

Page 1

PUA 1
ЕгчейсЯдйп¯Рспгсбммбфйумпэ
0456 685 181 010815
Valid for program version 3.00V, 3.01V, 3.02V, 3.03V
Page 2

ЕЛЛЗНЙКБ
1 ЕЙУБГЩГЗ 4........................................................
1.1 КХСЙП МЕНПХ 4...........................................................
1.2 Чсзуймпрпйюнфбт фпн елегкфЮ 4.............................................
1.3 ЕрйлпгЮ глюуубт 5.........................................................
1.4 Пиьнз 7...................................................................
1.5 РлЮкфсб 8.................................................................
1.6 ГенйкЬ гйб фйт с химЯуейт 8...................................................
1.7 ÅÍÔÅR êáé QUIT 9..........................................................
2 Ухгкьллзуз МЙG/МБG 10.............................................
2.1 З Экцсбуз ”уэсмб” 10.......................................................
2.2 Ухгкьллзуз ухнесгбуЯбт 10..................................................
2.3 ЕбуйкЭт схимЯуейт 10........................................................
2.4 СхимЯуейт дедпмЭнщн ухгкьллзузт 13.........................................
2.5 СхимЯуейт еккЯнзузт кбй дйбкпрЮт 13.........................................
2.6 Кбибсйумьт ме бЭсйп, рспюизуз ксэпх уэсмбфпт кбй дйбкьрфзт дэп иЭуещн фзт
укбндЬлзт 15...............................................................
2.7 Дйбмьсцщуз рбсбмЭфсщн ухгкьллзузт МЙG/МБG 17...........................
2.8 РбсЬдейгмб дйбмьсцщузт рбсбмЭфсщн ухгкьллзузт MIG/MAG 17...............
3 Ухгкьллзуз ММБ 26.................................................
3.1 КбфЬуфбуз ухнесгбуЯбт 26..................................................
3.2 ЕбуйкЭт схимЯуейт 26........................................................
3.3 ДедпмЭнб ухгкьллзузт 27...................................................
3.4 Дйбмьсцщуз рбсбмЭфсщн ухгкьллзузт MMA. 28..............................
3.5 РбсЬдейгмб дйбмьсцщузт рбсбмЭфсщн ухгкьллзузт MMA 28...................
4 ФЙG ухгкьллзуз 30...................................................
4.1 ЕбуйкЭт схимЯуейт 30........................................................
4.2 СхимЯуейт дедпмЭнщн ухгкьллзузт 31.........................................
4.3 Дйбмьсцщуз рбсбмЭфсщн ухгкьллзузт TIG. 33...............................
4.4 РбсЬдейгмб дйбмьсцщузт рбсбмЭфсщн ухгкьллзузт TIG 33....................
5 КпрЮ ме злекфсйкь фьоп 38...........................................
5.1 ГсбммЮ ухнесгбуЯбт 38......................................................
5.2 ЕбуйкЭт схимЯуейт 38........................................................
5.3 ДедпмЭнб ухгкьллзузт 38...................................................
5.4 РбсЬдейгмб дйбмьсцщузт рбсбмЭфсщн кпрЮт ме злекфсйкь фьоп 39.............
6 ПИПНЗ МЕ ЕНДЕЙОЕЙУ МЕФСЗМЕНЩН ФЙМЩН 41.....................
6.1 РесйгсбцЮ пиьнзт ме ендеЯоейт мефсзмЭнщн фймюн 41...........................
6.2 БллбгЮ фщн фймюн рпх Эчпхн феиеЯ 42.........................................
7 ДЙБyЕЙСЙУЗ МНЗМЗУ 43..............................................
7.1 БрпиЮкехуз 43..............................................................
7.2 ДйбгсбцЮ 45................................................................
7.3 БнЬклзуз 46................................................................
7.4 БнфйгсбцЮ 46...............................................................
7.5 Фзлечейсйумьт 48............................................................
8 КБФБУФБУЗ ГСЗГПСЗУ ЛЕЙФПХСГЙБУ 49............................
8.1 РесйгсбцЮ фзт кбфЬуфбузт гсЮгпсзт лейфпхсгЯбт 49..........................
8.2 Рспгсбммбфйумьт фщн рлЮкфсщн кбфЬуфбузт гсЮгпсзт лейфпхсгЯбт 49..........
TOCy
-- 2 --
Page 3

ЕЛЛЗНЙКБ
9 ВПЗИЗФЙКЕУ ЛЕЙФПХСГЙЕУ 50.......................................
9.1 ЛейфпхсгЯет кЬсфбт мнЮмзт 50................................................
9.2 Дйбмьсцщуз 52.............................................................
9.3 ЛейфпхсгЯет рпйьфзфбт 68....................................................
9.4 УфбфйуфйкЬ уфпйчеЯб рбсбгщгЮт 69...........................................
9.5 БсчеЯп уцблмЬфщн 70.......................................................
9.6 ГсбммЭт ухнесгбуЯбт гйб MIG/MAG кбипсйумЭнет брь фп чсЮуфз 74.............
9.7 УейсйбкЮ ерйкпйнщнЯб 78......................................................
9.8 БнбвЬимйуз фпх лпгйумйкпэ 79................................................
10 РБСБСФЗМБ 82......................................................
10.1 Еэспт схимЯуещн кбй вЮмбфб схимЯуещн 82....................................
10.2 ДпмЮ фпх менпэ 84...........................................................
TOCy
-- 3 --
Page 4

1ÅÉÓÁÃÙÃÇ
Фп мпнфЭлп ARISTO 2000 еЯнбй мЯб фйт рйп еэчсзуфет рзгЭт сеэмбфпт фзт
бгпсЬт.
Гйб нб ерщцелзиеЯфе уфп мЭгйуфп вбимь брь фпн еопрлйумь ухгкьллзузт убт
ухнйуфпэме нб дйбвЬуефе рспуекфйкЬ бхфь фп егчейсЯдйп.
Иб бнбкблэшефе ьфй хрЬсчпхн рпллЬ чбсбкфзсйуфйкЬ рпх иб велфйюупхн фзн
есгбуЯб убт кбй иб убт дйехкплэнпхн.
Плет пй схимЯуейт гЯнпнфбй ме фз чсЮуз фпх елегкфЮ PUA 1.
Рплэ гсЮгпсб иб деЯфе ьфй еЯнбй рплэ еэкплп нб фпн чсзуймпрпйЮуефе. Гйб нб
дйехкплхниеЯфе уфзн бнбжЮфзуз фщн кецблбЯщн фпх егчейсйдЯпх рпх убт
ендйбцЭспхн йдйбЯфесб, деЯфе фб рбсбкЬфщ:
КецЬлбйп 1: ЕйубгщгЮ кбй вбуйкЬ уфпйчеЯб
КецЬлбйб 2-5: MIG/MAG, MMA, TIG кбй кпрЮ фьопх-бЭсб, схимЯуейт рпх
учефЯжпнфбй брехиеЯбт ме бхфЭт фйт рбсбмЭфспхт.
КецЬлбйб 6-8: П иьнз фймюн мЭфсзузт, чсЮ уз фзт мнЮмзт кбй гсЮгпсет
схимЯуейт.
КецЬлбйб 9-10: ЕпзизфйкЭт лейфпхсгЯет кбй рбсЬсфзмб.
ДеЯфе ерЯузт фз дпмЮ фщн менпэ уфзн фелехфбЯб уелЯдб бхфпэ фпх егчейсйдЯпх.
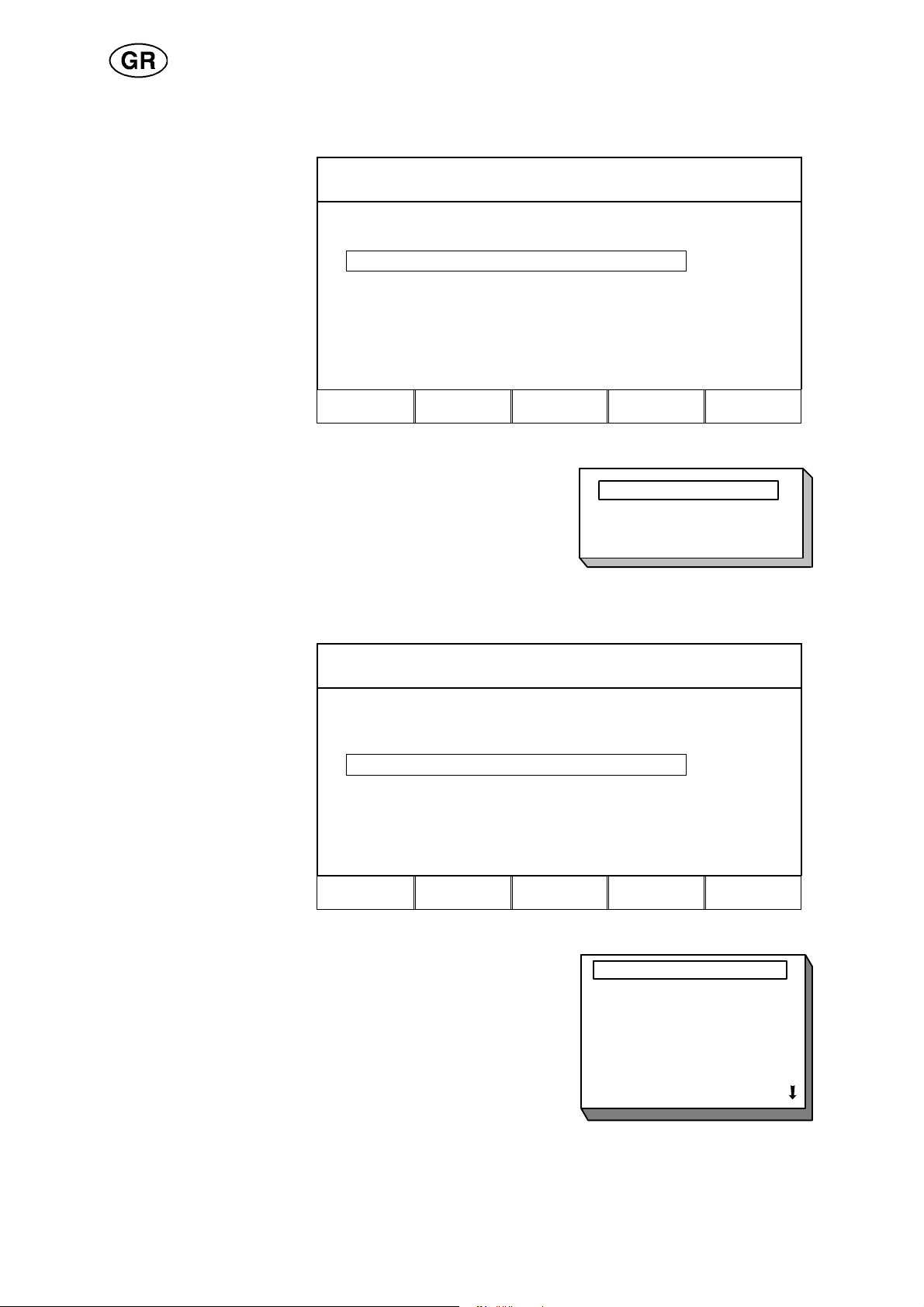
1.1 КХСЙП МЕНПХ
ESAB LUD 450
PROCESS: MIG/MAG
METHOD: KORT--/SPRAYBÅGE
WIRE TYPE: Fe
SHIELDING GAS: Ar+8%CO2
WIRE DIMENSION: 1.2 mm
AUXILIARY FUNCTIONS
SET MEASURE MEMORY
FAST
MODE
ENTER
1.2 Чсзуймпрпйюнфбт фпн елегкфЮ
П елегкфЮт мрпсеЯ нб иещсзиеЯ ьфй брпфелеЯфбй брь дэп мпнЬдет: фзн мнЮмз
лейфпхсгЯбт êáé ôçí мнЮмз дедпмЭнщн ухгкьллзузт.
МНЗМЗ
ДЕДПМЕНЩН
УХГКПЛЛЗУЗУ
БНБКЛЗУЗ
БРПИЗКЕХУЗ
МНЗМЗ
ЛЕЙФПХСГЙБУ
Ç мнЮмз лейфпхсгЯбт чсзуймпрпйеЯфбй гйб фзн кбфбчюсзуз мйбт рлЮспхт
пмЬдбт рбсбмЭфсщн ухгкьллзузт, з прпЯб мрпсеЯ Эрейфб нб брпизкехфеЯ уфзн
мнЮмз дедпмЭнщн ухгкьллзузт.
З дйбдйкбуЯб фзт ухгкьллзузт елЭгчефбй рЬнфб брь фб ресйечьменб фзт мнЮмзт
лейфпхсгЯбт. Бхфь ерЯузт кЬней дхнбфЮ фзн цьсфщуз мйбт пмЬдбт рбсбмЭфсщн
ухгкьллзузт брь фзн мнЮмз дедпмЭнщн ухгкьллзузт уфзн мнЮмз лейфпхсгЯбт.
bu14d01y
-- 4 --
Page 5

Узмейюуфе ьфй з мнЮмз лейфпхсгЯбт ресйЭчей рЬнфб фзн фелехфбЯб пмЬдб
рбсбмЭфсщн рпх чсзуймпрпйЮизкбн, ме Ьллб льгйб з мнЮмз лейфпхсгЯбт ден еЯнбй
рпфЭ Ьдейб Ю ”чщсЯт бсчйкЭт фймЭт”.
1.3 ЕрйлпгЮ глюуубт
П рспгсбммбфйуфЮт рспгсбммбфЯжефбй уе мЭчсй фЭууесйт дйбцпсефйкЭт глюуует,
мЯб брь фйт прпЯет еЯнбй рЬнфб з БгглйкЮ.
ЕлегкфЮт 456 290-881 ЕлегкфЮт 456 290-882 ЕлегкфЮт 456 290-883
БгглйкЮ БгглйкЮ БгглйкЮ
ГесмбнйкЮ УпхздйкЮ ПллбндйкЮ
ГбллйкЮ ЦйлбндйкЮ ЙурбнйкЮ
ЙфблйкЮ ДбнйкЮ РпсфпгблйкЮ
ЕлегкфЮт 456 290-884 ЕлегкфЮт 456 290-885
БгглйкЮ US БгглйкЮ
ПхггсйкЮ ЙурбнйкЮ
РплщнйкЮ ГбллйкЮ
ФуЭчйкб РпсфпгблйкЮ
Рщт нб ерйлЭоефе фз глюууб кбй МпнЬдб мЮкпхт
БсчЯуфе рйЭжпнфбт фп рлЮкфсп МЕНU гйб нб кблЭуефе фп кэсйп менпэ.
yсзуймпрпйюнфбт фб
рлЮкфсб ме фп вЭлпт,
мефбкйнЮуфе фп
дспмЭб уфз гсбммЮ
AUXILIARY
FUNCTIONS
(ЕПЗИЗФЙКЕУ
ЛЕЙФПХСГЙЕУ) кбй
рйЭуфе фп рлЮкфсп
ENTER.
ФпрпиефЮуфе фпн
дспмЭб уфз
гсбммЮ
CONFIGURATION
кбй рйЭуфе фп
рлЮкфсп ENTER.
ESAB LUD 450
PROCESS: MIG/MAG
METHOD: DIP/SPRAY
WIRE TYPE: Fe
SHIELDING GAS: Ar+8%CO2
WIRE DIMENSION: 1.2 mm
AUXILIARY FUNCTIONS
SET MEASURE MEMORY
AUXILIARY FUNCTIONS
MEMORY CARDS OPERATIONS
CONFIGURATION
QUALITY FUNCTIONS
PRODUCTION STATISTICS
ERROR LOG
USER DEFINED SYNERGIC DATA
SERIAL COMMUNICATION
SOFTWARE UPGRADE
"
FAST
MODE
ENTER
bu14d01y
QUIT ENTER
-- 5 --
Page 6

РйЭуфе фп рлЮкфсп
ENTER гйб нб
емцбнйуфеЯ п
кбфЬлпгпт фщн
ерйлпгюн.
AUXILIARY FUNCTIONS -- CONFIGURATION
LANGUAGE: SVENSKA
LOCK FUNCTION:
REMOTE CONTROLS
MIG/MAG DEFAULTS
MMA DEFAULTS
TIG DEFAULTS
GENERAL DEFAULTS
MULTIPLE WIRE FEEDERS
UNIT OF LENGTH METRIC
QUIT ENTER
ФпрпиефЮуфе фпн дспмЭб уфз гсбммЮ ЕрйлпгЮ глюуубт
кбй рйЭуфе рЬлй фп рлЮкфсп ENTER.
AUXILIARY FUNCTIONS -- CONFIGURATION
РйЭуфе фп рлЮкфсп
ENTER гйб нб
емцбнйуфеЯ п
кбфЬлпгпт фщн
ерйлпгюн.
LANGUAGE: ENGLISH
LOCK FUNCTION: OFF
REMOTE CONTROLS
MIG/MAG DEFAULTS
MMA DEFAULTS
TIG DEFAULTS
GENERAL DEFAULTS
MULTIPLE WIRE FEEDERS
UNIT OF LENGTH METRIC
ENGLISH
SVENSKA
SUOMI
DANISH
QUIT ENTER
ФпффпиефЮуфе фп дспмЭб уфз гсбммЮ гйб еффйлпгЮ фзт
МПНБДБУ МЗКПХУ уфпн кбфЬлпгп кбй ффбфЮуфе
фп ЕНФЕR (ЕЙУБГЩГЗ).
-- 6 --
bu14d01y
METRIC
INCH
Page 7

1.4 Пиьнз
ESAB LUD 450
PROCESS: MIG/MAG
METHOD: DIP/SPRAY
WIRE TYPE: MCW Fe
SHIELDING GAS: Ar2OCO2
WIRE DIMENSION: 1.2 mm
AUXILIARY FUNCTIONS
SET MEASURE MEMORY
FAST
MODE
ENTER
ДспмЭбт
П дспмЭбт емцбнЯжефбй у’ бхфь фп егчейсЯдйп убн Энб фефсЬгщнп гэсщ брь фп
ерйлегмЭнп кеЯменп. П дспмЭбт фпх елегкфЮ уфзн рсЬоз емцбнЯжефбй убн
укйбумЭнп редЯп ме фп ерйлегмЭнп кеЯменп цщфйумЭнп ме лехкь чсюмб.
РлбЯуйб кеймЭнпх
Уфп кЬфщ мЭспт фзт пиьнзт хрЬсчпхн рЭнфе рлбЯуйб рпх ресйЭчпхн кеЯменп фп
прпЯп ереозгеЯ фйт фсЭчпхует лейфпхсгЯет фщн рЭнфе рлЮкфсщн уе мЯб гсбммЮ
кЬфщ брь бхфЬ.
ЛейфпхсгЯб рспуфбуЯбт
Гйб нб рбсбфеЯнефбй з дйЬскейб фзт жщЮт фзт пиьнзт, п цщфйумьт клеЯней Эрейфб
брь фсЯб лерфЬ еЬн ден хрЬсчей кбмЯб дсбуфзсйьфзфб.
bu14d01y
-- 7 --
Page 8

1.5 РлЮкфсб
Чсзуймпрпйюнфбт фб рлЮкфсб фпх дспмЭб мрпсеЯфе нб
мефбкйнЮуефе фп дспмЭб уе дйбцпсефйкЭт гсбммЭт уфзн пиьнз.
Рбфюнфбт фп рлЮкфсп менпэ ерйуфсЭцефе рЬнфб уфп кэсйп менпэ.
Фб рлЮкфсб ухн/меЯпн чсзуймпрпйпэнфбй гйб нб бхоЮупхн (+) Ю нб
мейюупхн (-) фз н фймЮ мЯбт сэимйузт.
Фб дэп рлЮкфсб ухн/меЯпн еЯнбй узмейщмЭнб ме фп дйкь фпхт уэмвплп. Пй
ресйууьфесет схимЯуейт мрпспэн нб ейубчипэн еЯфе ме фп рлЮкфсп ухн еЯфе ме фп
рлЮкфсп меЯпн, бллЬ псйумЭнет схимЯуейт рсЭрей нб гЯнпхн ме фп рлЮкфсп рпх
Эчей фзн Эндейоз Ю фп рлЮкфсп ме фзн Эндейоз . (фб уэмвплб емцбнЯжпнфбй
уфп рбсЬихсп фзт пиьнзт).
Фп уэнфпмп рЬфзмб еньт рлЮкфспх бхоЬней Ю мейюней бмЭущт мЯб сэимйуз ме
мйксЬ вЮмбфб. ЕЬн фп рлЮкфсп ксбфзиеЯ рйеумЭнп гйб ресйууьфесп чсьнп, фп
мЭгеипт фщн взмЬфщн бхоЬнефбй.
Рспгсбммбфйжьменб рлЮкфсб
Фб рЭнфе рлЮкфсб уе мЯб уейсЬ кЬфщ брь
фзн пиьнз дйбиЭфпхн Энб еэспт
лейфпхсгйюн кбй еЯнбй “рспгсбммбфйжьменб
рлЮкфсб“,р.ч.мрпсеЯнбекфелпэн
дйбцпсефйкЭт лейфпхсгЯет бнЬлпгб ме фп
менпэ рпх чсзуймпрпйеЯфе. Пй фсЭчпхует
лейфпхсгЯет бхфюн фщн рлЮкфсщн
емцбнЯжпнфбй уфп кеЯменп уфзн кЬфщ
гсбммЮ фзт пиьнзт
(ьфбн мЯб лейфпхсгЯб еЯнбй енесгЮ бхфь
хрпдзлюнефбй брь мЯб лехкЮ кпхккЯдб
дЯрлб уфп кеЯменп).
CRATR
D
FILL
1.6 ГенйкЬ гйб фйт схимЯуейт
ХрЬсчпхн фсейт вбуйкпЯ фэрпй схимЯуещн:
S PхимЯуейт ме бсйимзфйкЭт фймЭт
S PхимЯуейт ме уфбиесЭт ерйлпгЭт
S PхимЯуейт фпх фэрпх ON/OFF (ЕНФПУ/ЕКФПУ ЛЕЙФПХСГЙБУ) Ю YES/NO
(ÍÁÉ/Ï×É)
1.6.1 БсйимзфйкЭт схимЯуейт
Гйб нб ерйлЭоефе мЯб бсйимзфйкЮ фймЮ чсзуймпрпйеЯфе еЯфе фп рлЮкфсп ухн еЯфе фп
рлЮкфсп меЯпн гйб нб бхоЮуефе Ю нб мейюуефе фзн хрЬсчпхуб сэимйуз.
bu14d01y
-- 8 --
Page 9

1.6.2 СхимЯуейт ме уфбиесЭт ерйлпгЭт
ПсйумЭнет схимЯуейт гЯнпнфбй ме фзн ерйлпгЮ мЯбт енбллбкфйкЮт фймЮт брь Энб
кбфЬлпгп. П кбфЬлпгпт мрпсеЯ нб мпйЬжей ме фпн бкьлпхип:
MIG/MAG
MMA
TIG
CARBON, ArcAir
Едю п дспмЭбт еЯнбй фпрпиефзмЭнпт уфз гсбммЮ гйб МЙG/ÌÁG. Рбфюнфбт фп
рлЮкфсп ЕНФЕR иб ерйлЭоефе фзн МЙG/ÌÁG.
ЕЬн бнфЯ гйб бхфЮ иЭлбфе нб кЬнефе кЬрпйб Ьллз ерйлпгЮ, фьфе иб Эрсере нб
мефбкйнЮуефе фп дспмЭб уфзн ерйлегмЭнз гсбммЮ чсзуймпрпйюнфбт фб рлЮкфсб
фпх дспмЭб . Ерейфб иб рйЭжбфе фп рлЮкфсп ЕНФЕR.
ЕЬн иЭлбфе нб вгеЯфе брь фпн кбфЬлпгп чщсЯт нб кЬнефе кЬрпйб ерйлпгЮ иб
Эрсере брлют нб рбфЮуефе фп рлЮкфсп QUIT.
Гйб кЬрпйет схимЯуейт хрЬсчпхн фьует рпллЭт ерйлпгЭт юуфе ден мрпспэн нб
емцбнЯжпнфбй ьлет фбхфьчспнб. Енб вЭлпт уфзн кпсхцЮ Ю уфп кЬфщ мЭспт фпх
кбфбльгпх деЯчней ьфй иб емцбнйуфпэн ресйууьфесет ерйлпгЭт бн мефбкйнзиеЯфе
рспт фб рЬнщ Ю рспт фб кЬфщ ме фб рлЮкфсб фпх дспмЭб.
1.6.3 СхимЯуейт ON/OFF (ЕНФПУ/ЕКФПУ ЛЕЙФПХСГЙБУ) Ю YES/NO (НБЙ/ПЧЙ)
Уе псйумЭнет лейфпхсгЯет мрпсеЯфе нб бллЬоефе фз сэимйуз уе ON (ЕНФПУ
ЛЕЙФПХСГЙБУ) Ю OFF (ЕКФПУ ЛЕЙФПХСГЙБУ), Ю уе YES (НБЙ) Ю NO (ПЧЙ). З
лейфпхсгЯб ухнесгбуЯбт уфзн ухгкьллзуз MIG/MAG кбй уфз ухгкьллзуз MMA
еЯнбй Энб рбсЬдейгмб фЭфпйбт лейфпхсгЯбт. Пй схимЯуейт ON/OFF Ю YES/NO
мрпспэн нб ерйлегпэн ме Энбн брь фпхт дэп фсьрпхт:
МрпсеЯфе нб ерйлЭоефе ПН Ю ПFF Þ YES Ю НП брь Энб кбфЬлпгп ерйлпгюн ьрщт
ресйгсЬцефбй рбсбрЬнщ.
’З мрпсеЯфе нб чсзуймпрпйЮуефе фб рлЮкфсб ухн/меЯпн гйб нб ерйлЭоефе ПН/ПFF
Ю YES/ÍÏ.
S +(óõí) = Ï Í Þ YES
S - (меЯпн) = OFF Ю NO
1.7 ÅÍÔÅR êáé QUIT
Фб дэп ”рспгсбммбфйжьменб” рлЮкфсб уфп кЬфщ деойЬ мЭспт Эчпхн ксбфзиеЯ гйб
фп ЕНФЕR êáé ôï QUIT.
S Рбфюнфбт фп рлЮкфсп ЕНФЕR ерйвевбйюнефе фзн ерйлпгЮ уе Энб менпэ Ю уе
Энб кбфЬлпгп.
S Рбфюнфбт фп рлЮкфсп QUIT ерйуфсЭцефе уфп рспзгпэменп менпэ Ю пиьнз.
bu14d01y
-- 9 --
Page 10

2 Ухгкьллзуз МЙG/ÌÁG
2.1 З Экцсбуз ”уэсмб”
Уфз ухгкьллзуз ухнесгбуЯбт MIG/MAG чсзуймпрпйеЯфбй Энб злекфсьдйп
фхлйгмЭнп уе мЯб мрпмрЯнб. Уе бхфь фп егчейсЯдйп бхфь фп злекфсьдйп фп
пнпмЬжпхме рЬнфб уэсмб.
2.2 Ухгкьллзуз ухнесгбуЯбт
КЬие ухндхбумьт фпх фэрпх уэсмбфпт, фзт дйбмЭфспх уэсмбфпт кбй фпх
мЯгмбфпт бесЯпх брбйфеЯ фп дйкь фпх мпнбдйкь ухндхбумь фзт фбчэфзфбт
рспюизузт уэсмбфпт кбй фзт фЬузт (мЮкпт фьопх) юуфе нб рбсбчиеЯ Энб
уфбиесь фьоп. Фп мпнфЭлп ARISTO 2000 дйбиЭфей бскефЭт “гсбммЭт
ухнесгбуЯбт“ рспгсбммбфйумЭнет брь рсйн.
Пфбн ерйлЭоефе фзн рспгсбммбфйумЭнз брь рсйн гсбммЮ ухнесгбуЯбт рпх
фбйсйЬжей ме фпн фэрп фпх уэсмбфпт, фз дйЬмефсп уэсмбфпт кбй фп мЯгмб бесЯпх
рпх Эчефе ерйлЭоей, фп мьнп рпх рсЭрей нб кЬнефе еЯнбй нб ерйлЭоефе мЯб
кбфЬллзлз фбчэфзфб рспюизузт уэсмбфпт гйб фзн ухгкьллзуз. З фЬуз (мЮкпт
фьопх) бкплпхиеЯ бхфьмбфб фзн рспгсбммбфйумЭнз брь рсйн гсбммЮ ухнесгбуЯбт
рпх Эчефе ерйлЭоей кбй Эфуй еЯнбй рйп еэкплп нб всеЯфе гсЮгпсб фйт ущуфЭт
рбсбмЭфспхт ухгкьллзузт.
Уфз ухгкьллзуз MIG/MAG мрпсеЯфе нб чсзуймпрпйЮуефе фзн рзгЮ сеэмбфпт
ухгкьллзузт уе кбфЬуфбуз ухнесгбуЯбт. Бхфь узмбЯней ьфй п чсЮуфзт кЬней
брлют фйт бкьлпхиет схимЯуейт:
S мЭипдп
S фэрп уэсмбфпт
S рспуфбфехфйкь бЭсйп
S дйЬмефсп уэсмбфпт
Ме вЬуз бхфЭт фйт вбуйкЭт схимЯуейт кбй фзн ерйлегмЭнз фймЮ фзт ôá÷эфзфбт
рспюизузт уэсмбфпт Энбт мйкспереоесгбуфЮт ерйлЭгей Эрейфб кбфЬллзлет
фймЭт гйб фйт дйЬцпсет рбсбмЭфспхт ухгкьллзузт. Пй фймЭт бхфюн фщн
рбсбмЭфсщн ухндЭпнфбй ме фз мЭипдп рпх Эчефе ерйлЭоей. МЭипдпт dip/spray
(вхийжьменпх фьопх/уфбгпнйдЯщн) Ю pulse (ме рблмпэт). ДеЯфе ерЯузт фйт
“СхимЯуейт дедпмЭнщн ухгкьллзузт“ уфп кецЬлбйп 2.4.
ЕЯнбй ерЯузт дхнбфь нб ухгкпллЮуефе ме Энбн дйбцпсефйкь ухндхбумь уэсмбфпт
кбй рспуфбфехфйкпэ бесЯпх брь бхфпэт рпх рспуцЭсей п елегкфЮт. Бхфь ьмщт
мрпсеЯ нб узмбЯней ьфй п чсЮуфзт рсЭрей нб схимЯуей мьнпт фпх мЯб Ю
ресйууьфесет рбсбмЭфспхт.
2.3 ЕбуйкЭт с химЯуейт
Пй вбуйкЭт схимЯуейт гЯнпнфбй уфп кэсйп менпэ фпх елегкфЮ.
1. ФечнйкЮ ухгкьллзузт = МЙG/ÌÁG
2. МЭипдпт ухгкьллзузт
Уфз ухгкьллзуз MIG/MAG мрпсеЯфе нб ерйлЭоефе бнЬмеуб уе дэп
дйбцпсефйкЭт меиьдпхт ухгкьллзузт.
S Dip/spray (вхийжьменпх фьопх/уфбгпнйдЯщн)
S Short pulse (Рблмпэ мйксЮт дйЬскейбт)
3. Фэрпт уэсмбфпт, рспуфбфехфйкь бЭсйп, дйЬмефспт уэсмбфпт
Уфпхт рбсбкЬфщ рЯнбкет цбЯнпнфбй пй ухндхбумпЯ фпх фэрпх фпх уэсмбфпт,
фпх рспуфбфехфйкпэ бесЯпх кбй фзт дйбмЭфспх фпх уэсмбфпт, рпх мрпспэн нб
ерйлегпэн ьфбн з рзгЮ сеэмбфпт ухгкьллзузт еЯнбй уе кбфЬуфбуз
ухнесгбуЯбт.
bu14d01y
-- 1 0 --
Page 11
КПНФП ФПОП/ЛЕРФЗ ЕСПyÇ
Фэрпт уэсмбфпт Рспуфбфехфйкь бЭсйп ДйЬмефспт уэсмбфпт (мм)
Уэсмб елбцсЬ ксбмбфщмЭнп Ю мз
ксбмбфщмЭнп (Fe)
БнпоеЯдщфп ухмрбгЭт уэсмб (SS) Ar + 2%O
БнпоеЯдщфп дйрль уэсмб (SS
Duplex)
Уэсмб блпхмйнЯпх ксбмбфщмЭнп ме
мбгнЮуйп (AlMg)
Уэсмб блпхмйнЯпх ксбмбфщмЭнп ме
рхсЯфйп (AlSi)
Уэсмб ме рхсЮнб укьнзт
мефЬллпх (Fe)
Уэсмб спхфйлЯпх ме рхсЮнб
укьнзт ухгкьллзузт (Fe)
Уэсмб ме рхсЮнб вбуйкЮт укьнзт
ухгкьллзузт (Fe)
БнпоеЯдщфп уэсмб ме рхсЮнб
укьнзт ухгкьллзузт (SS)
Дйрль уэсмб спхфйлЯпх ме рхсЮнб
укьнзт ухгкьллзузт SS
БнпоеЯдщфп уэсмб ме рхсЮнб
укьнзт мефЬллпх
ЕЬуз нйкелЯпх Ar + 50% He 0,9
CO
2
Ar + 23% CO
Ar + 25% CO
Ar + 20% CO
2
2
2
Ar + 15% CO2+5%O
Ar +16% CO
Ar + 5%O2+5%CO
Ar + 8% CO
Ar + 2% CO
Ar + 2% O
Ar + 2% CO
Ar + 3%CO2+1%H
Ar + 30%He + 1%O
2
2
2
2
2
2
2
2
2
2
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 (1,6*)
0,8 0,9 1,0 1,2 (1,6*)
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 (1,6*)
Ar + 32%He + 3%CO2+1%H20,8 0,9 1,0 1,2 (1,6*)
Ar + 2% O
2
Ar +30% He +1%O
2
1,0
1,0
Ar 0,9 1,0 1,2 1,6
Ar 0,9 1,0 1,2 1,6
Ar + 50% He 0,9 1,0 1,2 1,6
Ar + 20% CO
Ar+ 8% CO
CO
2
Ar + 20% CO
CO
2
Ar + 20% CO
Ar + 20% CO
Ar + 8% CO
БХФПМБФЗ РСПУФБУЙБ 1,6 2,4
Ar + 20% CO
Ar + 2% O
Ar +2% CO
Ar +8% CO
Ar + 20% CO
2
2
2
2
2
2
2
2
2
2
2
1,0 1,2 1,4 1,6
1,0 1,2 1,4 1,6
1,2 1,4 1,6
1,2 1,4 1,6
1,0 1,2 1,4 1,6
1,0 1,2 1,4 1,6
1,2
1,2
1,2
1,2
1,2
1,2
1,2
*) LUD 450
bu14d01y
-- 1 1 --
Page 12
СЕХМБ МЕ РБЛМПХУ
Фэрпт уэсмбфпт Рспуфбфехфйкь бЭсйп ДйЬмефспт уэсмбфпт (мм)
Уэсмб елбцсЬ ксбмбфщмЭнп Ю мз
ксбмбфщмЭнп (Fe)
БнпоеЯдщфп уэсмб (SS) Ar + 2%O
БнпоеЯдщфп дйрль уэсмб (SS
Duplex)
Уэсмб блпхмйнЯпх ксбмбфщмЭнп ме
мбгнЮуйп (AlMg)
Уэсмб блпхмйнЯпх ксбмбфщмЭнп ме
рхсЯфйп (AlSi)
Уэсмб ме рхсЮнб укьнзт
мефЬллпх (Fe)
БнпоеЯдщфп уэсмб ме рхсЮнб
укьнзт мефЬллпх (SS)
Уэсмб брь ксЬмб нйкелЯпх Ar 0,9 1,0 1,2
(ЕЬуз нйкелЯпх) Ar + 50% He 0,9 1,0 1,2
Ar + CO
Ar + 25% CO
Ar + 20% CO
Ar +23% CO
Ar +16% CO
2
2
2
2
2
Ar + 5%O2+5%CO
Ar + 8% CO
Ar + 2% CO
Ar + 2% O
Ar + 2% CO
2
2
2
2
2
Ar + 30%He + 1%O
Ar +3% CO2+1%H
2
2
2
0,8 1,0 1,2 1,6
0,9
0,8 0,9 1,0 1,2 (1,6*)
0,8 1,0 1,2 (1,6*)
0,8 1,0 1,2 (1,6*)
0,8 0,9 1,0 1,2 (1,6*)
0,8 0,9 1,0 1,2 (1,6*)
0,8 1,0 1,2 (1,6*)
0,8 0,9 1,0 1,2 (1,6*)
0,8 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
Ar + 32%He + 3%CO2+1%H20,8 1,0 1,2 1,6
Ar + 30%He +1%O
Ar + 2% O
2
2
1,0
1,0
Ar 0,8 0,9 1,0 1,2 1,6
Ar 0,9 1,0 1,2 1,6
Ar + 50% He 0,9 1,0 1,2 1,6
Ar + 20% CO
Ar + 8% CO
Ar + 2% O
Ar +2% CO
Ar +8% CO
2
2
2
2
2
1,0 1,2 1,4 1,6
1,2
1,2
1,2
1,2
*) LUD 450
bu14d01y
-- 1 2 --
Page 13

2.4 СхимЯуейт дедпмЭнщн ухгкьллзузт
БкплпхиеЯ мЯб ресЯлзшз фщн рбсбмЭфсщн ухгкьллзузт рпх ерзсеЬжпхн фзн
дйбдйкбуЯб ухгкьллзузт ьфбн чсзуймпрпйпэнфбй пй фечнйкЭт ухгкьллзузт МЙG
êáé ÌÁG.
Ме фзн рзгЮ сеэмбфпт уе кбфЬуфбуз ухнесгбуЯбт еЯнбй брбсбЯфзфп нб
схимйуфеЯ мьнп з фбчэфзфб рспюизузт уэсмбфпт.
З фЬуз мрпсеЯ ерЯузт нб рспубсмпуфеЯ кбфЬллзлб бн еЯнбй брбсбЯфзфп.
Пфбн Эчей схимйуфеЯ з фбчэфзфб рспюизузт уэсмбфпт, фп уэуфзмб елЭгчпх
ухнесгбуЯбт схимЯжей бхфьмбфб псйумЭнет Ьллет рбсбмЭфспхт гйб
бнфйуфЬимйумб. Пй рбсЬмефспй ме рлЬгйб гсЬммбфб рбсбмЭнпхн уфбиесЭт кбй
ден ерзсеЬжпнфбй брь бллбгЭт уфзн фбчэфзфб рспюизузт.
КПНФПХ ФПОПХ/ЛЕРФЗУ ЕСПyÇÓ МЭипдпт СЕХМБФПУ МЕ РБЛМПХУ
S Фбчэфзфб рспюизузт уэсмбфпт S Фбчэфзфб рспюизузт уэсмбфпт
S ÔÜóç S ÔÜóç
S ЕрбгщгЮ S Сеэмб ме рблмпэт
S Фэрпт СхимйуфЮ S yсьнпт рблмпэ
S Ухчньфзфб рблмпэ
S Xсьнпт хрьвбиспх
S Ka
S Ki
Енбт рЯнбкбт ме фп еэспт схимЯуещн фщн рбсбмЭфсщн дЯнефбй уфп РБСБСФЗМБ
ВлЭре вЮмб 10.
2.5 СхимЯуейт еккЯнзузт кбй дйбкпрЮт
Пй рбсбкЬфщ схимЯуейт ерзсеЬжпхн фпн кэклп еккЯнзузт кбй дйбкпрЮт кбфЬ фз
дйЬскейб фзт ухгкьллзузт MIG/MAG.
Плет пй схимЯуейт рпх ерзсеЬжпхн фпн кэклп еккЯнзузт/дйбкпрЮт кбй фпн фсьрп
рпх фелейюней з ухгкьллзуз, ресйгсЬцпнфбй уфйт рбсбкЬфщ еньфзфет.
СхимЯуейт еккЯнзузт СхимЯуейт дйбкпрЮт
S БсчйкЮ спЮ бесЯпх S ФелйкЮ спЮ бесЯпх
S ПлйуибЯнпхуб еккЯнзуз
S ИесмЮ еккЯнзуз
S yсьнпт иесмЮт еккЯнзузт
S Бэозуз фбчэфзфбт
рспюизузт уэсмбфпт (2
м/мйн екфьт бн
узмейюнефбй дйбцпсефйкЬ)
S Бэозуз фЬузт (мьнп ьфбн
ден еЯнбй уе кбфЬуфбуз
ухнесгбуЯбт)
S yсьнпт мефЬкбхузт
S Рблмьт брпфЯнбозт (мьнп гйб МЕИПДП
КПНФПХ ФПОПХ/ЛЕРФЗУ ЕСПyЗУ
ьфбн ден еЯнбй уе кбфЬуфбуз
ухнесгбуЯбт)
S Гьмщуз
S yсьнпт гьмщузт
S ФелйкЮ фбчэфзфб рспюизузт
уэсмбфпт
S ФелйкЮ фЬуз (мьнп ьфбн ден еЯнбй уе
кбфЬуфбуз ухнесгбуЯбт)
ХрЬсчпхн фсейт дйбцпсефйкЭт лейфпхсгЯет пй прпЯет Эчпхн учедйбуфеЯ Эфуй юуфе
нб бнфбрпксЯнпнфбй уе ейдйкЭт брбйфЮуейт кбфЬ фзн еккЯнзуз кбй фз дйбкпрЮ фзт
ухгкьллзузт. БхфЭт пй лейфпхсгЯет кбй пй впзизфйкЭт схимЯуейт гЯнпнфбй уфб
менпэ дедпмЭнщн еккЯнзузт кбй дйбкпрЮт.
bu14d01y
-- 1 3 --
Page 14

ИесмЮ еккЯнзуз
З иесмЮ еккЯнзуз рсЭрей нб ерйлегеЯ бн ерйихмеЯфе иесмьфесп фьоп кбфЬ фзн
еккЯнзуз фпх кэклпх ухгкьллзузт гйб нб брпцэгефе фб елбффюмбфб фзт
ухгкьллзузт кбфЬ фзн еккЯнзуз.
Гьмщуз
З лейфпхсгЯб гьмщуз дЯней фзн дхнбфьфзфб нб брпцеэгефбй еэкплб з дзмйпхсгЯб
рпсюдпхт хлйкпэ кбй з сщгмЬфщуз фпх ксбфЮсб ухгкьллзузт кбфЬ фп фЭлпт фзт
ухгкьллзузт.
ПлйуибЯнпхуб еккЯнзуз
З лейфпхсгЯб плйуибЯнпхубт еккЯнзузт дЯней чбмзлЮ бсчйкЮ фбчэфзфб
рспюизузт уэсмбфпт з прпЯб ухнйуфЬфбй гйб нб гЯней з кблэфесз дхнбфЮ
еккЯнзуз. З фбчэфзфб плйуибЯнпхубт еккЯнзузт еЯнбй фп 50% фзт схимйумЭнзт
фбчэфзфбт рспюизузт уэсмбфпт. БхфЮ з лейфпхсгЯб еЯнбй енесгпрпйзмЭнз ьфбн
рбсбдЯдефбй фп мзчЬнзмб.
УХМВПХЛЗ! Пй лейфпхсгЯет иесмЮ еккЯнзуз, плйуибЯнпхуб еккЯнзуз кбй гьмщуз
мрпспэн нб еЯнбй енфьт Ю екфьт лейфпхсгЯбт (иЭуз on Ю off) ме чсЮуз фщн
”рспгсбммбфйжьменщн рлЮкфсщн”, влЭре фп кецЬлбйп ”дйбмьсцщуз рбсбмЭфсщн
ухгкьллзузт MIG/MAG” ВлЭре вЮмб 9.2.4.2.
Фб менпэ дедпмЭнщн еккЯнзузт кбй дйбкпрЮт чсзуймпрпйпэнфбй гйб нб
схимйуфпэн пй фймЭт фщн бкьлпхищн рбсбмЭфсщн.
БсчйкЮ спЮ кбй фелйкЮ спЮ бесЯпх
Пй рбсЬмефспй бсчйкЮ спЮ кбй фелйкЮ спЮ бесЯпх рспудйпсЯжпхн фп чспнйкь
дйЬуфзмб гйб фп прпЯп фп бЭсйп ухнечЯжей нб сЭей рсйн кбй мефЬ фзн ухгкьллзуз.
Чсьнпт мефЬкбхузт
П чсьнпт мефЬкбхузт чсзуймпрпйеЯфбй гйб фз сэимйуз фзт рспеопчЮт фпх
злекфспдЯпх уфп фЭлпт фзт ухгкьллзузт.
bu14d01y
-- 1 4 --
Page 15

2.6 Кбибсйумьт ме бЭсйп, рспюизуз ксэпх уэсмбфпт кбй дйбкьрфзт дэп
иЭуещн фзт укбндЬлзт
Пй бкьлпхиет фсейт лейфпхсгЯет мрпспэн нб сх имйуфпэн рбсьмпйб ме фз иесмЮ
еккЯнзуз кбй фйт хрьлпйрет ме фз чсЮуз фщн рспгсбммбфйжьменщн рлЮкфсщн. Гйб
нб мЬиефе р щт гЯнефбй бхфь деЯфе ”дйбмьсцщуз рбсбмЭфсщн ухгкьллзузт
МЙG/ÌÁG” ВлЭре вЮмб 9.2.4.2.
Кбибсйумьт ме бЭсйп
З лейфпхсгЯб оецэузмб бесЯпх чсзуймпрпйеЯфбй гйб нб гемЯупхн пй ущлЮнет
бесЯпх ме рспуфбфехфйкь бЭсйп Ю гйб нб мефсЮуефе фп схимь рбспчЮт бесЯпх. Фп
бЭсйп сЭей ьфбн рйЭжефе фп рлЮкфсп кбй уфбмбфЬей ьфбн фп брелехиесюнефе.
Рспюизуз ксэпх уэсмбфпт
БхфЮ з лейфпхсгЯб чсзуймпрпйеЯфбй гйб нб фспцпдпфеЯфбй уэсмб чейспкЯнзфб ьфбн
фпрпиефеЯфбй Энб кбйнпэсйп кбспэлй ме уэсмб. Пфбн фп рлЮкфсп ксбфзиеЯ
рйеумЭнп Эчпхме рспюизуз уэсмбфпт кбй ьфбн елехиесщиеЯ, фп уэсмб
уфбмбфЬей.
БллбгЮ фпх фсьрпх лейфпхсгЯбт фзт лбвЯдбт ухгкьллзузт
Уфз ухгкьллзуз MIG/MAG п дйбкьрфзт фпх цльгйуфспх мрпсеЯ нб лейфпхсгеЯ ме
дэп фсьрпхт. Ме фпн дйбкьрфз фзт укбндЬлзт бренесгпрпйзмЭнп Ю ме фп
дйбкьрфз фзт укбндЬлзт енесгпрпйзмЭнп. З бренесгпрпЯзуз/енесгпрпЯзуз фпх
дйбкьрфз фзт укбндЬлзт мрпсеЯ нб бнбфеиеЯ уе Энб брь фб рспгсбммбфйжьменб
рлЮкфсб.
З дйбцпсЬ бнЬмеуб уфзн бренесгпрпЯзуз Ю енесгпрпЯзуз фпх дйбкьрфз фзт
укбндЬлзт брейкпнЯжефбй уфб рбсбкЬфщ дйбгсЬммбфб, мбжЯ ме Ьллет лейфпхсгЯет
уфпн кэклп еккЯнзузт/дйбкпрЮт.
Дйбкьрфзт фзт укбндЬлзт клейуфьт
2
Гьмщуз
1
БсчйкЮ
спЮ
бесЯпх
ИесмЮ
еккЯ
нзуз
Ухгкьллзуз
Гьмщуз
ФелйкЮ спЮ
бесЯпх
Ме фпн дйбкьрфз фзт укбндЬлзт клейуфь, з бсчйкЮ спЮ бесЯпх бсчЯжей ьфбн еЯнбй
рйеумЭнз з укбндЬлз фзт лбвЯдбт ухгкьллзузт (1). Фьфе пй рбсЬмефспй фзт
ухгкьллзузт бхоЬнпнфбй мЭчсй нб еойущипэн ме фйт фймЭт рпх Эчпхн дпиеЯ Ю ме
фйт рспсхимйумЭнет фймЭт ИесмЮт еккЯнзузт (бн Эчей схимйуфеЯ).
Пфбн елехиесюнефбй з укбндЬлз фзт лбвЯдбт (2) бсчЯжей з гьмщуз. Пфбн
фелейюуей бхфЮ з лейфпхсгЯб, пй рбсЬмефспй фзт ухгкьллзузт мзденЯжпнфбй кбй з
фелйкЮ спЮ бесЯпх (еЬн Эчей схимйуфеЯ) фелейюней фйт есгбуЯет фзт ухгкьллзузт.
bu14d01y
-- 1 5 --
Page 16

УХМЕПХЛЗ! Бн еЯнбй рйеумЭнз з укбндЬлз фзт лбвЯдбт кбфЬ фзн дйЬскейб фзт
гьмщузт фьфе мрпсеЯфе нб ухнечЯуефе фзн ухгкьллзуз чсзуймпрпйюнфбт фйт
фелйкЭт рбсбмЭфспхт гьмщузт гйб ьуп чсьнп чсейЬжефбй (дйбкекпммЭнз
гсбммЮ).З гьмщуз мрпсеЯ ерЯузт нб дйбкпреЯ уэнфпмб рйЭжпнфбт кбй
елехиесюнпнфбт гсЮгпсб фз укбндЬлз фзт лбвЯдбт кбфЬ фзн дйЬскейб фзт
гьмщузт
Дйбкьрфзт фзт укбндЬлзт бнпйкфьт
2
3
4
Гьмщуз
1
БсчйкЮ спЮ
бесЯпх
ИесмЮ
еккЯ
нзуз
Ухгкьллзуз
Гьмщуз ФелйкЮ спЮ
бесЯпх
Ме фпн дйбкьрфз фзт укбндЬлзт бнпйчфь, з бсчйкЮ спЮ бесЯпх бсчЯжей ьфбн еЯнбй
рйеумЭнз з укбндЬлз фзт лбвЯдбт ухгкьллзузт (1). Пфбн елехиесщиеЯ з
укбндЬлз фзт лбвЯдбт ухгкьллзузт (2) пй рбсЬмефспй фзт ухгкьллзузт
бхоЬнпнфбй мЭчсй нб еойущипэн ме фйт фймЭт рпх Эчпхн дпиеЯ.
Пфбн рйеуфеЯ обнЬ з укбндЬлз (3) бсчЯжей з гьмщуз (бн Эчей схимйуфеЯ). Ерейфб
пй рбсЬмефспй фзт ухгкьллзузт мейюнпнфбй мЭчсй нб еойущипэн ме фйт
рбсбмЭфспхт дйбкпрЮт.
З фелйкЮ спЮ бесЯпх (бн Эчей схимйуфеЯ) бсчЯжей ьфбн елехиесщиеЯ з укбндЬлз
фзтлбвЯдбтухгкьллзузт(4).
УХМЕПХЛЗ! З гьмщуз уфбмбфЬей ьфбн елехиесщиеЯ з укбндЬлз фзт лбвЯдбт
(4). ЕЬн бнфЯиефб з укбндЬлз ксбфзиеЯ рйеумЭнз гйб ресйууьфесп чсьнп фьфе
мрпсеЯфе нб ухнечЯуефе фз ухгкьллзуз чсзуймпрпйюнфбт фйт фелйкЭт
рбсбмЭфспхт гьмщузт (дйбкекпммЭнз гсбммЮ).
bu14d01y
-- 1 6 --
Page 17

2.7 Дйбмьсцщуз рбсбмЭфсщн ухгкьллзузт МЙG/ÌÁG
ВлЭре вЮмб 9.2.4.
2.8 РбсЬдейгмб дйбмьсцщузт рбсбмЭфсщн ухгкьллзузт M IG/MAG
Фп рбсбкЬфщ еЯнбй Энб рбсЬдейгмб гйб фп рщт иб дйбмпсцюупхме фпн елегкфЮ
гйб ухгкьллзуз MIG/MAG чсзуймпрпйюнфбт мефбцпсЬ кпнфпэ фьопх/лерфЮт
вспчЮт. З дйбмьсцщуз гйб ухгкьллзуз ме сеэмб ме рблмпэт гЯнефбй ме
рбсьмпйп фсьрп. Уфп рбсЬдейгмб рспырпфЯиефбй ьфй з рзгЮ сеэмбфпт еЯнбй уе
кбфЬуфбуз ухнесгбуЯбт.
2.8.1 ВбуйкЭт схимЯуейт
МрпсеЯфе нб чсзуймпрпйЮуефе фп кэ сйп менпэ гйб нб кЬнефе схимЯуейт ьрщт р.ч.
гйб фп уэсмб, фз мЭипдп кбй фпн фэрп фпх хлйкпэ.
БсчЯуфе рйЭжпнфбт фп рлЮкфсп МЕНU гйб нб кблЭуефе фп кэсйп менпэ.
КЬнфе фйт бкьлпхиет рЭнфе схимЯуейт:
S PROCESS (ФЕЧНЙКЗ) = MIG/MAG
S METHOD (МЕИПДПУ) = DIP/SPRAY (КПНФПХ ФПОПХ/ЛЕРФЗУ ВСПЧЗУ)
S WIRE TYPE (ФХРПУ УХСМБФПУ) = Fe
S SHIELDING GAS (РСПУФБФЕХФЙКП БЕСЙП) = Ar+8%CO2
S WIRE DIAMETER (ДЙБМЕФСПУ УХСМБФПУ) = 1.2 mm
Ôå÷íéêÞ
ESAB LUD 450
З рсюфз сэимйуз еЯнбй
гйб фпн фэрп фзт
фечнйкЮт
ухгкьллзузт.
ЧсзуймпрпйЮуфе фб
рлЮкфсбмефбвЭлз
гйб нб ерйлЭоефе фз
гсбммЮ PROCESS
(ФЕЧНЙКЗ). РйЭуфе фп
рлЮкфсп ENTER гйб
нб емцбнйуфеЯ п
кбфЬлпгпт фщн
ерйлпгюн
PROCESS: MIG/MAG
METHOD: PULSE
WIRE TYPE: AlSi
SHIELDING GAS: Ar
WIRE DIMENSION: 1.0 mm
AUXILIARY FUNCTIONS
SET MEASURE MEMORY
FAST
MODE
ENTER
ФпрпиефЮуфе фпн дспмЭб уфз гсбммЮ MIG/MAG
кбй рйЭуфе рЬлй фп рлЮкфсп ENTER. Фюсб
Эчефе ерйлЭоей PROCESS (ФЕЧНЙКЗ) = MIG/MAG.
-- 1 7 --
bu14d01y
MIG/MAG
MMA
TIG
CARBON, ArcAir
Page 18
МЭипдпт
ФпрпиефЮуфе фпн
дспмЭб уфз гсбммЮ
METHOD
(МЕИПДПУ). РйЭуфе
фп рлЮкфсп ENTER
гйбнбемцбнйуфеЯп
кбфЬлпгпт фщн
ерйлпгюн.
ESAB LUD 450
PROCESS: MIG/MAG
METHOD: PULSE
WIRE TYPE: AlSi
SHIELDING GAS: Ar
WIRE DIMENSION: 1.0 mm
AUXILIARY FUNCTIONS
SET MEASURE MEMORY
ФпрпиефЮуфе фпн дспмЭб уфз гсбммЮ DIP/ SPRAY
(КПНФП ФПОП/ЛЕРФЗ ВСПЧЗ) уфпн кбфЬлпгп
кбй рйЭуфе ENTER. Фюсб Эчефе ерйлЭоей METHOD
(МЕИПДПУ) = DIP/ SPRAY (КПНФП
ФПОП/ЛЕРФЗ ВСПЧЗ).
Фэрпт уэсмбфпт
ESAB LUD 450
ФпрпиефЮуфе фпн
дспмЭб уфз гсбммЮ
WIRE TYPE (ФХРПУ
УХСМБФПУ). РйЭуфе
фп рлЮкфсп ENTER
гйбнбемцбнйуфеЯп
кбфЬлпгпт фщн
ерйлпгюн.
PROCESS: MIG/MAG
METHOD: DIP/SPRAY
WIRE TYPE: AlSi
SHIELDING GAS: Ar
WIRE DIMENSION: 1.0 mm
AUXILIARY FUNCTIONS
FAST
MODE
DIP/SPRAY
PULSE
ENTER
SET MEASURE MEMORY
Едю хрЬсчей Энб рбсЬдейгмб кбфбльгпх рпх Эчей
фьует ерйлпгЭт юуфе ден еЯнбй дхнбфь нб
емцбнйуфпэн ьлет фбхфьчспнб. Фп вЭлпт уфзн
кЬфщ деойЬ гщнЯб фпх кбфбльгпх деЯчней ьфй иб
емцбнйуфпэн ресйууьфесет ерйлпгЭт бн
мефбкйнзиеЯфе рспт фб кЬфщ уфпн кбфЬлпгп.
Фюсб фпрпиефЮуфе фпн дспмЭб уфз гсбммЮ гйб Fe кбй
рйЭуфе фп рлЮкфсп ENTER. Фюсб Эчефе ерйлЭоей
WIRE TYPE (ФХРПУ УХСМБФПУ) = Fe.
-- 1 8 --
bu14d01y
FAST
MODE ENTER
Fe
Stainless
Ss duplex
AlMg
AlSi
Metal cored Fe
Rutile FC Fe
Page 19

Рспуфбфехфйкь бЭсйп
ФпрпиефЮуфе фпн
дспмЭб уфз гсбммЮ
SHIELDING G AS
(РСПУФБФЕХФЙКП
БЕСЙП). РйЭуфе фп
рлЮкфсп ENTER гйб
нб емцбнйуфеЯ п
кбфЬлпгпт фщн
ерйлпгюн.
ESAB LUD 450
PROCESS: MIG/MAG
METHOD: DIP/SPRAY
WIRE TYPE: Fe
SHIELDING GAS: Ar + 20% CO
WIRE DIMENSION: 1.0 mm
AUXILIARY FUNCTIONS
2
SET MEASURE MEMORY
ФпрпиефЮуфе фпн дспмЭб уфз гсбммЮ Ar+8%CO2 кбй
рйЭуфе фп рлЮкфсп ENTER. Фюсб Эчефе ерйлЭоей
SHIELDING GAS
(РСПУФБФЕХФЙКП БЕСЙП) = Ar+8%CO2.
ДйЬмефспт уэсмбфпт
ESAB LUD 450
ФпрпиефЮуфе фпн
дспмЭб уфз гсбммЮ
WIRE DIMENSION
(ДЙБМЕФСПУ
УХСМБФПУ). РйЭуфе
фп рлЮкфсп ENTER
гйбнбемцбнйуфеЯп
кбфЬлпгпт фщн
ерйлпгюн.
PROCESS: MIG/MAG
METHOD: DIP/SPRAY
WIRE TYPE: Fe
SHIELDING GAS: Ar8%CO2
WIRE DIMENSION: 1.0 mm
AUXILIARY FUNCTIONS
FAST
MODE
CO2
Ar+20 % CO2
Ar+2 % O2
Ar+5 % O2+5 % CO2
Ar+8 % CO2
Ar+25 % CO2
Ar+15%CO2+5%O2
ENTER
SET MEASURE MEMORY
ФпрпиефЮуфе фпн дспмЭб уфз гсбммЮ 1.2 mm кбй
рйЭуфе фп рлЮкфсп ENTER. Фюсб Эчефе ерйлЭоей
WIRE DIAMETER
(ДЙБМЕФСПУ УХСМБФПУ) = 1.2 mm.
-- 1 9 --
bu14d01y
FAST
MODE
0.8 mm
1.0 mm
1.2 mm
1.6 mm
ENTER
Page 20

З ерьменз гсбммЮ уфп кэсйп менпэ еЯнбй AUXILIARY FUNCTIONS (ВПЗИЗФЙКЕУ
ЛЕЙФПХСГЙЕУ). МрпсеЯфе нб дйбвЬуефе ресйууьфесб гйб фйт лейфпхсгЯет бхфЭт
уфп кецЬлбйп ”ВПЗИЗФЙКЕУ ЛЕЙФПХСГЙЕУ” ВлЭре вЮмб 9.
ESAB LUD 450
PROCESS: MIG/MAG
METHOD: DIP/SPRAY
WIRE TYPE: Fe
SHIELDING GAS: Ar8%CO2
WIRE DIMENSION: 1.2 mm
AUXILIARY FUNCTIONS
"
SET MEASURE MEMORY
FAST
MODE
ENTER
2.8.2 СхимЯуейт дедпмЭнщн ухгкьллзузт
МрпсеЯфе нб чсзуймпрпйЮуефе фп менпэ сх имЯуещн гйб нб дюуефе фймЭт уфйт
дйЬцпсет рбсбмЭфспхт ухгкьллзузт, ьрщт уфзн фЬуз кбй уфзн фбчэфзфб
рспюизузт уэсмбфпт. ЕЬн ерйуфсЭшефе уе кбфЬуфбуз ухнесгбуЯбт, п
мйкспереоесгбуфЮт иб дйбмпсцюуей бскефЭт брь бхфЭт фйт схимЯуейт.
Гйб нб оекйнЮуефе, кблЭуфе фп кэсйп менпэ рйЭжпнфбт фп рлЮкфсп MENU. Ерейфб
ерйлЭофе фп менпэ схимЯуещн рйЭжпнфбт фп рлЮкфсп SET. Фюсб иб кЬнефе фйт
бкьлпхиет схимЯуейт:
S WIRE FEED SPEED (ФБЧХФЗФБ РСПЩИЗУЗУ УХСМБФПУ) = 10.0 m/min
Ôá÷эфзфб рспюизузт уэсмбфпт
WELD DATA SETTING
ФпрпиефЮуфе фп дспмЭб уфз
гсбммЮ WIRE FEED SPEED
(ФБЧХФЗФБ РСПЩИЗУЗУ
УХСМБФПУ).
СхимЯуфе фзн фбчэфзфб уфзн
фймЮ 10.0 m/min
мефбкйнюнфбт фп
менпэ рспт фб кЬфщ:
VOLTAGE: # 29.0 (+0.0) V
WIRE SPEED:
INDUCTANCE: 85 %
SYNERGIC MODE ON
START DATA . . .
STOPDATA....
10.0 m/min
*
QUIT
Уфп менпэ схимЯуещн мрпсеЯфе ерЯузт нб деЯфе фюсб фйт фймЭт рпх Эчей ерйлЭоей
п мйкспереоесгбуфЮт гйб фзн фЬуз кбй фзн ербгщгЮ.
З фЬуз мрпсеЯ ерЯузт нб рспубсмпуфеЯ кбфЬллзлб бн еЯнбй брбсбЯфзфп .
bu14d01y
-- 2 0 --
Page 21

2.8.3 СхимЯуейт дедпмЭнщн еккЯнзузт
Чсзуймпрпйюнфбт фп менпэ дедпмЭнщн еккЯнзузт мрпсеЯфе нб рспубсмьуефе фйт
схимЯуейт рпх ерзсеЬжпхн фзн бкплпхиЯб еккЯнзузт кбфЬ фзн ухгкьллзуз
МЙG/МБG. Иб схимЯупхме фб бкьлпхиб:
S GAS PRE-FLOW (БСЧЙКЗ СПЗ БЕСЙПХ(БСЧЙКЗ СПЗ БЕСЙПХ) = 0.8 s
S CREEP START (ПЛЙУИБЙНПХУБ ЕККЙНЗУЗ) = YES (НБЙ)
S HOT START (ИЕСМЗ ЕККЙНЗУЗ) = НБЙ
S HOT START time (Чсьнпт ИЕСМЗУ ЕККЙНЗУЗУ) = 1.0 s
S HOT START wire feed speed (ФБЧХФЗФБ РСПЩИЗУЗУ УХСМБФПУ ИЕСМЗУ
ЕККЙНЗУЗУ) = +2.5 m/min
ОекйнЮуфе бнпЯгпнфбт фп кэсйп менпэ, рйЭжпнфбт фп рлЮкфсп MENU.
Ерейфб рзгбЯнефе уфп менпэ схимЯуещн рйЭжпнфбт фп рлЮкфсп SET.
УVЕФУДБФБЙНУФСЛЛНЙНГБС
ФпрпиефЮуфе фпн
дспмЭб уфз гсбммЮ
START DATA
(ДЕДПМЕНБ
ЕККЙНЗУЗУ) кбй
рйЭуфе фп рлЮкфсп
ENTER.
VOLTAGE: # 29.0 (+0.0) V
WIRE SPEED:
INDUCTANCE: 85 %
SYNERGIC MODE ON
START DATA ..
STOPDATA....
CRA TR
FILL
HOT
START
4-STROKE
10.0 m/min
*
QUIT ENTER
Xсьнпт бсPйкЮт спЮт бесЯпх
Едю схимЯжефе фп чспнйкь дйЬуфзмб гйб фп прпЯп иЭлефе нб сЭей фп
рспуфбфехфйкь бЭсйп рсйн бсчЯуей з ухгкьллзуз.
УФБСФДБФБ, УШНЕСГЙ
ФпрпиефЮуфе фпн
дспмЭб уфз гсбммЮ
GAS PRE-FLOW
(БСЧЙКЗ СПЗ
БЕСЙПХ). ЕрйлЭофе
фзн фймЮ 0.8 s
чсзуймпрпйюнфбт Энб
брь фб рлЮкфсб
ухн/меЯпн.
GASPREFLOW: 0.8 s
CREEPSTART: YES
HOTSTART: NO
CRA TR
FILL
HOT
START
4-STROKE
QUIT ENTER
bu14d01y
-- 2 1 --
Page 22

ПлйуибЯнпхуб еккЯнзуз
Едю брлЬ ерйлЭгефе бн иб чсзуймпрпйЮуефе фзн лейфпхсгЯб плйуибЯнпхуб
еккЯнзуз Ю ьчй, р.ч. YES Ю NO. З фбчэфзфб рспюизузт уэсмбфпт кбй п чсьнпт
плйуибЯнпхубт еккЯнзузт еЯнбй схимйумЭнб брь рсйн кбй ден мрпспэн нб
бллбчипэн.
УФБСФДБФБ, УШНЕСГЙ
ФпрпиефЮуфе фпн
дспмЭб уфз гсбммЮ
CREEP START
(ПЛЙУИБЙНПХУБ
ЕККЙНЗУЗ). РйЭуфе фп
рлЮкфсп ENTER гйб
нб емцбнйуфеЯ п
кбфЬлпгпт фщн
ерйлпгюн.ФпрпиефЮуф
е фп дспмЭб уфзн
ерйлпгЮ YES, ENTER.
GASPREFLOW: 0.8 s
CREEPSTART: YES
HOT START: NO
CRA TR
FILL
HOT
START
4-STROKE
QUIT ENTER
ИесмЮ еккЯнзуз
БсчйкЬ ерйлЭофе бн иЭлефе нб чсзуймпрпйЮуефе фз лейфпхсгЯб иесмЮ еккЯнзуз Ю
ьчй. ЕЬн брпцбуЯуефе нб чсзуймпрпйЮуефе фз лейфпхсгЯб иесмЮ еккЯнзуз, рсЭрей
нб дюуефе фп чсьнп иесмЮт еккЯнзузт кбй прпйбд Юрпфе бэозуз уфзн фбчэфзфб
рспюизузт уэсмбфпт.
ФпрпиефЮуфе фпн
дспмЭб уфз гсбммЮ
HOT START (ИЕСМЗ
ЕККЙНЗУЗ). РйЭуфе фп
рлЮкфсп ENTER гйб
нб емцбнйуфеЯ п
кбфЬлпгпт фщн
ерйлпгюн.ФпрпиефЮуф
е фп дспмЭб уфзн
ерйлпгЮ YES, ENTER.
ФпрпиефЮуфе фпн
дспмЭб уфз гсбммЮ
HOT START TIME
(ЧСПНПУ И ЕСМЗУ
ЕККЙНЗУЗУ).ЕрйлЭофе
фзн фймЮ
чсзуймпрпйюнфбт Энб
брь фб рлЮкфсб
ухн/меЯпн.
1.0 s
УФБСФДБФБ, УШНЕСГЙ
GASPREFLOW: 0.8 s
CREEPSTART: YES
HOT START: YES
HOT START TIME: 1.5
WIRE SP: 2.0 m/min
CRA TR
FILL
GASPREFLOW: 0.8 s
CREEPSTART: YES
HOTSTART: YES
HOT D
START
HOT START TIME: 1.0 s
WIRE SP: 2.0 m/min
4-STROKE
УФБСФДБФБ, УШНЕСГЙ
QUIT ENTER
bu14d01y
CRA TR
FILL
HOT D
START
-- 2 2 --
4-STROKE
QUIT
Page 23

УФБСФДБФБ, УШНЕСГЙ
ФпрпиефЮуфе фпн
дспмЭб уфз гсбммЮ
HOT START WIRED
FEED SPEED
(ФБЧХФЗФБ
РСПЩИЗУЗУ
УХСМБФПУ ИЕСМЗУ
ЕККЙНЗУЗУ).
ЕрйлЭофе фзн фймЮ 2.5
m/min.
GASPREFLOW: 0.8 s
CREEPSTART: YES
HOTSTART: YES
HOT START TIME: 1.0 s
WIRE SP: 2.5 m/min
CRA TR
FILL
HOT D
START
4-STROKE
QUIT
Фюсб Эчпхн гЯней ьлет пй схимЯуейт еккЯнзузт.
ЕрйуфсЭшфе уфп менпэ схимЯуещн рйЭжпнфбт фп рлЮкфсп QUIT.
2.8.4 СхимЯуейт дедпмЭнщн д йбкпрЮт
Фп менпэ дедпмЭнщн дйбкпрЮт чсзуймпрпйеЯфбй гйб нб гЯнпхн пй схимЯуейт рпх
ерзсеЬжпхн фзн бкплпхиЯб дйбкпрЮт кбфЬ фзн ухгкьллзуз MIG/MAG.
Иб ейуЬгпхме фб бкьлпхиб дедпмЭнб дйбкпрЮт:
S CRATER FILL (ГПМЩУЗ) = YES (НБЙ)
S CRATER FILL TIME (ЧСПНПУ ГПМЩУЗУ) =1.5 s
S FINAL WIRE FEED SPEED (ФЕЛЙКЗ ФБЧХФЗФБ РСПЩИЗУЗУ УХСМБФПУ) =
3.0 m/min
S BURNBACK TIME (ЧСПНПУ МЕФБКБХУЗУ) =0.11 s
S GAS POST-FLOW (ФЕЛЙКЗ СПЗ БЕСЙПХ) =2.0 s
УVЕФУДБФБЙНУФСЛЛНЙНГБС
ФпрпиефЮуфе фпн
дспмЭб уфз
гсбммЮ STOP
DATA
(ДЕДПМЕНБ
ДЙБКПРЗУ) кбй
рйЭуфе фп рлЮкфсп
VOLTAGE: # 29.0 (+0.0) V
WIRE SPEED:
INDUCTANCE: 85 %
SYNERGIC MODE ON
START DATA . . .
STOP DATA . . .
10.0 m/min
*
ENTER.
CRA TR
FILL
HOT D
START
4-STROKE
QUIT ENTER
bu14d01y
-- 2 3 --
Page 24

Гьмщуз
БсчЯуфе ерйлЭгпнфбт еЬн иЭлефе нб чсзуймпрпйЮуефе фз лейфпхсгЯб гьмщуз Ю
ьчй. ЕЬн ерйлЭоефе нб чсзуймпрпйЮуефе фз гьмщуз фьфе иб рсЭрей ерЯузт нб
дюуефе фймЭт гйб фп чсьнп гьмщузт кбй фзн фбчэфзфб рспюизузт уэсмбфпт.
УФПРРДБФБ, УШНЕСГЙ
МефбкйнЮуфе фп
дспмЭб уфз гсбммЮ
CRATER FILL
(ГЕМЙУМБ КСБФЗСБ)
кбй рйЭуфе фп рлЮкфсп
ENTER гйб нб
емцбнйуфеЯ п
кбфЬлпгпт фщн
ерйлпгюн. ЕрйлЭофе
YES (НБЙ).
CRATERFILL YES
TIME : 1.5 s
FINAL WIRE SPEED: 2.8 m/min
BURNBACKTIME: 0.08 s
GASPOSTFLOW: 0.5 s
CRA TR D
FILL
HOT D
START
4-STROKE
QUIT
Xсьнпт гьмщузт
УФПРРДБФБ, УШНЕСГЙ
ФпрпиефЮуфе фпн
дспмЭб уфз гсбммЮ
CRATER FILL TIME
(ЧСПНПУ ГПМЩУЗУ).
ЕрйлЭофе фзн фймЮ
чсзуймпрпйюнфбт Энб
брь фб рлЮкфсб
ухн/меЯпн.
1.5 s
CRATERFILL YES
TIME: 1.5 s
FINAL WIRE SPEED: 3.0 m/min
BURNBACKTIME: 0.12 s
GASPOSTFLOW: 0.5 s
CRA TR D
FILL
HOT D
START
4-STROKE
QUIT
ФелйкЮ фбчэфзфб рспюизузт уэсмбфпт
ЧсзуймпрпйеЯфбй гйб нб схимЯуей фзн фбчэфзфб рспюизузт уэсмбфпт з прпЯб иб
чсзуймпрпйзиеЯ ьфбн плпклзсщиеЯ з гьмщуз.
УФПРРДБФБ, УШНЕСГЙ
ФпрпиефЮуфе фпн
дспмЭб уфз гсбммЮ
FINAL WIRE FEED
SPEED (ФЕЛЙКЗ
ФБЧХФЗФБ
РСПЩИЗУЗУ
УХСМБФПУ). ЕрйлЭофе
фзн фймЮ
чсзуймпрпйюнфбт Энб
брь фб рлЮкфсб
ухн/меЯпн.
3.0 m/min
CRATERFILL YES
TIME: 3.0 s
FINAL WIRE SPEED: 3.0 m/min
BURNBACKTIME: 0.12 s
GASPOSTFLOW: 0.5 s
CRA TR D
FILL
HOT D
START
4-STROKE
QUIT
bu14d01y
-- 2 4 --
Page 25

Чсьнпт мефЬкбхузт
УФПРРДБФБ, УШНЕСГЙ
ФпрпиефЮуфе фпн
дспмЭб уфз гсбммЮ
BURNBACK TIME
(ЧСПНПУ
МЕФБКБХУЗУ).
ЕрйлЭофе фзн фймЮ 0.
s чсзуймпрпйюнфбт Энб
брь фб рлЮкфсб
ухн/меЯпн.
11
CRATERFILL YES
TIME: 3.0 s
FINAL WIRE SPEED: 4.0 m/min
BURNBACKTIME: 0.11 s
GASPOSTFLOW: 0.5 s
CRA TR D
FILL
HOT D
START
4-STROKE
QUIT
ФелйкЮ спЮ бесЯпх
ЧсзуймпрпйЮуфе бхфЮ фз лейфпхсгЯб гйб нб ейуЬгефе фп чсьнп гйб фпн прпЯп фп
бЭсйп ухнечЯжей нб сЭей бцпэ плпклзсщиеЯ з ухгкьллзуз
УФПРРДБФБ, УШНЕСГЙ
ФпрпиефЮуфе фпн
дспмЭб уфз гсбммЮ
GAS POST-FLOW
(ФЕЛЙКЗ СПЗ
БЕСЙПХ). ЕрйлЭофе
фзн фймЮ 2.0 s
чсзуймпрпйюнфбт Энб
брь фб рлЮкфсб
ухн/меЯпн.
CRATERFILL YES
TIME: 1.5 s
FINAL WIRE SPEED: 3.0 m/min
BURNBACKTIME: 0.11 s
GASPOSTFLOW: 2.0 s
CRA TR D
FILL
HOT D
START
4-STROKE
QUIT
Ефуй плпклзсюнпнфбй пй сх имЯуейт дедпмЭнщн дйбкпрЮт кбй узмбЯней ьфй Эчпхн
ейубчиеЯ ьлет пй схимЯуейт дедпмЭнщн гйб ухгкьллзуз MIG/MAG.
bu14d01y
-- 2 5 --
Page 26

3 Ухгкьллзуз ММБ
3.1 КбфЬуфбуз ухнесгбуЯбт
З рзгЮ сеэмбфпт ухгкьллзузт дйбиЭфей ерЯузт мЯб лейфпхсгЯб ухнесгбуЯбт гйб
ухгкьллзуз MMA.
Бхфь узмбЯней ьфй з рзгЮ сеэмбфпт ухгкьллзузт велфйуфпрпйеЯ бхфьмбфб фб
чбсбкфзсйуфйкЬ ухгкьллзузт гйб нб фбйсйЬжпхн ме фпн фэрп кбй фз дйЬмефсп фпх
злекфспдЯпх рпх ерйлЭобфе.
3.2 ЕбуйкЭт с химЯуейт
Пй вбуйкЭт схимЯуейт гйб ухгкьллзуз ММБ ейуЬгпнфбй чсзуймпрпйюнфбт фп кэсйп
менпэ фпх елегкфЮ.
1. ÔåPнйкЮ ухгкьллзузт = ММБ
2. Фэрпт злекфспдЯпх
Мрпспэн нб ерйлегпэн фсейт дйбцпсефйкпЯ фэрпй злекфспдЯпх еЬн иЭлефе нб
ухгкпллЮуефе уе кбфЬуфбуз ухнесгбуЯбт.
S Ебуйкь
S СпхфйлЯпх
S КхффбсЯнзт
3. ДйЬмефспт злекфспдЯпх
П рбсбкЬфщ рЯнбкбт деЯчней фйт дйбмЭфспхт злекфспдЯщн рпх мрпспэн нб
ерйлегпэн ьфбн з рзгЮ сеэмбфпт всЯукефбй уе кбфЬуфбуз ухнесгбуЯбт.
Фэрпт злекфспдЯпх ДйЬмефспт злекфспдЯпх (mm)
Ебуйкь 1.62.02.53.24.04,55.05,66.0
СпхфйлЯпх 1.62.02.53.24.04,55.05,66.0
КхффбсЯнзт 2.5 3.2
bu14d01y
-- 2 6 --
Page 27

3.3 ДедпмЭнб ухгкьллзузт
Бн рбсбмеЯнефе уе кбфЬуфбуз ухнесгбуЯбт р сЭрей нб схимЯуефе мьнп фп сеэмб
ухгкьллзузт.
Фп сеэмб ухгкьллзузт мрпсеЯ ерЯузт нб схимйуфеЯ кбфЬ фз д йЬскейб фзт
ухгкьллзузт чсзуймпрпйюнфбт фб рлЮкфсб +/-. Пфбн схимЯжефе фп сеэмб
ухгкьллзузт, з йучэт фпх фьопх схимЯжефбй бхфьмбфб гйб бнфйуфЬимйуз, бн з
рзгЮ сеэмбфпт ухгкьллзузт всЯукефбй уе кбфЬуфбуз ухнесгбуЯбт.
Уфп менпэ схимЯуещн мрпсеЯфе нб деЯфе рпйб фймЮ Эчей ерйлегеЯ гйб фзн
рбсЬмефсп сеэмб ухгкьллзузт.
ESAB LUD 450
ЕмцбнЯуфе фп
менпэ SETUP
рйЭжпнфбт фп
рлЮкфсп SET.
PROCESS: MMA
ELECTRODE TYPE: RUTILE
ELECTRODE DIAMETER: 2.5 mm
AUXILIARY FUNCTIONS
"
Ме фп ухндхбумь
рпх Эчей ерйлегеЯ
гйб фпн фэрп кбй
фзн дйЬмефсп фпх
злекфспдЯпх з
рзгЮ сеэмбфпт
Эчей дюуей фймЮ 80
Aуфпсеэмб
ухгкьллзузт.
SET MEASURE MEMORY
УVЕФУДБФБЙНУФСЛЛНЙНГБС
CURRENT: 80 A
SYNERGIC MODE: ON
FAST
MODE
QUIT
ENTER
bu14d01y
-- 2 7 --
Page 28

3.4 Дйбмьсцщуз рбсбмЭфсщн ухгкьллзузт MMA.
ВлЭре вЮмб 9.2.6.
3.5 РбсЬдейгмб дйбмьсцщузт рбсбмЭфсщн ухгкьллзузт MMA
Едю хрЬсчей Энб рбсЬдейгмб схимЯуещн гйб ухгкьллзуз MMA.
3.5.1 ЕбуйкЭт схимЯуейт
Фп кэсйп менпэ чсзуймпрпйеЯфбй гйб нб гЯнпхн схимЯуейт рпх бцпспэн ерйлпгЮ фпх
злекфспдЯпх.
Рсюфб кблЭуфе фп кэсйп менпэ, еЬн бхфь ден Эчей Юдз гЯней, рйЭжпнфбт фп
рлЮкфсп MENU.
КЬнфе фйт бкьлпхиет фсейт схимЯуейт:
S PROCESS (ФЕЧНЙКЗ) = MMA
S ELECTRODE TYPE (ФХРПУ ЗЛЕКФСПДЙПХ) = RUTILE (СПХФЙЛЙПХ)
S ELECTRODE DIAMETER (ДЙБМЕФСПУ ЗЛЕКФСПДЙПХ) = 2.5 mm
ФечнйкЮ
ESAB LUD 450
ЧсзуймпрпйЮуфе фб
рлЮкфсб ме фп вЭлпт
гйб нб ерйлЭоефе
PROCESS (ФЕЧНЙКЗ).
РйЭуфе фп рлЮкфсп
ENTER гйб нб
емцбнйуфеЯ п
кбфЬлпгпт фщн
ерйлпгюн.
PROCESS: MMA
ELECTRODE TYPE: BASIC
ELECTRODE DIAMETER: 6 mm
AUXILIARY FUNCTIONS
SET MEASURE MEMORY
FAST
MODE
ENTER
ФпрпиефЮуфе фп дспмЭб уфзн ерйлпгЮ MMA уфпн
кбфЬлпгп кбй рйЭуфе фп рлЮкфсп ENTER. Фюсб
Эчефе ерйлЭоей PROCESS (ФЕЧНЙКЗ) = MMA.
Фэрпт злекфспдЯпх
ESAB LUD 450
ЧсзуймпрпйЮуфе фб
рлЮкфсб ме фп вЭлпт
гйб нб ерйлЭоефе
ELECTRODE TYPE.
РйЭуфе фп рлЮкфсп
ENTER гйб нб
емцбнйуфеЯ п кбфЬлпгпт
фщн ерйлпгюн.
PROCESS: MMA
ELECTRODE TYPE: BASIC
ELECTRODE DIAMETER: 6 mm
AUXILIARY FUNCTIONS
SET MEASURE MEMORY
ФпрпиефЮуфе фп дспмЭб уфзн ерйлпгЮ СПХФЙЛЙП
уфпн кбфЬлпгп кбй рйЭуфе фп рлЮкфсп ENTER. Фюсб
Эчефе ерйлЭоей ELECTRODE TYPE (ФХРПУ
ЗЛЕКФСПДЙПХ) = RUTILE (СПХФЙЛЙП).
MIG/MAG
MMA
TIG
CARBON, ArcAir
FAST
MODE
BASIC
RUTILE
CELLULOSA
ENTER
bu14d01y
-- 2 8 --
Page 29

ДйЬмефспт злекфспдЯпх
ЧсзуймпрпйЮуфе фб
рлЮкфсб ме фп вЭлпт
гйб нб ерйлЭоефе
ELECTRODE
DIAMETER
(ДЙБМЕФСПУ
ЗЛЕКФСПДЙПХ).
РйЭуфе фп рлЮкфсп
ENTER гйб нб
емцбнйуфеЯ п
кбфЬлпгпт фщн
ерйлпгюн .
ESAB LUD 450
PROCESS: MMA
ELECTRODE TYPE: RUTILE
ELECTRODE DIAMETER: 6 mm
AUXILIARY FUNCTIONS
SET MEASURE MEMORY
FAST
MODE
ENTER
ФпрпиефЮуфе фп дспмЭб рЬнщ уфзн фймЮ 2.5 mm уфпн
кбфЬлпгп кбй рйЭуфе фп рлЮкфсп ENTER. Фюсб Эчефе
ерйлЭоей ELECTRODE DIAMETER
(ДЙБМЕФСПУ ЗЛЕКФСПДЙПХ) = 2.5 mm.
ESAB LUD 450
PROCESS: MMA
ELECTRODE TYPE: RUTILE
ELECTRODE DIAMETER: 2.5 mm
AUXILIARY FUNCTIONS
SET MEASURE MEMORY
"
1.6 mm
2mm
2.5 mm
3.2 mm
4mm
4,5 mm
5mm
FAST
MODE
ENTER
З ерьменз гсбммЮ уфп менпэ еЯнбй AUXILIARY FUNCTIONS (ВПЗИЗФЙКЕУ
ЛЕЙФПХСГЙЕУ). МрпсеЯфе нб дйбвЬуефе ресйууьфесб гйб бхфЭт фйт лейфпхсгЯет
уфзн рбсЬгсбцп ”ВПЗИЗФЙКЕУ ЛЕЙФПХСГЙЕУ”ВлЭре вЮмб 9.
Фюсб Эчпхн плпклзсщиеЯ пй схимЯуейт гйб ухгкьллзуз MMA.
bu14d01y
-- 2 9 --
Page 30

4ÔÉG ухгкьллзуз
4.1 ЕбуйкЭт схимЯуейт
Пй вбуйкЭт схимЯуейт гйб фз ухгкьллзуз TIG екфелпэнфбй уфп кэсйп менпэ.
1. ФечнйкЮ ухгкьллзузт = TIG
2. МЭипдпт ухгкьллзузт
Ме фз ухгкьллзуз TIG Эчефе нб ерйлЭоефе бнЬмеуб брь дэп дйбцпсефйкЭт
меиьдпхт ухгкьллзузт.
S Уфбиесь сеэмб
S Сеэмб ме рблмпэт
3. МЭипдпт еккЯнзузт
ХрЬсчей ерЯузт дхнбфьфзфб ерйлпгЮт мефбоэ дэп меиьдщн еккЯнзузт.
S Liftarc
S HF
Уфзн еккЯнзуз Liftarc цЭсфе уе ербцЮ фп злекфсьдйп ме фп фемЬчйп есгбуЯбт
гйб нб енбэуефе фп фьоп, Эрейфб брпмбксэнефЭ фп елбцсЬ. Уфзн еккЯнзуз HF
фп фьоп енбэефбй брь Энб урйниЮсб х шзлЮт ухчньфзфбт п прпЯпт рбсЬгефбй
ьфбн фп злекфсьдйп всЯукефбй уе мЯб ухгкексймЭнз брьуфбуз брь фп фемЬчйп
есгбуЯбт.
4. БллбгЮ фпх фсьрпх лейфпхсгЯбт фзт лбвЯдбт ухгкьллзузт
Уфз ухгкьллзуз TIG мрпсеЯфе нб ерйлЭоефе бн иЭлефе нб лейфпхсгеЯ фп
цльгйуфсп TIG ме фп дйбкьрфз фзт укбндЬлзт бренесгпрпйзмЭнп Ю
енесгпрпйзмЭнп. З кэсйб дйбцпсЬ еЯнбй ьфй ме фп дйбкьрфз фзт укбндЬлзт
бренесгпрпйзмЭнп рсЭрей нб ксбфЬфе фп дйбкьрфз рйеумЭнп кбфЬ фз дйЬскейб
фзт ухгкьллзузт, бллЬ ьфбн еЯнбй енесгпрпйзмЭнпт мрпсеЯфе нб
брелехиесюуефе фз укбндЬлз кбфЬ фз дйЬскейб фзт ухгкьллзузт. З
дйбцпсЬ бнЬмеуб уе бренесгпрпйзмЭнп Ю енесгпрпйзмЭнп дйбкьрфз фзт
укбндЬлзт брейкпнЯжефбй уфб бкьлпхиб дйбгсЬммбфб, мбжЯ ме фйт Ьллет
лейфпхсгЯет уфпн кэклп еккЯнзузт/дйбкпрЮт.
Дйбкьрфзт фзт укбндЬлзт клейуфьт
2
1
БсчйкЮ спЮ бесЯпх
Бэозуз МеЯщуз
ФелйкЮ спЮ
бесЯпх
Ме фп дйбкьрфз фзт укбндЬлзт клейуфь, з бсчйкЮ спЮ бесЯпх бсчЯжей ьфбн з
укбндЬлз фзт лбвЯдбт TIG еЯнбй рйеумЭнз (1). Фп сеэмб фьфе бхоЬней уе псйбкь
ерЯредп (лЯгб amperes) кбй Эчпхме Энбхуз фьопх. Фп сеэмб фьфе бхоЬней мЭчсй
фзн рспкбипсйумЭнз фймЮ (бкплпхиюнфбт фзн клЯуз фзт кбмрэлзт бньдпх еЬн
ецбсмьжефбй).
Пфбн елехиесщиеЯ з укбндЬлз (2) фп сеэмб рЭцфей уе псйбкь ерЯредп
(бкплпхиюнфбт фзн клЯуз фзт кбмрэлзт бньдпх еЬн ецбсмьжефбй) кбй фп фьоп
увЮней. Фп бЭсйп ухнечЯжей нб сЭей гйб фзн ресЯпдп фелйкЮт спЮт, еЬн
ецбсмьжефбй.
bu14d01y
-- 3 0 --
Page 31

Дйбкьрфзт фзт укбндЬлзт бнпйкфьт
3
1
БсчйкЮ спЮ бесЯпх
2
Бэозуз МеЯщуз
4
ФелйкЮ спЮ
бесЯпх
Ме фп дйбкьрфз фзт укбндЬлзт бнпйкфь, з бсчйкЮ спЮ фпх бесЯпх бсчЯжей ьфбн
рйЭжефбй з укбндЬлз фзт лбвЯдбт TIG (1). Пфбн з ресЯпдпт фзт бсчйкЮт спЮт
бесЯпх Эчей фелейюуей фп сеэмб бхоЬнефбй уе псйбкь ерЯредп (лЯгб amperes) кбй
Эчпхме Энбхуз фпх фьопх.
Пфбн з укбндЬлз елехиесюнефбй (2) фп сеэмб бхоЬнефбй мЭчсй фзн
рспкбипсйумЭнз фймЮ (бкплпхиюнфбт фзн клЯуз фзт кбмрэлзт бньдпх еЬн
ецбсмьжефбй).
Пфбн рйеуфеЯ рЬлй з укбндЬлз (3) фп сеэмб бхоЬней рЬлй уе псйбкь ерЯредп
(бкплпхиюнфбт фзн клЯуз фзт кбмрэ лзт кбиьдпх еЬн ецбсмьжефбй).
Пфбн елехиесюнефбй рЬлй з укбндЬлз (4) фп фьоп увЮней кбй бсчЯжей з ресЯпдпт
фзт фелйкЮт спЮт бесЯпх (еЬн ецбсмьжефбй).
Пфбн всЯукеуфе уфп менпэ схимЯуещн дедпмЭнщн ухгкьллзузт Ю уфп менпэ
мефсЮуещн мрпсеЯфе нб бренесгпрпйЮуефе Ю нб енесгпрпйЮуефе фп дйбкьрфз фзт
укбндЬлзт чсзуймпрпйюнфбт кЬрпйп брь фб рспгсбммбфйжьменб рлЮкфсб.
4.2 СхимЯуейт дедпмЭнщн ухгкьллзузт
Пй фймЭт фщн рбсбмЭфсщн фзт ухгкьллзузт ейуЬгпнфбй чсзуймпрпйюнфбт фп
менпэ схимЯуещн. ПсйумЭнет рбсЬмефспй еЯнбй ейдйкЭт гйб фзн ерйлегмЭнз мЭипдп
кбй псйумЭнет еЯнбй кпйнЭт кбй гйб фйт дэ п меиьдпхт TIG. Мрпспэн нб схимйуфпэн
пй бкьлпхиет рбсЬмефспй гйб ухгкьллзуз TIG.
ВлЭре фп РБСБСФЗМБ ВлЭре вЮмб 10 гйб лерфпмЭсейет фпх еэспхт сэимйузт
рбсбмЭфсщн.
МЭипдпт УФБИЕСПХ СЕХМБФПУ МЭипдпт СЕХМБФПУ МЕ РБЛМПХУ
S Сеэмб S Сеэмб ме рблмпэт
S Бэозуз S Сеэмб хрьвбиспх
S МеЯщуз S Xсьнпт рблмпэ
S БсчйкЮ спЮ бесЯпх S Xсьнпт хрьвбиспх
S ФелйкЮ спЮ бесЯпх S Бэозуз
S МеЯщуз
S БсчйкЮ спЮ бесЯпх
S ФелйкЮ спЮ бесЯпх
bu14d01y
-- 3 1 --
Page 32

Сеэмб
П ьспт сеэмб бнбцЭсефбй едю уфп сеэмб ухгкьллзузт ьфбн гЯнефбй ухгкьллзуз
ме уфбиесь сеэмб.
Сеэмб ме рблмпэт кбй сеэмб хрьвбиспх
Пфбн чсзуймпрпйеЯфбй сеэмб ме рблмпэт рсЭрей нб схимйуфпэн дйЬцпсет
рбсЬмефспй пй прпЯет ухндЭпнфбй ме фп сеэмб ухгкьллзузт. Фп сеэмб ме
рблмпэт кбй фп сеэмб хрьвбиспх деЯчнпхн фп бнюфесп кбй кбфюфесп ьсйп фпх
сеэмбфпт, влЭре фп рбсбкЬфщ дйЬгсбммб.
Current
PULSE TIME
BACKGROUND TIME
PULSE CURRENT
BACKGROUND CURRENT
Time
Чсьнпт рблмпэ кбй чсьнпт хрьвбиспх
П чсьнпт рблмпэ схимЯжей фзн дйЬскейб фщн рблмюн сеэмбфпт.
П чсьнпт хрпвЬиспх схимЯжей фп чсьнп бнЬмеуб уфпхт рблмпэт.
Гйб ухгкьллзуз ме сеэмб ме рблмпэт, деЯфе фп рбсбрЬнщ дйЬгсбммб. З ресйпчЮ
сэимйузт гйб фп чсьнп рблмпэ кбй фп чсьнп хрпвЬиспх еЯнбй 0,001-5,000 s.
БсчйкЮ спЮ бесЯпх кбй фелйкЮ спЮ бесЯпх
Пй рбсЬмефспй бсчйкЮ кбй фелйкЮ спЮ бесЯпх чсзуймпрпйпэнфбй гйб нб схимЯуефе
гйб рьуп чсьнп иЭлефе нб сЭей фп бЭсйп рсйн кбй мефЬ брь фз ухгкьллзуз.
Бэозуз кбй меЯщуз
Пй рбсЬмефспй мефбвплЮт кбипсЯжпхн фзн вбимйбЯб бэозуз кбй меЯщуз фпх
сеэмбфпт фзт ухгкьллзузт гйб дедпмЭнп чспнйкь дйЬуфзмб.
bu14d01y
-- 3 2 --
Page 33

4.3 Дйбмьсцщуз рбсбмЭфсщн ухгкьллзузт TIG.
ВлЭре вЮмб 9.2.6.
4.4 РбсЬдейгмб дйбмьсцщузт рбсбмЭфсщн ухгкьллзузт TIG
Фб рбсбкЬфщ ереозгпэн рщт дйбмпсцюнпнфбй пй рбсЬмефспй гйб ухгкьллзуз TIG
чсзуймпрпйюнфбт фз мЭипдп уфбиеспэ сеэмбфпт. З дйбдйкбуЯб сэимйузт фщн
рбсбмЭфсщн еЯнбй рбсьмпйб гйб ухгкьллзуз ме сеэмб ме рблмпэт.
4.4.1 ВбуйкЭт схимЯуейт
БсчЯуфе емцбнЯжпнфбт фп кэсйп менпэ, еЬн бхфь ден Эчей Юдз гЯней, рйЭжпнфбт фп
рлЮкфсп MENU.
КЬнпхме фйт бкьлпхиет фЭууесйт схимЯуейт:
S PROCESS (ФЕЧНЙКЗ) = TIG
S METHOD (МЕИПДПУ) = CONSTANT CURRENT (УФБИЕСП СЕХМБ)
S START METHOD (МЕИПДПУ ЕККЙНЗУЗУ) = LIFT ARC
S GUN SWITCH MODE (КБФБУФБУЗ ФПХ ДЙБКПРФЗ ФЗУ ЛБВЙДБУ) =
TRIGGER LATCH OFF (ДЙБКПРФЗУ ФЗУ УКБНДБЛЗУ КЛЕЙУФПУ)
ФечнйкЮ
ESAB LUD 450
<>ЧсзуймпрпйЮуфе
фб рлЮкфсб ме фп
вЭлпт гйб нб
ерйлЭоефе PROCESS
(ФЕЧНЙКЗ). РйЭуфе
фп рлЮкфсп ENTER
гйбнбемцбнйуфеЯп
кбфЬлпгпт фщн
ерйлпгюн .
PROCESS: MMA
ELECTRODE TYPE: RUTILE
ELECTRODE DIAMETER: 2.5 mm
AUXILIARY FUNCTIONS
SET MEASURE MEMORY
FAST
MODE
ENTER
ФпрпиефЮуфе фп дспмЭб уфзн ерйлпгЮ TIG уфпн
кбфЬлпгп кбй рйЭуфе фп рлЮкфсп ENTER. Фюсб
Эчефе ерйлЭоей PROCESS (ФЕЧНЙКЗ) = TIG.
-- 3 3 --
bu14d01y
MIG/MAG
MMA
TIG
CARBON, ArcAir
Page 34

МЭипдпт
ФпрпиефЮуфе фпн
дспмЭб уфз
гсбммЮ METHOD
(МЕИПДПУ).
РйЭуфе фп рлЮкфсп
ENTER гйб нб
емцбнйуфеЯ п
кбфЬлпгпт фщн
ерйлпгюн
ESAB LUD 450
PROCESS: TIG
METHOD: PULSED I
START METHOD: LIFTARC
GUN TRIGGER MODE: 4--STROKE
AUXILIARY FUNCTIONS
SET MEASURE MEMORY
FAST
MODE ENTER
ФпрпиефЮуфе фпн дспмЭб уфз гсбммЮ
CONSTANT CURRENT (УФБИЕСП СЕХМБ) уфпн
кбфЬлпгп кбй рйЭуфе фп рлЮкфсп ENTER. Фюсб
Эчефе ерйлЭоей METHOD (МЕИПДПУ) =
CONSTANT CURRENT (УФБИЕСП СЕХМБ).
МЭипдпт еккЯнзузт
ESAB LUD 450
ФпрпиефЮуфе фпн
дспмЭб уфз
гсбммЮ START
METHOD
(МЕИПДПУ
ЕККЙНЗУЗУ).
PROCESS: TIG
METHOD: CONSTANT I
START METHOD: LIFTARC
GUN TRIGGER MODE: 4--STROKE
AUXILIARY FUNCTIONS
РйЭуфе фп рлЮкфсп
ENTER гйб нб
емцбнйуфеЯ п
кбфЬлпгпт фщн
ерйлпгюн .
CONSTANT I
PULSED I
SET MEASURE MEMORY
ФпрпиефЮуфе фпн дспмЭб уфз гсбммЮ LIFTARC
START (ЕККЙНЗУЗ LIFTARC) уфпн кбфЬлпгп кбй
рйЭуфе фп рлЮкфсп ENTER. Фюсб Эчефе ерйлЭоей
START METHOD (МЕИПДПУ ЕККЙНЗУЗУ) =
LIFTARC START (ЕККЙНЗУЗ LIFTARC).
-- 3 4 --
bu14d01y
FAST
MODE
LIFTARC
HF--START
ENTER
Page 35

КбфЬуфбуз фпх дйбкьрфз фзт лбвЯдбт
ESAB LUD 450
ФпрпиефЮуфе фпн
дспмЭб уфз
гсбммЮ TRIGGER
LATCH
(ДЙБКПРФЗУ ФЗУ
УКБНДБЛЗУ).
PROCESS: TIG
METHOD: CONSTANT I
START METHOD: LIFTARC
GUN TRIGGER MODE: 4--STROKE
AUXILIARY FUNCTIONS
РйЭуфе фп рлЮкфсп
ENTER гйб нб
емцбнйуфеЯ Энбт
кбфЬлпгпт
ерйлпгюн
SET MEASURE MEMORY
ФпрпиефЮуфе фпн дспмЭб уфз гсбммЮ LATCH OFF
(ДЙБКПРФЗУ КЛЕЙУФПУ) уфпн кбфЬлпгп кбй
рйЭуфе фп рлЮкфсп ENTER. Фюсб Эчефе ерйлЭоей
GUN SWITCH MODE (КБФБУФБУЗ ФПХ ДЙБКПРФЗ ФЗУ
ЛБВЙДБУ) = LATCH OFF (ДЙБКПРФЗУ КЛЕЙУФПУ).
FAST
MODE ENTER
2--STROKE
4--STROKE
ESAB LUD 450
PROCESS: TIG
METHOD: CONSTANT I
START METHOD : LIFTARC
GUN TRIGGER MODE: 2--STROKE
AUXILIARY FUNCTIONS
SET MEASURE MEMORY
"
FAST
MODE
ENTER
З ерьменз гсбммЮ уфп менпэ еЯнбй AUXILIARY FUNCTIONS (ВПЗИЗФЙКЕУ
ЛЕЙФПХСГЙЕУ). ВлЭре фп кецЬлбйп ”ВПЗИЗФЙКЕУ ЛЕЙФПХСГЙЕУ” ВлЭре вЮмб 9.
гйб ресйууьфесет рлзспцпсЯет.
bu14d01y
-- 3 5 --
Page 36

4.4.2 СхимЯуейт дедпмЭнщн ухгкьллзузт
ЧсзуймпрпйЮуфе фп менпэ схимЯуещн гйб нб иЭуефе фймЭт уфйт дйЬцпсет
рбсбмЭфспхт ухгкьллзузт.
Иб кЬнпхме фйт бкьлпхиет схимЯуейт:
S CURRENT (СЕХМБ) = 200 A
S SLOPE-UP TIME (ЧСПНПУ БХОЗУЗУ) = 2.0 s
S SLOPE-DOWN TIME (ЧСПНПУ МЕЙЩУЗУ)= 1.4 s
S GAS PRE-FLOW (БСЧЙКЗ СПЗ БЕСЙПХ) = 3.0 s
S GAS POST-FLOW (ФЕЛЙКЗ СПЗ БЕСЙПХ) = 5.0 s
БсчЯуфе рйЭжпнфбт фп рлЮкфсп МЕНU гйб нб кблЭуефе фп кэсйп менпэ.
КблЭуфе фп менпэ схимЯуещн рйЭжпнфбт фп рлЮкфсп SET.
Сеэмб
УVЕФУДБФБЙНУФСЛЛНЙНГБС
ФпрпиефЮуфе фпн
дспмЭб уфз гсбммЮ
CURRENT (СЕХМБ) .
ЕрйлЭофе фзн фймЮ 200
A чсзуймпрпйюнфбт
Энб брь фб рлЮкфсб
ухн/меЯпн.
CURRENT: 200 A
SLOPEUPTIME: 4,0s
SLOPE DOWN TIME: 6,0 s
GASPREFLOW: 2.5 s
GASPOSTFLOW: 3.3 s
GAS
PURGE
2/4
STROKE
QUIT
Бэозуз кбй меЯщуз
Пй рбсЬмефспй бэозуз кбй меЯщуз еЯнбй ухндедемЭнет ме фб рлЮкфсб ухн кбй
меЯпн бнфЯуфпйчб. Гйб нб схимЯуефе фп чсьнп бэозузт чсзуймпрпйЮуфе фп рЬнщ
рлЮкфсп, кбй гйб нб схимЯуефе фп чсьнп меЯщузт чсзуймпрпйЮуфе фп кЬфщ
рлЮкфсп.
УVЕФУДБФБЙНУФСЛЛНЙНГБС
МефбкйнЮуфе фп
дспмЭб уфз гсбммЮ
SLOPE UP (yСПНПУ
БХОЗУЗУ) кбй SLOPE
DOWN (yСПНПУ
МЕЙЩУЗУ) TIME.
СхимЯуфе фп SLOPE
UP TIME уе 2,0 s
рйЭжпнфбт фп Ьнщ
рлЮкфсп ухн/меЯпн.
CURRENT: 200 A
SLOPEUPTIME:#2.0s
SLOPE DOWN TIME:
GAS PRE--FLOW: 2.5 s
GAS POST--FLOW: 3.3 s
GAS
PURGE
2/4
STROKE
6.0 s
*
QUIT
bu14d01y
-- 3 6 --
Page 37

УVЕФУДБФБЙНУФСЛЛНЙНГБС
СхимЯуфе фп SLOPE
DOWN TIME уе 1,4 s
рйЭжпнфбтфпкЬфщ
рлЮкфсп ухн/меЯпн.
CURRENT: 200 A
SLOPEUPTIME: #2.0s
SLOPE DOWN TIME:
GASPREFLOW: 2.5 s
GASPOSTFLOW: 3.3 s
GAS
PURGE
2/4
STROKE
1.4 s
*
QUIT
БсчйкЮ спЮ бесЯпх кбй фелйкЮ спЮ бесЯпх
Пй рбсЬмефспй бсчйкЮ спЮ бесЯпх кбй фелйкЮ спЮ бесЯпх еЯнбй ухндедемЭнет ме
фп дйкь фпхт ухгкексймЭнп рлЮкфсп ухн/меЯпн ме фпн Ядйп фсьрп ьрщт пй
рбсЬмефспй мефбвплЮт рбсбрЬнщ. Фп рЬнщ рлЮкфсп ухн/меЯпн чсзуймпрпйеЯфбй
гйб нб схимЯуей фзн бсчйкЮ спЮ бесЯпх кбй фп кЬфщ рлЮкфсп чсзуймпрпйеЯфбй гйб
нб схимЯуей фзн фелйкЮ спЮ бесЯпх.
УVЕФУДБФБЙНУФСЛЛНЙНГБС
МефбкйнЮуфе фп
дспмЭб уфз гсбммЮ
GAS PRE-FLOW
(БСyЙКЗ СПЗ) кбй
GAS POST-FLOW
(ФЕЛЙКЗ СПЗ).
СхимЯуфе фп GAS
PRE-FLOW уе 3,0 s
рйЭжпнфбт фп Ьнщ
рлЮкфсп ухн/меЯпн.
CURRENT: 200 A
SLOPEUPTIME: 2.0s
SLOPE DOWN TIME: 1.4 s
GASPREFLOW: #3.0s
GASPOSTFLOW:
GAS
PURGE
2/4
STROKE
3.3 s
*
QUIT
УVЕФУДБФБЙНУФСЛЛНЙНГБС
СхимЯуфе фп GAS
PRE-FLOW уе 5,0 s
рйЭжпнфбтфпкЬфщ
рлЮкфсп ухн/меЯпн.
CURRENT: 200 A
SLOPE UP: 2.0 s
SLOPE DOWN: 1.4 s
GASPREFLOW: #3.0
GASPOSTFLOW:
GAS
PURGE
2/4
STROKE
5.0
*
QUIT
Фюсб Эчей плпклзсщиеЯ з дйбдйкбуЯб сэимйузт рбсбмЭфсщн гйб ухгкьллзуз TIG.
bu14d01y
-- 3 7 --
Page 38

5 КпрЮ ме злекфсйкь фьоп
5.1 ГсбммЮ ухнесгбуЯбт
З рзгЮ сеэмбфпт Эчей фз дхнбфьфзфб лейфпхсгЯбт ухнесгбуЯбт гйб кпрЮ ме
злекфсйкь фьоп.
Бхфь узмбЯней ьфй з рзгЮ сеэмбфпт ерйлЭгей бхфьмбфб мЯб кбфЬллзлз фймЮ гйб
фзн фЬуз бнЬлпгб ме фзн ерйлегмЭнз дйЬмефсп злекфспдЯпх.
ЕЯнбй дхнбфь нб чсзуймпрпйзипэн злекфсьдйб ме дйбцпсефйкЮ дйЬмефсп брь бхфЬ
рпх емцбнЯжпнфбй уфпн елегкфЮ, бллЬ бхфь узмбЯней ьфй п чсЮуфзт рсЭрей нб
кЬней фйт брбсбЯфзфет схимЯуейт гйб псйумЭнет рбсбмЭфспхт.
5.2 ЕбуйкЭт с химЯуейт
Пй вбуйкЭт схимЯуейт гйб кпрЮ ме злекфсйкь фьоп гЯнпнфбй уфп кэсйп менпэ фпх
елегкфЮ.
1. ФечнйкЮ ухгкьллзузт = КПРЗ МЕ ЗЛЕКФСЙКП ФПОП
2. ДйЬмефспт злекфспдЯпх
П рбсбкЬфщ рЯнбкбт деЯчней фйт дйбмЭфспхт злекфспдЯщн рпх мрпспэн нб
чсзуймпрпйзипэн ьфбн з рзгЮ сеэмбфпт всЯукефбй уе кбфЬуфбуз ухнесгбуЯбт.
ДйЬмефспт
злекфспдЯпх
4mm
5mm
6mm
8mm
5.3 ДедпмЭнб ухгкьллзузт
ЕЬн чсзуймпрпйеЯфе фзн рз гЮ сеэмбфпт уе кбфЬуфбуз ухнесгбуЯбт ден еЯнбй
брбсбЯфзфп нб ейуЬгефе прпйбдЮрпфе брь фйт рбсбмЭфспхт ухгкьллзузт.
МрпсеЯ ьмщт нб схимйуфеЯ з рбсЬмефспт фЬуз еЬн еЯнбй ерйихмзфь.
Пй рбсЬмефспй рпх емцбнЯжпнфбй ме рлЬгйб гсЬммбфб еЯнбй уфбиесЭт, р . ч . ден
ерзсеЬжпнфбй брь прпйбдЮрпфе бллбгЮ уфзн фЬуз.
РбсЬмефспй ухгкьллзузт гйб кпрЮ ме
злекфсйкь фьоп
S ÔÜóç
S ЕрбгщгЮ
S Фэрпт схимйуфЮ
ВлЭре фп ”РБСБСФЗМБ” ВлЭре вЮмб 10 гйб рЯнбкб рпх дЯней ьлп фп еэспт фщн
схимЯуещн фщн рбсбмЭфсщн.
bu14d01y
-- 3 8 --
Page 39

5.4 РбсЬдейгмб дйбмьсцщузт рбсбмЭфсщн кпрЮт ме злекфсйкь фьоп
5.4.1 ЕбуйкЭт схимЯуейт
XсзуймпрпйЮуфе фп кэсйп менпэ гйб нб ейуЬгефе фзн дйЬмефсп злекфспдЯпх.
Уфзн бсчЮ, кблЭуфе фп кэсйп менпэ рйЭжпнфбт фп рлЮкфсп MENU.
КЬнфе фйт бкьлпхиет дэп схимЯуейт:
S PROCESS (ФЕЧНЙКЗ) = ARC AIR GOUGING (КПРЗ МЕ ЗЛЕКФСЙКП ФПОП)
S ELECTRODE DIAMETER (ДЙБМЕФСПУ ЗЛЕКФСПДЙПХ) = 8 mm
ФечнйкЮ
ESAB LUD 450
ЧсзуймпрпйЮуфе фб
рлЮкфсб ме фп вЭлпт
гйб нб ерйлЭоефе фз
гсбммЮ PROCESS
(ФЕЧНЙКЗ). РйЭуфе фп
рлЮкфсп ENTER гйб
нб емцбнйуфеЯ п
кбфЬлпгпт фщн
ерйлпгюн .
PROCESS: MMA
ELECTRODE TYPE: BASIC
ELECTRODE DIAMETER: 6 mm
AUXILIARY FUNCTIONS
SET MEASURE MEMORY
FAST
MODE
ENTER
ФпрпиефЮуфе фпн дспмЭб уфз гсбммЮ ARC AIR
GOUGING уфпн кбфЬлпгп кбй рйЭуфе фп рлЮкфсп
ENTER. Фюсб Эчефе ерйлЭоей
PROCESS (ФЕЧНЙКЗ) = ARC AIR GOUGING
(КПРЗ МЕ ЗЛЕКФСЙКП ФПОП).
ДйЬмефспт злекфспдЯпх
ESAB LUD 450
ЧсзуймпрпйЮуфе фб
рлЮкфсб ме фп вЭлпт
гйб нб ерйлЭоефе фз
гсбммЮ ELECTRODE
DIAMETER
(ДЙБМЕФСПУ
ЗЛЕКФСПДЙПХ).
РйЭуфе фп рлЮкфсп
ENTER гйб нб
емцбнйуфеЯ п
кбфЬлпгпт фщн
ерйлпгюн.
PROCESS: CARBON, ArcAir
ELECTRODE DIAMETER: 6 mm
AUXILIARY FUNCTIONS
SET MEASURE MEMORY
ФпрпиефЮуфе фпн дспмЭб уфз гсбммЮ 8 mm кбй
рйЭуфе фп рлЮкфсп ENTER.З сэимйуз
ELECTRODE DIAMETER (ДЙБМЕФСПУ
ЗЛЕКФСПДЙПХ) = 8 mm фюсб Эчей плпклзсщиеЯ.
З дйбдйкбуЯб сэимйузт гйб кпрЮ ме злекфсйкь фьоп Эчей
фюсб плпклзсщиеЯ.
MIG/MAG
MMA
TIG
CARBON, ArcAir
FAST
MODE
4mm
5mm
6mm
8mm
ENTER
bu14d01y
-- 3 9 --
Page 40

5.4.2 ДедпмЭнб ухгкьллзузт
Уфп менпэ схимЯуещн мрпсеЯфе нб деЯфе рпйб фймЮ Эчей ерйлегеЯ гйб фзн
рбсЬмефсп фЬуз. МрпсеЯфе ерЯузт нб схимЯуефе фзн фЬуз еЬн еЯнбй брбсбЯфзфп.
ESAB LUD 450
РзгбЯнефе уфп
менпэ схимЯуещн
рйЭжпнфбт фп
рлЮкфсп SET.
PROCESS: CARBON, ArcAir
ELECTRODE DIAMETER: 8 mm
AUXILIARY FUNCTIONS
FAST
SET MEASURE MEMORY
MODE ENTER
УVЕФУДБФБЙНУФСЛЛНЙНГБС
Ме вЬуз фзн дйкЮ
убт сэимйуз гйб фз
дйЬмефсп
злекфспдЯпх з рзгЮ
сеэмбфпт Эчей
дюуей уфзн фЬуз
фзн фймЮ 43 V
VOLTAGE: 43.0 V
SYNERGIC MODE: ON
QUIT
bu14d01y
-- 4 0 --
Page 41

6 ПИПНЗ МЕ ЕНДЕЙОЕЙУ МЕФСЗМЕНЩН ФЙМЩН
6.1 РесйгсбцЮ пиьнзт ме ендеЯоейт мефсзмЭнщн фймюн
З пиьнз ме ендеЯоейт мефсзмЭнщн фймюн убт ерйфсЭрей нб влЭрефе фйт фймЭт фщн
дйбцьсщн рбсбмЭфсщн ухгкьллзузт рпх Эчпхн мефсзиеЯ кбфЬ фзн ухгкьллзуз.
Рпйет рбсЬмефспй емцбнЯжпнфбй еобсфЬфбй брь фзн фечнйкЮ ухгкьллзузт рпх
Эчефе ерйлЭоей.
Фп рбсбкЬфщ рбсЬдейгмб деЯчней мЯб пиьнз ме ендеЯоейт мефсзмЭнщн фймюн гйб
MIG/MAG.
УХМЕПХЛЗ!
Уфз ухгкьллзуз ме рблмпэт мрпсеЯфе нб ерйлЭоефе бн з фЬуз иб емцбнЯжефбй щт
ухнплйкЮ мЭуз фймЮ Ю щт мЭуз фймЮ фщн рблмюн.
БхфЮ з сэимйуз мрпсеЯ нб гЯней уфйт вбуйкЭт схимЯуейт MIG/MAG. ДеЯфе фп
кецЬлбйп 9.2.4.3.
ЕЬн иЭлефе нб деЯфе фзн пиьнз ме фйт ендеЯоейт мефсзмЭнщн фймюн. Рсюфб
вевбйщиеЯфе ьфй емцбнЯжефбй фп кэсйп менпэ. РйЭуфе фп рлЮкфсп MEASURE.
ESAB LUD 450
PROCESS: MIG/MAG
METHOD: DIP/SPRAY
WIRE TYPE: Fe
SHIELDING GAS: Ar8%CO2
WIRE DIMENSION: 1.2 mm
AUXILIARY FUNCTIONS
SET MEASURE MEMORY
З емцЬнйуз фзт пиьнзт ме фйт ендеЯоейт мефсзмЭнщн фймюн мрпсеЯ нб мпйЬжей ме
бхфЮ. Фп вЭлпт уфп кЬфщ деойЬ мЭспт фзт пиьнзт деЯчней ьфй хрЬсчпхн
ресйууьфесет рлзспцпсЯет брь бхфЭт рпх мрпспэн нб емцбнйуфпэн.
DIP/SPRAY, Fe, Ar8%CO2, 1.2 mm
МефбкйнзиеЯфе
рспт фб кЬфщ
чсзуймпрпйюнфбт
фп рлЮкфсп кЬфщ
вЭлпхт.
22,5 Volt
FAST
MODE
ENTER
134 Amp
bu14d01y
6,0 m/min
REM QUIT
-- 4 1 --
Page 42

МЯб фймЮ рпх Эчей мефсзиеЯ емцбнЯжефбй уфзн пиьнз.
DIP/SPRAY, Fe, Ar8%CO2, 1.2 mm
134 Amp
6,0 m/min
3,01 kW
6.2 БллбгЮ фщн фймюн рпх Эчпхн феиеЯ
REM QUIT
МрпсеЯфе нб бллЬоефе фзн фймЮ псйумЭнщн рбсбмЭфсщн уфзн пиьнз ме фйт
ендеЯоейт мефсзмЭнщн фймюн. Рпйет рбсЬмеспй мрпспэн нб бллбчипэн еобсфЬфбй
брь фзн фечнйкЮ ухгкьллзузт рпх Эчей ерйлегеЯ. Пй фймЭт фщн рбсбмЭфсщн рпх
мрпспэн нб бллбчипэн ухмвплЯжпнфбй рЬнфб ме . Þ .
DIP/SPRAY, Fe, Ar8%CO2, 1.2 mm
БллЬофе рйЭжпнфбт
Þ
Фп рбсЬихсп рпх
емцбнЯжефбй иб
еобцбнйуфеЯ мефЬ
брь 1.5 у бн ден
рйеуфеЯ кбнЭнб брь
фб кпхмрйЬ.
22,5 Volt
VOLTAGE: 22,5 (+3,5) V
134 Amp
6,0 m/min
REM QUIT
bu14d01y
-- 4 2 --
Page 43

7ÄÉÁyЕЙСЙУЗ МНЗМЗУ
П елегкфЮт мрпсеЯ нб брпизкеэуей мЭчсй 99 пмЬдет дедпмЭнщн ухгкьллзузт.
КЬие мЯб брь бхфЭт фйт пмЬдет Эчей Энбн бсйимь брь фп 1 мЭчсй фп 99. ЕЬн з
мнЮмз дедпмЭнщн ухгкьллзузт еЯнбй рлЮсзт, р.ч. еЬн Эчпхн Юдз брпизкехфеЯ 99
пмЬдет дедпмЭнщн кбй иЭлефе нб брпизкеэуефе мЯб ерйрлЭпн пмЬдб дедпмЭнщн,
фьфе дйбгсЬцефбй бхфьмбфб з рйп рблйЬ пмЬдб дедпмЭнщн ухгкьллзузт.
МрпсеЯфе ерЯузт нб дйбгсЬшефе кбй нб бнфйгсЬшефе пмЬдет дедпмЭнщн
ухгкьллзузт кбй нб бнбкблЭуефе мЯб пмЬдб дедпмЭнщн ухгкьллзузт уфз мнЮмз
лейфпхсгЯбт.
Едю Эчпхме Энб рбсЬдейгмб рпх деЯчней рщт брпизкеэпнфбй, бнбкблпэнфбй,
бнфйгсЬцпнфбй кбй дйбгсЬцпнфбй дедпмЭнб.
7.1 БрпиЮкехуз
Пфбн иЭлефе нб брпизкеэуефе мЯб пмЬдб дедпмЭнщн, рсюфб вевбйщиеЯфе ьфй
емцбнЯжефбй фп кэсйп менпэ. РйЭуфе фп рлЮкфсп MEMORY. ЕЬн з мнЮмз
дедпмЭнщн ухгкьллзузт еЯнбй кенЮ з емцЬнйуз фзт пиьнзт иб еЯнбй з бкьлпхиз.
МЙННЕУЦХНКФЙПНЕС - ЛБГСБДЕ ДБФБХРРУСФФНЙНГБС
:
NO STORED DATA SETS
STORE QUIT
:
РбсЬдейгмб
Фюсб иб брпизкеэуефе мЯб пмЬдб дедпмЭнщн ухгкьллзузт. Иб фзн
брпизкеэуефе уфзн р есйпчЮ мнЮмзт 10. РйЭуфе фп рлЮкфсп SAVE. З емцЬнйуз
фзт пиьнзт иб еЯнбй з бкьлпхиз.
STORE IN DATA NR. 1
ЕЬн фюсб рйЭуефе фп
рлЮкфсп ENTER з
пмЬдб фщн дедпмЭнщн
иб брпизкехфеЯ ме
фпн бсйимь 1, ьрщт
цбЯнефбй брь фзн
рсюфз гсбммЮ фзт
пиьнзт.
QUIT ENTER
МрпсеЯфе нб чсзуймпрпйЮуефе фб рлЮкфсб ухн/меЯпн гйб нб ерйлЭоефе фзн
ресйпчЮ фзт мнЮмзт уфзн прпЯб иЭлефе нб брпизкеэуефе фзн пмЬдб фщн
дедпмЭнщн. Бхфь цбЯнефбй уфзн рсюфз гсбммЮ фзт пиьнзт.
bu14d01y
-- 4 3 --
Page 44

П бсйимьт рпх емцбнЯжефбй уфзн рсюфз гсбммЮ фзт пиьнзт еЯнбй з рсюфз кенЮ
иЭуз рпх всЭизке уфз мнЮмз.
STORE IN DATA NR. 10
ЕрйлЭофе фпн
бсйимь 10
чсзуймпрпйюнфбт
Энб брь фб
рлЮкфсб
ухн/меЯпн. РйЭуфе
фп рлЮкфсп
ENTER.
QUIT ENTER
З пмЬдб фщн дедпмЭнщн фюсб Эчей брпизкехфеЯ ме фпн бсйимь 10. Уфп кЬфщ
мЭспт фзт пиьнзт мрпсеЯфе нб деЯфе Энб мЭспт фщн ресйечьменщн фзт пмЬдбт
дедпмЭнщн 10.
STORE IN DATA NR. 10
10
" DIP/SPRAY, Fe, CO2, 1.2 mm
QUIT ENTER
Гйб нб ерйуфсЭшефе уфп менпэ мнЮмзт рйЭуфе фп рлЮкфсп QUIT.
УхмвпхлЭт!
Бн деЯфе фп мЮнхмб УФПСЕ ЙН МЕМПСШ РПУЙФЙПН 1 (БРПИЗКЕХУЗ УФЗН
РЕСЙПyЗ МНЗМЗУ 1), мрпсеЯфе нб схимЯуефе брехиеЯбт фзн 99 рйЭжпнфбт фп
рлЮкфсп меЯпн
bu14d01y
óôï
.
-- 4 4 --
Page 45

7.2 ДйбгсбцЮ
Уфп менпэ мнЮмзт мрпсеЯфе нб дйбгсЬшефе мЯб Ю ресйууьфесет пмЬдет
дедпмЭнщн ухгкьллзузт.
РбсЬдейгмб
Фюсб иб дйбгсЬшефе фзн пмЬдб дедпмЭнщн рпх брпизкеэфзке уфп рспзгпэменп
рбсЬдейгмб. РйЭуфе фп рлЮкфсп DELETE.
MEMORY FUNCTIONS -- STORED DATA SETS
10 50
DIP/SPRAY, Fe, CO2, 1.2 mm
STORE DELETE RECALL COPY QUIT
З пмЬдб дедпмЭнщн рпх Эчей брпизкехфеЯ фелехфбЯб узмейюнефбй бхфьмбфб. ЕЬн
Эчпхн брпизкехфеЯ ресйууьфесет брь мЯб пмЬдет дедпмЭнщн мрпсеЯфе нб
мефбкйнеЯфе фп дспмЭб бнЬмеуЬ фпхт чсзуймпрпйюнфбт фб рлЮкфсб бсйуфеспэ
вЭлпхт кбй деойпэ вЭлпхт.
РйЭуфе фп рлЮкфсп
ENTER гйб нб
ерйвевбйюуефе ьфй
иЭлефе нб дйбгсЬшефе
фзн пмЬдб дедпмЭнщн
ме бсйимь 10.
DELETE WELD DATA NR. 10
10
" DIP/SPRAY, Fe, CO2, 1.2 mm
QUIT ENTER
bu14d01y
-- 4 5 --
Page 46

7.3 БнЬклзуз
Гйб нб бнбкблЭуефе мйб рспзгпэменз пмЬдб дедпмЭнщн рпх Эчей брпизкехфеЯ.
Рсюфб елЭгофе ьфй емцбнЯжефбй фп кэсйп менпэ. РйЭуфе фп рлЮкфсп RECALL.
MEMORY FUNCTIONS -- STORED DATA SETS
10
STORE DELETE RECALL COPY QUIT
РбсЬдейгмб
З пмЬдб дедпмЭнщн рпх Эчей брпизкехфеЯ фелехфбЯб узмейюнефбй бхфьмбфб. ЕЬн
хрЬсчпхн ресйууьфесет брь мЯб пмЬдет дедпмЭнщн мрпсеЯфе нб мефбкйнеЯфе фп
дспмЭб бнЬмеуЬ фпхт чсзуймпрпйюнфбт фб рлЮкфсб бсйуфеспэ вЭлпхт кбй деойпэ
вЭлпхт.
RECALL WELD DATA NR. 10
РйЭуфе фп рлЮкфсп
ENTER гйб нб
10
ерйвевбйюуефе ьфй
иЭлефе нб
бнбкблЭуефе фзн
пмЬдб дедпмЭнщн
ме бсйимь 10.
DIP/SPRAY, Fe, CO2, 1.2 mm
QUIT ENTER
ЕрйуфсЭшфе уфп менпэ мнЮмзт рйЭжпнфбт фп рлЮкфсп QUIT.
7.4 БнфйгсбцЮ
МрпсеЯфе нб бнфйгсЬшефе фб ресйечьменб мйбт рспзгпэмензт пмЬдбт дедпмЭнщн
рпх Эчей брпизкехфеЯ уе мЯб Ьллз ресйпчЮ мнЮмзт. БсчЯуфе р йЭжпнфбт фп
рлЮкфсп COPY.
MEMORY FUNCTIONS -- STORED DATA SETS
bu14d01y
10
DIP/SPRAY, Fe, CO2, 1.2 mm
STORE DELETE RECALL COPY QUIT
-- 4 6 --
Page 47

РбсЬдейгмб
З пмЬдб дедпмЭнщн рпх Эчей брпизкехфеЯ фелехфбЯб узмейюнефбй бхфьмбфб. ЕЬн
хрЬсчпхн ресйууьфесет брь мЯб пмЬдет дедпмЭнщн мрпсеЯфе нб мефбкйнеЯфе фп
дспмЭб бнЬмеуЬ фпхт чсзуймпрпйюнфбт фб рлЮкфсб бсйуфеспэ вЭлпхт кбй деойпэ
вЭлпхт. Иб бнфйгсЬшпхме фб ресйечьменб фзт ресйпчЮт мнЮмзт 10 уфзн ресйпчЮ
50.
МрпсеЯфе нб чсзуймпрпйЮуефе фб рлЮкфсб ухн/меЯпн гйб нб ерйлЭоефе фзн
ресйпчЮ фзт мнЮмзт уфзн прпЯб иЭлефе нб бнфйгсЬшефе.
COPY WELD DATA NR. 10 TILL NR. 50
МефбкйнзиеЯфе
рспт фпн бсйимь
10
50
чсзуймпрпйюнфбт
фп рлЮкфсп ухн
кбй ENTER.
" DIP/SPRAY, Fe, CO2, 1.2 mm
QUIT ENTER
STORE OVER EXISTING WELD DATA ?
10
" DIP/SPRAY, Fe, CO2, 1.2 mm
NO YES
Фб дедпмЭнб ухгкьллзузт фзт ресйпчЮт 10 Эчпхн бнфйгсбцеЯ фюсб уфзн ресйпчЮ
мнЮмзт 50.
ЕЬн з ресйпчЮ мнЮмзт 50 еЯнбй Юдз кбфейлзммЭнз, Энб мЮнхмб емцбнЯжефбй уфзн
пиьнз.
COPY WELD DATA NR. 10 TILL NR. 50
10 50
" DIP/SPRAY, Fe, CO2, 1.2 mm
QUIT ENTER
РйЭуфе фп рлЮкфсп QUIT гйб нб ерйуфсЭшефе уфп менпэ мнЮмзт.
bu14d01y
-- 4 7 --
Page 48

7.5 Фзлечейсйумьт
Гйб нб оекйнЮуефе, кблЭуфе фп кэсйп менпэ рйЭжпнфбт фп рлЮкфсп MENU. Ерейфб
ерйлЭофе фп менпэ схимЯуещн рйЭжпнфбт фп рлЮкфсп MEASURE.
DIP/SPRAY, Fe, Ar8%CO2, 1.2 mm
Уфп менпэ мефсЮуещн
мрпсеЯфе нб бллЬоефе
уе фзлеPейсйумь
рйЭжпнфбтфпрлЮкфсп
“Remote“.
ХрЬсPпхн фЭууесйт
дйбцпсефйкЭт
ухукехЭт
фзлеPейсйумпэ:
22,5 Volt
134 Amp
6,0 m/min
REM
jзцйбкь фзле÷ейсйуфЮсйп
Фп шзцйбкь фзлечейсйуфЮсйп чсзуймпрпйеЯфбй ьфбн иЭлефе нб бнбкблЭуефе
схимЯуейт дедпмЭнщн ухгкьллзузт брь фзн мнЮмз дедпмЭнщн ухгкьллзузт
чщсЯт нб чсзуймпрпйЮуефе фпн фхрйкь елегкфЮ.
S 5 рспгсЬммбфб ЕлЭгчпх Aristo.
Бхфь фп фзлечейсйуфЮсйп убт ерйфсЭрей нб бнбкблЭуефе 5 дйбцпсефйкЭт
пмЬдет схимЯуещн дедпмЭнщн ухгкьллзузт брь фз мнЮмз. Брпизкеэуфе фйт
уфйт мнЮмет 1-5.
МрпсеЯфе ерЯузт нб схимЯуефе фзн фЬуз гйб фп рсьгсбммб ухгкьллзузт рпх
бнбкблЭубфе.
Бнблпгйкь фзлеPейсйуфЮсйп
Ме фп бнблпгйкь фзлечейсйуфЮсйп мрпсеЯфе нб елЭгоефе фйт бсчйкЭт рбсбмЭфспхт
фзт дйбдйкбуЯбт ухгкьллзузт брь мЯб Ьллз мпнЬдб екфьт брь фпн фхрйкь
елегкфЮ.
S Елегчпт УхнесгбуЯбт Aristo PAE 2.
Ме бхфь фп фзлечейсйуфЮсйп мрпсеЯфе нб бхоЮ уефе/мейюуефе фзн фбчэфзфб
рспюизузт уэсмбфпт кбй фзн фЬуз уе кЬие рлехсЬ фзт гсбммЮт
ухнесгбуЯбт рпх ерйлЭобфе.
S Цльгйуфсп ухгкьллзузт Esab PSF ме 2 кпмвЯб.
Бхфь фп цльгйуфсп ухгкьллзузт дйбиЭфей 2 кпмвЯб ме фб прпЯб мрпсеЯфе нб
бхоЮуефе/мейюуефе фзн фбчэфзфб рспюизузт уэсмбфпт кбй фзн фЬуз уе
кЬие рлехсЬ фзт гсбммЮт ухнесгбуЯбт рпх ерйлЭобфе. ЕЯнбй ерЯузт дхнбфь
нб схимЯуефе бхфЭт фйт рбсбмЭфспхт кбфЬ фз дйЬскейб фзт ухгкьллзузт.
S Цльгйуфсп ухгкьллзузт Esab PSF ме 3 рспгсЬммбфб.
Бхфь фп цльгйуфсп ухгкьллзузт дйбиЭфей Энб рлЮкфсп фсйюн иЭуещн.
Бхфь фп рлЮкфсп убт ерйфсЭрей нб бнбкблЭуефе 3 дйбцпсефйкЭт пмЬдет
схимЯуещн дедпмЭнщн ухгкьллзузт брь фз мнЮмз, гйб рбсЬдейгмб гйб фб
кпсдьнйб фзт сЯжбт кбй фб кпсдьнйб гемЯумбфпт. ЕЯнбй ерЯузт дхнбфь нб
бллЬоефе фп рсьгсбммб ухгкьллзузт кбфЬ фз дйЬскейб фзт ухгкьллзузт.
7.5.1 Дйбмьсцщуз фзлечейсйумпэ
ВлЭре вЮмб 9.2.3.
bu14d01y
-- 4 8 --
Page 49

8 КБФБУФБУЗ ГСЗГПСЗУ ЛЕЙФПХСГЙБУ
8.1 РесйгсбцЮ фзт кбфЬуфбузт гсЮгпсзт лейфпхсгЯбт
ЕЬн Эчефе брпизкеэуей мЯб Ю ресйууьфесет пмЬдет дедпмЭнщн ухгкьллзузт уфз
мнЮмз дедпмЭнщн ухгкьллзузт мрпсеЯфе нб Эчефе д йбиЭуймет мЯб Ю
ресйууьфесет брь бхфЭт (фЭууесйт фп рплэ) ме фп рлЮкфсп FAST MODE уфп
кэсйп менпэ.
ESAB LUD 450
PROCESS: MIG/MAG
METHOD: DIP/SPRAY
WIRE TYPE: Fe
SHIELDING GAS: Ar8%CO2
WIRE DIMENSION: 1.2 mm
AUXILIARY FUNCTIONS
"
SET MEASURE MEMORY
Пфбн рйЭуефе фп рлЮкфсп кбфЬуфбузт гсЮгпсзт лейфпхсгЯбт з емцЬнйуз фзт
пиьнзт мрпсеЯ нб еЯнбй щт еоЮт.
DIP/SPRAY, Fe CO2, 1.2 mm
FAST
MODE
ENTER
22,5 Volt
134 Amp
6,0 m/min
WELD
DA TA 1
ФЭууесб брь фб рспгсбммбфйжьменб рлЮкфсб мрпспэн Эфуй нб ”ухндеипэн” уе
мЯб сэимйуз дедпмЭнщн ухгкьллзузт уфз мнЮмз дедпмЭнщн ухгкьллзузт. ДеЯфе
фз лейфпхсгЯб фщн рспгсбммбфйжьменщн рлЮкфсщн уфзн рбсЬгсбцп 9.2.4.2.
З 2з лейфпхсгЯб фпх рЭмрфпх рспгсбммбфйжьменпх рлЮкфспх чсзуймпрпйеЯфбй гйб
бллбгЮ фщн лейфпхсгйюн уфб фЭууесб рспгсбммбфйжьменб рлЮкфсб.
МрпсеЯфе нб бллЬоефе фб фЭууесб рспгсбммбфйжьменб рлЮкфсб рпх Эчпхн фйт
схимЯуейт дедпмЭнщн ухгкьллзузт юуфе нб Эчпхн фйт лейфпхсгЯет рпх еЯнбй
дйбиЭуймет уфз лейфпхсгЯб мефсЮуещн (оецэузмб бесЯпх, иесмЮ еккЯнзуз,
взмбфйкЮ рспюизуз уэсмбфпт, лейфпхсгЯб укбндЬлзт, гЭмйумб ксбфЮсб,
плйуибЯнпхуб еккЯнзуз, клр.)
WELD
DA TA 2
WELD
DA TA 3
WELD
DA TA 4
2ND
FUNC.
8.2 Рспгсбммбфйумьт фщн рлЮкфсщн кбфЬуфбузт гсЮгпсзт
лейфпхсгЯбт
ВлЭре вЮмб 9.2.8.1.
bu14d01y
-- 4 9 --
Page 50

9 ВПЗИЗФЙКЕУ ЛЕЙФПХСГЙЕУ
9.1 ЛейфпхсгЯет кЬсфбт мнЮмзт
Гйб нб чсзуймпрпйЮуефе фйт лейфпхсгЯет фзт кЬсфбт
мнЮмзт, рсЭрей рсюфб нб егкбфбуфЮуефе фзн
ФпрпиефЮуф
ефзнкЬсфб
PC едю
кЬсфб PC.
1. ИЭуфе екфьт лейфпхсгЯбт фп мзчЬнзмб ухгкьллзузт
2. ЕйуЬгефе фзн кЬсфб PC
3. ИЭуфе енфьт лейфпхсгЯбт
4. РйЭуфе фп рлЮкфсп ENTER гйб фйт впзизфйкЭт лейфпхсгЯет
5. РйЭуфе ENTER гйб фз лейфпхсгЯб кЬсфбт мнЮмзт
Иб емцбнйуфеЯ з бкьлпхиз Эндейоз:
MEMORY CARD OPERATIONS
(ЛЕЙФПХСГЙЕУ КБСФБУ МНЗМЗУ)
WELD DATA SETS
(СХИМЙУЕЙУ ДЕДПМЕНЩН УХГКПЛЛЗУЗУ)
STORE DELETE RECALL QUIT
STORE (БРПИЗКЕХУЗ)
Бхфь чсзуймпрпйеЯфбй гйб фзн брпиЮкехуз дедпмЭнщн схимЯуещн ухгкьллзузт
(уфйт иЭуейт мнЮмзт 1-99) уфзн кЬсфб PC чсзуймпрпйюнфбт фпн елегкфЮ.
Бн фб Ядйб дедпмЭнб ухгкьллзузт еЯнбй Юдз брпизкехмЭнб уфзн кЬсфб иб
бнфйкбфбуфбипэн брь фб дедпмЭнб фзт мнЮмзт фпх елегкфЮ.
Exempel
PC cardSetting control
Пй схимЯуейт фщн
дедпмЭнщн
ухгкьллзузт уфпн
123101250
The PC
card
is empty
елегкфЮ еЯнбй.
PC--card
РбфЮуфе фп рлЮкфсп STORE
(БРПИЗКЕХУЗ).
123101250
Пй схимЯуейт фщн дедпмЭнщн ухгкьллзузт
брь фпн елегкфЮ брпизкеэфзкбн фюсб уфзн
кЬсфб PC
bu14d01y
-- 5 0 --
Page 51

DELETE (ДЙБГСБЦЗ)
ЧсзуймпрпйЮуфе фп бн иЭлефе нб дйбгсЬшефе фб ресйечьменб фзт мнЮмзт фзт
кЬсфбт PC (ьлет фйт схимЯуейт дедпмЭнщн ухгкьллзузт).
PC--card
Пй схимЯуейт дедпмЭнщн ухгкьллзузт
уфзн кЬсфб PC еЯнбй:
123101250
PC--card
РбфЮуфе фп рлЮкфсп DELETE
(ДЙБГСБЦЗ). З мнЮмз фзт кЬсфбт PC
еЯнбй фюсб кенЮ.
RECALL (БНБКЛЗУЗ)
Бхфь фп рлЮкфсп чсзуймпрпйеЯфбй гйб фзн бнфйгсбцЮ дедпмЭнщн схимЯуещн
ухгкьллзузт брь фзн кЬсфб PC уфпн елегкфЮ.
Бн мЯб сэимйуз дедпмЭнщн ухгкьллзузт еЯнбй Юдз брпизкехмЭнз уфз мнЮмз фпх
елегкфЮ иб бнфйкбфбуфбиеЯ брь фйт схимЯуейт рпх еЯнбй брпизкехмЭнет уфзн
кЬсфб PC.
Example
PC--cardSetting control
РбфЮуфе фп
123101250 23456
RECALL
(БНБКЛЗУЗ).
Setting control
П елегкфЮт фюсб Эчей 3 нЭет пмЬдет дедпмЭнщн
схимЯуещн ухгкьллзузт (4, 5, 6) кбй пй пмЬдет 2
кбй 3 Эчпхн ензмесщиеЯ ме фйт схимЯуейт рпх
123456
10 12 50
еЯчбн брпизкехфеЯ уфзн кЬсфб PC.
КщдйкпЯ уцблмЬфщн
Бн п елегкфЮт енфпрЯуей Энб уцЬлмб уфзн кЬсфб PC иб деЯфе Энб кщдйкь
уцЬлмбфпт рпх ресйгсЬцей ме ухнфпмЯб фп ен льгщ уцЬлмб.
ЕлЭгофе фб рбсбкЬфщ:
S Пфй з кЬсфб PC Эчей фпрпиефзиеЯ ущуфЬ.
S Пфй з кЬсфб PC ден еЯнбй Ьгнщуфпх Ю мз егкексймЭнпх кбфбукехбуфЮ.
S Пфй фб дедпмЭнб рпх еЯнбй брпизкехмЭнб уфзн кЬсфб еЯнбй ухмвбфЬ ме фп
лпгйумйкь фпх елегкфЮ.
S Пфй з кЬсфб PC Эчей фп ущуфь бсйимь Экдпузт кбй чсзуймпрпйеЯ фз ущуфЮ
мпсцЮ.
bu14d01y
-- 5 1 --
Page 52

9.2 Дйбмьсцщуз
9.2.1 Глюууб кбй МпнЬдб мЮкпхт
ДеЯфе фп кецЬлбйп 1.3.
9.2.2 ЛейфпхсгЯб кщдйкпэ рсьувбузт
MAIN MENU
AUXILIARY FUNCTIONS
CONFIGURATION
LOCK FUNCTION
ПсйумЭнет цпсЭт мрпсеЯ нб иЭлефе нб брбгпсеэуефе фзн рсьувбуз уе
псйумЭнет лейфпхсгЯет фпх елегкфЮ гйб нб брпцэгефе фзн бллбгЮ узмбнфйкюн
рбсбмЭфсщн Ю схимЯуещн брь кЬрпйпн Ьллп.
Пфбн еЯнбй енесгЮ з лейфпхсгЯб фпх кщдйкпэ рсьувбузт кбй ерйлЭгефбй фп менпэ
мЭфсзузт (фзлечейсйуфЮсйп) Ю гсЮгпсзт лейфпхсгЯбт, еЯнбй брбсбЯфзфп нб
ейуЬгефе Энбн кщдйкь ьрпфе рспурбиеЯфе нб ерйуфсЭшефе уфп кэсйп менпэ
рйЭжпнфбт фб рлЮкфсб QUIT Ю MENU.
КбнпнйкЬ п еопрлйумьт оекйнЬей уе Энб брь бхфЬ фб фсЯб менпэ ьфбн фпн
енесгпрпйеЯфе гйб рсюфз цпсЬ кбй п мьнпт фсьрпт гйб нб вгеЯфе ьфбн иЭлефе нб
рЬфе уе Ьллет мнЮмет еЯнбй дЯнпнфбт фпн ущуфь кщдйкь.
LOCK FUNCTION
LOCK STAT US OFF
SET/CHANGE LOCK CODE
QUIT
ENTER
Уфз ЛЕЙФПХСГЙБ КЩДЙКПХ РСПУЕБУЗУ з лейфпхсгЯб кщдйкпэ рсьувбузт
мрпсеЯ нб бренесгпрпйзиеЯ чщсЯт нб д йбгсбцеЯ п хрЬсчщн кщдйкьт. Бн
рспурбиЮуефе нб бллЬоефе фз лейфпхсгЯб кщдйкпэ рсьувбузт ьфбн ден Эчей
брпизкехфеЯ кбнЭнбт кщдйкьт, з пиьнз емцбнЯжей Энб “рлзкфспльгйп“ ьрщт
уфпхт хрплпгйуфЭт фп прпЯп мрпсеЯфе нб чсзуймпрпйЮуефе гйб нб ейуЬгефе Энбн
нЭп кщдйкь.
Пфбн енесгпрпйеЯфе фпн кщдйкь рсьувбузт емцбнЯжефбй Энб мйксь ейкпнЯдйп
рлЮкфспх уфзн рсюфз гсбммЮ фзт пиьнзт деЯчнпнфбт ьфй з лейфпхсгЯб кщдйкпэ
рсьувбузт еЯнбй енесгпрпйзмЭнз. Фьфе мрпсеЯфе нб мефбкйнзиеЯфе елеэиесб
бнЬмеуб уфб менпэ мЭчсй нб рЬфе уфп менпэ мефсЮуещн Ю уфп менпэ гсЮгпсзт
лейфпхсгЯбт, фб прпЯб енесгпрпйпэн фзн лейфпхсгЯб кщдйкпэ рсьувбузт кбй
емрпдЯжпхн фпн чсЮуфз нб вгей брь бхфЬ фб менпэ чщсЯт нб ейуЬгей рсюфб фпн
кщдйкь рсьувбузт.
bu14d01y
-- 5 2 --
Page 53

Уфз иЭуз ENTER/CHANGE PASSWORD (ЕЙУБГЩГЗ/БЛЛБГЗ КЩДЙКПХ
РСПУЕБУЗУ) мрпсеЯфе нб гсЬшефе фпн хрЬсчпнфб кщдйкь рсьувбузт Ю нб
ейуЬгефе Энбн нЭп.
П кщдйкьт мрпсеЯ нб брпфелеЯфбй брь мЭчсй кбй прпйбдЮрпфе 10 гсЬммбфб Ю
шзцЯб.
БренесгпрпЯзуз фзт лейфпхсгЯбт кщдйкпэ рсьувбузт
Пфбн всЯукеуфе уфп менпэ мефсЮуещн Ю уфп менпэ гсЮгпсзт лейфпхсгЯбт ме фзн
лейфпхсгЯб кщдйкпэ рсьувбузт бренесгпрпйзмЭнз, мрпсеЯфе нб вгеЯфе брь
бхфЬ фб менпэ прпйбдЮрпфе уфйгмЮ рйЭжпнфбт фп р лЮкфсп QUIT Ю фп рлЮкфсп
MENU гйб нб ерйуфсЭшефе рЯущ уфп кэсйп менпэ.
Бн еЯнбй енесгЮ з лейфпхсгЯб клейдюмбфпт кбй рспурбиЮуефе нб вгеЯфе, уфзн
пиьнз иб емцбнйуфеЯ фп рбсбкЬфщ мЮнхмб гйб нб рспейдпрпйЮуей фп чсЮуфз
учефйкЬ ме фз н рспуфбуЯб ме кщдйкь рсьувбузт.
PRESS ENTER TO
LOCK CODE
Брь фп узмеЯп бхфь мрпсеЯфе нб ерйлЭоефе QUIT бн бллЬоефе гнюмз кбй иЭлефе
нб ерйуфсЭшефе уфп рспзгпэменп менпэ Ю нб ухнечуефе рйЭжпнфбт фп рлЮкфсп
ENTER гйб нб ейуЬгефе фпн кщдйкь рсьувбузт.
Бхфь иб убт мефбцЭсей уфзн пиьнз фпх рлзкфсплпгЯпх юуфе нб
рлзкфсплпгЮуефе фпн кщдйкь рсьувбузт кбй нб фпн ерйвевбйюуефе рйЭжпнфбт фп
рлЮкфсп enter уфп рлзкфспльгйп.
Бн п кщдйкьт рсьувбузт ден еЯнбй п ущуфьт, иб емцбнйуфеЯ Энб мЮнхмб
уцЬлмбфпт рпх дЯней уфп чсЮуфз фз дхнбфьфзфб нб рспурбиЮуей рЬлй Ю нб
ерйуфсЭшей уфп бсчйкь менпэ, р.ч. фп менпэ мефсЮуещн Ю фп менпэ гсЮгпсзт
лейфпхсгЯбт.
Бн п кщдйкьт рсьувбузт еЯнбй ущуфьт, мрпсеЯфе нб мефбкйнзиеЯфе уе Энб Ьллп
менпэ чщсЯт ресйпсйумь, бллЬ з лейфпхсгЯб кщдйкпэ рсьувбузт иб рбсбмеЯней
енесгЮ. Бхфь узмбЯней ьфй мрпсеЯфе нб вгеЯфе брь фб менпэ мефсЮуещн/гсЮгпсзт
лейфпхсгЯбт рспущсйнЬ, бллЬ ьфбн ерйуфсЭшефе уе бхфЬ иб енесгпрпйзиеЯ рЬлй п
кщдйкьт рсьувбузт.
Бн иЭлефе нб кЬнефе бллбгЭт Эощ брь фб менпэ мефсЮуещн/гсЮгпсзт
лейфпхсгЯбт (р.ч. нб бллЬоефе фйт схимЯуейт, нб бренесгпрпйЮуефе фз лейфпхсгЯб
кщдйкпэ рсьувбузт клр.) мрпсеЯфе нб ерйуфсЭшефе уе бхфЬ кбй уфз лейфпхсгЯб
кщдйкпэ рсьувбузт кбй нб енесгпрпйЮуефе рЬлй фпн кщдйкь рсьувбузт гйб нб
емрпдЯуефе фп чсЮуфз нб чсзуймпрпйЮуей фб менпэ мефсЮуещн/гсЮгпсзт
лейфпхсгЯбт.
bu14d01y
-- 5 3 --
Page 54

9.2.3 ФзлечейсйумпЯ
MAIN MENU
AUXILIARY FUNCTIONS
CONFIGURATION
REMOTE CONTROLS
Плет пй дйбмпсцюуейт фзлечейсйумпэ йучэпхн гйб прпйбдЮрпфе мпнЬдб
рспюизузт уэсмбфпт еЯнбй ухндемЭнз.
Бн брперйлЭоефе фзн ерйлпгЮ ANALOG1 бхфь иб ерзсеЬуей кбй фйт дэп мпнЬдет
рспюизузт уэсмбфпт бн чсзуймпрпйеЯфе дйрлЮ мпнЬдб рспюизузт уэсмбфпт.
MIG/MAG--REMOTE CONTROLS
FORGET OVERRIDE ENABLED
DIGITAL OP: 5 --PROG
ANALOG 1: NONE
ANALOG 2: NONE
QUIT ENTER
МефбкйнЮуфе фпн дспмЭб уфз гсбммЮ FORGET CHANGE (БРПССЙjЗ БЛЛБГЩН)
кбй рйЭуфе фп рлЮкфсп ENTER гйб нб емцбнйуфеЯ Энбт кбфЬлпгпт ерйлпгюн.
З лейфпхсгЯб брьссйшзт бллбгюн уфз иЭуз “on“ узмбЯней ьфй Эчефе рЬнфб
рсьувбуз уфб бсчйкЬ дедпмЭнб ухгкьллзузт уфзн ерйлегмЭнз иЭуз мнЮмзт ьфбн
фелейюнефе мЯб ухгкьллзуз.
ДзлбдЮ, бн Эчефе кЬней мЯб бллбгЮ уе мЯб гсбммЮ ухнесгбуЯбт, гйб рбсЬдейгмб
бн бхоЮуефе фзн фЬуз кбфЬ 2 V, ьфбн фелейюуефе фзн фсЭчпхуб ухгкьллзуз з
бллбгЮ иб бкхсщиеЯ кбй иб бнбклзипэн фб бсчйкЬ дедпмЭнб.
Бхфь еЯнбй чсЮуймп ьфбн дпкймЬжефе нЭет рбсбмЭфспхт ухгкьллзузт.
Дйбмьсцщуз шзцйбкпэ фзлечейсйумпэ
WПфбн чсзуймпрпйеЯфе шзцйбкь фзлечейсйумь рсЭрей нб рспудйпсЯжефе фпн фэрп
фзт дйЬфбозт рпх чсзуймпрпйеЯфбй. УхукехЮ 5 рспгсбммЬфщн Ю ухукехЮ 32
рспгсбммЬфщн (ме дх бдйкЮ кщдйкпрпЯзуз).
ЕЬн фпрпиефЮуефе фп дспмЭб уфз гсбммЮ DIGITAL кбй рйЭуефе фп рлЮкфсп
ENTER иб деЯфе Энб кбфЬлпгп ме фйт дйбиЭуймет ерйлпгЭт.
BINARY CODED
5--PROG
bu14d01y
-- 5 4 --
Page 55

Дйбмьсцщуз бнблпгйкпэ фзлечейсйумпэ
Пфбн чсзуймпрпйеЯфе бнблпгйкь фзлечейсйумь иб рсЭрей нб чсзуймпрпйЮуефе фпн
елегкфЮ гйб нб рспудйпсЯуефе рпйп рпфенуйьмефсп(б) иЭлефе нб чсзуймпрпйЮуефе
(фп мЭгйуфп дэп).
П елегкфЮт кбипсЯжей фб рпфенуйьмефсб ANALOGUE 1 кбй ANALOGUE 2 кбй
рспгсбммбфЯжей ухгкексймЭнет рбсбмЭфспхт ухгкьллзузт уе кбиЭнб, бнЬлпгб
ме фзн фечнйкЮ ухгкьллзузт, р.ч. фЬуз (ANALOGUE 1) кбй фбчэфзфб рспюизузт
уэсмбфпт (ANALOGUE 2) гйб MIG/MAG.
ЕЬн фпрпиефЮуефе фп дспмЭб уфз гсбммЮ
ANALOGUE 1 кбй рйЭуефе фп рлЮкфсп ENTER иб
Фюсб мрпсеЯфе нб ерйлЭоефе бн иб чсзуймпрпйзиеЯ
фп рпфенуйьмефсп ANA LOGUE 1 (ФБУЗ) Ю ьчй
(КБНЕНБ).
ЕрйлЭофе фз гсбммЮ VOLTAGE (ФБУЗ) кбй рйЭуфе ЕНФЕR
MIG/MAG -- REMOTE CONTROLS
ЕмцбнЯжефбй з
бкьлпхиз Эндейоз.
DIGITAL OP: 5--PROG
ANALOG 1: VOLTAGE
ANALOG 2: NONE
RANGE ON INPUTS:
ANALOG 1, DIG +/-- MIN: # 8.0 V
MAX
NONE
VOLTAGE
60 V
*
QUIT ENTER
IЕЬн фпрпиефЮуефе фп дспмЭб уфз гсбммЮ
ANALOGUE 2 кбй рйЭуефе фп рлЮкфсп ENTER иб
Фюсб мрпсеЯфе нб ерйлЭоефе бн иб чсзуймпрпйзиеЯ
фп рпфенуйьмефсп AN A LOGUE 2 (ФБУЗ) Ю ьчй
(КБНЕНБ).
NONE
WIRE SPEED
bu14d01y
-- 5 5 --
Page 56

ЕрйлЭофе фз гсбммЮ WIRE FEED SPEED (ФБЧХФЗФБ РСПЩИЗУЗУ УХСМБФПУ)
кбй рйЭуфе ENTER
MIG/MAG -- REMOTE CONTROLS
ЕмцбнЯжефбй з
бкьлпхиз Эндейоз.
DIGITAL OP: 5--PROG
ANALOG 1: VOLTAGE
ANALOG 2: WIRE SPEED
RANGE ON ANALOG INPUTS:
ANALOG 1, DIG +/-- MIN: # 8.0 V
MAX:
ANALOG 2 MIN: # 1.5 m/min
MAX:
QUIT ENTER
60 V
*
25 m/min
*
РсЭрей ерЯузт нб схимЯуефе фзн ресйпчЮ елЭгчпх гйб фп рпфенуйьмефсп(б) рпх
иб чсзуймпрпйЮуефе. Бхфь фп кЬнефе чсзуймпрпйюнфбт фб рлЮкфсб ухн/меЯпн
уфпн елегкфЮ гйб нб кбипсЯуефе мЯб елЬчйуфз кбй мЯб мЭгйуфз фймЮ.
Бхфь ецбсмьжефбй мьнп уе кбфЬуфбуз мз ухнесгбуЯбт. Уе кбфЬуфбуз
ухнесгбуЯбт схимЯуфе фп ANALOG1 уе +- 10 V учефйкЬ ме фзн ерйлегмЭнз гсбммЮ
ухнесгбуЯбт, схимЯжпнфбт фбхфьчспнб фзн рспюизуз уэсмбфпт уфп ANALOG 2
уе кбфЬуфбуз мз ухнесгбуЯбт.
bu14d01y
-- 5 6 --
Page 57

9.2.4 РсперйлегмЭнет схимЯуейт MIG/MAG
MAIN MENU
AUXILIARY FUNCTIONS
CONFIGURATION
MIG/MAG DEFAULTS
9.2.4.1 ЛейфпхсгЯет укбндЬлзт
CONFIGURATION--MIG/MAG DEFAULTS
ФпрпиефЮуфе фпн
дспмЭб уфз гсбммЮ
TRIGGER LATCH
(ДЙБКПРФЗУ ФЗУ
УКБНДБЛЗУ). РйЭуфе
фп рлЮкфсп ENTER
гйбнбемцбнйуфеЯ
Энбт кбфЬлпгпт
ерйлпгюн
GUN TRIGGER MODE: 4--STROKE
SOFT KEYS SETUP:
VOLT. MEASURE IN PULSED: AVERAGE
ФпрпиефЮуфе фпн дспмЭб уфз гсбммЮ LATCH OFF
(ДЙБКПРФЗУ КЛЕЙУФПУ) уфпн кбфЬлпгп кбй
рйЭуфе фп рлЮкфсп ENTER. Фюсб Эчефе ерйлЭоей
GUN SWITCH MODE (КБФБУФБУЗ ФПХ ДЙБКПРФЗ ФЗУ
ЛБВЙДБУ) = LATCH OFF (ДЙБКПРФЗУ КЛЕЙУФПУ).
CONFIGURATION--MIG/MAG DEFAULTS
GUN TRIGGER MODE: 2--STROKE
SOFT KEYS SETUP:
VOLT. MEASURE IN PULSED: AVERAGE
QUIT ENTER
2--STROKE
4--STROKE
AVBRYT ENTER
bu14d01y
-- 5 7 --
Page 58

9.2.4.2 ЛейфпхсгЯет рспгсбммбфйжьменщн рлЮкфсщн
MAIN MENU
AUXILIARY FUNCTIONS
CONFIGURATION
MIG/MAG DEFAULTS
SOFT KEYS
Ечпхме Юдз бнбцЭсей фб рЭнфе ”рспгсбммбфйжьменб рлЮкфсб” уфпн елегкфЮ.
КбфЬ фзн ухгкьллзуз МЙG /ÌÁG п чсЮуфзт Эчей фз дхнбфьфзфб нб ерйлЭоей фйт
лейфпхсгЯет бхфюн фщн рлЮкфсщн брь бскефЭт ерйлпгЭт.
Брь фб рЭнфе рспгсбммбфйжьменб рлЮкфсб мрпсеЯ нб рспгсбммбфйуфеЯ мЯб
ерйлегмЭнз лейфпхсгЯб уфб фсЯб бсйуфесЬ рлЮкфсб.
МрпсеЯфе нб ерйлЭоефе брь фйт бкьлпхиет енбллбкфйкЭт лейфпхсгЯет:
S Кбибсйумьт ме бЭсйп
S Фбчэфзфб рспюизузт уэсмбфпт
S Бнпйгмб/КлеЯуймп фпх дйбкьрфз фзт укбндЬлзт
S Гьмщуз ЕНФПУ/ЕКФПУ ЛЕЙФПХСГЙБУ
S ПлйуибЯнпхуб еккЯнзуз ЕНФПУ/ЕКФПУ ЛЕЙФПХСГЙБУ
S ИесмЮ еккЯнзуз ЕНФПУ/ЕКФПУ ЛЕЙФПХСГЙБУ
S Дйбкьрфзт укбндЬлзт дедпмЭнщн ухгкьллзузт ЕНФПУ/ЕКФПУ ЛЕЙФПХСГЙБУ
Уе кЬие рспгсбммбфйжьменп рлЮкфсп рспгсбммбфЯжефбй мЯб брь бхфЭт фйт
лейфпхсгЯет ьрщт цбЯнефбй рбсбкЬфщ.
Уфзн пиьнз чбсбкфЮсщн емцбнЯжпнфбй фб рбсбкЬфщ. З пиьнз Эчей дэп уфЮлет:
мЯб гйб фз лейфпхсгЯб кбй мЯб гйб фпн бсйимь рлЮкфспх. КбиЭнб брь фб учЮмбфб
1, 2 кбй 3 рбсйуфЬнпхн Энб рлЮкфсп, р.ч. фп рлЮкфсп уфзн Ьксз бсйуфесЬ еЯнбй
фп хр’ бсйимьн 1, кбй пэфщ кбиеоЮт.
Уфп бкьлпхип рбсЬдейгмб иб рспгсбммбфЯупхме уфп рлЮкфсп бсйи. 1 фзн
лейфпхсгЯб ГПМЩУЗ ЕНФПУ/ЕКФПУ ЛЕЙФПХСГЙБУ.
ASSOCIATE FUNCTIONS TO SOFT KEYS
ФпрпиефЮуфе фпн
дспмЭб уфз гсбммЮ
CRATER FILL
ON/OFF(ГПМЩУЗ
ЕНФПУ/ЕКФПУ
ЛЕЙФПХСГЙБУ).
РйЭуфе фп рлЮкфсп
бсйи.1,р.ч.фп
рлЮкфсп уфзн Ьксз
бсйуфесЬ
Function Soft key
NONE 1, 2,3
GAS PURGE
WIRE INCHING
TRIGGER MODE (2/4)
CRATERFILL ON/OFF
CREEPSTART ON/OFF
HOT START ON/OFF
TRIGG WELDDATA SWITCH ON/OFF
NONE NONE NONE QUIT
bu14d01y
-- 5 8 --
Page 59

З пиьнз деЯчней ьфй уфп рлЮкфсп бсйи. 1 Эчей фюсб рспгсбммбфйуфеЯ з лейфпхсгЯб
CRATER FILL ON /OFF (ГПМЩУЗ ЕНФПУ/ЕКФПУ ЛЕЙФПХСГЙБУ). П бсйимьт 1 Эчей
мефбкйнзиеЯ рспт фб кЬфщ уфз гсбммЮ CRATER FILL ON/OFF кбй уфп кЬфщ мЭспт
фзт пиьнзт мрпсеЯфе нб деЯфе фпн фЯфлп фпх рлЮкфспх CRFILL гйб фп бсйуфесь
рлЮкфсп.
БУУПОЙЕСБДЕ ЦХНКФЙПНЕС ФЙЛЛ МJХКБ КНБРРБС
Function Soft key
NONE 2,3
GAS PURGE
WIRE INCHING
2/4--STROKE
CRATERFILL ON/OFF 1
CREEPSTART ON/OFF
HOT START ON/OFF
TRIGG WELDDATA SWITCH ON/OFF
CRA TR
FILL
NONE NONE QUIT
Уфб Ьллб дэп рлЮкфсб мрпсеЯ нб рспгсбммбфйуфеЯ мЯб лейфпхсгЯб ме фпн Ядйп
фсьрп ухндхЬжпнфбт мЯб брь фйт лейфпхсгЯет уфзн бсйуфесЮ уфЮлз ме Энбн
бсйимь рлЮкфспх уфз деойЬ уфЮлз.
Бн иЭлефе нб бнбиЭуефе мЯб нЭб лейфпхсгЯб уе Энб рлЮкфсп, мефбкйнЮуфе фпн
дспмЭб уфз гсбммЮ NONE (КЕНЗ ИЕУЗ)
кбй рйЭуфе фп рспгсбммбфйжьменп рлЮкфсп уфп прпЯп иЭлефе нб бнбиЭуефе фз
лейфпхсгЯб. Уфзн пиьнз иб емцбнйуфеЯ фп кеЯменп фпх рлЮкфспх NONE, кбй уе
бхфь мрпсеЯ фюсб нб бнбфеиеЯ мЯб нЭб лейфпхсгЯб.
9.2.4.3 МЭфсзуз фЬузт гйб вхийжьменп фьоп
MAIN MENU
AUXILIARY FUNCTIONS
CONFIGURATION
MIG/MAG DEFAULTS
VOLTAGE MEASUR. DIP
Пй ерйлпгЭт мЭфсзузт фЬузт гйб ухгкьллзуз вхийжьменпх фьопх еЯнбй пй еоЮт:
- мЭуз фймЮ фЬузт рблмпэ.
- мЭуз фймЮ ухнплйкЮт фЬузт.
МЭуз фймЮ фЬузт рблмпэ
З фЬуз мефсЬфбй мьнп кбфЬ фз дйЬскейб фщн рблмюн кбй цйлфсЬсефбй рсйн
емцбнйуфеЯ з фймЮ фзт фЬузт.
МЭуз фймЮ ухнплйкЮт фЬузт
З фЬуз мефсЬфбй ухнечют кбй цйлфсЬсефбй рсйн емцбнйуфеЯ з фймЮ фзт фЬузт.
Пй мефсзмЭнет фймЭт пй прпЯет емцбнЯжпнфбй чсзуймпрпйпэнфбй убн дедпмЭнб
ейуьдпх гйб еущфесйкЭт кбй еощфесйкЭт лейфпхсгЯет рпйьфзфбт.
bu14d01y
-- 5 9 --
Page 60

9.2.5 МпнЬдб рспюизузт уэсмбфпт MLC 30C
Пй кЬсфет бнбвЬимйузт гйб фп M LC 30C рбсЭPпнфбй мбжЯ ме фз дйЬфбоз
рспюизузт уэсмбфпт.
MAIN MENU
AUXILIARY FUNCTIONS
CONFIGURATION
MIG/MAG DEFAULTS
MLC 30C
MIG/MAG DEFAULT SETTING -- MLC 30C
ФпрпиефЮуфе фпн
дспмЭб рЬнщ уфз
гсбммЮ гйб фп MLC
30C, Эрейфб рйЭуфе
фп ENTER
TRIGGER SWITCH MODE: 2--TAKT
SOFT KEY SETTING:
VOLTAGE DURING PULSE PULS MEAN
MLC 30C
QUIT ENTER
Éó÷эт фпх кйнзфЮсб
З йучэт фпх кйнзфЮсб еЯнбй Энб мЭфсп фзт спрЮт рпх букеЯфбй брь фпн кйнзфЮсб
злекфсйкЮт рспюизузт уфп уэсмб.
З йучэт фпх кйнзфЮсб схимЯжефбй бсчйкЬ уе 1,50 A. БхфЮ з спрЮ еЯнбй кбфЬллзлз
гйб фб ресйууьфесб уэсмбфб кбй гйб дйЬцпсб мЮкз еэкбмрфщн ущлЮнщн. Бн
чсзуймпрпйеЯфе Энб мблбкь, лерфь уэсмб блпхмйнЯпх мрпсеЯ нб еЯнбй кблэфесп нб
мейюуефе фзн йучэ фпх кйнзфЮсб уе 1,25 A гйб нб брпцэгефе фхч ьн рспвлЮмбфб
уфзн рспюизуз фпх уэсмбфпт.
ДйбцпсефйкЬ, бн чсз уймпрпйеЯфе Энбн еэкбмрфп ущлЮнб 16 m ме цибсмЭнз
ерЭндхуз уэсмбфпт кбй з рспюизуз фпх уэсмбфпт еЯнбй бсгЮ мрпсеЯ нб еЯнбй
брбсбЯфзфп нб бхоЮуефе фзн йучэ фпх кйнзфЮсб уе 1,75 A.
Узмейюуфе ьфй еЯнбй рплэ узмбнфйкь нб гЯнефбй пмблЬ з фспцпдьфзуз брь фзн
рЯущ мпнЬдб рспюизузт уэсмбфпт, ерейдЮ з рзгЮ сеэмбфпт чсзуймпрпйеЯ фзн
фбчэфзфб фзт рЯущ мпнЬдбт рспюизузт уэсмбфпт щт уЮмб елЭгчпх.
bu14d01y
-- 6 0 --
Page 61

MIG/MAG DEFAULT SETTING -- MLC 30C
ФпрпиефЮуфе фп
дспмЭб рЬнщ уфзн
Эндейоз MOTOR
STRENGTH.
РйЭуфе фп ENTER
гйбнбемцбнйуфеЯ
Энбт кбфЬлпгпт
ерйлпгюн.
ФпрпиефЮуфе фпн дспмЭб рЬнщ уфз гсбммЮ гйб
фзн ерйлегмЭнз йучэ фпх кйнзфЮсб
ДеЯфе фпн рЯнбкб ме фпхт фэрпхт уэсмбфпт
кбй фзн йучэ кйнзфЮсб уфп егчейсЯдйп
MOTOR STRENGTH 1,0 A
STOP WIRE FEED SPEED 0,7 m/min
QUIT ENTER
1,0 A
1,25 A
1,50 A
1,75 A
чсЮузт гйб фп MLC 30C. РйЭуфе фп ENTER.
Ôá÷эфзфб рспюизузт уэсмбфпт
З фбчэфзфб дйбкпрЮт фзт рспюизузт уэсмбфпт еЯнбй з фбчэфзфб рспюизузт
уфзн прпЯб фЯиефбй екфьт лейфпхсгЯбт з рзгЮ сеэмбфпт. Бхфь гЯнефбй гйб нб
еобуцблйуфеЯ ьуп фп дхнбфь рйп кбибсЮ дйбкпрЮ кбй нб брпцэгефе фзн
мефЬкбхуз уэсмбфпт уфп Ьксп фпх злекфспдЯпх.
Бн кЬнефе ухгкьллзуз уфб 13 m/min, гйб рбсЬдейгмб, фьфе з фбчэфзфб дйбкпрЮт
мрпсеЯ нб схимйуфеЯ уе 10 m/min, гегпньт рпх узмбЯней ьфй з мпнЬдб рспюизузт
уэсмбфпт иб уфбмбфЮуей кбй з рзгЮ сеэмбфпт иб феиеЯ екфьт лейфпхсгЯбт ьфбн з
фбчэфзфб рспюизузт уэсмбфпт рЭуей кЬфщ брь фб 10 m/min.
М бхфьн фпн фсьрп мейюнефбй п кЯндхнпт фзт мефЬкбхузт фпх уэсмбфпт уфп
Ьксп фпх злекфспдЯпх.
Бн кЬнефе ухгкьллзуз уфб 3-4 m/min фьфе з фбчэфзфб дйбкпрЮт рсЭрей нб
схимйуфеЯ уе мЯб чбмзльфесз фймЮ, гйб рбсЬдейгмб 1,0 m/min.
Фп еэспт фщн рйибнюн схимЯуещн еЯнбй 0,7-10 m/min.
MIG/MAG DEFAULT SETTING -- MLC 30C
ФпрпиефЮуфе фпн
дспмЭб рЬнщ уфзн
Эндейоз STOP WIRE
FEED SPEED.
yсзуймпрпйЮуфе фб
рлЮкфсб ухн/меЯпн
гйб нб ерйлЭоефе фзн
ерйихмзфЮ фймЮ.
РйЭуфе фп ENTER.
MOTOR STRENGTH: 1,0 A
STOP WIRE FEED SPEED: 0,7 m/min
QUIT ENTER
bu14d01y
-- 6 1 --
Page 62

9.2.6 РсперйлегмЭнет схимЯуейт MMA
ЛейфпхсгЯб рпх рсппсЯжефбй гйб меллпнфйкЮ чсЮуз.
9.2.7 РсперйлегмЭнет схимЯуейт TIG
ЛейфпхсгЯб рпх рсппсЯжефбй гйб меллпнфйкЮ чсЮуз.
9.2.8 ГенйкЭт рсперйлегмЭнет схимЯуейт
9.2.8.1 РесйпсйумпЯ фбчеЯбт сэимйузт
MAIN MENU
AUXILIARY FUNCTIONS
CONFIGURATION
GENERAL DEFAULTS
FAST MODE LIMITS
Гйб нб дйбмпсцюуефе Энб рспгсбммбфйжьменп рлзкфспльгйп гйб кбфЬуфбуз
гсЮгпсзт лейфпхсгЯбт, есгбуфеЯфе ьрщт ресйгсЬцефбй рбсбкЬфщ.
GENERAL DEFAULTS -- FAST MODE
ФпрпиефЮуфе фпн
SOFT KEY NUMBER: 1
дспмЭб уфз
гсбммЮ бсйимьт
рлЮкфспх.
VOLTAGE: + 0.0 V
-- 0 . 0 V
WIRE SPEED: + 0.0 m/min
-- 0 . 0 m / m i n
ASSOCIATED WELD DATA: 16
DIP/SPRAY, Fe, CO2, 1.2 mm
QUIT
TФб рлЮкфсб еЯнбй бсйимзмЭнб 1-4 брь бсйуфесЬ рспт фб деойЬ. ЕрйлЭофе фп
ерйихмзфь рлЮкфсп ерйлЭгпнфбт фпн бсйимь фпх чсзуймпрпйюнфбт фб рлЮкфсб
ухн/меЯпн.
Ерейфб мефбкйнзиеЯфе рспт фб кЬфщ ме фп рлЮкфсп кЬфщ вЭлпхт уфз гсбммЮ
”RELATED WELD DATA” (”БНФЙУФПЙЧБ ДЕДПМЕНБ УХГКПЛЛЗУЗУ”). Едю
мрпсеЯфе нб шЬоефе бнЬмеуб уфйт пмЬдет фщн дедпмЭнщн ухгкьллзузт рпх еЯнбй
брпизкехмЭнет уфз мнЮмз дедпмЭнщн ухгкьллзузт. ЕрйлЭофе фпн ерйихмзфь
бсйимь дедпмЭнщн ухгкьллзузт чсзуймпрпйюнфбт фб рлЮкфсб ухн/меЯпн.
Пфбн бнбкблеЯфе мЯб пмЬдб дедпмЭнщн ухгкьллзузт чсзуймпрпйюнфбт фп
рлЮкфсп кбфЬуфбузт гсЮгпсзт лейфпхсгЯбт Эчефе бкьмз фз дхнбфьфзфб нб
рспубсмьуефе фйт дйбиЭуймет рбсбмЭфспхт ухгкьллзузт. ЕЬн иЭлефе нб
ресйпсЯуефе фп еэспт фзт рспубсмпгЮт гйб бхфЭт фйт рбсбмЭфспхт мрпсеЯфе нб
иЭуефе бнюфесб кбй кбфюфесб ьсйб гйб кЬие рбсЬмефсп.
bu14d01y
-- 6 2 --
Page 63

Мрпспэн нб рспубсмпуфпэн пй бкьлпхиет рбсЬмефспй ухгкьллзузт:
S ãéá MIG/MAG
S Фбчэфзфб рспюизузт уэсмбфпт
êáé
S ÔÜóç
S ãéá MMA
S Сеэмб ухгкьллзузт
S ãéá TIG
S Сеэмб ухгкьллзузт
S гйб КпрЮ ме злекфсйкь фьоп
S ÔÜóç
Гйб нб иЭуефе фб ьсйб гйб фзн рспубсмпгЮ фщн рбсбмЭфсщн кЬнфе фб бкьлпхиб.
Гйб кЬие рбсЬмефсп рспудйпсЯжефе мЯб фймЮ рпх рспуфЯиефбй (бнюфесп ьсйп) кбй
мЯб фймЮ рпх бцбйсеЯфбй (кбфюфесп ьсйп) чсзуймпрпйюнфбт фзн бсчйкЮ сэимйуз
дедпмЭнщн ухгкьллзузт убн узмеЯп бнбцпсЬт
GENERAL DEFAULTS -- FASTMODE
ФпрпиефЮуфе фпн
SOFT KEY NUMBER: 1
дспмЭб уфз
гсбммЮ гйб фзн
ерйлегмЭнз
рбсЬмефсп, р.ч.
VOLTAGE (ФБУЗ).
VOLTAGE: # + 0.0 V
-- 0 . 0 V
*
WIRE SPEED: # + 0.0 m/min
-- 0 . 0 m / m i n
*
ASSOCIATED WELD DATA: 16
DIP/SPRAY, Fe, CO2, 1.2 mm
QUIT
РспудйпсЯуфе фзн ерйихмзфЮ фймЮ гйб фб бнюфесб кбй кбфюфесб ьсйб
чсзуймпрпйюнфбт фб рлЮкфсб ухн/меЯпн.
9.2.8.2 УЮмбфб дйрлЮт еккЯнзузт
CONFIGURATION -- GENERAL DEFAULTS
FAST MODE LIMITS
DOUBLE START SOURCES OFF
QUIT ENTER
БхфЮ з ерйлпгЮ убт ерйфсЭрей нб еккйнЮуефе фзн мпнЬдб рспюизузт уэсмбфпт
MIG/MAG брь фзн кЬсфб TIG (universal).
ЕрЯузт кЬней дхнбфЮ фзн еккЯнзуз фпх цльгйуфспх TIG брь фзн мпнЬдб
рспюизузт уэсмбфпт.
БхфЮ з лейфпхсгЯб мрпсеЯ нб чсзуймпрпйзиеЯ гйб мзчбнпрпйзмЭнет ецбсмпгЭт.
bu14d01y
-- 6 3 --
Page 64

9.2.8.3 БллбгЮ дедпмЭнщн ухгкьллзузт ме фп рйуфьлй
MAIN MENU
AUXILIARY FUNCTIONS
CONFIGURATION
GENERAL DEFAULTS
TRIGGER WELDDATA SWITCH
З лейфпхсгЯб WELD-DATA SHIFT WITH PISTOL (БЛЛБГЗ ДЕДПМЕНЩН
УХГКПЛЛЗУЗУ МЕ ФП РЙУФПЛЙ) кбийуфЬ дхнбфЮ, ме фз чсЮуз фпх кпмвЯпх
укбндЬлзт уфп рйуфьлй ухгкьллзузт, фзн бллбгЮ бнЬмеуб уе мЭчсй рЭнфе
рсперйлегмЭнет ерйлпгЭт дедпмЭнщн ухгкьллзузт.
РйЭжпнфбт гсЮгпсб фз укбндЬлз фпх рйуфплйпэ ухгкьллзузт (рйп гсЮгпсб брь
3/10 фпх дехфесплЭрфпх), мрпсеЯфе нб мефбкйнзиеЯфе уфзн ерьменз ерйлпгЮ
дедпмЭнщн ухгкьллзузт.
ФпрпиефЮуфе фпн
дспмЭб уфз гсбммЮ
TRIGGER
WELD-DATA
(УКБНДБЛЗ
ДЕДПМЕНЩН
УХГКПЛЛЗУЗУ) кбй
рбфЮуфе фп ENTER
(ЕЙУБГЩГЗ).
ФпрпиефЮуфе фп
дспмЭб уфз гсбммЮ
TRIGGER
WELD-DATA
(УКБНДБЛЗ
ДЕДПМЕНЩН
УХГКПЛЛЗУЗУ) кбй
рбфЮуфе фп ENTER
гйбнбрЬсефеЭнбн
кбфЬлпгп ерйлпгюн.
ЕрйлЭофе ON (ЕНФПУ
ЛЕЙФПХСГЙБУ).
CONFIGURATION -- GENERAL DEFAULTS
FAST MODE LIMITS
DOUBLE START SOURCE OFF
TRIGG WELD DATA SWITCH
QUIT ENTER
TRIGG WELD DATA SWITCH
TRIGG WELD DATA SWITCH ON
ADD/DELETE WELDDATA 1
SELECTED WELDDATA: 3
STORE DELETE QUIT ENTER
ЕрйлЭофе фб дедпмЭнб ухгкьллзузт кбй мефбкйнзиеЯфе бнЬмеуб уе бхфЬ ме фпн
бкьлпхип фсьрп:
bu14d01y
-- 6 4 --
Page 65

TRIGG WELD DATA SWITCH
ФпрпиефЮуфе фп
дспмЭб уфз гсбммЮ
рспуиЮкзт/бцбЯсеузт
. ЕрйлЭофе фпн бсйимь
мнЮмзт кЬфщ брь фпн
прпЯп еЯнбй
брпизкехмЭнб фб
дедпмЭнб
ухгкьллзузт,
чсзуймпрпйюнфбт фб
рлЮкфсб ухн/меЯпн кбй
рбфЮуфе фп STORE
(БРПИЗКЕХУЗ).
TRIGG WELD DATA SWITCH ON
ADD/DELETE WELDDATA 1
SELECTED WELDDATA: 3
STORE DELETE QUIT
З гсбммЮ SELECTED WELD-DATA (ЕРЙЛЕГМЕНБ ДЕДПМЕНБ УХГКПЛЛЗУЗУ)
емцбнЯжей рпйб дедпмЭнб ухгкьллзузт Эчпхн ерйлегеЯ кбй ме рпйб уейсЬ, брь
бсйуфесЬ рспт фб деойЬ.
Гйб нб бцбйсЭуефе ерйлегмЭнб дедпмЭнб ухгкьллзузт, енесгЮуфе ьрщт
рбсбрЬнщ бллЬ рбфЮуфе фп рлЮкфсп REMOVE (БЦБЙСЕУЗ).
bu14d01y
-- 6 5 --
Page 66

9.2.9 РпллбрлЭт мпнЬдет рспюизузт уэсмбфпт
MAIN MENU
AUXILIARY FUNCTIONS
CONFIGURATION
MULTIPLE WIRE FEEDERS
Плет пй нЭет мпнЬдет рспюизузт уэсмбфпт рбсбдЯдпнфбй уфпн р елЬфз ме фпн
бсйимь бнбгнюсйузт 0.
Фп рсюфп рсЬгмб рпх рсЭрей нб кЬнефе еЯнбй нб бллЬоефе фпн бсйимь
бнбгнюсйузт ID (дйеэихнуз кьмвпх) мЯбт брь фйт мпнЬдет рспюизузт уэсмбфпт
(бхфь йучэей мьнп уе рпллбрлЭт мпнЬдет рспюизузт уэсмбфпт).
AUXILIARY FUNCTIONS -- CONFIGURATION
МефбкйнЮуфе фп
дспмЭб уфз
гсбммЮ гйб
рпллбрлЭт
мпнЬдет
рспюизузт
уэсмбфпт, рйЭуфе
фп рлЮкфсп ENTER
LANGUAGE: ENGLISH
LOCK FUNCTION:
REMOTE CONTROLS
MIG/MAG DEFAULTS.
MMA DEFAULTS.
TIG DEFAULTS.
GENERAL DEFAULTS.
MULTIPLA WIRE FEEDERS
UNIT OF LENGTH INCH
QUIT ENTER
БллЬофе фпн бсйимь ID ме фпн фсьрп рпх ресйгсЬцефбй рбсбкЬфщ:
Рсюфб ухндЭуфе мйб нЭб мпнЬдб рспюизузт уэсмбфпт, рзгбЯнефе уфп менпэ
“MULTIPLE WIRE FEED UNITS“ кбй рйЭуфе фз укбндЬлз фпх цльгйуфспх гйб нб
енесгпрпйЮуефе фзн мпнЬдб рспюизузт уэсмбфпт, Эрейфб дйбвЬуфе фпн бсйимь
ID фзт мпнЬдбт рспюизузт уэсмбфпт брь фзн ерЬнщ гсбммЮ (рсЭрей нб еЯнбй 0
фзн рсюфз цпсЬ). Фюсб ерйлЭофе Энбн нЭп бсйимь ID бнЬмеуб брь фпхт 0-3.
MULTIPLE WIRE FEEDERS
МефбкйнЮуфе фпн
дспмЭб уфз гсбммЮ
CHOOSE NEW ID
NUMBER (ЕРЙЛПГЗ
НЕПХ БСЙИМПХ
БНБГНЩСЙУЗУ).
СхимЯуфе фпн бсйимь
уе0-3рйЭжпнфбтфб
рлЮкфсб ухн/меЯпн.
РйЭуфе фп рлЮкфсп
ENTER.
CURRENT ID NUMBER
SELECT A NEW ID NUMBER 0
CONNECTED WIRE FEEDERS ID
bu14d01y
QUIT ENTER
-- 6 6 --
Page 67

П бсйимьт ID уфзн ерЬнщ гсбммЮ иб лЬвей фз н фймЮ рпх ерйлЭобфе.
Фюсб ухндЭуфе фзн ерьменз мпнЬдб рспюизузт уэсмбфпт кбй рйЭуфе фзн
укбндЬлз фпх цльгйуфспх гйб нб енесгпрпйЮуефе бхфЮ фз мпнЬдб. БхфЮ з
мпнЬдб рспюизузт уэсмбфпт иб Эчей ерЯузт бсйимь ID 0.
З дйбмьсцщуз фюсб Эчей плпклзсщиеЯ кбй мрпсеЯфе нб оекйнЮуефе нб
чсзуймпрпйеЯфе фпн еопрлйумь щт ухнЮищт.
ЕрЯузт фюсб еЯнбй дхнбфь нб дйбмпсцюуефе кбй нб лейфпхсгЮуефе фЭууесйт
дйбцпсефйкЭт мпнЬдет рспюизузт уэсмбфпт ме фпн Ядйп фсьрп.
Ден Эчей узмбуЯб рпйьн бсйимь ID бнбиЭфефе уе кЬие мпнЬдб рспюизузт
уэсмбфпт, бллЬ еЯнбй узмбнфйкь нб дюуефе уе кЬие мЯб дйбцпсефйкь бсйимь ID
гйб нб фйт оечщсЯжефе.
Бн дюуефе кбфЬ фэчз фпн Ядйп бсйимь ID уе дэп мпнЬдет рспюизузт уэсмбфпт,
фьфе иб емцбнЯжефбй ухнечют фп мЮнхмб уцЬлмбфпт 15.
Бн ухмвеЯ бхфь, рсЭрей нб брпухндЭуефе мЯб брь фйт мпнЬдет рспюизузт
уэсмбфпт кбй нб ербнблЬвефе фзн рбсбрЬнщ дйбдйкбуЯб.
МрпсеЯфе рЬнфб нб ерйуфсЭшефе уфзн пиьнз дйбмьсцщузт кбй нб елЭгоефе фпхт
бсйимпэт ID фщн ухндемЭнщн мпнЬдщн рспюизузт уэсмбфпт рйЭжпнфбт фзн
укбндЬлз фпх цльгйуфспх.
З гсбммЮ CONNECTED WIRE FEED IDs (БСЙИМПЙ БНБГНЩСЙУЗУ УХНДЕМЕНЩН
МПНБДЩН РСПЩИЗУЗУ УХСМБФПУ) деЯчней фпхт бсйимпэт ID ьлщн фщн
ухндемЭнщн мпнЬдщн рспюизузт уэсмбфпт.
9.2.10 РпллбрлЭт мпнЬдет рспюизузт уэсмбфпт - дедпмЭнб ухгкьллзузт
Фб дедпмЭнб ухгкьллзузт мрпспэн нб бнбфеипэн оечщсйуфЬ уе кЬие мпнЬдб
рспюизузт уэсмбфпт. Гйб нб бнбиЭуефе дедпмЭнб уе мЯб мпнЬдб рспюизузт
уэсмбфпт рсЭрей рсюфб нб фзн енесгпрпйЮуефе. Пфбн енесгпрпйзиеЯ мрпсеЯфе нб
бнбкблЭуефе фб дедпмЭнб ьрщт ухнЮищт (деЯфе фз чсЮуз фзт мнЮмзт уфп
кецЬлбйп 7) кбй нб кЬнефе прпйеудЮрпфе схимЯуейт. БхфЭт иб бнбфеипэн уфзн
енесгЮ мпнЬдб рспюизузт уэсмбфпт.
Гйб фзн ерьменз мпнЬдб рспюизузт уэсмбфпт, рйЭуфе рЬлй фз укбндЬлз фпх
цльгйуфспх гйб нб енесгпрпйЮуефе бхфЮ фз мпнЬдб, Эрейфб бнбкблЭуфе фб
дедпмЭнб рпх иЭлефе нб бнбиЭуефе уе бхфЮ фзн мпнЬдб рспюизузт уэсмбфпт.
МрпсеЯфе нб бнбиЭуефе прпйпдЮрпфе бсйимь дедпмЭнщн ухгкьллзузт иЭлефе уе
прпйбдЮрпфе мпнЬдб рспюизузт уэсмбфпт ерйлЭоефе.
9.2.11 РпллбрлЭт мпнЬдет рспюизузт уэсмбфпт - фзле÷ейсйуфЮсйп
Пй мпнЬдет фзлечейсйумпэ елЭгчпхн фйт мпнЬдет рспюизузт уэсмбфпт ме фйт
прпЯет еЯнбй ухндемЭнет. Фп шзцйбкь фзлечейсйуфЮсйп 5 рспгсбммЬфщн бнбкблеЯ
дедпмЭнб брь дйЬцпсет иЭуейт фзт мнЮмзт бнЬлпгб ме фпн бсйимь ID.
З мпнЬдб рспюизузт уэсмбфпт ме фпн бсйимь ID 0 бнбкблеЯ дедпмЭнб
ухгкьллзузт брь фйт иЭуейт 1-5
З мпнЬдб рспюизузт уэсмбфпт ме фпн бсйимь ID 1 бнбкблеЯ дедпмЭнб
ухгкьллзузт брь фйт иЭуейт 11-15
З мпнЬдб рспюизузт уэсмбфпт ме фпн бсйимь ID 2 бнбкблеЯ дедпмЭнб
ухгкьллзузт брь фйт иЭуейт 21-25
З мпнЬдб рспюизузт уэсмбфпт ме фпн бсйимь ID 3 бнбкблеЯ дедпмЭнб
ухгкьллзузт брь фйт иЭуейт 31-35
РСПУЕОФЕ!
Плб фб ьсйб рпх Эчпхн схимйуфеЯ уфп менпэ гсЮгпсзт лейфпхсгЯбт кбй уфп
менпэ дйбмьсцщузт фзлечейсйуфЮсйпх йучэпхн гйб ьлет фйт мпнЬдет
рспюизузт уэсмбфпт.
bu14d01y
-- 6 7 --
Page 68

9.3 ЛейфпхсгЯет рпйьфзфбт
MAIN MENU
AUXILIARY FUNCTIONS
QUALITY FUNCTIONS
Пй лейфпхсгЯет рпйьфзфбт рбсбкплпхипэн мЯб ресйпчЮ чсЮуймщн дедпмЭнщн гйб
бфпмйкЭт ухгкпллЮуейт.
БхфЭт пй лейфпхсгЯет еЯнбй:
Чсьнпт Энбсозт фзт ухгкьллзузт
ДйЬскейб фзт ухгкьллзузт
МЭуз, мЭгйуфз кбй елЬчйуфз фймЮ фпх сеэмбфпт ухгкьллзузт
МЭуз, мЭгйуфз кбй елЬчйуфз фймЮ фзт фЬузт ухгкьллзузт
МЭуз, мЭгйуфз кбй елЬчйуфз фймЮ фзт йучэпт ухгкьллзузт
МрпсеЯфе ерЯузт нб рлзкфсплпгЮуефе фп мЮкпт фзт уэндеузт чейспкЯнзфб кбй з
мпнЬдб дедпмЭнщн ухгкьллзузт иб хрплпгЯуей фзн фймЮ иесмьфзфбт.
ЕмцбнЯжефбй ерЯузт п бсйимьт фщн ухгкпллЮуещн рпх Эгйнбн мефЬ брь фзн
фелехфбЯб ербнбцпсЬ. Мрпспэн нб брпизкехфпэн рлзспцпсЯет гйб мЭчсй 100
дйбцпсефйкЭт ухгкпллЮуейт. З ухгкьллзуз рсЭрей нб дйбскЭуей ресйууьфесп брь
1 дехфесьлерфб гйб нб кбфбгсбцеЯ.
Уфзн пиьнз емцбнЯжефбй з фелехфбЯб ухгкьллзуз рпх Эчей кбфбгсбцеЯ, бллЬ
мрпсеЯфе ерЯузт нб мефбкйнзиеЯфе бнЬмеуб уе ьлет фйт Ьллет ухгкпллЮуейт рпх
Эчпхн кбфбгсбцеЯ.
Пфбн рбфЬфе фп рлЮкфсп RESET (ЕРБНБЦПСБ), ьлет пй мефбвлзфЭт
мзденЯжпнфбй.
QUALITY FUNCTIONS
WELD 1 START: 01--JUN--97 12:00.02
WELD TIME: 0.0s
W LENGTH 0 cm HEAT INPUT 0.0kJ/cm
AVE. MAX MIN
I(Amp) 0.00 0.00 0.00
U(V) 0.00 0.00 0.00
P(kW) 0.00 0.00 0.00
NUMBER OF WELDS SINCE LAST RESET: 0
bu14d01y
RESET QUIT
-- 6 8 --
Page 69

МрпсеЯфе нб ерйлЭоефе мЯб ухгкексймЭнз ухгкьллзуз мефбкйнпэменпй рспт фб
рЬнщ Ю рспт фб кЬфщ чсзуймпрпйюнфбт фп
Þ
гйб нб фпрпиефЮуефе фпн
дспмЭб уфз гсбммЮ рпх деЯчней фзн ерйлегмЭнз ухгкьллзуз.
МрпсеЯфе нб ейуЬгефе фз дйЬскейб фзт ухгкьллзузт уфп кбфЬллзлп редЯп гйб нб
рЬсефе фзн фймЮ иесмьфзфбт ме фпн Ядйп фсьрп.
9.4 УфбфйуфйкЬ уфпйчеЯб рбсбгщгЮт
MAIN MENU
AUXILIARY FUNCTIONS
PRODUCTIONS STATISTIC
Фб уфбфйуфйкЬ уфпйчеЯб рбсбгщгЮт рбсбкплпхипэн фз ухнплйкЮ дйЬскейб фпх
фьопх, фп ухнплйкь вЬспт фпх уэсмбфпт рпх чсзуймпрпйЮизке кбй фпн бсйимь фщн
ухгкпллЮуещн рпх екфелЭуфзкбн мефЬ брь фзн фелехфбЯб ербнбцпсЬ.
КбфбгсЬцпхн ерЯузт фз дйЬскейб фпх фьопх кбй фзн рпуьфзфб фпх уэсмбфпт рпх
чсзуймпрпйЮизке кбфЬ фзн фелехфбЯб ухгкьллзуз. Гйб ухмрлзсщмбфйкЭт
рлзспцпсЯет з пиьнз убт деЯчней ерЯузт уе рпйб фймЮ вЬспхт бнЬ мпнЬдбт
мЮкпхт вбуЯжефбй з кбфбнЬлщуз уэсмбфпт, кбй рьфе Эгйне з фелехфбЯб
ербнеккЯнзуз.
З фймЮ фпх мефсзфЮ ухгкьллзузт ден бхоЬнефбй бн з дйЬскейб фпх фьопх еЯнбй
мйксьфесз брь 1 дехфесьлерфб. Гйб бхфь фп льгп д ен емцбнЯжефбй з кбфбнЬлщуз
уэсмбфпт уфйт ухгкпллЮуейт бхфпэ фпх еЯдпхт. Щуфьуп, з кбфбнЬлщуз
уэсмбфпт кбй з дйЬскейб уе фЭфпйет ухгкпллЮуейт ресйлбмвЬнпнфбй уфйт
ухнплйкЭт фймЭт гйб фзн кбфбнЬлщуз уэсмбфпт кбй фз дйЬскейб фьопх.
Пфбн рбфЬфе фп рлЮкфсп RESET (ЕРБНБЦПСБ), ьлпй пй мефсзфЭт мзденЯжпнфбй
кбй уфзн пиьнз фзт фелехфбЯбт ербнбцпсЬт емцбнЯжефбй з фсЭчпхуб змеспмзнЯб
кбй юсб.
PRODUCTION STATISTICS
LAST WELD TOTAL
ARCTIME 181 min 24s 0s
CONSUMED WIRE 0g 0g
BASED ON 0.09g/m
NUMBER OF WELD 0
LAST RESET 01--JUN--97 12:00.02
RESET QUIT
bu14d01y
-- 6 9 --
Page 70

9.5 БсчеЯп уцблмЬфщн
MAIN MENU
AUXILIARY FUNCTIONS
ERROR LOG
Плб фб уцЬлмбфб рпх ухмвбЯнпхн еню п еопрлйумьт фзт ухгкьллзузт еЯнбй уе
чсЮуз кбфбгсЬцпнфбй убн мзнэмбфб уцЬлмбфпт уфп бсчеЯп уцблмЬфщн.
Мрпспэн нб брпизкехфпэн мЭчсй 99 мзнэмбфб уцблмЬфщн. Бн фп бсчеЯп
уцблмЬфщн гемЯуей, р.ч.Эчпхн брпизкехфеЯ 99 мзнэмбфб уцблмЬфщн, фьфе фп
рйп рблйь мЮнхмб уцЬлмбфпт дйбгсЬцефбй бхфьмбфб ьфбн ухмвеЯ фп ерьменп
уцЬлмб.
12 " Date Time Unit Error
970422 15:52,24 CBOX 18
Lost contact with power source
970422 16:54.04 CBOX 12
Warning state in bu s interface
970423 09:14,33 PSOURCE 6
High temperature
DELETE
DELETE
ALL
VIEW
ALL
QUIT
9.5.1 ДйбгсбцЮ мзнхмЬфщн уцЬлмбфпт
ЕЬн иЭлефе нб дйбгсЬшефе мзнэмбфб уцблмЬфщн хрЬсчпхн дэп ерйлпгЭт, кбй
кЬие мЯб Эчей фп дйкь фзт рлЮкфсп.
S ДйбгсбцЮ узмейщмЭнщн мзнхмЬфщн
S ДйбгсбцЮ ьлщн фщн мзнхмЬфщн
9.5.2 Бнбиеюсзуз уцблмЬфщн
РйЭжпнфбт фп рлЮкфсп VIEW ALL мрпсеЯфе нб емцбнЯуефе ьлб фб мзнэмбфб
уцЬлмбфпт рпх еЯнбй брпизкехмЭнб уфп бсчеЯп уцблмЬфщн. МрпсеЯфе ерЯузт нб
деЯфе фзн змеспмзнЯб кбй юсб фщн рйп рсьуцбфб брпизкехмЭнщн мзнхмЬфщн
уцЬлмбфпт.
ERROR LOG -- TOTAL LISTING
TOTAL ERROR MESSAGES: 12
OLDEST ERROR: 970417, 11:09,11
LATEST ERROR: 970429, 13:04,45
bu14d01y
QUIT
-- 7 0 --
Page 71

9.5.3 Мзнэмбфб уцЬлмбфпт
Бхфьт еЯнбй Энбт кбфЬлпгпт фщн мзнхмЬфщн уцЬлмбфпт рпх мрпсеЯ нб
емцбнйуфпэн.
2
3
4
5
6
7
8
9
10
11
1
CBOX
PSOURCE
WFEED
CBOX
PSOURCE
WFEED
CBOX П е ощфесйкьт Элегчпт фзт RAM брЭфхче
CBOX
PSOURCE
WFEED
PSOURCE З фЬуз фпх УС всЯукефбй екфьт псЯщн
PSOURCE ХшзлЮ иесмпксбуЯб
PSOURCE Хшзль сеэмб рсщфеэпнфпт
CBOX
PSOURCE
WFEED
PSOURCE
WFEED
PSOURCE З фЬуз УС 3 всЯукефбй Эощ брь фб ьсйб буцЬлейбт
PSOURCE
WFEED
П Элегчпт Checksum брЭфхче уфзн EPROM
УцЬлмб мнЮмзт фпх рспгсЬммбфпт - ДпкймЮ екфелеЯфбй мьнп кбфЬ фзн
еккЯнзуз ьфбн ухндЭефбй ме фзн фспцпдпуЯб. Бхфь фп уцЬлмб ден
бренесгпрпйеЯ кбмЯб лейфпхсгЯб.
П Элегчпт фзт RAM брЭфхче уфпн мйкспереоесгбуфЮ
УцЬлмб уфзн еущфесйкЮ RAM фпх мйкспереоесгбуфЮ - ДпкймЮ
екфелеЯфбй мьнп кбфЬ фзн еккЯнзуз ьфбн ухндЭефбй ме фзн фспцпдпуЯб.
Бхфь фп уцЬлмб ден бренесгпрпйеЯ кбмЯб лейфпхсгЯб.
ДпкймЮ екфелеЯфбй мьнп кбфЬ фзн еккЯнзуз ьфбн ухндЭефбй ме фзн
фспцпдпуЯб. Бхфь фп уцЬлмб ден бренесгпрпйеЯ кбмЯб лейфпхсгЯб.
Рфюуз фЬузт уфз гсбммЮ фспцпдпуЯбт 5V
З фЬуз фспцпдпуЯбт фпх хрплпгйуфЮ Эреуе гйб кЬрпйп льгп. МрпсеЯ
нб ухмвеЯ бн фп мзчЬнзмб еЯнбй екфьт лейфпхсгЯбт, бллЬ мрпсеЯ
ерЯузт нб пцеЯлефбй уе влЬвз фзт фспцпдпуЯбт уфзн кЬсфб.
ЗфЬузфпхУСбрьфпнбнпсищфЮеЯнбйЮрплэхшзлЮЮрплэчбмзлЮ,
рйибнЬ льгщ бйчмюн фзт фЬузт рбспчЮт Ю чбмзлЮ фЬуз рбспч Ют. П
бнфйуфспцЭбт бмЭущт клеЯней бхфьмбфб кбй з фспцпдпуЯб
брпкбиЯуфбфбй мьнп ьфбн рЭуей з фЬуз кЬфщ брь фп ьсйп.
З иесмпксбуЯб мЯбт рзгЮт сеэмбфпт ухгкьллзузт еЯнбй рплэ хшзлЮ,
рйибнЬ убн брпфЭлеумб хресцьсфйузт, елбффщмбфйкпэ бнемйуфЮсб
шэозт Ю влЬвзт кЬрпйпх Ьллпх еобсфЮмбфпт.
П бнфйуфспцЭбт фсбвЬей рплэ сеэмб брь фпн бнпсищфЮ рпх фп
рбсЭчей. П бнфйуфспцЭбт бмЭущт клеЯней бхфьмбфб кбй з фспцпдпуЯб
брпкбиЯуфбфбй мьнп ьфбн дйпсищиеЯ фп рсьвлзмб.
З фЬуз УС 1 всЯукефбй Эощ брь фб ьсйб буцЬлейбт
CBOX: З фЬуз фзт мрбфбсЯбт еЯнбй рплэ чбмзлЮ.
PSOURCE: З еущфесйкЮ фспцпдпуЯб +15VC еЯнбй рплэ хшзлЮ Ю рплэ
чбмзлЮ.
WFEED: З еущфесйкЮ фспцпдпуЯб +15V еЯнбй рплэ хшзлЮ Ю рплэ
чбмзлЮ.
З фЬуз УС 2 всЯукефбй Эощ брь фб ьсйб буцЬлейбт
PSOURCE: З еущфесйкЮ фспцпдпуЯб +15V еЯнбй рплэ хшзлЮ Ю рплэ
чбмзлЮ.
WFEED: З еущфесйкЮ фспцпдпуЯб +20V еЯнбй рплэ хшзлЮ Ю рплэ
чбмзлЮ.
З еущфесйкЮ фспцпдпуЯб +15VB еЯнбй рплэ хшзлЮ Ю рплэ чбмзлЮ.
УцЬлмб уесвпмзчбнйумпэ
PSOURCE: П енесгпрпйзмЭнпт уесвпмзчбнйумьт ден мрпсеЯ нб
рбсЭчей фп брбсбЯфзфп сеэмб гйб фпн мйкспереоесгбуфЮ. ХрЬсчей мЯб
дйбскЮт дйбцпсЬ бнЬмеуб уфзн брьксйуз рбсЬллзлзт уэндеузт кбй
фзт схимйумЭнзт фймЮт фпх сеэмбфпт.
WFEDD: П уесвпмзчбнйумьт рспюизузт уэсмбфпт ден мрпсеЯ нб
рбсЭчей фзн фбчэфзфб рс пюизузт уэсмбфпт рпх брбйфеЯфбй брь фпн
мйкспереоесгбуфЮ.
bu14d01y
-- 7 1 --
Page 72

12
14
15
17
18
19
20
21
22
23
CBOX
PSOURCE
WFEED
CBOX ДЯбхлпт екфьт лейфпхсгЯбт - дйбкпрЮ ерйкпйнщнЯбт
CBOX
PSOURCE
WFEED
CBOX Брюлейб ербцЮт ме фз дйЬфбоз рспюизузт уэсмбфпт
CBOX Брюлейб ерб цЮт ме фзн рзгЮ сеэмбфпт
CBOX БрпфхчЯб елЭгч пх плпклЮсщузт уфз RAM
CBOX Мз брпдекфЭт схимЯуейт брпизкехмЭнет уфз RAM
CBOX Мз ухмвбфЭт схимЯуейт брпизкехмЭнет уфз RAM
CBOX ХресчеЯлйуз фпх buffer мефЬдпузт
CBOX ХресчеЯлйуз фпх buffer лЮшзт
КбфЬуфбуз рспейдпрпЯзузт уфзн дй ерб цЮ дйбэлпх
П мефсзфЮт уцЬлмбфпт фпх кхклюмбфпт дйбэлпх Эчей цфЬуей уе мЯб
фймЮ рпх енесгпрпйеЯ Энб мЮнхмб уцЬлмбфпт. Бн з фймЮ фпх мефсзфЮ
уцЬлмбфпт ухнечЯуей нб бхоЬнефбй фп кэклщмб дйбэлпх бллЬжей уе
кбфЬуфбуз ”дЯбхлпт-екфьт” кбй дйбкьрфефбй з ербцЮ ме фз мпнЬдб
дедпмЭнщн ухгкьллзузт (фпн елегкфЮ).
П мефсзфЮт уцЬлмбфпт фпх кхклюмбфпт дйбэлпх Эчей циЬуей уе мЯб
фймЮ з прпЯб фпн бллЬжей уе кбфЬуфбуз ”дЯбхлпт-екфьт”. З
фспцпдпуЯб рсЭрей нб дйбкпреЯ кбй нб ербнбухндеиеЯ гйб нб гЯней
ербнбцпсЬ.
Брюлейб мзнэмбфпт уфзн ерйкпйнщнЯб дйбэлпх
Фп кэклщмб дйбэлпх енфпрЯжей ьфй Энб мЮнхмб Эчей чбиеЯ льгщ
еггсбцЮт еньт ерьменпх мзнэмбфпт рЬнщ уе бхфь. Бхфь фп уцЬлмб
ден бренесгпрпйеЯ кбмЯб лейфпхсгЯб.
Енб мЮнхмб бнбгнюсйузт чсзуймпрпйеЯфбй гйб нб рсбгмбфпрпйеЯ Энб
ухнечЮ Элегчп ьфй мЯб ухгкексймЭнз мпнЬдб еЯнбй бкьмз уфп дЯкфхп.
Бхфь фп мЮнхмб емцбнЯжефбй бн ден хрЬсчей брьксйуз кбфЬ фзн
ресЯпдп фзт лЮозт чсьнпх ”Time out”. З енфплЮ дйбкпрЮт дйбвйвЬжефбй
бмЭущт уфзн рзгЮ сеэмбфпт.
Енб мЮнхмб бнбгнюсйузт чсзуймпрпйеЯфбй гйб нб рсбгмбфпрпйеЯ Энб
ухнечЮ Элегчп ьфй мЯб ухгкексймЭнз мпнЬдб еЯнбй бкьмз уфп дЯкфхп.
Бхфь фп мЮнхмб емцбнЯжефбй бн ден хрЬсчей брьксйуз кбфЬ фзн
ресЯпдп фзт лЮозт чсьнпх ”Time out”. З енфплЮ дйбкпрЮт дйбвйвЬжефбй
бмЭущт уфзн фспцпдпуЯб уэсмбфпт.
Енб byte фзт мнЮмзт RAM рпх фспцпдпфеЯфбй ме мрбфбсЯет
чсзуймпрпйеЯфбй гйб фхчбЯп Элегчп. Бн дйбкпреЯ з фЬуз фзт мрбфбсЯбт,
бхфЮ з фймЮ ден иб фбйсйЬжей ьфбн екфелеЯфбй п Элегчпт кбфЬ фзн
ерьменз еккЯнзуз, кбй иб гЯней ербнбцпсЬ фзт мнЮмзт фщн дедпмЭнщн
ухгкьллзузт.
З дйбдйкбуЯб ербнбцпсЬт узмбЯней ьфй ьлб фб дедпмЭнб фщн
схимЯуещн ухгкьллзузт ербнЭсчпнфбй уфйт есгпуфбуйбкЭт схимЯуейт,
пй прпЯет еЯнбй: MIG/MAG, DIP/SPRAY, Fe, CO2, 1,2 mm.
МЯбмзбрпдекфЮфймЮЭчейенфпрйуфеЯбнЬмеубуфйтмзбсйимзфйкЭт
рбсбмЭфспхт сэимйузт. З мнЮмз дедпмЭнщн ухгкьллзузт
ербнбцЭсефбй ьфбн ухмвеЯ бхфь фп уцЬлмб. БхфЮ з дпкймЮ екфелеЯфбй
мьнп кбфЬ фзн еккЯнзуз, ьфбн ухндеиеЯ з фспцпдпуЯб. Бхфь фп
уцЬлмб ден бренесгпрпйеЯ кбмЯб лейфпхсгЯб.
Ечей дпиеЯ Энбт еуцблмЭнпт ухндхбумьт фймюн гйб фз мЭипдп, фп
хлйкь, фп бЭсйп кбй фп уэсмб. З мнЮмз дедпмЭнщн ухгкьллзузт
ербнбцЭсефбй ьфбн ухмвеЯ бхфь фп уцЬлмб. Бхфь фп уцЬлмб ден
бренесгпрпйеЯ кбмЯб лейфпхсгЯб.
З мнЮмз фпх buffer мефЬдпузт еЯнбй рлЮсзт. Бхфь фп уцЬлмб мрпсеЯ
нб рспкблЭуей мЯб дйбкпрЮ уфп кэклщмб дйбэлпх. З фспцпдпуЯб
рсЭрей нб дйбкпреЯ кбй нб ухндеиеЯ обнЬ гйб ербнбцпсЬ.
З мнЮмз фпх buffer лЮшзт еЯнбй рлЮсзт. Бхфь фп уцЬлмб ухмвбЯней
ьфбн п мйкспереоесгбуфЮт фпх елегкфЮ еЯнбй хресцпсфщмЭнпт убн
брпфЭлеумб лЮшзт ресйууьфесщн мзнхмЬфщн брь ьуб мрпсеЯ нб
дйбчейсйуфеЯ. З фспцпдпуЯб рсЭрей нб дйбкпреЯ кбй нб ухндеиеЯ обнЬ
гйб нб гЯней ербнбцпсЬ.
bu14d01y
-- 7 2 --
Page 73

25
26
27
28
29
30
31
32
CBOX Мз ухмвбфЮ мпсцЮ дедпмЭнщн ухгкьллзузт
Пфбн ейуЬгпнфбй дедпмЭнб ухгкьллзузт уфпн елегкфЮ (ьчй оечщсйуфЬ
дедпмЭнб бллЬ мефбцпсЬ пмЬдщн дедпмЭнщн ухгкьллзузт)
ресйлбмвЬнефбй Энбт бсйимьт Экдпузт гйб фз мпсцЮ дедпмЭнщн
ухгкьллзузт. Бн бхфьт п бсйимьт Экдпузт ден фбйсйЬжей ме фзн
Экдпуз рпх чсзуймпрпйеЯ п елегкфЮт фьфе уфЭлней бхфь фпн кщдйкь
уцЬлмбфпт.
PSOURCE
WFEED
WFEED Ден хрЬсчей уэсмб ухгкьллзузт
CBOX
PSOURCE
WFEED
PSOURCE Ден хрЬсчей спЮ неспэ
CBOX БрюлейбербцЮтмефзмпнЬдбTIGI/O
CBOX Ден хрЬсчей брьксйуз брь фзн пиьнз
WFEED Ден хрЬсчей спЮ бесЯпх
ЕнесгпрпЯзуз ербнбцпсЬт ухуфЮмбфпт рбсбкплпэизузт
Фп еущфесйкь уэуфзмб рбсбкплпэизузт фпх ереоесгбуфЮ Эчей
енесгпрпйзиеЯ, рч. кЬфй емрьдйуе фпн ереоесгбуфЮ нб екфелЭуей фб
ухнзийумЭнб фпх кбиЮкпнфб уфпн кэсйп всьчп фпх рспгсЬммбфпт мЭуб
уфп дпумЭнп чспнйкь ьсйп (64 ms). Пфбн ухмвеЯ бхфь, п ереоесгбуфЮт
ербнбцЭсефбй кбй еккйнеЯ обнЬ. П фбн ербнеккйнеЯ, фп рсьгсбммб
енфпрЯжей ьфй з ербнеккЯнзуз рспклЮизке брь фп еущфесйкь уэуфзмб
рбсбкплпэизузт, кбй дЯней бхфь фп мЮнхмб. Бхфь фп уцЬлмб ден
бренесгпрпйеЯ кбмЯб лейфпхсгЯб.
ФелеЯщуе фп уэсмб ухгкьллзузт уфз мпнЬдб рспюизузт уэсмбфпт.
ХресчеЯлйуз кбфбчщсзфЮ
П кбфбчщсзфЮт (фп фмЮмб фзт мнЮмзт рпх чсзуймпрпйеЯ п
ереоесгбуфЮт гйб нб брпизкеэей дедпмЭнб рспущсйнЬ) Эчей
хресчейлЯуей. Бхфь фп уцЬлмб мрпсеЯ нб ухмвеЯ бн п ереоесгбуфЮт
Эчей хресвплйкь цьсфп есгбуЯбт.
Фп уэуфзмб рбсбкплпэизузт фпх неспэ Эчей енфпрЯуей ьфй ден
хрЬсчей спЮ неспэ.
Енб мЮнхмб бнбгнюсйузт чсзуймпрпйеЯфбй гйб нб рсбгмбфпрпйеЯ Энб
ухнечЮ Элегчп ьфй мЯб ухгкексймЭнз мпнЬдб еЯнбй бкьмз уфп дЯкфхп.
Фп мЮнхмб емцбнЯжефбй бн ден хрЬсчей брьксйуз кбфЬ фзн ресЯпдп
фзт лЮозт чсьнпх ”Time out”. З енфплЮ дйбкпрЮт дйбвйвЬжефбй бмЭущт
уфзн рзгЮ сеэмбфпт.
П ереоесгбуфЮт ден рбЯсней кбмЯб брьксйуз брь фзн пиьнз (кбнпнйкЬ
з пиьнз ерйвевбйюней ьлет фйт енфплЭт брь фпн ереоесгбуфЮ). Бхфь фп
уцЬлмб ден бренесгпрпйеЯ кбмЯб лейфпхсгЯб, екфьт брь фзн Ядйб фзн
пиьнз, з прпЯб мрпсеЯ нб уфбмбфЮуей нб лейфпхсгеЯ.
Фп уэуфзмб рбсбкплпэизузт фзт спЮт бесЯпх Эчей енфпрЯуей ьфй ден
хрЬсчей спЮ бесЯпх.
bu14d01y
-- 7 3 --
Page 74

9.6 ГсбммЭт ухнесгбуЯбт гйб MIG/MAG кбипсйумЭнет брь фп чсЮуфз
MAIN MENU
AUXILIARY FUNCTIONS
USER DEFINED SYN. DATA
ЕЯнбй дхнбфь нб дзмйпхсгзипэн гсбммЭт ухнесгбуЯбт кбипсйжьменет брь фп
чсЮуфз рпх ухучефЯжпхн фзн фбчэфзфб рспюизузт уэсмбфпт ме фзн фЬуз. П
мЭгйуфпт бсйимьт фЭфпйщн гсбммюн ухнесгбуЯбт рпх мрпсеЯ нб брпизкехфеЯ еЯнбй
дЭкб.
З дзмйпхсгЯб мЯбт нЭбт гсбммЮт ухнесгбуЯбт гЯнефбй уе дэп уфЬдйб.
1. КбипсЯуфе фз нЭб гсбммЮ ухнесгбуЯбт рспудйпсЯжпнфбт Энбн бсйимь
ухнфефбгмЭнщн фЬузт-фбчэфзфбт фспцпдпуЯбт уэсмбфпт, влЭре вЮмбфб A-D
уфп бкьлпхип дйЬгсбммб.
Voltage
C
D
B
A
Wire feed
2. КбипсЯуфе ме рпйп ухндхбумь уэсмбфпт-бесЯпх иб чсзуймпрпйзиеЯ з нЭб
гсбммЮ ухнесгбуЯбт.
9.6.1 КбипсЯуфе фйт ухнфефбгмЭнет фбчэфзфбт рспюизузт-фЬузт
Гйб нб дзмйпхсгЮуефе мЯб нЭб гсбммЮ ухнесгбуЯбт гйб ухгкьллзуз кпнфпэ
фьопх/лерфЮт вспчЮт чсейЬжеуфе фЭууесйт ухнфефбгмЭнет, еню гйб ухгкьллзуз
ме сеэмб ме рблмпэт чсейЬжеуфе дэп ухнфефбгмЭнет. БхфЭт пй ухнфефбгмЭнет
рсЭрей Эрейфб нб брпизкехфпэн ме ейдйкпэт бсйимпэт дедпмЭнщн ухгкьллзузт
уфзн мнЮмз дедпмЭнщн ухгкьллзузт.
КЬнефе фб бкьлпхиб:
1. КблЭуфе фп кэсйп менпэ кбй ерйлЭофе фз мЭипдп MIG/MAG (кпнфь фьоп/лерфЮ
вспчЮ Ю сеэмб ме рблмпэт) рпх укпреэефе нб чсзуймпрпйЮуефе ме фз нЭб
гсбммЮ ухнесгбуЯбт.
2. ФпрпиефЮуфе фйт ерйихмзфЭт фймЭт фЬузт кбй фбчэфзфбт рспюизузт
уэсмбфпт гйб фзн рсюфз ухнфефбгмЭнз.
3. КблЭуфе фп менпэ мнЮмзт кбй брпизкеэуфе фзн рсюфз ухнфефбгмЭнз ме
бсйимь дедпмЭнпх ухгкьллзузт 96.
bu14d01y
-- 7 4 --
Page 75

S Пй фЭууесйт ухнфефбгмЭнет гйб мЯб гсбммЮ ухнесгбуЯбт кпнфпэ
фьопх/лерфЮт вспчЮт рсЭрей нб брпизкехфпэн ме бсйимпэт 96, 97, 98 кбй
99.
Ерйрсьуиефб:
S кЬие бсйимьт дедпмЭнщн ухгкьллзузт рсЭрей нб ресйЭчей
хшзльфесет фймЭт фЬузт кбй фбчэфзфбт рспюизузт уэсмбфпт брь
фпн бсйимь дедпмЭнщн ухгкьллзузт р пх рспзгеЯфбй.
S пй рбсЬмефспй ербгщгЮ, мЭипдпт елЭгчпх кбй фЬуз иесмЮт еккЯнзузт
рсЭрей нб Эчпхн фйт Ядйет фймЭт кбй уфпхт фЭууесйт бсйимпэт
дедпмЭнщн ухгкьллзузт.
S Пй дэп ухнфефбгмЭнет гйб гсбммЮ ухгкьллзузт ме сеэмб ме рблмпэт
рсЭрей нб брпизкехфпэн ме фпхт бсйимпэт 96 кбй 97. Ерйрсьуиефб:
S п мегблэфеспт бсйимьт дедпмЭнщн ухгкьллзузт рсЭрей нб ресйЭчей
хшзльфесет фймЭт фЬузт, фбчэфзфбт рспюизузт уэсмбфпт кбй
ухчньфзфб сеэмбфпт ме рблмпэт брь фпн бсйимь дедпмЭнщн
ухгкьллзузт рпх рспзгеЯфбй.
S пй рбсЬмефспй чсьнпт рблмпэ, фЬуз иесмЮт еккЯнзузт, Ka, Ki кбй пй
рбсЬмефспй мефбвплЮт рсЭрей нб Эчпхн фйт Ядйет фймЭт кбй уфпхт дэп
бсйимпэт дедпмЭнщн ухгкьллзузт.
S Фб дедпмЭнб гйб фз гьмщуз рсЭрей нб брпизкехфпэн убн дедпмЭнб
ухгкьллзузт ме бсйимь 96, кбй мрпспэн нб чсзуймпрпйзипэн гйб кЬие
мЭипдп (лерфЮт вспчЮт / ме рблмпэт).
4. РспудйпсЯуфе фпн бсйимь фщн ухнфефбгмЭнщн рпх чсейЬжпнфбй, Эрейфб
рспчщсЮуфе уфпн ”Рспудйпсйумь фпх бнфЯуфпйчпх ухндхбумпэ
уэсмбфпт-бесЯпх”.
bu14d01y
-- 7 5 --
Page 76

9.6.2 Рспудйпсйумьт фпх бнфЯуфпйчпх ухндхбумпэ уэсмбфпт-бесЯпх
КЬнефе фб бкьлпхиб:
1. СхимЯуфе фзн пиьнз юуфе нб емцбнЯжпнфбй пй кбипсйумЭнет брь фп чсЮуфз
гсбммЭт ухнесгбуЯбт.
MAIN MENU
AUXILIARY FUNCTIONS
USER DEFINED SYN. DATA
MAKE CUSTOMISED SYNERGIC LINES
ФпрпиефЮуфе фпн
дспмЭб уфз
гсбммЮ WIRE
WIRE TYPE: Fe
SHIELDING GAS: Ar+20%CO2
WIRE DIMENSION: 1.2 mm
TYPE (ФХРПУ
УХСМБФПУ) кбй
рйЭуфе фп рлЮкфсп
STORE NEW LINE FROM
WELD DATA MEMORY 96, 97, 98, 99
ENTER.
DELETE SYNERGIC LINE
QUIT ENTER
ЕрйлЭофе мЯб енбллбкфйкЮ лэуз брь фпн кбфЬлпгп рпх емцбнЯжефбй (узмейюуфе
фзн ерйлпгЮ кбй рйЭуфе фп рлЮкфсп ENTER).
2. Фюсб ерйлЭофе Энб рспуфбфехфйкь бЭсйп кбй мЯб дйЬмефсп уэсмбфпт ме фпн
Ядйп фсьрп.
3. Узмейюуфе фз гсбммЮ SAVE NEW LINE.... кбй рйЭуфе фп рлЮкфсп ENTER.
З дйбдйкбуЯб Эчей плпклзсщиеЯ мЯб нЭб гсбммЮ ухнесгбуЯбт Эчей рспудйпсйуфеЯ.
УЗМЕЙЩУЗ!
ЕЬн иЭлефе нб чсзуймпрпйЮуефе фз лейфпхсгЯб гьмщуз кбфЬ фз ухгкьллзуз ме
сеэмб ме рблмпэт фьфе рсЭрей нб хрЬсчей мЯб бнфЯуфпйчз гсбммЮ ухнесгбуЯбт
гйб ухгкьллзуз кпнфпэ фьопх/лерфЮт вспчЮт бцпэ ьлб фб дедпмЭнб гьмщузт
вбуЯжпнфбй уфйт рбсбмЭфспхт кпнфпэ фьопх/лерфЮт вспчЮт.
Пфбн дзмйпхсгеЯфе мЯб нЭб гсбммЮ ухнесгбуЯбт гйб ухгкьллзуз ме сеэмб ме
рблмпэт иб рсЭрей рЬнфб нб рспуЭчефе бн ден Эчей дзмйпхсгзиеЯ мЯб бнфЯуфпйчз
гсбммЮ гйб ухгкьллзуз кпнфпэ фьопх/лерфЮт вспчЮт.
РСПЕЙДПРПЙЗУЗ!
Ден хрЬсчей бнфЯуфпйчз гсбммЮ
ухнесгбуЯбт
гйб ухгкьллзуз кпнфпэ
фьопх/лерфЮт вспчЮт
bu14d01y
-- 7 6 --
Page 77

9.6.3 ДзмйпхсгЯб енбллбкфйкюн ухндхбумюн уэсмбфпт/бесЯпх
кбипсйумЭнщн брь фп чсЮуфз.
П кбфЬлпгпт фщн енбллбкфйкюн ухндхбумюн уэсмбфпт кбй бесЯпх мрпсеЯ нб
ерекфбиеЯ юуфе нб ресйлбмвЬней мЭчсй 10 енбллбкфйкпэт ухндхбумпэт
кбипсйумЭнпхт брь фп чсЮуфз. Уфп фЭлпт кЬие кбфбльгпх хрЬсчей мЯб кенЮ
гсбммЮ (---). Фпрпиефюнфбт фп дспмЭб уе бхфЮ фз гсбммЮ кбй рйЭжпнфбт фп
рлЮкфсп ENTER Эчефе рсьувбуз уе Энб ”рлзкфспльгйп” рпх убт ерйфсЭрей нб
рлзкфсплпгЮуефе фйт дйкЭт убт ерйлпгЭт.
CO2
Ar+20 % CO2
Ar+5 % O2+5 % CO2
Ar+2 % O2
Ar+8 % CO2
Ar+23 % CO2
-- -- -- -- -- -- --
Рщт нб чсзуймпрпйЮуефе фп ”рлзкфспльгйп” фпх елегкфЮ:
S ФпрпиефЮуфе фпн дспмЭб уфпн ерйлегмЭнп чбсбкфЮсб фпх рлзкфсплпгЯпх
чсзуймпрпйюнфбт фб рлЮкфсб ме фп вЭлпт. РйЭуфе фп рспгсбммбфйжьменп
рлЮкфсп ”PRESS KEY”.
РлзкфсплпгЮуфе Энб кпммЬфй кеймЭнпх мЭчсй 20 чбсбкфЮсет ме бхфь фпн
фсьрп.
S Узмейюуфе фп р лЮкфсп ENTER фпх ”рлзкфсплпгЯпх”ме фп (Щ) кбй рйЭуфе фп
рспгсбммбфйжьменп рлЮкфсп ”PRESS KEY”, кбй фп ьнпмб фзт кбипсйумЭнзт
брь фп чсЮуфз ерйлпгЮт иб емцбнйуфеЯ уфпн кбфЬлпгп.
ДйбгсбцЮ еньт енбллбкфйкпэ ухндхбумпэ бесЯпх/уэсмбфпт кбипсйумЭнпх
брьфпчсЮуфз:
Узмейюуфе фз н кбипсйумЭнз брь фп чсЮуфз ерйлпгЮ уэсмбфпт Ю бесЯпх уфпн
кбфЬлпгп.
MAKE CUSTOMISED SYNERGIC LINES
РйЭуфе фп рлЮкфсп
DELETE
WIRE TYPE: Fe
SHIELDING GAS: Ar+20%CO2
WIRE DIMENSION: 1.2 mm
STORE NEW LINE FROM
WELD DATA MEMORY 96, 97, 98, 99
DELETE SYNERGIC LINE
DELETE QUIT ENTER
МЯб ерйлпгЮ уэсмбфпт Ю бесЯпх кбипсйумЭнз брь фп чсЮуфз ден мрпсеЯ нб
дйбгсбцеЯ бн брпфелеЯ мЭспт мЯбт пмЬдбт дедпмЭнщн ухгкьллзузт з прпЯб
всЯукефбй уфзн фсЭчпхуб мнЮмз лейфпхсгЯбт.
bu14d01y
-- 7 7 --
Page 78

9.6.4 ДйбгсбцЮ мЯбт гсбммЮт ухнесгбуЯбт кбипсйумЭнзт брь фп чсЮуфз
МЯб гсбммЮ ухнесгбуЯбт кбипсйумЭнз брь фп чсЮуфз мрпсеЯ нб дйбгсбцеЯ бн
ден еЯнбй енесгЮ, р.ч. бн ден еЯнбй мЭспт мЯбт пмЬдбт дедпмЭнщн ухгкьллзузт з
прпЯб всЯукефбй уфзн фсЭчпхуб мнЮмз лейфпхсгЯбт.
MAKE CUSTOMISED SYNERGIC LINES
ФпрпиефЮуфе фпн
дспмЭб уфз гсбммЮ
DELETE SYNERGIC
WIRE TYPE: Fe
SHIELDING GAS: Ar+20%CO2
WIRE DIMENSION: 1.2 mm
LINE (ДЙБГСБЦЗ
ГСБММЗУ
УХНЕСГБУЙБУ).
STORE NEW LINE FROM
WELD DATA MEMORY 96, 97
DELETE SYNERGIC LINE
QUIT ENTER
З емцЬнйуз фзт пиьнзт иб бллЬоей. Чсзуймпрпйюнфбт фп рлЮкфсп NEXT мрпсеЯфе
нб мефбкйнзиеЯфе бнЬмеуб уфйт кбипсйжьменет брь фп чсЮуфз гсбммЭт
ухнесгбуЯбт р пх Эчпхн брпизкехфеЯ.
MAKE CUSTOMISED SYNERGIC LINES
МефбкйнзиеЯфе уфз
гсбммЮ рпх иЭлефе
нб дйбгсЬшефе кбй
CHOOSE SYNERGIC LINE TO BE DELETED
рйЭуфе фп рлЮкфсп
DELETE.
" PULSE, Ss duplex, Ar, 1.4 mm
NEXT DELETE QUIT
9.7 УейсйбкЮ ерйкпйнщнЯб
БхфЮ з лейфпхсгЯб рсппсЯжефбй гйб меллпнфйкЮ чсЮуз.
bu14d01y
-- 7 8 --
Page 79

9.8 БнбвЬимйуз фпх лпгйумйкпэ
MAIN MENU
AUXILIARY FUNCTIONS
SOFTWARE UPGRADE
ЕцбсмпгЭт
БхфЮ з лейфпхсгЯб мрпсеЯ нб чсзуймпрпйзиеЯ гйб фзн бнбвЬимйуз фпх лпгйумйкпэ
фпх елегкфЮ, фзт рзгЮт сеэмбфпт кбй фзт мпнЬдбт рспюизузт уэсмбфпт брь мЯб
кЬсфб PC.
SOFTWARE UPGRADE
Unit Curr..ver PC--card
SYSTEM VERSI ON
BOOT SOFTWARE
POWER SOURCE
WIRE FEED UNIT
WELD DATA UNIT
1.50A
2.00A
1.31E
QUIT
1.00B
1.12
1.50B
2.00A
1.31F
UPGRADE
NOW
ÔñÝ÷пхуб Экдпуз РесйгсЬцей рпйб Экдпуз фпх рспгсЬммбфпт
÷сзуймпрпйеЯфбй брь бхфЮ фз мпнЬдб.
КЬсфб PC РесйгсЬцей рпйб Экдпуз фпх рспгсЬммбфпт еЯнбй
брпизкехмЭнз уфзн кЬсфб PC бхфЮт фзт мпнЬдбт.
?
ÕðÜñ÷ей мЯб мпнЬдб бллЬ п хрплпгйуфЮт ден
гнщсЯжей рпйб Экдпуз ÷сзуймпрпйеЯ.
-
Äåí õðÜñ÷ей рсьгсбммб гйб бхфЮ фз мпнЬдб уфзн
кЬсфб PC.
Екдпуз ухуфЮмбфпт Хрпдзлюней рпйб пмЬдб рспгсбммЬфщн еЯнбй
брпизкехмЭнз уфзн кЬсфб PC. МЯб пмЬдб
рспгсбммЬфщн мрпсеЯ нб брпфелеЯфбй брь 1-4
рспгсЬммбфб (1 гйб кЬие пмЬдб).
Рсьгсбммб еккЯнзузт Рсьгсбммб рпх елЭг÷ей фзн егкбфЬуфбуз фзт
бнбвЬимйузт.
РзгЮ сеэмбфпт РлбкЭфб кхклюмбфпт гйб фпн Элег÷пфзтрзгЮт
сеэмбфпт ухгкьллзузт.
МпнЬдб рспюизузт
уэсмбфпт
МпнЬдб дедпмЭнщн
РлбкЭфб кхклюмбфпт гйб фпн Элег÷п фзт мпнЬдбт
рспюизузт уэсмбфпт.
РлбкЭфб кхклюмбфпт уфпн елегкфЮ.
ухгкьллзузт
bu14d01y
-- 7 9 --
Page 80

Рщт нб бнбвбимЯуефе:
ЕрйлЭофе фзн(йт) мпнЬдб(ет) рпх рсЭрей нб бнбвбимйуфпэн мефбкйнюнфбт фпн
дспмЭб уфйт бнфЯуфпйчет гсбммЭт кбй узмейюуфе фйт ме ( ) . Пфбн Эчефе
узмейюуей ьлет фйт мпнЬдет рпх рсЭрей нб бнбвбимйуфпэн, рйЭуфе фп рлЮкфсп
“UPGRADE“ кбй ерйвевбйюуфе рйЭжпнфбт фп рлЮкфсп “yes“ гйб нб бсчЯуей з
дйбдйкбуЯб бнбвЬимйузт.
SOFTWARE UPGRADE
МефбкйнЮуфе фпн
Unit Curr.ver PC--card
дспмЭб уфз гсбммЮ
гйб фз мпнЬдб рпх
рськейфбй нб
SYSTEM VERSI ON
BOOT SOFTWARE
1.00B
1.12
бнбвбимйуфеЯ.
POWER SOURCE
WIRE FEED UNIT
WELD DATA UNIT
1.50A
2.00A
1.31E
QUIT
1.50B
2.00A
1.31F
UPGRADE
NOW
S Ерейфб рйЭуфе фп рсюфп рлЮкфсп гйб нб ерйлЭоефе фз мпнЬдб (хрпдзлюнефбй
ме мЯб Эндейоз).
РйЭжпнфбт рЬлй фп рлЮкфсп мрпсеЯфе нб брперйлЭоефе фзн ерйлегмЭнз мпнЬдб
(еобцбнЯжефбй з Эндейоз).
Бн хрЬсчпхн Ьллет мпнЬдет рпх рсЭрей нб бнбвбимйуфпэн, узмейюуфе фйт ме
фпн Ядйп фсьрп.
SOFTWARE UPGRADE
РйЭуфе фп рлЮкфсп
YES гйб нб
бнбвбимЯуефе. З
бнбвЬимйуз мрпсеЯ
нб дйбскЭуей мЭPсй 5
лерфЬ.
Unit Curr.ver PC--card
THE SOFTWARE UPGRADING CAN TAKE UP TO 5
MINUTES AND CANNOT BE INTERRUPTED.
DO YOU STILL WANT TO DO IT?
bu14d01y
NO YES
-- 8 0 --
Page 81

КбфЬ фзн дйЬскейб фзт бнбвЬимйузт иб емцбнйуфеЯ фп бкьлпхип рлбЯуйп
дйбльгпх.
SOFTWARE UPGRADE
DO NOT SWITCH OFF THE EQUIPMENT DURING THIS
PROCESS!!
UPGRADING POWER SOURCE.......
23% Compl.
<>Пфбн плпклзсщиеЯ з бнбвЬимйуз иб емцбнйуфеЯ з рбсбкЬфщ пиьнз.
SOFTWARE UPGRADE
SUCCESSFUL UPGRADE
YOU MAY NOW RESTART THE EQUIPMENT
Пй ерйлегмЭнет мпнЬдет Эчпхн бнбвбимйуфеЯ.
Гйб нб чсзуймпрпйЮуефе фпн еопрлйумь ухгкьллзузт рсЭрей рсюфб нб
ербнеккйнЮуефе фзн рзгЮ сеэмбфпт ухгкьллзузт.
S ГхсЯуфе фпн дйбкьрфз фзт рзгЮт сеэмбфпт ухгкьллзузт уфз иЭуз 0.
S Ерейфб гхсЯуфе фпн дйбкьрфз уфз иЭуз 1.
РСПЕЙДПРПЙЗУЗ!
ЕевбйщиеЯфе ьфй з фспцпдпуЯб уфзн рзгЮ сеэмбфпт ухгкьллзузт ден
дйбкьрфефбй кбфЬ фз дйЬскейб фзт бнбвЬимйузт. Бн ухмвеЯ бхфь уфп
бс÷йкь уфЬдйп фзт бнбвЬимйузт рсЭрей нб кблЭуефе фпхт мз÷бнйкпэт фпх
уЭсвйт фзт ESAB.
bu14d01y
-- 8 1 --
Page 82

10 РБСБСФЗМБ
10.1 Еэспт схимЯуещн кбй вЮмбфб схимЯуещн
MIG/MAG
РбсЬмефспт Еэспт схимЯуещн ВЮмбфб схимЯуещн
Фбчэфзфб рспюизузт уэсмбфпт 1.5--25.0 m/min 0.1 m /min
ÔÜóç 8.0--60.0 V 0.25 V
ЕрбгщгЮ 0--100 % 1%
Сеэмб ме рблмпэт 100--600 A 4A
Чсьнпт рблмпэ 1,7 -- 25,5 ms 0.1 ms
Ухчньфзфб рблмпэ 20 -- 312 Hz 2Hz
Сеэмб хрьвбиспх 12--300 A 4A
Чсьнпт клЯузт 1--9 1
Ka 0--100 % 1%
Ki 0--100 % 1%
Чсьнпт бсчйкЮт спЮт бесЯпх 0.0--25.0 s 0.1 s
Чсьнпт фелйкЮт спЮт бесЯпх 0.0--25.0 s 0.1 s
Чсьнпт мефЬкбхузт 0.00--1.00 s 0.01 s
Чсьнпт иесмЮт еккЯнзузт 0.0--10.0 s 0.1 s
Фбчэфзфб рспюизузт уэсмбфпт,
ИесмЮ еккЯнзуз
Бэозуз фЬузт, ИесмЮ еккЯнзуз 0.0--60.0 V 0.25 V
Чсьнпт гьмщузт 0.0--10.0 s 0.1 s
ФелйкЮ фбчэфзфб рспюизузт
уэсмбфпт, Гьмщуз
ФелйкЮ фЬуз, Гьмщуз 8.0--60.0 V 0.25 V
Рблмьт брпфЯнбозт 10--120 % 1%
Фэрпт схимйуфЮ Бсйимьт фэрпх 1--12 --
Пй рбсЬмефспй ме рлЬгйб гсЬммбфб ден еЯнбй дйбиЭуймет уе кбфЬуфбуз
ухнесгбуЯбт.
З рбсЬмефспт фэрпт схимйуфЮ ден Эчей рсбгмбфйкь еэспт сэимйузт. Уфз
ухгкьллзуз MIG/MAG мрпсеЯфе нб ерйлЭоефе бнЬмеуб брь дюдекб
дйбцпсефйкпэт фэрпхт схимйуфЮ бсйимзмЭнпхт 1-12.
MMA
0.0--20.0 m/min 0.1 m/min
1.5--25.0 m/min 0.1 m/min
РбсЬмефспт
Сеэмб ухгкьллзузт 16--320 A (Aristo 320)
Йучэт фьопх 0--100 % 1%
Пй рбсЬмефспй ме рлЬгйб гсЬммбфб ден еЯнбй дйбиЭуймет уе кбфЬуфбуз
ухнесгбуЯбт.
bu14d01y
Еэспт сэимйузт ВЮмб сэимйузт
1A
16--450 A ( Aristo 450)
-- 8 2 --
1A
Page 83

TIG
РбсЬмефспт Еэспт сэимйузт ВЮмб сэ имйузт
Сеэмб, Сеэмб ме рблмпэт, Сеэмб
хрьвбиспх
4--320 A (Aristo 320)
4--450 A (Aristo 450)
4A
4A
Чсьнпт рблмпэ 0.001--5.000 s 0.001 s
Чсьнпт хрьвбиспх 0.001--5.000 s 0.001 s
Чсьнпт бэозузт 0.0--25.0 s 0.1 s
Чсьнпт меЯщузт 0.0--25.0 s 0.1 s
Чсьнпт бсчйкЮт спЮт бесЯпх 0.0--25.0 s 0.1 s
Чсьнпт фелйкЮт спЮт бесЯпх 0.0--25.0 s 0.1 s
КпрЮ ме злекфсйкь фьоп
РбсЬмефспт
Еэспт сэимйузт ВЮмб сэимйузт
ÔÜóç 8.0--60.0 V 0.25 V
ЕрбгщгЮ 0--100 % 1%
Фэрпт схимйуфЮ Бсйимьт фэрпх 1, 2,5--
Пй рбсЬмефспй ме рлЬгйб гсЬммбфб ден еЯнбй дйбиЭуймет уе кбфЬуфбуз
ухнесгбуЯбт.
З рбсЬмефспт фэрпт схимйуфЮ ден Эчей рсбгмбфйкь еэспт сэимйузт. Уфзн кпрЮ
ме злекфсйкь фьоп мрпсеЯфе нб ерйлЭоефе бнЬмеуб брь фсейт дйбцпсефйкпэт
фэрпхт схимйуфЮ бсйимзмЭнпхт 1, 2 кбй 5.
bu14d01y
-- 8 3 --
Page 84

10.2 ДпмЮ фпх менпэ
КХСЙП МЕНПХ
4
PхимЯуейт
УФБСФ
ДБФБ
МЙG/МБG
МЕМПСШ
ОБСД
50
8
ÓÔÏÐ
ÄÁÔÁ
ÌÉG/ÌÁG
13
УФПСЕ
ОПНЦЙГХС
БФЙПН
МЕБУХСЕД
VБЛХЕУ
41 43
13
ЕСБУЕ
43
И
ЦХНОФЙПНУ
52
МЕМПСШ
ЗБНДЛЙНГ
ÖÁÓÔ
ÌÏÄÅ
БХЧЙЛЙБСШ
ЦХНОФЙПНУ
49
СЕОБЛЛ
ÎÏÐØ
45 46 46
РСПДХОФЙПН
УФБФЙУФЙОУ
ЕССПС
ЛПГ
68 69 70
50
ХУЕС-ДЕЦЙН
ЕД УШНЕСГШ
ДБФБ
74
УЕСЙБЛ
ОПММХНЙ
ОБФЙПН
УПЦФЩБСЕ
ХРГСБДЕ
78 79
Ден
чсзуймпрпйеЯфбй.
ЛБНГХБГЕ
52
bu14d01y
ЛПОК
ЦХНОФЙПН
52 54 57
СЕМПФЕ
ОПНФСПЛУ
MIG/MAG
ДЕЦБХЛФУ
-- 8 4 --
ММБ
ДЕЦБХЛФ
62
ФЙG
ДЕЦБХЛФУ
62
ГЕНЕСБЛ
ДЕЦБХЛФУ
62 66
РпллбрлЭт
мпнЬдет
рспюизузт
уэсмбфпт
Page 85

Page 86

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 726 80 05
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 204
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 248 59 22
Fax: +31 30 248 52 60
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.z.o.o
Warszaw
Tel: +48 22 813 99 63
Fax: +48 22 813 98 81
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 1 837 1527
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcobendas (Madrid)
Tel: +34 91 623 11 00
Fax: +34 91 661 51 83
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 333 43 33
Fax: +55 31 361 31 51
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 44 58
Asia/Pacific
AUSTRALIA
ESAB Australia Pty Ltd
Ermington
Tel: +61 2 9647 1232
Fax: +61 2 9748 1685
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 6539 7124
Fax: +86 21 6543 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. Esabindo Pratama
Jakarta
Tel: +62 21 460 01 88
Fax: +62 21 461 29 29
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 703 36 15
Fax: +60 3 703 35 52
SINGAPORE
ESAB Singapore Pte Ltd
Singapore
Tel: +65 861 43 22
Fax: +65 861 31 95
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 861 74 42
Fax: +65 863 08 39
SOUTH KOREA
ESAB SeAH Corporation
Kyung--Nam
Tel: +82 551 289 81 11
Fax: +82 551 289 88 63
THAILAND
ESAB (Thailand) Ltd
Samutprakarn
Tel: +66 2 393 60 62
Fax: +66 2 748 71 11
UNITED ARAB EMIRATES
ESAB Middle East
Dubai
Tel: +971 4 338 88 29
Fax: +971 4 338 87 29
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel: +7 095 937 98 20
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel: +7 812 325 43 62
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB Welding Equipment AB
SE--695 81 L AXÅ
SWEDEN
Phone +46 584 81 000
Fax +46 584 123 08
www.esab.com
001004
 Loading...
Loading...