Induktans
S Regulatortype
En tabel me d parametrenes indstillingsområder findes i “APPENDIX“
under punkt 10.
bu14d01d
-- 3 7 --
Page 38

DK
5.4 Indstillingseksempel for kulbuemejsling
5.4.1 Grundindstillinger
I hovedmenuen indstiller man elektrodediameter.
Vi begynder med at fremkalde hovedmenuen ved at trykke på MENU--knappen.
Vi skal foretage følgende to indstillinger:
S PROCES = KULBUEMEJSLING
S ELEKTRODEDIAMETER = 8 mm
Proces
ESAB LUD 450
Stega med
pilknapper så at
linjen PROCES blir
markerad. Tryk
ENTER for at få fram
en liste med
alternativ.
PROCES: MMA
ELEKTRODETYPE: BASIC
ELEKTRODEDIAMETER: 6 mm
TILLÆGSFUNKTIONER
INDSTIL MÅL MEMORY
Placer markøren på linjen KULBUEMEJSLING i
listen og tryk ENTER. Dermed har vi indstillet
PROCES = KULBUEMEJSLING.
Elektrodediameter
Stega med
pilknapper så at
linjen ELEKTRODE
DIAMETER blir
markerad. Tryk
ENTER for at få fram
en liste me
d
alternativ.
PROCES: KULBUEMEJSLING
ELEKTRODEDIAMETER: 6 mm
TILLÆGSFUNKTIONER
INDSTIL MÅL MEMORY
ESAB LUD 450
LYN
INDSTIL
MIG/MAG
MMA
TIG
KULBUEMEJSLING
LYN
INDSTIL
ENTER
ENTER
Placer markøren på linjen 8 mm og tryk ENTER.
Dermed er indstillingen ELEKTRODEDIAMETER =
8mmklar.
Hermed er vi færdige med vores indstilling til
fugebrænding.
-- 3 8 --
bu14d01d
4mm
5mm
6mm
8mm
Page 39

DK
5.4.2 Svejsedata
I indstillingsmenuen kan man se, hvilken værdi der er indstillet for parameteren
spænding. Man kan også justere spændingsværdien efter behov.
ESAB LUD 450
Gå til
indstillingsmenuen
genom at trykke på
INDSTIL--knappen.
PROCES: CARBON, ArcAir
ELEKTRODEDIAMETER: 8 mm
TILLÆGSFUNKTIONER
Med vår inställ-ning af elektrod-diameter har
svejsestrøm-källan ställt ind
spændingen til
43 V.
INDSTIL MÅL MEMORY
DATAINDSTILLINGER
SPÆNDING: 43.0 V
SYNERGIC MODE: TIL
LYN
INDSTIL
QUIT
ENTER
bu14d01d
-- 3 9 --
Page 40

DK
6 MÅLEVÆRDIER
6.1 Beskrivelse af måleværdibilledet
I måleværdibilledet kan man under en igangværende svejsning se de målte værdier
for forskellige svejseparametre. Hvilke parametre der er, afhænger af hvilken
svejseproces man har valgt.
Eksemplet nedenför viser et måleværdibillede for MIG/MAG.
TIPS!
I pulsning kan man vælge, om spændingsværdien skal vises som middelværdi
eller som pulsmiddelværdi.
Denne indstilling kan foretages under M IG/M AG grundindstillinger. Se under
punkt 9.2.4.3.
Hvis du vil fremkalde måleværdibilledet, skal du sørge for at hovedmenuen vises i
displayet. Tryk på MÅLE--knappen.
ESAB LUD 450
PROCES: MIG/MAG
METODE: KORTBUE/SPRAYBUE
TRÅDTYPE: Fe
BESKYTTELSESGAS: Ar+8%CO2
TRÅDDIMENSION: 1.2 mm
TILLÆGSFUNKTIONER
INDSTIL MÅL MEMORY
Måleværdibilledet kan se således ud. Pilen nederst til højre i displayet indikerer, at
der er mere information end det, der er plads til i displayet.
KORTBUE/SPRAYBUE, Fe, Ar+8%CO2, 1.2 mm
Stega nedåt med
pil--ner--knappen.
22,5 Volt
LYN
INDSTIL
ENTER
bu14d01d
134 Amp
6,0 m/min
FJER QUIT
-- 4 0 --
Page 41

DK
En fjerde værdi bliver synlig på displayet.
KORTBUE/SPRAYBUE, Fe, Ar+8%CO2, 1.2 mm
134 Amp
6,0 m/min
3,01 kW
FJER QUIT
6.2 Ændring af indstillede værdier
I måleværdibilledet kan m an ændre værdien for visse parametre. Hvilke parametre
der er, afhænger af, hvilken svejseproces der er indstillet. De parameter værdier der
kan justeres er altid markeret med eller .
KORTBUE/SPRAYBUE, Fe, Ar8%+CO2, 1.2 mm
Du kan ændre ved
at trykke på
eller
Det display, der vises,
forsvinder efter 1,5
sek., hvis ingen af
knapperne bruges.
22,5 Volt
SPÆNDING: 22,5 (+3,5) V
134 Amp
6,0 m/min
FJER QUIT
bu14d01d
-- 4 1 --
Page 42

DK
7 HUKOMMELSE
I indstillingsboksen kan man lagre indtil 99 opsætninger af svejsedata. Hver enkelt
opsætning får et nummer fra 1 til 99. Hvis svejsedatahukommelsen bliver fuld, dvs.
hvis der er lagret 99 dataopsætninger, og man vil lagre en opsætning til, slettes
automatisk den ældste opsætning af svejsedata.
Man kan også slette og kopiere svejsedataopsætninger, og man kan også hente en
opsætning af svejsedata til arbejdshukommelsen.
Her følger eksempler, der viser hvordan man lagrer, henter, kopierer og sletter.
7.1 Lagre
Når du vil lagre en dataopsætning skal du sørge for, at hovedmenuen vises i
displayet. Tryk på MEMORY--knappen. Hvis svejsedatahukommelsen er tom, vises
følgende billede i displayet.
MEMORYFUNKTIONER -- GEMTE DATASÆT
:
INGEN GEMTE DATASÆT
GEM QUIT
:
Eksempel
Vi skal nu lagre en opsætning af svejsedata. Den skal gives position 10 i
hukommelsen. Tryk på GEM-- knappen. Følgende billede vises i displayet.
GEM I DATA NR. 1
Om man trykker
ENTER her så
sparas
datauppsættningen
som nummer 1,
vilket framgår af
översta linjen i
teckenfönstret.
QUIT ENTER
Ved at gå frem eller tilbage med en af plus/minus--knapperne kan man angive
hvilken position i hukommelsen, man vil give dataopsætningen. Det vises på øverste
linje i displayet.Det tal, der vises i øverste linje i displayet, er den første tomme
plads, der findes i hukommelsen.
bu14d01d
-- 4 2 --
Page 43

DK
GEM I DATA NR.10
Stega fram num-mer 10 med någon
af plus --/minus-knapper. Tryk
ENTER.
QUIT ENTER
Nu er dataopsætningen lagret som nummer 10. Nederst i displayet kan man se dele
af indholdet i dataopsætning nummer 10.
GEM I DATA NR. 10
10
" KORTBUE/SPRAYB., Fe Ar+20% CO2, 1
QUIT ENTER
Gå tilbage til hukommelsesmenuen med QUIT--knappen .
Tips!
Hvis der står GEMME I HUKOMMELSESPOSITION 1, kan man ved at trykke minus
eller
på enten
springe direkte til set 99.
bu14d01d
-- 4 3 --
Page 44

DK
7.2 Slette
I hukommelsesmenuen kan man slette en eller flere dataopsætninger.
Eksempel
Vi skal nu slette den dataopsætning, som vi lagrede i e t tidligere eksempel.
Tryk på SLET--knappen.
HUKOMMELSESFUNKTIONER--LAGRADE
10 50
" KORTBUE/SPRAYB., Fe Ar+20% CO2, 1
STORE SLET RECALL COPY QUIT
DATAOPSÆTNINGAR
Den sisdste lagrede dataopsætning markeres automatiskt. Hvis der er lagret mere
en én dataopsætning, kan man flytte markø r en mellem dem med pil--til--venstre og
pil--til --hø jre--knapperne.
SLET SVEJSEDATA NR. 10
Tryk ENTER for at
bekräfta radering af
10
dataopsætning
nummer 10.
bu14d01d
" KORTBUE/SPRAYB., Fe Ar+20% CO2, 1
QUIT ENTER
-- 4 4 --
Page 45

DK
7.3 Hent
Hvis du vil hente en lagret dataopsætning skal du sør ge for at du befinder dig i
hukommelsesmenuen. Tryk på HENT--knappen.
MEMORYFUNKTIONER -- GEMTE DATASÆT
10
GEM SLET HENT KOPIER QUIT
Eksempel
Den sidst lagrede dataopsætning markeres automatisk. Hvis der er gemt mere end
end én dataopsætning, kan man flytte markø r en mellem dem med pil--til--venstre og
pil--til --hø jre--knapperne.
HENT SVEJSEDATA NR. 10
Tryk ENTER for at
bekräfta at du vill
10
kalla ind
dataopsætning
nummer 10.
" KORTBUE/SPRAYB., Fe Ar+20% CO2, 1
QUIT ENTER
Gå tilbage til hukommelsesmenuen med QUIT--knappen.
7.4 Kopiere
Man kan kopiere indholdet i en svejsedataopsætning til en ny hukommelsesposition.
Begynd med at trykke på KOPIER--knappen.
MEMORYFUNKTIONER -- GEMTE DATASÆT
bu14d01d
10
" KORTBUE/SPRAYB., Fe Ar+20% CO2, 1
GEM SLET HENT KOPIER QUIT
-- 4 5 --
Page 46
DK
Eksempel
Den sidst lagrede dataopsætning markeres automatisk. Hvis der er lagret mere en
én dataopsætning, kan man flytte markøren mellem dem med pil--til--venstre og
pil--til--højre--knapperne. Vi skal nu kopiere indholdet i hukommelsesposition 10 til
position 50.
Ved at flytte trinvist med en af plus/minus--knapperne kan man angive, hvilken
hukommelsesposition man vil kopiere til.
KOPIER DATA NR.. 10 TIL NR. 50
Stega fram
nummer 50 med
plus--knappen og
tryk ENTER.
10
" KORTBUE/SPRAYB., Fe Ar+20% CO2, 1
QUIT ENTER
KOPIERET OVER SVEJSEDATA ?
10
"KORTBUE/SPRAYB., Fe Ar+20% CO2, 1
NEJ JA
Dermed er svejsedata nummer 10 kopieret til hukommelsespositionen 50.
Hvis hukommelsesposition 50 allerede er optaget, får man information herom i
displayet.
KOPIER DATA NR.. 10 TIL NR. 50
10 50
" KORTBUE/SPRAYB., Fe Ar+20% CO2, 1
Gå tilbage til hukommelsesmenuen med QUIT--knappen.
-- 4 6 --
bu14d01d
QUIT ENTER
Page 47
DK
7.5 Fjernstyring
Vi begynder med at fremkalde hovedmenuen ved at trykke på MENU--knappen.
måleværdibilledet fremkaldes ved at trykke på MÅLE --knappen.
KORTBUE/SPRAYBUE, Fe, Ar+8%CO2, 1.2 mm
Fra måleværdibilledet
kan man skifte til
styring via en
fjernkontrol ved at
trykke på
FJERNSTYRING-knappen.Der er 4 olika
fjernstyring.
22,5 Volt
134 Amp
6,0 m/min
FJER
Digital fjernbetjening
Digital fjernbetjening bruges, når man vil kunne fremkalde svejsedataopsætninger fra
svejsedatahukommelsen uden at br uge indstillingsboksen.
S Aristo Control 5--program.
Med denne fjernbetjening kan du genkalde 5 forskellige svejsedataopsætninger
fra hukommelsen. Du kan gemme dem på hukommelsesplads 1--5.
Du kan også indstille spændingen ud fra det svejseprogram, du har valgt at
genkalde.
Analog fjernbetjening
Med en analog fjernbetjening kan man regulere svejseprocessens primære
parametre fra en anden enhed end indstillingsboksen.
S Aristo Control Synergic PAE 2.
Med denne fjernbetjening kan du øge/formindske trådhastigheden og
spændingen ud fra den synergilinje, du har valgt.
S Esab PSF--svejsepistol med 2 drejegreb.
Denne svejsepistol har 2 drejegreb, hvormed man kan forøge/formindske
trådhastigheden og spændingen ud fra den synergilinje, d u har valgt. Det er
også muligt at indstille under svejsning.
S Esab PSF--svejsepistol med 3 programmer.
Denne svejsepistol har en knap med 3 stillinger.
Med denne knap kan du genkalde 3 forskellige svejsedataopsætninger fra
hukommelsen, til f.eks. rodstreng og opfyldningsstrenge. Det er også muligt ar
skifte svejseprogram midt under svejsningen.
7.5.1 Konfigurering til fjernkontrol
Se under punkt 9.2.3.
bu14d01d
-- 4 7 --
Page 48

DK
8 LYNINDSTILLING
8.1 Beskrivelse af lynindstilling
Hvis man har lagret en eller flere opsætninger af svejsedata i svejsedatahukommelsen kan man gøre en eller flere af disse (maksimalt fire) tilgængelige via
LYNINDSTILLING--knappen i hovedmenuen.
ESAB LUD 450
PROCES: MIG/MAG
METODE: DIP/SPRAY
TRÅDTYPE: Fe
BESKYTTELSESGAS: Ar+8%CO2
TRÅDDIMENSION: 1.2 mm
TILLÆGSFUNKTIONER
INDSTIL MÅL MEMORY
Når man trykker på knappen for lynindstilling kan billedet se således ud.
KORTBUE/SPRAYBUE, Fe, Ar+20% CO2, 1.2 mm
LYN
INDSTIL
ENTER
22,5 Volt
134 Amp
6,0 m/min
SVEJSN
DA TA 1
Fire af software--knapperne kan på denne måde ”bindes” til hver sin svejsedata--indstilling i svejsedata--hukomm e lsen. Se software--knap--funktionen i afsnit 9.2.4.2.
Den femte software--knaps ekstra funktion bruges til at skifte funktioner for de fire
software--knapper. Man kan skifte mellem a t have svejsedata--indstillinger og at have
disse funktioner tilgængelige i målefunktion (gasgennemskylning, varm start,
trådkrybe--funktion, aftrækkerfunktion, kraterfyldning, krybestart etc.)
SVEJSN
DA TA 2
SVEJSN
DA TA 3
SVEJSN
DA TA 4
2ND
FUNCT.
8.2 Konfigurering af lynindstillingsknapper
Se under punkt 9.2.8.1.
bu14d01d
-- 4 8 --
Page 49

DK
9 TILLÆGSFUNKTIONER
9.1 Hukommelseskortfunktioner
For at kunne bruge hukommelseskortfunktionerne
skal man først installere PC--kortet.
1. Sluk for strømmen til svejsemaskinen
2. Sæt PC--kortet i
3. Tænd for strømmen
4. Tryk på tillægsfunktioner, ENTER
5. Tryk på hukommelseskortfunktion, ENTER
Nu vises følgende display:
HUKOMMELSESKORTFUNKTIONER
SVEJSEDATAINDSTILLING
Installere
PC--kortet
här
LAGRE SLET GENTAG QUIT
LAGRE
Bruges til at lagre gældende svejsedataindstillinger (besatte hukommelsespladser
1--99) fra indstillingsboksen på PC--kortet.
Hvis de samme svejsedata allerede er lagret på kortet, skrives de over
af dem, der
ligger i indstillingsboksens egen hukommelse.
Eksempel
PC--kortIndstillingsboksen
Svejsedataindstillingerne i indstillingsboksen er.
123101250
PC--kortet
är tomt.
PC--kort
Tryk LAGRE.
Svejsedataindstillingerne fra indstillingsboksen er
nu lagret på PC--kortet.
123101250
bu14d01d
-- 4 9 --
Page 50

DK
SLET
Bruges til at slette PC--kortets indhold (alle svejsedataind stillin g er).
Eksempel
PC--kort
Svejsedataindstillingerne på PC--kortet er:
123101250
PC--kort
Tryk SLET . PC--kortet er nu tomt.
GENTAG
Bruges til a t kopiere svejsedataindstillinger fra PC--kor tet til indstillingsboksen.
Hvis en svejsedataindstilling allerede ligger i boksens egen hukommelse, skrives
den over af den, der er lagret på PC--kortet.
Eksempel
PC--kortIndstillingsboksen
Tryk GENTAG.
123101250 23456
Indstillingsboksen
Indstillingsboksen har nu 3 nye svejsedataopsætninger (4, 5, 6), og opsætningerne 2 og 3
blev opdateret af dem, der var lagret på
123456
10 12 50
PC--kortet.
Fejlmeddelelser
Hvis indstillingsboksen indikerer en fejl for PC--kortet, ses en fejlmeddelelse, som
kort beskriver den pågældende fejl.
Kontroller følgende:
S At PC--kortet er korrekt sat i.
S At PC--kortet ikke er af et ukendt eller ikke godkendt fabrikat.
S At data, der er lagret på kortet, er kompatible med programmet i indstillingsbok-
sen.
S At PC--kortet ikke har forkert versionsnummer eller er af ældre format.
bu14d01d
-- 5 0 --
Page 51

DK
9.2 Konfiguration
9.2.1 Sprog og længdeenhed
Se under punkt 1.3.
9.2.2 L åsefu n ktio n
HOVEDMENUE
TILLÆGSFUNKTIONER
KONFIGURATION
LÅSEFUNKTION
Undertiden ønsker man at begrænse adgangen til bestemte funktioner i
indstillingsboksen for at undgå, at vigtige parametre eller indstillinger ændres af
andre.
Når låsefunktionen er aktiveret, og man befinder sig i målebilledet, (fjernstilling) eller
lynindstillingsbilledet kræves der et kodeord (låsekode), hver gang man forsøger at
komme til hovedmenuen ved at tr ykke på AFBRYD-- eller MENU--knappen.
Normalt vil udstyret befinde sig i en af disse tre stillinger, når der tændes for den, og
den eneste måde at forlade dem på for at gå til andre menuer, er at angive det
korrekte kodeord (låsekode).
LÅSEFUNKTION
LÅSESTATUS FRA
ANGIV/SKIFT LÅSEKODE
QUIT
ENTER
I LÅSEKODETILSTAND kan man aktivere/deaktivere låsefunktionen uden at slette
den eksisterende låsekode, hvis man deaktiverer funktionen. Hvis der ikke er lagret
nogen låsekode, og man forsøger at aktivere låsefunktionen, kommer man til et
billede, der ligner et computer--tastatur, for at indtaste en ny kode.
Når man aktiverer den, vises en lille ikon med en nøgle på første linje i displayet for
at indikere at låsefunktionen er aktiveret, og så kan man bevæge sig frit gennem alle
menuer uden nogen hindringer, indtil man kommer ind i målebilledet eller
lynindstillingsbilledet; så træder låsefunktionen i kraft og forhindr er brugeren i at
forlade den uden først at indtaste låsekoden.
I ANGIV/ÆNDRE LÅSEKODE kan man redigere en eksisterende låsekode eller
indtaste en ny.
En låsekode kan bestå af maks. 10 valgfrie tegn eller tal.
bu14d01d
-- 5 1 --
Page 52

DK
At forlade låsetilstan d
Når man befinder sig i målebilledet eller lynindstillingsbilledet og låsefunktionen er
deaktiveret, kan man uden begrænsninger forlade disse billeder ved at trykke på
AFBRYD eller MENU--knappen for at komme til hovedmenuen.
Hvis den er aktiveret og man forsøger at komme ud, vises følgende billede for at
advare brugeren om låsebeskyttelsen.
TRYKK ENTER FOR
LÅSEKOD
Her kan man vælge AFBRYD for at fortryde og komme tilbage til det foregående
billede eller gå videre ved at trykke ENTER for at indtaste låsekoden.
Så kommer man til billedet med tastaturet, hvor man kan indtaste kode og bekræfte
med enter knappen på tastaturet.
Hvis koden ikke passer, får man en fejlmeddelelse, der giver brugeren mulighed for
at prøve igen eller at gå tilbage til det oprindelige billede, dvs. målebilledet eller
lynindstillingsbilledet.
Hvis koden er korrekt, fjernes alle blokeringer til andre menuer, men låsefunktionen
forbliver aktiveret, hvilket indebærer, at brugeren kan forlade måle-- /lynindstillingsbilledet midlertidigt, men igen ender i låsestilling, når han vender tilbage hertil.
Når man uden for måle/lynindstillingsbilledet vil ændre noget (f.eks. indstillinger,
deaktivere låsefunktionen etc.) kan man komme tilbage til dem og låsefunktionen, og
igen aktivere og “låse“ brugeren i måle/lynindstillingsbilledet.
bu14d01d
-- 5 2 --
Page 53

DK
9.2.3 F jernbetjening
HOVEDMENUE
TILLÆGSFUNKTIONER
KONFIGURATION
FJERNKONTROL
Al konfiguration for fjernbetjeningen gælder for alle eventuelt tilsluttede trådbokse.
Hvis man fjerner ANALOG1 fra konfigureringen, gælder dette begge trådbokse, når
man bruger dobbelte trådbokse.
MIG/MAG--FJERNKONTROL
GLEM ÆNDRING TIL
DIGITALSTYRING: 5--PROG
ANALOG 1: INGEN
ANALOG 2: INGEN
QUIT ENTER
Placer markøren på linjen GLEM ÆNDRING. Tryk ENTER for at fremkalde en liste
med muligheder.
Når “glem ændring“--funktionen er slået “til“, er de oprindelige data fra den
hukommelsesposition, man bruger, altid aktuelle efter ethvert svejsestop.
Det vil sige, at hvis man har for e taget en ændring i forhold til synergilinjen, f.eks.
adderet +2V spænding, svejsninger og stop, forsvinder denne ændring, og
originaldataene genkaldes.
Dette kan f.eks. bruges ved afprøvning af nye svejsedata.
Konfigurering til digitalt fjernkontrol
Ved brug af digital fjernbetjening skal det angives, hvilken type fjernbetjening, der
bruges; 5--programs--fjernbetjening eller 32--programs--fjernbetjening (binary coded).
Hvis man har en pistol med 3--programs--valg, skal man vælge 5--programs
muligheden.
Hvis man placerer markøren på linjen DIGITALSTYRING og trykker ENTER,
fremkalder man en liste, hvorfra man kan vælge en mulighed.
BINÆRT KODET
5--PROGRAM
bu14d01d
-- 5 3 --
Page 54

DK
Konfigurering til analog fjernkontrol
Når man bruger analog fjernkontrol bør man i indstillingsboksen angive, hvilket eller
hvilke (maximalt 2) potentiometre, man vil benytte.
Potentiometrene betegnas i indstillingsboksen ANALOG 1 og ANALOG 2 og
refererer til hver sin fastsatte parameter for svejseprocessen, f.eks. spænding
ANALOG1 og trådfremføring ANALOG 2 ved MIG/MAG.
Hvis man placerer markøren på linjen ANALOG 1 og
trykker ENTER, fremkaldes der en liste.
Man kan nu vælge, om potentiometret ANALOG 1
skal benyttes SPÆNDING eller om det ikke skal
benyttes INGEN.
Vælg linjen SPÆNDING og tryk ENTER.
MIG/MAG -- FJERNKONTROL
INGEN
SPÆNDING
Følgende
skærmbilleder vises.
GLEM ÆNDRING FRA
DIGITALSTYRING: BINÆRT KODET
ANALOG 1: SPÆNDING
ANALOG 2: INGEN
SKALA PÅ INPUT:
ANALOG 1, DIG +/-- MIN: # 8.0 V
Hvis man placerer markøren på linjen ANALOG 2 og
trykker ENTER, fremkaldes der en liste.
Man kan nu vælge, om potentiometret ANALOG 2
skal benyttes TRÅDHASTIGHED eller om det ikke
skal benyttes INGEN.
Vælg linjen TRÅDHASTIGHED og tryk ENTER.
MIG/MAG -- FJERNKONTROL
Følgende
skærmbilleder vises.
GLEM ÆNDRING FRA
DIGITALSTYRING: BINÆRT KODET
ANALOG 1: SPÆNDING
ANALOG 2: TRÅDHASTIGHED
MAX:
QUIT
INGEN
TRÅDHASTIGHED
*
60 V
ENTER
SKALA PÅ INPUT:
ANALOG 1, DIG +/-- MIN: # 8.0 V
MAX:
ANALOG 2 MIN: # 1,5 m/min
MAX:
QUIT
60 V
*
25.0 m/min
*
ENTER
Man bør også indstille reguleringsområdet for det eller de potentiometre, der skal
benyttes. Det sker ved at angive en m in.--værdi og en max.--værdi i indstillingsboksen med plus/minus--knapperne.
Dette gælder kun i ikke--synergi. I synergi indstilles +-- 10 V på ANALOG1 i forhold til
den valgte synergilinje, medens ANALOG 2 trådhastighed indstilles som i
ikke--synergi.
bu14d01d
-- 5 4 --
Page 55

DK
9.2.4 MIG/MAG grundindstillinger
HOVEDMENUE
TILLÆGSFUNKTIONER
KONFIGURERING
MIG/MAG SVIGT
9.2.4.1 Aftrækkerfunktion
Placer markøren på
linjen TRIGGER-FUNKTION.Tryk
ENTER for at få fram
en liste med
alternativ.
TRIGGERFUNKTION: 4--TAKT
KONFIG. FUNKTIONSTASTER
(null Pointer) PULSE AVE.
KONFIGURERING--MIG/MAG SVIGT
Placer markøren på linjen for 2--TAKT i listen og
tryk ENTER. Dermed har vi indstillet
TRIGGERFUNKTION = 2--TAKT.
KONFIGURERING--MIG/MAG SVIGT
TRIGGERFUNKTION: 2--TAKT
KONFIG. FUNKTIONSTASTER
QUIT ENTER
2--TAKT
4--TAKT
PULSE AVE.
QUIT ENTER
bu14d01d
-- 5 5 --
Page 56

DK
9.2.4.2 Blød knap --funktionen
HOVEDMENUE
TILLÆGSFUNKTIONER
KONFIGURERING
MIG/MAG GRUNDINDST.
BLØDE KNAPPER
Vi har tidligere fortalt om indstillingsboksens fem “bløde“ knapper. Ved
MIG/MAG--svejsning har brugeren mulighed for selv at indstille funktion for tre af
disse knapper ud fra et antal givne muligheder.
Af de fem bløde knapper er det de tre længst til venstre, der kan tildeles en bestemt
funktion.
Man kan vælge mellem følgende muligheder:
S Gasskylning
S Trådfremføring
S Omskiftning 2--takt/4--takt
S Kraterfyldning TIL/FRA
S Krybestart TIL/F RA
S Hot start TIL/FRA
S Aftrækkerens svejsedata--omskifter (TRIGG WELD DATA SWITCH) TIL/FRA
Tildeling af en disse funktioner til en blød knap foretages på følgende måde:
Følgende billede vises i displayet. I dette billede er der to spalter; en for funktion og
en for knappnummer. Tallene 1, 2 og 3 repræsenterer hver sin knap, dvs. knappen
længst til venstre er nummer 1 osv.
I det følgende eksempel vil vi tildele knap nummer 1 funktionen CRAT ERFILL
ON/OFF.
KONFIGURERING AF FUNKTIONSTASTER
Placer markøren på
linjen
KRATERFYLDNING
TIL/FRA Tryk på
knap nummer 1 dvs.
knappen længst til
venstre.
bu14d01d
Funktion Fnk.tast
INGEN 1 2 3
GASSKYL
TRÅD UDEN LYSBUE
TRIGGERFUNKTION (2/4)
KRATERFYLDNING TIL/FRA
KRYBESTART TIL/FRA
HOTSTART TIL/FRA
TRIGG WELD DATA SWITCH TIL/FRA
INGEN INGEN INGEN QUIT
-- 5 6 --
Page 57

DK
Billedet i displayet viser, at knap nummer 1 hermed har fået tildelt funktionen
KRATERFYLDNING Tallet 1 er flyttet ned til linjen KRATERFYLDNING TIL/FRA, og
nederst i displayet kan man læse knapteksten KRATERFYLDN. for
venstre knap.
KONFIGURERING AF FUNKTIONSTASTER
Funktion Fnk.tast
INGEN 2,3
GASSKYL
TRÅD UDEN LYSBUE
TRIGGERFUNKTION (2/4)
KRATERFYLDNING TIL/FRA 1
KRYBESTAR TIL/FRA
HOTSTART TIL/FRA
TRIGG WELD DATA SWITCH TIL/FRA
KRA TER
FYLDN.
INGEN INGEN QUIT
De øvrige to knapper kan på samme måde tildeles hver sin funktion ved at knytte en
af funktionerne i venstre spalte sammen med et knapnummer i hø jre spalte.
Hvis man vil tildele en knap en ny funktion, placeres markøren på linjen INGEN,
og man trykker på den bløde knap, hvis funktion skal ændres. På displayet kan man
læse knapteksten INGEN, og den kan nu tildeles en ny funktion.
9.2.4.3 Spændingsmåling ved kortpulsning
HOVEDMENUE
TILLÆGSFUNKTIONER
KONFIGURERING
MIG/MAG GRUNDINDST.
VOLT MEAS.IN PULSED
Mulighederne for spændingsmålemetoder i kortpulsning er følgende:
--middelværdi af pulsspænding.
-spændingens middelværdi.
Middelværdi af pulsspænding
Spændingen måles kun under pulsdelen og filtreres inden spændingsværdien vises
på displayet.
Spændingens middelværdi
Spændingen måles kontinuerligt og filtreres inden spændingsværdien vises.
De måleværdier, der vises på displayet, benyttes som inddata for interne og eksterne
kvalitetsfunktioner.
bu14d01d
-- 5 7 --
Page 58

DK
9.2.5 Trådboks MLC 30C
BEMÆRK!
Opgraderingskort til MLC 30C leveres sammen med trådboksen.
HOVEDMENU
TILLÆGSFUNKTIONER
KONFIGURATION
MIG/MAG GRUNDINDSTIL.
MLC 30 C
MIG/MAG GRUNDINDSTILLING -- MLC 30C
Placer markøren på
linjen for MLC 30C,
og tryk ENTER
AFTRÆKKERFUNKTION: 2--TAKT
BLØDE KNAP--INDSTILLINGER:
SPÆNDINGSMÅLING I PULSNING: PULS MIDDEL
MLC 30C
QUIT ENTER
Motorstyrke
Motorstyrken angiver det drejningsmoment, som el --motoren i trådboksen vil skubbe
tråden frem med.
Der er forindstillet en værdi for motorstyrken på 1.50 A. Dette drejningsmoment
gælder for de fleste tråde og forskellige længder på slangepakken. Hvis der bruges
en blød, tynd aluminiumtråd, kan det i visse tilfælde være passende at reducere
motorstyrken til
1,25 A for at reducere problemet med sammenkrølning af tråden.
Hvis trådlederen for eksempel er slidt og slangepakken er 16 m lang, og
trådfremføringen begynder at gå trægt, kan man forøge motorstyrken til 1,75 A.
Bemærk at det er meget vigtigt med en jævn trådfremfør ing i den bageste
push--trådboks, da strømkilden regulerer efter trådhastighedsreferencen i den
bageste trådboks.
MIG/MAG GRUNDINDSTILLING -- MLC 30C
Placer markøren på
MOTOR STYRKE.
Tryk ENTER for at
fremkalde en liste
med alternativer.
MOTORSTYRKE 1,0 A
STOP--TRÅDHASTIGHED 0,7 m/min
bu14d01d
QUIT ENTER
-- 5 8 --
Page 59
DK
Placer markøren på linjen for valgt m otorstyrke
Se tabellen for trådtype--motorstyrke i brugsanvisningen
for MLC 30C. Tryk ENTER.
Trådhastighed
1,0 A
1,25 A
1,50 A
1,75 A
Stop--trådhastigheden er den trådhastighed, som strømkilden slukkes ved. Det
gøres for at få en så god afslutning som muligt, uden at der brændes op i
kontaktdysen.
Hvis man for eksempel svejser med 13 m/min, kan man sætte stopgrænsen til 10
m/min, hvilket betyder, at trådboksen standser og strømkilden slukkes, når
trådhastigheden falder under 10 m/min.
Dette modvirker, at man brænder kontaktdysen væk.
Hvis man svejser med 3--4 m/min, sætter m an stophastigheden til en lavere værdi,
for eksempel 1,0 m/min.
Værdierne kan indstilles til mellem 0,7--10 m/min.
MIG/MAG GRUNDINDSTILLING -- MLC 30C
Placer markøren på
STOP-TRÅD--HASTIGHED.
Brug
plus/minus-- knapper
ne til at indstille til
den ønskede værdi.
Tryk ENTER.
MOTORSTYRKE: 1,0 A
STOP-- TRÅD--HASTIGHED: 0,7 m/min
QUIT ENTER
bu14d01d
-- 5 9 --
Page 60

DK
9.2.6 MMA grundindstillinger
Funktioner beregnet til fremtidig brug.
9.2.7 TIG grundindstillinger
Funktioner beregnet til fremtidig brug.
9.2.8 Generelle grundindstillinger
9.2.8.1 Lynindstillingsgrænser
HOVEDMENUE
TILLÆGSFUNKTIONER
KONFIGURATION
GENERELLE INDSTILLINGER
LYNINDSTILLING
Konfigurering af en blød knap til lynindstilling for egår på følgende måde.
GENERELLE SVIGT--LYNINDSTIL
Placer markøren på
linjen for
knappnummer.
FUNKTIONSTAST NR.: 1
SPÆNDING: + 0.0 V
-- 0 . 0 V
TRÅDHAST.: + 0.0 m/min
-- 0 . 0 m / m in
TILHØRENDE SVEJSEDATA: 1
KORTBUE/SPRAYB., Ar+20% CO2, 1.2.
QUIT
Knapperne er nummereret 1--4 fra venstre til højre. Vælg den ønskede knap ved at
angive dens nummer ved hjælp af plus/minus --knapperne.
Gå derpå nedad med pil--ned knappen til linjen “RELATEREDE SVEJSEDATA” . Her
kan man blade i de svejsedataopsætninger, der er lagrede i svejsedatahukommelsen. Vælg det ønskede svejsedatanummer med af plus/minus--knapperne.
Når man fremkalder en svejsedataopsætning via en lynindstillingsknap har man
stadig mulighed for at justere de tilgængelige svejseparametre. Hvis man ønsker a t
begrænse muligheden for at justere disse parametre, kan man angive en øvre og
ennedre grænse for hver af dem.
bu14d01d
-- 6 0 --
Page 61

DK
De svejseparametre der er tilgængelige for justering er følgende:
S for MIG/MAG
S Trådhastighed
og
S Spænding
S for MMA
S Svejsestrøm
S for TIG
S Svejsestrøm
S for Fugebrænding
S Spænding
Således sættes grænser for parameterjustering.
For hver parameter angives en plusværdi (øvre grænse) og en minusværdi (nedre
grænse), hvor svejsedataopsætningens udgangsindstilling er reference.
GENERELLE SVIGT--LYNINDSTIL
Placer markøren på
linjen for den
aktuella
svejseparametern t
ex SPÆNDING
(VOLTAGE).
FUNKTIONSTAST NR.: 1
SPÆNDING: #+ 0.0 V
-- 0 . 0 V
*
TRÅDHAST: #+ 0.0 m/min
-- 0 . 0 m / m in
*
TILHØRENDE SVEJSEDATA: 16
KORTBUE/SPRAYB., Ar+20% CO2, 1.2.
QUIT
Angiv ønsket værdi for øvre og nedre grænse med af plus/minus--knapperne.
9.2.8.2 Dobbelte startsignaler
KONFIGURATION -- GENERELLE SVIGT
LYNDINSTIL. GRÆNSER
DOBBELTSTARTSIGNALER AV
TRIGG WELD DATA SWITCH
QUIT ENTER
Når denne funktion er slået til, er det muligt at starte MIG/MAG trådboksen fra
TIG--kortet (universal).
Det er også muligt ar starte TIG--pistolen fra trådboksen.
Denne funktion kan benyttes ved mekaniserede anlæg.
bu14d01d
-- 6 1 --
Page 62

DK
9.2.8.3 Weld--data shift with pistol
HOVEDMENUE
TILLÆGSFUNKTIONER
KONFIGURATION
GENERELLE INDSTILLINGER
TRIGG WELD DATA SWITCH
Funktionen SKIFT AF SVEJSEDATA MED PISTOLEN (TRIGG WELD DATA)
muliggør skift mellem indtil fem forvalgte sæt af svejsedata ved hjælp af aftrækkeren
på svejsepistolen. Man skifter til det næste sæt svejsedata med et hurtigt tryk på
aftrækkeren (hurtigere end 3/10 sekund).
KONFIGURATION -- GENERELLE GRUNDINDSTILLINGER
Placer markøren på
linjen
AFTRÆKKERENS
SVEJSEDATA(TRIGG
WELDATA) og tryk
ENTER.
Placer markøren på
linjen AFTR.
SVEJSEDATA (TRIGG
WELDDATA) og tryk
på ENTER for at få en
liste over muligheder.
Vælg TIL.
FAST MODE GRÆNSER
DOBBELT--START KILDE FRA
TRIGG WELD DATA SWITCH
QUIT ENTER
TRIGG WELD DATA SWITCH
TRIGG WELD DATA SWITCH TIL
TILFØJ/SLET SVEJSEDATA 1
VALGTE SVEJSEDATA: 3
STORE DELETE QUIT ENTER
Man vælger svejsedata--indstillinger og skifter mellem dem på følgende måde:
TRIGG WELD DATA SWITCH
Placer markøren på
linjen tilføj/slet. Vælg
det hukommelsesn.,
hvor de ønskede
svejsedata er lagret
ved hjælp af
plus/minus--knapperne
og tryk på STORE.
TRIGG WELD DATA SWITCH TIL
TILFØJ/SLET SVEJSEDATA 1
VALGTE SVEJSEDATA: 3
STORE DELETE QUIT
Linjen VALGTE SVEJSEDATA viser, hvilke svejsedata der er valgt, og hvilken
indholdsrækkefølge de har, anført fra venstre mod højre.
Valgte svejsedata slettes på samme måde som anført ovenfor, men ved at trykke på
knappen REMOVE (FJERN)
bu14d01d
-- 6 2 --
Page 63

DK
9.2.9 M u ltip la trådbokser
HOVEDMENUE
TILLÆGSFUNKTIONER
KONFIGURATION
MULTIPLA TRÅDBOKSER
Alle nye trådbokse leveres til kunderne med identitetsnummer 0.
Det første, der skal gøres, er at ændre id--nummer (nodeadresse) på den ene
trådboks (dette gælder kun for flere trådbokse).
TILLÆGSFUNKTIONER--KONFIGURERING
Placer markøren
på linjen for flere
trådbokse, tryk
ENTER
SPROG: DANSK
LÅSEFUNKTION:
FJERNKONTROL
MIG/MAG SVIGT.
MMA SVIGT.
TIG SVIGT.
GENERELLE SVIGT.
MULTIPLA TRÅDBOKSER
LÆNGDEENHED METRIC
QUIT ENTER
ID--nummeret ændres på følgende måde:
Først tilslutter man en ny trådboks til, derpå går man til billedet “FLERE
TRÅDBOKSE“ trykker pistolknappen ind og slipper den igen for at gøre denne
trådboks aktiv. Læs derpå på den øverste linje, hvilket ID--nummer trådboksen har
(bør være 0 første gang). Vælg derpå et nyt ID--nummer mellem 0 og 3.
MULTIPLA TRÅDBOKSER
Placer markøren
på linjen for
NYT ID--NR
VÆLG
Stega
AKTUELT ID--NR.
VÆLG NYT ID--NR. 0
TILSLUT TRÅDBOKS ID
fram num-mer 0--3 med
någon af
plus--/minus-knapper. Tryk
ENTER.
bu14d01d
QUIT ENTER
-- 6 3 --
Page 64

DK
På den ø verste linje vil ID--nummeret ændres til det ønskede nummer.
Tilslut derpå den næste trådboks og tryk på pistolknappen for at aktivere denne tråd-
boks. Nu kan man se, at denne trådboks har ID--nummer 0.
Konfigurationen er nu færdig, og man kan begynde med at bruge udstyret som nor-
malt.
På samme måde er der nu mulighed for at konfigurere og køre hele fire trådbokse.
Det vigtigste ved at køre med flere trådbokse er ikke, hvilke ID --numre man giver
trådboksene, men at man giver dem forskellige numre for at kunne skelne imellem
dem.
Hvis man ved en fejl giver to trådbokse samme ID--nummer, vil du få fejlmeddelelse
15 kontinuerligt på displayet.
I så tilfælde frakobles den ene trådboks, og ovenstående procedure startes forfra.
Man kan altid gå til konfigurationsbilledet og kontrollere ID--nummeret på de tilsluttede trådbokse ved at trykke på pistolknappen.
På linjen TILSLUTTEDE TRÅDBOKSES ID vises ID--numrene på alle tilsluttede trådbokse.
9.2.10 Svejsedata for (multipla) flere trådbokse
Svejsedata sammenkobles individuelt med de enkelte trådbokse. En trådboks skal
være aktiv for at man kan koble data til det. Når den er aktiv, genkalder man data
som normalt (se under hukommelse punkt 7) og foretager evt. justeringer. Alt dette
sammenkobles så med den aktive trådboks.
Den næste tr ådboks gøres aktiv ved at trykke på pistolknappen. Derpå genkaldes de
data, som man ønsker sammenkoblet med denne trådboks.
Man kan sammenkobles ethvert ønsket svejsedatanummer til enhver trådboks.
9.2.11 Fjernbetjening af (multipla) flere trådbokse
Fjernbetjeningen virker på den trådboks, som den er sluttet til. Den digitale 5--programs--fjernbetjening genkalder data fra forskellige hukommelsespositioner, afhængigt af trådboksens ID --nummer.
Trådboks med ID--nummer 0 genkalder svejsedata fra pos 1--5
Trådboks med ID--nummer 1 genkalder svejsedata fra pos 11--15
Trådboks med ID--nummer 2 genkalder svejsedata fra pos 21--25
Trådboks med ID--nummer 3 genkalder svejsedata fra pos 31--35
VIGTIGT
Alle grænser, d er er fastlagt i lynindstilling, samt konfigurations--billedet for
fjernbetjening gælder for alle trådboksene.
bu14d01d
-- 6 4 --
Page 65

DK
9.3 Kvalitetsfunktioner
HOVEDMENUE
TILLÆGSFUNKTIONER
KVALITETSFUNKTIONER
Kvalitetsfunktioner holder styr på en del interessante data for de enkelte svejsninger.
Disse funktioner er:
Tiden for svejsestart
Hvor lang tid svejsningen varede
Middel--, max.-- og min.--strøm for svejsningen
Middel--, max.-- og m in.--spænding for svejsningen
Middel--, max.-- og m in.--effekt for svejsningen
Desuden kan man manuelt indtaste længden af svejsefugen, hvorefter
svejsedataenheden beregner strækningsenergien.
Antallet af svejsninger siden seneste nulstilling vises også. Der kan højst lagres
information om 100 stk. svejsninger. Svejsningerne efter disse første hundrede
ignoreres. Svejsningen skal vare længere tid end 1 sek. for at blive registreret.
Den senest noterede svejsning vises på displayet, men det er også muligt at blade
gennem de andre lagrede svejsninger.
Når man trykker på NULSTIL, nulstilles alle variabler.
KVALITETSFUNKTIONER
SVEJS 1 START: 01--JUN--97 12:00.02
SVEJSETID: 0.0s
SVEJSELÆ. 0 cm HEAT INPUT 0.0kJ/cm
AVE. MAX MIN
I(Amp) 0.00 0.00 0.00
U(V) 0.00 0.00 0.00
P(kW) 0.00 0.00 0.00
ANTAL SVEJSN. EFTER SIDSTE RESE: 0
RESET QUIT
Man vælger en bestemt svejsning ved at øge/formindske med
eller
markøren placeret på den linje, der viser den aktuelle svejsning.
Man kan angive svejsefugens længde i det pågældende felt for at fremkalde
strækningsenergien på tilsvarende måde.
bu14d01d
-- 6 5 --
og
Page 66

DK
9.4 Produktionsstatistik
HOVEDMENUE
TILLÆGSFUNKTIONER
PRODUKTIONSSTATISTIK
Produktionsstatistikken skal holde rede på den samlede lysbuetid, den samlede
materialemængde og antallet af svejsninger siden seneste nulstilling. Desuden skal
den holde rede på lysbuetiden og materialemængden for den seneste svejsning.
Som information vises også hvilken masse pr. længdeenhed massen er beregnet
efter, og hvornår den seneste nulstilling er sket.
Antallet af svejsninger i statistikken forøges ikke, h vis lysbuetiden har været kortere
end 1 sek. Derfor vises der ikke, hvor meget materiale der blev brugt til en sådan
kort svejsning. Dog regnes materialeforbruget og tiden ind i det samlede
materialeforbrug og tidsforbrug.
Når man trykker på NULSTIL, nulstilles alle tællere, og den seneste nulstilling viser
den aktuelle dato og tid.
PRODUKTIONSSTATISTIK
SID.SVEJ I ALT
LYSBUETID 181 min 24s 0s
FORBRUGT TRÅD 0g 0g
BASERET PÅ 0.09g/m
ANTAL SVEJSN. 0
SENESTE RESET 01--JUN--97 12:00.02
RESET QUIT
bu14d01d
-- 6 6 --
Page 67

DK
9.5 Fejl--log
HOVEDMENUE
TILLÆGSFUNKTIONER
FEJLLOG
Alle fejl der opstår ved benyttelsen af svejseudstyret dokumenteres som
fejlmeddelelser i fejl--loggen. Indtil 99 fejlmeddelelser kan lagres. Hvis fejl--loggen
bliver fuld, dvs. hvis der er lagret 99 fejlmeddelelser, slettes automatiskt den ældste
meddelelse, når den næste fejl opstår.
12 " Dato Tid Enhed Fejl
970422 15:52,24 CBOX 18
Advarselstilstand, buskommunikation
970422 16:54,04 CBOX 12
Tabt kontakt med strømkilde
970423 09:14,33 PSOURCE 6
Tabt kontakt med trådboks
SLET
SLET
ALT
VIS
TOTAL
QUIT
9.5.1 Sletning af fejlmeddelelse
Hvis man vil slette fejlmeddelelser er der to muligheder, der repræsenteres af hver
sin knap.
S Slet markerede meddelelser
S Slet alle meddelelser
9.5.2 Sammenfatning af fejl
Ved at trykke på VIS TOTAL --knappen kan man få en præsentation af antallet
registrerede fejlmeddelelser i fejl--loggen. Her vises også dato og tid for den ældste
samt for den senest registrerede fejlmeddelelse.
FEJLLOG--KOMPLET LISTE
ALLE FEJLMELDINGER: 12
ÆLDSTE FEJL: 970417 KL 11:09.11
SENESTE FEJL: 970429 KL 13:04,45
bu14d01d
QUIT
-- 6 7 --
Page 68

DK
9.5.3 F ejlmedde lelser
Her følger en liste over de fejlmeddelelser, der kan forekomme.
1
2
3
4
5
6
7
8
9
10
11
12
14
15
17
18
CBOX
PSOURCE
WFEED
CBOX
PSOURCE
WFEED
CBOX Fejl i ekstern RAM: Testen udføres kun ved initiering, når spændin-
CBOX
PSOURCE
WFEED
PSOURCE Jævnspænding uden for grænseværdier: Spændingen efter ne-
PSOURCE Høj temperatur: For høj temperatur på svejsestrømkilden, hvilket kan
PSOURCE Høj primærstrøm: Omformeren trækker for meget strøm fra den
CBOX
PSOURCE
WFEED
PSOURCE
WFEED
PSOURCE Jævnspænding 3 uden for sikkerhedsgrænserne
PSOURCE
WFEED
CBOX
PSOURCE
WFEED
CBOX Kommunikationen på bussen spærret: Bus--kredsens fejltæller har
CBOX
PSOURCE
WFEED
CBOX Ingen kontakt med trådboksen: Der bruges en identifikationsmed-
CBOX Ingen kontakt med strømkilden: Der bruges en identifikationsmed-
Fejl i kontrolsum EPROM: Programhukommelsesfejl -- Testen
udføres kun ved initiering, når spændingen slås til. Ingen funktioner
spærres af denne fejl.
Fejl i RAM, mikroprocessoren: Fejl i processorens interne RAM -Testen udføres kun ved initiering, når spændingen slås til. Ingen funktioner spærres af denne fejl.
gen slås til. Ingen funktioner spærres af denne fejl.
Spændingsfald i 5V fødespænding: Fødespændingen til computer-
en er faldet af en eller anden grund. Fejlen kan opstå, når maskinen
slukkes, men kan også skyldes en fejl i fødespændingen til kortet.
tensretteren er enten for lav eller for høj, hvilket kan skyldes kraftige
transienter på nettet eller et svagt net. Omformeren slukkes automatisk straks og holdes spærret, indtil spændingen er faldet under
grænseværdien.
skyldes overbelastning, defekt køleblæser eller andre komponentfejl.
jævnspænding, som den fødes med. Omformeren slukkes automatisk
straks og holdes spærret, indtil fejlen er afhjulpet.
Jævnspænding 1 uden for sikkerhedsgrænserne: CBOX: Batterispænding er for lav. PSOURCE: Den interne fødespænding +15VC
er enten for høj eller for lav.
WFEED: Den interne fødespænding 15V er enten for høj eller for lav.
Jævnspænding 2 uden for sikkerhedsgrænserne
PSOURCE: Den interne fødespænding --15V er enten for høj eller for
lav.
WFEED: Den interne fødespænding 20V er enten for høj eller for lav.
Den interne fødespænding +15VB er enten for høj eller for lav.
Servofejl: PSOURCE: Strømservoen kan ikke opretholde den strøm,
som computeren forlanger. Der er en konstant forskel mellem shuntsvar og den foreskrevne strømstyrke.
WFEDD: Trådhastighedsservoen kan ikke holde den trådhastighed,
som computeren forlanger.
Advarselstilstand i bus--kommunikationen: Bus--kredsens
fejltæller har en så stor værdi, at den afgiver en advarsel. Hvis
fejltælleren fortsat vokser, sættes bus--kredsen i “bus--off“--tilstand, og
kontakten med svejsedataenheden (indstillingsboksen) afbrydes.
en så stor værdi, at den skifter til “bus--off“--tilstand. Spændingen skal
slås fra for at nulstille.
Tab af meddelelser ved bus--kommunikation: Bus--kredsen indikerer, at en meddelelse er gået tabt fordi en senere indgået meddelelse
har overskrevet en tidligere. Ingen funktioner spærres af denne fejl.
delelse for konstant at holde kontrol med, at en given enhed stadig er
på nettet. “Time out“ ved svar giver denne fejlmeddelelse. Der sendes
straks en stopkommando til strømkilden.
delelse for konstant at holde kontrol med, at en given enhed stadig er
på nettet. “Time out“ ved svar giver denne fejlmeddelelse. Der sendes
straks en stopkommando til trådboksen.
bu14d01d
-- 6 8 --
Page 69

DK
19
20
21
22
23
25
26
27
28
29
30
31
32
CBOX Fejl i batteriforsynet RAM: En “byte“ i den batteriforsynede RAM--
hukommelse bruges til stikprøvekontrol. Hvis batteriet taber spændingen, vil værdien ikke passe, når testen foretages ved næste initiering,
hvorved der sker en generel nulstilling af svejsedatahukommelsen.
Denne nulstilling medfører, at alle svejsedatapositioner nulstilles, og
den aktuelle indstilling bliver: MIG/MAG, DIP/SPRAY, Fe, CO2, 1,2
mm.
CBOX Ikke--acceptable indstillinger lagret i RAM: En ikke tilladt værdi er
konstateret blandt de ikke--numeriske indstillingsparametre. Fejldetekteringen medfører, at svejsedatahukommelsen nulstilles. Testen foretages kun ved initiering, når spændingen slås til. Ingen funktioner
spærres af denne fejl.
CBOX Inkompatible indstillinger lagret i RAM: De indstillede værdier for
metode, materiale, gas og tråd udgør en ikke--tilladt kombination. Fejldetekteringen medfører, at der sker en nulstilling af svejsedatahukommelsen. Ingen funktioner spærres af denne fejl.
CBOX Overflow i afsenderbuffer: Den afsendede bufferhukommelse er
blevet overfyldt. Afbrydelse af buslinjen kan være årsag til denne fejl.
Spændingen skal slås fra for at nulstille.
CBOX Overflow i modtagerbuffer: Den modtagende bufferhukommelse er
blevet overfyldt. Fejlen skyldes, at mikroprocessoren i indstillingsboksen belastes unormalt i hukommelsen ved at modtage flere meddelelser, end den kan behandle. Spændingen skal slås fra for at nulstille.
CBOX Inkompatibelt svejsedataformat: Når indstillingsboksen lades med
svejsedata (ikke enkelte svejsedata, men blokvis overførsel af svejsedata) modtager den et versionsnummer for svejsedataformatet. Hvis
dette versionsnummer ikke passer med indstillingsboksens version af
svejsedataformat, fremkommer denne fejlindikering.
PSOURCE
WFEED
WFEED Svejsetråd opbrugt: Svejsetråden i trådboksen er brugt op.
CBOX
PSOURCE
WFEED
PSOURCE Ingen vandgennemstrømning: Føleren for vandgennemstrømning
CBOX Ingen kontakt med TIG I/O enheden: Der bruges en identifikation-
CBOX Intet svar fra displaykortet: Processoren får ingen kvittering fra dis-
WFEED Ingen gasgennemstrømning: Føleren for gasgennemstrømning har
“Watchdog“ foretog nulstilling:
Processorens interne “watchdog“ har givet indikation, dvs. at noget
har forhindret processoren i at udføre sine normale funktioner i programmets hovedsløjfe inden for den givne tidsgrænse (64 ms). Når
dette sker, nulstilles processoren, og den starter forfra. Når programmet udfører sine initieringer, registreres det, at årsagen til omstart
stammer fra “watchdog“, hvorved denne fejlmeddelelse sendes. Ingen
funktioner spærres af denne fejl.
Overflow i stakken: Stakken (det område i hukommelsen, som processoren bruger til at lagre data midlertidigt) er overfyldt. Fejlen kan
skyldes unormal arbejdsbelastning af processoren.
har indikeret, at der ikke er vandgennemstrømning.
smeddelelse for konstant at holde kontrol med, at en given enhed stadig er på nettet. “Time out“ ved svar giver denne fejlmeddelelse. Der
sendes straks en stopkommando til strømkilden.
playkortet (normalt kvitterer displaykortet for alle kommander, som
processoren giver). Ingen funktioner spærres af denne fejl, undtagen
selve displayet, som kan ophøre med at fungere.
indikeret, at der ikke er gasgennemstrømning..
bu14d01d
-- 6 9 --
Page 70

DK
9.6 Egendefinerede synergilinjer for MIG/MAG
HOVEDMENUE
TILLÆGSFUNKTIONER
EGEN SYNERGIDATA
Det er muligt at oprette egne synergilinjer med henblik på trådhastighed og
spænding. Der kan lagret højst ti sådanne synergilinjer.
Oprettelse af en ny synergilinje sker i to trin.
1. Definer den nye synergilinjen ved at angive et antal spændings--trådhastighed-koordinater, se punkterne A--D i følgende figur.
Spænding
C
D
B
A
Trådhastighed
2. Angiv hvilken tråd--gas--kombination synergilinjen skal gælde for.
9.6.1 Angiv tråd--spændings--koordinater
Til at oprette en synergilinje for metoden kortbue/spraybue kræves fire koordinater,
og for metoden pulsning to koordinater. Disse koordinater skal derpå lagres under
separate svejsedatanumre i svejsedatahukommelsen.
Gå frem på følgende måde:
1. Kald hovedmenuen frem og vælg den MIG/MAG--metode (kortbue/spraybue eller
pulsning), som synergilinjen skal gælde for.
2. Indtast de ønskede værdier for spænding og trådhastighed for den første
koordinat.
3. Kald menuen for hukommelse frem og gem den første koordinat som svejsedata
nummer 96.
S De fire koordinater for en kortbue/spraybue.linje skal lagres som nummer 96,
97, 98 og 99.
Desuden gælder det at:
S et givet (højere) svejsedatanummer skal indeholde højere værdier for
spænding og trådhastighed end det nærmest foregående (lavere)
svejsedatanummer.
S parametrene induktans, regulatortype og hot start--spænding skal have
samme værdi i samtlige fire svejsedatanumre.
S De to koordinaterne for en pulsnings --linje skal gemmes som nummer 96 og
97. Desuden gælder det at:
bu14d01d
S et givet (højere) svejsedatanummer skal indeholde højere værdier for
spænding, trådhastighed og pulsfrekvens end det nærmest foregående
(lavere) svejsedatanummer.
-- 7 0 --
Page 71

DK
S parametrene pulstid, hot start--spænding,Ka,Kisamt rampeparametre-
ne skal have samme værdi i de to svejsedatanumre.
S Kraterefterfyldningsdata skal gemmes som svejsedata nummer 96; det
gælder begge metoder (kortbue/ pulsning).
4. Definer det antal koordinater som kræves og gå derpå videre til “Angiv gyldig
tråd--gas--kombination”.
9.6.2 Ang iv gyldig tråd--gas--ko mbinatio n
Gå frem på følgende måde:
1. Hent billedet for bearbejdning af egne synergilinjer.
HOVEDMENUE
TILLÆGSFUNKTIONER
EGEN SYNERGIDATA
LAV EGEN SYNERGILINJE
Placer markøren på
linjen TRÅDTYPE og
tryk ENTER.
TRÅDTYPE: Fe
BESKYTTELSESGAS: Ar+20%CO2
TRÅDDIMENSION: 1.2 mm
GEM NY LINJE FRA
SVEJSEDATAMEMORY 96, 97
SLET SYNERGILINJE
QUIT ENTER
Vælg en mulighed i listen der vises (marker muligheden og tryk ENTER.
2. Vælg derpå på samme måde en beskyttelsesgas og en tråddimension.
3. Marker linjen GEM NY LINJE og tryk ENTER.
Dermed er operationen klar-- en ny synergilinje er difineret.
OBS!
Når man vil benytte funktionen kraterfyldning ved pulsning, skal der være en
tilsvarende synergilinje for kor tbue/spraybue, da alle kraterfyldningsdata er af typen
kortbue/spraybue.
Når man opretter en ny syne rgilinje for pulsnings--metoden, får man derfor altid en
advarselmeddelelse, hvis der ikke er oprettet en tilsvarende linje for kortbue/spraybue--metoden.
ADVARSEL!
Tilsvarende synergilinje
for kort/spray--bue mangler
bu14d01d
-- 7 1 --
Page 72
DK
9.6.3 Op rettelse af egn e tråd/gas--kombinationer.
Listerne med tråd-- og gasmuligheder kan udvides med indtil ti egne kombinationer.
Nederst i hver liste er den en tom linje (------). Ved at placere markøren på denne linje
og trykke ENTER får man adgang til et “tastatur”, der gør det muligt at indtaste egne
kombinationer.
CO2
Ar+20 % CO2
Ar+2 % O2
Ar+5 % O2+5 % CO2
Ar+8 % CO2
Ar+23 % CO2
-- -- -- -- -- -- --
Indstillingsboksens “tastatur” benyttes således:
S Placer markøren på det ønskede tegn på tastaturet ved hjælp af pilknapperne.
Tryk på den bløde knap “TRYK TAST”.
Skriv en komplet tegnstreng med højst 20 tegn på denne måde.
S Marker “tastaturets” ENTER--tast (↵) og tryk på den bløde knap “TRYK TAST”,
hvorved den egne navngivne kombinationen vises i listen.
Sletning af en egen navngivet kombination:
Marker den egne tråd-- eller gaskombination i den aktuelle liste.
LAV EGEN SYNERGILINJE
Tryk på SLETTE-knappen
TRÅDTYPE: Fe
BESKYTTELSESGAS: Ar+20%CO2
TRÅDDIMENSION: 1.2 mm
GEM NY LINJE FRA
SVEJSEDATAMEMORY 96, 97
SLET SYNERGILINJE
SLET QUIT ENTER
En egen navngivet tråd -- eller gaskombination kan ikke slettes, hvis den indgår i
den svejsedataopsætning, der i øjeblikket er i arbejdshukommelsen.
bu14d01d
-- 7 2 --
Page 73

DK
9.6.4 Sletning af en egen defineret synergilinje
En egendefineret synergilinje kan slettes, hvis den ikke er aktiverer, dvs. hvis den
ikke indgår i den svejsedataopsætning, der i øjeblikket er i arbejdshukommelsen.
LAV EGEN SYNERGILINJE
Placer markøren
på linjen SLETTE
SYNERGILINJE
TRÅDTYPE: Fe
BESKYTTELSESGAS: Ar+20%CO2
TRÅDDIMENSION: 1.2 mm
GEM NY LINJE FRA
SVEJSEDATAMEMORY 96, 97
SLET SYNERGILINJE
QUIT ENTER
Der kommer et nyt billede frem i displayet. Her kan man ved hjælp af
NÆSTE--knappen blade i de egendefinerede synergilinjer, der er lagret.
SKAPA KUNDSPECIFIKA SYNERGILINJER
Bläddra fram den
linje som skal
slettesogtrykpå
CHOOSE SYNERGIC LINE TO BE DELETED
SLETTE-(DELETE)--
" PULSE, Ss duplex, Ar, 1.4 mm
knappen.
NEXT DELETE QUIT
9.7 Seriel kommunikation
Funktionen er beregnet til fremtidig brug.
bu14d01d
-- 7 3 --
Page 74

DK
9.8 Programopgradering
HOVEDMENUE
TILLÆGSFUNKTIONER
PROGRAMOPGRADERING
Anvendelsesområde
Med denne funktion kan man fra et PC--kort opgradere softwaren i indstillingsboksen, strømkilden og trådenheden.
PROGRAMOPGRADERING
Enhed Akt.ver PC--kort
SYSTEMVERSION
BOOT--PROGRAM
STRØMKILDE
TRÅDBOKS
SVEJSEDATAENHED
1.50A
2.00A
1.31E
QUIT
1.00B
1.12
1.50B
2.00A
1.31F
UDFØR
OPGRAD.
Aktuelversion Beskriver hvilken programversion der er aktiv i denne
enhed.
PC--kort Beskriver hvilken programversion der er lagret på PC--
kortet i denne enhed.
?
Det er en enhed, men computeren ved ikke, hvilken version, den har.
--
Det er ikke noget program for denne enhed på PC--kortet
Systemversion Angiver hvilken programopsætning, der er lagret på PC--
kortet. En programopsætning kan bestå af 1--4 stk.
programmer (1 for hver enhed).
Boot program Program til brug ved opgradering.
Strømkilde Printkort til styring af svejsestrømkilden.
Trådboks Printkort til styring af trådfremføring.
Svejsedataenhed Printkort i indstillingsboksen.
bu14d01d
-- 7 4 --
Page 75

DK
Sådan opgraderer man:
Vælg den (eller de) enheder, der skal opgraderes, ved at placere markøren i den
pågældende linje og marker ( ) dem. Når man har markeret det, der skal
opgraderes, trykkes på “UDFØR OPGRA.“ og bekræftes med “ja“ for at starte
opgraderingen.
PROGRAMOPGRADERING
Placer markøren på
Enhed Aktu.ver PC--kort
linjen for den enhed,
der skal opgraderes.
SYSTEMVERSION
BOOT--PROGRAM
STRØMKILDE
TRÅDBOKS
SVEJSEDATAENHED
1.50A
2.00A
1.31E
QUIT
1.00B
1.12
1.50B
2.00A
1.31F
UDFØR
OPGRAD.
S Tryk på den første knap for at markere enheden (markeres med et tjekmærke).
Man kan fortryde det markerede valg ved at tr ykke på knappen igen (tjekmærket
forsvinder).
Hvis der er flere enheder, der skal opgraderes, markerer man dem på samme
måde.
Tryk på JA for at
opgradere.
Opgraderingen kan
tage op til 5 min.
bu14d01d
PROGRAMOPGRADERING
Enhed Aktu.ver PC--kort
SOFTWARE OPGRADERING KAN VARE OP TIL 5 MIN
OG KAN IKKE AFBRYDES.
VIL DU FORTSÆTTE?
NEJ JA
-- 7 5 --
Page 76

DK
Den følgende dialogboks vises på displayet, mens opgraderingen foretages.
PROGRAMOPGRADERING
SLUK IKKE FOR UDSTYRET UNDER DENNE PROCES!!
OPGRADERING STRØMKILDE.......
23% komplett
Når opgraderingen er afsluttet, vises følgende på displayet.
PROGRAMOPGRADERING
OPGRADERING UDFØRT MASKINEN KAN
GENSTARTES NU.
Nu er alle de valgte enheder blevet opgraderet.
Svejsestrømkilden skal genstartes for at kunne benytte svejseudstyret.
S Drej omskifteren for netspænding på svejsestrømkilden til stilling 0.
S Drej omskifteren for netspænding til stilling 1.
ADVARSEL!
Sørg for at netspændingen til svejsestrømkilden ikke afbrydes mens
opgradering foregår. Hvis det sker for tidligt under opgraderingen, skal man
tilkalde ESABs servicetekniker.
bu14d01d
-- 7 6 --
Page 77

DK
10 APPENDIX
10.1 Indstillingsområder og indstillingstrin
MIG/MAG
Parameter Indstillingsområde Indstillingstrin
Trådhastighed 1,5--25,0 m/min 0,1 m/min
Spænding 8,0--60,0 V 0,25 V
Induktans 0 --100 % 1%
Pulsstrøm 100--600 A 4A
Pulstid 1,7 -- 25,5 ms 0,1 ms
Pulsfrekvens 20 -- 312 Hz 2Hz
Baggrundsstrøm 12--300 A 4A
Slopetid 1--9 1
Ka 0--100 % 1%
Ki 0--100 % 1%
Gasforstrømningstid 0,0--25,0 s 0,1 s
Gasefterstrømningstid 0,0--25,0 s 0,1 s
Efterbrændetid 0,00--1,00 s 0,01 s
Hot start--tid 0,0--10,0 s 0,1 s
Trådhastighed, Hot start 0,0--20,0 m/min 0,1 m/min
Spændingstilvækst, Hot start 0,0--60,0 V 0,25 V
Kraterfyldningstid 0,0--10,0 s 0,1 s
Trådens sluthastighed,
1,5--25,0 m/min 0,1 m/min
kraterfyldning
Slutspænding, kraterfyldning 8,0--60 V 0,25 V
Afrystningspuls 10--120 % 1%
Regulatortype Typenummer 1--12 --
Kursiverede parametre er ikke tilgænglige i synergistilling.
Parameteren regulatortype mangler et egentligt indstillingsområde. Man kan ved
MIG/MAG--svejsning vælge mellem tolv f or skellige regulatortyper med numrene
1--12.
MMA
Parameter Indstillingsområde Indstillingstrin
Svejsestrøm 16--320 A (Aristo 320)
16--450 A (Aristo 450)
1A
1A
Arcforce 0--100 % 1%
Kursiverede parametre er ikke tilgænglige i synergistilling.
bu14d01d
-- 7 7 --
Page 78

DK
TIG
Parameter Indstillingsområde Indstillingstrin
Strøm, Pulsstrøm, Baggrundsstrøm 4--320 A (Aristo 320)
4--450 A (Aristo 450)
4A
4A
Pulstid 0,001--5,000 s 0,001 s
Baggrundstid 0,001--5,000 s 0,001 s
Slope--op tid 0,0--25,0 s 0,1 s
Slope--ned tid 0,0--25,0 s 0,1 s
Gasforstrømningstid 0,0--25,0 s 0,1 s
Gasefterstrømningstid 0,0--25,0 s 0,1 s
Fugebrænding
Parameter Indstillingsområde Indstillingstrin
Spænding 8,0--60,0 V 0,25 V
Induktans 0 --100 % 1%
Regulatortyp Typenummer 1, 2, 5 --
Kursiverede parametre er ikke tilgænglige i synergistilling.
Parameteren regulatortype mangler et egentligt indstillingsområde. Man kan ved
fugebrænding vælge mellem tre regulatortyper med numrene 1, 2 og 5.
bu14d01d
-- 7 8 --
Page 79
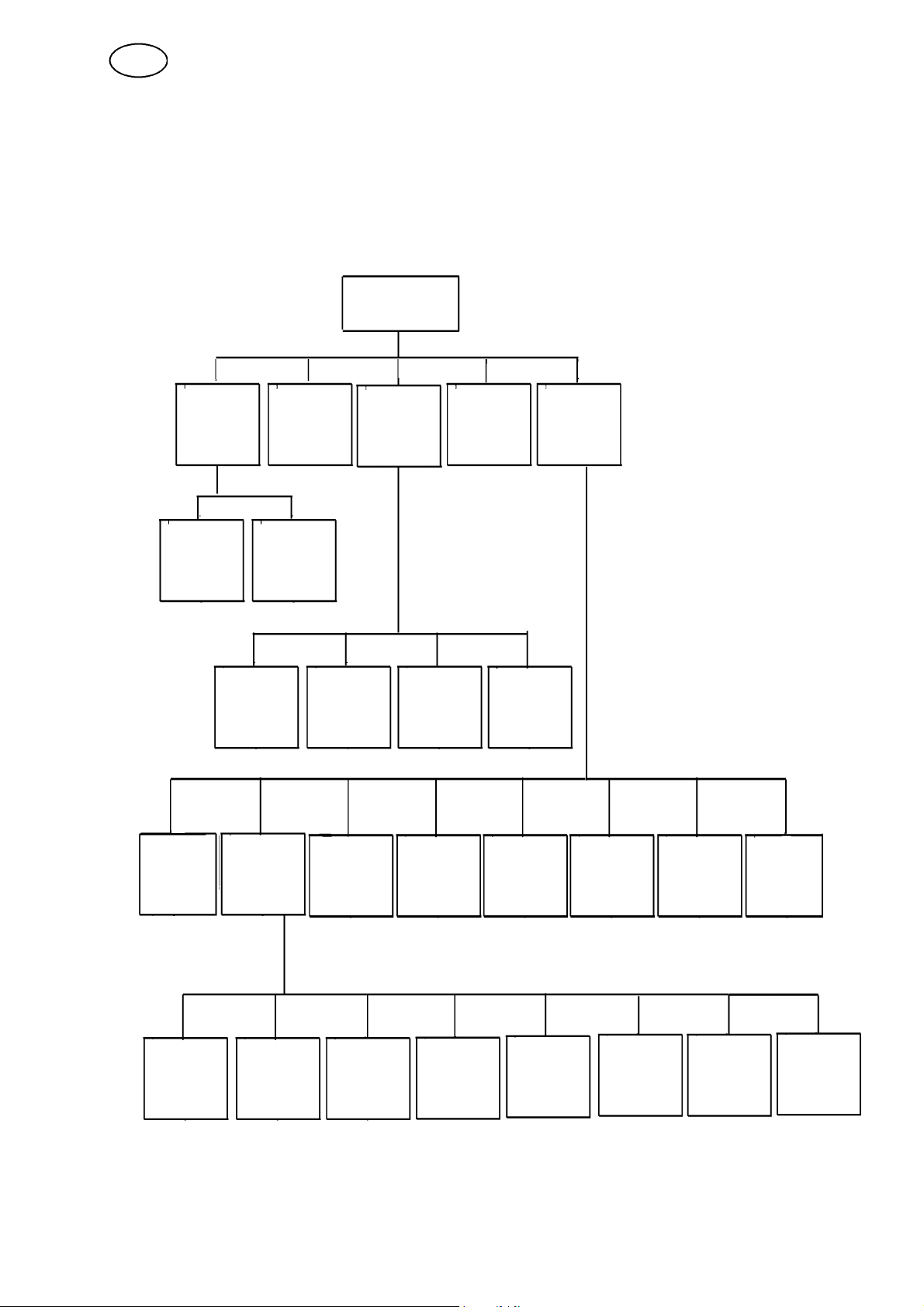
DK
10.2 Menustruktur
HOVEDMENUE
sid.4
INDSTIL
START-DATA
MIG/MAG
HUKOMMELSESKORT
sid.49
sid.8
sid.13
GEM
KONFIGU-RERING
MÅLEVÆRDIER
HUKOMMELSESBE
HANDLING
LYNINDSTILLING
TILLÆGS-FUNK-TIONER
sid.40 sid.42 sid.48
STOP-DATA
MIG/MAG
sid.13
SLET
HENT KOPIER
sid.42 sid.44 sid.45 sid.45
FEJL-LOG
sid.51
Q--FUNK-TIONER
sid.65
PRODUK-TIONS-STATISTIK
sid.66 sid.67 sid.70 sid.73 sid.74
sid.49
KUNDSP.
SYNERGI-LINJER
SERIEL
KOMMUNIKATION.
PROGR.
OP-GRADE-RING
SPROG
bu14d01d
LÅSE-FUNK
TION
FJERNBETJENING
sid.51 sid.51 sid.53
GRUNDIND-STILLING.
MIG/MAG
sid.55
-- 7 9 --
(ANVÄNDS EJ)
GRUNDIND-STILLING.
MMA
GRUNDIND-STILLING
TIG
GENE
RELLE.
INDST.
sid.60 sid60 sid.60
MULTIPLA
TRÅDBOK-SER
sid.63
Page 80

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 726 80 05
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 204
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 248 59 22
Fax: +31 30 248 52 60
NORWA Y
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.z.o.o
Warszaw
Tel: +48 22 813 99 63
Fax: +48 22 813 98 81
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 1 837 1527
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcobendas (Madrid)
Tel: +34 91 623 11 00
Fax: +34 91 661 51 83
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 333 43 33
Fax: +55 31 361 31 51
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 44 58
Asia/Pacific
AUSTRALIA
ESAB Australia Pty Ltd
Ermington
Tel: +61 2 9647 1232
Fax: +61 2 9748 1685
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 6539 7124
Fax: +86 21 6543 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. Esabindo Pratama
Jakarta
Tel: +62 21 460 01 88
Fax: +62 21 461 29 29
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 703 36 15
Fax: +60 3 703 35 52
SINGAPORE
ESAB Singapore Pte Ltd
Singapore
Tel: +65 861 43 22
Fax: +65 861 31 95
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 861 74 42
Fax: +65 863 08 39
SOUTH KOREA
ESAB SeAH Corporation
Kyung--Nam
Tel: +82 551 289 81 11
Fax: +82 551 289 88 63
THAILAND
ESAB (Thailand) Ltd
Samutprakarn
Tel: +66 2 393 60 62
Fax: +66 2 748 71 11
UNITED ARAB EMIRATES
ESAB Middle East
Dubai
Tel: +971 4 338 88 29
Fax: +971 4 338 87 29
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel: +7 095 937 98 20
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel: +7 812 325 43 62
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB Welding Equipment AB
SE-- 695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
Fax +46 584 123 08
www.esab.com
001004
 Loading...
Loading...