


PUA 1
Programmierhandbuch
Aristo 320/450,
Aristo 320W/450W
0456 685075 99.05.20
Valid for program version 2.2 ?A

DEUTSCH
1 EINFÜHRUNG 4.....................................................
1.1 Hauptmenü 4...............................................................
1.2 Funktionsweise des Einstellkastens 4..........................................
1.3 Wahl der Sprache 5.........................................................
1.4 Zeichenfenster 6............................................................
1.5 Tasten 7...................................................................
1.6 Allgemeines zu den Einstellungen 7...........................................
1.7 AUSFÜHR und ABBRUCH 8.................................................
2 MIG/MAG--Schweißen 9..............................................
2.1 Die Bezeichnung Draht 9....................................................
2.2 Synergie 9.................................................................
2.3 Grundeinstellungen 9........................................................
2.4 Schweißdateneinstellungen 12.................................................
2.5 Start-- und Stoppeinstellungen 12...............................................
2.6 Gasspülung, Kaltdrahtvorschub und Zweitakt/Viertakt 13..........................
2.7 MIG/MAG--Konfigurierung 15..................................................
2.8 Einstellungsbeispiel MIG/MAG 15..............................................
3 MMA--Schweißen 24..................................................
3.1 Synergie 24.................................................................
3.2 Grundeinstellungen 24........................................................
3.3 Schweißdaten 25.............................................................
3.4 MMA--Konfiguration 26........................................................
3.5 Einstellungsbeispiel MMA 26...................................................
4 WIG--Schweißen 28...................................................
4.1 Grundeinstellungen 28........................................................
4.2 Schweißdateneinstellungen 29.................................................
4.3 WIG--konfiguration 31.........................................................
4.4 Einstellungsbeispiel WIG 31...................................................
5 KOHLELICHTBOGENABRIEB 36.......................................
5.1 Synergie 36.................................................................
5.2 Grundeinstellungen 36........................................................
5.3 Schweißdaten 36.............................................................
5.4 Einstellungsbeispiel für den Kohlelichtbogenabrieb 37.............................
6 MESSWERTBILD 39..................................................
6.1 Beschreibung des Meßwertbildes 39............................................
6.2 Änderung der eingestellten Werte 40............................................
7 SPEICHERNUTZUNG 41...............................................
7.1 Speichern 41................................................................
7.2 Löschen 43..................................................................
7.3 Aufrufen 44..................................................................
7.4 Kopieren 44.................................................................
7.5 Fernsteuerung 46............................................................
8 SCHNELLEINSTELLUNG 47...........................................
8.1 Beschreibung der Schnelleinstellung 47.........................................
8.2 Konfigurierung der Schnelleinstellungstasten 47..................................
TOCg
-- 2 --

DEUTSCH
9 ZUSATZFUNKTIONEN 48..............................................
9.1 Speicherkartenfunktionen 48...................................................
9.2 Konfiguration 50.............................................................
9.3 Qualitätsfunktionen 63........................................................
9.4 Produktionsstatistik 64........................................................
9.5 Fehlerprotokoll 65............................................................
9.6 Selbstdefinierte Synergielinien für MIG/MAG 69..................................
9.7 Serielle Kommunikation 72....................................................
9.8 Programmaufrüstung 73......................................................
10 ANHANG 76..........................................................
10.1 Einstellungsbereiche und Einstellungsstufen 76..................................
10.2 Menüstruktur 78..............................................................
TOCg
-- 3 --

1 EINFÜHRUNG
ARISTO 2000 ist eine der anwenderfreundlichsten Schweißanlagen des Marktes.
Damit Sie Ihr Schweißgerät möglichst vorteilhaft einsetzen können, empfehlen wir
Ihnen, diese Bedienungsanleitung sorgfältig zu lesen.
Sie werden feststellen, daß es viele Funktionen gibt, die Ihnen die Arbeit erleichtern
und das Arbeitsergebnis verbessern.
Alle Einstellungen erfolgen am Einstellgerät PUA 1.
Sie werden schnell erkennen, daß die Anlage ausgesprochen leicht zu bedienen ist.
Damit Sie schnell die für Sie besonders interessanten Abschnitte in der
Bedienungsanleitung finden, folgt hier eine kleine Übersicht:
Abschnitt 1: Einführung und Grundlagen
Abschnitt 2--5: MIG/MAG, MMA, TIG und Kohlelichtbogenhobeln, Einstellungen
mit direktem Bezug zu diesen Schweißparametern.
Abschnitt 6--8: Meßwerte, Speicherfunktionen und Schnelleinstellungen.
Abschnitt 9--10: Zusatzfunktionen und Anhang.
Siehe auch Menüstruktur auf der letzten Seite dieser Anleitung.
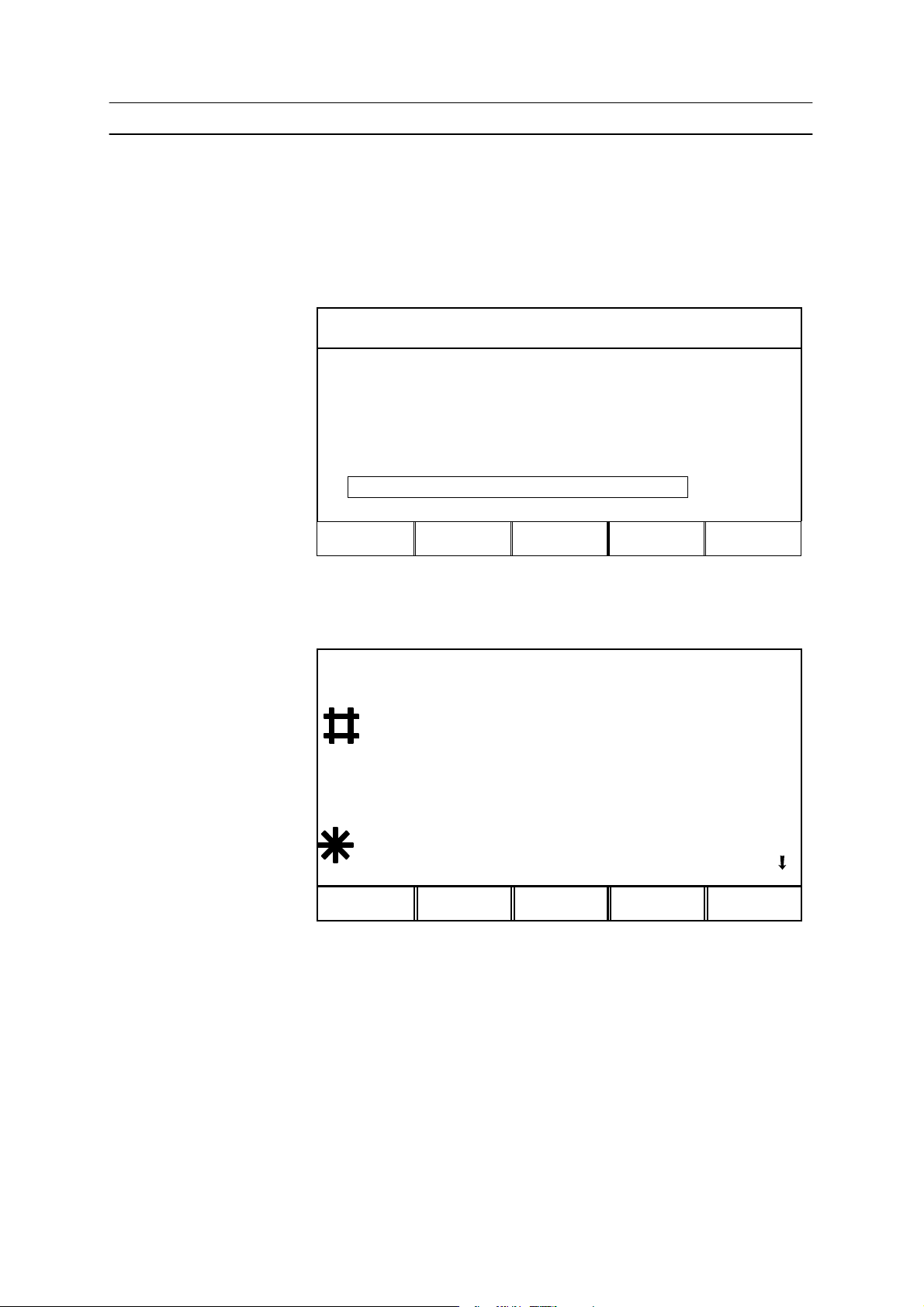
1.1 Hauptmenü
ESAB LUD 450
VERFAHREN: MIG/MAG
VERFAHRENSVARIANTE: KURZ/SPRÜH
ZUSATZWERKSTOFF: Baustahl
SCHUTZGAS: Ar+8%CO2
DRAHTDURCHMESSER: 1.2 mm
ZUSATZFUNKTIONEN
EINST. MESSEN SPEICHER
FAST
MODE
ENTER
1.2 Funktionsweise des Einstellkastens
Der Einstellkasten besteht aus zwei Einheiten, dem Arbeitsspeicher und dem
Schweißdatenspeicher.
AUFRUFEN
Schweißdaten-speicher.
SPEICHERN
Im Arbeitsspeicher wird ein kompletter Satz Schweißdateneinstellungen erstellt, der
dann im Schweißdatenspeicher abgelegt werden kann.
Arbeitsspeicher
Beim Schweißen wird der Prozeß immer vom Arbeitsspeicher gesteuert. Daher ist es
auch möglich, einen Schweißdatensatz vom Schweißdatenspeicher in den
Arbeitsspeicher zu laden.
Der Arbeitsspeicher enthält immer den zuletzt benutzten Schweißdatensatz, ist also
nie leer.
bu11d01g
-- 4 --

1.3 Wahl der Sprache
Das Einstellgerät steht in verschiedenen Sprachversionen mit bis zu vier Sprachen
zur Verfügung, von denen eine immer Englisch ist.
Einstellgerät 456 290--881 Einstellgerät 456 290--882 Einstellgerät 456 290--883
Englisch Englisch Englisch
Deutsch Schwedisch Holländisch
Französisch Finnisch Spanisch
Italienisch Dänisch Portugiesisch
Einstellgerät 456 290--884 Einstellgerät 456 290--885
Englisch Englisch
Ungarisch Spanisch
Polnisch Französisch
Portugiesisch
Die Sprache wird wie folgt gewählt:
Zunächst wird das Hauptmenü durch Betätigung der MENY--Taste aufgerufen.
Cursor mit den
Pfeiltasten in die
Zeile
ZUSATZFUNK-TIONEN bringen
und ENTER
betätigen.
Die Positionsanzeige
in die Zeile
KONFIGURATION
bringen und
AUSFÜHR (ENTER)
betätigen.
ESAB LUD 450
VERFAHREN: MIG/MAG
VERFAHRENSVARIANTE: KURZBOGEN
ZUSATZWERKSTOFF: Fe
SCHUTZGAS: Ar8CO2
DRAHTDURCHMESSER: 1.2 mm
ZUSATZFUNKTIONEN
EINSTELL MESSEN SPEICHER
SPEICHERKARTEN--OPERATIONEN
KONFIGURATION
DOKUMENTATIONSFUNKTION
PRODUKTIONSSTATISTIK
FEHLERAUFZEICHNUNG
SYNERGIEKENNLINIE ERSTELLEN
SERIELLE SCHNITTSTELLE
SOFTWARE UPGRADE
"
FAST
MODE
ZUSATZFUNKTIONEN
ENTER
bu11d01g
ENDE ENTER
-- 5 --

Auf Betätigung von
AUSFÜHR(ENTER)
erscheint eine Liste
mit
Wahlmöglichkeiten.
ZUSATZFUNKTIONEN--KONFIGURATION
SPRACHE: ENGLISH
SICHERHEITFUNKTION: OFF
FEHRNREGLER
MIG/MAG STANDARDWERTE
E--HAND STANDARDWERTE
WIG STANDARDWERTE
GRUNDEINSTELLUNGEN
MEHRFACH DRAHTVORSCHUBGERÄTE
ENDE ENTER
Postitionsanzeige in die Zeile für SPRACHE in der
Liste bringen und AUSFÜHR(ENTER) betätigen.
ENGLISH
DEUTSCH
FRANCAIS
ITALIANO
1.4 Zeichenfenster
ESAB LUD 450
VERFAHREN: MIG/MAG
VERFAHRENSVARIANTE: KURZBOGEN
ZUSATZWERKSTOFF: Baustahl
SCHUTZGAS: CO2
DRAHTDURCHMESSER: 1.2 mm
ZUSATZFUNKTIONEN
FAST
EINST. MESSEN SPEICHER
Positionsanzeige
Die Positionsanzeige wird in diesem Bedienerhandbuch als Rahmen um den
gekennzeichneten Text dargestellt. Die Positionsanzeige des Einstellkastens wird als
schattiertes Feld dargestellt, wobei der gekennzeichnete Text weiß wird.
MODE AUSFÜHR
Textfelder
Ganz unten im Zeichenfenster befinden sich fünf Felder mit Text, aus dem die
jeweilige Funktion der fünf Tasten in der Reihe direkt darunter hervorgeht.
Ruhestellung
Zur Steigerung der Lebensdauer der Hintergrundbeleuchtung wird diese nach drei
Minuten gelöscht, wenn keine Aktitvitäten stattfinden.
bu11d01g
-- 6 --

1.5 Tasten
Mit den Pfeiltasten kann man die Positionsanzeige zu verschiedenen
Zeilen im Zeichenfenster bewegen.
Mit der Menütaste kommt man immer zurück zum Hauptmenü.
Die Plus/Minus--Tasten werden zur Erhöhung (+) oder Verringerung (--)
eines Einstellungswertes benutzt.
Die zwei Plus/Minus--Tasten sind durch das jeweilige Symbol gekennzeichnet. Die
meisten Ziffereinstellungen lassen sich mit einer beliebigen Plus/Minus--Taste
vornehmen aber bestimmte Einstellungen müssen mit der Taste oder
vorgenommen werden. (Die Symbole sind im Zeichenfenster zu sehen).
Die schnelle Betätigung der Taste verursacht eine Steigerung/Verringerung in
kleinen Schritten. Wird die Taste lange gedrückt, erhöhen sich die Einstellungsstufen.
Weiche Tasten
Die fünf Tasten in der Reihe unter dem Zeichendisplay
haben variable Funktionen, die davon abhängen, in welchem
Menü man sich befindet. Die aktuelle Funktion dieser Tasten
geht aus dem Text in der untersten Zeile des Zeichendisplays
hervor (wenn die Funktion aktiv ist, wird dies durch einen
weißen Punkt neben dem Text angezeigt).
KRATER
FULLEN
D
1.6 Allgemeines zu den Einstellungen
Es gibt im Grunde drei Arten von Einstellungen:
S Einstellung von Ziffern
S Einstellung vorgegebener Alternativen
S Einstellung EIN/AUS oder JA/NEIN
1.6.1 Einstellung von Ziffern
Bei der Einstellung von Ziffern wird eine der beiden Plus/Minus--Tasten zur
Steigerung oder Verringerung eines bestimmten Wertes betätigt.
bu11d01g
-- 7 --

1.6.2 Einstellung mit vorgegebenen Alternativen
Bestimmte Einstellungen erfolgen durch Markierung einer Alternative in einer Liste,
die z. B. wie folgt aussehen kann:
MIG/MAG
E--HAND
WIG
FUGENHOBELN
Der Positionsanzeige befindet sich hier in der Zeile für MIG/MAG. Durch Betätigung
der ENTER--Taste in dieser Stellung ist demnach die Alternative MIG/MAG gewählt
worden.
Wenn man sich stattdessen für eine andere Alternative entscheidet, stellt man die
Positionsanzeige mit Hilfe der Pfeiltasten auf die entsprechende Zeile.
Anschließend wird die ENTER--Taste betätigt.
Soll nichts in der Liste verändert werden, verläßt man sie über die ABBRUCH
(ENDE)--Taste .
Bei bestimmten Einstellungen gibt es so viele Alternativen, daß sie nicht alle
gleichzeitig angezeigt werden können. Ein Pfeil in der oberen oder unteren rechten
Ecke zeigt an, daß weitere Möglichkeiten vorhanden sind, die sichtbar werden, wenn
man sich mit den Pfeiltasten nach oben oder unten bewegt.
1.6.3 IEinstellungen EIN/AUS oder JA/NEIN
Für bestimmte Funktionen kann man die Werte EIN und AUS bzw. JA und NEIN
einstellen. Die Synergiefunktion beim MIG/MAG-- und MMA--Schweißen ist ein
Beispiel für eine solche Funktion. Einstellungen EIN/AUS und JA/NEIN können auf
zwei Weisen vorgenommen werden:
Einerseits kann man sich für EIN oder AUS bzw. JA oder NEIN aus einer Liste mit
Alternativen gemäß obiger Beschreibung entscheiden.
Man kann die Auswahl zwischen EIN/AUS oder JA/NEIN auch mit den
Plus/Minus--Tasten treffen.
S +(Plus) = EIN oder JA
S --(Minus) = AUS oder NEIN
1.7 AUSFÜHR und ABBRUCH
Die beiden Zweichen“ Tasten ganz rechts sind für AUSFÜHR (ENTER) und
ABBRUCH (ENDE) reserviert.
S Die Betätigung von AUSFÜHR (ENTER) sorgt für die Ausführung einer
vorgenommenen Auswahl in einem Menü oder einer Liste.
S Bei Betätigung von ABBRUCH (ENDE) erfolgt ein Rücksprung zum vorherigen
Menü oder Bild.
bu11d01g
-- 8 --

2 MIG/MAG--Schweißen
2.1 Die Bezeichnung Draht
Beim MIG/MAG--Schweißen wird eine auf eine Spule aufgewickelte Elektrode
verwendet. In diesem Handbuch wird diese Art von Elektrode durchgehend als Draht
bezeichnet.
2.2 Synergie
Jede Kombination aus Draht, Drahtdurchmesser und Gasgemisch setzt spezielle
Verhältnisse zwischen Drahtvorschubgeschwindigkeit und Spannung
(Lichtbogenlänge) voraus, damit ein stabil funktionierender Lichtbogen entstehen
kann. ARISTO 2000 ist mit mehreren vorprogrammierten „Synergielinienì
ausgestattet.
Wenn Sie sich für die vorprogrammierte Synergielinie entscheiden, die zu Ihrem
Draht, Drahtdurchmesser und Gasgemisch paßt, brauchen Sie danach nur eine zum
jeweiligen Schweißobjekt passende Drahtvorschubgeschwindigkeit einzustellen. Die
Spannung (Lichtbogenlänge) ergibt sich automatisch aufgrund der gewählten
vorprogrammierten Synergielinie, so daß es viel leichter wird, schnell die richtigen
Schweißparameter zu finden.
Beim MIG/MAG--Schweißen besteht die Möglichkeit, die Synergiefunktion der
Schweißstromquelle zu benutzen. Das bedeutet, daß der Anwender folgende Werte
einstellen muß:
S Verfahren
S Drahttyp
S Schutzgas
S Drahtmaß
Auf der Basis dieser Grundeinstellung und des eingestellten Wertes für die
Drahtvorschubgeschwindigkeit stellt ein Mikroprozessor anschließend die
geeigneten Werte für verschiedene schweißtechnische Parameter ein. Diese
Parameter hängen vom gewählten Schweißverfahren ab, Kurzlichtbogen/Sprüh-
lichtbogen oder Pulsation. Siehe auch Abschnitt „Schweißdateneinstellungenì
unter Punkt 2.4.
Man kann mit einer anderen Kombination aus Draht und Schutzgas als den im
Einstellgerät zur Auswahl stehenden schweißen. Dies kann jedoch dazu führen, daß
der Anwender einen oder mehrere Parameter selbst einstellen muß.
2.3 Grundeinstellungen
Die grundlegende Auswahl wird im Hauptmenü des Einstellgerätes vorgenommen.
1. Schweißprozeß = MIG/MAG
2. Schweißverfahren
Beim MIG/MAG--Schweißen kann man sich für eines von zwei Schweißverfahren
entscheiden.
S Kurzbogen--/Sprühbogen
S Kurzpulsation
3. Drahttyp, Schutzgas, Drahtmaß
Aus den nachstehenden Tabellen gehen die Kombinationen aus Drahtart,
Schutzgas und Drahtmaß hervor, die gemäß Synergiefunktion der Stromquelle
möglich sind.
bu11d01g
-- 9 --

KURZBOGEN/SPRÜHBOGEN
Drahttyp Schutzgas Drahtmaß (mm)
Schwach oder nicht legier-
CO
2
ter Draht (Fe)
Ar + 23% CO
Ar + 25% CO
Ar + 20% CO
Ar + 15% CO2+5%O
Ar +16% CO
Ar + 5%O2+5%CO
Ar + 8% CO
Ar + 2% CO
Ar + 2% O
Edelstahldraht (Ss) Ar + 2%O
Ar + 2% CO
Ar + 3%CO2+1%H
Ar + 30%He + 1%O
Ar + 32%He + 3%CO2+1%H20,8 1,0 1,2 1,6
Edelstahl--Duplexdraht
Ar + 2% O
(Ss Duplex)
Ar +30%He +1%O
Magnesiumlegierter Alumi-
Ar 1,0 1,2 1,6
niumdraht (AlMg)
Siliziumlegierter Alumini-
Ar 1,0 1,2 1,6
umdraht (AlSi)
Ar + 50% He 1,0 1,2 1,6
Metallpulvergefüllter Füll-
Ar + 20% CO
draht (Fe)
Ar+ 8% CO
Mit Rutil--Schweißpaste
CO
2
gefüllter Fülldraht (Fe)
Ar + 20% CO
Mit basischer Schweißpa-
CO
2
ste gefüllter Fülldraht (Fe)
Ar + 20% CO
Mit nichtrostender
Schweißpaste gefüllter
Fülldraht (Ss)
Mit Duplex--Rutil--
Ar + 20% CO
Ar+ 8% CO
SELBSTSCHÜTZEND
Ar + 20% CO
Schweißpaste gefüllter
Fülldraht Ss
Fülldraht, mit Metallpulver
gefüllt, nichtrostend
Ar + 2% O
Ar +2% CO
Ar +8% CO
Ar + 20% CO
0,8 1,0 1,2 1,6
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
1,0
1,0
1,0 1,2 1,4 1,6
1,0 1,2 1,4 1,6
1,2 1,4 1,6
2
1,2 1,4 1,6
1,0 1,2 1,4 1,6
2
2
2
1,0 1,2 1,4 1,6
1,2
1,2
1,6 2,4
2
2
2
2
2
1,2
1,2
1,2
1,2
1,2
bu11d01g
-- 1 0 --

PULSSCHWEISSEN
Drahttyp Schutzgas Drahtmaß (mm)
Schwach oder nicht legier-
Ar + CO
2
0,8 1,0 1,2 1,6
ter Draht (Fe)
Ar + 20% CO
Ar + 23% CO
Ar +16% CO
Ar + 5%O2+5%CO
Ar + 8% CO
Ar + 2% CO
Ar + 2% O
Edelstahtdraht (Ss) Ar + 2%O
Ar + 2% CO
Ar + 30%He + 1%O
Ar +3% CO2+1%H
2
2
2
2
2
2
2
2
2
2
2
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
Ar + 32%He + 3%CO2+1%H20,8 1,0 1,2 1,6
Edelstahl--Duplexdraht
Ar + 30%He +1%O
2
1,0
(Ss Duplex)
Magnesiumlegierter Alumi-
Ar + 2% O
2
Ar 0,8 1,0 1,2 1,6
1,0
niumdraht (AlMg)
Siliziumlegierter Alumini-
Ar 1,0 1,2 1,6
umdraht (AlSi)
Ar + 50% He 1,0 1,2 1,6
Mit Metallpulver gefüllter
Ar + 20% CO
2
1,0 1,2 1,4 1,6
Fülldraht (Fe)
Mit Metallpulver gefüllter
Edelstahlfülldraht (Ss)
Ar + 8% CO
Ar + 2% O
Ar +2% CO
Ar +8% CO
2
2
2
2
1,2 1,2 1,4 1,6
1,2
1,2
1,2
Nickellegierter Draht Ar 1,2 1,0
(Nickelbasis) Ar + 50% He 1,2 1,0
bu11d01g
-- 1 1 --

2.4 Schweißdateneinstellungen
Nachstehend folgt eine Übersicht über die Schweißparameter, die den
Schweißverlauf bei beiden MIG/MAG--Verfahren beeinflußen.
Mit der Schweißstromquelle in Synergiestellung braucht lediglich die
Drahtvorschubgeschwindigkeit eingestellt zu werden.
Der Parametern Spannung steht auch für eventuelle Änderungen zur Verfügung.
Bei der Einstellung der Drahtvorschubgeschwindigkeit sorgt die Synergiefunktion
dafür, daß bestimmte andere Parameter automatisch auf neue Werte eingestellt
werden. Kursiv dargestellte Parameter sind sogenannte Konstante, die von einer
Änderung der Drahtvorschubgeschwindigkeit nicht beeinträchtigt werden.
Verfahren KURZBOGEN/SPRÜHBO-
Verfahren PULSSCHWEISSEN
GEN
S Drahtvorschubgeschwindigkeit S Drahtvorschubgeschwindigkeit
S Spannung S Spannung
S Induktanz S Pulsstrom
S Regulatortyp S Pulszeit
S Pulsfrequenz
S Hintergrundstrom
S Ka
S Ki
Eine Tabelle mit den Einstellbereichen der Parameter befindet sich im “ANHANG”
unter Punkt 10.
2.5 Start-- und Stoppeinstellungen
Folgende Einstellungen beeinflussen den Start-- und Stoppablauf beim
MIG/MAG--Schweißen.
Unter der jeweiligen Überschrift sind alle Einstellungen aufgeführt, die einen Einfluß
auf den Startverlauf und den Abschluß der Schweißarbeiten haben.
Starteinstellungen Stoppeinstellungen
S Gasvorströmung S Gasnachströmung
S Kriechstart
S Warmstart
S Warmstartzeit
S Steigerung der Drahtvors-
chubgeschwindigkeit (2
m/Min, sofern nicht anders
angegeben)
S Spannungssteigerung (nur
außerhalb der Synergiestellung)
Es gibt drei verschiedene Funktionen, die beim Start und Stopp des Schweißvorgangs bestimmte Anforderungen erfüllen. Die Auswahl dieser Funktionen und
ergänzende Einstellungen werden im Startdatenmenü bzw. im Stoppdatenmenü
vorgenommen.
S Nachbrennzeit
S Abriebimpuls (nur bei KURZBOGEN/
SPRÜHBOGEN außerhalb der
Synergiestellung)
S Kraterfüllung
S Kraterfüllzeit
S Endgültige Drahtvorschubgeschwin-
digkeit
S Endgültige Spannung (nur außerhalb
der Synergiestellung)
bu11d01g
-- 1 2 --

Warmstart
Die Warmstart--Funktion kommt zum Einsatz, wenn man beim Start einen heißeren
Lichtbogen haben möchte, um Schweißfehler am Anfang der Schweißfuge zu
vermeiden.
Kraterfüllung
Die Kraterfüllfunktion sorgt dafür, daß es leichter ist, Poren und Kraterbildung im
Grundwerkstoff am Ende des Schweißvorganges zu vermeiden.
Kriechstart
Die Kriechstartfunktion sorgt für eine geringe Anlaufgeschwindigkeit und eignet sich
zur Sicherstellung des bestmöglichen Starts. Die Kriechstartgeschwindigkeit beträgt
50% der eingestellten Drahtvorschubgeschwindigkeit. Die Funktion ist bei Lieferung
aktiviert.
HINWEIS! Die Aktivierung/Deaktivierung der Funktionen Warmstart, Kriechstart und
Kraterfüllung kann mit den “weichen“ Tasten vorgenommen werden, siehe Abschnitt
“MIG/MAG--Konfigurierung“ unter Punkt 9.2.4.2.
In den Menüs Startdaten und Stoppdaten werden auch die Werte für folgende
Parameter eingestellt.
Gasvor-- un d Gasnachströmung
Die Parameter Gasvor-- und Gasnachströmung geben vor, wie lange das Schutzgas
vor und nach dem Schweißvorgang strömen soll.
Nachbrennzeit
Mit der Nachbrennzeit wird der Kontakdüsenabstand nach Abschluß der
Schweißarbeiten eingestellt.
2.6 Gasspülung, Kaltdrahtvorschub und Zweitakt/Viertakt
Die folgenden drei Funktionen können genau wie Warmstart etc. auf die weichen
Taste verlegt werden, siehe Beschreibung im Abschnitt “MIG/MAG--Konfigurierung“
unter Punkt 9.2.4.2.
Gasströmung
Die Gasströmungsfunktion dient zur Füllung der Gasschläuche mit Schutzgas oder
zur Messung des Gasstroms. Bei eingedrückter Taste fließt das Gas, bei
freigegebener Taste wird die Zufuhr unterbrochen.
Kaltdrahtvorschub
Diese Funktion kommt zum Einsatz, wenn der Draht beim Laden einer neuen
Drahtspule manuell vorgeschoben werden soll. Bei Betätigung der Taste wird der
Draht solange vorgeschoben, bis die Taste wieder freigegeben wird.
Zweitakt oder Viertakt
Beim MIG/MAG--Schweißen kann der Abzug auf zwei Weisen funktionieren: im
2--Takt-- oder im 4--Takt--Betrieb. Die Umschaltfunktion von 2--Takt-- auf
4--Takt--Betrieb kann auf eine der variablen Tasten gelegt werden.
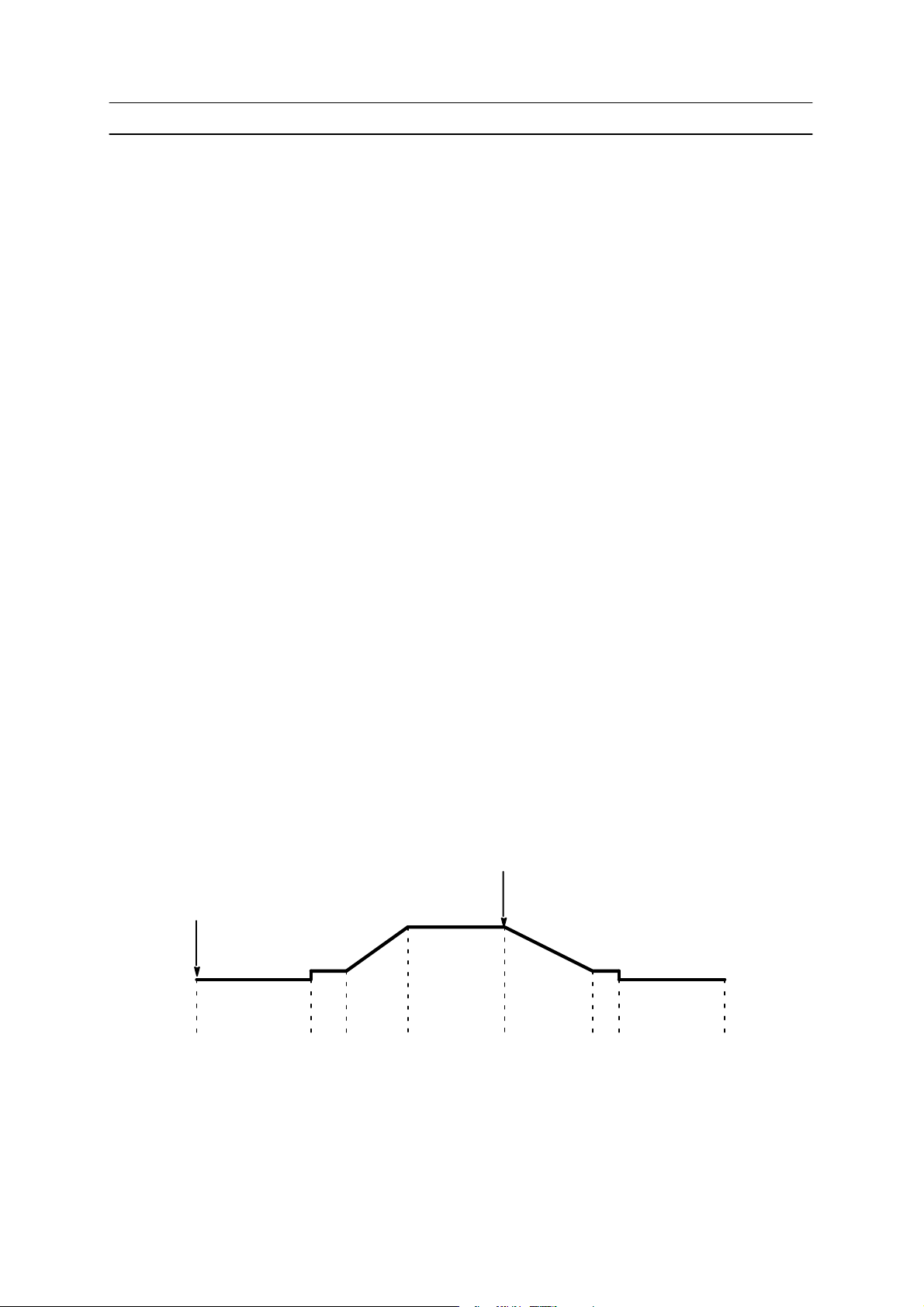
Der Unterschied zwischen 2--Takt-- und 4--Takt--Betrieb geht zusammen mit anderen
Funktionen des Start-- und Stoppablaufs aus der nachstehenden Abbildung hervor.
bu11d01g
-- 1 3 --

Zweitakt
2
Kraterfüllungsdaten
1
Gasvorströmung
Warm
Start
Schweißen
Krater
füllung
Gasnachströmung
Im Zweitaktbetrieb wird eine eventuelle Gasvorströmung gestartet, wenn der Abzug
(1) betätigt wird. Anschließend steigen die Schweißdaten auf die eingestellten Werte
oder eventuell eingestellten Warmstartwerte an.
Wenn der Brennerkontakt freigegeben wird (2), fängt die eventuell gewählte
Kraterfüllung an. Anschließend gehen die Werte der Schweißdaten wieder auf Null
zurück, und eine eventuelle Gasnachströmung schließt den Schweißvorgang ab.
HINWEIS! Wenn der Brennerkontakt während der Kraterfüllung wieder betätigt wird,
kann man das Schweißen über einen beliebigen Zeitraum mit den Enddaten der
Kraterfüllung verlängern (gestrichelte Linie).
Die Kraterfüllung kann auch abgebrochen werden, indem der Brennerkontakt
während der Kraterfüllung schnell eingedrückt und wieder freigegeben wird.
Viertakt
2
3
4
1
Gasvorströmung
Warm
Start
Schweißen
Krater
füllung
Gasnachströmung
Kraterfüllungsdaten
Im Viertaktbetrieb wird die Gasvorströmung gestartet, wenn der Abzug (1) betätigt
wird. Wird er freigegeben (2), steigen die Schweißdaten auf die eingestellten Werte
an. Wird der Abzug erneut eingedrückt (3), wird eine eventuelle Kraterfüllung
eingeleitet. Anschließend sinken die Werte der Schweißdaten auf Stoppdaten ab.
Eine eventuelle Gasnachströmung startet, wenn der Abzug freigegeben wird (4).
HINWEIS! Die Kraterfüllung hört auf, wenn der Brennerkontakt freigegeben wird (4).
Wird der Kontakt stattdessen eingedrückt gehalten, wird der Schweißvorgang mit
den Enddaten der Kraterfüllung fortgesetzt (gestrichelte Linie).
bu11d01g
-- 1 4 --

2.7 MIG/MAG--Konfigurierung
Siehe unter Punkt 9.2.4.
2.8 Einstellungsbeispiel MIG/MAG
Nachstehend folgt ein Einstellungsbeispiel für das MIG/MAG--Schweißen mit
Kurz--/Sprühlichtbogen. Die Einstellung für das Pulsverfahren erfolgt in ähnlicher
Weise. Das Beispiel geht davon aus, daß die Schweißstromquelle sich in
Synergiestellung befindet.
2.8.1 Grundeinstellungen
Im Hauptmenü können die Einstellungen vorgenommen werden, die mit der Auswahl
des Verfahrens und des Materials zu tun haben.
Zunächst wird das Hauptmenü durch Betätigung der MENY--Taste aufgerufen.
Hier werden die folgenden fünf Einstellungen vorgenommen:
S VERFAHREN = MIG/MAG
S VERFAHRENSVARIANTE = KURZ--/SPRÜHLICHTBOGEN
S ZUSATZWERKSTOFF = Fe
S SCHUTZGAS = Ar+8%CO2
S DRAHTDURCHMESSER = 1,2 mm
Prozeß
Die erste Einstellung
bezieht sich auf den
Schweißprozeß.
Pfeiltasten so
bewegen, daß
VERFAHREN
gekennzeichnet wird.
Auf Betätigung von
AUSFÜHR (ENTER)
erscheint eine Liste
mit
Wahlmöglichkeiten.
VERFAHREN: MIG/MAG
VERFAHRENSVARIANTE: IMPULSLICHTB.
ZUSATZWERKSTOFF: AlSi
SCHUTZGAS: Ar
DRAHTDURCHMESSER: 1.0 mm
ZUSATZFUNKTIONEN
EINST. MESSEN SPEICHER
ESAB LUD 450
FAST
MODE
ENTER
Postitionsanzeige in die Zeile für MIG/MAG in der
Liste bringen und AUSFÜHR (ENTER) betätigen.
Somit wurde der Verfahren auf MIG/MAG eingestellt.
-- 1 5 --
bu11d01g
MIG/MAG
E--HAND
WIG
FUGENHOBELN

V erfahren
Pfeiltasten so
bewegen, daß
VERF.VARIANTE
gekennzeichnet wird.
Auf Betätigung von
AUSFÜHR (ENTER)
erscheint eine Liste
mit Wahlmöglichk.
ESAB LUD 450
VERFAHREN: MIG/MAG
VERFAHRENSVARIANTE: IMPULSLICHTB.
ZUSATZWERKSTOFF : AlSi
SCHUTZGAS: Ar
DRAHTDURCHMESSER: 1.0 mm
ZUSATZFUNKTIONEN
FAST
EINST. MESSEN SPEICHER
MODE ENTER
Positionsanzeige in die Zeile für KURZ--/SPRÜHLICHT
BOGEN in der Liste stellen und AUSFÜHR (ENTER)
betätigen. Somit wurde das Verfahren auf
KURZ--/SPRÜHLICHTBOGEN eingestellt.
Drahtart
ESAB LUD 450
Pfeiltasten so
bewegen, daß
ZUSATZW.STOFF
gekennzeichnet wird.
Auf Betätigung von
AUSFÜHR (ENTER)
erscheint eine Liste
VERFAHREN: MIG/MAG
VERFAHRENSVARIANTE: KURZ/SPRÜH
ZUSATZWERKSTOFF: AlSi
SCHUTZGAS: Ar
DRAHTDURCHMESSER: 1.0 mm
ZUSATZFUNKTIONEN
mit Wahlmöglichk.
EINST. MESSEN SPEICHER
Bei diesem Listenbeispiel gibt es so viele Alternativen,
daß sie nicht gleichzeitig angezeigt werden können.
Der Pfeil in der unteren rechten Ecke zeigt an, daß es
weitere Möglichkeiten gibt, die sichtbar werden, wenn
man sich in der Liste nach unten bewegt.
KURZ/SPRÜH
IMPULS
FAST
MODE
Baustahl
Hochlegiert
Duplex
Al mg
Al si
Metallpulver FD
Rutiler FD
ENTER
Positionsanzeige in die Zeile mit Baustahl bringen
und AUSFÛHR (ENTER) betätigen. Somit wurde die
Zusatzverkstoff auf Baustahl eingestellt.
bu11d01g
-- 1 6 --

Schutzgas
Pfeiltasten so
bewegen, daß
SCHUTZGAS
gekennzeichnet wird.
Auf Betätigung von
AUSFÜHR erscheint
eine Liste mit
Wahlmöglichkeiten
ESAB LUD 450
VERFAHREN: MIG/MAG
VERFAHRENSVARIANTE: KURZ/SPRÜH
ZUSATZWERSTOFF: Baustahl
SCHUTZGAS: Ar
DRAHTDURCHMESSER: 1.0 mm
ZUSATZFUNKTIONEN
EINST. MESSEN SPEICHER
Positionsanzeige in die Zeile für Ar+8%CO2
bringen und AUSFÜHR (ENTER) betätigen. Somit
wurde die Einstellung SCHUTZGAS = Ar+8%CO2
vorgenommen.
Drahtmaße
ESAB LUD 450
Pfeiltasten so
bewegen, daß
DRAHTDURCH-MESSER
gekennzeichnet wird.
Auf Betätigung von
AUSFÜHR (ENTER)
erscheint eine Liste mit
Wahlmöglichkeiten.
VERFAHREN: MIG/MAG
VERFAHRENSVARIANTE KURZ/SPRÜH
ZUSATZWERKSTOFF: Baustahl
SCHUTZGAS: Ar+8%CO2
DRAHTDURCHMESSER: 1.0 mm
ZUSATZFUNKTIONEN
EINST. MESSEN SPEICHER
FAST
MODE
CO2
Ar+20 % CO2
Ar+2 % O2
Ar+5 % O2+5 % CO2
Ar+8 % CO2
Ar+25 % CO2
Ar+15%CO2+5%O2
FAST
MODE ENTER
ENTER
Positionsanzeige in die Zeile für 1,2 mm bringen
und AUSFÜHR (ENTER) betätigen. Somit wurde das
Drahtmaß auf 1,2 mm eingestellt.
-- 1 7 --
bu11d01g
0.8 mm
1.0 mm
1.2 mm
1.6 mm

Die nächste Zeile im Hauptmenü heißt ZUSATZFUNKTIONEN. Zu diesen
Funktionen steht mehr im Kapitel “ZUSATZFUNKTIONEN“ Siehe unter Punkt 9.
ESAB LUD 450
VERFAHREN: MIG/MAG
VERFAHRENSVARIANTE: KURZ/SPRÜH
ZUSATZWERKSTOFF Baustahl
SCHUTZGAS: Ar+8%CO2
DRAHTDURCHMESSER: 1.2 mm
ZUSATZFUNKTIONEN
"
EINST. MESSEN SPEICHER
FAST
MODE
ENTER
2.8.2 Schweißdateneinstellungen
Im Einstellungsmenü können die Werte für verschiedene Schweißparameter wie
Spannung und Drahtvorschubgeschwindigkeit eingestellt werden. Bei Aktivierung
der Synergiefunktion übernimmt ein Mikroprozessor mehrere dieser Einstellungen.
Zunächst wird das Hauptmenü durch Betätigung der MENÜ--Taste aufgerufen.
Einstellmenü durch Betätigung der EINSTELL--Taste aufrufen. Jetzt werden folgende
Einstellungen vorgenommen:
S DRAHTVORSCHUB. = 10.0 m/min
Drahtvorschub
SCHWEISSDATENEINSTELLUNG
Cursor in die Zeile
DRAHTVORSCH.
stellen. Einstellung
von 10.0 m/Min
durch
Schritteinstellung
mit:
SPANNUNG: # 29.0 (+0.0) V
DRAHTVORSCHUB.:
DROSSEL: 85 %
SYNERGIEMODUS EIN
STARTWERTE .
STOPWERTE . .
10.0 m/min
*
KRA TER
FÜLLEN
HOT
START
4-TAKT
ENDE
Im Einstellungsmenü kann man jetzt auch die Werte sehen, die der Mikroprozessor
für Spannung und Induktanz eingestellt hat.
Der Parametern Spannung steht auch für eventuelle Änderungen zur Verfügung.
bu11d01g
-- 1 8 --

2.8.3 Startdateneinstellungen
Im Startdatenmenü kann man Einstellungen vornehmen, die den Startablauf beim
MIG/MAG--Schweißen beeinflußen. Hier wird folgendes eingestellt:
S GASVORSTRÖMUNG = 0,8 s
S KRIECHSTART = JA
S WARMSTART = JA
S WARMSTART--Zeit = 1,0 s
S WARMSTART--Drahtvorschub = +2,5 m/min
Zunächst wird das Hauptmenü durch Betätigung der MENÜ--Taste aufgerufen.
Einstellmenü durch Betätigung der Einstelltaste aufrufen.
SCHWEISSDATENEINSTELLUNGEN
Die
Positionsanzeige in
die Zeile
STARTWERTE
bringen und
AUSFÜHR
betätigen.
SPANNUNG: # 29.0 (+0.0) V
DRAHTGESCHW.:
DROSSEL: 85 %
SYNERGIEMODUS EIN
STARTWERTE .
STOPWERTE . .
10.0 m/min
*
KRA TER
FÜLLEN
HOT
START
4-TAKT
ENDE AUSFÜHR
Gasvorströmungszeit
Hier wird die Zeit angegeben, in der das Schutzgas vor dem Beginn des Schweißens
strömen soll.
STARTWERTE, SYNERGIEMODUS
Die
Positionsanzeige in
die Zeile für
GASVORSTRÖM--
GASVORSTRÖMUNG: 0.8 s
KRIECHSTART: JA
HOTSTART: NEIN
UNG bringen und
0,8 s mit einer der
Plus/Minus--Tasten
einstellen.
KRA TER
FÜLLEN
HOT
START
4-TAKT
ENDE
bu11d01g
-- 1 9 --

Kriechstart
Hier wird lediglich angegeben, ob die Kriechstart--Funktion benutzt werden soll oder
nicht, d. h. JA oder NEIN. Drahtvorschubgeschwindigkeit und Kriechstartzeit sind
voreingestellt und können nicht geändert werden.
STARTWERTE, SYNERGIMODUS
Die
Positionsanzeige in
die Zeile
KRIECHSTART
GASVORSTRÖMUNG: 0.8 s
KRIECHSTART: JA
HOTSTART: NEIN
bringen und JA mit
einer der Plus/
Minus--Tasten
einstellen
KRA TER
FÜLLEN
HOT D
START
4-TAKT
ENDE ENTER
Warmstart
Zunächst wird angegeben, ob die Warmstartfunktion gewünscht wird oder nicht. Soll
die Warmstartfunktion benutzt werden, wird anschließend die Warmstart--Zeit und
eine eventuelle Steigerung der Drahtvorschubgeschwindigkeit eingegeben.
STARTWERTE, SYNERGIMODUS
Die
Positionsanzeige in
die Zeile HOT
START bringen
und JA mit einer
der Plus/Minus--
GASVORSTRÖMUNG: 0.8 s
KRIECHSTART: JA
HOTSTART: NEIN
HOTSTART--ZEIT: 10 s
DRAHTVORSCHUB.: 2.0 m/min
Tasten einstellen.
KRA TER
FÜLLEN
HOT D
START
4-TAKT
ENDE ENTER
Die
Positionsanzeige in
die Zeile HOT
START ZEIT
bringen und 1,0 s
mit einer der
Plus/Minus-Tasten einstellen.
bu11d01g
STARTWERTE, SYNERGIMODUS
GASVORSTRÖMUNG: 0.8 s
KRIECHSTART: JA
HOTSTART: JA
HOTSTART--ZEIT: 1.0 s
DRAHTVORSCHUB: 2.0 m/min
KRA TER
FÜLLEN
HOT D
START
-- 2 0 --
4-TAKT
ENDE

Die
Positionsanzeige in
die Zeile
DRAHTVORSCHUB.
bringen und 2,5
m/Min einstellen.
STARTWERTE, SYNERGIMODUS
GASVORSTRÖMUNG: 0.8 s
KRIECHSTART: JA
HOTSTART: JA
HOTSTART--ZEIT: 1.0 s
DRAHTVORSCHUB: 2.5 m/min
KRA TER
FÜLLEN
HOT D
START
4-TAKT
ENDE
Damit sind alle Startdateneinstellungen vorgenommen.
Rückkehr zum Einstellungsmenü durch Betätigung von ENDE.
2.8.4 Stoppdateneinstellungen
Im Stoppdatenmenü werden die Einstellungen vorgenommen, die den Stoppverlauf
beim MIG/MAG--Schweißen beeinflußen.
Folgende Stoppdaten sind einzustellen:
S KRATERFÜLLUNG = JA
S KRATERFÜLLZEIT = 1,5 s
S ENDGÜLTIGE DRAHTVORSCHUBGESCHWINDIGKEIT = 3,0 m/min
S NACHBRENNZEIT = 0,11 s
S GASNACHSTRÖMUNG = 2,0 s
SCHWEISSDATENEINSTELLUNGEN
Die
Positionsanzeige in
die Zeile STOPP-WERTE bringen
und AUSFÜHR
(ENTER)
betätigen.
SPANNUNG: # 29.0 (+0.0) V
DRAHTGESCHW.:
DROSSEL: 85 %
SYNERGIEMODUS EIN
STARTWERTE .
STOPPWERTE .
KRA TER
FÜLLEN
HOT D
START
4-TAKT
10.0 m/min
*
ENDE ENTER
bu11d01g
-- 2 1 --

Kraterfüllung
Hier wird zunächst angegeben, ob die Kraterfüllfunktion benutzt werden soll oder
nicht, d. h. JA oder NEIN. Soll mit Kraterfüllung gearbeitet werden, sind danach auch
Kraterfüllzeit und Drahtvorschubgeschwindigkeit anzugeben.
STOPWERTE, SYNERGIEMODUS
Cursor in die Zeile
KRATERFÜLLUNG
bringen und ENTER
zum Aufrufen der Liste
mit
Auswahlmöglichkeiten
betätigen. JA
einstellen.
KRATERFÜLLEN JA
ZEIT: 1.5 s
ENDWERT DRAHTGESCHW.: 3,0 m/min
DRAHTRÜCKBRANDZEIT: 0.12 s
GASNACHSTRÖMUNG: 0.5 s
KRA TER D
FÜLLEN
HOT D
START
4-TAKT
ENDE ENTER
Kraterfüllzeit
STOPWERTE, SYNERGIEMODUS
Die Positionsanzeige in
die Zeile ZEIT
Ebringen und1,5 s mit
einer der Plus/Minus-Tasten einstellen.
KRATERFÜLLEN JA
ZEIT:1.5s
ENDWERT DRAHTGESCHW.: 3.0 m/min
DRAHTRÜCKBRANDZEIT: 0.12 s
GASNACHSTRÖMUNG: 0.5 s
KRA TER D
FÜLLEN
HOT D
START
4-TAKT
ENDE
Endgültige Drahtvorschubgeschwindigkeit
Hier wird die Drahtvorschubgeschwindigkeit angegeben, die am Ende der
Kraterfüllung gelten soll.
Die Positionsanzeige in
die Zeile ENDWERT
DRAHTGESCHW.
bringen und 3,0 m/Min
mit einer der
Plus/Minus-Tasten einstellen.
bu11d01g
STOPWERTE, SYNERGIEMODUS
KRATERFÜLLEN JA
ZEIT: 3.0 s
ENDWERT DRAHTGESCHW..: 3.0 m/min
DRAHTRÜCKBRANDZEIT: 0.12 s
GASNACHSTRÖMUNG: 0.5 s
KRA TER D
FÜLLEN
HOT D
START
-- 2 2 --
4-TAKT
ENDE

Nachbrennzeit
Die Positions-- anzeige
in die Zeile für
DRAHTRÜCK-BRANDZEIT bringen
und 0,11 s mit einer der
Plus/minus --Tasten
einstellen.
STOPWERTE, SYNERGIEMODUS
KRATERFÜLLEN JA
ZEIT: 3.0 s
ENDWERT DRAHTGESCHW.: 4.0 m/min
DRAHTRÜCKBRANDZEIT: 0.11 s
GASNACHSTRÖMUNG: 0.5 s
KRA TER D
FÜLLEN
HOT D
START
4-TAKT
ENDE
Gasnachströmung
Hier wird die Zeit eingegeben, in der das Schutzgas nach dem Abschluß des
Schweißens strömen soll.
STOPWERTE, SYNERGIEMODUS
Die Positionsan
zeige in die Zeile
GASNACHSTRÖMUN
G bringen und 2,0 s mit
einer der Plus/Minus-Tasten einstellen.
KRATERFÜLLEN JA
ZEIT: 1.5 s
ENDWERT DRAHTGESCHW.: 3.0 m/min
DRAHTRÜCKBRANDZEIT: 0.11 s
GASNACHSTRÖMUNG: 2.0 s
KRA TER D
FÜLLEN
HOT D
START
4-TAKT
ENDE
Damit sind alle Stoppdateneinstellungen vorgenommen, und ein kompletter
Schweißdatensatz für das MIG/MAG--Schweißen ist fertiggestellt.
bu11d01g
-- 2 3 --

3 MMA--Schweißen
3.1 Synergie
Die Stromquelle verfügt über eine Synergiefunktion für MMA--Schweißen
(Stabelektrode).
Dies bedeutet, daß die Stromquelle die Schweißeigenschaften automatisch für den
jeweils gewählten Elektrodentyp und --durchmesser optimiert.
3.2 Grundeinstellungen
Die Grundeinstellungen für das MMA--Schweißen werden im Hauptmenü des
Einstellkastens vorgenommen.
1. Schweißprozeß = MMA
2. Elektrodentyp
Drei verschiedene Elektrodentypen stehen zur Auswahl, wenn die
Synergiefunktion genutzt werden soll.
S Basisch
S Rutil
S Zellulose
3. Elektrodendurchmesser
Aus der nachstehenden Tabelle gehen die Elektrodendurchmesser hervor, die
gemäß Synergie der Schweißstromquelle zur Auswahl stehen.
Elektrodentyp Elektrodendurchmesser (mm)
Basisch 1,6 2,0 2,5 3,25 4,0 5,0 6,0
Rutil 1,6 2,0 2,5 3,25 4,0 5,0 6,0
Zellulose 2,5 3,25
bu11d01g
-- 2 4 --

3.3 Schweißdaten
Wenn man sich an die Synergie der Stromquelle hält, braucht lediglich der
Schweißstrom eingestellt zu werden.
Der Schweißstrom kann mit den Tasten +/-- auch während des laufenden
Schweißvorgangs eingestellt werden. Bei einer Nachstellung des Schweißstroms
wird die Lichtbogenstärke automatisch geregelt, wenn die Stromquelle sich in
Synergiestellung befindet.
Im Einstellungsmenü kann man sehen, welcher Wert für den Parameter
Schweißstrom eingestellt ist.
ESAB LUD 450
EINSTELLMENÜ
durch Betätigung
der
EINSTELL--Taste
aufrufen.
VERFAHREN: E--HAND
ELEKTRODENTYP: RUTIL
ELEKTRODENDURCHMESSER: 2.5 mm
ZUSATZFUNKTIONEN
"
Mit der eingestellten
Kombination von
Elektrodentyp und
Elektrodendurch-messer hat die
Schweißstromquelle
den Schweißstrom
auf 80 A eingestellt.
EINST. MESSEN SPEICHER
SCHWEISSDATENEINSTELLUNGEN
STROM: 80 A
SYNERGIEMODUS: EIN
FAST
MODE
ENDE
ENTER
bu11d01g
-- 2 5 --
3.4 MMA--Konfiguration
Siehe unter Punkt 9.2.6.
3.5 Einstellungsbeispiel MMA
Nachstehend folgt ein Beispiel für Einstellungen beim MMA--Schweißen
3.5.1 Grundeinstellungen
Im Hauptmenü werden die Einstellungen vorgenommen, die mit der Wahl der
Elektrode zu tun haben.
Zunächst wird das Hauptmenü aufgerufen, sofern dies nicht bereits durch
Betätigung der MENU--Taste geschehen ist.
Die folgenden drei Einstellungen sollen vorgenommen werden:
S VERFAHREN = E--HAND
S ELEKTRODENTYP= RUTIL
S ELEKTRODENDURCHMESSER = 2,5 mm
Prozeß
ESAB LUD 450
Mit den Pfeiltasten
zur Zeile
VERFAHREN
gehen und
Auswahlliste mit
VERFAHREN: E--HAND
ELEKTRODENTYP: BASISCH
ELEKTRODENDURCHMESSER: 6 mm
ZUSATZFUNKTIONEN
AUSFÜHR
(ENTER) aufrufen.
EINST. MESSEN SPEICHER
Positionsanzeige in die Zeile MMA bringen und
AUSFÜHR(ENTER) betätigen.
Somit ist die Einstellung PROCESS = MMA erfolgt.
Elektrodentyp
ESAB LUD 450
Mit den Pfeiltasten
zur Zeile
ELEKTRODENTYP
gehen und
Auswahlliste mit
VERFAHREN: E--HAND
ELEKTRODENTYP: BASISCH
ELEKTRODENDURCHMESSER: 6 mm
ZUSATZFUNKTIONEN
AUSFÜHR
(ENTER) aufrufen.
FAST
MODE
MIG/MAG
E--HAND
WIG
FUGENHOBELN
ENTER
bu11d01g
EINST. MESSEN SPEICHER
-- 2 6 --
FAST
MODE
ENTER

Positionsanzeige in die Zeile RUTIL bringen und
AUSFÜHR (ENTER) betätigen.
Somit ist die Einstellung ELEKTRODENTYP =
RUTIL abgeschlossen.
Elektrodendurchmesser
Mit den Pfeiltasten zur
Zeile ELEKTRODEN
DURCHMESSER
gehen und
Auswahlliste mit
AUSFÜHR
(ENTER) aufrufen.
VERFAHREN: E--HAND
ELEKTRODENTYP: RUTIL
ELETRODENDURCHMESSER: 6 mm
ZUSATZFUNKTIONEN
BASISCH
RUTIL
ZELLULOSE
ESAB LUD 450
EINST. MESSEN SPEICHER
Positionsanzeige in der Zeile für 2.5 mm bringen
und mit AUSFÜHR(ENTER) bestätigen. Somit ist die
Einstellung ELEKTRODENDURCHMESSER =
2.5 mm vorgenommen worden.
ESAB LUD 450
VERFAHREN: E--HAND
ELEKTRODENTYP: RUTIL
ELEKTRODENDURCHMESSER: 2.5 mm
ZUSATZFUNKTIONEN
"
FAST
MODE
1.6 mm
2mm
2.5 mm
3.25 mm
4mm
5mm
6mm
ENTER
EINST. MESSEN SPEICHER
FAST
MODE
ENTER
Die nächste Zeile im Hauptmenü heißt ZUSATZFUNKTIONEN. Mehr zu diesen
Funktionen ist im Kapitel “ZUSATZFUNKTIONEN“ Siehe unter Punkt 9.
Damit sind die Einstellungen für das MMA--Schweißen abgeschlossen.
bu11d01g
-- 2 7 --
4 WIG--Schweißen
4.1 Grundeinstellungen
Die Grundeinstellung für das TIG--Schweißen erfolgt im Hauptmenü.
1. Schweißprozeß = WIG
2. Schweißverfahren
Beim WIG--Schweißen kann man sich für eines von zwei Schweißverfahren
entscheiden.
S Konstantstrom
S Pulsschweißen
3. Startverfahren
Zwei verschiedene Startverfahren stehen zur Auswahl.
S Liftarc--Start
S HF--Start
Beim Liftarc--Start wird der Lichtbogen gezündet, wenn die Elektrode mit dem
Werkstück in Kontakt kommt und die Elektrode anschließend wieder abgehoben
wird. Beim HF--Start wird der Lichtbogen von dem Funkensprung gezündet, der
dann zustandekommt, wenn die Elektrode sich in einem bestimmten Abstand
vom Werkstück befindet.
4. Abzugfunktion
Beim TIG--Schweißen kann man festlegen, ob der Abzug des TIG--Brenners mit
2--Taktfunktion oder 4--Taktfunktion arbeiten soll. Der hauptsächliche
Unterschied besteht darin, daß man den Abzug beim Schweißen im
Zweitaktbetrieb eingedrückt hält, während man ihn im Viertaktbetrieb loslassen
kann. Der Unterschied zwischen Zweitakt-- und Viertaktbetrieb geht aus den
nachstehenden Abbildungen zusammen mit den anderen Funktionen des Start-und Stoppablaufs hervor.
Zweitakt
2
1
Gasvor
strömung
Hoch
stufung
Abstufung
Gasnach
strömung
Beim Zweitakt wird die eventuell gewählte Gasvorströmung gestartet, wenn der
Abzug des WIG--Brenners eingedrückt wird (1). Danach steigt der Strom auf
Pilotniveau (ein paar Ampere) an, und der Lichtbogen wird gezündet. Anschließend
steigt der Strom auf den eingestellten Wert an (eventuell in Hochstufen).
Wird der Abzug danach freigegeben (2), sinkt der Strom wieder auf Pilotniveau ab
(eventuell in Abstufen), und der Lichtbogen erlischt. Danach erfolgt eine eventuell
gewählte Gasnachströmung.
bu11d01g
-- 2 8 --

Viertakt
3
1
Gasvorströmung
2
Hoch
stufung
Abstufung
4
Gasnach
strömung
Beim Viertakt startet eine eventuell gewählte Gasvorströmung, wenn der Abzug
eingedrückt wird (1). Nach Ablauf der Gasvorströmzeit steigt der Strom auf
Pilotniveau (ein paar Ampere) an, und der Lichtbogen wird gezündet.
Wird der Abzug danach freigegeben (2), steigt der Strom auf den eingestellten Wert
an (eventuell in Hochstufen).
Wird der Abzug wieder betätigt (3), sinkt der Strom wieder auf Pilotniveau ab
(eventuell in Abstufen).
Wird der Abzug danach freigegeben (4), erlischt der Lichtbogen, und eine eventuell
gewählte Gasnachströmung beginnt.
Wenn man sich im Einstellmenü der Schweißdaten oder im Meßmenü befindet, kann
man die Umschaltung von Zweitakt auf Viertakt mit einer der variablen Tasten
vornehmen.
4.2 Schweißdateneinstellungen
Die Werte der Schweißparameter werden im Einstellungsmenü eingestellt.
Bestimmte Parameter stehen nur für das gewählte Verfahren zur Verfügung,
während andere für beide WIG--Verfahren genutzt werden können. Folgende
Parameter werden beim WIG--Schweißen eingestellt.
Eine Tabelle mit Einstellungsbereichen ist im “ANHANG“ Siehe unter Punkt 10.
Verfahren KONSTANTSTROM Verfahren PULSSCHWEISSEN
S Strom S Pulsstrom
S Hochstufung S Hintergrundstrom
S Abstufung S Pulszeit
S Gasvorströmung S Hintergrundzeit
S Gasnachströmung S Hochstufung
S Abstufung
S Gasvorströmung
S Gasnachströmung
bu11d01g
-- 2 9 --
Strom
Unter Strom wird hier der Schweißstrom beim Schweißen mit konstantem Strom
verstanden.
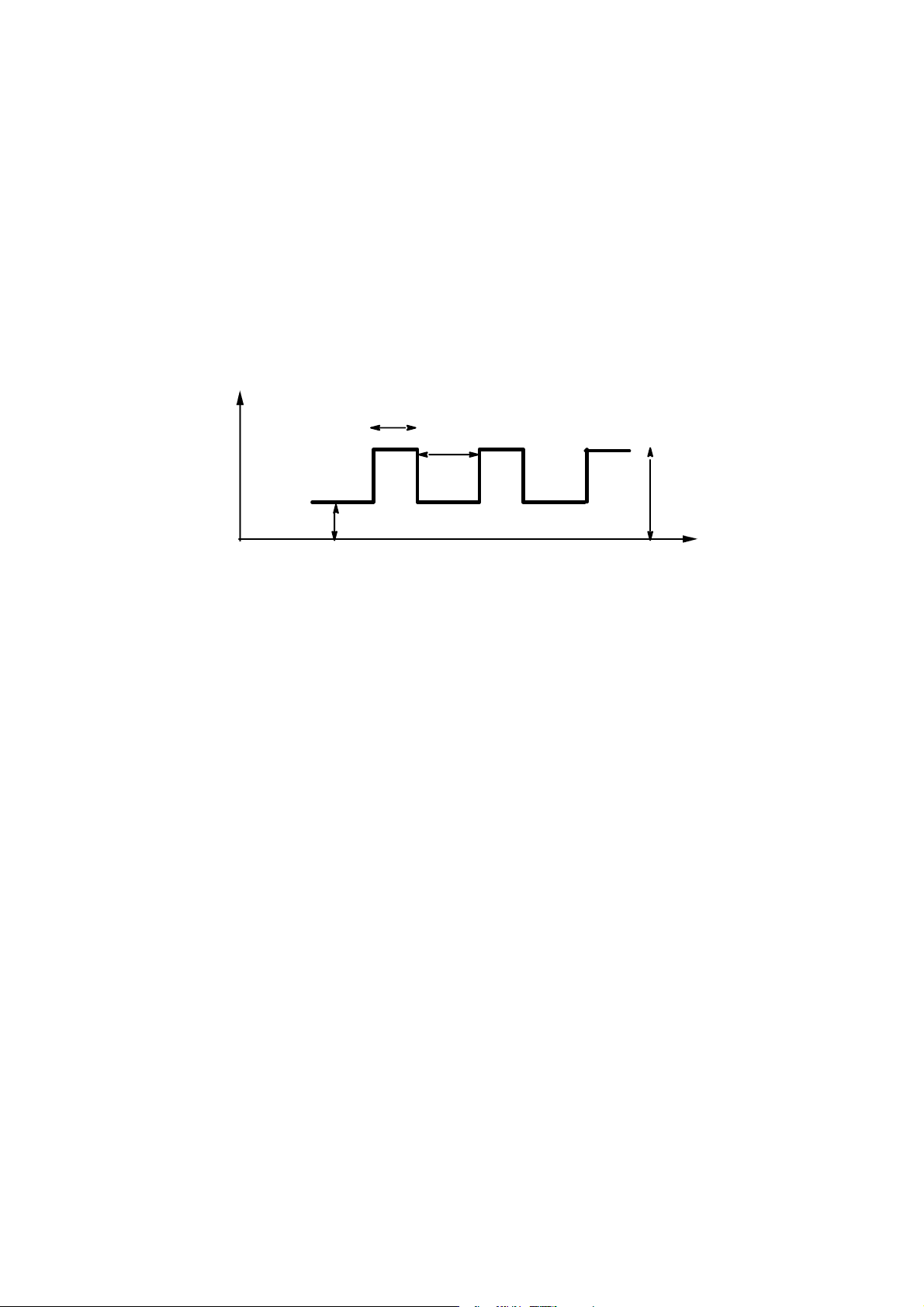
Pulsstrom und Hintergrundsstrom
Beim Pulsstrom sind zunächst einige Parameter einzustellen, die in Verbindung mit
dem Schweißstrom stehen. Pulsstrom und Hintergrundstrom geben an, zwischen
welchen Stromwerten die Impulse liegen sollen, siehe nachstehende Abbildung.
Strom
PULSZEIT
HINTERGRUNDZEIT
PULSSTROM
HINTERGRUNDSTROM
Zeit
Pulszeit und Hintergrundzeit
Die Impulszeit gibt den Zeitraum der Stromimpulse vor, während die Hintergrundzeit
den Zeitraum für den Hintergrundstrom festlegt.
Zum Schweißen mit pulsiertem Strom siehe obige Abbildung. Der Einstellbereich für
Impulszeit und Hintergrundzeit beträgt 0,001--5,000 s.
Gasvorströmung und Gasnachströmung
Mit den Parametern Gasvor-- und Gasnachströmung wird festgelegt, wie lange das
Schutzgas vor bzw. nach dem Schweißen strömen soll.
Hoch-- und Abstufung
Die Stufenparameter stehen für eine schrittweise Steigerung bzw. Absenkung des
Schweißstroms über einen bestimmten Zeitraum hinweg.
bu11d01g
-- 3 0 --

4.3 WIG--konfiguration
Siehe unter Punkt 9.2.6.
4.4 Einstellungsbeispiel WIG
Nachstehend folgt ein Beispiel für das WIG--Schweißen mit Konstantstrom. Beim
Schweißen mit Pulsstrom erfolgt die Einstellung in ähnlicher Weise.
4.4.1 Grundeinstellungen
Zunächst wird das Hauptmenü mit der MENU--Taste aufgerufen, falls dies nicht
bereits geschehen ist.
Folgende vier Einstellungen sind vorzunehmen:
S VERFAHREN= WIG
S VERFAHRENSVARIANTE = KONSTANTSTROM
S ZONDERVERFAHREN = LIFTARC--START
S ABZUGFUNKTION= ZWEITAKT
Prozeß
ESAB LUD 450
Mit den Pfeiltasten
zur Zeile
VERFAHREN
gehen und eine
Auswahlliste mit
VERFAHREN: MMA
ELEKTRODENTYP: RUTIL
ELEKTRODENDURCHMESSER: 2.5 mm
ZUSATZFUNKTIONEN
AUSFÜHR
(ENTER) aufrufen.
EINST. MESSEN SPEICHER
Die Positionsanzeige in die Zeile für WIG bringen
und ENTER betätigen. Somit wurde die Einstellung
VERFAHREN = WIG vorgenommen.
FAST
MODE
MIG/MAG
E--HAND
WIG
FUGENHOBELN
ENTER
bu11d01g
-- 3 1 --
V erfahren
Mit den Pfeiltasten zur
Zeile VERFAHRENS-VARIANTE gehen und
eine Auswahlliste mit
AUSFÜHR (ENTER)
aufrufen.
ESAB LUD 450
VERFAHREN: WIG
VERFAHRENSVARIANTE PULSNING
ZÜNDUNG : LIFTARC
BRENNERTASTER: 4--TAKT
ZUSATZFUNKTIONEN
EINST. MESSEN SPEICHER
Die Positionsanzeige in die Zeile für
KONSTANTSTROM bringen und AUSFÜHR(ENTER)
betätigen. Somit wurde die Einstellung
VERFAHREN = KONSTANTSTROM vorgenommen.
Startverfahren
ESAB LUD 450
Mit den Pfeiltasten zur
Zeile ZÜNDERVER-FAHREN gehen und
eine Auswahlliste mit
AUSFÜHR (ENTER)
aufrufen.
VERFAHREN: WIG
VERFAHRENSVARIANTE: KONSTANT
ZÜNDUNG : LIFTARC
BRENNERTASTER : 4--TAKT
ZUSATZFUNKTIONEN
FAST
MODE
KONSTANT
PULS
ENTER
EINST. MESSEN SPEICHER
Die Positionsanzeige in die Zeile für
LIFTARC bringen und AUSFÜHR (ENTER) betätigen.
Somit wurde die Einstellung
ZÜNDERVERFAHREN = LIFTARC vorgenommen.
-- 3 2 --
bu11d01g
FAST
MODE
LIFTARC
HF--START
ENTER

Abzugfunktion
Mit den Pfeiltasten zur
Zeile BRENNER-SCHALTERFUNK.
gehen und eine
Auswahlliste mit
AUSFÜHR (ENTER)
aufrufen.
ESAB LUD 450
VERFAHREN: WIG
VERFAHRENSVARIANTE: KONSTANT
ZÜNDUNG: LIFTARC
BRENNERTASTER: 4--TAKT
ZUSATZFUNKTIONEN
EINST. MESSEN SPEICHER
Die Positionsanzeige in die Zeile für Zweitakt bringen
und AUSFÜHR (ENTER) betätigen. Somit wurde die
Einstellung ABZUGFUNKTION = Zweitakt vorgenommen.
ESAB LUD 450
VERFAHREN: WIG
VERFAHRENSVARIANTE: KONSTANT
ZÜNDUNG : LIFTARC
BRENNERTASTER : 2--TAKT
ZUSATZFUNKTIONEN
"
FAST
MODE
2--TAKT
4--TAKT
ENTER
EINST. MESSEN SPEICHE
FAST
MODE
ENTER
Die nächste Zeile im Hauptmenü heißt ZUSATZFUNKTIONEN. Mehr zu diesen
Funktionen ist im Kapitel “ZUSATZFUNKTIONEN“ Siehe unter Punkt 9.
bu11d01g
-- 3 3 --

4.4.2 Schweißdateneinstellungen
Im Einstellungsmenü werden die Werte für die einzelnen Schweißparameter
eingestellt.
Hier werden folgende Einstellungen vorgenommen:
S STROM = 200 A
S HOCHSTUFUNGSZEIT = 2.0 s
S ABSTUFUNGSZEIT = 1.4 s
S GASVORSTRÖMUNG= 3.0 s
S GASNACHSTRÖMUNG = 5.0 s
Zunächst wird das Hauptmenü mit der MENU--Taste aufgerufen, einstellungsmenü
durch Betätigung der EINSTELL --Taste aufrufen.
Strom
SCHWEISSDATENEINSTELLUNGEN
Die Positionsanzeige in
die Zeile STROM Den
Wert 200 A mit einer
der beiden Plus/Minus-Tasten einstellen.
STROM: 200 A
STROMANSTIEGSZEIT: 4,0 s
STROMABSENKZEIT: 6,0 s
GASVORSTRÖMUNG: 2.5 s
GASNACHSTRÖMUNG: 3.3 s
GAS
TEST
4-TAKT
ENDE
Hoch-- und Abstufung
Die Parameter Hoch-- und Abstufung sind je einer Plus/Minus--Taste zugeordnet. Bei
der Einstellung der Hochstufung wird die obere Taste benutzt, bei der Einstellung der
Abstufung die untere.
SCHWEISSDATENEINSTELLUNG
Cursor in die Zeile mit
STROMANSTIEG und
STROMABFALL
bringen.
STROMANSTIEG mit
oberen
der
Plus--/Minustaste auf
2,0 s einstellen.
STROM: 200 A
STROMANSTIEGSZEIT:#2.0s
STROMABSENKZEIT:
GASVORSTRÖMUNG: 2.5 s
GASNACHSTRÖMUNG: 3.3 s
GAS
TEST
4-TAKT
6.0 s
*
ENDE
bu11d01g
-- 3 4 --

STROMABFALL mit
unteren
der
Plus--/Minustaste auf
1,4 s einstellen.
SCHWEISSDATENEINSTELLUNGEN
STROM: 200 A
STROMANSTIEGSZEIT: #2.0s
STROMABSENKZEIT:
GASVORSTRÖMUNG: 2.5 s
GASNACHSTRÖMUNG: 3.3 s
1.4 s
*
GAS
TEST
4-TAKT
ENDE
Gasvor-- un d Gasnachströmung
Die Parameter für Gasvor-- und Gasnachströmung sind genau wie die
Stufenparameter jeweils einer Plus/Minus--Taste zugeordnet. Die obere
Plus/Minus--Taste giilt für die Einstellung der Gasvorströmung, während die untere
für die Einstellung der Gasnachströmung benutzt wird.
SCHWEISSDATENEINSTELLUNGEN
Cursor in die Zeile mit
GASVOR-- und
GASNACHSTRÖMUN
G bringen.
Gasvorströmung mit
oberen
der
Plus--/Minustaste auf
3,0 s einstellen.
STROM: 200 A
STROMANSTIEGSZEIT: 2.0 s
STROMABSENKZEIT: 1.4 s
GASVORSTRÖMUNG: #3.0s
GASNACHSTRÖMUNG:
GAS
TEST
4-TAKT
3.3 s
*
ENDE
SCHWEISSDATENEINSTELLUNGEN
Gasnachströmung mit
unteren
der
Plus--/Minustaste auf
5,0 s einstellen.
STROM: 200 A
STROMANSTIEGSZEIT: 2.0 s
STROMABSENKZEIT: 1.4 s
GASVORSTRÖMUNG: #3.0
GASNACHSTRÖMUNG:
GAS
TEST
4-TAKT
5.0
*
ENDE
Somit wurde eine komplette Einstellung für das WIG--Schweißen vorgenommen.
bu11d01g
-- 3 5 --

5 KOHLELICHTBOGENABRIEB
5.1 Synergie
Die Schweißstromquelle verfügt über eine Synergiefunktion zum Kohlelichtbogenabrieb.
Dies bedeutet, daß die Schweißstromquelle automatisch den geeigneten Wert für
Spannung auf der Grundlage des gewählten Elektrodendurchmessers wählt.
Man kann Elektroden mit anderen Durchmessern als den im Einstellkasten
vorhandenen wählen. In diesem Fall muß der Anwender jedoch selbst die
erforderlichen Einstellungen bestimmter Parameter vornehmen.
5.2 Grundeinstellungen
Die Grundeinstellungen für den Kohlelichtbogenabrieb werden im Hauptmenü des
Einstellkastens vorgenommen.
1. Schweißprozeß = KOHLELICHTBOGENABRIEB
2. Elektrodendurchmesser
Aus der nachstehenden Tabelle gehen die Elektrodendurchmesser hervor, die
gemäß der Synergie der Schweißstromquelle zur Auswahl stehen.
Elektrodendurchmesser
4mm
5mm
6mm
8mm
5.3 Schweißdaten
Wenn man der Synergie der Schweißstromquelle folgt, brauchen eigentlich keine
Schweißdaten eingestellt zu werden. Der Parameter Spannung kann jedoch
eingestellt werden.
Kursive ParameteR sind sogenannte Konstantwerte. Diese werden durch eine
eventuelle Einstellung der Spannung nicht beeinträchtigt.
Schweißparameter beim Kohlelichtbogenabrieb
S Spannung
S Induktanz
S Reglertyp
Eine Tabelle mit den Einstellungsbereichen der Parameter ist im “ANHANG“ Siehe
unter Punkt 10.
bu11d01g
-- 3 6 --

5.4 Einstellungsbeispiel für den Kohlelichtbogenabrieb
5.4.1 Grundeinstellungen
Im Hauptmenü werden die Elektrodendurchmesser eingestellt.
Zunächst wird das Hauptmenü mit der MENU--Taste aufgerufen.
Hier sind zwei Einstellungen vorzunehmen:
S VERFAHREN = FUGENHOBELN
S DRAHTDURCHMESSER = 8 mm
Prozeß
ESAB LUD 450
Mit den Pfeiltasten in
die Zeile VERFAHREN
gehen und
Auswahlliste mit
AUSFÜHR (ENTER)
aufrufen.
VERFAHREN: E--HAND
ELEKTRODENTYP : BASISCH
ELEKTRODENDURCHMESSER: 6 mm
EINST. MESSEN SPEICHER
Die Positionsanzeige in die Zeile FUGENHOBELN
bringen und AUSFÜHR (ENTER) betätigen.
Somit ist die Einstellung VERFAHREN =
FUGENHOBELN vorgenommen.
Elektrodendurchmesser
ESAB LUD 450
Mit den Pfeiltasten in
die Zeile
ELEKTRODENDURCH
MESSER gehen und
Auswahlliste mit
AUSFÜHR (ENTER)
aufrufen.
VERFAHREN: FUGENHOBELN
ELEKTRODENDURCHMESSER: 6 mm
ZUSATZFUNKTIONEN
EINST. MESSEN SPEICHER
FAST
MODE
MIG/MAG
E--HAND
WIG
FUGENHOBELN
FAST
MODE
ENTER
ENTER
Die Positionsanzeige in die Zeile mit 8 mm bringen
und AUSFÜHR betätigen. Somit ist die Einstellung
ELEKTRODENDURCHMESSER = 8 mm vorgenommen.
Damit ist die Einstellung für den Kohlilichtbogenabrieb fertig.
-- 3 7 --
bu11d01g
4mm
5mm
6mm
8mm

5.4.2 Schweißdaten
Im Einstellungsmenü kann man sehen, welcher Wert für den Parameter Spannung
eingestellt worden ist. Bei Bedarf kann der Spannungswert auch nachgestellt
werden.
ESAB LUD 450
Durch Betätigung
der Taste
EINSTELL zum
Einstellungsmenü
VERFAHREN: FUGENHOBELN
ELEKTRODENDURCHMESSER: 8 mm
ZUSATZFUNKTIONEN
gehen.
Mit der
vorgenommenen
Einstellung des
Elektrodendurchme
ssers hat die
Schweißstromquell
e die Spannung auf
43 V eingestellt.
EINST. MESSEN SPEICHE
SCHWEISSDATENEINSTELLUNGEN
SPANNUNG: 43.0 V
SYNERGIEMODUS: EIN
FAST
MODE
ENDE
AUSFÜHR
bu11d01g
-- 3 8 --

6 MESSWERTBILD
6.1 Beschreibung des Meßwertbildes
Im Meßwertbild kann man während des Schweißens die gemessenen Werte der
verschiedenen Schweißparameter sehen, die vom jeweils gewähltem
Schweißprozeß abhängig sind.
Das nachstehende Beispiel zeigt ein Meßwertbild füt MIG/MAG.
HINWEIS!
Im Pulsationsverfahren kann man festlegen, ob der Spannungswert als Mittelwert
oder als Impulsmittelwert angezeigt werden soll.
Diese Einstellung kann bei den MIG/MAG--Grundeinstellungen vorgenommen
werden, siehe Punkt 9.2.4.3.
Soll das Meßwertbild betrachtet werden, muß zunächst das Hauptmenü im
Zeichenfenster zu sehen sein. Taste MESSEN betätigen.
ESAB LUD 450
VERFAHREN: MIG/MAG
VERFAHRENSVARIANTE: KURZ/SPRÜH
ZUSATZWERKSTOFF: Baustahl
SCHUTZGAS: Ar+8%CO2
DRAHTDURCHMESSER: 1.2 mm
ZUSATZFUNKTIONEN
EINST. MESSEN SPEICHER
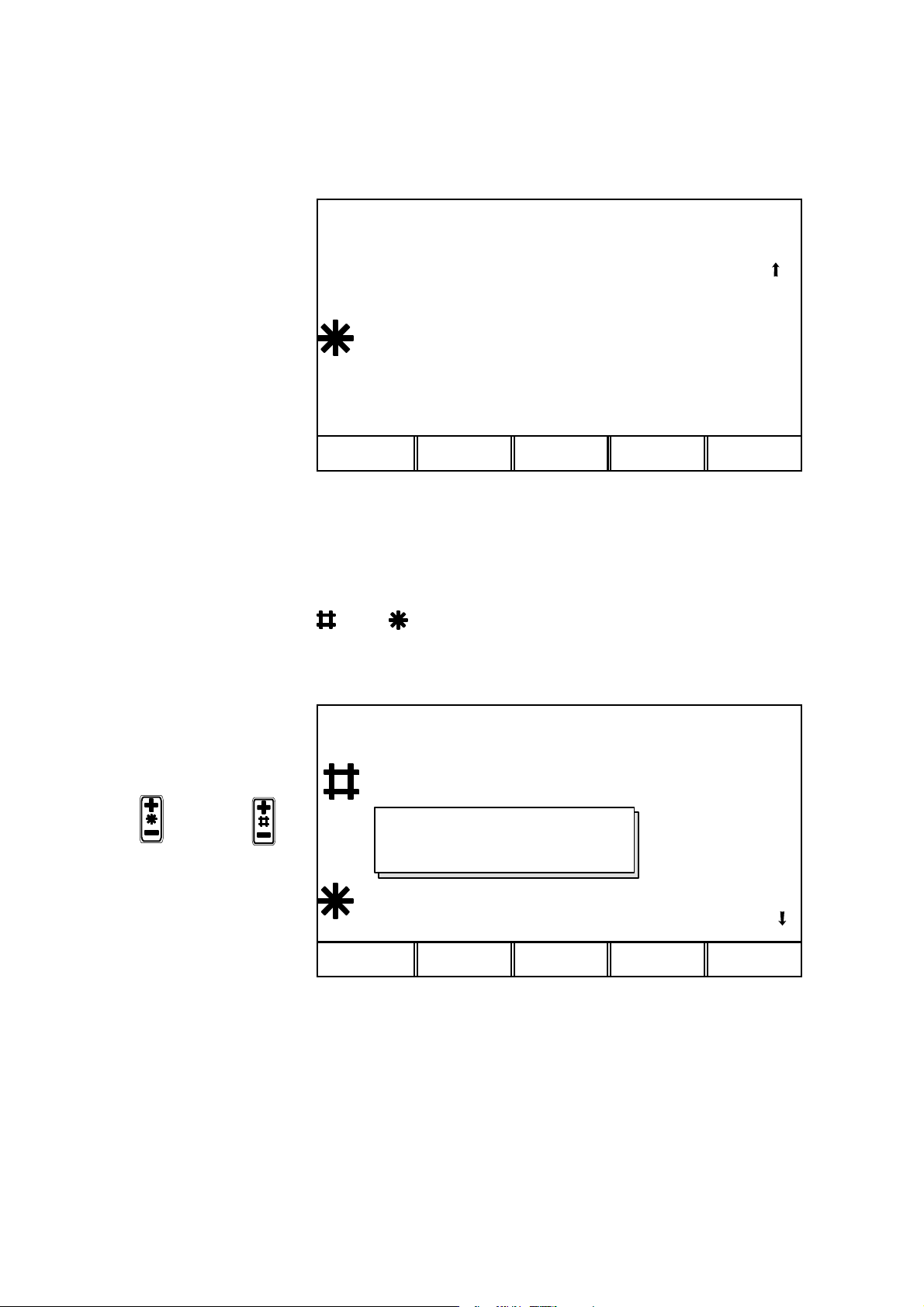
So kann ein Meßwertbild aussehen. Der Pfeil ganz unten rechts im Zeichenfenster
zeigt an, daß weitere Informationen vorhanden sind, die im Zeichenfenster keinen
Platz mehr finden.
KURZ/SPRÜH, Baustahl, CO2, 1,2mm
Mit Abwärts--Pfeil
nach unten
bewegen.
22,5 Volt
"
FAST
MODE
ENTER
bu11d01g
134 Amp
6,0 m/min
FERN. ENDE
-- 3 9 --
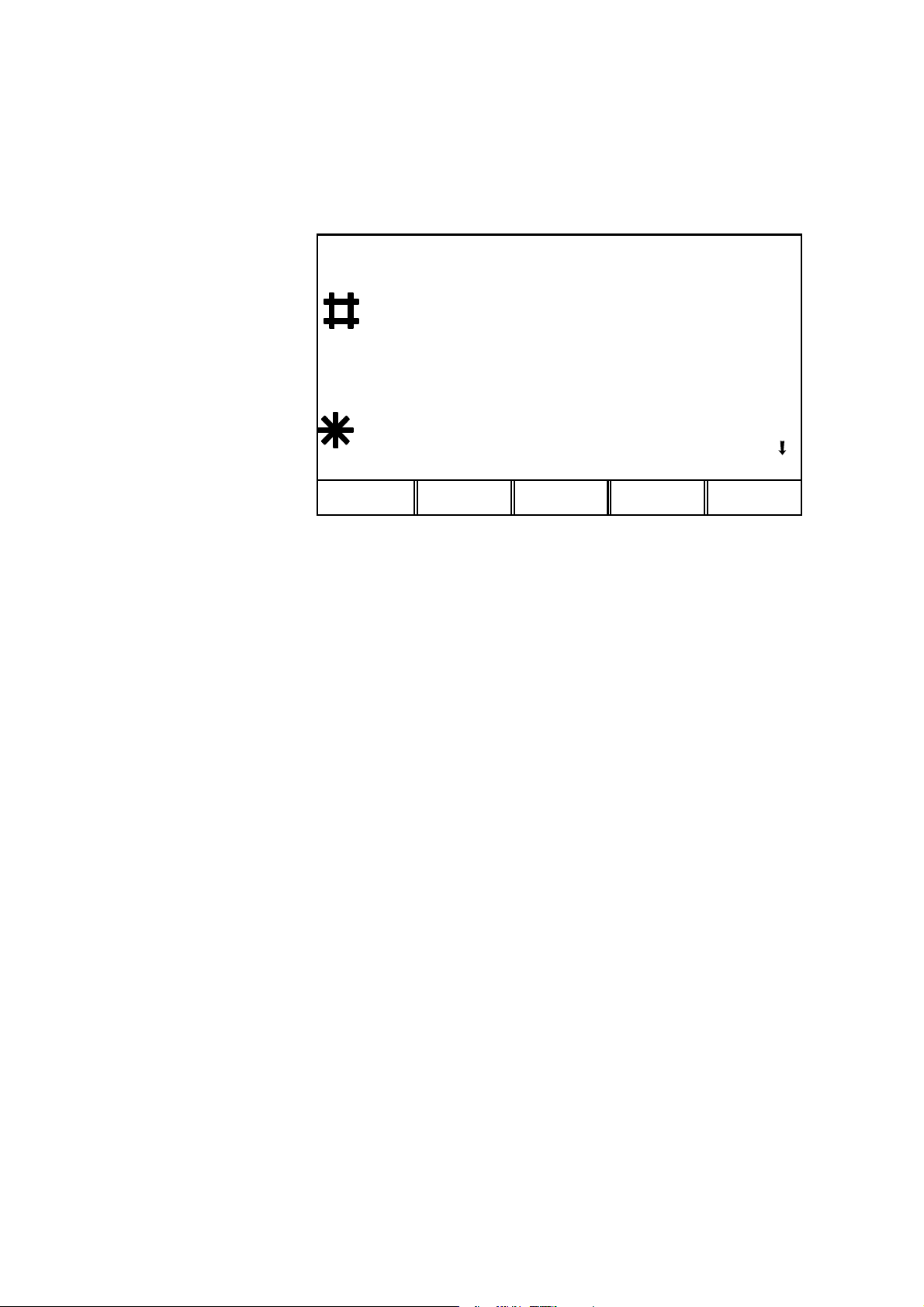
Ein vierter Wert erscheint im Zeichendisplay.
KURZ/SPRÜH, Baustahl Ar+8%CO2, 1,2mm
134 Amp
6,0 m/min
3,01 kW
6.2 Änderung der eingestellten Werte
FERN. ENDE
Im Meßwertbild kann man den Wert bestimmter Parameter ändern, die vom
jeweiligen Schweißprozeß abhängen. Die Parameterwerte, die eingestellt werden
können, sind immer mit eller gekennzeichnet.
KURZ/SPRÜH, Fe, Ar+8%8CO2, 1.2 mm
Änderung vornehmen
durch Betätigung von
oder
Das erscheindende
Fenster verschwindet
nach 1,5 Sek., wenn
keine Taste betätigt wird.
22,5 Volt
SPANNUNG:
134 Amp
22,5 (+3,5) V
6,0 m/min
FERN. ENDE
bu11d01g
-- 4 0 --

7 SPEICHERNUTZUNG
Im Einstellkasten können bis zu 99 Schweißdatensätze gespeichert werden. Jeder
dieser Sätze erhält eine Nummer von 1 bis 99. Wenn der Schweißdatenspeicher voll
ist, d. h. wenn 99 Datensätze gespeichert worden sind und ein weiterer Satz
gespeichert werden soll, wird der älteste Satz automatisch gelöscht.
Man kann Schweißdatensätze auch löschen und kopieren und sogar einen Satz
wieder in den Arbeitsspeicher aufrufen.
Nachstehend folgen einige Beispiele zum Speichern, Aufrufen, Kopieren und
Löschen.
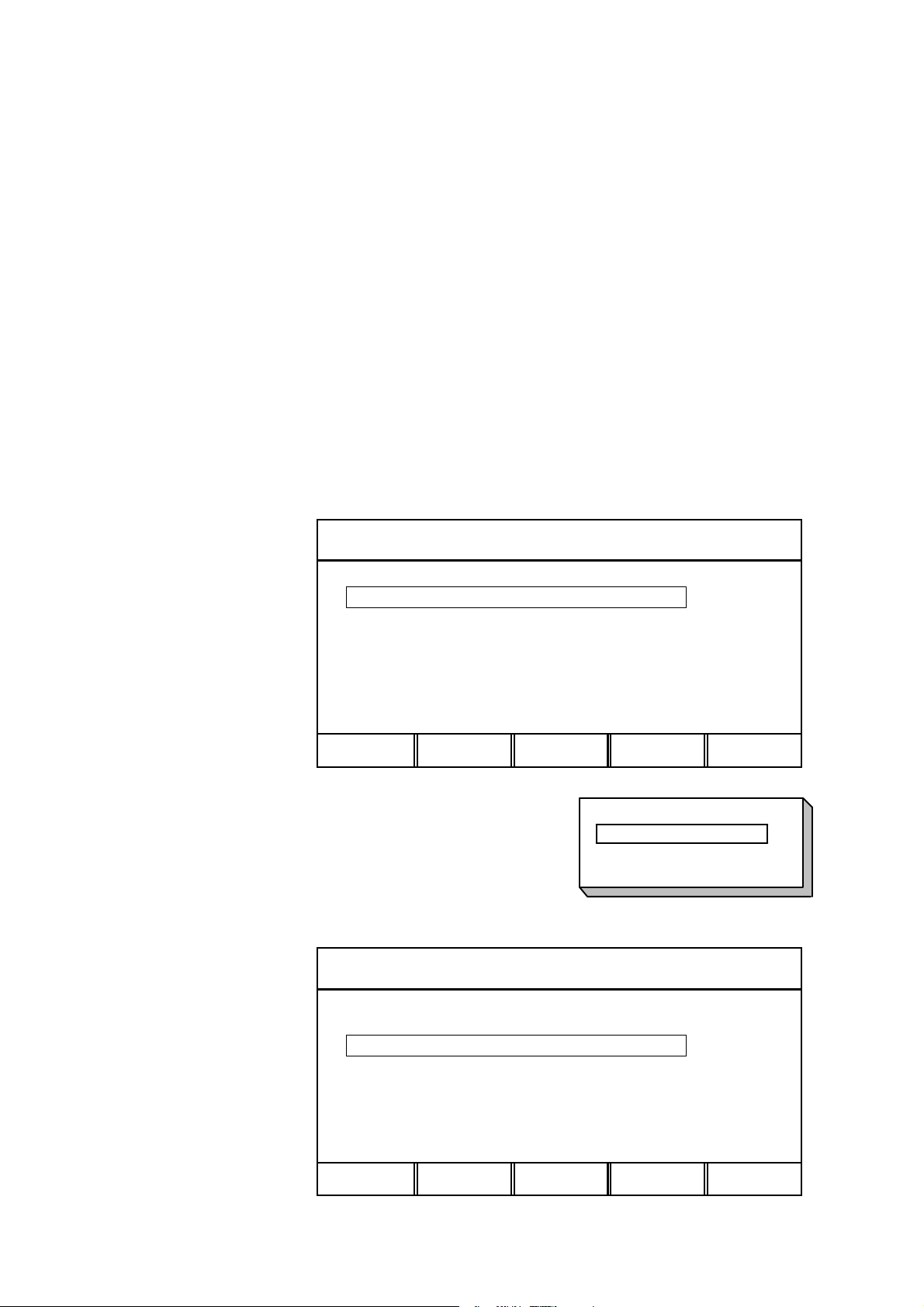
7.1 Speichern
Soll ein Datensatz gespeichert werden, muß das Hauptmenü im Zeichenfenster zu
sehen sein. Taste SPEICHER betätigen. Wenn der Schweißdatenspeicher leer ist,
erscheint folgendes Bild im Zeichenfenster.
SPEICHERFUNKTIONEN -- DATENSÄTZE
:
KEINE WERTE IM SPEICHER
SPEICH. ENDE
:
Beispiel
Jetzt soll ein Schweißdatensatz am speicherplatz 10 gespeichert werden.
Taste SPEICHER betätigen. Folgendes Bild erscheint im Zeichenfenster.
SPEICHERE IN NR. 1
Durch die Betätigung von
AUSFÜHR (ENTER) wird
der Datensatz als
Nummer 1 gespeichert,
was aus der obersten
Zeile im Zeichenfenster
zu ersehen ist.
ENDE ENTER
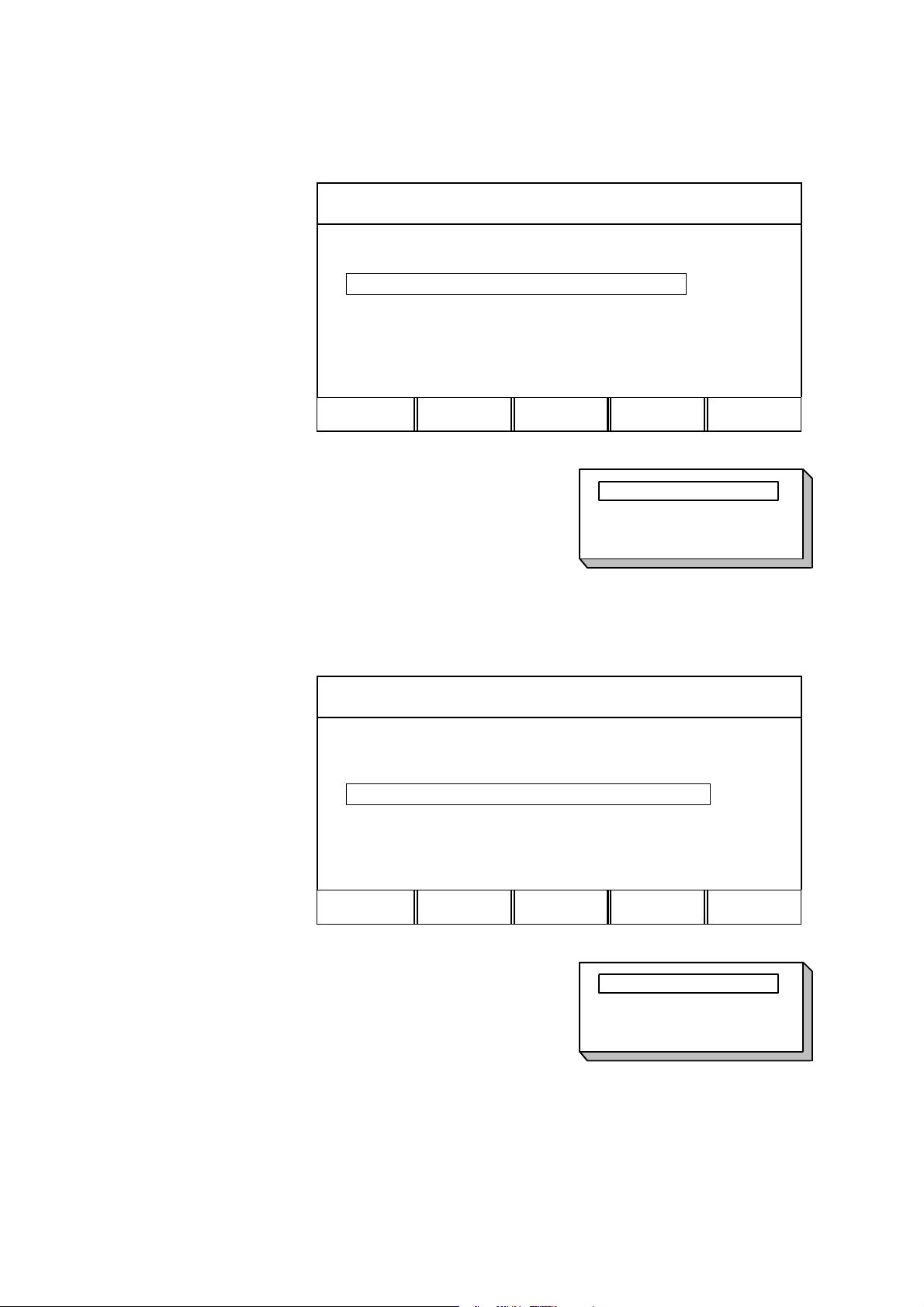
Durch Bewegung mit den Plus/Minus.Tasten kann man angeben, an welchem
Speicherplatz der Datensatz gespeichert werden soll. Dies geht aus der obersten
Zeile des Zeichenfensters hervor.
Die in der obersten Zeile des Zeichenfensters erscheinende Ziffer ist die erste
Leerstelle, die im Speicher aufgefunden wurde.
bu11d01g
-- 4 1 --
SPEICHERE IN NR. 10
Mit einer der
Plus/Minus--Tasten
auf die 10 gehen
und AUSFÜHR
(ENTER)
betätigen.
ENDE ENTER
Jetzt ist der Datensatz unter der Nummer 10 gespeichert. Ganz unten im
Zeichenfenster kann man Teile der Datensatzes Nr. 10 sehen.
SPEICHERE IN NR. 10
10
"
KURZ/SPRÜH, Baustahl, CO2, 1,2 mm
ENDE ENTER
Rückkehr zum Speichermenü mit der Taste ENDE.
Hinweis!
Wenn SPEICHERN AN SPEICHERPLATZ 1 erscheint, kann man durch Betätigung
der Minustaste von
oder
direkt zu Satz 99 springen.
bu11d01g
-- 4 2 --

7.2 Löschen
Im Speichermenü kann man einen oder mehrere Datensätze löschen.
Beispiel
Jetzt soll der Datensatz gelöscht werden, der in einem früheren Beispiel gespeichert
worden ist.
Taste LÖSCHEN betätigen.
SPEICHERFUNKTIONEN -- DATENSÄTZE
10 50
"
KURZ/SPRÜH, Baustahl, CO2, 1,2 mm
SPEICH. LÖSCHEN AUFRUF. KOPIERE ENDE
Der zuletzt gespeicherte Datensatz wird automatisch gekennzeichnet. Sind mehr als
ein Datensatz gespeichert worden, kann man die Positionsanzeige zwischen diesen
mit den Tasten Pfeil links und Pfeil rechts hin-- und herbewegen.
LÖSCHE DATENSATZ NR. 10
Zur Bestätigung der
Löschung von
Datensatz Nr. 10
AUSFÜHR
(ENTER) betätigen.
10
"
KURZ/SPRÜH, Baustahl, CO2, 1,2 mm
ENDE ENTER
bu11d01g
-- 4 3 --

7.3 Aufrufen
Soll ein gespeicherter Datensatz aufgerufen werden, muß man sich im
Speichermenü befinden. Taste AUFR. betätigen.
SPEICHERFUNKTIONEN -- DATENSÄTZE
10
SPEICH. LÖSCHEN AUFRUF KOPIERE ENDE
Beispiel
Der zuletzt gespeicherte Datensatz wird automatisch gekennzeichnet. Sind mehr als
ein Datensatz gespeichert worden, kann man die Positionsanzeige zwischen diesen
mit den Tasten Pfeil links und Pfeil rechts hin-- und herbewegen.
ABRUF DATENSATZ NR. 10
Zur Bestätigung des
Aufrufs von Datensatz
Nr. 10 AUSFÜHR
(ENTER) betätigen.
10
"
KURZ/SPRÜH, Baustahl, CO2, 1,2 mm
ENDE ENTER
Mit der Taste ENDE zum Speichermenü zurückkehren.
7.4 Kopieren
Man kann den Inhalt eines Schweißdatensatzes an einen neuen Speicherplatz
kopieren. Zunächst die Taste KOPIERE betätigen.
SPEICHERFUNKTIONEN -- DATENSÄTZE
bu11d01g
10
"
KURZ/SPRÜH, Baustahl, CO2, 1,2 mm
SPEICH. LÖSCHEN AUFRUF KOPIERE ENDE
-- 4 4 --
Beispiel
Der zuletzt gespeicherte Datensatz wird automatisch gekennzeichnet. Sind mehr als
ein Datensatz gespeichert worden, kann man die Positionsanzeige zwischen diesen
mit den Tasten Pfeil links und Pfeil rechts hin-- und herbewegen. Jetzt soll der Inhalt
von Speicherplatz 10 auf Platz 50 kopiert werden.
Durch Sprünge mit den Plus/Minus--Tasten kann man angeben, auf welchen
Speicherplatz kopiert werden soll.
KOPIERE DATENSATZ NR. 10 IN NR. 50
Mit der Plus--Taste auf
Nr. 50 gehen und
AUSFÜHR
(ENTER) betätigen.
10
" KURZ/SPRÜH, Baustahl, CO2, 1,2 mm
ENDE ENTER
UBERSCHREIBE VORHAND. DATENSÄTZE ?
10 50
" KURZBOGEN, Baustahl, CO2, 1,2 mm
NEIN JA
Damit wurde Schweißdatensatz Nr. 10 auf Speicherplatz 50 kopiert.
Sollte Speicherplatz 50 bereits besetzt sein, erscheint eine entsprechende Mitteilung
im Zeichenfenster.
KOPIERE DATENSATZ NR. 10 IN NR. 50
10
" KURZ/SPRÜH, Baustahl, CO2, 1,2 mm
Rückkehr zum Speichermenü mit der Taste ENDE.
-- 4 5 --
bu11d01g
ENDE ENTER
7.5 Fernsteuerung
Soll das Meßwertbild betrachtet werden, muß zunächst das Hauptmenü im
Zeichenfenster zu sehen sein. Taste MESSEN betätigen.
KURZ/SPRÜH, Baustahl, CO2, 1,2mm
Vom Meßmenü aus
kann man eine
Umschaltung
vornehmen, nach der
die Anlage mit einer
Fernbedienung
gesteuert werden kann,
dazu ist die Taste Fern.
zu betätigen.
Es gibt vier
verschiedene
Fernbedienungen:
Digitale Fernbedienung
Die digitale Fernbedienung kommt zum Einsatz, wenn man Schweißdatensätze aus
dem Schweißdatenspeicher ohne Benutzung des Einstellgerätes abrufen möchte.
22,5 Volt
134 Amp
6,0 m/min
FERN.
S Aristo--Fernbedienung für 5 Programme.
Mit dieser Fernbedienung kann man fünf verschiedene Schweißdatensätze aus
dem Speicher abrufen. Diese werden in den Speicherplätzen 1 -- 5 abgelegt.
Die Spannung kann auch auf der Grundlage des aufgerufenen Schweißprogramms eingestellt werden.
Analoge Fernbedienung
Mit einer analogen Fernbedienung kann man die primären Parameter des
Schweißprozesses an einer anderen Einheit als dem Einstellgerät ändern.
S Aristo--Fernbedienung Synergic PAE 2.
Mit dieser Fernbedienung kann man Drahtvorschubgeschwindigkeit und
Spannung auf der Grundlage der gewählten Synergielinie erhöhen/verringern.
S Esab PSF--Schweißbrenner mit 2 Drehknöpfen.
Dieser Schweißbrenner verfügt über 2 Drehknöpfe, mit denen man
Drahtvorschubgeschwindigkeit und Spannung auf der Grundlage der gewählten
Synergielinie erhöhen/verringern kann. Dies ist auch während des
Schweißvorgangs möglich.
S Esab PSF--Schweißbrenner mit 3 Programmen.
Dieser Schweißbrenner hat eine Taste mit 3 Stellungen.
Damit kann man drei verschiedene Schweißdatensätze aus dem Speicher
abrufen, z. B. Wurzel-- und Füllschweißarbeiten. Das Schweißprogramm kann
auch während des Schweißvorgangs gewechselt werden.
7.5.1 Konfigurierung für die Fernsteuerung
Siehe unter Punkt 9.2.3
bu11d01g
-- 4 6 --
8 SCHNELLEINSTELLUNG
8.1 Beschreibung der Schnelleinstellung
Nach der Speicherung von Schweißdatensätzen im Schweißdatenspeicher kann
man bis zu vier dieser Sätze über die Funktionstaste FAST MODE im Hauptmenü
sichtbar machen.
ESAB LUD 450
VERFAHREN: MIG/MAG
VERFAHRENSVARIANTE: KURZ/SPRÜH
ZUSATZWERKSTOGG: Baustahl
SCHUTZGAS: Ar+20%CO2
DRAHTDURCHMESSER: 1.2 mm
ZUSATZFUNKTIONEN
"
EINST. MESSEN SPEICHER
Bei Betätigung der Funktionstaste kann das Bild wie folgt aussehen.
KURZ/SPRÜH, Baustahl, Ar+20%CO2, 1,2 mm
FAST
MODE
ENTER
22,5 Volt
134 Amp
6,0 m/min
SCHW.
DA TEN 1
Vier der sogenannten weichen Tasten können also mit je einem Schweißdatensatz
im Schweißdatenspeicher verbunden sein. Die fünfte weiche Taste ist für die
Umschaltum zweschen Zweitakt und Viertakt (MIG/MAG und WIG) reserviert.
SCHW.
DA TEN 2
SCHW.
DA TEN 3
SCHW.
DA TEN 4
4--
TAKT
8.2 Konfigurierung der Schnelleinstellungstasten
Siehe unter Punkt 9.2.8.1.
bu11d01g
-- 4 7 --

9 ZUSATZFUNKTIONEN
9.1 Speicherkartenfunktionen
Der Einsatz der Speichermodulfunktionen setzt
den Einbau der PC--Karte voraus.
1. Stromversorgung der Schweißanlage abschalten.
2. PC--Karte einbauen.
3. Stromversorgung einschalten.
4. Zusatzfunktionen und ENTER betätigen.
5. Speichermodulfunktion und ENTER betätigen.
Es erscheint folgendes Zeichendisplay:
SPEICHERPLATZFUNKTIONEN
SCHWEISSDATENEINSTELLUNGEN
PC--Karte
hier installieren.
SPEICHER LÖSCHEN AUFR. ENDE
SPEICHERN
Wird zur Speicherung der aktuellen Schweißdateneinstellungen (belegte
Speicherpositionen 1--99) vom Einstellgerät auf die PC--Karte verwendet.
Wenn dieselben Schweißdaten bereits auf der Karte gespeichert sind, werden diese
überschrieben
durch diejenigen, die sich im Speicher des Einstellgerätes befinden.
Beispiel
PC--KarteEinstellgerät
Im Einstellgerät
sind folgende
Schweißdateneins-
123101250
PC--Karte
ist jetzt leer
tellungen vorhanden:
PC--Karte
SPEICHERN betätigen
Die Schweißdateneinstellungen des Einstellgerätes
sind somit auf der PC--Karte gespeichert.
123101250
bu11d01g
-- 4 8 --

LÖSCHEN
Wird zur Löschung der Daten auf der PC--Karte verwendet (alle Schweißdateneinstellungen).
Beispiel
PC--Karte
Auf der PC--Karte befinden sich folgende
Schweißdateneinstellungen:
123101250
PC--Karte
LÖSCHEN betätigen. Die PC--Karte ist
jetzt leer.
WIEDERHERSTELLEN
Wird zur Wiederherstellung der Schweißdateneinstellungen von der PC--Karte im
Einstellgerät verwendet.
Wenn eine Schweißdateneinstellung bereits im Speicher des Gerätes vorhanden ist,
wird sie überschrieben von der auf der PC--Karte gespeicherten Einstellung.
Beispiel
PC--kortEinstellgerät
WIEDERHERSTEL-
123101250 23456
LEN betätigen.
Einstellgerät
Das Einstellgerät verfügt jetzt über 3 neue
Schweißdateneinstellungen (4, 5, 6), wobei die
Einstellungen 2 und 3 durch die auf der PC--Karte
123456
10 12 50
vorhandenen Einstellungen aktualisiert wurden.
Fehlermeldung
Wenn das Einstellgerät signalisiert, daß ein Fehler an der PC--Karte vorliegt,
erscheint eine Fehlermeldung, die den jeweiligen Fehler kurz beschreibt.
Folgendes überprüfen:
S Ist die PC--Karte richtig eingesetzt?
S Stammt die PC--Karte von einem unbekannten oder unzulässigen Hersteller?
S Sind die auf der Karte gespeicherten Daten kompatibel mit der Software des
Einstellgerätes?
S Hat die PC--Karte eine falsche Versionsnummer, oder ist sie älteren Datums?
bu11d01g
-- 4 9 --

9.2 Konfiguration
9.2.1 Sprache
Siehe unter Punkt 1.3.
9.2.2 Sicherheitsfunktion
HAUPTMENÜ
ZUSATZFUNKTIONEN
KONFIGURATION
SICHERHEITSFUNKTION
Manchmal soll der Zugriff auf bestimmte Funktionen des Einstellgerätes begrenzt
werden, damit wichtige Parameter oder Einstellungen nicht von anderen Personen
geändert werden können.
Wenn man sich bei aktivierter Sperrfunktion in der Meßwertdarstellung
(Fernbedienung) oder in der Schnelleinstellung befindet, wird immer dann ein
Lösungswort (Sperrcode) verlangt, wenn versucht wird, mit der ABBRUCH-- oder
MENÜ--Taste zum Hauptmenü zu kommen.
Normalerweise befindet sich das Gerät nach der Einschaltung in einer dieser drei
Stellungen, und man kann dann nur über die Eingabe des richtigen Lösungswortes
in andere Menüs gelangen (Sperrcode).
SICHERHEITSFUNKTION
STATUS ZUGANGSSCHUTZ AUS
ZUGANGSCODE EINGEBEN
ENDE
ENTER
Im SPERRCODEZUSTAND kann man die Sperrfunktion aktivieren/deaktivieren,
ohne den vorhandenen Sperrcode zu löschen, wenn man die Funktion deaktiviert.
Liegt kein gespeicherter Sperrcode im Speicher vor, wenn man versucht, die
Sperrfunktion zu deaktivieren, landet man in einem Fenster mit einer Art
Computer--Tastatur, über die man einen neuen Code eingeben kann.
Nach der Aktivierung des Codes erscheint ein kleines Symbol mit einem Schlüssel in
der ersten Zeile des Zeichendisplays, das verdeutlicht, daß die Sperrfunktion
aktiviert worden ist. Danach kann man sich beliebig durch alle Menüs bewegen,
ohne daß eine Sperre in Kraft tritt, bis man zur Meßwertdarstellung oder in die
Schnelleinstellung kommt, dann wird die Sperrfunktion aktiviert und hindert den
Benutzer daran, diese ohne vorherige Eingabe des Sperrcodes zu verlassen.
Unter SPERRCODE EINGEBEN/ÄNDERN kann man den aktuellen Sperrcode
ändern oder einen neuen eingeben.
Ein Sperrcode kann aus höchstens 10 beliebigen Zeichen oder Ziffern bestehen.
bu11d01g
-- 5 0 --

Befreiung aus dem Sperrzustand
Wenn man sich bei deaktivierter Sperrfunktion in der Meßwertdarstellung oder in
der Schnelleinstellung befindet, kann man diese beiden Fenster ohne
Einschränkungen über die ABBRUCH-- oder MENÜ--Taste verlassen und in das
Hauptmenü zurückkehren.
Ist der Sperrcode dagegen aktiviert, und man versucht, eines dieser Fenster zu
verlassen, erscheint folgende Mitteilung zur Warnung des Benutzers vor dem
Sperrschutz.
DURCH ENTER
ZUR SPERRCODE
Hier kann man mit ABBRUCH zum vorherigen Fenster kommen oder durch ENTER
zur Eingabe des Sperrcodes gelangen.
Im letzteren Fall erscheint wieder das Fenster mit der Computer--Tastatur, über die
der Sperrcode eingegeben und mit ENTER bestätigt wird.
Wenn der Code nicht stimmt, erscheint eine Fehlermeldung, die dem Benutzer die
Möglichkeit bietet, entweder einen erneuten Versuch zu unternehmen oder zum
vorherigen Fenster zurückzukehren, also zur Meßwertdarstellung oder zur
Schnelleinstellung.
Wird der Code richtig eingegeben, werden alle Sperren zu anderen Menüs entfernt,
die Sperrfunktion bleibt jedoch aktiviert, so daß der Benutzer das Fenster mit
Meßwertdarstellung oder Schnelleinstellung vorübergehend verlassen kann, aber
bei der Rückkehr wieder im Sperrzustand landet.
Will man außerhalb der Meßwertdarstellung oder Schnelleinstellung Änderungen
vornehmen (z. B. Einstellungen, Sperrfunktion deaktivieren etc.), kann man zu
diesen und zur Sperrfunktion zurückkehren und anschließend den Benutzer wieder
in der Meßwertdarstellung oder Schnelleinstellung aktivieren und “sperren”.
bu11d01g
-- 5 1 --
9.2.3 Fernsteuerung
HAUPTMENÜ
ZUSATZFUNKTIONEN
KONFIGURATION
FERNSTEUERUNG
Alle Konfigurationen für Fernbedienungen beziehen sich auf alle eventuell
angeschlossenen Vorschubeinheiten.
Wird ANALOG1 aus der Konfiguration entfernt, so bezieht sich dies auf beide
Vorschubeinheiten, wenn mit doppeltem Vorschub gearbeitet wird.
MIG/MAG -- FERNREGLER
VERGISS ÄNDERUNG: INAKTIV
DIGITALE ANSTEUERUNG: 5--PROG
ANALOG 1: KEINE
ANALOG 2: KEINE
ENDE ENTER
Cursor in die Zeile ÄNDERUNG STORNIEREN bringen und eine Liste mit
Auswahlmöglichkeiten durch Betätigung von ENTER aufrufen.
Wenn die Stornierung der Änderungsfunktion aktiviert ist, stehen nach jeder
Schweißunterbrechung immer die ursprünglichen Daten des Speicherplatzes zur
Verfügung, den man benutzt.
Wenn man also eine Änderung im Verhältnis zur Synergielinie vorgenommen hat, z.
B. die Spannung um +2V erhöht hat, anschließend schweißt und diesen Vorgang
abbricht, geht die Änderung verloren, und die Anlage kehrt zu den ursprünglichen
Daten zurück. Diese Funktion kann z. B. beim Test neuer Schweißdaten zum Einsatz
kommen.
Konfigurierung für digitale Fernsteuerung
Bei Verwendung einer digitalen Fernbedienung ist anzugeben, welche Art von
Fernbedienung eingesetzt wird, 5 Programme oder 32 Programme (binär codiert).
Hat man einen Brenner mit Dreier--Programmwahl, entscheidet man sich für 5
Programme.
Wenn man den Cursor in die Zeile DIGITALSTEUERUNG bringt und ENTER
betätigt, erscheint eine Liste, in der man sich für eine Auswahlmöglichkeit
entscheidet.
BINÄRKODAD
5--PROGRAM
bu11d01g
-- 5 2 --

Konfigurierung für analoge Fernsteuerung
Beim Einsatz einer analogen Fernsteuerung sollte man im Einstellkasten angeben,
welches bzw. welche (höchstens 2) Potentiometer verwendet werden sollen.
Die Potentiometer werden im Einstellkasten ANALOG 1 und ANALOG 2 bezeichnet
und beziehen sich auf den für den jeweiligen Schweißprozeß festgelegten
Parameter, z. B. Spannung (ANALOG 1) und Drahtvorschub (ANALOG 2) bei
MIG/MAG.
Wenn man die Positionsanzeige in die Zeile
ANALOG 1 stellt und AUSFÜHR (ENTER) betätigt,
erscheint eine Liste.
KEINE
SPANNUNG
Man kann jetzt festlegen, ob Potentiometer
ANALOG 1 (SPANNUNG) verwendet werden soll
oder nicht (KEINE).Zeile SPANNUNG wählen und AUSFÜHR (ENTER)
betätigen.Zeile SPANNUNG wählen und AUSFÜHR (ENTER) betätigen.
MIG/MAG -- FERNREGLER
Folgende
Zeichenfenster
erscheinen:
Wenn man die Positionsanzeige in die Zeile
ANALOG 2 stellt und AUSFÜHR (ENTER) betätigt,
erscheint eine Liste.
DIGITALE ANSTEUERUNG: 5--PROG
ANALOG 1: SPANNUNG
ANALOG 2: KEINE
BEREICH AM EINGANG:
ANALOG 1, DIG+/-- MIN: # 8.0 V
MAX
ENDE
KEINE
*
60 V
DRAHTVORSCHUB
Man kann jetzt festlegen, ob Potentiometer ANALOG
1 (Drahtvorschubgeschwindigkiet) verwendet werden
soll oder nicht (KEINE).
Zeile DRAHTVORSCHUB wählen und AUSFÜHR (ENTER) betätigen.
MIG/MAG -- FERNREGLER
Folgende
Zeichenfenster
erscheinen:
DIGITALE ANSTEUERUNG: 5--PROG.
ANALOG 1: SPANNUNG
ANALOG 2: DRAHTGESCHW.
BEREICH AM INGANG:
ANALOG 1, DIG +/-- MIN: # 8.0 V
MAX
ANALOG 2 MIN: # 1.5 m/min
MAX
60 V
*
25 m/min
*
ENTER
ENDE ENTER
Man sollte den Regelbereich für den oder die Potentiometer einstellen, der/die
verwendet werden sollen. Dies erfolgt durch Angabe eines Mindestwertes im
Einstellgerät mit Hilfe der Plus--/Minus--Tasten. Dies gilt nicht für Synergie. Bei
Synergie werden +-- 10 V an ANALOG1 im Verhältnis zur gewählten Synergielinie
eingestellt, den Drahtvorschub ANALOG 2 stellt man wie bei Nicht--Synergie ein.
bu11d01g
-- 5 3 --

9.2.4 MIG/MAG--Grundeinstellungen
HAUPTMENÜ
ZUSATZFUNKTIONEN
KONFIGURATION
MIG/MAG GRUNDEINST.
9.2.4.1 Abzugfunktion
KONFIGURATION -- MIG/MAG STANDARDWERTE
Mit den Pfeiltasten zur
Zeile
VOREINSTELLUNG.
gehen und eine
Auswahlliste mit
AUSFÜHR (ENTER)
aufrufen.
VOREINSTELLUNG 2/4--TAKT 4--TAKT
FUNKTIONSTASTEN SETUP
VOLT. MEASURE IN PULSED: PULSE AVE.
Die Positionsanzeige in die Zeile für Zweitakt bringen
und AUSFÜHR (ENTER) betätigen. Somit wurde die
Einstellung ABZUGFUNKTION = Zweitakt vorgenommen.
ESAB LUD 450
VOREINSTELLUNG 2/4--TAKT 2--TAKT
FUNKTIONSTASTEN SETUP
VOLT. MEASURE IN PULSED: PULSE AVE.
ENDE ENTER
2--TAKT
4--TAKT
ENDE ENTER
bu11d01g
-- 5 4 --

9.2.4.2 Programmiertastenfunktionen
HAUPTMENÜ
ZUSATZFUNKTIONEN
KONFIGURIERUNG
MIG/MAG--GRUNDEINST.
SOFTT
ASTEN
An anderer Stelle in diesem Handbuch wurden die fünf “Sweichen“ Tasten des
Einstellkastens beschrieben. Beim MIG/MAG--Schweißen hat der Anwender die
Möglichkeit, die Funktion von dreien dieser Tasten im Rahmen bestimmter
vorgegebener Alternativen selbst einzustellen.
Von den fünf weichen Tasten sind die drei ganz links mit einer bestimmten Funktion
programmierbar.
Man kann die Auswahl unter folgenden Alternativen treffen:
S Gasspülung
S Drahtvorschub
S Umschaltung Zweitakt/Viertakt
S Kraterfüllung EIN/AUS
S Kriechstart EIN/AUS
S Warmstart EIN/AUS
Die Zuordnung einer dieser Funktionen zu einer der drei Tasten läuft wie folgt ab:
Die folgende Abbildung erscheint im Zeichenfenster. In dieser Abbildung sind zwei
Spalten vorhanden, eine für Funktion und eine für Tastennummer. Die Zahlen 1, 2
und 3 stehen für die jeweilige Taste, d. h. die Taste ganz links ist Taste Nr. 1 etc.
Im folgenden Beispiel erhält die Taste Nr. 1 die Funktion KRATERFÜLLUNG
EIN/AUS.
FUNKTIONEN ZUWEISEN
Positionsanzeige in
Zeile
KRATERFÜLLUNG
EIN/AUS stellen.
Taste Nummer 1
bzw. Taste ganz
links betätigen.
Funktion Taste
KEINE 1,2,3
GASTEST
DRATH EINFÄDELN
2/4--TAKT
KRATERFÜLLEN EIN/AUS
KRIECHSTART EIN/AUS
HOTSTART EIN/AUS
KEINE KEINE KEINE ENDE
bu11d01g
-- 5 5 --
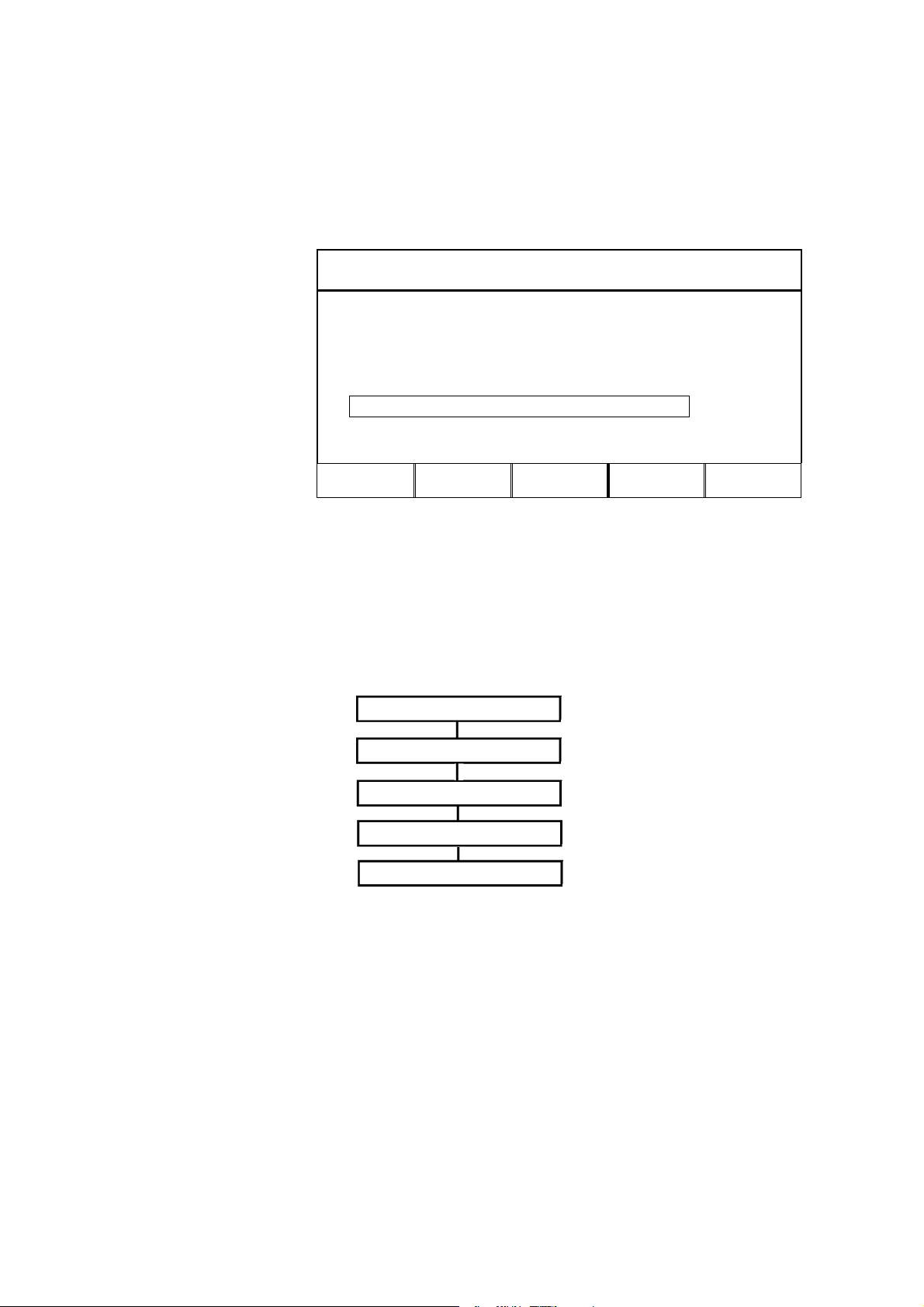
Aus dem Zeichenfenster geht hervor, daß Taste 1 die Funktion KRATERFÜLLUNG
EIN/AUS erhalten hat. Die Zahl 1 wurde zur Zeile KRATERFÜLLUNG EIN/AUS
verlegt, und ganz unten im Zeichenfenster kann man den Tastentext KRFÜLL für die
linke Taste erkennen.
FUNKTIONEN ZUWEISEN
Funktion Taste
KEINE 2,3
GASTEST
DRAHT EINFÄDELN
2/4--TAKT
KRATERFÜLLEN EIN/AUS 1
KRIECHSTART EIN/AUS
HOTSTART EIN/AUS
KRA TERFÜLLEN
KEINE KEINE ENDE
Wenn eine Taste eine neue Funktion erhalten soll, ist der Cursor in die Zeile KEINE
zu bringen und die gewünschte variable Taste zu betätigen. Im Zeichendisplay
erscheint der Tastentext KEINE, jetzt kann eine neue Funktion zugeordnet werden.
9.2.4.3 Spannungsmessung mit Kurzpulsation
HAUPTMENÜ
ZUSATZFUNKTIONEN
KONFIGURIERUNG
MIG/MAG--GRUNDEINST
SPANN.MESS. KURZP.
.
Folgende Spannungsalternativen stehen bei der Kurzpulsation zur Verfügung:
-- Mittelwert der Pulsationsspannung.
-- Spannungsmittelwert.
Mittelwert der Pulsationsspannung
Die Spannung wird nur während der Pulsation gemessen und gefiltert, bevor der
Spannungswert auf dem Display erscheint.
Spannungsmittelwert
Die Spannung wird kontinuierlich gemessen und gefiltert, bevor der Spannungswert
erscheint.
Die im Display dargestellten Meßwerte werden als Eingangsdaten für interne und
externe Qualitätsfunktionen verwendet.
bu11d01g
-- 5 6 --

9.2.5 Vorschubeinheit MLC 30C
Achtung!
Die Nachrüstungskarte für MLC 30C wird zusammen mit der Vorschubeinheit
geliefert.
HAUPTMENÜ
ZUSATZFUNKTIONEN
KONFIGURATION
MIG/MAG GRUNDEINSTEL.
C
ENDE ENTER
Curser auf die Zeile
für MLC 30C stellen,
ENTER drücken
MLC 30
MIG/MAG--GRUNDEINSTELLUNG -- MLC 30C
ABDRÜCKERFUNKTION: 2--TAKT
WEICHE TASTENEINSTELLUNG
SPANNUNGSMESSUNG I PULSATION IMPULS MITTEL
MLC 30C
Motorkraft
Die Motorkraft gibt an, mit welchem Drehmoment der Motor der elektrischen
Pushvorschubeinheit den Draht vorschieben wird.
Ein Wert von 1,50 A ist für die Motorkraft voreingestellt, dieses Drehmoment gilt für
die meisten Drähte und die verschiedenen Längen des Schlauchpakets. Verwendet
man einen weichen, dünnen Aluminiumdraht, kann es sich in bestimmten Fällen
empfehlen, die Motorkraft auf 1,25 A zu reduzieren, um Probleme mit verhedderten
Drähten zu verhindern.
Hat man z. B. einen abgenutzten Drahtleiter und ein 16--m--Schlauchpaket, und wird
der Drahtvorschub träge, kann die Motorkraft auf 1,75 A erhöht werden.
Beachten Sie, daß ein gleichmäßiger Drahtvorschub in der hinteren Pushvorschubeinheit sehr wichtig ist, da die Stromquelle sich nach der Drahtgeschwindigkeit der
hinteren Vorschubeinheit richtet.
bu11d01g
-- 5 7 --

MIG/MAG--GRUNDEINSTELLUNG -- MLC 30C
Den Curser auf
MOTORKRAFT
stellen.
MOTORKRAFT 1,0 A
STOPP DRAHTVORSCHUBGESCHW. 0,7 m/min
ENTER drücken, um
eine Liste mit
Alternativen zu
erhalten.
ENDE ENTER
Den Curser auf die Zeile für die gewählte
Motorkraft stellen. Siehe Tabelle für Drahttyp-Motorkraft in der Gebrauchsanweisung
für MLC 30C. ENTER drücken.
1,0 A
1,25 A
1,50 A
1,75 A
Drahtgeschwindigkeit
Stopp Drahtgeschwindigkeit ist die Drahtgeschwindigkeit, bei der man die
Stromquelle abstellt. Somit kann so gut wie möglich gestoppt werden, ohne daß es
in der Kontaktdüse zu einem Abbrennen kommt.
Schweißt man z. B. bei 13 m/min, kann man die Stoppgrenze bei 10 m/min
einstellen, d. h. die Vorschubeinheit stoppt und die Stromquelle schaltet ab, wenn die
Drahtgeschwindigkeit unter 10 m/min absinkt.
So kann verhindert werden, daß die Kontaktdüse abbrennt.
Schweißt man mit 3--4 m/min, stellt man die Stoppgeschwindigkeit auf einen
niedrigeren Wert ein, z. B. 1,0 m/min.
Der Einstellwert liegt zwischen 0,7--10 m/min.
MIG/MAG--GRUNDEINSTELLUNG -- MLC 30C
Curser auf STOPP
DRAHTVORSCHUB
GESCHW. stellen.
Den Einstellwert mit
Hilfe der
Plus--/Minustasten
einstellen. ENTER
drücken
MOTORSTYRKA: 1,0 A
STOPP DRAHTVORSCHUBGESCHWI.: 0,7 m/min
ENDE ENTER
bu11d01g
-- 5 8 --

9.2.6 MMA--Grundeinstellungen
Diese Funktion ist für zukunftige Verwendungszwecke vorgesehen.
9.2.7 WIG-- Grundeinstellungen
Diese Funktion ist für zukunftige Verwendungszwecke vorgesehen.
9.2.8 Allgemeine Grundeinstellungen
9.2.8.1 Schnelleinstellungsgrenzen
HAUPTMENÜ
ZUSATZFUNKTIONEN
KONFIGURIERUNG
GRUND
SCHNELLEINSTELLUNG
EINSTELLUNG
Die Konfigurierung einer weichen Taste zur Direkteinstellung wird wie folgt
vorgenommen:
GRUNDEINSTELLUNGEN -- FAST MODE
Die
FUNKTIONSTASTE NR.: 1
Positionsanzeige in
die Zeile für die
Tastenummer
bringen.
SPANNUNG: + 0.0 V
-- 0 . 0 V
DRAHTGESCHW.: + 0.0 m/min
-- 0 . 0 m / m i n
DATENSATZ ZUWEISEN: 1
KURZ/SPRÜH, Baustahl, Ar+20%CO2, 1.2 mm
ENDE
Die Tasten sind von links nach rechts mit 1--4 numeriert. Gewünschte Taste durch
Angabe der entsprechenden Nummer mit den Plus/Minus--Tasten auswählen.
Mit Abwärts--Pfeil--Taste zur Zeile “DATENSATZ ZUWEISEN” gehen. Heir kann man
zwischen den Schweißdatensätzen blättern, die sich im Schweißdatenspeicher
befinden. Gewünschte Schweißdatennummer mit den Plus/Minus--Tasten
auswählen.
Wird ein Schweißdatensatz über eine Funktionstaste aufgerufen, können die
verfügbaren Schweißparameter trotzdem nachgestellt werden. Sollen die
Möglichkeiten zur Einstellung dieser Parameter eingeschränk werden, kann man
eine obere und untere Grenze für jeden einzelnen vorgeben.
bu11d01g
-- 5 9 --

Folgende Schweißparameter sind zur Einstellung verfügbar:
S für MIG/MAG
S Drahtvorschubgeschwindigkeit
und
S Spannung
S für MMA
S Schweißstrom
S für WIG
S Schweißstrom
S für Kohlelichtbogenabrieb
S Spannung
Die Grenzen für die Parametereinstellung werden wir folgt vorgegeben:
Für jeden Parameter wird ein Plus-- (obere Grenze) und ein Minuswert (untere
Grenze) angegeben, wobei die Ursprungseinstellung des Schweißdatensatzes als
Referenzwert dient.
GRUNDEINSTELLUNGEN -- FAST MODE
Die
FUNKTIONSTASTE NR.: 1
Positionsanzeige in
die Zeile für den
aktuellen
Schweißparameter
bringen, z.B.
SPANNUNG.
SPANNUNG: # + 0.0 V
-- 0 . 0 V
*
DRAHTGESCHW.: # + 0.0 m/min
-- 0 . 0 m / m i n
*
DATENSATZ ZUWEISEN: 1
KURZBOGEN, Baustahl, CO2, 1.2 mm
ENDE
Gewünschten Wert für obere und untere Grenze mit den Plus/Minus--Tasten
eingeben.
9.2.8.2 Doppelte Startsignale
kONFIGURATION -- GRUNDEINSTELLUNGEN
FAST MODE GRENZEN
ZWEI STARTSIGNAL QUELLE AUS
ENDE ENTER
Mit dieser Alternative wird der Start der MIG/MAG--Vorschubeinheit von der
TIG--Karte (universal) aus ermöglicht.
Ebenso wird der Start des TIG--Brenners von der Vorschubeinheit aus ermöglicht.
Diese Funktion kann in mechanisierten Anwendungen zum Einsatz kommen.
bu11d01g
-- 6 0 --
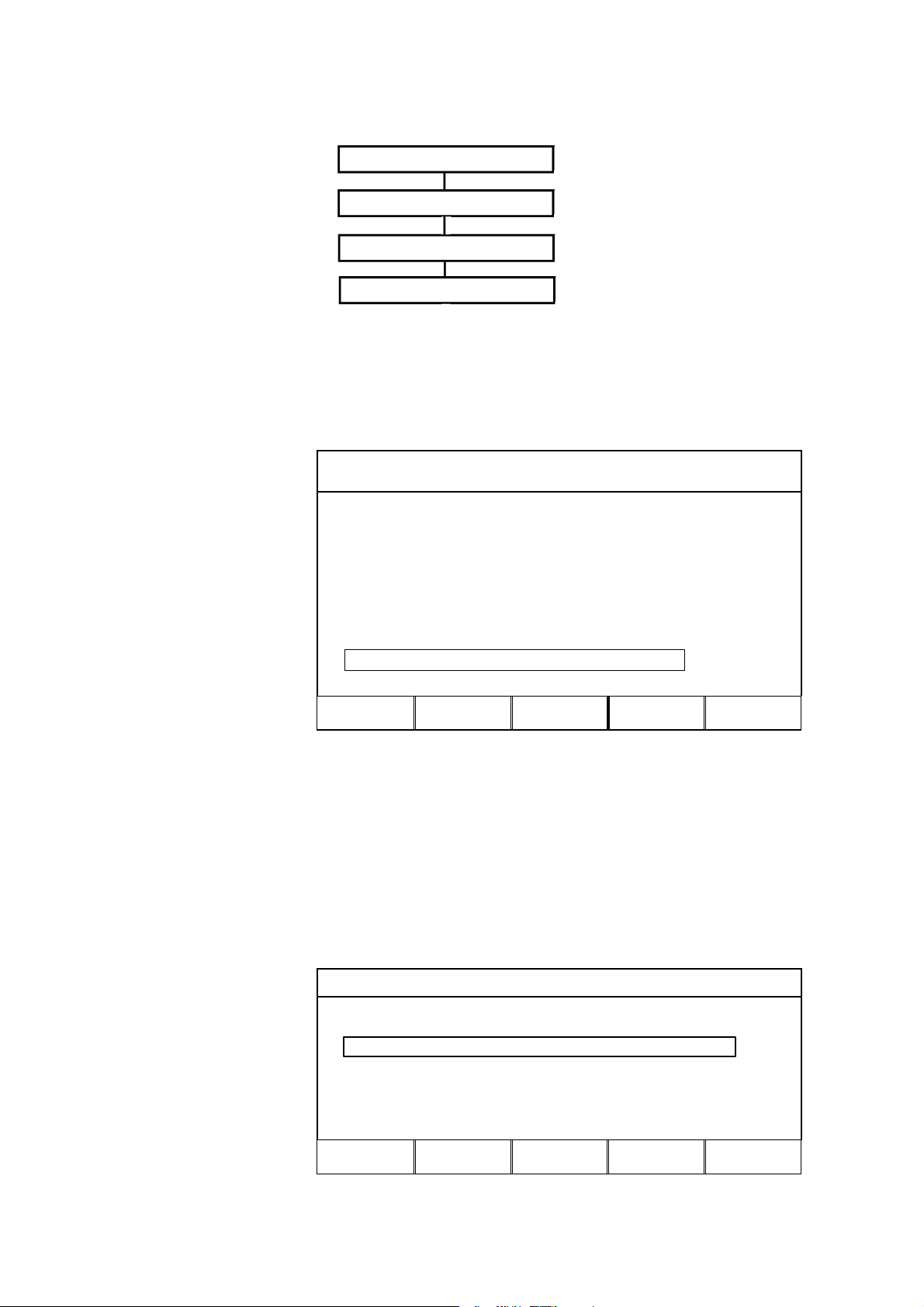
9.2.9 (Multipla) Mehrfach--Vorschubeinheiten
HAUPTMENÜ
ZUSATZFUNKTIONEN
KONFIGURATION
MEHRFACH DRAHTVORS.
Alle neuen Vorschubeinheiten werden mit der Kennziffer 0 an den Kunden geliefert.
Zunächst ändert man die Kennung (Knotenadresse) der einen Vorschubeinheit
(bezieht sich nur auf Mehrfach--Vorschubeinheiten).
ZUSATZFUNKTIONEN -- KONFIGURATION
Cursor in die Zeile
für
Mehrfach--Vorschu
beinheiten bringen
und ENTER
betätigen.
SPRACHE: DEUTSCH
SICHERHEITFUNKTION:
FEHRNREGLER
MIG/MAG STANDARDWERTE
E--HAND STANDARDWERTE
WIG STANDARDWERTE
GRUNDEINSTELLUNGEN
MEHRFACH DRAHTVORSCHUBGERÄTE
ENDE ENTER
Die Änderung der Kennung wird wie folgt vorgenommen:
Zunächst wird eine neue Vorschubeinheit angeschlossen, danach geht man zum
Fenster „MEHRFACH--VORSCHUBEINHEITENì, betätigt den Brennerabzug und gibt
ihn wieder frei, damit die entsprechende Vorschubeinheit aktiviert wird, anschließend
kann man in der obersten Zeile ablesen, welche Kennung die Vorschubeinheit hat
(beim ersten Mal sollte sie 0 sein). Danach kann eine neue Kennung von 0 bis 3
gewählt werden.
MEHRFACH DRAHTVORSCHUBGERÄTE
Cursor in die Zeile
NEUE KENNUNG
bringen. Gewünschte
Nummer von 0 bis 3
durch Betätigung der
Plus--/Minus--Tasten
einstellen und mit
ENTER bestätigen.
AKTUELLE ID
NEUE ID AUSWÄHLEN 0
ID DRAHTVORSCHUBGERÄTE
ENDE ENTER
In der obersten Zeile ändert sich die Ziffer der Kennung entsprechend.
bu11d01g
-- 6 1 --

Anschließend die nächste Vorschubeinheit anschließen und den Brennerabzug zur
Aktivierung dieser Vorschubeinheit betätigen. Es erscheint die Kennung 0.Die
Konfiguration ist damit abgeschlossen, und die Anlage kann wie üblich benutzt
werden.
In derselben Weise besteht die Möglichkeit, bis zu vier Vorschubeinheiten zu
konfigurieren und zu betreiben.
Beim Anschluß von Mehrfach--Vorschubeinheiten ist die Kennung der einzelnen
Vorschubeinheiten nicht so wichtig, sondern es kommt darauf an, daß man ihnen zur
Unterscheidung verschiedene Kennungen zuteilt. Sollten zwei Vorschubeinheiten
aus Versehen dieselbe Kennung erhalten, erscheint Fehlermeldung 15 ständig auf
dem Display.
In diesem Fall ist eine der Vorschubeinheiten abzutrennen und die obige
Vorgehensweise erneut durchzuführen.
Man kann jederzeit zum Konfigurationsfenster gehen und die Kennung der
angeschlossenen Vorschubeinheiten durch Betätigung des Brennerabzugs
überprüfen.In der Zeile KENNUNG ANGESCHLOSSENER VORSCHUBEINHEITEN
erscheinen die Kennungen aller angeschlossenen Vorschubeinheiten.
9.2.10 Schweißdaten von Mehrfach--Vorschubeinheiten
Die Schweißdaten werden einzeln für die jeweilige Vorschubeinheit konfiguriert.
Damit einer Vorschubeinheit Daten zugeordnet werden können, muß sie aktiv sein.
Ist dies der Fall, kann man Daten wie sonst (siehe Speicherfunktionen, Punkt 7)
aufrufen und eventuelle Änderungen vornehmen, die dann der aktiven
Vorschubeinheit zugeordnet werden.
Die nächste Vorschubeinheit wird durch Betätigung des Brennerabzugs aktiviert,
anschließend werden die Daten abgerufen, die man dieser Vorschubeinheit
zuordnen möchte.
Jede beliebige Schweißdatennummer kann jeder beliebigen Vorschubeinheit
zugeordnet werden.
9.2.10. Fernbedienungen für Mehrfach--Vorschubeinheiten
Fernbedienungen steuern die Vorschubeinheit, an die sie angeschlossen sind. Die
digitale Fernbedienung mit 5 Programmen ruft Daten von verschiedenen
Speicherplätzen ab, abhängig davon, welche Kennung die Vorschubeinheit hat.
Die Vorschubeinheit mit Kennung 0 ruft Schweißdaten von den Plätzen 1 -- 5 ab.
Die Vorschubeinheit mit Kennung 1 ruft Schweißdaten von den Plätzen 11 -- 15 ab.
Die Vorschubeinheit mit Kennung 2 ruft Schweißdaten von den Plätzen 21 -- 25 ab.
Die Vorschubeinheit mit Kennung 3 ruft Schweißdaten von den Plätzen 31 -- 35 ab.
Alle in der Schnelleinstellung und im Konfigurationsfenster Fernbedienung
festgelegten Grenzen gelten für alle Vorschubeinheiten.
bu11d01g
-- 6 2 --

9.3 Qualitätsfunktionen
HAUPTMENÜ
ZUSA
TZFUNKTIONEN
DOKUMENTATIONSFUNKT.
Die Qualitätsfunktionen überwachen einige interessante Daten für Einzelschweißgeräte.
Bei diesen Funktionen handelt es sich um:
Zeit des Schweißstarts
Dauer des Schweißvorgangs
Mittlerer, Höchst-- und Mindeststrom beim Schweißen
Mittlere, Höchst-- und Mindestspannung beim Schweißen
Mittlere, Höchst-- und Mindestleistung beim Schweißen
Außerdem kann man die Länge der Schweißnaht manuell eingeben, und die
Schweißdateneineinheit berechnet die Streckenergie.
Die Anzahl der Schweißvorgange seit der letzen Rückstellung wird ebenfalls
angezeigt. Maximal können Daten zu 100 Schweißvorgangen gespeichert werden.
Alle weiteren Schweißvorgange werden ignoriert. Der Schweißvorgang muß mehr
als 4 Sekunden dauern, damit er erfaßt wird.
Der zuletzt registrierte Schweißvorgang erscheint im Display, man kann aber auch
die anderen aufgezeichneten Schweißvorgange durchblättern.
Bei Betätigung von RÜCKSTELLUNG werden alle Variablen auf Null gestellt.
DOKUMENTATIONSFUNKTION
SCHW. 1 START: 01--JUN--97 12:00.02
SCHWEISSZEIT: 0.0s
NATHLÄNG. 0 cm W--ZUFUHR 0.0kJ/cm
AVE. MAX MIN
I(Amp) 0.00 0.00 0.00
U(V) 0.00 0.00 0.00
P(kW) 0.00 0.00 0.00
ANZAHL SCHWEISSUNGEN SEIT RESET:0
RESET ENDE
Man entscheidet sich für einen bestimmten Schweißablauf mit Hilfe von
oder
,
wobei der Cursor sich in der Zeile befinden muß, in der die gewünschte Schweißart
angezeigt wird.
Man kann die Lange der Schweißnaht im jeweiligen Feld angeben, damit man eine
entsprechende Streckenergie erhalt.
bu11d01g
-- 6 3 --

9.4 Produktionsstatistik
HAUPTMENÜ
TZFUNKTIONEN
ZUSA
PRODUKTIONSSTAT.
Die Produktionsstatistik registriert die gesamte Lichtbogenzeit, die gesamte
Materialmenge und die Anzahl der Schweißvorgange seit der letzten Rückstellung.
Außerdem überwacht sie die Lichtbogenzeit und die Materialmenge, die beim letzten
Schweißvorgang verbraucht wurde. Zur Information wird auch angezeigt, für welche
Masse pro Langeneinheit die Masse berechnet wurde und wann die die letzte
Rückstellung erfolgte.
Die Anzahl der Schweißvorgange nimmt nicht zu, wenn die Lichtbogenzeit unter 4
Sekunden liegt. Es wird auch nicht angezeigt, wieviel Material für einen solch kurzen
Schweißvorgang verbraucht wurde. Materialverbrauch und Zeit werden jedoch zu
den Gesamtwerten von Material und Zeit addiert.
Bei Betätigung von RÜCKSTELLUNG werden alle Zahlwerke auf Null gestellt, und
unter letzter Rückstellung erscheinen aktuelles Datum und Uhrzeit.
PRODUKTIONSSTATISTIK
LETZTE GESAMT
LICHTBOGENZEIT 181 min 24s 0s
DRAHTVERBRAUCH 0g 0g
DRAHTGEWICHT 0.09g/m
ANZ. SCHWEISS. 0
LETZTER RESET 01--JUN--97 12:00.02
RESET ENDE
bu11d01g
-- 6 4 --

9.5 Fehlerprotokoll
HAUPTMENÜ
TZFUNKTIONEN
ZUSA
FEHLERAUFZEICHNUNG
Alle beim Benutzen der Schweißanlage auftretenden Fehler werden als
Fehlermeldung im Fehlerprotokoll festgehalten. Bis zu 99 fehlermeldungen können
gespeichert werden. Wenn das Fehlerprotokoll voll ist, also 99 Fehlermeldungen
umfaßt, wird beim nächsten Fehler automatisch die älteste Fehlermeldung gelöscht.
12"Datum Zeit Einheit Fehler
970422 15:52,24 C--BOX 18
Überträgungsfehler Drahtvorschub
970422 16:54,04 C--BOX 12
Überfragungsfehler Stromquelle
970423 09:14,33 PSOURCE 6
Überträgungsfehler
LÖCHEN
LÖCHEN
ALLES
ANSEH.
ALLES
ENDE
9.5.1 Fehlermeldung löschen
Wenn man eine Fehlermeldung löschen will, stehen zwei Möglichkeiten zur Auswahl,
jede mit einer anderen Taste.
S Gekennzeichnete Meldungen löschen
S Alle Meldungen löschen
9.5.2 Fehlerübersicht
Durch Betätigung der Taste ANSEHEN ALLES kann man eine Übersicht über die
Anzahl erfaßter Fehlermeldungen im Fehlerprotokoll erhalten. Hier sind auch Datum
und uhrzeit der ältesten und der zuletzt erfaßten Fehlermeldung zu sehen.
FEHLERAUFZEICHNUNG -- KOMPLETTE LISTE
ALLE FEHLERMELDUNGEN: 12
ÄLSTER FEHLER IN: 970417 KL 11:09,11
bu11d01g
LETZTER FEHLER IN: 970429 KL 13:04,45
ENDE
-- 6 5 --

9.5.3 Fehlermeldungen
Die nachstehende Liste umfaßt die Fehlermeldungen, die auftreten können.
1
2
3
4
5
6
7
8
9
10
11
12
CBOX
PSOURCE
WFEED
CBOX
PSOURCE
WFEED
CBOX Fehler im externen RAM
CBOX
PSOURCE
WFEED
PSOURCE
PSOURCE Hohe Temperatur
PSOURCE Hoher Primärstrom
CBOX
PSOURCE
WFEED
PSOURCE
WFEED
PSOURCE
PSOURCE
WFEED
CBOX
PSOURCE
WFEED
Fehler in EPROM--Prüfsumme
Programmspeicherfehler -- Test wird nur nach Initialisierung nach
Einschaltung der Stromversorgung ausgeführt. Dieser Fehler sperrt
keine Funktionen.
RAM--Fehler, Mikroprozessor
Fehler im RAM des Prozessors -- Test wird nur nach Initialisierung
nach Einschalter der Stromversorgung ausgeführt. Dieser Fehler
sperrt keine Funktionen.
Test wird nur nach Initialisierung nach Einschalten der Stromversorgung ausgeführt. Dieser Fehler sperrt keine Funktionen.
Spannungsabfall der 5V--Speisespannung
Die Speisespannung des Rechners ist aus irgendeinem Grund abgefallen. Dies kann beim Ausschalten der Anlage passieren, aber auch
an einem Fehler in der Speisespannung der Karte liegen.
Gleichspannung außerhalb der Grenzwerte
Die Spannung hinter dem Netzgleichrichter ist entweder zu hoch oder
zu niedrig, was auf starke übergangsströme im Netz oder ein zu
schwaches Netz zurückzuführen sein kann. Die Wandlereinheit wird
automatisch und unmittelbar abgeschaltet und bleibt gesperrt, bis die
Spannung wieder unter den Grenzwert abgesunken ist.
Zu hohe Temperatur an der Schwe
tung, defektes Kühlgebläse oder andere Komponentenfehler verursacht werden kann.
Die Wandlereinheit zieht zuviel Strom von der Gleichspannung, mit
der sie versorgt wird. Die Wandlereinheit wird automatisch und unmittelbar abgeschaltet und bleibt gesperrt, bis der Fehler behoben ist.
Gleichspannung 1 außerhalb der Sicherheitsgrenzen
CBOX: Batteriespannung zu niedrig.
PSOURCE: Die interne Speisespannung von +15VC ist entweder zu
niedrig oder zu hoch.
WFEED: Die interne Speisespannung von 15V ist entweder zu niedrig
oder zu hoch.
Gleichspannung 2 außerhalb der Sicherheitsgrenzen
PSOURCE: Die interne Speisespannung von --15V ist entweder zu
niedrig oder zu hoch.
WFEED: Die interne Speisespannung von 20V ist entweder zu niedrig
oder zu hoch.
Gleichspannung 3 außerhalb der Sicherheitsgrenzen
Die interne Speisespannung von +15VB ist entweder zu niedrig oder
zu hoch.
Servo--Fehler
PSOURCE: Der Stromservo schafft es nicht, den Strom zu liefern,
den der Rechner anfordert. Der Unterschied zwischen Me
und Stromsollwert ist dauerhaft.
WFEDD: Der Drahtgeschwindigkeitsservo schafft es nicht, den Strom
zu liefern, den der Rechner anfordert.
Warnzustand in Buskommunikationen
Der Fehlerzähler der Busschaltung hat einen so hohen Wert, da
eine Warnung abgesetzt wird. Wenn der Fehlerzähler weiter ansteigt,
wird die Busschaltung in den Zustand “bus--offÓ versetzt, und die Verbindung zur Schwei
ßstromquelle, was durch überlas-
ßwiderstand
ß
ßdateneinheit (Einstellgerät) wird unterbrochen.
bu11d01g
-- 6 6 --
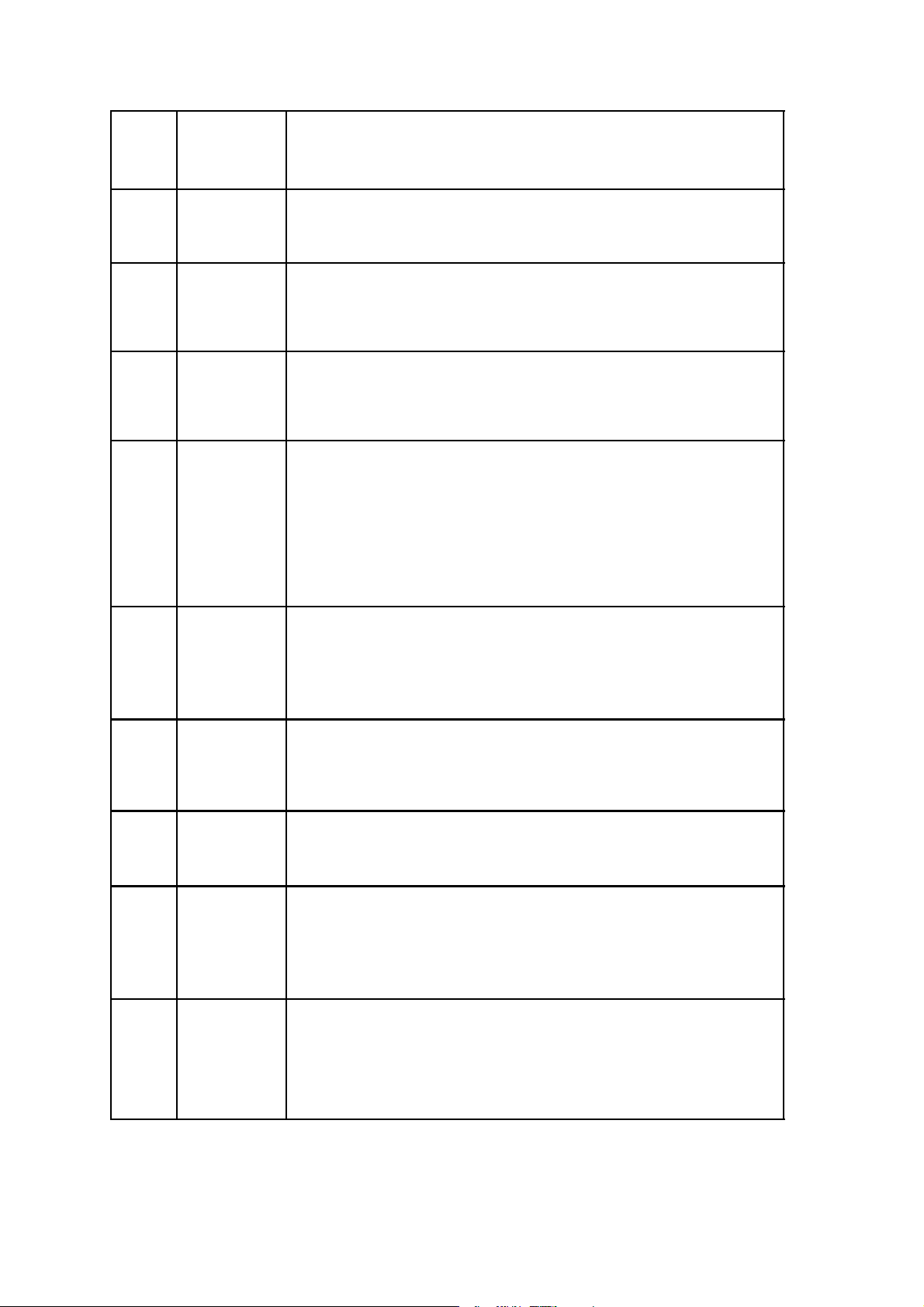
14
15
17
18
19
20
21
22
23
25
CBOX Kommunikation am Bus abgeschaltet
Der Fehlerzähler der Busschaltung hat einen so hohen Wert, da
in den Zustand “bus--offÓ versetzt wird. Zur Rückstellung mu
Stromversorgung ausgeschaltet werden.
CBOX
PSOURCE
WFEED
CBOX Verlust des Kontaktes mit der Vorschubeinheit
CBOX Verlust des Kontaktes mit der Stromquelle
CBOX Fehler in RAM mit Batteriesicherung
CBOX Unzulässige Einstellung im RAM abgelegt
CBOX Inkompatible Einstellungen im RAM--Speicher
CBOX Überlauf im Sendepuffer
CBOX Überlauf im Empfangspuffer
CBOX
Verlust der Meldung bei Buskommunikation
Die Busschaltung zeigt an, da
eingegangenen Meldung überschrieben und somit verloren wurde.
Dieser Fehler sperrt keine Funktionen.
Eine Identifikationsmitteilung wird zur Aufrechterhaltung der laufenden
überprüfung einer bestimmten Einheit im Netz verwendet. ãTime outÓ
als Antwort verursacht diese Fehlermeldung. An die Stromquelle wird
unmittelbar ein Stoppkommando abgesetzt.
Eine Identifikationsmitteilung wird zur Aufrechterhaltung der laufenden
überprüfung einer bestimmten Einheit im Netz verwendet. ãTime outÓ
als Antwort verursacht diese Fehlermeldung. An die Stromquelle wird
sofort ein Stoppkommando abgesetzt.
Ein ãByteÓ im batteriegesicherten RAM--Speicher wird für Stichprobenüberprüfungen verwendet. Wenn die Batterie ihre Spannung verliert, stimmt der Wert nicht, wenn der Test bei der nächsten Initialisier-
ung vorgenommen wird, so da
des Schwei
Durch diese Rückstellung werden alle Schwe
Null gestellt, und die aktuelle Einstellung lautet: MIG/MAG, DIP/
SPRAY, Fe, CO2, 1,2 mm.
Unter den nichtnumerischen Einstellungsparametern wurde ein unzulässiger Wert entdeckt. Die Fehlererkennung sorgt dafür, da
einer Rückstellung des Schwei
nur bei Initialisierung nach dem Einschalten der Stromversorgung vor-
genommen. Dieser Fehler sperrt keine Funktionen.
Die eingestellten Werte für Verfahren, Material, Gas und Draht stellen
eine unzulässige Kombination dar. Die Fehlererkennung sorgt dafür,
da
ß es zu einer Rückstellung des Schweißdatenspeichers kommt.
Dieser Fehler sperrt keine Funktionen.
Der Sendepufferspeicher ist überfält worden. Dieser Fehler kann
durch eine Unterbrechung der Busverbindung verursacht werden. Zur
Rückstellung mu
Der Empfangspufferspeicher ist überfällt worden. Dieser Fehler wird
dadurch verursacht, da
ungwühnlich belastet wird, weil mehr Mitteilungen eingehen, als er
verarbeiten kann. Zur Rückstellung mu
geschaltet werden.
Inkompatibles Schweißdatenformat
Bei der Ladung des Einstellgerätes mit Schwei
schwe
erhält es eine Versionsnummer für das Schwei
diese Versionsnummer nicht mit der Schwei
tellgerätes übereinstimmt, erscheint diese Fehlermeldung.
ßdatenspeichers kommt.
ß die Stromversorgung ausgeschaltet werden.
ßdaten, sondern blockweise übertragung von Schweißdaten)
ß eine Meldung aufgrund einer spter
ß es zu einer allgemeinen Rückstellung
ßdatenspeichers kommt. Der Test wird
ß der Mikroprozessor im Einstellgerät
ß die Stromversorgung aus-
ß er
ß die
ßdatenpositionen auf
ß es zu
ßdaten (keine Einzel-
ßdatenformat. Wenn
ßdatenversion des Eins-
bu11d01g
-- 6 7 --
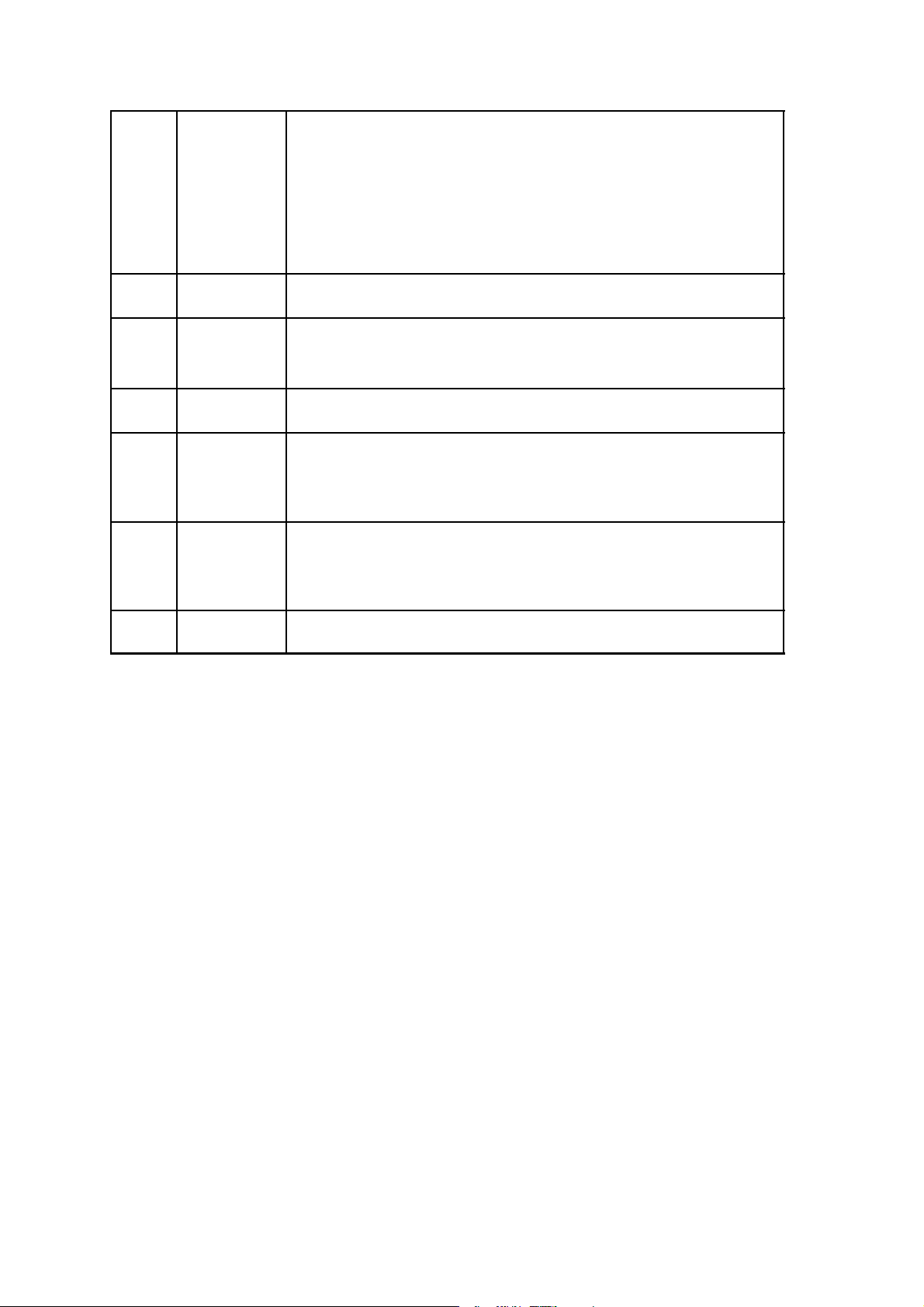
26
27
28
29
30
31
32
PSOURCE
WFEED
WFEED
CBOX
PSOURCE
WFEED
PSOURCE
CBOX Kein Kontakt mehr mit der WIG--E/A--Einheit
CBOX Keine Antwort von der Display--Karte
WFEED
Rückstellung durch überwachungsfunktion
Die interne überwachungsfunktion des Prozessors hat angezeigt, da
etwas den Prozessor daran gehindert hat, seine normalen Aufgaben
in der Hauptschleife des Programms innerhalb der vorgegebenen
Zeitgrenze (64 ms) auszuführen. In diesem Fall wird der Prozessor
rückgestellt und erneut gestartet. Während das Programm seine Initialisierungen vornimmt, wird festgestellt, da
Neustart bei der überwachungsfunktion liegt, worauf diese Fehlermeldung erscheint. Dieser Fehler sperrt keine Funktionen.
Schweißdraht verbraucht
Der Schwei
Stapelspeicherüberlauf
Der Stapel (Speicherbereich, in dem der Prozessor Daten vorübergehend ablegt) ist überfällt worden. Der Fehler kann auf eine ungewuhnliche Arbeitsbelastung des Prozessors zurückzuführen sein.
Kein Wasserfluß
Die Wasserflußüberwachung zeigt an, daß kein Wasserfluß vorliegt.
Mit einer ID--Meldung wird laufend überprüft, ob eine bestimmte Einheit noch im Netz vorhanden ist. ãTime outÓ als Antwort sorgt für
diese Fehlermeldung. Das Stoppkommando wird sofort an die Stromversorgung abgesetzt.
Der Prozessor erhält keine Bestätigung von der Display--Karte (normalerweise bestätigt die Display--Karte alle Kommandos des Prozessors). Dieser Fehler sperrt keine Funktionen, lediglich das Display
kann seine Funktion einstellen.
Kein Gasfluß
Die Gasflußüberwachung zeigt an, da§ kein Gasfluß vorliegt.
ßdraht im Drahtvorschubwerk ist verbraucht.
ß
ß die Ursache für den
bu11d01g
-- 6 8 --

9.6 Selbstdefinierte Synergielinien für MIG/MAG
In bezug auf Spannung und Drahtvorschubgeschwindigkeit kann man eigene
Synergielinien erstellen. Bis zu zehn solcher Synergielinien können gespeichert
werden.
Die Erstellung einer Synergielinien erfolgt in zwei Stufen.
1. Defination der neuen Synergielinie durch Vorgabe einer Anzahl von Spannungs-Drahtgeschwindigkeits--Koordinaten, siehe Punkte A--D in der nachstehenden
Abbildung.
Spannung
C
D
B
A
Drahtvorschub
2. Angabe, für welche Draht--Gas--Kombination die Synergielinie gelten soll.
9.6.1 Angabe der Draht--Spannungs-- Koordinaten
Zur Erstellung einer Synergielinie für das Verfahren Kurz--/Sprühlichtbogen werden
vier, für das Verfahren Pulsschweißen zwei Koordinaten benötigt. Diese Koordinaten
müssen anschließend mit einer eigenen Schweißdatennummer im Schweißdatenspeicher abgelegt werden.
Vorgehensweise:
1. Hauptmenü aufrufen und das MIG/MAG--Verfahren (Kurz--/Sprühlichtbogen oder
Pulsschweißen) wählen, für das die Synergielinie gelten soll.
2. Die gewünschten Werte für Spannung und Drahtvorschubgeschwindigkeit für die
erste Koordinate eingeben.
3. Speichermenü aufrufen und die erste Koordinate als Schweißdatennummer 96
speichern.
S Die vier Koordinaten für eine Kurz--/Sprühlichtbogen--Linie müssen als
Nummern 96, 97, 98 und 99 gespeichert werden.
Außerdem ist zu beachten, daß:
S eine höhere Schweißdatennummer höhere Werte für Spannung und
Drahtvorschubgeschwindigkeit enthalten muß als die davor liegende
Schweißdatennummer.
S Die Parameter Induktanz, Reglertyp und Warmstartspannung müssen in
allen vier Schweißdatennummern denselben Wert haben.
S Die zwei Koordinaten für eine Pulsschweiß--Linie sind als Nummern 96 und
97 zu speichern.
Außerdem ist zu beachten, daß:
S eine höhere Schweißdatennummer höhere Werte für Spannung und
Drahtvorschubgeschwindigkeit und Pulsfrequenz enthalten muß als die
davor liegende Schweißdatennummer.
bu11d01g
-- 6 9 --

S Die Parameter Pulszeit, Warmstartspannung, Ka, Ki sowie die
Stufenparameter müssen in beiden Schweißdatennummern denselben
Wert haben.
S ie Kraterfüllungsdaten müssen als Schweißdaten Nr. 96 gespeichert werden,
dies gilt für beide Verfahren (Kurzlichtbogen/Impulsschweißen).
4. Anzahl der benötigten Koordinaten definieren und anschließend mit “Angabe
einer gültigen Draht--Gas--Kombination” weitermachen.
9.6.2 Angabe einer gültigen Draht--Gas--Kombination
Vorgehensweise:
1. Bild für die Bearbeitung eigener Synergielinien aufrufen.
HAUPTMENÜ
TZFUNKTIONEN
ZUSA
SYNERGIEKENNL.ERST.
NEUE SYNERGIEKENNLINIE ERSTELLEN
Die Positions-anzeige in die Zeile
ZUSATZWERSTOFF
bringen und AUSFÜHR
(ENTER) betätigen.
ZUSATZWERKSTOFF: Baustahl
SCHUTZGAS: Ar+20%CO2
DRAHTDURCHMESSER: 1.2 mm
NEUE SYNERGI
AUSSPEICHER 96, 97
LÖSCHE SYNERGIEKENNLINIE
ENDE ENTER
Eine Alternative aus der angezeigten Liste auswählen (Alternative kennzeichnen und
ENTER betätigen).
2. Danach auf gleiche Weise ein Schutzgas und ein Drahtmaß auswählen.
3. Die Zeile SPEICHERE NEUE LINIE.... kennzeichnen und AUSFÜHR(ENTER)
betätigen.
Damit ist der Vorgang abgeschlossen, eine neue Synergielinie ist definiert worden.
ACHTUNG! Soll die Funktion Kraterfüllung beim Pulsschweißen benutzt werden,
muß eine entsprechende Synergielinie für Kurz--/Sprühlichtbogen vorhanden sein,
weil alle Kraterfülldaten zur Art Kurz--/Sprühlichtbogen gehören.
Bei der Erstellung einer neuen Synergielinie für das Pulschweißverfahren erhält man
daher immer eine Warnung, wenn keine entsprechende Linie für das Verfahren
Kurz--/Sprühlichtbogen erstellt worden ist.
WARNUNG!
Entsprechende Synergielinie
für Kurz-- /Sprühlichtbogen fehlt.
bu11d01g
-- 7 0 --

9.6.3 Erstellung ein e r eigenen Draht/Gas--Alternative.
Die Liste mit Gas-- und Drahtalternativen kann um bis zu zehn eigene Alternativen
erweitert werden. Ganz unten auf jeder Liste befindet sich eine Leerzeile (------).
Durch Verlegung der Positionsanzeige in diese Zeile und Betätigung von AUSFÜHR
erhält man Zugang zu einer “Tastatur”, mit der es möglich ist, eigene Alternativen
einzugeben.
CO2
Ar+20 % CO2
Ar+2 % O2
Ar+5 % O2+5 % CO2
Ar+8 % CO2
Ar+25 % CO2
-- -- -- -- -- -- --
Die Tastaturì des Einstellgerätes wird wie folgt benutzt:
S Die Positionsanzeige mit den Pfeiltasten auf das gewünschte Tastaturzeichen
bringen und die weiche Taste “DRÜCKEN TASTE” betätigen.
Auf diese Weise eine komplette Zeichenfolge mit bis zu 20 Zeichen schreiben.
S Die AUSFÜHR--Taste () “Tastaur” und die weiche Taste “DRÜCKEN TASTE”
betätigen, so daß die eigene Alternative in der Liste erscheint.
Eine eigene Alternative mit Namen wie folgt löschen:
Die eigene Draht-- oder Gas--Alternative in der aktuellen Liste kennzeichnen.
NEUE SYNERGIEKENNLINIE ERSTELLEN
Taste LÖSCHEN
betätigen
ZUSATZWERKSTOFF: Fe
SCHUTZGAS: Ar+20%CO2
DRAHTDURCHMESSER: 1.2 mm
SPEICHERE NEUE LINIE VIN
SCHWEISSDATENSPEICHER 96, 97
LÖSCHE SYNERGIEKANNLINIE
LÖSCHEN ENDE ENTER
Eine eigene Draht-- oder Gas--Alternative mit eigenem Namen kann nicht gelöscht
werden, wenn sie zu dem Schweißdatensatz gehört, der sich gerade im
Arbeitsspeicher befindet.
bu11d01g
-- 7 1 --
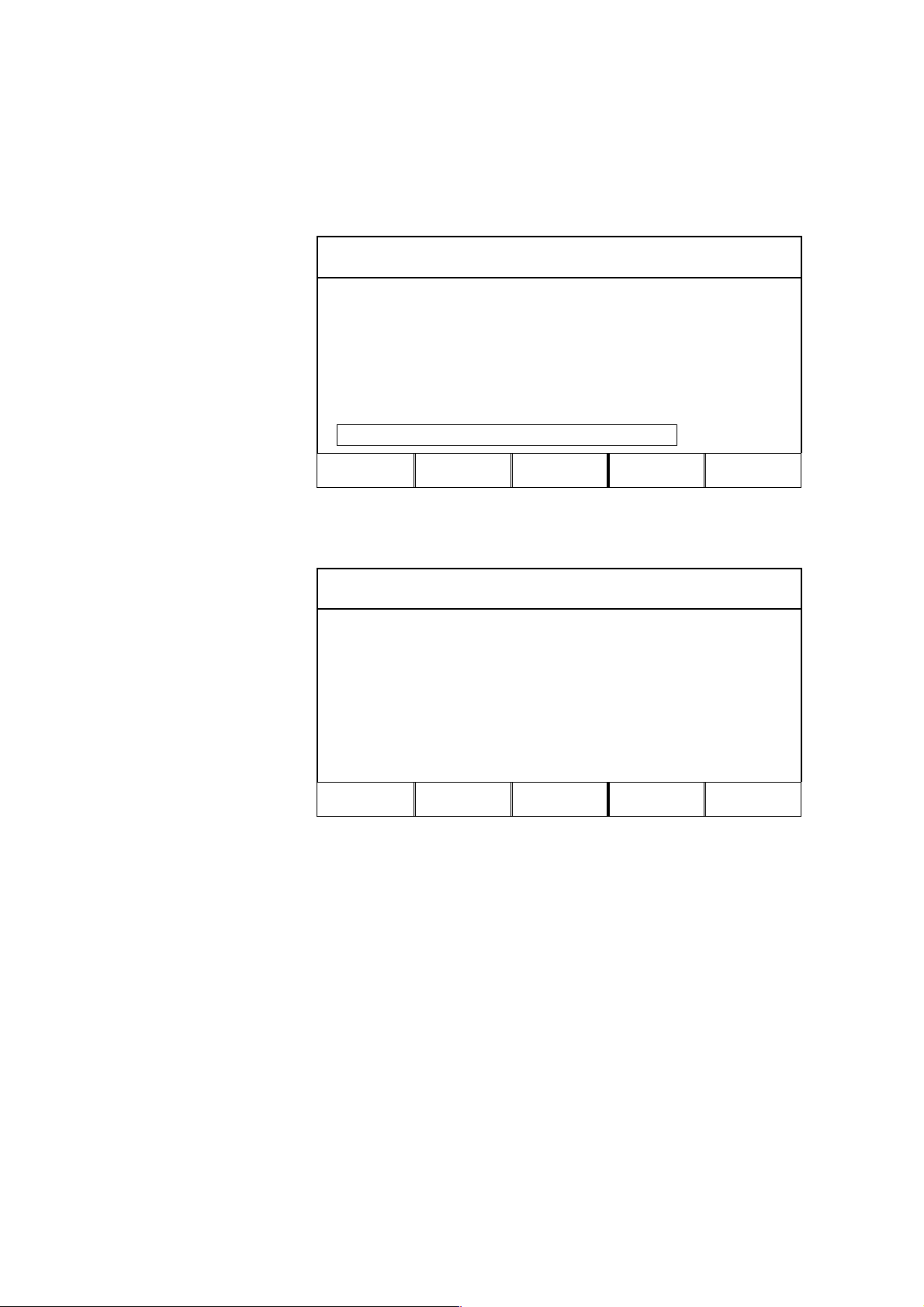
9.6.4 Löschen einer selbstdefin ierten Synergielinien
Eine selbstdefinierten Synergielinie kann gelöscht werden, wenn sie nicht aktiv ist,
d. h. wenn sie nicht zu dem Schweißdatensatz gehört, der sich gerade im
Arbeitsspeicher befindet.
NEUE SYNERGIEKENNLINIE ERSTELLEN
Die Positions-anzeige in die Zeile
LÖSCHE
ZUSATZWERKSTOFF: Fe
SCHUTZGAS: Ar+20%CO2
DRAHTDURCHMESSER: 1.2 mm
SYNERGIELINIE
bringen
SPEICHERE NEUE LINIE VIN
SCHWEISSDATENSPEICHER 96, 97
LÖSCHE SYNERGIEKANNLINIE
ENDE ENTER
Ein neues Bild erscheint im Zeichenfenster. Hier kann man mit der Taste NESTE
zwischen den selbstdefinierten und gespeicherten Synergielinien blättern.
NEUE SYNERGIEKENNLINIE ERSTELLEN
In die zu löschende
Zeile gehen und
die Taste LÖSCHE
betätigen
" IMPULSLICHTB., Ss duplex, Ar, 1.4 mm
LÖSCHE ENDE
9.7 Serielle Kommunikation
Diese Funktion ist für zukünftige Verwendungszwecke vorgesehen.
bu11d01g
-- 7 2 --

9.8 Programmaufrüstung
HAUPTMENÜ
TZFUNKTIONEN
ZUSA
SOFTWARE UPGRADE
Einsatzbereich
Mit dieser Funktion kann die Software in Einstellgerät, Stromquelle und
Vorschubeinheit von einer PC--Karte aus aktualisiert werden.
SOFTWARE UPGRADE
Einheit Version PC--Karte
SYSTEM VERSION
SOFTWARE LADEN
STROMQUELLE
DRAHTVORSCHUB
EINGABEEINHEIT
1.50A
2.00A
1.31E
ENDE
1.00B
1.12
1.50B
2.00A
1.31F
UPGRADE
JETZT
Aktuelle Version Beschreibung der in diesem Gerät aktiven Programm-
version.
PC--Karte Beschreibung der in diesem Gerät auf der PC--Karte ge-
speicherten Programmversion.
?
Gerät vorhanden, aber der Rechner erkennt nicht, um
welche Version es sich handelt.
--
Kein Programm für dieses Gerät auf der PC--Karte vorhanden.
Systemversion Angabe der auf der PC--Karte gespeicherten Programm-
konfiguration. Eine Programmkonfiguration kann aus 1 -4 Programmen bestehen (1 für jede Einheit).
Ladeprogramm Programm zur Abwicklung der Aufrüstung.
Stromquelle Leiterplatte zur Regelung der Stromquelle.
Vorschubeinheit Leiterplatte zur Regelung des Drahtvorschubs.
Schweißdateneinheit Leiterplatte im Einstellgerät.
bu11d01g
-- 7 3 --

Durchführung der Aufrüstung:
Die aufzurüstende(n) Einheit(en) durch Verlegen des Cursors in die entsprechende
Zeile und Markierung der Einheit(en) ( ) auswählen. Anschließend
„AUFRÜSTUNG VORNEHMENì betätigen und mit „Jaì bestätigen, damit die
Aufrüstung beginnt.
SOFTWARE UPGRADE
Cursor in die Zeile
Einheit Version PC--Karte
der aufzurüstenden
Einheit bringen.
SYSTEM VERSION
SOFTWARE LADEN
STROMQUELLE
DRAHTVORSCHUB
EINGABEEINHEIT
1.50A
2.00A
1.31E
ENDE
1.00B
1.12
1.50B
2.00A
1.31F
UPGRADE
JETZT
S Die erste Taste zur Markierung der Einheit (wird abgehakt) betätigen.
Durch erneute Betätigung der Taste wird die Wahl rückgängig gemacht (Haken
verschwindet).
Sollen weitere Einheiten aufgerüstet werden, sind diese in derselben Weise zu
kennzeichnen.
SOFTWARE UPGRADE
JA zur Durchführung
der Aufrüstung
betätigen. Die
Aufrüstung kann bis
zu 5 Minuten dauern.
Enheit Version PC--Karte
DAS SOFTWARE UPGRADING KANN BIS ZU 5 MINUTEN DAUERN UND KANN NICHT ABGEBROCHEN
WERDEN.
WIRKLICH AUSFÜHREN?
bu11d01g
NEIN JA
-- 7 4 --

Im Zeichendisplay erscheint während der Aufrüstung folgendes Dialogfeld:.
SOFTWARE UPGRADE
ANLAGE WÄHREND DIESES PROZESSES NICHT ABSCHALTEN !!
UPPGRADING STROMQUELLE.......
23% kompl.
Nach Abschluß der Aufrüstung sieht das Zeichendisplay wie folgt aus:
SOFTWARE UPGRADE
UPGRADING ERFOLGREICH BITTE DIE ANLAGE NEU
STARTEN.
Jetzt sind alle Einheiten aufgerüstet worden.
Damit die Schweißanlage benutzt werden kann, muß die Stromquelle neu gestartet
werden.
S Schalter der Netzspannung an der Stromquelle in Stellung 0 drehen.
S Schalter der Netzspannung in Stellung 1 bringen.
WARNUNG! Sicherstellen, daß die Netzspannung der Stromquelle während der
laufenden Auf rüstung nicht abgeschaltet wird. Wenn dies zu früh erfolgt, ist
ein Servicetechniker von ESAB hinzuzuziehen.
bu11d01g
-- 7 5 --
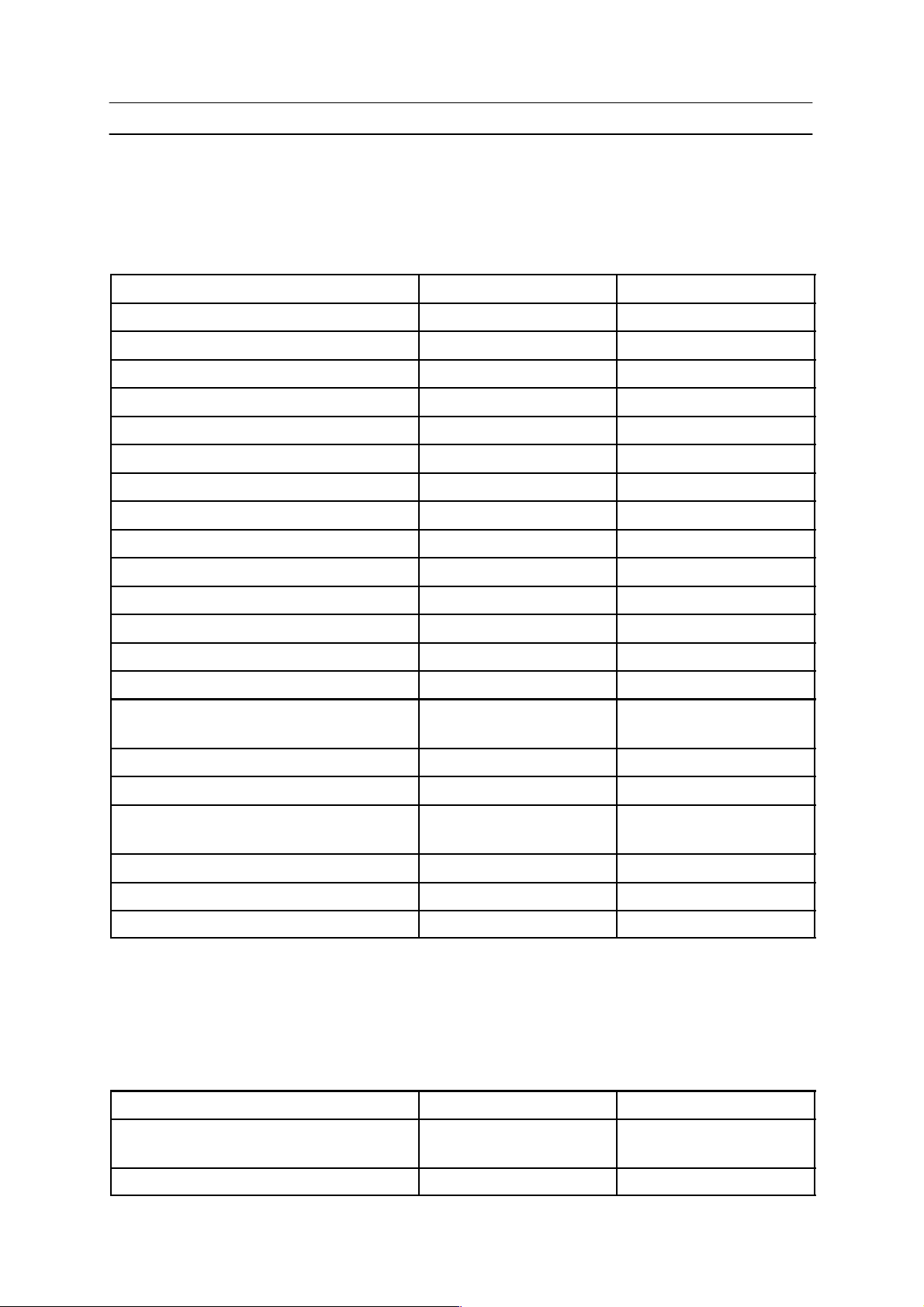
10 ANHANG
10.1 Einstellungsbereiche und Einstellungsstufen
Kursivparameter sind im Synergiebetrieb nicht verfügbar.
MIG/MAG
Parameter Einstellungsbereich Einstellungsstufen
Drahtvorschubgeschwindigkeit 1,5--25,0 m/min 0,1 m/min
Spannung 8,0--60,0 V 0,25 V
Induktanz 0--100 % 1%
Pulsstrom 100--600 A 4A
Pulszeit 1,7 -- 25,5 ms 0,1 ms
Pulsfrequenz 20 -- 312 Hz 2Hz
Hintergrundstrom 12--300 A 4A
Abfall--/ Anstiegzeit 1--9 1
Ka 0--100 % 1%
Ki 0--100 % 1%
Gasvorströmungszeit 0,0--25,0 s 0,1 s
Gasnachströmungszeit 0,0--25,0 s 0,1 s
Nachbrennzeit 0,00--1,00 s 0,01 s
Warmstartzeit 0,0--10,0 s 0,1 s
Drahtvorschubgeschwindigkeit,
0,0--20,0 m/min 0,1 m/min
Warmstart
Spannungssteigrung, Warmstart 0,0--60,0 V 0,25 V
Kraterfüllzeit 0,0--10,0 s 0,1 s
Endgültige Drahtgeschwindigkeit,
1,5--25,0 m/min 0,1 m/min
Kraterfüllung
Endgültige Spannung, Kraterfüllung 8,0--60 V 0,25 V
Abriebimpuls 10--120 % 1%
Reglertyp Typennummer 1--12 --
Kursivparameter sind im Synergiebetrieb nicht verfügbar.
Der Parameter Reglertyp hat keinen eigentlichen Einstellungsbereich. Man kann
beim MIG/MAG--Schweißen seine Auswahl unter zwölf verschiedenen Reglertypen
mit den Nummern 1--12 treffen.
MMA
Parameter Einstellungsbereich Einstellungsstufen
Schweißstrom 16--320 A (Aristo 320)
16--450 A (Aristo 450)
Arcforce 0--100 % 1%
-- 7 6 --
bu11d01g
1A
1A

WIG
Parameter Einstellungsbereich Einstellungsstufen
Strom, Pulsstrom,Hintergrundstrom 4--320 A (Aristo 320)
4--450 A (Aristo 450)
4A
4A
Pulszeit 0,001--5,000 s 0,001 s
Hintergrundzeit 0,001--5,000 s 0,001 s
Anstiegszeit 0,0--25,0 s 0,1 s
Abfallzeit 0,0--25,0 s 0,1 s
Gasvorströmungszeit 0,0--25,0 s 0,1 s
Gasnachströmungszeit 0,0--25,0 s 0,1 s
Kohlelichtbogenabrieb
Parameter
Einstellungsbereich Einstellungsstufen
Spannung 8,0--60,0 V 0,25 V
Induktanz 0--100 % 1%
Reglertyp Typennummer 1, 2, 5 --
Kursivparameter sind im Synergiebetrieb nicht verfügbar.
Der Parameter Reglertyp hat keinen eigentlichen Einstellungsbereich. Man kann
beim Kohlelichtbogenabrieb seine Auswahl unter drei verschiedenen Reglertypen
mit den Nummern 1,2 und 5 treffen.
bu11d01g
-- 7 7 --

10.2 Menüstruktur
HAUPTMENÜ
Seite 4
EINSTELL-UNG
Seite 7
START-DATEN
MIG/MAG
Seite 12 Seite 12
SPEICHERN LÖSCHEN
Seite 41 Seite 43 Seite 44
SPEICHER-KARTE
KONFIGURIERUNG
Seite 48
MESSWERTE
STOPP-DATEN
MIG/MAG
Seite 50
SPEICHER-BEARBEITUNG
SCHNELL-EINSTELL-UNG
Seite 39 Seite 41 Seite 47
WIDER-RUFEN
KOPIEREN
Seite 44
Q--FUNK-TIONEN
Seite 63
PRODUK-TIONSSTA-TISTIK
Seite 64 Seite65
FEHLER-PROTO-KOLL
ZUSATZ-FUNKTIONEN
Seite 48
KUNDEN-SPEZI.
SYN.LINIEN
Seite 69
SERIELLE
KOMMUNIK.
Seite 72
(not used)
SOFTWARE-AKTUALISIERUNG
Seite 73
SPRACHE
Seite 50
bu11d01g
SPERR-FUNKTION
Seite 50
FERN-STEUE
RUNG
GRUND-EINST.
MIG/MAG
Seite 52 Seite 54
-- 7 8 --
GRUND-EINST.
MMA
Seite 59
GRUND-EINST.
WIG
Seite 59
GENE-RELLE-EINST.
Seite 59
MULTIPLA
DRAHTVORS
Seite 61


ESAB subsidiaries, representative offices and agents
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 726 80 05
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 204
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+392979681
Fax:+39297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 248 59 22
Fax: +31 30 248 52 60
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.z.o.o
Warszaw
Tel: +48 22 813 99 63
Fax: +48 22 813 98 81
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 1 837 1527
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcobendas (Madrid)
Tel: +34 91 661 55 80
Fax: +34 91 661 51 83
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 333 43 33
Fax: +55 31 361 31 51
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 44 58
Asia/Pacific
AUSTRALIA
ESAB Australia Pty Ltd
Ermington
Tel: +61 2 9647 1232
Fax: +61 2 9748 1685
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. Esabindo Pratama
Jakarta
Tel: +62 21 460 01 88
Fax: +62 21 461 29 29
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 703 36 15
Fax: +60 3 703 35 52
SINGAPORE
ESAB Singapore Pte Ltd
Singapore
Tel: +65 861 43 22
Fax: +65 861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyung--Nam
Tel:+825512898111
Fax: +82 551 289 88 63
THAILAND
ESAB (Thailand) Ltd
Samutprakarn
Tel: +66 2 393 60 62
Fax: +66 2 748 71 11
UNITED ARAB EMIRATES
ESAB Middle East
Dubai
Tel:+9714388829
Fax:+9714388729
Representative offices
ALGERIA
ESAB Algeria
Alger
Tel:+2132672493
Fax:+2132683290
BULGARIA
INTESA
Sofia
Tel: +359 2 980 17 15
Fax: +359 2 980 08 42
CHINA
ESAB Representative Office
Beijing
Tel: +86 10 6410 6493
Fax: +86 10 6410 6530
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
IRAN
Kavosh Azmoon
Teheran
Tel: +98 21 884 39 14
Fax: +98 21 884 13 46
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 211 75 02
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel: +7 095 93 79 820
Fax: +7 095 93 79 580
ESAB Representative Office
St Petersburg
Tel: +7 812 325 6688
Fax: +7 812 325 6685
Agents
For addresses and phone
numbers to our agents, please
contact ESAB International AB,
Sweden
EUROPE
Cyprus, Greece, Malta
AFRICA
Angola, Cameron, Ethiopia,
Gabon, Ghana, Kenya, Liberia,
Morocco, Mocambique, Nigeria,
Senegal, South Africa, Tanzania,
Togo, Tunisia, Zambia, Zimbabwe
ASIA
Bahrain, Hongkong, Israel,
Japan, Jordania, Korea, Kuwait,
Lebanon, New Guinea, Oman,
Pakistan, The Philippines,
Quatar, Saudi Arabia,
Sri Lanka, Syria, Taiwan,
Turkey, Vietnam, Yemen
LATIN AMERICA
Bolivia, Chile,
Colombia, Costa Rica, Curacao,
Equador, El Salvador,
Guatemala, Honduras, Jamaica,
Paraguay, Peru, Trinidad,
Uruguay, Venezuela
ESAB Welding Equipment AB
SE-- 695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
Fax +46 584 123 08
www.esab.com
990525
 Loading...
Loading...