


Istallazione, funzionamento e manutenzione del
Cannello di taglio a getto di
plasma meccanizzato PT-600
0558008060
Ottobre 2011

DECLARATION OF CONFORMITY
according to the Low Voltage Directive 2006/95/EC
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
enligt Lågspänningsdirektivet 2006/95/EG
Type of equipment Materialslag
Mechanized Plasma Cutting Torch
Brand name or trade mark Fabrikatnamn eller varumärke
ESAB
Type designation etc. Typbeteckning etc.
PT-600 Series
Manufacturer’s authorised representative established within the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB AB, Welding Equipment
Esabvägen, SE-695 81 Laxå, Sweden
Phone: +46 586 81 000, Fax: +46 584 411 924
Manufacturer positioned outside the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB Welding & Cutting Products
411 South Ebenezer Road, Florence, South Carolina 29501, USA
Phone: +1 843 669 4411, Fax: +1 843 664 4258
The following harmonised standard in force within the EEA has been used in the design:
Följande harmoniserande standarder har använts i konstruktionen:
EN 60974-7, Arc welding equipment – Part 7: Torches
By signing this document, the undersigned declares as manufacturer, or the manufacturer’s authorised
representative established within the EEA, that the equipment in question complies with the safety requirements
stated above.
Genom att underteckna detta dokument försäkrar undertecknad såsom tillverkare, eller tillverkarens representant inom
EES, att angiven materiel uppfyller säkerhetskraven angivna ovan.
Date / Datum
Laxå 2008-11-14
Signature / Underskrift Position / Befattning
Global Director
Equipment and Automation
Kent Eimbrodt
Clarification


ACCERTARSI CHE L’OPERATORE RICEVA QUESTE INFORMAZIONI.
È POSSIBILE RICHIEDERE ULTERIORI COPIE AL PROPRIO FORNITORE.
ATTENZIONE
Queste ISTRUZIONI sono indirizzate a operatori esperti. Se non si conoscono perfettamente
i principi di funzionamento e le indicazioni per la sicurezza delle apparecchiature per la
saldatura e il taglio ad arco, è necessario leggere l’opuscolo “Precauzioni e indicazioni per la
sicurezza per la saldatura, il taglio e la scultura ad arco,” Modulo 52-529. L’installazione, l’uso e
la manutenzione devono essere eettuati SOLO da persone adeguatamente addestrate. NON
tentare di installare o utilizzare questa attrezzatura senza aver letto e compreso totalmente
queste istruzioni. In caso di dubbi su queste istruzioni, contattare il proprio fornitore per
ulteriori informazioni. Accertarsi di aver letto le Indicazioni per la sicurezza prima di installare
o utilizzare questo dispositivo.
RESPONSABILITÀ DELL’UTENTE
Questo dispositivo funzionerà in maniera conforme alla descrizione contenuta in questo manuale e nelle etichette e/o
gli allegati, se installato, utilizzato o sottoposto a manutenzione e riparazione sulla base delle istruzioni fornite. Questa
attrezzatura deve essere controllata periodicamente. Non utilizzare attrezzatura che funzioni male o sottoposta a manutenzione insuciente. Sostituire immediatamente i componenti rotti, mancanti, usurati, deformati o contaminati. Nel
caso in cui tale riparazione o sostituzione diventi necessaria, il produttore raccomanda di richiedere telefonicamente o
per iscritto assistenza al distributore autorizzato presso il quale è stata acquistata l’attrezzatura.
Non modicare questo dispositivo né alcuno dei suoi componenti senza previo consenso scritto del produttore.
L’utente di questo dispositivo sarà il solo responsabile per un eventuale funzionamento errato, derivante da uso
non corretto, manutenzione erronea, danni, riparazione non corretta o modica da parte di persona diversa dal
produttore o dalla ditta di assistenza indicata dal produttore.
NON INSTALLARE NÉ UTILIZZARE L’ATTREZZATURA PRIMA DI AVER LETTO E COMPRESO
IL MANUALE DI ISTRUZIONI.
PROTEGGERE SE STESSI E GLI ALTRI!

SEZIONE 1 INDICAZIONI PER LA SICUREZZA
1.0 Indicazioni per la sicurezza
Gli utenti dell’attrezzatura per la saldatura e il taglio al plasma ESAB hanno la responsabilità di accertarsi che
chiunque lavori al dispositivo o accanto ad esso adotti tutte le idonee misure di sicurezza. Le misure di sicurezza
devono soddisfare i requisiti che si applicano a questo tipo di dispositivo per la saldatura o il taglio al plasma.
Attenersi alle seguenti raccomandazioni, oltre che ai regolamenti standard che si applicano al luogo di lavoro.
Tutto il lavoro deve essere eseguito da personale addestrato, perfettamente al corrente del funzionamento
dell’attrezzatura per la saldatura o il taglio al plasma. Il funzionamento errato dell’attrezzatura può determinare
situazioni pericolose con conseguenti lesioni all’operatore e danni al dispositivo stesso.
1. Chiunque utilizzi attrezzatura per la saldatura o il taglio al plasma deve conoscerne perfettamente:
- il funzionamento
- la posizione degli arresti di emergenza
- la funzione
- le idonee misure di sicurezza
- la saldatura e/o il taglio al plasma
2. L’operatore deve accertarsi che:
- nessuna persona non autorizzata si trovi nell’area operativa dell’attrezzatura quando questa viene messa in
funzione.
- tutti siano protetti quando si esegue l’arco.
3. Il luogo di lavoro deve essere:
- idoneo allo scopo
- privo di correnti d’aria
4. Attrezzature per la sicurezza personale:
- indossare sempre l’attrezzatura di sicurezza personale raccomandata, come occhiali di sicurezza,
abbigliamento ignifugo, guanti di sicurezza.
- non indossare oggetti sporgenti, come sciarpe, braccialetti, anelli, ecc., che potrebbero rimanere
intrappolati o causare ustioni.
5. Precauzioni generali:
- accertarsi che il cavo di ritorno sia collegato saldamente;
- il lavoro su apparecchiature ad alta tensione può essere eettuato sono da parte di tecnici qualicati;
- i dispositivi antincendio idonei devono essere indicati chiaramente e a portata di mano;
- durante il funzionamento non eettuare lavori di lubricazione e manutenzione.

SEZIONE 1 INDICAZIONI PER LA SICUREZZA
LA SALDATURA E IL TAGLIO AL PLASMA POSSONO ESSERE
AVVERTENZA
SCOSSA ELETTRICA - Può essere mortale
- Installare e collegare a terra (massa) l’unità di saldatura o taglio al plasma sulla base degli standard applicabili.
- Non toccare le parti elettriche o gli elettrodi sotto tensione con la pelle nuda e guanti o abbigliamento bagnato.
- Isolarsi dalla terra e dal pezzo in lavorazione.
- Accertasi che la propria posizione di lavoro sia sicura.
PERICOLOSI PER L’OPERATORE E COLORO CHE GLI SI TROVANO
ACCANTO. ADOTTARE LE OPPORTUNE PRECAUZIONI DURANTE
LA SALDATURA O IL TAGLIO. INFORMARSI DELLE MISURE DI
SICUREZZA ADOTTATE DAL PROPRIO DATORE DI LAVORO, CHE
SI DEVONO BASARE SUI DATI RELATIVI AL PERICOLO INDICATI
DAL PRODUTTORE.
FUMI E GAS - Possono essere pericolosi per la salute.
- Tenere la testa lontano dai fumi.
- Usare la ventilazione, l’estrazione fumi sull’arco o entrambe per mantenere lontani fumi e gas dalla propria
zona di respirazione e dall’area in genere.
I RAGGI DELL’ARCO - Possono causare lesioni agli occhi e ustionare la pelle.
- Proteggere gli occhi e il corpo. Usare lo schermo di protezione per saldatura/taglio al plasma e lenti con
ltro idonei e indossare abbigliamento di protezione.
- Proteggere le persone circostanti con schermi o barriere di sicurezza idonee.
PERICOLO DI INCENDIO
- Scintille (spruzzi) possono causare incendi. Accertarsi quindi che nelle immediate vicinanze non siano pre
senti materiali inammabili.
RUMORE - Il rumore in eccesso può danneggiare l’udito.
- Proteggere le orecchie. Usare cue antirumore o altre protezioni per l’udito.
- Informare le persone circostanti del rischio.
GUASTI - In caso di guasti richiedere l’assistenza di un esperto.
NON INSTALLARE NÉ UTILIZZARE L’ATTREZZATURA PRIMA DI AVER LETTO E COMPRESO
IL MANUALE DI ISTRUZIONI.
PROTEGGERE SE STESSI E GLI ALTRI!
Manuale di istruzioni (IT)

Cannello di taglio a getto di plasma PT-600 Indice
Pagina
Sezione 2 Descrizione
2.1 Generale .............................................................................................. 1
2.2 Campo d'azione ................................................................................... 1
2.3 Opzioni del pacchetto disponibili........................................................... 1
2.4 Caratteristiche tecniche ........................................................................
2.4.1 Gas del plasma.............................................................................. 2
2.4.1 Gas di avvio ................................................................................... 2
2.4.1 Gas secondario.............................................................................. 2
2.4.4 Cannello PT-600............................................................................ 2
2.5 Kit delle parti .........................................................................................
2.5.1 Kit di avviamento........................................................................... 3
2.5.2 Kit dei ricambi ............................................................................... 4
Sezione 3 Installazione
3.1 Generale .............................................................................................. 1
3.2 Collegamento del pacchetto tubo/cavo alla struttura del cannello........ 1
3.3 Smontaggio del pacchetto del cannello dalla struttura del cannello ..... 3
3.4 "Precauzioni" per il montaggio del cannello.......................................... 4
i

Cannello di taglio a getto di plasma PT-600 Indice
Pagina
Sezione 4 Funzionamento
Precauzioni di sicurezza
4.1 Configurazione.......................................................................................2
4.1.1 Requisiti per il taglio dello specchio................................................2
4.2 Qualità del taglio....................................................................................3
4.2.1 Introduzione...................................................................................3
4.2.2 Angolo di taglio ..............................................................................3
4.2.3 Piattezza del taglio.........................................................................4
4.2.4 Finitura della superficie..................................................................5
4.2.5 Scoria.............................................................................................6
4.2.6 Accuratezza delle dimensioni ........................................................7
4.3 Passaggi del flusso del cannello............................................................8
4.4 Influenza delle opzioni di gas sulla qualità del taglio .............................
4.4.1 Introduzione...................................................................................9
4.4.2 Alluminio ........................................................................................10
4.4.3 Acciaio duro...................................................................................11
1
4.4.4 Acciaio inossidabile .......................................................................12
4.5 Dati del processo...................................................................................
4.5.1 Introduzione...................................................................................13
4.5.2 Impostazione dei dati del processo ...............................................
Acciaio duro...........................................................................14
Alluminio ................................................................................34
Acciaio inossidabile ...............................................................66
Sezione 5 Manutenzione
5,1 Introduzione...........................................................................................1
5.2 Struttura del cannello.............................................................................1
5.3 Smontaggio dell'estremità anteriore del cannello..................................2
5.4 Montaggio dell'estremità anteriore.........................................................5
ii

Cannello di taglio a getto di plasma PT-600 Indice
Pagina
Sezione 6 Risoluzione dei guasti
6.1 Durata consumabile ridotta................................................................... 1
6.2 Nessun arco pilota ................................................................................ 2
6.3 Nessun trasferimento d'arco ................................................................. 2
6.4 Nessun plasma di pre-flusso................................................................. 2
6.5 Nessuno scudo di pre-flusso................................................................. 2
6.6 Il cannello non si accende...................................................................... 3
6.7 Nessuna alta frequenza nel cannello.................................................... 3
Sezione 7 Parti di ricambio
7.1 Generale .............................................................................................. 1
7.2 Come ordinare ..................................................................................... 1
2.4.4 Estremità anteriore cannello PT-600 .................................................. 2
7.4 Tubi e cavi............................................................................................. 4
7.5 Montaggi e strumenti completi.............................................................. 6
7.6 Kit delle parti ......................................................................................... 8
iii

SEZIONE 2 DESCRIZIONE
2.1 Generale
2.2 Campo d'azione
Il cannello di taglio a getto di plasma
meccanizzato PT-600 è un cannello a getto di
plasma montato in sede di fabbrica per la fornitura
di concentricità del componente del cannello e per
una consistente accuratezza del taglio. Di
conseguenza, la struttura del cannello non può
essere rimontata sul posto. Solo l'estremità
anteriore del cannello è dotata di parti sostituibili.
La finalità di questo manuale è di fornire
all'operatore le informazioni necessarie per
installare ed attivare il cannello di taglio a getto di
plasma meccanizzato PT-600. Viene anche
fornito materiale di riferimento tecnico per
l'assistenza con la risoluzione dei guasti del
pacchetto di taglio.
2.3 Opzioni del pacchetto disponibili
Le opzioni del pacchetto PT-600 sono disponibili tramite il rappresentante ESAB di zona
Fare riferimento alla sezione 7 per i numeri delle parti componenti di ricambio
Cannello per il collegamento della testata del
smussatore da 12 piedi (3,7 m)
( Karben - Replacement Parts 7.8 )
Cannello per il collegamento della testata del minismussatore da 14 piedi (4,3 m)
Assemblaggi del cannello
NOTE:
mini-
12 piedi (3,7 m) 0560935685
14 piedi (4,3 m) 0558005850
14 piedi (4,3 m) 0558007580
4,5 piedi (1,3 m) 0558001827
6 piedi (1,8 m) 0558001828
7,2 piedi (2,2m) 0558004123
12 piedi (3,7 m) 0558001829
15 piedi (4,6 m) 0558001830
17 piedi (5,2 m) 0558001831
20 piedi (6,1 m) 0558001832
25 piedi (7,6 m) 0558001833
• Il collegamento di controllo dal generatore di energia al CNC del cliente viene fornito se ordinato dal cliente.
• Vedere le Parti di ricambio per informazioni sui componenti di montaggio.
• Consultare i Fogli dei dati di elaborazione per un elenco delle parti consumabili del cannello ad estremità
anteriore.
• Consultare la parte finale della sezione o le parti di ricambio per informazioni sui kit delle parti del cannello.
2-1

SEZIONE 2 DESCRIZIONE
2.4 Caratteristiche tecniche del PT-600
2.4.1 Caratteristiche tecniche del gas del plasma
Tipo O2, N2, Aria, H-35
Pressione Da 100 a 125 psig (6,9 – 8,6 bar)
Flusso
Purezza necessaria*
Regolatori consigliati di manutenzione del cilindro
liquido
Regolatori a 2 fasi del cilindro consigliati
Regolatori della stazione o della tubazione ad alto
flusso e a lavoro continuato consigliati
Regolatori della stazione o della tubazione ad alta
capacità consigliati
Filtro del gas necessario
2.4.2 Caratteristiche tecniche del gas di avvio
250 cfh (118 l/min.) max. a 600A
(varia secondo l'applicazione)
O
– 99,5%
2
N
– 99,995%
2
H-35 Gas speciale
Aria pulita, asciutto e privo d'olio
Ossigeno: R-76-150-540LC (N. della parte 19777)
Gas inerte: R-76-150-580LC (N. della parte 19977)
Ossigeno: R-77-150-540 (N. della parte 998337)
Idrogeno/Metano: R-77-150-350 (N. della parte
998342)
Nitrogeno: R-77-150-580 (N. della parte 998344)
Aria industriale: R-77150-590 (N. della parte 998348)
Ossigeno: R-76-150-024 (N. della parte 19151)
R-6703 (N. della parte 22236)
25 micron con protezione della vaschetta (N. della
parte 56998133)
Tipo N
, Aria, H-35
2
Pressione Da 100 a 125 psig (6,9 – 8,6 bar)
Flusso
250 cfh (118 l/min.) max. a 600A (varia secondo
l'applicazione)
Purezza minima necessaria 99,995% pulito, asciutto e privo d'olio
2.4.3 Caratteristiche tecniche del gas secondario
Tipo N
, Aria
2
Pressione Da 100 a 125 psig (6,9 – 8,6 bar)
Flusso
Purezza minima necessaria
Filtro del gas necessario
485 cfh (228,9 l/min.) max. (varia secondo
l'applicazione)
99,995% pulito, asciutto e privo d'olio (Fonte uguale a
quella del gas di avviamento)
25 micron con protezione della vaschetta (N. della
parte 56998133)
2.4.4 Caratteristiche tecniche del cannello PT-600
Tipo Raffreddamento ad acqua, Gas doppio
Classificazione 600 amp a 100 % del ciclo di lavoro
Dimensioni Vedere opzioni del pacchetto (2.3). Questa sezione.
2-2

SEZIONE 4 FUNZIONAMENTO
2.5 ACCESSORI / KIT DEL PT-600
2.5.1 Kit di avviamento del 200A
Numero delle parti 0558002478 e 0558004907
0558002478 consiste di:
QUANTITÀ NUMERO PARTE DESCRIZIONE
4 0558001624 Elettrodo O2
1 17672 Lubricante
1 37082 Ugello, Coppa di ritenzione
1 996568 Strumento, Inseritore di dado
1 0558004611
4 0558002499 Elettrodo PT-19 600A in tungsteno
2 0558001881 Ugello 50A
2 0558001883 Ugello 150A
2 0558001884 Ugello 200A
2 0558001882 Ugello 100A
2 21795 Scudo 50A
1 21796 Diusore 50A
2 21802 Scudo 100-250A
2 21944 Diusore 100-360A
1 37081 Trattenitore dello scudo
2 0558002533 Deettore, Turbine del gas
4 639575 Anello ad O 0,364 ID x 0,070
2 996528 Anello ad O 1,614 ID x 0,070
1 0558003858 Montaggio dell'anello di contatto
1 37073 Vite dell'anello di contatto
Strumento, Supporto
dell'elettrodo
0558004907 consiste di:
QUANTITÀ NUMERO PARTE DESCRIZIONE
5 0558001624UL Elettrodo, 02 (Durata estesa)
1 17672 Lubricante
1 37082 Ugello, Coppa di ritenzione
1 996568 Strumento, Inseritore di dado
1 0558004611
1 0558001628
3 0558001624 Elettrodo, 250A, PT-600
2 0558002499 Elettrodo, 600A, PT-600
5 0558005456 Elettrodo, 50A, PT-600
5 0558001881 Ugello, 50A, PT-600
5 0558001882 Ugello, 100A
5 0558001883 Ugello, 150-200A
5 0558001884 Ugello, 200A, PT-600
2 21795 Scudo, 50A, PT-19XL
5 0558004678 Scudo, 100-200A, EPP
5 21802 Scudo, 100-250A, PT-19XL
2 0558005458
1 37081 Trattenitore dello scudo
2 21944 Diusore, 100-360A
1 21796 Diusore, 50A, PT-19XL
2 0558002533
2 0558005457
2 996528
1 0558003858
1 37073 Vite dell'anello di contatto
Strumento, Supporto
dell'elettrodo
Supporto dell'elettrodo,
PT-600
Scudo, Diam. .120 pollici,
PT-600
Deettore, Turbine del gas,
4X032P
Deettore, Turbine del gas,
20-50A
Anello ad O 1,614 pollici ID
x 0,07 pollici diam.
Montaggio dell'anello
di contatto
2-3

SEZIONE 4 FUNZIONAMENTO
2.5.2 Kit delle parti di ricambio N. PARTE 0558002479
Consiste di:
QUANTITÀ NUMERO PARTE DESCRIZIONE
1 17672 Lubricante al silicone
1 0558004611 Strumento supporto dell'elettrodo
1 996568 Strumento punta dell'elettrodo
5 996528 Anello ad O
2 0558002533 Deettore, 4 fori
2 0558001625 Deettore, 8 fori
1 0558002532 Deettore, 32 fori
1 0558002534 Deettore, 4 fori inverso
1 0558002530 Deettore, 8 fori inverso
1 0558002531 Deettore, 32 fori inverso
5 86W99 Anello ad O
1 0558001621 Supporto elettrodo con anello a O
5 0558001624 Elettrodo 250 amp
2 0558002516 Elettrodo 360/400 amp
2 0558002499 Elettrodo, N2, H-35
5 181W89 Anelli ad O ugello
2 0558001881 Ugello, 50 amp
2 0558001882 Ugello, 100 amp
2 0558001883 Ugello, 150 amp
5 0558001884 Ugello, 200 amp
5 0558001623 Ugello, 250 amp
5 0558001885 Ugello, 360 amp
2 0558001886 Ugello, 400 amp
2 0558001887 Ugello, 600 amp
1 37082 Morsetto di ritenzione dell'ugello
1 21796 Diusore di gas, 50 amp
1 21944 Diusore di gas, da 100 a 360 amp
1 22496
2 21795 Scudo, 50 amp
5 21802 Scudo, 260 amp
2 21945 Scudo, 360 amp
1 37081 Trattenitore dello scudo
1 0558003858 Montaggio dell'anello di contatto
1 37073 Vite dell'anello di contatto
Diusore di gas, da 100 a 360 amp
inverso
2-4

SEZIONE 3 Installazione
3.1 Generale
3.2 Collegamento del pacchetto tubo/cavo alla struttura del cannello
Pacchetto tubo/cavo del
cannello
Connessione dell'Arco
pilota esposta
Cavo dell'arco pilota
Connessione dell'acqua
di raffreddamento/della
corrente del plasma
Connessioni del gas
Struttura del cannello
Manicotto spostato in
alto sul pacchetto
Manico del cannello
Il Cannello PT-600 è dotato di estremità anteriore
completamente montata con parti consumabili 250A.
Potrebbe essere necessario dover montare il cavo e i
tubi dell'arco pilota.
1. Svitare il manicotto del cannello PT-600 e farlo
scivolare sul pacchetto del cannello fino ad esporre
il punto di connessione dell'arco pilota.
NOTA: Sarà necessario far scivolare il manicotto
esterno del pacchetto del cannello verso il
generatore di energia, per esporre la connessione
dell'arco pilota.
2. Collegare i tubi dell'acqua di raffreddamento IN
(filettature a sinistra) e dell'acqua di raffreddamento
OUT (filettature a destra) alla struttura del cannello.
È necessario utilizzare una chiave inglese ad
estremità aperta da ½ pollici.
NOTA: I tubi di raffreddamento (IN e OUT) hanno lo
stesso numero della parte. Per effettuare
l'assemblaggio, è necessario disporre di due tubi. I
tubi presentano due dadi: uno con filettatura sul
lato destro e l'altro con filettatura sul lato sinistro.
Invertire la posizione dei due dadi per effettuare i
collegamenti in maniera corretta.
NOTA: I tubi dell'acqua di raffreddamento sono più
corti dei tubi dell'acqua.
3. Collegare i raccordi del gas. Per evitare che gli
attacchi si incrocino, il raccordo del gas di taglio ha
un diametro più piccolo del raccordo del gas dello
scudo. Sono necessarie chiavi inglesi da 7/16 e 1/2
pollici.
NOTA: È possibile incrociare uno dei collegamenti
dell'acqua con uno dei collegamenti del gas.
Ciascun tubo dell'acqua è dotato di un cavo interno
per il trasporto della tensione.
4. Inserire il cavo dell'arco pilota esposto nel
connettore dell'alta frequenza in rame (H.F.).
Stringere le viti di arresto usando una chiave
inglese esagonale interna da 1/16 pollici. (cioè,
una chiave inglese Allen)
3-1

SEZIONE 3 Installazione
Cannello
5. Far scivolare il tubo di polivinilcloruro (PVC)
verso il basso sopra il connettore HF in rame.
Fissarlo con nastro elettrico in PVC
avvolgendo il cavo dell'arco pilota varie volte,
al fine di evitare che l'isolatore PVC scivoli
verso l'alto.
Isolatore del
collegamento dell'arco
pilota
Struttura del cannello
Pacchetto del cannello
Manico del cannello
Nastro di fissaggio dello
scudo intrecciato
6.
Far scivolare il manicotto del cannello verso il
basso sopra il collegamento del cavo dell'arco
pilota e i raccordi del tubo. Infilare il manicotto
sulla struttura del cannello.
Nota: Se era stato necessario rimuovere il
nastro nero che fissava lo scudo di metallo
intrecciato per ottenere spazio per il manicotto
del cannello, applicare nuovamente un nastro
PVC di grado elettrico.
3-2

SEZIONE 3 Installazione
Manicotto del pacchetto
del cannello
DANGER
!
7. Far scorrere il manicotto del pacchetto del
cannello nero di gomma verso il basso, fino al
manicotto del cannello. Avvolgere il manicotto
del pacchetto sull'estremità del manicotto del
cannello, fino ad ottenere una sovrapposizione
di 1-1½ pollici (da 25 mm a 38 mm).
8. Fissare con una fascetta stringitubo di acciaio
inossidabile
(1,56 pollici I.D. x 2,5 pollici O.D.)
Le scosse elettriche possono uccidere!
Disconnettere il generatore di energia primario
prima di effettuare la manutenzione del cannello.
Non toccare le parti del cannello sull'estremità
anteriore (ugello, coppa di ritenzione dello scudo,
ecc.), senza aver prima spento l'alimentazione
principale.
3.3 Smontaggio del pacchetto del cannello dalla struttura del cannello
Ordine di assemblaggio al contrario.
1. Allentare la fascetta stringitubo che trattiene il
manicotto del pacchetto.
2. Far scivolare il manicotto del pacchetto in alto sul
manicotto. Potrebbe essere necessario staccare il
nastro elettrico che fissa lo scudo intrecciato,
qualora interferisca con lo scivolamento del
manicotto del cannello verso l'alto sul pacchetto del
cannello.
3. Svitare il manicotto del cannello e farlo scivolare
verso l'alto sul pacchetto del cannello per esporre il
punto di collegamento dell'arco pilota.
4. Rimuovere il nastro elettrico che fissa l'isolatore di
collegamento dell'arco pilota.
5. Far scivolare l'isolatore di collegamento dell'arco
pilota verso l'alto del cavo ed allentare le viti nel
connettore HF.
6. Disconnettere i tubi.
3-3

SEZIONE 3 Installazione
3.4 Montaggio del cannello alla macchina
Fare riferimento al manuale della macchina.
WARNING
!
Il bloccaggio sulla struttura del cannello
potrebbe far sì che una corrente
pericolosa fluisca attraverso il telaio della
macchina.
• Non montare la struttura del cannello su
acciaio inossidabile.
• La struttura del cannello è isolata
elettricamente; comunque una corrente di
Montare il cannello sul
manicotto isolato
(manico del cannello)
qui
NON montare sulla
struttura del cannello in
acciaio
C
AUTION: CLAMP TORCH ABOVE THIS LA
PT-600
PLASMARC TORCH
L
E
B
avvio ad alta frequenza potrebbe passare
attraverso alla ricerca di una massa.
• Il bloccaggio vicino alla struttura del
cannello potrebbe causare un passaggio
tra la struttura e la macchina.
• Qualora si verifichi tale passaggio,
potrebbe essere necessario sostituire la
parte senza garanzia.
• Potrebbero verificarsi danni ai componenti
della macchina.
• Fissare solo su manicotti del cannello
isolati non inferiori a 1,25 pollici (31,75 mm)
dall'estremità del cannello del manicotto.
3-4

SEZIONE 4 Funzionamento
Le scosse elettriche possono uccidere!
PERIGO
!
ADVERTÊNCIA
!
• Disconnettere il generatore di energia primario
prima di effettuare qualsiasi regolazione.
• Disconnettere il generatore di energia primario
prima di effettuare la manutenzione sui
componenti del sistema.
• Non toccare le parti del cannello sull'estremità
anteriore (ugello, coppa di ritenzione, ecc.),
senza aver prima spento l'alimentazione
principale.
Pericolo di radiazione.
I raggi dell'arco possono nuocere agli occhi e
bruciare la pelle.
• Indossare protezioni per gli occhi e per il corpo
idonee.
• Indossare occhiali o occhialetti di sicurezza con
protezioni laterali. Fare riferimento al seguente
diagramma per informazioni sulle sfumature
delle lenti consigliate per il taglio al plasma:
Corrente dell'arc Sfumatura della lente
Fino a 100 amp Sfumatura n. 8
100-200 amp Sfumatura n. 10
200-400 amp Sfumatura n. 12
Oltre 400 amp Sfumatura n. 14
• Sostituire gli occhiali/occhialetti quando le lenti
sono scheggiate o rotte
• Chiedere alle altre persone presenti nell'area di
lavoro di guardare direttamente l'arco solo
dopo aver indossato occhiali di protezione
adeguati.
• Preparare la zona di taglio in modo da ridurre il
riflesso e la trasmissione della luce
ultravioletta.
• Dipingere le pareti ed altre superfici con colori
scuri per ridurre i riflessi.
• Istallare schermi protettivi o tende per
diminuire la trasmissione di raggi ultravioletti.
4-1

SEZIONE 4 Funzionamento
L'olio e il grasso posso causare
ADVERTÊNCIA
!
delle gravi bruciature!
• Non usare mai olio o grasso sul cannello.
• Toccare il cannello solo con mani pulite e
su superfici pulite.
• Usare lubrificante al silicone solo quando
indicato dalle istruzioni.
• L'olio e il grasso si accendono facilmente e
bruciano violentemente in presenza di
ossigeno sotto pressione.
Il cannello caldo brucia la pelle
ADVERTÊNCIA
!
Il cannello potrebbe essere caldo subito
dopo l'uso.
Lasciare che il cannello si raffreddi prima
di effettuare la manutenzione, per evitare
bruciature alla pelle.
4-2

SEZIONE 4 Funzionamento
4.1 Configurazione
4.1.1 Taglio dello specchio
Quando si effettua il taglio dello specchio, sono
• Selezionare una condizione adeguata dai dati del
processo (File SDP) ed istallare le parti
dell'estremità anteriore del cannello (ugello,
elettrodo, ecc.). Consultare i dati del processo per
identificare le parti e le impostazioni.
• Posizionare il cannello sul materiale nel punto di
inizio desiderato.
• Consultare il Manuale del generatore di energia per
informazioni sulle impostazioni esatte.
• Consultare il Manuale di controllo del flusso per le
procedure di controllo del gas.
• Consultare i Manuali di controllo e della macchina
per le procedure di avviamento.
necessari un deflettore del gas a turbine invertito ed un
diffusore invertito. Queste parti invertite gireranno il
gas nella direzione opposta ed invertiranno il lato
"buono" del taglio.
Descrizione Numero della
parte
Deflettore a 4 fori inversi
Deflettore a 8 fori inversi
Deflettore a 32 fori inversi
Diffusore inverso 22496
Deflettore a 8 fori standard Deflettore a 8 fori inversi
0558002534
0558002530
0558002531
4-3

SEZIONE 4 Funzionamento
4.2 Qualità del taglio
4.2.1 Introduzione
Le cause che influenzano la qualità del taglio sono
interdipendenti. La modifica di una variabile influenza tutte
le altre. Potrebbe essere difficile individuare una soluzione.
La seguente guida offre possibili soluzioni ai risultati di
taglio non desiderabili. Per iniziare, selezionare la
condizione più prominente:
4.2.2 Angolo di taglio, negativo o positivo
4.2.3 Taglio non piatto, arrotondato o ad incavo
4.2.4 Durezza della superficie
4.2.5 Scoria
Solitamente i parametri di taglio raccomandati garantiranno
una qualità di taglio ideale. Occasionalmente le condizioni
potrebbero variare e leggere regolazioni saranno
necessarie. In tal caso:
NOTA
• Fare delle piccole regolazioni incrementali quando
si effettuano le correzioni.
• Regolare la tensione del getto in incrementi di un
volt, in più o in meno secondo le necessità.
Regolare la velocità dei taglio del 5% o meno come
necessario, fino a quando le condizioni migliorano.
Prima di cercare di effettuare QUALSIASI correzione,
controllare le variabili di taglio rispetto alle
impostazioni consigliate in sede di fabbrica/ai numeri
delle parti consumabili elencati nei Dati del processo.
4-4

SEZIONE 4 Funzionamento
4.2.2 Angolo di taglio
Parte
Angolo di taglio negativo
La dimensione superiore è maggiore della dimensione
inferiore.
• Cannello fuori allineamento
• Materiale piegato o deformato
• Parti consumabili danneggiate o consumate
• Distanziatore basso (tensione del getto)
• Velocità di taglio bassa (tasso di spostamento della
Caduta Parte
Parte
macchina)
Angolo di taglio positivo
La dimensione superiore è minore della dimensione
inferiore.
• Cannello fuori allineamento
• Materiale piegato o deformato
• Parti consumabili danneggiate o consumate
• Distanziatore alto (tensione del getto)
• Velocità di taglio rapida
• Corrente alta o bassa. (Consultare i dati del processo
Caduta Parte
per il livello di corrente consigliato per gli ugelli
specifici).
• Flusso di gas secondario errato.
4-5

SEZIONE 4 Funzionamento
4.2.3 Piattezza del taglio
Parte superiore e inferiore arrotondate
La condizione di solito si verifica quando il materiale è di
spessore 6,4 mm o inferiore.
• Alta corrente per lo spessore del materiale indicato
(Consultare i dati del processo per le corrette
impostazioni).
Caduta Parte
Caduta Parte
Taglio ad incavo del margine superiore
Distanziatore basso (tensione del getto)
4-6

SEZIONE 4 Funzionamento
4.2.4 Finitura della superficie
Durezza indotta dal processo
La facciata di taglio è consistentemente ruvida e potrebbe
essere confinata ad un'asse.
Visualizzazione superiore
indotta dalla
Durezza
indotta dal
processo
O durezza
macchina
Facciata di
taglio
• Miscela del gas di scudo errata (Consultare i dati del
processo)
• Parti consumabili danneggiate o consumate
Durezza indotta dalla macchina
Potrebbe essere difficile da distinguere dalla durezza
indotta dal processo ed è spesso confinata ad un asse.
La durezza è inconsistente.
• Rotaie, ruote e/o ripiano/pignone sporchi. (Fare
riferimento alla sezione sulla manutenzione nel
manuale del proprietario della macchina)
• Regolazione della ruota del carrello
4-7

SEZIONE 4 Funzionamento
4.2.5 Scoria
Facciata di
Scanalature
taglio
Ribaltamento
La scoria è un sottoprodotto del processo di taglio. Si
tratta di materiale non desiderabile che rimane
attaccato alla parte. Nella maggior parte dei casi, la
scoria può essere ridotta o eliminata con un cannello
adeguato e con la configurazione del parametro di
taglio. Fare riferimento ai dati del processo.
Scoria ad alta velocità
Saldatura materiale o ribaltamento sulla superficie di
fondo lungo il solco di taglio. Difficile da rimuovere.
Potrebbe essere necessario scheggiarla o smerigliarla.
Scanalature a forma di “S”.
• Distanziatore alto (tensione del getto)
Visualizzazione laterale
Facciata di
Scanalature
Globuli
taglio
• Velocità di taglio rapida
Scoria a bassa velocità
Si forma come globuli sulla superficie di fondo lungo il
solco di taglio. Si rimuove facilmente.
• Velocità di taglio lenta
Visualizzazione laterale
4-8

SEZIONE 4 Funzionamento
Visualizzazione laterale
Schizzo
Facciata di
taglio
Scoria superiore
Appare come schizzo sopra il materiale. Di solito si rimuove
facilmente.
• Velocità di taglio rapida
• Distanziatore alto (tensione del getto).
Scoria intermittente
Appare sulla superficie o sul fondo lungo il solco di taglio.
Non continuo. Può apparire come qualsiasi tipo di scoria
• Parti consumabili possibilmente danneggiate
Altri fattori che influenzano la scoria:
4.2.6 Accuratezza delle dimensioni
AVVISO
• Temperatura del materiale
• Scaglia di laminazione o ruggine pesanti
• Leghe di carbonio alte
Generalmente, usando la velocità più lenta possibile (entro i
livelli approvati) si ottimizzerà l'accuratezza della parte. La
maggioranza degli spessori del materiale si sovrappongono
per tensioni diverse. Selezionare le parti consumabili per
consentire una tensione del getto più bassa ed una velocità di
taglio inferiore.
La velocità di taglio e la tensione del getto raccomandate
forniscono le prestazioni di taglio ideali.
Piccole regolazioni incrementali potrebbero essere
necessarie secondo la qualità del materiale, la temperatura
del materiale e la lega specifica. L'operatore deve ricordare
che tutte le variabili del materiale sono interdipendenti. La
modifica di un'impostazione influenza tutte le altre e la qualità
del taglio potrebbe deteriorare. Iniziare sempre con le
impostazioni consigliate.
Prima di cercare di effettuare QUALSIASI correzione,
controllare le variabili di taglio rispetto alle impostazioni
consigliate in sede di fabbrica/ai numeri delle parti
consumabili elencate nei dati del processo.
4-9

SEZIONE 4 Funzionamento
4.3 Passaggi del flusso del cannello
Flusso del gas Flusso dell'acqua di refrigerazione
Gas del plasma Gas di scudo
Acqua di refrigerazione
IN
Acqua di refrigerazione
OUT
4-10

SEZIONE 4 Funzionamento
4.4 Influenza della qualità del taglio delle opzioni del gas
4.4.1 Introduzione
Tutti i gas non sono adatti a tutte le situazioni. Certi gas
PERIGO
!
aiutano con i tagli di materiali e spessori specifici. Le seguenti
indicazioni spiegano perché certi gas vengono selezionati e la
loro influenza sulla parte finita. Altre influenze, come la
tensione del getto e il flusso/pressione del gas, sono trattate
nei dati del processo.
Pericolo di esplosione di idrogeno.
• Non tagliare sott'acqua con il gas di idrogeno!
• Le esplosioni di idrogeno possono causare lesioni
personali o il decesso.
• L'idrogeno può creare tasche di gas esplosivo nel tavolo
dell'acqua. Queste tasche esploderanno se accese con
scintille o con il getto del plasma.
• Prima di tagliare, accertarsi che non siano presenti
sorgenti di idrogeno nel tavolo dell'acqua – reazione di
metallo fuso, reazione chimica lenta e alcuni gas di
plasma.
• Tasche di gas esplosivo si accumulano sotto la piastra di
taglio e dentro il tavolo dell'acqua.
• Rimuovere la scoria (specialmente le particelle sottili) dal
fondo del tavolo frequentemente. Riempire il tavolo di
acqua pulita.
• Non lasciare la piastra sul tavolo durante la notte.
• Se il tavolo dell'acqua non è stato usato per varie ore,
scuoterlo o piegarlo per eliminare le tasche di idrogeno,
prima di collocare la piastra sul tavolo.
• Se possibile, cambiare il livello dell'acqua tra un taglio e
l'altro per eliminare le tasche di idrogeno.
• Mantenere il livello di pH dell'acqua vicino a 7 (neutro).
• Lo spazio della parte programmata deve essere almeno il
doppio della larghezza del solco di taglio per garantire che
il materiale sia sempre al di sotto del solco di taglio.
• Quando si taglia sopra l'acqua tra la piastra e la superficie
dell'acqua, usare le ventole per la circolazione dell'aria
4-11

SEZIONE 4 Funzionamento
4.4.2 Alluminio e gas del processo
Spessore del materiale:
Qualità del taglio:
Gas di avvio:
Plasma:
Scudo:
Discussione:
Spessore del materiale:
Qualità del taglio:
Gas di avvio:
Plasma:
Scudo:
Discussione:
Spessore del materiale:
Qualità del taglio:
Gas di avvio:
Plasma:
Scudo:
Discussione:
Da 4,7 mm a 25,4 mm
Buona
Aria
Aria
Aria
Facciata di taglio scura, scoria potenziale, buoni angoli di taglio
Da 6,4 mm a 76,2 mm
Buona
N
2
H-35
N2
Facciata di taglio omogenea, praticamente privo di scoria fino ad uno spessore di 1,5 pollici,
angoli di taglio leggermente più grandi con arrotondamento del margine superiore.
Da 15,9 mm a 25,4 mm
Buona
N
2
H-35
Aria
Facciata di taglio leggermente più scura, praticamente privo di scoria, angoli di taglio
leggermente più grandi con arrotondamento del margine superiore.
Spessore del materiale:
Qualità del taglio:
Gas di avvio:
Plasma:
Scudo:
Discussione:
Spessore del materiale:
Qualità del taglio:
Gas di avvio:
Plasma:
Scudo:
Discussione:
Spessore del materiale:
Qualità del taglio:
Gas di avvio:
Plasma:
Scudo:
Discussione:
Da 15,9 mm a 38,1 mm
Buona
H-35
H-35
Aria
Facciata di taglio leggermente più scura, praticamente privo di scoria, angoli di taglio
leggermente più grandi con arrotondamento del margine superiore.
Da 4,7 mm a 38,1 mm
Buona
N
2
N
2
Aria
Facciata di taglio più scura, la scoria potrebbe formarsi sopra il materiale di 1 pollice, buoni
angoli di taglio, leggero arrotondamento del margine superiore.
Da 1,6 mm a 25,4 mm
Buona
N
2
N
2
N
2
Facciata di taglio più scura, la scoria potrebbe formarsi sopra il materiale di 0,75 pollici, buoni
angoli di taglio, leggero arrotondamento del margine superiore.
4-12

SEZIONE 4 Funzionamento
4.4.3 Acciaio duro
Spessore del materiale:
Qualità del taglio:
Gas di avvio:
Plasma:
Scudo:
Da 3,2 mm a 38,1 mm
Eccellente
N
2
O
2
Aria
Discussione:
Spessore del materiale:
Qualità del taglio:
Gas di avvio:
Plasma:
Scudo:
Discussione:
Facciata di taglio brillante omogenea, praticamente privo di scoria, buoni angoli di taglio,
margine superiore appuntito
Da 1,6 mm a 6,4 mm
Buona
Aria
Aria
Aria
Facciata di taglio grigia omogenea, praticamente privo di scoria, angoli di taglio più grandi a
causa dello spessore della piastra, della velocità di taglio e dell'amperaggio di taglio.
4-13

SEZIONE 4 Funzionamento
4.4.4 Acciaio inossidabile
Spessore del materiale:
Qualità del taglio:
Gas di avvio:
Plasma:
Scudo:
Discussione:
Spessore del materiale:
Qualità del taglio:
Gas di avvio:
Plasma:
Scudo:
Discussione:
Spessore del materiale:
Qualità del taglio:
Gas di avvio:
Plasma:
Scudo:
Discussione:
Da 1,6 mm a 19,1 mm
Buona
N
2
N
2
N
2
Facciata di taglio scura, praticamente privo di scoria, buoni angoli di taglio, smussato sul
materiale di calibrazione a causa dello spessore, della velocità e dell'amperaggio
Da 1,6 mm a 25,4 mm
Buona
Aria
Aria
Aria
Facciata di taglio scura, praticamente privo di scoria, buoni angoli di taglio, smussato sul
materiale di calibrazione a causa dello spessore, della velocità e dell'amperaggio
Da 6,4 mm a 76,2 mm
Buona
N
2
N
2
Aria
Facciata di taglio scura, praticamente privo di scoria, buoni angoli di taglio, leggero
arrotondamento del margine superiore
Spessore del materiale:
Qualità del taglio:
Gas di avvio:
Plasma:
Scudo:
Discussione:
Da 12,7 mm a 76,2 mm
Buona
N
2
H-35
N2
Facciata di taglio di colore dorato brillante, praticamente privo di scoria fino ad uno spessore di
1,5 pollici, spessori maggiori potrebbero presentare scorie, angolo di taglio leggermente più
grande a causa del gas del plasma H-35.
4-14

SEZIONE 4 FUNZIONAMENTO
4.5 Dati del processo
4.5.1 Introduzione
Le seguenti informazioni sono il risultato di molte ore di test e
costituiscono una guida generale per la configurazione ed il
taglio con un Cannello di taglio a getto di plasma meccanizzato
PT-600. Il controllo della macchina gestisce il flusso di gas
tramite Smart Flow II, un sistema di controllo del flusso della
valvola proporzionale.
Nella maggior parte dei casi, queste impostazioni garantiscono
un taglio di qualità. I dati contengono valori per:
• il taglio dell'alluminio, dell'acciaio duro e dell'acciaio
inossidabile
• la tensione del getto (distanziatore)
• la velocità di taglio
• la corrente (ampere)
• le velocità del flusso del gas per le combinazioni di gas
plasma/scudo
Questi stessi dati sono contenuti nei file SDP. (Fare riferimento
ai manuali di programmazione e della macchina per ulteriori
informazioni sui file SDP).
Sono anche incluse le informazioni sui numeri delle parti
consumabili per tutte le possibili impostazioni attuali.
AVVISO
AVVISO
La velocità, la tensione, il solco di taglio e la corrente
possono essere usati in qualsiasi momento per
un'applicazione del cannello PT-600.
I dati del processo sono stati estratti usando Smart Flow II, un
controllo del flusso del gas programmabile. Queste stesse
informazioni vengono usate per la creazione di file di controllo
del processo CNC (SDP). Solo le velocità del flusso del gas
vengono fornite come riferimento per l'uso di Smart Flow II. La
velocità, la tensione del getto, il solco di taglio e la corrente
(ampere) rimangono applicabili quando si effettua il taglio con i
sistemi di regolazione del gas manuali.
Le velocità di taglio sott'acqua devono essere rallentate del
10%.
Come regola generale, le velocità di taglio al di sopra dell'acqua
possono essere utilizzate per il taglio sott'acqua riducendo le
velocità del 10%. Due esempi di taglio sott'acqua vengono
mostrati di seguito come riferimento nei dati mostrati in basso.
(p 4-31, p 4-91)
4-13

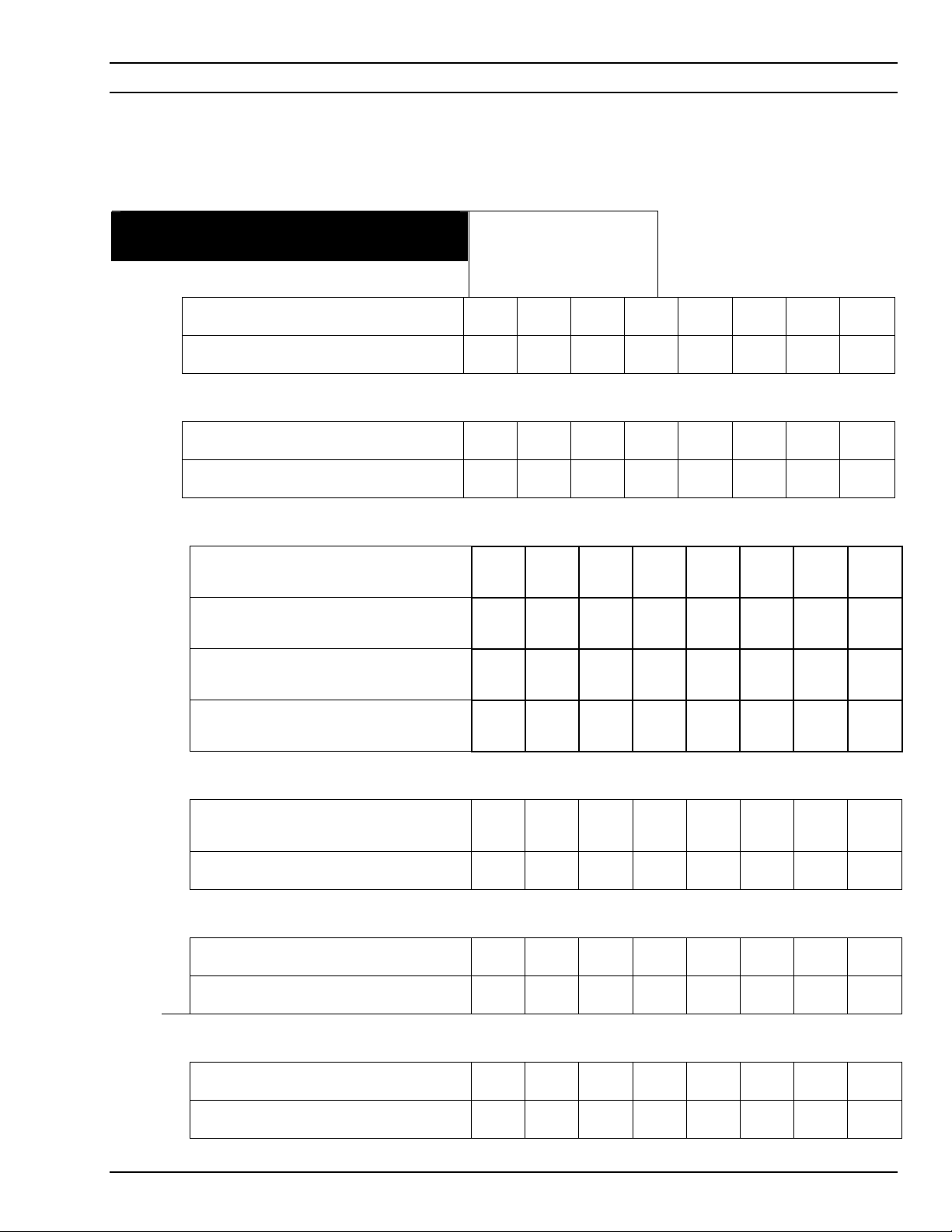
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Acciaio duro
50
Aria* a 100 psi / 6,9 Bar
Aria* a 100 psi / 6,9 Bar
Aria* a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Deflettore del gas N. PARTE 0558002533 “4
fori”
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 (Rif.)
Supporto dell'elettrodo con anello ad O
P/N 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Elettrodo* N. PARTE 0558001624 “250A”
Anello ad O fornito con ugello
P/N 181W89 (Ref.)
Ugello N. PARTE 0558001881 “50A”
Anello ad O fornito con ugello
P/N 181W89 (Ref.)
Coppa di trattenimento dell'ugello
P/N 37082
Diffusore del gas
N. PARTE 21796 “50A”
Scudo N. PARTE 21795 “50A”
Trattenitore dello scudo N. PARTE 37081
4-14

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
)Se non altrimenti specificato, i dati si
riferiscono al taglio in acqua descritto in alto.
Ridurre la velocità di circa il 10% quando si
taglia sott'acqua.
Gas
di
avvio
50 Ampere
Acciaio duro
Gas
di
taglio
Gas
di
scudo
Spessore del materiale
POLLICI 0,063
MM 1,6
Timer
Sollevamento su traforazione (sec.) 0
Ritardo della traforazione (sec.) 0
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
PSI 40
BAR 2,76
PSI 50
BAR 3,45
PSI 10
BAR 0,69
PSI 10
BAR 0,69
Aria Aria Aria
Letture dell'altezza
POLLI
Altezza iniziale
Tensione del getto (distanziatore) 113
Velocità di spostamento
IPM 220
MM/MIN 5588
Larghezza del solco di taglio
Pollici 0,05
Millimetri 1,3
Note:
Arco pilota impostato su Basso
4-15
0,375
CI
MM 9,5

SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Acciaio duro
65
Aria* a 100 psi / 6,9 Bar
Aria* a 100 psi / 6,9 Bar
Aria* a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Deflettore del gas N. PARTE 0558002533 “4
fori”
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 (Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Elettrodo* N. PARTE 0558001624 “250A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001881 “50A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
P/N 37082
Diffusore del gas
N. PARTE 21796
Scudo N. PARTE 21796 “50A”
Trattenitore dello scudo N. PARTE 37081
4-16
SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
65 Ampere
Acciaio duro
)Se non altrimenti specificato, i dati si riferiscono
al taglio in acqua descritto in alto. Ridurre la
velocità di circa il 10% quando si taglia sott'acqua.
Spessore del materiale
Gas di
avvio
Aria Aria Aria
Gas di
taglio
Gas di
scudo
POLLICI 0,125 0,188 0,250
MM 3,2 4,7 6,4
Timers
Sollevamento su traforazione (sec.) 0 0 0,1
Ritardo della traforazione (sec.) 0 0 0,4
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
PSI
BAR 2,76 2,76 2,76
PSI 50 50 50
BAR 3,45 3,45 3,45
PSI 10 10 10
BAR
PSI 10 10 10
BAR 0,69 0,69 0,69
40 40 40
0,69 0,69 0,69
Letture dell'altezza
POLLIC
Altezza iniziale
MM 9,5 9,5 9,5
Tensione del getto (distanziatore)
Velocità di spostamento
IPM
MM/MIN 3810 2540 1905
Larghezza del solco di taglio
Pollici
Millimetri 1,7 1,9 2,2
Note:
Arco pilota impostato su Basso
4-17
0,375 0,375 0,375
I
115 118 130
150 100 75
0,065 0,075 0,085

SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Acciaio duro
100
Nitrogeno (N
Ossigeno (O
Aria* a 60 psi / 4,1 Bar
) a 100 psi / 6,9 Bar
2
) a 100 psi / 6,9 Bar
2
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE
Deflettore del gas N. PARTE
0558002533 “4 fori” (0558002534
“Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99
(Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo
N. PARTE 86W99 (Rif.)
Elettrodo* N. PARTE 0558001624
“250A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001882 “100A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (22496 “Inverso”)
Scudo N. PARTE 21802 “da 100A a
250A”
Trattenitore dello scudo N. PARTE
37081
4-18

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
)Se non altrimenti specificato, i dati si riferiscono
al taglio in acqua descritto in alto. Ridurre la
velocità di circa il 10% quando si taglia sott'acqua.
Spessore del materiale
POLLICI 0,125 0,188 0,250 0,313 0,375 0,500 0,625 0,750
MM 3,2 4,7 6,4 7,9 9,5 12,7 15,9 19,1
Gas
di
avvio
N
O
2
100 Ampere
Acciaio duro
Gas
di
taglio
Gas
di
scudo
Aria
2
Timer
Sollevamento su traforazione (sec.) 0 0 0 0 0,2 0,4 0,5 0,3
Ritardo della traforazione (sec.) 0 0 0 0 0,2 0,5 0,6 0,7
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
PSI
25 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
Gas di taglio al plasma
PSI 46 46 44 46 46 46 48 46
BAR 3,2 3,2 3,0 3,2 3,2 3,2 3,3 3,2
Gas di avvio dello scudo
Gas di taglio dello scudo
PSI 20 20 20 20 20 20 20 18
BAR
1,4
1,4 1,4 1,4 1,4 1,4 1,4 1,2
PSI 10 18 18 10 16 10 12 10
BAR 0,7 1,2 1,2 0,7 1,1 0,7 0,8 0,7
Letture dell'altezza
POLLI
Altezza iniziale
0,375 0,375 0,375 0,375 0,375 0,500 0,500 0,500
CI
MM 9,5 9,5 9,5 9,5 9,5 12,7 12,7 12,7
Tensione del getto (distanziatore)
123 135 133 134 149 141 159 162
Velocità di spostamento
IPM
190 150 120 100 80 60 38 20
MM/MIN 4826 3810 3048 2540 2032 1524 965 508
Larghezza del solco di taglio
Pollici
0,08 0,075 0,100 0,085 0,012 0,100 0,14 0,145
Millimetri 2,0 1,9 2,5 2,2 3,0 2,5 3,6 3,7
Note:
Arco pilota impostato su Basso
4-19

(
)
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Acciaio duro
150
Nitrogeno (N
Ossigeno (O
) a 100 psi / 6,9 Bar
2
) a 100 psi / 6,9 Bar
2
Aria* a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Rif.
Deflettore del gas N. PARTE 0558002533 “4
fori” (0558002534 “Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 (Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Elettrodo* N. PARTE 0558001624 “250A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001883 “150A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (22496 “Inverso”)
Scudo N. PARTE 21802 “da 100A a 250A”
Trattenitore dello scudo N. PARTE 37081
4-20

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
)Se non altrimenti specificato, i dati si
riferiscono al taglio in acqua descritto in alto.
Ridurre la velocità di circa il 10% quando si
taglia sott'acqua.
Spessore del materiale
POLLICI 0,188 0,250 0,313 0,375 0,500 0,625 0,750 1,000
MM 4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
Gas
di
avvio
N
O
2
150 Ampere
Acciaio duro
Gas
di
taglio
Gas
di
scudo
Aria
2
Timer
Sollevamento su traforazione (sec.) 0 0 0 0 0,2 0,2 0,2 0,3
Ritardo della traforazione (sec.) 0 0 0 0 0,4 0,5 0,8 1,0
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
Letture dell'altezza
Altezza iniziale
PSI
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 37 37 37 37 37 44 37 37
BAR 2,6 2,6 2,6 2,6 2,6 3,0 2,6 2,6
PSI 20 20 20 20 20 21 18 18
BAR
PSI 18 18 18 18 16 18 10 16
BAR 1,2 1,2 1,2 1,2 1,1 1,2 0,7 1,1
POLLI
CI
MM 9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
20 20 20 20 20 20 20 20
1,4
0,375 0,375 0,375 0,375 0,500 0,500 0,500 0,500
1,4 1,4 1,4 1,4 1,5 1,2 1,2
Tensione del getto (distanziatore)
Velocità di spostamento
IPM
MM/MIN 4064 3810 3048 2286 1905 1397 1143 635
Larghezza del solco di taglio
Pollici
Millimetri 2,2 2,4 2,4 3,0 2,7 3,2 3,8 4,2
Note:
Pilot Arc Set to High
4-21
127 126 131 134 140 151 157 156
160 150 120 90 75 55 45 25
0,085 0,095 0,095 0,120 0,105 0,125 0,150 0,165

(
)
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Acciaio duro
200
Nitrogeno (N
Ossigeno (O
) a 100 psi / 6,9 Bar
2
) a 100 psi / 6,9 Bar
2
Aria* a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Rif.
Deflettore del gas N. PARTE 0558002533 “4
fori” (0558002534 “Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 (Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Elettrodo* N. PARTE 0558001624 “250A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001884 “200A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (22496 “Inverso”)
Scudo N. PARTE 21802 “da 100A a 250A”
Trattenitore dello scudo N. PARTE 37081
4-22

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
)Se non altrimenti specificato, i dati si riferiscono
al taglio in acqua descritto in alto. Ridurre la
velocità di circa il 10% quando si taglia sott'acqua.
Spessore del materiale
POLLICI 0,250 0,313 0,375 0,500 0,625 0,750 1,000 1,250
MM 6,4 7,9 9,5 12,7 15,9 19,1 25,4 31,8
Gas di
avvio
N2 O
200 Ampere
Acciaio duro
Gas di
taglio
Gas di
scudo
Aria
2
Timer
Sollevamento su traforazione (sec.) 0 0 0 0,1 0,2 0,3 0,3 0,6
Ritardo della traforazione (sec.) 0 0,2 0 0,2 0,3 0,3 0,5 1,0
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
Letture dell'altezza
Altezza iniziale
PSI
BAR 1,8 1,7 1,7 1,7 1,4 1,7 1,7 1,7
PSI 40 43 40 44 40 40 40 44
BAR 2,8 3,0 2,8 3,0 2,8 2,8 2,8 3,0
PSI 20 20 20 20 20 18 18 22
BAR
PSI 8 14 18 10 11 7 12 22
BAR 0,6 1,0 1,2 0,7 0,8 0,5 0,8 1,5
POLLIC
I
MM 9,5 9,5 9,5 12,7 12,7 12,7 12,7 12,7
26 25 25 25 20 25 25 25
1,4
0,375 0,375 0,375 0,500 0,500 0,500 0,500 0,500
1,4 1,4 1,4 1,4 1,2 1,2 1,5
Tensione del getto (distanziatore)
Velocità di spostamento
IPM
MM/MIN 4318 3556 2794 2286 1651 1397 1016 508
Larghezza del solco di taglio
Pollici
Millimetri 2,4 2,7 2,8 3,5 3,0 3,8 4,3 4,8
Note:
Pilot Arc Set to High
4-23
124 129 132 129 139 142 153 164
170 140 110 90 65 55 40 20
0,095 0,105 0,110 0,136 0,120 0,150 0,170 0,190

(
)
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Acciaio duro
250
Nitrogeno (N
Ossigeno (O
) a 100 psi / 6,9 Bar
2
) a 100 psi / 6,9 Bar
2
Aria* a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Rif.
Deflettore del gas N. PARTE 0558001625 “8
fori” (0558002530 “Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 (Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Elettrodo* N. PARTE 0558001624 “250A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001623 “250A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (22496 “Inverso”)
Scudo N. PARTE 21802 “da 100A a 250A”
Trattenitore dello scudo N. PARTE 37081
4-24

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
)Se non altrimenti specificato, i dati si
riferiscono al taglio in acqua descritto in alto.
Ridurre la velocità di circa il 10% quando si
taglia sott'acqua.
Spessore del materiale
POLLICI 0,250 0,375 0,500 0,625 0,750 1,000 1,250 1,500
MM 6,4 9,5` 12,7 15,9 19,1 25,4 31,8 38,1
Gas
di
avvio
N
O
2
250 Ampere
Acciaio duro
Gas
di
taglio
Gas
di
scudo
Aria
2
Timer
Sollevamento su traforazione (sec.) 0 0 0 0,2 0,3 0,3 0,5 0,8
Ritardo della traforazione (sec.) 0 0 0,2 0,1 0,2 0,4 0,8 1,2
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
PSI
25 25 25 25 25 25 26 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,8 1,7
Gas di taglio al plasma
PSI 38 38 44 40 38 38 43 44
BAR 2,6 2,6 3,0 2,8 2,6 2,6 3,0 3,0
Gas di avvio dello scudo
Gas di taglio dello scudo
PSI 18 18 20 14 18 18 22 22
BAR
1,2
1,2 1,4 1,0 1,2 1,2 1,5 1,5
PSI 12 12 16 12 12 12 22 22
BAR 0,8 0,8 1,1 0,8 0,8 0,8 1,5 1,5
Letture dell'altezza
POLLI
Altezza iniziale
0,375 0,375 0,500 0,500 0,500 0,625 0,625 0,625
CI
MM 9,5 9,5 12,7 12,7 12,7 15,9 15,9 15,9
Tensione del getto (distanziatore)
130 135 135 138 142 150 162 168
Velocità di spostamento
IPM
170 125 115 80 65 50 33 22
MM/MIN 4318 3175 2921 2032 1651 1270 838 558
Larghezza del solco di taglio
Pollici
0,110 0,135 0,135 0,130 0,150 0,160
0,170 0,200
Millimetri 2,8 3,5 3,5 3,3 3,8 4,1 4,3 5,1
Note:
Pilot Arc Set to High
4-25

SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Acciaio duro
325
Nitrogeno (N
Ossigeno (O
Aria* a 60 psi / 4,1 Bar
) a 100 psi / 6,9 Bar
2
) a 100 psi / 6,9 Bar
2
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE
Deflettore del gas N. PARTE
0558001625 “8 fori” (0558002530
“Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99
(Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Elettrodo* N. PARTE 0558002516
“360A/400A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001885 “360A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (22496 “Inverso”)
Scudo N. PARTE 21945 “360A”
Trattenitore dello scudo N. PARTE
37081
4-26

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
)Se non altrimenti specificato, i dati si
riferiscono al taglio in acqua descritto in alto.
Ridurre la velocità di circa il 10% quando si
taglia sott'acqua.
Spessore del materiale
POLLICI 0,500 0,625 0,750 1,000 1,250 1,500
MM 12,7 15,9 19,1 25,4 31,8 38,1
Gas
di
avvio
N
O
2
325 Ampere
Acciaio duro
Gas
di
taglio
Gas
di
scudo
Aria
2
Timer
Sollevamento su traforazione (sec.) 0,3 0,3 0,3 0,4 0,5 0,7
Ritardo della traforazione (sec.) 0,2 0,3 0,3 0,6 0,9 1,0
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
PSI
26 25 25 25 25 25
BAR 1,8 1,7 1,7 1,7 1,7 1,7
Gas di taglio al plasma
PSI 37 37 31 31 31 36
BAR 2,6 2,6 2,1 2,1 2,1 2,5
Gas di avvio dello scudo
Gas di taglio dello scudo
PSI 22 22 22 22 22 22
BAR
1,5
1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
Letture dell'altezza
POLLI
Altezza iniziale
0,500 0,500 0,500 0,625 0,625 0,625
CI
MM 12,7 12,7 12,7 15,9 15,9 15,9
Tensione del getto (distanziatore)
125 135 132 142 146 156
Velocità di spostamento
IPM
125 100 90 60 37 25
MM/MIN 3175 2540 2286 1524 939 635
Larghezza del solco di taglio
Pollici
0,140 0,150 0,160 0,175 0,200
0,210
Millimetri 3,6 3,8 4,1 4,5 5,1 5,3
Note:
Pilot Arc Set to High
4-27

SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Acciaio duro
360
Nitrogeno (N
Ossigeno (O
Aria* a 60 psi / 4,1 Bar
) a 100 psi / 6,9 Bar
2
) a 100 psi / 6,9 Bar
2
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE
Deflettore del gas N. PARTE
0558001625 “8 fori” (0558002530
“Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99
(Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Elettrodo* N. PARTE 0558002516
“360A/400A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001885 “360A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (22496 “Inverso”)
Scudo N. PARTE 21945 “360A”
Trattenitore dello scudo N. PARTE
37081
4-28

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
)Se non altrimenti specificato, i dati si
riferiscono al taglio in acqua descritto in alto.
Ridurre la velocità di circa il 10% quando si
taglia sott'acqua.
Spessore del materiale
POLLICI 0,500 0,625 0,750 1,000 1,250 1,500
MM 12,7 15,9 19,1 25,4 31,8 38,1
Gas
di
avvio
N
O
2
360 Ampere
Acciaio duro
Gas
di
taglio
Gas
di
scudo
Aria
2
Timer
Sollevamento su traforazione (sec.) 0,3 0,3 0,3 0,5 0,6 0,7
Ritardo della traforazione (sec.) 0,2 0,3 0,3 0,7 0,9 1,0
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
PSI
26 25 25 25 25 25
BAR 1,8 1,7 1,7 1,7 1,7 1,7
Gas di taglio al plasma
PSI 38 37 35 35 38 36
BAR 2,6 2,6 2,4 2,4 2,6 2,5
Gas di avvio dello scudo
Gas di taglio dello scudo
PSI 22 22 22 22 22 22
BAR
1,5
1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
Letture dell'altezza
POLLI
Altezza iniziale
0,500 0,500 0,500 0,625 0,625 0,625
CI
MM 12,7 12,7 12,7 15,9 15,9 15,9
Tensione del getto (distanziatore)
124 135 132 141 146 153
Velocità di spostamento
IPM
135 115 100 65 45 32
MM/MIN 3429 2921 2540 1651 1143 813
Larghezza del solco di taglio
Pollici
0,140 0,140 0,165 0,180
0,205 0,210
Millimetri 3,6 3,6 4,2 4,6 5,2 5,3
Note:
Pilot Arc Set to High
4-29

(
)
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Acciaio duro
400
Nitrogeno (N
Ossigeno (O
) a 100 psi / 6,9 Bar
2
) a 100 psi / 6,9 Bar
2
Aria* a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Rif.
Deflettore del gas N. PARTE 0558001625 “8
fori” (0558002530 “Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 (Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Elettrodo* N. PARTE 0558002516
“360A/400A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001886 “400A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (22496 “Inverso”)
Scudo N. PARTE 21945 “360A”
Trattenitore dello scudo N. PARTE 37081
4-30

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
SOTT'ACQUA
Spessore del materiale
POLLICI 0,500 0,625 0,750 1,000 1,250 1,500
Gas
di
avvio
N
O
2
MM 12,7 15,9 19,1 25,4 31,8 38,1
400 Ampere
Acciaio duro
Gas
di
taglio
Gas
di
scudo
Aria
2
Timer
Sollevamento su traforazione (sec.) 0,3 0,3 0,3 0,5 0,5 0,7
Ritardo della traforazione (sec.) 0,2 0,3 0,3 0,3 0,7 1,2
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
PSI
25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7
Gas di taglio al plasma
PSI 31 31 31 31 31 31
BAR 2,7 2,6 2,6 2,6 2,6 2,5
Gas di avvio dello scudo
Gas di taglio dello scudo
PSI 22 22 22 22 22 22
BAR
1,5
1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
Letture dell'altezza
POLLI
Altezza iniziale
0,500 0,500 0,500 0,625 0,625 0,625
CI
MM 12,7 12,7 12,7 15,9 15,9 15,9
Tensione del getto (distanziatore)
125 132 136 141 142 150
Velocità di spostamento
IPM
130 120 110 75 55 37
MM/MIN 3556 3175 2794 1905 1397 940
Larghezza del solco di taglio
Pollici
0,145 0,150 0,195 0,195 0,205 0,220
Millimetri 3,7 3,8 5,0 5,0 5,2 5,6
Note:
Pilot Arc Set to High
4-31

(
)
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Acciaio duro
400
Nitrogeno (N
Ossigeno (O
) a 100 psi / 6,9 Bar
2
) a 100 psi / 6,9 Bar
2
Aria* a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Rif.
Deflettore del gas N. PARTE 0558001625 “8
fori” (0558002530 “Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 (Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Elettrodo* N. PARTE 0558002516
“360A/400A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001886 “400A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (22496 “Inverso”)
Scudo N. PARTE 21945 “360A”
Trattenitore dello scudo N. PARTE 37081
4-32

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
)Se non altrimenti specificato, i dati si
riferiscono al taglio in acqua descritto in alto.
Ridurre la velocità di circa il 10% quando si
taglia sott'acqua.
Spessore del materiale
POLLICI 0,500 0,625 0,750 1,000 1,250 1,500
MM 12,7 15,9 19,1 25,4 31,8 38,1
Gas
di
avvio
N
O
2
400 Ampere
Acciaio duro
Gas
di
taglio
Gas
di
scudo
Aria
2
Timer
Sollevamento su traforazione (sec.) 0,3 0,3 0,3 0,5 0,5 0,7
Ritardo della traforazione (sec.) 0,2 0,3 0,3 0,3 0,7 1,2
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
PSI
25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7
Gas di taglio al plasma
PSI 31 31 31 31 31 31
BAR 2,7 2,6 2,6 2,6 2,6 2,5
Gas di avvio dello scudo
Gas di taglio dello scudo
PSI 22 22 22 22 22 22
BAR
1,5
1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
Letture dell'altezza
POLLI
Altezza iniziale
0,500 0,500 0,500 0,625 0,625 0,625
CI
MM 12,7 12,7 12,7 15,9 15,9 15,9
Tensione del getto (distanziatore)
125 132 136 141 142 150
Velocità di spostamento
IPM
140 125 115 80 60 43
MM/MIN 3556 3175 2794 1905 1397 940
Larghezza del solco di taglio
Pollici
0,145 0,150 0,195 0,195 0,205 0,220
Millimetri 3,7 3,8 5,0 5,0 5,2 5,6
Note:
Pilot Arc Set to High
4-33

(
)
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Alluminio
65
Aria* a 100 psi / 6,9 Bar
Aria* a 100 psi / 6,9 Bar
Aria* a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Rif.
Deflettore del gas N. PARTE 0558002533 “4
fori”
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 (Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Elettrodo* N. PARTE 0558001624 “250A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001881 “50A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21796 “50A”
Scudo N. PARTE 21795 “50A”
Trattenitore dello scudo N. PARTE 37081
4-34

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
)Se non altrimenti specificato, i dati si
riferiscono al taglio in acqua descritto in alto.
Ridurre la velocità di circa il 10% quando si
taglia sott'acqua.
Gas
di
avvio
65 Ampere
Alluminio
Gas
di
taglio
Gas
di
scudo
Spessore del materiale
POLLICI 0,063 0,125 0,250
MM 1,6 3,2 6,4
Timer
Sollevamento su traforazione (sec.) 0 0 0,2
Ritardo della traforazione (sec.) 0 0,2 0,4
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
PSI
BAR 2,76 2,76 2,76
PSI 60 60 60
BAR 4,14 4,14 4,14
PSI 10 10 10
BAR
PSI 10 10 10
BAR 0,7 0,7 0,7
Aria Aria Aria
40 40 40
0,7 0,7 0,7
Letture dell'altezza
POLLI
Altezza iniziale
Tensione del getto (distanziatore)
Velocità di spostamento
IPM
MM/MIN 5080 2794 1524
Larghezza del solco di taglio
Pollici
Millimetri 1,6 2,0 2,5
Note:
Arco pilota impostato su Basso
4-35
0,375 0,375 0,375
CI
MM 9,5 9,5 9,5
115 115 126
200 110 60
0,063 0,08 0,100

(
)
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Alluminio
100
Aria* a 100 psi / 6,9 Bar
Aria* a 100 psi / 6,9 Bar
Aria* a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Rif.
Deflettore del gas N. PARTE 0558002533 “4
fori” (0558002534 “Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 (Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Elettrodo* N. PARTE 0558001624 “250A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001882 “100A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (22496 “Inverso”)
Scudo N. PARTE 21802 “da 100A a 250A”
Trattenitore dello scudo N. PARTE 37081
4-36

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
)Se non altrimenti specificato, i dati si
riferiscono al taglio in acqua descritto in alto.
Ridurre la velocità di circa il 10% quando si
taglia sott'acqua.
Gas
di
avvio
100 Ampere
Alluminio
Gas
di
taglio
Gas
di
scudo
Spessore del materiale
POLLICI 0,188 0,250 0,375 0,500 0,750
MM 4,7 6,4 9,5 12,7 19,1
Timer
Sollevamento su traforazione (sec.) 0 0,1 0,1 0,1 0,2
Ritardo della traforazione (sec.) 0,1 0,2 0,3 0,3 0,4
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
PSI
BAR 1,7 1,7 1,7 1,7 1,7
PSI 42 42 42 42 42
BAR 2,9 2,9 2,9 2,9 2,9
PSI 20 20 20 20 20
BAR
PSI 18 18 18 18 18
BAR 1,24 1,24 1,24 1,24 1,24
Aria Aria Aria
25 25 25 25 25
1,4
1,4 1,4 1,4 1,4
Letture dell'altezza
POLLI
Altezza iniziale
Tensione del getto (distanziatore)
Velocità di spostamento
IPM
MM/MIN 3048 2413 1778 1270 635
Larghezza del solco di taglio
Pollici
Millimetri 2,9 3,0 3,3 3,3 3,5
Note:
Arco pilota impostato su Basso
4-37
0,375 0,375 0,375 0,500 0,500
CI
MM 9,5 9,5 9,5 12,7 12,7
151 157 157 182 185
120 95 70 50 25
0,115 0,120 0,130 0,130 0,135

SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Alluminio
150
Aria* a 100 psi / 6,9 Bar
Aria* a 100 psi / 6,9 Bar
Aria* a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE
Deflettore del gas N. PARTE
0558002533 “4 fori” (0558002534
“Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99
(Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Elettrodo* N. PARTE 0558001624
“250A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001883 “150A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (22496 “Inverso”)
Scudo N. PARTE 21802 “da 100A a
250A”
Trattenitore dello scudo N. PARTE
37081
4-38

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
)Se non altrimenti specificato, i dati si
riferiscono al taglio in acqua descritto in alto.
Ridurre la velocità di circa il 10% quando si
taglia sott'acqua.
Gas
di
avvio
150 Ampere
Alluminio
Gas
di
taglio
Gas
di
scudo
Spessore del materiale
POLLICI 0,188 0,250 0,313 0,375 0,500 0,750 0,875 1,000
MM 4,7 6,4 7,9 9,5 12,7 19,1 22,2 25,4
Timer
Sollevamento su traforazione (sec.) 0 0 0 0 0,1 0,2 0,4 0,4
Ritardo della traforazione (sec.) 0 0,1 0,2 0,2 0,3 0,5 0,6 0,7
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
PSI
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 40 40 40 40 40 40 40 40
BAR 2,8 2,8 2,8 2,8 2,8 2,8 2,8 2,8
PSI 15 15 15 10 15 10 10 10
BAR
PSI 15 15 15 10 15 10 10 10
BAR 1,0 1,0 1,0 0,7 1,0 0,7 0,7 0,7
Aria Aria Aria
25 25 25 25 25 25 25 25
1,0
1,0 1,0 0,7 1,0 0,7 0,7 0,7
Letture dell'altezza
POLLI
Altezza iniziale
Tensione del getto (distanziatore)
Velocità di spostamento
IPM
MM/MIN 5080 3556 3048 2540 2032 1143 940 762
Larghezza del solco di taglio
Pollici
Millimetri 2,8 2,8 3,0 3,3 3,6 3,6 3,8 3,8
Note:
Pilot Arc Set to High
4-39
0,375 0,375 0,375 0,375 0,500 0,500 0,500 0,500
CI
MM 9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
147 152 153 159 165 175 184 187
200 140 120 100 80 45 37 30
0,110 0,110 0,120 0,130 0,140 0,140 0,150 0,150

(
)
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Alluminio
200
Aria* a 100 psi / 6,9 Bar
Aria* a 100 psi / 6,9 Bar
Aria* a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Rif.
Deflettore del gas N. PARTE 0558002533 “4
fori” (0558002534 “Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 (Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Elettrodo* N. PARTE 0558001624 “250A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001884 “200A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (22496 “Inverso”)
Scudo N. PARTE 21802 “da 100A a 250A”
Trattenitore dello scudo N. PARTE 37081
4-40

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
)Se non altrimenti specificato, i dati si
riferiscono al taglio in acqua descritto in alto.
Ridurre la velocità di circa il 10% quando si
taglia sott'acqua.
Gas
di
avvio
200 Ampere
Alluminio
Gas
di
taglio
Gas
di
scudo
Spessore del materiale
POLLICI 0,250 0,313 0,375 0,500 0,625 0,750 1,000
MM 6,4 7,9 9,5 12,7 15,9 19,1 25,4
Timer
Sollevamento su traforazione (sec.) 0 0,1 0,1 0,2 0,2 0,2 0,3
Ritardo della traforazione (sec.) 0,2 0,2 0,3 0,3 0,3 0,5 0,6
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
PSI
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44 44
BAR 3,0 3,0 3,0 3,0 3,0 3,0 3,0
PSI 14 14 14 14 14 14 14
BAR
PSI 15 15 15 15 15 15 15
BAR 1,0 1,0 1,0 1,0 1,0 1,0 1,0
Aria Aria Aria
25 25 25 25 25 25 25
1,0
1,0 1,0 1,0 1,0 1,0 1,0
Letture dell'altezza
POLLI
Altezza iniziale
Tensione del getto (distanziatore)
Velocità di spostamento
IPM
MM/MIN 3175 3175 2794 2159 1778 1524 1016
Larghezza del solco di taglio
Pollici
Millimetri 2,8 3,3 3,3 3,3 3,6 3,6 3,6
Note:
Pilot Arc Set to High
4-41
0,375 0,375 0,375 0,500 0,500 0,500 0,500
CI
MM 9,5 9,5 9,5 12,7 12,7 12,7 12,7
155 160 160 167 170 175 186
125 125 110 85 70 60 40
0,110 130 0,130 0,130 0,140 0,140 0,140
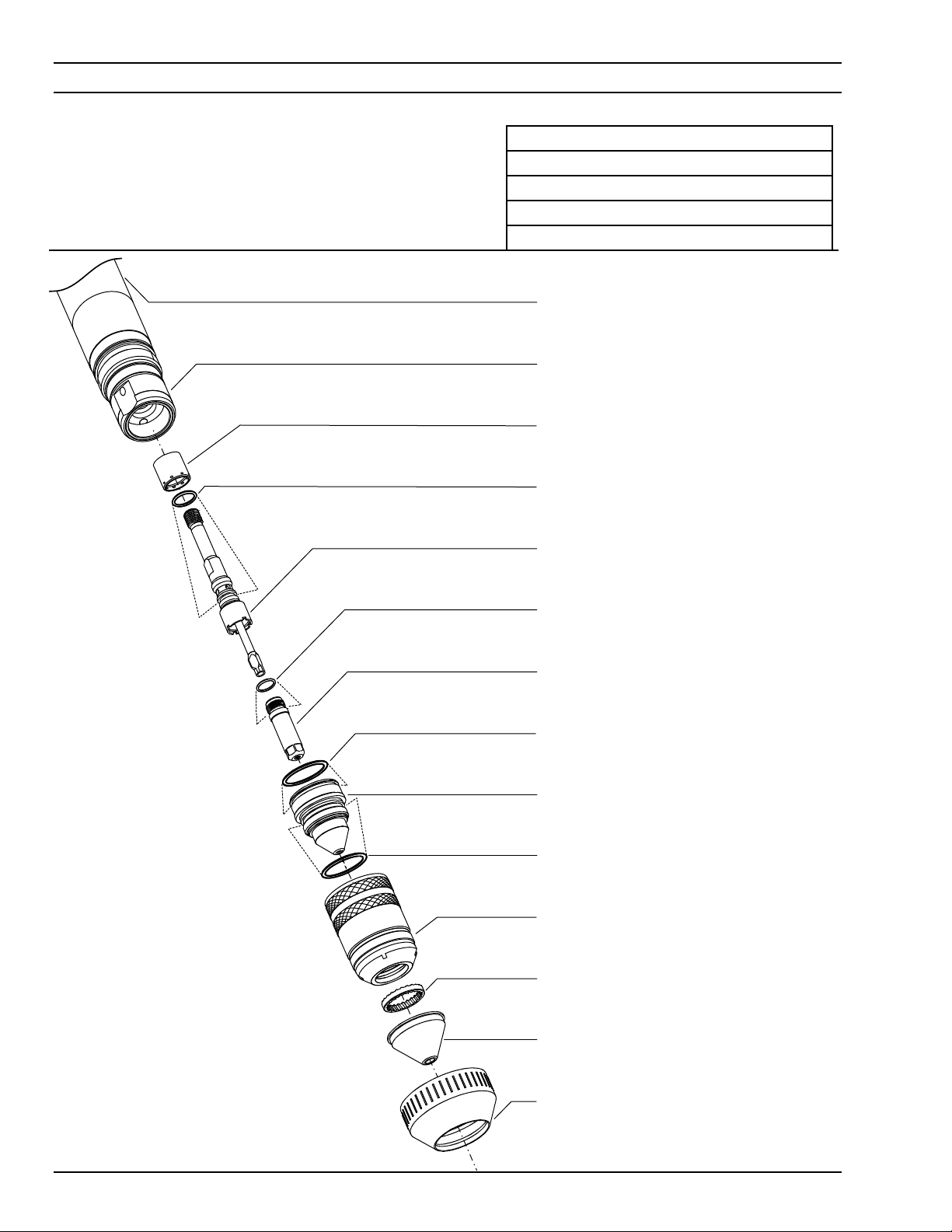
(
)
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
Alluminio
150
Nitrogeno (N
) a 100 psi / 6,9 Bar
2
Argon/Idrogeno (H-35) a100 psi / 6,9 Bar
Nitrogeno (N
) a 60 psi / 4,1 Bar
2
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Rif.
Deflettore del gas N. PARTE 0558002533 “4
fori” (0558002534 “Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 (Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Elettrodo N. PARTE 0558002499
“N2, H-35, 600A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001883 “150A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (22496 “Inverso”)
Scudo N. PARTE 21802 “da 100A a 250A”
Trattenitore dello scudo N. PARTE 37081
4-42

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
DO NOT CUT UNDERWATER WITH H-35
Spessore del materiale
POLLICI 0,250 0,375 0,500 0,625 0,750 1,000
MM 6,4 9,5 12,7 15,9 19,1 25,4
Gas
di
avvio
N
H-35 N2
2
150 Ampere
Alluminio
Gas
di
taglio
Gas
di
scudo
Timer
Sollevamento su traforazione (sec.) 0 0,1 0,1 0,1 0,1 0,2
Ritardo della traforazione (sec.) 0,2 0,3 0,2 0,5 0,4 0,5
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
Letture dell'altezza
Altezza iniziale
PSI
BAR 1,4 1,4 1,4 1,4 1,4 1,4
PSI 54 54 54 54 54 54
BAR 3,7 3,7 3,7 3,7 3,7 3,7
PSI 10 10 10 10 10 10
BAR
PSI 10 10 10 10 10 10
BAR 0,7 0,7 0,7 0,7 0,7 0,7
POLLI
CI
MM 9,5 9,5 12,7 12,7 12,7 12,7
20 20 20 20 20 20
0,7
0,375 0,375 0,500 0,500 0,500 0,500
0,7 0,7 0,7 0,7 0,7
Tensione del getto (distanziatore)
Velocità di spostamento
IPM
MM/MIN 3810 2794 2286 1397 1143 635
Larghezza del solco di taglio
Pollici
Millimetri 3,6 3,0 3,3 3,8 4,1 4,3
Note:
Pilot Arc Set to High
4-43
135 141 144 155 160 172
150 110 90 55 45 25
0,140 0,120 0,130 0,150 0,160 0,170

(
)
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
Alluminio
200
Nitrogeno (N
) a 100 psi / 6,9 Bar
2
Argon/Hydrogen (H-35) a100 psi / 6,9 Bar
Nitrogeno (N
) a 60 psi / 4,1 Bar
2
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Rif.
Deflettore del gas N. PARTE 0558002533 “4
fori” (0558002534 “Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 (Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Elettrodo N. PARTE 0558002499
“N2, H-35, 600A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001884 “200A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (22496 “Inverso”)
Scudo N. PARTE 21802 “da 100A a 250A”
Trattenitore dello scudo N. PARTE 37081
4-44

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
DO NOT CUT UNDERWATER WITH H-35
Spessore del materiale
POLLICI 0,375 0,500 0,625 0,750 1,000
MM 9,5 12,7 15,9 19,1 25,4
Gas
di
avvio
N
H-35 N2
2
200 Ampere
Alluminio
Gas
di
taglio
Gas
di
scudo
Timer
Sollevamento su traforazione (sec.) 0 0 0,1 0,2 0,3
Ritardo della traforazione (sec.) 0,2 0,4 0,4 0,5 0,8
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
Letture dell'altezza
Altezza iniziale
PSI
BAR 1,7 1,7 1,7 1,7 1,7
PSI 49 49 49 49 49
BAR 3,4 3,4 3,4 3,4 3,4
PSI 14 14 14 14 14
BAR
PSI 15 15 15 15 15
BAR 1,0 1,0 1,0 1,0 1,0
POLLI
CI
MM 9,5 12,7 12,7 12,7 12,7
25 25 25 25 25
1,0
0,375 0,500 0,500 0,500 0,500
1,0 1,0 1,0 1,0
Tensione del getto (distanziatore)
Velocità di spostamento
IPM
MM/MIN 3048 2540 2159 1651 889
Larghezza del solco di taglio
Pollici
Millimetri 3,3 3,6 3,8 4,1 4,3
Note:
Pilot Arc Set to High
4-45
150 155 160 168 175
120 100 85 65 35
0,130 0,140 0,150 0,160 0,170

(
)
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
Alluminio
360
Nitrogeno (N
) a 100 psi / 6,9 Bar
2
Argon/Hydrogen (H-35) a100 psi / 6,9 Bar
Nitrogeno (N
) a 60 psi / 4,1 Bar
2
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Rif.
Deflettore del gas N. PARTE 0558001625 “8
fori” (0558002530 “Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 (Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Elettrodo N. PARTE 0558002499
“N2, H-35, 600A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001885 “360A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (22496 “Inverso”)
Scudo N. PARTE 21945 “360A”
Trattenitore dello scudo N. PARTE 37081
4-46

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
DO NOT CUT UNDERWATER WITH H-35
Spessore del materiale
POLLICI 0,375 0,500 0,625 0,750 1,000 1,250 1,500 1,750
MM 9,5 12,7 15,9 19,1 25,4 31,8 38,1 44,5
Gas
di
avvio
N
H-35 N2
2
360 Ampere
Alluminio
Gas
di
taglio
Gas
di
scudo
Timer
Sollevamento su traforazione (sec.) 0 0 0,1 0,1 0,2 0,3 0,4 0,5
Ritardo della traforazione (sec.) 0,3 0,3 0,3 0,4 0,8 1,0 1,0 1,4
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
Letture dell'altezza
Altezza iniziale
PSI
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 55 55 55 55 55 55 55 55
BAR 3,8 3,8 3,8 3,8 3,8 3,8 3,8 3,8
PSI 27 27 27 27 27 27 27 27
BAR
PSI 27 27 27 27 27 27 27 27
BAR 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
POLLI
CI
MM 9,5 12,7 12,7 12,7 12,7 12,7 12,7 12,7
25 25 25 25 25 25 25 25
1,9
0,375 0,500 0,500 0,500 0,500 0,500 0,500 0,500
1,9 1,9 1,9 1,9 1,9 1,9 1,9
Tensione del getto (distanziatore)
Velocità di spostamento
IPM
MM/MIN 4445 3937 3302 2286 1524 1143 838 635
Larghezza del solco di taglio
Pollici
Millimetri 4,1 4,1 4,6 4,6 4,8 5,3 6,1 6,6
Note:
Pilot Arc Set to High
4-47
145 155 166 168 173 185 193 203
175 155 130 90 60 45 33 25
0,160 160 0,180 0,180 0,190 0,210 0,240 0,260

(
)
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
Alluminio
600
Nitrogeno (N
) a 100 psi / 6,9 Bar
2
Argon/Hydrogen (H-35) a100 psi / 6,9 Bar
Nitrogeno (N
) a 60 psi / 4,1 Bar
2
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Rif.
Deflettore del gas N. PARTE 0558001625 “8
fori” (0558002530 “Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 (Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Elettrodo N. PARTE 0558002499
“N2, H-35, 600A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001887 “600A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (22496 “Inverso”)
Scudo N. PARTE 21945 “360A”
Trattenitore dello scudo N. PARTE 37081
4-48

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
DO NOT CUT UNDERWATER WITH H-35
Spessore del materiale
POLLICI 1,000 1,500 2,000 3,000
MM 25,4 38,1 50,8 76,2
Gas
di
avvio
N
H-35 N2
2
600 Ampere
Alluminio
Gas
di
taglio
Gas
di
scudo
Timer
Sollevamento su traforazione (sec.) 0,3 0,4 0,5 0,6
Ritardo della traforazione (sec.) 0,5 0,8 1,0 1,2
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
Letture dell'altezza
Altezza iniziale
PSI
BAR 3,2 3,2 3,2 3,2
PSI 46 46 46 46
BAR 3,2 32 32 3,2
PSI 35 35 35 35
BAR
PSI 35 35 35 35
BAR 2,4 2,4 2,4 2,4
POLLI
CI
MM 19,1 19,1 19,1 19,1
46 46 46 46
2,4
0,750 0,750 0,750 0,750
2,4 2,4 2,4
Tensione del getto (distanziatore)
Velocità di spostamento
IPM
MM/MIN 2032 1651 762 381
Larghezza del solco di taglio
Pollici
Millimetri 8,1 8,4 9,1 9,9
Note:
Pilot Arc Set to High
4-49
172 177 192 212
80 65 30 15
0,320 0,330 0,357 0,390

(
)
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Alluminio
250
Nitrogeno (N
) a 100 psi / 6,9 Bar
2
Argon/Hydrogen (H-35) a100 psi / 6,9 Bar
Aria* a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Rif.
Deflettore del gas N. PARTE 0558002533 “4
fori” (0558002534 “Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 (Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Elettrodo* N. PARTE 0558001624 “250A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001623 “250A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (22496 “Inverso”)
Scudo N. PARTE 21802 “da 100A a 250A”
Trattenitore dello scudo N. PARTE 37081
4-50
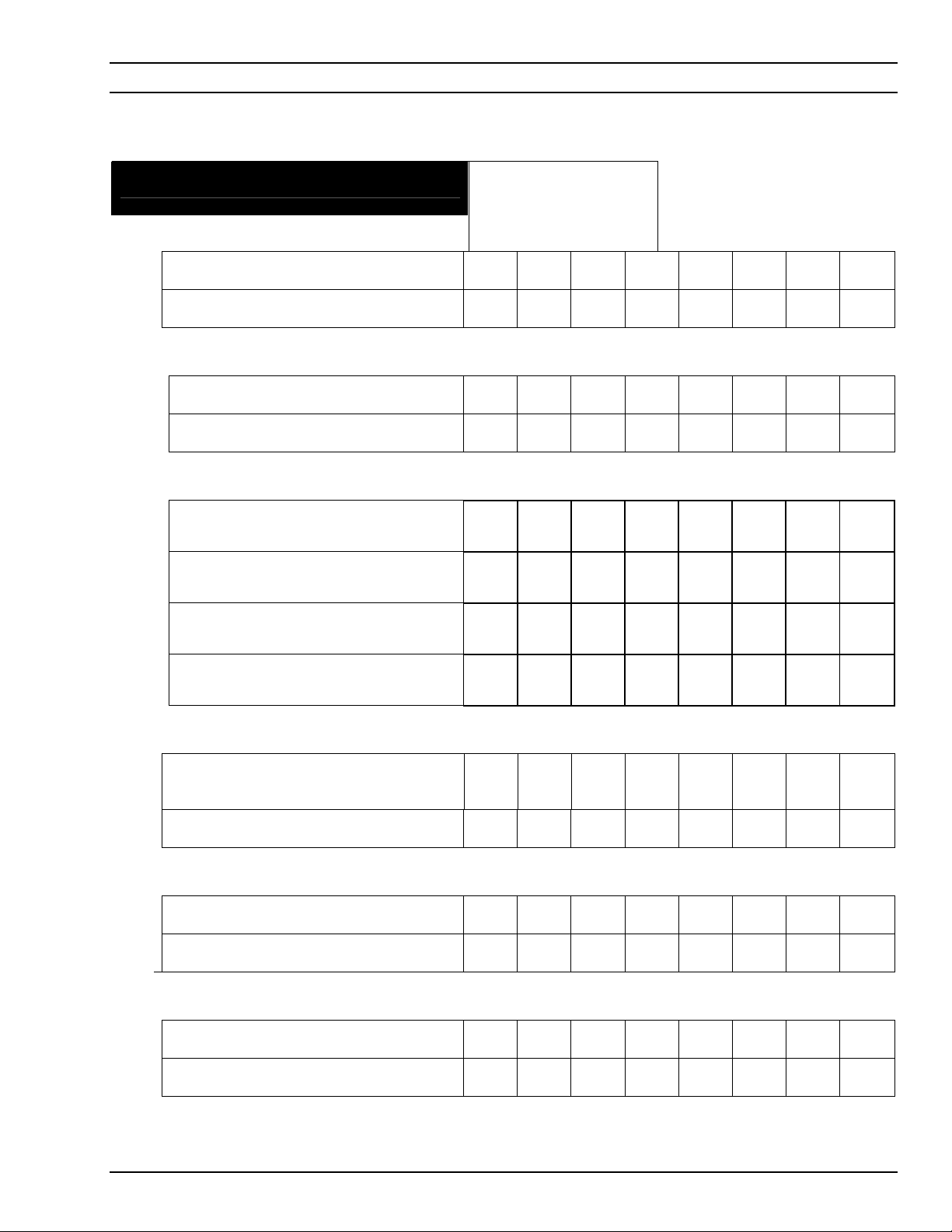
SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
DO NOT CUT UNDERWATER WITH H-35
Spessore del materiale
POLLICI 0,625 0,750 1,000
MM 15,9 19,1 25,4
Gas
di
avvio
N
H-35 Aria
2
250 Ampere
Alluminio
Gas
di
taglio
Gas
di
scudo
Timer
Sollevamento su traforazione (sec.) 0,1 0,2 0,3
Ritardo della traforazione (sec.) 0,3 0,4 0,8
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
Letture dell'altezza
Altezza iniziale
PSI
BAR 1,7 1,7 1,7
PSI 25 25 25
BAR 1,7 1,7 1,7
PSI 8 8 8
BAR
PSI 12 12 12
BAR 0,8 0,8 0,8
POLLI
CI
MM 12,7 12,7 12,7
25 25 25
0,55
0,500 0,500 0,500
0,55 0,55
Tensione del getto (distanziatore)
Velocità di spostamento
IPM
MM/MIN 2159 1778 1143
Larghezza del solco di taglio
Pollici
Millimetri 2,5 2,5 2,5
Note:
Pilot Arc Set to High
4-51
150 155 170
85 70 45
0,100 0,100 0,100

(
)
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Alluminio
360
Nitrogeno (N
) a 100 psi / 6,9 Bar
2
Argon/Hydrogen (H-35) a100 psi / 6,9 Bar
Aria* a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Rif.
Deflettore del gas N. PARTE 0558001625 “8
fori” (0558002530 “Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 (Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Electrode P/N 0558002516 “360A/400A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001885 “360A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (22496 “Inverso”)
Scudo N. PARTE 21945 “360A”
Trattenitore dello scudo N. PARTE 37081
4-52

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
DO NOT CUT UNDERWATER WITH H-35
Spessore del materiale
POLLICI 0,500 0,625 0,750 0,875 1,000 1,250 1,500 1,750
MM 12,7 15,9 19,1 22,2 25,4 31,8 38,1 44,5
Gas
di
avvio
N
H-35 Aria
2
360 Ampere
Alluminio
Gas
di
taglio
Gas
di
scudo
Timer
Sollevamento su traforazione (sec.) 0 0,1 0,1 0,1 0,2 0,3 0,4 0,5
Ritardo della traforazione (sec.) 0,3 0,3 0,4 0,5 0,8 1,0 1,0 1,4
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
Letture dell'altezza
Altezza iniziale
PSI
BAR 2,9 2,9 2,9 2,9 2,9 2,9 2,9 2,9
PSI 55 55 55 55 55 55 55 55
BAR 3,8 3,8 3,8 3,8 3,8 3,8 3,8 3,8
PSI 27 27 27 27 27 27 27 27
BAR
PSI 27 27 27 27 27 27 27 27
BAR 1,9 1,9 1,9 1,9 1,9, 1,9 1,9 1,9
POLLI
CI
MM 12,7 12,7 15,9 15,9 15,9 15,9 15,9 15,9
42 42 42 42 42 42 42 42
1,9
0,500 0,500 0,625 0,625 0,625 0,625 0,625 0,625
1,9 1,9 1,9 1,9 1,9 1,9 1,9
Tensione del getto (distanziatore)
Velocità di spostamento
IPM
MM/MIN 3810 3302 2286 1905 1524 1143 838 635
Larghezza del solco di taglio
Pollici
Millimetri 4,1 4,6 4,6 4,6 4,8 5,3 6,1 6,6
Note:
Pilot Arc Set to High
4-53
150 166 168 170 173 185 193 200
150 130 90 75 60 45 33 25
0,160 0,180 0,180 0,180 0,190 0,210 0,240 0,260

(
)
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Alluminio
600
Argon/Hydrogen (H-35) a100 psi / 6,9 Bar
Argon/Hydrogen (H-35) a100 psi / 6,9 Bar
Aria* a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Rif.
Deflettore del gas N. PARTE 0558001625 “8
fori” (0558002530 “Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 (Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Electrode P/N 0558002499 “N2, H-35,
600A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001887 “600A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (22496 “Inverso”)
Scudo N. PARTE 21945 “360A”
Trattenitore dello scudo N. PARTE 37081
4-54

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
DO NOT CUT UNDERWATER WITH H-35
Gas
di
avvio
600 Ampere
Alluminio
Gas
di
taglio
Gas
di
scudo
Spessore del materiale
POLLICI 1,500
MM 38,1
Timer
Sollevamento su traforazione (sec.) 0,5
Ritardo della traforazione (sec.) 10,1
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
PSI
BAR 3,2
PSI 46
BAR 3,2
PSI 34
BAR
PSI 34
BAR 2,4
H-35 H-35 Aria
46
2,4
Letture dell'altezza
POLLI
Altezza iniziale
Tensione del getto (distanziatore)
Velocità di spostamento
IPM
MM/MIN 1905
Larghezza del solco di taglio
Pollici
Millimetri 8,1
Note:
Pilot Arc Set to High
4-55
0,750
CI
MM 19,1
172
75
0,320

(
)
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Alluminio
200
Nitrogeno (N
Nitrogeno (N
) a 100 psi / 6,9 Bar
2
) a 100 psi / 6,9 Bar
2
Aria* a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Rif.
Deflettore del gas N. PARTE 0558002533 “4
fori” (0558002534 “Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 (Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Electrode P/N 0558002499 “N2, H-35,
600A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001884 “200A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (22496 “Inverso”)
Scudo N. PARTE 21802 “da 100A a 250A”
Trattenitore dello scudo N. PARTE 37081
4-56

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
)Se non altrimenti specificato, i dati si
riferiscono al taglio in acqua descritto in alto.
Ridurre la velocità di circa il 10% quando si
taglia sott'acqua.
Spessore del materiale
POLLICI 0,188 0,250 0,313 0,375 0,500 0,625 0,750 1,000
MM 4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
Gas
di
avvio
N
N
2
200 Ampere
Alluminio
Gas
di
taglio
Gas
di
scudo
Aria
2
Timer
Sollevamento su traforazione (sec.) 0 0 0 0 0 0,1 0,2 0,2
Ritardo della traforazione (sec.) 0 0,2 0,2 0,3 0,3 0,4 0,5 0,8
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
Letture dell'altezza
Altezza iniziale
PSI
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44 44 44
BAR 3,04 3,04 3,04 3,04 3,04 3,04 3,04 3,04
PSI 20 20 20 20 20 20 20 20
BAR
PSI 18 18 18 18 18 18 18 18
BAR 1,24 1,24 1,24 1,24 1,24 1,24 1,24 1,24
POLLI
CI
MM 9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
25 25 25 25 25 25 25 25
1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
0,375 0,375 0,375 0,375 0,500 0,500 0,500 0,500
Tensione del getto (distanziatore)
Velocità di spostamento
IPM
MM/MIN 6096 4318 2667 2286 1778 1575 1397 676
Larghezza del solco di taglio
Pollici
Millimetri 2,8 2,8 3,0 3,3 3,3 3,6 3,8 4,1
Note:
Pilot Arc Set to High
4-57
137 143 145 148 152 154 163 176
240 170 105 90 70 62 55 30
0,110 0,110 0,120 0,130 0,130 0,140 0,150 0,160
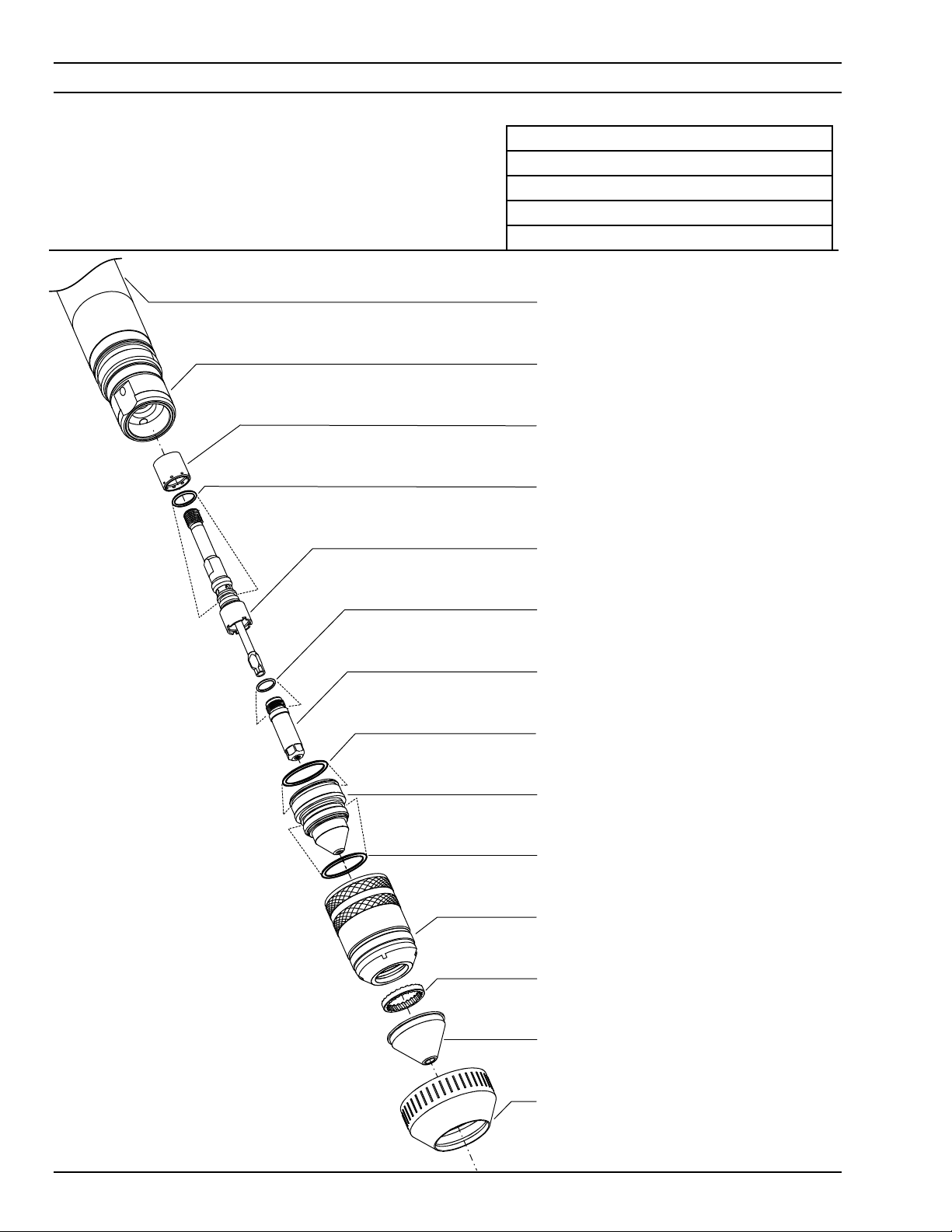
(
)
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Alluminio
250
Nitrogeno (N
Nitrogeno (N
) a 100 psi / 6,9 Bar
2
) a 100 psi / 6,9 Bar
2
Aria* a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Rif.
Deflettore del gas N. PARTE 0558002533 “4
fori” (0558002534 “Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 (Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Elettrodo N. PARTE 0558002499 “N2,
H-35, 600A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001623 “250A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (22496 “Inverso”)
Scudo N. PARTE 21802 “da 100A a 250A”
Trattenitore dello scudo N. PARTE 37081
4-58

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
)Se non altrimenti specificato, i dati si
riferiscono al taglio in acqua descritto in alto.
Ridurre la velocità di circa il 10% quando si
taglia sott'acqua.
Spessore del materiale
POLLICI 0,250 0,375 0,500 0,625 0,750 1,000
MM 6,4 9,5 12,7 15,9 19,1 25,4
Gas
di
avvio
N
N
2
250 Ampere
Alluminio
Gas
di
taglio
Gas
di
scudo
Aria
2
Timer
Sollevamento su traforazione (sec.) 0 0,1 0,1 0,1 0,1 0,2
Ritardo della traforazione (sec.) 0,2 0,3 0,3 0,5 0,6 0,8
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
Letture dell'altezza
Altezza iniziale
PSI
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44
BAR 3,0 3,0 3,0 3,0 3,0 3,0
PSI 20 20 20 20 20 20
BAR
PSI 18 18 18 18 18 18
BAR 1,2 1,2 1,2 1,2 1,2 1,2
POLLI
CI
MM 9,5 9,5 12,7 12,7 12,7 12,7
25 25 25 25 25 25
1,4
0,375 0,375 0,500 0,500 0,500 0,500
1,4 1,4 1,4 1,4 1,4
Tensione del getto (distanziatore)
Velocità di spostamento
IPM
MM/MIN 5080 3175 2540 1905 1651 1143
Larghezza del solco di taglio
Pollici
Millimetri 3,0 3,3 3,3 3,8 3,8 4,1
Note:
Pilot Arc Set to High
4-59
136 146 148 152 157 166
200 125 100 75 65 45
0,120 0,130 0,130 0,150 0,150 0,160

(
)
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Alluminio
360
Nitrogeno (N
Nitrogeno (N
) a 100 psi / 6,9 Bar
2
) a 100 psi / 6,9 Bar
2
Aria* a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Rif.
Deflettore del gas N. PARTE 0558001625 “8
fori” (0558002530 “Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 (Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Elettrodo N. PARTE 0558002499 “N2,
H-35, 600A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001885 “360A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (22496 “Inverso”)
Scudo N. PARTE 21945 “360A”
Trattenitore dello scudo N. PARTE 37081
4-60

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
)Se non altrimenti specificato, i dati si
riferiscono al taglio in acqua descritto in alto.
Ridurre la velocità di circa il 10% quando si
taglia sott'acqua.
Spessore del materiale
POLLICI 0,250 0,375 0,500 0,750 1,000 1,250
MM 6,4 9,5 12,7 19,1 25,4 31,8
Gas
di
avvio
N
N
2
360 Ampere
Alluminio
Gas
di
taglio
Gas
di
scudo
Aria
2
Timer
Sollevamento su traforazione (sec.) 0 0 0 0,2 0,3 0,3
Ritardo della traforazione (sec.) 0,1 0,2 0,3 0,4 0,7 0,8
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
Letture dell'altezza
Altezza iniziale
PSI
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 39 39 39 39 39 39
BAR 2,7 2,7 2,7 2,7 2,7 2,7
PSI 44 44 44 44 44 44
BAR
PSI 44 44 44 44 44 44
BAR 3,0 3,0 3,0 3,0 3,0 3,0
POLLI
CI
MM 9,5 9,5 12,7 12,7 12,7 12,7
25 25 25 25 25 25
3,0
0,375 0,375 0,500 0,500 0,500 0,500
3,0 3,0 3,0 3,0 3,0
Tensione del getto (distanziatore)
Velocità di spostamento
IPM
MM/MIN 5842 4572 4064 2286 1524 1016
Larghezza del solco di taglio
Pollici
Millimetri 3,0 3,3 3,3 3,6 3,8 5,1
Note:
Pilot Arc Set to High
4-61
147 155 161 168 168 190
230 180 160 90 60 40
0,120 0,130 0,130 0,140 0,150 0,200

(
)
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di
plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Alluminio
600
Nitrogeno (N
Nitrogeno (N
) a 100 psi / 6,9 Bar
2
) a 100 psi / 6,9 Bar
2
Aria* a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Rif.
Deflettore del gas N. PARTE 0558001625 “8
fori” (0558002530 “Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 (Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Elettrodo N. PARTE 0558002499 “N2,
H-35, 600A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001887 “600A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (22496 “Inverso”)
Scudo N. PARTE 21945 “360A”
Trattenitore dello scudo N. PARTE 37081
4-62

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
)Se non altrimenti specificato, i dati si
riferiscono al taglio in acqua descritto in alto.
Ridurre la velocità di circa il 10% quando si
taglia sott'acqua.
Spessore del materiale
POLLICI 1,000 1,500
MM 25,4 38,1
Gas
di
avvio
N
N
2
600 Ampere
Alluminio
Gas
di
taglio
Gas
di
scudo
Aria
2
Timer
Sollevamento su traforazione (sec.) 0,5 0,5
Ritardo della traforazione (sec.) 1,0 10,1
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
Letture dell'altezza
Altezza iniziale
PSI
BAR 1,9 1,9
PSI 27 27
BAR 1,9 1,9
PSI 34 34
BAR
PSI 34 34
BAR 2,4 2,4
POLLI
CI
MM 15,9 15,9
27 27
2,4
0,625 0,625
2,4
Tensione del getto (distanziatore)
Velocità di spostamento
IPM
MM/MIN 2540 1524
Larghezza del solco di taglio
Pollici
Millimetri 4,5 4,8
Note:
Pilot Arc Set to High
4-63
158 168
100 60
0,177 0,189

SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
Alluminio
65
Nitrogeno (N
Nitrogeno (N
Nitrogeno (N
) a 100 psi / 6,9 Bar
2
) a 100 psi / 6,9 Bar
2
) a 60 psi / 4,1 Bar
2
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE 0558001825
(Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528 (Rif.)
Deflettore del gas N. PARTE
0558002533 “4 fori”
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 (Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 (Rif.)
Elettrodo N. PARTE 0558001624
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Ugello N. PARTE 0558001881 “50A”
Anello ad O fornito con ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21796 “50A”
Scudo N. PARTE 21795 “50A”
Trattenitore dello scudo N. PARTE
37081
4-64

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
)Se non altrimenti specificato, i dati si
riferiscono al taglio in acqua descritto in alto.
Ridurre la velocità di circa il 10% quando si
taglia sott'acqua.
Spessore del materiale
POLLICI 16GA 0,125 0,250
MM 1,6 3,2 6,4
Gas
di
avvio
N
N
2
65 Ampere
Alluminio
Gas
di
taglio
N
2
Gas
di
scudo
2
Timer
Sollevamento su traforazione (sec.) 0 0 0,1
Ritardo della traforazione (sec.) 0 0 0,4
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di avvio del plasma
PSI
30 30 30
BAR 2,1 2,1 2,1
Gas di taglio al plasma
PSI 58 58 58
BAR 4,0 4,0 4,0
Gas di avvio dello scudo
Gas di taglio dello scudo
PSI 10 10 10
BAR
0,7
0,7 0,7
PSI 10 10 10
BAR 0,7 0,7 0,7
Letture dell'altezza
POLLI
Altezza iniziale
0,375 0,375 0,375
CI
MM 9,5 9,5 9,5
Tensione del getto (distanziatore)
118 118 125
Velocità di spostamento
IPM
180 120 70
MM/MIN 4572 3048 1778
Larghezza del solco di taglio
Pollici
0,055 0,075 0,095
Millimetri 1,4 1,9 2,4
Note:
Arco pilota impostato su Basso
4-65

PT-600
Cannello di taglio PLASMARC™
CON
EPP-200
Console di energia al plasma
Taglio ad alta velocità
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo 1:
Gas di scudo 2:
Acciaio duro
200
Nitrogeno (N
Ossigeno (O
) a 125 psi/8,6 bar
2
) a 125 psi/8,6 bar
2
Aria a 100psi/6,9 bar a 95 cfh
Non usato
Manicotto del cannello
N. PARTE 0558001825
Struttura del cannello N. PARTE 0558001825 (Rif.)
2 ciascuno Anello ad O N. PARTE 996528 (Rif.)
Deflettore del gas a 4 fori
(Vedere la nota sulla pagina successive)
Anello ad O fornito con il supporto dell'elettrodo
N. PARTE 86W99 (Rif.)
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con l'elettrodo
N. PARTE 86W99 (Rif.)
Elettrodo 250 Amp
N. PARTE 0558001624UL
Anello ad O fornito con l'ugello
N. PARTE 181W89 (Rif.)
Ugello 200 PR 150 AMP
N. PARTE 0558001883
Anello ad O fornito con l'ugello
N. PARTE 181W89 (Rif.)
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas N. PARTE 21944
Turbine invertito N. PARTE 22496
Scudo, 0,160 Ø
N. PARTE 0558004678
Trattenitore dello scudo
N. PARTE 0558004616
4-insert

PT-600/EPP 200 ad alta velocità
200 Ampere
Acciaio duro
Dati del processo
POLLICI 0,250 0,375 0,500 0,750 1,000
ale
ore
Spess
materi
MM 6,4 9,5 12,7 19,1 25,4
Gas di
avvio
O2 Aria
N
2
Gas di
taglio
Gas
scudo1
Gas
scudo2
Non
usato
Timer
(secondi)
Pressione a flusso
Parametri di configurazione
Sollevamento su
traforazione
Ritardo della
traforazione
Ritardo dell'altezza
automatico
Gas di avvio del
plasma
Gas di taglio al
plasma
Gas di avvio dello
scudo
Gas di taglio dello
scudo 1 -- Aria
Gas di taglio dello
scudo 2 –
0 0,1 0,1 0,3 0,3
0 0,2 0,2 0,3 0,5
0,4 0,4 0,4 0,4 0,4
22 psi a 140 cfh 22 psi a 140 cfh 22 psi a 140 cfh 22 psi a 140 cfh 22 psi a 140 cfh
1,5 bar a 4,0
cmh
49 psi a 66 cfh 49 psi a 66 cfh 49 psi a 66 cfh 49 psi a 66 cfh 49 p si a 66 cfh
3,4 bar a 1,9
cmh
13 psi a 190 cfh 13 psi a 190 cfh 14 psi a 220 cfh 12 psi a 180 cfh 13 psi a 190 cfh
0,9 bar a 5,4
cmh
13 psi a 190 cfh 13 psi a 190 cfh 19 psi a 220 cfh 12 psi a 180 cfh 13 psi a 180 cfh
0,9 bar a 5,4
cmh
1,5 bar a 4,0
cmh
3,4 bar a 1,9
cmh
0,9 bar a 5,4
cmh
0,9 bar a 5,4
cmh
1,5 bar a 4,0
cmh
3,4 bar a 1,9
cmh
1,0 bar a 6,2
cmh
1,3 bar a 6,2
cmh
Non
usato
1,5 bar a 4,0
cmh
3,4 bar a 1,9
cmh
0,8 bar a 5,1
cmh
0,8 bar a 5,1
cmh
1,5 bar a 4,0
cmh
3,4 bar a 1,9
cmh
0,9 bar a 5,4
cmh
0,9 bar a 5,1
cmh
Altezza
iniziale
Letture
dell'altezza
di
sposta
Velocità
za del
solco di
Larghez
Note:
• Arco pilota impostato su BASSO
• Usare l'ugello da 150 ampere quando si taglia a 200 amp ad alta velocità, N. PARTE 0558001883.
• Per materiale di spessore massimo di 1 pollice, usare il Deflettore del gas a 4 fori N. PARTE 0558002533, a 4 fori inverso N.
PARTE 0558002534
Tensione del getto
(distanziatore)
mento
taglio
MM/MIN 6350 3937 3073 1930 1295
Millimetri 1,5 2,3 2,5 2,8 3,3
POLLIC
I
MM
IPM 250 155 121 76 51
Pollici 0,06 0,09 0,10 0,11 0,13
0,375 0,375 0,500 0,500 0,500
9,5 9,5 12,7 12,7 12,7
126 130 145 149 149
4-insert

SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
Acciaio inossidabile
65
Nitrogeno (N2) a 100 psi / 6,9 Bar
Nitrogeno (N2 a 100 psi / 6,9 Bar
Nitrogeno (N2 a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE 0558001626
Manicotto del cannello N. PARTE 0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528 (Rif.)
Deflettore del gas N. PARTE 0558002533 “4 fori”
Anello ad O fornito con il supporto dell'elettrodo
N. PARTE 86W99 Rif.
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N. PARTE
86W99 Rif.
Elettrodo* N. PARTE 0558001624 “250A”
Anello ad O fornito con ugello
N. PARTE 181W89 Rif.
Ugello N. PARTE 0558001881 “50A”
Anello ad O fornito con ugello
N. PARTE 181W89 Rif.
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21796 “50A”
Scudo N. PARTE 21795 “50A”
Trattenitore dello scudo N. PARTE 37081
*Nota: Applicazione speciale per l'elettrodo
4-66

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
)Se non altrimenti specificato, i dati si riferiscono
al taglio in acqua descritto in alto. Ridurre la
velocità di circa il 10% quando si taglia sott'acqua.
Spessore del materiale N2 N2 N2
POLLICI 16GA 0,125 0,187 0,250
MM 1,6 3,2 4,7 6,4
Timer
Sollevamento su traforazione (sec.) 0 0 0,2 0,2
Ritardo della traforazione (sec.) 0 0 0,4 0,4
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di
avvio
65 Ampere
Acciaio inossidabile
Gas di
taglio
Gas di
scudo
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
Letture dell'altezza
Altezza iniziale
Tensione del getto (distanziatore) 118 120 120 122
Velocità di spostamento
IPM 250 75 70 55
MM/MIN 6350 1905 1778 1397
PSI 30 30 30 30
BAR 2,1 2,1 2,1 2,1
PSI 58 58 58 58
BAR 4,0 4,0 4,0 4,0
PSI 10 10 12 10
BAR 0,7 0,7 0,8 0,7
PSI 12 12 12 11
BAR 0,8 0,8 0,8 0,76
POLLI
MM 9,5 9,5 9,5 9,5
0,375 0,375 0,375 0,375
CI
Larghezza del solco di taglio
Pollici 0,082 0,090 0,085 0,090
Millimetri 2,1 2,3 2,4 2,3
Note:
Arco pilota impostato su Basso
4-67

996528 (
.)
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
Acciaio inossidabile
100
Nitrogeno (N2) a 100 psi / 6,9 Bar
Nitrogeno (N2) a 100 psi / 6,9 Bar
Nitrogeno (N2) a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE 0558001626
Struttura del cannello N. PARTE 0558001825
(Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Rif
Deflettore del gas N. PARTE 0558002533 “4
fori” (0558002534 “Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 Rif.
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N. PARTE
86W99 Rif.
Elettrodo N. PARTE 0558002499
“N2, H-35, 600A”
Anello ad O fornito con ugello
N. PARTE 181W89 Rif.
Ugello N. PARTE 0558001882 “100A”
Anello ad O fornito con ugello
N. PARTE 181W89 Rif.
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (21796 “Inverso”)
Scudo N. PARTE 21802 “da 100 a 250A”
Trattenitore dello scudo N. PARTE 37081
4-68

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
)Se non altrimenti specificato, i dati si riferiscono
al taglio in acqua descritto in alto. Ridurre la
velocità di circa il 10% quando si taglia sott'acqua.
Spessore del materiale N2 N2 N2
POLLICI 0,250 0,375 0,500 0,625 0,750
MM 6,4 9,5 12,7 15,9 19,1
Timer
Sollevamento su traforazione (sec.) 0,1 0,2 0,3 0,3 0,5
Ritardo della traforazione (sec.) 0,3 0,4 0,5 0,5 1,2
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di
avvio
100 Ampere
Acciaio inossidabile
Gas di
taglio
Gas di
scudo
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
Letture dell'altezza
Altezza iniziale
Tensione del getto (distanziatore) 152 158 162 177 186
Velocità di spostamento
IPM
MM/MIN
PSI 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7
PSI 50 50 50 50 50
BAR 3,5 3,5 3,5 3,5 3,5
PSI 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4
PSI 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5
POLLI
MM 9,5 9,5 12,7 15,9 15,9
0,375 0,375 0,500 0,625 0,625
CI
55 42 30 16 9
1397 1067 762 384 248
Larghezza del solco di taglio
Pollici
Millimetri
0,120 0,120 0,130 0,140 0,150
3,0 3,0 3,3 3,6 3,8
Note:
Arco pilota impostato su Basso
4-69

SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di plasma
Materiale:
*Non usare l'aria dell'officina. Utilizzare aria imbottigliata/compressa.
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
Acciaio inossidabile
65
Aria* a 100 psi / 6,9 Bar
Aria* a 100 psi / 6,9 Bar
Aria* a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE
0558001626
Struttura del cannello N. PARTE
0558001825 (Rif.)
2 CIASCUNO Anello ad O N. PARTE
Deflettore del gas N. PARTE 0558002533
“4 fori” (0558002534 “Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 Rif.
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N.
PARTE 86W99 Rif.
Elettrodo* N. PARTE 0558001624 “250A”
Anello ad O fornito con ugello
N. PARTE 181W89 Rif.
Ugello N. PARTE 0558001881 “50A”
Anello ad O fornito con ugello
N. PARTE 181W89 Rif.
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21796 “50A”
Scudo N. PARTE 21795 “50A”
Trattenitore dello scudo N. PARTE 37081
4-70
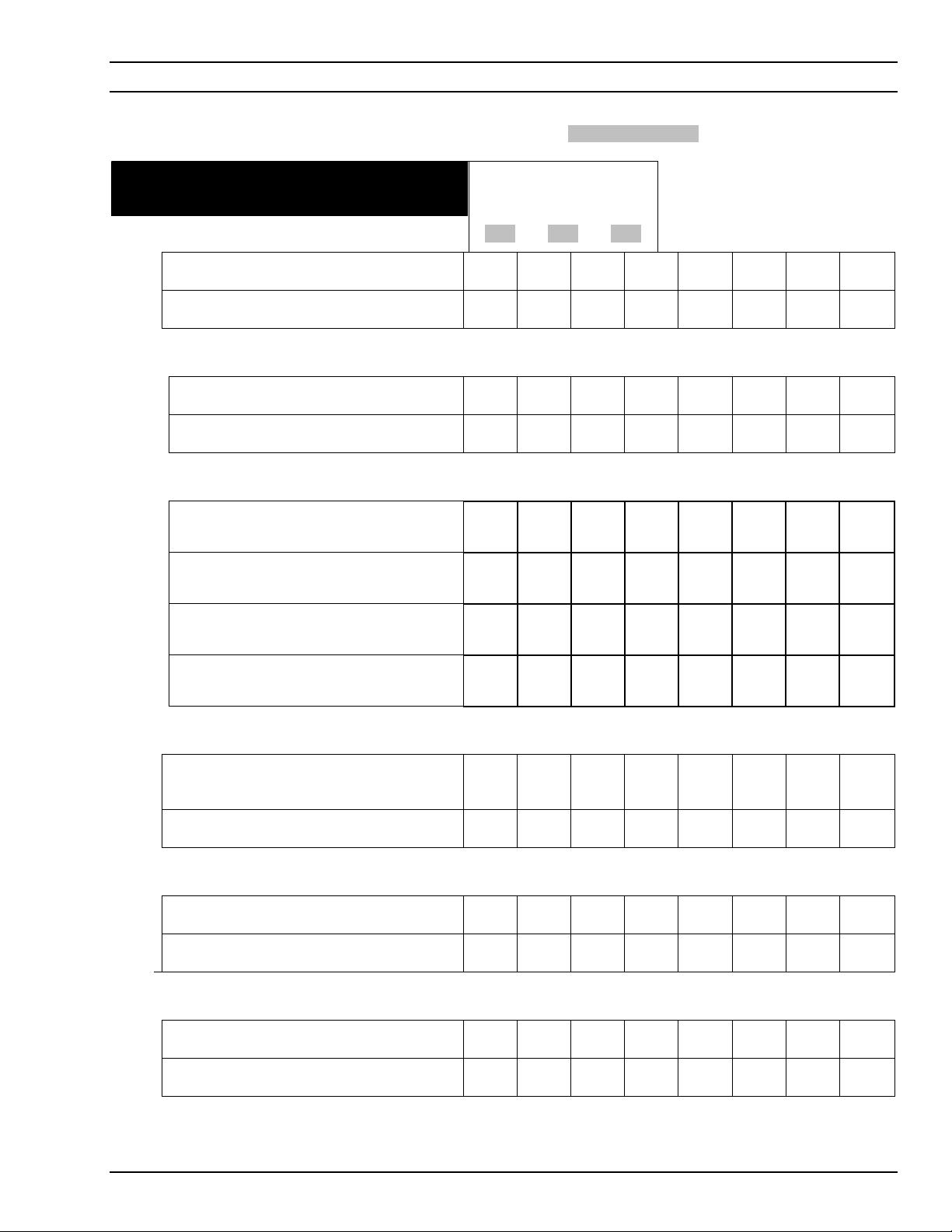
SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
)Se non altrimenti specificato, i dati si riferiscono
al taglio in acqua descritto in alto. Ridurre la
velocità di circa il 10% quando si taglia sott'acqua.
Spessore del materiale Aria Aria Aria
POLLICI 0,062 0,125 0,250
MM 1,6 3,2 6,4
Timer
Sollevamento su traforazione (sec.) 0 0 0,2
Ritardo della traforazione (sec.) 0 0,2 0,5
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di
avvio
65 Ampere
Acciaio inossidabile
Gas di
taglio
Gas di
scudo
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
Letture dell'altezza
Altezza iniziale
Tensione del getto (distanziatore) 113 118 122
Velocità di spostamento
IPM 250 80 60
MM/MIN 6350 2032 1524
PSI 30 40 30
BAR 2,1 2,1 2,1
PSI 58 60 58
BAR 4,0 4,1 4,0
PSI 10 10 10
BAR 0,7 0,7 0,7
PSI 12 10 10
BAR 0,8 0,7 0,7
POLLI
MM 9,5 9,5 9,5
0,375 0,375 0,375
CI
Larghezza del solco di taglio
Pollici .050 .065 .075
Millimetri 1,2 1,6 1,9
Note:
Arco pilota impostato su Basso
4-71

996528
996528 (
.)
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Acciaio inossidabile
100
Aria* a 100 psi / 6,9 Bar
Aria* a 100 psi / 6,9 Bar
Aria* a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE 0558001626
Struttura del cannello N. PARTE 0558001825
(Rif.)
2 CIASCUNO Anello ad O N. PARTE
Rif
Deflettore del gas N. PARTE 0558002533 “4
fori” (0558002534 “Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 Rif.
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N. PARTE
86W99 Rif.
Elettrodo* N. PARTE 0558001624 “250A”
Anello ad O fornito con ugello
N. PARTE 181W89 Rif.
Ugello N. PARTE 0558001882 “100A”
Anello ad O fornito con ugello
N. PARTE 181W89 Rif.
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (21796 “Inverso”)
Scudo N. PARTE 21802 “da 100A a 250A”
Trattenitore dello scudo N. PARTE 37081
4-72

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
)Se non altrimenti specificato, i dati si riferiscono
al taglio in acqua descritto in alto. Ridurre la
velocità di circa il 10% quando si taglia sott'acqua.
Spessore del materiale Aria Aria Aria
POLLICI 0,188 0,250 0,313 0,375 0,500 0,625 0,750
MM 4,7 6,4 7,9 9,5 12,7 15,9 19,1
Timer
Sollevamento su traforazione (sec.) 0 0,1 0,1 0,2 0,3 0,4 0,5
Ritardo della traforazione (sec.) 0,2 0,3 0,4 0,4 0,6 0,8 1,2
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di
avvio
100 Ampere
Acciaio inossidabile
Gas di
taglio
Gas di
scudo
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
Letture dell'altezza
Altezza iniziale
Tensione del getto (distanziatore) 155 160 158 165 180 186 188
Velocità di spostamento
IPM 100 55 45 35 25 18 10
MM/MIN 2540 1397 1143 889 635 457 254
PSI 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 38 38 44 44 44 44 44
BAR 2,6 2,6 2,6 2,6 2,6 2,6 2,6
PSI 20 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18 18 18
BAR 1,2 1,2 1,2 1,2 1,2 1,2 1,2
POLLI
MM 9,5 9,5 9,5 9,5 12,7 15,9 15,9
0,375 0,375 0,375 0,375 0,500 0,625 0,625
CI
Larghezza del solco di taglio
Pollici 0,100 0,115 0,120 0,135 0,140 0,145 0,150
Millimetri 2,5 2,9 3,0 3,4 3,6 3,7 3,8
Note:
Arco pilota impostato su Basso
4-73

(
.)
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Acciaio inossidabile
150
Aria* a 100 psi / 6,9 Bar
Aria* a 100 psi / 6,9 Bar
Aria* a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE 0558001626
Struttura del cannello N. PARTE 0558001825
(Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Rif
Deflettore del gas N. PARTE 0558002533 “4
fori” (0558002534 “Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 Rif.
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N. PARTE
86W99 Rif.
Elettrodo* N. PARTE 0558001624 “250A”
Anello ad O fornito con ugello
N. PARTE 181W89 Rif.
Ugello N. PARTE 0558001883 “150A”
Anello ad O fornito con ugello
N. PARTE 181W89 Rif.
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (21796 “Inverso”)
Scudo N. PARTE 21802 “da 100A a 250A”
Trattenitore dello scudo N. PARTE 37081
4-74
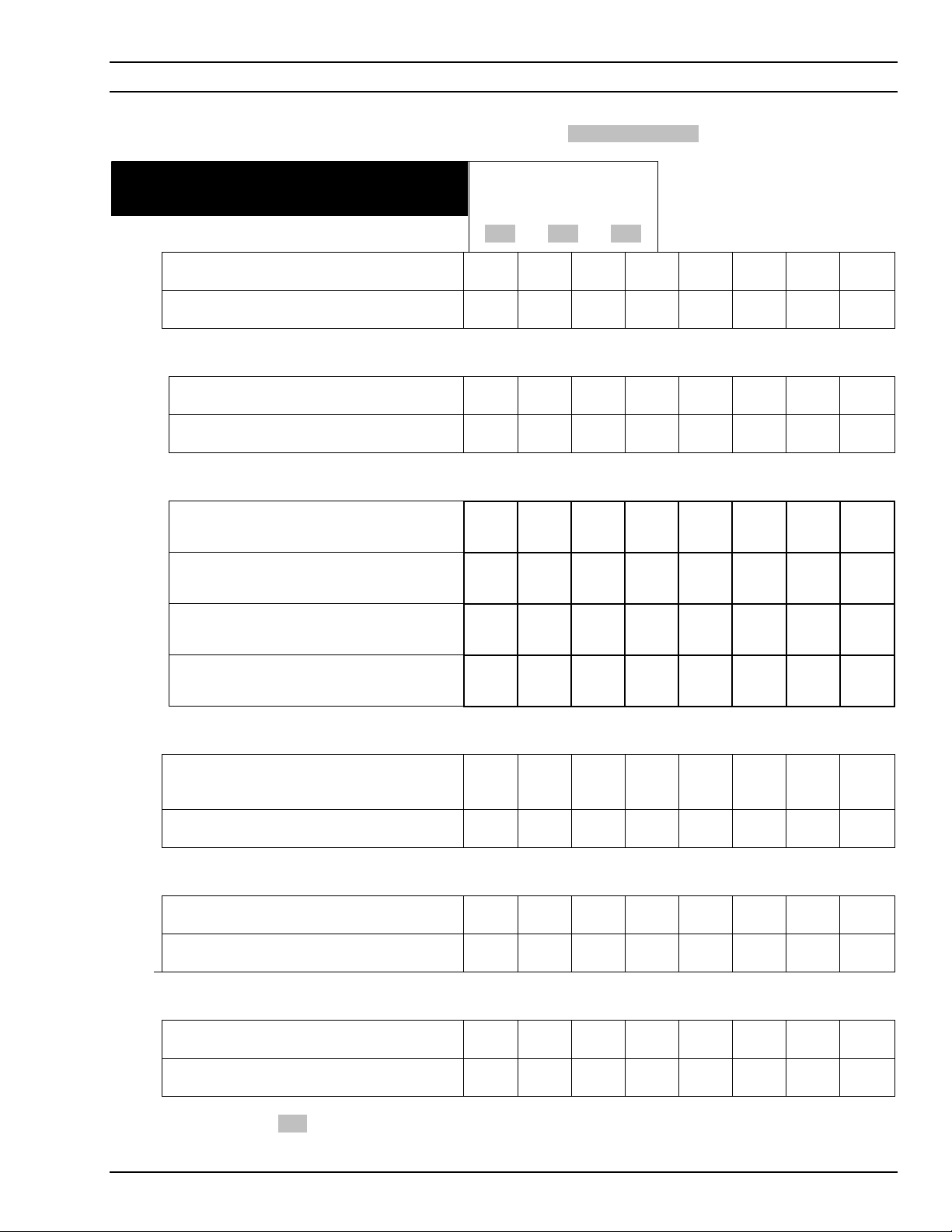
SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
)Se non altrimenti specificato, i dati si riferiscono
al taglio in acqua descritto in alto. Ridurre la
velocità di circa il 10% quando si taglia sott'acqua.
Spessore del materiale Aria Aria Aria
POLLICI 0,188 0,250 0,313 0,375 0,500 0,625 0,750 1.000
MM 4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
Timer
Sollevamento su traforazione (sec.) 0 0 0,1 0,1 0,2 0,3 0,4 0,4
Ritardo della traforazione (sec.) 0,1 0,3 0,3 0,3 0,4 0,4 0,8 1.0
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di
avvio
150 Ampere
Acciaio inossidabile
Gas di
taglio
Gas di
scudo
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
Letture dell'altezza
Altezza iniziale
Tensione del getto (distanziatore) 145 147 152 155 162 169 177 189
Velocità di spostamento
IPM 180 130 110 90 60 40 25 15
MM/MIN 4572 3302 2794 2286 1524 1016 635 381
PSI 25 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 36 36 36 36 36 36 36 36
BAR 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,5
PSI 20 20 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 22 22 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5
POLLI
MM 9,5 9,5 9,5 9,5 12,7 15,9 15,9 15,9
0,375 0,375 0,375 0,375 0,500 0,625 0,625 0,625
CI
Larghezza del solco di taglio
Pollici 0,100 0,105 0,115 0,120 0,125 0,130 0,140 0,145
Millimetri 2,5 2,6 2,9 3,0 3,2 3,3 3,6 3,7
Note:
Arco pilota impostato su Alto
4-75

(
.)
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Acciaio inossidabile
200
Aria* a 100 psi / 6,9 Bar
Aria* a 100 psi / 6,9 Bar
Aria* a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE 0558001626
Struttura del cannello N. PARTE 0558001825
(Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Rif
Deflettore del gas N. PARTE 0558002533 “4
fori” (0558002534 “Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 Rif.
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N. PARTE
86W99 Rif.
Elettrodo* N. PARTE 0558001624 “250A”
Anello ad O fornito con ugello
N. PARTE 181W89 Rif.
Ugello N. PARTE 0558001884 “200A”
Anello ad O fornito con ugello
N. PARTE 181W89 Rif.
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (21796 “Inverso”)
Scudo N. PARTE 21802 “da 100A a 250A”
Trattenitore dello scudo N. PARTE 37081
4-76

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
)Se non altrimenti specificato, i dati si riferiscono
al taglio in acqua descritto in alto. Ridurre la
velocità di circa il 10% quando si taglia sott'acqua.
Spessore del materiale Aria Aria Aria
POLLICI 0,188 0,250 0,313 0,375 0,500 0,625 0,750 1.000
MM 4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
Timer
Sollevamento su traforazione (sec.) 0 0,1 0,1 0,1 0,1 0,2 0,3 0,4
Ritardo della traforazione (sec.) 0,2 0,2 0,3 0,3 0,4 0,5 0,8 1.0
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di
avvio
200 Ampere
Acciaio inossidabile
Gas di
taglio
Gas di
scudo
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
Letture dell'altezza
Altezza iniziale
Tensione del getto (distanziatore) 148 150 154 159 159 165 170 183
Velocità di spostamento
IPM 200 135 130 125 85 70 55 20
MM/MIN 5080 3429 3302 3175 2159 1778 1397 508
PSI 25 25 25 25 25 25 25 28
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 38 38 38 38 38 38 38 38
BAR 2,6 2,6 2,6 2,6 2,6 2,6 2,6 2,6
PSI 20 20 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 22 22 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5
POLLI
MM 9,5 9,5 9,5 9,5 12,7 15,9 15,9 19,1
0,375 0,375 0,375 0,375 0,500 0,625 0,625 0,750
CI
Larghezza del solco di taglio
Pollici 0,105 0,110 0,105 0,130 0,125 0,130 0,135 0,175
Millimetri 2,6 2,8 2,6 3,3 3,1 3,3 3,5 4,5
Note:
Arco pilota impostato su Alto
4-77

(
.)
SEZIONE 4 FUNZIONAMENTO
PT-600
Cannello di taglio a getto di plasma
Materiale:
Ampere:
Gas di avvio:
Gas di taglio:
Gas di scudo:
*Non usare l'aria dell'officina. Usare aria imbottigliata/compressa.
Acciaio inossidabile
100
Nitrogeno (N2) a 100 psi / 6,9 Bar
Nitrogeno (N2) a 100 psi / 6,9 Bar
Aria* a 60 psi / 4,1 Bar
Manicotto del cannello N. PARTE 0558001626
Struttura del cannello N. PARTE 0558001825
(Rif.)
2 CIASCUNO Anello ad O N. PARTE 996528
Rif
Deflettore del gas N. PARTE 0558002533 “4
fori” (0558002534 “Inverso”)
Anello ad O fornito con il supporto
dell'elettrodo N. PARTE 86W99 Rif.
Supporto dell'elettrodo con anello ad O
N. PARTE 0558001621
Anello ad O fornito con elettrodo N. PARTE
86W99 Rif.
Elettrodo N. PARTE 0558002499
“N2, H-35, 600A”
Anello ad O fornito con ugello
N. PARTE 181W89 Rif.
Ugello N. PARTE 0558001882 “100A”
Anello ad O fornito con ugello
N. PARTE 181W89 Rif.
Coppa di trattenimento dell'ugello
N. PARTE 37082
Diffusore del gas
N. PARTE 21944 (21796 “Inverso”)
Scudo N. PARTE 21802 “da 100A a 250A”
Trattenitore dello scudo N. PARTE 37081
4-78

SEZIONE 4 FUNZIONAMENTO
PT-600 Dati del processo
)Se non altrimenti specificato, i dati si riferiscono
al taglio in acqua descritto in alto. Ridurre la
velocità di circa il 10% quando si taglia sott'acqua.
Spessore del materiale N2 N2 Aria
POLLICI 0,250 0,313 0,375 0,500 0,625 0,750
MM 6,4 7,9 9,5 12,7 15,9 19,1
Timer
Sollevamento su traforazione (sec.) 0,1 0 0,1 0,2 0,4 0,5
Ritardo della traforazione (sec.) 0,3 0,3 0,4 0,4 0,8 1.0
Parametri di configurazione Libbre al pollice quadrato (PSI - Pressione)
Gas di
avvio
100 Ampere
Acciaio inossidabile
Gas di
taglio
Gas di
scudo
Gas di avvio del plasma
Gas di taglio al plasma
Gas di avvio dello scudo
Gas di taglio dello scudo
Letture dell'altezza
Altezza iniziale
Tensione del getto (distanziatore) 152 155 157 160 178 185
Velocità di spostamento
IPM 55 48 42 35 16 8
MM/MIN 1397 1219 1066 889 406 203
PSI 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 45 45 45 45 45 45
BAR 3,1 3,1 3,1 3,1 3,1 3,1
PSI 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
POLLI
MM 9,5 9,5 9,5 12,7 15,9 15,9
0,375 0,375 0,375 0,500 0,625 0,625
CI
Larghezza del solco di taglio
Pollici 0,105 0,115 0,115 0,120 0,140 0,150
Millimetri 2,6 2,9 2,9 3,0 3,6 3,8
Note:
Arco pilota impostato su Basso
4-79
 Loading...
Loading...