


0558004848
October 2011
Установка, эксплуатация и техническое обслуживание
Резак PT-600
для механизированной
плазменной резки

DECLARATION OF CONFORMITY
according to the Low Voltage Directive 2006/95/EC
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
enligt Lågspänningsdirektivet 2006/95/EG
Type of equipment Materialslag
Mechanized Plasma Cutting Torch
Brand name or trade mark Fabrikatnamn eller varumärke
ESAB
Type designation etc. Typbeteckning etc.
PT-600 Series
Manufacturer’s authorised representative established within the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB AB, Welding Equipment
Esabvägen, SE-695 81 Laxå, Sweden
Phone: +46 586 81 000, Fax: +46 584 411 924
Manufacturer positioned outside the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB Welding & Cutting Products
411 South Ebenezer Road, Florence, South Carolina 29501, USA
Phone: +1 843 669 4411, Fax: +1 843 664 4258
The following harmonised standard in force within the EEA has been used in the design:
Följande harmoniserande standarder har använts i konstruktionen:
EN 60974-7, Arc welding equipment – Part 7: Torches
By signing this document, the undersigned declares as manufacturer, or the manufacturer’s authorised
representative established within the EEA, that the equipment in question complies with the safety requirements
stated above.
Genom att underteckna detta dokument försäkrar undertecknad såsom tillverkare, eller tillverkarens representant inom
EES, att angiven materiel uppfyller säkerhetskraven angivna ovan.
Date / Datum
Laxå 2008-11-14
Signature / Underskrift Position / Befattning
Global Director
Equipment and Automation
Kent Eimbrodt
Clarification


ОБЕСПЕЧЬТЕ РАСПРОСТРАНЕНИЕ ДАННОЙ ИНФОРМАЦИИ СРЕДИ ПОЛЬЗОВАТЕЛЕЙ.
ЗА ДОПОЛНИТЕЛЬНЫМИ ЭКЗЕМПЛЯРАМИ ОБРАЩАЙТЕСЬ К ПОСТАВЩИКУ
ВАШЕГО ОБОРУДОВАНИЯ.
ВНИМАНИЕ
Данное руководство предназначено для опытных пользователей. Если вы не знакомы с принципами действия
и техникой безопасности при работе с устройствами электродуговой сварки и резки, настоятельно рекомендуем
прочитать нашу брошюру “Предостережения и практические приемы техники безопасности при электродуговой
сварке, резке и напылении”, стандарт 52-529. Необученным лицам ЗАПРЕЩАЕТСЯ работать на таких установках
монтировать или обслуживать их. ЗАПРЕЩАЕТСЯ приступать к монтажу или эксплуатации таких установок
до тех пор, пока вы не прочитаете и полностью не поймете данную инструкцию. Если вы понимаете даннуое
руководство не полностью, свяжитесь с поставщиком вашего оборудования для получения дополнительных
сведений. Прежде чем устанавливать данный агрегат или работать на нем, обязательно прочтите правила
техники безопасности.
ОТВЕТСТВЕННОСТЬ ПОЛЬЗОВАТЕЛЯ
Данная установка соответствует описанию, содержащемуся в данном руководстве и в сопроводительных этикетках и/или вложениях, при
условии, что ее монтаж, эксплуатация, обслуживание и ремонт выполняются в соответствии с данным руководством. Установка должна
периодически проверяться. Не следует пользоваться установкой при ее неправильной работе или ненадлежащем техническом обслуживании.
Детали, которые поломаны, пропали, изношены, погнуты или загрязнены, должны быть немедленно заменены. В случае необходимости
такого ремонта или замены изготовитель рекомендует обратиться с письменным или телефонным запросом к уполномоченному
дистрибьютору, у которого была приобретена данная установка.
Данная установка или любая из ее деталей не должны подвергаться модификациям без предварительного письменного одобрения
изготовителя. Пользователь данной установки несет единоличную ответственность за любое нарушение в ее работе, произошедшее по
причине неправильного использования или технического обслуживания, повреждения, несоответствующего ремонта или модификации
любым лицом, кроме изготовителя или сервисного центра, уполномоченного изготовителем.
ПЕРЕД НАЧАЛОМ МОНТАЖА И ЭКСПЛУАТАЦИИ ВНИМАТЕЛЬНО ИЗУЧИТЕ ИНСТРУКЦИИ.
ЗАЩИТИТЕ СЕБЯ И ДРУГИХ!

СОДЕРЖАНИЕ
Раздел / Название Стр.
1.0 Техника безопасности. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
2.0 Описание . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-1
2.1 Общие положения. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-1
2.2 Краткий обзор. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-1
2.3 Комплектация . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-1
2.4 Технические спецификации . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-2
2.5 Наборы запасных частей, аксессуаров и инструментов. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-4
3.0 Установка . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-1
3.1 Общие положения. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-1
3.2 Подсоединение связки шлангов и кабелей к корпусу резака . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-1
3.3 Отсоединение связки кабелей и шлангов от корпуса резака . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-3
3.4 Подсоединение резака к источнику питания . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-4
4.0 Эксплуатация . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-1
4.1 Настройка . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4-3
4.2 Качество резки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4-4
4.3 Каналы подачи газа. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-11
4.4 Влияние газа на качество резки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4-12
4.5 Рабочие данные . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4-17
5.0 Техническое обслуживание . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-1
5.1 Введение . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-1
5.2 Корпус резака . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-1
5.3 Демонтаж рабочей части резака . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5-2
5.4 Монтаж рабочей части резака. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5-6
6.0 Устранение неисправностей . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-1
6.1 Низкий срок службы расходных частей резака . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-1
6.2 Нет вспомогательной дуги . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-2
6.3 Нет переноса дуги . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-2
6.4 Нет предварительного потока плазменного газа . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-3
6.5 Нет предварительного потока экранирующего газа. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-3
6.6 Резак не загорается. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-3
6.7 В резаке нет высокочастотного тока. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6-3
7.0 Запасные части . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7-1
7.1 Общие положения. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7-1
7.2 Заказ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7-1
7.3 Детали рабочей части резака PT-600 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7-2
7.4 Шланги и кабели. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7-4
7.5 Наборы и инструменты. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7-6
7.6 Наборы запасных частей и аксессуаров . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7-8
7.7 Конический мини резак PT-600 с кабелями на . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7-10

СОДЕРЖАНИЕ

РАЗДЕЛ 1 ТЕХНИКА БЕЗОПАСНОСТИ
1.0 ТЕХНИКА БЕЗОПАСНОСТИ
Пользователи сварочного оборудования ESAB отвечают за выполнение правил техники безопасности лицами, работающими на оборудовании
и рядом с ним. Правила техники безопасности должны отвечать требованиям к безопасной эксплуатации сварочного оборудования этого типа.
Помимо стандартных правил техники безопасности и охраны труда на рабочем месте рекомендуется следующее.
Все работы должны выполняться подготовленными лицами, знакомыми с эксплуатацией сварочного оборудования. Неправильная
эксплуатация оборудования может вызвать опасные ситуации, приводящие к травмам персонала и повреждению оборудования.
1. Bсе лица, использующие сварочное оборудование, должны знать:
- правила эксплуатации
- расположение органов аварийного останова
- функции оборудования
- правила техники безопасности
- технологию сварки и/или плазменной резки
2. Оператор должен обеспечить:
- удаление посторонних лиц из рабочей зоны оборудования при его запуске
- защиту всех лиц от воздействия сварочной дуги
3. Рабочее место должно:
- отвечать условиям эксплуатации
- не иметь сквозняков
4. Средства защиты персонала:
- Во всех случаях рекомендуется использовать индивидуальные средства защиты, например, защитные очки, огнестойкую
спецодежду и защитные рукавицы.
- При сварке запрещается носить свободную одежду и украшения, например, шарфы, браслеты, кольца, которые могут
попасть в сварочное оборудование или вызвать ожоги.
5. Общие меры предосторожности:
- Проверьте надежность подключения обратного кабеля.
- Работы на оборудовании с высоким напряжением должны производиться только квалифицированным электриком.
- В рабочей зоне должны находиться средства пожаротушения, имеющие ясную маркировку.
- Запрещается проводить смазку и техническое обслуживание оборудование во время эксплуатации.
РАЗДЕЛ 1 ТЕХНИКА БЕЗОПАСНОСТИ
ДУГОВАЯ СВАРКА И РЕЗКА ОПАСНЫ КАК ДЛЯ ИСПОЛНИТЕЛЯ РАБОТ, ТАК И ДЛЯ
ПОСТОРОННИХ ЛИЦ. СОБЛЮДАЙТЕ ПРАВИЛА БЕЗОПАСНОСТИ. ОЗНАКОМЬТЕСЬ С ПРАВИЛАМИ
ОСТОРОЖНО
ТЕХНИКИ БЕЗОПАСНОСТИ, ПРИНЯТЫМИ ВАШИМ РАБОТОДАТЕЛЕМ. ЭТИ ПРАВИЛА ДОЛЖНЫ
УЧИТЫВАТЬ ДАННЫЕ О РИСКЕ, СОБРАННЫМИ ИЗГОТОВИТЕЛЕМ ОБОРУДОВАНИЯ.
ЭЛЕКТРИЧЕСТВО опасно для жизни.
- Сварочный агрегат должен устанавливаться и заземляться в соответствии с действующими нормами и правилами.
- Не допускайте контакта находящихся под напряжением деталей и электродов с незащищенными частями тела, мокрыми
рукавицами и мокрой одеждой.
- Обеспечьте электрическую изоляцию от земли и свариваемых деталей.
- Обеспечьте соблюдение безопасных рабочих расстояний.
ДЫМ И ГАЗЫ опасны для человека
- Избегайте вдыхания дыма и газов.
- Во избежание отравления дымом или газами во время сварки обеспечьте общую вентиляцию помещения, а также вытяжную
вентиляцию зоны сварки.
ИЗЛУЧЕНИЕ ДУГИ может вызвать поражение глаз и ожоги кожи.
- Защитите глаза и кожу. Для этого используйте защитные щитки, цветные линзы и защитную спецодежду.
- Для защиты посторонних лиц применяются защитные экраны или занавеси.
ПОЖАРООПАСНОСТЬ
- Искры (брызги металла) могут вызвать пожар. Убедитесь в отсутствии горючих материалов поблизости от места сварки.
может привести к повреждению органов слуха
ШУМ
- Примите меры для защиты слуха. Используйте затычки для ушей или другие средства защиты слуха.
- Предупредите посторонних лиц об опасности.
НЕИСПРАВНОСТИ -
При обнаружении неисправностей обратитесь к специалисту по сварочному оборудованию.
ПЕРЕД НАЧАЛОМ МОНТАЖА И ЭКСПЛУАТАЦИИ ВНИМАТЕЛЬНО ИЗУЧИТЕ ИНСТРУКЦИИ.
ЗАЩИТИТЕ СЕБЯ И ДРУГИХ!

РАЗДЕЛ 2 ОПИСАНИЕ
2.1 Общие положения
2.2 Краткий обзор
Заводская сборка механизированного
плазменнодугового резака PT-600
обеспечивает соосность его составляющих,
необходимую для постоянной высокой
точности резки. По этой причине демонтаж
корпуса резака должен осуществляться
исключительно заводом-изготовителем.
Запасные части поставляются только для
передней (рабочей) части резака.
Данное руководство содержит информацию,
необходимую пользователю для монтажа и
эксплуатации механизированного плазменного
резака PT-600. За помощью в устранении
неисправностей в системах резки обращайтесь
к техническим справочным материалам,
включенным в ваш заказ.
2.3 Комплектация
За информацией о возможностях поставки резака PT-600 в различной комплектации
обращайтесь к дилеру «ESAB».
Номера деталей содержатся в разделе 7.
Резак конический «Mini-Bevel Head» на 12 фт.
(3,7 м)
( Karben - Replacement Parts 7.8 )
Резак конический «Mini-Bevel Head» на 14
футов (4,3 м)
Сборки резака
ПРИМЕЧАНИЕ:
12 футов (3,7 м) 0560935685
14 футов (4,3 м) 0558005850
14 футов (4,3 м) 0558007580
4,5 фута (1,3 м) 0558001827
6 футов (1,8 м) 0558001828
7,2 фута (2,2 м) 0558004123
12 футов (3,7 м) 0558001829
15 футов (4,6 м) 0558001830
17 футов (5,2 м) 0558001831
20 футов (6,1 м) 0558001832
25 футов (7,6 м) 0558001833
• Контрольные кабели от консоли к ЧПУ пользовате ля поставляются на основании параметров,
предоставляемых заказчиком.
• Данные о деталях входящих в комплекты находятся в разделе «Запасные части».
• Перечень деталей передней (рабочей) части резака находится в разделе «Рабочие данные».
• Данные о наборах запасных частей и аксессуаров находятся в конце раздела «Запасные части».
2-1

РАЗДЕЛ 2 ОПИСАНИЕ
2.4 Технические спецификации резака PT-600
2.4.1 Технические характеристики плазменного газа
Тип
Давление
Расход
Отсутствие примесей*
Рекомендуемые регуляторы для жидких
газов в баллонах
Рекомендуемые двухступенчатые
регуляторы для баллонных газов
Рекомендуемые сверхпрочные
высокорасходные регуляторы для
компрессорных или трубопроводных
систем
Рекомендуемые высокопропускные
регуляторы для компрессорных или
трубопроводных систем
, N2, воздух, смесь «H-35»
O
2
100 – 125 фунт/кв. дюйм (6,9 – 8,6 бар)
макс. 250 куб. фут/час (118 л/мин) при 600 A
(в зависимости от применения)
O
– 99,5%
2
N
– 99,995%
2
Смесь «H-35»
Воздух – чистый, сухой, без масляных
примесей
Кислород: R-76-150-540LC (Н/Д 19777)
Инертные газы: R-76-150-580LC (Н/Д 19977)
Кислород: R-77-150-540 (Н/Д 998337)
Водород/Метан: R-77-150-350 (Н/Д 998342)
Азот: R-77-150-580 (Н/Д 998344)
Воздух: R-77150-590 (Н/Д 998348)
Кислород: R-76-150-024 (Н/Д 19151)
R-6703 (Н/Д 22236)
Обязательный газовый фильтр
25 микрон с ограждением (Н/Д 56998133)
2.4.2 Технические характеристики стартового газа
Тип
Давление
Расход
Минимальные требования к отсутствию
примесей
N
, воздух, смесь «H-35»
2
100 – 125 фунт/кв. дюйм (6,9 – 8,6 бар)
макс. 250 куб. фут/час (118 л/мин) при 600 A (в
зависимости от применения)
99,995% чистый, сухой, без масляных
примесей
2.4.3 Технические характеристики вторичного газа
Тип
Давление
Расход
Минимальные требования к отсутствию
примесей
Обязательный газовый фильтр
N
, воздух
2
100 – 125 фунт/кв. дюйм (6,9 – 8,6 бар)
макс. 485 куб. фут/час (228,9 л/мин) (в
зависимости от применения)
99,995% чистый, сухой, без масляных
примесей (из того же источника, что и
стартовый газ)
25 микрон с ограждением (Н/Д 56998133)
2-2

РАЗДЕЛ 2 ОПИСАНИЕ
2.4.4 Технические характеристики резака PT-600
Тип
Номинальный режим по току 600 А при 100 % рабочем цикле
Габариты См. раздел 2.3 «Комплектация».
Резак PT-26 предназначен для работы с
плазменным и экранирующим газами и
оснащены системой водяного охлаждения
2-3

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
2.5 НАБОРЫ ЗАПАСНЫХ ЧАСТЕЙ, АКСЕССУАРОВ И ИНСТРУМЕНТОВ
2.5.1 Начальные наборы на 200 A
Н/Д 0558002478 и 0558004907
Набор Н/Д 0558002478 включает следующие детали и
инструменты:
КОЛВО Н/Д ОПИСАН ИЕ
4 0558001624 Электрод для О
1 17672 Смазка
1 37082 Фиксатор наконечника
1 996568 Гаечный ключ (инструмент)
1 0558004611 Держатель для электрода (инструмент)
4 0558002499 Вольфрамовый электрод PT-19 на 600 А
2 0558001881 Наконечник на 50 А
2 0558001883 Наконечник на 150 А
2 0558001884 Наконечник на 200 А
2 0558001882 Наконечник на 100 А
2 21795 Теплоизолятор на 50 А
1 21796 Распылитель на 50 А
2 21802 Теплоизолятор на 100 - 250 А
2 21944 Распылитель на 100 - 360 А
1 37081 Фиксатор теплоизолятора
2 0558002533 Вихревая направляющая
4 639575
2 996528
1 0558003858 Сборка контактного кольца
1 37073 Шуруп для контактного кольца
Уплотнительное кольцо 0,364 (внутренний диаметр)
x 0,070
Уплотнительное кольцо 1,614 (внутренний диаметр)
x 0,070
2
Набор Н/Д 0558004907 включает следующие детали и
инструменты:
КОЛВО Н/Д ОПИСАН ИЕ
5 0558001624UL Электрод для О2 (с продленным сроком службы)
1 17672 Смазка
1 37082 Фиксатор наконечника
1 996568 Гаечный к люч (инструмент)
1 0558004611 Держатель для электрода (инструмент)
1 0558001628 Держатель электрода для резака PT-600
3 0558001624 Электрод на 250 А для резака PT-600
2 0558002499 Электрод на 600 А для резака PT-600
5 0558005456 Наконечник для PT-600 на 50 А
5 0558001881 Наконечник для PT-600 на 50 А
5 0558001882 Наконечник на 100 А
5 0558001883 Наконечник на 150 - 200 A
5 0558001884 Наконечник для PT-600 на 200 А
2 21795 Теплоизолятор для PT-19XL на 50 A
5 0558004678 Теплоизолятор для EPP на 100 - 200 А
5 21802 Теплоизолятор для PT-19XL на 100 - 250 A
2 0558005458 Теплоизолятор диаметром 0,120 дюйма для PT-600
1 37081 Фиксатор теплоизолятора
2 21944 Распылитель на 100-360 А
1 21796 Распылитель для PT-19XL на 50 А
2 0558002533 Вихревая направляющая 4X032P
2 0558005457 Вихревая направляющая на 20 - 50 А
2 996528
1 0558003858 Сборка контактного кольца
1 37073 Шуруп для контактного кольца
Уплотнительное кольца (внутренний диаметр 1,
614 дюйма, внешний диаметр 0,07 дюйма).
2-4

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
2.5.2 Набор запасных частей Н/Д 0558002479
Включает:
КОЛВО Н/Д ОПИСАНИЕ
1 17672 Силиконовая смазка
1 0558004611 Держатель электрода (инструмент)
1 996568 Инструмент для рабочего конца электрода
5 996528 Уплотнительные кольца
2 0558002533 Газовая направляющая (4 отверстия)
2 0558001625 Газовая направляющая (8 отверстий)
1 0558002532 Газовая направляющая (32 отверстия)
1 0558002534 Обратная газовая направляющая (4 отверстия)
1 0558002530 Обратная газовая направляющая (8 отверстий)
1 0558002531 Обратная газовая направляющая (32 отверстия)
5 86W99 Уплотнительное кольцо
1 0558001621 Держатель электрода с уплотнительным кольцом
5 0558001624 Электрод на 250 А
2 0558002516 Электрод на 360/400 A
2 0558002499 Электрод для резки с N2 и смесью «H-35»
5 181W89 Уплотнительные кольца для наконечника
2 0558001881 Наконечник на 50 А
2 0558001882 Наконечник на 100 А
2 0558001883 Наконечник на 150 А
5 0558001884 Наконечник на 200 А
5 0558001623 Наконечник на 250 А
5 0558001885 Наконечник на 360 А
2 0558001886 Наконечник на 400 А
2 0558001887 Наконечник на 600 А
1 37082 Фиксатор наконечника
1 21796 Газовый распылитель на 50 А
1 21944 Газовый распылитель на 100 – 360 А
1 22496 Обратный газовый распылитель на 100 – 360 А
2 21795 Теплоизолятор на 50 А
5 21802 Теплоизолятор на 260 А
2 21945 Теплоизолятор на 360 А
1 37081 Фиксатор теплоизолятора
1 0558003858 Сборка контактного кольца
1 37073 Шуруп для контактного кольца
2-5

РАЗДЕЛ 3 Установка
3.1 Общие положения
Резак PT-600 поставляется в собранном виде с
деталями рабочей части, рассчитанными на
силу тока 250 А.
Пользователь оборудования должен
подсоединить кабель вспомогательной дуги и
шланги.
3.2 Подсоединение связки шлангов и кабелей к корпусу резака
Кожух, сдвинутый
Связка шлангов и
кабелей резака
Обнаженное
соединение
вспомогательной дуги
Кабель
вспомогательной дуги
Водяное
охлаждение/Соединен
ие кабеля
плазменного тока
Муфты подачи
газа
Корпус резака
вверх по кабелям и
шлангам
Ручка резака
1. Отверните кожух резака PT-600 и переместите
его по связке кабелей и шлангов так, чтобы
стало видно соединение проводов
вспомогательной дуги.
ПРИМЕЧАНИЕ: Для того чтобы обнажить
соединения вспомогательной дуги, внешний
кожух должен быт смещен по связке в
направлении источника питания.
2. Подсоедините шланг подачи водяного
охлаждения (IN) (левая резьба) и шланг отвода
водяного охлаждения(OUT) (правая резьба) к
корпусу резака. Вам понадобится гаечный ключ
с открытым зевом на 0,5 дюйма.
ПРИМЕЧАНИЕ: Шланги подачи и отвода
хладагента (IN и OUT) имеют одинаковые
номера детали. Сборка резака требует двух
шлангов. Шланги имеют правостороннюю
резьбовую муфту на одном конце и
левостороннюю на другом. При соединении
используйте надлежащий конец шланга.
ПРИМЕЧАНИЕ: Водяные шланги короче газовых.
3. Подсоедините газовые шланги. Во избежание
ошибочного соединения, муфта шланга
режущего газа имеет меньший диаметр, чем
муфта шланга экранирующего газа. Вам
понадобятся гаечные ключи на 7/16 и 1/2
дюйма.
ПРИМЕЧАНИЕ: Водные и газовые соединения
можно перепутать. Внутри шлангов подачи
воды проложены электрические кабеля.
4. Введите оголенный провод кабеля
вспомогательной дуги в медное соединение
высокочастотного генератора. Затяните
стопорные винты при помощи
шестигранного ключа на 1/16 дюйма.
3-1

РАЗДЕЛ 3 Установка
Резак
5. Наденьте поливинилхлоридную (ПВХ)
трубку диаметром 0,56 дюйма на медное
соединение высокочастотного генератора.
Закрепите, обмотав кабель
вспомогательной дуги изоляционной
лентой, так чтобы предотвратить смещение
изоляционной трубки из ПВХ.
Изоляция
соединения
вспомогательной
дуги
Ручка резака
Сместите кожух резака на прежнее место,
6.
так чтобы он закрывал соединение кабеля
вспомогательной дуги и крепление
Корпус резака
шлангов. Прикрутите кожух к корпусу
резака.
Связка
кабелей
и шлангов
Примечание: Если при сборке вам
понадобилось снять черную ленту,
крепящую плетенную металлическую
оболочку, для того чтобы увеличить
внутренний пространство кожуха, замените
эту ленту электротехнической
изоляционной лентой из ПВХ.
Лента для
крепления
плетенной
металлической
оболочки
3-2

РАЗДЕЛ 3 Установка
Кожух кабельношланговой
связки
ОПАСНО!
!
7. Сдвиньте черный резиновый кожух,
покрывающий связку кабелей и шлангов
резака к кожуху самого резака. Натяните
резиновый кожух на кожух резака внахлёст
так, чтобы так чтобы один край заходил на
другой на 1 - 1Ѕ дюйма (25-38 мм).
8. Закрепите винтовым зажимом из
нержавеющей стали (1,56 дюйма
(внутренний диаметр) x 2,5 дюйма
внешний диаметр).
Поражение электротоком может
привести к гибели!
Перед техническим осмотром и
обслуживанием резака удостоверьтесь,
что источник питания обесточен и
силовой кабель отключен.
Запрещается касаться каких-либо
частей резака, расположенных перед
рукояткой (наконечник, теплоизолятор,
электрод и т.д.) при включенном
электропитании.
3.3 Отсоединение связки кабелей и шлангов от корпуса резака
Разбирать в порядке обратном сборке.
1. Ослабьте винтовой зажим на связке
кабелей и шлангов.
2. Переместите кожух вверх по связке
кабелей и шлангов. Вам может
понадобиться снять изоляционную ленту,
крепящую плетенную оболочку, если она
мешает перемещению кожуха по связке
кабелей и шлангов.
3. Отверните кожух резака и переместите его
вверх по кабельно-шланговой связке так,
чтобы обнажить соединение кабеля
вспомогательной дуги.
4. Снимите изоляционную ленту, крепящую
3-3

РАЗДЕЛ 3 Установка
изоляцию соединения.
5. Передвиньте изоляцию соединение кабеля
вспомогательной дуги вверх по кабелю и
ослабьте винты на соединении
высокочастотного генератора.
6. Отсоедините шланги.
3.4 Подсоединение резака к источнику питания
Обращайтесь к руководству плазменнодуговой
консоли.
ВНИМАНИЕ!
!
Крепление за корпус резака может
привести к передаче высокого
напряжения через раму машины.
• ЗАПРЕЩАЕТСЯ крепить резак за корпус
из нержавеющей стали (здесь).
• Корпус резака имеет электроизоляцию,
Закрепите резак за
изолированный кожух
(здесь)
ЗАПРЕЩАЕТСЯ
крепить резак за
стальной корпус
C
AUTION: CLAMP TORCH ABOVE THIS LA
PT-600
PLASMARC TORCH
L
E
B
но возможно возникновение наружной
дуги высокочастотного стартового тока.
• Крепление резака вблизи корпуса может
привести к возникновению дуги между
корпусом резака и агрегатом.
• В этом случае может потребоваться
замена резака, не предусмотренная
гарантией производителя.
• Возникновение дуги может привести к
повреждениям оборудования.
• Крепление резака допускается только за
изолированный кожух, не ближе чем за
1,25 дюйма (31,75 мм) от соединения
кожуха и корпуса резка.
3-4

РАЗДЕЛ 4 Эксплуатация
Поражение электротоком может
ОПАСНО!
!
привести к гибели!
• Прежде чем изменять параметры
настройки, убедитесь, что линейный
(настенный) выключатель выключен.
• Перед началом проведения каких-либо
профилактических работ с системой
отключите подачу питания.
• При включенном электропитании
запрещается касаться каких-либо частей
резака, расположенных перед рукояткой
(наконечник, теплоизолятор, электрод и
т.д.).
Опасность облучения.
ВНИМАНИЕ!
!
Дуговое излучение может привезти к ожогу
глаз и кожи.
• Используйте средства защиты для тела
и органов зрения.
• •Надевайте темные защитные очки с
боковыми щитками. Нижеследующая
таблица содержит информацию о
рекомендуемой степени затемнения
светозащитных стекол, используемых
при плазменной резке:
Напряжение дуги
Светозащитное стекло
< 100 А Стекло № 8
100-200 A Стекло № 10
200-400 A Стекло № 12
> 400 A Стекло № 14
• Не используйте очки с поврежденными
или разбитыми стеклами
• Предупредите окружающий персонал о
том, что смотреть на дугу без защитных
очков нельзя.
• Организуйте зону работы так, чтобы
минимизировать отражение и
распространение ультрафиолетового
облучения.
• Окрасьте стены и другие поверхности
рабочего помещения в темные тона,
4-1

РАЗДЕЛ 4 Эксплуатация
чтобы минимизировать отражение.
• Установите защитные экраны или
перегородки для уменьшения
распространения ультрафиолетового
излучения.
Масла и смазочные материалы
ВНИМАНИЕ!
!
чрезвычайно огнеопасны!
• Запрещается использовать масла и
консистентные смазки для этого резака.
• Запрещается трогать резак грязными
руками или класть его на загрязненную
поверхность.
• Разрешается использовать только
силиконовую смазку.
• Масло и консистентные смазочные
материалы легко воспламеняются и
интенсивно горят в присутствии сжатого
кислорода.
От контакта с горячим резаком
ВНИМАНИЕ!
!
возможны ожоги кожи!
Резак может нагреваться в процессе
работы.
Во избежание возникновения ожогов,
прежде чем осуществлять
техобслуживание резака дайте ему
остыть.
4-2

РАЗДЕЛ 4 Эксплуатация
4.1 Настройка
• Выберите надлежащие параметры из
файла рабочих данных (файл SDP) и
установите рекомендуемые детали рабочей
части резака (наконечник, электрод и т. д.).
См. рабочие данные для определения
параметров и нужных деталей.
• Расположите резак над обрабатываемым
материалом в нужном месте.
• За детальными инструкциями по выбору
параметров резки см. руководство к
консоли.
• Процедуры регулирования расхода газа
описываются в специальных контрольных
инструкциях.
• Процедура запуска и начала резки
описывается в контрольных инструкциях и
руководстве к консоли.
4.1.1 Зеркальная резка
При зеркальной резке необходимы обратная
вихревая направляющая и обратный
рассеиватель. Эти детали обеспечивают
закручивание газа в обратном направлении,
изменяя таким образом «правильную» сторону
разреза.
Описание Номер детали
Обратная направляющая (4
отверстия)
Обратная направляющая (8
отверстия)
Обратная направляющая (32
отверстия)
Обратный рассеиватель
0558002534
0558002530
0558002531
22496
4-3

РАЗДЕЛ 4 Эксплуатация
Стандартная направляющая (8 отверстий) Обратная направляющая (8 отверстия)
4.2 Качество резки
4.2.1 Введение
Факторы, влияющие на качество резки,
взаимозависимы. Изменение одной переменной
влечет изменение других. Поиск решения может
быть трудным. Далее приведены возможные
объяснения различных результатов резки. Для
начала, выберите наиболее ярко выраженный
результат:
В большинстве случаев, рекомендуемые
параметры резки гарантируют оптимальное
качество среза. Тем не менее, иногда условия
резки могут привести к необходимости
незначительной регулировки параметров. В таких
случаях необходимо:
4.2.2 Угол среза (положительный или
отрицательный)
4.2.3 Неровный, закругленный или
подрезанный срез
4.2.4 Шероховатость поверхности среза
4.2.5 Окалина
ПРИМЕЧАНИЕ
• Изменять параметры постепенно, небольшими
интервалами.
• Увеличивать или уменьшать напряжение дуги
на 1 В за раз.
Постепенно менять скорость резки (не более чем на
5% за раз) до тех пор, пока не будет заметно
улучшений.
Прежде чем вносить КАКИЕ-ЛИБО изменения, сравните
текущие параметры с рекомендуемыми производителем
параметрами и деталями рабочей части резака.
4-4

РАЗДЕЛ 4 Эксплуатация
4.2.2 Угол среза
Отрицательный угол среза
Верхняя поверхности больше нижней.
• Неправильное положение резака.
Обрабатываемая
деталь
• Деформация обрабатываемого материала.
• Изношенные или поврежденные расходные
детали резака.
Отрез
Обрабатывае
мая деталь
Обрабатываемая
деталь
• Низкое напряжение дуги (зазор).
• Низкая скорость резки (скорость перемещения
агрегата).
Положительный угол среза
Верхняя поверхность меньше нижней.
• Неправильное положение резака.
• Деформация обрабатываемого материала.
• Изношенные или поврежденные расходные
детали резака.
• Высокое напряжение дуги (зазор).
• Слишком высокая скорость резки.
Отрез
Обрабатывае
мая деталь
• Слишком высокая или низкая сила тока (Сила
тока, соответствующая различным
наконечникам резака, указана в разделе
«Рабочие данные»).
• Неправильный расход вторичного газа.
4-5

РАЗДЕЛ 4 Эксплуатация
4.2.3 Фактура среза
Округленный верх и низ среза
Данная проблема обычно возникает при резке
материалов толщиной менее 0,25 дюйма (6,4 мм).
• Слишком высокая сила тока для материала
данной толщины (надлежащая сила тока
указана в разделе «Рабочие данные»).
Отрез
Обрабатываемая
деталь
Отрез Обрабатываемая деталь
Подрезка верхнего края
Низкое напряжение дуги (зазор).
4-6

РАЗДЕЛ 4 Эксплуатация
4.2.4 Шероховатость поверхности среза
Шероховатость поверхности, возникающая в
результате воздействия процесса резки
Поверхность материала в районе среза
неизменно шероховатая. Этот эффект может
наблюдаться только на одной оси.
• Неправильный выбор экранирующего газа
Вид сверху
(см. раздел «Рабочие данные»).
Шероховатость
поверхности,
возникающая в
результате
воздействия
процесса резки
Поверхность
среза
Шероховатость
поверхности,
возникающая в
результате
ИЛИ
воздействия
режущего агрегата
• Изношенные или поврежденные расходные
детали резака.
Шероховатость поверхности, возникающая в
результате воздействия режущего агрегата
Может быть похожа на шероховатость,
возникающую в результате воздействия процесса
резки. Часто ограничивается одной осью.
Дискретная шероховатость.
• Загрязнение направляющих, колес и / или
реечного привода. (См. раздел «Техническое
обслуживание» в руководстве к агрегату.)
• Регулировка движущих колес.
4-7

РАЗДЕЛ 4 Эксплуатация
4.2.5 Окалина
Поверхность
Линии
Вид сбоку
среза
задержки
Скат
Окалина является побочным продуктом
процесса резки. Окалина – это нежелательное
скопление материала на поверхности
обрабатываемого изделия. В большинстве
случаев, образование окалины может быть
минимизировано или полностью
предотвращено через правильную настройку
резака и выбор соответствующих параметров
резки. См. раздел «Рабочие данные».
Высокоскоростная окалина
Плавка или скатывание материала на нижней
поверхности обрабатываемого
изделия по линии
разреза. Удаляется трудно. Может
потребоваться шлифовка или откалывание. Sобразные линии задержки.
• Высокое напряжение дуги (зазор).
Вид сбоку
Поверхность
среза
Линии
задержки
Сферические
скопления
• Слишком высокая скорость резки.
Низкоскоростная окалина
Сферические скопления на нижней поверхности
обрабатываемого изделия вдоль линии среза.
Удаляется легко.
• Слишком низкая скорость резки.
4-8

РАЗДЕЛ 4 Эксплуатация
Вид сбоку Брызги
Поверхность
среза
Верхняя окалина
Брызги на верхней поверхности обрабатываемого
материала. Обычно удаляется легко.
• Слишком высокая скорость резки.
• Высокое напряжение дуги (зазор).
Нестандартная окалина
Скопления возможны как на нижней, так и на
верхней поверхности обрабатываемого изделия
вдоль линии среза.
Дискретные скопления. Может представлять
собой окалину любого из перечисленных выше
типов.
• Возможно изношенные детали рабочей части
резака.
Другие факторы, влияющие на образование
4.2.6 Размерная точность
окалины:
• Температура обрабатываемого материала.
• Прокатная окалина или коррозия металла.
• Высокоуглеродистые сплавы.
В большинстве случаев наибольшая точность
резки достигается при наименьшей из
допустимых скоростей. В большинстве
случаев интервалы напряжения,
рекомендуемые для резки обрабатываемых
изделий определенной толщины, частично
перекрываются друг другом. Выбор расходных
деталей резака должен осуществляться исходя
из самого низкого допустимого напряжения
дуги и низкой скорости резки.
4-9

РАЗДЕЛ 4 Эксплуатация
Скорость резки и напряжение дуги,
ПРИМЕЧАНИЕ
рекомендуемые производителем, дают
оптимальные результаты.
В некоторых случаях, по причине качества
обрабатываемого материала, его температуры
и особенностей сплава, может потребоваться
небольшая корректировка параметров.
Оператор должен помнить, что все параметры
являются взаимозависимыми. Изменение
одного параметра влияет на другие
параметры, что может привести к ухудшению
качества
рекомендуемого производителем.
Прежде чем вносить КАКИЕ-ЛИБО изменения,
сравните текущие параметры с
рекомендуемыми производителем
параметрами и деталями рабочей части
резака.
резки. Всегда начинайте со значения
4-10

РАЗДЕЛ 4 Эксплуатация
4.3 Каналы подачи газа
Подача газа Подача водяного охлаждения
Плазменный газ Экранирующий газ
Подача воды (IN)
Отвод воды (OUT)
4-11

РАЗДЕЛ 4 Эксплуатация
4.4 Влияние газа на качество резки
4.4.1 Введение
Определенные условия резки требуют
определенного газа. Некоторые газы облегчают
резку деталей определенных материалов и
толщины. Далее объясняется выбор некоторых
газы и их влияние на обрабатываемую
поверхность. Другие параметры, например,
зазор (напряжение дуги) и давление и расход
газа, рассматриваются в «Рабочих данные».
Опасность взрыва водорода.
ОПАСНО!
!
• Запрещается использовать водород при
подводной резке!
• Взрыв водорода может привести к
травмам и гибели людей.
• Скопления водород могут образовывать
взрывоопасные подводные карманы
водяного раскройного стола. Эти
водородные карманы могут взорваться
от плазменной дуги или случайной
искры.
• Прежде чем приступить к резке, помните,
что реакция расплавленного металла с
водой, другие медленно протекающие
химические реакции и некоторые
плазменные газы являются возможными
источниками образования водорода в
раскройном столе
.
• Газы образуют взрывоопасные карманы
под обрабатываемым изделием и внутри
водяного раскройного стола.
•
Регулярно убирайте окалину (особенно
мелкие частицы) со дна раскройного
стола. Наполняйте раскройный стол
чистой водой.
•
Не оставляйте обрабатываемые
материалы на столе на ночь.
• Если водяной раскройный стол не
использовался несколько часов,
встряхните его, прежде чем класть на
него первый лист металла для того,
чтобы рассеять возможные скопления
водорода
.
4-12

РАЗДЕЛ 4 Эксплуатация
• При возможности в промежутках между
резкой поднимайте и опускайте уровень
воды в раскройном столе для
предотвращения скопления водорода.
• Поддерживайте водородный показатель
(pH) воды на нейтральном уровне
(приблизительно 7).
• При программировании процесса резки,
размещение деталей должно задаваться
таким образом, чтобы расстояние между
деталями составляло не менее двойной
ширины разреза, для того чтобы
гарантировать наличие материала под
траекторией разреза.
• При резке над поверхностью воды,
установите вентиляторы для циркуляции
воздуха между обрабатываемым
металлом и водой.
4-13

РАЗДЕЛ 4 Эксплуатация
4.4.2 Алюминий
Толщина материала
Качество среза
Стартовый газ:
Плазменный газ:
Экранирующий газ:
Примечания:
Толщина материала
Качество среза
Стартовый газ:
Плазменный газ:
Экранирующий газ:
Примечания:
Толщина материала
Качество среза
Стартовый газ:
Плазменный газ:
Экранирующий газ:
Примечания:
от 4,7 мм до 25,4 мм
Хорошее
Воздух
Воздух
Воздух
Темная поверхность среза, возможна окалина, хороший угол среза
от 6,4 мм до 76,2 мм
Хорошее
N
2
смесь «Н-35»
N
2
Гладкая поверхность среза, практически полное отсутствие окалины при
толщине до 1,5 дюйма, угол среза немного больше, округление верхней
кромки среза.
от 15,9 мм до 25,4 мм
Хорошее
N
2
смесь «Н-35»
Воздух
Небольшое потемнение поверхности среза, практически полное
отсутствие окалины, угол среза немного больше, округление верхней
кромки среза
Толщина материала
Качество среза
Стартовый газ:
Плазменный газ:
Экранирующий газ:
Примечания:
Толщина материала
Качество среза
Стартовый газ:
Плазменный газ:
Экранирующий газ:
Примечания:
Толщина материала
Качество среза
от 15,9 мм до 38,1 мм
Хорошее
смесь «Н-35»
смесь «Н-35»
Воздух
Небольшое потемнение поверхности среза, практически полное
отсутствие окалины, угол среза немного больше, округление верхней
кромки среза.
от 4,7 мм до 38,1 мм
Хорошее
N
2
N
2
Воздух
Потемнение поверхности среза, при резке материалов толщиной от 1
дюйма возможна окалина, хороший угол среза, небольшое округление
верхней кромки среза.
от 1,6 мм до 25,4 мм
Хорошее
4-14

РАЗДЕЛ 4 Эксплуатация
N
Стартовый газ:
Плазменный газ:
Экранирующий газ:
Примечания:
4.4.3 Углеродистая сталь
2
N
2
N
2
Потемнение поверхности среза, при резке материалов толщиной от 0,75
дюйма возможна окалина, хороший угол среза, небольшое округление
верхней кромки среза.
Толщина материала
Качество среза
Стартовый газ:
Плазменный газ:
Экранирующий газ:
Примечания:
от 3,2 мм до 38,1 мм
Прекрасное
N
2
O
2
Воздух
Гладкий блестящий срез, практически полное отсутствие окалины,
хороший угол среза, острая кромка среза.
Толщина материала
Качество среза
Стартовый газ:
Плазменный газ:
Экранирующий газ:
Примечания:
от 1,6 мм до 6,4 мм
Хорошее
Воздух
Воздух
Воздух
Гладкий серый срез, практически полное отсутствие окалины,
увеличение угла среза в зависимости от толщины материала, скорости
резки и силы режущего тока.
4.4.4 Нержавеющая сталь
Толщина материала
Качество среза
Стартовый газ:
Плазменный газ:
Экранирующий газ:
Примечания:
от 1,6 мм до 19,1 мм
Хорошее
N
2
N
2
N
2
Потемнение поверхности среза, практически полное отсутствие окалины,
хороший угол среза, скос при строжке в зависимости от толщины
материала, скорости резки и силы режущего тока.
Толщина материала
Качество среза
Стартовый газ:
Плазменный газ:
Экранирующий газ:
Примечания:
Толщина материала
Качество среза
от 1,6 мм до 25,4 мм
Хорошее
Воздух
Воздух
Воздух
Потемнение поверхности среза, практически полное отсутствие окалины,
хороший угол среза, скос при строжке в зависимости от толщины
материала, скорости резки и силы режущего тока.
от 6,4 мм до 76,2 мм
Хорошее
4-15

РАЗДЕЛ 4 Эксплуатация
N
Стартовый газ:
Плазменный газ:
Экранирующий газ:
Примечания:
2
N
2
Воздух
Потемнение поверхности среза, практически полное отсутствие окалины,
хороший угол среза, небольшое округление верхней кромки среза.
Толщина материала
Качество среза
Стартовый газ:
Плазменный газ:
Экранирующий газ:
Примечания:
от 12,7 мм до 76,2 мм
Хорошее
N
2
смесь «Н-35»
N
2
Блестящая золотистая поверхность среза, практически полное
отсутствие окалины при резке материалов толщиной до 1,5 дюйма, при
резке более толстых материалов возможно окалина, незначительное
увеличение угла среза вследствие использования смеси Н-35 в качестве
плазменного газа.
4-16

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
4.5 Рабочие данные
4.5.1 Введение
Представленные в данном разделе данные получены путем
многочасовых испытаний. Данный раздел является общим
руководством по настройке механизированного
плазменнодугового резака PT-600 и резке материалов при
помощи PT-600. Контрольная система резака включает
систему контроля за подачей газа Smart Flow II, основанную
на принципе пропорционального клапана.
В большинстве случаев выбор этих параметров обеспечит
надлежащее качество среза. В данном разделе
содержатся данные для:
• резки алюминия, нержавеющей и углеродистой стали;
• напряжения дуги (зазор);
• скорости резки;
• силе тока (в амперах);
• расходу плазменного и экранирующего газов;
Эти данные также можно найти в файлах SDP. (Подробную
информацию о файлах SDP можно найти в руководствах к
консоли и программированию процесса резки.)
В данном разделе также содержатся номера деталей
расходных частей резака для всех возможных параметров
тока.
ПРИМЕЧАНИЕ
ПРИМЕЧАНИЕ
Параметры скорости резки, пропила и напряжения и
силы тока могут использоваться при любом
использовании резака PT-600.
Эти данные были получены при использовании
программируемой системы контроля за подачей газа Smart
Flow II. Эти данные использовались при создании файлов
SDP визуального контроля ЧПУ (Vision CNC Process
Control). При работе с системой Smart Flow II, параметры
расхода газа должны использоваться только в
ознакомительных целях. Параметры скорости резки,
пропила, напряжения дуги (зазора) и силы тока могут
использоваться и при работе с системами ручного
контроля за подачей газа.
При подводной работе скорость резки должна быть
уменьшена на 10 процентов.
В большинстве случаев, для определения скорости
подводной резки достаточно уменьшить скорость
надводной резки на 10 процентов. В данном разделе для
ознакомления приведены два примера параметров
подводной резки (стр. 4-31 и 4-91).
4-17

У
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Материал:
Сила тока (А):
Стартовый газ:
глеродистая сталь
50
Воздух* при 100 фунтов/кв. дюйм (6,9 бар)
Плазменнодуговой
*Не использовать магистральный воздух. Используйте воздух в баллонах.
Режущий газ:
Экранирующий
Воздух* при 100 фунтов/кв. дюйм (6,9 бар)
Воздух* при 60 фунтов/кв. дюйм (4,1 бар)
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528 (Ref.)
Газовая направляющая Н/Д
0558002533 (4 отверстия)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99 (Ref.)
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
(Ref.)
Электрод Н/Д 0558001624 (250A)
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Наконечник Н/Д 0558001881 (50A)
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21796 (50A)
Теплоизолятор Н/Д 21795 (50A)
Фиксатор теплоизолятора Н/Д
37081
4-18

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
50 ампер
Углеродистая сталь
Если не указано иначе, приведенные
данные относятся к надводной резке При
резке под водой уменьшите скорость на 10
процентов.
Толщина материала
Дюймы
ММ
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
Стартовый
газ
Режущий
газ
Воздух Воздух Воздух
0.063
1,6
0
0
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
Плазменный режущий
газ
Экранирующий
стартовый газ
Экранирующий
режущий газ
PSI 40
БАР2,76
PSI 50
БАР3,45
PSI 10
БАР0,69
PSI 10
БАР0,69
Экранирующий
газ
Высота (зазор)
Дюйм
Начальная высота
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Низкое» (Low).
4-19
0,375
ы
ММ
9,5
113
220
5588
0,05
1,3

(
)
(
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Материал:
Сила тока (А):
Стартовый газ:
Углеродистая сталь
65
Воздух* при 100 фунтов/кв. дюйм (6,9 бар)
Плазменнодуговой
Не использовать магистральный воздух. Используйте воздух в баллонах.
Режущий газ:
Экранирующий газ:
Воздух* при 100 фунтов/кв. дюйм (6,9 бар)
Воздух* при 60 фунтов/кв. дюйм (4,1 бар)
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528 (Ref.)
Газовая направляющая Н/Д
0558002533 (4 отверстия)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99 (Ref.)
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Электрод Н/Д 0558001624 (250A)
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89
Наконечник Н/Д 0558001881 (50A)
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89(Ref.)
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21796
Теплоизолятор Н/Д 21796 (50A)
Фиксатор теплоизолятора Н/Д
37081
Ref.)
4-20

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
65 ампер
Углеродистая сталь
Если не указано иначе, приведенные
данные относятся к надводной резке При
резке под водой уменьшите скорость на 10
процентов.
Толщина материала
Дюймы
ММ
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
Стартовый
газ
Режущий
газ
Воздух Воздух Воздух
0.125 0.188 0.250
3,2 4,7 6,4
0 0 0.1
0 0 0.4
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
Плазменный режущий
газ
Экранирующий
стартовый газ
Экранирующий
режущий газ
PSI 40 40 40
БАР 2,76 2,76 2,76
PSI 50 50 50
БАР 3,45 3,45 3,45
PSI 10 10 10
БАР 0,69 0,69 0,69
PSI 10 10 10
БАР 0,69 0,69 0,69
Экраниру
ющий газ
Высота (зазор)
Начальная высота
Дюймы
ММ
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Низкое» (Low).
4-21
.375 .375 .375
9,5 9,5 9,5
115 118 130
150 100 75
3810 2540 1905
.065 .075 .085
1,7 1,9 2,2

(
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
Материал:
Углеродистая сталь
PT-600
Плазменнодуговой
резак
*Не использовать магистральный воздух. Используйте воздух в баллонах.
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий газ:
100
Азот (N2) 100 фунт/кв. дюйм / 6,9 бар
Кислород (O2) 100 фунт/кв. дюйм 6,9 бар
Воздух* при 60 фунтов/кв. дюйм (4,1 бар)
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528 (Ref.)
Газовая направляющая Н/Д
0558002533 (4 отверстия)
(0558002534 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода)
Н/Д 86W99 (Ref.)
Ref.)
Электрод Н/Д 0558001624 (250A)
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Наконечник Н/Д 0558001882 100A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Фиксатор наконечника
Н/Д 37082
Газовый рассеиватель
Н/Д 21944 (22496 для обратн.)
Теплоизолятор Н/Д 21802 от
100A до 250A
Фиксатор теплоизолятора Н/Д
37081
4-22

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
100 Ампер
Углеродистая сталь
Если не указано иначе, приведенные данные
относятся к надводной резке При резке под
водой уменьшите скорость на 10 процентов.
Старт
овый
газ
Режу
щий
газ
Экранирую
щий газ
Толщина материала N2 O2 Воздух
Дюймы
ММ
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
0.125 0.188 0.250 0.313 0.375 0.500 0.625 0.750
3,2 4,7 6,4 7,9 9,5 12,7 15,9 19,1
0 0 0 0 0.2 0.4 0.5 0.3
0 0 0 0 0.2 0.5 0.6 0.7
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
Плазменный режущий
газ
Экранирующий
стартовый газ
Экранирующий
режущий газ
PSI 25 25 25 25 25 25 25 25
БАР 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 46 46 44 46 46 46 48 46
БАР 3,2 3,2 3,0 3,2 3,2 3,2 3,3 3,2
PSI 20 20 20 20 20 20 20 18
БАР 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,2
PSI 10 18 18 10 16 10 12 10
БАР 0,7 1,2 1,2 0,7 1,1 0,7 0,8 0,7
Высота (зазор)
Начальная высота
Дюймы
ММ
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Низкое» (Low).
4-23
.375 .375 .375 .375 .375 .500 .500 .500
9,5 9,5 9,5 9,5 9,5 12,7 12,7 12,7
123 135 133 134 149 141 159 162
190 150 120 100 80 60 38 20
4826 3810 3048 2540 2032 1524 965 508
.08 .075 .100 .085 .012 .100 .14 .145
2,0 1,9 2,5 2,2 3,0 2,5 3,6 3,7

У
Д
(
(
)
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Плазменнодуговой
*Не использовать магистральный воздух. Используйте воздух в баллонах.
Экранирующий газ:
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
глеродистая сталь
150
Азот (N2) 100 фунт/кв. дюйм / 6,9 бар
Кислород (O2) 100 фунт/кв. дюйм 6,9 бар
Воздух* при 60 фунтов/кв. дюйм (4,1 бар)
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/
996528 (Ref.)
Газовая направляющая Н/Д
0558002533 (4 отверстия)
(0558002534 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Ref.)
Электрод Н/Д 0558001624 (250A)
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Наконечник Н/Д 0558001883 150A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (22496 для обратн.)
Теплоизолятор Н/Д 21802 от 100A
до 250A
Фиксатор теплоизолятора Н/Д
37081
4-24

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
150 Ампер
Углеродистая сталь
Если не указано иначе, приведенные данные
относятся к надводной резке При резке под
водой уменьшите скорость на 10 процентов.
Старт
овый
газ
Толщина материала N
Дюймы
ММ
0.188 0.250 0.313 0.375 0.500 0.625 0.750 1.000
4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
Режу
щий
газ
O2 Воздух
2
Экранирую
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
0 0 0 0 0.2 0.2 0.2 0.3
0 0 0 0 0.4 0.5 0.8 1.0
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
PSI 20 20 20 20 20 20 20 20
БАР 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 37 37 37 37 37 44 37 37
БАР 2,6 2,6 2,6 2,6 2,6 3,0 2,6 2,6
PSI 20 20 20 20 20 21 18 18
БАР 1,4 1,4 1,4 1,4 1,4 1,5 1,2 1,2
PSI 18 18 18 18 16 18 10 16
БАР 1,2 1,2 1,2 1,2 1,1 1,2 0,7 1,1
щий газ
Высота (зазор)
Начальная высота
Дюймы
ММ
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Высокое» (High).
4-25
.375 .375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
127 126 131 134 140 151 157 156
160 150 120 90 75 55 45 25
4064 3810 3048 2286 1905 1397 1143 635
.085 .095 .095 .120 .105 .125 .150 .165
2,2 2,4 2,4 3,0 2,7 3,2 3,8 4,2

У
(
(
(
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Плазменнодуговой
*Не использовать магистральный воздух. Используйте воздух в баллонах.
Экранирующий газ:
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
глеродистая сталь
200
Азот (N2) 100 фунт/кв. дюйм / 6,9 бар
Кислород (O2) 100 фунт/кв. дюйм 6,9 бар
Воздух* при 60 фунтов/кв. дюйм (4,1 бар)
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528
Газовая направляющая Н/Д
0558002533 (4 отверстия)
0558002534 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
(Ref.)
Электрод Н/Д 0558001624 (250A)
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Ref.)
Ref.)
Наконечник Н/Д 0558001884 200A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (22496 для обратн.)
Теплоизолятор Н/Д 21802 от
100A до 250A
Фиксатор теплоизолятора Н/Д
37081
4-26

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
200 Ампер
Углеродистая сталь
Если не указано иначе, приведенные
данные относятся к надводной резке При
резке под водой уменьшите скорость на 10
процентов.
Толщина материала N
Дюймы
ММ
Старт
овый
газ
0.250 0.313 0.375 0.500 0.625 0.750 1.000 1.250
6,4 7,9 9,5 12,7 15,9 19,1 25,4 31,8
Режу
щий
газ
O2 Воздух
2
Экранирую
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
0 0 0 0.1 0.2 0.3 0.3 0.6
0 0.2 0 0.2 0.3 0.3 0.5 1.0
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
PSI 26 25 25 25 20 25 25 25
БАР 1,8 1,7 1,7 1,7 1,4 1,7 1,7 1,7
PSI 40 43 40 44 40 40 40 44
БАР 2,8 3,0 2,8 3,0 2,8 2,8 2,8 3,0
PSI 20 20 20 20 20 18 18 22
БАР 1,4 1,4 1,4 1,4 1,4 1,2 1,2 1,5
PSI 8 14 18 10 11 7 12 22
БАР 0,6 1,0 1,2 0,7 0,8 0,5 0,8 1,5
щий газ
Высота (зазор)
Начальная высота
Дюймы
ММ
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Высокое» (High)
4-27
.375 .375 .375 .500 .500 .500 .500 .500
9,5 9,5 9,5 12,7 12,7 12,7 12,7 12,7
124 129 132 129 139 142 153 164
170 140 110 90 65 55 40 20
4318 3556 2794 2286 1651 1397 1016 508
.095 .105 .110 .136 .120 .150 .170 .190
2,4 2,7 2,8 3,5 3,0 3,8 4,3 4,8

У
(
(
(
)
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Плазменнодуговой
*Не использовать магистральный воздух. Используйте воздух в баллонах.
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий
газ:
глеродистая сталь
250
Азот (N2) 100 фунт/кв. дюйм / 6,9 бар
Кислород (O2) 100 фунт/кв. дюйм 6,9 бар
Воздух* при 60 фунтов/кв. дюйм (4,1 бар)
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528
Газовая направляющая Н/Д
0558001625 (8 отверстий)
(0558002530 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Электрод Н/Д 0558001624 (250A)
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Ref.)
Ref.)
Наконечник Н/Д 0558001623
250A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (22496 для обратн.)
Теплоизолятор Н/Д 21802 от
100A до 250A
Фиксатор теплоизолятора Н/Д
37081
4-28

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
250 Ампер
Углеродистая сталь
Если не указано иначе, приведенные данные
относятся к надводной резке При резке под
водой уменьшите скорость на 10 процентов.
Старт
овый
газ
Толщина материала N
Дюймы
ММ
0.250 0.375 0.500 0.625 0.750 1.000 1.250 1.500
6,4 9,5` 12,7 15,9 19,1 25,4 31,8 38,1
Режу
щий
газ
O2 Воздух
2
Экранирую
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
0 0 0 0.2 0.3 0.3 0.5 0.8
0 0 0.2 0.1 0.2 0.4 0.8 1.2
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
PSI 25 25 25 25 25 25 26 25
БАР 1,7 1,7 1,7 1,7 1,7 1,7 1,8 1,7
PSI 38 38 44 40 38 38 43 44
БАР 2,6 2,6 3,0 2,8 2,6 2,6 3,0 3,0
PSI 18 18 20 14 18 18 22 22
БАР 1,2 1,2 1,4 1,0 1,2 1,2 1,5 1,5
PSI 12 12 16 12 12 12 22 22
БАР 0,8 0,8 1,1 0,8 0,8 0,8 1,5 1,5
щий газ
Высота (зазор)
Начальная высота
Дюймы
ММ
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Высокое» (High)
4-29
.375 .375 .500 .500 .500 .625 .625 .625
9,5 9,5 12,7 12,7 12,7 15,9 15,9 15,9
130 135 135 138 142 150 162 168
170 125 115 80 65 50 33 22
4318 3175 2921 2032 1651 1270 838 558
.110 .135 .135 .130 .150 .160 .170 .200
2,8 3,5 3,5 3,3 3,8 4,1 4,3 5,1

У
р
(
(
(
(
)
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Плазменнодуговой
езак
*Не использовать магистральный воздух. Используйте воздух в баллонах.
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий
газ:
глеродистая сталь
325
Азот (N2) 100 фунт/кв. дюйм / 6,9 бар
Кислород (O2) 100 фунт/кв. дюйм 6,9 бар
Воздух* при 60 фунтов/кв. дюйм (4,1 бар)
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528
Газовая направляющая Н/Д
0558001625 (8 отверстий)
0558002530 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Ref.)
Ref.)
Электрод Н/Д 0558002516
360A/400A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Наконечник Н/Д 0558001885 360A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (22496 для обратн.)
Теплоизолятор Н/Д 21945 (360A)
Фиксатор теплоизолятора Н/Д
37081
4-30

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
325 Ампер
Углеродистая сталь
Если не указано иначе, приведенные данные
относятся к надводной резке При резке под
водой уменьшите скорость на 10 процентов.
Старт
овый
газ
Толщина материала N
Дюймы
ММ
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
Режу
щий
газ
O2 Воздух
2
Экраниру
ющий газ
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
0.3 0.3 0.3 0.4 0.5 0.7
0.2 0.3 0.3 0.6 0.9 1.0
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
PSI 26 25 25 25 25 25
БАР 1,8 1,7 1,7 1,7 1,7 1,7
PSI 37 37 31 31 31 36
БАР 2,6 2,6 2,1 2,1 2,1 2,5
PSI 22 22 22 22 22 22
БАР 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
БАР 1,5 1,5 1,5 1,5 1,5 1,5
Высота (зазор)
Начальная высота
Напряжение дуги (зазор)
Дюймы
ММ
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Высокое» (High)
4-31
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
125 135 132 142 146 156
125 100 90 60 37 25
3175 2540 2286 1524 939 635
.140 .150 .160 .175 .200 .210
3,6 3,8 4,1 4,5 5,1 5,3

У
(
(
(
(
)
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
глеродистая сталь
360
Азот (N2) 100 фунт/кв. дюйм / 6,9 бар
Кислород (O2) 100 фунт/кв. дюйм 6,9 бар
Плазменнодуговой
резак
Экранирующий
газ:
*Не использовать магистральный воздух. Используйте воздух в баллонах.
Воздух* при 60 фунтов/кв. дюйм (4,1 бар)
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528
Газовая направляющая Н/Д
0558001625 (8 отверстий)
0558002530 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Ref.)
Ref.)
Электрод Н/Д 0558002516 360
A/400 А
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Наконечник Н/Д 0558001885 360 A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (22496 для обратн.)
Теплоизолятор Н/Д 21945 (360A)
Фиксатор теплоизолятора Н/Д
37081
4-32

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
360 Ампер
Углеродистая сталь
Если не указано иначе, приведенные данные
относятся к надводной резке При резке под
водой уменьшите скорость на 10 процентов.
Старт
овый
газ
Режу
щий
газ
Экранирую
щий газ
Толщина материала N2 O2 Воздух
Дюймы
ММ
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
0.3 0.3 0.3 0.5 0.6 0.7
0.2 0.3 0.3 0.7 0.9 1.0
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
PSI 26 25 25 25 25 25
БАР 1,8 1,7 1,7 1,7 1,7 1,7
PSI 38 37 35 35 38 36
БАР 2,6 2,6 2,4 2,4 2,6 2,5
PSI 22 22 22 22 22 22
БАР 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
БАР 1,5 1,5 1,5 1,5 1,5 1,5
Высота (зазор)
Начальная высота
Напряжение дуги (зазор)
Дюймы
ММ
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Высокое» (High)
4-33
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
124 135 132 141 146 153
135 115 100 65 45 32
3429 2921 2540 1651 1143 813
.140 .140 .165 .180 .205 .210
3,6 3,6 4,2 4,6 5,2 5,3

У
р
(
(
(
)
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Плазменнодуговой
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий газ:
глеродистая сталь
400
Азот (N2) 100 фунт/кв. дюйм / 6,9 бар
Кислород (O2) 100 фунт/кв. дюйм 6,9 бар
Воздух* при 60 фунтов/кв. дюйм (4,1 бар)
езак
*Не использовать магистральный воздух. Используйте воздух в баллонах.
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528 (Ref.)
Газовая направляющая Н/Д
0558001625 (8 отверстий)
0558002530 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Электрод Н/Д 0558002516 360
A/400 A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Ref.)
Наконечник Н/Д 0558001886
400A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (22496 для обратн.)
Теплоизолятор Н/Д 21945 (360A)
Фиксатор теплоизолятора Н/Д
37081
4-34

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
400 Ампер
Углеродистая сталь
ПОДВОДНАЯ РЕЗКА
Старт
овый
газ
Режу
щий
газ
Экранирую
щий газ
Толщина материала N2 O2 Воздух
Дюймы 0.500 0.625 0.750 1.000 1.250 1.500
ММ 12,7 15,9 19,1 25,4 31,8 38,1
Таймеры
Подъем при прошивке (сек.) 0.3 0.3 0.3 0.5 0.5 0.7
Задержка прошивки (сек.) 0.2 0.3 0.3 0.3 0.7 1.2
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый газ
Плазменный режущий газ
Экранирующий стартовый газ
Экранирующий режущий газ
PSI 25 25 25 25 25 25
БАР 1,7 1,7 1,7 1,7 1,7 1,7
PSI 31 31 31 31 31 31
БАР 2,7 2,6 2,6 2,6 2,6 2,5
PSI 22 22 22 22 22 22
БАР 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
БАР 1,5 1,5 1,5 1,5 1,5 1,5
Высота (зазор)
Начальная высота
Напряжение дуги (зазор) 125 132 136 141 142 150
Скорость движения
Дюймы в минуту 130 120 110 75 55 37
ММ/МИН. 3556 3175 2794 1905 1397 940
Ширина разреза
Дюймы .145 .150 .195 .195 .205 .220
ММ 3,7 3,8 5,0 5,0 5,2 5,6
Примечание:
Значение вспомогательной дуги установлено на «Высокое» (High)
4-35
Дюймы .500 .500 .500 .625 .625 .625
ММ 12,7 12,7 12,7 15,9 15,9 15,9

У
р
(
(
(
(
)
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Плазменнодуговой
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий газ:
глеродистая сталь
400
Азот (N2) 100 фунт/кв. дюйм / 6,9 бар
Кислород (O2) 100 фунт/кв. дюйм 6,9 бар
Воздух* при 60 фунтов/кв. дюйм (4,1 бар)
езак
*Не использовать магистральный воздух. Используйте воздух в баллонах.
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528
Газовая направляющая Н/Д
0558001625 (8 отверстий)
0558002530 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Ref.)
Ref.)
Электрод Н/Д 0558002516 360
A/400 A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Наконечник Н/Д 0558001886 400
A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (22496 для обратн.)
Теплоизолятор Н/Д 21945 (360A)
Фиксатор теплоизолятора Н/Д
37081
4-36

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
400 Ампер
Углеродистая сталь
Если не указано иначе, приведенные данные
относятся к надводной резке При резке под
водой уменьшите скорость на 10 процентов.
Старт
овый
газ
Режу
щий
газ
Экранирую
щий газ
Толщина материала N2 O2 Воздух
Дюймы
ММ
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
0.3 0.3 0.3 0.5 0.5 0.7
0.2 0.3 0.3 0.3 0.7 1.2
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
PSI 25 25 25 25 25 25
БАР 1,7 1,7 1,7 1,7 1,7 1,7
PSI 31 31 31 31 31 31
БАР 2,7 2,6 2,6 2,6 2,6 2,5
PSI 22 22 22 22 22 22
БАР 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
БАР 1,5 1,5 1,5 1,5 1,5 1,5
Высота (зазор)
Начальная высота
Дюймы
ММ
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Высокое» (High)
4-37
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
125 132 136 141 142 150
140 125 115 80 60 43
3556 3175 2794 1905 1397 940
.145 .150 .195 .195 .205 .220
3,7 3,8 5,0 5,0 5,2 5,6

р
(
(
(
)
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Плазменнодуговой
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий газ:
Алюминий
65
Воздух* при 100 фунтов/кв. дюйм (6,9 бар)
Воздух* при 100 фунтов/кв. дюйм (6,9 бар)
Воздух* при 60 фунтов/кв. дюйм (4,1 бар)
езак
*Не использовать магистральный воздух. Используйте воздух в баллонах.
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528
Газовая направляющая Н/Д
0558002533 (4 отверстия)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Электрод Н/Д 0558001624 (250A)
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Ref.)
Ref.)
Наконечник Н/Д 0558001881 (50A)
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21796 (50A)
Теплоизолятор Н/Д 21795 (50A)
Фиксатор теплоизолятора Н/Д
37081
4-38

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
65 Ампер
Алюминий
Если не указано иначе, приведенные данные
относятся к надводной резке При резке под
водой уменьшите скорость на 10 процентов.
Стартовый
газ
Режущий
газ
Экранирующий
газ
Толщина материала Воздух Воздух Воздух
Дюймы
ММ
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
0.063 0.125 0.250
1,6 3,2 6,4
0 0 0.2
0 0.2 0.4
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
PSI 40 40 40
БАР 2,76 2,76 2,76
PSI 60 60 60
БАР 4,14 4,14 4,14
PSI 10 10 10
БАР 0,7 0,7 0,7
PSI 10 10 10
БАР 0,7 0,7 0,7
Высота (зазор)
Начальная высота
Напряжение дуги (зазор)
Дюймы
ММ
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Низкое» (Low).
4-39
.375 .375 .375
9,5 9,5 9,5
115 115 126
200 110 60
5080 2794 1524
.063 .08 .100
1,6 2,0 2,5

р
(
(
(
)
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Плазменнодуговой
езак
*Не использовать магистральный воздух. Используйте воздух в баллонах.
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий
газ:
Алюминий
100
Воздух* при 100 фунтов/кв. дюйм (6,9 бар)
Воздух* при 100 фунтов/кв. дюйм (6,9 бар)
Воздух* при 60 фунтов/кв. дюйм (4,1 бар)
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528
Газовая направляющая Н/Д
0558002533 (4 отверстия)
0558002534 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Электрод Н/Д 0558001624 (250A)
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Наконечник Н/Д 0558001882 100
А
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Ref.)
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (22496 для обратн.)
Теплоизолятор Н/Д 21802 от
100A до 250A
Фиксатор теплоизолятора Н/Д
37081
4-40

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
100 Ампер
Алюминий
Если не указано иначе, приведенные данные
относятся к надводной резке При резке под
водой уменьшите скорость на 10 процентов.
Стартовый газ
Режущий
газ
Экранирующи
й газ
Толщина материала Воздух Воздух Воздух
Дюймы
ММ
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
0.188 0.250 0.375 0.500 0.750
4,7 6,4 9,5 12,7 19,1
0 0.1 0.1 0.1 0.2
0.1 0.2 0.3 0.3 0.4
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
PSI 25 25 25 25 25
БАР 1,7 1,7 1,7 1,7 1,7
PSI 42 42 42 42 42
БАР 2,9 2,9 2,9 2,9 2,9
PSI 20 20 20 20 20
БАР 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18
БАР 1,24 1,24 1,24 1,24 1,24
Высота (зазор)
Начальная высота
Дюймы
ММ
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Низкое» (Low).
4-41
.375 .375 .375 .500 .500
9,5 9,5 9,5 12,7 12,7
151 157 157 182 185
120 95 70 50 25
3048 2413 1778 1270 635
.115 .120 .130 .130 .135
2,9 3,0 3,3 3,3 3,5

(
(
(
(
)
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Плазменнодуговой
резак
*Не использовать магистральный воздух. Используйте воздух в баллонах.
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий
газ:
Алюминий
150
Воздух* при 100 фунтов/кв. дюйм (6,9 бар)
Воздух* при 100 фунтов/кв. дюйм (6,9 бар)
Воздух* при 60 фунтов/кв. дюйм (4,1 бар)
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528
Газовая направляющая Н/Д
0558002533 (4 отверстия)
0558002534 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Ref.)
Ref.)
Электрод Н/Д 0558001624 (250A)
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Наконечник Н/Д 0558001883 150A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (22496 для обратн.)
Теплоизолятор Н/Д 21802 от
100A до 250A
Фиксатор теплоизолятора Н/Д
37081
4-42

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
150 Ампер
Алюминий
Если не указано иначе, приведенные данные
относятся к надводной резке При резке под
водой уменьшите скорость на 10 процентов.
Стартовый
газ
Режущий
газ
Экранирующий
газ
Толщина материала Воздух Воздух Воздух
Дюймы
ММ
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
0.188 0.250 0.313 0.375 0.500 0.750 0.875 1.000
4,7 6,4 7,9 9,5 12,7 19,1 22,2 25,4
0 0 0 0 0.1 0.2 0.4 0.4
0 0.1 0.2 0.2 0.3 0.5 0.6 0.7
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
PSI 25 25 25 25 25 25 25 25
БАР 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 40 40 40 40 40 40 40 40
БАР 2,8 2,8 2,8 2,8 2,8 2,8 2,8 2,8
PSI 15 15 15 10 15 10 10 10
БАР 1,0 1,0 1,0 0,7 1,0 0,7 0,7 0,7
PSI 15 15 15 10 15 10 10 10
БАР 1,0 1,0 1,0 0,7 1,0 0,7 0,7 0,7
Высота (зазор)
Начальная высота
Дюймы
ММ
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Высокое» (High)
4-43
.375 .375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
147 152 153 159 165 175 184 187
200 140 120 100 80 45 37 30
5080 3556 3048 2540 2032 1143 940 762
.110 .110 .120 .130 .140 .140 .150 .150
2,8 2,8 3,0 3,3 3,6 3,6 3,8 3,8

(
(Ref.)
(
)
(Ref.)
(Ref.)
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Плазменнодуговой
*Не использовать магистральный воздух. Используйте воздух в баллонах.
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий
газ:
Алюминий
200
Воздух* при 100 фунтов/кв. дюйм (6,9 бар)
Воздух* при 100 фунтов/кв. дюйм (6,9 бар)
Воздух* при 60 фунтов/кв. дюйм (4,1 бар)
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528 (Ref.)
Газовая направляющая Н/Д
0558002533 (4 отверстия)
0558002534 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Электрод Н/Д 0558001624 (250A)
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89
Наконечник Н/Д 0558001884 200A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (22496 для обратн.)
Теплоизолятор Н/Д 21802 от
100A до 250A
Фиксатор теплоизолятора Н/Д
37081
4-44

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
200 Ампер
Алюминий
Если не указано иначе, приведенные данные
относятся к надводной резке При резке под
водой уменьшите скорость на 10 процентов.
Стартовый
газ
Режущий
газ
Экранирующий
газ
Толщина материала Воздух Воздух Воздух
Дюймы
ММ
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
0.250 0.313 0.375 0.500 0.625 0.750 1.000
6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0.1 0.1 0.2 0.2 0.2 0.3
0.2 0.2 0.3 0.3 0.3 0.5 0.6
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
PSI 25 25 25 25 25 25 25
БАР 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44 44
БАР 3,0 3,0 3,0 3,0 3,0 3,0 3,0
PSI 14 14 14 14 14 14 14
БАР 1,0 1,0 1,0 1,0 1,0 1,0 1,0
PSI 15 15 15 15 15 15 15
БАР 1,0 1,0 1,0 1,0 1,0 1,0 1,0
Высота (зазор)
Начальная высота
Дюймы
ММ
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Высокое» (High)
4-45
.375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 12,7 12,7 12,7 12,7
155 160 160 167 170 175 186
125 125 110 85 70 60 40
3175 3175 2794 2159 1778 1524 1016
.110 130 .130 .130 .140 .140 .140
2,8 3,3 3,3 3,3 3,6 3,6 3,6

(Ref.)
(
(Ref.)
(
)
(Ref.)
(Ref.)
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Плазменнодуговой
резак
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий газ:
Алюминий
150
Азот (N2) 100 фунт/кв. дюйм / 6,9 бар
Аргон/Водород (H-35) при 100 фунт/кв. дюйм / 6,9
бар
Азот (N2) 60 фунт/кв. дюйм / 4,1 бар
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528
Газовая направляющая Н/Д
0558002533 (4 отверстия)
0558002534 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Электрод Н/Д 0558002499
N2, H-35, 600A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89
Наконечник Н/Д 0558001883 150A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (22496 для обратн.)
Теплоизолятор Н/Д 21802 от
100A до 250A
Фиксатор теплоизолятора Н/Д
37081
4-46

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
150 Ампер
Алюминий
Экран
ирую
щий
газ
НЕ ИСПОЛЬЗОВАТЬ H-35 ПРИ
ПОДВОДНОЙ РЕЗКЕ
Старт
овый
газ
Режу
щий
газ
Толщина материала N2 H-35 N2
Дюймы
ММ
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
0.250 0.375 0.500 0.625 0.750 1.000
6,4 9,5 12,7 15,9 19,1 25,4
0 0.1 0.1 0.1 0.1 0.2
0.2 0.3 0.2 0.5 0.4 0.5
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
PSI 20 20 20 20 20 20
БАР 1,4 1,4 1,4 1,4 1,4 1,4
PSI 54 54 54 54 54 54
БАР 3,7 3,7 3,7 3,7 3,7 3,7
PSI 10 10 10 10 10 10
БАР 0,7 0,7 0,7 0,7 0,7 0,7
PSI 10 10 10 10 10 10
БАР 0,7 0,7 0,7 0,7 0,7 0,7
Высота (зазор)
Начальная высота
Дюймы
ММ
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Высокое» (High)
4-47
.375 .375 .500 .500 .500 .500
9,5 9,5 12,7 12,7 12,7 12,7
135 141 144 155 160 172
150 110 90 55 45 25
3810 2794 2286 1397 1143 635
.140 .120 .130 .150 .160 .170
3,6 3,0 3,3 3,8 4,1 4,3

р
р
(
(Ref.)
(
)
(Ref.)
(Ref.)
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Плазменнодуговой
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий газ:
Алюминий
200
Азот (N2) 100 фунт/кв. дюйм / 6,9 бар
Аргон/Водород (H-35) при 100 фунт/кв. дюйм / 6,9
ба
Азот (N2) 60 фунт/кв. дюйм / 4,1 бар
езак
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528 (Ref.)
Газовая направляющая Н/Д
0558002533 (4 отверстия)
0558002534 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Electrode Н/Д 0558002499
N2, H-35, 600A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89
Наконечник Н/Д 0558001884 200A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (22496 для обратн.)
Теплоизолятор Н/Д 21802 от
100A до 250A
Фиксатор теплоизолятора Н/Д
37081
4-48

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
200 Ампер
Алюминий
НЕ ИСПОЛЬЗОВАТЬ H-35 ПРИ
ПОДВОДНОЙ РЕЗКЕ
Старт
овый
газ
Режу
щий
газ
Экранир
ующий
газ
Толщина материала N2 H-35 N2
Дюймы
ММ
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
0.375 0.500 0.625 0.750 1.000
9,5 12,7 15,9 19,1 25,4
0 0 0.1 0.2 0.3
0.2 0.4 0.4 0.5 0.8
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
PSI 25 25 25 25 25
БАР 1,7 1,7 1,7 1,7 1,7
PSI 49 49 49 49 49
БАР 3,4 3,4 3,4 3,4 3,4
PSI 14 14 14 14 14
БАР 1,0 1,0 1,0 1,0 1,0
PSI 15 15 15 15 15
БАР 1,0 1,0 1,0 1,0 1,0
Высота (зазор)
Начальная высота
Дюймы
ММ
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Высокое» (High)
4-49
.375 .500 .500 .500 .500
9,5 12,7 12,7 12,7 12,7
150 155 160 168 175
120 100 85 65 35
3048 2540 2159 1651 889
.130 .140 .150 .160 .170
3,3 3,6 3,8 4,1 4,3
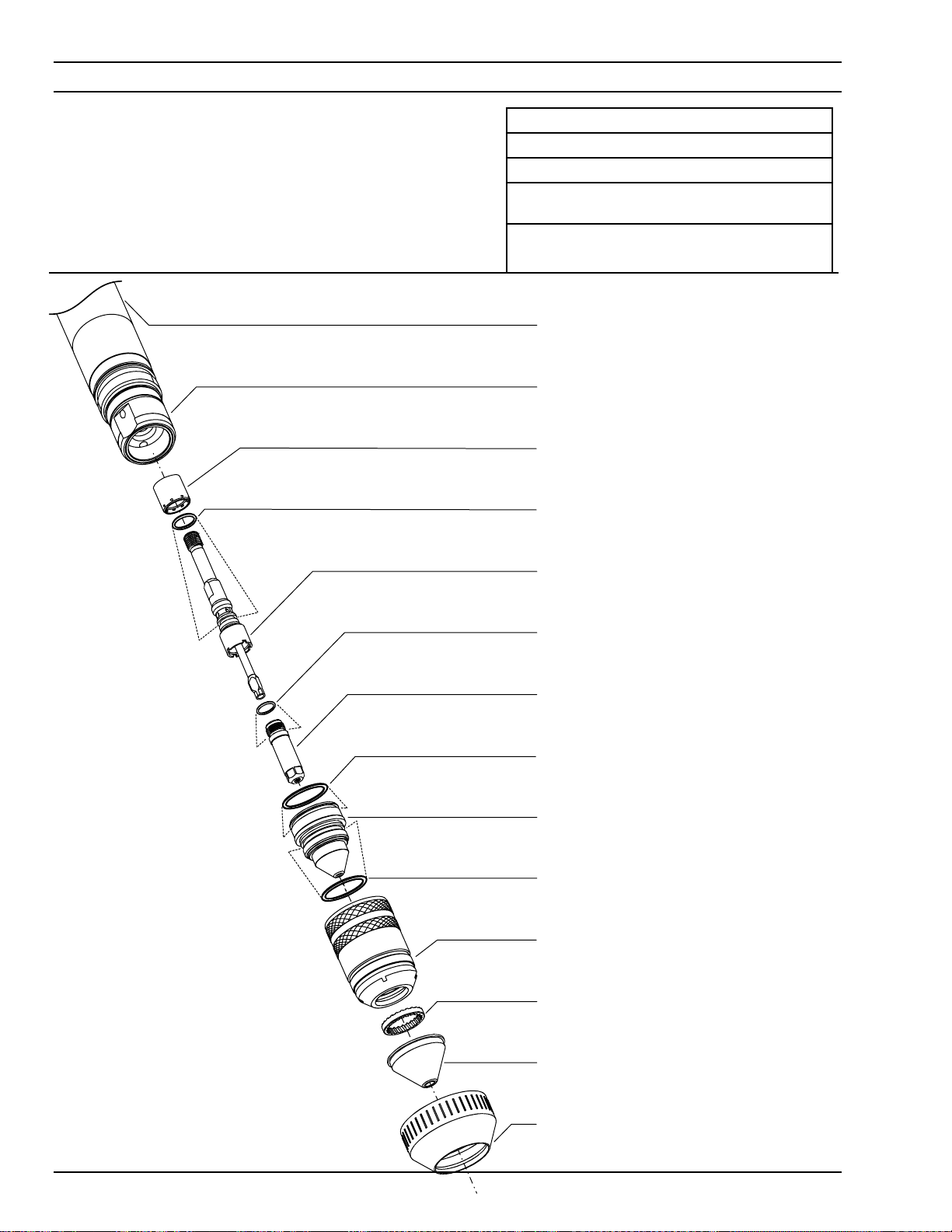
(
(
(Ref.)
(
)
(Ref.)
(Ref.)
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Плазменнодуговой
резак
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий
газ:
Алюминий
360
Азот (N2) 100 фунт/кв. дюйм / 6,9 бар
Аргон/Водород (H-35) при 100 фунт/кв. дюйм / 6,9
бар
Азот (N2) 60 фунт/кв. дюйм / 4,1 бар
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528
Газовая направляющая Н/Д
0558001625 (8 отверстий)
0558002530 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Ref.)
Electrode Н/Д 0558002499
N2, H-35, 600A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89
Наконечник Н/Д 0558001885 360A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (22496 для обратн.)
Теплоизолятор Н/Д 21945 (360A)
Фиксатор теплоизолятора Н/Д
37081
4-50

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
360 Ампер
Алюминий
НЕ ИСПОЛЬЗОВАТЬ H-35 ПРИ
ПОДВОДНОЙ РЕЗКЕ
Стартовый
газ
Режущ
ий газ
Экранирую
щий газ
Толщина материала N2 H-35 N2
Дюймы
ММ
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
0.375 0.500 0.625 0.750 1.000 1.250 1.500 1.750
9,5 12,7 15,9 19,1 25,4 31,8 38,1 44,5
0 0 0.1 0.1 0.2 0.3 0.4 0.5
0.3 0.3 0.3 0.4 0.8 1.0 1.0 1.4
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
PSI 25 25 25 25 25 25 25 25
БАР 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 55 55 55 55 55 55 55 55
БАР 3,8 3,8 3,8 3,8 3,8 3,8 3,8 3,8
PSI 27 27 27 27 27 27 27 27
БАР 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
PSI 27 27 27 27 27 27 27 27
БАР 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
Высота (зазор)
Начальная высота
Дюймы
ММ
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Высокое» (High)
4-51
.375 .500 .500 .500 .500 .500 .500 .500
9,5 12,7 12,7 12,7 12,7 12,7 12,7 12,7
145 155 166 168 173 185 193 203
175 155 130 90 60 45 33 25
4445 3937 3302 2286 1524 1143 838 635
.160 160 .180 .180 .190 .210 .240 .260
4,1 4,1 4,6 4,6 4,8 5,3 6,1 6,6

(
(
(Ref.)
(
)
(Ref.)
(Ref.)
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Плазменнодуговой
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий газ:
Алюминий
600
Азот (N2) 100 фунт/кв. дюйм / 6,9 бар
Аргон/Водород (H-35) при 100 фунт/кв. дюйм / 6,9
бар
Азот (N2) 60 фунт/кв. дюйм / 4,1 бар
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528
Газовая направляющая Н/Д
0558001625 (8 отверстий)
0558002530 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Ref.)
Электрод Н/Д 0558002499
N2, H-35, 600A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89
Наконечник Н/Д 0558001887 600A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (22496 для обратн.)
Теплоизолятор Н/Д 21945 (360A)
Фиксатор теплоизолятора Н/Д
37081
4-52
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
600 Ампер
Алюминий
Экра
ниру
ющий
газ
НЕ ИСПОЛЬЗОВАТЬ H-35 ПРИ
ПОДВОДНОЙ РЕЗКЕ
Старт
овый
газ
Режу
щий
газ
Толщина материала N2 H-35 N2
Дюймы
ММ
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
1.000 1.500 2.000 3.000
25,4 38,1 50,8 76,2
0.3 0.4 0.5 0.6
0.5 0.8 1.0 1.2
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
PSI 46 46 46 46
БАР 3,2 3,2 3,2 3,2
PSI 46 46 46 46
БАР 3,2 32 32 3,2
PSI 35 35 35 35
БАР 2,4 2,4 2,4 2,4
PSI 35 35 35 35
БАР 2,4 2,4 2,4 2,4
Высота (зазор)
Начальная высота
Дюймы
ММ
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Высокое» (High)
4-53
.750 .750 .750 .750
19,1 19,1 19,1 19,1
172 177 192 212
80 65 30 15
2032 1651 762 381
.320 .330 .357 .390
8,1 8,4 9,1 9,9

р
(
(
(Ref.)
(
)
(Ref.)
(Ref.)
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Плазменнодуговой
*Не использовать магистральный воздух. Используйте воздух в баллонах.
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий газ:
Алюминий
250
Азот (N2) 100 фунт/кв. дюйм / 6,9 бар
Аргон/Водород (H-35) при 100 фунт/кв. дюйм / 6,9
ба
Воздух* при 60 фунтов/кв. дюйм (4,1 бар)
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528
Газовая направляющая Н/Д
0558002533 (4 отверстия)
0558002534 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Ref.)
Электрод Н/Д 0558001624 (250A)
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89
Наконечник Н/Д 0558001623 250
А
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (22496 для обратн.)
Теплоизолятор Н/Д 21802 от
100A до 250A
Фиксатор теплоизолятора Н/Д
37081
4-54

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
250 Ампер
Алюминий
НЕ ИСПОЛЬЗОВАТЬ H-35 ПРИ
ПОДВОДНОЙ РЕЗКЕ
Стартовый
газ
Режущий
газ
Экранирующий
газ
Толщина материала N2 H-35 Воздух
Дюймы
ММ
Таймеры
Подъем при прошивке
(сек.)
Задержка прошивки
(сек.)
0.625 0.750 1.000
15,9 19,1 25,4
0.1 0.2 0.3
0.3 0.4 0.8
Начальные параметры PSI = фунт./кв. дюйм (давление)
PSI 25 25 25 Плазменный
стартовый газ
Плазменный
режущий газ
Экранирующий
стартовый газ
Экранирующий
режущий газ
БАР 1,7 1,7 1,7
PSI 25 25 25
БАР 1,7 1,7 1,7
PSI 8 8 8
БАР 0,55 0,55 0,55
PSI 12 12 12
БАР 0.8 0.8 0.8
Высота (зазор)
Начальная
высота
Дюймы
ММ
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Высокое» (High)
4-55
.500 .500 .500
12,7 12,7 12,7
150 155 170
85 70 45
2159 1778 1143
.100 .100 .100
2,5 2,5 2,5

(Ref.)
(Ref.)
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Плазменнодуговой
резак
*Не использовать магистральный воздух. Используйте воздух в баллонах.
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий газ: Воздух* при 60 фунтов/кв. дюйм (4,1 бар)
Алюминий
360
Азот (N2) 100 фунт/кв. дюйм / 6,9 бар
Аргон/Водород (H-35) при 100 фунтов/кв. дюйм / 6,9 бар
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 плотнительных кольца Н/Д
996528 (Ref.)
Газовая направляющая Н/Д
0558001625 (8 отверстий)
(0558002530 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99 (Ref.)
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Электрод Н/Д 0558002516
360A/400A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Наконечник Н/Д 0558001885 360A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (22496 для обратн.)
Теплоизолятор Н/Д 21945 (360A)
Фиксатор теплоизолятора Н/Д
37081
4-56

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
360 А
Алюминий
НЕ ИСПОЛЬЗОВАТЬ H-35
ПРИ ПОДВОДНОЙ РЕЗКЕ
Стартовый
газ
Режущий
газ
Экранирующий
газ
Толщина материала N2 H-35 Воздух
Дюймы
ММ
Таймеры
Подъем при прошивке
(сек.)
Задержка прошивки
(сек.)
0.500 0.625 0.750 0.875 1.000 1.250 1.500 1.750
12,7 15,9 19,1 22,2 25,4 31,8 38,1 44,5
0 0.1 0.1 0.1 0.2 0.3 0.4 0.5
0.3 0.3 0.4 0.5 0.8 1.0 1.0 1.4
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный
стартовый газ
Плазменный
режущий газ
Экранирующий
стартовый газ
Экранирующий
режущий газ
PSI 42 42 42 42 42 42 42 42
БАР 2,9 2,9 2,9 2,9 2,9 2,9 2,9 2,9
PSI 55 55 55 55 55 55 55 55
БАР 3,8 3,8 3,8 3,8 3,8 3,8 3,8 3,8
PSI 27 27 27 27 27 27 27 27
БАР 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
PSI 27 27 27 27 27 27 27 27
БАР 1,9 1,9 1,9 1,9 1,9, 1,9 1,9 1,9
Высота (зазор)
Начальная
высота
Дюймы
ММ
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Высокое» (High)
4-57
.500 .500 .625 .625 .625 .625 .625 .625
12,7 12,7 15,9 15,9 15,9 15,9 15,9 15,9
150 166 168 170 173 185 193 200
150 130 90 75 60 45 33 25
3810 3302 2286 1905 1524 1143 838 635
.160 .180 .180 .180 .190 .210 .240 .260
4,1 4,6 4,6 4,6 4,8 5,3 6,1 6,6

(
(
(Ref.)
(
)
(Ref.)
(Ref.)
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Материал:
Сила тока (А):
Стартовый газ:
Алюминий
600
Аргон/Водород (H-35) 100 фунтов/кв. дюйм / 6,9 бар
Плазменнодуговой
резак
*Не использовать магистральный воздух. Используйте воздух в баллонах.
Режущий газ:
Экранирующий
газ:
Аргон/Водород (H-35) 100 фунтов/кв. дюйм / 6,9 бар
Воздух* при 60 фунтов/кв. дюйм (4,1 бар)
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528
Газовая направляющая Н/Д
0558001625 (8 отверстий)
0558002530 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Ref.)
Электрод Н/Д 0558002499 N2,
H-35, 600A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89
Наконечник Н/Д 0558001887 600
A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (22496 для обратн.)
Теплоизолятор Н/Д 21945 (360A)
Фиксатор теплоизолятора Н/Д
37081
4-58

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
600 Ампер
Алюминий
НЕ ИСПОЛЬЗОВАТЬ H-35
ПРИ ПОДВОДНОЙ РЕЗКЕ
Старт
овый
газ
Режу
щий
газ
Экранирую
щий газ
Толщина материала H-35 H-35 Воздух
Дюймы
ММ
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
1.500
38,1
0.5
1.1
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
PSI 46
БАР 3,2
PSI 46
БАР 3,2
PSI 34
БАР 2,4
PSI 34
БАР 2,4
Высота (зазор)
Начальная высота
Дюймы
ММ
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Высокое» (High)
4-59
.750
19,1
172
75
1905
.320
8,1

(Ref.)
(
(Ref.)
(
)
(Ref.)
(Ref.)
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Плазменнодуговой резак
*Не использовать магистральный воздух. Используйте воздух в баллонах.
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий
газ:
Алюминий
200
Азот (N2) 100 фунт/кв. дюйм / 6,9 бар
Азот (N2) 100 фунт/кв. дюйм / 6,9 бар
Воздух* при 60 фунтов/кв. дюйм (4,1 бар)
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528
Газовая направляющая Н/Д
0558002533 (4 отверстия)
0558002534 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Электрод Н/Д 0558002499 N2, H35, 600A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89
Наконечник Н/Д 0558001884 200A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (22496 для обратн.)
Теплоизолятор Н/Д 21802 от 100A
до 250A
Фиксатор теплоизолятора Н/Д
37081
4-60

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
200 Ампер
Алюминий
Если не указано иначе, приведенные данные
относятся к надводной резке При резке под
водой уменьшите скорость на 10 процентов.
Толщина материала N2 N
Дюймы
ММ
Стартов
ый газ
0.188 0.250 0.313 0.375 0.500 0.625 0.750 1.000
4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
Режущ
ий газ
Воздух
2
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
0 0 0 0 0 0.1 0.2 0.2
0 0.2 0.2 0.3 0.3 0.4 0.5 0.8
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
PSI 25 25 25 25 25 25 25 25
БАР 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44 44 44
БАР 3,04 3,04 3,04 3,04 3,04 3,04 3,04 3,04
PSI 20 20 20 20 20 20 20 20
БАР 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18 18 18 18
БАР 1,24 1,24 1,24 1,24 1,24 1,24 1,24 1,24
Экранирующи
й газ
Высота (зазор)
Начальная высота
Дюймы
ММ
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Высокое» (High)
4-61
.375 .375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
137 143 145 148 152 154 163 176
240 170 105 90 70 62 55 30
6096 4318 2667 2286 1778 1575 1397 676
.110 .110 .120 .130 .130 .140 .150 .160
2,8 2,8 3,0 3,3 3,3 3,6 3,8 4,1

(
(
(Ref.)
/
(
)
(Ref.)
(Ref.)
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Плазменнодуговой
резак
*Не использовать магистральный воздух. Используйте воздух в баллонах.
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий
газ:
Алюминий
250
Азот (N2) 100 фунт/кв. дюйм / 6,9 бар
Азот (N2) 100 фунт/кв. дюйм / 6,9 бар
Воздух* при 60 фунтов/кв. дюйм (4,1 бар)
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528
Газовая направляющая Н/Д
0558002533 (4 отверстия)
0558002534 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99
Держатель электрода с
уплотнительным кольцом
Н
Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Электрод Н/Д 0558002499 N2, H35, 600A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89
Наконечник Н/Д 0558001623
250A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89
Ref.)
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (22496 для обратн.)
Теплоизолятор Н/Д 21802 от
100A до 250 A
Фиксатор теплоизолятора Н/Д
37081
4-62

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
250 Ампер
Алюминий
)Если не указано иначе, приведенные данные
относятся к надводной резке При резке под
водой уменьшите скорость на 10 процентов.
Старт
овый
газ
Режу
щий
газ
Экранирующий
газ
Толщина материала N2 N2 Воздух
Дюймы
ММ
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
0.250 0.375 0.500 0.625 0.750 1.000
6,4 9,5 12,7 15,9 19,1 25,4
0 0.1 0.1 0.1 0.1 0.2
0.2 0.3 0.3 0.5 0.6 0.8
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
PSI 25 25 25 25 25 25
БАР 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44
БАР 3,0 3,0 3,0 3,0 3,0 3,0
PSI 20 20 20 20 20 20
БАР 1,4 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18 18
БАР 1,2 1,2 1,2 1,2 1,2 1,2
Высота (зазор)
Начальная высота
Дюймы
ММ
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Высокое» (High)
4-63
.375 .375 .500 .500 .500 .500
9,5 9,5 12,7 12,7 12,7 12,7
136 146 148 152 157 166
200 125 100 75 65 45
5080 3175 2540 1905 1651 1143
.120 .130 .130 .150 .150 .160
3,0 3,3 3,3 3,8 3,8 4,1

(
(
(Ref.)
(
)
(Ref.)
(Ref.)
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Плазменнодуговой резак
*Не использовать магистральный воздух. Используйте воздух в баллонах.
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий
газ:
Алюминий
360
Азот (N2) 100 фунт/кв. дюйм / 6,9 бар
Азот (N2) 100 фунт/кв. дюйм / 6,9 бар
Воздух* при 60 фунтов/кв. дюйм (4,1 бар)
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 Уплотнительных кольца
Н/Д 996528
Газовая направляющая Н/Д
0558001625 (8 отверстий)
0558002530 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Ref.)
Электрод Н/Д 0558002499 N2, H35, 600A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89
Наконечник Н/Д 0558001885 360A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (22496 для обратн.)
Теплоизолятор Н/Д 21945 (360A)
Фиксатор теплоизолятора Н/Д
37081
4-64

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
360 Ампер
Алюминий
Если не указано иначе, приведенные данные
относятся к надводной резке При резке под
водой уменьшите скорость на 10 процентов.
Старт
овый
газ
Режу
щий
газ
Экранирующий газ
Толщина материала N2 N2 Воздух
Дюймы
ММ
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
0.250 0.375 0.500 0.750 1.000 1.250
6,4 9,5 12,7 19,1 25,4 31,8
0 0 0 0.2 0.3 0.3
0.1 0.2 0.3 0.4 0.7 0.8
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
PSI 25 25 25 25 25 25
БАР 1,7 1,7 1,7 1,7 1,7 1,7
PSI 39 39 39 39 39 39
БАР 2,7 2,7 2,7 2,7 2,7 2,7
PSI 44 44 44 44 44 44
БАР 3,0 3,0 3,0 3,0 3,0 3,0
PSI 44 44 44 44 44 44
БАР 3,0 3,0 3,0 3,0 3,0 3,0
Высота (зазор)
Начальная высота
Дюймы
ММ
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Высокое» (High)
4-65
.375 .375 .500 .500 .500 .500
9,5 9,5 12,7 12,7 12,7 12,7
147 155 161 168 168 190
230 180 160 90 60 40
5842 4572 4064 2286 1524 1016
.120 .130 .130 .140 .150 .200
3,0 3,3 3,3 3,6 3,8 5,1

(
(
(Ref.)
(
)
(Ref.)
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Плазменнодуговой
резак
*Не использовать магистральный воздух. Используйте воздух в баллонах.
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий
газ:
Алюминий
600
Азот (N2) 100 фунт/кв. дюйм / 6,9 бар
Азот (N2) 100 фунт/кв. дюйм / 6,9 бар
Воздух* при 60 фунтов/кв. дюйм (4,1 бар)
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528
Газовая направляющая Н/Д
0558001625 (8 отверстий)
0558002530 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Электрод Н/Д 0558002499 N2, H35, 600 A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89
Ref.)
Наконечник Н/Д 0558001887 600A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (22496 для обратн.)
Теплоизолятор Н/Д 21945 (360A)
Фиксатор теплоизолятора Н/Д
37081
4-66

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
600 Ампер
Алюминий
Если не указано иначе, приведенные данные
относятся к надводной резке При резке под
водой уменьшите скорость на 10 процентов.
Старт
овый
газ
Режу
щий
газ
Экранирую
щий газ
Толщина материала N2 N2 Воздух
Дюймы
ММ
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
1.000 1.500
25,4 38,1
0.5 0.5
1.0 1.1
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
PSI 27 27
БАР 1,9 1,9
PSI 27 27
БАР 1,9 1,9
PSI 34 34
БАР 2,4 2,4
PSI 34 34
БАР 2,4 2,4
Высота (зазор)
Начальная высота
Дюймы
ММ
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Высокое»
4-67
.625 .625
15,9 15,9
158 168
100 60
2540 1524
.177 .189
4,5 4,8
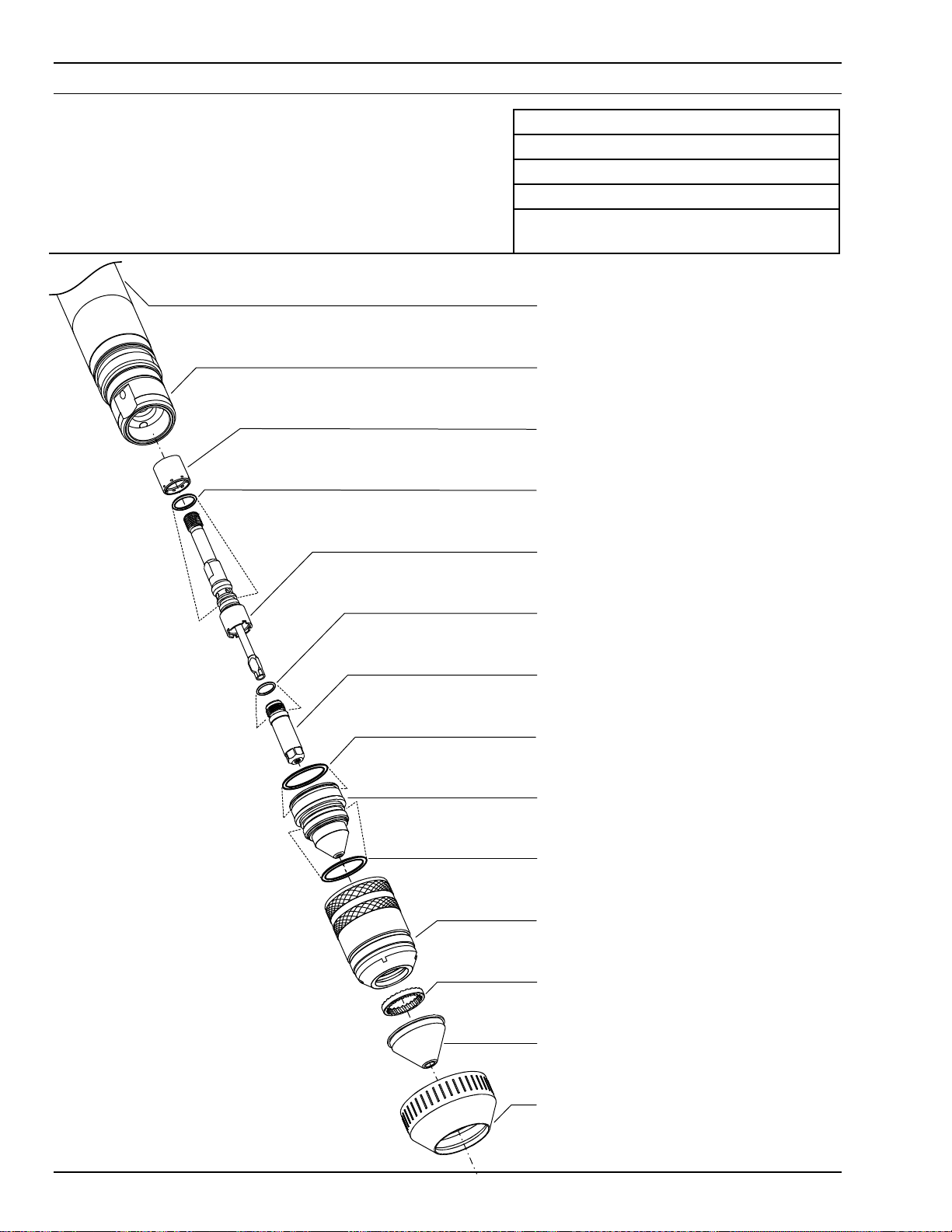
6
РАЗДЕЛ 4
PT-600
Плазменнодуговой
резак
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий
газ:
Алюминий
5
Азот (N2) 100 фунт/кв. дюйм / 6,9 бар
Азот (N2) 100 фунт/кв. дюйм / 6,9 бар
Азот (N2) 60 фунт/кв. дюйм / 4,1 бар
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных
кольца Н/Д 996528 (Ref.)
Газовая направляющая Н/Д
0558002533 (4 отверстия)
Уплотнительное кольцо (в
комплекте держателя
электрода) Н/Д 86W99 (Ref.)
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д
86W99 (Ref.)
Электрод Н/Д 0558001624
Уплотнительное кольцо (в
комплекте с наконечником)
Н
/Д 181W89 (Ref.)
Наконечник Н/Д 0558001881
(50A)
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 (Ref.)
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21796 (50A)
Теплоизолятор Н/Д 21795
(50A)
Фиксатор теплоизолятора Н/Д
37081
4-68

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
65 Ампер
Алюминий
)Если не указано иначе, приведенные данные
относятся к надводной резке При резке под
водой уменьшите скорость на 10 процентов.
Старт
овый
газ
Толщина материала N2 N2 N
Дюймы
ММ
16GA 0.125 0.250
1,6 3,2 6,4
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
0 0 0.1
0 0 0.4
Режу
щий
газ
Экранирую
щий газ
2
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
PSI 30 30 30
БАР 2,1 2,1 2,1
PSI 58 58 58
БАР 4,0 4,0 4,0
PSI 10 10 10
БАР 0,7 0,7 0,7
PSI 10 10 10
БАР 0,7 0,7 0,7
Высота (зазор)
Начальная высота
Дюймы
ММ
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Низкое» (Low).
4-69
.375 .375 .375
9,5 9,5 9,5
118 118 125
180 120 70
4572 3048 1778
.055 .075 .095
1,4 1,9 2,4

PT-600
Плазменнодуговой
(PLASMARC™) резак и
EPP-200
Плазменная консоль
Высокоскоростная резка
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий газ 1
Экранирующий газ 2
Кожух резака
Н/Д 0558001825
Корпус резака Н/Д 0558001825 (Ref)
2 уплотнительных кольца Н/Д 996528 (Ref.)
Газовая направляющая (4 отверстия)
(См. примечание на следующей странице.)
Уплотнительное кольцо (в комплекте
держателя электрода) Н/Д 86W99 (Ref)
Углеродистая сталь
200
Азот (N
Кислород (O2) 125 фунт/кв. дюйм
/8.6 бар
Воздух 100 фунт/кв. дюйм /6.9
бар при 95 куб. фут/час
Не используется
) фунт/кв. дюйм / 8.6 бар
2
Держатель электрода с уплотнительным
кольцом Н/Д 0558001621
Уплотнительное кольцо (в комплекте
электрода) Н/Д P/N 86W99 (Ref)
Электрод на 250 А
Н/Д 0558001624UL
Уплотнительное кольцо (в комплекте
наконечника) Н/Д 181W89 (Ref)
Наконечник 200 PR на 150 А Н/Д
0558001883
Уплотнительное кольцо (в комплекте
наконечника) Н/Д 181W89 (Ref)
Фиксатор наконечника
Н/Д 37082
Газовый распылитель Н/Д 21944
Обратная вихревая направляющая Н/Д
22496
Теплоизолятор, 0,160 Ø
Н/Д 0558004678
Фиксатор теплоизолятора
Н/Д 0558004616
4-вкладыш

Толщина
материала
Таймеры
(сек.)
Высокоскоростная резка
Рабочие данные
Дюймы
ММ
Подъем при прошивке
Задержка прошивки
Задержка авто-подъема
Плазменный стартовый
газ
Плазменный режущий газ
PT-600/EPP 200
Ампер
Углеродистая
сталь
Стартовый
газ
N
O
2
0.250 0.375 0.500 0.750 1.000
6.4 9.5 12.7 19.1 25.4
0 0.1 0.1 0.3 0.3
0 0.2 0.2 0.3 0.5
0.4 0.4 0.4 0.4 0.4
22psi@ 140 cfh 22psi@ 140 cfh 22psi@ 140 cfh 22psi@ 140 cfh 22psi@ 140 cfh
1.5бар@ 4.0 cmh
49psi@ 66 cfh 49psi@ 66 cfh 49psi@ 66 cfh 49psi@ 66 cfh 49psi@ 66 cfh
3.4бар@1.9 cmh 3.4бар@1.9 cmh 3.4бар@1.9 cmh 3.4бар@1.9 cmh 3.4бар@1.9 cmh
1.5бар@ 4.0
Режущий
газ
Воздух
2
cmh
1.5бар@ 4.0 cmh 1.5бар@ 4.0 cmh 1.5бар@ 4.0 cmh
Экранирующий
газ-1
Экранирующий
газ-2
Не
используется
Экранирующий стартовый
газ
Экранирующий режущий
Давление при расходе
Начальные параметры
Высота
(зазор)
Скорость
движения
Ширина
разреза
Примечание:
psi - фунт./кв. дюйм; cmh – куб. м./час
Значение вспомогательной дуги установлено на «Низкое» (LOW)
газ-1: воздух
Экранирующий режущий
газ-2
Изначальная
высота
Напряжение дуги
(зазор)
Дюймы в минуту 250 155 121 76 51
ММ/МИН. 6350 3937 3073 1930 1295
Дюймы .06 .09 .10 .11 .13
Дюймы
ММ
ММ 1.5 2.3 2.5 2.8 3.3
13psi@ 190 cfh 13psi@ 190 cfh 14psi@ 220 cfh 12psi@ 180 cfh 13psi@ 190 cfh
0.9бар@ 5.4 cmh
13psi@ 190 cfh 13psi@ 190 cfh 19psi@ 220 cfh 12psi@180 cfh 13psi@ 180 cfh
0.9бар@ 5.4 cmh
0.9бар@ 5.4
cmh
0.9бар@ 5.4
cmh
1.0бар@ 6.2 cmh 0.8бар@ 5.1 cmh 0.9бар@ 5.4 cmh
1.3бар@ 6.2 cmh 0.8бар@ 5.1 cmh 0.9бар@ 5.1 cmh
Не используется
0.375 0.375 0.500 0.500 0.500
9.5 9.5 12.7 12.7 12.7
126 130 145 149 149
При высокоскоростной резке при силе тока 200 А используйте наконечник на 150 А (Н/Д 0558001883)
При резке материалов толщиной не более 1 дюйма используйте газовую направляющую Н/Д 0558002533 (4
отверстия) или обратную газовую направляющую P/N 0558002534 (4 отверстия).
4-вкладыш

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
Материал:
Нержавеющая сталь
PT-600
Плазменнодуговой
резак
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий газ:
65
Азот (N2) 100 фунт/кв. дюйм /6,9 бар
Азот (N2) 100 фунт/кв. дюйм /6,9 бар
Азот (N2) 60 фунт/кв. дюйм /4,1 бар
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528 (Ref.)
Газовая направляющая Н/Д
0558002533 (4 отверстия)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99 Ref.
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Электрод* Н/Д 0558001624 250A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 Ref.
Наконечник Н/Д 0558001881 (50A)
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 Ref.
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21796 (50A)
Теплоизолятор Н/Д 21795 (50A)
Фиксатор теплоизолятора Н/Д
37081
*Примечание: Особое
применение электрода.
4-71

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
65 Ампер
Нержавеющая сталь
Если не указано иначе, приведенные данные
относятся к надводной резке При резке под
водой уменьшите скорость на 10 процентов.
Стартов
ый газ
Режущ
ий газ
Толщина материала N2 N2 N2
Дюймы
ММ
16GA 0.125 0.187 0.250
1,6 3,2 4,7 6,4
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
0 0 0.2 0.2
0 0 0.4 0.4
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
PSI 30 30 30 30
БАР 2,1 2,1 2,1 2,1
PSI 58 58 58 58
БАР 4,0 4,0 4,0 4,0
PSI 10 10 12 10
БАР 0,7 0,7 0,8 0,7
PSI 12 12 12 11
БАР 0,8 0,8 0,8 0,76
Экранир
ующий
газ
Высота (зазор)
Изначальная высота
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
Дюймы
ММ
Примечание:
Значение вспомогательной дуги установлено на «Высокое» (Low)
4-72
Дюймы .375 .375 .375 .375
ММ 9,5 9,5 9,5 9,5
118 120 120 122
250 75 70 55
6350 1905 1778 1397
.082 .090 .085 .090
2,1 2,3 2,4 2,3

р
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Плазменнодуговой
езак
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий
газ:
Нержавеющая сталь
100
Азот (N2) 100 фунт/кв. дюйм /6,9 бар
Азот (N2) 100 фунт/кв. дюйм /6,9 бар
Азот (N2) 60 фунт/кв. дюйм /4,1 бар
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528 (Ref.)
Газовая направляющая Н/Д
0558002533 (4 отверстия)
(0558002534 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99 Ref.
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Электрод Н/Д 0558002499
N2, H-35, 600 A
Уплотнительное кольцо (в
комплекте
Н/Д 181W89 Ref.
Насадка Н/Д 0558001882 100 A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 Ref.
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (21796 для обратн.)
Теплоизолятор Н/Д 21802 100 to
250 A
Фиксатор теплоизолятора Н/Д
37081
с наконечником)
4-73

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
100 Ампер
Нержавеющая сталь
Если не указано иначе, приведенные данные
относятся к надводной резке При резке под
водой уменьшите скорость на 10 процентов.
Толщина материала
Дюймы
ММ
Старт
овый
газ
Режу
щий
газ
N2 N2 N2
0.250 0.375 0.500 0.625 0.750
6,4 9,5 12,7 15,9 19,1
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
0.1 0.2 0.3 0.3 0.5
0.3 0.4 0.5 0.5 1.2
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
PSI 25 25 25 25 25
БАР 1,7 1,7 1,7 1,7 1,7
Экран
ирую
щий
газ
Плазменный режущий
газ
Экранирующий
стартовый газ
Экранирующий
режущий газ
Высота (зазор)
Изначальная высота
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
PSI 50 50 50 50 50
БАР 3,5 3,5 3,5 3,5 3,5
PSI 20 20 20 20 20
БАР 1,4 1,4 1,4 1,4 1,4
PSI 22 22 22 22 22
БАР 1,5 1,5 1,5 1,5 1,5
Дюймы .375 .375 .500 .625 .625
ММ 9,5 9,5 12,7 15,9 15,9
152 158 162 177 186
55 42 30 16 9
1397 1067 762 384 248
Дюймы
ММ
.120 .120 .130 .140 .150
3,0 3,0 3,3 3,6 3,8
Примечание:
Значение вспомогательной дуги установлено на «Низкое» (Low).
4-74

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Плазменнодуговой
резак
*Не использовать магистральный воздух. Используйте воздух в баллонах.
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий газ:
Нержавеющая сталь
65
Воздух* 100 фунт/кв. дюйм /6,9 бар
Воздух* 100 фунт/кв. дюйм /6,9 бар
Воздух* 60 фунт/кв. дюйм /4,1 бар
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528 (Ref.)
Газовая направляющая Н/Д
0558002533 (4 отверстия)
(0558002534 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99 Ref.
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Электрод Н/Д 0558001624 (250A)
Уплотнительное кольцо (в
комплекте с
Н/Д 181W89 Ref.
Наконечник Н/Д 0558001881 (50A)
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 Ref.
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21796 (50A)
Теплоизолятор Н/Д 21795 (50A)
Фиксатор теплоизолятора Н/Д
37081
наконечником)
4-75

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
65 Ампер
Нержавеющая сталь
Если не указано иначе, приведенные данные
относятся к надводной резке При резке под
водой уменьшите скорость на 10 процентов.
Толщина материала Воздух Воздух Воздух
Дюймы
ММ
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
PSI 30 40 30
БАР 2,1 2,1 2,1
Стартовый
газ
0.062 0.125 0.250
1,6 3,2 6,4
0 0 0.2
0 0.2 0.5
Режущий газ
Экранирующий
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
Высота (зазор)
Изначальная высота
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
PSI 58 60 58
БАР 4,0 4,1 4,0
PSI 10 10 10
БАР 0,7 0,7 0,7
PSI 12 10 10
БАР 0,8 0,7 0,7
Дюймы .375 .375 .375
ММ 9,5 9,5 9,5
113 118 122
250 80 60
6350 2032 1524
Дюймы
ММ
.050 .065 .075
1,2 1,6 1,9
Примечание:
Значение вспомогательной дуги установлено на «Высокое» (Low)
4-76

р
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
:
Нержавеющая сталь
PT-600
Плазменнодуговой
езак
*Не использовать магистральный воздух. Используйте воздух в баллонах.
():
:
:
:
100
Воздух* 100 фунт/кв. дюйм /6,9 бар
Воздух* 100 фунт/кв. дюйм /6,9 бар
Воздух* 60 фунт/кв. дюйм /4,1 бар
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528 (Ref.)
Газовая направляющая Н/Д
0558002533 (4 отверстия)
(0558002534 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99 Ref.
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Электрод Н/Д 0558001624 (250A)
Уплотнительное кольцо (в
комплекте с
Н/Д 181W89 Ref.
Насадка Н/Д 0558001882 100 A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 Ref.
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (21796 для обратн.)
Теплоизолятор Н/Д 21802 от 100
A до 250 A
Фиксатор теплоизолятора Н/Д
37081
наконечником)
4-77

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
100 Ампер
Нержавеющая сталь
Если не указано иначе, приведенные данные
относятся к надводной резке При резке под
водой уменьшите скорость на 10 процентов.
Стартовый газ
Толщина материала Воздух Воздух Воздух
Дюймы
ММ
0.188 0.250 0.313 0.375 0.500 0.625 0.750
4,7 6,4 7,9 9,5 12,7 15,9 19,1
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
0 0.1 0.1 0.2 0.3 0.4 0.5
0.2 0.3 0.4 0.4 0.6 0.8 1.2
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
PSI 25 25 25 25 25 25 25
БАР 1,7 1,7 1,7 1,7 1,7 1,7 1,7
Режущий
газ
Экранирующий
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
Высота (зазор)
Изначальная высота
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
PSI 38 38 44 44 44 44 44
БАР 2,6 2,6 2,6 2,6 2,6 2,6 2,6
PSI 20 20 20 20 20 20 20
БАР 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18 18 18
БАР 1,2 1,2 1,2 1,2 1,2 1,2 1,2
Дюймы .375 .375 .375 .375 .500 .625 .625
ММ 9,5 9,5 9,5 9,5 12,7 15,9 15,9
155 160 158 165 180 186 188
100 55 45 35 25 18 10
2540 1397 1143 889 635 457 254
Дюймы
ММ
.100 .115 .120 .135 .140 .145 .150
2,5 2,9 3,0 3,4 3,6 3,7 3,8
Примечание:
Значение вспомогательной дуги установлено на «Низкое» (Low).
4-78
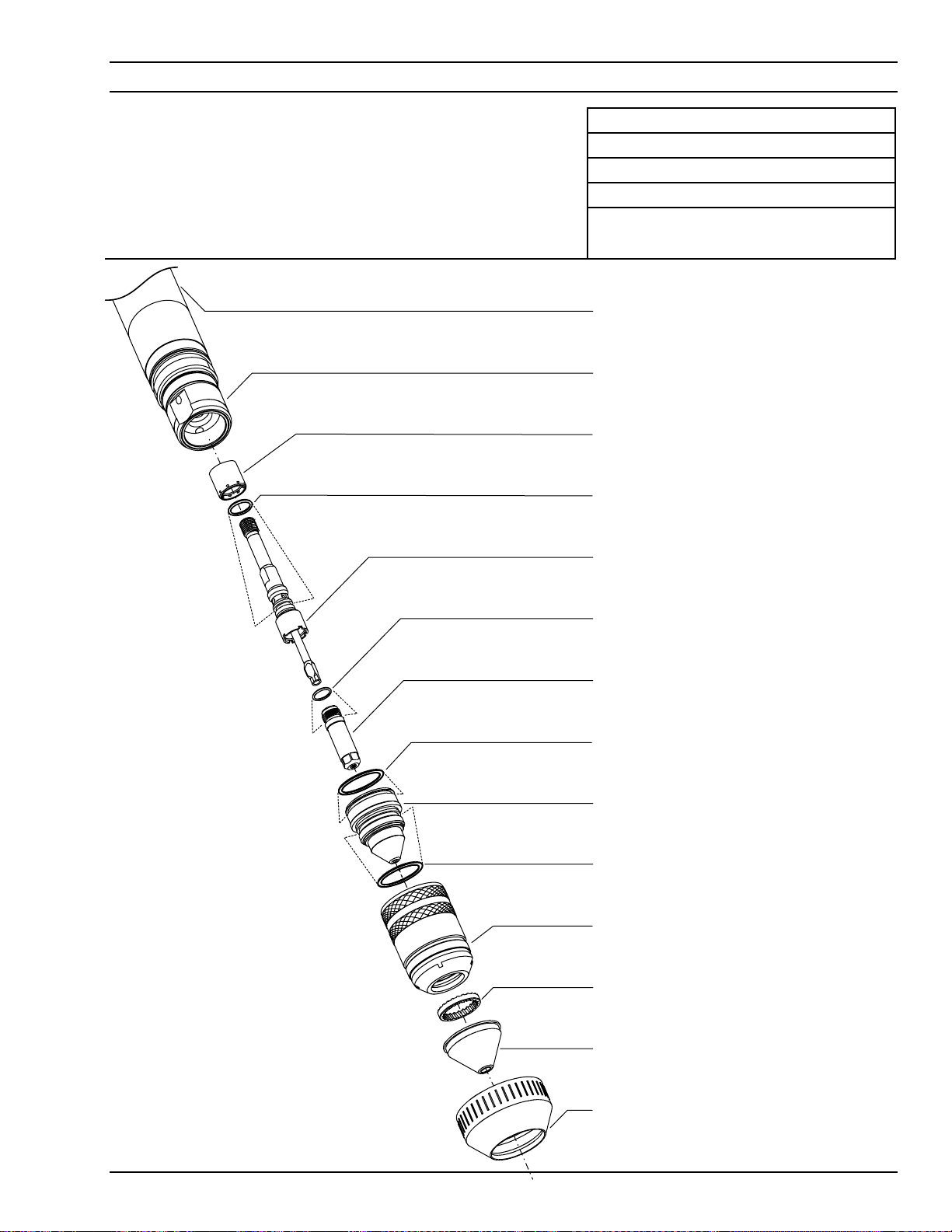
РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
:
Нержавеющая сталь
PT-600
Плазменнодуговой
резак
*Не использовать магистральный воздух. Используйте воздух в баллонах.
():
:
150
Воздух* 100 фунт/кв. дюйм /6,9 бар
:
Воздух* 100 фунт/кв. дюйм /6,9 бар
:
Воздух* 60 фунт/кв. дюйм /4,1 бар
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528 (Ref.)
Газовая направляющая Н/Д
0558002533 (4 отверстия)
(0558002534 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99 Ref.
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Электрод Н/Д 0558001624 (250A)
Уплотнительное кольцо (в
комплекте с
Н/Д 181W89 Ref.
Наконечник Н/Д 0558001883 150
A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 Ref.
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (21796 для обратн.)
Теплоизолятор Н/Д 21802 от 100
A до 250 A
Фиксатор теплоизолятора Н/Д
37081
наконечником)
4-79

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
150 Ампер
Нержавеющая сталь
Если не указано иначе, приведенные данные
относятся к надводной резке При резке под
водой уменьшите скорость на 10 процентов.
Стартовый газ Режущий газ
Толщина материала Воздух Воздух Воздух
Дюймы
ММ
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
0.188 0.250 0.313 0.375 0.500 0.625 0.750 1.000
4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0 0.1 0.1 0.2 0.3 0.4 0.4
0.1 0.3 0.3 0.3 0.4 0.4 0.8 1.0
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
PSI 25 25 25 25 25 25 25 25
БАР 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
Экранирующий
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
Высота (зазор)
Изначальная высота
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
PSI 36 36 36 36 36 36 36 36
БАР 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,5
PSI 20 20 20 20 20 20 20 20
БАР 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 22 22 22 22 22 22 22 22
БАР 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5
Дюймы .375 .375 .375 .375 .500 .625 .625 .625
ММ 9,5 9,5 9,5 9,5 12,7 15,9 15,9 15,9
145 147 152 155 162 169 177 189
180 130 110 90 60 40 25 15
4572 3302 2794 2286 1524 1016 635 381
Дюймы
ММ
.100 .105 .115 .120 .125 .130 .140 .145
2,5 2,6 2,9 3,0 3,2 3,3 3,6 3,7
Примечание:
Значение вспомогательной дуги установлено на «Высокое» (High)
4-80

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600
Плазменнодуговой
резак
*Не использовать магистральный воздух. Используйте воздух в баллонах.
Материал:
Сила тока (А):
Стартовый газ:
Режущий газ:
Экранирующий газ:
Кожух резака Н/Д 0558001626
Корпус резака Н/Д 0558001825
(Ref.) 2 уплотнительных кольца
Н/Д 996528 (Ref.)
Газовая направляющая Н/Д
0558002533 (4 отверстия)
(0558002534 для обратн.)
Уплотнительное кольцо (в
комплекте держателя электрода)
Н/Д 86W99 Ref.
Держатель электрода с
уплотнительным кольцом
Н/Д 0558001621
Уплотнительное кольцо (в
комплекте электрода) Н/Д 86W99
Ref.
Нержавеющая сталь
200
Воздух* 100 фунт/кв. дюйм /6,9 бар
Воздух* 100 фунт/кв. дюйм /6,9 бар
Воздух* 60 фунт/кв. дюйм /4,1 бар
Электрод Н/Д 0558001624 (250A)
Уплотнительное кольцо (в
комплекте с
Н/Д 181W89 Ref.
Наконечник Н/Д 0558001884 200A
Уплотнительное кольцо (в
комплекте с наконечником)
Н/Д 181W89 Ref.
Фиксатор наконечника
Н/Д 37082
Газовый распылитель
Н/Д 21944 (21796 для обратн.)
Теплоизолятор Н/Д 21802 от 100
A до 250 A
Фиксатор теплоизолятора Н/Д
37081
наконечником)
4-81

РАЗДЕЛ 4 ЭКСПЛУАТАЦИЯ
PT-600: рабочие данные
200 Ампер
Нержавеющая сталь
Если не указано иначе, приведенные данные
относятся к надводной резке При резке под
водой уменьшите скорость на 10 процентов.
Стартовый газ
Толщина материала Воздух Воздух Воздух
Дюймы
ММ
0.188 0.250 0.313 0.375 0.500 0.625 0.750 1.000
4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
Таймеры
Подъем при прошивке (сек.)
Задержка прошивки (сек.)
0 0.1 0.1 0.1 0.1 0.2 0.3 0.4
0.2 0.2 0.3 0.3 0.4 0.5 0.8 1.0
Начальные параметры PSI = фунт./кв. дюйм (давление)
Плазменный стартовый
газ
PSI 25 25 25 25 25 25 25 28
БАР 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
Режущий
газ
Экранирующий
газ
Плазменный режущий газ
Экранирующий
стартовый газ
Экранирующий режущий
газ
Высота (зазор)
Изначальная высота
Напряжение дуги (зазор)
Скорость движения
Дюймы в минуту
ММ/МИН.
Ширина разреза
PSI 38 38 38 38 38 38 38 38
БАР 2,6 2,6 2,6 2,6 2,6 2,6 2,6 2,6
PSI 20 20 20 20 20 20 20 20
БАР 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 22 22 22 22 22 22 22 22
БАР 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5
Дюймы .375 .375 .375 .375 .500 .625 .625 .750
ММ 9,5 9,5 9,5 9,5 12,7 15,9 15,9 19,1
148 150 154 159 159 165 170 183
200 135 130 125 85 70 55 20
5080 3429 3302 3175 2159 1778 1397 508
Дюймы
ММ
.105 .110 .105 .130 .125 .130 .135 .175
2,6 2,8 2,6 3,3 3,1 3,3 3,5 4,5
Примечание:
Значение вспомогательной дуги установлено на «Высокое» (High)
4-82
 Loading...
Loading...