


Instalación, operación y mantenimiento para el
Soplete mecanizado de corte
por plasma PT-600
F-15-647
October 2011

El equipo descrito en este manual es
potencialmente peligroso. Sea cauto al instarlo,
operarlo y mantenerlo..
El comprador es el único responsable de la
operación y uso seguro de todos los
productos comprados, incluso cumplir con las
normas de la Administración de Higiene y
Salud Laboral (OSHA) y otras del gobierno de
los EE.UU. ESAB Cutting Systems no tiene
responsabilidades por las lesiones u otros
daños que surjan del uso de ninguno de los
productos fabricados o vendidos por ESAB.
Vea en los términos y condiciones estándar de
ESAB para las ventas una declaración
específica de las responsabilidades de ESAB y
sus limitaciones en este aspecto.
Nos hemos esforzado para asegurar la que
este manual sea preciso y completo. La
información de este documento está sujeta a
cambios sin aviso previo.
Este manual tiene el Número de pieza ESAB
F15647.
Este manual es para la comodidad y uso de
comprador de la máquina de corte. No es un
contrato u otra obligación por parte de ESAB
Cutting Systems.
© ESAB Cutting Systems, 2000
Impreso en EE.UU.

DECLARATION OF CONFORMITY
according to the Low Voltage Directive 2006/95/EC
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
enligt Lågspänningsdirektivet 2006/95/EG
Type of equipment Materialslag
Mechanized Plasma Cutting Torch
Brand name or trade mark Fabrikatnamn eller varumärke
ESAB
Type designation etc. Typbeteckning etc.
PT-600 Series
Manufacturer’s authorised representative established within the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB AB, Welding Equipment
Esabvägen, SE-695 81 Laxå, Sweden
Phone: +46 586 81 000, Fax: +46 584 411 924
Manufacturer positioned outside the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB Welding & Cutting Products
411 South Ebenezer Road, Florence, South Carolina 29501, USA
Phone: +1 843 669 4411, Fax: +1 843 664 4258
The following harmonised standard in force within the EEA has been used in the design:
Följande harmoniserande standarder har använts i konstruktionen:
EN 60974-7, Arc welding equipment – Part 7: Torches
By signing this document, the undersigned declares as manufacturer, or the manufacturer’s authorised
representative established within the EEA, that the equipment in question complies with the safety requirements
stated above.
Genom att underteckna detta dokument försäkrar undertecknad såsom tillverkare, eller tillverkarens representant inom
EES, att angiven materiel uppfyller säkerhetskraven angivna ovan.
Date / Datum
Laxå 2008-11-14
Signature / Underskrift Position / Befattning
Global Director
Equipment and Automation
Kent Eimbrodt
Clarification


Soplete de corte por plasma PT-600 Tabla de Contenido
Página
Sección 1 Seguridad
1.1 Introducción......................................................................................... 1
1.2 Indicaciones de seguridad y símbolos ................................................... 2
1.3 Información general acerca de la seguridad........................................... 3-4
1.4 Precauciones en la instalación .............................................................. 4
1.5 Conexión eléctrica a tierra..................................................................... 5
1.6 Funcionamiento de una máquina de corte por plasma........................... 5-9
1.7 Precauciones en el servicio................................................................... 10-11
1.8 Referencias de seguridad ...................................................................... 11
1.8.1 EEUU........................................................................................... 12
1.8.2 Internacional................................................................................. 13-14
Sección 2 Descripción
2.1 Generalidades ............................................................................................ 1
2.2 Alcance ...................................................................................................... 1
2.3 Opciones disponibles para el paquete........................................................ 1
2.4 Especificaciones técnicas
2.4.1 Del gas para plasma............................................................................ 2
2.4.2 Gas de arranque ................................................................................. 2
2.4.3 Gas secundario ................................................................................... 2
2.4.4 Soplete PT-600................................................................................... 3
Sección 3 Instalación
3.1 Generalidades ............................................................................................ 1
3.2 Conexión de la manguera y del haz de cables al cuerpo del soplete ......... 1
3.3 Desarme del haz del soplete del cuerpo del soplete................................... 3
3.4 Montaje del soplete en la máquina ............................................................ 4
i

Soplete de corte por plasma PT-600 Tabla de Contenido
Página
Sección 4 Operación
Precauciones de seguridad .................................................................. 1
4.1 Configuración............................................................................................. 2
4.1.1 Requisitos para cortar en espejo ........................................................ 2
4.2 Calidad del corte........................................................................................ 3
4.2.1 Introducción....................................................................................... 3
4.2.2 Angulo de corte ................................................................................. 3
4.2.3 Calidad de corte ................................................................................ 5
4.2.4 Acabado de la superficie ................................................................... 6
4.2.5 Escoria............................................................................................... 7
4.2.6 Precisión dimensonal......................................................................... 8
4.3 Pasajes de flujo al soplete.......................................................................... 9
4.4 Influencia de las opciones de gas en la calidad del corte
4.4.1 Introducción....................................................................................... 10
4.4.2 Aluminio ............................................................................................. 11
4.4.3 Acero al carbono ............................................................................... 12
4.4.4 Acero inoxidable ............................................................................... 13
4.5 Datos del proceso
4.5.1 Introducción....................................................................................... 15
4.5.2 Configuraciones del proceso de datos
Acero al carbono ....................................................................... 16
Aluminio..................................................................................... 36
Acero inoxidable ....................................................................... 68
Sección 5 Mantenimiento
5.1 Introducción............................................................................................... 1
5.2 Cuerpo del soplete .................................................................................... 1
5.3 Desarme del extremo delantero del soplete ............................................... 2
5.4 Conjunto del extremo delantero................................................................. 5
ii

Soplete de corte por plasma PT-600 Tabla de Contenido
Page
Sección 6 Diagnóstico y solución de fallas
6.1 Vida reducida de los consumibles .......................................................... 1
6.2 Sin arco piloto ........................................................................................ 2
6.3 Sin transferencia de arco........................................................................ 2
6.4 Sin flujo previo de gas para plasma ........................................................ 2
6.5 Sin flujo previo para el gas de la atmósfera de protección...................... 2
6.6 El soplete falla en el encendido .............................................................. 3
6.7 Sin alta frecuencia en el soplete ............................................................. 3
Sección 7 Piezas de repuesto
7.1 General Generalidades ................................................................................ 1
7.2 Ordering Pedidos ...................................................................................... 1
7.3 Front End Parts Extremo delantero del soplete PT-600 ........................................ 2-3
7.4 Hoses and Cables Mangueras y cables......................................................... 4-5
7.5 Complete Assemblies and Tools Conjuntos completos y herramientas.......... 6-7
7.6 Parts Kits................................................................................................ 8-9
Información para el cliente y técnica Contratapa del manual
iii

Soplete de corte por plasma PT-600 Tabla de Contenido
Página dejada en blanco intencionalmente
iv

SECCIÓN 1 SEGURIDAD
1.1 Introducción
El proceso de cortar metales mediante un equipo
de plasma proporciona a la industria una
herramienta valiosa y de múltiples usos. Las
máquinas de corte ESAB están diseñadas para
facilitar tanto seguridad como eficacia en el
funcionamiento. No obstante, como ocurre con
cualquier maquinaría, son necesarios una atención
razonable a los procedimientos de funcionamiento,
las precauciones y un uso seguro para lograr una
utilidad óptima. Sin importar que un individuo esté
implicado en el funcionamiento, el mantenimiento
o simplemente como mero observador deben
cumplirse las precauciones y la práctica de un uso
seguro. El hecho de no respetar ciertas
precauciones podría tener como consecuencia
lesiones personales graves o serios daños en el
equipo. Las siguientes precauciones son
directrices generales aplicables cuando trabaje con
máquinas de corte. Encontrará precauciones más
explícitas concernientes a la máquina básica y a
sus accesorios en los manuales de instrucciones.
Para una información más exhaustiva acerca de la
seguridad en el campo de equipos de corte y
soldadura, obtenga y lea las publicaciones que
figuran en la lista de Referencias recomendadas.
Soplete mecanizado de corte por plasma PT
Soplete mecanizado de corte por plasma PT----600
Soplete mecanizado de corte por plasma PT Soplete mecanizado de corte por plasma PT
600 1-1
600600

SECCIÓN 1 SEGURIDAD
1.2 Indicaciones de seguridad y símbolos
!
!
ADVERTENCIA
!
!
PELIGRO
PRECAUCION
Las siguientes palabras y símbolos se utilizan a lo
largo de este manual. Indican diferentes niveles de
compromiso con la seguridad.
ALERTA o ATENCIÓN. Su seguridad corre
riesgo o existe un funcionamiento incorrecto
potencial del equipo. Se utiliza con otros
símbolos de información.
Se utiliza para llamar la atención sobre
peligros inmediatos que, de no evitarse,
causará lesiones personales graves o incluso
la muerte.
Se utiliza para llamar la atención sobre
peligros potenciales que podrían ocasionar
lesiones personales o incluso la muerte.
Se utiliza para llamar la atención sobre
peligros que podrían causar lesiones
personales o daños menores en el equipo.
PRECAUCION
AVISO
Se utiliza para llamar la atención sobre
peligros que pueden afectar al equipo.
Se utiliza para llamar la atención acerca de
información importante sobre la instalación,
el funcionamiento o el mantenimiento que no
está directamente relacionada con riesgos.
Soplete mecanizado de corte por plasma PT
Soplete mecanizado de corte por plasma PT----600
Soplete mecanizado de corte por plasma PT Soplete mecanizado de corte por plasma PT
600 1-2
600600

SECCIÓN 1 SEGURIDAD
1.3 Información general acerca de la seguridad
La maquinaría se enciende a menudo
ADVERTENCIA
!
automáticamente.
Este equipo se mueve en diferentes direcciones y
Este equipo se mueve en diferentes direcciones y
Este equipo se mueve en diferentes direcciones y Este equipo se mueve en diferentes direcciones y
a diferentes velocidades.
a diferentes velocidades.
a diferentes velocidades.a diferentes velocidades.
• El desplazamiento de maquinaría podría
provocar aplastamientos.
• Sólo personal cualificado deberá llevar a
cabo el funcionamiento y mantenimiento
de este generador.
• Mantenga a todo el personal, material, y
equipo que no estén implicados en el
proceso de producción lejos de todo el
área del sistema.
• Rodee con vallas toda la celda de trabajo
para evitar que el personal pase por el
área o se encuentre en el espacio de
trabajo del equipo.
• Coloque los símbolos de ADVERTENCIA
adecuados a la entrada de cada celda de
trabajo.
• Siga el procedimiento de bloqueo antes
de proceder a la reparación del equipo.
No seguir las instrucciones podría
ADVERTENCIA
!
ocasionar lesiones graves o la muerte.
Lea y comprenda este manual del operario antes
Lea y comprenda este manual del operario antes
Lea y comprenda este manual del operario antes Lea y comprenda este manual del operario antes
de utilizar la máquina.
de utilizar la máquina.
de utilizar la máquina. de utilizar la máquina.
• Lea el procedimiento completo antes del
funcionamiento y mantenimiento del
sistema.
• Debe prestar especial atención a las
advertencias de peligro que facilitan
información esencial relacionada con la
seguridad del personal y/o posibles
daños al equipo.
• Aquellos que tengan acceso o
responsabilidad sobre el sistema deben
cumplir estrictamente todas las
precauciones de seguridad relativas al
equipo eléctrico y su uso.
• Lea la documentación acerca de la
seguridad disponible en su empresa.
Soplete mecanizado de corte por plasma PT
Soplete mecanizado de corte por plasma PT----600
Soplete mecanizado de corte por plasma PT Soplete mecanizado de corte por plasma PT
600 1-3
600600

SECCIÓN 1 SEGURIDAD
No seguir las instrucciones en las
ADVERTENCIA
!
1.4 Precauciones en la instalación
etiquetas de advertencia podría causar la
muerte o lesiones graves.
Lea y entienda todas las etiquetas de
advertencia de la máquina.
Consulte el manual del operario para obtener
más información acerca de la seguridad.
ADVERTENCIA
!
El equipo instalado incorrectamente puede
causar lesiones o incluso la muerte.
Siga estas indicaciones cuando instale la máquina:
Siga estas indicaciones cuando instale la máquina:
Siga estas indicaciones cuando instale la máquina:Siga estas indicaciones cuando instale la máquina:
• Póngase en contacto con su
representante de ESAB antes de proceder
a la instalación. El podría aconsejarle
seguir ciertas precauciones en relación
con la instalación de tubos conductores y
el levantamiento de la máquina, etc. para
garantizar la máxima seguridad.
• No intente nunca realizar modificaciones
en la máquina o agregar complementos al
equipo sin consultar previamente con un
representante de ESAB.
• Cumpla los requisitos de distancias de
seguridad para garantizar un
funcionamiento correcto y la seguridad del
personal.
• Debe ser siempre personal cualificado el
que realice la instalación, la localización y
reparación de averías y el mantenimiento
de este equipo.
• Proporcione un desconector de pared con
fusibles del tamaño adecuado cerca del
suministro eléctrico.
Soplete mecanizado de corte por plasma PT
Soplete mecanizado de corte por plasma PT----600
Soplete mecanizado de corte por plasma PT Soplete mecanizado de corte por plasma PT
600 1-4
600600

SECCIÓN 1 SEGURIDAD
1.5 Conexión eléctrica a tierra
La conexión eléctrica es imprescindible para un
funcionamiento correcto de la máquina así como
para la SEGURIDAD. Consulte esta sección del
Manual de instalación para obtener instrucciones
detalladas acerca de la conexión a tierra.
Peligro de descarga.
!
1.6 Funcionamiento de una máquina de corte por plasma
PELIGRO
Una conexión a tierra incorrecta podría
ocasionar lesiones o incluso la muerte.
La máquina debe estar correctamente
conectada a tierra antes de la puesta en
funcionamiento.
Peligro por materia despedida y
ADVERTENCIA
!
ruido.
• Las salpicaduras ardiendo podrían
quemar y lesionar sus ojos. Lleve gafas
protectoras para proteger sus ojos de
quemaduras y de salpicaduras durante el
funcionamiento.
• Las astillas podrían estar ardiendo y caer
lejos. Aquellos que se encuentren en los
alrededores también deberán llevar gafas
protectoras.
• El ruido del arco de plasma podría dañar
los oídos. Lleve la protección adecuada
para sus oídos cuando corte sobre agua.
Peligro de quemaduras.
ADVERTENCIA
!
El metal caliente puede producir quemaduras.
El metal caliente puede producir quemaduras.
El metal caliente puede producir quemaduras.El metal caliente puede producir quemaduras.
• No toque la plancha o las piezas de metal
inmediatamente después de cortar.
Espere un tiempo hasta que el metal se
enfríe o póngalo bajo el agua.
• No toque el soplete de plasma
inmediatamente después de cortar.
Espere un tiempo hasta que se enfríe.
Soplete mecanizado de corte por plasma PT
Soplete mecanizado de corte por plasma PT----600
Soplete mecanizado de corte por plasma PT Soplete mecanizado de corte por plasma PT
600 1-5
600600

SECCIÓN 1 SEGURIDAD
Voltaje peligroso. Las descargas
ADVERTENCIA
!
eléctricas pueden causar la muerte.
• NO toque el soplete de plasma, la mesa
de corte o las conexiones de cables durante
el proceso de corte por plasma.
• Cierre siempre los suministros eléctricos
de plasma antes de tocar o reparar el soplete
de plasma.
• Cierre siempre los suministros eléctricos
de plasma antes de tocar o reparar cualquier
componente del sistema.
• No toque piezas eléctricas cargadas.
• Mantenga todas los paneles y cubiertas
en su lugar cuando la máquina esté
conectada a una fuente de alimentación.
• Lleve guantes, calzado y ropa de
seguridad para aislarse de la pieza de
trabajo y de la toma de tierra.
• Mantenga secos los guantes, el calzado,
la ropa, el área de trabajo y el equipo.
• Reemplace los cables gastados o
dañados.
Soplete mecanizado de corte por plasma PT
Soplete mecanizado de corte por plasma PT----600
Soplete mecanizado de corte por plasma PT Soplete mecanizado de corte por plasma PT
600 1-6
600600

SECCIÓN 1 SEGURIDAD
Peligro de gases.
ADVERTENCIA
!
Los vapores y gases generados por el
proceso de corte por plasma podrían ser
peligrosos para su salud.
• NO inhale el vapor o los gases.
• No utilice el soplete de plasma si el
sistema de eliminación de humos y gases no
funciona correctamente.
• Utilice sistemas de ventilación adicionales
para eliminar los humos en caso necesario.
• Utilice una mascarilla de respiración si la
ventilación no es adecuada.
• Proporcione ventilación mecánica positiva
cuando corte acero inoxidable, cobre, cinc,
berilio o cadmio. No inhale los vapores.
• No trabaje cerca de operaciones de
desengrasado y pulverización. El calor o los
rayos del arco pueden interactuar con el
hidrocarburo clorado y formar fosgeno, un
gas altamente tóxico, y otros gases irritantes.
Soplete mecanizado de corte por plasma PT
Soplete mecanizado de corte por plasma PT----600
Soplete mecanizado de corte por plasma PT Soplete mecanizado de corte por plasma PT
600 1-7
600600

SECCIÓN 1 SEGURIDAD
Peligro de radiación.
ADVERTENCIA
!
Los rayos del arco pueden causar daños en los
Los rayos del arco pueden causar daños en los
Los rayos del arco pueden causar daños en los Los rayos del arco pueden causar daños en los
ojos y quemaduras en la piel.
ojos y quemaduras en la piel.
ojos y quemaduras en la piel.ojos y quemaduras en la piel.
• Lleve la protección correcta para cuerpo y
ojos.
• Lleve gafas de seguridad oscuras con
protección lateral. Consulte el siguiente
diagrama para el tintado de cristales
recomendado cuando corte con plasma:
Corriente del arco Filtro de la lente
Hasta 100 Amps Sombra No. 8
100-200 Amps Sombra No. 10
200-400 Amps Sombra No. 12
Más de 400 Amps Sombra No. 14
• Reemplace las gafas/lentes cuando los
cristales tengan marcas o estén rotos
• Avise a otras personas en el área para
que no miren directamente al arco a no ser
que lleven unas gafas de seguridad
adecuadas.
• Prepare el área de corte para reducir el
reflejo y la transmisión de luz ultravioleta.
§ Utilice una pintura especial en las
paredes que absorba la luz UV.
§ Instale pantallas o cortinas
protectoras para reducir la transmisión
ultravioleta....
Soplete mecanizado de corte por plasma PT
Soplete mecanizado de corte por plasma PT----600
Soplete mecanizado de corte por plasma PT Soplete mecanizado de corte por plasma PT
600 1-8
600600

SECCIÓN 1 SEGURIDAD
Peligro de quemaduras.
ADVERTENCIA
!
El calor, las salpicaduras y las chispas pueden
El calor, las salpicaduras y las chispas pueden
El calor, las salpicaduras y las chispas pueden El calor, las salpicaduras y las chispas pueden
provocar fuego y quemaduras.
provocar fuego y quemaduras.
provocar fuego y quemaduras. provocar fuego y quemaduras.
• No corte cerca de material inflamable.
• No lleve consigo ningún material inflamable
(p.ej. encendedor de butano).
• El arco piloto puede ocasionar quemaduras.
Mantenga la boquilla del soplete lejos de sí
mismo y de otros cuando active el proceso de
plasma.
• Lleve la protección correcta para cuerpo y
ojos.
• Lleve guantes, calzado de seguridad y gorra.
• Lleve ropa resistente al fuego que le cubra
todas las áreas expuestas.
• Lleve pantalones sin dobladillo para evitar la
entrada de chispas y residuos.
• Tenga a su alcance un equipo de extinción
de incendios.
Peligro de explosión.
ADVERTENCIA
!
• Ciertas aleaciones de aluminio-litio (Al-Li)
fundido pueden causar explosiones cuando
el corte por plasma se realiza SOBRE agua.
§ Dichas aleaciones deberán ser
cortadas en seco sobre una mesa
seca.
§ NO corte en seco sobre agua.
§ Póngase en contacto con su
distribuidor de aluminio para obtener
información de seguridad adicional
acerca de los peligros asociados con
estas aleaciones.
• No corte en ambientes impregnados de
polvo o vapores explosivos.
• No lleve ningún material inflamable
consigo (p.ej. un encendedor de butano)
• No corte contenedores que hayan
contenido sustancias inflamables.
Soplete mecanizado de corte por plasma PT
Soplete mecanizado de corte por plasma PT----600
Soplete mecanizado de corte por plasma PT Soplete mecanizado de corte por plasma PT
600 1-9
600600

SECCIÓN 1 SEGURIDAD
1.7 Precauciones en el servicio
Voltaje peligroso. Las descargas
!
PELIGRO
eléctricas pueden causar la muerte.
• NO toque el soplete de plasma, la mesa de
corte o las conexiones de cables durante el
proceso de corte por plasma.
• Cierre siempre los suministros eléctricos
de plasma antes de tocar o reparar cualquier
componente del sistema.
• Apague siempre los suministros eléctricos
de plasma antes de retirar las cubiertas o
paneles para reparar un componente del
sistema.
• No toque piezas eléctricas cargadas de
corriente.
• Mantenga todas los paneles y cubiertas en
su lugar cuando la máquina esté conectada a
una fuente de alimentación.
• Mantenga secos los guantes, el calzado,
la ropa, el área de trabajo y el equipo.
• Examine los cables conductores a tierra y
eléctricos para comprobar si están
desgastados o agrietados. Reemplace los
cables gastados o dañados. No los utilice si
están defectuosos.
• Nunca pase por alto los bloqueos de
seguridad.
• Siga los procedimientos de bloqueo
Establezca y cumpla el mantenimiento preventivo.
Establezca y cumpla el mantenimiento preventivo.
Establezca y cumpla el mantenimiento preventivo. Establezca y cumpla el mantenimiento preventivo.
Se puede establecer un programa combinado a
Se puede establecer un programa combinado a
PRECAUCION
Soplete mecanizado de corte por plasma PT
Soplete mecanizado de corte por plasma PT----600
Soplete mecanizado de corte por plasma PT Soplete mecanizado de corte por plasma PT
Se puede establecer un programa combinado a Se puede establecer un programa combinado a
partir de los horarios recomendados.
partir de los horarios recomendados.
partir de los horarios recomendados.partir de los horarios recomendados.
Evite dejar equipo de pruebas o herramientas
de mano sobre la máquina. Podrían
producirse daños eléctricos o mecánicos
graves en el equipo o en la máquina.
600 1-10
600600
.

SECCIÓN 1 SEGURIDAD
Deberá proceder con sumo cuidado cuando
!
PRECAUCION
1.8 Referencias de seguridad -- Reglamentos, normativa, directrices
examine el sistema de circuitos con un
osciloscopio o con un voltímetro. Los
circuitos integrados son susceptibles de
sobretensión. Apague antes de utilizar
sondas para evitar corto circuitos
accidentales de los componentes.
Antes de que se active el suministro, deben
estar todos los cuadros del circuito en tomas
de corrientes, todos los cables conectados
correctamente, todos los armarios cerrados y
bloqueados, todos los dispositivos de
protección y cubiertas reemplazados.
Se recomiendan las siguientes publicaciones sobre
seguridad en las operaciones de corte y
soldadura. Estas publicaciones has sido
preparadas para proteger a las personas de
lesiones o enfermedades y para proteger la
propiedad de posibles daños ocasionados por un
uso poco seguro. Aunque algunas de estas
publicaciones no están relacionadas
específicamente con este tipo de equipo de corte
industrial, se aplican los mismos principios de
seguridad.
Soplete mecanizado de corte por plasma PT
Soplete mecanizado de corte por plasma PT----600
Soplete mecanizado de corte por plasma PT Soplete mecanizado de corte por plasma PT
600 1-11
600600

SECCIÓN 1 SEGURIDAD
1.8.1 EEUU
• “Precautions and Safe Practices in Welding and Cutting with Oxygen-Fuel
Gas Equipment,” (Precauciones y uso seguro en la utilización del equipo
de corte y soldadura con gas y oxígeno-combustible) Form 2035. ESAB
Cutting Systems.
• “Precautions and Safe Practices for Electric Welding and Cutting,”
(Precauciones y prácticas seguras en el corte y soldadura eléctricos)
Form 52-529. ESAB Cutting Systems.
• “Safety in Welding and Cutting” (Seguridad en corte y soldadura) - ANSI Z
49.1, American Welding Society, 2501 NW 7th Street, Miami, Florida,
33125.
• “Recommended Safe Practices for Shielded Gases for Welding and
Plasma Arc Cutting” (Prácticas seguras recomendadas para la protección
de gases durante la soldadura y el corte con arco de plasma) - AWS
C5.10-94, American Welding Society.
• “Recommended Practices for Plasma Arc Welding” (Prácticas
recomendadas para la soldadura con arco de plasma)- AWS C5.1,
American Welding Society.
• “Recommended Practices for Arc Cutting” (Prácticas recomendadas para
el corte con arco)- AWS C5.2, American Welding Society.
• “Safe Practices” (Prácticas seguras) - AWS SP, American Welding
Society.
• “Standard for Fire Protection in Use of Cutting and Welding Procedures”
(Normas para la protección en caso de fuego en la utilización de
procedimientos de corte y soldadura) - NFPA 51B, National Fire
Protection Association (Asociación Nacional de Protección contra el
fuego), 60 Batterymarch Street, Boston, Massachusetts, 02110.
• “Standard for Installation and Operation of Oxygen - Fuel Gas Systems for
Welding and Cutting” (Normas para la instalación y funcionamiento de
sistemas de gas combustible de oxígeno en la soldadura y el corte)NFPA 51, National Fire Protection Association.
• “Safety Precautions for Oxygen, Nitrogen, Argon, Helium, Carbon Dioxide,
Hydrogen, and Acetylene” (Precauciones de seguridad para oxígeno,
nitrógeno, argón, helio, dióxido de carbono, hidrógeno y acetileno) Form
3499. ESAB Cutting Systems. Disponible a través de su representante
de ESAB o su distribuidor local.
• "Design and Installation of Oxygen Piping Systems" (Diseño e instalación
de sistemas conductores de oxígeno) Form 5110. ESAB Cutting
Systems.
• “Precautions for Safe Handling of Compressed Gases in Cylinders”
(Precauciones para el manejo seguro de gases comprimidos en los
cilindros), CGA Standard P-1, Compressed Gas Association.
También puede solicitar documentación referente a un uso seguro en las
operaciones de corte y soldadura con materiales gaseosos a Compressed
Gas Association Asociación de gases comprimidos), Inc., 500 Fifth Ave., New
York, NY 10036.
Soplete mecanizado de corte por plasma PT
Soplete mecanizado de corte por plasma PT----600
Soplete mecanizado de corte por plasma PT Soplete mecanizado de corte por plasma PT
600 1-12
600600

SECCIÓN 1 SEGURIDAD
1.8.2 Internacional
Prevención de accidentes
Normativa VDE (Asociación Alemana de
Ingenieros Eléctricos)
VBG 1 Estipulaciones generales
VBG 4 Equipo eléctrico y maquinaria
VBG 15 Soldadura, corte y métodos de trabajo
VBG 48 Trabajos de limpieza con chorro de perdigones
VBG 61 Gases
VBG 62 Oxígeno
VBG 87 Máquinas de chorro de líquido
VBG 93 Rayos láser, prevención de accidentes y electro-
VBG 121 Ruido
VDE 0100 Montaje de instalaciones eléctricas con voltaje
VDE0113 Equipo eléctrico de maquinas industriales
relacionados
tecnología
normal de hasta 1000 voltios
VDE 0837 Seguridad frente a la radiación de productos
láser; guía del usuario (DIN EN 60825)
VDE 0837-
50
Normas técnicas TRAC para los depósitos de acetileno y carburo
TRAC-204 Líneas de acetileno
TRAC-206 Sistemas de batería de cilindros de acetileno
TRAC-207 Dispositivos de seguridad
Normas técnicas TRG para gases de presión
TRG 100 Normativa general para gases de presión
TRG 101 Gases a presión
TRG 102 Mezclas de gas técnicas
TRG 104 Gases a presión; uso alternativo de los
Especificación para dispositivos de protección
frente al láser
depósitos de gases comprimidos
Soplete mecanizado de corte por plasma PT
Soplete mecanizado de corte por plasma PT----600
Soplete mecanizado de corte por plasma PT Soplete mecanizado de corte por plasma PT
600 1-13
600600

SECCIÓN 1 SEGURIDAD
Normas DIN
Normas basadas en DIN EN ISO
Normativa VDI
DIN 2310
Parte 1
DIN 2310
Parte 2
DIN 2310
Parte 4
DIN 2310
Parte 5
DIN 4844
Parte 1
DIN EN
292/1 y 2
DIN EN 559 Tubos flexibles para soldar, cortar, y procesos
DIN EN 560 Conexiones de tubos y tubos flexibles del equipo
DIN EN 561 Conexión de tubos flexibles del equipo de
DIN EN 626-1 Seguridad de las máquinas, reducción de riesgos
DIN EN 848-1 Fresadoras con un solo eje vertical
DIN EN 1829 Máquinas de chorro de agua a alta presión
DIN EN 9013 Corte térmico, corte con oxígeno, principios del
DIN EN
12584
DIN EN
12626
DIN EN
28206
DIN EN
31252
DIN EN
31553
DIN EN
60204-1
DIN EN
60825
DIN EN 999 Disposición de los dispositivos de protección
VDI 2906 Calidad de las caras de corte de piezas metálicas;
VDI 2084 Temperatura de la habitación; Sistemas técnicos
Corte térmico; terminología y nomenclatura
Corte térmico; determinación de la calidad de las
caras de corte
Corte térmico; corte con arco de plasma; principios
del proceso, calidad, tolerancia dimensional
Corte térmico; corte por rayo láser de materiales
metálicos; principios del proceso
Etiquetas de seguridad (DIN EN 7287)
Seguridad de la maquinaria
similares
de soldadura, corte y procesos similares.
soldadura con gas
para la salud
proceso, tolerancia dimensional
Imperfecciones en cortes con llama de
oxi/combustible, con rayo láser y plasma
Máquinas de procesamiento de láser
Prueba de aprobación de máquinas de corte con
oxígeno
Equipo láser
Equipo láser y relacionado con el láser
Equipo eléctrico de las máquinas
Seguridad de radiación de productos láser
corte con chorro de agua abrasivo y corte con arco
de plasma
para talleres de soldadura
Soplete mecanizado de corte por plasma PT
Soplete mecanizado de corte por plasma PT----600
Soplete mecanizado de corte por plasma PT Soplete mecanizado de corte por plasma PT
600 1-14
600600

SECCION 2 DESCRIPCION
2.1 Generalidades
2.2 Alcance
El Soplete mecanizado de corte por plasma PT-600
es un soplete de arco de plasma armado en la
fábrica para brindar a los componentes del soplete
concentricidad y precisión de corte uniforme. Por
esta razón, el cuerpo del soplete no se puede
reparar en el terreno. Sólo el extremo frontal del
soplete tiene piezas reemplazables.
El propósito de este manual es proveer al operador
toda la información requerida para instalar y operar
el Soplete mecanizado de corte por plasma PT-
600. También se provee material de referencia
técnica para asistir en el diagnóstico y solución de
fallas del paquete de corte.
2.3 Opciones disponibles del paquete
Opciones del paquete PT-600 disponibles a través de su proveedor ESAB:
Vea los números de pieza de los componentes de reemplazo en la sección 7.
Soplete para la cabeza con lo biselado “mini” con
conductor de 12 pies (3,7 m)
Soplete para la cabeza con lo biselado “mini” con
conductor de 14 pies (4,3 m)
Soplete para la cabeza con lo biselado “mini” con
conductor de 14 pies (4,3 m)
Conjuntos de soplete
NOTAS:
•
El cable de control desde la fuente de alimentación hasta el control numérico por computadora (CNC) del
cliente se provee basado en el pedido del cliente.
•
Vea las piezas de reemplazo para los componentes de los conjuntos.
•
Vea la lista de las piezas consumibles del extremo de los sopletes en las Planillas de Procesos.
( Karben - Replacement Parts 7.8 )
12 pies, (3,7 m) 0560998589
14 pies (4,3 m) 0558005850
14 pies (4,3 m) 0558007580
4,5 pies, (1,3 m) 0558001827
6 pies, (1,8 m) 0558001828
7.2 pies, (2,2m) 0558004123
12 pies, (3,7 m) 0558001829
15 pies, (4,6 m) 0558001830
17 pies, (5,2 m) 0558001831
20 pies, (6,1 m) 0558001832
25 pies, (7,6 m) 0558001833
S oplete mecanizado de corte por plasma PT -600
2-1

SECCION 2 DESCRIPCION
2.4 Especificaciones técnicas del soplete PT-600
2.4.1 Especificaciones técnicas del gas para el plasma
Tipo O2, N2, Aire, H-35
Presión 100 a 125 psig (6,9 a 8,6 bars ind.)
Flujo
Pureza requerida*
250 pies
(varía con el uso)
O
2
-99,995%
N
2
H-35 gas especializado
Aire limpio, seco y sin aceite
Reguladores recomendados
para el cilindro de líquido de
servicio
Reguladores recomendados
para el cilindro de la segunda
etapa
Oxígeno: R-76-150-540LC (P/N 19777)
Gas inerte: R-76-150-580LC (P/N 19977)
Oxígeno: R-77-150-540 (P/N 998337
Hidrógeno/metano:R-77-150-350 (P/N 998342)
Nitrógeno: R-77-150-580 (P/N 998344)
Aire industrial: R-77150-590 (P/N 998348)
Reguladores recomendados
para la estación de servicio
reforzado de flujo alto o para la
Oxígeno: R-76-150-024 (P/N 19151)
tubería.
Reguladores recomendados
para la estación de alta
R-6703 (P/N 22236)
capacidad o para la tubería.
Filtro de gas requerido
De 25 micrones con taza de protección
(P/N 56998133)
-99,5%
3
/min. (118 l/min.) máx. a 600 A
2.4.2 Especificaciones técnicas del gas de arranque
Tipo N2, Aire, H-35
Presión 100 a 125 psig (6,9 a 8,6 bars ind.)
Flujo
250 pies
con el uso)
Pureza mínima requerida 99,995% limpio, seco sin aceite
2.4.3 Especificaciones técnicas del gas secundario
Tipo N2, Aire
Presión 100 a 125 psig (6.9 a 8,6 bars ind.)
Flujo 485 pies3/min (228,9 l/min.) máx. (varía con el uso)
Pureza mínima requerida
Filtro de gas requerido
Soplete
Soplete mecanizado de
Soplete Soplete
mecanizado de corte
mecanizado de mecanizado de
99.995% limpio, seco sin aceite (misma fuente que
el gas de arranque)
De 25 micrones con taza de protección (P/N
56998133)
corte por plasma PT-600
por plasma PT-6002-2
corte corte
por plasma PT-600por plasma PT-600
3
/min (118 l/min.) máx. con 600 A (varía

SECCION 2 DESCRIPCION
2.4.4 Especificaciones técnicas del soplete PT-600
Tipo Enfriado por agua, dos gases
Capacidad nominal 600 A con el ciclo de trabajo del 100%
Dimensiones
Vea las opciones del paquete en esta
sección (2.3)
Soplete
Soplete mecanizado de
Soplete Soplete
mecanizado de corte
mecanizado de mecanizado de
corte por plasma PT-600
por plasma PT-600 2-3
corte corte
por plasma PT-600por plasma PT-600

SECCION 2 DESCRIPCION
Página dejada intencionalmente en blanco.
Soplete
Soplete mecanizado de
Soplete Soplete
mecanizado de corte
mecanizado de mecanizado de
corte por plasma PT-600
por plasma PT-6002-4
corte corte
por plasma PT-600por plasma PT-600

SECCION 3 INSTALACION
p
3.1 Generalidades
El soplete PT-600 se provee con el extremo
completamente armado con consumibles para 250
A.
Puede ser necesario armar el cable del arco piloto y
las mangueras.
3.2 Conexión del haz de mangueras y cables al cuerpo del soplete
1. Destornille el manguito del soplete PT-600 y
deslícelo sobre el haz del soplete hasta que
quede expuesto el punto de conexión del arco
piloto.
NOTA: Para exponer la conexión del arco piloto,
NOTA: Para exponer la conexión del arco piloto,
Haz del soplete
Conexión del
arco piloto
expuesta
Manguito
deslizado sobre el
haz del soplete
NOTA: Para exponer la conexión del arco piloto,NOTA: Para exponer la conexión del arco piloto,
será necesario deslizar el manguito exterior del haz
será necesario deslizar el manguito exterior del haz
será necesario deslizar el manguito exterior del hazserá necesario deslizar el manguito exterior del haz
del soplete hacia la fuente de alimentación.
del soplete hacia la fuente de alimentación.
del soplete hacia la fuente de alimentación.del soplete hacia la fuente de alimentación.
2. Conecte las mangueras de ENTRADA del agua
de enfriamiento (rosca de paso izquierdo) y de
SALIDA del agua de enfriamiento (rosca de
paso derecho) al cuerpo del soplete. Se
necesita una llave de boca de 1/2 pulgada.
Cable del
arco
piloto
Conexiones
del agua de
enfriamiento y
corriente de plasma
Conexiones
de gas
Cuerpo
del
soplete
Manguito
aislador del
lete
so
NOTA: Las mangueras de enfriamiento (ENTRADA
NOTA: Las mangueras de enfriamiento (ENTRADA
NOTA: Las mangueras de enfriamiento (ENTRADANOTA: Las mangueras de enfriamiento (ENTRADA
y SALIDA), tienen el mismo número de pieza. El
y SALIDA), tienen el mismo número de pieza. El
y SALIDA), tienen el mismo número de pieza. Ely SALIDA), tienen el mismo número de pieza. El
conjunto requiere dos mangueras. Las mangueras
conjunto requiere dos mangueras. Las mangueras
conjunto requiere dos mangueras. Las manguerasconjunto requiere dos mangueras. Las mangueras
están diseñadas con una tuerca de paso derecho
están diseñadas con una tuerca de paso derecho
están diseñadas con una tuerca de paso derechoestán diseñadas con una tuerca de paso derecho
en un extremo y una tuerca de paso izquierdo en el
en un extremo y una tuerca de paso izquierdo en el
en un extremo y una tuerca de paso izquierdo en elen un extremo y una tuerca de paso izquierdo en el
otro. Para hacer las conexiones adecuadas invierta
otro. Para hacer las conexiones adecuadas invierta
otro. Para hacer las conexiones adecuadas inviertaotro. Para hacer las conexiones adecuadas invierta
el extremo de una de las mangueras e
el extremo de una de las mangueras e
el extremo de una de las mangueras eel extremo de una de las mangueras e
intercámbielo con el otro.
intercámbielo con el otro.
intercámbielo con el otro.intercámbielo con el otro.
NOTA: Los tubos del agua de enfriamiento son
NOTA: Los tubos del agua de enfriamiento son
NOTA: Los tubos del agua de enfriamiento sonNOTA: Los tubos del agua de enfriamiento son
más cortos que los tubos de los gases.
más cortos que los tubos de los gases.
más cortos que los tubos de los gases.más cortos que los tubos de los gases.
3. Conecte los herrajes de la conexión de gases.
Para evitar una conexión cruzada, el herraje de
conexión del gas de corte tiene un diámetro
menor que el del gas de la atmósfera
protectora. Se necesitan llaves de 7/16 y 1/2
pulgada.
NOTA: Es posible cruzar una de las conexiones de
NOTA: Es posible cruzar una de las conexiones de
NOTA: Es posible cruzar una de las conexiones deNOTA: Es posible cruzar una de las conexiones de
agua con una de las conexiones de gas. Cada
agua con una de las conexiones de gas. Cada
agua con una de las conexiones de gas. Cadaagua con una de las conexiones de gas. Cada
manguera de agua lleva en el interior un cable
manguera de agua lleva en el interior un cable
manguera de agua lleva en el interior un cablemanguera de agua lleva en el interior un cable
conductor de voltaje.
conductor de voltaje.
conductor de voltaje.conductor de voltaje.
4. Inserte el cable expuesto del arco piloto en el
conector de cobre para alta frecuencia (HF).
Apriete los tornillos de fijación usando una llave
hexagonal interna (es decir una llave Allen) de
1/16 pulgada.
Soplete
Soplete mecanizado de
Soplete Soplete
mecanizado de corte
mecanizado de mecanizado de
corte por plasma PT-600
corte corte
por plasma PT-600 3-1
por plasma PT-600por plasma PT-600

SECCION 3 INSTALACION
5. Deslice el tubo de PVC de 0,56 pulg. de
diámetro hacia abajo, sobre el conector de
cobre de HF. Fíjelo con cinta de PVC para
electricidad, arrollándola sobre el cable piloto
las veces necesarias para evitar que el aislador
Soplete
Manguito del
soplete
Aislador de
la conexión
del arco
piloto
de PVC se deslice hacia arriba.
Cuerpo del
soplete
Manguito
del haz del
soplete
Cinta que fija la
malla de blindaje
6. Deslice el manguito del soplete hacia abajo
sobre la conexión del cable del arco piloto y los
herrajes de la manguera. Enrosque el manguito
sobre el cuerpo del soplete.
NOTA: Si fue necesario retirar la cinta negra que
NOTA: Si fue necesario retirar la cinta negra que
NOTA: Si fue necesario retirar la cinta negra queNOTA: Si fue necesario retirar la cinta negra que
fijaba la malla de blindaje para liberar el manguito
fijaba la malla de blindaje para liberar el manguito
fijaba la malla de blindaje para liberar el manguitofijaba la malla de blindaje para liberar el manguito
del soplete, reemplácela con cinta de PVC para uso
del soplete, reemplácela con cinta de PVC para uso
del soplete, reemplácela con cinta de PVC para usodel soplete, reemplácela con cinta de PVC para uso
en electricidad.
en electricidad.
en electricidad.en electricidad.
Soplete
Soplete mecanizado de
Soplete Soplete
mecanizado de corte
mecanizado de mecanizado de
corte por plasma PT-600
por plasma PT-6003-2
corte corte
por plasma PT-600por plasma PT-600

SECCION 3 INSTALACION
7. Deslice hacia abajo el manguito de goma negra
del haz del soplete hacia el manguito del
soplete. Estire el manguito del haz del soplete
sobre el extremo del manguito del soplete hasta
lograr una superposición de 1 a 1 1/2 pulg. (25
a 38 mm).
Manguito del
haz del soplete
8. Fíjelos con la abrazadera de acero inoxidable de
la manguera (1,56 pulg. de DI. x 2,5 pulg. de
DE).
¡El choque eléctrico puede matar!
PELIGRO
!
Antes de efectuar el servicio técnico al
soplete, desconecte la fuente de alimentación
principal.
No toque las piezas del extremo frontal del
soplete (boquilla, taza de retención del
blindaje, etc.) sin haber colocado en OFF la
fuente de alimentación eléctrica principal.
3.3 Desarme del haz del soplete del cuerpo del soplete
Soplete
Soplete mecanizado de
Soplete Soplete
mecanizado de corte
mecanizado de mecanizado de
Invierta el sentido de armado.
1. Afloje la abrazadera de la manguera que
sostiene el manguito del haz.
2. Deslice el manguito del haz hacia arriba. Puede
ser necesario desenrollar la cinta para
electricidad que fija la malla de blindaje si
interfiere con el manguito del soplete al
deslizarlo hacia arriba en el haz del soplete.
3. Desenrosque el manguito del soplete y deslícelo
hacia arriba del haz del soplete para exponer el
punto de conexión del arco piloto.
4. Retire la cinta para electricidad que fija el
aislador de la conexión del arco piloto.
5. Deslice el aislador del arco piloto hacia arriba en
el cable y afloje los tornillos en el conector de
HF.
6. Desconecte las mangueras.
corte por plasma PT-600
por plasma PT-600 3-3
corte corte
por plasma PT-600por plasma PT-600

SECCION 3 INSTALACION
3.4 Montaje del soplete en la máquina.
Refiérase al manual de la máquina.
El fijar el cuerpo del soplete con
!
ADVERTENCIA
Monte el soplete
aquí, sobre el
manguito aislado
C
AUTION: CLAMP TORCH ABOVE THIS LA
PT-600
PLASMARC TORCH
B
abrazaderas puede hacer fluir corrientes
peligrosas a través del chasis de la
máquina.
• No lo monte sobre el cuerpo de acero
inoxidable del soplete.
• El cuerpo del soplete está aislado
eléctricamente. Sin embargo la corriente de
arranque de alta frecuencia puede saltar en
arco buscando una conexión a tierra.
• Colocar las abrazaderas cerca del cuerpo del
L
E
soplete puede dar como resultado un arco
eléctrico entre el cuerpo y la máquina.
NO lo monte aquí
en el cuerpo de
acero del soplete
• Si se produce este arco eléctrico, el cuerpo del
soplete puede necesitar reemplazos no
cubiertos por la garantía.
• Pueden producirse daños a la máquina.
• Fíjelo con abrazaderas sólo sobre el manguito
aislado del soplete, a no menos de 1,25 pulg.
(31,75 mm) desde el extremo del manguito que
da hacia el soplete.
Soplete
Soplete mecanizado de
Soplete Soplete
mecanizado de corte
mecanizado de mecanizado de
corte por plasma PT-600
por plasma PT-6003-4
corte corte
por plasma PT-600por plasma PT-600

SECCION 4 OPERACION
¡El choque eléctrico puede matar!
PELIGRO
!
• Antes de efectuar cualquier ajuste, desconecte la
fuente de alimentación principal.
• Antes de efectuar mantenimiento en los
componentes del sistema, desconecte la fuente de
alimentación principal.
• No toque las piezas del extremo frontal del soplete
(boquilla, taza de retención del blindaje, etc.) sin
haber colocado en OFF la fuente de alimentación
eléctrica principal.
ADVERTENCIA
!
Riesgo de radiaciones.
Los rayos del arco lesionan los ojos y queman la piel
Los rayos del arco lesionan los ojos y queman la piel
Los rayos del arco lesionan los ojos y queman la pielLos rayos del arco lesionan los ojos y queman la piel
• Use protección adecuada en los ojos y el cuerpo.
Use protección adecuada en los ojos y el cuerpo.
Use protección adecuada en los ojos y el cuerpo.Use protección adecuada en los ojos y el cuerpo.
• Use gafas de seguridad o antiparras oscuras con protectores
Use gafas de seguridad o antiparras oscuras con protectores
Use gafas de seguridad o antiparras oscuras con protectoresUse gafas de seguridad o antiparras oscuras con protectores
laterales. Al cortar con plasma, refiérase a la tabla que sigue
laterales. Al cortar con plasma, refiérase a la tabla que sigue
laterales. Al cortar con plasma, refiérase a la tabla que siguelaterales. Al cortar con plasma, refiérase a la tabla que sigue
para obtener la graduación de las lentes:
para obtener la graduación de las lentes:
para obtener la graduación de las lentes:para obtener la graduación de las lentes:
Corriente del arco
Corriente del arco Lente
Corriente del arcoCorriente del arco
Hasta 100 A
Hasta 100 A Graduación Nº 8
Hasta 100 AHasta 100 A
100 a 200 A
100 a 200 A Graduación Nº 10
100 a 200 A100 a 200 A
200 a 400 A
200 a 400 A Graduación Nº 12
200 a 400 A200 a 400 A
Más de 400 A
Más de 400 A Graduación Nº 14
Más de 400 AMás de 400 A
• Reemplace las gafas/antiparras cuando las lentes estén
Reemplace las gafas/antiparras cuando las lentes estén
Reemplace las gafas/antiparras cuando las lentes esténReemplace las gafas/antiparras cuando las lentes estén
picadas o rotas.
picadas o rotas.
picadas o rotas.picadas o rotas.
• Advierta a otros en la zona de no mirar directamente al arco,
Advierta a otros en la zona de no mirar directamente al arco,
Advierta a otros en la zona de no mirar directamente al arco,Advierta a otros en la zona de no mirar directamente al arco,
salvo si usan gafas de seguridad adecuadas.
salvo si usan gafas de seguridad adecuadas.
salvo si usan gafas de seguridad adecuadas.salvo si usan gafas de seguridad adecuadas.
• Prepare la zona de corte para reducir las reflexiones y la
Prepare la zona de corte para reducir las reflexiones y la
Prepare la zona de corte para reducir las reflexiones y laPrepare la zona de corte para reducir las reflexiones y la
transmisión de luz ultravioleta.
transmisión de luz ultravioleta.
transmisión de luz ultravioleta.transmisión de luz ultravioleta.
• Para reducir las reflexiones, pinte las paredes y otras
Para reducir las reflexiones, pinte las paredes y otras
Para reducir las reflexiones, pinte las paredes y otrasPara reducir las reflexiones, pinte las paredes y otras
superficies con colores oscuros.
superficies con colores oscuros.
superficies con colores oscuros.superficies con colores oscuros.
•
Instale pantallas o cortinas protectoras para reducir la
Instale pantallas o cortinas protectoras para reducir la
Instale pantallas o cortinas protectoras para reducir laInstale pantallas o cortinas protectoras para reducir la
transmisión ultravioleta.
transmisión ultravioleta.
transmisión ultravioleta.transmisión ultravioleta.
Lente
LenteLente
Graduación Nº 8
Graduación Nº 8Graduación Nº 8
Graduación Nº 10
Graduación Nº 10Graduación Nº 10
Graduación Nº 12
Graduación Nº 12Graduación Nº 12
Graduación Nº 14
Graduación Nº 14Graduación Nº 14
Soplete
Soplete mecanizado de
Soplete Soplete
mecanizado de corte
mecanizado de mecanizado de
corte por plasma PT-600
por plasma PT-600 4-1
corte corte
por plasma PT-600por plasma PT-600

SECCION 4 OPERACION
¡El aceite y la grasa se pueden quemar
ADVERTENCIA
!
violentamente!
• No use nunca aceite o grasa en este soplete.
• Manipule el soplete con las manos limpias sobre
superficies limpias.
• Use lubricante de siliconas sólo donde así esté
indicado.
• El aceite y la grasa se encienden con facilidad y se
queman violentamente en presencia de oxígeno a
presión.
4.1 Configuración
• Seleccione una condición apropiada de los
datos de proceso (archivo SDP) e instale las
piezas (boquilla, electrodo, etc) del extremo
recomendado. Vea los datos del proceso para
identificar las piezas y configuraciones.
4.1.1 Corte en espejo
Pantalla deflectora inversora orificio 4
Pantalla deflectora inversora orificio 8
• Coloque el soplete en posición sobre la
ubicación inicial deseada.
• Vea las configuraciones apropiadas en el
Manual de la fuente de alimentación.
• Vea los procedimientos de control del gas en
Manual de control de flujo.
• Vea los procedimientos de arranque en los
Manuales de la máquina.
Al cortar en espejo, se necesita una pantalla
deflectora inversora de vórtice y un difusor inversor.
Estas piezas inversoras harán “rotar” el gas en
dirección opuesta, invirtiendo el lado “bueno” del
corte.
0558002534
0558002530
Pantalla deflectora inversora orificio 32
Difusor inversor 22496
Soplete
Soplete mecanizado de
Soplete Soplete
mecanizado de corte
mecanizado de mecanizado de
0558002531
corte por plasma PT-600
por plasma PT-6004-2
corte corte
por plasma PT-600por plasma PT-600

SECCION 4 OPERACION
4.2 Calidad de corte
4.2.1 Introducción
Las causas que afectan la calidad del corte están
interrelacionadas. Al modificar una variable se afectan
todas las otras. La determinación de una solución
puede ser difícil. La guía que sigue ofrece soluciones
posibles a resultados de corte indeseables. Para
comenzar, seleccione la condición más prominente:
§ 4.2.2 Angulo de corte, negativo o positivo
§ 4.2.3 Corte no plano, redondeado o recortado
§ 4.2.4 Rugosidad de la superficie
§ 4.2.5 Escoria
Normalmente los parámetros de corte recomendados
darán la calidad de corte óptima. Ocasionalmente las
condiciones pueden variar y se requerirán ligeros
ajustes. Si es así:
• Al efectuar correcciones haga variaciones con
incrementos pequeños.
• Ajuste el voltaje del arco en incrementos de un
voltio
(1 V), aumentando o disminuyendo según sea
necesario..
AVISO
Antes de intentar CUALQUIER corrección, verifique las
variables de corte con las configuraciones y los
números
de pieza con los enumerados en los Datos de proceso.
Soplete
Soplete mecanizado de
Soplete Soplete
mecanizado de corte
mecanizado de mecanizado de
corte por plasma PT-600
por plasma PT-600 4-3
corte corte
por plasma PT-600por plasma PT-600

SECCION 4 OPERACION
4.2.2 Angulo de corte
Angulo de corte negativo
La dimensión superior es mayor que la inferior.
• Soplete falto de alineación
Pieza
• Material doblado o pandeado
• Consumibles gastados o dañados
• Aislador bajo (voltaje del arco)
• Velocidad de corte lenta (velocidad de
desplazamiento de la máquina)
PiezaRecorte
Angulo de corte positivo
La dimensión superior es menor que la inferior.
Pieza
• Soplete falto de alineación
• Material doblado o pandeado
• Consumibles gastados o dañados
• Aislador alto (voltaje del arco)
• Velocidad de corte rápida
• Corriente alta o baja (Vea en los datos del proceso
el nivel de corriente recomendado para boquillas
específicas).
• Flujo de gas secundario erróneo.
PiezaRecorte
Soplete
Soplete mecanizado de
Soplete Soplete
mecanizado de corte
mecanizado de mecanizado de
corte por plasma PT-600
por plasma PT-6004-4
corte corte
por plasma PT-600por plasma PT-600

SECCION 4 OPERACION
4.2.3 Acabado del corte
Parte superior e inferior redondeadas
Esta condición ocurre normalmente cuando el material
tiene 0,25 pulg. de espesor (6,4 mm) o menos.
• Corriente alta para el espesor dado del material
(Vea las configuraciones correctas en los datos de
proceso).
Recorte
Recorte
Pieza
Borde superior recortado
Separador bajo (voltaje del arco)
Pieza
Soplete
Soplete mecanizado de
Soplete Soplete
mecanizado de corte
mecanizado de mecanizado de
corte por plasma PT-600
por plasma PT-600 4-5
corte corte
por plasma PT-600por plasma PT-600

SECCION 4 OPERACION
4.2.4 Acabado de la superficie
Rugosidad inducida por el proceso
La cara del corte es uniformemente rugosa y puede
estar confinada a un eje.
• Mezcla de gas de la atmósfera protectora errónea.
Vista superior
(Vea los datos de proceso)
• Consumibles gastados o dañados
Cara cortada
Rugosidad inducida por la máquina
Puede ser difícil distinguir entre la rugosidad inducida
por el proceso y la inducida por la máquina.
Normalmente está confinada a un eje. La rugosidad
no es uniforme.
o
Rugosidad
inducida por el
proceso
Rugosidad
inducida por
la máquina
• Rieles, ruedas y/o cremalleras y piñón sucios.
(Refiérase a la sección mantenimiento en el manual
del propietario)
• Ajuste de las ruedas del carro de desplazamiento
Soplete
Soplete mecanizado de
Soplete Soplete
mecanizado de corte
mecanizado de mecanizado de
corte por plasma PT-600
por plasma PT-6004-6
corte corte
por plasma PT-600por plasma PT-600

SECCION 4 OPERACION
4.2.5 Escoria
La escoria es un subproducto del proceso de corte.
Es el material indeseable que permanece unido a la
pieza. En la mayoría de los casos, la escoria se puede
reducir o eliminar con una configuración de soplete y
de parámetros de corte adecuados. Refiérase a los
datos de proceso.
Cara del
corte
Líneas de
retardo
Desplazado
Escoria de alta velocidad
Material soldado o desplazado en la superficie inferior
a lo largo del canal o ranura. Difícil de remover.
Puede requerir desbastado con amoladora o cincel.
Líneas de retardo con forma de “S”.
• Separador alto (voltaje del arco)
Vista lateral
Líneas de
retardo
• Velocidad de corte rápida
Cara de
Escoria de baja velocidad
Se forma como glóbulos en la parte inferior a lo largo
del canal o ranura.
Glóbulos
• Velocidad de corte lenta
Vista lateral
Soplete
Soplete mecanizado de
Soplete Soplete
mecanizado de corte
mecanizado de mecanizado de
corte por plasma PT-600
por plasma PT-600 4-7
corte corte
por plasma PT-600por plasma PT-600

SECCION 4 OPERACION
Vista lateral
Salpicaduras
Cara de corte
Escoria superior
Aparece como salpicaduras en la parte superior del
material. Normalmente se remueve fácilmente.
• Velocidad de corte rápida
• Separador alto (voltaje del arco).
Escoria intermitente
Aparece en la parte superior o inferior a lo largo del
canal o la ranura.
No continua. Puede aparecer como cualquier tipo de
escoria.
• Posiblemente consumibles gastados
Otros factores que afectan la escoria:
• Temperatura del material
• Incrustaciones o corrosión fuertes desde la
metalurgia
• Aleaciones con alto contenido de carbono
4.2.6 Precisión dimensional
AVISO
Normalmente, al usar la velocidad más lenta posible
(dentro de los niveles aprobados) optimizará la
precisión de la pieza. La mayoría de los espesores
de los materiales se superponen para diferentes
voltajes. Seleccione los consumibles para permitir
el menor voltaje del arco y la menor velocidad de
corte.
La velocidad y el voltaje del arco recomendados,
La velocidad y el voltaje del arco recomendados,
La velocidad y el voltaje del arco recomendados,La velocidad y el voltaje del arco recomendados,
brindarán el rendimiento de corte óptimo.
brindarán el rendimiento de corte óptimo.
brindarán el rendimiento de corte óptimo.brindarán el rendimiento de corte óptimo.
Pueden ser necesarios pequeños ajustes en
aumento debido a la calidad del material,
temperatura del material y aleación específica. El
operador debe recordar que todas las variables de
corte están interrelacionados. Al modificar una
configuración se afectan todas las otras y se puede
deteriorar la calidad de corte. Comience siempre
con las configuraciones recomendadas.
Antes de intentar CUALQUIER corrección, verifique
las variables de corte con las configuraciones
recomendadas por la fábrica y los números de
enumerados en los datos del proceso.
pieza
Soplete
Soplete mecanizado de
Soplete Soplete
mecanizado de corte
mecanizado de mecanizado de
corte por plasma PT-600
por plasma PT-6004-8
corte corte
por plasma PT-600por plasma PT-600

SECCION 4 OPERACION
4.3 Pasajes de flujo al soplete
Flujo de gas Flujo del agua de enfriamiento
Gas del
plasma
Gas de la
atmósfera
protectora
ENTRADA de
agua de
enfriamiento
SALIDA de
agua de
enfriamiento
Soplete
Soplete mecanizado de
Soplete Soplete
mecanizado de corte
mecanizado de mecanizado de
corte por plasma PT-600
por plasma PT-600 4-9
corte corte
por plasma PT-600por plasma PT-600

SECCION 4 OPERACION
4.4 Influencia de las opciones de gas en la calidad de corte
4.4.1 Introducción
No todos los gases son adecuados para todas las
situaciones. Ciertos gases ayudan a cortar
materiales y espesores específicos. Lo que sigue
explica porqué se seleccionan ciertos gases y su
influencia sobre la pieza terminada. Otras
influencias, tales como el voltaje del arco y el flujo y
presión del gas se cubren con los datos del
proceso.
!
PELIGRO
Riesgo de explosión de hidrógeno.
• ¡No corte bajo el agua con gas hidrógeno!
• Las explosiones de hidrógeno pueden causar lesiones
graves o la muerte.
• El hidrógeno puede crear bolsillos de gas en el agua de la
mesa de agua. Estos bolsillos explotarán al encenderse a
causa de las chispas o el arco de plasma.
• Antes de cortar, esté alerta sobre posibles fuentes de
hidrógeno en la mesa de agua —reacción de metal
fundido, reacción química lenta y algunos gases del
plasma.
• Los bolsillos de gas explosivo se acumulan debajo de la
placa de corte y dentro de la mesa de agua.
• Limpie frecuentemente la escoria (en especial las
partículas finas) del fondo de la mesa de trabajo. Rellene
la mesa de agua con agua limpia.
• No deje la placa sobre la mesa durante la noche.
• Si la mesa de agua no se usó durante varias horas, hágala
vibrar o sacúdala para romper los bolsillos de hidrógeno
antes de tender la placa sobre el agua.
Soplete
Soplete mecanizado de
Soplete Soplete
mecanizado de corte
mecanizado de mecanizado de
• Si es posible, cambie el nivel de agua entre cortes para
romper los bolsillos de hidrógeno
• Mantenga el nivel de pH del agua cerca de 7 (neutral).
• La separación promedio de las piezas debe ser como
mínimo dos veces el ancho del corte para asegurar que el
material esté siempre debajo del corte.
• Al cortar por arriba del agua, use ventiladores para hacer
circular aire entre la placa y la superficie del agua.
corte por plasma PT-600
por plasma PT-6004-10
corte corte
por plasma PT-600por plasma PT-600

SECCION 4 OPERACION
4.4.2 El aluminio y los gases del proceso
Espesor del material: 0,188 a 1,000 pulgadas (4,7 a 25,4 mm)
Calidad del corte: Buena
Gas iniciador:
Plasma:
Atm. de protección:
Discusión: Cara de corte oscura, escoria potencial, buenos ángulos de corte
Aire
Aire
Aire
Espesor del material:
Calidad del corte: Buena
Gas iniciador:
Plasma:
Atm. de protección:
Discusión: Cara de corte plana, virtualmente sin escoria hasta 1,5 pulg. de espesor, ángulos de
Espesor del material:
Calidad del corte: Buena
Gas iniciador:
Plasma:
Atm. de protección:
Discusión: Cara de corte ligeramente más oscura, virtualmente sin escoria, ángulos de corte
Espesor del material:
Calidad del corte: Buena
Gas iniciador:
Plasma:
Atm. de protección:
0,250 a 3,000 pulgadas (6,4 a 76,2 mm)
N
2
H-35
N
2
corte ligeramente mayores con el borde superior redondeado
0,625 a 1,000 pulgadas (15.9 a 25,4 mm)
N
2
H-35
Aire
ligeramente mayores con el borde superior redondeado
0,625 a 1,500 pulgadas (15,9 a 38,1 mm)
H-35
H-35
Aire
Discusión: Cara de corte ligeramente más oscura, virtualmente sin escoria, ángulos de corte
Espesor del material:
Calidad del corte: Buena
Gas iniciador:
Plasma:
Atm. de protección:
Discusión: Cara de corte más oscura, se puede formar escoria en el material de más de 1 pulg.,
Espesor del material:
Calidad del corte: Buena
Gas iniciador:
Plasma:
Atm. de protección:
Discusión: Cara de corte más oscura, se puede formar escoria en el material de más de 0,75 pulg.,
ligeramente mayores con el borde superior redondeado
0,188 a 1,500 pulgadas (4,7 a 38,1 mm)
N
2
N
2
Aire
buenos ángulos de corte, ligero redondeo del borde superior.
0,062 a 1,000 pulgadas (1,6 a 25,4 mm)
N
2
N
2
N
2
buenos ángulos de corte, ligero redondeo del borde superior.
Soplete
Soplete mecanizado de
Soplete Soplete
mecanizado de corte
mecanizado de mecanizado de
corte por plasma PT-600
corte corte
por plasma PT-600 4-11
por plasma PT-600por plasma PT-600

SECCION 4 OPERACION
4.4.3 Acero al carbono
Espesor del material:
Calidad del corte:
Gas iniciador:
Plasma:
Atm. de protección:
Discusión: Cara de corte lisa brillante, virtualmente sin escoria, buenos ángulos de corte, borde
Espesor del material:
Calidad del corte:
Gas iniciador:
Plasma:
Atm. de protección:
Discusión: Cara de corte lisa gris, virtualmente sin escoria, ángulos de corte más grandes debido al
0,125 a 1,500 pulgadas (3,2 a 38,1 mm)
Excelente
N
2
O
2
Aire
superior agudo
0,062 a 0,250 pulgadas (1,6 a 6,4 mm)
Buena
Aire
Aire
Aire
espesor de la placa, velocidad de corte y amperaje de corte.
Soplete
Soplete mecanizado de
Soplete Soplete
mecanizado de corte
mecanizado de mecanizado de
corte por plasma PT-600
por plasma PT-6004-12
corte corte
por plasma PT-600por plasma PT-600

SECCION 4 OPERACION
4.4.4 Acero inoxidable
Espesor del material:
Calidad del corte:
Gas iniciador:
Plasma:
Atm. de protección:
0,062 a 0,750 pulgadas (1,6 a 19,1 mm)
Buena
N
2
N
2
N
2
Discusión: Cara de corte oscura, virtualmente sin escoria, buenos ángulos de corte, biselados en el
ancho debido al espesor, velocidad y amperaje.
Espesor del material:
Calidad del corte:
Gas iniciador:
Plasma:
Atm. de protección:
0,062 a 1,000 pulgadas (1,6 a 25,4 mm)
Buena
Aire
Aire
Aire
Discusión: Cara de corte oscura, virtualmente sin escoria, buenos ángulos de corte, biselados en el
ancho debido al espesor, velocidad y amperaje.
Espesor del material: 0,250 a 3,000 pulgadas (6,4 a 76,2 mm)
Calidad del corte: Buena
Gas iniciador:
Plasma:
Atm. de protección:
N
2
N
2
Aire
Discusión: Cara de corte oscura, virtualmente sin escoria, buenos ángulos de corte, ligero
redondeo del borde superior
Espesor del material: 0,500 a 3,000 pulgadas (12,7 a 76,2 mm)
Calidad del corte: Buena
Gas iniciador:
Plasma:
Atm. de protección:
N
2
H-35
N
2
Discusión: Cara de corte brillante color dorado, virtualmente sin escoria hasta material de 1,5
pulgada, los espesores mayores pueden tener escoria, Angulo de corte ligeramente
mayor debido al gas del plasma H-35.
Soplete
Soplete mecanizado de
Soplete Soplete
mecanizado de corte
mecanizado de mecanizado de
corte por plasma PT-600
por plasma PT-600 4-13
corte corte
por plasma PT-600por plasma PT-600

SECCION 4 OPERACION
Página dejada en blanco intencionalmente
Soplete
Soplete mecanizado de
Soplete Soplete
mecanizado de corte
mecanizado de mecanizado de
corte por plasma PT-600
por plasma PT-6004-14
corte corte
por plasma PT-600por plasma PT-600

p
SECCION 4 OPERACION
4.5 Datos del proceso
4.5.1 Introducción
La información brindada a continuación es el resultado de
muchas horas de pruebas, y representa una guía general
de los preparativos y del proceso de corte con el Soplete
Mecánico para Corte de Arco Eléctrico por Plasma PT-
600. El controlador del equipo dirige el flujo de gas
utilizando el SmartFlow II, un sistema con control de
válvula proporcional.
En la mayoría de los casos, estos preparativos le ayudarán
a realizar un corte de calidad. Estos datos incluyen los
parámetros para:
· cortar aluminio, carbón y acero inoxidable
· el voltaje del arco (de montaje vertical)
· velocidad de corte
· corriente eléctrica (amperios)
· velocidades del flujo de gas para las combinaciones
de gas plasma / de arco protegido
Estos mismos datos se encuentran en los archivos SDP.
(Vea su máquina y los manuales de programación SDP
para obtener más información acerca de estos archivos.)
También se brinda información acerca de los códigos de
las piezas consumibles para todas las condiciones de
corrientes
osibles.
Los parámetros de velocidad, voltaje, corte
y corriente se pueden usar en todas las
ATENCIÓN
aplicaciones del soplete PT-600.
Los datos del proceso surgieron del uso del Smart Flow II,
un sistema de control programable del flujo de gas. Esta
misma información se utiliza al crear los archivos de control
(SDP) para el proceso Vision CNC. Cuando se utiliza el
Smart Flow II, las velocidades del flujo de gas sólo se
brindan como referencia. La velocidad, el voltaje de
arco, el corte y la corriente (amperios) también se
aplican a los cortes realizados con sistemas de
regulación manual del gas.
Las velocidades del corte bajo el agua
ATENCIÓN
deben reducirse un 10 %.
Como regla general, las velocidades de corte sobre
agua pueden aplicarse al corte bajo agua, siemp re
que las mismas se reduzcan en un 10%. Existen dos
ejemplos de corte bajo agua incluidos más adelante
como referencia (p4-33, p4-93).
Soplete mecanizado de corte por plasma PT-600
4-15

SECCION 4 OPERACION
PT-600
Soplete de Corte por A rco
de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Gas de protección:
*No use Aire común. Utilice Aire envasado/comprimido.
Acero al Carbono
50
Aire* @ 100 LPPC / 6.9 Bars
Aire* @ 100 LPPC / 6.9 Bars
Aire* @ 60 LPPC / 4.1 Bars
Mango del soplete
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
Placa de desviación del gas P/N
0558002533 “4 Orificios”
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
P/N 0558001626
Portaelectrodo con aro tórico
P/N 0558001621
Aro tórico provisto con el electrodo
86W99 (Ref.)
Electrodo
Aro tórico provisto con la boquilla
P/N 181W89 (Ref . )
Boquilla
Aro tórico provisto con la boquilla
P/N 181W89 (Ref . )
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21796 “50A”
P/N 0558001624 “250A”
P/N 0558001881 “50A”
P/N
4-16
Protección
Protección de tope
Soplete mecanizado de corte por plasma PT-600
P/N 21795 “50A”
P/N 37081

SECCION 4 OPERACION
50 Amperios PT-600: Datos del Proceso
Acero al Carbono
Salvo en los casos que así se indique,
los datos son para el corte sobre agua.
Cuando corte bajo el agua, reduzca la
velocidad alrededor de un 10%.
Espesor del material Aire Aire Aire
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.) 0
Retardo en la perforación (seg.) 0
0.063
1,6
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 2,76
LPPC
BAR 3,45
LPPC
BAR 0,69
LPPC
BAR 0,69
40
50
10
10
Lecturas de la altura
Altura inicial
PULG..
MM
.375
9,5
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al bajo
Soplete mecanizado de corte por plasma PT-600
113
220
5588
.05
1,3
4-17

SECCION 4 OPERACION
PT-600
Soplete de Corte por A rco
de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección Gas:
*No use Aire común. Utilice Aire envasado/comprimido.
Acero al Carbono
65
Aire* @ 100
Aire* @ 100
Aire* @ 60 LPPC / 4,1 Bar
Mango del soplete
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
LPPC
/ 6,9 Bar
LPPC
/ 6,9 Bar
P/N 0558001626
Placa de desviación del gas
0558002533 “4
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
Portaelectrodo con aro tórico
P/N 0558001621
Aro tórico provisto con el electrodo
86W99 (Ref.)
Electrodo
Aro tórico provisto con la boquilla
P/N 181W89 (Ref . )
Boquilla
Aro tórico provisto con la boquilla
P/N 181W89 (Ref . )
P/N 0558001624 “250A”
P/N 0558001881 “50A”
Orificios
P/N
”
P/N
4-18
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21796
Protección
Protección de tope
Soplete mecanizado de corte por plasma PT-600
P/N 21796 “50A”
P/N 37081

SECCION 4 OPERACION
65 Amperios PT-600: Datos del Proceso
Salvo en los casos que así se indique,
los datos son para el corte sobre agua.
Cuando corte bajo el agua, reduzca la
velocidad alrededor de un 10%.
Gas inicial
Gas de
corte
Protección
Gas
Espesor del material Aire Aire Aire
Acero al Carbono
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.) 0 0 0.1
Retardo en la perforación (seg.) 0 0 0.4
0.125 0.188 0.250
3,2 4,7 6,4
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 2,76 2,76 2,76
LPPC
BAR 3,45 3,45 3,45
LPPC
BAR 0,69 0,69 0,69
LPPC
BAR 0,69 0,69 0,69
40 40 40
50 50 50
10 10 10
10 10 10
Lecturas de la altura
Altura inicial
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al bajo
Soplete mecanizado de corte por plasma PT-600
PULG..
MM
.375 .375 .375
9,5 9,5 9,5
115 118 130
150 100 75
3810 2540 1905
.065 .075 .085
1,7 1,9 2,2
4-19

SECCION 4 OPERACION
PT-600
Soplete de Corte por A rco
de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección Gas:
*No use Aire común. Utilice Aire envasado/comprimido.
Acero al Carbono
100
Nitrógeno (N2) @100
Oxígeno (O2)@ 100
Aire * @ 60 LPPC / 4,1 Bar
Mango del soplete
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
LPPC
/ 6,9 Bar
LPPC
/ 6,9 Bar
P/N 0558001626
Placa de desviación del gas
0558002533 “4
(0558002534 “
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
Portaelectrodo con aro tórico
Orificios
Corriente inversa
P/N
”
”)
P/N 0558001621
O-ring Supplied with
Electrodo
P/N 86W99 (Ref.)
Electrodo
Aro tórico provisto con la boquilla
P/N 0558001624 “250A”
P/N 181W89 (Ref . )
Boquilla
Aro tórico provisto con la boquilla
P/N 0558001882 “100A”
P/N 181W89 (Ref . )
4-20
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21944 (22496 “
Protección
Protección de tope
Corriente inversa
”)
P/N 21802 “100A to 250A”
P/N 37081
Soplete mecanizado de corte por plasma PT-600

SECCION 4 OPERACION
100 Amperios PT-600: Datos del Proceso
Acero al Carbono
Salvo en los casos que así se indique,
los datos son para el corte sobre agua.
Cuando corte bajo el agua, reduzca la
velocidad alrededor de un 10%.
Espesor del material N2 O2 Aire
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.) 0 0 0 0 0.2 0.4 0.5 0.3
Retardo en la perforación (seg.) 0 0 0 0 0.2 0.5 0.6 0.7
0.125 0.188 0.250 0.313 0.375 0.500 0.625 0.750
3,2 4,7 6,4 7,9 9,5 12,7 15,9 19,1
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
LPPC
BAR 3,2 3,2 3,0 3,2 3,2 3,2 3,3 3,2
LPPC
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,2
LPPC
BAR 0,7 1,2 1,2 0,7 1,1 0,7 0,8 0,7
25 25 25 25 25 25 25 25
46 46 44 46 46 46 48 46
20 20 20 20 20 20 20 18
10 18 18 10 16 10 12 10
Lecturas de la altura
Altura inicial
PULG..
MM
.375 .375 .375 .375 .375 .500 .500 .500
9,5 9,5 9,5 9,5 9,5 12,7 12,7 12,7
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al bajo
Soplete mecanizado de corte por plasma PT-600
123 135 133 134 149 141 159 162
190 150 120 100 80 60 38 20
4826 3810 3048 2540 2032 1524 965 508
.08 .075 .100 .085 .012 .100 .14 .145
2,0 1,9 2,5 2,2 3,0 2,5 3,6 3,7
4-21

SECCION 4 OPERACION
PT-600
Soplete de Corte por A rco
de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección Gas:
*No use Aire común. Utilice Aire envasado/comprimido.
Acero al Carbono
150
Nitrógeno (N2) @ 100
Oxígeno (O2) @ 100
Aire * @ 60
Mango del soplete
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
LPPC
LPPC
/ 6,9 Bar
LPPC
/ 6,9 Bar
/ 4,1 Bar
P/N 0558001626
Placa de desviación del gas
0558002533 “4
(0558002534 “
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
Portaelectrodo con aro tórico
Orificios
Corriente inversa
P/N
”
”)
P/N 0558001621
Aro tórico provisto con el electrodo
P/N
86W99 (Ref.)
Electrodo
Aro tórico provisto con la boquilla
P/N 0558001624 “250A”
P/N 181W89 (Ref . )
Boquilla
Aro tórico provisto con la boquilla
P/N 0558001883 “150A”
P/N 181W89 (Ref . )
4-22
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21944 (22496 “
Protección
Protección de tope
Corriente inversa
”)
P/N 21802 “100A to 250A”
P/N 37081
Soplete mecanizado de corte por plasma PT-600

SECCION 4 OPERACION
150 Amperios PT-600: Datos del Proceso
Acero al Carbono
Salvo en los casos que así se indique,
los datos son para el corte sobre agua.
Cuando corte bajo el agua, reduzca la
velocidad alrededor de un 10%.
Espesor del material N2 O2 Aire
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.)
Retardo en la perforación (seg.) 0 0 0 0 0.4 0.5 0.8 1.0
0.188 0.250 0.313 0.375 0.500 0.625 0.750 1.000
4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0 0 0 0.2 0.2 0.2 0.3
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
LPPC
BAR 2,6 2,6 2,6 2,6 2,6 3,0 2,6 2,6
LPPC
BAR 1,4 1,4 1,4 1,4 1,4 1,5 1,2 1,2
LPPC
BAR 1,2 1,2 1,2 1,2 1,1 1,2 0,7 1,1
20 20 20 20 20 20 20 20
37 37 37 37 37 44 37 37
20 20 20 20 20 21 18 18
18 18 18 18 16 18 10 16
Lecturas de la altura
Altura inicial
PULG..
MM
.375 .375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al alto
Soplete mecanizado de corte por plasma PT-600
127 126 131 134 140 151 157 156
160 150 120 90 75 55 45 25
4064 3810 3048 2286 1905 1397 1143 635
.085 .095 .095 .120 .105 .125 .150 .165
2,2 2,4 2,4 3,0 2,7 3,2 3,8 4,2
4-23

SECCION 4 OPERACION
PT-600
Soplete de Corte por A rco
de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección Gas:
*No use Aire común. Utilice Aire envasado/comprimido.
Acero al Carbono
200
Nitrógeno (N2) @ 100
Oxígeno (O2) @ 100
Aire * @ 60
Mango del soplete
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
LPPC
LPPC
/ 6,9 Bar
LPPC
/ 6,9 Bar
/ 4,1 Bar
P/N 0558001626
Placa de desviación del gas
0558002533 “4
(0558002534 “
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
Portaelectrodo con aro tórico
Orificios
Corriente inversa
P/N
”
”)
P/N 0558001621
Aro tórico provisto con el electrodo
P/N
86W99 (Ref.)
Electrodo
Aro tórico provisto con la boquilla
P/N 0558001624 “250A”
P/N 181W89 (Ref . )
Boquilla
Aro tórico provisto con la boquilla
P/N 0558001884 “200A”
P/N 181W89 (Ref . )
4-24
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21944 (22496 “
Protección
Protección de tope
Corriente inversa
”)
P/N 21802 “100A to 250A”
P/N 37081
Soplete mecanizado de corte por plasma PT-600

SECCION 4 OPERACION
200 Amperios PT-600: Datos del Proceso
Acero al Carbono
Salvo en los casos que así se indique,
los datos son para el corte sobre agua.
Cuando corte bajo el agua, reduzca la
velocidad alrededor de un 10%.
Espesor del material N2 O2 Aire
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.)
Retardo en la perforación (seg.) 0 0.2 0 0.2 0.3 0.3 0.5 1.0
0.250 0.313 0.375 0.500 0.625 0.750 1.000 1.250
6,4 7,9 9,5 12,7 15,9 19,1 25,4 31,8
0 0 0 0.1 0.2 0.3 0.3 0.6
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 1,8 1,7 1,7 1,7 1,4 1,7 1,7 1,7
LPPC
BAR 2,8 3,0 2,8 3,0 2,8 2,8 2,8 3,0
LPPC
BAR 1,4 1,4 1,4 1,4 1,4 1,2 1,2 1,5
LPPC
BAR 0,6 1,0 1,2 0,7 0,8 0,5 0,8 1,5
26 25 25 25 20 25 25 25
40 43 40 44 40 40 40 44
20 20 20 20 20 18 18 22
8 14 18 10 11 7 12 22
Lecturas de la altura
Altura inicial
PULG..
MM
.375 .375 .375 .500 .500 .500 .500 .500
9,5 9,5 9,5 12,7 12,7 12,7 12,7 12,7
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al alto
Soplete mecanizado de corte por plasma PT-600
124 129 132 129 139 142 153 164
170 140 110 90 65 55 40 20
4318 3556 2794 2286 1651 1397 1016 508
.095 .105 .110 .136 .120 .150 .170 .190
2,4 2,7 2,8 3,5 3,0 3,8 4,3 4,8
4-25

SECCION 4 OPERACION
Carbon Steel
200
Nitrogen (N2) @ 125 psi/8.6 bar
PT-600
Soplete de Corte por Arco de Plasma
Material:
Amperios:
Gas inicial:
CON Gas de corte:
EPP-200
Fuente de Poder Plasma
Corte de Alta Velocidad
Protección Gas 1:
Protección Gas 2:
Mango del soplete
P/N 0558001825
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
Placa de desviación del gas P/N 0558002533 “4
Orificios ” (0558002534 “Corriente inversa”)
Aro tórico provisto con el portaelectrodos P/N
86W99 (Ref.)
Portaelectrodo con aro tórico
P/N 0558001621
Aro tórico provisto con el electrodo P/N 86W99
(Ref)
Oxygen (O2) @ 125 psi/8.6 bar
Air @ 100psi/6.9 bar @ 95cfh
No uti- lizado
Electrodo P/N 0558001624UL “250A”
Aro tórico provisto con la boquilla
P/N 181W89 (Ref.)
Boquilla P/N 0558001883 “200A”
Aro tórico provisto con la boquilla
P/N 181W89 (Ref.)
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21944 (22496 “Corriente inversa”)
Protección P/N 0558004678
Protección de tope P/N 0558004616
4-insert

SECCION 4 OPERACION
PT-600/EPP 200 Alta Velocidad
Salvo en los casos que así se indique,
los datos son para el corte sobre agua.
Cuando corte bajo el agua, reduzca la
velocidad alrededor de un 10%.
Espesor del
material
Cronómetros
(seg.)
PULGADAS
MM
Aumento en la
perforación (seg.)
Retardo en la
perforación (seg.)
Atraso Altura
Automática
Gas plasma
inicial
Datos del Proceso
0.250 0.375 0.500 0.750 1.000
6.4 9.5 12.7 19.1 25.4
0.4 0.4 0.4 0.4 0.4
22psi@ 140 cfh 22psi@ 140 cfh 22psi@ 140 cfh 22psi@ 140 cfh 22psi@ 140 cfh
1.5bar@ 4.0 cmh 1.5bar@ 4.0 cmh 1.5bar@ 4.0 cmh 1.5bar@ 4.0 cmh 1.5bar@ 4.0 cmh
200 Amperios
Acero al Carbono
Gas
inicial
0 0.1 0.1 0.3 0.3
0 0.2 0.2 0.3 0.5
N2 O
Gas de
corte
2
Protección
Gas 1
Aire
Protección
Gas 2
No
utilizado
49psi@ 66 cfh 49psi@ 66 cfh 49psi@ 66 cfh 49psi@ 66 cfh 49psi@ 66 cfh
3.4bar@1.9 cmh 3.4bar@1.9 cmh 3.4bar@1.9 cmh 3.4bar@1.9 cmh 3.4bar@1.9 cmh
13psi@ 190 cfh 13psi@ 190 cfh 14psi@ 220 cfh 12psi@ 180 cfh 13psi@ 190 cfh
0.9bar@ 5.4 cmh 0.9bar@ 5.4 cmh 1.0bar@ 6.2 cmh 0.8bar@ 5.1 cmh 0.9bar@ 5.4 cmh
Parámetros
iniciales
Presión a
Gas plasma de
corte
Gas pantalla
inicial
Flujo
Gas pantalla de
corte 1 -- Air
Gas pantalla de
corte Gas 2 –
Altura inicial
PULG..
Lecturas
de la altura
Velocidad
de recorrido
Ancho de
corte
Notas:
• Ponga el arco piloto en BAJO “LOW”
• Utilice boquillas de 150 amp al cortar con 200 amp en alta velocidad, P/N 0558001883.
• Para materiales de hasta 1 pulgada utilice el deflector de gas de 4 agujeros P/N 0558002533, o el reverso 4 agujeros P/N
0558002534
Voltaje del arco
(soporte)
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Pulgadas
Milímetros
13psi@ 190 cfh 13psi@ 190 cfh 19psi@ 220 cfh 12psi@180 cfh 13psi@ 180 cfh
0.9bar@ 5.4 cmh 0.9bar@ 5.4 cmh 1.3bar@ 6.2 cmh 0.8bar@ 5.1 cmh 0.9bar@ 5.1 cmh
No
Utilizado
0.375 0.375 0.500 0.500 0.500
MM
9.5 9.5 12.7 12.7 12.7
126 130 145 149 149
250 155 121 76 51
6350 3937 3073 1930 1295
.06 .09 .10 .11 .13
1.5 2.3 2.5 2.8 3.3
4-insert

SECCION 4 OPERACION
PT-600
Soplete de Corte por A rco
de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección Gas:
*No use Aire común. Utilice Aire envasado/comprimido.
Acero al Carbono
250
Nitrógeno (N2) @ 100
Oxígeno (O2) @ 100
Aire * @ 60
Mango del soplete
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
LPPC
LPPC
/ 6,9 Bar
LPPC
/ 6,9 Bar
/ 4,1 Bar
P/N 0558001626
Placa de desviación del gas
0558001625 “8
(0558002530 “
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
Portaelectrodo con aro tórico
Orificios
Corriente inversa
P/N
”
”)
P/N 0558001621
Aro tórico provisto con el electrodo
P/N
86W99 (Ref.)
Electrodo
Aro tórico provisto con la boquilla
P/N 0558001624 “250A”
P/N 181W89 (Ref . )
Boquilla
Aro tórico provisto con la boquilla
P/N 0558001623 “250A”
P/N 181W89 (Ref . )
4-26
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21944 (22496 “
Protección
Protección de tope
Corriente inversa
”)
P/N 21802 “100A to 250A”
P/N 37081
Soplete mecanizado de corte por plasma PT-600
SECCION 4 OPERACION
250 Amperios PT-600: Datos del Proceso
Acero al Carbono
Salvo en los casos que así se indique,
los datos son para el corte sobre agua.
Cuando corte bajo el agua, reduzca la
velocidad alrededor de un 10%.
Espesor del material N2 O2 Aire
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.)
Retardo en la perforación (seg.) 0 0 0.2 0.1 0.2 0.4 0.8 1.2
0.250 0.375 0.500 0.625 0.750 1.000 1.250 1.500
6,4 9,5` 12,7 15,9 19,1 25,4 31,8 38,1
0 0 0 0.2 0.3 0.3 0.5 0.8
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,8 1,7
LPPC
BAR 2,6 2,6 3,0 2,8 2,6 2,6 3,0 3,0
LPPC
BAR 1,2 1,2 1,4 1,0 1,2 1,2 1,5 1,5
LPPC
BAR 0,8 0,8 1,1 0,8 0,8 0,8 1,5 1,5
25 25 25 25 25 25 26 25
38 38 44 40 38 38 43 44
18 18 20 14 18 18 22 22
12 12 16 12 12 12 22 22
Lecturas de la altura
Altura inicial
PULG..
MM
.375 .375 .500 .500 .500 .625 .625 .625
9,5 9,5 12,7 12,7 12,7 15,9 15,9 15,9
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al alto
Soplete mecanizado de corte por plasma PT-600
130 135 135 138 142 150 162 168
170 125 115 80 65 50 33 22
4318 3175 2921 2032 1651 1270 838 558
.110 .135 .135 .130 .150 .160 .170 .200
2,8 3,5 3,5 3,3 3,8 4,1 4,3 5,1
4-27
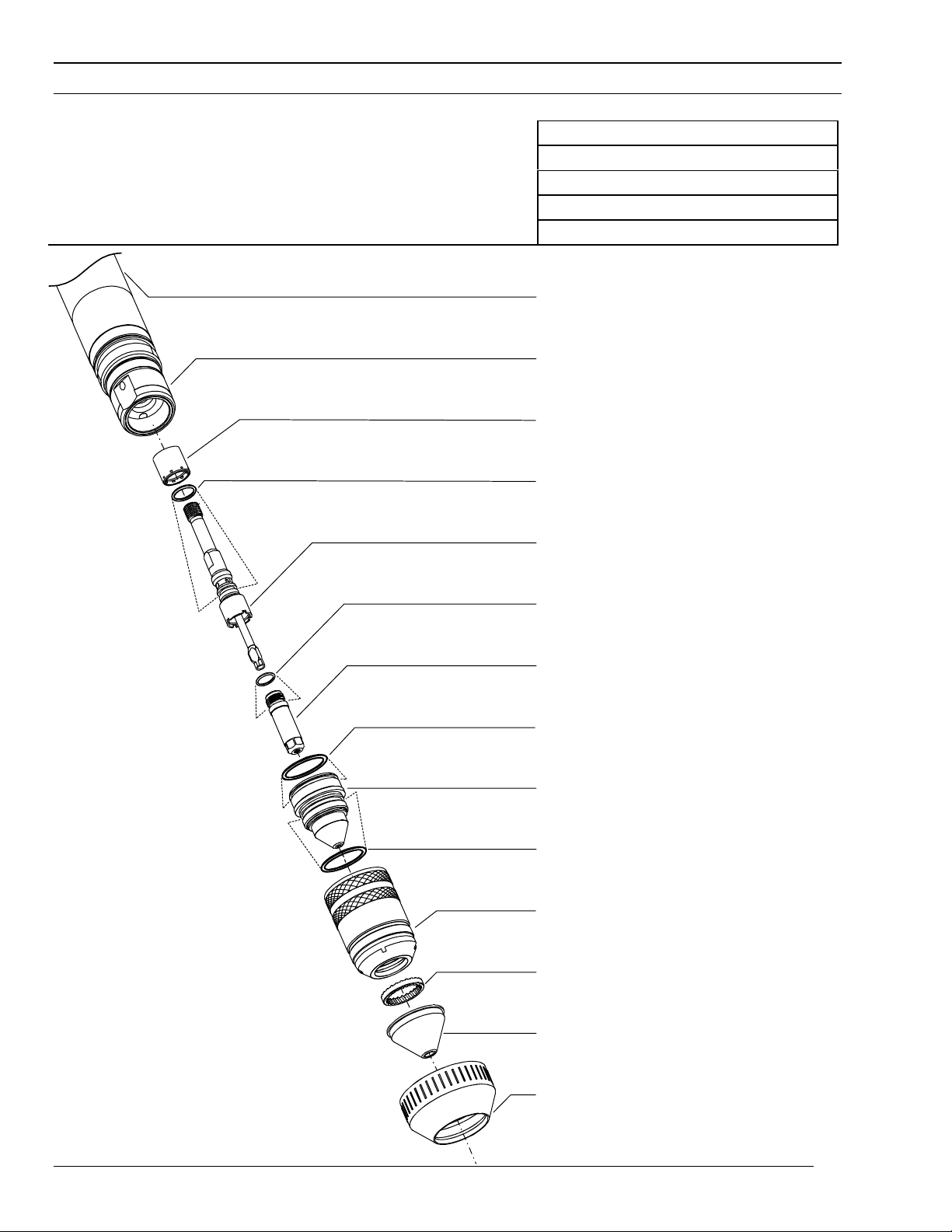
SECCION 4 OPERACION
PT-600
Soplete de Corte por A rco
de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección Gas:
*No use Aire común. Utilice Aire envasado/comprimido.
Acero al Carbono
325
Nitrógeno (N2) @ 100
Oxígeno (O2) @ 100
Aire * @ 60
Mango del soplete
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
LPPC
LPPC
/ 6,9 Bar
LPPC
/ 6,9 Bar
/ 4,1 Bar
P/N 0558001626
Placa de desviación del gas
0558001625 “8
(0558002530 “
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
Portaelectrodo con aro tórico
Orificios
Corriente inversa
P/N
”
”)
P/N 0558001621
Aro tórico provisto con el electrodo
P/N
86W99 (Ref.)
Electrodo
P/N 0558002516
“360A/400A”
Aro tórico provisto con la boquilla
P/N 181W89 (Ref . )
Boquilla
Aro tórico provisto con la boquilla
P/N 0558001885 “360A”
P/N 181W89 (Ref . )
4-28
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21944 (22496 “
Protección
Protección de tope
Corriente inversa
P/N 21945 “360A”
P/N 37081
”)
Soplete mecanizado de corte por plasma PT-600

SECCION 4 OPERACION
325 Amperios PT-600: Datos del Proceso
Acero al Carbono
Salvo en los casos que así se indique,
los datos son para el corte sobre agua.
Cuando corte bajo el agua, reduzca la
velocidad alrededor de un 10%.
Espesor del material N2 O2 Aire
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.)
Retardo en la perforación (seg.) 0.2 0.3 0.3 0.6 0.9 1.0
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
0.3 0.3 0.3 0.4 0.5 0.7
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 1,8 1,7 1,7 1,7 1,7 1,7
LPPC
BAR 2,6 2,6 2,1 2,1 2,1 2,5
LPPC
BAR 1,5 1,5 1,5 1,5 1,5 1,5
LPPC
BAR 1,5 1,5 1,5 1,5 1,5 1,5
26 25 25 25 25 25
37 37 31 31 31 36
22 22 22 22 22 22
22 22 22 22 22 22
Lecturas de la altura
Altura inicial
PULG..
MM
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al alto
Soplete mecanizado de corte por plasma PT-600
125 135 132 142 146 156
125 100 90 60 37 25
3175 2540 2286 1524 939 635
.140 .150 .160 .175 .200 .210
3,6 3,8 4,1 4,5 5,1 5,3
4-29

SECCION 4 OPERACION
PT-600
Soplete de Corte por A rco
de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección Gas:
*No use Aire común. Utilice Aire envasado/comprimido.
Acero al Carbono
360
Nitrógeno (N2) @ 100
Oxígeno (O2) @ 100
Aire * @ 60
Mango del soplete
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
LPPC
LPPC
/ 6,9 Bar
LPPC
/ 6,9 Bar
/ 4,1 Bar
P/N 0558001626
Placa de desviación del gas
0558001625 “8
(0558002530 “
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
Portaelectrodo con aro tórico
Orificios
Corriente inversa
P/N
”
”)
P/N 0558001621
Aro tórico provisto con el electrodo
P/N
86W99 (Ref.)
Electrodo
P/N 0558002516
“360A/400A”
Aro tórico provisto con la boquilla
P/N 181W89 (Ref . )
Boquilla
Aro tórico provisto con la boquilla
P/N 0558001885 “360A”
P/N 181W89 (Ref . )
4-30
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21944 (22496 “
Protección
Protección de tope
Corriente inversa
P/N 21945 “360A”
P/N 37081
”)
Soplete mecanizado de corte por plasma PT-600

SECCION 4 OPERACION
360 Amperios PT-600: Datos del Proceso
Acero al Carbono
Salvo en los casos que así se indique,
los datos son para el corte sobre agua.
Cuando corte bajo el agua, reduzca la
velocidad alrededor de un 10%.
Espesor del material N2 O2 Aire
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.)
Retardo en la perforación (seg.) 0.2 0.3 0.3 0.7 0.9 1.0
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
0.3 0.3 0.3 0.5 0.6 0.7
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 1,8 1,7 1,7 1,7 1,7 1,7
LPPC
BAR 2,6 2,6 2,4 2,4 2,6 2,5
LPPC
BAR 1,5 1,5 1,5 1,5 1,5 1,5
LPPC
BAR 1,5 1,5 1,5 1,5 1,5 1,5
26 25 25 25 25 25
38 37 35 35 38 36
22 22 22 22 22 22
22 22 22 22 22 22
Lecturas de la altura
Altura inicial
PULG..
MM
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al alto
Soplete mecanizado de corte por plasma PT-600
124 135 132 141 146 153
135 115 100 65 45 32
3429 2921 2540 1651 1143 813
.140 .140 .165 .180 .205 .210
3,6 3,6 4,2 4,6 5,2 5,3
4-31

SECCION 4 OPERACION
PT-600
• FORMTEXT ••2032•
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección Gas:
*No use Aire común. Utilice Aire envasado/comprimido.
Acero al Carbono
400
Nitrógeno (N2) @ 100
Oxígeno (O2) @ 100
Aire * @ 60
Mango del soplete
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
LPPC
LPPC
/ 6,9 Bar
LPPC
/ 6,9 Bar
/ 4,1 Bar
P/N 0558001626
Placa de desviación del gas
0558002532 “32
(0558002531 “
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
Portaelectrodo con aro tórico
Orificios
Corriente inversa
P/N
”
”)
P/N 0558001621
Aro tórico provisto con el electrodo
P/N
86W99 (Ref.)
Electrodo
P/N 0558002516
“360A/400A”
Aro tórico provisto con la boquilla
P/N 181W89 (Ref . )
Boquilla
Aro tórico provisto con la boquilla
P/N 0558001886 “400A”
P/N 181W89 (Ref . )
4-32
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21944 (22496 “
Protección
Protección de tope
Corriente inversa
P/N 21945 “360A”
P/N 37081
”)
Soplete mecanizado de corte por plasma PT-600
SECCION 4 OPERACION
400 Amperios PT-600: Datos del Proceso
Acero al Carbono
Fraccionamiento térmico
bajo ague
Espesor del material N2 O2 Aire
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.)
Retardo en la perforación (seg.) 0.2 0.3 0.3 0.3 0.7 1.2
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
0.3 0.3 0.3 0.5 0.5 0.7
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 1,7 1,7 1,7 1,7 1,7 1,7
LPPC
BAR 2,7 2,6 2,6 2,6 2,6 2,5
LPPC
BAR 1,5 1,5 1,5 1,5 1,5 1,5
LPPC
BAR 1,5 1,5 1,5 1,5 1,5 1,5
25 25 25 25 25 25
31 31 31 31 31 31
22 22 22 22 22 22
22 22 22 22 22 22
Lecturas de la altura
Altura inicial
PULG..
MM
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al alto
Soplete mecanizado de corte por plasma PT-600
125 132 136 141 142 150
130 120 110 75 55 37
3556 3175 2794 1905 1397 940
.145 .150 .195 .195 .205 .220
3,7 3,8 5,0 5,0 5,2 5,6
4-33

SECCION 4 OPERACION
PT-600
Soplete de Corte por A rco
de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección Gas:
*No use Aire común. Utilice Aire envasado/comprimido.
Acero al Carbono
400
Nitrógeno (N2) @ 100
Oxígeno (O2) @ 100
Aire * @ 60
Mango del soplete
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
LPPC
LPPC
/ 6,9 Bar
LPPC
/ 6,9 Bar
/ 4,1 Bar
P/N 0558001626
Placa de desviación del gas
0558002532 “32
(0558002531 “
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
Portaelectrodo con aro tórico
Orificios
Corriente inversa
P/N
”
”)
P/N 0558001621
Aro tórico provisto con el electrodo
P/N
86W99 (Ref.)
Electrodo
P/N 0558002516
“360A/400A”
Aro tórico provisto con la boquilla
P/N 181W89 (Ref . )
Boquilla
Aro tórico provisto con la boquilla
P/N 0558001886 “400A”
P/N 181W89 (Ref . )
4-34
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21944 (22496 “
Protección
Protección de tope
Corriente inversa
P/N 21945 “360A”
P/N 37081
”)
Soplete mecanizado de corte por plasma PT-600

SECCION 4 OPERACION
400 Amperios PT-600: Datos del Proceso
Acero al Carbono
Salvo en los casos que así se indique,
los datos son para el corte sobre agua.
Cuando corte bajo el agua, reduzca la
velocidad alrededor de un 10%.
Espesor del material N2 O2 Aire
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.)
Retardo en la perforación (seg.) 0.2 0.3 0.3 0.3 0.7 1.2
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
0.3 0.3 0.3 0.5 0.5 0.7
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 1,7 1,7 1,7 1,7 1,7 1,7
LPPC
BAR 2,7 2,6 2,6 2,6 2,6 2,5
LPPC
BAR 1,5 1,5 1,5 1,5 1,5 1,5
LPPC
BAR 1,5 1,5 1,5 1,5 1,5 1,5
25 25 25 25 25 25
31 31 31 31 31 31
22 22 22 22 22 22
22 22 22 22 22 22
Lecturas de la altura
Altura inicial
PULG..
MM
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al alto
Soplete mecanizado de corte por plasma PT-600
125 132 136 141 142 150
140 125 115 80 60 43
3556 3175 2794 1905 1397 940
.145 .150 .195 .195 .205 .220
3,7 3,8 5,0 5,0 5,2 5,6
4-35

SECCION 4 OPERACION
PT-600
Soplete de Corte por A rco
de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección Gas:
*No use Aire común. Utilice Aire envasado/comprimido.
Aluminio
65
Aire* @ 100
Aire* @ 100
Aire* @ 60
Mango del soplete
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
LPPC
LPPC
LPPC
/ 6,9 Bar
/ 6,9 Bar
/ 4,1 Bar
P/N 0558001626
Placa de desviación del gas
0558002533 “4
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
Portaelectrodo con aro tórico
Orificios
P/N
”
P/N 0558001621
Aro tórico provisto con el electrodo
P/N
86W99 (Ref.)
Electrodo
Aro tórico provisto con la boquilla
P/N 0558001624 “250A”
P/N 181W89 (Ref . )
Boquilla
Aro tórico provisto con la boquilla
P/N 0558001881 “50A”
P/N 181W89 (Ref . )
4-36
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21796 “50A”
Protección
Protección de tope
P/N 21795 “50A”
P/N 37081
Soplete mecanizado de corte por plasma PT-600

SECCION 4 OPERACION
65 Amperios PT-600: Datos del Proceso
Aluminio
Salvo en los casos que así se indique,
los datos son para el corte sobre agua.
Cuando corte bajo el agua, reduzca la
velocidad alrededor de un 10%.
Espesor del material Aire Aire Aire
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.)
Retardo en la perforación (seg.) 0 0.2 0.4
0.063 0.125 0.250
1,6 3,2 6,4
0 0 0.2
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 2,76 2,76 2,76
LPPC
BAR 4,14 4,14 4,14
LPPC
BAR 0,7 0,7 0,7
LPPC
BAR 0,7 0,7 0,7
40 40 40
60 60 60
10 10 10
10 10 10
Lecturas de la altura
Altura inicial
PULG..
MM
.375 .375 .375
9,5 9,5 9,5
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al bajo
Soplete mecanizado de corte por plasma PT-600
115 115 126
200 110 60
5080 2794 1524
.063 .08 .100
1,6 2,0 2,5
4-37

SECCION 4 OPERACION
PT-600
Soplete de Corte por A rco
de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección Gas:
*No use Aire común. Utilice Aire envasado/comprimido.
Aluminio
100
Aire * @ 100
Aire * @ 100
Aire * @ 60
Mango del soplete
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
LPPC
LPPC
LPPC
/ 6,9 Bar
/ 6,9 Bar
/ 4,1 Bar
P/N 0558001626
Placa de desviación del gas
0558002533 “4
(0558002534 “
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
Portaelectrodo con aro tórico
Orificios
Corriente inversa
P/N
”
”)
P/N 0558001621
Aro tórico provisto con el electrodo
P/N
86W99 (Ref.)
Electrodo
Aro tórico provisto con la boquilla
P/N 0558001624 “250A”
P/N 181W89 (Ref . )
Boquilla
Aro tórico provisto con la boquilla
P/N 0558001882 “100A”
P/N 181W89 (Ref . )
4-38
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21944 (22496 “
Protección
Protección de tope
Corriente inversa
”)
P/N 21802 “100A to 250A”
P/N 37081
Soplete mecanizado de corte por plasma PT-600

SECCION 4 OPERACION
100 Amperios PT-600: Datos del Proceso
Aluminio
Salvo en los casos que así se indique,
los datos son para el corte sobre agua.
Cuando corte bajo el agua, reduzca la
velocidad alrededor de un 10%.
Espesor del material Aire Aire Aire
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.)
Retardo en la perforación (seg.) 0.1 0.2 0.3 0.3 0.4
0.188 0.250 0.375 0.500 0.750
4,7 6,4 9,5 12,7 19,1
0 0.1 0.1 0.1 0.2
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 1,7 1,7 1,7 1,7 1,7
LPPC
BAR 2,9 2,9 2,9 2,9 2,9
LPPC
BAR 1,4 1,4 1,4 1,4 1,4
LPPC
BAR 1,24 1,24 1,24 1,24 1,24
25 25 25 25 25
42 42 42 42 42
20 20 20 20 20
18 18 18 18 18
Lecturas de la altura
Altura inicial
PULG..
MM
.375 .375 .375 .500 .500
9,5 9,5 9,5 12,7 12,7
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al bajo
Soplete mecanizado de corte por plasma PT-600
151 157 157 182 185
120 95 70 50 25
3048 2413 1778 1270 635
.115 .120 .130 .130 .135
2,9 3,0 3,3 3,3 3,5
4-39

SECCION 4 OPERACION
PT-600
Soplete de Corte por A rco
de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección Gas:
*No use Aire común. Utilice Aire envasado/comprimido.
Aluminio
150
Aire* @ 100
Aire * @ 100
Aire * @ 60
Mango del soplete
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
LPPC
LPPC
LPPC
/ 6,9 Bar
/ 6,9 Bar
/ 4,1 Bar
P/N 0558001626
Placa de desviación del gas
0558002533 “4
(0558002534 “
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
Portaelectrodo con aro tórico
Orificios
Corriente inversa
P/N
”
”)
P/N 0558001621
Aro tórico provisto con el electrodo
P/N
86W99 (Ref.)
Electrodo
Aro tórico provisto con la boquilla
P/N 0558001624 “250A”
P/N 181W89 (Ref . )
Boquilla
Aro tórico provisto con la boquilla
P/N 0558001883 “150A”
P/N 181W89 (Ref . )
4-40
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21944 (22496 “
Protección
Protección de tope
Corriente inversa
”)
P/N 21802 “100A to 250A”
P/N 37081
Soplete mecanizado de corte por plasma PT-600

SECCION 4 OPERACION
150 Amperios PT-600: Datos del Proceso
Aluminio
Salvo en los casos que así se indique,
los datos son para el corte sobre agua.
Cuando corte bajo el agua, reduzca la
velocidad alrededor de un 10%.
Espesor del material Aire Aire Aire
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.)
Retardo en la perforación (seg.) 0 0.1 0.2 0.2 0.3 0.5 0.6 0.7
0.188 0.250 0.313 0.375 0.500 0.750 0.875 1.000
4,7 6,4 7,9 9,5 12,7 19,1 22,2 25,4
0 0 0 0 0.1 0.2 0.4 0.4
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
LPPC
BAR 2,8 2,8 2,8 2,8 2,8 2,8 2,8 2,8
LPPC
BAR 1,0 1,0 1,0 0,7 1,0 0,7 0,7 0,7
LPPC
BAR 1,0 1,0 1,0 0,7 1,0 0,7 0,7 0,7
25 25 25 25 25 25 25 25
40 40 40 40 40 40 40 40
15 15 15 10 15 10 10 10
15 15 15 10 15 10 10 10
Lecturas de la altura
Altura inicial
PULG..
MM
.375 .375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al alto
Soplete mecanizado de corte por plasma PT-600
147 152 153 159 165 175 184 187
200 140 120 100 80 45 37 30
5080 3556 3048 2540 2032 1143 940 762
.110 .110 .120 .130 .140 .140 .150 .150
2,8 2,8 3,0 3,3 3,6 3,6 3,8 3,8
4-41

SECCION 4 OPERACION
PT-600
Soplete de Corte por A rco
de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección Gas:
*No use Aire común. Utilice Aire envasado/comprimido.
Aluminio
200
Aire * @ 100
Aire * @ 100
Aire * @ 60
Mango del soplete
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
LPPC
LPPC
LPPC
/ 6,9 Bar
/ 6,9 Bar
/ 4,1 Bar
P/N 0558001626
Placa de desviación del gas
0558002533 “4
(0558002534 “
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
Portaelectrodo con aro tórico
Orificios
Corriente inversa
P/N
”
”)
P/N 0558001621
Aro tórico provisto con el electrodo
P/N
86W99 (Ref.)
Electrodo
Aro tórico provisto con la boquilla
P/N 0558001624 “250A”
P/N 181W89 (Ref . )
Boquilla
Aro tórico provisto con la boquilla
P/N 0558001884 “200A”
P/N 181W89 (Ref . )
4-42
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21944 (22496 “
Protección
Protección de tope
Corriente inversa
”)
P/N 21802 “100A to 250A”
P/N 37081
Soplete mecanizado de corte por plasma PT-600

SECCION 4 OPERACION
200 Amperios PT-600: Datos del Proceso
Aluminio
Salvo en los casos que así se indique,
los datos son para el corte sobre agua.
Cuando corte bajo el agua, reduzca la
velocidad alrededor de un 10%.
Espesor del material Aire Aire Aire
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.)
Retardo en la perforación (seg.) 0.2 0.2 0.3 0.3 0.3 0.5 0.6
0.250 0.313 0.375 0.500 0.625 0.750 1.000
6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0.1 0.1 0.2 0.2 0.2 0.3
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7
LPPC
BAR 3,0 3,0 3,0 3,0 3,0 3,0 3,0
LPPC
BAR 1,0 1,0 1,0 1,0 1,0 1,0 1,0
LPPC
BAR 1,0 1,0 1,0 1,0 1,0 1,0 1,0
25 25 25 25 25 25 25
44 44 44 44 44 44 44
14 14 14 14 14 14 14
15 15 15 15 15 15 15
Lecturas de la altura
Altura inicial
PULG..
MM
.375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 12,7 12,7 12,7 12,7
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al alto
Soplete mecanizado de corte por plasma PT-600
155 160 160 167 170 175 186
125 125 110 85 70 60 40
3175 3175 2794 2159 1778 1524 1016
.110 130 .130 .130 .140 .140 .140
2,8 3,3 3,3 3,3 3,6 3,6 3,6
4-43

SECCION 4 OPERACION
PT-600
Soplete de Corte por A rco
de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección
Aluminio
150
Nitrógeno (N2) @ 100
Argón/Hidrógeno
Nitrógeno (N2) @ 60
Mango del soplete P/N 0558001626
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
LPPC
(H-35) @
LPPC
/ 6,9 Bar
100 LPPC / 6,9 Bar
/ 4,1 Bar
Placa de desviación del gas
0558002533 “4
(0558002534 “
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
Portaelectrodo con aro tórico
Orificios
Corriente inversa
P/N
”
”)
P/N 0558001621
Aro tórico provisto con el electrodo
P/N
86W99 (Ref.)
Electrodo
P/N 0558002499
“N2, H-35, 600A”
Aro tórico provisto con la boquilla
P/N 181W89 (Ref . )
Boquilla
Aro tórico provisto con la boquilla
P/N 0558001883 “150A”
P/N 181W89 (Ref . )
4-44
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21944 (22496 “
Protección
Protección de tope
Corriente inversa
”)
P/N 21802 “100A to 250A”
P/N 37081
Soplete mecanizado de corte por plasma PT-600

SECCION 4 OPERACION
150 Amperios PT-600: Datos del Proceso
Aluminio
¡No corte bajo el agua con gas
hidrógeno!
Espesor del material N2 H-35 N2
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.)
Retardo en la perforación (seg.) 0.2 0.3 0.2 0.5 0.4 0.5
0.250 0.375 0.500 0.625 0.750 1.000
6,4 9,5 12,7 15,9 19,1 25,4
0 0.1 0.1 0.1 0.1 0.2
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 1,4 1,4 1,4 1,4 1,4 1,4
LPPC
BAR 3,7 3,7 3,7 3,7 3,7 3,7
LPPC
BAR 0,7 0,7 0,7 0,7 0,7 0,7
LPPC
BAR 0,7 0,7 0,7 0,7 0,7 0,7
20 20 20 20 20 20
54 54 54 54 54 54
10 10 10 10 10 10
10 10 10 10 10 10
Lecturas de la altura
Altura inicial
PULG..
MM
.375 .375 .500 .500 .500 .500
9,5 9,5 12,7 12,7 12,7 12,7
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al alto
Soplete mecanizado de corte por plasma PT-600
135 141 144 155 160 172
150 110 90 55 45 25
3810 2794 2286 1397 1143 635
.140 .120 .130 .150 .160 .170
3,6 3,0 3,3 3,8 4,1 4,3
4-45
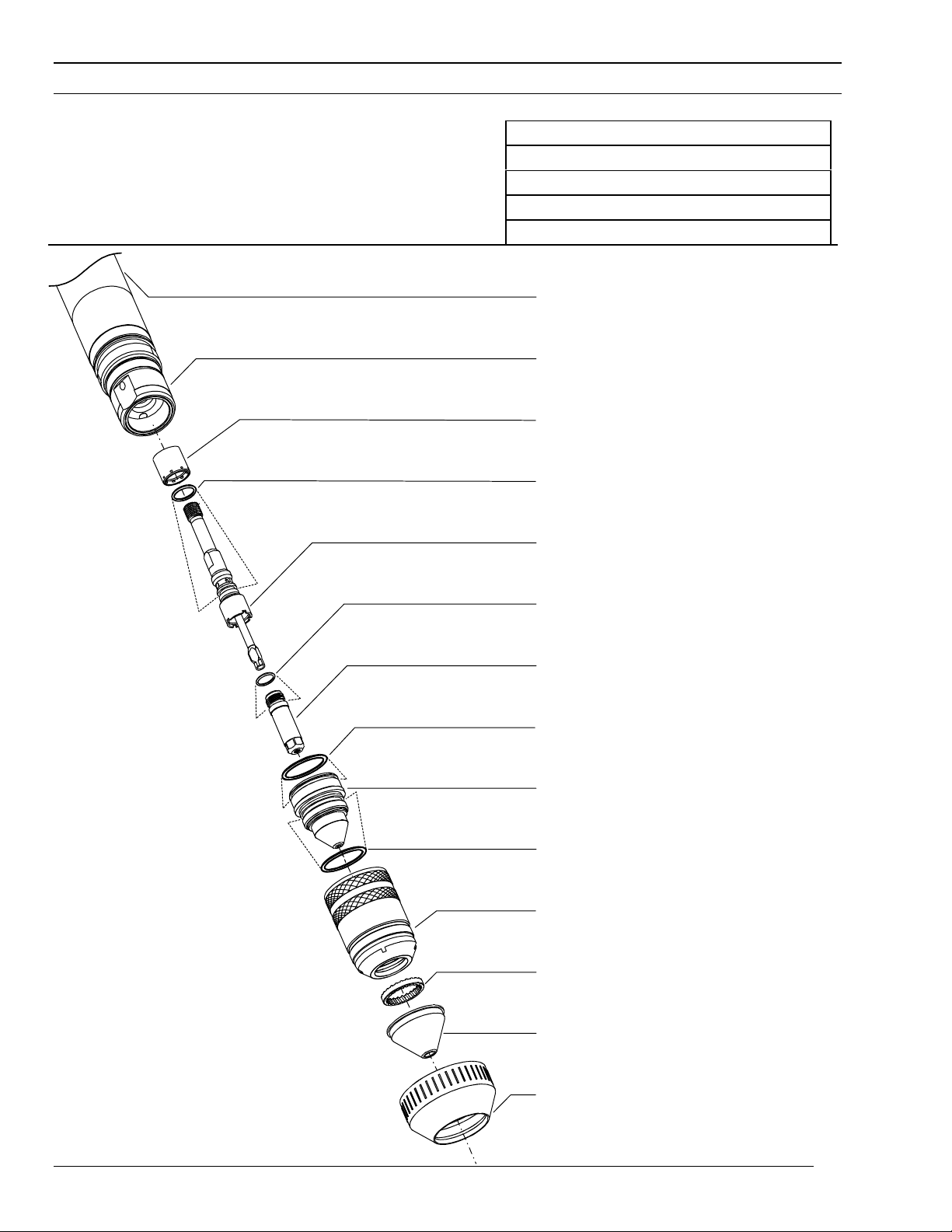
SECCION 4 OPERACION
PT-600
Soplete de Corte por A rco
de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección Gas:
Aluminio
200
Nitrógeno (N2) @ 100
Argón/Hidrógeno
Nitrógeno (N2) @ 60
Mango del soplete P/N 0558001626
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
LPPC
(H-35) @
LPPC
/ 6,9 Bar
100 LPPC / 6,9 Bar
/ 4,1 Bar
Placa de desviación del gas
0558002533 “4
(0558002534 “
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
Portaelectrodo con aro tórico
Orificios
Corriente inversa
P/N
”
”)
P/N 0558001621
Aro tórico provisto con el electrodo
P/N
86W99 (Ref.)
Electrodo
P/N 0558002499
“N2, H-35, 600A”
Aro tórico provisto con la boquilla
P/N 181W89 (Ref . )
Boquilla
Aro tórico provisto con la boquilla
P/N 0558001884 “200A”
P/N 181W89 (Ref . )
4-46
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21944 (22496 “
Protección
Protección de tope
Corriente inversa
”)
P/N 21802 “100A to 250A”
P/N 37081
Soplete mecanizado de corte por plasma PT-600

SECCION 4 OPERACION
200 Amperios PT-600: Datos del Proceso
Aluminio
¡No corte bajo el agua con gas
hidrógeno!
Espesor del material N2 H-35 N2
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.)
Retardo en la perforación (seg.) 0.2 0.4 0.4 0.5 0.8
0.375 0.500 0.625 0.750 1.000
9,5 12,7 15,9 19,1 25,4
0 0 0.1 0.2 0.3
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 1,7 1,7 1,7 1,7 1,7
LPPC
BAR 3,4 3,4 3,4 3,4 3,4
LPPC
BAR 1,0 1,0 1,0 1,0 1,0
LPPC
BAR 1,0 1,0 1,0 1,0 1,0
25 25 25 25 25
49 49 49 49 49
14 14 14 14 14
15 15 15 15 15
Lecturas de la altura
Altura inicial
PULG..
MM
.375 .500 .500 .500 .500
9,5 12,7 12,7 12,7 12,7
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al alto
Soplete mecanizado de corte por plasma PT-600
150 155 160 168 175
120 100 85 65 35
3048 2540 2159 1651 889
.130 .140 .150 .160 .170
3,3 3,6 3,8 4,1 4,3
4-47

SECCION 4 OPERACION
PT-600
Soplete de Corte por A rco
de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección Gas:
Aluminio
360
Nitrógeno (N2) @ 100
Argón/Hidrógeno
Nitrógeno (N2) @ 60
Mango del soplete P/N 0558001626
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
LPPC
(H-35) @1
LPPC
/ 6,9 Bar
00 LPPC / 6,9 Bar
/ 4,1 Bar
Placa de desviación del gas
0558001625 “8
(0558002530 “
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
Portaelectrodo con aro tórico
Orificios
Corriente inversa
P/N
”
”)
P/N 0558001621
Aro tórico provisto con el electrodo
P/N
86W99 (Ref.)
Electrodo
P/N 0558002499
“N2, H-35, 600A”
Aro tórico provisto con la boquilla
P/N 181W89 (Ref . )
Boquilla
Aro tórico provisto con la boquilla
P/N 0558001885 “360A”
P/N 181W89 (Ref . )
4-48
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21944 (22496 “
Protección
Protección de tope
Corriente inversa
P/N 21945 “360A”
P/N 37081
”)
Soplete mecanizado de corte por plasma PT-600

SECCION 4 OPERACION
360 Amperios PT-600: Datos del Proceso
Aluminio
¡No corte bajo el agua con gas
hidrógeno!
Espesor del material N2 H-35 N2
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.)
Retardo en la perforación (seg.) 0.3 0.3 0.3 0.4 0.8 1.0 1.0 1.4
0.375 0.500 0.625 0.750 1.000 1.250 1.500 1.750
9,5 12,7 15,9 19,1 25,4 31,8 38,1 44,5
0 0 0.1 0.1 0.2 0.3 0.4 0.5
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
LPPC
BAR 3,8 3,8 3,8 3,8 3,8 3,8 3,8 3,8
LPPC
BAR 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
LPPC
BAR 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
25 25 25 25 25 25 25 25
55 55 55 55 55 55 55 55
27 27 27 27 27 27 27 27
27 27 27 27 27 27 27 27
Lecturas de la altura
Altura inicial
PULG..
MM
.375 .500 .500 .500 .500 .500 .500 .500
9,5 12,7 12,7 12,7 12,7 12,7 12,7 12,7
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al alto
Soplete mecanizado de corte por plasma PT-600
145 155 166 168 173 185 193 203
175 155 130 90 60 45 33 25
4445 3937 3302 2286 1524 1143 838 635
.160 160 .180 .180 .190 .210 .240 .260
4,1 4,1 4,6 4,6 4,8 5,3 6,1 6,6
4-49

SECCION 4 OPERACION
PT-600
Soplete de Corte por A rco
de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección Gas:
Aluminio
600
Nitrógeno (N2) @ 100
Argón/Hidrógeno
Nitrógeno (N2) @ 60
Mango del soplete P/N 0558001626
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
LPPC
(H-35) @
LPPC
/ 6,9 Bar
100 LPPC / 6,9 Bar
/ 4,1 Bar
Placa de desviación del gas
0558001625 “8
(0558002530 “
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
Portaelectrodo con aro tórico
Orificios
Corriente inversa
P/N
”
”)
P/N 0558001621
Aro tórico provisto con el electrodo
P/N
86W99 (Ref.)
Electrodo
P/N 0558002499
“N2, H-35, 600A”
Aro tórico provisto con la boquilla
P/N 181W89 (Ref . )
Boquilla
Aro tórico provisto con la boquilla
P/N 0558001887 “600A”
P/N 181W89 (Ref . )
4-50
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21944 (22496 “
Protección
Protección de tope
Corriente inversa
P/N 21945 “360A”
P/N 37081
”)
Soplete mecanizado de corte por plasma PT-600

SECCION 4 OPERACION
600 Amperios PT-600: Datos del Proceso
Aluminio
¡No corte bajo el agua con gas
hidrógeno!
Espesor del material N2 H-35 N2
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.)
Retardo en la perforación (seg.) 0.5 0.8 1.0 1.2
1.000 1.500 2.000 3.000
25,4 38,1 50,8 76,2
0.3 0.4 0.5 0.6
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 3,2 3,2 3,2 3,2
LPPC
BAR 3,2 32 32 3,2
LPPC
BAR 2,4 2,4 2,4 2,4
LPPC
BAR 2,4 2,4 2,4 2,4
46 46 46 46
46 46 46 46
35 35 35 35
35 35 35 35
Lecturas de la altura
Altura inicial
PULG..
MM
.750 .750 .750 .750
19,1 19,1 19,1 19,1
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al alto
Soplete mecanizado de corte por plasma PT-600
172 177 192 212
80 65 30 15
2032 1651 762 381
.320 .330 .357 .390
8,1 8,4 9,1 9,9
4-51

SECCION 4 OPERACION
PT-600
Soplete de Corte por A rco
de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección Gas:
*No use Aire común. Utilice Aire envasado/comprimido.
Aluminio
250
Nitrógeno (N2) @ 100
Argón/Hidrógeno
Aire* @ 60
Mango del soplete
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
LPPC
LPPC
(H-35) @
/ 4,1 Bar
P/N 0558001626
/ 6,9 Bar
100 LPPC / 6,9 Bar
Placa de desviación del gas
0558002533 “4
(0558002534 “
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
Portaelectrodo con aro tórico
Orificios
Corriente inversa
P/N
”
”)
P/N 0558001621
Aro tórico provisto con el electrodo
P/N
86W99 (Ref.)
Electrodo
Aro tórico provisto con la boquilla
P/N 0558001624 “250A”
P/N 181W89 (Ref . )
Boquilla
Aro tórico provisto con la boquilla
P/N 0558001623 “250A”
P/N 181W89 (Ref . )
4-52
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21944 (22496 “
Protección
Protección de tope
Corriente inversa
”)
P/N 21802 “100A to 250A”
P/N 37081
Soplete mecanizado de corte por plasma PT-600

SECCION 4 OPERACION
250 Amperios PT-600: Datos del Proceso
Aluminio
¡No corte bajo el agua con gas
hidrógeno!
Espesor del material N2 H-35 Aire
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.)
Retardo en la perforación (seg.) 0.3 0.4 0.8
0.625 0.750 1.000
15,9 19,1 25,4
0.1 0.2 0.3
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 1,7 1,7 1,7
LPPC
BAR 1,7 1,7 1,7
LPPC
BAR 0,55 0,55 0,55
LPPC
BAR 0.8 0.8 0.8
25 25 25
25 25 25
8 8 8
12 12 12
Lecturas de la altura
Altura inicial
PULG..
MM
.500 .500 .500
12,7 12,7 12,7
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al alto
Soplete mecanizado de corte por plasma PT-600
150 155 170
85 70 45
2159 1778 1143
.100 .100 .100
2,5 2,5 2,5
4-53

SECCION 4 OPERACION
PT-600
Soplete de Corte por A rco
de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección Gas:
*No use Aire común. Utilice Aire envasado/comprimido.
Aluminio
360
Nitrógeno (N2) @ 100
Argón/Hidrógeno
Aire * @ 60
Mango del soplete
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
LPPC
LPPC
(H-35) @
/ 4,1 Bar
P/N 0558001626
/ 6,9 Bar
100 LPPC / 6,9 Bar
Placa de desviación del gas
0558001625 “8
(0558002530 “
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
Portaelectrodo con aro tórico
Orificios
Corriente inversa
P/N
”
”)
P/N 0558001621
Aro tórico provisto con el electrodo
P/N
86W99 (Ref.)
Electrodo
P/N 0558002516
“360A/400A”
Aro tórico provisto con la boquilla
P/N 181W89 (Ref . )
Boquilla
Aro tórico provisto con la boquilla
P/N 0558001885 “360A”
P/N 181W89 (Ref . )
4-54
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21944 (22496 “
Protección
Protección de tope
Corriente inversa
P/N 21945 “360A”
P/N 37081
”)
Soplete mecanizado de corte por plasma PT-600

SECCION 4 OPERACION
360 Amperios PT-600: Datos del Proceso
Aluminio
¡No corte bajo el agua con gas
hidrógeno!
Espesor del material N2 H-35 Aire
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.)
Retardo en la perforación (seg.) 0.3 0.3 0.4 0.5 0.8 1.0 1.0 1.4
0.500 0.625 0.750 0.875 1.000 1.250 1.500 1.750
12,7 15,9 19,1 22,2 25,4 31,8 38,1 44,5
0 0.1 0.1 0.1 0.2 0.3 0.4 0.5
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 2,9 2,9 2,9 2,9 2,9 2,9 2,9 2,9
LPPC
BAR 3,8 3,8 3,8 3,8 3,8 3,8 3,8 3,8
LPPC
BAR 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
LPPC
BAR 1,9 1,9 1,9 1,9 1,9, 1,9 1,9 1,9
42 42 42 42 42 42 42 42
55 55 55 55 55 55 55 55
27 27 27 27 27 27 27 27
27 27 27 27 27 27 27 27
Lecturas de la altura
Altura inicial
PULG..
MM
.500 .500 .625 .625 .625 .625 .625 .625
12,7 12,7 15,9 15,9 15,9 15,9 15,9 15,9
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al alto
Soplete mecanizado de corte por plasma PT-600
150 166 168 170 173 185 193 200
150 130 90 75 60 45 33 25
3810 3302 2286 1905 1524 1143 838 635
.160 .180 .180 .180 .190 .210 .240 .260
4,1 4,6 4,6 4,6 4,8 5,3 6,1 6,6
4-55

SECCION 4 OPERACION
PT-600
Soplete de Corte por A rco
de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección Gas:
*No use Aire común. Utilice Aire envasado/comprimido.
Aluminio
600
Argón/Hidrógeno
Argón/Hidrógeno
Aire * @ 60
Mango del soplete
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
(H-35) @100 LPPC / 6,9 Bar
LPPC
(H-35) @
/ 4,1 Bar
100 LPPC / 6,9 Bar
P/N 0558001626
Placa de desviación del gas
0558001625 “8
(0558002530 “
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
Portaelectrodo con aro tórico
Orificios
Corriente inversa
P/N
”
”)
P/N 0558001621
Aro tórico provisto con el electrodo
P/N
86W99 (Ref.)
Electrodo
P/N 0558002499
“N2, H-35, 600A”
Aro tórico provisto con la boquilla
P/N 181W89 (Ref . )
Boquilla
Aro tórico provisto con la boquilla
P/N 0558001887 “600A”
P/N 181W89 (Ref . )
4-56
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21944 (22496 “
Protección
Protección de tope
Corriente inversa
P/N 21945 “360A”
P/N 37081
”)
Soplete mecanizado de corte por plasma PT-600

SECCION 4 OPERACION
600 Amperios PT-600: Datos del Proceso
Aluminio
¡No corte bajo el agua con gas
hidrógeno!
Espesor del material H-35 H-35 Aire
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.)
Retardo en la perforación (seg.) 1.1
1.500
38,1
0.5
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 3,2
LPPC
BAR 3,2
LPPC
BAR 2,4
LPPC
BAR 2,4
46
46
34
34
Lecturas de la altura
Altura inicial
PULG..
MM
.750
19,1
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al alto
Soplete mecanizado de corte por plasma PT-600
172
75
1905
.320
8,1
4-57

SECCION 4 OPERACION
PT-600
Soplete de Corte por A rco
de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección Gas:
*No use Aire común. Utilice Aire envasado/comprimido.
Aluminio
200
Nitrógeno (N2) @ 100
Nitrógeno (N2) @ 100
Aire * @ 60
Mango del soplete
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
LPPC
LPPC
LPPC
/ 4,1 Bar
P/N 0558001626
/ 6,9 Bar
/ 6,9 Bar
Placa de desviación del gas
0558002533 “4
(0558002534 “
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
Portaelectrodo con aro tórico
Orificios
Corriente inversa
P/N
”
”)
P/N 0558001621
Aro tórico provisto con el electrodo
P/N
86W99 (Ref.)
Electrodo
P/N 0558002499
“N2, H-35, 600A”
Aro tórico provisto con la boquilla
P/N 181W89 (Ref . )
Boquilla
Aro tórico provisto con la boquilla
P/N 0558001884 “200A”
P/N 181W89 (Ref . )
4-58
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21944 (22496 “
Protección
Protección de tope
Corriente inversa
”)
P/N 21802 “100A to 250A”
P/N 37081
Soplete mecanizado de corte por plasma PT-600

SECCION 4 OPERACION
200 Amperios PT-600: Datos del Proceso
Aluminio
Salvo en los casos que así se indique,
los datos son para el corte sobre agua.
Cuando corte bajo el agua, reduzca la
velocidad alrededor de un 10%.
Espesor del material N2 N2 Aire
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.)
Retardo en la perforación (seg.) 0 0.2 0.2 0.3 0.3 0.4 0.5 0.8
0.188 0.250 0.313 0.375 0.500 0.625 0.750 1.000
4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0 0 0 0 0.1 0.2 0.2
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
LPPC
BAR 3,04 3,04 3,04 3,04 3,04 3,04 3,04 3,04
LPPC
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
LPPC
BAR 1,24 1,24 1,24 1,24 1,24 1,24 1,24 1,24
25 25 25 25 25 25 25 25
44 44 44 44 44 44 44 44
20 20 20 20 20 20 20 20
18 18 18 18 18 18 18 18
Lecturas de la altura
Altura inicial
PULG..
MM
.375 .375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al alto
Soplete mecanizado de corte por plasma PT-600
137 143 145 148 152 154 163 176
240 170 105 90 70 62 55 30
6096 4318 2667 2286 1778 1575 1397 676
.110 .110 .120 .130 .130 .140 .150 .160
2,8 2,8 3,0 3,3 3,3 3,6 3,8 4,1
4-59

SECCION 4 OPERACION
PT-600
Soplete de Corte por A rco
de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección Gas:
*No use Aire común. Utilice Aire envasado/comprimido.
Aluminio
250
Nitrógeno (N2) @ 100
Nitrógeno (N2) @ 100
Aire * @ 60
Mango del soplete
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
LPPC
LPPC
LPPC
/ 4,1 Bar
P/N 0558001626
/ 6,9 Bar
/ 6,9 Bar
Placa de desviación del gas
0558002533 “4
(0558002534 “
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
Portaelectrodo con aro tórico
Orificios
Corriente inversa
P/N
”
”)
P/N 0558001621
Aro tórico provisto con el electrodo
P/N
86W99 (Ref.)
Electrodo
P/N 0558002499
“N2, H-35, 600A”
Aro tórico provisto con la boquilla
P/N 181W89 (Ref . )
Boquilla
Aro tórico provisto con la boquilla
P/N 0558001623 “250A”
P/N 181W89 (Ref . )
4-60
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21944 (22496 “
Protección
Protección de tope
Corriente inversa
”)
P/N 21802 “100A to 250A”
P/N 37081
Soplete mecanizado de corte por plasma PT-600

SECCION 4 OPERACION
250 Amperios PT-600: Datos del Proceso
Aluminio
Salvo en los casos que así se indique,
los datos son para el corte sobre agua.
Cuando corte bajo el agua, reduzca la
velocidad alrededor de un 10%.
Espesor del material N2 N2 Aire
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.)
Retardo en la perforación (seg.) 0.2 0.3 0.3 0.5 0.6 0.8
0.250 0.375 0.500 0.625 0.750 1.000
6,4 9,5 12,7 15,9 19,1 25,4
0 0.1 0.1 0.1 0.1 0.2
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 1,7 1,7 1,7 1,7 1,7 1,7
LPPC
BAR 3,0 3,0 3,0 3,0 3,0 3,0
LPPC
BAR 1,4 1,4 1,4 1,4 1,4 1,4
LPPC
BAR 1,2 1,2 1,2 1,2 1,2 1,2
25 25 25 25 25 25
44 44 44 44 44 44
20 20 20 20 20 20
18 18 18 18 18 18
Lecturas de la altura
Altura inicial
PULG..
MM
.375 .375 .500 .500 .500 .500
9,5 9,5 12,7 12,7 12,7 12,7
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al alto
Soplete mecanizado de corte por plasma PT-600
136 146 148 152 157 166
200 125 100 75 65 45
5080 3175 2540 1905 1651 1143
.120 .130 .130 .150 .150 .160
3,0 3,3 3,3 3,8 3,8 4,1
4-61

SECCION 4 OPERACION
PT-600
Plasma Arc Cutting Torch
*No use Aire común. Utilice Aire envasado/comprimido.
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección Gas:
Aluminio
360
Nitrógeno (N2) @ 100
Nitrógeno (N2) @ 100
Aire * @ 60
LPPC
/ 4,1 Bar
LPPC
LPPC
/ 6,9 Bar
/ 6,9 Bar
Mango del soplete
P/N
0558001626
Cuerpo del soplete P/N 0558001825
(Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
Placa de desviación del gas
0558001625 “8
(0558002530 “
Aro tórico provisto con el
portaelectrodos P/N 86W99 (Ref.)
Portaelectrodo con aro tórico
Orificios
Corriente inversa
P/N
”
”)
P/N 0558001621
Aro tórico provisto con el electrodo
P/N
86W99 (Ref.)
Electrodo
P/N 0558002499
“N2, H-35, 600A”
Aro tórico provisto con la boquilla
P/N 181W89 (Ref . )
4-62
Boquilla
Aro tórico provisto con la boquilla
P/N 0558001885 “360A”
P/N 181W89 (Ref . )
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21944 (22496 “
inversa
Protección
Protección de tope
”)
Corriente
P/N 21945 “360A”
P/N 37081
Soplete mecanizado de corte por plasma PT-600

SECCION 4 OPERACION
360 Amperios PT-600: Datos del Proceso
Aluminio
Salvo en los casos que así se indique,
los datos son para el corte sobre agua.
Cuando corte bajo el agua, reduzca la
velocidad alrededor de un 10%.
Espesor del material N2 N2 Aire
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.)
Retardo en la perforación (seg.) 0.1 0.2 0.3 0.4 0.7 0.8
0.250 0.375 0.500 0.750 1.000 1.250
6,4 9,5 12,7 19,1 25,4 31,8
0 0 0 0.2 0.3 0.3
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 1,7 1,7 1,7 1,7 1,7 1,7
LPPC
BAR 2,7 2,7 2,7 2,7 2,7 2,7
LPPC
BAR 3,0 3,0 3,0 3,0 3,0 3,0
LPPC
BAR 3,0 3,0 3,0 3,0 3,0 3,0
25 25 25 25 25 25
39 39 39 39 39 39
44 44 44 44 44 44
44 44 44 44 44 44
Lecturas de la altura
Altura inicial
PULG..
MM
.375 .375 .500 .500 .500 .500
9,5 9,5 12,7 12,7 12,7 12,7
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al alto
Soplete mecanizado de corte por plasma PT-600
147 155 161 168 168 190
230 180 160 90 60 40
5842 4572 4064 2286 1524 1016
.120 .130 .130 .140 .150 .200
3,0 3,3 3,3 3,6 3,8 5,1
4-63

SECCION 4 OPERACION
PT-600
Soplete de Corte por A rco
de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección Gas:
*No use Aire común. Utilice Aire envasado/comprimido.
Aluminio
600
Nitrógeno (N2) @ 100
Nitrógeno (N2) @ 100
Aire * @ 60
Mango del soplete
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
LPPC
LPPC
/ 6,9 Bar
LPPC
/ 6,9 Bar
/ 4,1 Bar
P/N 0558001626
Placa de desviación del gas
0558001625 “8
(0558002530 “
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
Portaelectrodo con aro tórico
Orificios
Corriente inversa
P/N
”
”)
P/N 0558001621
Aro tórico provisto con el electrodo
P/N
86W99 (Ref.)
Electrodo
P/N 0558002499
“N2, H-35, 600A”
Aro tórico provisto con la boquilla
P/N 181W89 (Ref . )
Boquilla
Aro tórico provisto con la boquilla
P/N 0558001887 “600A”
P/N 181W89 (Ref . )
4-64
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21944 (22496 “
Protección
Protección de tope
Corriente inversa
P/N 21945 “360A”
P/N 37081
”)
Soplete mecanizado de corte por plasma PT-600

SECCION 4 OPERACION
600 Amperios PT-600: Datos del Proceso
Aluminio
Salvo en los casos que así se indique,
los datos son para el corte sobre agua.
Cuando corte bajo el agua, reduzca la
velocidad alrededor de un 10%.
Espesor del material N2 N2 Aire
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.)
Retardo en la perforación (seg.) 1.0 1.1
1.000 1.500
25,4 38,1
0.5 0.5
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 1,9 1,9
LPPC
BAR 1,9 1,9
LPPC
BAR 2,4 2,4
LPPC
BAR 2,4 2,4
27 27
27 27
34 34
34 34
Lecturas de la altura
Altura inicial
PULG..
MM
.625 .625
15,9 15,9
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al alto
Soplete mecanizado de corte por plasma PT-600
158 168
100 60
2540 1524
.177 .189
4,5 4,8
4-65

SECCION 4 OPERACION
PT-600
Soplete de Corte por Arco
de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Protección Gas:
Aluminio
65
Nitrógeno (N2) @ 100 LPPC / 6,9 Bar
Nitrógeno (N2) @ 100 LPPC / 6,9 Bar
Nitrógeno (N2) @ 60 LPPC / 4,1 Bar
Mango del soplete P/N 0558001626
Cuerpo del soplete P/N 0558001825 (Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
Placa de desviación del gas P/N
0558002533 “4
Aro tórico provisto con el portaelectrodos
P/N 86W99 (Ref.)
Orificios ”
Portaelectrodo con aro tórico
P/N 0558001621
Aro tórico provisto con el electrodo P/N
86W99 (Ref.)
Electrodo P/N 0558001624
Aro tórico provisto con la boquilla
P/N 181W89 (Ref.)
Boquilla P/N 0558001881 “50A”
Aro tórico provisto con la boquilla
P/N 181W89 (Ref.)
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21796 “50A”
4-66
Protección P/N 21795 “50A”
Protección de tope P/N 37081
Soplete mecanizado de corte por plasma PT-600

SECCION 4 OPERACION
65 Amperios PT-600: Datos del Proceso
Aluminio
Salvo en los casos que así se indique,
los datos son para el corte sobre agua.
Cuando corte bajo el agua, reduzca la
velocidad alrededor de un 10%.
Espesor del material N2 N2 N2
Gas inicial
Gas de
corte
Protección
Gas
PULGADAS
MM
Cronómetros
Aumento en la perforación (seg.)
Retardo en la perforación (seg.) 0 0 0.4
16GA 0.125 0.250
1,6 3,2 6,4
0 0 0.1
Parámetros iniciales Libras por pulgada cuadrada (LPPC - Presión)
Gas plasma inicial
Gas plasma de corte
Gas pantalla inicial
Gas pantalla de corte
LPPC
BAR 2,1 2,1 2,1
LPPC
BAR 4,0 4,0 4,0
LPPC
BAR 0,7 0,7 0,7
LPPC
BAR 0,7 0,7 0,7
30 30 30
58 58 58
10 10 10
10 10 10
Lecturas de la altura
Altura inicial
PULG..
MM
.375 .375 .375
9,5 9,5 9,5
Voltaje del arco (soporte)
Velocidad de recorrido
PULGADAS / MINUTO
MILÍMETROS / MINUTO
Ancho de corte
Pulgadas
Milímetros
Notas:
Arco piloto colocado al bajo
Soplete mecanizado de corte por plasma PT-600
118 118 125
180 120 70
4572 3048 1778
.055 .075 .095
1,4 1,9 2,4
4-67

SECCION 4 OPERACION
PT-600
Soplete de Corte por
Arco de Plasma
Material:
Amperios:
Gas inicial:
Gas de corte:
Gas de protección:
Acero inoxidable
65
Nitrógeno (N2) @ 100 LPPC / 6,9 Bar
Nitrógeno (N2) @ 100 LPPC / 6,9 Bar
Nitrógeno (N2) @ 60 LPPC / 4,1 Bar
Mango del soplete P/N 0558001626
Cuerpo del soplete P/N 0558001825
(Ref.)
2 EA. Aros tóricos P/N 996528 (Ref.)
Placa de desviación del gas P/N
0558002533 “4
Aro tórico provisto con el
portaelectrodos P/N 86W99 (Ref.)
Orificios”
Portaelectrodo con aro tórico
P/N 0558001621
Aro tórico provisto con el electrodo
P/N 86W99 Ref.
Electrode* P/N 0558001624 “250A”
Aro tórico provisto con la boquilla
P/N 181W89 Ref.
Boquilla P/N 0558001881 “50A”
Aro tórico provisto con la boquilla
P/N 181W89 Ref.
Cono de contención de la boquilla
P/N 37082
Difusor de gas
P/N 21796 “50A”
4-68
Protección P/N 21795 “50A”
Protección de tope P/N 37081
Soplete mecanizado de corte por plasma PT-600
 Loading...
Loading...