


PUA 1
Manual de programação
Aristo 320/450,
Aristo 320W/450W
0456 685 011 98.12.10
Valid for program version 2.0 ?A

PORTUGUÊS
1 INTRODUÇÃO 4.....................................................
1.1 Menu principal 4............................................................
1.2 Modo de trabalhar com a caixa de ajustes 4....................................
1.3 Linguagem 5...............................................................
1.4 Janela de caracteres 6.......................................................
1.5 Teclas 7....................................................................
1.6 Generalidades sobre ajustes 7................................................
1.7 ENTRA e VOLTA 8..........................................................
2 Soldadura MIG/MAG 9...............................................
2.1 O conceito de fio 9..........................................................
2.2 Sinergia 9..................................................................
2.3 Ajustes básicos 9...........................................................
2.4 Ajustes de dados de soldadura 12..............................................
2.5 Ajustes de arranque e paragem 12.............................................
2.6 Fluxodegás,alimentaçãodefioafrioe2tempos/4tempos 13....................
2 tempos 14.......................................................................
4 tempos 14.......................................................................
2.7 Configuração MIG/MAG 15....................................................
2.8 Exemplo de ajuste MIG/MAG 15...............................................
3 Soldadura MMA 24...................................................
3.1 Sinergia 24..................................................................
3.2 Ajustes básicos 24...........................................................
3.3 Dados de soldadura 25.......................................................
3.4 MMA--konfiguracoes 26.......................................................
3.5 Exemplo de ajuste MMA 26....................................................
4 Soldadura TIG 28.....................................................
4.1 Ajustes básicos 28...........................................................
4.2 Ajustes de dados de soldadura 29..............................................
4.3 TIG--konfiguracoes 31........................................................
4.4 Exemplo de ajuste TIG 31.....................................................
5 CORTE A ARCO DE CARVÃO 36.......................................
5.1 Sinergia 36..................................................................
5.2 Ajustes básicos 36...........................................................
5.3 Dados de soldadura 36.......................................................
5.4 Exemplo de ajuste para corte a arco de carvão 37................................
6 VISUALIZAÇÃO DE VALORES MEDIDOS 39............................
6.1 Descrição da visualização de valores medidos 39................................
6.2 Modificar valores ajustados 40.................................................
7 OPERAÇÃO COM A MEMÓRIA 41......................................
7.1 Armazenar 41...............................................................
7.2 Apagar 43...................................................................
7.3 Rechamar 44................................................................
7.4 Copiar 44...................................................................
7.5 Controlo remoto 46...........................................................
8 AJUSTE RÁPIDO 47..................................................
8.1 Descrição do ajuste rápido 47..................................................
8.2 Configuração das teclas de ajuste rápido 47.....................................
TOCp
-- 2 --

PORTUGUÊS
9 FUNÇÕES AUXILIARES 48............................................
9.1 Funções do cartão de memória 48.............................................
9.2 Configuração 50.............................................................
9.3 Funções de qualidade 61......................................................
9.4 Estatística de produção 62....................................................
9.5 Log de erro 63...............................................................
9.6 Linhas de sinergia de definição própria para MIG/MAG 67.........................
9.7 Comunicação serial 70........................................................
9.8 Actualização do programa 71..................................................
10 APÊNDICE 74........................................................
10.1 Áreas de ajuste e escalões de ajuste 74.........................................
10.2 Estrutura dos menus 76.......................................................
TOCp
-- 3 --

1 INTRODUÇÃO
ARISTO 2000 é um dos equipamentos de soldadura m ais versáteis do mercado.
Para que se possa obter o máximo de proveito possível do equipamento,
recomendamos que leia este manual de instruções.
Lendo-- o, perceberá que muitas das funções aqui encontradas, tornarão o seu
trabalho mais eficiente e mais simples.
Todos os ajustes são efectuados por meio da caixa de ajustes PUA 1.
Dentro de pouco tempo, perceberá que é muito fácil a sua utilização. Para poder
localizar rapidamente as secções de especial interesse no manual de instruções, ver
o seguinte:
Secção 1: Introdução e fundamentos
Secções 2 --5: MIG/MAG, MMA, TIG e corte a arco de carvão, ajustes
directamente relacionados com estes parâmetros de soldadura.
Secções 6 --8: Quadro de medição, manuseio da memória e ajustes rápidos.
Secções 9--10: Funções adicionais e apêndice.
Ver também a estrutura de menus, na última página desta publicação.
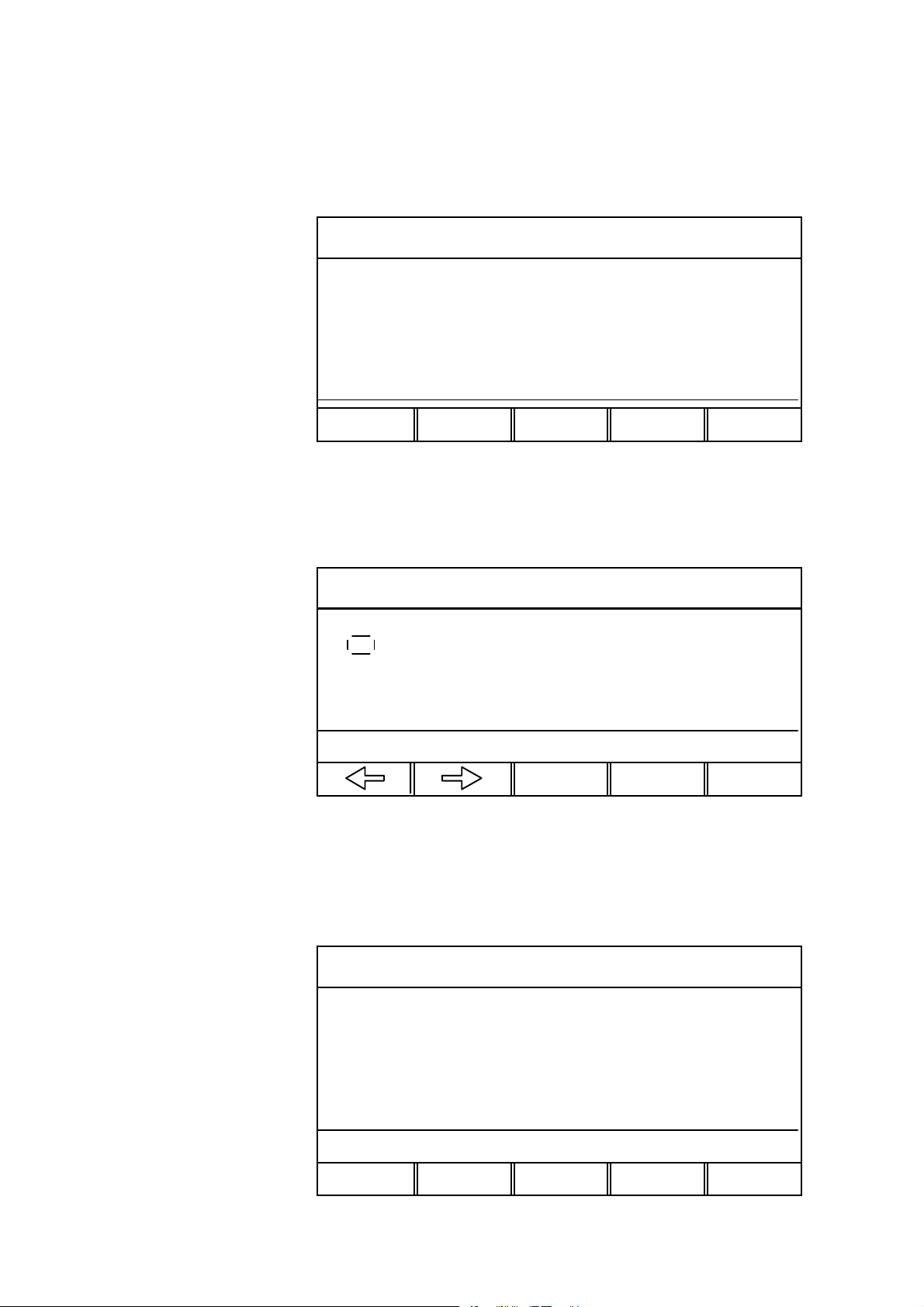
1.1 Menu principal
ESAB LUD 450
PROCESSO: MIG/MAG
METODO: DIP/SPRAY
TIPO DO FIO: Aco Carbono
GAS DE PROTECCAO: CO2
DIAMETRO DO FIO: 1.2 mm
FUNCOES AUXILIARES
ACESSO
PREPAR. MEDIDAS MEMORIA
RAPIDO ENTRA
1.2 Modo de trabalhar com a caixa de ajustes
Pode--se dizer que a caixa de ajustes constitui--se em duas unidades: a memória
de trabalho eamemória de dados de soldadura.
MEMÓRIA DE
DADOS DE
SOLDADURA
Na memória de trabalho cria--se um conjunto completo de ajustes de dados de
soldadura que são depois armazenados na memória de dados de soldadura.
TRAZER
ARMAZENAR
MEMÓRIA DE
TRABALHO
Ao soldar, é sempre o conteúdo da memória de trabalho que comanda o processo.
Por essa razão, é também possível trazer um conjunto de dados de soldadura da
memória de dados de soldadura para a memória de trabalho.
Observe que a memória de trabalho contém sempre o último conjunto de dados de
soldadura solicitado. Em outras palavaras, a memória de trabalho nunca está vazia
ou “zerada“.
bu10d12p
-- 4 --

1.3 Linguagem
O texto apresentado na caixa de ajustes encontra-- se nas seis seguintes línguas.
Caixa de ajustes 456 290--881 Caixa de ajustes 456 290--882
Inglês Inglês
Alemão Sueco
Francês Finlandês
Italiano Dinamarquês
Caixa de ajustes 456 290--883 Caixa de ajustes 456 290--884
Inglês Inglês
Holandês Húngaro
Espanhol Polaco
Português
Para escolher a língua:
Começaremos por entrar no menu principal, premindo a tecla MENU.
Posicionar o
marcador, com a
ajuda dos botões
de setas, na linha
de FUNÇÕES
ADICIONAIS e
carregar em
ENTRA.
Posicione o marcador
na linha de
CONFIGURACOES e
prima ENTRA.
ESAB LUD 450
PROCESSO: MIG/MAG
METODO: DIP/SPRAY
TIPO DO FIO: Aco Carbono
GASDE PROTECCAO: CO2
DIAMETRO DO FIO: 1.2 mm
FUNCOES AUXILIARES
PREPAR. MEDIDAS MEMORIA
FUNCOES AUXILIARES
OPERACOES COM O CARTAO DE MEMORIA
CONFIGURACOES
FUNCOES DE QUALIDADE
ESTATISTICAS DE PRODUCAO
LISTA DE ERROS OCORRIDOS
LINHAS SINERGICAS PROPRIAS
COMUNICACAO SERIAL
ATUALIZACAO DO PROG. DA MAQUINA
"
ACESSO
RAPIDO
ENTRA
bu10d12p
VOLTA ENTRA
-- 5 --

Prima ENTRA para
obter uma lista de
alternativas.
FUNCOES AUXILIARES -- CONFIGURACOES
IDIOMA: SVENSKA
BLOQUEIO DE ACESSO:
CONTROLES REMOTOS
PARAMETROS EM MIG/MAG
PARAMETROS EM SER
PARAMETROS EM TIG
PARAMETROS GERAIS
VARIOS ALIMENT. DE FIO
VOLTA ENTRA
Posicione o marcador na linha de LINGUA na
lista e carregue em ENTRA. Assim teremos
ajustado LINGUA = PORTUGUES
ENGLISH
NEDERLANDS
ESPANOL
PORTUGUES
1.4 Janela de caracteres
ESAB LUD 450
PROCESSO: MIG/MAG
METODO: DIP/SPRAY
TIPO DO FIO: Aco Carbono
GAS DE PROTECCAO: CO2
DIAMETRO DO FIO: 1.2 mm
FUNCOES AUXILIARES
PREPAR. MEDIDAS MEMORIA
Marcador
O marcador é mostrado neste manual de instruções como um quadro em torno do
texto marcado. O marcador da caixa de ajustes é apresentado como um campo
escurecidoeotextomarcadotorna--sebranco.
ACESSO
RAPIDO
ENTRA
Quadros de texto
Bem abaixo na janela de caracteres há cinco quadros com textos que esclarecem a
função actual dos cinco botões alinhados imediatamente abaixo.
Posição económica
Para aumentar a vida útil da iluminação de fundo, esta apaga--se após três minutos
de inactivadade.
bu10d12p
-- 6 --

1.5 Teclas
Com as teclas de setas pode-- se mover o marcador para diferentes
linhas na janela de caracteres.
Com a tecla menu retorna-- se sempre ao menu principal.
As teclas mais/menos utilizam--se para aumentar (+) ou diminuir (--) um
valor ajustado.
As duas teclas de mais/menos são marcadas cada uma com o seu símbolo
respectivo. A maioria dos ajustes numéricos podem--se efectuar escolhendo
livremente a tecla mais/menos mas alguns ajustes têm que ser feitos com a tecla
ou com a tecla (os símbolos são visíveis na janela de caracteres).
Um toque rápido na tecla aumenta/diminui em pequenas etapas. Mantendo--se a
tecla premida por longo tempo, aumentam os escalões de ajuste.
Teclas soft
Os cinco botões alinhados sob a janela de
caracteres possuem funções variadas. São
chamados de botões “flexíveis“, ou seja,
podem ter funções diferentes, dependendo
do menu em que você se encontrar. A
função válida para estes botões é indicada
pelo texto na linha inferior da janela de
caracteres (quando a função está activada, isto é
indicado com um ponto branco ao lado do texto).
KRAT
D
FYLLN
1.6 Generalidades sobre ajustes
Os principais tipos de ajustes são três:
S Ajuste dos valores numéricos
S Ajuste com alternativas dadas
S Ajuste das posições LIGA/DESLIGA ou SIM/NÃO
1.6.1 Ajuste de valores numéricos
Ao ajustar --se um valor numérico, usa--se uma das teclas mais/menos para
aumentar/diminuir um valor dado.
bu10d12p
-- 7 --

1.6.2 Ajuste com alternativas dadas
Alguns ajustes são feitos por meio de marcação da alternativa numa lista que pode
ter este aspecto:
MIG/MAG
SER
TIG
ARCAIR
Aqui o marcador está posicionado na linha para MIG/MAG. Premindo a tecla
ENTRA nesta posição, escolhe--se, portanto, a altenativa MIG/MAG.
Caso se deseje escolher outra alternativa, posiciona--se o marcador na linha
correcta, subindo ou descendo com as teclas de setas . Em seguida carrega--se
na tecla ENTRA.
Para sair da lista sem efectuar nenhuma escolha, carrega--se na tecla VOLTA.
Em certos ajustes, as alternativas são tantas que não são mostradas
simultaneamente na lista. Uma seta no canto superior direito da lista indica que há
acesso a mais alternativas usando as teclas seta acima e seta abaixo.
1.6.3 Ajustes LIGA/DESLIGA ou SIM/NÃO
Para algumas funções, pode--se ajustar os valores com LIGA ou DESLIGA e SIM ou
NÃO, respectivamente. A função de sinergia em soldaduras MIG/MAG e MMA é um
desses exemplos. Os ajustes LIGA/DESLIGA ou SIM/NÃO podem--se efectuar de
dois modos:
Em parte pode--se escolher LIGA ou DESLIGA, SIM ou NÃO, respectivamente,
numa lista de alternativas conforme o acima descrito.
Também se pode utilizar ambas as teclas mais/menos para indicar LIGA/DESLIGA
ou SIM/NÃO.
S +(mais) = LIGA ou SIM
S -- (menos) = DESLIGA ou NÃO
1.7 ENTRA e VOLTA
Ambas as teclas “soft“ em baixo à direita estão reservadas para ENTRA e VOLTA.
S Carregar em ENTRA significa executar uma escolha marcada num menu ou
numa lista.
S Carregar em VOLTA significa retroceder ao menu ou visualização anterior.
bu10d12p
-- 8 --

2 Soldadura MIG/MAG
2.1 O conceito de fio
Em soldadura MIG/MAG utiliza--se um eléctrodo embalado num rolo (bobina). No
presente manual, este tipo de eléctrodo é sempre denominado fio.
2.2 Sinergia
Cada combinação de tipo de fio, diâmetro e mistura de gás implica numa relação
exclusiva entre a velocidade de avanço do fioeatensão(comprimentodoarco
eléctrico), para se obter um arco eléctrico de funcionamento estável. ARISTO 2000
possui diversas combinações pré--programadas que se chamam “linhas de
sinergia“.
Quando se escolhe uma linha de sinergia pré--programada que coincide com o tipo
de fio, diâmetro e mistura de gás, só é necessário ajustar a velocidade de avanço
do fio adequada ao objecto que pretende soldar. A tensão (comprimento do arco
eléctrico) “acompanha“ automaticamente, conforme a linha de sinergia
pré--programada escolhida por si.
Em soldadura MIG/MAG há possibilidade de utilizar a função de siner gia da fonte de
corrente de soldadura. Isto significa que o utilizador ajusta os valores para:
S método
S tipo de fio
S gás protector
S dimensão do fio
A partir desta escolha básica e do valor ajustado para a velocidade de avanço do
fio, um microprocessador ajusta a seguir os valores apropriados para os diversos
parâmetros técnicos de soldadura. Quais são estes parâmetros, está relacionado
com o método escolhido: arco curto/arco pulverizado ou pulsação. Ver também a
secção “Ajustes de dados de soldadura“ no ponto 2.4.
Pode--se soldar com outra combinação de fio e gás protector, diferente das que
estão disponíveis na caixa de ajustes. Entretanto, isto pode significar que o próprio
utilizador terá que fazer os ajustes de um ou mais parâmetros.
2.3 Ajustes básicos
A escolha básica é feita no menu principal da caixa de ajustes.
1. Processo de soldadura MIG/MAG
2. Métodos de soldadura
Nas soldaduras MIG/MAG pode--se escolher entre dois diferentes métodos de
soldadura.
S Arco curto/pulverizado
S Pulso
3. Tipo de fio, gás protector, dimensão do fio
As tabelas a seguir mostram as combinações de tipo de fio, gás protector e
dimensão de fio que se podem realizar em conformidade com a função de
sinergia da fonte de corrente de soldadura.
bu10d12p
-- 9 --

ARCO CURTO/PULVERIZADO
Tipo de fio Gás protector Dimensão do fio (mm)
Fiodebaixaligaou
sem liga (Fe)
Fio sólido inoxidável
Dublex (Ss)
Fio duplex inoxidável
(Ss Duplex)
Fiodealumíniocomliga de magnésio (AlMg)
Fiodealumíniocomliga de silício (AlSi)
Fio tubular cheio de pó
metálico (Fe)
Fio tubular cheio de
fundente rutilo (Fe)
Fio tubular cheio de
fundente básico (Fe)
Fio tubular cheio de
fundente inoxidável
(Ss)
Fio tubular cheio de
fundente rutilo duplex
ss
Fio tubular cheio de pó
metálico inoxidável
CO
2
Ar + 23% CO
Ar + 25% CO
Ar + 20% CO
2
2
2
Ar + 15% CO2+5%O
Ar +16% CO
Ar + 5%O2+5%CO
Ar + 8% CO
Ar + 2% CO
Ar + 2% O
Ar + 2%O
Ar + 2% CO
Ar + 3%CO2+1%H
Ar + 30%He + 1%O
2
2
2
2
2
2
2
2
2
2
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
Ar + 32%He + 3%CO2+1%H20,8 1,0 1,2 1,6
Ar + 2% O
2
Ar +30% He +1%O
2
1,0
1,0
Ar 1,0 1,2 1,6
Ar 1,0 1,2 1,6
Ar + 50% He 1,0 1,2 1,6
Ar + 20% CO
Ar+ 8% CO
CO
2
2
Ar + 20% CO
CO
2
Ar + 20% CO
Ar + 20% CO
Ar + 8% CO
2
2
2
2
2
1,0 1,2 1,4 1,6
1,0 1,2 1,4 1,6
1,2 1,4 1,6
1,2 1,4 1,6
1,0 1,2 1,4 1,6
1,0 1,2 1,4 1,6
1,2
1,2
AUTOPROTECTOR 1,6 2,4
Ar + 20% CO
Ar + 2% O
Ar +2% CO
Ar +8% CO
2
2
2
Ar + 20% CO
2
2
1,2
1,2
1,2
1,2
1,2
bu10d12p
-- 1 0 --

PULSO
Tipo de fio Gás protector Dimensão do fio (mm)
Fiodebaixaligaousem
Ar + CO
2
0,8 1,0 1,2 1,6
liga (Fe)
Ar + 20% CO
Ar + 23% CO
Ar +16% CO
Ar + 5%O2+5%CO
Ar + 8% CO
Ar + 2% CO
Ar + 2% O
Fio inoxidável dublex (Ss) Ar + 2%O
Ar + 2% CO
Ar + 30%He + 1%O
Ar +3% CO2+1%H
2
2
2
2
2
2
2
2
2
2
2
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
Ar + 32%He + 3%CO2+1%H20,8 1,0 1,2 1,6
Fio duplex inoxidável
Ar + 30%He +1%O
2
1,0
(Ss Duplex)
Fiodealumíniocomliga
Ar + 2% O
2
Ar 0,8 1,0 1,2 1,6
1,0
de magnésio (AlMg)
Fiodealumíniocomliga
Ar 1,0 1,2 1,6
de silício (AlSi)
Ar + 50% He 1,0 1,2 1,6
Fio tubular cheio de pó
Ar + 20% CO
2
1,0 1,2 1,4 1,6
metálico (Fe)
Fio tubular cheio de pó
metálico inoxidável (Ss)
Ar + 8% CO
Ar + 2% O
Ar +2% CO
Ar +8% CO
2
2
2
2
1,0 1,2 1,4 1,6
1,2
1,2
1,2
Fio com liga de níquel Ar 1,0 1,2
(Base níquel) Ar + 50% He 1,0 1,2
bu10d12p
-- 1 1 --

2.4 Ajustes de dados de soldadura
Abaixo vê --se um quadro geral dos parâmetros de soldadura que influem no
processo de soldadura para ambos os métodos MIG/MAG.
Com a fonte de corrente na posição de sinergia, só é necessário ajustar a
velocidade de avanço do fio.
O parâmetro tensão também se encontra disponível para eventuais ajustes.
Quando se ajusta a velocidade de avanço do fio, a função de sinergia faz com que
certos parâmetros sejam automaticamente ajustados aos novos valores. Os
parâmetros em itálico chamam--se constantes e não são influenciados por uma
modificação na velocidade de avanço do fio.
Método de ARCO CURTO/PULVERIZADO Método de PULSO
S Velocidade de avanço do fio S Velocidade de avanço do fio
S Tensão S Tensão
S Indutância S Corrente de pulso
S Tipo de regulador S Tempodepulso
S Fr equência de pulso
S Corrente de fundo
S Ka
S Ki
A tabela com as áreas de ajuste dos parâmetros encontra--se no “APÊNDICE“, sob
o ponto 10.
2.5 Ajustes de arranque e paragem
Os seguintes ajustes influem na sequência de arranque e paragem das soldaduras
MIG/MAG.
Sob o título respectivo, encontram--se todos os ajustes que influem na sequência de
arranque e término da soldadura.
Ajustes de arranque Ajustes d e paragem
S Pré--fluxo de gás S Pós--fluxo de gás
S Arranque lento
S Arranque a quente
S Tempo arranque a quente
S Aumento da velocidade de
avanço do fio (2 m/min se
não houver outra
indicação)
S Aumento da tensão
(somente não se estando
na pos. de sinergia)
S Tempo pós--queima
S Pulso de desprendimento (somente
ARCO CURTO/PULVERIZADO não se
estando na pos. de sinergia)
S Enchimentodecrateras
S Tempo de enchimento de crateras
S Velocidade final de avanço do fio
S Tensão final (somente não se estando
na pos. de sinergia)
Há três diferentes funções que se adequam conforme requisitos especiais em
arranque e paragem de soldaduras. A escolha dessas funções e ajustes
complementares são feitos no menu de dados de arranque e no menu de dados de
paragem, respectivamente.
bu10d12p
-- 1 2 --

Arranque a quente
A função de arranque a quente escolhe--se quando se deseja um arco eléctrico
mais quente durante o processo de partida, a fim de evitar erros no ínicio da junta
de soldadura.
Enchimento de crateras
A função de enchimento de crateras permite evitar a formação de poros e crateras
no material ao encerrar--se a soldadadura.
Arranque lento
A função de arranque incial proporciona uma baixa velocidade de impacto e sua
escolha é apropriada para obter o melhor arranque possível. A velocidade do
arranque inicial é de 50% da velocidade de alimentação do fio ajustada. A função já
vem activada de fábrica.
SUGEST ÃO! As operações liga/desliga das funções quente--frio, arranque lento e
enchimento de crateras podem --se fazer com as teclas “soft“, ver a secção
“Configuração de MIG/MAG“, sob o ponto 9.2.4.2.
Nos menus de arranque e paragem de dados também se ajustam os valores para
os seguintes parâmetros.
Pré--fluxo e pós--fluxo de gás
Os parâmetros de pré e pós--fluxo de gás indicam por quanto tempo se deseja que
o gás protector flua antes e depois da soldadura.
Tempo de pós--queima
Com o tempo de pós--queima ajusta-- se a ponta do eléctrodo após encerrada a
soldadura.
2.6 Fluxo de gás, alimentação de fio a frio e 2 tempos/4 tempos
As três funções a seguir podem, do mesmo modo que Arranque a quente (Hot
start), etc., ser instaladas nas teclas “soft“. Uma descrição de como isto é feito
encontra--se em “Configuração de MIG/MAG“ sob o ponto 9.2.4.2.
Fluxo de gás
A função de fluxo de gás é utilizada para encher as mangueiras de gás protector ou
para medição do caudal de gás. Com o botão premido activa--se o fluxo de gás,
sem premir o botão não há fluxo de gás.
Alimentação de fio a frio
Esta função é usada quando se deseja avançar o fio manualmente ao carregar uma
nova bobina de fio. Premindo--se a tecla, avança o fio e libertando--se a mesma,
cessa o avanço.
2 tempos ou 4 tempos
Em soldaduras MIG/MAG o disparador do maçarico pode funcionar de dois modos
diferentes:com2oucom4tempos.Afunçãodecomutaçãoentre2e4temposé
ilustrada nas figuras a seguir, juntamente com as demais funções na sequência de
arranque e paragem.
bu10d12p
-- 1 3 --

2 tempos
2
Enchimento de
crateras Ajustes
1
de paragem
Pré--fluxo
de gás
Arranque a
quente
Soldadura
Enchimento
de crateras
Pós--fluxo
de gás
Com a opção de 2 tempos, um eventual pré--fluxo de gás arranca quando o
contacto da pistola é premido em (1). A seguir os dados de soldadura elevam--se
até aos valores ajustados ou aos eventuais dados de Hot start ajustados.
Quando o disparador é libertado (2), inicia--se o eventual enchimento de crateras.
Após isso, os dados de soldadura descem até zero e um eventual pós--fluxo de gás
encerra a sequência de soldadura.
SUGEST ÃO: Se o disparador for premido novamente durante o enchimento da
cratera, pode--se prolongar a soldadura com os dados finais de enchimento de
crateras, com livre escolha do tempo (linha tracejada).O enchimento de crateras
também pode ser interrompido, premindo--se rapidamente o disparador e
libertando--o durante o enchimento de crateras em curso.
4 tempos
2
3
4
Enchimento de
crateras Ajustes
1
de paragem
Pré--fluxo
de gás
Arranque a
quente
Soldadura
Enchimento
de crateras
Pós--fluxo
de gás
Na opção de 4 tempos, o pré--fluxo de gás arranca quando o contacto da pistola é
premido em (1). Quando o contacto da pistola é libertado (2) os dados de soldadura
elevam--se até aos valores ajustados.
Quando se carrega novamente em (3), inicia--se um eventual enchimento de
crateras. Após isso, os valores baixam até à parada de dados.
Um eventual pré--fluxo de gás arranca quando se liberta o contacto da pistola (4).
SUGEST ÃO: O enchimento de crateras cessa quando o disparador é libertado (4).
Se, no entanto, o contacto for premido por mais tempo, continuará a soldadura com
os dados finais de enchimento de crateras (linha tracejada).
bu10d12p
-- 1 4 --

2.7 Configuração MIG/MAG
Ver sob o ponto 9.2.4.
2.8 Exemplo de ajuste MIG/MAG
O exemplo abaixo ilustra um ajuste de MIG/MAG com o método arco
curto/pulverizado. O ajuste com o método de pulso faz--se de modo semelhante. O
exemplo pressupõe que a fonte de corrente esteja na posição de sinergia.
2.8.1 Ajustes básicos
No menu principal podem--se efectuar os ajustes relacionados com a escolha de
método e de material.
Começaremos por entrar no menu principal, premindo a tecla MENU.
Podem-- se efectuar os seguintes cinco ajustes:
S PROCESSO = MIG/MAG
S MÉTODO = ARCO CURTO/PULVERIZADO
S TIPO DO FIO = Fe
S GÁS PROTECTOR = Ar+8%CO2
S DIMENSÃO DO FIO = 1,2 mm
Processo
O primeiro ajuste é
paraotipodeprocesso
de soldadura.
Avance com as teclas
de setas até marcar a
linha PROCESSO.
Prima ENTRA para
obter uma lista de
alternativas.
PROCESSO: MIG/MAG
METODO: DIP/SPRAY
TIPO DO FIO: Aco Carbono
GAS DE PROTECCAO: CO2
DIAMETRO DO FIO: 1.2 mm
FUNCOES AUXILIARES
PREPAR. MEDIDAS MEMORIA
Posicione o marcador na linha de MIG/MAG na
lista e carregue em ENTRA. Assim teremos
ajustado PROCESSO = MIG/MAG.
ESAB LUD 450
ACESSO
RAPIDO
MIG/MAG
SER
TIG
ARCAIR
ENTRA
bu10d12p
-- 1 5 --

Método
Posicione o marcador
na linha do
MÉTODO.Prima
ENTRA para obter uma
lista de alternativas.
ESAB LUD 450
PROCESSO: MIG/MAG
METODO: DIP/SPRAY
TIPO DO FIO: Aco Carbono
GAS DE PROTECCAO: CO2
DIAMETRO DO FIO: 1.2 mm
FUNCOES AUXILIARES
PREPAR. MEDIDAS MEMORIA
ACESSO
RAPIDO
ENTRA
Posicione o marcador na linha correspondente a
DIP/SPRAY na lista e prima ENTRA. Com isso,
está ajustado
MÉTODO = DIP/SPRAY.
Tipo de fio
Posicione o marcador
na linha do TIPO DO
FIO
Prima ENTRA para
obter uma lista de
alternativas.
PROCESSO: MIG/MAG
METODO: DIP/SPRAY
TIPO DO FIO: Aco Carbono
GAS DE PROTECCAO: CO2
DIAMETRO DO FIO: 1.2 mm
FUNCOES AUXILIARES
PREPAR. MEDIDAS MEMORIA
ESAB LUD 450
DIP/SPRAY
PULSADO
ACESSO
RAPIDO
ENTRA
Aqui temos um exemplo de lista em que as
alternativas são tantas que não podem ser mostradas
ao mesmo tempo. A seta no canto inferior
direito indica que há mais alternativas que serão
visíveis descendo mais na lista.
Agora, posicione o marcador na linha de
Aco Carbono e carregue em ENTRA.
Assim, estará ajustado o TIPO DO FIO = F e.
-- 1 6 --
bu10d12p
Aco Carbono
Aco Inoxidavel
Aco Inox Duplex
AlMg
AlSi
Flux Alma Metal. Fe
Flux. Rutilico Fe

Gás protector
Posicione o marcador
na linha do GÁS
PROTECCAO Prima
ENTRA para obter
uma lista de
alternativas.
ESAB LUD 450
PROCESSO: MIG/MAG
METODO: DIP/SPRAY
TIPO DO FIO: Aco Carbono
GAS DE PROTECCAO: CO2
DIAMETRO DO FIO: 1.2 mm
FUNCOES AUXILIARES
PREPAR. MEDIDAS MEMORIA
ACESSO
RAPIDO
ENTRA
Posicione o marcador na linha de Ar+8%CO2
e carregue em ENTRA. Assim, estará ajustado
GÁS PROTECCAO = Ar+8%CO2.
Dimensão do fio
Posicione o marcador
na linha de DIAMETRO
DO FIO
Prima ENTRA para
obter uma lista de
alternativas.
PROCESSO: MIG/MAG
METODO: DIP/SPRAY
TIPO DO FIO: Aco Carbono
GAS DE PROTECCAO: Ar8%CO2
DIAMETRO DO FIO: 1.2 mm
FUNCOES AUXILIARES
PREPAR. MEDIDAS MEMORIA
ESAB LUD 450
CO2
Ar+20 % CO2
Ar+2 % O2
Ar+5 % O2+5 % CO2
Ar+8 % CO2
Ar+23% CO2
Ar+15%CO2+5%O2
ACESSO
RAPIDO
ENTRA
Posicione o marcador na linha de 1,2 mm e carregue
em ENTRA. Assim, estará ajustada a
DIAMETRO DO FIO . =1.2 mm.
-- 1 7 --
bu10d12p
0.8 mm
1.0 mm
1.2 mm
1.6 mm

A próxima linha no menu principal é FUNÇÕES AUXILIARES. Mais a esse respeito
pode--se ler no capítulo “FUNÇÕES AUXILIARES“ Ver sob o ponto 9.
ESAB LUD 450
PROCESSO: MIG/MAG
METODO: DIP/SPRAY
TIPO DO FIO: Aco Carbono
GAS DE PROTECCAO: Ar8%CO2
DIAMETRO DO FIO: 1.2 mm
FUNCOES AUXILIARES
PREPAR. MEDIDAS MEMORIA
ACESSO
RAPIDO
ENTRA
2.8.2 Ajustes de dados de soldadura
No menu de ajustes pode--se ajustar os valores para os diferentes parâmetros de
soldadura tais como tensão e velocidade de avanço do fio. Activando--se a função
de sinergia, um microprocessador encarrega--se de vários desses ajustes.
Comecemos com a visualização do menu principal, carregando no botão MENU.
Para ter acesso ao menu de ajustes, carregue no botão PREPAR. Agora, façamos o
seguinte ajuste:
S AVANÇO DO FIO = 10.0 m/min
Avanço do fio
PARAMETROS DE SOLDADURA
Posicione o marcador na
linha de VELOCIDADE DE
ALIMENTAÇÃO DO FIO
Ajuste para 10,0 m/min,
graduando com:
TENSAO: # 29.0 (+0.0) V
VELOC.DO FIO:
INDUCTANCIA: 70 %
MODO SINERGICO ON
PARAM.DEINICIO ....
PARAM DE FIM .
PREPAR. MEDIDAS MEMORIA
10.0 m/min
*
ACESSO
RAPIDO
ENTRA
No menu de ajustes também se podem ver os valores de tensão e indutância
ajustados pelo microprocessador.
O parâmetro tensão também se encontra disponível para eventuais ajustes .
bu10d12p
-- 1 8 --

2.8.3 Ajustes de dados de arranque
No menu de dados de arranque podem--se fazer os ajustes que influem no processo
de arranque em soldaduras MIG/MAG. Vamos ajustar:
S PRÉ--FLUXO DE GÁS = 0,8 s
S ARRANQUE LENTO = SIM
S ARRANQUE A QUENTE = SIM
S ARRANQUE A QUENTE, tempo = 1,0 s
S ARRANQUE A QUENTE, avanço do fio = +2,5 m/min
Comecemos pelo menu principal, carregando no botão MENU.
Vamos até ao menu de ajustes, premindo o botão de prepar.
PARAMETROS DE SOLDADURA
Posicione o marcador
na linha de PARAM
DE INICIO e prima
ENTRA.
TENSAO: # 29.0 (+0.0) V
VELOC.DO FIO:
INDUCTANCIA: 70 %
MODO SINERGICO ON
PARAM.DE INICIO ....
PARAM DE FIM .
10.0 m/min
*
ENCH.
CRA TER
HOT
START
4-TEMPOS
VOLTA ENTRA
T empo de pré--fluxo de gás
Aqui é indicado o tempo em que o gás protector fluirá antes da soldadura começar.
PARAM. DE INICIO, MODO SINERGICO
Posicione o
marcador na linha
de PRÉ--FLUXO
DE GÁS . Ajuste
PRE--FLUXO DE GAS: 0.8 s
CREEPSTART: NO
HOTSTART: YES
para 0,8 s com
uma das teclas
mais/menos.
ENCH.
CRA TER
HOT
START
4-TEMPOS
VOLTA
bu10d12p
-- 1 9 --

Arranque lento
Aqui é indicado apenas se se deseja ou não a função de arranque lento, ou seja,
SIM ou NÃO. A velocidade de avanço do fioeotempodearranque lento são
pré--ajustados e não se podem alterar.
PARAM. DE INICIO, MODO SINERGICO
Posicione o
marcador na linha
de CREEPSTART .
Ajuste em SIM com
PRE--FLUXO DE GAS: 0.8 s
CREEPSTART: SIM
HOTSTART: NAO
uma das teclas
mais/menos
ENCH.
CRA TER
HOT
START
4-TEMPOS
VOLTA ENTRA
Arranque a quente
Começa-- se por indicar se se deseja ou não a função de arranque a quente. Caso
se deseje utilizar a função de arranque a quente, ajusta--se depois o tempo de
arranque a quente e eventualmente o aumento da velocidade de avanço do fio.
PARAM. DE INICIO, MODO SINERGICO
Posicione o
marcador na linha
de HOT START.
Ajuste em SIM com
uma das teclas
mais/menos.
PRE--FLUXO DE GAS: 0.8 s
CREEPSTART: SIM
HOTSTART: SIM
TEMPONOHOTSTART: 10s
VELOC. DO FIO 2.0 m/min
ENCH.
CRA TER
HOT D
START
4-TEMPOS
VOLTA ENTRA
Posicione o
marcador na linha
de TEMPO NO
HOT START.
Ajuste para 1,0 s
com uma das
teclas mais/menos.
bu10d12p
PARAM. DE INICIO, MODO SINERGICO
PRE--FLUXO DE GAS: 0.8 s
CREEPSTART: SIM
HOTSTART: SIM
TEMPONOHOTSTART: 1,0s
VELOC. DO FIO 2.0 m/min
ENCH.
CRA TER
HOT D
START
-- 2 0 --
4-TEMPOS
VOLTA

Posicione o
marcador na linha
de ARRANQUE A
QUENTE VELOC.
AVANÇO DO FIO
Ajuste para 2,5
m/min.
PARAM. DE INICIO, MODO SINERGICO
PRE--FLUXO DE GAS: 0.8 s
CREEPSTART: SIM
HOTSTART: SIM
TEMPONOHOTSTART: 1,0s
VELOC. DO FIO 2.5 m/min
ENCH.
CRA TER
HOT D
START
4-TEMPOS
VOLTA
Assim, todos os ajustes de dados de arranque estão efectuados.
PARAM. DE INICIO, MODO SINERGICO
Retorneaomenu
de ajustes
premindo VOLTA.
PRE--FLUXO DE GAS: 0.8 s
CREEPSTART: SIM
HOTSTART: SIM
TEMPONOHOTSTART: 1,0s
VELOC. DO FIO 2.5 m/min
ENCH.
CRA TER
HOT D
START
4-TEMPOS
VOLTA
2.8.4 Ajustes de dados de paragem
No menu de dados de paragem são efectuados os ajustes que influem no processo
de soldadura MIG/MAG.
Vamos ajustar os seguintes dados de paragem:
S ENCHIMENTO DE CRATERAS = SIM
S TEMPO DE ENCHIMENTO DE CRATERAS=1,5 s
S VELOCIDADE FINAL DE AVANÇO DO FIO = 3.0 m/min
S TEMPO DE PÓS--QUEIMA=0.11 s
S PÓS--FLUXO DE GÁS = 2.0 s
Posicione o marcador
na linha PARAM DE
FIM
prima ENTRA
bu10d12p
PARAMETROS DE SOLDADURA
TENSAO: # 29.0 (+0.0) V
VELOC.DO FIO:
INDUCTANCIA: 70 %
MODO SINERGICO ON
PARAM.DEINICIO ....
PARAM DE FIM
ENCH.
CRA TER
HOT D
START
-- 2 1 --
4-TEMPOS
10.0 m/min
*
VOLTA ENTRA

Enchimento de crateras
Começa--se por indicar se se deseja utilizar a função de enchimento de crateras ou
não. Caso afirmativo, também se ajusta posteriormente o tempo de enchimento e a
velocidade de avanço do fio.
PARAM DE FIM, MODO SINERGICO
Posicionar o marcador
na linha
ENCHIMENTO DE
CRATERAS, premir
ENTRA para ter
acesso à lista de
alternativas. Ajustar em
SIM.
ENCHIM. DE CRATERA SIM
TEMPO : 1.5 s
VELOC. FINAL DO FIO: 2.8 m/min
TEMPO DO BURNBACK: 0.08 s
POS--FLUXO DE GAS: 0.5 s
ENCH. D
CRA TER
HOT D
START
4-TEMPOS
VOLTA ENTRA
T empo de enchimento de crateras
PARAM DE FIM, MODO SINERGICO
Posicione o marcador
na linha de TEMPO DE
ENCHIMENTO DE
CRATERAS. Ajuste
para 1.5 s com uma
das teclas mais/menos
ENCHIM. DE CRATERA SIM
TEMPO : 1.5 s
VELOC. FINAL DO FIO: 2.8 m/min
TEMPO DO BURNBACK: 0.08 s
POS--FLUXO DE GAS: 0.5 s
ENCH. D
CRA TER
HOT D
START
4-TEMPOS
VOLTA
Velocidade final de avanço do fio
Aqui é indicada velocidade de avanço do fio para o final do enchimento de crateras.
Posicione o marcador
na linha VELOC.
FINAL AVANÇO DO
FIO ). Ajuste para 3,0
m/min com uma das
teclas mais/menos.
bu10d12p
PARAM DE FIM, MODO SINERGICO
ENCHIM. DE CRATERA SIM
TEMPO : 1.5 s
VELOC. FINAL DO FIO: 3,0m/min
TEMPO DO BURNBACK: 0.08 s
POS--FLUXO DE GAS: 0.5 s
ENCH. D
CRA TER
HOT D
START
-- 2 2 --
4-TEMPOS
VOLTA

Tempo de pós--queima
PARAM DE FIM, MODO SINERGICO
Posicione o marcador
na linha TEMPO DE
BURNBACK. Ajuste
para0,11scomuma
das teclas mais/menos
ENCHIM. DE CRATERA SIM
TEMPO : 1.5 s
VELOC. FINAL DO FIO: 3,0m/min
TEMPO DO BURNBACK: 0.11 s
POS--FLUXO DE GAS: 0.5 s
ENCH. D
CRA TER
HOT D
START
4-TEMPOS
VOLTA
Pós--fluxo de gás
Aqui ajusta--se o tempo que se deseja para o gás protector fluir após o término da
soldadura.
PARAM DE FIM, MODO SINERGICO
Posicione o marcador
na linha de
PÓS--FLUXO DE GÁS
Ajuste para 2,0 s com
uma das teclas
mais/menos.
ENCHIM. DE CRATERA SIM
TEMPO : 1.5 s
VELOC. FINAL DO FIO: 3,0m/min
TEMPO DO BURNBACK: 0.11 s
POS--FLUXO DE GAS: 2,0 s
ENCH. D
CRA TER
HOT D
START
4-TEMPOS
VOLTA
Assim, estão efectuados todos os ajustes de dados de paragem e um conjunto
completo de dados de soldadura para MIG/MAG está pronto.
bu10d12p
-- 2 3 --

3 Soldadura MMA
3.1 Sinergia
A fonte de corrente de soldadura possui uma função de sinergia para soldaduras
MMA.
Isto significa que a fonte de corrente optimizará automaticamente as características
de soldadura para o tipoeodiâmetrodoeléctrodoescolhido.
3.2 Ajustes básicos
Os ajustes básicos para soldadura MMA são feitos no menu principal da caixa de
ajustes.
1. Processo de so ld ad u ra = MMA
2. Tipo de eléctrodo
É possível escolher três tipos diferentes de eléctrodo caso se deseje aplicar a
função de sinergia.
S Básico
S Rutilo
S Celulose
3. Diâmetro do eléctrodo
A tabela abaixo mostra os diâmetros de eléctrodos que se podem escolher
conforme a sinergia da fonte de corrente.
Tipo de eléctrodo Diâmetro do eléctrodo (mm)
Básico 1.6 2.0 2.5 3.25 4.0 5.0 6.0
Rutilo 1.6 2.0 2.5 3.25 4.0 5.0 6.0
Celulose 2.5 3.25
bu10d12p
-- 2 4 --

3.3 Dados de soldadura
Caso se permaneça na função de sinergia da fonte de corrente, só é necessário
ajustar a corrente de soldadura.
A corrente de soldadura também pode ser ajustada durante o processo de
soldadura, por meio dos botões +/--. Caso se ajuste a corrente de soldadura, a
pressão do arco (arcforce) é automaticamente reajustada, desde que a fonte de
corrente de soldadura esteja na posição de sinergia.
ESAB LUD 450
Vá até ao menu
de ajustes,
premindo a tecla
PREPAR.
PROCESSO: SER
TIPO DO ELECTRODO: BASICO
DIAMETRO DO ELECTRODO 2.5 mm
FUNCOES AUXILIARES
Com a nossa
combinação de tipo
ediâmetrode
eléctrodo, a fonte
de corrente ajustou
a corrente de
soldadura para
80 A.
PREPAR. MEDIDAS MEMORIA
PARAMETROS DE SOLDADURA
CORRENTE: 80 A
MODO SINERGICO: ON
ACESSO
RAPIDO
VOLTA
ENTRA
bu10d12p
-- 2 5 --

3.4 MMA--konfiguracoes
Ver sob o ponto 9.2.5.
3.5 Exemplo de ajuste MMA
O exemplo abaixo é de um ajuste para soldadura MMA.
3.5.1 Ajustes básicos
No menu principal são feitos os ajustes inerentes à escolha do eléctrodo.
Começamos com a entrada no menu principal, se ainda não foi feito, carregando na
tecla MENU.
Vamos fazer os três seguintes ajustes:
S PROCESSO = MMA
S TIPO DE ELÉCTRODO= RUTILICO
S DIÂMETRO DO ELÉCTRODO = 2.5 mm
Processo
ESAB LUD 450
Mova com as
teclas de setas até
marcar a linha
PROCESSO.
Prima ENTRA para
PROCESSO: MMA
TIPO DO ELECTRODO: BASICO
DIAMETRO DO ELECTRODO: 6 mm
FUNCOES AUXILIARES
obter uma lista de
alternativas.
PREPAR. MEDIDAS MEMORIA
Posicione o marcador na lista MMA e carregue em
ENTER. Com isso estará ajustado PROCESSO = MMA.
Tipo de eléctrodo
ESAB LUD 450
Mova com as teclas
de setas até marcar
a linha Prima
ENTRA para obter
uma lista de
PROCESSO: SER
TIPO DO ELECTRODO: BASICO
DIAMETRO DO ELECTRODO: 6 mm
FUNCOES AUXILIARES
alternativas.
ACESSO
RAPIDO
MIG/MAG
SER
TIG
ARCAIR
ENTRA
bu10d12p
PREPAR. MEDIDAS MEMORIA
-- 2 6 --
ACESSO
RAPIDO
ENTRA
Posicione o marcador na linha RUTILO na lista
e prima ENTRA. Com isso estará ajustado o
TIPO DE ELÉCTRODO = RUTILICO.
Diâmetro do eléctrodo
Mova com as teclas
de setas até marcar
a linha DIÂMETRO
DO ELÉCTRODO.
Prima ENTRA para
PROCESSO: SER
TIPO DO ELECTRODO: BASICO
DIAMETRO DO ELECTRODO: 6 mm
FUNCOES AUXILIARES
obter uma lista de
alternativas.
BASICO
RUTILICO
CELULOSICO
ESAB LUD 450
PREPAR. MEDIDAS MEMORIA
Posicione o marcador na linha para 2,5 mm na
lista e prima ENTRA. Com isso estará ajustado o
DIÂMETRO DO ELÉCTRODO = 2,5 mm.
PROCESSO: SER
TIPO DO ELECTRODO: BASICO
DIAMETRO DO ELECTRODO: 2,5 mm
FUNCOES AUXILIARES
ESAB LUD 450
ACESSO
RAPIDO
1.6 mm
2mm
2.5 mm
3.25 mm
4mm
5mm
6mm
ENTRA
PREPAR. MEDIDAS MEMORIA
ACESSO
RAPIDO
ENTRA
A linha seguinte no menu principal é FUNÇÕES AUXILIARES. Mais a este respeito
encontra--se no capítulo “FUNÇÕES AUXILIARES“ sob o ponto 9.
Com isso, está concluído o nosso ajuste para soldadura MMA.
bu10d12p
-- 2 7 --

4 Soldadura TIG
4.1 Ajustes básicos
A escolha básica para soldadura TIG faz--se no menu principal.
1. Processo de soldadura = T IG
2. Método de soldadura
Em soldaduras TIG pode--se escolher entre dois diferentes métodos de
soldadura.
S Corrente constante
S Pulso
3. Metodo de arranque
Há dois métodos diferentes de arranque a escolher.
S Arranque Liftarc
S Arranque HF
Com arranque Liftarc, faz--se saltar o arco eléctrico quando o eléctrodo entra em
contacto com a peça de trabalho e depois levanta--se de novo o eléctrodo. Com
arranque HF, faz--se saltar o arco pela passagem da faísca que ocorre quando o
eléctrodo se encontra a uma certa distância da peça de trabalho.
4. Disparador
Em soldaduras TIG, poderá escolher se deseja o funcionamento do maçarico
TIGcom2temposou4tempos.Aprincipaldiferençaéquea2tempos,
mantém--se o disparador premido durante a soldadura e a 4 tempos, pode--se
libertar o disparador. A diferença ente2e4temposéilustradanasfigurasa
seguir, juntamente com as demais funções da sequência de arranque e
paragem.
2 tempos
2
1
Tempo
de descida
Pós--fluxo de
gás
Pré--fluxo de
gás
Tempo
de subida
Em arranquea2temposoeventualfluxodegáscomeçaquando o disparador do
maçarico TIG é premido (1). Em seguida a corrente sobe até ao nível piloto (um par
de amperes) e o arco é disparado. Após isso, a corrente sobe até ao valor ajustado
(com eventual slope up).
Quando o disparador é libertado (2), a corrente retorna ao nível piloto (com eventual
slope down) e o arco apaga--se. Em seguida, dá--se um eventual pós--fluxo de gás.
bu10d12p
-- 2 8 --

4 tempos
3
1
Pré--fluxo
de gás
2
Tempo
de
subida
Tempo
de descida
4
Pós--fluxo
de gás
Com 4 tempos, inicia--se um eventual pré--fluxo de gás quando o disparador é
premido (1). Após encerrado o tempo de pré--fluxo de gás, a corrente sobe até ao
nível piloto (um para de amperes) e o arco é disparado.
Após libertar--se o disparador (2) a corrente sobe até ao valor ajustado (com
eventual slope up).
Quando o disparador é novamente premido (3), a corrente desce novamente até ao
nível piloto (com eventual slope down).
Após libertar novamente o disparador (4), apaga --se o arco e tem lugar um eventual
pós--fluxo de gás.
Quando se está nos dados de soldadura do menu de ajustes, ou no menu de
medição, pode--se fazer a comutação 2 tempos/4 tempos com um dos botões
flexíveis.
4.2 Ajustes de dados de soldadura
Os valores dos parâmetros de soldadura ajustam--se no menu de ajustes. Alguns
parâmetros são específicos para o método que se escolheu e outros são comuns
para ambos os métodos TIG. Os seguintes parâmetros são ajustados em soldadura
TIG.
A tabela com as áreas de ajuste encontra--se no “APÊNDICE“, sob o ponto 10.
Método de CORRENTE CONSTANTE Método de PULSO
S Corrente S Corrente de pulso
S Tempo de subida S Corrente de fundo
S Tempo de descida S Tempodepulso
S Pré--fluxo de gás S Tempo de fundo
S Pós--fluxo de gás S Tempo de subida
S Tempo de descida
S Pré--fluxo de gás
S Pós--fluxo de gás
bu10d12p
-- 2 9 --

Corrente
O termo “corrente“, aqui, significa a corrente de soldadura em soldagem a corrente
constante.
Corrente de pulso e corrente de fundo
Com corrente pulsada, tem--se que ajustar vários parâmetros que se relacionam
com a corrente de soldadura. A corrente de pulsoeacorrentedefundo indicam
entre quais valores de corrente os pulsos devem--se enquadrar, ver a figura abaixo.
Corrente
Tempodepulso
Tempo de fundo
Corrente de
pulso
Corrente de fundo
Tempo
Tempo de pulso e tempo de fundo
O tempo de pulso indica a duração dos pulsos de corrente.
O tempo de fundo indica a duração da corrente de fundo .
Em soldaduras com corrente pulsante, ver a figura acima. A escala de ajuste, tanto
para tempo de pulso como tempo de fundo é 0,001-- 5,000 s.
Pré--fluxo e pós--fluxo de gás
Com os parâmetros pré --fluxo e pós--fluxo de gás, indica--se por quanto tempo se
deseja que o gás protector flua antes e depois da soldadura, respectivamente.
Tempo de subida e tempo d e descida
Os parâmetros slope referem--se a um aumento e diminuição gradativos,
respectivamente, da corrente de soldadura durante um tempo determinado.
bu10d12p
-- 3 0 --

4.3 TIG--konfiguracoes
Ver sob o ponto 9.2.6.
4.4 Exemplo de ajuste TIG
Abaixo, apresenta--se um exemplo de ajuste para soldadura TIG com o método de
corrente constante. Desejando--se soldar com corrente de pulso, os ajustes ocorrem
de modo semelhante.
4.4.1 Ajustes básicos
Comecemos por entrar no m enu principal, se ainda não foi feito, premindo a tecla
MENU.
Agora, efectuemos os seguintes quatro ajustes:
S PROCESSO = TIG
S MÉTODO = CORRENTE CONSTANTE
S MÉTODO DE ARRANQUE = ARRANQUE LIFTARC
S DISPARADOR = 2 TEMPOS
Processo
ESAB LUD 450
Mova com as
teclas de setas até
marcar a linha
PROCESSO.
Prima ENTRA para
PROCESSO: MMA
TIPO DO ELECTRODO: BASICO
DIAMETRO DO ELECTRODO: 6 mm
FUNCOES AUXILIARES
obter uma lista de
alternativas.
PREPAR. MEDIDAS MEMORIA
Posicione o marcador na linha de TIG na lista e
prima ENTRA. Assim estará ajustado PROCESSO =
TIG.
ACESSO
RAPIDO
MIG/MAG
SER
TIG
ARCAIR
ENTRA
bu10d12p
-- 3 1 --

Método
Mova com as
teclas de setas até
marcar a linha
MÉTODO. Prima
ENTRA para obter
uma lista de
alternativas.
ESAB LUD 450
PROCESSO: TIG
METODO: I CONSTANTE
METODO DE INICIO: LIFTARC
FUNCOES DO GATILHO: 2--TEMPOS
FUNCOES AUXILIARES
PREPAR. MEDIDAS MEMORIA
Posicione o marcador na linha de CORRENTE
CONSTANTE na lista e prima ENTRA. Assim
estará ajustado
MÉTODO = CORRENTE CONSTANTE.
Método de arranque
Mova com as
teclas de setas até
marcar a linha
MÉTODO DE
INICIO.
Prima
ENTRA para obter
PROCESSO: TIG
METODO: I CONSTANTE
METODO DE INICIO: LIFTARC
FUNCOES DO GATILHO: 2--TEMPOS
FUNCOES AUXILIARES
uma lista de
alternativas.
ESAB LUD 450
ACESSO
RAPIDO
I CONSTANTE
I PULSADA
ENTRA
PREPAR. MEDIDAS MEMORIA
Posicione o marcador na linha de ARRANQUE
LIFTARC na lista e carregue em ENTRA. Assim
estará ajustado MÉTODO . = ARRANQUE LIFTARC.
-- 3 2 --
bu10d12p
ACESSO
RAPIDO
LIFTARC
ARRANQUE COM HF
ENTRA

Disparador
Posicione o
marcador até
marcar a linha
FUNCOES DO
GATILHO.
ENTRA para obter
uma lista de
alternativas.
Prima
ESAB LUD 450
PROCESSO: TIG
METODO: I CONSTANTE
METODO DE INICIO: LIFTARC
FUNCOES DO GATILHO: 2--TEMPOS
FUNCOES AUXILIARES
PREPAR. MEDIDAS MEMORIA
Posicione o marcador na linha de 2 TEMPOS na
lista e carregue em ENTRA. Assim estará
ajustada a função do FUNCOES DO GATILHO
=2TEMPOS.
PROCESSO: TIG
METODO: I CONSTANTE
METODO DE INICIO: LIFTARC
FUNCOES DO GATILHO: 2--TEMPOS
FUNCOES AUXILIARES
PREPAR. MEDIDAS MEMORIA
ESAB LUD 450
ACESSO
RAPIDO
2--TEMPOS
4--TEMPOS
ACESSO
RAPIDO
ENTRA
ENTRA
A linha seguinte do menu principal é FUNÇÕES AUXILIARES. Mais a este respeito
encontra--se no capítulo “FUNÇÕES AUXILIARES“ sob o ponto 9.
bu10d12p
-- 3 3 --

4.4.2 Ajustes de dados de soldadura
No menu de ajustes introduzem--se os valores para os diversos parâmetros de
soldadura.
Vamos efectuar os seguintes ajustes:
S CORRENTE = 200 A
S TEMPODESUBIDA=2.0s
S TEMPODEDESCIDA=1.4s
S PRÉ--FLUXO DE GÁS = 3.0 s
S PÓS--FLUXO DE GÁS = 5.0 s
Começaremos por entrar no menu principal, premindo a tecla MENU. Entre no
menu de ajustes carregando na tecla PREPAR.
Corrente
PARAMETROS DE SOLDADURA
Posicione o
marcador na linha
CORRENTE.
Ajuste o valor 200
A com uma das
duas teclas
CORRENTE: 200 A
TEMPO DE SUBIDA: 4,0 s
TEMPO DE DESCIDA: 6,0 s
PRE--FLUXO DE GAS: 2.5 s
POS--FLUXO DE GAS: 3.3 s
mais/menos.
PURGA
DE GAS
4-TEMPOS
VOLTA
Tempo de subida e tempo d e descida
Os parâmetros slope up e tempo de descida estão ligados cada um à sua tecla
mais/menos. Ao ajustar tempo de subida usa --se a tecla superior e para tempo de
descida usa--se a tecla inferior.
PARAMETROS DE SOLDADURA
Posicionar o marcador
na linha de TEMPO DE
SUBIDA e TEMPO DE
DESCIDA. Ajustar
TEMPO DE SUBIDA
2.0 s graduando com o
botão mais/menos
superior.
CORRENTE: 200 A
TEMPO DE SUBIDA: 2,0 s
TEMPO DE DESCIDA: 6,0 s
PRE--FLUXO DE GAS: 2.5 s
POS--FLUXO DE GAS: 3.3 s
bu10d12p
PURGA
DE GAS
4-TEMPOS
-- 3 4 --
VOLTA

Ajustar o TEMPO DE
DESCIDA 1.4 s
graduando com o
botão mais/menos
inferior.
PARAMETROS DE SOLDADURA
CORRENTE: 200 A
TEMPO DE SUBIDA: 2,0 s
TEMPO DE DESCIDA: 1,4 s
PRE--FLUXO DE GAS: 2.5 s
POS--FLUXO DE GAS: 3.3 s
PURGA
DE GAS
4-TEMPOS
VOLTA
Pré--fluxo e pós--fluxo de gás
Os parâmetros pré--fluxo e pós--fluxo de gás, do mesmo modo que os parâmetros
slope acima, estão ligados cada um à sua tecla específica mais/menos. A tecla
mais/menos superior aplica--se ao ajuste de pré--fluxo de gás e a inferior ao ajuste
de pós--fluxo de gás.
PARAMETROS DE SOLDADURA
Posicionar o marcador
na linha de
PRÉ--FLUXO e
PÓS--FLUXO DE GÁS.
Ajustar em 3.0 s para
PRÉ--FLUXO DE GÁS
graduando com o
botão mais/menos
superior.
CORRENTE: 200 A
TEMPO DE SUBIDA: 2,0 s
TEMPO DE DESCIDA: 1,4 s
PRE--FLUXO DE GAS: 3,0s
POS--FLUXO DE GAS: 3.3 s
Ajustar PÓS--FLUXO
DE GÁS em 5.0 s
graduando com o
botão mais/menos
inferior.
PURGA
DE GAS
CORRENTE: 200 A
TEMPO DE SUBIDA: 2,0 s
TEMPO DE DESCIDA: 1,4 s
PRE--FLUXO DE GAS: 3,0 s
POS--FLUXO DE GAS: 5,0s
PURGA
DE GAS
4-TEMPOS
PARAMETROS DE SOLDADURA
4-TEMPOS
VOLTA
VOLTA
Com isso, efectuamos um ajuste completo para soldadura TIG.
bu10d12p
-- 3 5 --

5 CORTE A ARCO DE CARVÃO
5.1 Sinergia
A fonte de corrente de soldadura possui uma função de sinergia para corte a arco
de carvão. Isto significa que a fonte de corrente ajusta automaticamente o valor
apropriado para a tensão,apartirdaescolhadodiâmetro do eléctrodo.
Podem-- se utilizar eléctr odos de diâmetros diferentes dos que estão representados
na caixa de ajustes mas isto implica em que o próprio utilizador deverá efectuar os
ajustes necessários de certos parâmetros.
5.2 Ajustes básicos
Os ajustes básicos para corte a arco de carvão são feitos no menu principal da
caixa de ajustes.
1. Processo de soldadura = CORTE A ARCO DE CARVÃO
2. Diâmetro do eléctrodo
A tabela abaixo mostra os diâmetros de eléctrodos que se podem escolher em
conformidade com a sinergia da fonte de corrente de soldadura.
Diâmetro do eléctrodo
4mm
5mm
6mm
8mm
5.3 Dados de soldadura
Caso se permaneça na sinergia da fonte de corrente, na realidade não é necessário
ajustar nenhum dado de soldadura. O parâmetro tensão, entretanto, encontra--se
disponível para um ajuste.
Os parâmetros em itálico abaixo são chamados constantes. Estes não são
afectados por um eventual ajuste da tensão.
Parâmetros de soldadura em corte a arco de carvão
S Tensão
S Indutância
S Tipo de controlo
A tabela com as áreas de ajuste dos parâmetros encontra--se no “APÊNDICE“ sob o
ponto 10.
bu10d12p
-- 3 6 --

5.4 Exemplo de ajuste para corte a arco de carvão
5.4.1 Ajustes básicos
No menu principal ajusta-- se o diâmetro do eléctrodo.
Comecemos por entrar no menu principal premindo a tecla MENU.
Efectuaremos dois ajustes:
S PROCESSO = CORTE A ARCO DE CARVÃO
S DIÂMETRO DO ELÉCTRODO = 8 mm
Processo
ESAB LUD 450
Mova com as teclas de
setas até a linha
PROCESSO estar
marcada. Prima
ENTRA para obter uma
lista de alternativas.
PROCESSO: SER
TIPO DE ELECTRODO: BASICO
DIAMETRO DO ELECTRODO: 6 mm
FUNCOES AUXILIARES
PREPAR. MEDIDAS MEMORIA
ACESSO
RAPIDO
ENTRA
Posicione o marcador na linha CORTE A ARCO
DE CARVÃO (ARCAIR) na lista e carregue em
ENTRA. Com isso teremos ajustado
PROCESSO = CORTE A ARCO DE CARVÃO
(ARCAIR).
Diâmetro do eléctrodo
ESAB LUD 450
Mova com as teclas de
setas até marcar a
linha DIÂMETRO DO
ELÉCTRODO. Prima
ENTRA para obter uma
lista de alternativas.
PROCESS: ARCAIR
ELECTRODE DIAMETER: 5 mm
FUNCOES AUXILIARES
PREPAR. MEDIDAS MEMORIA
Posicione o marcador na linha de 8 mm e carregue em
ENTER. Assim estará pronto o ajuste DIÂMETRO
DO ELÉCTRODO = 8 mm.
MIG/MAG
SER
TIG
ARCAIR
ACESSO
RAPIDO
4mm
5mm
6mm
8mm
ENTRA
Comissooajusteparacorteaarcodecarvãoestarácompleto.
bu10d12p
-- 3 7 --
5.4.2 Dados de soldadura
No menu de ajustes pode--se ver qual o valor ajustado para o parâmetro tensão. Se
necessário, também se pode ajustar o valor da tensão.
ESAB LUD 450
Vá até ao menu
de ajustes,
premindo a tecla
PREPAR.
PROCESSO: ARCAIR
DIAMETRO DO ELECTRODO: 8 mm
FUNCOES AUXILIARES
Com o nosso
ajuste do diâmetro
do eléctrodo, a
fonte de corrente
de soldadura
ajustou a tensão
para43V.
PREPAR. MEDIDAS MEMORIA
AJUSTES DE DADOS DE SOLDADURA
TENSAO: 43.0 V
MODO SINERGICO: ON
ACESSO
RAPIDO
VOLTA
ENTRA
bu10d12p
-- 3 8 --
6 VISUALIZAÇÃO DE VALORES MEDIDOS
6.1 Descrição da visualização de valores medidos
Na visualização de valores medidos pode--se ver os valores medidos para diversos
parâmetros de soldadura, durante o processo de soldadura. Quais são esses
parâmetros, depende do processo de soldadura escolhido.
O exemplo abaixo mostra uma visualização de valores medidos para MIG/MAG.
SUGEST ÃO
No método de soldadura de pulso pode--se escolher se o valor da tensão será
mostrado como valor médio ou como valor médio de pulso.
Este ajuste pode ser feito nos ajustes básicos para MIG/MAG. Ver no ponto 9.2.4.3.
Se desejar trazer a visualização de valores medidos, certifique--se de que o menu
principal aparece na janela de caracteres. Carregue na tecla MEDIDAS.
ESAB LUD 450
PROCESSO: MIG/MAG
METODO: DIP/SPRAY
TIPO DO FIO: Aco Carbono
GASDE PROTECCAO: Ar+8% CO2
DIAMETRO DO FIO: 1.2 mm
FUNCOES AUXILIARES
"
PREPAR. MEDIDAS MEMORIA
Este pode ser o aspecto da visualização de valores medidos. A seta bem abaixo à
direita na janela de caracteres indica que há mais informação além do lugar
disponível na janela de caracteres.
DIP/SPRAY, Aco Carbono, Ar+8%CO2, 1.2 mm
Mova para baixo
com a tecla seta
abaixo.
22,5 Volt
ACESSO
RAPIDO
ENTRA
134 Amp
6,0 m/min
bu10d12p
C. REM VOLTA
-- 3 9 --

Um quarto valor medido torna--se visível na janela de caracteres.
DIP/SPRAY, Aco Carbono, Ar+8%CO2, 1.2 mm
134 Amp
6,0 m/min
3,01 kW
C. REM VOLTA
6.2 Modificar valores ajustados
Na visualização de valores medidos pode--se modificar o valor de certos
parâmetros. Quais são esses parâmetros, depende do processo de soldadura
ajustado. Os valores de parâmetros que se podem ajustar estão sempre marcados
com ou .
Modifique premindo
ou
A janela que surge,
desaparecerá após
1,5 segundos se
nenhuma das teclas
for usada.
DIP/SPRAY, Aco Carbono, Ar+8%CO2, 1.2 mm
22,5 Volt
VOLTAGE: 22,5 (+3,5) V
134 Amp
6,0 m/min
C. REM VOLTA
bu10d12p
-- 4 0 --
7 OPERAÇÃO COM A MEMÓRIA
Na caixa d e ajustes pode--se armazenar até 99 conjuntos de dados de soldadura.
Acadaumdessesconjuntosatribui--seumnúmero,de1a99.Seamemóriade
dados de soldadura ficar cheia, isto é, se existirem 99 conjuntos de dados
armazenados e deseja--se armazenar ainda mais um conjunto, então, será
automaticamente apagado o mais an t ig o conjunto de dados de soldadura.
Também se pode apagar e copiar conjuntos de dados de soldadura e até trazer
novamente um conjunto de dados de soldadura à memória de trabalho.
O exemplo abaixo mostra como se pode armazenar, chamar novamente, copiar e
apagar.
7.1 Armazenar
Quando desejar armazenar um conjuntos de dados, certifique--se de que o menu
principal é mostrado na janela de caracteres. Carregue na tecla MEMÓRIA. Se a
memória de dados de soldadura estiver vazia, a seguinte visualização será vista na
janela de caracteres.
FUNCOES DE MEMORIA -- DADOS EM MEMORIA
NENHUM DADO NA MEMORIA
SALVAR VOLTA
Exemplo
Agora, armazenaremos um conjunto de dados de soldadura que receberá a posição
10 na memória. Carregue na tecla SALVAR. A seguinte visualização surge na janela
de caracteres.
ARMAZENADO NA POSICAO NR. 1
Premindo--se
ENTRA aqui, o
conjunto de dados é
guardado como
número 1,conforme
indicado na linha
superior da janela de
caracteres.
VOLTA ENTRA
Movendo com uma das teclas mais/menos pode--se indicar a posição de memória
que se deseja atribuir ao conjunto de dados. Isto é mostrado na linha superior da
janela de caracteres.
A cifra mostrada na linha superior da janela de caracteres é a primeira posição vazia
encontrada na memória.
bu10d12p
-- 4 1 --

ARMAZENADO NA POSICAO NR. 10
Mova até ao
número 10 com
uma das teclas
mais/menos. Prima
ENTRA.
VOLTA ENTRA
Agora, o conjunto de dados está armazenado sob o número 10. Bem abaixo na
janela de caracteres pode--se ver parte do conteúdo do conjunto de dados número
10.
ARMAZENADO NA POSICAO NR. 10
10
" DIP/SPRAY, Aco Carbono, CO2, 1.2 mm
VOLTA ENTRA
Retorne ao m enu memória com a tecla VOLTA.
Sugestão:
Se surgir ARMAZENAR NA POSIÇÃO DE MEMÓRIA 1, carregando-- se em “menos“
em uma das teclas pode--se saltar directamente para o conjunto 99.
bu10d12p
-- 4 2 --

7.2 Apagar
No menu memória pode--se apagar um ou vários conjuntos de dados.
Exemplo
Vamos agora apagar um conjunto de dados que armazenámos num exemplo
anterior. Carregue na tecla APAGAR.
MEMORY FUNCTIONS -- STORED DATA SETS
10
" DIP/SPRAY, Aco Carbono, CO2, 1.2 mm
SALVAR APAGAR CHAMAR COPIAR VOLTA
O último conjunto de dados armazenado é marcado automaticamente. Se houver
mais de um conjunto de dados armazenados, pode--se mover o marcador entre
estes com as teclas de setas direita e esquerda.
APAGAR CONJUNTO DE PARAM. NR. 10
Prima ENTRA para
confirmar o
10
apagamento do
conjunto de dados
número 10.
" DIP/SPRAY, Aco Carbono, CO2, 1.2 mm
VOLTA ENTRA
bu10d12p
-- 4 3 --
7.3 Rechamar
Se desejar trazer ao visor um conjunto de dados armazenado, certifique--se de que
se encontra no menu memória Carregue na tecla CHAMAR.
FUNCOES DE MEMORIA -- DADOS EM MEMORIA
10 50
SALVAR APAGAR CHAMAR COPIAR VOLTA
Exemplo
O último conjunto de dados armazenado é marcado automaticamente. Se houver
mais de um conjunto de dados armazenado, pode--se mover o marcador entre estes
com as teclas de setas direita e esquerda.
CHAMAR CONJUNTO DE PARAM. NR.10
Prima ENTRA para
confirmar a
10
chamada do
conjunto de dados
número 10.
" DIP/SPRAY, Aco Carbono, CO2, 1.2 mm
VOLTA ENTRA
Retorne ao m enu memória com a tecla VOLTA.
7.4 Copiar
Pode--se copiar o conteúdo de um conjunto de dados de soldadura para uma nova
posição na memória. Comece premindo a tecla COPIAR.
FUNCOES DE MEMORIA -- DADOS EM MEMORIA
10
bu10d12p
" DIP/SPRAY, Aco Carbono, CO2, 1.2 mm
SALVAR APAGAR CHAMAR COPIAR VOLTA
-- 4 4 --

Exemplo
O último conjunto de dados armazenado é marcado automaticamente. Se houver
mais de um conjunto de dados armazenado, pode--se mover o marcador entre estes
com as teclas de setas direita e esquerda. Agora, vamos copiar o conteúdo da
posição de memória 10 para a posição 50.
Movendo--se com as teclas m ais/menos, pode--se indicar qual a posição em que se
deseja copiar.
COPIAR CONJ. PARAM. NR. 10 PARA NR. 50
Mova até ao
número 50 com a
10
tecla mais e prima
ENTRA.
" DIP/SPRAY, Aco Carbono, CO2, 1.2 mm
VOLTA ENTRA
Desse modo, os dados de soldadura número 10 estão copiados para a posição de
memória 50.
Se a posição de memória 50 já estivesse ocupada, surgiria uma informação a esse
respeito na janela de caracteres.
ARMAZENAR SOBRE DADO EXISTENTE ?
10 50
" DIP/SPRAY, Aco Carbono, CO2, 1.2 mm
NAO SIM
Retorne ao m enu memória com a tecla VOLTA.
bu10d12p
-- 4 5 --

7.5 Controlo remoto
Comecemos com a visualização do menu principal, carregando no botão MENU.
Para ter acesso ao menu de ajustes, carregue no botão MEDIDAS.
KORT/SPRAY, Aco Carbono, Ar+20% CO2, 1.2 mm
A partir do menu de
medição pode--se optar
pelo comando do
equipamento através
do controlo à distância,
premindo o botão
“Remoto“.
Há 4 tipos de controlo
à distância:
22,5 Volt
134 Amp
6,0 m/min
C. REM VOLTA
Da visualização de valores medidos pode--se comutar para operar por meio de um
dispositivo de controlo à distância, carregando na tecla CONTROLO REMOTO.
Controlo à distância digital
O controlo à distância digital utiliza--se quando se deseja ter acesso aos conjuntos
de dados de soldadura que estão na memória respectiva, sem usar a caixa de
ajustes.
S Aristo Control, programa 5.
Com este controlo à distância pode--se trazer da memória 5 diferentes conjuntos
de dados de soldadura. Pode--se os guardar nas posições de memória1a5.
Também é possível ajustar a tensão a partir do programa de soldadura que
resolveu trazer de volta.
Controlo à distância analógico
Com um controlo à distância analógico, podem --se comandar os parâmetros
primários do processo de soldadura, a partir de outra unidade que não seja a caixa
de ajustes.
S Aristo Control Synergic PAE 2.
Com este controlo à distância pode-- se aumentar/diminuir a velocidade de
avançodofioeatensão,apartirdalinhadesinergiaporsiescolhida.
S Maçarico de soldar Esab PSF com 2 botões giratórios.
Este maçarico possui dois botões giratórios para aumentar/diminuir a velocidade
deavançodofioeatensão,apartirdalinhadesinergiaporsiescolhida.
Também é possível fazer ajustes durante a soldadura.
S Maçarico de soldar Esab PSF com 3 programas.
Este maçarico possui um botão de três posições.
Com este botão, podem--se trazer da memória 3 diferentes conjuntos de dados
de soldadura, por exemplo, para o cordão de raíz e cordões de enchimento.
Também se pode mudar de programa durante uma soldadura.
8.3.1 Configuração do con t rolo remoto
Ver sob o ponto 9.2.3.
bu10d12p
-- 4 6 --

8AJUSTERÁPIDO
8.1 Descrição do ajuste rápido
Tendo--se armazenado um ou vários conjuntos de dados de soldadura na memória
de dados de soldadura, pode--se tornar um ou vários desses dados (máximo quatro)
acessíveis através da tecla ACESSO RÁPIDO no menu principal.
ESAB LUD 450
PROCESSO: MIG/MAG
METODO: DIP/SPRAY
TIPO DO FIO: Aco Carbono
GAS DE PROTECCAO: CO2
DIAMETRO DO FIO: 1.2 mm
FUNCOES AUXILIARES
PREPAR. MEDIDAS MEMORIA
Quando se carrega na tecla de ajuste rápido, a visualização pode ter este aspecto.
ACESSO
RAPIDO
DIP/SPRAY, Aco Carbono Ar+8% CO2, 1.2 mm
ENTRA
22,5 Volt
134 Amp
6,0 m/min
CONJ.
PARAM. 1
Quatro das teclas ”soft” podem, portanto, estar interligadas cada uma ao seu
conjunto de dados de soldadura na memória de dados de soldadura. A quinta tecla
“soft” está reservada para comutação entre 2 tempos e 4 tempos (MIG/MAG e TIG).
CONJ.
PARAM. 2
CONJ.
PARAM. 3
CONJ.
PARAM. 4
4-TEMPOS
8.2 Configuração das teclas de ajuste rápido
Ver sob o ponto 9.2.7.1.
bu10d12p
-- 4 7 --

9 FUNÇÕES AUXILIARES
9.1 Funções do cartão de memória
Para poder utilizar as funções do cartão de
memória, é necessário primeiro instalar o
cartão de PC.
1. Desligar a corrente eléctrica da máquina
de soldar
2. Introduzir o cartão de PC
3. Ligar a corrente eléctrica
4. Premir funções adicionais, ENTRA
5. Premir função do cartão de memória, ENTRA
A seguinte janela de caracteres é visualizada:
FUNCOES DO CARTAO DE MEMORIA
DADOS DE SOLDADURA
Instale o
cartão do
PC aqui
ARMAZ. APAGAR CHAMAR VOLTA
ARMAZENAR
Utiliza--se para armazenar os respectivos ajustes de dados de soldadura (posições
de memória ocupadas 1 --99) da caixa de ajustes à placa de circuito do PC. Se os
mesmos dados de soldadura já existirem armazenados na placa, estes serão
sobrescritos pelos existentes na memória da caixa de ajustes.
Exemplo
Cartão do PCCaixa de regulação
Os ajustes de
dados de soldadura na caixa de
PC--kortet
är tomt.
123101250
ajustes são:
Cartão do PC
Carregue em STORE.
Os ajustes de dados de soldadura da caixa de ajus tes estão agora armazenados no cartão do PC
123101250
bu10d12p
-- 4 8 --

APAGAR
Utilizado quando se deseja apagar o conteúdo do car tão do PC (todos os aju stes
de dados de soldadura).
Exemplo
Cartão do PC
Os ajustes de dados de soldadura no cartão
do PC são:
123101250
Cartão do PC
Carregue em DELETE. Assim, o cartão
do PC estará va
CALL BACK
Utilizado para copiar ajustes de dados de soldadura do cartão do PC para a caixa
de ajustes. Se um ajuste de dados de soldadura já existir na memória da caixa, este
será sobrescrito pelo que estava armazenado no cartão do PC.
Exemplo
Cartão do PCCaixa d e regulação
Carregue em
123101250 23456
RECALL.
Caixa de regulação
A caixa de ajustes possui agora 3 novos conjuntos
de dados de soldadura (4, 5, 6) e os conjuntos 2 e
3 foram actualizados pelos que estavam
123456
10 12 50
armazenados no cartão do PC.
Aviso de falha
Se a caixa de ajuste indicar alguma falha no cartão do PC, surge um aviso que
descreve resumidamente a falha em questão.
Verifique o seguinte:
S Se o cartão do PC foi introduzido correctamente.
S Se o cartão do PC não é de fabricação desconhecida ou não aprovada.
S Se os dados armazenados no cartão são compatíveis com o software da caixa
de ajustes.
S Se o cartão do PC não possui um número de versão errado ou é de formato
antigo.
bu10d12p
-- 4 9 --

9.2 Configuração
9.2.1 Linguagem
Ver sob o ponto 1.3.
9.2.2 Função de bloqueio
MENU PRINCIPAL
FUNCOES AUXILIARES
CONFIGURACOES
BLOQUEIO DE
ACESSO
Às vezes, deseja--se limitar o acesso a determinadas funções na caixa de ajustes
para evitar que parâmetros ou ajustes importantes sejam modificados por outra
pessoa.
Quando a função de bloqueio é activada e está--se no quadro de medição, (posição
à distância) ou quadro de ajustes rápidos, é exigida uma senha (código de
bloqueio), cada vez que se tenta entrar no menu principal premindo os botões
VOLTA ou MENU.
Normalmente, o equipamento se encontra numa dessas três posições, após ter sido
ligado, e a única maneira de sair para ter acesso aos outros menus é fornecendo a
senha correcta (código de bloqueio).
BLOQUEIO DE ACESSO
ESTADO DO BLOQUEIO OFF
CRIAR/ALTERAR CODIGO DE BLOQUEIO
VOLTA
ENTRA
No ESTADO DE BLOQUEIO pode--se activar/desactivar a função de bloqueio sem
apagar o código de bloqueio existente, caso a função seja desactivada. Se não
houver nenhum código armazenado e caso se tente activar a função de bloqueio, o
programa remete a um quadro com um “teclado“ semelhante ao de um computador
para que se introduza um código.
Quando a função é activada, visualiza--se um pequeno símbolo com uma chave na
primeira linha na janela de caracteres, indicando que a função de bloqueio está
activada e que então se pode mover livremente por todos os menus sem nenhum
bloqueio, até que se chegue ao quadro de medição ou ao quadro de ajustes
rápidos. A partir deste ponto, passa a actuar a função de bloqueio e impede o
utilizador de sair dos mesmos sem primeiro introduzir o código de b loqueio.
Em INDICAR/MODIFICAR CÓDIGO DE BLOQUEIO pode--se redigir um código
existente ou introduzir um novo. Um código de bloqueio pode constar de um
máximo de 10 caracteres ou algarismos, livremente escolhidos.
bu10d12p
-- 5 0 --

Para sair do estado de bloqueio
Quando se está no quadro de m edição ou no quadro de ajustes rápidos e a função
de bloqueio está desactivada, pode--se, sem limitações, deixar estes quadros,
premindo os botões CANCELAR ou MENU para chegar ao menu principal.
Se a função estiver activad a e pretende--se deixar o quadro, surgirá uma imagem
para advertir o utilizador sobre o bloqueio.
PRESSIONE ENTRA PARA
O CODIGO DE
BLOQUEIO
Aqui pode escolher CANCELAR, caso se arrependa e queira voltar ao quadro
anterior, ou seguir adiante premindo ENTER para introduzir o código de bloqueio.
Então, chegará ao quadro com a figura do teclado onde poderá escrever o código e
confirmar com o botão enter no teclado.
Se o código não estiver correcto, sur ge uma mensagem de erro que dá ao utilizador
possibilidade de tentar mais uma vez ou retornar ao quadro anterior, ou seja, ao
quadro de medição ou o de ajustes rápidos.
Se o código estiver certo, removem-- se todos os impedimentos aos outros menus
mas a função de bloqueio continuará activada. Isto significa que o utilizador poderá
deixar temporariamente o quadro de medição/ajustes rápidos mas, retornando a
estes, cairá novamente na posição de bloqueio.
Quando se está fora do quadro de medição/ajustes rápidos e deseja--se m odificar,
por exemplo, ajustes, desactivar a função de bloqueio, etc., pode--se retornar aos
mesmos e à função de bloqueio, reactivar e “bloquear“ o utilizador outra vez no
quadro de medição/ajustes rápidos.
bu10d12p
-- 5 1 --

9.2.3 Controlo à distância
MENU PRINCIPAL
FUNCOES AUXILIARES
CONFIGURACOES
CONTROLES REMOT
OS
Toda a configuração executada para o controlo à distância é válida para todos os
eventuais mecanismos de avanço de fio conectados.
Eliminando--se a configuração ANALOG1, isto será válido para ambos os
mecanismos de avanço, quando se tem alimentação dupla.
MIG/MAG -- CONTROLES REMOTOS
ESQUECER ALTERACOES: ACTIVO
OP. DIGITAL: 5--PROG.
ANALOG. 1: NADA
ANALOG. 2: NADA
VOLTA
ENTRA
Posicionar o marcador em IGNORAR MODIFICAÇÃO. Premir ENTRA para obter
uma lista de alternativas.
Com a função ignorar modificação na posição “ligado“ têm--se sempre refeitos os
dados originais da posição de memória que se usou, após cada parada de
soldadura.
Isto equivale a dizer que, caso se tenha feito uma modificação nas relações da linha
de sinergia, p. ex., adicionar +2V de tensão, soldar e parar, esta modificação
desaparecerá e os dados originais retornarão.
Pode--se utilizar esta função, por exemplo, em testes de novos dados de soldadura.
Configuração para controlo à distância dig ital
Ao usar controlo à distância digital, indicar que tipo de controlo é utilizado: de 5
programas ou de 32 programas. Tendo--se um maçarico com opção para 3
programas, escolhe--se a alternativa de 5 programas.
Colocando--se o marcador na linha CONTROLODIGITAL e premindo ENTRA,
obtém--se uma lista na qual se pode escolher uma alternativa.
COD. BINARIO
5--PROG.
bu10d12p
-- 5 2 --

Configuração para controlo remoto analógico
Quando se utiliza controlo remoto analógico deve--se indicar na caixa de ajustes
qual ou quais potenciómetros (2 no máximo) se deseja usar.
Os potenciómetros denominam--se na caixa de ajustes ANALOG 1 e ANALOG 2 e
referem--se cada um ao seu parâmetro estabelecido no processo de soldadura, p.
ex., tensão (ANALOG 1) e avanço do fio (ANALOG 2) em soldadura MIG/MAG.
Posicionando--se o marcador na linha ANALOG 1 e
carregando em ENTRA, obtém--se uma lista
Agora também se pode escolher se o
potenciómetro ANALOG 1será utilizado
(TENSÃO) ou não (NENHUMA).
Escolha a linha TENSÃO e carregue em ENTRA
MIG/MAG -- CONTROLES REMOTOS
The following
display apppears
OP. DIGITAL: 5--PROG
ANALOG 1: VOLTAGE
ANALOG 2: NADA
GAMA DAS ENTRADAS:
ANALOG. 1, DIG + /-- MIN: # 8.0 V
Posicionando--se o marcador na linha ANALOG 2 e
carregando em ENTRA, obtém--se uma lista
Agora também se pode escolher se o
potenciómetro ANALOG 2 será utilizado VELOC.
DO FIO ou não NADA.
MAX:
NADA
TENSAO
50.0 V
*
VOLTA ENTRA
NADA
VELOC.DOFIO
Escolha a linha VELOC. DO FIO e carregue em ENTRA
MIG/MAG -- CONTROLES REMOTOS
The following
display apppears
OP. DIGITAL: 5--PROG
ANALOG 1: TENSAO
ANALOG 2: VELOC. DO FIO
GAMA DAS ENTRADAS:
ANALOG. 1, DIG + /-- MIN: # 8.0 V
MAX:
ANALOG 2 MIN: # 1.5 m/min
MAX:
VOLTA ENTRA
50.0 V
*
25 m/min
*
Deve-- se também estabelecer a amplitude de controlo para o(s) potenciómetro(s) a
ser(em) utilizado(s). Isto faz--se introduzindo na caixa de ajustes um valor mínimo e
um valor máximo com os botões de mais/menos.
Isto aplica --se para não sinergia. Em sinergia, ajusta--se +-- 10 V em ANALOG1 em
relação à linha de sinergia escolhida, ANALOG 2 alimentação do fio, ajusta--se
como em não sinergia.
bu10d12p
-- 5 3 --

9.2.4 MIG/MAG ajustes básicos
FUNCOES AUXILIARES
CONFIGURACOES
MENU PRINCIPAL
PARAM. EM
MIG/MAG
9.2.4.1 Função do disparador
CONFIGURACOES -- PARAMETROS EM MIG/MAG
Posicione o marcador
até marcar a linha
FUNC.DO GATILHO
Prima ENTRA para
obter uma lista de
alternativas.
FUNC. DO GATILHO: 4--TEMPOS
CONFIGURACAO DAS TECLAS
VOLT. MEASURE IN PULSED PULSE
Posicione o marcador na linha de 2 TEMPOS na
lista e carregue em ENTRA. Assim estará
ajustada a função do = 2 TEMPOS.
VOLTA ENTRA
2--TEMPOS
4--TEMPOS
bu10d12p
CONFIGURACOES -- PARAMETROS EM MIG/MAG
FUNC. DO GATILHO: 2--TEMPOS
CONFIGURACAO DAS TECLAS
VOLT. MEASURE IN PULSED PULSE
VOLTA ENTRA
-- 5 4 --

9.2.4.2 Funções de botões suaves
MENU PRINCIPAL
FUNCOES AUXILIARES
CONFIGURACOES
PARAM. EM MIG/MAG
CONFIG. DAS
TECLAS
Foram mencionadas anteriormente as cinco teclas “soft“ da caixa de ajustes. Em
soldaduras MIG/MAG, o utilizador tem possibilidades de ajustar ele próprio as
funções para três dessas teclas, a partir de uma série de alternativas fornecidas.
Das cinco teclas soft, são as três mais à esquerda às quais se pode atribuir uma
certa função.
Pode--se escolher entre as seguintes alternativas:
S Fluxo de gás
S Alimentação do fio
S Comutação 2 tempos/4 tempos
S Enchimento de crateras LIGA/DESLIGA
S Arranque lento LIGA/DESLIGA
S Arranque a quente LIGA/DESLIGA
Atribuir uma dessas funções a uma tecla “soft“, é feito do seguinte modo.
A visualização abaixo é mostrada na janela de caracteres. Nessa visualização há
duas colunas: uma para função e outra para número de tecla.Ascifras1,2e3
representam cada uma a sua tecla, ou seja, a tecla mais à esquerdaéonúmero1e
assim sucessivamente. No exemplo a seguir atribuiremos à tecla número 1 a função
ENCHIMENTO DE CRATERAS LIGA/DESLIGA.
Posicione o marcador
até marcar a linha
CRATERA ON/OFF.
bu10d12p
ASSOCIAR FUNCOES AS TECLAS
Funcao Tecla
NADA 1 2,3
PURGADEGAS
AVANCO DO FIO
FUNC. DO GATILHO (2/4)
ENCHIM. CRATERA ON/OFF
CREEPSTART ON/OFF
HOTSTART ON/OFF
NADA NADA NADA VOLTA
-- 5 5 --

A visualização na janela de caracteres mostra que à tecla número 1 foi dada a
função ENCHIMENTO DE CRATERAS LIGA/DESLIGA. A cifra 1 foi movida para
baixo, para a linha ENCHIMENTO DE CRATERAS LIGA/DESLIGA e mais abaixo na
janela de caracteres pode--se ler o texto ENCH.CRT para a tecla esquerda.
ASSOCIAR FUNCOES AS TECLAS
Funcao Tecla
NADA 2,3
PURGADEGAS
AVANCO DO FIO
FUNC. DO GATILHO (2/4)
ENCHIM. CRATERA ON/OFF 1
CREEPSTART ON/OFF
HOTSTART ON/OFF
ENCH.
CRA TER.
NADA NADA VOLTA
Às outras duas teclas podem--se igualmente atribuir uma função a cada uma,
unindo uma das funções na coluna esquerda a um número de tecla na coluna
direita.
Caso se desejar atribuir uma nova função a um dos botões, posiciona--se o
marcador na linha NENHUM e prime--se o botão flexível que se deseja modificar. Na
janela de caracteres lê--se então o texto de botão NENHUM e agora se pode atribuir
uma nova função ao mesmo.
9.2.4.3 Medição da tensão em pulso curto
MENU PRINCIPAL
FUNCOES AUXILIARES
CONFIGURACOES
PARAM. EM MIG/MAG
VOLT.MEASURE IN
PULS.
São as seguintes as alternativas dos métodos de tensão em pulso curto:
--valor médio da tensão de pulso.
--valor médio da tensão.
Valor médio da tensão de pulso
A tensão é medida apenas na duração de pulsoeéfiltradaantesdovalordatensão
ser apresentado no mostrador.
Valor médio da tensão
A tensão é medida continuamente e filtrada antes do valor da tensão ser
apresentado.
Os valores de medição que se apresentam no mostrador usam--se como dados de
entrada para funções de qualidade internas e e xternas.
bu10d12p
-- 5 6 --

9.2.5 MMA ajustes básicos
Função reservada para utilização futura.
9.2.6 TIG ajustes básicos
Função reservada para utilização futura.
9.2.7 Ajustes básicos gerais
9.2.7.1 Limites de ajustes rápidos
MENU PRINCIPAL
FUNCOES AUXILIARES
CONFIGURACOES
PARAMETROS GERAIS
ACESSO RAPIDO
LIMITES
A configuração de uma tecla “soft” ao ajuste rápido efectua--se do seguinte modo.
PARAMETROS GERAIS -- ACESSO RAPIDO
Posicione o
TECLA NUMERO: 1
marcador na linha
do número da
tecla.
TENSAO: + 0.0 V
-- 0 . 0 V
VELOC. DO FIO: + 0.0 m/min
-- 0 . 0 m / m i n
CONJ. DE PARAM. ASSOCIADO: 16
DIP/SPRAY,Aco Carbono ,Ar+8% CO2, 1.2 mm
VOLTA
As teclas são numeradas de1a4daesquerda para a direita. Escolha a tecla
desejada indicando o número desta com o auxílio das teclas mais/menos.
Mova depois para baixo com a tecla seta abaixo até à linha “DADO DE
SOLDADURA ASSOCIADO”. Aqui pode--se folhear entre os conjuntos de dados de
soldadura armazenados na memória de dados de soldadura. Escolha o número de
dado de soldadura desejado com o auxílio das teclas mais/menos.
Quando se chama um conjunto de dados de soldadura através da tecla de ajuste
rápido, tem--se ainda a possibilidade de ajustar os parâmetros de soldadura
disponíveis. Caso se deseje limitar a possibilidade de ajustar esses parâmetros,
pode--se indicar um limite superior e um inferior para cada um deles.
bu10d12p
-- 5 7 --

Os parâmetros de soldadura disponíveis para ajuste são os seguintes:
S para MIG/MAG
S Velocidade de avanço do fio
e
S Tensão
S para MMA
S Corrente de soldadura
S para TIG
S Corrente de soldadura
S fparaCorteaarcodecarvão
S Tensão
Os limites para ajustes de parâmetros são estabelecidos conforme abaixo.
Para cada parâmetro indica--se um valor positivo (limite superior) e um valor
negativo (limite inferior), em que o ajuste original do conjunto de dados de soldadura
constitui a referência.
PARAMETROS GERAIS -- ACESSO RAPIDO
Posicione o
TECLA NUMERO: 1
marcador na linha
do parâmetro de
soldadura actual,
p. ex., TENSÃO.
TENSAO: + 0.0 V
-- 0 . 0 V
VELOC. DO FIO: + 0.0 m/min
-- 0 . 0 m / m i n
CONJ. DE PARAM. ASSOCIADO: 16
DIP/SPRAY,Aco Carbono ,Ar+8% CO2, 1.2 mm
VOLTA
Indique o valor desejado para os limites superior e inferior com o auxílio das teclas
mais/menos.
9.2.7.2 Sinais de arranque duplos
CONFIGURACOES -- PARAMETROS GERAIS
ACESSO RAPIDO LIMITES
COMANDO DE INICIO DUPLO ON
VOLTA ENTRA
Com esta alternativa ligada, possibilita--se um arranque do mecanismo de avanço
do fio MIG/MAG a partir do cartão TIG (universal).
Igualmente, torna--se possível o arranque do maçarico TIG a partir do mecanismo
de avanço do fio.
Esta função pode ser u tilizada em aplicações mecanizadas.
bu10d12p
-- 5 8 --
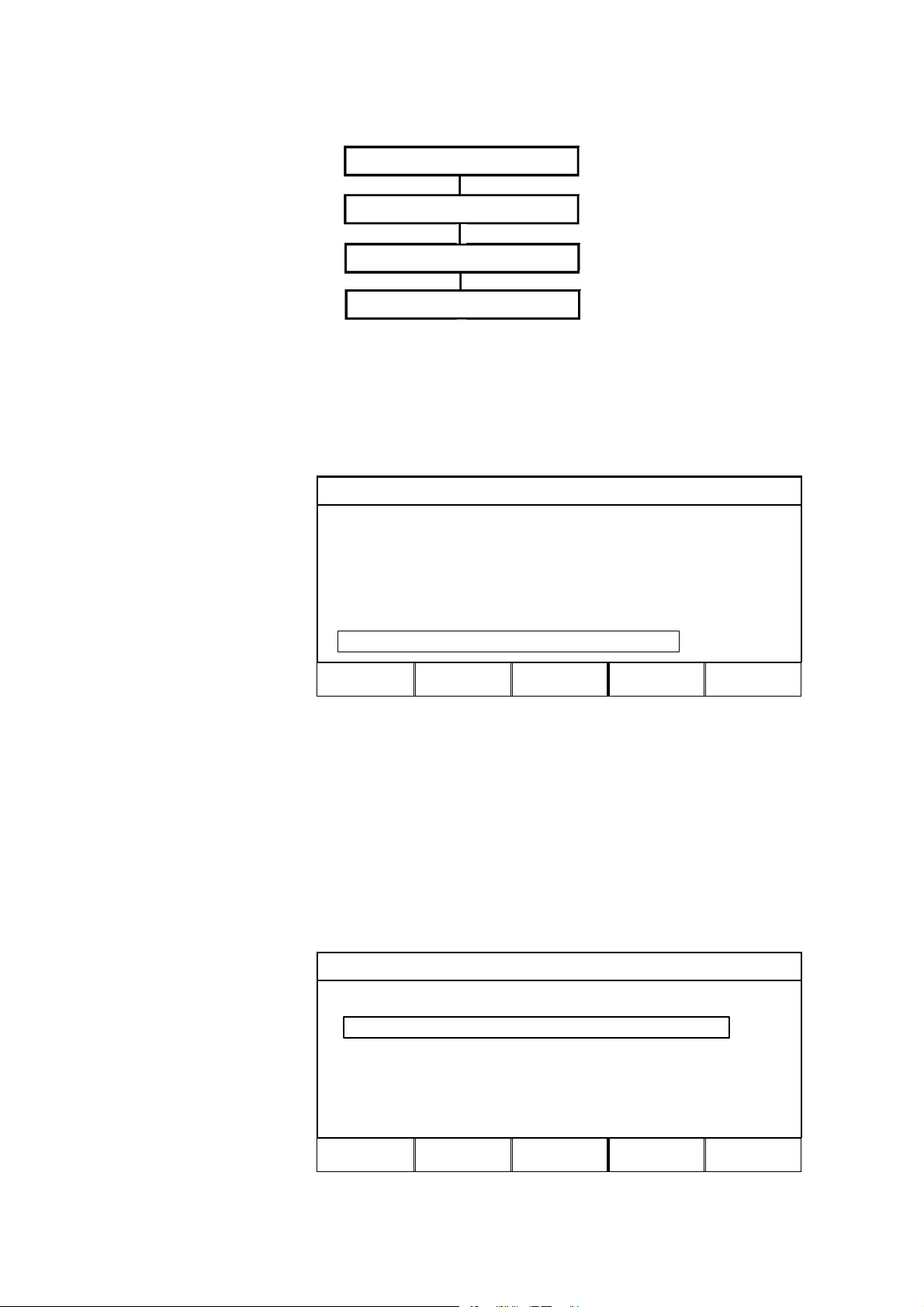
9.2.8 Mecanismos de avanço de fio múltiplos
MENU PRINCIPAL
FUNCOES AUXILIARES
CONFIGURACOES
VARIOS ALIMENT. DE
FIO
Todos os novos mecanismos de avanço de fio são fornecidos com o número de
identificação 0.
A primeira coisa a fazer, é mudar este valor num dos mecanismos de avanço
(aplica--se unicamente a mecanismos de avanço múltiplos).
FUNCOES AUXILIARES -- CONFIGURACOES
Posicionar o
marcador na linha
de mecanismos de
avanço de fio
múltiplos, premir
ENTRA
IDIOMA: PORTUGUES
BLOQUEIO DE ACESSO:
CONTROLES REMOTOS
PARAMETROS EM MIG/MAG.
PARAMETROS EM SER.
PARAMETROS EM TIG.
PARAMETROS GERAIS.
VARIOS ALIMENT. DE FIO
VOLTA ENTRA
A mudança do número de identificação faz --se do seguinte modo:
Primeiro, conecta--se um mecanismo de avanço novo, depois vai--se até ao quadro
“MECANISMOS DE AVANÇO MULTIPLOS“, prime--se e liberta--se o botão do
maçarico para activar este mecanismo de avanço. Em seguida ler na linha superior
qual é o número do mecanismo de avanço de fio (a primeira vez deverá ser 0). Após
isso, escolher um novo número de identificação entre0e3.
VARIOS ALIMENT. DE FIO
Colocar o marcador na
linha ESCOLHER
NOVO Nº IDENTIF.
Introduzir o número
desejado, entre0e3,
utilizando os botões
mais/menos. Premir
ENTRA.
ID NUMERO ATUAL
ESCOLHA UM ID NUMERO NOVA 0
ALIM. DE FIO PRESENTES
VOLTA ENTRA
bu10d12p
-- 5 9 --

Na linha superior a cifra correspondente ao número de identificação passará a ser o
número desejado.
Em seguida, conectar o mecanismo de avanço de fio seguinte e premir o botão do
maçarico para activar este mecanismo. Então, pode--se ver que o mecanismo de
avanço de fio tem o número de identificação 0.
Agora a configuração está pronta e pode--se começar a utilizar o equipamento
normalmente. Do mesmo m odo, há agora possibilidade de configurar nada menos
que quatro mecanismos de avanço de fio. O importante, quando se trabalha com
mecanismos de avanço de fio múltiplos, não é o número de identificação que se
atribui ao mecanismo e sim que se atribuam números diferentes para se os poder
distinguir uns dos outros.
Se for atribuído por engano o mesmo número de identificação a dois mecanismos
de avanço de fio, recebe--se a mensagem de falha 15 continuamente no mostrador.
Desconectar um dos mecanismos de avanço e recomeçar com o procedimento
acima descrito uma vez mais.
Pode--se sempre ir até ao quadro de configurações e verificar o número de
identificação do mecanismo de avanço conectado, premindo o botão do maçarico.
Na linha IDENT. MECANISMOS DE AVANÇO LIGADOS vêem--se os números de
identidade de todos os mecanismos de avanço de fio conectados.
9.2.9 Mecanismos de avanço de fio múltiplos — dados de soldadura
Os dados de soldadura são conectados individualmente ao mecanismo de avanço
de fio respectivo. Para conectar dados a um mecanismo de avanço, este terá que
estar activo. Nesse caso, retorna-- se com os dados como de costume (ver sob o
manuseio da memória, ponto 7) e fazem--se os eventuais ajustes. Tudo isto, será
então acoplado ao mecanismo de avanço que está activo.
Para activar o mecanismo de avanço de fio seguinte, toma--se o maçarico, prime--se
o botão do mesmo e retorna--se depois com os dados que se deseja ter acoplados a
este mecanismo de avanço.
Pode--se conectar qualquer número de dados de soldadura a qualquer mecanismo
de avanço de fio que se desejar.
9.2.10. Mecanismos de avanço de fio múltiplos — controlo à distância
O controlo à distância actua sobre o mecanismo de avanço de fio para o qual está
conectado. O controlo de 5 programas retoma os dados de diferentes posições de
memória, dependendo do número de identificação do mecanismo de avanço de fio.
O mecanismo de avanço com número de identificação 0 retoma os dados de
soldadura da posição1à5
O mecanismo de avanço com número de identificação 1 retoma os dados de
soldadura da posição 11 à 15
O mecanismo de avanço com número de identificação 2 retoma os dados de
soldadura da posição 21 à 25
O mecanismo de avanço com número de identificação 3 retoma os dados de
soldadura da posição 31 à 35
Todos os limites introduzidos no quadro de ajustes rápidos e de configuração do
controlo aplicam --se a todos os mecanismos de avanço de fio.
bu10d12p
-- 6 0 --

9.3 Funções de qualidade
MENU PRINCIPAL
FUNCOES
FUNCOES DE QUALIDADE
AUXILIARES
As funções de qualidade mantêm em ordem uma série de dados interessantes para
soldaduras individuais.
Estas funções são:
Tempo de início da soldadura
Tempo de duração da soldadura
Corrente intermédia, máx. e mín. para a soldadura
Tensão intermédia, máx. e mín. para a soldadura
Efeito intermédio, máx. e mín. para a soldadura
Além disso, pode--se digitar nos botões o comprimento da junção de soldadura e a
unidade de dados de soldadura calcula a energia da secção.
Também é indicado o total de soldaduras desde o último restabelecimento. Pode-- se
armazenar no máximo 100 informações de soldaduras. Após estas 100 primeiras,
as demais soldaduras são ignoradas. A soldadura deve ter uma duração superior a
4.0 s para ser registada.
A última soldadura registada é vista no display mas também é possível folhear entre
as demais soldaduras registadas.
Quando se carrega em RESET, todas as variávies retornam a zero.
FUNCOES DE QUALIDADE
SOLD 1 START: 01--JUN--97 12:00.02
TEMPO DE SOL: 0.0s
COMP. FI 0 cm ENT. TERM. 0.0kJ/cm
MED. MAX MIN
I(Amp) 0.00 0.00 0.00
U(V) 0.00 0.00 0.00
P(kW) 0.00 0.00 0.00
NR. SOLDAD. DESDE ULT. RESET: 0
RESET VOLTA
Escolhe--se um certo tipo de soldadura aumentando/diminuindo com
ou
e com o marcador colocado na linha que mostra a soldadura actual.
Pode--se indicar o comprimento da junção de soldadura no campo respectivo para
obter a energia da secção de modo correspondente.
bu10d12p
-- 6 1 --

9.4 Estatística de produção
MENU PRINCIPAL
FUNCOES
ESTATISTICAS DE PROD.
AUXILIARES
As estatísticas de produção devem informar sobre o tempo total do arco, a
quantidade total de material e o total de soldaduras desde o último restabelecimento. Além disso, devem informar sobre os tempos de arco e quantidades de material
utilizados na última soldadura. A título de esclarecimento, também é mostrada a
relação massa por unidade de comprimento que foi calculada para a massa e
quando ocorreu o último restabelecimento.
O total de soldaduras não aumenta se os tempos de arco forem inferiores a 4 s. Por
esta razão, não é indicado quanto material foi consumido especificamente para
estas soldaduras curtas. Entretanto, é calculado o consumo de material e o tempo
no cômputo global de material e tempo.
Quando se carrega em RESET, são retornados a zero todos os contadores e o
último restabelecimento mostra a data e a hora actuais.
ESTATISTICAS DE PRODUCAO
ULT.SOLD TOTAL
TEMPO DE ARCO 181 min 24s 0s
FIO CONSUMIDO 0g 0g
BASEADO EM 0.09g/m
NUM. DE SOLDAD 0
ULTIMO RESET 01--JUN--97 12:00.02
RESET VOLTA
bu10d12p
-- 6 2 --

9.5 Log de erro
MENU PRINCIPAL
FUNCOES
LISTA DE ERROS OCORR.
AUXILIARES
Todos os erros ocorridos na utilização do equipamento de soldadura são
documentados como mensagens de erro no log de erro. Até 99 mensagens de erro
podem ser guardadas. Se o log de erro estiver cheio, ou seja, se forem guardadas
99 mensagens de erro, a mensagem de erro mais antiga será automaticamente
apagada quando surgir a próxima falha.
12 " Date Hora Unidade Erro
970422 15:52,24 CBOX 18
PerdadecontactocomAlim.defio
970422 16:54.04 CBOX 12
Perda de contacto com Unidade de I/0
970423 09:14,33 PSOURCE 6
Excesso no buffer de transmissao
APAGAR
APAGAR
TODOS
VER
TOTAL
VOLTA
9.5.1 Apagar mensagem de erro
Caso se deseje apagar a mensagem de erro, há duas possibilidades, cada uma
representada por uma tecla.
S Apagar mensagens marcadas
S Apagar todas as mensagens
9.5.2 Resumo de erros
Premindo--se a tecla MOSTRAR TOTAL, pode--se obter uma apresentação do total
de mensagens de erro registadas no log de erro. Aqui são mostradas também a
data e hora da mensagem de erro mais antiga e da última registada.
LISTA DE ERROS OCORRIDOS -- LISTA TOTAL
NUMERO TOTAL DE ERROS: 12
ERRO MAIS ANTIGO: 970417, 11:09,11
ERRO MAIS RECENTE: 970429, 13:04,45
VOLTA
bu10d12p
-- 6 3 --
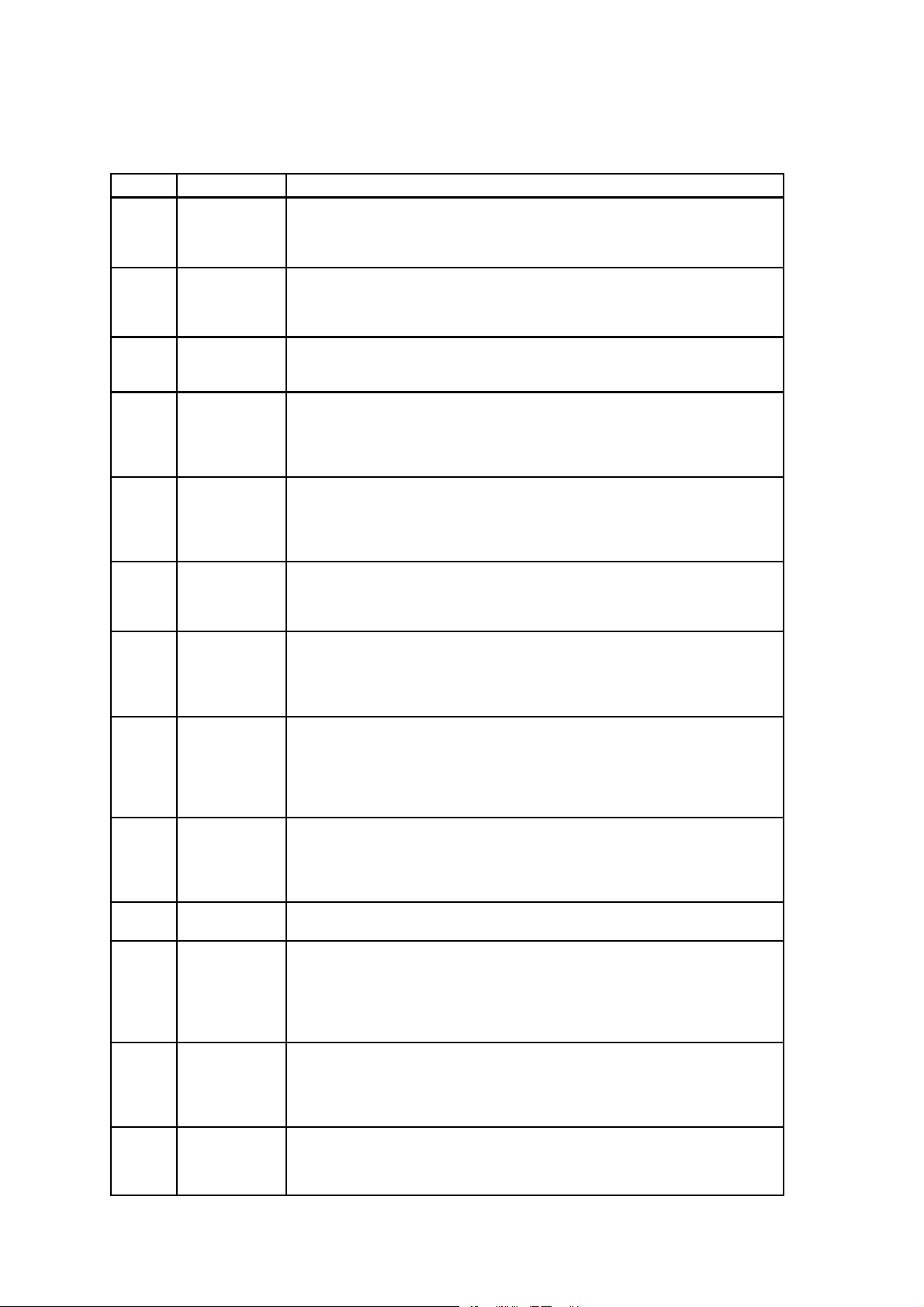
9.5.3 Mensagens d e erro
Segue abaixo, uma lista das mensagens de erro que podem ocorrer.
1 CBOX
PSOURCE
WFEED
2 CBOX
PSOURCE
WFEED
3 CBOX Erro na RAM externa
4 CBOX
PSOURCE
WFEED
5 PSOURCE Corrente contínua fora dos limites
6 PSOURCE Temperatura elevada
7 PSOURCE Corrente primária elevada
8 CBOX
PSOURCE
WFEED
9 PSOURCE
WFEED
10 PSOURCE Tensão contínua 3 fora dos limites de segurança
11 PSOURCE
WFEED
12 CBOX
PSOURCE
WFEED
14 CBOX Bus de comunicação desligado
Erro na soma de controlo EPROM
Falha na memória do programa -- O teste é efectuado apenas na iniciação, após ser ligada a corrente. Nenhuma função é bloqueada por
esta falha.
Erro na RAM, microprocessador
Falha na RAM interna do processador -- O teste é efectuado apenas
na iniciação, após ser ligada a corrente. Nenhuma função é bloqueada por esta falha.
O teste é efectuado apenas na iniciação, após ser ligada a corrente.
Nenhuma função é bloqueada por esta falha.
Queda de corrente de 5V na corrente de alimentação
Por algum motivo, houve uma queda na corrente de alimentação do
computador. Pode ocorrer ao ser desligada a máquina mas também
pode depender de alguma falha na corrente de alimentação do cartão.
A corrente do rectificador da rede está demasiado baixa ou alta, o
que pode ser causado por fortes transientes na rede ou por uma rede
fraca. A unidade de inversão desliga--se automaticamente em seguida
e mantém--se bloqueada até a corrente descer abaixo do limite.
Temperatura demasiado alta na fonte de corrente de soldadura. Pode
ser causado por sobrecarga, avaria na ventoinha de arrefecimento ou
falha de outro componente.
A unidade de inversão consome corrente excessiva à tensão contínua
com a qual é alimentada. A unidade de inversão desliga--se automaticamente em seguida e mantém--se bloqueada até a falha ser reparada.
Tensão contínua 1 fora dos limites de segurança
CBOX: Tensão da bateria demasiado baixa
PSOURCE: A tensão de alimentação interna +15VC é demasiado alta
ou baixa.
WFEED: A tensão de alimentação interna 15V é demasiado alta ou
baixa.
Tensão contínua 2 fora dos limites de segurança
PSOURCE: A tensão de alimentação interna --15VC é demasiado alta
ou baixa.
WFEED: A tensão de alimentação interna 20V é demasiado alta ou
baixa.
A tensão de alimentação interna +15VB é demasiado alta ou baixa.
Falha na unidade servo
PSOURCE: A unidade servo não consegue manter a corrente ordenada pelo computador. Há uma diferença constante entre a resposta
de shunt e o valor pré--ajustado.
WFEDD: O servomecanismo da velocidade do fio não consegue manter a velocidade de fio ordenada pelo computador.
Estado de advertência na comunicação bus
O conta--erros do circuito bus possui um valor tão elevado que emite
uma advertência. Se o conta--erros continuar a aumentar, o circuito
bus será colocado no estado de “bus--off“ se o contacto com a unidade de dados de soldadura (caixa de ajustes) for interrompido.
O conta--erros do circuito bus apresenta um valor tão elevado que
entra no estado de “bus--off“. Para o restabelecimento é necessário
desligar a corrente eléctrica.
bu10d12p
-- 6 4 --

15 CBOX
PSOURCE
WFEED
Perda da mensagem junto ao bus de comunicação
O circuito de bus indica que uma mensagem se perdeu devido à última mensagem recebida ter--se sobreposto à anterior. Nenhuma função é bloqueada por esta falha.
17 CBOX Falta de contacto com o mecanismo de alimentação do fio
Uma mensagem de identificação é usada para controlar continuamente se uma determinada unidade ainda está na rede. “Time out“ como
resposta resulta nesta mensagem de falha. A ordem de paragem é
emitida imediatamente à fonte de corrente.
18 CBOX Falta de contacto com a fonte de corrente
Uma mensagem de identificação é usada para controlar continuamente se uma determinada unidade ainda está na rede. “Time out“ como
resposta resulta nesta mensagem de falha. A ordem de paragem é
emitida imediatamente ao mecanismo de alimentação do fio.
19 CBOX Falha na RAM suportada por bateria
Um “byte“ na memória RAM alimentada por bateria é utilizado num
teste aleatório. Se a bateria perder tensão, o valor não coincidirá ao
ser realizado o teste na iniciação seguinte, ocorrendo então um restabelecimento geral da memória de dados de soldadura.
Este restabelecimento faz com que todas as posições de dados de
soldadura sejam retornadas a zero. O ajuste em questão será: MIG/
MAG, DIP/SPRAY, Fe, CO2, 1,2 mm.
20 CBOX Ajustes não aceitáveis armazenados na RAM
Foi detectado um valor não permitido entre os parâmetros de ajuste
numéricos. A detecção da falha implica num restabelecimento da memória de dados de soldadura. O teste é efectuado apenas na iniciação, após ser ligada a corrente. Nenhuma função é bloqueada por
esta falha.
21 CBOX Ajustes incompatíveis armazenados na RAM
Os valores ajustados para o método, material, gás e fio constituem
uma combinação não permitida. A detecção da falha implica num restabelecimento da memória de dados de soldadura. Nenhuma função
é bloqueada por esta falha.
22 CBOX Overflow no buffer de emissão
A memória de buffer que está a emitir ficou sobrecarregada. Esta falha pode ser causada por uma interrupção na linha de bus. Para o
restabelecimento é necessário desligar a corrente eléctrica.
23 CBOX Overflow no buffer de recepção
A memória de buffer que está a receber ficou sobrecarregada. Esta
falha ocorre devido ao microprocessador na caixa de ajustes carregar
excessivamente a memória, recebendo maior número de mensagens
do que é capaz de manusear. Para o restabelecimento é necessário
desligar a corrente eléctrica.
25 CBOX Formato de dados de soldadura incompatível
Quando a caixa de ajustes é carregada com dados de soldadura (não
dados de soldadura individuais mas transferências de blocos de dados de soldadura), esta recebe um número de versão para o formato
de dados de soldadura. Se este número não coincidir com a versão
do formato de dados de soldadura da caixa de ajustes, surgirá este
aviso de falha.
26 PSOURCE
WFEED
O “Watchdog“ provocou um restabelecimento
O “watchdog“ interno do processador forneceu um aviso, isto é, alguma coisa impediu o processador de efectuar as suas funções normais
no loop principal, dentro do limite de tempo estabelecido (64 ms).
Quando isto ocorre, o processador é restabelecido e depois arranca
de novo. Quando o programa executa as suas iniciações, é detectado
que a causa do rearranque é proveniente do “watchdog“, sendo então
emitido este aviso de falha. Nenhuma função é bloqueada por esta
falha.
27 WFEED Não há fio de soldadura
Acabou--se o fio de soldadura no mecanismo de alimentação.
bu10d12p
-- 6 5 --

28 CBOX
PSOURCE
WFEED
Overflow na pilha
A pilha (zona de memória usada pelo processador para armazenagem temporária de dados) ficou sobrecarregada. A falha pode ser
causada por uma sobrecarga de trabalho anormal no processador.
29 PSOURCE Não há fluxo de água
O monitor do fluxo de água emitiu um aviso de que não há nenhum
fluxo de água.
30 CBOX Falta de contacto com a unidade TIG I/O
Uma mensagem de identificação é usada para controlar continuamente se uma determinada unidade ainda está na rede. “Time out“ como
resposta resulta nesta mensagem de falha. A ordem de paragem é
emitida imediatamente à fonte de corrente.
31 CBOX Não há resposta do cartão do display
O processador não recebe nenhuma confirmação do cartão do display (normalmente o cartão confirma todos os comandos fornecidos
pelo processador). Nenhuma função é bloqueada por esta falha, além
do próprio display que pode deixar de funcionar.
32 WFEED Não há fluxo de gás
O monitor de fluxo de gás emitiu um aviso de que não há nenhum
fluxo de gás.
bu10d12p
-- 6 6 --

9.6 Linhas de sinergia de definição própria para MIG/MAG
MENU PRINCIPAL
FUNCOES
LINHAS SINERG. PROPRIAS
AUXILIARES
É possível criar as suas próprias linhas de sinergia com vistas a velocidade de
avanço do fio e tensão. Um máximo de dez dessas linhas de sinergia podem ser
guardadas.
A criação de um nova linha de sinergia é feita em duas etapas.
1. Defina a nova linha de sinergia indicando o total de coordenadas para tensão e
velocidade do fio, ver os pontos A--D na figura abaixo.
Tensão
D
C
B
A
Velocidade de avanço
2. Indique a que combinação de fio--gás a linha de sinergia é aplicável.
9.6.1 Indique as coordenadas de fio--tensão
Para criar uma linha de sinergia para o método arco curto/arco pulverizado, são
requeridas quatro coordenadas e, para o método de pulso, duas coordenadas.
Essas coordenadas posteriormente têm que ser guardadas sob a forma de números
de dados de soldadura específicos na memória de dados de soldadura.
Proceda do seguinte modo:
1. Entre no menu principal e escolha o método MIG/MAG (arco curto/arco
pulverizado ou pulso) para o qual a linha de sinergia será aplicada.
2. Introduza os dados desejados de tensão e velocidade de avanço do fio para a
primeira coordenada.
3. Entre no menu para operação da memória e armazene a primeira coordenada
como dado de soldadura número 96.
S As quatro coordenadas para uma linha de arco curto/arco pulverizado têm
que ser guardadas como números 96, 97, 98 e 99.
Além disso, aplica--se o seguinte:
S um número de dado de soldadura mais elevado deverá conter valores
mais elevados de tensão e velocidade de avanço do fio do que o
número de dados de soldadura imediatamente anterior.
S os parâmetros indutância, tipo de regulador e Arranque a quente --tensão
têm que ter o mesmo valor em todos os quatro números de dados de
soldadura.
S As duas coordenadas para a linha de pulso têm que ser guardadas como
números 96 e 97. Além disso, aplica--se o seguinte:
S um número de dados de soldadura mais elevado deverá conter valores
mais elevados de tensão, velocidade de avanço d o fio e frequência de
pulso do que o número de dados de soldadura imediatamente anterior.
bu10d12p
-- 6 7 --

S os parâmetros tempo de pulso, Arranque a quente--tensão, Ka, Ki, bem
como os parâmetros de slope têm que ter o mesmo valor em ambos os
número de dados de soldadura.
S Os dados de enchimento de crateras devem ser guardados como dados de
soldadura número 96 e aplicam--se a ambos os métodos
(arco curto / pulso).
4. Defina o total de coordenadas necessárias e depois siga adiante até “Indicar
combinação válida fio--gás”.
9.6.2 Indicar combinação válida fio--gás
Proceda do seguinte modo:
1. Introduza a visualização para operação das suas linhas de sinergia próprias.
MENU PRINCIPAL
Posicione o
marcador na linha
TIPO DO FIO
FUNCOES
LINHAS SINERG. PROPRIAS
TIPO DO FIO: Aco Carbono
GAS DE PROTECCAO: Ar+20%CO2
DIAMETRO DO FIO: 1.2 mm
AUXILIARES
CRIAR LINHAS SINERGICAS PROPRIAS
e prima ENTRA.
ARMAZENAR NOVA LINHA A PARTIR DE
CONJ. DE PARAMETROS 96, 97, 98, 99
APAGAR LINHA SINERGICA
VOLTA ENTRA
Escolha uma alternativa na lista mostrada (marque a alternativa e carregue em
ENTRA).
2. Em seguida escolha do mesmo modo um gás protector e uma dimensão de fio.
3. Marque a linha ARMAZENAR NOVA LINHA... e prima ENTRA.
Com isso a operação estará terminada -- uma nova linha de sinergia foi definida.
ATENÇÃO!
Quando se deseja utilizar a função de enchimento de crateras com pulso, tem que
haver uma linha de sinergia correspondente para arco curto/arco pulverizado, visto
que todos os dados de enchimento de crateras são do tipo arco curto/arco
pulverizado.
Por essa razão, quando se cria uma nova linha de sinergia para o método de pulso,
recebe--se sempre uma mensagem de advertência se não for criada uma linha
correspondente para o método de arco curto/arco pulverizado.
ATENÇÃO!
Falta linha de sinergia correspondente
para arco curto/pulverizado
bu10d12p
-- 6 8 --

9.6.3 Criar as próprias alternativas de fio/gás.
As listas com alternativas de fio e gás podem ser aumentadas com até 10
alternativas próprias. Na parte inferior de cada lista há uma linha em branco (------).
Posicionando o marcador nessa linha e premindo ENTRA obtém--se acesso a um
“teclado” que possibilita escrever as alternativas próprias.
CO2
Ar+20 % CO2
Ar+2 % O2
Ar+5 % O2+5 % CO2
Ar+8 % CO2
Ar+23% CO2
-- -- -- -- -- -- --
O “teclado” da caixa de ajustes usa --se do seguinte modo:
S Posicione o marcador no caracter do teclado com o auxílio das teclas de setas.
Prima a tecla soft “PRESS TECLA”.
Escreva uma cadeia de caracteres completa com um máximo de 20 caracteres
desse modo.
S Marque a tecla ENTRA do “teclado” () e prima a tecla soft “PRESS TECLA”,
com o que a alternativa de denominação própria surgirá na lista.
Para apagar uma alternativa de d enominação própria:
Marque a alternativa própria de fio ou gás na lista actual.
CRIAR LINHAS SINERGICAS PROPRIAS
Primaatecla
APAGAR.
TIPO DO FIO: Aco Carbono
GAS DE PROTECCAO: Ar+20%CO2
DIAMETRO DO FIO: 1.2 mm
ARMAZENAR NOVA LINHA A PARTIR DE
CONJ. DE PARAMETROS 96, 97, 98, 99
APAGAR LINHA SINERGICA
APAGAR VOLTA ENTRA
Uma alternativa para fio ou gás de denominação própria não pode ser apagada se a
mesma estiver incluída no conjunto de dados de soldadura que no momento se
encontra na memória de trabalho.
bu10d12p
-- 6 9 --

9.6.4 Apagar uma linha de sinergia de definição própria
Uma linha de sinergia de definição própria pode ser apagada se não estiver
activada, isto é, se não estiver incluída no conjunto de dados de soldadura que no
momento se encontra na memória de trabalho.
CRIAR LINHAS SINERGICAS PROPRIAS
Posicione o
marcador na linha
APAGAR LINHA
TIPO DO FIO: Aco Carbono
GAS DE PROTECCAO: Ar+20%CO2
DIAMETRO DO FIO: 1.2 mm
DE SINERGIA.
ARMAZENAR NOVA LINHA A PARTIR DE
CONJ. DE PARAMETROS 96, 97, 98, 99
APAGAR LINHA SINERGICA
VOLTA ENTRA
Uma nova visualização surge na janela de caracteres. Aqui, com o auxílio da tecla
PRÓXIMO, pode--se folhear entre as linhas de sinergia de definição própria que
estão guardadas.
CRIAR LINHAS SINERGICAS PROPRIAS
Localize a linha a
apagar e prima a
tecla APAGAR .
ESCOLHA LINHA SINERGICA A SER APAGADA
" PULSE, Ss duplex, Ar, 1.4 mm
PROXIM. APAGAR VOLTA
9.7 Comunicação serial
Função reservada para utilização futura.
bu10d12p
-- 7 0 --

9.8 Actualização do programa
MENU PRINCIPAL
FUNCOES AUXILIARES
ACTUAL. DO PROGRAMA
Áreas de ap licação
Com esta função pode--se, a partir de um cartão de PC, actualizar o software da
caixa de ajustes, fonte de corrente e unidade de avanço de fio.
ACTUALIZACAO DO PROGRAMA
Unidade Ver.atual PC--card
VERSAO GLOBAL
PROGRAMA DE “BOOT”
F. DE ALIMENT.
ALIM. DE FIO
UN. DE CONTROLE
1.50A
2.00A
1.31E
VOLTA
1.00B
1.12
1.50B
2.00A
1.31F
EFECT.
ACTUAL.
Versão actual Descreve que versão de programa está activa nesta uni-
dade.
Cartão de PC Descreve que versão de programa está armazenada no
cartão de PC desta unidade.
? Há uma unidade mas o computador não sabe qual é a
versão.
-- Não há nenhum programa para esta unidade no cartão
de PC
Versão de sistema Indica que conjunto de programas se encontra armaze-
nado no cartão de PC. Um conjunto de programas pode
constarde1a4programas(1paracadaunidade).
Programa boot Programa para manuseio da actualização.
Fonte de corrente Cartão de circuito impresso para comando da fonte de
corrente de soldadura.
Mecanismo de avanço
do fio
Unidade de dados de
Cartão de circuito impresso para comando do avanço de
fio.
Cartão de circuito impresso na caixa de ajustes.
soldadura
bu10d12p
-- 7 1 --

Como actualizar:
Escolher a(s) unidade(s) que necessita(m) de actualização, colocando o marcador
na linha respectiva e marcando ( ) as mesmas. Quando acabar de marcar o que
deverá ser actualizado, pressionar “EFECTUAR ACTUALIZ.“ e confirmar com “sim“
para iniciar a actualização.
ACTUALIZACAO DO PROGRAMA
Colocar o
marcador na linha
da unidade a
actualizar.
Unidade Ver.atual PC--card
VERSAO GLOBAL
PROGRAMA DE “BOOT”
F. DE ALIMENT.
ALIM. DE FIO
UN. DE CONTROLE
1.50A
2.00A
1.31E
VOLTA
1.00B
1.12
1.50B
2.00A
1.31F
EFECT.
ACTUAL.
S Premir o primeiro botão para marcar a unidade (torna--se pré--marcada) .
Premindo novamente o botão, anula--se a escolha feita (a marca desaparece).
Marca--se tantas unidades quantas forem necessárias actualizar, do mesmo
modo acima.
ACTUALIZACAO DO PROGRAMA
Premir SIM para
Unidade Ver.atual PC--card
actualizar. Este
processo pode
levar até 5 min.
A ATUALIZACAO DO PROGRAMA PODE
DEMORAR ATE 5 MIN. E.
bu10d12p
DESEJA ATUALIZAR MESMO ASSIM?
NAO SIM
-- 7 2 --

O seguinte quadro de diálogo é mostrado na janela de caracteres, durante a
actualização.
ACTUALIZACAO DO PROGRAMA
NAO DESLIGUE O EQUIPAMENTO DURANTE
ESTE PROCESSO!!
ATUALIZANDO F. DE ALIMENT.......
23% komplett
Quando a actualização está terminada, é mostrado o seguinte na janela de
caracteres.
ACTUALIZACAO DO PROGRAMA
ATUALIZACAO BEM SUCEDIDA O EQUIPAMENTO
PODE SER RELIGADO AGORA.
Agora, todas as unidades escolhidas foram actualizadas.
Para poder utilizar o equipamento de soldadura, é necessário arrancar novamente
com a fonte de corrente de soldadura.
S Girar o comutador da tensão da rede da fonte de corrente para a posição 0.
S Girar o comutador da tensão para a posição 1.
ATENÇÃO
Ter cuidado para que a tensão da rede da fonte de corrente não seja desligada
durante o processo de actualização. Se isto ocorrer num estád io prematuro da
actualização, será necessário chamar um técnico de serviço da ESAB.
bu10d12p
-- 7 3 --
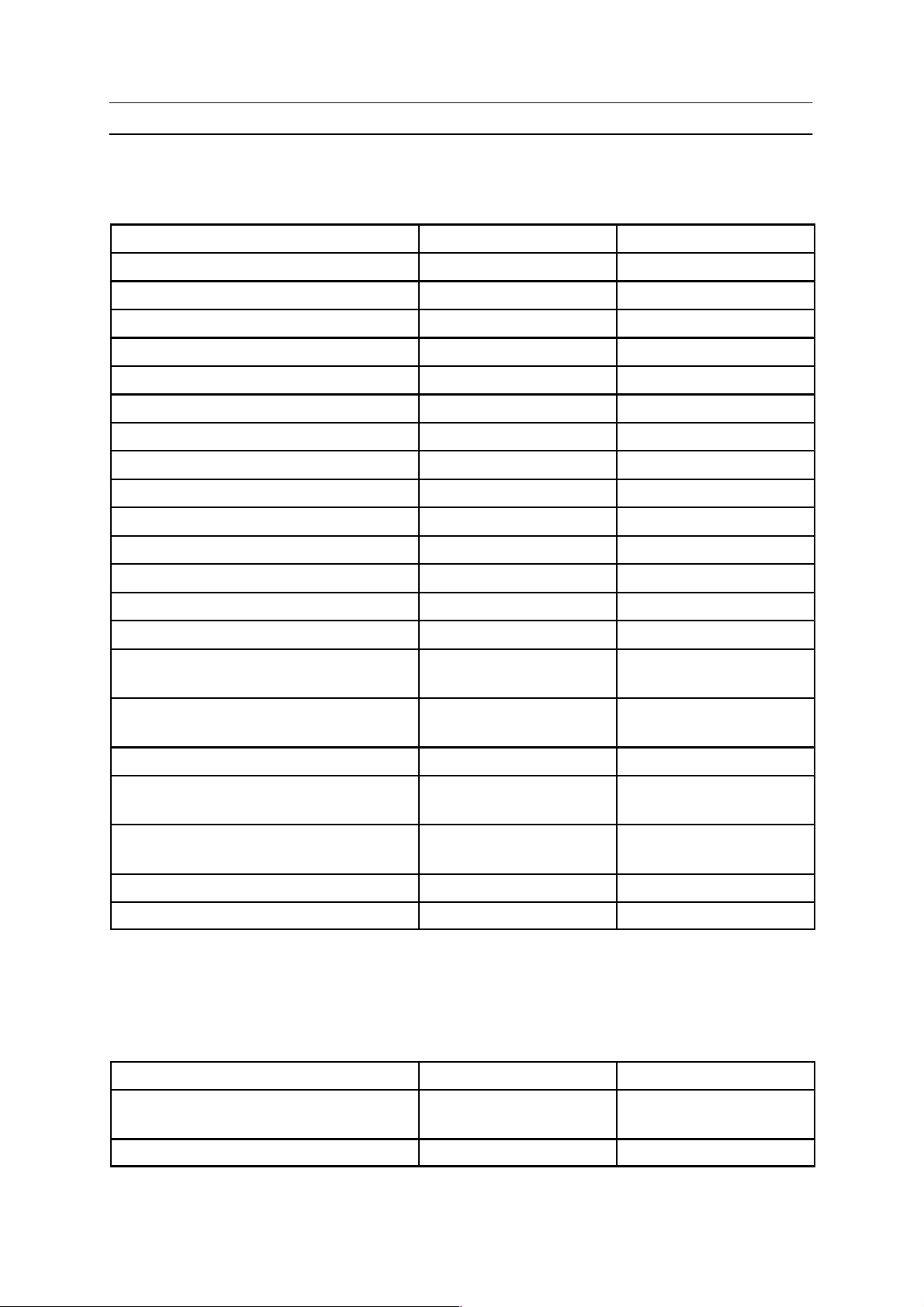
10 APÊNDICE
10.1 Áreas de ajuste e escalões de ajuste
MIG/MAG
Parâmetro Área de ajuste Escalão de ajuste
Velocidade de avanço do fio 1.5--25.0 m/min 0.1 m/min
Tensão 8.0 --60.0 V 0.25 V
Indutância 0-- 100 % 1%
Corrente de pulso 100-- 600 A 4A
Tempodepulso 1,7 -- 25,5 ms 0.1 ms
Frequência de pulso 20 -- 312 Hz 2Hz
Corrente de fundo 12--300 A 4A
Tempodeslope 1--9 1
Ka 0-- 100 % 1%
Ki 0--100 % 1%
Tempodepré--fluxodegás 0.0--25.0 s 0.1 s
Tempo de pós--fluxo de gás 0.0--25.0 s 0.1 s
Tempo de pós--queima 0.00--1.00 s 0.01 s
Tempo de arranque a quente 0.0--10.0 s 0.1 s
Velocidade de avanço do fio, Ar-
ranque a quente
Aumento de tensão, Arranque a
quente
Tempo de enchimento de crateras 0.0--10.0 s 0.1 s
Avanço do fio final, Enchimento de
crateras
Tensão final, Enchimento de crate ras
Pulso de desprendimento 10--120 % 1%
Tipo de regulador Type number 1--12 --
Os parâmetros em itálico não são disponíveis na posição de sinergia.
O parâmetro tipo de regulador não possui área de ajuste. Em soldaduras MIG/MAG
pode--se escolher entre doze diferentes tipos de regulador numerados de 1 a 12.
0.0--20.0 m/min 0.1 m/min
0.0--60.0 V 0.25 V
1.5--25.0 m/min 0.1 m/min
8.0--60.0 V 0.25 V
MMA
Parâmetro Área de ajuste Escalão de ajuste
Corrente de soldadura 16--320 A (Aristo 320)
16--450 A ( Aristo 450)
Pressãodoarco 0--100 % 1%
Os parâmetros em itálico não são disponíveis na posição de sinergia.
-- 7 4 --
bu10d12p
1A
1A
TIG
Parâmetro Área de ajuste Escalão de ajuste
Corrente, Corrente de pulso, Corrente de fundo
4--320 A ( Aristo 320)
4--450 A ( Aristo 450)
4A
4A
Tempodepulso 0.001--5.000 s 0.001 s
Tempo de fundo 0.001--5.000 s 0.001 s
Tempo de slope up 0.0--25.0 s 0.1 s
Tempo de slope down 0.0--25.0 s 0.1 s
Tempodepré--fluxodegás 0.0--25.0 s 0.1 s
Tempo de pós--fluxo de gás 0.0--25.0 s 0.1 s
Corte a arco de carvão
Parâmetro
Área de ajuste Escalão d e ajuste
Tensão 8.0 --60.0 V 0.25 V
Indutância 0-- 100 % 1%
Tipo de regulador Type number 1, 2, 5 --
Os parâmetros em itálico não são disponíveis na posição de sinergia.
O parâmetro tipo de regulador não possui uma área de ajuste. Em corte a arco de
carvão pode--se escolher entre três tipos de regulador numerados 1, 2 e 5.
bu10d12p
-- 7 5 --

10.2 Estrutura dos menus
MENU PRINCIPAL
pág.4
AJUSTAR
DADOS DE
ARRANQUE
MIG/MAG
pág.12
CARTÃO DE
MEMÓRIA
pág.48
VALORES DE
MEDIÇÃO
pág.7 pág.41
DADOS DE
PARAGE M
MIG/MAG
ARMAZENAR
pág.41
CONFIGURAÇÃO
pág.50 pág.62
pág.39
pág.12
FUNÇÕES Q
APAGAR
pág.43
pág.61
OPERAÇÃO
DA MEMÓRIA
RECHAMAR
ESTATÍSTICA
DE PRODUÇÃO
AJUSTE
RÁPIDO
pág.44
pág.47
COPIAR
LOG
ERRADO
FUNÇÕES
AUXILIARES
pág.44
pág.63
pág.48
LINHAS SINERGIA ESP.
DO CLIENTE
pág.67
COMUNICAÇÃO
SERIAL
pág.70
Não é usado.
PROGRAMA
ACTUALIZAÇÃO
pág.71
IDIOMA
pág.50
bu10d12p
FUNÇÃO DE
BLOQUEIO
pág.50 pág.52
CONTROLO À DISTÅNCIA
AJUSTE
BÁSICO MIG/
MAG
pág.54
-- 7 6 --
AJUSTE
BÁSICO MMA
pág.57
AJUSTE
BÁSICO TIG
pág.57
AJUSTES
GERAIS
pág.57
AVANCO DE
FIO MULTIPLOS
pág.59


Group H.Q. International directory of subsidiary and associated companies.
Agency network, by countries.
Group Headquarters
SWEDEN
Esab AB
Gothenburg
Tel:+4631509000
Fax:+4631509261
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
Nordic Countries
DENMARK
ESAB A/S
Köpenhavn--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
Esab Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
NORWAY
AS Esab
Larvik
Tel:+4733121000
Fax:+4733115203
SWEDEN
Esab Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
Europe excl. Nordic Countries
AUSTRIA
Esab Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. Esab N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 726 80 05
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
FRANCE
Esab Fr ance S.A.
Cergy Pontoise Cedex
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 204
ESAB--Hancock GmbH
Karben
Tel: +49 6039 400
Fax: +49 6039 40 301
KEBE--Ersatzteile GmbH
Rosbach
Tel: +49 6007 500
Fax: +49 6007 1216
GREAT BRITAIN
Esab Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
Esab Saldatura S.p.A.
Mesero (Mi)
Tel:+392979681
Fax:+39297289181
THE NETHERLANDS
Esab Nederland B.V.
Utrecht
Tel: +31 30 248 59 22
Fax: +31 30 248 52 60
POLAND
ESAB Sp.z.o.o
Oddzial w Polsce
Tel: +48 22 813 99 63
Fax: +48 22 813 98 81
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 1 837 1527
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
Esab Ibérica S.A.
Alcobendas (Madrid)
Tel: +34 91 661 55 80
Fax: +34 91 661 51 83
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 333 43 33
Fax: +55 31 361 31 51
CANADA
Esab Group Canada
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
USA
Esab Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 42 58
Far East
AUSTRALIA
ESAB Australia Pty Ltd
Ermington
Tel: +61 2 9647 1232
Fax: +61 2 9748 1685
INDONESIA
P.T. Esabindo Pratama
Jakarta
Tel: +62 21 460 01 88
Fax: +62 21 461 29 29
MALAYSIA
ESAB (Malaysia) Snd Bhd
Petaling Jaya
Tel: +60 3 703 36 15
Fax: +60 3 703 35 52
SINGAPORE
ESAB Singapore PTE Ltd
Singapore
Tel: +65 861 43 22
Fax: +65 861 31 95
Esab Asia/Pacific Pte Ltd.
Singapore
Tel: +65 861 74 42
Fax: +65 863 08 39
SOUTH KOREA
ESAB SeAH Corporation
Kyung--Nam
Tel:+825512898111
Fax: +82 551 289 88 63
THAILAND
ESAB (Thailand) Ltd
Bangkok
Tel: +66 2 393 60 62
Fax: +66 2 748 71 11
U.A.E.
ESAB Middle East
Dubai
Tel:+9714388829
Fax:+9714388729
Associated companies
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
SWEDEN
Gas Control Equipment AB
Malmö
Tel:+4640388300
Fax:+4640388330
Representative offices
ALGERIA
ESAB Algeria
Alger
Tel:+2132672493
Fax:+2132683290
BULGARIA
INTESA
Sofia
Tel: +359 2 980 17 15
Fax: +359 2 980 08 42
CHINA
ESAB Representative Office
Beijing
Tel: +86 10 6410 6493
Fax: +86 10 6410 6530
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
IRAN
Kavosh Azmoon
Teheran
Tel: +98 21 884 39 14
Fax: +98 21 884 13 46
ROMANIA
ESAB Representative Office
Bucharest
Tel: +40 1 211 75 02
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel: +7 095 93 79 820
Fax: +7 095 93 79 580
Agents
EUROPE
Cyprus, Greece, Malta
AFRICA
Angola, Cameron, Ethiopia,
Gabon, Ghana, Kenya, Israel,
Liberia, Morocco, Mocambique,
Nigeria, Senegal, South Africa,
Tanzania, Togo, Tunisia,
Zambia, Zimbabwe
ASIA
Bahrain, Hongkong, Japan,
Jordania, Korea, Kuwait,
Lebanon, New Guinea, Oman,
Pakistan, The Philippines,
Quatar, Saudi Arabia,
Sri Lanka, Syria, Taiwan,
Turkey, Vietnam, Yemen
LATIN AMERICA
Argentina, Bolivia, Chile,
Colombia, Costa Rica, Curacao,
Equador, El Salvador,
Guatemala, Honduras, Jamaica,
Paraguay, Peru, Trinidad,
Uruguay, Venezuela
Esab Welding Equipment AB
S--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
Fax +46 584 123 08
Tgm esablax
Telex 73108 esab s
990115
 Loading...
Loading...