


108
PUA 1
Manual de programmación
Aristo 320/450,
Aristo 320W/450W
0456 685 078 99.05.20
Valid for program version 2.2 ?A

ESPAÑOL
1 INTRODUCCIÓN 4...................................................
1.1 Menú general 4.............................................................
1.2 Modo de trabajo de la Unidad de regulación 4...................................
1.3 Selección de idioma 5.......................................................
1.4 Pantalla 6..................................................................
1.5 Mandos 7..................................................................
1.6 Generalidades sobre las regulaciones 7........................................
1.7 ENTER y CANCELAR 8.....................................................
2 Soldadura MIG/MAG 9...............................................
2.1 El hilo 9....................................................................
2.2 Synergia 9.................................................................
2.3 Regulaciones básicas 9......................................................
2.4 Regulaciones para la soldadura 12.............................................
2.5 Regulaciones de arranque y parada 12..........................................
2.6 Descarga de gas, alimentación manual de hilo y 2 tiempos /4 tiempos 13............
2.7 Configuración MIG/MAG 15...................................................
2.8 Ejemplo de regulación MIG/MAG 15............................................
3 Soldadura MMA 24...................................................
3.1 Sinergia 24..................................................................
3.2 Regulaciones básicas 24......................................................
3.3 Parámetros de soldadura 25...................................................
3.4 Configuración MMA 26........................................................
3.5 Ejemplo de regulación MMA 26................................................
4 Soldadura TIG 28.....................................................
4.1 Regulaciones básicas 28......................................................
4.2 Parámetros de soldadura 29...................................................
4.3 Configuración TIG 31.........................................................
4.4 Ejemplo de regulación TIG 31..................................................
5 CINCELADO CON ELECTRODO DE CARBONO 36......................
5.1 Sinergia 36..................................................................
5.2 Regulaciones básicas 36......................................................
5.3 Parámetros de soldadura 36...................................................
5.4 Ejemplo de regulación de cincelado con electrodo de carbono 37...................
6 VALORES MEDIDOS 39...............................................
6.1 Descripción de la imagen de valores medidos 39.................................
6.2 Modificar valores regulados 40.................................................
7 ADMINISTRACIÓN DE MEMORIA 41....................................
7.1 Almacenar 41................................................................
7.2 Borrar 43....................................................................
7.3 Llamar nuevamente a memoria 44..............................................
7.4 Copiar 44...................................................................
7.5 Control remoto 46............................................................
8 REGULACIÓN RÁPIDA 47.............................................
8.1 Descripción de la regulación rápida 47..........................................
8.2 Configuración de los mandos de regulación rápida 47.............................
TOCc
-- 2 --

ESPAÑOL
9 FUNCIONES SUPLEMENTARIAS 48....................................
9.1 Funciones de la tarjeta de memoria 48.........................................
9.2 Configuración 50.............................................................
9.3 Funciones de calidad 63......................................................
9.4 Estadística de producción 64..................................................
9.5 Registro de fallos 65..........................................................
9.6 Líneas de sinergia personalizadas para MIG/MAG 68.............................
9.7 Comunicación en serie 71.....................................................
9.8 Actualización del programa 72.................................................
10 APÉNDICE 75........................................................
10.1 Escalas de regulación y pasos 75..............................................
10.2 Estructura del menú 77.......................................................
TOCc
-- 3 --

1 INTRODUCCIÓN
ARISTO 2000 es uno de los equipos de mayor uso existentes en el mercado.
Para aprovechar el equipo al máximo, recomendamos la lectura de estas
instrucciones.
Notará que hay muchas funciones que facilitarán y m ejor ar án su trabajo.
Todos los ajustes se realizan desde la unidad de regulación PUA 1.
Rápidamente encontrará que es muy fácil utilizarla. Para encontrar en las
instrucciones las secciones que le interesen, vea:
Sección 1: Introducción y principios básicos
Secciones 2--5: MIG/MAG, MMA, TIG y cincelado con electrodo de carbono,
ajustes relacionados directamente a éstos parámetros.
Secciones 6--8: Medición, administración de memoria y ajustes rápidos.
Secciones 9--10: Funciones suplementarias y apéndice.
Consulte también la estructura del menú en la última página de esta publicación.
1.1 Menú general
ESAB -- Maquina desconocida
PROCEDIMENTO SOLDAD: MIG/MAG (HILO)
TIPO DE ARCO: CORTO/SPRAY
TIPO DE HILO: Macizo Fe
GAS DE PROTECION: Ar+8%CO2
DIAMETRO DE HILO: 1.2 mm
FUNCIONES AUXILIARES
AJUSTE MEDIDA MEMORIA
MODO
RAPIDO
VALIDAR
1.2 Modo de trabajo de la Unidad de regulación
La unidad de regulación comprende dos unidades; la memoria de trabajo yla
memoria de soldadura.
MEMORIA
PARÁMETROS
DE SOLDADURA
En la memoria de trabajo se crea un juego de parámetros de soldadura que luego
es almacenado en la memoria de soldadura.
BUSCAR
ALMACENAR
MEMORIA DE
TRABAJO
Al soldar, el proceso siempre es regulado por los parámetros de la m emoria de
trabajo. Por ello también es posible pasar un juego de parámetros desde la memoria
de soldadura a la memoria de trabajo.
Observe que la memoria de trabajo contiene siempre el último juego de parámetros
traspasado, es decir que la memoria de trabajo nunca está vacía o ”blanqueada”.
bu11d01c
-- 4 --

1.3 Selección de idioma
Los textos presentados en la unidad de regulación se pueden ver en seis idiomas.
Unidad de regulación
456 290--881
Inglés Inglés Inglés
Alemán Sueco Holandés
Francés Finlandés Español
Italiano Danés Portugués
Unidad de regulación
456 290--884
Inglés US Inglés
Úngaro Español
Polaco Francés
Unidad de regulación
456 290--882
Unidad de regulación
456 290--885
Portugués
Unidad de regulación
456 290--883
Para seleccionar idioma:
Comenzamos pasando al menú general pulsando la tecla MENÚ.
ESAB -- Maquina desconocida
Llevar el cursor
con las flechas
hasta el renglón
de FUNCIONES
AUXILIARESAS
y pulsar
VALIDAR.
PROCEDIMENTO SOLDAD: MIG/MAG (HILO)
TIPO DE ARCO: CORTO/SPRAY
TIPO DE HILO: Macizo Fe
GAS DE PROTECION: Ar+8%CO2
DIAMETRO DE HILO : 1.2 mm
FUNCIONES AUXILIARES
"
Lleve el cursor a la
línea de
CONFIGURACIONPul
se VALIDAR.
bu11d01c
AJUSTE MEDIDA MEMORIA
FUNCIONES AUXILIARES
OPERACIONES EN TARJETA DE MEMORIA
CONFIGURACION
FUNCIONES DE CALIDAD
ESTADISTICAS DE PRODUCCION
LISTADO DE ERRORES
DATOS SINERGICOS DE USUARIO
COMUNICACION SERIE
ACTUALIZACION SOFTWARE
-- 5 --
MODO
RAPIDO VALIDAR
SALIR VALIDAR

Pulse VALIDAR para
ver una lista de
alternativas.
FUNCIONES AUXILIARES -- CONFIGURACION
IDIOMA: ESPANOL
FUNCION DE BLOQUED:
CONTROLES REMOTOS
DATOS POR DEFECTO MIG/MAG
DATOS POR DEFECTO MMA
DATOS POR DEFECTO TIG
CONFIGURACION GENERAL POR DEFECTO
DOBLE ALIMENTADOR DE HILO
SALIR VALIDAR
Lleve el cursor a la línea de IDIOMA en
la lista y pulse VALIDAR.
1.4 Pantalla
ESAB -- LUD 450
PROCEDIMENTO SOLDAD: MIG/MAG (HILO)
TIPO DE ARCO: CORTO/SPRAY
TIPO DE HILO: Macizo Fe
GAS DE PROTECION: Ar+8%CO2
DIAMETRO DE HILO: 1.2 mm
FUNCIONES AUXILIARES
AJUSTE MEDIDA MEMORIA
MODO
RAPIDO
VALIDAR
ENGLISH
NEDERLANDS
ESPANOL
POTUGUES
En este manual, el cursor se indica como un recuadro del texto marcado. El cursor
de la unidad de regulación se muestra como un campo sombreado, por lo que el
texto marcado queda blanco.
Recuadros de texto
En la parte inferior de la pantalla hay cinco recuadros que indican la función
momentánea de los mandos que hay debajo.
Modo de espera
Para aumentar la vida útil de la iluminación del fondo, ésta se apaga después de
tres minutos si no hay actividad.
bu11d01c
-- 6 --

1.5 Mandos
Con las flechas se puede llevar el cursor a distintos niveles de la
pantalla.
Conlatecla se pasa siempre al menú general.
Los mandos más/menos se utilizan para aumentar (+) o disminuir (--) un
valor regulado.
Los mandos más/menos están marcados con el símbolo respectivo. La mayoría de
las regulaciones numéricas se pueden hacer con cualquiera de los mandos
más/menos, pero algunas deben hacerse con el mando ocon .(los símbolos
aparecen en el display).
Pulsando el mando en forma intermitente se aumenta/disminuye la regulación en
pasos pequeños. Si el mando se mantiene pulsado aumentan los pasos.
Mandos suaves
Los cinco botones en línea, debajo del
display, tienen funciones variables, son
botones “suaves“, es decir que tiene
diferentes funciones dependiendo del menú
en el que uno se encuentra. La función activa
en cada momento se indica en la línea
inferior del display (un punto blanco al lado
del texto indica que la función está activa).
RELL.
CRATER
D
1.6 Generalidades sobre las regulaciones
Hay tres tipos de regulaciones:
S Regulación de valores numéricos
S Regulación de alternativas predefinidas
S Regulación de Act./Desact. o Sí/No
1.6.1 Regulación de valores numéricos
Para regular valores numéricos se utilizan los mandos más/menos para
aumentar/disminuir un valor dado.
bu11d01c
-- 7 --

1.6.2 Regulación de alternativas predefinidas
Algunas regulaciones se realizan marcando una alternativa en una lista. Ejemplo de
lista:
MIG/MAG (HILO)
MMA (ELECTRODO)
TIG
RESANAR ARCOAIRE
En este ejemplo, el cursor esté en la línea de soldadura MIG/MAG. Pulsando
VALIDAR se selecciona esta alternativa.
Si se quiere seleccionar otra alternativa, se lleva el cursor a la línea correcta
subiendo o bajando con las flechas y pulsando VALIDAR.
Si se quiere dejar la lista sin seleccionar ninguna alternativa, se debe pulsar la tecla
SALIR.
Para algunas regulaciones, las posibilidades son tantas que no se pueden mostrar
todas al mismo tiempo. En estos casos, una flecha en la esquina superior o inferior
derecha indica que hay más alternativas, visibles pulsando las flechas.
1.6.3 Regulaciones ACT/DESACT y SÍ/NO
Para algunas funciones se puede regular ACT/DESACT y SÍ/NO. Por ejemplo la
función de sinergia en soldadura MIG/MAG y MMA. La regulación de ACT/DESACT
y SÍ/NO se puede realizar de dos formas:
Por un lado se puede seleccionar ACT o DESACT / SÍ o NO en una lista con
alternativas como se describe más arriba.
Por otro se pueden utilizar las teclas más/menos para seleccionar ACT/DESACT o
SÍ/NO.
S +(más) = ACT o SÍ
S -- (menos) = DESACT o NO
1.7 ENTER y CANCELAR
Las dos teclas ”suaves” a la derecha, quedan reservadas para VALIDAR y
SALIR.
S Al pulsar VALIDAR se ejecuta la selección realizada en un menú o una lista.
S Al pulsar SALIR se vuelve al menú o imagen anterior.
bu11d01c
-- 8 --

2 Soldadura MIG/MAG
2.1 El hilo
En la soldadura MIG/MAG se utiliza un electrodo enrollado en una bobina. En este
manual, se llama hilo a este tipo de electrodo.
2.2 Synergia
Cada una de las combinaciones de tipo de hilo, diámetro y mezcla de gas requiere
una relación específica entre velocidad de alimentación del hilo y tensión (longitud
de arco) para que el arco funcione bien y en forma estable. ARISTO 2000 tiene
varias ”líneas de sinergia” programadas.
Una vez que ha elegido la línea de sinergia programada que requiere su tipo de hilo,
diámetro y mezcla de gas, sólo necesita regular una velocidad de alimentación
apropiada para el objeto a soldar. La tensión (longitud de arco) se adapta
automáticamente conforme a la línea de sinergia seleccionada, lo que permite
encontrar con rapidez los parámetros de soldadura correctos.
En la soldadura MIG/MAG se puede utilizar la función de sinergia de la fuente de
corriente. Para ello el usuario regula los valores de:
S método
S tipo de hilo
S gas protector
S dimensión del hilo
A partir de estas regulaciones básicas ydelavelocidad de alimentación de hilo ,
el microprocesador regula los valores apropiados para los distintos parámetros de
soldadura. Estos parámetros varían según el método de soldadura seleccionado:
arco corto/ pulverizado o pulsación. Ver también la sección “Regulaciones de
datos de soldadura“ en el punto 2.4.
También se puede soldar con una combinación diferente de hilo y gas protector a
las que hay programadas en la unidad de regulación. Ello significa, sin embargo,
que el usuario mismo deba regular uno o varios parámetros.
2.3 Regulaciones básicas
Las regulaciones básicas se hacen en el menú principal de la unidad de regulación.
1. Proceso de soldadura = MIG/MAG
2. Método de soldadura
En la soldadura MIG/MAG se pueden seleccionar dos métodos de soldadura
diferentes.
S Arco corto/pulverizado
S Pulsación
3. Tipo de hilo, gas protector, dimensión del hilo
Las siguientes tablas muestran las combinaciones de hilo y gas protector que se
pueden realizar conforme a la sinergia de la fuente de corriente.
bu11d01c
-- 9 --

ARCO CORTO/PULVERIZADO
Tipo de hilo Gas protector
Hilo con o sin aleación
CO
2
(Fe)
Ar + 23% CO
Ar + 25% CO
Ar + 20% CO
Ar + 15% CO2+5%O
Ar +16% CO
Ar + 5%O2+5%CO
Ar + 8% CO
Ar + 2% CO
Hilo sólido inoxidable
Ar + 2% O
Ar + 2%O
2
2
(Ss)
Ar + 2% CO
Ar + 3%CO2+1%H
Ar + 30%He + 1%O
Ar + 32%He + 3%CO2+1%H20,8 1,0 1,2 1,6
Hilo dúplex inoxidable
Ar + 2% O
2
(Ss Dúplex)
Ar +30% He +1%O
Hilo de aluminio con
Ar 1,0 1,2 1,6
aleación de magnesio
(AlMg)
Hilo de aluminio con
Ar 1,0 1,2 1,6
aleación de sílice(AlSi)
Ar + 50% He 1,0 1,2 1,6
Hilo tubular relleno de
Ar + 20% CO
polvo de metal (Fe)
Ar+ 8% CO
Hilo tubular de rutilo
CO
2
relleno de fundente
(Fe)
Ar + 20% CO
Hilo tubular alcalino rel-
CO
2
leno de fundente
(Fe)
Ar + 20% CO
Hilo tubular inoxidable
Ar + 20% CO
relleno de fundente
(Ss)
Ar + 8% CO
AUTO PROTECTOR 1,6 2,4
Hilo tubular ss dúplex
Ar + 20% CO
de rutilo, relleno de fundente
Hilo tubular inoxidable
relleno de polvo de metal
Ar + 2% O
Ar +2% CO
Ar +8% CO
2
Ar + 20% CO
Dimensión del hilo (mm)
0,8 1,0 1,2 1,6
2
2
2
2
2
2
2
2
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
2
2
2
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
1,0
2
2
2
1,0
1,0 1,2 1,4 1,6
1,0 1,2 1,4 1,6
1,2 1,4 1,6
2
1,2 1,4 1,6
1,0 1,2 1,4 1,6
2
2
2
2
1,0 1,2 1,4 1,6
1,2
1,2
1,2
1,2
2
2
2
1,2
1,2
1,2
bu11d01c
-- 1 0 --

PULSACIÓN
Tipo de hilo Gas protector Dimensión del hilo (mm)
Hilo de baja aleación o
Ar + CO
2
0,8 1,0 1,2 1,6
sinaleación(Fe)
Ar + 20% CO
Ar + 23% CO
Ar +16% CO
Ar + 5%O2+5%CO
Ar + 8% CO
Ar + 2% CO
Ar + 2% O
Hilo inoxidable (Ss) Ar + 2%O
Ar + 2% CO
Ar + 30%He + 1%O
Ar +3% CO2+1%H
2
2
2
2
2
2
2
2
2
2
2
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
0,8 1,0 1,2 1,6
Ar + 32%He + 3%CO2+1%H20,8 1,0 1,2 1,6
Hilo dúplex inoxidable
Ar + 30%He +1%O
2
1,0
(Ss Dúplex)
Hilo de aluminio con alea-
Ar + 2% O
2
Ar 0,8 1,0 1,2 1,6
1,0
ción de magnesio (AlMg)
Hilo de aluminio con alea-
Ar 1,0 1,2 1,6
ción de sílice (AlSi)
Ar + 50% He 1,0 1,2 1,6
Hilo tubular relleno de
Ar + 20% CO
2
1,0 1,2 1,4 1,6
polvo de metal (Fe)
Hilo tubular inoxidable relleno de polvo de metal
(Ss)
Hilo con aleación de
Ar + 8% CO
Ar + 2% O
Ar +2% CO
Ar +8% CO
2
2
2
2
Ar 1,0 1,2
1,0 1,2 1,4 1,6
1,2
1,2
1,2
níquel
(Base de níquel) Ar + 50% He 1,0 1,2
bu11d01c
-- 1 1 --

2.4 Regulaciones para la soldadura
A continuación presentamos una lista de los parámetros que influyen en ambos
métodos MIG/MAG.
Regulando la fuente de corriente a la posición de sinergia, sólo es necesario ajustar
la velocidad de alimentación del hilo.
El parámetro de tensión también es accesible para un eventual ajuste.
Al ajustar la velocidad de alimentación del hilo, la función de sinergia regula
automáticamente otros parámetros. Los parámetros en cursiva son parámetros
constantes que no se modifican al modificar la velocidad de alimentación del hilo.
Método ARCO CORTO / PULVERIZADO Método PULSACIÓN
S Velocidad de alimentación del hilo S Velocidad de alimentación del hilo
S Tensión S Tensión
S Inductancia S Corriente pulsada
S Tipo de regulador S Tiempo de pulso
S Frecuencia de pulso
S Corriente de fondo
S Ka
S Ki
Encontrará la tabla con las escalas de regulación de los parámetros en el
“APÉNDICE“ Consultar el punto 10.
2.5 Regulaciones de arranque y parada
Las siguientes regulaciones afectan el arranque y la parada de la soldadura
MIG/MAG.
En cada una de las secciones respectivas, encontrará todas las regulaciones que
afectan el proceso de arranque y finalización de la soldadura.
Arranque Parada
S Preflujo S Posflujo
S Arranque lento
S Arranque caliente
S Tiempo de arranque
caliente
S Aumento de la velocidad
de alimentación del hilo (2
m/min salvo indicación
contraria)
S Aumento de tensión (sólo
si no se está en posición
se sinergia)
S Tiempo de extinción del arco
S Pulso de desconexión (sólo para ARCO
CORTO/PULVERIZADOsinoseestáen
la posición de sinergia)
S Llenado de cráteres
S Tiempo de llenado de cráteres
S Velocidad final de alimentación del
hilo
S Tensión final (sólo si no se está en
posición se sinergia)
Hay tres funciones diferentes adaptadas según requisitos especiales para el
arranque y parada. La elección de estas funciones y las regulaciones
complementarias se realizan en el menú de arranque y de parada
bu11d01c
-- 1 2 --

Arranque caliente
La función arranque caliente se selecciona cuando se requiere un arco más caliente
durante el inicio de la soldadura para evitar fallos en el comienzo de la costura.
Llenado de cráteres
Esta función permite evitar la formación de poros y cráteres al finalizar la soldadura.
Arranque lento
La función de arranque lento produce una baja velocidad de alimentación y es
apropiado elegirla para lograr el mejor arranque posible. La velocidad de arranque
lento es un 50% de la velocidad regulada de alimentación de hilo. Esta función está
activada de fábrica.
¡SUGERENCIA! La activación/desactivación de las funciones ’arranque caliente’,
’arranque lento’ y ’llenado de cráteres’ se puede hacer con los ’mandos suaves’,
consulte la sección ”Configuración MIG/MAG” Consultar el punto 9.2.4.2.
En los menús de Parámetros de arranque y Parámetros de parada se regulan
también los siguientes parámetros.
Preflujo y posflujo de gas
Los parámetros de preflujo y posflujo de gas regulan el tiempo que el gas debe fluir
antes y después de la soldadura.
Tiempo de extinción del arco
Con el tiempo de extinción del arco se regula la longitud del electrodo al finalizar la
soldadura.
2.6 Descarga de gas, alimentación manual de h ilo y 2 tiempos /4 tiempos
Las siguientes tres funciones se pueden programar en los botones suaves al igual
que la de arranque caliente. Para hacerlo, consultar ”Configuración MIG/MAG” en el
punto 9.2.4.2.
Descarga de gas
La función de descarga de gas se utiliza para llenar las mangueras con gas de
seguridad o para medir el caudal de gas. Al pulsar el botón se descarga el gas y al
soltarlo la descarga se detiene.
Alimentación manual de hilo
Esta función se utiliza par a alimentar hilo en forma manual al cargar una nueva
bobina. Al pulsar el mando se alimenta hilo y al soltarlo se detiene.
2 tiempos / 4 tiempos
En la soldadura MIG/MAG, el gatillo de la pistola puede funcionar de dos maneras: 2
o 4 tiempos. La función de cambio entre 2 y 4 tiempos se puede programar en uno
de los botones suaves.
La diferencia entre 2 y 4 tiempos se puede ilustrar con las siguientes figuras, junto
con las otras funciones del proceso de arranque y parada.
bu11d01c
-- 1 3 --

2--tiempos
2
Llenado de cráteres
1
Preflujo
Arranque
caliente
Soldadura
Llenado de
cráteres
Posflujo
Trabajando con 2 tiempos, al presionar el gatillo del soplete puede comenzar el
preflujo de gas (1). Los parámetros de soldadura aumentan entonces hasta los
valores regulados o los valores de arranque Hot si existen.
Al soltar el gatillo del soplete (2) comienza el llenado eventual de cráter. Luego los
parámetros de soldadura bajan hasta cero y el posflujo eventual de gas termina la
secuencia.
¡SUGERENCIA! Si se presiona nuevamente el gatillo del soplete durante el llenado
de cráter, se puede prolongar la soldadura con los parámetros finales de llenado de
cráter durante un tiempo indefinido (línea punteada).El Ilenado de cráter también se
puede interrumpir apretando y soltando rápidamente el gatillo del soplete.
4--tiempos
2
3
4
Llenado de cráteres
1
Preflujo
Arranque
caliente
Soldadura
Llenado
de cráteres
Posflujo
Trabajando con 4 tiempos, comienza el preflujo de gas cuando el gatillo del soplete
es presionado (1). Al soltar el gatillo (2), los parámetros de soldadura aum entan.
hasta los valores regulados.
Al presionar nuevamente el gatillo (3), se inicia eventualmente el llenado de
cráteres. Después de lo cual los valores de soldadura se reducen hasta los de
parada.
Al soltar el gatillo comienza eventualmente el flujo posterior de gas (4).
¡SUGERENCIA! El llenado de cráter finaliza al soltar el gatillo(4). Si el contacto se
mantiene presionado por más tiempo, se prolonga la soldadura con los parámetros
finales de llenado de cráter (línea punteada).
bu11d01c
-- 1 4 --

2.7 Configuración MIG/MAG
Consultar el punto 9.2.4.
2.8 Ejemplo de regulación MIG/MAG
A continuación se muestra un ejemplo de regulación para la soldadura MIG/MAG
con método de arco corto/pulverizado. Para regular el método ’pulsación’ proceda
de la misma manera. El ejemplo parte de que la fuente de corriente está en la
posición de sinergia.
2.8.1 Regulaciones básicas
En el menú general se pueden hacer las regulaciones para selección de método y
material.
Comenzamos pasando al menú general pulsando la tecla MENÚ.
Realizaremos las cinco regulaciones siguientes:
S PROCESO = MIG/MAG
S MÉTODO = ARCO CORTO/PULVERIZADO
S TIPO DE HILO = Fe
S GAS PROTECTOR = Ar+8%CO2
S DIMENSIÓN DEL HILO = 1,2 mm
Proceso
ESAB -- Maquina desconocida
La primer regulación es
el tipo de soldadura.
Avance con las flechas
hasta marcar
PROCESO. Pulse
VALIDAR para ver una
lista de alternativas.
PROCEDIMENTO SOLDAD: MIG/MAG (HILO)
TIPO DE ARCO: CORTO/SPRAY
TIPO DE HILO: Macizo Fe
GAS DE PROTECION: Ar+8%CO2
DIAMETRO DE HILO : 1.2 mm
FUNCIONES AUXILIARES
AJUSTE MEDIDA MEMORIA
Lleve el cursor a la línea de MIG/MAG en la lista y
pulse VALIDAR. Con ello queda regulado
PROCESO = MIG/MAG.
MODO
RAPIDO
MIG/MAG (HILO)
MMA (ELECTRODO)
TIG
RESANAR ARCOAIRE
VALIDAR
bu11d01c
-- 1 5 --

Método
Lleve el cursor a la
línea de MÉTODO.
Pulse VALIDAR
para ver una lista
de alternativas.
ESAB -- Maquina desconocida
PROCEDIMENTO SOLDAD: MIG/MAG (HILO)
TIPO DE ARCO: CORTO/SPRAY
TIPO DE HILO: Macizo Fe
GAS DE PROTECION: Ar+8%CO2
DIAMETRO DE HILO : 1.2 mm
FUNCIONES AUXILIARES
AJUSTE MEDIDA MEMORIA
Lleve el cursor a la línea de ARCO
CORTO/SPRAY de la lista y pulse VALIDAR.
MÉTODO = ARCO CORTO/SPRAY queda
regulado.
Tipo de hilo
ESAB -- Maquina desconocida
Lleve el cursor a la
línea de TIPO DE
HILO. Pulse
VALIDAR para ver
una lista de
alternativas.
PROCEDIMENTO SOLDAD: MIG/MAG (HILO)
TIPO DE ARCO: CORTO/SPRAY
TIPO DE HILO: Macizo Fe
GAS DE PROTECION: Ar+8%CO2
DIAMETRO DE HILO : 1.2 mm
FUNCIONES AUXILIARES
MODO
RAPIDO
CORTO/SPRAY
ARCO PULSADO
VALIDAR
AJUSTE MEDIDA MEMORIA
En este ejemplo hay tantas alternativas que no se
pueden mostrar todas al mismo tiempo. La flecha que
hay en la esquina inferior derecha indica que
hay más alternativas.
Lleve ahora el cursor a la línea de Fe y pulse VALIDAR.
Así se regula el tipo de hilo: TIPO DE HILO = Fe.
-- 1 6 --
bu11d01c
MODO
RAPIDO
Macizo Fe
Inoxidable
Acero duplex
Alum. Magnesio
Alum. Silicio
Polvo Metalico Fe
Tub. Rutilo FCW Fe
VALIDAR

Gas protector
Lleve el cursor a la
línea de GAS
PROTECTOR.
Pulse VALIDAR
para ver una lista
de alternativas
ESAB -- Maquina desconocida
PROCEDIMENTO SOLDAD: MIG/MAG (HILO)
TIPO DE ARCO: CORTO/SPRAY
TIPO DE HILO: Macizo Fe
GAS DE PROTECION: Ar+8%CO2
DIAMETRO DE HILO : 1.2 mm
FUNCIONES AUXILIARES
AJUSTE MEDIDA MEMORIA
Lleve el cursor a la línea de Ar+8%CO2 y
pulse VALIDAR. GAS PROTECTOR = Ar+8%CO2
queda regulado.
Dimensión del hilo
ESAB -- Maquina desconocida
Lleve el cursor a la
línea de
DIAMETRO DE
HILO. Pulse
VALIDAR para ver
una lista de
alternativas.
PROCEDIMENTO SOLDAD: MIG/MAG (HILO)
TIPO DE ARCO: CORTO/SPRAY
TIPO DE HILO: Macizo Fe
GAS DE PROTECION: Ar+8%CO2
DIAMETRO DE HILO : 1.2 mm
FUNCIONES AUXILIARES
MODO
RAPIDO
CO2
Ar+20 % CO2
Ar+2 % O2
Ar+5 % O2+5 % CO2
Ar+8 % CO2
Ar+23 % CO2
Ar+15%CO2+5%O2
VALIDAR
AJUSTE MEDIDA MEMORIA
Lleve el cursor a la línea de 1.2 mm y pulse
VALIDAR. DIAMETRO DE HILO =1.2 mm queda
regulada
-- 1 7 --
bu11d01c
MODO
RAPIDO
0.8 mm
1.0 mm
1.2 mm
1.6 mm
VALIDAR

La siguiente línea del menú general es FUNCIONES AUXILIARES. Puede leer más
sobre estas funciones en el capítulo “ FUNCIONES AUXILIARES“
Consultar el punto 9.
ESAB -- Maquina desconocida
PROCEDIMENTO SOLDAD: MIG/MAG (HILO)
TIPO DE ARCO: CORTO/SPRAY
TIPO DE HILO: Macizo Fe
GAS DE PROTECION: Ar+8%CO2
DIAMETRO DE HILO : 1.2 mm
FUNCIONES AUXILIARES
"
AJUSTE MEDIDA MEMORIA
MODO
RAPIDO
VALIDAR
2.8.2 Regulaciones de los parámetros de soldadura
En el menú de regulación se pueden regular los valores de algunos parámetros
como por ejemplo tensión y velocidad de alimentación del hilo. Activando la función
de sinergia, un microprocesador controla estas regulaciones.
Comenzamos con el menú general pulsando el botón MENÚ. Pasar ahora al menú
de regulación pulsando el botón AJUSTE. Ajustaremos la siguiente regulación:
S ALIMENTACIÓN DE HILO = 10.0 m/min
Alimentación de hilo
AJUSTE DATOS SOLDADURA
Lleve el cursor a la
línea VELOCIDAD DE
HILO.
Ajuste a 10.0 m/min
con:
TENSION: # 29.0 (+0.0) V
VELOCIDAD HILO:
INDUCTANCIA: 85 %
MODO SINERGICO ON
DATOSINICIALES ....
DATOS FINALES
6.0 m/min
*
RELLEN
CRA TER
ARRAN
CALIEN
4-TIEMPO
SALIR
En el menú de regulación se pueden ver los valores regulados por el
microprocesador para la tensión y la inductancia.
El parámetro de tensión también es accesible para un eventual ajuste .
bu11d01c
-- 1 8 --

2.8.3 Regulaciones de los parámetros de arranque
En el menú de arranque se regulan los parámetros que modifican el proceso de
arranque en la soldadura MIG/MAG. Aquí regularemos:
S PREFLUJO DE GAS = 0,8 s
S ARRANQUE LENTO = SÍ
S ARRANQUE CALIENTE = SÍ
S Tiempo del ARRANQUE CALIENTE = 1,0 s
S Alimentación del hilo en el ARRANQUE CALIENTE = +2,5 m/min
Comenzamos con el menú general pulsando el botón MENÚ.
Pasar al menú de regulación pulsando el botón AJUSTE.
AJUSTE DATOS SOLDADURA
Lleve el cursor a la
línea de DATOS
INICIALES y pulse
VALIDAR.
TENSION: # 29.0 (+0.0) V
VELOCIDAD HILO:
INDUCTANCIA: 85 %
MODO SINERGICO ON
DATOS INICIALES ....
DATOS FINALES
10.0 m/min
*
RELLEN
CRA TER
ARRAN
CALIEN
4-TIEMPO
SALIR VALIDAR
Preflujo de gas
Aquí se regula el tiempo que el gas protector debe fluir antes de comenzar a soldar.
DATOS INICIALES, MODO SINERGICO
Lleve el cursor a la
línea de
PREFLUJO DE
GAS. Ajuste 0.8 s
PREFLUJO DE GAS: 0.8 s
ARRANQUE SUAVE: SI
ARRANQUE CALIENTE: NO
con alguno de los
mandos
más/menos
RELLEN
CRA TER
ARRAN
CALIEN
4-TIEMPO SALIR
bu11d01c
-- 1 9 --

Arranque lento
Aquí sólo se regula si se desea activar la función o no, es decir SÍ o NO. La
velocidad de alimentación del hilo y el tiempo del arranque lento están preregulados
y no se pueden modificar.
DATOS INICIALES, MODO SINERGICO
Lleve el cursor a la
línea de
ARRANQUE
SUAVE. Ajuste SÍ
PREFLUJO DE GAS: 0.8 s
ARRANQUE SUAVE: SI
ARRANQUE CALIENTE: NO
con alguno de los
mandos
más/menos.
RELLEN
CRA TER
ARRAN
CALIEN
4-TIEMPO
SALIR VALIDAR
Arranque caliente
Para comenzar se debe indicar si se desea la función o no. Si se quiere utilizar la
función, se debe regular el tiempo de arranque caliente y eventualmente aumentar
la velocidad de alimentación del hilo.
DATOS INICIALES, MODO SINERGICO
Lleve el cursor a la
línea de
ARRANQUE
CALIENTE. Ajuste
SÍ con alguno de
los mandos
PREFLUJO DE GAS: 0.8 s
ARRANQUE SUAVE: SI
ARRANQUE CALIENTE: SI
HOT START TIME: 1.5
WIRE SP: 2.0 m/min
más/menos.
RELLEN
CRA TER
ARRAN D
CALIEN
4-TIEMPO
SALIR VALIDAR
Lleve el cursor a la
línea TIEMPO DE
ARRANQUE
CALIENTE. Ajuste
1,0 s con alguno
de los m andos
más/menos.
bu11d01c
DATOS INICIALES, MODO SINERGICO
PREFLUJO DE GAS: 0.8 s
ARRANQUE SUAVE: SI
ARRANQUE CALIENTE: SI
TIEMPO ARRANQUE CAL.: 1.0 s
VEL. DE ALIMENT.: 2.0 m/min
RELLEN
CRA TER
ARRAN D
CALIEN
-- 2 0 --
4-TIEMPO
SALIR

DATOS INICIALES, MODO SINERGICO
Lleve el cursor a la
línea de VELOCIDAD
DE ALIMENTACIÓN
Ajuste 2.5 m/min.
PREFLUJO DE GAS: 0.8 s
ARRANQUE SUAVE: SI
ARRANQUE CALIENTE: SI
TIEMPO ARRANQUE CAL.: 1.0 s
VEL. DE ALIMENT.: 2.5 m/min
RELLEN
CRA TER
ARRAN D
CALIEN
4-TIEMPO
SALIR
Así quedan regulados todos los parámetros de arranque.
Vuelva al manú de regulación pulsando SALIR.
2.8.4 Regulaciones de los parámetros de parada
En el menú de parada se regulan los parámetros que modifican el proceso de
parada en la soldadura MIG/MAG.
Regularemos los siguientes parámetros:
S LLENADO DE CRÁTER = JA
S TIEMPO DE LLENADO DE CRÁTER =1,5 s
S VELOCIDAD FINAL DE ALIMENTACIÓN DEL HILO =3.0 m/min
S TIEMPO DE EXTINCIÓN DEL ARCO =0.11 s
S POSFLUJO DE GAS =2.0 s
Verifique que el menú regulación esté en pantalla.
AJUSTE DATOS SOLDADURA
Lleve el cursor a la línea
DATOS FINALES y puls
VALIDAR.
TENSION: # 29.0 (+0.0) V
VELOCIDAD HILO:
INDUCTANCIA: 85 %
MODO SINERGICO ON
DATOS INICIALES ....
DATOS FINALES
RELLEN
CRA TER
ARRAN D
CALIEN
4-TIEMPO
10.0 m/min
*
SALIR VALIDAR
bu11d01c
-- 2 1 --

Llenado de cráter
Para comenzar hay que indicar si se dese utilizar la función o no. Si se quiere utilizar
la función, se regulan luego el tiempo de llenado de cráter y la velocidad de
alimentación del hilo
DATOS FINALES, MODO SINERGICO
Llevar el cursor a la
línea RELLENO DE
CRÁTER pulsar
VALIDAR para ver la
lista de alternativas.
Regular SÍ.
RELLENO DE CRATER SI
TIEMPO : 1.5 s
VELOCIDAD HILO FINAL: 2.8 m/min
TIEMPO POSTQUEMADO: 0.08 s
POSTFLUJO GAS: 0.5 s
RELLEN D
CRA TER
ARRAN D
CALIEN
Tiempo de llenado de cráter
DATOS FINALES, MODO SINERGICO
Lleve el cursor a la
línea de TIEMPO DE
CRÁTER. Ajuste 1.5 s
con alguno de los
mandos más/menos.
RELLENO DE CRATER SI
TIEMPO : 1.5 s
VELOCIDAD HILO FINAL: 2.8 m/min
TIEMPO POSTQUEMADO: 0.08 s
POSTFLUJO GAS: 0.5 s
RELLEN D
CRA TER
ARRAN D
CALIEN
Velocidad final de alimentación de hilo
4-TIEMPO
4-TIEMPO
SALIR VALIDAR
SALIR
Aquí se regula la velocidad de alimentación de hilo al finalizar el llenado del cráter.
DATOS FINALES, MODO SINERGICO
Lleve el curso a la línes
de VELOCIDAD FINAL
DE ALIMENTACIÓN
DE HILO. Ajuste 3.0
m/min con alguno de
los mandos
más/menos.
bu11d01c
RELLENO DE CRATER SI
TIEMPO : 1.5 s
VELOCIDAD HILO FINAL: 3.0 m/min
TIEMPO POSTQUEMADO: 0.08 s
POSTFLUJO GAS: 0.5 s
RELLEN D
CRA TER
ARRAN D
CALIEN
-- 2 2 --
4-TIEMPO
SALIR

Tiempo de extinción del arco
DATOS FINALES, MODO SINERGICO
Lleve el cursor a la
línea de TIEMPO
POSTQUEMADO.
Ajuste 0.11 s con
alguno de los mandos
más/menos
RELLENO DE CRATER SI
TIEMPO : 1.5 s
VELOCIDAD HILO FINAL: 3.0 m/min
TIEMPO POSTQUEMADO: 0.08 s
POSTFLUJO GAS: 0.5 s
RELLEN D
CRA TER
ARRAN D
CALIEN
4-TIEMPO
SALIR
Posflujo del gas
Aquí se regula el tiempo que el gas protector debe seguir fluyendo después de
terminar de soldar.
DATOS FINALES, MODO SINERGICO
Lleve el cursor a la
línea de POSFLUJO
DE GAS. Ajuste 2.0 s
con alguno de los
mandos más/menos.
RELLENO DE CRATER SI
TIEMPO : 1.5 s
VELOCIDAD HILO FINAL: 3.0 m/min
TIEMPO POSTQUEMADO: 0.11 s
POSTFLUJO GAS: 2.0 s
RELLEN D
CRA TER
ARRAN D
CALIEN
4-TIEMPO SALIR
De esta manera quedan regulados todos los parámetros de parada de la soldadura
y tenemos así un juego completo de parámetros para la soldadura MIG/MAG.
bu11d01c
-- 2 3 --

3 Soldadura MMA
3.1 Sinergia
La fuente de corriente de soldadura tiene una función de sinergia para la soldadura
MMA.
Gracias a ello, la fuente de corriente optimiza automáticamente las características
de la soldadura para el tipo de electrodo y diámetro seleccionados.
3.2 Regulaciones básicas
Las regulaciones básicas de la soldadura MMA se ajustan en el menú principal del
mando de regulación.
1. Proceso de so ld ad u ra = MMA
2. Tipo de electrodo
Si se quier e mantener la función de sinergia, se pueden utilizar tres tipos de
electrodos.
S Básico
S Rutilo
S Celulosa
3. Diámetro del electrodo
La tabla siguiente muestra los diámetros de electrodo que se pueden seleccionar
manteniendo la función de sinergia de la fuente de corriente.
Tipo de electrodo Diámetro de electrodo (mm)
Básico 1.6 2.0 2.5 3.25 4.0 5.0 6.0
Rutilo 1.6 2.0 2.5 3.25 4.0 5.0 6.0
Celulosa 2.5 3.25
bu11d01c
-- 2 4 --

3.3 Parámetros de soldadura
Si uno se ajusta a la sinergia de la fuente de corriente, sólo es necesario regular la
corriente de soldadura.
La corriente de soldadura también se puede ajustar durante la soldadura con los
botones +/ --. Al ajustar la corriente, la potencia del arco se regula automáticamente
si la fuente de corriente está en modo de sinergia.
En el menú de regulación se puede ver el valor ajustado para el parámetro corriente
de soldadura.
ESAB -- Maquina desconocida
Pase al manú
AJUSTE pulsando
el mando
correspondiente.
PROCEDIMENTO SOLDAD: MMA (ELECTRODO)
TIPO ELECTRODO: BASICO
DIAMETRO ELECTRODO: 2.5 mm
FUNCIONES AUXILIARES
"
Con la
combinación
elegida de
diámetro y tipo de
electrodo, la fuente
ha regulado la
corrientea80A.
AJUSTE MEDIDA MEMORIA
REGULACIÓN PARÁMETROS DE SOLDADURA
CORRIENTE: 80 A
MODO SINERGICO: ON
MODO
RAPIDO
SALIR
VALIDAR
bu11d01c
-- 2 5 --

3.4 Configuración MMA
Consultar el punto 9.2.6.
3.5 Ejemplo de regulación MMA
Ejemplo de regulación de la soldadura MMA:
3.5.1 Regulaciones básicas
En el menú principal se realizan las regulaciones relacionadas con la elección del
electrodo.
Comenzamos trayendo a pantalla el menú principal (si no está en pantalla),
pulsando el mando MENÚ.
Realizaremos las siguientes tres regulaciones:
S PROCESO = MMA
S TIPO DE ELECTRODO = RUTILO
S DIÁMETRO DE ELECTRODO = 2.5 mm
Proceso
ESAB -- LUD 450
Pulse las flechas
hasta que
PROCESO quede
marcado. Pulse
VALIDAR para ver
PROCEDIMENTO SOLDAD: MMA (ELECTRODO)
TIPO ELECTRODO: BASICO
DIAMETRO ELECTRODO: 2.5 mm
FUNCIONES AUXILIARES
una lista con
alternativas.
AJUSTE MEDIDA MEMORIA
Lleve el cursor a la línea de MMA y pulse
VALIDAR. PROCESO = MMA queda regulado.
Tipo de electrodo
ESAB -- LUD 450
Pulse las flechas
hasta que TIPO DE
ELECTRODO
quede marcado.
Pulse VALIDAR
PROCEDIMENTO SOLDAD: MMA (ELECTRODO)
TIPO ELECTRODO: BASICO
DIAMETRO ELECTRODO: 2.5 mm
FUNCIONES AUXILIARES
para ver una lista
con alternativas.
AJUSTE MEDIDA MEMORIA
Lleve el cursor a la línea de RUTILO y pulse
VALIDAR. T IPO DE ELECTRODO = RUTILO queda
regula
"
MODO
RAPIDO
MIG/MAG (HILO)
MMA (ELECTRODO
TIG
RESANAR ARCOAIRE
MODO
RAPIDO
BASICO
RUTILO
CELLULOSICO
VALIDAR
VALIDAR
bu11d01c
-- 2 6 --

Diámetro de electrodo
Pulse las flechas hasta
que DIÁMETRO DE
ELECTRODO quede
marcado. Pulse
VALIDAR para ver una
lista con alternativas.
ESAB -- LUD 450
PROCEDIMENTO SOLDAD: MMA (ELECTRODO)
TIPO ELECTRODO: RUTILO
DIAMETRO ELECTRODO: 2.5 mm
FUNCIONES AUXILIARES
AJUSTE MEDIDA MEMORIA
Lleve el cursor a la línea de 2.5 mm de la lista y pulse
VALIDAR. DIÁMETRO DE ELECTRODO = 2.5 mm
queda regulado.
ESAB -- LUD 450
PROCEDIMENTO SOLDAD: MMA (ELECTRODO)
TIPO ELECTRODO: RUTILO
DIAMETRO ELECTRODO: 2.5 mm
FUNCIONES AUXILIARES
MODO
RAPIDO
1.6 mm
2mm
2.5 mm
3.25 mm
4mm
5mm
6mm
VALIDAR
AJUSTE MEDIDA MEMORIA
MODO
RAPIDO
VALIDAR
La línea siguiente es FUNCIONES SUPLEMENTARIAS. Para más detalles sobre
estas funciones consulte el capítulo “FUNCIONES SUPLEMENTARIAS“ Consultar el
punto 9.
Así queda terminada la regulación de la soldadura MMA.
bu11d01c
-- 2 7 --

4 Soldadura TIG
4.1 Regulaciones básicas
Las regulaciones básicas de la soldadura TIG se hacen en el menú general.
1. Proceso = TIG
2. Método
Al soldar con el método TIG, se puede elegir entre dos variantes
S Corriente constante
S Pulsos
3. Método de arranque
Se pueden elegir dos métodos de arranque.
S Arranque Liftarc
S Arranque HF
Durante el arranque Liftarc se enciende el arco cuando el electrodo entra en
contacto con la pieza de trabajo y luego se lo levanta nuevamente. Durante el
arranque HF se enciende el arco por el salto de la chispa, que tiene lugar
cuando el electrodo se encuentra a una distancia determinada de la pieza de
trabajo.
4. Función del gatillo
En la soldadura TIG se puede elegir si se quiere que el gatillo tenga
funcionamiento en2o4tiempos.Ladiferenciaprincipalesqueconel
funcionamiento en 2 tiempos, el gatillo se debe mantener pulsado durante la
soldadura y con el funcionamiento en 4 tiempos se puede soltar. La diferencia
entre el funcionamiento en 2 y 4 tiempos se ilustra en las figuras siguientes junto
con otras funciones del proceso de arranque y parada.
2 tiempos
2
1
Preflujo de gas
Rampa
hacia
arriba
Rampa
hacia
abajo
Posflujo de
gas
En la función de 2 tiempos, el preflujo de gas (eventual) comienza al presionar el
gatillo del soplete (1). La corriente aumenta hasta el nivel piloto (unos 2 amperios) y
el arco se enciende. Luego la corriente llega hasta el nivel regulado (eventualmente
con rampa--hac ia--arriba). Al soltar el gatillo (2) la corriente vuelve al nivel piloto
(eventualmente con rampa--hacia --abajo) y el arco se apaga. Luego sigue el posflujo
de gas (eventual).
bu11d01c
-- 2 8 --

4 tiempos
3
1
Preflujo de gas
2
Rampa
hacia
arriba
Rampa
hacia
abajo
4
Posflujo de
gas
En la función de 4 tiempos, el preflujo de gas (eventual) comienza al presionar el
gatillo del soplete (1). Cuando éste finaliza, la cor riente aumenta hasta el nivel piloto
(unos 2 amperios) y el arco se enciende. Al soltar el gatillo (2), la cor r iente llega
hasta el nivel regulado (eventualmente con rampa --hacia--arriba). Al presionar
nuevamente el gatillo (3), la corriente vuelve al nivel piloto (eventualmente con
rampa--hacia--abajo). Y al soltar el gatillo (4), el arco se apaga y sigue el posflujo de
gas (eventual).
En el menú de regulación de los parámetros de soldadura y en el menú de medición
se puede hacer el cambio entre 2 y 4 tiempos con uno de los botones suaves.
4.2 Parámetros de soldadura
Los parámetros de soldadura se regulan en el menú de regulación. Algunos
parámetros son comunes a ambos métodos y otros son específicos para un método.
Para la soldadura TIG se deben regular los siguientes parámetros:
En el “APÉNDICE“ Consultar el punto 10 hay una tabla con las escalas de
regulación.
Método CORRIENTE CONSTANTE Método PULSACIÓN
S Corriente S Corriente pulsante
S Rampa hacia arriba S Corriente de fondo
S Rampa hacia abajo S Tiempo del pulso
S Preflujo de gas S Tiempo de fondo
S Posflujo de gas S Rampa hacia arriba
S Rampa hacia abajo
S Preflujo de gas
S Posflujo de gas
bu11d01c
-- 2 9 --

Corriente
Al decir corriente nos referimos a la corriente de soldadura al soldar con corriente
constante.
Corriente pulsante y corriente de fondo
Para la corriente pulsante se deben regular varios parámetros relacionados con la
corriente de soladura. La corriente pulsante y de fondo indican los valores de los
pulsos.
Corriente
Tiempo del pulso
Tiempo de fondo
Corriente
pulsante
Corriente de fondo
Tiempo
Tiempo del pulso y del fondo
El tiempo de pulsación es el tiempo entre los pulsos de corriente.
El tiempo de fondo es el tiempo de la corriente de fondo.
Para soldar con corriente pulsada, ver la figura precedente. El rango de regulación
del tiempo de pulsación y de fondo es de entre 0,001 y 5,000 s.
Preflujo y posflujo de gas
Con los parámetros preflujo y posflujo de gas se indica el tiempo que el gas
protector debe estar activado antes y después de la soldadura.
Rampa arriba y rampa abajo
Los parámetros de rampa, regulan el aumento/disminución de la corriente durante
un tiempo determinado.
bu11d01c
-- 3 0 --

4.3 Configuración TIG
Consultar el punto 9.2.6.
4.4 Ejemplo de regulación TIG
A continuación sigue un ejemplo de regulación para la soldadura TIG con corriente
constante. Si se quiere soldar con corriente pulsante, las regulaciones se realizan de
la misma manera
4.4.1 Regulaciones básicas
Comenzamos pasando al menú general (si no está en pantalla) pulsando el mando
MENÚ
Realizaremos las siguientes cuatro regulaciones:
S PROCESO = TIG
S MÉTODO = CORRIENTE CONSTANTE
S MÉTODO DE ARRANQUE = LIFTARC
S FUNCIÓN DEL GATILLO = 2 TIEMPOS
Proceso
Pulse las flechas hasta
que PROCESO quede
marcado. Pulse
VALIDAR para ver una
lista con alternativas .
PROCEDIMENTO SOLDAD: MMA (ELECTRODO)
TIPO ELECTRODO: RUTILO
DIAMETRO ELECTRODO: 2.5 mm
FUNCIONES AUXILIARES
AJUSTE MEDIDA MEMORIA
Lleve el cursor a la línea TIG y pulse VALIDAR.
PROCESO=TIG.
ESAB -- LUD 450
MODO
RAPIDO VALIDAR
MIG/MAG (HILO)
MMA (ELECTRODO)
TIG
RESANAR ARCOAIRE
bu11d01c
-- 3 1 --

Método
Lleve el cursor a la
línea MÉTODO y pulse
VALIDAR para
presentar una lista con
alternativas.
ESAB -- LUD 450
PROCEDIMENTO SOLDAD: TIG
TIPO DE ARCO: I CONSTANTE
METODO CEBADO: LIFTARC
MODO DE GATILLO 2--TIEMPOS
FUNCIONES AUXILIARES
AJUSTE MEDIDA MEMORIA
"
MODO
RAPIDO
VALIDAR
Lleve el cursor a la línea CORRIENTE
CONSTANTE y pulse VALIDAR. MÉTODO =
CORRIENTE CONSTANTE queda regulado .
Método de arranque
Lleve el cursor a la
línea MÉTODO
CEBADO y pulse
VALIDAR para
presentar una lista con
alternativas.
PROCEDIMENTO SOLDAD: TIG
TIPO DE ARCO: I CONSTANTE
METODO CEBADO: LIFTARC
MODO DE GATILLO 2--TIEMPOS
FUNCIONES AUXILIARES
AJUSTE MEDIDA MEMORIA
I CONSTANTE
I PULSADA
ESAB -- LUD 450
"
MODO
RAPIDO
VALIDAR
Lleve el cursor a la línea ARRANQUE LIFTARC y
pulse VALIDAR. MÉTODO DE ARRANQUE =
LIFTARC queda regulado .
-- 3 2 --
bu11d01c
LIFTARC
ALTA FRECUENCIA

Función de gatillo
Lleve el cursor a la
línea FUNCIÓN DE
GATILLO y pulse
ENTER para ver una
lista con alternativas
PROCEDIMENTO SOLDAD: TIG
TIPO DE ARCO: I CONSTANTE
METODO CEBADO: LIFTARC
MODO DE GATILLO 2--TIEMPOS
FUNCIONES AUXILIARES
AJUSTE MEDIDA MEMORIA
Lleve el cursor a la línea 2 TIEMPOS y pulse
VALIDAR. FUNCIÓN DE GATILLO = 2
TIEMPOS queda regulado.
ESAB -- LUD 450
2--TIEMPOS
4--TIEMPOS
MODO
RAPIDO
VALIDAR
ESAB -- LUD 450
PROCEDIMENTO SOLDAD: TIG
TIPO DE ARCO: I CONSTANTE
METODO CEBADO: LIFTARC
MODO DE GATILLO 2--TIEMPOS
FUNCIONES AUXILIARES
AJUSTE MEDIDA MEMORIA
MODO
RAPIDO
VALIDAR
La línea siguiente es FUNCIONES SUPLEMENTARIAS. Para más detalles sobre
estas funciones consulte el capítulo “FUNCIONES SUPLEMENTARIAS“ Consultar el
punto 9.
bu11d01c
-- 3 3 --

4.4.2 Regulaciones de los parámetros de soldadura
En el menú de regulación se ajustan los valores de los parámetros de soldadura
Haremos las siguientes regulaciones:
S CORRIENTE = 200 A
S TIEMPO RAMPADESUBIDA=2.0s
S TIEMPO RAMPA DE BAJADA = 1.4 s
S PREFLUJO DE GAS = 3.0 s
S POSFLUJO DE GAS = 5.0 s
Comenzamos con el menú general pulsando el botón MENÚ. Pasar ahora al menú
de regulación pulsando el botón AJUSTE. Ajustaremos la siguiente regulación:
Corriente
AJUSTE DATOS SOLDADURA
Lleve el cursor a la
línea CORRIENTE.
Ajuste el valor 200 A
con alguno de los
mandos más/menos.
CORRIENTE: 200 A
TIEMPO RAMPA DE SUBIDA: 4,0 s
TIEMPO RAMPA DE BAJADA: 6,0 s
PREFLUJO DE GAS: 2.5 s
POSFLUJO GAS: 3.3 s
PURGA
GAS
4-TIEMPO
SALIR
Rampa arriba y rampa abajo
Los parámetros rampa subida y rampa bajada están conectados a los mandos
respectivos más/menos. Para regular rampa subida se utiliza el mando superior y
para rampa bajada el mando inferior.
AJUSTE DATOS SOLDADURA
Llevar el cursor a la
línea de TIEMPO DE
SUBIDA y de TIEMPO
DE BAJADA. Regular
el TIEMPO DE
SUBIDA en 2,0 s con
el botón +/--
superior.
CORRIENTE: 200 A
TIEMPO RAMPA DE SUBIDA: #2.0s
TIEMPO RAMPA DE BAJADA:
PREFLUJO DE GAS: 2.5 s
POSFLUJO GAS: 3.3 s
PURGA
GAS
4-TIEMPO
1.4 s
*
SALIR
bu11d01c
-- 3 4 --

AJUSTE DATOS SOLDADURA
Regular el TIEMPO
DE BAJADA. en
1,4 s con el botón
+/--. inferior.
CORRIENTE: 200 A
TIEMPO RAMPA DE SUBIDA: #2.0s
TIEMPO RAMPA DE BAJADA:
PREFLUJO DE GAS: 2.5 s
POSFLUJO GAS: 3.3 s
PURGA
GAS
4-TIEMPO SALIR
1.4 s
*
Preflujo y posflujo de gas
Los parámetros de preflujo y posflujo de gas están acoplados cada uno a un mando
más/menos al igual que los parámetros de rampa. El mando superior es para el
preflujo y el inferior para el posflujo.
AJUSTE DATOS SOLDADURA
Llevar el cursor a
la línea de PRE Y
POS FLUJO.
Ajustar el
PREFLUJO en 3,0
s con el botón
CORRIENTE: 200 A
TIEMPO RAMPA DE SUBIDA: # 2.0 s
TIEMPO RAMPA DE BAJADA:
PREFLUJO DE GAS: 2.5 s
POSFLUJO GAS: 3.3 s
1.4 s
*
+/--superior.
PURGA
GAS
4-TIEMPO
AJUSTE DATOS SOLDADURA
SALIR
Ajustar el
POSFLUJO DEL
GAS.en5sconel
botón +/--inferior.
CORRIENTE: 200 A
TIEMPO RAMPA DE SUBIDA: # 2.0 s
TIEMPO RAMPA DE BAJADA:
PREFLUJO DE GAS: 2.5 s
POSFLUJO GAS: 3.3 s
PURGA
GAS
4-TIEMPO
1.4 s
*
SALIR
Ahora hemos hecho una regulación completa de la soldadura TIG.
bu11d01c
-- 3 5 --

5 CINCELADO CON ELECTRODO DE CARBONO
5.1 Sinergia
La fuente de corriente tiene una función de sinergia para el cincelado con electrodo
de carbono. Ello implica que la fuente regula automáticamente un valor apropiado
para la tensión, dependiendo del diámetro de electrodo seleccionado.
También se puede soldar con electrodos diferentes a los que hay representados en
el mando de regulación, pero para ello, el usuario mismo debe hacer las
regulaciones necesarias de corriente y presión de arco.
5.2 Regulaciones básicas
Las regulaciones básicas del cincelado con electrodo de carbono se realizan en el
menú general del mando de regulación.
1. Proceso = CINCELADO CON ELECTRODO DE CARBONO
2. Diámetro de electrodo
La tabla siguiente muestra los diámetros de electrodos que se pueden elegir
conservando la función de sinergia de la fuente de corriente.
Diámetro de electrodo
4mm
5mm
6mm
8mm
5.3 Parámetros de soldadura
Si uno se remite a la sinergia de la fuente de corriente, no se necesita regular
ningún parámetro. Sin embargo se puede acceder al parámetro tensión para
ajustarlo.
Los parámetros con estilo cursivo más abajo son constantes. No son afectados por
el ajuste de la tensión.
Parámetros de soldadura en cincelado
con electrodo de carbono
S Tensión
S Inductancia
S Tipo de regulador
En el “APÉNDICE“ Consultar el punto 10 puede consultar una tabla con las escalas
de regulación de los parámetros.
bu11d01c
-- 3 6 --
5.4 Ejemplo de regulación de cincelado con electrodo de carbono
5.4.1 Regulaciones básicas
En el menú general se regula el diámetro del electrodo.
Comenzamos trayendo a pantalla el menú general pulsando MENÚ.
Haremos las siguientes regulaciones:
S PROCESO = CINCELADO CON ELECTRODO DE CARBONO
S DIÁMETRO DE ELECTRODO = 8 mm
Proceso
ESAB -- LUD 450
Pulse las flechas hasta
que PROCESO quede
marcado. Pulse
VALIDAR para ver una
lista con alternativas
PROCEDIMENTO SOLDAD: MMA (ELECTRODO)
TIPO ELECTRODO: BASIC
DIAMETRO ELECTRODO: 6 mm
FUNCIONES AUXILIARES
AJUSTE MEDIDA MEMORIA
MODO
RAPIDO
VALIDAR
Lleve el cursor a la línea CINCELADO CON
ELECTRODO DE CARBONO y pulse VALIDAR
PROCESO = CINCELADO CON ELECTRODO DE
CARBONO.
Diámetro de electrodo
ESAB -- Maquina desconocida
Pulse las flechas hasta
que DIÁMETRO DE
ELECTRODO quede
marcado. Pulse
VALIDAR para ver una
lista con alternativas .
PROCEDIMENTO SOLDAD: RESANAR ARCOAIRE
DIAMETRO ELECTRODO: 6 mm
FUNCIONES AUXILIARES
AJUSTE MEDIDA MEMORIA
Lleve el cursor a la línea 8 mm y pulse VALIDAR.
DIÁMETRO DE ELECTRODO = 8 mm queda
regulado.
MIG/MAG (HILO)
MMA (ELECTRODO)
TIG
RESANAR ARCOAIRE
MODO
RAPIDO
4mm
5mm
6mm
8mm
VALIDAR
La regulación para el cincelado con electrodo de carbono queda lista.
bu11d01c
-- 3 7 --

5.4.2 Parámetros de so ld ad u ra
En el menú de regulación se puede ver el valor regulado para al parámetro tensión.
En caso de necesidad también se puede ajustar el valor de la tensión.
ESAB -- Maquina desconocida
Pase al menú de
regulación
pulsando el mando
AJUSTE.
PROCEDIMENTO SOLDAD: RESANAR ARCOAIRE
DIAMETRO ELECTRODO: 8 mm
FUNCIONES AUXILIARES
Con la regulación de
diámetro de electrodo
efectuada, la fuente de
corriente ha ajustado la
tensióna43V.
AJUSTE MEDIDA MEMORIA
AJUSTE DATOS SOLDADURA
TENSION: 43.0 V
MODO SINERGICO ON
MODO
RAPIDO
SALIR
VALIDAR
bu11d01c
-- 3 8 --

6 VALORES MEDIDOS
6.1 Descripción de la imagen de valores medidos
En la imagen de valores medidos, se pueden ver los valores de determinados
parámetros dependiendo del proceso elegido.
El ejemplo siguiente muestra la imagen en el proceso MIG/MAG.
¡SUGERENCIAS!
En pulsación se puede seleccionar el valor de la tensión presentado, como
promedio o como promedio de pulsación.
Esta regulación se puede realizar en las regulaciones básicas MIG/MAG, ver el
punto 9.2.4.3.
Si quiere pasar a la imagen de valores medidos, el menú general debe verse en
pantalla. Pulse el mando MEDIDA .
ESAB -- LUD 450
PROCEDIMENTO SOLDAD: MIG/MAG (HILO)
TIPO DE ARCO: CORTO/SPRAY
TIPO DE HILO: Macizo Fe
GAS DE PROTECION: Ar+8%CO2
DIAMETRO DE HILO: 1.2 mm
FUNCIONES AUXILIARES
AJUSTE MEDIDA MEMORIA
La imagen de valores medidos se ve como sigue. La flecha abajo a la derecha de la
pantalla indica que hay más información que la que se muestra en pantalla.
Vaya hacia abajo
conlaflecha.
MODO
RAPIDO
ARCO CORTO/SPRAY, Fe, Ar8%CO2, 1.2 mm
VALIDAR
22,5 Volt
134 Amp
6,0 m/min
bu11d01c
REM SALIR
-- 3 9 --

Se puede ver un cuarto valor medido en pantalla.
ARCO CORTO/SPRAY, Fe, Ar8%CO2, 1.2 mm
134 Amp
6,0 m/min
3,01 kW
REM SALIR
6.2 Modificar valores regulados
En la imagen de valores medidos se pueden cambiar las regulaciones de algunos
parámetros según el proceso seleccionado o .
ARCO CORTO/SPRAY, Fe, Ar8%CO2, 1.2 mm
Cambie pulsando
o
Si no utiliza ninguno
de los botones, la
ventana que se abre
se vuelve a cerrar
después de 1,5 s.
22,5 Volt
VOLTAGE: 22,5 (+3,5) V
134 Amp
6,0 m/min
REM QUIT
bu11d01c
-- 4 0 --

7 ADMINISTRACIÓN DE MEMORIA
En la unidad de regulación se pueden almacenar hasta 99 juegos de parámetros.
Cada juego recibe un número desde 1 hasta 99. Si la memoria se llena con 99
juegos de parámetros y se almacena uno más, se borrará entonces
automáticamente el más vejo.
Los juegos de parámetros también se pueden borrar, copiar y llamar nuevamente
a la memoria de trabajo.
Los ejemplos siguientes muestran cómo se puede almacenar, llamar a la memoria
de trabajo, copiar y borrar los juegos de parámetros de la memoria.
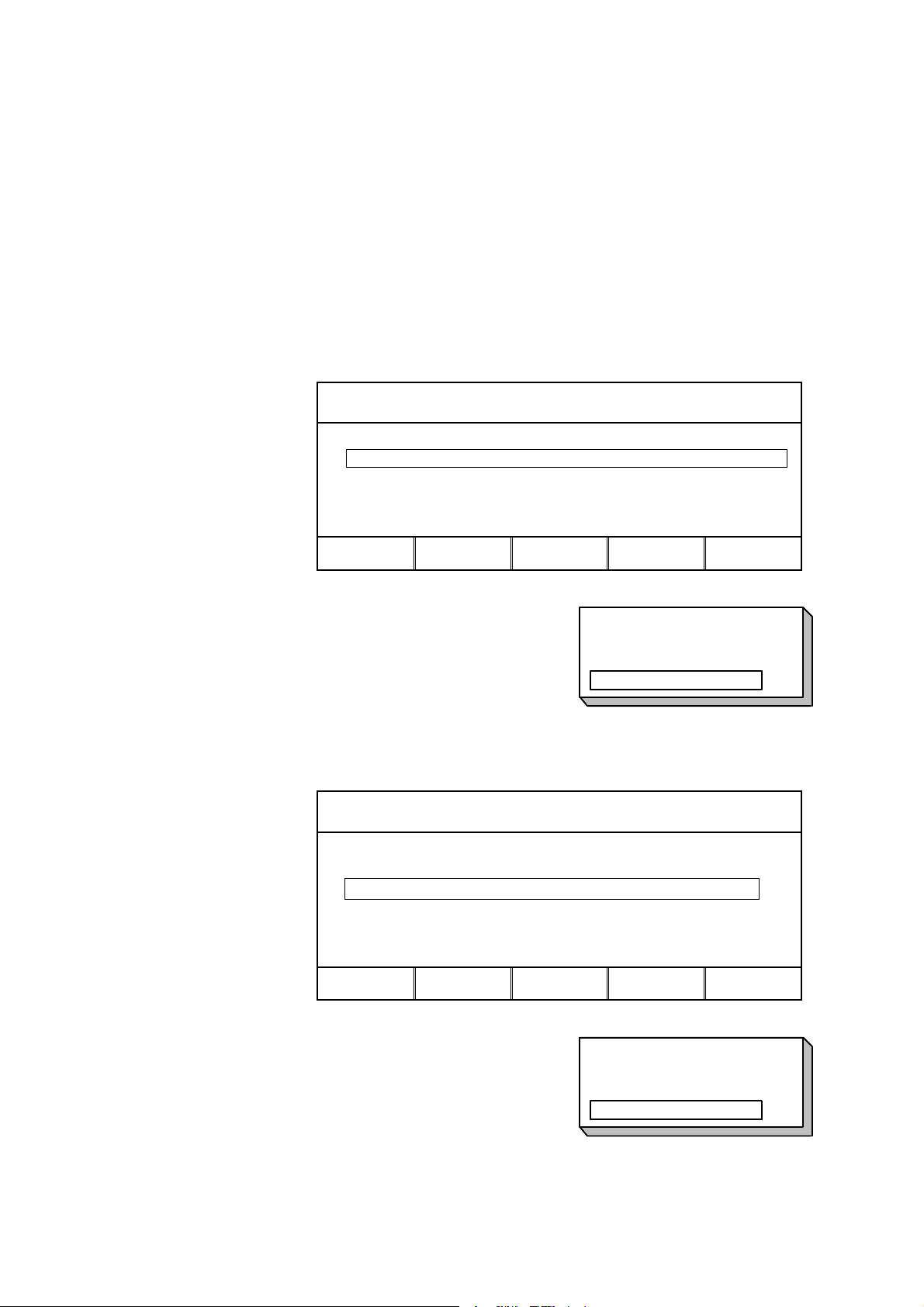
7.1 Almacenar
Cuando quiera almacenar un juego de parámetros, el menú general debe estar en
pantalla. Pulse el mando MEMORIA. Si la memoria de parámetros está vacía, la
imagen de pantalla será la siguiente:
FUNCIONES DE MEMORIA -- DATOS ALMACEN.
:
DATOS NO GRABADOS
ALMAC. SALIR
:
Ejemplo
Ahora almacenaremos un juego de parámetros. Tendrá la posición de memoria n
10. Pulse el mando ALMACENAR . La pantalla presentará la siguiente imagen.
GRABAR EN DATO NR.1
Si pulsa VALIDAR,
el juego de
parámetros será
almacenado con el
número 1, indicado
por la primera línea
de la pantalla.
SALIR VALIDAR
Pulsando los mandos más/menos se puede elegir una posición de memoria para el
juego de parámetros. Esto se ve en la primera línea de la pantalla.
bu11d01c
-- 4 1 --

El número indicado en la línea superior del display, es la primera posición vacía
encontrada en la memoria.
GRABAR EN DATO NR. 10
Pulse más/menos
hasta el n 10.
Pulse VALIDAR.
SALIR VALIDAR
El juego de parámetros está ahora almacenado con el n 10. En la zona inferior de
la pantalla se puede ver una parte del contenido de la memoria 10.
ALMACENAR EN LA MEMORIA N 10
10
" CORTO/SPRAY, Macizo , Fe, CO2, 1.2 mm
SALIR VALIDAR
Vuelva al menú de memoria con el mando CANCELAR.
¡Sugerencia!
Si dice ALMACENAR EN LA POSICIÓN DE MEMORIA 1, se puede pasar
directamente a 99 pulsando menos en
oen
.
bu11d01c
-- 4 2 --

7.2 Borrar
En el menú de la memoria se pueden borrar uno o varios juegos de parámetros.
Ejemplo
Ahora borraremos el juego de parámetros almacenado en el ejemplo anterior.
Pulse el mando BORRAR.
FUNCIONES DE MEMORIA -- DATOS ALMACEN.
10 50
" CORTO/SPRAY, Macizo Fe, CO2, 1.2 mm
ALMAC. BORRAR RELLAMAR COPIAR SALIR
El último juego de parámetros almacenado se marca automáticamente. Si hay más
de un juego se puede pasar de uno a otro con las flechas derecha/izquierda.
BORRAR DATO NR. 10
Pulse VALIDAR
para confirmar el
10
borrado del juego
n 10.
" CORTO/SPRAY, Macizo Fe, CO2, 1.2 mm
SALIR VALIDAR
bu11d01c
-- 4 3 --

7.3 Llamar nuevamente a memoria
Si quiere llamar a memoria un juego de parámetros ya almacenado, debe estar en
el menú de memoria. Pulse el botón RELLAMAR.
FUNCIONES DE MEMORIA -- DATOS ALMACEN.
10
ALMAC. BORRAR RELLAMAR COPIAR SALIR
Ejemplo
El último juego de parámetros almacenado se marca automáticamente. Si hay más
de un juego se puede pasar de uno a otro con las flechas derecha/izquierda.
RELLEMAR DATO NR. 10
Pulse VALIDAR
para confirmar que
10
quiere llamar al
juego n 10.
" CORTO/SPRAY, Macizo Fe, CO2, 1.2 mm
SALIR VALIDAR
Vuelva al menú de memoria con el mando SALIR.
7.4 Copiar
Se puede copiar el contenido de un juego de parámetros a una nueva posición en la
memoria. Comience pulsando el mando COPIAR.
FUNCIONES DE MEMORIA -- DATOS ALMACEN.
10
bu11d01c
" CORTO/SPRAY, Macizo Fe, CO2, 1.2 mm
ALMAC. BORRAR RELLAMAR COPIAR SALIR
-- 4 4 --

Ejemplo
El último juego de parámetros almacenado se marca automáticamente. Si hay más
de un juego se puede pasar de uno a otro con las flechas derecha/izquierda. Ahora
copiaremos el contenido de la posición de memoria n 10alan 50.
Pulsando los mandos más/menos se puede indicar la posición a la que se quiere
copiar.
COPIAR DATO NR. 10 A DATO NR. 50
Pasealaposición
50 con el mando
10
más y pulse
ENTER
" CORTO/SPRAY, Macizo Fe, CO2, 1.2 mm
SALIR VALIDAR
GRABAR SOBRE DATOS EXISTENTES ?
10
"CORTO/SPRAY, Macizo Fe, CO2, 1.2 mm
NO SI
Ahora el contenido de la posición 10 ha sido copiado a la posición 50.
Si la posición 50 estuviese ocupada, la pantalla lo indica.
COPIAR DATO NR. 10 A DATO NR. 50
10 50
" CORTO/SPRAY, Macizo Fe, CO2, 1.2 mm
SALIR VALIDAR
Vuelva al menú de la memoria con el mando SALIR.
bu11d01c
-- 4 5 --

7.5 Control remoto
Comenzamos con el menú general pulsando el botón MENÚ. Pasar ahora al menú
de regulación pulsando el botón MEDIDA.
CORTO/SPRAY, Macizo Fe, Ar8%CO2, 1.2 mm
En el menú de
medición se puede
activar el mando a
distancia pulsando el
botón ”Remoto”.
Hay 4 mandos a
distancia diferentes:
22,5 Volt
134 Amp
6,0 m/min
REMOTO SALIR
Mando digital
El mando digital se utiliza cuando se quiere activar juegos de parámetros
almacenados en la memoria sin utilizar la unidad de regulación.
S Aristo Control, 5 programas.
Con este mando se pueden activar 5 juegos de parámetros de la memoria. Se
almacenan en las posiciones 1 a 5.
La tensión también se puede ajustar a partir del programa de soldadura
activado.
Mando analógico
Con el mando analógico se pueden regular los parámetros primarios desde una
unidad que no sea la unidad de regulación.
S Aristo Control Synergic PAE 2.
Con este mando se puede aumentar/disminuir la velocidad de alimentación del
hilo y la tensión partiendo de la línea de sinergia seleccionada.
S Torcha Esab PSF con dos perillas.
Esta torcha tiene dos perillas que permiten aumentar/disminuir la velocidad de
alimentación del hilo y la tensión partiendo de la línea de sinergia seleccionada.
También se puede ajustar durante la soldadura.
S Torcha Esab PSF con tres programas.
Esta torcha tiene un botón con tres posiciones.
Con este botón se pueden activar 3 juegos de parámetros almacenados en la
memoria, por ejemplo para soldadura de raíz y costuras de relleno. También se
puede cambiar de programa durante la soldadura.
7.5.1 Configuración del control remoto
Consultar el punto 9.2.3.
bu11d01c
-- 4 6 --

8 REGULACIÓN RÁPIDA
8.1 Descripción de la regulación rápida
Si hay juegos de parámetros almacenados en la memoria, se puede tener uno o
varios (máximo 4) a disposición mediante el mando POSICIÓN RÁPIDA (FAST
MODE) del menú general.
ESAB -- Maquina desconocida
PROCEDIMENTO SOLDAD: MIG/MAG (HILO)
TIPO DE ARCO: CORTO/SPRAY
TIPO DE HILO: Macizo Fe
GAS DE PROTECION: Ar+8%CO2
DIAMETRO DE HILO : 1.2 mm
FUNCIONES AUXILIARES
"
AJUSTE MEDIDA MEMORIA
Cuando se pulsa el mando POSICIÓN RÁPIDA, la imagen es similar a la siguiente:
CORTO/SPRAY, Macizo Fe, CO2, 1.2 mm
MODO
RAPIDO
VALIDAR
22,5 Volt
134 Amp
6,0 m/min
SOLDAD
DA T O1
Cuatro de los mandos suaves pueden estar enlazados cada uno a un juego de
parámetros en la memoria. El quinto mando queda reservado para la conmutación
entre 2 y 4 tiempos (MIG/MAG y T IG).
SOLDAD
DA T O2
SOLDAD
DA T O3
SOLDAD
DA T O4
4-TIEMPO
8.2 Configuración de los mandos de regulación rápida
Consultar el punto 9.2.8.1.
bu11d01c
-- 4 7 --

9 FUNCIONES SUPLEMENTARIAS
9.1 Funciones de la tarjeta de memoria
Para poder utilizar estas funciones se debe
instalar la tarjeta PC.
1. Cortar la corriente a la soldadora.
2. Colocar la tarjeta PC
3. Activar la corriente
4. Pulsar funciones suplementarias, ENTER
5. Pulsar función de memoria de tarjeta, ENTER
Aparece la siguiente ventana:
El display muestra:
FUNCIONES DE LA TARJETA DE MEMORIA
REGULACIONES DE LOS PARÁMETROS DE SOLDADURA
Instalar la
tarjeta PC
ALMAC. BORRAR RELLAMAR SALIR
ALMACENAR
Se utiliza para almacenar los parámetros vigentes (posiciones ocupadas 1 a 99) de
la unidad de control en la tarjeta PC.
Si un parámetro ya está almacenado en la tarjeta, es sobreescrito
por el que hay
en la memoria de la unidad de control.
Ejemplo
tarjeta PCunidad de control
Los parámetros de
soldadura de la
unidad de control
123101250
La tarjeta
PC queda
vacía.
son:
tarjeta PC
Pulse ALMACENAR.
Los parámetros de soldadura de la unidad de control quedan almacenados en la tarjeta PC.
123101250
bu11d01c
-- 4 8 --

BORRAR
Se utiliza para borrar el contenido de la tarjeta PC (todos los parámetros de
soldadura)
Ejemplo
tarjeta PC
Los parámetros de soldadura en la tarjeta PC
son:
123101250
tarjeta PC
Pulse BORRAR. La tarjeta PC queda
vacía.
LLAMAR
Se utiliza para copiar parámetros de la tarjeta PC a la unidad de regulación. Si uno
de los parámetros ya está almacenado en la memoria de la unidad, es sobreescrito
por el que está almacenado en la tarjeta PC.
Ejemplo
tarjeta PCunidad de control
Pulse LLAMAR.
123101250 23456
unidad de control
La unidad de regulación tiene ahora 3 nuevos
juegos de parámetros (4, 5, 6) y los juegos 2 y 3
han sido actualizados con los que había en la
123456
10 12 50
tarjeta PC.
Aviso de Error
Si la unidad de regulación indica error en la tarjeta PC, se ve una información de
error que describe el error someramente.
Controle lo siguiente:
S Que la tarjeta PC esté bien introducida.
S Que la tarjeta PC no sea de marca desconocida y que esté aprobada.
S Que los datos almacenados en la tarjeta sean compatibles con el software de la
unidad de regulación.
S Que el número de versión de la tarjeta PC sea compatible y que no sea de
formato viejo.
bu11d01c
-- 4 9 --

9.2 Configuración
9.2.1 Idioma
Ver el punto 1.3.
9.2.2 Bloqueo
MENÚ GENERAL
FUNCIONES AUXILIARES
CONFIGURACION
FUNCION DE
BLOQUEO
A veces, se desea limitar el acceso a ciertas funciones de la unidad de regulación
para evitar que parámetros importantes o regulaciones puedan ser modificados por
otra persona. Cuando la función de bloqueo ha sido activada y uno se encuentra en
la pantalla de medición, (modo remoto) o en la pantalla de regulación rápida, se requiere una clave (la clave de bloqueo), cada vez que se desea pasar al menú general presionando el botón SALIR o MENÚ. Generalmente, el equipo queda en alguna
de estas tres posiciones al activarlo, y la única manera de pasar a otros menús es
con la clave de bloqueo.
FUNCION DE BLOQUEO
ESTADO DE BLOQUEO OFF
CAMBIAR CODIGO DE BLOQUEO
SALIR
VALIDAR
En el MODO DE CLAVE DE BLOQUEO, se puede activar/desactivar la función de
bloqueo sin borrar la clave de bloqueo existente en caso de desactivar la función. Si
no hay ninguna clave de bloqueo almacenada e igual se intenta activar la función de
bloqueo, se pasa a la pantalla que tiene un “teclado“ similar al del ordenador para
introducir un nuevo menú.
Al activarlo aparece un pequeño icono con una llave en la primera línea del display
para indicar que la función de bloqueo está activada, pudiendo pasar libremente por
todos los m enús sin ningún tipo de bloqueo, hasta llegar a la pantalla de medición o
de regulación rápida, en este caso se activa la función de bloqueo e impide al
usuario salir del menú sin introducir primero la clave de bloqueo.
En INTRODUCIR/MODIFICAR LA CLAVE DE BLOQUEO, se puede modificar una
clave existente o introducir una nueva.
Una clave de bloqueo puede tener un máximo de 10 caracteres o cifras.
bu11d01c
-- 5 0 --

Para salir del modo de bloqueo
Estando en la pantalla de medición o de regulación rápida con la función de bloqueo
desactivada, se puede pasar libremente al menú general pulsando CANCELAR o
MENÚ.
Si la función está activada y se intenta salir, aparecerá la siguiente imagen
indicando que el bloqueo está funcionando.
PULSE VALIDAR
PARA DE
BLOQUEO
Aquí se puede SALIR para volver a la pantalla anterior o seguir pulsando VALIDAR
para alimentar la clave de bloqueo.
Se pasa entonces a la imagen con el teclado, donde se puede escribir la clave y
confirmar con la tecla enter del teclado.
Si la clave no es la correcta, se genera una notificación de error y el usuario tiene
posibilidad de intentarlo nuevamente o de pasar a la pantalla anterior, es decir, la de
medición o de regulación rápida.
Si la clave es correcta, todos los bloqueos de paso a los otros menús se eliminan,
aunque la función de bloqueo queda activada, permitiendo al usuario salir de la
pantalla de medición/regulación rápida, pero quedando bloqueado nuevamente al
volver a ella.
Si estando fuera de la pantalla de medición/regulación rápida se desea modificar,
por ejemplo (regulaciones, desactivar la función de bloqueo, etc.) se puede volver a
ellas y a la función de bloqueo, activando nuevamente y “bloqueando“ al usuario
nuevamente en la pantalla de medición/regulación rápida
bu11d01c
-- 5 1 --

9.2.3 Mando a distanc ia
MENÚ GENERAL
FUNCIONES AUXILIARES
CONFIGURACION
CONTROLES REMOT
OS
Toda la configuración del mando a distancia es válida para todas las unidades de
alimentación conectadas.
Si se desactiva la configuración de ANALOGÍA, e llo es válido para ambas unidad de
alimentación cuando se utilizan dobles.
MIG/MAG (HILO) -- CONTROLES REMOTOS
IGNORAR OMISION ACTIVADO
OPERAC. DIGITAL: 5--PROGRAMAS
ANALOGICO 1: NINGUNA
ANALOGICO 2: NINGUNA
SALIR
VALIDAR
Llevar el cursor a la línea IGNORAR OMISION y pulsar VALIDAR para obtener una lista
con alternativas.
Con la función “ignorar omision“ activada, los parámetros de soldadura de la
posición de la memoria utilizada vuelven a regir al parar la soldadura.
Es decir, que si se ha introducido una modificación con relación a la línea de
sinergia, por ejemplo sumado +2V de tensión, se suelda y se para, la modificación
desaparece y los datos originales son repuestos.
Esta función es útil para probar nuevos parámetros de soldadura.
Configuración del mando digital
Al utilizar un control r emoto digital, se debe indicar el tipo de mando utilizado: el de 5
programas o el de 32 programas (código binario). Si se cuenta con una torcha de 3
programas, se debe seleccionar la alternativa de 5 programas.
Si se lleva el cursor a la línea MANIOBRA DIGITAL y se pulsa VALIDAR, aparece
una lista en la que se puede seleccionar una alternativa.
COD.BINARIO
5--PROGRAMAS
bu11d01c
-- 5 2 --

Configuración de control remoto analógico
Para utilizar control remoto analógico, hay que indicar en la unidad de regulación,
qué potenciómetro/s (máximo 2) se quiere/n utilizar.
En la unidad de regulación los potenciómetros se llaman ANÁLOGO 1 y ANÁLOGO
2 y cada uno a hace referencia a un parámetro de la soldadura, por ejemplo
(ANÁLOGO 1) a la tensión y (ANÁLOGO 2) a la alimentación de hilo en el proceso
MIG/MAG.
Si lleva el cursor a la línea ANÁLOGO 1 y pulsa
ENTER verá aparecer una lista.
Ahora se puede elegir si el potenciómetro ANÁLOGO
NINGUNA
TENSION
1 será utilizado (TENSIÓN) o no (NINGUNO)
Seleccione la línea TENSIÓN y pulse VALIDAR
MIG/MAG (HILO) -- CONTROLES REMOTOS
El display muestra:
IGNORAR OMISION: ACTIVADO
OPERAC. DIGITAL: 5--PROGRAMAS
ANALOGICO 1: TENSION
ANALOGICO 2: NINGUNA
RANGO EN ENTRADA:
ANALOG.1, DIG +/-- MIN: # 8.0 V
MAX:
50.0 V
*
SALIR VALIDAR
Si lleva el cursor a la línea ANÁLOGO 2 y pulsa
VALIDAR verá aparecer una lista
Ahora se puede elegir si el potenciómetro
NINGUNA
ALIM. DE HILO
ANÁLOGO 2 será utilizado (VELOCIDAD DE
ALIMENTACIÓN DE HILO) o no (NINGUNO)
Seleccione la línea VELOCIDAD DE ALIMENTACIÓN DE HILO y pulse VALIDAR
MIG/MAG (HILO) -- CONTROLES REMOTOS
El display muestra:
OPERAC. DIGITAL: 5--PROGRAMAS
ANALOGICO 1: TENSION
ANALOGICO 2: ALIM.DE HILO
RANGO EN ENTRADA:
ANALOG.1, DIG +/-- MIN: 8.0 V
MAX: 50.0 V
ANALOG 2 MIN: 1.5 m/min
MAX: 25 m/min
SALIR VALIDAR
También se debe ajustar el campo de regulación del o de los potenciómetros que se
utilizarán. Esto se hace indicando un valor mínimo y otro máximo con los mandos
+/-- de la unidad de regulación.
Esto es válido sin sinergia. En modo de sinergia se regula +/-- 10 V en ANALOG1 en
relación a la línea de sinergia seleccionada, la alimentación de hilo de ANALOG2 se
regula como en modo sin sinergia.
bu11d01c
-- 5 3 --
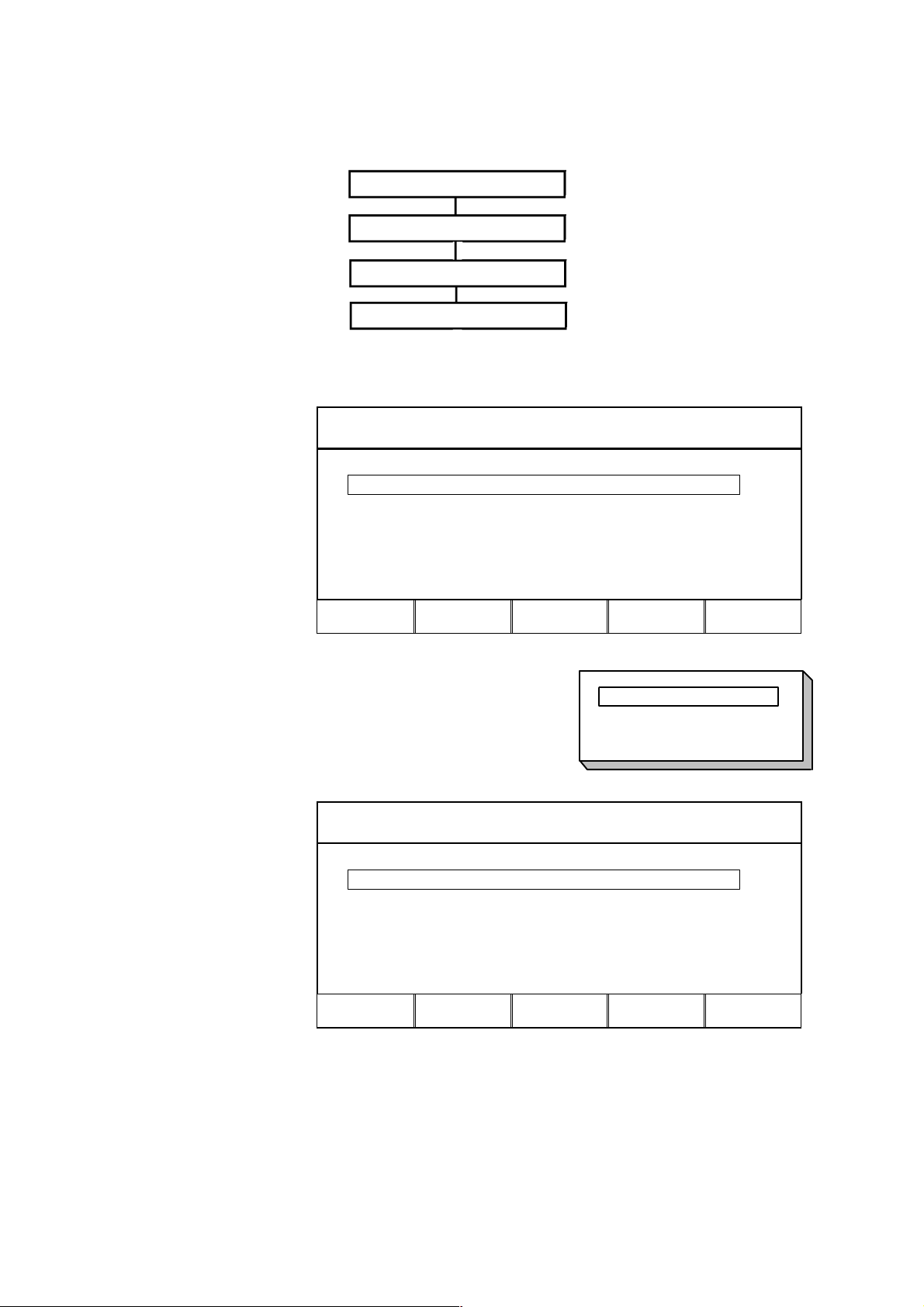
9.2.4 Regulaciones básicas MIG/MAG
MENÚ GENERAL
FUNCIONES AUXILIARES
CONFIGURACION
DA T OS POR DEF.
9.2.4.1 Función de Gatillo
CONFIGURACION -- DATOS POR DEFECTO MIG/MAG
Lleve el cursor a la
línea FUNCIÓN DE
GATILLO y pulse
VALIDAR para ver
MODO DE GATILLO: 4--TIEMPOS
AJUSTE TECLADO:
VOLT. MEASURE IN PULSED PULSE
una lista con
alternativas
Lleve el cursor a la línea 2 TIEMPOS y pulse
VALIDAR. FUNCIÓN DE GATILLO = 2
TIEMPOS queda regulado.
MIG/MAG
SALIR VALIDAR
2--TIEMPOS
4--TIEMPOS
Lleve el cursor a la
línea FUNCIÓN DE
GATILLO y pulse
VALIDAR para ver
una lista con
alternativas
bu11d01c
CONFIGURACION -- DATOS POR DEFECTO MIG/MAG
MODO DE GATILLO: 2--TIEMPOS
AJUSTE TECLADO:
VOLT. MEASURE IN PULSED PULSE
SALIR VALIDAR
-- 5 4 --

9.2.4.2 Pulsadores suaves
MENÚ GENERAL
FUNCIONES AUXILIARES
CONFIGURACIÓN
DATOS POR DEF. MIG/MAG
AJUSTE
TECLADO
Ya hemos hablado de los cinco mandos ”suaves” de la unidad de regulación. Al
soldar con MIG/MAG, el usuario tiene la posibilidad de regular las funciones de tres
de estos mandos de varias maneras:
De los cinco mandos suaves, se le puede otorgar funciones varias a los tres de la
izquierda.
Se puede elegir entre las siguientes alternativas:
S Descarga de gas
S Alimentación de hilo.
S Conmutación 2/4 tiempos
S Llenado de cráter ACT/DESACT
S Arranque lento ACT/DESACT
S rranque caliente ACT/DESACT
Para programar una de estas funciones en alguno de los mandos, proceda como
sigue:
En la pantalla se ve la siguiente figura con dos columnas: una para la función yotra
para el número de mando. Los números 1, 2 y 3 representan los mandos, es decir
que el botón más a la izquierda es el 1 y así sucesivamente.
En el ejemplo siguiente programamos la función de LLENADO DE CRÁTER
ACT/DESACT en el mando 1.
Coloque el cursor en la línea
LLENADO DE CRÁTER
ACT/DESACT. Pulse el
botón 1 (el que está más a la
izquierda).
bu11d01c
ASOCIAR FUNCIONES A TECLADO
Function Tecla
NINGUNA 1,2,3
PURGADEGAS
ALIMENTACION DE HILO
MODO DE GATILLO (2/4)
RELLENO CRATER ON/OFF
ARRANQUE SUAVE ON/OFF
ARRANQUE EN CALIENTE ON/OFF
NINGUNA NINGUNA NINGUNA SALIR
-- 5 5 --

La imagen de la pantalla indica que el mando 1 ha sido programado con la función
LLENADO DE CRÁTER ACT/DESACT. El número 1 ha descendido hasta la línea
correspondiente y en la sección inferior de la pantalla se puede ver el texto
’LLCRAT’ en el mando de la izquierda
ASOCIAR FUNCIONES A TECLADO
Function Tecla
NINGUNA ,2,3
PURGADEGAS
ALIMENTACION DE HILO
MODO DE GATILLO (2/4)
RELLENO CRATER ON/OFF 1
ARRANQUE SUAVE ON/OFF
ARRANQUE EN CALIENTE ON/OFF
RELLEN
CRA TER
NINGUNA NINGUNA SALIR
Los otros dos mandos se pueden programar con una función cada uno haciendo
coincidir las funciones de la columna de la izquierda con uno de los mandos en la
columna de la derecha.
9.2.4.3 Medición de la tensión en la pu lsació n corta
MENÚ GENERAL
FUNCIONES AUXILIARES
KONFIGURACION
DAT OS POR DEF.
MEDICIÓN DE LA TENSIÓN
MIG/MAG
Las posibilidades de medición de tensión en pulsación corta son:
--promedio de la tensión de pulsación.
--promedio de la tensión.
Promedio de la tensión de pulsación
La tensión se mide únicamente durante el pulso y es filtrada antes de presentar el
resultado en el display.
Promedio de la tensión
La tensión se mide continuamente y es filtrada antes de presentar el resultado.
Los valores presentados en el display se utilizan, además, para las funciones de
calidad externas e internas.
bu11d01c
-- 5 6 --

9.2.5 Mecanismo de Alimentación MLC 30C
¡ATENCIÓN!
La tarjeta d e actualización para MLC 30C se entrega junto con el mecanismo
de alimentacion.
MENÚ GENERAL
FUNCIONES AUXILIARES
KONFIGURACION
DAT OS POR DEF.
MLC 30C
DATOS POR DEFECTO MIG/MAG -- MLC 30C
MIG/MAG
Colocar el cursor
en el renglón de
MLC 30C, y pulsar
VALIDAR
FUNCIÓN DE 2 TIEMPOS DEL GATILLO
AJUSTE DE MANDOS SUAVES
MEDICIÓN DE TENSIÓN EN PULSACIÓN PULSO MEDIO
MLC 30C
SALIR VALIDAR
Potencia del motor
La potencia del motor indica el par de torsión con que el motor eléctrico del
mecanismo de alimentación empujará el hilo.
La potencia del motor está preregulada a 1,50 A, este par de torsión vale para la
mayoría de tipos de hilo y las diferentes longitudes de las mangueras. Peso si se
utiliza un hilo delgado de aluminio blando, puede convenir reducir la potencia a 1,25
A para evitar problemas con el hilo.
Si se cuenta, por ejemplo, con un guiahilo gastado y una manguera de 16 m y la
alimentación del hilo se hace más pesada, se puede aumentar la potencia del motor
a1,75A.
Observe que es muy importante la alimentación uniforme del hilo en el mecanismo
de alimentación trasero, ya que la fuente de corriente regula la referencia de la
velocidad del hilo de este mecanismo.
bu11d01c
-- 5 7 --

Colocar el cursor
en POTENCIA DEL
MOTOR.Pulsar
VALIDAR para ver
una lista con
alternativas.
DATOS POR DEFECTO MIG/MAG -- MLC 30C
POTENCIA DEL MOT OR 1.0 A
PARADA VEL. DE ALIMENT. DEL HILO 0.7 m/min
SALIR VALIDAR
Llevar el cursor al renglón de la potencia
seleccionada para el motor
Consultar la tabla de tipo de hilo--potencia del motor en
las instrucciones de uso para la MLC 30C. Pulsar
VALIDAR.
1.0 A
1.25 A
1.50 A
1.75 A
Velocidad del hilo
La parada de velocidad del hilo, es la velocidad del hilo a la que se cierra la fuente
de corriente. Esto es para que la parada sea lo mejor posible sin que se queme en
la boquilla.
Si se suelda, por ejemplo a 13 m /min se puede ajustar el límite de parada a 10
m/min, lo que significa que el mecanismo de alimentación se para y la fuente de
corriente se apaga cuando la velocidad cae por debajo de 10 m/min.
Ello para evitar que se queme la boquilla.
Si se suelda a 3--4 m/min la velocidad de parada se ajusta a un valor inferior, por
ejemplo 1,0 m/min.
El valor de ajuste es entre 0,7 y 10 m/min.
Colocar el cursor
en POTENCIA DEL
MOTOR.Pulsar
VALIDAR para ver
una lista con
alternativas.
bu11d01c
DATOS POR DEFECTO MIG/MAG -- MLC 30C
POTENCIA DEL MOTOR 1.0 A
PARADA VEL. DE ALIMENT. DEL HILO 0.7 m/min
SALIR VALIDAR
-- 5 8 --

9.2.6 Regulaciones básicas MMA
Para uso futuro.
9.2.7 Regulaciones básicas TIG
Para uso futuro.
9.2.8 Regulaciones básicas gen erales
9.2.8.1 Límites de regulación rápida
MENÚ PRINCIPAL
FUNCIONES AUXILIARES
CONFIGURACIÓN
REGULACIONES GENERAL
REGULACIÒN
RÀPIDA
La configuración de un mando para la regulación rápida se realiza de la siguiente
manera:
REGULACIONES GENERALES -- POSICIÓN RÁPIDA
Lleve el cursor a la
TECLA NUMERO: 1
línea
correspondiente al
mando.
TENSION: + 0.0 V
-- 0 . 0 V
VELOCIDAD HILO: + 0.0 m/min
-- 0 . 0 m / m i n
DATO SOLDADURA ASOCIADO: 1
CORTO/SPRAY, Macizo Fe, CO2, 1.2 mm
SALIR
Los mandos están numerados de1a4deizquierdaaderecha.Seleccioneel
mando deseado pulsando más/menos.
Vaya luego hacia abajo con la flecha hasta la línea “PARÁMETROS RELACIONADOS”. Aquí se puede pasar a otros juegos de parámetros almacenados en la
memoria. Seleccione el juego deseado pulsando más/menos.
Al llamar un juego de parámetros con el mando de posición rápida, se pueden
ajustar los parámetros de soldadura accesibles. Si se desea limitar la escala de
regulación de estos parámetros, se puede definir un límite superior y uno inferior.
bu11d01c
-- 5 9 --

Los siguientes parámetros están accesibles para ser regulados:
S para la soldadura MIG/MAG
S Velocidad de alimentación del hilo
o
S Tensión
S para la soldadura MMA
S Corriente de soldadura
S para la soldadura TIG
S Corriente de soldadura
S para la soldadura de arco con electrodo de carbono
S Tensión
Definición de los límites de las escalas de parámetros.
Para cada parámetro se debe indicar un valor positivo (límite superior) y un valor
negativo (límite inferior) que tienen como referencia los valores originarios de la
regulación de los parámetros.
REGULACIONES GENERALES -- POSICIÓN RÁPIDA
Lleve el cursor a la
TECLA NUMERO: 1
línea
correspondiente al
mando.
TENSION: + 0.0 V
-- 0 . 0 V
VELOCIDAD HILO: + 0.0 m/min
-- 0 . 0 m / m i n
DATO SOLDADURA ASOCIADO: 1
CORTO/SPRAY, Macizo Fe, CO2, 1.2 mm
SALIR
Defina los límites superior e inferior con los mandos más/menos.
9.2.8.2 Señales de arranque dobles
CONFIGURACIÓN -- REGULACIONES GENERALES
MODO RAPIDO LIMITES
ACTIVAR DOBLE FUENTE OFF
SALIR VALIDAR
Con esta regulación activada, se puede activar la unidad de alimentación desde la
tarjeta TIG (universal).
De la misma manera, se posibilita la activación de la torcha TIG desde la unidad de
alimentación. Esta función es útil en aplicaciones mecanizadas.
bu11d01c
-- 6 0 --

9.2.9 Unidades de alimentación múltiples
MENÚ PRINCIPAL
FUNCIONES AUXILIARES
CONFIGURACION
ALIMENTADOR DE
HILO
Todas las unidades de alimentación nuevas se suministran al cliente con el número
de identidad 0.
Lo primero que se hace es modificar el nro. de identidad (dirección del nódulo) en
una de las unidades (sólo válido para unidades de alimentación múltiples).
FUNCIONES AUXILIARES -- CONFIGURACION
Llevar el cursor a
la línea de
unidades de
alimentación
múltiples y pulsar
VALIDAR.
IDIOMA: ESPANOL
FUNCION DE BLOQUED:
CONTROLES REMOTES
DATOS POR DEFECTO MIG/MAG
DATOS POR DEFECTO MMA
DATOS POR DEFECTO TIG
CONFIGURACION GENERAL POR DEFECTO
DOBLE ALIMENTADOR DE HILO
SALIR VALIDAR
Para cambiar el nro. de identificación, proceder como se indica a continuación:
Primero se conecta una nueva unidad de alimentación, después se pasa a la
pantalla “UNIDADES DE ALIMENTACIÓN MÚLTIPLES“ y se pulsa y suelta el gatillo
de la torcha para activar la unidad, ver luego en la línea superior el nro. de
identificación de la unidad (debe ser 0 la primera vez). Seleccionar luego un nuevo
nro. entre 0 y 3.
DOBLE ALIMENTADOR DE HILO
Llevar el cursor a la
línea “SELECCIONAR
UN NUEVO NRO. DE
IDENTIFICACIÓN“.
Ajustar el nro. deseado
entre0y3conlos
botones +/--. Pulsar
VALIDAR.
NUMERO DE IDENTIFICACION ACTUAL
ELIJA UN NUEVO NR. DE IDENTIFICACION 0
ID. ALIMENTADORES CONECTADOS
SALIR ENTER
bu11d01c
-- 6 1 --

En la línea superior, la cifra del nro. ID será la deseada.
Conectar luego la unidad de alimentación siguiente y pulsar el g atillo de la torcha
para activarla, se ve entonces que la unidad tiene el nro. 0.
La configuración está lista y el equipo se puede comenzar a utilizar como de
costumbre.
De la misma manera se pueden configurar y operar hasta cuatro unidades de
alimentación.
Lo importante, al operar unidades de alimentación múltiples, no es el número que
tengan, sino que éstos números sean diferentes para poder diferenciarlas.
Si por error, dos unidades tuviesen el mismo número, se presentará en pantalla el
mensaje de error nro. 15 en forma continua.
Desconectar entonces una de las unidades y comenzar el procedimiento
nuevamente.
Además, siempre se puede pasar a la pantalla de configuración y controlar el nro.
de identificación de las unidades conectadas pulsando el gatillo de la torcha.
En la línea correspondiente a NRO. DE LAS UNIDADES CONECTADAS se ve el
nro. de identificación de todas las conectadas.
9.2.10 Parámetros de soldadura de las unidades múltiples
Los parámetros de soldadura son conectados individualmente a la unidad de
alimentación correspondiente. Para poder conectar los parámetros con una unidad
de alimentación, ésta debe estar activada, cuando es así, se reponen los
parámetros como de costumbre (ver la administración de la memoria en el punto 7),
se realizan los ajustes necesarios y todo se conecta a la unidad de alimentación
activa.
Para ajustar la próxima unidad de alimentación, se pulsa el gatillo de la torcha
activando la unidad, después se reponen los parámetros que se quieren acoplar a
esta unidad.
Se puede conectar cualquier número de juego de parámetros a cualquier unidad de
alimentación.
9.2.11 Mandos a distancia múltiples
Los mandos a distancia gobiernan las unidades de alimentación a las que están
conectados. El dispositivo digital de 5 programas repone los parámetros de las
distintas posiciones de la memoria, dependiendo del nro. de identificación que tenga
la unidad de alimentación
La unidad con el nro. 0 repone parámetros de las pos. 1 -- 5
La unidad con el nro. 1 repone parámetros de las pos 11--15
La unidad con el nro. 2 repone parámetros de las pos 21--25
La unidad con el nro. 3 repone parámetros de las pos 31--35
Todos los límites regulados en la pantalla de regulación rápida y de configuración de
mando a distancia son válidos para todas las unidades de alimentación.
bu11d01c
-- 6 2 --

9.3 Funciones de calidad
MENÚ PRINCIPAL
FUNCIONES AUXILIARES
FUNCIONES DE
CALIDAD
Las funciones de calidad mantienen información sobre datos interesantes de
soldaduras especiales.
Dichas funciones son:
Momento de arranque de la soldadura
Tiempo de duración de la soldadura
Corriente promedio, mínima y máxima de la soldadura
Tensión promedio, mínima y máxima de la soldadura
Efecto promedio, mínimo y máximo de la soldadura
Además se puede alimentar en forma manual la longitud de la soldadura para que la
unidad de parámetros de soldadura calcule la energía necesaria.
También se indica la cantidad de soldaduras desde la última reposición. Se pueden
almacenar un máximo de 100. Las soldaduras siguientes (a las 100 primeras) son
ignoradas. Para ser registrada, la soldadura debe durar más de 4,0 s.
La última soldadura registrada se muestra en el display, además se puede pasar a
las otras soldaduras registradas.
Al pulsar REPOSICIÓN, se ponen a cero todas las variables.
FUNCIONES DE CALIDAD
SOLDA 1 INICIO: 01--JUN--97 12:00.02
TMPO DE SOLD: 0.0s
LONGITUD 0 cm INPUT TERM 0.0kJ/cm
AVE. MAX MIN
I(Amp) 0.00 0.00 0.00
U(V) 0.00 0.00 0.00
P(kW) 0.00 0.00 0.00
NR. DE SOLD. DESDE ULT. RESET: 0
RESET SALIR
Para seleccionar una determinada soldadura se pulsa aumentar/disminuir con
oen
y el cursor sobre la línea que muestra la soldadura actual.
Se puede indicar la longitud de la soldadura en el campo correspondiente para
lograr la energía necesaria.
bu11d01c
-- 6 3 --

9.4 Estadística de producción
MENÚ PRINCIPAL
FUNCIONES AUXILIARES
ESTADIST. DE
PRODUCCION
La estadística de producción almacena el tiempo total de existencia del arco, la
cantidad de material y la cantidad de soldaduras desde la última reposición. Además
almacena el tiempo de arco y cantidad de material de la última soldadura. Como
información se muestra tam bién la m a sa por unidad de longitud utilizada para
calcular la masa y el momento de la última reposición.
La suma total de soldaduras no se aumenta si el tiempo de soldadura es inferior a 4
s. Por ello no se indica la cantidad de material utilizado en una soldadura de este
tipo. Sin embargo, el material utilizado y el tiempo de soldadura se incorporan en las
sumas totales.
Al pulsar RESET, se vuelven a cero todos los contadores y la última reposición
indica la fecha y hora actuales.
ESTADISTICA DE PRODUCCIÓN
ULT.SOLD TOTAL
TIEMPO DE ARCO 24s 0s
HILO CONSUMIDO 0g 0g
BASADO EN 0.09g/m
NR. DE SOLDAD 0
ULTIMO RESET 01--JUN--97 12:00.02
RESET SALIR
bu11d01c
-- 6 4 --

9.5 Registro de fallos
MENÚ PRINCIPAL
FUNCIONES AUXILIARES
LISTADO DE
ERRORES
Todos los fallos ocurridos durante el uso del equipo de soldadura son almacenados
en un registro con un máximo de 99 fallos. Si el registro se llena y hay nuevos fallos
para almacenar, se borra el más viejo.
12 " Fecha Hora Unidad Fallo
970422 15:52,24 CBOX 18
Contacto Perdido con Alimentador
970422 16:54.04 CBOX 12
Perdido contacto TIG i/O
970423 09:14,33 PSOURCE 6
Buffer de Transmision Saturado
BORRAR
BORRAR
TODO
VER
TOTAL
SALIR
9.5.1 Borrar avisos de fallo
Si se quieren borrar los avisos de fallo hay dos posibilidades, cada una con un
mando.
S Borrar los avisos marcados
S Borrar todos los avisos
9.5.2 Clasificación de fallos
Al pulsar MOSTRAR TODOS, se puede ver la cantidad total de fallos almacenados
en el registro. También se ve la fecha y hora del más viejo y el último aviso
registrado.
LISTADO DE ERRORES -- LISTADO TOTAL
LISTADO TOTAL DE ERRORES: 12
ERROR MAS ANTIGUO: 970417, 11:09,11
ULTIMO ERROR: 970429, 13:04,45
bu11d01c
SALIR
-- 6 5 --

9.5.3 Mensajes de error
A continuación se presenta una lista de los mensajes de error posibles.
1
2
3
4
5
6
7
8
9
10
11
CBOX
PSOURCE
WFEED
CBOX
PSOURCE
WFEED
CBOX Error en la memoria RAM externa. Eltestserealizasóloenlainiciación
CBOX
PSOURCE
WFEED
PSOURCE Tensión continua fuera del valor límite. La tensión después del rectifi-
PSOURCE Temperatura alta. Temperatura demasiado alta en la fuente de corriente.
PSOURCE Corriente de entrada alta. La unidad convertidora consume demasiada
CBOX
PSOURCE
WFEED
PSOURCE
WFEED
PSOURCE Tensión continua 3 fuera de los límites de seguridad
PSOURCE
WFEED
ErrorenlasumadecontrolEPROM
Error en la memoria del programa -- El test se realiza sólo en la iniciación,
al conectar la electricidad. Este fallo no bloquea ninguna función.
Error en la memoria RAM, microprocesador. ErrorenlamemoriaRAM
del procesador -- El test se realiza sólo en la iniciación, al conectar la
electricidad. Este fallo no bloquea ninguna función.
después de conectar la electricidad. Este fallo no bloquea ninguna función.
Caída de la tensión de alimentación de 5V
La tensión de alimentación del ordenador puede haber disminuido por alguna razón. Quizás al apagar la máquina, pero también se puede deber a
algún fallo en la tensión de alimentación de la tarjeta.
cador de red puede ser demasiado alta o demasiado baja, debido posiblemente a transitorios fuertes en la red o debido a una red débil. La unidad
convertidora se cierra inmediatamente en forma automática y queda bloqueada hasta que la tensión baja por debajo del valor límite.
Puede ser originada por demasiada carga, el ventilador defectuoso u otro
componente fallado.
corriente continua, se cierra automáticamente y se mantiene bloqueada
hasta que el fallo sea reparado.
Tensión continua 1 fuera de los límites de seguridad
CBOX: Tensión de batería demasiado baja
PSOURCE: La tensión interna de alimentación +15VC es muy alta o muy
baja.
WFEED: La tensión interna de alimentación 15V es muy alta o muy baja.
Tensión continua 2 fuera de los límites de seguridad
PSOURCE: La tensión interna de alimentación --15V es muy alta o muy
baja.
WFEED: La tensión interna de alimentación 20V es muy alta o muy baja.
La tensión interna de alimentación +15VB es muy alta o muy baja.
Error en el servo. PSOURCE: El servo de corriente no puede mantener
la corriente que el ordenador requiere. Existe una diferencia constante
entre la respuesta del shunt y el valor consigna de la corriente.
WFEDD: El servo de velocidad de hilo no puede mantener la velocidad
que el ordenador requiere.
12
14
15
17
bu11d01c
CBOX
PSOURCE
WFEED
CBOX La comunicación del bus está cerrada
CBOX
PSOURCE
WFEED
CBOX Contacto perdido con el mecanismo de alimentación
Estado de alerta en la comunicación de bus. El contador de fallos del
circuito de bus tiene un valor tan alto que envía una alerta. Si el valor continúa aumentando, coloque el circuito de bus en .“bus--off“ y el contacto
con la unidad de parámetros de soldadura (unidad de regulación) se corta.
El contador de fallos del circuito de bus tiene un valor tan alto que pasa a
“bus--off“. Para rearmar es necesario cortar la tensión.
Pérdida de información en la comunicación de bus. El circuito de bus
indica que una información se ha perdido porque otra posterior ha sido
escrita sobre la primera. Este fallo no bloquea ninguna función.
Se utiliza un aviso identificatorio para mantener el control constante de
que una determinada unidad está conectada a la red. El “Time out“ de la
respuesta genera este código. Se envía inmediatamente una orden de
paro a la fuente de corriente .
-- 6 6 --

18
19
20
21
22
23
25
26
27
28
29
30
31
32
CBOX Contacto perdido con la fuente de corriente
Se utiliza un aviso identificatorio para mantener el control constante de
que una determinada unidad está conectada a la red. “Time out“ (lapso
transcurrido) en la respuesta genera este código. Se envía inmediatamente una orden de paro al mecanismo de alimentación.
CBOX Error en la memoria RAM alimentada por batería. Un “byte“ en la me-
moria RAM alimentada por batería se utiliza para controles puntuales. Si
la batería pierde tensión, el valor no será coincidente al realizar el test en
la próxima iniciación, por lo que se realiza una reposición de la memoria
de parámetros. Dicha reposición implica que todos los parámetros de soldadura se ponen a cero, la regulación vigente será: MIG/MAG, DIP/
SPRAY, Fe, CO2 y 1,2 mm.
CBOX Regulaciones no admitidas almacenadas en la memoria RAM
Un valor no permitido ha sido detectado entre los parámetros de ajuste no
numéricos. La detección del fallo implica la reposición de los parámetros
de la memoria. El test se realiza sólo al iniciar al conectar la electricidad.
Este fallo no bloquea ninguna función.
CBOX Regulaciones incompatibles almacenadas en la memoria RAM
Los valores regulados para el método, material, gas e hilo forman una
combinación incompatible. La detección del fallo implica la reposición de
los parámetros de la memoria. Este fallo no bloquea ninguna función.
CBOX Pérdida en el búfer de emisión
El búfer de emisión ha sido rebasado. Un corte en la línea de bus puede
ocasionar este fallo. Para rearmar es necesario cortar la tensión.
CBOX Pérdida en el búfer de recepción
El búfer receptor ha sido rebasado. El fallo es ocasionado por el microprocesador de la unidad de regulación, que recibe más información que la
que puede administrar. Para rearmar es necesario cortar la tensión.
CBOX Formato de parámetro de soldadura incompatible
Cuando la unidad de regulación es cargada con datos de soldadura (no
datos aislados, sino por transmisión en bloque), recibe un número de versión del formato de los parámetros. Si esta versión no coincide con la versión de la unidad de regulación, se genera este código de error.
PSOURCE
WFEED
WFEED El hilo de soldadura se ha terminado
CBOX
PSOURCE
WFEED
PSOURCE No hay caudal de agua
CBOX Contacto perdido con la unidad TIG I/O
CBOX No hay respuesta de la tarjeta del display
WFEED No hay caudal de gas. El monitor de caudal de gas ha indicado que no
“Watchdog“ generó la reposición
El “watchdog“ (monitor) interno del procesador ha generado una indicación, es decir que algo ha impedido al procesador realizar sus tareas normales en el circuito principal del programa dentro del lapso admitido (64
ms). Cuando esto ocurre, el procesador es repuesto y comienza nuevamente. Cuando el programa se reinicia, detecta que el motivo de rearranque fue originado por “watchdog“, y envía este código. Este fallo no bloquea ninguna función.
El hilo del mecanismo de alimentación se ha terminado.
Pérdida en la pila
La pila (el área de la memoria que el procesador utiliza para el almacenamiento momentáneo de datos) ha sido rebasada. El error puede ser originado por una carga de trabajo demasiado grande del procesador.
El monitor de caudal de agua ha indicado que no hay caudal de agua.
Se utiliza un aviso identificatorio para mantener el control constante de
que una determinada unidad está conectada a la red. El “Time out“ (lapso
transcurrido) de la respuesta genera este código. Se envía inmediatamente una orden de paro a la fuente de corriente.
El procesador no recibe el acuse de recibo de la tarjeta del display (normalmente la tarjeta del display envía acuse de recibo por todos los comandos enviados por el procesador). Este fallo no bloquea ninguna función, salvo el display que deja de funcionar.
hay caudal de gas.
bu11d01c
-- 6 7 --

9.6 Líneas de sinergia personalizadas para MIG/MAG
MENÚ PRINCIPAL
FUNCIONES AUXILIARES
SINERGICOS DE
USUARIO
Es posible definir líneas de sinergia personalizadas para la alimentación de hilo y la
tensión. Se puede almacenar hasta un máximo de 10 líneas.
La definición de una nueva línea de sinergia se hace en dos pasos.
1. La línea de sinergia se define indicando una determinada cantidad de
coordenadas tensión--velocidad de hilo, vea los puntos A --D en la siguiente
figura.
Tensión
D
C
B
A
Alimentación de hilo
2. Indique la combinación de hilo--gas correspondiente.
9.6.1 Indique las coordenadas hilo --tensión
Para definir una línea de sinergia para el método arco corto/pulverizado se
requieren 4 coordenadas y para el método pulsación 2 coordenadas. Las
coordenadas deben ser almacenadas en la memoria asignándoles un número.
Proceda así:
1. Pase al menú general y seleccione el método MIG/MAG (arco corto/pulverizado
o pulsación) para el que regirá la línea de sinergia.
2. Alimente los valores deseados para tensión y velocidad de alimentación de hilo
de la primera coordenada.
3. Pase al menú de la memoria y almacene la primer coordenada con el número
96.
S Las cuatro coordenadas de una línea de arco corto/pulverizado deben
almacenarse en los números 96, 97, 98 y 99.
Además:
S un juego de parámetros con número más alto que otro debe tener mayor
valor de tensión y de alimentación de hilo que el inmediatamente
anterior.
S los parámetros de inductancia, Tipo de regulador y arranque caliente
deben tener los mismos valores en los cuatro números.
S Las dos coordenadas de una línea de pulsación deben almacenarse en los
números 96 y 97. Además:
bu11d01c
-- 6 8 --

S tun juego de parámetros con número más alto que otro debe tener
mayor valor de tensión, y de alimentación del hilo y frecuencia de pulso
que el inmediatamente anterior
S los parámetros de tiempo del pulso, tensión--arranque caliente, Ka, Ki y
de rampa deben tener los mismos valores en ambos números.
S Los parámetros de rellenado de cráter deben ser almacenados con el
número 96 (válido para ambos métodos arco corto/de pulsos)
4. Defina la cantidad de coordenadas necesaria y pase luego a “Defina
combinación válida de hilo--gas”.
9.6.2 Defina combinación válida de h ilo-- gas
Proceda como sigue:
1. Pase a la imagen de las líneas de sinergia personalizadas.
MENÚ PRINCIPAL
FUNCIONES AUXILIARES
USUARIO
GENERAR LINEA SINERGICA
SALIR VALIDAR
Lleve el cursor a la
línea TIPO DE HILO y
pulse VALIDAR.
SINERGICOS DE
TIPO DE HILO: Macizo Fe
GAS DE PROTECION: Ar+20%CO2
DIAMETRO DE HILO: 1.2 mm
ALAMCENAR NUEVA LINEA DESDE
MEMORIA DE DATOS 96, 97, 98, 99
BORRAR LINEA SINERGICA
Seleccione una alternativa en la lista (marque la alternativa y pulse ENTER).
2. Seleccione luego de la misma manera el gas protector y la dimensión del hilo.
3. Marque la línea ALMACENAR NUEVA LÍNEA.... y pulse ENTER.
El procedimiento queda concluido, una nueva línea de sinergia ha sido definida.
¡ATENCIÓN! Cuando se desea utilizar la función de llenado de cráter con pulsación,
debe haber una línea de sinergia correspondiente para arco corto/pulverizado dado
que todos los parámetros de llenado de cráter son del tipo arco corto/pulverizado.
Por ello, al crear una nueva línea de sinergia para el método de pulsación siempre
se produce un llamado de atención si no se ha creado una línea correspondiente
para el método arco corto/pulverizado.
¡ADVERTENCIA!
Falta la línea de sinergia correspon-
diente para arco corto/pulverizado
bu11d01c
-- 6 9 --

9.6.3 Definir alternativas personalizadas hilo/gas.
Las listas personalizadas de alternativas hilo/gas se pueden aumentar hasta 10.
Debajo de cada lista hay una línea blanca (------). Llevando el cursor a esta línea y
pulsando VALIDAR se forma un “teclado” que permite alimentar alternativas propias.
CO2
Ar+20 % CO2
Ar+2 % O2
Ar+5 % O2+5 % CO2
Ar+8 % CO2
Ar+23 % CO2
-- -- -- -- -- -- --
El “teclado” de la unidad de regulación se utiliza como sigue:
S Lleve el cursor al carácter deseado con las flechas. Pulse el mando suave
“PULSAR TECLA”.
Escribamáximo20caracteres.
S Marque la tecla ENTER () del “teclado” y pulse el mando suave “PULSAR
TECLA” y la alternativa creada aparece en la lista..
Para borrar una alternativa personalizada:
Marque la alternativa en la lista.
GENERAR LINEA SINERGICA
Pulse el mando
BORRAR.
TIPO DE HILO: Macizo Fe
GAS DE PROTECION: Ar+20%CO2
DIAMETRO DE HILO: 1.2 mm
ALAMCENAR NUEVA LINEA DESDE
MEMORIA DE DATOS 96, 97, 98, 99
BORRAR LINEA SINERGICA
BORRAR SALIR VALIDAR
Una alternativa personalizada que forme parte del juego de parámetros que está en
la memoria de trabajo no se puede borrar.
bu11d01c
-- 7 0 --

9.6.4 Para borrar una línea de sinergia personalizada
Una línea de sinergia personalizada se puede borrar si no está activada, es decir si
no forma parte del juego de parámetros que está en la memoria de trabajo.
GENERAR LINEA SINERGICA
Lleve el cursor a la
línea BORRAR
LÍNEA DE
TIPO DE HILO: Macizo Fe
GAS DE PROTECION: Ar+20%CO2
DIAMETRO DE HILO: 1.2 mm
SINERGIA
ALAMCENAR NUEVA LINEA DESDE
MEMORIA DE DATOS 96, 97, 98, 99
BORRAR LINEA SINERGICA
SALIR VALIDAR
Aparece una nueva imagen en pantalla. Con el mando PRÓXIMO se puede pasar a
las otras líneas de sinergia personalizadas.
GENERAR LINEA SINERGICA
Pase a la línea que
desea borrar y pulse
el mando BORRAR
PASE A LA LINEA QUE DESEA BORRAR
" PULSE, Ss duplex, Ar, 1.4 mm
PRÓXIMO BORRAR SALIR
9.7 Comunicación en serie
Función para uso futuro.
bu11d01c
-- 7 1 --

9.8 Actualización del programa
MENÚ PRINCIPAL
FUNCIONES AUXILIARES
ACTUALIZACION SOFTW
ARE
Aplicación
Con esta función se pueden actualizar los programas de la unidad de regulación, de
la fuente de corriente y de la unidad de alimentación desde una tarjeta PC.
ACTUALIZACION SOFTWARE
Unidad Ver.Act. PC--tarj.
VERSION DE SISTEMA
BOOT SOFTWARE
FUENTE DE CORR:
ALIM. DE HILO
CAJA DE CONTROL
1.50A
2.00A
1.31E
SALIR
1.00B
1.12
1.50B
2.00A
1.31F
ACTUA-LIZAR
Versión actual Describe la versión del programa activa en esta unidad.
Tarjeta PC Describe la versión del programa almacenada en la tar-
jeta PC de esta unidad.
?
Hay una unidad, pero el ordenador no sabe qué versión
tiene.
--
No hay ningún programa para esta versión en la tarjeta
PC.
Versión del sistema Indica el juego de programas almacenado en al tarjeta
PC. Un juego de programas puede comprender entre 1
y 4 programas (1 para cada unidad).
Reinicio del programa Programa para la administración de la actualización.
Fuente de corriente Circuito impreso para el gobierno de la fuente de corri-
ente.
Unidad d e alimentación
Unidad de parámetros
Circuito impreso para el gobierno de la alimentación del
hilo.
Circuito impreso en la unidad de regulación.
de soldadura
bu11d01c
-- 7 2 --

Para actualizar:
Seleccionar la/las unidad/es que se desea/n actualizar, llevando el cursor a la línea
respectiva y marcarlas ( ). Una vez que se ha marcado lo que se quiere
actualizar, pulsar ” ACTUALIZAR” y aceptar con ”Sí” para iniciar la actualización.
ACTUALIZACION SOFTWARE
Llevar el cursor a la
Unidad Ver.Act. PC--tarj.
línea de la unidad
que se quiere
actualizar.
VERSION DE SISTEMA
BOOT SOFTWARE
FUENTE DE CORR.
ALIM. DE HILO
CAJA DE CONTROL
1.50A
2.00A
1.31E
SALIR
S Pulsar el primer botón para marcar la unidad (queda señalada).
Pulsando el botón nuevamente se desmarca la unidad.
Si se desea actualizar más unidades, se marcan de la misma manera.
ACTUALIZACION SOFTWARE
1.00B
1.12
1.50B
2.00A
1.31F
ACTUA-LIZAR
Pulsar SÍ para
Unidad Ver.Act. PC--tarj.
actualizar. La
actualización puede
tardar hasta 5 min.
LA ACTUALIZACION DE SOFTWARE PUEDE DURA
5 MINUTOS Y NO PUEDE SER INTERRUMPIDO....
DESEA CONTINUAR?
NO SI
Durante la actualización se puede ver la siguiente ventana en el display.
bu11d01c
-- 7 3 --

ACTUALIZACION SOFTWARE
NO APAGAR EL EQUIPO DURANTE ESTE PROCESO!!
ACTUALIZANDO FUENTE DE CORR........
23% compl.
Una vez que la actualización ha terminado, el display muestra lo siguiente.
ACTUALIZACION SOFTWARE
ACTUALIZACION EFECTUADA PUEDE REINICIAR
LA MAQUINA AHORA.
Todas las unidades seleccionadas han sido actualizadas.
Para poder utilizar el equipo de soldadur a, se debe rearrancar la fuente de corriente.
S Llevar el interruptor de corriente de la fuente a 0.
S Llevar el interruptor de corriente a 1.
ADVERTENCIA!
Comprobar que la corriente de la fuente n o sea desco n ectad a durante la
actualización, si esto ocurre en una fase temprana de la actualizació n , se debe
llamar al servicio técnico de ESAB.
bu11d01c
-- 7 4 --

10 APÉNDICE
10.1 Escalas de regulación y pasos
MIG/MAG
Parámetros Escalas de regulación Pasos de regulación
Velocidad de regulación del hilo 1.5--25.0 m/min 0.1 m/min
Tensión 8.0--60.0 V 0.25 V
Inductancia 0--100 % 1%
Corriente pulsada 100--600 A 4A
Tiempo del pulso 1,7 -- 25,5 ms 0.1 ms
Frecuencia del pulso 20 -- 312 Hz 2Hz
Corriente de fondo 12--300 A 4A
Tiempo de pendiente 1--9 1
Ka 0--100 % 1%
Ki 0--100 % 1%
Preflujo de gas 0.0--25.0 s 0.1 s
Posflujo de gas 0.0--25.0 s 0.1 s
Tiempo de extinción del arco 0.00--1.00 s 0.01 s
Tiempo del Arranque caliente 0.0--10.0 s 0.1 s
Velocidad de alimentación del hilo,
Arranque caliente
Aumento de tensión, Arranque caliente
Tiempo de llenado de cráter 0.0--10.0 s 0.1 s
Velocidad final de alimentación de
hilo, Llenado de cráter
Tensión final, Llenado de cráter 8.0--60.0 V 0.25 V
Pulso de desconexión 10--120 % 1%
Tipo de regulador Número de tipo 1--12 --
Los parámetros en cursiva no son accesibles con la función de sinergia a ctiva.
El parámetro tipo de regulador no tiene una escala de regulación. En la soldadura
MIG/MAG se puede elegir entre doce tipos de reguladores diferentes numerados
entre 1 y 12.
0.0--20.0 m/min 0.1 m/min
0.0--60.0 V 0.25 V
1.5--25.0 m/min 0.1 m/min
MMA
Parámetros Escala de regulación Pasos de regulación
Corriente de soldadura 16 --320 A (Aristo 320)
16--450 A (Aristo 450)
Presióndearco 0--100 % 1%
Los parámetros en cursiva no son accesibles con la función de sinergia a ctiva.
-- 7 5 --
bu11d01c
1A
1A

TIG
Parámetros Escalas de regulación Pasos de regulación
Corriente, Corriente pulsada, Corri ente de fondo
4--320 A (Aristo 320)
4--450 A (Aristo 450)
4A
4A
Tiempo del pulso 0.001--5.000 s 0.001 s
Tiempo de fondo 0.001--5.000 s 0.001 s
Tiempo rampa arriba 0.0--25.0 s 0.1 s
Tiempo rampa abajo 0.0--25.0 s 0.1 s
Preflujo de gas 0.0--25.0 s 0.1 s
Posflujo de gas 0.0--25.0 s 0.1 s
Cincelado con electrodo de carbono
Parámetros
Escalas de regulación Pasos de regulación
Tensión 8.0--60.0 V 0.25 V
Inductancia 0--100 % 1%
Tipo de regulador Número de tipo1, 2, 5 --
Los parámetros en cursiva no son accesibles con la función de sinergia a ctiva.
El parámetro tipo de regulador no tiene una escala de regulación. Para el cincelado
con electrodo de carbono se puede elegir entre tres tipos de reguladores diferentes
numerados 1, 2 y 5.
bu11d01c
-- 7 6 --

10.2 Estructura del menú
MENÚ GENERAL
pág.4
REGULAR
pág.7
ARRANQUE
PARÁME T R OS
MIG/MAG
pág.12
ALMACENAR
VALORES
MEDIDOS
pág.39
PARO
PARÁME T R OS
MIG/MAG
pág.12
BORRAR
pág.41
TARJ ETA
DE MEMORIA
CONFIGURACIÓN
FUNCIONES
Q
pág.48 pág.65
ADMINISTRACIÓN DE MEMORIA
pág.41 pág.48
pág.43
ESTADÍSTICA
DE PRODUCCIÓN
pág.63pág.50
REGULACIÓN
RÁPIDA
BUSCAR
pág.44
pág.64
pág.47
COPIAR
pág.44
REGISTRO
DE ERRORES
FUNCIONES
SUPLEMENT.
PARÁM. DE
SINERGÍA
PERSONIF.
pág.68
COMUNICACIÓN
SERIAL
pág.71
ACTUALIZACIÓN DEL
SOFTWARE
pág.72
IDIOMA
pág.50
bu11d01c
FUNCIÓN DE
BLOQUEO
pág.50
CONTROL
REMOTO
pág.52
REGULACIÓN
BÁSICA
MIG/MAG
pág.54
-- 7 7 --
REGULACIÓN
BÁSICA MMA
pág.59
No se utiliza
REGULACIÓN
BÁSICA TIG
pág.59
REGUL. BÁSICAS GENERALES
pág.59
ALIMENTAC.
MÚLTIPLE
pág.61

ESAB subsidiaries, representative offices and agents
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 726 80 05
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 204
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+392979681
Fax:+39297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 248 59 22
Fax: +31 30 248 52 60
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.z.o.o
Warszaw
Tel: +48 22 813 99 63
Fax: +48 22 813 98 81
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 1 837 1527
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcobendas (Madrid)
Tel: +34 91 661 55 80
Fax: +34 91 661 51 83
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 333 43 33
Fax: +55 31 361 31 51
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 44 58
Asia/Pacific
AUSTRALIA
ESAB Australia Pty Ltd
Ermington
Tel: +61 2 9647 1232
Fax: +61 2 9748 1685
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. Esabindo Pratama
Jakarta
Tel: +62 21 460 01 88
Fax: +62 21 461 29 29
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 703 36 15
Fax: +60 3 703 35 52
SINGAPORE
ESAB Singapore Pte Ltd
Singapore
Tel: +65 861 43 22
Fax: +65 861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyung--Nam
Tel:+825512898111
Fax: +82 551 289 88 63
THAILAND
ESAB (Thailand) Ltd
Samutprakarn
Tel: +66 2 393 60 62
Fax: +66 2 748 71 11
UNITED ARAB EMIRATES
ESAB Middle East
Dubai
Tel:+9714388829
Fax:+9714388729
Representative offices
ALGERIA
ESAB Algeria
Alger
Tel:+2132672493
Fax:+2132683290
BULGARIA
INTESA
Sofia
Tel: +359 2 980 17 15
Fax: +359 2 980 08 42
CHINA
ESAB Representative Office
Beijing
Tel: +86 10 6410 6493
Fax: +86 10 6410 6530
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
IRAN
Kavosh Azmoon
Teheran
Tel: +98 21 884 39 14
Fax: +98 21 884 13 46
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 211 75 02
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel: +7 095 93 79 820
Fax: +7 095 93 79 580
ESAB Representative Office
St Petersburg
Tel: +7 812 325 6688
Fax: +7 812 325 6685
Agents
For addresses and phone
numbers to our agents, please
contact ESAB International AB,
Sweden
EUROPE
Cyprus, Greece, Malta
AFRICA
Angola, Cameron, Ethiopia,
Gabon, Ghana, Kenya, Liberia,
Morocco, Mocambique, Nigeria,
Senegal, South Africa, Tanzania,
Togo, Tunisia, Zambia, Zimbabwe
ASIA
Bahrain, Hongkong, Israel,
Japan, Jordania, Korea, Kuwait,
Lebanon, New Guinea, Oman,
Pakistan, The Philippines,
Quatar, Saudi Arabia,
Sri Lanka, Syria, Taiwan,
Turkey, Vietnam, Yemen
LATIN AMERICA
Bolivia, Chile,
Colombia, Costa Rica, Curacao,
Equador, El Salvador,
Guatemala, Honduras, Jamaica,
Paraguay, Peru, Trinidad,
Uruguay, Venezuela
ESAB Welding Equipment AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
Fax +46 584 123 08
www.esab.com
990525
 Loading...
Loading...