

Page 1
PUA 1
Programmeringshandbok
0456 685 170 010815 Valid for program version 3.01V
Page 2

SVENSKA
1 INTRODUKTION 4...................................................
1.1 Huvudmeny 4...............................................................
1.2 Inställningslådans arbetssätt 4................................................
1.3 Språkval 5.................................................................
1.4 Teckenfönstret 7............................................................
1.5 Knapparna 8...............................................................
1.6 Allmänt om inställningar 8....................................................
1.7 ENTER och AVBRYT 9......................................................
2 MIG/MAG--svetsning 10...............................................
2.1 Begreppet tråd 10............................................................
2.2 Synergi 10..................................................................
2.3 Grundval 10.................................................................
2.4 Svetsdata 13................................................................
2.5 Start-- och stoppdata 13.......................................................
2.6 Gasspolning, kalltrådsmatning och 2--takt/4--takt 14...............................
2.7 MIG/MAG--konfigurering 16....................................................
2.8 Inställningsexempel MIG/MAG 16..............................................
3 MMA-- svetsn ing 25...................................................
3.1 Synergi 25..................................................................
3.2 Grundval 25.................................................................
3.3 Svetsdata 26................................................................
3.4 MMA--konfigurering 27........................................................
3.5 Inställningsexempel MMA 27...................................................
4 TIG--svetsning 29.....................................................
4.1 Grundval 29.................................................................
4.2 Svetsdata 30................................................................
4.3 TIG--konfigurering 32.........................................................
4.4 Inställningsexempel TIG 32....................................................
5 KOLBÅGSMEJSLING 37..............................................
5.1 Synergi 37..................................................................
5.2 Grundval 37.................................................................
5.3 Svetsdata 37................................................................
5.4 Inställningsexempel för kolbågsmejsling 38......................................
6 MÄTVÄRDESBILD 40..................................................
6.1 Beskrivning av mätvärdesbilden 40.............................................
6.2 Ändra inställda värden 41.....................................................
7 MINNESHANTERING 42...............................................
7.1 Lagra 42....................................................................
7.2 Radera 44...................................................................
7.3 Återkalla 45.................................................................
7.4 Kopiera 45..................................................................
7.5 Fjärrdon allmänt 47...........................................................
8 SNABBINSTÄLLNING 48..............................................
8.1 Beskrivning av snabbinställning 48..............................................
8.2 Konfigurering av snabbinställningsknappar 48....................................
TOCs
-- 2 --
Page 3

SVENSKA
9 TILLÄGGSFUNKTIONER 49...........................................
9.1 Minneskortfunktioner 49.......................................................
9.2 Konfiguration 51.............................................................
9.3 Kvalitetsfunktioner 65.........................................................
9.4 Produktionsstatistik 66........................................................
9.5 Fel--logg 67..................................................................
9.6 Kundspecifika synergilinjer för MIG/MAG 70.....................................
9.7 Seriell kommunikation 73......................................................
9.8 Programuppgradering 74......................................................
10 APPENDIX 77.........................................................
10.1 Inställningsområden och inställningssteg 77......................................
10.2 Menystruktur 79..............................................................
TOCs
-- 3 --
Page 4

SE
1 INTRODUKTION
ARISTO 2000 är en av marknadens mest användbara svetsutrustningar.
För att få så stor nytta som möjligt av din svetsutrustningen rekomm enderar vi Dig
att läsa denna bruksanvisning.
Du kommer att märka att det finns många funktioner som gör ditt jobb både bättre
och enklare.
Alla inställningar sker från inställningslådan PUA 1.
Du kommer snart att se att den är mycket lätt att använda. För att du snabbt skall
hitta de avsnitt i bruksanvisningen som är av speciellt intresse se följande:
Avsnitt 1: Introduktion och grunder
Avsnitt 2--5: MIG/MAG, MMA, TIG och kolbågsmejsling, inställningar direkt
relaterade till dessa svetsparametrar.
Avsnitt 6--8: Mätbilden, minneshantering, och snabbinställningar.
Avsnitt 9--10: Tilläggsfunktioner och appendix.
Se även menystrukturen på sista sidan i denna publikation.
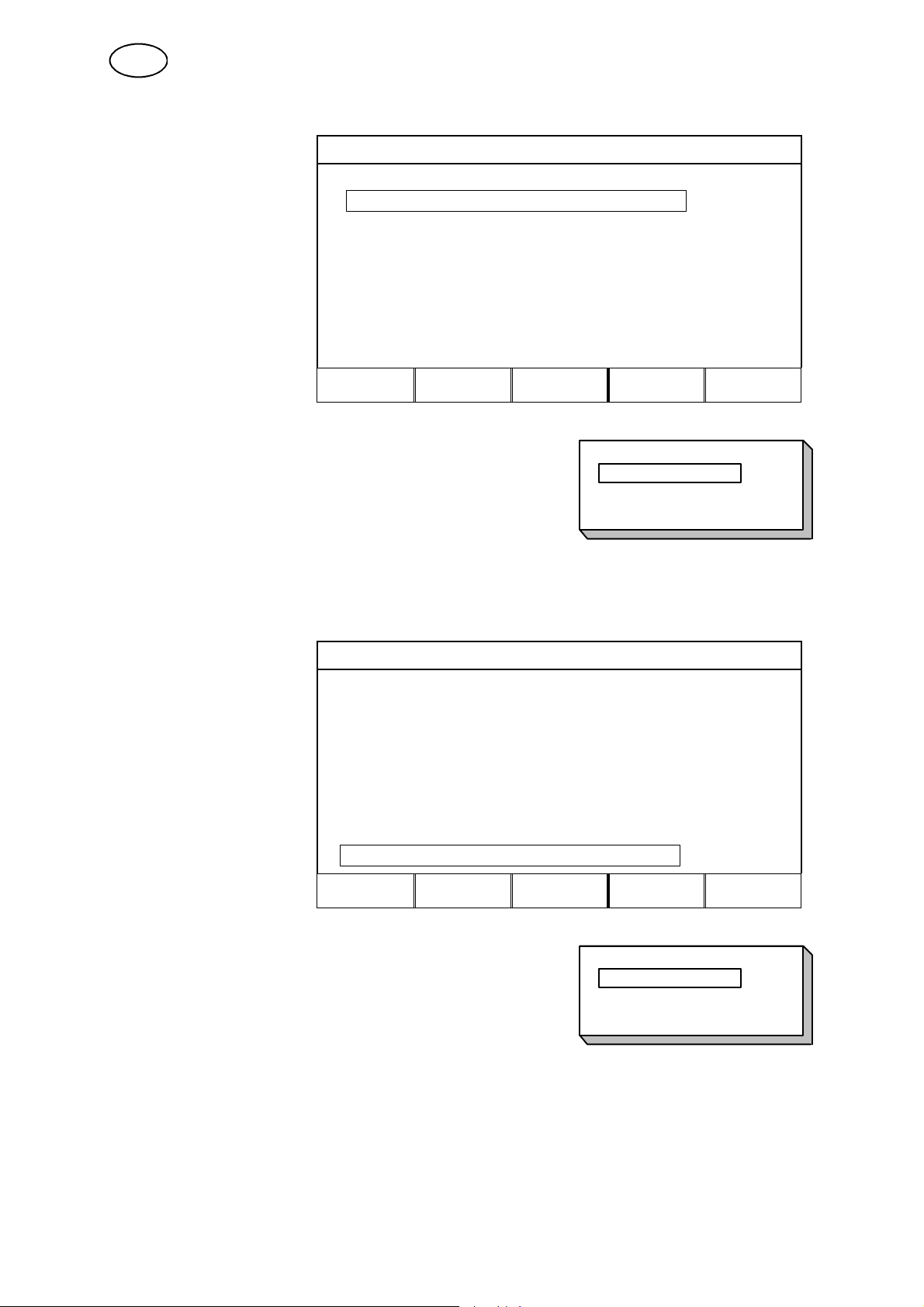
1.1 Huvudmeny
ESAB LUD 450
PROCESS: MIG/MAG
METOD: KORT--/SPRAYBÅGE
TRÅDTYP: Fe
SKYDDSGAS: Ar+8%CO2
TRÅDDIMENSION: 1.2 mm
TILLÄGGSFUNKTIONER
STÄLL MÄT MINNE
SNABB
INSTÄL.
ENTER
1.2 Inställningslådans arbetssätt
Inställningslådan kan sägas bestå av två enheter; arbetsminnet och
svetsdataminnet.
HÄMTA
SVETSDATAMINNE
LAGRA
ARBETSMINNE
I arbetsminnet skapar man en komplett uppsättning svetsdatainställningar som
sedan kan lagras i svetsdataminnet.
Vid svetsning är det alltid innehållet i arbetsminnet som styr processen. Det är därför
också möjligt att hämta en svetsdatauppsättning från svetsdatam innet till
arbetsminnet.
Observera att arbetsminnet alltid innehåller senast inkallade svetsdatauppsättning,
arbetsminnet är med andra ord aldrig tomt eller “nollställt”.
bu14d01s
-- 4 --
Page 5

SE
1.3 Språkval
Inställningslådan finns i olika språkversioner med upp till fyra olika språk varav
engelska alltid är ett.
Inställningslåda 456 290--881 Inställningslåda 456 290--882 Inställningslåda 456 290--883
Engelska Engelska Engelska
Tyska Svenska Holländska
Franska Finska Spanska
Italienska Danska Portugisiska
Inställningslåda 456 290--884 Inställningslåda 456 290--885
Engelska US Engelska
Ungerska Spanska
Polska Franska
Tjeckiska Portugisiska
Så här väljer man språk och längdenhet:
Vi börjar med att ta fram huvudmenyn genom att trycka på MENY--knappen.
ESAB LUD 450
Placera
markören med
hjälp av pil -knapparna på
raden för
TILLÄGGS-FUNKTIONER
tryck ENTER
Placera markören
på raden för
KONFIGURATION
tryck ENTER.
PROCESS: MIG/MAG
METOD: KORT--/SPRAYBÅGE
TRÅDTYP: Fe
SKYDDSGAS: Ar+8%CO2
TRÅDDIMENSION: 1.2 mm
TILLÄGGSFUNKTIONER
STÄLL MÄT MINNE
TILLÄGGSFUNKTIONER
MINNESKORTFUNKTIONER
KONFIGURATION
KVALITETSFUNKTIONER
PRODUKTIONSSTATISTIK
FEL LOGG
KUNDSPECIFIKA SYNERGILINJER
SERIELL KOMMUNIKATION
PROGRAMUPPGRADERING
"
SNABB
INSTÄL.
ENTER
bu14d01s
AVBRYT ENTER
-- 5 --
Page 6
SE
Tryck ENTER för att
få fram en lista med
alternativ.
TILLÄGGSFUNKTIONER -- KONFIGURATION
SPRÅK: SVENSKA
LÅSFUNKTION: OFF
FJÄRRDON
MIG/MAG GRUNDINST.
MMA GRUNDINST.
TIG GRUNDINST.
GENERELLA INST.
DUBBLA MATARVERK
LÄNGDENHET INCH
AVBRYT ENTER
Placera markören på raden för språkval
och tryck ENTER.
TILLÄGGSFUNKTIONER -- KONFIGURATION
Tryck ENTER för att
få fram en lista med
alternativ.
SPRÅK: SVENSKA
LÅSFUNKTION: OFF
FJÄRRDON
MIG/MAG GRUNDINST.
MMA GRUNDINST.
TIG GRUNDINST.
GENERELLA INST.
DUBBLA MATARVERK
LÄNGDENHET INCH
ENGELSKA
SVENSKA
FINSKA
DANSKA
AVBRYT ENTER
Placera markören på raden för längdenhet
och tryck ENTER.
-- 6 --
bu14d01s
METER
INCH
Page 7

SE
1.4 Teckenfönstret
ESAB LUD 450
PROCESS: MIG/MAG
METOD: KORT--/SPRAYBÅGE
TRÅDTYP: Fe
SKYDDSGAS: Ar+8%CO2
TRÅDDIMENSION: 1.2 mm
TILLÄGGSFUNKTIONER
STÄLL MÄT MINNE
SNABB
INSTÄL.
ENTER
Markören
Markören visas här i användarhandboken som en ram runt den markerade texten.
Inställningslådans markör presenteras som ett skuggat fält varvid den markerade
texten blir vit.
Textrutor
Längst ner i teckenfönstret finns fem rutor med text som förklarar den aktuella
funktionen för de fem knapparna i rad strax därunder.
Sparläge
För att öka bakgrundsbelysningens livslängd släcks den efter tre minuter om ingen
aktivitet pågår.
bu14d01s
-- 7 --
Page 8

SE
1.5 Knapparna
Med pilknapparna kan man flytta markören till olika rader i
teckenfönstret.
Med menyknappen kommer man alltid tillbaka till huvudmenyn.
Plus/minus--knapparna används för att öka (+) eller minska (--) ett
inställningsvärde.
De två plus/minus--knapparna är märkta med varsin symbol. De flesta
sifferinställningar kan göras med valfri plus/minus--knapp men vissa inställningar
måste göras med knapp märkt eller med knapp märkt (symbolerna är synliga
i teckenfönstret).
Snabb nertryckning av knappen ger ökning/minskning i små steg. Hålls knappen
nertryckt längre tid ökar inställningsstegen.
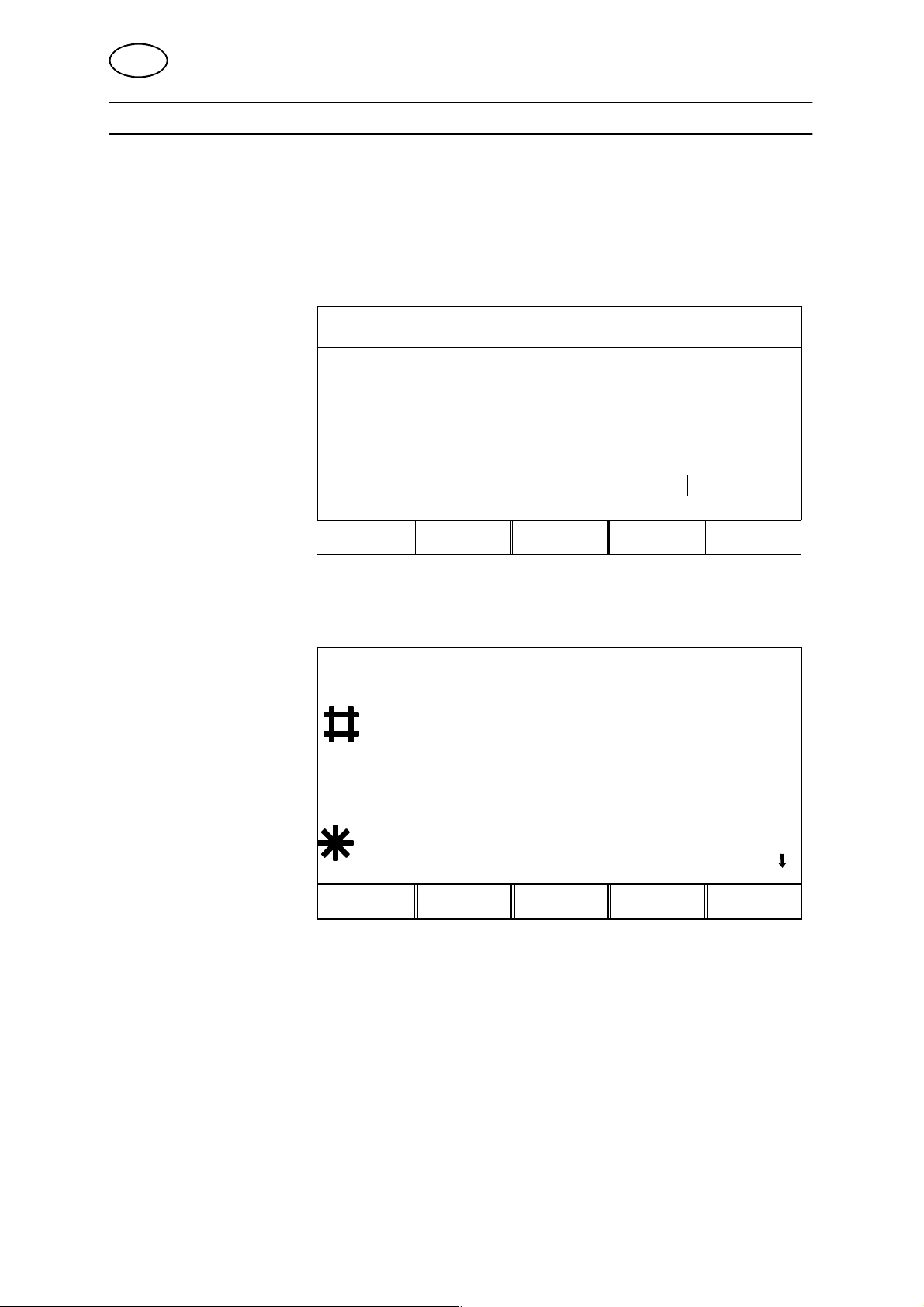
Mjuka knappar
De fem knapparna i rad under teckenfönstret
har varierande funktioner, de är sk “mjuka”
knappar, dvs. kan ha olika funktion
beroende på vilken meny du befinner dig i.
Den aktuella funktionen för dessa knappar
framgår av texten i teckenrutans nedre rad
(när funktionen är aktiv indikeras detta med en vit
prick bredvid texten).
KRAT
D
FYLLN
1.6 Allmänt om inställningar
Tre typer av inställningar förekommer i huvudsak:
S Inställning av siffervärden
S Inställning med givna alternativ
S Inställning av läge PÅ/AV eller JA/NEJ
1.6.1 Inställning av siffervärden
Vid inställning av ett siffervärde använder man någon av de båda plus/minus--knapparna för att öka eller minska ett givet värde.
bu14d01s
-- 8 --
Page 9
SE
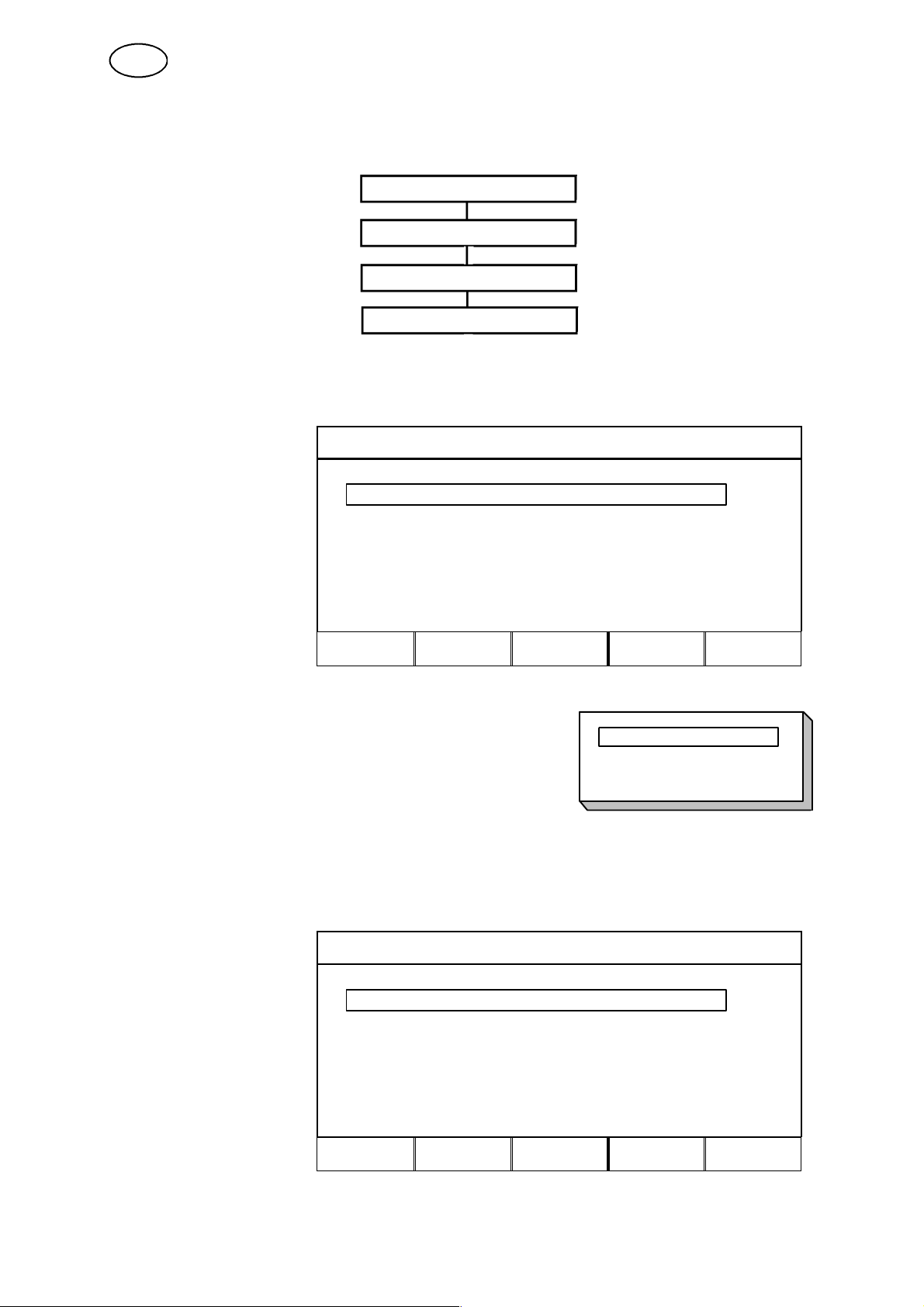
1.6.2 Inställning med g ivn a alternativ
Vissa inställningar görs genom att man markerar ett alternativ i en lista. Så här kan
en sådan lista se ut:
MIG/MAG
MMA
TIG
KOLBÅGSMEJSLING
Markören är här placerad på raden för M IG/M AG. Genom att trycka på
ENTER--knappen i detta läge har alltså alternativet MIG/MAG valts.
Vill man istället välja något annat alternativ placerar man markören på rätt rad
genom att stega upp eller ner med pilknapparna. Därefter trycker man på
ENTER--knappen.
Vill man lämna listan utan att göra något val trycker man på AVBRYT--knappen.
Vid vissa inställningar är alternativen så många att de inte kan visas samtidigt i
listan. En pil i listans övre eller nedre högra hörn indikerar att det finns fler alternativ
som blir synliga om man stegar upp eller ner med pilknapparna.
1.6.3 Inställningar PÅ/AV eller JA/NEJ
För vissa funktioner kan man ställa in värdena PÅ och AV respektive JA och NEJ.
Synergifunktionen vid MIG/MAG-- och MMA --svetsning är ett exempel på en sådan
funktion. Inställningar PÅ/AV eller JA/NEJ kan göras på två sätt:
Dels kan man välja PÅ eller AV respektive JA eller NEJ ur en lista med alternativ
såsom beskrivs här ovan.
Man kan även använda de båda plus/minus--knapparna för att ange PÅ/AV eller
JA/NEJ.
S +(plus) = PÅ eller JA
S -- (minus) = AV eller NEJ
1.7 ENTER och AVBRYT
De båda “mjuka” knapparna längst till höger är reserverade för ENTER och AVBRYT.
S ENTER--tryckning innebär verkställande av ett markerat val i en meny eller i en
lista.
S AVBRYT--tryckning innebär att man backar till föregående meny eller bild.
bu14d01s
-- 9 --
Page 10

SE
2 MIG/MAG--svetsning
2.1 Begreppet tråd
Vid MIG/MAG--svetsning används en elektrod upplindad på en bobin (spole). I denna
handbok kallar vi genomgående denna typ av elektrod för tråd.
2.2 Synergi
Varje kombination av trådtyp, tråddiameter och gasmix kräver sitt unika förhållande
mellan trådmatningshastighet och spänning (ljusbågslängd) för att erhålla en stabil
fungerande ljusbåge. ARISTO 2000 har ett flertal förprogrammerade så kallade
“synergilinjer”.
När du väljer den förprogrammerade synergilinjen som stämmer med din trådtyp,
tråddiameter och gasmix behöver du sedan bara ställa in en för ditt svetsobjekt
passande trådmatningshastighet. Spänningen (ljusbågslängden) följer automatiskt
“med” enligt den förprogrammerade synergilinjen du valt, vilket gör det mycket
lättare att snabbt hitta rätt svetsparametrar.
Vid MIG/MAG--svetsning finns möjlighet att använda svetsströmkällans
synergifunktion. Det innebär att användaren ställer in värden för:
S metod
S trådtyp
S skyddsgas
S tråddimension
Utifrån dessa grundval och inställt värde för trådmatningshastighet ställer sedan
en mikroprocessor in lämpliga värden för olika svetstekniska parametrar. Vilka dessa
parametrar är hänger samman med vilken metod man valt; kortbåge/spraybåge
eller pulsning. Se även avsnitt “Svetsdatainställningar” under punkt 2.4.
Man kan svetsa med annan kombination av tråd och skyddsgas än de som finns att
välja bland i inställningslådan. Detta kan emellertid innebära att användaren själv får
göra inställningar av en eller flera parametrar.
2.3 Grundval
Grundval görs i inställningslådans huvudmeny.
1. Svetsprocess = MIG/MAG
2. Svetsmetod
Vid MIG/MAG--svetsning kan man välja mellan två olika svetsmetoder.
S Kort--/spraybåge
S Kort--pulsning
3. Trådtyp, skyddsgas, tråddimension
Följande tabeller visar de kombinationer av trådtyp, skyddsgas och
tråddimension som kan göras i enlighet med svetsströmkällans synergifunktion.
bu14d01s
-- 1 0 --
Page 11

SE
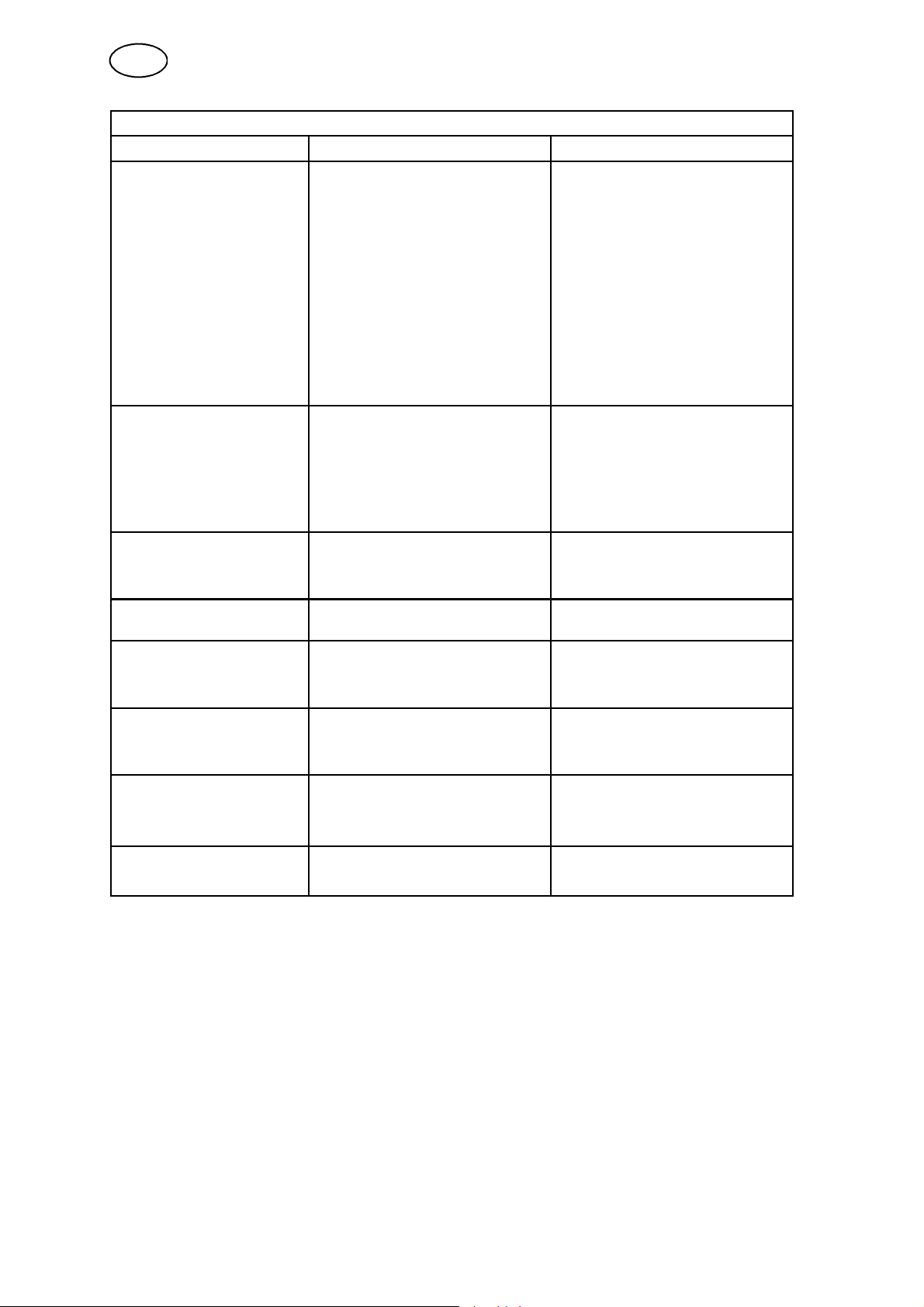
KORT--/SPRAYBÅGE
Trådtyp Skyddsgas Tråddimension (mm)
Låglegerad eller olegerad
tråd (Fe)
Rostfri solidtråd (Ss) Ar + 2%O
Rostfri duplextråd
(Ss Duplex)
Magnesiumlegerad aluminiumtråd (AlMg)
Kisellegerad aluminiumtråd (AlSi)
Metallpulverfylld rörtråd
(Fe)
Rutil fluxfylld rörtråd
(Fe)
Basisk fluxfylld rörtråd
(Fe)
Rostfri fluxfylld rörtråd
(Ss)
Duplex rutil fluxfylld
rörtråd ss
Rörtråd metallpulverfylld
rostfri
Nickel bas Ar + 50% He 0,9
CO
2
Ar + 23% CO
Ar + 25% CO
Ar + 20% CO
2
2
2
Ar + 15% CO2+5%O
Ar +16% CO
Ar + 5%O2+5%CO
Ar + 8% CO
Ar + 2% CO
Ar + 2% O
Ar + 2% CO
Ar + 3%CO2+1%H
Ar + 30%He + 1%O
2
2
2
2
2
2
2
2
2
2
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 (1,6*)
0,8 0,9 1,0 1,2 (1,6*)
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 (1,6*)
Ar + 32%He + 3%CO2+1%H20,8 0,9 1,0 1,2 (1,6*)
Ar + 2% O
2
Ar +30%He +1%O
2
1,0
1,0
Ar 0,9 1,0 1,2 1,6
Ar 0,9 1,0 1,2 1,6
Ar + 50% He 0,9 1,0 1,2 1,6
Ar + 20% CO
Ar+ 8% CO
CO
2
2
Ar + 20% CO
CO
2
Ar + 20% CO
Ar + 20% CO
Ar+ 8% CO
2
2
2
2
2
1,0 1,2 1,4 1,6
1,0 1,2 1,4 1,6
1,2 1,4 1,6
1,2 1,4 1,6
1,0 1,2 1,4 1,6
1,0 1,2 1,4 1,6
1,2
1,2
SJÄLVSKYDDANDE 1,6 2,4
Ar + 20% CO
Ar + 2% O
Ar +2% CO
Ar +8% CO
2
2
2
Ar + 20% CO
2
2
1,2
1,2
1,2
1,2
1,2
*) LUD 450
bu14d01s
-- 1 1 --
Page 12
SE
PULSNING
Trådtyp Skyddsgas Tråddimension (mm)
Låglegerad eller olegerad
tråd (Fe)
Rostfri tråd (Ss) Ar + 2%O
Rostfri duplextråd
(Ss Duplex)
Magnesiumlegerad aluminiumtråd (AlMg)
Kisellegerad aluminiumtråd (AlSi)
Metallpulverfylld rörtråd
(Fe)
Metallpulverfylld rostfri
rörtråd (Ss)
Nickellegerad tråd Ar 0,9 1,0 1,2
(Nickel bas) Ar + 50% He 0,9 1,0 1,2
Ar + CO
Ar + 25% CO
Ar + 20% CO
Ar + 23% CO
Ar +16% CO
2
2
2
2
2
Ar + 5%O2+5%CO
Ar + 8% CO
Ar + 2% CO
Ar + 2% O
Ar + 2% CO
2
2
2
2
2
Ar + 30%He + 1%O
Ar +3% CO2+1%H
2
2
2
0,8 1,0 1,2 1,6
0,9
0,8 0,9 1,0 1,2 (1,6*)
0,8 1,0 1,2 (1,6*)
0,8 1,0 1,2 (1,6*)
0,8 0,9 1,0 1,2 (1,6*)
0,8 0,9 1,0 1,2 (1,6*)
0,8 1,0 1,2 (1,6*)
0,8 0,9 1,0 1,2 (1,6*)
0,8 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
Ar + 32%He + 3%CO2+1%H20,8 1,0 1,2 1,6
Ar + 30%He +1%O
Ar + 2% O
2
2
1,0
1,0
Ar 0,8 0,9 1,0 1,2 1,6
Ar 1,0 1,2 1,6
Ar + 50% He 1,0 1,2 1,6
Ar + 20% CO
Ar + 8% CO
Ar + 2% O
Ar +2% CO
Ar +8% CO
2
2
2
2
2
0,9 1,0 1,2 1,4 1,6
0,9 1,0 1,2 1,4 1,6
1,2
1,2
1,2
*) LUD 450
bu14d01s
-- 1 2 --
Page 13

SE
2.4 Svetsdata
Här nedan följer en översikt över de svetsparametrar som påverkar svetsförloppet
för de båda MIG/MAG--metoderna.
Med svetsströmkällan i synergiläge behöver endast trådmatningshastigheten
ställas in.
Parametern spänning finns också tillgänglig för eventuell justering.
När trådmatningshastigheten justeras gör synergifunktionen att vissa andra
parametrar automatiskt regleras till nya värden. Kursiverade parametrar är sk
konstanter som inte påverkas av en ändring av trådmatningshastigheten.
Metod KORT--/SPRAYBÅGE Metod KORTPULSNING
S Trådmatningshastighet S Trådmatningshastighet
S Spänning S Spänning
S Induktans S Pulsström
S Regulatortyp S Pulstid
S Pulsfrekvens
S Bakgrundsström
S Ka
S Ki
Tabell med parametrarnas inställningsområden finns i “ APPENDIX” under punkt 10.
2.5 Start-- och stoppdata
Följande inställningar påverkar start-- och stoppförloppen vid MIG/MAG--svetsning.
Under respektive rubrik finns alla inställningar som påverkar startförloppet och
avslutningen av svetsningen.
Startdata Stoppdata
S Gasförstr ömning S Gasefterströmning
S Krypstart
S Hot start
S Hot start--tid
S Ökning av trådmatnings-
hastigheten (2 m/min om
inte annat anges)
S Spänningsökning (endast
om man inte är i
synergiläge)
S Efterbrinntid
S Avskakningspuls (endast för
KORT--/SPRAYBÅGE om man inte
synergiläge)
S Kraterfyllnad
S Kraterfyllnadstid
S Slutlig trådmatningshastighet
S Slutlig spänning (endast om man inte
är i synergiläge)
S Slutlig pulsström
S Bakgrundsström
S Frequens
är i
Det finns tre olika funktioner som anpassats efter speciella krav vid start och stopp
av svetsning. Val av dessa funktioner och kompletterande inställningar görs i
startdatamenyn respektive stoppdatamenyn.
bu14d01s
-- 1 3 --
Page 14

SE
Hot start
Hot start--funktionen väljs när man önskar varmare ljusbåge under startförloppet för
att undvika svetsfel i början av svetsfogen.
Kraterfyllnad
Kraterfyllnadsfunktionen gör det lättare att undvika porer, varmsprickor och
kraterbildning i svetsgodset vid svetsslut.
Krypstart
Krypstartfunktionen ger låg anslagshastighet och är lämplig att välja för att erhålla
bästa möjliga start. Krypstarthastigheten är 50% av inställd trådm atningshastighet.
Funktionen är aktiverad vid leverans.
TIPS! Till/från--koppling av funktionerna hot--start, krypstart och kraterfyllnad kan
göras med de “mjuka knapparna” , se avsnitt “MIG/MAG--konfigurering” under punkt
9.2.4.2.
I menyerna star tdata och stoppdata ställer man också in värden för följande
parametrar.
Gasför-- och gasefterströmning
Parametrarna gasförströmning och gasefterströmning anger hur lång tid man vill att
skyddsgasen ska strömma före och efter svetsning.
Efterbrinntid
Med efterbrinntiden justeras elektrodutsticket efter avslutad svetsning.
2.6 Gasspolning, kalltrådsmatning och 2--t akt/4--takt
Följande tre funktioner kan precis som Hot start m fl läggas på de mjuka knapparna.
Hur man gör finns beskrivet i “MIG/MAG--konfigurering” under punkt 9.2.4.2.
Gasspolning
Gasspolningsfunktionen används för att fylla gasslangar na med skyddsgas, eller vid
mätning av gasflödet. Vid nertryckt knapp spolar gas och vid uppsläppt knapp
upphör gasspolning.
Kalltrådsmatning
Funktionen används när man vill mata fram tråd manuellt vid laddning av ny
trådbobin. Vid nertryckt knapp matas tråd fr am och vid uppsläppt knapp upphör
trådmatningen.
2 --takt eller 4--takt
Vid MIG/MAG--svetsning kan pistolkontakten fungera på två sätt; 2--takt eller 4--takt.
Omkopplingsfunktion 2--takt/4--takt kan läggas på en av de mjuka knapparna.
Skillnaden mellan 2--takt och 4--takt illustreras i följande figurer, tillsammans me d
övriga funktioner i start och stoppförloppet.
bu14d01s
-- 1 4 --
Page 15

SE
2 --takt
2
Kratefylln. slutdata
1
Gasförströmning
Start
SvetsningHot
Kraterfylln.
Gasefter-strömning
Vid 2--takt startar eventuell gasförströmning när pistolkontakten trycks in (1). Därefter
går svetsdata upp till inställda värden eller eventuellt inställda Hot start värden.
När pistolkontakten släpps upp (2) påbörjas eventuell kraterfyllnad. Efter detta går
värdena för svetsdata åter ner till noll och eventuell gasefterströmning avslutar
svetssekvensen.
TIPS! Om pistolkontakten trycks in igen under kraterfyllnad kan man förlänga
svetsningen med kraterfyllnadens slutdata under valfri tid (streckade linjen).
Kraterfyllnaden kan även avbrytas genom att pistolkontakten snabbt trycks in och
åter släpps upp under pågående kraterfyllnad.
4 --takt
2
3
4
1
Gasför-strömning
Start
SvetsningHot
Krater-fyllning
Gasefter-strömning
Kratefylln. slutdata
Vid 4--takt startar gasförströmning när pistolkontakten trycks in (1). När
pistolkontakten släpps upp (2) går svetsdata upp till inställda värden.
När pistolkontakten åter trycks in (3) påbörjas eventuell kraterfyllnad. Efter detta går
värdena för svetsdata ner till stopp data.
Eventuell gasefterströmning startar när pistolkontakten släpps upp (4).
TIPS! Kraterfyllnaden upphör när pistolkontakten släpps upp (4). Om kontakten
istället hålls intryckt längre tid fortsätter svetsning m e d kraterfyllnadens slutdata
(streckade linjen).
bu14d01s
-- 1 5 --
Page 16
SE
2.7 MIG/MAG--konfigurering
Se under punkt 9.2.4.
2.8 Inställningsexempel MIG/MAG
Här nedan följer ett inställningsexempel för MIG/MAG--svetsning med metod
kortbåge/spraybåge. Inställning för metod pulsning görs på liknande sätt. Exemplet
bygger på att svetsströmkällan är i synergiläge.
2.8.1 Grundinställningar
I huvudmenyn kan man göra de inställningar som rör metod-- och materialval.
Vi börjar med att ta fram huvudmenyn genom att trycka på MENY--knappen.
Vi ska göra följande fem inställningar:
S PROCESS = MIG/MAG
S METOD = KORT--/SPRAYBÅGE
S TRÅDTYP = Fe
S SKYDDSGAS = Ar+8%CO2
S TRÅDDIMENSION = 1,2 mm
Process
Första inställningen
gäller typ av svets-process. Stega med
pilknapparna så att
raden för PROCESS
blir markerad. Tryck
ENTER för att få
fram en lista med
alternativ.
PROCESS: MIG/MAG
METOD: PULSNING
TRÅDTYP: AlSi
SKYDDSGAS: Ar
TRÅDDIMENSION: 1.0 mm
TILLÄGGSFUNKTIONER
STÄLL MÄT MINNE
ESAB LUD 450
SNABB
INSTÄL.
ENTER
Placera markören på raden för MIG/MAG i listan
och tryck ENTER. Därmed har vi ställt in PROCESS =
MIG/MAG.
-- 1 6 --
bu14d01s
MIG/MAG
MMA
TIG
KOLBÅGSMEJSLING
Page 17
SE
Metod
Placera markören på
raden för METOD.
Tryck ENTER för att
få fram en lista med
alternativ.
ESAB LUD 450
PROCESS: MIG/MAG
METOD: PULSNING
TRÅD TYP : AlSi
SKYDDSGAS: Ar
TRÅDDIMENSION: 1.0 mm
TILLÄGGSFUNKTIONER
STÄLL MÄT MINNE
Placera markören på raden för KORT/SPRAY
i listan och tryck ENTER. Därmed har vi ställt in
METOD = KORT/SPRAY.
Trådtyp
Placera markören på
raden för TRÅDTYP.
Tryck ENTER för att
få fram en lista med
alternativ.
PROCESS: MIG/MAG
METOD: KORT/SPRAY
TRÅD TYP: AlSi
SKYDDSGAS: Ar
TRÅDDIMENSION: 1.0 mm
TILLÄGGSFUNKTIONER
ESAB LUD 450
SNABB
INSTÄL.
KORT/SPRAY
PULSNING
ENTER
SNABB
STÄLL MÄT MINNE
Här är ett exempel på en lista där alternativen är
så många att de inte kan visas samtidigt. Pilen i listans
nedre högra hörn indikerar att det finns fler alternativ
som blir synliga om man stegar nedåt i listan.
INSTÄL. ENTER
Låg/olegerad Fe
Rostfri Ss
Dublex solid
AIMg
AISi
Fe metallf. rörtråd
Fe rutil rörtråd
Placera nu markören på raden för Låg/olegerad Fe
och tryck ENTER. Därmed har vi ställt in TRÅDTYP = Låg/olegerad Fe.
bu14d01s
-- 1 7 --
Page 18

SE
Skyddsgas
Placera markören på
raden för
SKYDDSGAS. Tryck
ENTER för att få
fram en lista med
alternativ.
ESAB LUD 450
PROCESS: MIG/MAG
METOD: KORT/SPRAY
TRÅDTYP: Låg/olegerad Fe
SKYDDSGAS: Ar
TRÅDDIMENSION: 1.0 mm
TILLÄGGSFUNKTIONER
STÄLL MÄT MINNE
Placera markören på raden för Ar+8%CO2 och
tryck ENTER. Därmed har vi ställt in SKYDDSGAS =
Ar+8%CO2.
Tråddimension
ESAB LUD 450
Placera markören på
raden för
TRÅDDIMENSION.
Tryck ENTER för att
få fram en lista med
alternativ.
PROCESS: MIG/MAG
METOD: KORT/SPRAY
TRÅDTYP: Låg/olegerad Fe
SKYDDSGAS: Ar+8%CO2
TRÅDDIMENSION: 1.0 mm
TILLÄGGSFUNKTIONER
SNABB
INSTÄL.
CO2
Ar+20 % CO2
Ar+2 % O2
Ar+5 % O2+5%CO2
Ar+8 % CO2
Ar+23 % CO2
Ar+15% CO2+5%O2
ENTER
STÄLL MÄT MINNE
Placera markören på raden för 1.2 mm och tryck
ENTER. Därmed har vi ställt in TRÅDDIMENSION =
1.2 mm.
-- 1 8 --
bu14d01s
SNABB
INSTÄL.
0.8 mm
1.0 mm
1.2 mm
1.6 mm
ENTER
Page 19

SE
Nästa rad i huvudmenyn är TILLÄGGSFUNKTIONER. Mer om dessa funktioner
finns att läsa i kapitel “TILLÄGGSFUNKTIONER” se under punkt 9.
ESAB LUD 450
PROCESS: MIG/MAG
METOD: KORT/SPRAY
TRÅDTYP: Låg/olegerad Fe
SKYDDSGAS: Ar+8%CO2
TRÅDDIMENSION: 1.2 mm
TILLÄGGSFUNKTIONER
STÄLL MÄT MINNE
2.8.2 Svetsdatainställningar
I inställningsmenyn kan man ställa in värden för olika svetsparametrar såsom
spänning och trådmatningshastighet. Genom att aktivera synergifunktionen sköter
en mikroprocessor flera av dessa inställningar.
"
SNABB
INSTÄL. ENTER
Vi börjar med att ta fram huvudmenyn genom att trycka på MENY--knappen.Ta fram
inställningsmenyn genom att trycka på STÄLL --knappen. Vi ska nu göra följande
inställning:
S TRÅDMATNING = 10,0 m/min
Trådmatning
SVETSDATAINSTÄLLNINGAR
Placera markören på
raden för
TRÅDMATNINGS--H
ASTIGHET.
Ställ in 10.0 m/min
genom att stega
med:
SPÄNNING: # 19,0 (+0,0) V
TRÅDMATNINGSH:
INDUKTANS: 70 %
SYNERGI PÅ
START DATA . . .
STOPP DATA . .
KRA TER
FYLLNAD
HOT
START
4-TAKT
*
AVBRYT
6.0 m/min
I inställningsmenyn kan man nu också se de värden som mikroprocessorn ställt in
för spänning och induktans.
Spänningen kan även justeras med knappen.
bu14d01s
-- 1 9 --
Page 20
SE
2.8.3 Startdatainställningar
I startdatamenyn kan man göra de inställningar som påverkar startförloppet vid
MIG/MAG--svetsning. Vi ska ställa in:
S GASFÖRSTRÖMNING = 0,8 s
S KRYPSTART = JA
S HOT START = JA
S HOTSTART--tid=1,0s
S HOT START--trådmatning = +2,5 m/min
Vi börjar med att ta fram huvudmenyn genom att trycka på MENY--knappen.
Gå till ställmenyn genom att tr ycka på ställknappen.
SVETSDATAINSTÄLLNINGAR
Placera markören på
raden START-DATA och tryck
ENTER.
SPÄNNING: # 29.0 (+0.0) V
TRÅDMATNINGSH :
INDUKTANS: 70 %
SYNERGI PÅ
START DATA ..
STOPP DATA . .
10.0 m/min
*
KRA TER
FYLLNAD
HOT
START
4-TAKT
AVBRYT ENTER
Gasförströmningstid
Här anger ma n den tid man vill att skyddsgasen ska strömma före påbörjad
svetsning.
START DATA, SYNERGI
Placera markören på
raden
GASFÖRSTRÖM-NING. Ställ in 0.8 s
med någon av plus/
minus--knapparna
GASFÖRSTRÖMNING: 0.8 s
KRYPSTART: jA
HOT START: NEJ
KRA TER
FYLLNAD
HOT
START
4-TAKT
AVBRYT
bu14d01s
-- 2 0 --
Page 21
SE
Krypstart
Här anges bara om man önskar krypstart--funktionen eller inte dvs. JA eller NEJ.
Trådmatningshastighet och krypstart är förinställda och kan inte ändras.
Kryphastigheten är 50% av inställd trådmatningshastighet.
START DATA, SYNERGI
Placera markören på
raden KRYPSTART.
Tryck ENTER för att
få fram en lista med
alternativ. Placera
markören på raden
JA press enter.
GASFÖRSTRÖMNING: 0.8 s
KRYPSTART: JA
HOT START: NEJ
KRA TER
FYLLNAD
HOT
START
4-TAKT
AVBRYT ENTER
Hot start
Till att börja med anger man om man önskar hot start--funktionen eller inte. Vill man
använda hot start--funktionen ställer m an sedan in hot start--tid och eventuellt ökning
av trådmatningshastigheten.
START DATA, SYNERGI
Placera markören på
raden HOT START.
Tryck ENTER för att
få fram en lista med
alternativ. Placera
markören på raden
JA press enter.
GASFÖRSTRÖMNING: 0.8 s
KRYPSTART: JA
HOT START: JA
HOT START TID: 10 s
TRÅDM.HAST: 2.0 m/min
KRA TER
FYLLNAD
HOT D
START
4-TAKT
AVBRYT ENTER
Placera markören på
raden HOT START
TID. Ställ in 1.0 s
genom att stega med
någon av
plus/minus-knapparna.
bu14d01s
START DATA, SYNERGI
GASFÖRSTRÖMNING: 0.8 s
KRYPSTART: JA
HOTSTART: JA
HOT START TID: 1.0 s
TRÅDMATNINGSHASTIGHET:2.0 m/min
KRA TER
FYLLNAD
HOT D
START
-- 2 1 --
4-TAKT
AVBRYT
Page 22

SE
Placera markören på
raden
TRÅDM.HAST. Ställ
in 2.5 m/min.
START DATA, SYNERGI
GASFÖRSTRÖMNING: 0.8 s
KRYPSTART: JA
HOTSTART: JA
HOT START TID: 1.0 s
TRÅDM.HAST: 2.5 m/min
KRA TER
FYLLNAD
HOT D
START
4-TAKT
AVBRYT
Därmed är alla våra startdata--inställningar gjorda.
Gå tillbaka till inställningsmenyn genom att trycka AVBRYT.
2.8.4 Stoppdatainställningar
I stoppdatamenyn gör man de inställningar som påverkar stoppförloppet vid
MIG/MAG--svetsning.
Vi ska ställa in följande stoppdata:
S KRATERFYLLNAD = JA
S KRATERFYLLNADSTID =1.5 s
S SLUTLIG TRÅDMATNINGSHASTIGHET = 3.0 m/min
S EFTERBRINNTID =0.11 s
S GASEFTERSTRÖMNING =2.0 s
SVETSDATAINSTÄLLNINGAR
Placera markören på
raden STOPP-DATA och tryck
ENTER.
bu14d01s
SPÄNNING: # 29,0 (+0,0) V
TRÅDMATNINGSHASTIGHET:
INDUKTANS: 70%
SYNERGI PÅ
STARTDATA . . .
STOPPDATA . . .
KRA TER
FYLLNAD
HOT D
START
-- 2 2 --
4-TAKT
10.0 m/min
*
AVBRYT ENTER
Page 23

SE
Kraterfyllnad
Till att börja med anger man om man vill använda funktionen kraterfyllnad eller inte.
Vill man använda kraterfyllnad ställer man sen också in kraterfyllnadstid och
trådmatningshastighet.
STOPP DATA, SYNERGI
Placera markören
på raden
KRATERFYLLNAD
tryck ENTER för att
få fram lista med
alternativ.Ställ in JA.
KRATERFYLLNAD JA
TID: 1.5 s
SLUTLIG TRÅDMATNINGSHAST: 3.0 m/min
EFTERBRINNTID: 0.12 s
GASEFTERSTRÖMNING: 0.1 s
KRA TER D
FYLLNAD
HOT D
START
4-TAKT
AVBRYT ENTER
Kraterfyllnadstid
STOPP DATA, SYNERGI
Placera markören på
raden TID.
Ställ in 1.5 s med
någon av
plus/minus-knapparna
KRATERFYLLNAD JA
TID: 1.5 s
SLUTLIG TRÅDMATNINGSHAST: 3.0 m/min
EFTERBRINNTID: 0.12 s
GASEFTERSTRÖMNING: 0.5 s
KRA TER D
FYLLNAD
HOT D
START
4-TAKT AVBRYT
Slutlig trådmatningshastighet
Här anger man den trådmatningshastighet som ska gälla vid kraterfyllnadens slut.
Placera markören på
raden SLUTLIG
TRÅDM.HAST. Ställ
in 3.0 m/min med
någon av
plus/minus-knapparna.
bu14d01s
STOPP DATA, SYNERGI
KRATERFYLLNAD JA
TID: 1.5 s
SLUTLIG TRÅDMATNINGSHAST.: 3.0 m/min
EFTERBRINNTID: 0.12 s
GASEFTERSTRÖMNING: 0.5 s
KRA TER D
FYLLNAD
HOT D
START
-- 2 3 --
4-TAKT
AVBRYT
Page 24
SE
Efterbrinntid
Placera markören på
raden
EFTERBRINNTID.
Ställin0.11smed
någon av plus/
minus--knapparna
STOPP DATA, SYNERGI
KRATERFYLLNAD JA
TID: 1.5 s
SLUTLIG TRÅDM.HAST: 3.0 m/min
EFTERBRINNTID: 0.11 s
GASEFTERSTRÖMNING: 0.5 s
KRA TER D
FYLLNAD
HOT D
START
4-TAKT
AVBRYT
Gasefterströmning
Här ställer man in den tid m an vill att skyddsgasen ska strömma efter avslutad
svetsning.
STOPP DATA, SYNERGI
Placera markören på
raden GASEFTER-STRÖMNING. Ställ
in 2.0 s med någon
av plus/minus-knapparna.
KRATERFYLLNAD JA
TID: 1.5 s
SLUTLIG TRÅDM.HAST.: 3.0 m/min
EFTERBRINNTID: 0.11 s
GASEFTERSTRÖMNING: 2.0 s
KRA TER D
FYLLNAD
HOT D
START
4-TAKT
AVBRYT
Därmed är samtliga våra stoppdata--inställningar gjorda och en komplett
svetsdatauppsättning för MIG/MAG--svetsning är klar.
bu14d01s
-- 2 4 --
Page 25

SE
3 MMA--svetsning
3.1 Synergi
Svetsströmkällan har en synergifunktion för MMA--svetsning.
Det innebär att svetsströmkällan automatiskt optimerar svetsningsegenskaperna för
den elektrodtyp och diameter du valt.
3.2 Grundval
Grundval för MMA--svetsning görs i inställningslådans huvudmeny.
1. Svetsprocess = MMA
2. Elektrodtyp
Tre olika elektrodtyper är möjliga att välja om man vill hålla sig till
synergifunktionen.
S Basisk
S Rutil
S Cellulosa
3. Elektroddiameter
Nedanstående tabell visar de elektroddiametrar som kan väljas i enlighet med
svetsströmkällans synergi.
Elektrodtyp Elektroddiameter (mm)
Basisk 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0
Rutil 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0
Cellulosa 2,5 3,2
bu14d01s
-- 2 5 --
Page 26

SE
3.3 Svetsdata
Om man håller sig till svetsströmkällans synergi behöver endast svetsströmmen
ställas in.
Svetsströmmen kan även justeras under pågående svetsning med +/-- knapparna.
Vid en justering av svetsströmmen r egleras automatiskt arcforce om svetsströmkällan är i synergiläge.
I inställningsmenyn kan man se vilket värde som ställts in för parametern svetsström.
ESAB LUD 450
Ta fram STÄLL IN-menyn genom att
trycka på STÄLL
--knappen.
PROCESS: MMA
ELEKTRODTYP: RUTIL
ELEKTRODDIAMETER: 2.5 mm
TILLÄGGSFUNKTIONER
"
Med vår inställda
kombination av
elektrodtyp och
elektroddiameter har
svetsström-källan ställt in
svetsströmmen till
80 A.
STÄLL MÄT MINNE
SVETSDATAINSTÄLLNINGAR
STRÖM: 80 A
SYNERGI: PÅ
SNABB
INSTÄL.
AVBRYT
ENTER
bu14d01s
-- 2 6 --
Page 27

SE
3.4 MMA--konfigurering
Se under punkt 9.2.6.
3.5 Inställningsexempel MMA
Här nedan följer ett inställningsexempel för MMA -- svetsning.
3.5.1 Grundinställningar
I huvudmenyn görs de inställningar som rör val av elektrod.
Vi börjar med att ta fram huvudmenyn, om detta inte redan är gjort, genom att trycka
på MENY--knappen.
Vi ska göra följande tre inställningar:
S PROCESS = MMA
S ELEKTRODTYP= RUTIL
S ELEKTRODDIAMETER = 2.5 mm
Process
ESAB LUD 450
Stega med
pilknapparna så att
raden PROCESS blir
markerad. Tryck
ENTER för att få
fram en lista med
alternativ.
PROCESS: MMA
ELEKTRODTYP: BASISK
ELEKTRODDIAMETER: 2.5 mm
TILLÄGGSFUNKTIONER
STÄLL MÄT MINNE
Placera markören på raden MMA i listan och
tryck ENTER. Därmed har vi ställt in PROCESS =
MMA.
Elektrodtyp
ESAB LUD 450
Stega med
pilknapparna så att
raden
ELEKTRODTYP blir
markerad. Tryck
ENTER för att få
fram en lista med
alternativ.
PROCESS: MMA
ELEKTROD TYP: BASISK
ELEKTRODDIAMETER: 2.5 mm
TILLÄGGSFUNKTIONER
SNABB
INSTÄL.
MIG/MAG
MMA
TIG
KOLBÅGSMEJSLING
ENTER
STÄLL MÄT MINNE
Placera markören på raden RUTIL i listan och
tryck ENTER. Därmed har vi ställt in
ELEKTROD TYP = RUTIL.
-- 2 7 --
bu14d01s
SNABB
INSTÄL. ENTER
BASISK
RUTIL
CELLULOSA
Page 28
SE
Elektroddiameter
Stega med
pilknapparna så att
raden ELEKTROD
DIAMETER blir
markerad. Tryck
ENTER för att få
fram en lista med
alternativ.
ESAB LUD 450
PROCESS: MMA
ELEKTRODTYP: RUTIL
ELEKTRODDIAMETER: 2.5 mm
TILLÄGGSFUNKTIONER
STÄLL MÄT MINNE
Placera markören på raden för 2.5 mm i listan och
tryck ENTER. Därmed har vi ställt in ELEKTROD-DIAMETER = 2.5 mm.
ESAB LUD 450
PROCESS: MMA
ELEKTRODTYP: RUTIL
ELEKTRODDIAMETER: 2.5 mm
TILLÄGGSFUNKTIONER
"
SNABB
INSTÄL.
1.6 mm
2mm
2.5 mm
3.2 mm
4mm
4,5 mm
6mm ↓
ENTER
STÄLL MÄT MINNE
SNABB
INSTÄL.
ENTER
Nästa rad i huvudmenyn är TILLÄGGSFUNKTIONER. Mer om dessa funktioner
finns att läsa i kapitlet “TILLÄGGSFUNKTIONER” se under punkt 9.
Härmed är vi klara med vår inställning för MMA--svetsning.
bu14d01s
-- 2 8 --
Page 29

SE
4 TIG--svetsning
4.1 Grundval
Grundval för TIG--svetsning görs i huvudmenyn.
1. Svetsprocess = TIG
2. Svetsmetod
Vid TIG--svetsning kan man välja mellan t vå olika svetsmetoder.
S Konstantström
S Pulsning
3. Startmetod
Två olika startmetoder finns att välja mellan.
S Liftarc --start
S HF--start
Vid Liftarc--start tänds ljusbågen när elektroden kommer i kontakt med
arbetsstycket och man sedan lyfter elektroden igen. Vid HF--start tänds
ljusbågen av den gnistövergång som sker då elektroden befinner sig på ett visst
avstånd från arbetsstycket.
4. Avtryckarfunktion
Vid TIG--svetsning kan man välja om man vill att TIG--brännarens avtryckare ska
ha 2--taktsfunktion eller 4--taktsfunktion. Den huvudsakliga skillnaden är att man
vid 2--takt håller avtryckaren intryckt under svetsningen medan man med 4--takt
kan ha avtr yckaren uppsläppt. Skillnaden mellan 2--takt och 4--takt illustreras i
följande figurer tillsam m ans med övriga funktioner i start och stoppförloppet.
2 --takt
2
1
Slope
down
Gasefter--
strömning
Gasför--
strömning
Slope
up
Vid 2--takt star tar eventuell gasförströmning när TIG--brännarens avtryckare trycks in
(1). Därefter går strömmen upp till pilotnivå (ett par ampere) och ljusbågen tänds.
Efter detta går strömmen upp till inställt värde (med eventuell slope -- up).
När avtryckaren sedan släpps upp (2) går strömmen åter ner till pilotnivå (med
eventuell slope -- down) och ljusbågen släcks. Därefter följer eventuell
gasefterströmning.
bu14d01s
-- 2 9 --
Page 30

SE
4 --takt
3
1
Gasför-strömning
2
Slope
up
Slope
down
4
Gasefter--
strömning
Vid 4--takt startar eventuell gasförström ning när avtryckaren trycks in (1). När
gasförströmningstiden löpt ut går strömmen upp till pilotnivå (ett par ampere) och
ljusbågen tänds.
När sedan avtryckar en släpps upp (2) går strömmen upp till inställt värde (med
eventuell slope--up).
När avtryckaren åter trycks in (3) går strömmen åter ner till pilotnivå (m e d eventuell
slope--down).
När avtryckaren släpps upp igen (4) släcks ljusbågen och eventuell gasefterstr ömning tar vid.
När man befinner sig i svetsdata inställningsmeny eller mätmenyn kan man göra
omkoppling 2--takt/4--takt med en av de mjuka knapparna.
4.2 Svetsdata
Svetsparametrarnas värden ställs in i inställningsmenyn. Vissa parametrar är
specifika för den metod man valt och vissa är gemensamma för de båda
TIG--metoderna. Följande parametrar ställs in vid TIG--svetsning.
Tabell med inställningsområden finns i “APPENDIX” se under punkt 10 .
Metod KONSTANTSTRÖM Metod PULSNING
S Ström S Pulsström
S Slope--up S Bakgrundsström
S Slope--down S Pulstid
S Gasförstr ömning S Bakgrundstid
S Gasefterströmning S Slope--up
S Slope--down
S Gasförstr ömning
S Gasefterströmning
bu14d01s
-- 3 0 --
Page 31

SE
Ström
Med ström avses här svetsströmmen vid svetsning med konstant ström.
Pulsström och bakgrundsström
Vid pulsad ström måste man ställa in flera parametrar som hänger samman med
svetsströmmen. Pulsström och bakgrundsström anger mellan vilka strömvärden
pulserna ska ligga, se följande figur.
Ström
PULSTID
BAKGRUNDSTID
PULSSTRÖM
BAKGRUNDSSTRÖM
Tid
Pulstid och bakgrundstid
Pulstiden anger tiden för strömpulserna.
Bakgrundstiden anger tiden för bakgrundströmmen.
Vid svetsning med pulsad ström, se ovanstående figur. Inställningsområdet för såväl
pulstid som bakgrundstid är 0,001 -- 5,000 s.
Gasförströmning och gasefterströmning
Med parametrarna gasförströmning och gasefterströmning anger man hur lång tid
man vill att skyddsgasen ska strömma före respektive efter svetsning.
Slope--up och slope-- down
Slope--parametrarna avser en gradvis ökning respektive minskning av
svetsströmmen under en viss tid.
bu14d01s
-- 3 1 --
Page 32
SE
4.3 TIG--konfigurering
Se under punkt 9.2.6.
4.4 Inställningsexempel TIG
Här nedan följer e tt inställningsexempel för TIG--svetsning med metod
konstantström. Vill man svetsa med pulsad ström sker inställningarna på liknande
sätt.
4.4.1 Grundinställningar
Vi börjar med att ta fram huvudmenyn, om detta inte redan är gjort, genom att trycka
på MENY--knappen.
Vi ska göra följande fyra inställningar:
S PROCESS = TIG
S METOD = KONSTANTSTRÖM
S STARTMETOD = LIFTARC--START
S AVTRYCKARFUNKTION= 2--TAKT
Process
Stega med
pilknapparna så att
raden PROCESS blir
markerad. Tryck
ENTER för att få
fram en lista med
alternativ.
PROCESS: MMA
ELEKTROD TYP: RUTIL
ELEKTROD DIAMETER: 2.5 mm
TILLÄGGSFUNKTIONER
ESAB LUD 450
STÄLL MÄT MINNE
Placera markören på raden för TIG i listan och
tryck ENTER. Därmed har vi ställt in PROCESS =
TIG.
-- 3 2 --
bu14d01s
SNABB
INSTÄL.
MIG/MAG
MMA
TIG
KOLBÅGSMEJSLING
ENTER
Page 33

SE
Metod
Placera markören på
raden METOD. Tryck
ENTER för att få
fram en lista med
alternativ.
ESAB LUD 450
PROCESS: TIG
METOD: PULSNING
START METOD: LIFTARC
AVTRYCKARFUNKTION: 4--TAKT
TILLÄGGSFUNKTIONER
STÄLL MÄT MINNE
Placera markören på raden för KONST.STRÖM
i listan och tryck ENTER. Därmed har vi ställt in
METOD = KONST.STRÖM.
Startmetod
Placera markören på
raden START-METOD. Tryck
ENTER för att få
fram en lista med
alternativ.
PROCESS: TIG
METOD: KONST.STRÖM
START METOD: LIFTARC
AVTRYCKARFUNKTION: 4--TAKT
TILLÄGGSFUNKTIONER
ESAB LUD 450
SNABB
INSTÄL.
KONST.STRÖM
PULSNING
ENTER
STÄLL MÄT MINNE
Placera markören på raden för LIFTARC i
listan och tryck ENTER. Därmed har vi ställt in
STARTMETOD = LIFTARC.
-- 3 3 --
bu14d01s
SNABB
INSTÄL.
LIFTARC
HF-- START
ENTER
Page 34
SE
Avtryckarfunktion
Placera markören på
raden
AVTRYCKAR-FUNKTION. Tryck
ENTER för att få
fram en lista med
alternativ.
ESAB LUD 450.
PROSESS : TIG
METOD: KONST. STRÖM
START METOD: LIFTARC
AVTRYCKARFUNKTION 4--TAKT
TILLÄGGSFUNKTIONER
STÄLL MÄT MINNE
Placera markören på raden för 2--TAKT i listan och
tryck ENTER. Därmed har vi ställt in
AVTRYCKARFUNKTION = 2--TAKT.
ESAB LUD 450
PROSESS : TIG
METOD: KONST. STRÖM
START METOD: LIFTARC
AVTRYCKARFUNKTION 2--T AKT
TILLÄGGSFUNKTIONER
SNABB-INSTÄL.
2--TAKT
4--TAKT
ENTER
STÄLL MÄT MINNE AVBRYT ENTER
Nästa rad i huvudmenyn är TILLÄGGSFUNKTIONER. Mer om dessa funktioner
finns att läsa i kapitlet “TILLÄGGSFUNKTIONER” se under punkt 9.
bu14d01s
-- 3 4 --
Page 35

SE
4.4.2 Svetsdatainställningar
I inställningsmenyn ställer man in värden för de olika svetsparametrarna.
Vi ska göra följande inställningar:
S STRÖM = 200 A
S SLOPE UP TID = 2.0 s
S SLOPE DOWN TID = 1.4 s
S GASFÖRSTRÖMNING = 3.0 s
S GASEFTERSTRÖMNING = 5.0 s
Tryck på MENY--knappen, ta fram inställningsmenyn genom att trycka på STÄLL
--knappen.
Ström
SVETSDATAINSTÄLLNINGAR
Placera markören
på raden för
STRÖM. Ställ in
värdet 200 A med
någon av de båda
plus/minus-knapparna.
STRÖM: 200 A
SLOPE UP TID: 4,0 s
SLOPE DOWN TID: 6,0 s
GASFÖRSTRÖMNING: 2.5 s
GASEFTERSTRÖMNING: 3.3 s
GAS
SPOLN.
4--TAKT AVBRYT
Slope--up och slope-- down
Parametrarna slope--up och slope --down är kopplade till varsin plus/minus--knapp.
Vid inställning av slope--up används den övre knappen och vid inställning av
slope--down används den nedre knappen.
SVETSDATAINSTÄLLNINGAR
Placera markören på
raden för SLOPE UP
och SLOPE DOWN
TID Ställ in
SLOPEUPTID2.0s
genom att stega med
den övre
knappen.
plus/minus--
STRÖM: 200 A
SLOPEUPTID:#2.0s
SLOPE DOWN TID:
GASFÖRSTRÖMNING: 2.5 s
GASEFTERSTRÖMNING: 3.3 s
6.0 s
*
bu14d01s
GAS
SPOLN.
4-TAKT
-- 3 5 --
AVBRYT
Page 36

SE
Ställ in SLOPE
DOWN TID. 1.4 s
genom att stega med
den nedre
plus/minus-knappen.
SVETSDATAINSTÄLLNINGAR
STRÖM: 200 A
SLOPEUPTID: #2.0s
SLOPE DOWN TID:
GASFÖRSTRÖMNING: 2.5 s
GASEFTERSTRÖMNING: 3.3 s
1.4 s
*
GAS
SPOLN.
4--TAKT AVBRYT
Gasför-- och gasefterströmning
Parametrarna gasför-- och gasefterströmning är på samma sätt som ovanstående
rampparametrar kopplade till varsin specifik plus/minus--knapp. Den övre
plus/minus--knappen gäller vid inställning av gasförströmning och den nedre vid
inställning av gasefterströmning.
SVETSDATAINSTÄLLNINGAR
Placera markören på
raden för GASFÖR-och GASEFTER-STRÖMNING.
Ställ in 3.0 s för
GASFÖRSTRÖM
NING genom att stega
med den övre
minus--knappen.
plus/
STRÖM: 200 A
SLOPE UP TID: 2.0 s
SLOPE DOWN TID: 1.4 s
GASFÖRSTRÖMNING: #3.0s
GASEFTERSTRÖMNING:
GAS
SPOLN.
4--TAKT AVBRYT
*
3.3 s
SVETSDATAINSTÄLLNINGAR
Ställ in GASEFTER-STRÖMNING. 5.0s
genom att stega med
den nedre
minus--knappen.
plus/
STRÖM: 200 A
SLOPE UP TID: 2.0 s
SLOPE DOWN TID: 1.4 s
GASFÖRSTRÖMNING: #3.0s
GASEFTERSTRÖMNING:
GAS
SPOLN.
4--TAKT AVBRYT
*
5.0 s
Härmed har vi gjort en komplett inställning för TIG--svetsning.
bu14d01s
-- 3 6 --
Page 37
SE
5 KOLBÅGSMEJSLING
5.1 Synergi
Svetsströmkällan har en synergifunktion för kolbågsmejsling.
Det innebär att svetsströmkällan automatiskt ställer in lämpligt värde för spänning
utifrån val av elektroddiameter.
Man kan använda elektrod med annan diameter än de som finns representerade i
inställningslådan, men detta innebär att användaren själv får göra nödvändiga
inställningar av vissa parametrar.
5.2 Grundval
Grundval för kolbågsmejsling görs i inställningslådans huvudmeny.
1. Svetsprocess = KOLBÅGSMEJSLING
2. Elektroddiameter
Nedanstående tabell visar de elektroddiametrar som kan väljas i enlighet med
svetsströmkällans synergi.
Elektroddiameter
4mm
5mm
6mm
8mm
5.3 Svetsdata
Om man håller sig till svetsströmkällans synergi behöver egentligen inga svetsdata
ställas in. Parametern spänning finns emellertid tillgänglig för justering.
Kursiverade parametrar nedan är sk konstanter. Dessa påverkas inte av en eventuell
justering av spänningen.
Svetsparametrar vid kolbågsmejsling
S Spänning
S Induktans
S Regulatortyp
Tabell med parametrarnas inställningsområden finns i “ APPENDIX”
se under punkt 10.
bu14d01s
-- 3 7 --
Page 38

SE
5.4 Inställningsexempel för kolbågsmejsling
5.4.1 Grundinställningar
I huvudmenyn ställer man in elektroddiameter.
Vi börjar med att ta fram huvudmenyn genom att trycka på MENY--knappen.
Vi ska göra följande två inställningar:
S PROCESS = KOLBÅGSMEJSLING
S ELEKTRODDIAMETER = 8 mm
Process
ESAB LUD 450
Stega med
pilknapparna så att
raden PROCESS blir
markerad. Tryck
ENTER för att få
fram en lista med
alternativ.
PROCESS: MMA
ELEKTROD TYP: BASISK
ELEKTROD DIAMETER: 6 mm
TILLÄGGSFUNKTIONER
STÄLL MÄT MINNE
Placera markören på raden KOLBÅGSMEJSLING i
listan och tryck ENTER. Därmed har vi ställt in
PROCESS = KOLBÅGSMEJSLING.
Elektroddiameter
ESAB LUD 450
Stega med
pilknapparna så att
raden ELEKTROD
DIAMETER blir
markerad. Tryck
ENTER för att få
fram en lista med
alternativ.
PROCESS: KOLBÅGSMEJSLING
ELEKTROD DIAMETER: 6 mm
TILLÄGGSFUNKTIONER
STÄLL MÄT MINNE
SNABB
INSTÄL.
MIG/MAG
MMA
TIG
KOLBÅGSMEJSLING
SNABB
INSTÄL.
ENTER
ENTER
Placera markören på r aden 8 mm och tryck ENTER.
Därmed är inställningen ELEKTRODDIAMETER = 8 mm
klar.
Härmed är vi klara med vår inställning för kolbågsmejsling.
-- 3 8 --
bu14d01s
4mm
5mm
6mm
8mm
Page 39

SE
5.4.2 Svetsdata
I inställningsmenyn kan man se vilket värde som ställts in för parametern spänning.
Man kan även vid behov justera spänningsvärdet.
ESAB LUD 450
Gå till
inställningsmenyn
genom att trycka på
STÄLL -knappen.
PROCESS: KOLBÅGSMEJSLING
ELEKTRODDIAMETER: 8 mm
TILLÄGGSFUNKTIONER
Med vår inställ-ning av elektrod-diameter har
svetsström-källan ställt in
spänningen till
43 V.
STÄLL MÄT MINNE
SVETSDATAINSTÄLLNINGAR
SPÄNNING: 43.0 V
SYNERGI: PÅ
SNABB
INSTÄL.
AVBRYT
ENTER
bu14d01s
-- 3 9 --
Page 40

SE
6 MÄTVÄRDESBILD
6.1 Beskrivning av mätvärdesbilden
I mätvärdesbilden kan m an under pågående svetsning se uppmätta värden för olika
svetsparametrar. Vilka dessa parametrar är beror på vilken svetsprocess man valt.
Exemplet nedan visar en mätvärdesbild för MIG/MAG.
TIPS!
I pulsning kan man välja om spänningsvärdet skall visas som medelvärde eller
som pulsmedelvärde.
Den inställningen kan göras under MIG/MAG grundinställningar. se under punkt
9.2.4.3.
Om du vill ta fram mätvärdesbilden; se till att huvudmenyn visas i teckenfönstret.
Tryck på MÄT--knappen.
ESAB LUD 450
PROCESS: MIG/MAG
METOD: DIP/SPRAY
TRÅDTYP: Fe
SKYDDSGAS: Ar+8%CO2
TRÅDDIMENSION: 1.2 mm
TILLÄGGSFUNKTIONER
STÄLL MÄT MINNE
Så här kan m ätvärdesbilden se ut. Pilen längst ner till höger i teckenfönstret indikerar
att det finns mer information än vad som får plats i teckenfönstret.
DIP/SPRAY, Fe, Ar+8%CO2, 1.2 mm
Stega nedåt med pil
ner--knappen.
22,5 Volt
SNABB-INST.
ENTER
134 Amp
bu14d01s
6,0 m/min
FJÄRR AVBRYT
-- 4 0 --
Page 41

SE
Ett fjärde värde blir synligt i teckenfönstret.
DIP/SPRAY, Fe, Ar+8%CO2, 1.2 mm
134 Amp
6,0 m/min
3,01 kW
FJÄRR AVBRYT
6.2 Ändra inställda värden
I mätvärdesbilden kan m an ändra värdet för vissa parametrar. Vilka dessa
parametrar är beror på vilken svetsprocess som är inställd. De parametervärden
som kan justeras är alltid markerade med eller .
DIP/SPRAY, Fe, Ar8%CO2, 1.2 mm
Ändra genom att
trycka på
eller
Fönstret som kommer
fram försvinner efter
1,5 s om ingen av
knapparna används
22,5 Volt
SPÄNNING: 22,5 (+3,5) V
134 Amp
6,0 m/min
FJÄRR AVBRYT
bu14d01s
-- 4 1 --
Page 42

SE
7 MINNESHANTERING
I inställningslådan kan man lagra upp till 99 uppsättningar svetsdata. Varje sådan
uppsättning ges ett nummer från 1 till 99. Om svetsdataminnet blir fullt dvs. om 99
datauppsättningar finns lagrade och man vill lagra ytterligare en uppsättning så
raderas automatiskt den äldsta uppsättningen svetsdata.
Man kan också radera och kopiera svetsdatauppsättningar och man kan även
återkalla en uppsättning svetsdata till arbetsminnet.
Här följer exempel som visar hur man lagrar, återkallar, kopierar och raderar.
7.1 Lagra
När du vill lagra en datauppsättning; se till att huvudmenyn visas i teckenfönstret.
Tryck på MINNE--knappen. Om svetsdataminnet är tomt syns följande bild i
teckenfönstret.
MINNESFUNKTIONER -- LAGRADE DATAUPPSÄTTNINGAR
:
INGA LAGRADE DATAUPPSÄTTNINGAR
LAGRA AVBRYT
:
Exempel
Vi ska nu lagra en uppsättning svetsdata. Den ska få minnesposition 10. Tryck på
LAGRA--knappen. Följande bild syns i teckenfönstret.
LAGRA I MINNESPOSITION 1
Om man trycker
ENTER här så sparas
datauppsättningen
som nummer 1, vilket
framgår av översta
raden i teckenfönstret.
AVBRYT ENTER
Genom att stega med någon av plus/minus--knapparna kan man ange vilken
minnesposition man vill ge datauppsättningen. Detta syns på översta raden i
teckenfönstret.
bu14d01s
-- 4 2 --
Page 43

SE
Siffran som visas i översta raden i teckenfönstret är den första tomma positionen
som hittats i m innet.
LAGRA I MINNESPOSITION 10
Stega fram num-mer 10 med någon
av plus/minus-knapparna. Tryck
ENTER.
AVBRYT ENTER
Nu finns datauppsättningen lagrad som nummer 10. Längst ner i teckenfönstret kan
man se delar av innehållet i datauppsättning nummer 10.
LAGRA I MINNESPOSITION 10
10
" Kort/Spray, Låg/olegerad Fe, C02, 1..
AVBRYT ENTER
Gå tillbaka till minnesmenyn med AVBRYT--knappen.
Tips!
Om det står LAGRA I MINNESPOSITION 1, så kan man genom att trycka minus på
antingen
eller
hoppa direkt till set 99
bu14d01s
-- 4 3 --
Page 44
SE
7.2 Radera
I minnesmenyn kan man radera en eller flera datauppsättningar.
Exempel
Vi ska nu radera den datauppsättning vi lagrade i ett tidigare exempel. Tryck på
RADERA--knappen.
MINNES FUNKTIONER -- LAGRADE DATAUPPS.
10 50
" Kort/Spray, Låg/olegerad Fe, C02, 1..
LAGRA RADERA ÅTERK. KOPIERA AVBRYT
Senast lagrade datauppsättning markeras automatiskt. Om det finns fler än en
datauppsättning lagrad kan m an flytta markören mellan dessa med pilvänster-- och
pilhöger--knapparna .
RADERA SVETSDATANR. 10
Tryck ENTER för att
bekräfta radering av
data-uppsättning num-mer 10.
10
" Kort/Spray, Låg/olegerad Fe, C02, 1..
AVBRYT ENTER
bu14d01s
-- 4 4 --
Page 45
SE
7.3 Återkalla
Om du vill kalla in en lagrad datauppsättning; se till att du befinner dig i
minnesmenyn. Tryck på ÅTERKALLA--knappen.
MINNES FUNKTIONER -- LAGRADE DATAUPPS
10
LAGRA RADERA ÅTERK. KOPIERA AVBRYT
Exempel
Senast lagrade datauppsättning markeras automatiskt. Om det finns fler än en
datauppsättning lagrad kan m an flytta markören mellan dessa med pilvänster-- och
pilhöger--knapparna .
ÅTERKALLA SVETSDATANR. 10
Tryck ENTER för att
bekräfta att du vill
kalla in
datauppsättning
nummer 10.
10
" Kort/Spray, Låg/olegerad Fe, C02, 1..
AVBRYT ENTER
Gå tillbaka till minnesmenyn med AVBRYT--knappen.
7.4 Kopiera
Man kan kopiera innehållet i en svetsdatauppsättning till en ny minnesposition. Börja
med att trycka på KOPIERA--knappen.
MINNESFUNKTIONER -- LAGARDE DATAUPPS
10
bu14d01s
" Kort/Spray, Låg/olegerad Fe, C02, 1..
LAGRA RADERA ÅTERK. KOPIERA AVBRYT
-- 4 5 --
Page 46
SE
Exempel
Senast lagrade datauppsättning markeras automatiskt. Om det finns fler än en
datauppsättning lagrad kan m an flytta markören mellan dessa med pilvänster-- och
pilhöger--knapparna. Vi ska nu kopiera innehållet i minnesposition 10 till position 50.
Genom att stega med någon av plus/minus--knapparna kan man ange vilken
minnesposition man vill kopiera till.
KOPIERA SVETSDATANR. 10 TILL NR. 50
Stega fram nummer
50 med
plus--knappen och
tryck ENTER.
10
" Kort/Spray, Låg/olegerad Fe, C02, 1..
AVBRYT ENTER
LAGRA ÖVER BEFINTLIGA SVETSDATA ?
10
" Kort/Spray, Låg/olegerad Fe, C02, 1..
NEJ JA
Därmed har svetsdata nummer 10 kopierats till minnesposition 50.
Skulle minnesposition 50 redan vara upptaget får man information om detta i
teckenfönstret.
KOPIERA SVETSDATANR. 10 TILL NR. 50
10
50
" Kort/Spray, Låg/olegerad Fe, C02, 1..
Gå tillbaka till minnesmenyn med AVBRYT--knappen.
-- 4 6 --
bu14d01s
AVBRYT ENTER
Page 47
SE
7.5 Fjärrdon allmänt
Vi börjar med att ta fram huvudmenyn genom att trycka på MENU--knappen.Ta fram
mätmenyn genom att trycka på MÄT --knappen.
KORT/SPRAY, Fe, Ar+20% CO2, 1.2 mm
Från mätmenyn kan
man koppla över till att
manövrera
utrustningen via
fjärrdon genom att
trycka på “Fjärr”
knappen.
Det finns 4 olika
fjärrdon:
22,5 Volt
134 Amp
6,0 m/min
FJÄRR
Digitalt fjärrdon
Digitalt fjärrdon används när man vill kunna kalla in svetsdatauppsättningar från
svetsdataminnet utan att använda inställningslådan.
S Aristo Control 5--program.
Med detta fjärrdon kan du återkalla 5 olika svetsdatauppsättningar från minnet.
Du sparar dom i minnesplats 1--5.
Du kan även justera spänningen utifrån det svetsprogram du valt att återkalla.
Analogt fjärrdon
Med ett analogt fjärrdon kan man reglera svetsprocessens primära parametrar från
annan enhet än inställningslådan.
S Aristo Control Synergic PAE 2.
Med detta fjärrdon kan du öka/minska trådmatningshastigheten och spänningen
utifrån den synergilinje du valt.
S Esab PSF--svetspistol med 2 rattar.
Denna svetspistol har 2 rattar som gör att man kan öka/minska trådmatningshas tigheten och spänningen utifrån den syner gilinje du valt. Det går även att justera
under svetsning.
S Esab PSF--svetspistol med 3 program.
Denna svetspistol har en 3--läges knapp.
Med denna knapp kan du återkalla 3 olika svetsdatauppsättningar från minnet,
för tex. rotsträng och fyllnadssträngar. Det går även att byta svetsprogram mitt
under svetsning.
7.5.1 Konfigurering för fjärrkontroll
Se under punkt 9.2.3.
bu14d01s
-- 4 7 --
Page 48
SE
8 SNABBINSTÄLLNING
8.1 Beskrivning av snabbinställning
Har man lagrat en eller flera uppsättningar svetsdata i svetsdataminnet kan man
göra en eller flera av dessa (maximalt fyra) tillgängliga via SNABBINSTÄLLNING-knappen i huvudmenyn.
ESAB LUD 450
PROCESS: MIG/MAG
METOD: KORT/SPRAY
TRÅDTYP: Fe
SKYDDSGAS: Ar+20%CO2
TRÅDDIMENSION: 1.2 mm
TILLÄGGSFUNKTIONER
"
STÄLL
När man trycker på knappen för snabbläge kan bilden se ut så här.
MÄT MINNE
KORT/SPRAY, Fe, Ar+20% CO2, 1.2 mm
SNABB
INSTÄL.
22,5 Volt
134 Amp
6,0 m/min
SVETS--
DA TA 1
SVETS--
DA TA 2
SVETS--
DA TA 3
SVETS--
DA TA 4
ENTER
2ND
FUNCT
Fyra av programtangenterna kan på detta sätt ”länkas” till en egen svetsdatainställning i svetsdataminnet, se programtangenternas funktion i avsnitt 9.2.4.2.
Den femte programtangentens andra funktion används för att ändra de fyra övriga
programtangenternas funktion. Det är således möjligt att ändra de fyra
programtangenterna från svetsdataläget till de alternativa funktionerna i mätläget
(gasspolning, varmstart, trådstegning, triggerläge, gropfyllning, krypstart etc.)
8.2 Konfigurering av snabbinställningsknappar
Se under punkt 9.2.8.1.
bu14d01s
-- 4 8 --
Page 49

SE
9 TILLÄGGSFUNKTIONER
9.1 Minneskortfunktioner
För att kunna använda minneskortfunktionerna
måste man först installera PC--kortet.
1. Slå av strömmen till svetsmaskinen
2. Sätt in PC--kortet
3. Slåpåströmmen
4. Tryck tilläggsfunktioner, ENTER
5. Tryck minneskortfunktion, ENTER
Följande teckenfönster visas:
MINNESKORT FUNKTIONER
SVETSDATAINSTÄLLNINGAR
LAGRA RADERA
Installera
PC--kortet
här
ÅTER-KALLA
AVBRYT
LAGRA
Används för att lagra gällande svetsdatainställningar (upptagna minnespositioner
1--99) från inställningslådan till PC--kortet.
Om samma svetsdata redan finns lagrade på kortet, skrivs den över av den som
finns i inställningslådans eget minne.
Exempel
PC--kortInställningslåda
Svetsdatainställ-ningarna i
inställningslådan
123101250
PC--kortet
är tomt.
är.
PC--kort
Tryck LAGRA.
Svetsdatainställningarna från inställningslådan är nu
lagrade på PC --kortet
123101250
bu14d01s
-- 4 9 --
Page 50

SE
RADERA
Används om man vill radera PC--kortets innehåll (alla svetsdatainställningar).
Exempel
PC--kort
Svetsdatainställningarna på PC--kortet är:
123101250
PC--kort
Tryck RADERA. PC--kortet är nu tomt.
ÅTERKALLA
Används för att kopiera svetsdatainställningar från PC --kortet till inställningslådan.
Om en svetsdatainställning redan finns i lådans eget minne, skrivs den över av den
som är lagrad på PC--kortet.
Exempel
PC--kortInställningslåda
Tryck ÅTERKALLA.
123101250 23456
Inställningslåda
Inställningslådan har nu 3 nya svetsda tauppsättningar (4, 5, 6) och uppsättningarna 2 och
3 blev uppdaterade av de som var lagrade på
123456
10 12 50
PC--kortet.
Felmeddelande
Om inställningslådan indikerar något fel med PC--kortet ser man ett felmeddelande
som kort beskriver felet i fråga.
Kontrollera följande:
S Att PC--kortet ä r riktigt insatt.
S Att PC--kortet inte är av ett okänt eller ej godkänt fabrikat.
S Att data som är lagrade på kortet är kompatibel med programvaran i
inställningslådan.
S Att PC--kortet ej har felaktigt versionsnummer, eller är av äldre format.
bu14d01s
-- 5 0 --
Page 51

SE
9.2 Konfiguration
9.2.1 Språk och längdenhet
Se under punkt 1.3.
9.2.2 Låsfunktion
HUVUDMENY
TILLÄGGSFUNKTIONER
KONFIGURA TION
LÅSFUNKTION
Ibland vill man begränsa åtkomsten till vissa funktioner i inställningslådan för att
undvika att viktiga parametrar eller inställningar ändras av annan person.
När låsfunktionen är aktiverad och man står i mätbilden, (fjärrläge) eller
snabbinställningsbilden krävs ett lösenord (låskod), varje gång man försöker ta sig till
huvudmenyn genom att trycka på AVBRYT-- eller MENU--knappen.
Normalt hamnar utrustningen i någon av dessa tre lägen efter att man har slagit på
den, och det enda sättet att lämna för att gå till andra menyer är att ange rätt
lösenord (låskod).
LÅSFUNKTION
LÅSKOD TILLSTÅND AV
ANGE/ÄNDRA LÅSKOD
AVBRYT ENTER
I LÅSKODTILLSTÅND kan man aktivera/deaktivera låsfunktionen utan att radera
den befintliga låskoden ifall man deaktiverar funktionen. Finns det ingen låskod
lagrad och man försöker aktivera låsfunktionen, hamnar man i den bild som har ett
datorliknande “tangentbord” för att mata in en ny.
När man aktiver a t den, visas en liten ikon med en n yckel på första raden i
teckenrutan för att indikera att låsfunktionen är aktiverad och då kan man röra sig
fritt genom alla menyer utan någon spärr tills man komme r in i m ä tbilden eller
snabbinställningsbilden, då träder låsfunktionen in och hindrar användaren att lämna
dessa utan att först mata in låskoden.
I ANGE/ÄNDRA LÅSKOD kan man redigera en befintlig låskod eller mata in en ny.
En låskod kan bestå av max. 10 valfria tecken eller siffror.
bu14d01s
-- 5 1 --
Page 52

SE
Att komma ur låstillstånd
När man befinner sig i mätbilden eller snabbinställningsbilden och har låsfunktionen
deaktiverad, kan man utan begränsningar lämna de här bilderna genom att trycka
på AVBRYT eller MENU--knappen för att komma till huvudmenyn.
Har man den aktiverad och man försöker ta sig ur kommer följande bild upp för att
varna användaren om låsskyddet.
TRYCK ENTER FÖR
LÅSKOD
Här kan man välja AVBRYT för att ångra och komma tillbaka till föregående bild, eller
gå vidare genom att trycka ENTER för att mata in låskoden.
Du hamnar då i bilden med tangentbordet där du kan skriva in koden och bekräfta
med enter knappen på tangentbordet.
Om koden inte stämmer, får man ett felmeddelande som ger användaren alternativ
att försöka igen eller gå tillbaka till den ursprungliga bilden, dvs. mätbilden eller
snabbinställningsbilden.
Om koden är rätt, blir alla spärrar till andra menyer borttagna men låsfunktionen
förblir aktiverad, det innebär att användaren kan lämna mät/snabbinställningsbilden
tillfälligt, men vid återgång till dessa åter hamna i låsläge.
När man utanför mät/snabbinställningsbilden vill ändra tex. (inställningar, deaktivera
låsfunktionen etc.) kan man återkomma till dem och låsfunktionen och åter aktivera
och “låsa” användaren i mät/snabbinställningsbilden igen.
bu14d01s
-- 5 2 --
Page 53

SE
9.2.3 Fjärrdon
HUVUDMENY
TILLÄGGSFUNKTIONER
KONFIGURA TION
FJÄRRDON
All konfiguration för fjärrdonen gäller för alla eventuellt inkopplade matarverk.
Konfigurerar man bort ANALOG1 så gäller detta båda matarverken när man
använder dubbla matarverk.
MIG/MAG -- FJÄRRDON
GLÖM ÄNDRING PÅ
DIGITAL MANÖVRERAD: 5--PROGRAM
ANALOG 1: INGEN
ANALOG 2: INGEN
AVBRYT ENTER
Placera markören på raden GLÖM ÄNDRING Tryck ENTER för att få fram en lista
med alternativ.
Vid glöm ändringsfunktionen i “på”--läge har man alltid ursprungsdata från den
minnesposition man använder aktuell efter varje svetsstopp.
Det vill säga om man har gjort en ändring i förhållandet till synergilinjen tex. adderat
+2V spänning, svetsar och stoppar, så försvinner den ändringen och originaldata
återkallas.
Kan tex. användas vid utprovning av nya svetsdata.
Konfigurering för digitalt fjärrdon
Vid användande av digitalt fjärrdon ange vilken typ av don som används;
5--programs don eller 32 --programs don (binary coded). Har man en pistol med
3--programsval väljer man 5 --programs alternativet.
Om man p lacerar markören på raden DIGITALMANÖVRERAD och trycker ENTER
får man fram en lista ur vilken man kan välja ett alternativ.
BINÄRKODAD
5--PROGRAM
bu14d01s
-- 5 3 --
Page 54

SE
Konfigurering för analogt fjärrdon
När man använder analogt fjärrdon kan m an i inställningslådan ange vilken eller vilka
(maximalt 2) potentiometrar man vill använda.
Potentiometrarna benämns i inställningslådan ANALOG 1 och ANALOG 2 och
refererar till varsin för svetsprocessen fastställd parameter, t ex spänning (ANALOG
1) och trådmatning (ANALOG 2) vid MIG/MAG.
Om man placerar markören på raden ANALOG 1 och
trycker ENTER får man fram en lista.
Man kan nu välja om potentiometern ANALOG 1
ska användas (SPÄNNING) eller om den inte ska
användas (INGEN).
Välj raden SPÄNNING och tryck ENTER
MIG/MAG -- FJÄRRDON
Följande teckenfönster
visas
GLÖM ÄNDRING: PÅ
DIGITALMANÖVRERAD: 5-- PROGRAM
ANALOG 1: SPÄNNING
ANALOG 2: INGEN
SKALA PÅ INGÅNGAR.:
ANALOG 1, DIG +/-- MIN: # 8.0 V
MAX
Om man placerar markören på raden ANALOG 2 och
trycker ENTER får man fram en lista.
Man kan nu välja om potentiometern ANALOG 2 ska
användas (TRÅDMATNINGSHASTIGHET) eller om
den inte ska användas (INGEN).
INGEN
SPÄNNING
60 V
*
AVBRYT ENTER
INGEN
TRÅDMATNINGSHASTIGHET
Välj raden TRÅDMATNINGSHASTIGHET och tryck ENTER
MIG/MAG -- FJÄRRDON
Följande teckenfönster
visas
GLÖM ÄNDRING: PÅ
DIGITALMANÖVRERAD: 5-- PROGRAM
ANALOG 1: SPÄNNING
ANALOG 2: TRÅDM.HAST.
SKALA PÅ INGÅNGAR.:
ANALOG 1, DIG +/-- MIN: # 8.0 V
MAX
ANALOG 2 MIN: # 1.5 m/min
MAX
AVBRYT ENTER
60 V
*
25 m/min
*
Man kan också ställa in reglerområdet för den eller de potentiometrar som ska
användas. Detta gör man genom att i inställningslådan ange ett m invärde och ett
maxvärde med plus/minus--knapparna.
Detta gäller i icke synergi. I synergi ställer man +-- 10 V på ANALOG1 i förhållande
till vald synergilinje, ANALOG 2 trådmatning ställer man som i icke synergi.
bu14d01s
-- 5 4 --
Page 55
SE
9.2.4 MIG/MAG Grundinställningar
HUVUDMENY
TILLÄGGSFUNKTIONER
KONFIGURA TION
MIG/MAG GRUNDINST.
9.2.4.1 Avtryckarfunktion
KONFIGURATION--MIG/MAG GRUNDINST.
Placera markören på
raden
AVTRYCKAR-FUNKTION. Tryck
ENTER för att få
fram en lista med
alternativ.
AVTRYCKARFUNKTION: 4--TAKT
MJUKA KNAPPINST.:
SPÄNN. MÄTN. I PULSNING: PULS MEDEL
Placera markören på raden för 2--TAKT i listan och
tryck ENTER. Därmed har vi ställt in
AVTRYCKARFUNKTION = 2--TAKT.
KONFIGURATION--MIG/MAG GRUNDINST.
AVTRYCKARFUNKTION: 2--TAKT
MJUKA KNAPPINST.:
SPÄNN. MÄTN. I PULSNING: PULS MEDEL
AVBRYT ENTER
2--TAKT
4--TAKT
bu14d01s
AVBRYT ENTER
-- 5 5 --
Page 56
SE
9.2.4.2 Mjukknappsfunktionen
HUVUDMENY
TILLÄGGSFUNKTIONER
KONFIGURA TION
MIG/MAG GRUNDINST.
MJUKA KNAPP AR
Vi har tidigar berättat om inställningslådans fem “mjuka” knappar. Vid
MIG/MAG--svetsning har användaren möjlighet att själv ställa in funktionen för tre av
dessa knappar utifrån ett antal givna alternativ.
Av de fem mjuka knapparna är det de tre längst till vänster som kan tilldelas en viss
funktion.
Man kan välja mellan följande alternativ:
S Gasspolning
S Trådmatning
S Omkoppling 2--takt/4--takt
S Kraterfyllnad PÅ/AV
S Krypstart PÅ/AV
S Hot start PÅ/AV
S Växla svetsdataväljaren PÅ/AV (TRIGG WELD DATA SWITCH)
Att tilldela en mjuk knapp en av dessa funktioner går till enligt följande.
Följande bild visas i teckenfönstret. I denna bild finns två kolumner; en för funktion
ochenförknappnummer. Siffrorna 1, 2 och 3 representerar varsin knapp dvs.
knappen längst till vänster är nummer 1 osv.
I följande exempel ska vi tilldela knapp nummer 1 funktionen KRATERFYLLNAD
PÅ/AV.
MJUKKNAPPSFUNKTIONER
Placera markören på
raden
KRATERFYLLNAD
PÅ/AV. Tryck på
knapp nummer 1
dvs. knappen längst
till vänster.
Funktion Mjuk knapp
INGEN 1,2,3
GASSPOLNING
TRÅDMATNING
2/4--T AKT
KRATERFYLLNAD PÅ/AV
KRYPSTART PÅ/AV
HOT START PÅ/AV
TRIGG WELD DAT A SWITCH PÅ/AV
bu14d01s
INGEN INGEN INGEN AVBRYT
-- 5 6 --
Page 57

SE
Bilden i teckenfönstret visar att knapp nummer 1 härmed har tilldelats funktionen
KRATERFYLLNAD PÅ/AV. Siffran 1 har flyttats ner till raden KRATERFYLLNAD
PÅ/AV och längst ner i teckenfönstret kan man läsa knapptexten KRFYLL för den
vänstra knappen.
MJUKKNAPPSFUNKTIONER
Funktion Mjuk knapp
INGEN 2,3
GASSPOLNING
TRÅDMATNING
2/4--T AKT
KRATERFYLLNAD PÅ/AV 1
KRYPSTART PÅ/AV
HOT START PÅ/AV
TRIGG WELD DAT A SWITCH PÅ/AV
KRA TERFYLLNAD
De övriga två knapparna kan på samma sätt tilldelas varsin funktion genom att para
ihop en av funktionerna i vänstra kolumnen med ett knappnummer i den högra
kolumnen.
INGEN INGEN AVBRYT
Om man vill tilldela en knapp en ny funktion placera markören på raden INGEN
och tryck på den mjukknapp du vill byta funktion på, i teckenfönstret kan man läsa
knapptexten INGEN, och den kan nu åter tilldelas en ny funktion.
9.2.4.3 Spänningsmätning i kortpulsning
HUVUDMENY
TILLÄGGSFUNKTIONER
KONFIGURA TION
MIG/MAG GRUNDINST.
SPÄNN.MÄTN. I PULSNING
Alternativ på spänningsmetoder i kortpulsning är följande:
--medelvärde på pulsspänning.
--spänningsmedelvärde.
Medelvärde på pulsspänning
Spänning mäts endast under pulsdelen och filtreras innan spänningsvärdet
presenteras på displayen.
Spänningsmedelvärde
Spänningen mäts kontinuerligt och filtreras innan spänningsvärdet presenteras.
De mätvärden som presenteras på displayen används som indata för interna och
externa kvalitetsfunktioner.
bu14d01s
-- 5 7 --
Page 58

SE
9.2.5 Matarverk MLC 30C
OBS!
Uppgraderingskort för MLC 30C levereras tillsammans med matarverket.
HUVUDMENY
TILLÄGGSFUNKTIONER
KONFIGURA TION
MIG/MAG GRUNDINST.
MLC 30 C
MIG/MAG GRUNDINSTÄLLNING -- MLC 30C
Placera markören
på raden för MLC
30C, tryck ENTER
AVTRYCKARFUNKTION: 2--TAKT
MJUKA KNAPPINSTÄLLNING:
SPÄNN. MÄTN. I PULSNING PULS MEDEL
MLC 30C
AVBRYT ENTER
Motorstyrka
Motorstyrkan anger med vilket vridmoment som det elektriska pushmatarverkets
motor kommer att skjuta på tråden med.
Ett värde på 1.50A motorstyrka är förinställt, detta vridmoment gäller för dom flesta
trådar och olika längder på slangpaket. Använder man en mjuk tunn Aluminium--tråd
kan det i vissa fall vara lämpligt att gå ner med motorstyrkan till
1,25 A för att minska problemen med trådtrassel.
Har man exempelvis en sliten trådledare och 16 m slangpaket och trådmatningen
börjar gå tungt, så kan man öka motorstyrkan till 1,75 A.
Observera att det är mycket viktigt med en jämn trådmatning i det bakre
pushmatarverket då strömkällan reglerar efter det bakre matarverkets trådhastighets
referens.
MIG/MAG GRUNDINSTÄLLNING -- MLC 30C
Placera markören på
MOTOR STYRKA.
Tryck ENTER för att
få fram en lista med
alternativ.
MOTORSTYRKA 1,0 A
STOPP TRÅDMATN:HASTIGHET 0,7 m/min
bu14d01s
AVBRYT ENTER
-- 5 8 --
Page 59
SE
Placera markören på raden för vald motorstyrka
Se tabell för trådtyp--motorstyrka i bruksanvisningen
för MLC 30C. Tryck ENTER.
1,0 A
1,25 A
1,50 A
1,75 A
Trådhastighet
Stopp trådhastighet, är vid den trådhastighet då man stänger av strömkällan. Detta
för att få ett så bra stopp som möjligt utan att det brinner upp i kontaktmunstycket.
Svetsar man exempelvis på 13 m/min så kan man sätta stoppgränsen på 10 m/min,
vilket innebär att matarverket stoppar och strömkällan stänger av när
trådhastigheten faller under 10 m/min.
Detta motverkar att man bränner upp kontaktmunstycket.
Svetsar man på 3--4 m/min sätter man stopphastigheten på ett lägre värde
exempelvis 1,0 m/min.
Inställningsvärdet är mellan 0,7--10 m/min.
MIG/MAG DEFAULTS -- MLC 30C
Placera markören på
STOPP TRÅD-MATN.HASTIGHET.
Stega med någon av
plus/minus-- knappar
na för
inställningsvärde.
Tryck ENTER.
MOTORSTYRKA: 1,0 A
STOPP TRÅDMATN.HASTIGHET: 0,7 m/min
AVBRYT ENTER
bu14d01s
-- 5 9 --
Page 60
SE
9.2.6 MMA grundinställningar
Funktionen avsedd för framtida bruk.
9.2.7 TIG grundinställningar
Funktionen avsedd för framtida bruk.
9.2.8 Generella grundinställningar
9.2.8.1 Snabbinställningsgränser
HUVUDMENY
TILLÄGGSFUNKTIONER
KONFIGURA TION
GENERELLA INSTÄLLN
SNABBINST .GRÄNSER
Konfigurering av en mjuk knapp till snabbinställning går till på följande vis.
GENERELLA INST. -- SNABBINSTÄL.
Placera markören på
raden för
knappnummer.
MJUKKNAPPSNUMMER: 1
SPÄNNING: + 0.0 V
-- 0 . 0 V
TRÅDMATNINGSH.: + 0.0 m/min
-- 0 . 0 m / m i n
RELATERADE SVETSDATA: : 1
KORTBUE/SPRAYB., Ar+20% CO2, 1.2 mm
AVBRYT
Knapparna är numrerade 1--4 från vänster till höger. Välj önskad knapp genom att
ange dess nummer med hjälp av plus/minus--knapparna.
Stega sedan nedåt med pil ner --knappen till raden “RELATERAD SVETSDA TA”. Här
kan man bläddra bland de svetsdatauppsättningar som finns lagrade i
svetsdataminnet. Välj önskat svetsdatanummer m ed hjälp av plus/minus--knapparna.
När man kallar in en svetsdatauppsättning via snabblägesknapp har man fortfarande
möjlighet att justera tillgängliga svetsparametrar. Vill man begränsa möjligheten att
justera dessa parametrar kan man ange en övre och en nedre gräns för var och en
av dem.
bu14d01s
-- 6 0 --
Page 61
SE
De svetsparametrar som är tillgänliga för justering är följande:
S för MIG/MAG
S Trådmatningshastighet
och
S Spänning
S för MMA
S Svetsström
S för TIG
S Svetsström
S för Kolbågsmejsling
S Spänning
Så här sätter man gränser för parameterjustering.
För varje parameter anges ett plusvärde ( övre gräns) och ett minusvärde (nedre
gräns) där svetsdatauppsättningens ursprungsinställning utgör referens.
GENERELLA INST. -- SNABBINSTÄL.
Placera markören på
raden för den
aktuella
svetsparametern
t ex SPÄNNING.
MJUKKNAPPSNUMMER: 1
SPÄNNING: # + 0.0 V
-- 0 . 0 V
*
TRÅDMATNINGSH.: # + 0.0 m/min
-- 0 . 0 m / m i n
*
RELATERADE SVETSDATA: 16
KORT/SPRAY, Låg/olegerad Fe, Ar20%CO2, 1.2mm
AVBRYT
Ange önskat värde för övre och nedre gräns med hjälp av plus/minus--knapparna.
9.2.8.2 Dubbla start signaler
KONFIGURATION -- GENERELLA INST.
SNABBINSTÄL. GRÄNSER
DUBBLA START SIGNALER AV
TRIGG WELD DATA SWITCH
AVBRYT ENTER
Med detta alternativ på möjliggör man start av MIG/MAG matarverket från
TIG--kortet (universal).
Likaså möjliggörs start av TIG--pistolen från m atarverket.
Denna funktion kan utnyttjas i mekaniserade tillämpningar.
bu14d01s
-- 6 1 --
Page 62

SE
9.2.8.3 Växla svetsdata med pistolen
HUVUDMENY
TILLÄGGSFUNKTIONER
KONFIGURA TION
GENERELLA INSTÄLLN
TRIGG WELD DATA SWITCH
Med funktionen WELD--DATA SHIFT WITH PISTOL (VÄXLA SVETSDATA MED
PISTOL) är det möjligt att med hjälp av svetspistolens knapp växla mellan upp till
fem förinställda svetsdataalternativ.
Genom en snabb tryckning på svetspistolens knapp (snabbare än 0,3 sek.) sker
växling till nästa svetsdatainställning.
KONFIGURATION -- GENERELLA INSTÄLLNINGAR
Placera markören på
raden TRIGG
WELD--DATA (VÄXLA
SVETSDATA) och
tryck ENTER.
Placera markören på
raden TRIGG
WELD--DATA (VÄXLA
SVETSDATA) och
tryck på ENTER för att
få en lista med
alternativ. Välj TILL.
SNABBLÄGE GRÄNSER
DUBBEL STARTKÄLLA FRÅN
TRIGG WELD DATA SWITCH
TRIGG WELD DATA SWITCH TILL
LÄGG TILL/TA BORT SVET SDAT A 1
VALT SVETSDATAALTERNATIV: 3
LAGRA RADERA AVBRYT ENTER
Välj svetsdataalternativ på följande sätt:
AVBRYT ENTER
TRIGG WELD DATA SWITCH
TRIGG WELD DATA SWITCH
Placera markören på
raden ’add/remove’
(lägg till/ta bort). Välj
numret för det minne
där svetsdata finns
lagrade med hjälp av
plus/minusknapparna
och tryck sedan på
STORE (LAGRA).
bu14d01s
TRIGG WELD DATA SWITCH TILL
LÄGG TILL/TA BORT SVETSDATA 1
VALT SVETSDATAALTERNATIV: 3
LAGRA RADERA AVBRYT
-- 6 2 --
Page 63

SE
Raden SELECTED WELD--DATA (VALDA SVETSDA TA) visar vilka svetsdata som
valts och i vilken ordning de kommer, från vänster till höger.
För att ta bort svetsdata, välj enligt ovan men tryck på knappen RADERA.
9.2.9 Multipla matarverk
HUVUDMENY
TILLÄGGSFUNKTIONER
KONFIGURA TION
MULTIPLA MATARVERK
Alla nya matarverk levereras till kund med identitetsnummer 0.
Det första man får göra är att byta id--nummer (nodeadress) på det ena matarverket
(detta gäller bara multipla m atarverk).
TILLÄGGSFUNKTIONER -- KONFIGURATION
Placera markören
på raden för multipla
matarverk, tryck
ENTER
SPRÅK: SVENSKA
LÅSFUNKTION:
FJÄRRDON
MIG/MAG GRUNDINST.
MMA GRUNDINST.
TIG GRUNDINST.
GENERELLA INST.
MULTIPLA MATARVERK
LÄNGDENHET METER
AVBRYT ENTER
Byte av ID --nummer görs på följande sätt:
Först kopplar man in ett nytt matarverk,sedan går man till bilden “MULTIPLA
MATARVERK” trycker och släpper pistolknappen för att göra detta matarverk aktivt,
läs sedan på översta raden vilket ID--nummer matarverket har (bör vara 0 första
gången). Välj sedan ett nytt ID--nummer mellan 0 --3.
MULTIPLA MATARVERK
Placera markören på
raden VÄLJ ETT NYTT
ID NUMMER. Ställ in
önskat nummer mellan
0--3 genom att stega
med plus/minus-knapparna.
Tryck ENTER.
AKTUELLT ID NUMMER
VÄLJ ETT NYTT ID NUMMER 0
ANSLUTNA MATARVERKS ID
bu14d01s
AVBRYT ENTER
-- 6 3 --
Page 64

SE
På översta raden kommer siffran för ID--nummer att ändra sig till önskat nummer.
Koppla därefter in nästa matarverk och tryck in pistolknappen för att aktivera detta
matarverk, då kan man se att detta matarverk har ID--nummer 0.
Konfigurationen är nu klar och man kan börja använda utrustningen som vanligt.
På samma sätt finns det nu möjlighet att konfigurera och köra hela fyra matarverk.
Det viktiga när man kör multipla matarverk är inte vilka ID--nummer m an döper
matarverken till utan att man döper till olika nummer för att kunna sär skilja dom.
Skulle Du av misstag döpa två matarverk till samma ID--nummer så kommer Du att
få felmeddelande 15 kontinuerligt på displayen.
Koppla då bort ena matarverket och börja om ovanstående procedur på nytt.
Man kan alltid gå till konfigurationsbilden och kontrollera ID--numret på sina
inkopplade matarverk genom att trycka på pistolknappen.
På raden ANSLUTNA MATARVERKS ID ser man ID--numret på alla anslutna
matarverk.
9.2.10 Multipla matarverk--svetsdata
Svetsdata blir individuellt kopplat till respektive matarverk. För att koppla data till ett
matarverk så måste det vara aktivt, när det är det så återkallar m an data som vanligt
(se under minneshantering punkt 7) och gör sina eventuella justeringar allt detta blir
då kopplat till det aktiva matarverket.
För nästa matarverk så tar man pistolen och gör det aktivt genom en
pistolknappstryckning, och återkallar sedan dom data som m an vill ha kopplat till
detta matarverk.
Man kan koppla vilket svetsdatanummer man vill till vilket matarverk man vill.
9.2.11 Multipla matarverk--fjärrdon
Fjärrdon verkar på det matarverk det är inkopplat på. Digitala 5--programs donet
återkallar data ifrån olika minnespositioner beroende på vilket ID--nummer
matarverket har.
Matarverk med ID--nummer 0 återkallar svetsdata från pos 1--5
Matarverk med ID--nummer 1 återkallar svetsdata från pos 11 --15
Matarverk med ID--nummer 2 återkallar svetsdata från pos 21--25
Matarverk med ID--nummer 3 återkallar svetsdata från pos 31--35
VIKTIGT!
Alla gränser som sätts i snabbinställning och konfigurations--bild fjärrdon
gäller för alla matarverken.
bu14d01s
-- 6 4 --
Page 65

SE
9.3 Kvalitetsfunktioner
HUVUDMENY
TILLÄGGSFUNKTIONER
KVALITETSFUNKTIONER
Kvalitetsfunktioner håller reda på en del intressanta data för enskilda svetsar.
Dessa funktioner är:
Tiden för svetsstart
Hur lång tid svetsen varade
Medel--, max-- och minström för svetsen
Medel--, max-- och minspänning för svetsen
Medel--, max-- och mineffekt för svetsen
Dessutom kan man manuellt knappa in längden på sin svetsfog och svetsdataenheten beräknar sträckenergin.
Antalet svetsar sedan senaste återställning visas också. Maximalt kan information
om 100 stycken svetsar lagras. Svetsarna efter dessa hundra första ignoreras.
Svetsen måste vara längre tid än 1s för att registreras.
Den senast noterade svetsen visas i displayen, men det går också bra att bläddra
bland de övriga noterade svetsarna.
När man trycker på ÅTERSTÄLL, nollställs alla variabler.
KVALITETSFUNKTIONER
SVETS 1 START: 01--JUN--97 12:00.02
SVETSTID: 0.0s
SVETSLÄNGD 0 cm STR. ENERGI 0.0 KJ/mm
AVE. MAX MIN
I(Amp) 0.00 0.00 0.00
U(V) 0.00 0.00 0.00
P(kW) 0.00 0.00 0.00
ANTAL SVETSAR FÖRE SENASTE ÅTERSTÄLLNING: 0
ÅTERST. AVBRYT
Man väljer en viss svets genom att öka/minska med
eller
och markören
placerad på den rad som visar aktuell svets.
Man kan ange längd av svetsfogen i det respektiva fältet för att få fram sträckenergin
på motsvarande sätt.
bu14d01s
-- 6 5 --
Page 66
SE
9.4 Produktionsstatistik
HUVUDMENY
TILLÄGGSFUNKTIONER
PRODUKTIONSSTATISTIK
Produktionsstatistiken skall hålla reda på den totala bågtiden, den totala mängden
material och antalet svetsar sedan senaste återställning. Dessutom skall den hålla
reda på bågtiden och mängden material som gick åt den senaste svetsen. Som en
upplysning visas också vilken massa per längdenhet som massan har ber äknats på
och när senaste återställning skedde.
Antalet svetsar ökas inte om bågtiden har varit kortare än 1s. Därför visas inte hur
mycket material det gick åt för just en sådan kort svets. Dock beräknas
materialåtgång och tid in i den totala materialåtgången och tiden.
När man trycker på ÅTERSTÄLL, nollställs alla räknare och senaste återställning
visar det aktuella datum och tid.
PRODUKTIONSSTATISTIK
SENASTE TOTALT
BÅGTID 181 min 24s 0s
TRÅDFÖRBRUKN. 0g 0g
BASERAD PÅ 0.09g/m
ANTAL SVETSAR 0
SENASTE ÅTERST. 01--JUN--97 12:00.02
ÅTERST. AVBRYT
bu14d01s
-- 6 6 --
Page 67
SE
9.5 Fel--logg
HUVUDMENY
TILLÄGGSFUNKTIONER
FEL LOGG
Alla fel som uppstår vid användandet av svetsutrustningen dokumenteras soe
felmeddelanden i fel -- loggen. Upp till 99 felmeddelanden kan sparas. Om fel--loggen
blir full dvs. om 99 felmeddelanden sparats så raderas automatiskt det äldsta
meddelandet vid nästa fel som uppstår.
12"Datum Tid Enhet Fel
970422 15:52,24 PUA 1 18
Varningstillstånd i buss kommunikationen
970422 16:54,04 PUA 1 12
Förlorat kontakten med strömkällan
970423 09:14,33 PSOURCE 6
Hög temperatur
RADERA
RADERA
ALLA
VISA
TOTALA
AVBRYT
9.5.1 Radera felmeddelande
Om man vill radera felmeddelanden finns det två möjligheter representerade av
varsin knapp.
S Radera markerade meddelanden
S Radera alla meddelanden
9.5.2 Sammanställning av fel
Genom att trycka på VISA TOTALA--knappen kan man få en presentation av antal
registrerade felmeddelanden i fel -- loggen. Här visas också datum och tid för det
äldsta samt för det senast registrerade felmeddelandet.
FEL--LOGG -- KOMPLETT LISTA
ANTAL FELMEDDELANDEN: 12
ÄLDSTA FELET: 970417 KL 11:09,11
bu14d01s
SENASTE FELET: 970429 KL 13:04,45
AVBRYT
-- 6 7 --
Page 68

SE
9.5.3 Felmeddelanden
Här följer en lista på de felmeddelanden som kan förekomma.
1
2
3
4
5
6
7
8
9
10
11
12
14
15
CBOX
PSOURCE
WFEED
CBOX
PSOURCE
WFEED
CBOX
CBOX
PSOURCE
WFEED
PSOURCE
PSOURCE
PSOURCE
CBOX
PSOURCE
WFEED
PSOURCE
WFEED
PSOURCE
PSOURCE
WFEED
CBOX
PSOURCE
WFEED
CBOX
CBOX
PSOURCE
WFEED
Fel i kontrollsumma EPROM
Programminnesfel -- Testen utförs endast vid initiering efter spänningstillslag. Inga funktioner spärras av detta fel.
Fel i RAM, mikroprocessorn
Fel i processorns interna RAM -- Testen utförs endast vid initiering efter
spänningstillslag. Inga funktioner spärras av detta fel.
Fel i externt RAM
Testen utförs endast vid initiering efter spänningstillslag. Inga funktioner
spärras av detta fel.
Spänningsfall i 5V matningsspänning
Datorns matningsspänning har fallit av någon anledning. Kan uppstå vid
avstängning av maskinen, men kan också bero på något fel i kortets matningsspänning.
Likspänning utanför gränsvärde
Spänningen efter nätlikriktaren är antingen för låg eller för hög, vilket kan
orsakas av kraftfulla transienter på nätet , eller ett svagt nät. Omriktarenheten stängs automatiskt av direkt och hålls spärrad till dess att spänningen sjunkit under gränsvärdet.
Hög temperatur
För hög temperatur hos svetsströmkällan, vilket kan orsakas av överbelastning, defekt kylfläkt eller annat komponentfel.
Hög primärström
Omriktarenheten drar för mycket ström från likspänningen som den matas
med. Omriktarenheten stängs automatiskt av direkt och hålls spärrad till
dess att felet åtgärdats.
Likspänning 1 utanför säkerhetsgränserna
CBOX: Batterispänning för låg
PSOURCE: Den interna matningsspänningen +15VC är antingen för hög
eller för låg.
WFEED: Den interna matningsspänningen 15V är antingen för hög eller
för låg.
Likspänning 2 utanför säkerhetsgränserna
PSOURCE: Den interna matningsspänningen --15V är antingen för hög
eller för låg.
WFEED: Den interna matningsspänningen 20V är antingen för hög eller
för låg.
Likspänning 3 utanför säkerhetsgränserna
Den interna matningsspänningen +15VB är antingen för hög eller för låg.
Servo--fel
PSOURCE: Strömservot klarar inte att hålla den ström som datorn beordrar. Det finns en bestående skillnad mellan shuntsvar och strömbörvärde.
WFEDD: Trådhastighetsservot klarar inte att hålla den trådhastighet som
datorn beordrar.
Varningstillstånd i buss--kommunikationen
Buss--kretsens felräknare har ett så högt värde att den utfärdar varning.
Om felräknaren fortsätter att öka, sätts buss--kretsen i “bus--off”--tillstånd
och kontakten med svetsdataenheten (inställningslådan) bryts.
Kommunikationen på bussen avstängd
Buss--kretsens felräknare har ett så högt värde att den går in i “bus-off”--tillstånd. Spänningsfrånslag krävs för återställning.
Förlust av meddelande vid buss kommunikation
Buss--kretsen indikerar att ett meddelande förlorats på grund av att ett senare inkommet meddelande skrivit över ett tidigare. Inga funktioner spärras av detta fel.
bu14d01s
-- 6 8 --
Page 69
SE
17
18
19
20
21
22
23
25
26
27
28
29
30
31
32
CBOX
CBOX
CBOX
CBOX
CBOX
CBOX
CBOX
CBOX
PSOURCE
WFEED
WFEED
CBOX
PSOURCE
WFEED
PSOURCE
CBOX
CBOX
WFEED
Förlorat kontakten med matarverket
Ett identifieringsmeddelande används för att fortlöpande hålla kontroll på
att en viss enhet finns kvar på nätet. “Time out” på svaret ger detta felmeddelande. Stoppkommando skickas omedelbart till strömkällan.
Förlorat kontakten med strömkällan
Ett identifieringsmeddelande används för att fortlöpande hålla kontroll på
att en viss enhet finns kvar på nätet. “Time out” på svaret ger detta felmeddelande. Stoppkommando skickas omedelbart till matarverket.
Fel i batteriuppbackat RAM
En “byte” i det batterimatade RAM--minnet används för stickprovskontroll.
Om batteriet tappar spänningen kommer värdet inte att stämma då testet
utförs vid nästa initiering, varvid en allmän återställning av minnet sker.
Denna återställning medför att alla svetsdatapositioner nollställs, aktuell
inställning blir: MIG/MAG, DIP/SPRAY, Fe, CO2, 1,2 mm.
Ej godtagbara inställningar lagrade i RAM
Ett otillåtet värde har detekterats bland de icke numeriska inställningsparametrarna. Feldetekteringen medför att återställning av svetsdataminnet
sker. Testet utförs endast vid initiering efter spänningstillslag. Inga funktioner spärras av detta fel.
Inkompatibla inställningar lagrade i RAM
Inställda värden för metod, material, gas och tråd utgör en otillåten kombination. Feldetektering medför att återställning av svetsdataminnet sker.
Inga funktioner spärras av detta fel.
Spill i sändarbuffer
Sändande buffertminne har blivit överfyllt. Avbrott på busslinjen kan orsaka
detta fel. Spänningsfrånslag krävs för återställning.
Spill i mottagarbuffer
Mottagande buffertminne har blivit överfyllt. Felet orsakas av att mikroprocessorn i inställningslådan belastas onormalt minne genom att ta emot fler
medd. än den klarar av att hantera. Spänn.frånslag krävs för återställning.
Inkompatibelt svetsdataformat
Då inställningslådan laddas med svetsdata (ej enskilda svetsdata utan
blovkvis överföring av svetsdata) tar det emot ett versionsnummer för
svetsdataformatet. Om detta versionsnummer ej stämmer överens med
inställningslådans version av svetsdataformat kommer denna felindikering.
“Watchdog” orsakade återställning
Processorns interna “watchdog” har givit indikation, dvs något har förhindrat processorn att utföra sina normala uppgifter i programmets huvudslinga
inom den givna tidsgränsen (64 ms). Då detta inträffar återställs processorn och startar sedan om. Då programmet utför sina initieringar detekteras att orsaken till omstart härstammar från “watchdog”, varvid detta felmeddelande sänds. Inga funktioner spärras av detta fel.
Svetstråd slut
Svetstråden har tagit slut på matarverket.
Spill i stacken
Stacken (området i minnet som processorn använder för att tillfälligt lagra
data) har blivit överfylld. Felet kan orsakas av onormal arbetsbelastning på
processorn.
Inget vattenflöde
Vattenflöd.vakten har gett en indikation att det inte finns något vattenflöde.
Förlorat kontakten med TIG I/O enheten
Ett indentifieringsmeddelande används för att fortlöpande hålla kontroll på
att en viss enhet finns kvar på nätet. “Time out” på svaret ger detta felmeddelande. Stoppkommando skickas omedelbart till strömkällan.
Inget svar från displaykortet
Processorn får ingen kvittering från displaykortet (normalt kvitterar displaykortet för alla kommando som processorn ger). Inga funktioner spärras av
detta fel, förutom själva displayen som kan sluta fungera.
Inget gasflöde
Gasflödesvakten har gett en indikation att det inte finns något gasflöde.
bu14d01s
-- 6 9 --
Page 70
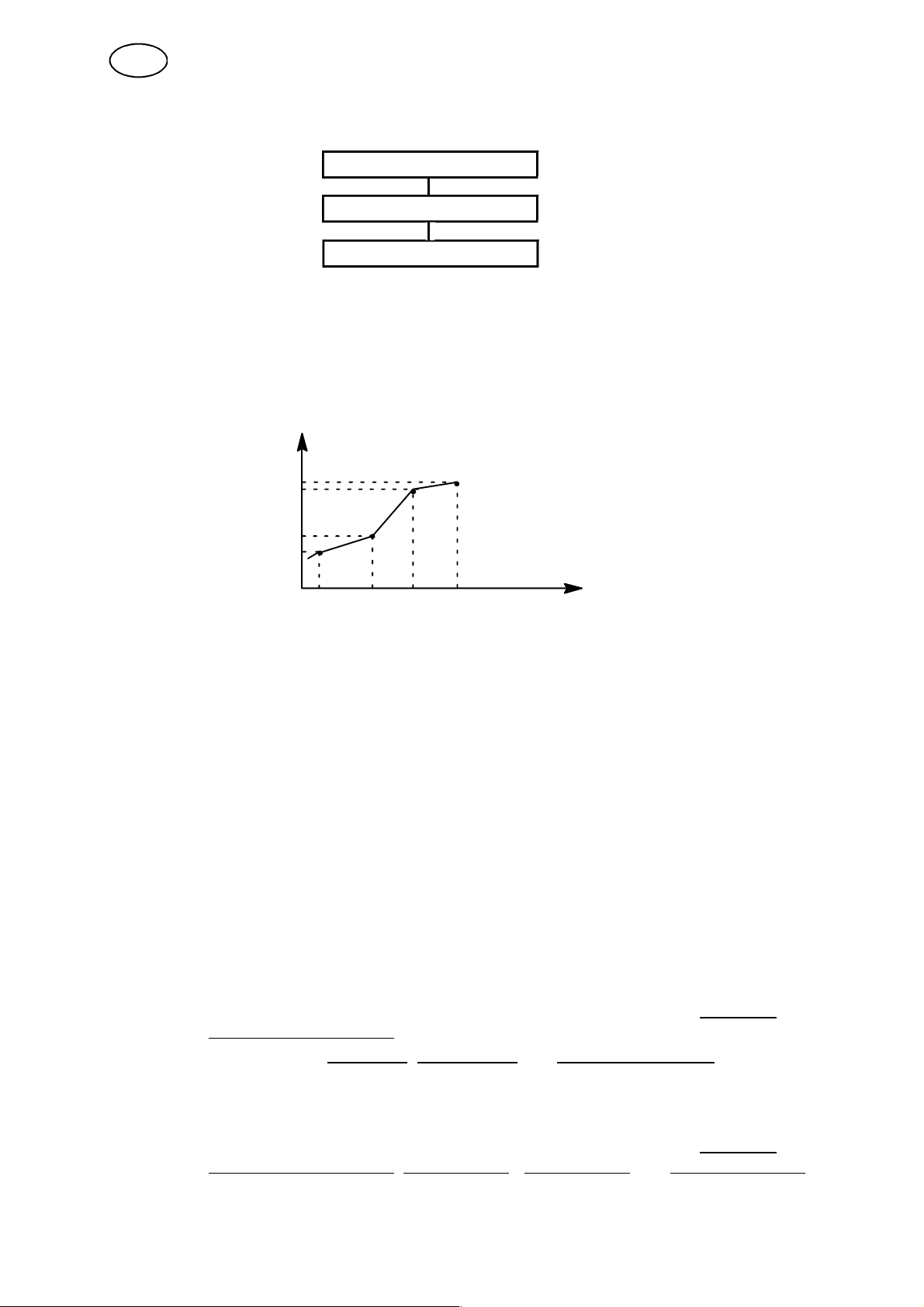
SE
9.6 Kundspecifika synergilinjer för MIG/MAG
HUVUDMENY
TILLÄGGSFUNKTIONER
KUNDSPEC. SYNERGILINJER
Det är möjligt att skapa egna synergilinjer med avseende på trådmatningshastighet
och spänning. Maximalt tio sådana synergilinjer kan sparas.
Att skapa en ny synergilinje görs i två steg.
1. Definiera den nya synergilinjen genom att ange ett antal spännings -- tr ådhastighets--koordinater, se punkterna A --D i följande figur.
Spänning
D
C
B
A
Trådmatning
2. Ange för vilken tråd--gas--kombination som synergilinjen ska gälla.
9.6.1 Ange tråd--spännings--koordinater
För att skapa en synergilinje för metod kortbåge/spraybåge krävs fyr a koordinater
och för metod pulsning två koordinater. Dessa koordinater måste sedan sparas
under särskilda svetsdatanummer i svetsdataminnet.
Gör så här:
1. Ta fram huvudmenyn och välj den MIG/MAG--metod (kortbåge/spraybåge eller
pulsning) som synergilinjen ska gälla för.
2. Knappa in önskade värden för spänning och trådmatningshastighet för den
första koordinaten.
3. Ta fram menyn för minneshantering och lagra den första koordinaten som
svetsdata nummer 96.
S De fyra koordinaterna för en kortbåge/spraybåge--linje måste sparas som
nummer 96, 97, 98 och 99.
Dessutom gäller att:
S ett högre svetsdatanummer ska innehålla högre värden för spänning och
trådmatningshastighet än närmast föregående svetsdatanummer.
S parametrarna induktans, regulatortyp och Hot start--spänning måste ha
samma värde i samtliga fyra svetsdatanummer.
S De två koordinaterna för en pulsnings--linje måste sparas som nummer 96
och 97. Dessutom gäller att:
S ett högre svetsdatanummer ska innehålla högre värden för spänning,
trådmatningshastighet, pulsfrekvens , pulsamplitud och bakgrundsström
än närmast föregående svetsdatanummer.
bu14d01s
-- 7 0 --
Page 71
SE
S parametrarna pulstid, Hot start--spänning,Ka,Kisamt rampparametrar-
na måste ha samma värde i de båda svetsdatanumren.
S Kraterfyllnadsdata måste sparas som svetsdata nummer 96, gäller båda
metoderna (kortbåge/ pulsning).
4. Definiera det antal koordinater som behövs och gå sedan vidare till “Ange giltig
tråd--gas--kombination”.
9.6.2 Ange giltig tråd--gas--kombination
Gör så här:
1. Ta fram bilden för hantering av egna synergilinjer.
HUVUDMENY
TILLÄGGSFUNKTONER
KUNDSPEC:SYNERGILIN.
GÖR KUNDSPECIFIKA SYNERGILINJER
Placera markören på
raden TRÅD-TYP och tryck
ENTER.
TRÅDTYP: Fe
SKYDDSGAS: Ar+20%CO2
TRÅDDIMENSION: 1.2 mm
LAGRANYLINJEFRÅN
SVETSDATAMINNE 96, 97
RADERA SYNERGILINJE
AVBRYT ENTER
Välj ett alternativ i listan som visas (markera alternativet och tryck ENTER.
2. Välj sedan på sam m a sätt en skyddsgas och en tråddimension.
3. Markera raden LAGRA NY LINJE.... och tryck ENTER.
Därmed är operationen klar -- en ny synergilinje har definierats.
OBS!
När man vill använda funktionen kraterfyllnad vid pulsning måste det finnas en
motsvarande synergilinje för kortbåge/spraybåge eftersom alla krater fyllnadsdata är
av typen kortbåge/spraybåge.
När man skapar en ny synergilinje för pulsnings--metoden får man därför alltid ett
varningsmeddelande om inte en motsvarande linje har skapats för kortbåge/spraybåge--metoden.
VARNING!
Motsvarande synergilinje
för kort/spray--båge saknas
bu14d01s
-- 7 1 --
Page 72

SE
9.6.3 Skapa egna tråd/gas--alternativ.
Listorna med tråd-- och gasalternativ kan utökas. med upp till tio egna alternativ.
Längst ner i varje lista finns en blankrad (------). Genom att placera markören på
denna rad och trycka ENTER får man tillgång till ett “tangentbord” som gör det
möjligt att skriva in egna alternativ.
CO2
Ar+20 % CO2
Ar+2 % O2
Ar+5 % O2+5 % CO2
Ar+8 % CO2
Ar+23 % CO2
-- -- -- -- -- -- --
Inställningslådans “tangentbord” används så här:
S Placera markören på önskat tangentbordstecken med hjälp av pilknapparna.
Tryck på den mjuka knappen “TRYCK KNAPP”.
Skriv en komplett teckensträng med maximalt 13 tecken på detta sätt.
S Markera “tangentbordets” ENTER--tangent (↵) och tryck på den mjuka knappen
“TRYCK KNAPP”, varvid det egna namngivna alternativet syns i listan.
Radera ett eget n amngivet alternativ så här:
Markera det egna tråd-- eller gasalternativet i den aktuella listan.
GÖR KUNDSPECIFIKA SYNERGILINJER
Tryck på
RADERA--knappen
TRÅDTYP: Fe
SKYDDSGAS: Ar+20%CO2
TRÅDDIMENSION: 1.2 mm
LAGRANYLINJEFRÅN
SVETSDATAMINNE 96, 97
RADERA SYNERGILINJE
RADERA AVBRYT ENTER
Ett eget namngivet tråd-- eller gasalternativ kan inte raderas om det ingår i den
svetsdatauppsättning som för tillfället finns i arbetsminnet.
bu14d01s
-- 7 2 --
Page 73

SE
9.6.4 Radera en egendefinierad synergilinje
En egendefinierad synergilinje kan raderas om den inte är aktiverad, dvs om den
inte ingår i den svetsdatauppsättning som för tillfället finns i arbetsminnet.
GÖR KUNDSPECIFIKA SYNERGILINJER
Placera markören på
raden RADERA
SYNERGILINJE.
Tryck ENTER.
TRÅDTYP: Fe
SKYDDSGAS: Ar+20%CO2
TRÅDDIMENSION: 1.2 mm
LAGRANYLINJEFRÅN
SVETSDATAMINNE 96, 97
RADERA SYNERGILINJE
AVBRYT ENTER
En ny bild kommer fram i teckenfönstret. Här kan man, med hjälp av NÄSTA-knappen bläddra bland de egendefinierade synergilinjer som finns sparade.
GÖR KUNDSPECIFIKA SYNERGILINJER
Bläddra fram den
linje som ska raderas
och tryck på
RADERA-knappen.
VÄLJ SYNERGILINJE SOM SKA RADERAS
" PULSNING, Ss duplex, Ar, 1.4 mm
NÄSTA RADERA AVBRYT
9.7 Seriell kommunikation
Funktionen avsedd för framtidsbruk.
bu14d01s
-- 7 3 --
Page 74

SE
9.8 Programuppgradering
HUVUDMENY
TILLÄGGSFUNKTIONER
PROGRAMUPPGRADERING
Användningsområde
Med denna funktion kan man från ett PC--kort uppgradera mjukvaran i
inställningslådan, strömkällan och matarenheten.
PROGRAMUPPGRADERING
Enhet Aktu.ver PC--kort
SYSTEM VERSION
BOOT PROGRAM
STRÖMKÄLLA
MATARVERK
SVETSDATAENHET
1.50A
2.00A
1.31E
AVBRYT
1.00B
1.12
1.50B
2.00A
1.31F
UTFÖR
UPPGRA.
Aktuell version Beskriver vilken programversion som är aktiv i denna
enhet.
PC--kort Beskriver vilken programversion som finns lagrad på
PC--kortet av denna enhet.
?
Det finns en enhet men datorn vet inte vilken version
den har.
--
Det finns inte något program för denna enhet på PC-kortet
System version Anger vilken programuppsättning som finns lagrad på
PC--kortet. En programuppsättning kan bestå av 1--4 st
program (1 för varje enhet).
Boot program Program för uppgraderingshantering.
Strömkälla Kretskort för styrning av svetsströmkällan.
Matarverk Kretskort för styrning av trådmatning.
Svetsdataenhet Kretskort i inställningslådan.
bu14d01s
-- 7 4 --
Page 75

SE
Hur man uppgraderar:
Välj den (eller de) enheter som behöver uppgraderas genom att placera markören i
respektive rad och markera ( ) dem. När man har markerat klart det som skall
uppgraderas, tryck in “UTFÖR UPPGRA.” och bekräfta med “ja” för att starta
uppgraderingen.
PROGRAMUPPGRADERING
Placera markören
Enhet Aktu.ver PC--kort
på raden för den
enhet som skall
uppgraderas.
SYSTEM VERSION
BOOT PROGRAM
STRÖMKÄLLA
MATARVERK
SVETSDATAENHET
1.50A
2.00A
1.31E
AVBRYT
1.00B
1.12
1.50B
2.00A
1.31F
UTFÖR
UPPGRA.
S Tryck in den första knappen för att markera enheten (blir förbockad).
Genom att återigen trycka in knappen ångrar man markerat val (bocken
försvinner).
Är det några fler enheter som skall uppgraderas markerar man dem på samma
sätt.
Tryck in JA för att
uppgradera.
Uppgraderingen
kantaupptill5min.
bu14d01s
PROGRAMUPPGRADERING
Enhet Aktu.ver PC--kort
UPPGRADERINGEN AV MJUKVARAN KAN DRÖJA UPP
TILL 5 MIN OCH KAN INTE AVBRYTAS.
VILL DU FORTFARANDE GÖRA DETTA?
NEJ JA
-- 7 5 --
Page 76
SE
Följande dialogruta visas i teckenfönstret under pågående uppgradering.
PROGRAMUPPGRADERING
STÄNG INTE AV UTRUSTNINGEN UNDER
TIDEN DENNA PROCESS PÅGÅR!!
UPPGRADERAR STRÖMKÄLLA.......
23% komplett
När uppgraderingen är slutförd visas följande i teckenfönstret.
PROGRAMUPPGRADERING
UPPGRADERINGEN SLUTFÖRD NU KAN
UTRUSTNINGEN STARTAS OM.
Nu har alla valda enheter blivit uppgraderade.
För att kunna använda svetsutrustningen ska svetsströmkällan återstartas.
S Vrid omkopplaren för nätspänning på svetsströmkällan till läge 0.
S Vrid omkopplaren för nätspänning till läge 1.
VARNING!
Se till att nätspänningen till svetsströmkällan ej frånkopplas under p ågående
uppgradering, sker detta i ett för tidigt skede under uppgraderingen måste
man tillkalla ESAB:s service tekniker.
bu14d01s
-- 7 6 --
Page 77

SE
10 APPENDIX
10.1 Inställningsområden och inställningssteg
MIG/MAG
Parameter Inställningsområde Inställningssteg
Trådmatningshastighet 1,5--25,0 m/min 0,1 m /min
Spänning 8,0--60,0 V 0,25 V
Induktans 0 --100 % 1%
Pulsström 100--600 A 4A
Pulstid 1,7 -- 25,5 m s 0,1 ms
Pulsfrekvens 20 -- 312 Hz 2Hz
Bakgrundsström 12--300 A 4A
Slopetid 1--9 1
Ka 0--100 % 1%
Ki 0--100 % 1%
Gasförströmningstid 0,0--25,0 s 0,1 s
Gasefterströmningstid 0,0--25,0 s 0,1 s
Efterbrinntid 0,00--1,00 s 0,01 s
Hot start -- tid 0,0--10,0 s 0,1 s
Trådmatningshastighet, Hot start 0,0--20,0 m/min 0,1 m /min
Spänningsökning, Hot start 0,0--60,0 V 0,25 V
Kraterfyllnadstid 0,0--10,0 s 0,1 s
Slutlig trådhastighet, Kraterfyllnad 1,5--25,0 m/min 0,1 m/min
Slutlig spänning, Kraterfyllnad 8,0--60 V 0,25 V
Avskakningspuls 10--120 % 1%
Regulatortyp Typnummer 1--12 --
Kursiverade parametrar är inte tillgängliga i synergiläge.
Parametern regulatortyp saknar egentligt inställningsområde. Man kan vid
MIG/MAG--svetsning välja mellan tolv olika regulatortyper numrerade 1--12.
MMA
Parameter Inställningsområde Inställningssteg
Svetsström 16--320 A (Aristo 320)
16--450 A (Aristo 450)
Arcforce 0--100 % 1%
Kursiverade parametrar är inte tillgängliga i synergiläge.
-- 7 7 --
bu14d01s
1A
1A
Page 78

SE
TIG
Parameter Inställningsområde Inställningssteg
Ström, Pulsström, Bakgrundsström 4--320 A (Aristo 320)
4--450 A (Aristo 450)
4A
4A
Pulstid 0,001--5,000 s 0,001 s
Bakgrundstid 0,001--5,000 s 0,001 s
Slope--upp tid 0,0--25,0 s 0,1 s
Slope--ner tid 0,0-- 25,0 s 0,1 s
Gasförströmningstid 0,0--25,0 s 0,1 s
Gasefterströmningstid 0,0--25,0 s 0,1 s
Kolbågsmejsling
Parameter
Inställningsområde Inställningssteg
Spänning 8,0--60,0 V 0,25 V
Induktans 0 --100 % 1%
Regulatortyp Typnummer1,2,5 --
Kursiverade parametrar är inte tillgängliga i synergiläge.
Parametern regulatortyp saknar egentligt inställningsområde. Man kan vid
kolbågsmejsling välja mellan tre regulatortyper numrerade 1, 2 och 5.
bu14d01s
-- 7 8 --
Page 79

SE
10.2 Menystruktur
HUVUDMENY
sid.4
STÄLL IN
START-DATA
MIG/MAG
MINNES-KORT
sid.49
sid.8
sid.13
LAGRA
KONFIGU-RERING
MÄT
VÄRDEN
MINNES-HANTE-RING
SNABB-INSTÄLL-NING
TILLÄGGS-FUNKT:
sid.40 sid.42 sid.48
STOPP-DATA
MIG/MAG
sid.13
RADERA
ÅTER-KALLA
KOPIERA
sid.42 sid.44 sid.45 sid.45
FEL-LOGG
sid.51
Q--FUNK-TIONER
sid.65
PRODUK-TIONS-STATISTIK
sid.66 sid.67 sid.70 sid.73 sid.74
sid.49
KUNDSP.
SYNERGI-LINJER
SERIELL
KOMMUNIKATION.
PROGR.
UPP-GRADE-RING
SPRÅK
bu14d01s
LÅS-FUNK
TION
FJÄRR-DON:
sid.51 sid.51 sid.53
GRUNDIN-STÄLLN.
MIG/MAG
sid.55
-- 7 9 --
(ANVÄNDS EJ)
GRUNDIN-STÄLLN.
MMA
GRUNDIN-STÄLLN.
TIG
GENE
RELLA.
INST.
sid.60 sid.60 sid.60
MULTIPLA
MATAR
VERK
sid.63
Page 80

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 726 80 05
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 204
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 248 59 22
Fax: +31 30 248 52 60
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.z.o.o
Warszaw
Tel: +48 22 813 99 63
Fax: +48 22 813 98 81
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 1 837 1527
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcobendas (Madrid)
Tel: +34 91 623 11 00
Fax: +34 91 661 51 83
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 333 43 33
Fax: +55 31 361 31 51
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 44 58
Asia/Pacific
AUSTRALIA
ESAB Australia Pty Ltd
Ermington
Tel: +61 2 9647 1232
Fax: +61 2 9748 1685
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 6539 7124
Fax: +86 21 6543 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. Esabindo Pratama
Jakarta
Tel: +62 21 460 01 88
Fax: +62 21 461 29 29
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 703 36 15
Fax: +60 3 703 35 52
SINGAPORE
ESAB Singapore Pte Ltd
Singapore
Tel: +65 861 43 22
Fax: +65 861 31 95
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 861 74 42
Fax: +65 863 08 39
SOUTH KOREA
ESAB SeAH Corporation
Kyung--Nam
Tel: +82 551 289 81 11
Fax: +82 551 289 88 63
THAILAND
ESAB (Thailand) Ltd
Samutprakarn
Tel: +66 2 393 60 62
Fax: +66 2 748 71 11
UNITED ARAB EMIRATES
ESAB Middle East
Dubai
Tel: +971 4 338 88 29
Fax: +971 4 338 87 29
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel: +7 095 937 98 20
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel: +7 812 325 43 62
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB Welding Equipment AB
SE-- 695 81 L AXÅ
SWEDEN
Phone +46 584 81 000
Fax +46 584 123 08
www.esab.com
001004
 Loading...
Loading...