


F-15-649
October 2011
French
Installation, utilisation et entretien pour la
Torche de coupage automatique
à jet de plasma PT-600

L'équipement décrit dans ce manuel est
potentiellement dangereux. Soyez prudent pendant
son installation, son utilisation et son entretien.
L'acheteur est seul responsable de la sécurité
de fonctionnement et d'utilisation pour tous
les produits achetés, y compris la conformité
avec normes OSHA aux USA et autres
réglementations gouvernementales (Loi sur la
santé et la sécurité du travail au Canada).
ESAB Cutting Systems n'a pas de
responsabilité pour les préjudices corporels
ou autres dommages survenant de tout
produit fabriqué ou vendu par ESAB.
Reportez-vous aux clauses et conditions de
vente pour un énoncé spécifique des
responsabilités de ESAB et de leurs
limitations.
Tous les efforts ont été faits pour que les
informations données dans ce manuel soient
exactes et complètes à sa publication. Ces
informations sont susceptibles de changer
sans préavis.
Ce manuel est référencé chez ESAB sous le
numéro F15649
Imprimé aux USA
Ce manuel est prévu pour la commodité et l'usage
de l'acheteur de la machine à découper. Ce n'est
pas un document contractuel et n'engage donc pas
ESAB Cutting Systems.
© ESAB Cutting Systems, 2000

DECLARATION OF CONFORMITY
according to the Low Voltage Directive 2006/95/EC
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
enligt Lågspänningsdirektivet 2006/95/EG
Type of equipment Materialslag
Mechanized Plasma Cutting Torch
Brand name or trade mark Fabrikatnamn eller varumärke
ESAB
Type designation etc. Typbeteckning etc.
PT-600 Series
Manufacturer’s authorised representative established within the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB AB, Welding Equipment
Esabvägen, SE-695 81 Laxå, Sweden
Phone: +46 586 81 000, Fax: +46 584 411 924
Manufacturer positioned outside the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB Welding & Cutting Products
411 South Ebenezer Road, Florence, South Carolina 29501, USA
Phone: +1 843 669 4411, Fax: +1 843 664 4258
The following harmonised standard in force within the EEA has been used in the design:
Följande harmoniserande standarder har använts i konstruktionen:
EN 60974-7, Arc welding equipment – Part 7: Torches
By signing this document, the undersigned declares as manufacturer, or the manufacturer’s authorised
representative established within the EEA, that the equipment in question complies with the safety requirements
stated above.
Genom att underteckna detta dokument försäkrar undertecknad såsom tillverkare, eller tillverkarens representant inom
EES, att angiven materiel uppfyller säkerhetskraven angivna ovan.
Date / Datum
Laxå 2008-11-14
Signature / Underskrift Position / Befattning
Global Director
Equipment and Automation
Kent Eimbrodt
Clarification


Torche de découpage à jet de plasma PT-600 Table des matières
Page
Section 1 Sécurité
1.1 Introduction ..................................................................................... 1
1.2 Système de notation et symboles de sécurité.................................. 1
1.3 Généralités relatives à la sécurité...................................................... 2-3
1.4 Précautions à l'installation................................................................ 4
1.5 Mise à la masse de l'équipement...................................................... 4
1.6 Utilisation d'une machine de coupage plasma .................................. 5-9
1.7 Précautions à l'entretien................................................................... 10-13
1.8 Références de sécurité .................................................................... 14-16
1.8.1 U.S.A........................................................................................ 14
1.8.2 International.............................................................................. 15-16
Section 2 Description
2.1 Généralités .................................................................................... 1
2.2 Champ d'application ...................................................................... 1
2.3 Options disponibles ....................................................................... 1
2.4 Spécifications techniques ............................................................... 2
2.4.1 Gaz plasma ............................................................................ 2
2.4.2 Gaz de départ ......................................................................... 2
2.4.3 Gaz secondaire ....................................................................... 2
2.4.4 Torche PT-600 ....................................................................... 2
Section 3 Installation
3.1 Généralités .................................................................................... 1
3.2 Connexion du faisceau flexible/câble au corps de torche ................ 1
3.3 Démontage du faisceau du corps de torche ................................... 3
3.4 Précautions au montage de la torche ............................................. 4
i

Torche de découpage à jet de plasma PT-600 Table des matières
Page
Section 4 Manœuvre
Précautions de sécurité .................................................................... 1
4.1 Mise en place ................................................................................ 2
4.1.1 Coupe miroir ........................................................................... 2
4.2 Qualité de coupe ........................................................................... 3
4.2.1 Introduction ........................................................................... 3
4.2.2 Angle de coupe ...................................................................... 4
4.2.3 Planéité de coupe .................................................................. 5
4.2.4 Fini de surface ....................................................................... 6
4.2.5 Scories................................................................................... 7
4.2.6 Précision dimensionnelle ........................................................ 8
4.3 Passages d'écoulement de la torche ............................................... 9
4.4 Influence des options de gaz sur la qualité de coupe
4.4.1 Introduction ........................................................................... 10
4.4.2 Aluminium .............................................................................. 11
4.4.3 Acier au carbone .................................................................... 12
4.4.4 Acier inoxydable ..................................................................... 13
4.5 Données de procédé
4.5.1 Introduction ........................................................................... 15
4.5.2 Définitions des données de procédé
Acier au carbone ............................................................ 16
Aluminium ...................................................................... 36
Acier inoxydable ............................................................. 68
Section 5 Entretien
5.1 Introduction ................................................................................... 1
5.2 Corps de torche ............................................................................. 1
5.3 Démontage d'extrémité frontale de torche ...................................... 2
5.4 Assemblage d'extrémité frontale de torche ..................................... 5
ii

Torche de découpage à jet de plasma PT-600 Table des matières
Page
Section 6 Dépannage
6.1 Courte durée des consommables .................................................. 1
6.2 Pas d'arc pilote ............................................................................. 2
6.3 Pas de transfert d'arc .................................................................... 2
6.4 Pas de débit de plasma ................................................................. 2
6.5 Pas de débit de gaz écran ............................................................ 2
6.6 La torche n'arrive pas à faire feu ..................................................... 3
6.7 Pas de haute fréquence dans la torche .......................................... 3
Section 7 Pièces de rechange
7.1 General Généralités ........................................................................... 1
7.2 Ordering Pour commander ................................................................... 1
7.3 Front End Parts Extrémité avant de torche PT-600 ...................................... 2-3
7.4 Hoses and Cables Flexibles et câbles .................................................... 4-5
7.5 Complete Assemblies and Tools Assemblages complets et outils ................ 6-7
7.6 Part Kits 8-9
Informations techniques à la clientèle
Dernière de
couverture
iii

Torche de découpage à jet de plasma PT-600 Table des matières
Page vierge
iv

SECTION 1 SÉCURITÉ
1.1 Introduction
Le coupage plasma des métaux constitue pour
l'industrie un outil universel de grande valeur. Les
machines de coupage ESAB sont conçues pour
apporter sécurité et efficacité à l'utilisateur. Toutefois, à
l'instar de toute autre machine-outil, l'attention portée
aux méthodes d'exploitation, aux précautions et aux
règles de sécurité est la condition nécessaire
d'obtention de performances optimales. L'observation
des précautions d'usage et des règles de sécurité est
impérative pour quiconque participe, activement ou
passivement, à l'utilisation ou à l'entretien de la
machine. Le non-respect de certaines consignes de
sécurité risque d'entraîner de graves dommages
corporels et matériels. Les consignes de sécurité
suivantes sont applicables à l'emploi des machines de
coupage en général. Des consignes plus explicites
relatives à l'emploi d'une machine de base particulière
et de ses accessoires se trouvent dans la
documentation d'instructions de la machine. Pour un
large éventail d'informations relatives à la sécurité des
machines de coupage et de soudage, obtenir et
consulter les publications indiquées au chapitre des
Ouvrages de référence recommandés.
1-1
Torche de coupage automatique à jet de plasma PT-600

SECTION 1 SÉCURITÉ
1.2 Système de notation et symboles de
sécurité
!
DANGER
!
ADVERTISSEMENT
!
PRUDENCE
!
Les énoncés et symboles suivants sont employés
tout au long de ce manuel. Ils indiquent différents
niveaux de sécurité à observer..
VIGILANCE ou ATTENTION Des risques
pèsent sur la sécurité personnelle de
l'utilisateur et des anomalies de
fonctionnement de l'équipement peuvent se
produire. S'accompagne d'autres symboles et
informations.
DANGER signale des risques d'accident
immédiats qui, s'ils ne sont pas écartés,
entraîneront des blessures graves, voire
mortelles.
AVERTISSEMENT signale des risques
d'accident qui pourraient entraîner des
blessures graves, voire mortelles.
PRUDENCE signale des risques de
dommag es corporels et matériels
superficiels.
PRUDENCE
AVIS
Signale des risques d'endommagement
mineur du matériel.
AVIS signale des informations importantes
relatives à l'installation, le fonctionnement ou
l'entretien du matériel qui ne sont pas
directement liées à des risques d'accident.
1-2
Torche de coupage automatique à jet de plasma PT-600

SECTION 1 SÉCURITÉ
1.3 Généralités relatives à la sécurité
ADVERTISSEMENT
!
Les machines démarrent souvent
automatiquement.
Cet équipement se déplace dans des directions et
à des vitesses diverses.
· Les organes en mouvement d'une machine
présent des risques d'écrasement.
· Seul un personnel qualifié est habilité à utiliser
ou entretenir cette source d'alimentation.
· Écarter le personnel, les matériaux et
l'équipement étrangers au procès de
production de la zone d'opération du système.
· Clôturer entièrement la cellule de travail pour
empêcher le personnel de la traverser ou de se
tenir à portée de l'équipement.
· Afficher les pancartes d'AVERTISSEMENT
appropriées à chaque entrée de la cellule de
travail.
· Observer les méthodes de verrouillage avant
d'entreprendre l'entretien d'un équipement
quelconque.
1-3
Torche de coupage automatique à jet de plasma PT-600

SECTION 1 SÉCURITÉ
Le non-respect de ces consignes
ADVERTISSEMENT
!
d'utilisation peut provoquer des blessures
graves, voire mortelles.
Avant d'utiliser cette machine, lire le manuel
d'entretien et s'assurer de bien le comprendre.
· Prendre connaissance de la méthode
correspondante toute entière avant de procéder
à l'utilisation ou à l'entretien d'un équipement
quelconque.
· Porter une attention toute particulière aux
avertissements qui signalent les risques relatifs à
la sécurité personnelle de l'opérateur et à
l'intégrité physique de l'équipement.
· Toute personne ayant des responsabilités dans
l'utilisation d'un système ou accès à lui doit
observer strictement les consignes de sécurité
relatives à l'utilisation des équipements
électriques et aux opérations de procédé.
· Lire toute la documentation de sécurité
mise à la disposition des employés de
l'entreprise concernée
Le non-respect des instructions figurant
ADVERTISSEMENT
!
sur les étiquettes et adhésifs de sécurité
peut entraîner des blessures graves, voire
mortelles.
Lire et bien comprendre tous les adhésifs de
sécurité apposés sur la machine.
Voir le manuel de l’opérateur pour des informations
supplémentaires.
1-4
Torche de coupage automatique à jet de plasma PT-600

SECTION 1 SÉCURITÉ
1.4 Précautions à l'installation
Une installation incorrecte de
ADVERTISSEMENT
!
l'équipement peut provoquer des
blessures graves, voire mortelles.
Observer ces recommandations lors de
l'installation de la machine :
· Prendre contact avec le représentant ESAB
avant l'installation. Il est disponible pour
recommander certaines précautions
concernant la pose de la tuyauterie, le levage
de la machine, etc. afin d'assurer à l'utilisateur
une protection optimale.
· Ne jamais entreprendre de modifier la machine
ou d'y adjoindre un accessoire quelconque
sans consulter au préalable un représentant
ESAB qualifié.
· Observer les spécifications de dégagement de
la machine pour le bon fonctionnement de
celle-ci et la sécurité du personnel.
1.5 Mise à la masse de l'équipement
ADVERTISSEMENT
!
· Ne faire appel qu'à des techniciens qualifiés
pour l'installation, le dépannage et l'entretien
de cet équipement.
· Prévoir un sectionneur mural muni de fusibles
de capacité correcte et situé à proximité de la
source d'alimentation.
La mise à la masse de la machine est impérative à
son bon fonctionnement et à la sûreté de son
utilisation. Voir la section Installation de ce manuel
pour les instructions détaillées de mise à masse.
Risque d'électrocution.
Une mise à la masse incorrecte peut entraîner des
blessures graves, voire mortelles.
Mettre la machine à la masse avant de la mettre en
service.
1-5
Torche de coupage automatique à jet de plasma PT-600

SECTION 1 SÉCURITÉ
1.6 Utilisation d'une machine de coupage plasma
Risque de projections de débris et
ADVERTISSEMENT
!
bruit intense.
· Les projections de soudure chaude peuvent
brûler et blesser les yeux. Porter des lunettes
de protection afin de protéger les yeux contre
les brûlures et les projections de soudage lors
des travaux.
· Les fragments de laitier peuvent être chauds et
projetés à grande distance. Les personnes se
trouvant à proximité doivent aussi porter des
masques et des lunettes de protection.
· Le bruit émanant des arcs plasma peut
entraîner des dommages auditifs. Porter des
protège-oreilles lors des opérations de
coupage hors de l'eau.
Risque de brûlures.
ADVERTISSEMENT
!
Le métal chaud présente des risques de brûlures.
· Ne pas toucher les plaques ou pièces
métalliques immédiatement après coupage.
Laisser le métal se refroidir ou l'asperger d'eau.
· Ne pas toucher la torche plasma
immédiatement après coupage. Laisser la
torche se refroidir.
1-6
Torche de coupage automatique à jet de plasma PT-600

SECTION 1 SÉCURITÉ
Tensions dangereuses. Les
ADVERTISSEMENT
!
électrocutions peuvent être
mortelles !
· Ne PAS toucher la torche plasma, la table de
coupage ou les connexions de câbles lors du
procédé de coupage plasma.
· Toujours mettre les sources d'alimentation
plasma hors tension avant de toucher la torche
plasma ou d'en effectuer l'entretien.
· Toujours mettre les sources d'alimentation
plasma hors tension avant d'effectuer l'entretien
d'un composant quelconque du système.
· Ne pas toucher des composants électriques
sous tension.
· Garder les panneaux et les couvercles en place
lorsque la machine est branchée sur la source
d'alimentation.
· Porter des gants, chaussures et vêtements
isolants pour s'isoler de la pièce à traiter et de la
prise de terre.
· Veiller à ce que les gants, chaussures,
vêtements et zone de travail soient secs.
· Remplacer les câbles usés ou détériorés.
1-7
Torche de coupage automatique à jet de plasma PT-600

SECTION 1 SÉCURITÉ
Fumées dangereuses.
ADVERTISSEMENT
!
Les fumées et les gaz générés par le procédé de
coupage plasma peuvent être dangereux pour la
santé.
· Ne PAS respirer les fumées.
· Ne pas utiliser la torche plasma si l'extracteur
de fumées ne fonctionne pas correctement.
· Utiliser des dispositifs de ventilation
supplémentaires pour dissiper les fumées si
nécessaire.
· Se servir d'un masque respiratoire si la
ventilation est inadéquate.
· Prévoir un dispositif de ventilation mécanique
positive pour le coupage de l'acier galvanisé, de
l'acier inoxydable, du cuivre, du zinc, du béryllium
et du cadmium. Ne pas respirer ces fumées.
· Ne pas utiliser la machine si des travaux de
dégraissage et de pulvérisation sont en cours à
proximité. L'air chaud ou les rayons de l'arc
peuvent réagir aux fumées de chlorocarbure pour
former du phosgène, un gaz très toxique, et
d'autres gaz irritants.
1-8
Torche de coupage automatique à jet de plasma PT-600

SECTION 1 SÉCURITÉ
Risque d'irradiation.
ADVERTISSEMENT
!
Les rayons d'arc peuvent blesser les yeux et brûler
la peau.
· Protéger la peau et les yeux à l'aide de
vêtements et d'accessoires de protection
appropriés.
· Porter des lunettes de sécurité fumées ou des
lunettes à coques. Consulter le tableau ci-après
sur les teintes de verre recommandées pour le
coupage plasma :
Courant d'arc Teinte de verre
Jusqu'à 100 A Teinte n° 8
100 - 200 A Teinte n° 10
200 - 400 A Teinte n° 12
Plus de 400 A Teinte n° 14
· Remplacer les lunettes de sécurité lorsque les
verres sont piqués ou fendillés.
· Avertir les personnes présentes dans l'atelier
de ne pas regarder directement l'arc si elles ne
portent pas des lunettes de sécurité appropriées.
· Apprêter la table de coupe pour réduire la
réflexion et la transmission du rayonnement
ultraviolet.
§ Peindre les murs avec une peinture
spéciale qui absorbe les rayons ultraviolets.
§ Installer des écrans ou des rideaux
protecteurs pour réduire la transmission du
rayonnement ultraviolet.
1-9
Torche de coupage automatique à jet de plasma PT-600

SECTION 1 SÉCURITÉ
Risque de brûlures.
ADVERTISSEMENT
!
La chaleur, les projections de soudure et les
étincelles présentent des risques de brûlures et
d'incendies.
· Ne pas effectuer de coupage à proximité de
matériaux combustibles.
· Ne pas porter sur soi des matériaux
combustibles (cf. briquet à gaz).
· L'arc pilote peut causer des brûlures. Maintenir
la buse de la torche à l'écart de soi et des autres
personnes présentes lors de l'activation du
procédé plasma.
· Protéger la peau et les yeux à l'aide de
vêtements et d'accessoires de protection
appropriés.
· Porter des gants à crispins, des chaussures et
un casque de sécurité.
· Porter des vêtements ininflammables couvrant
le corps dans son entier.
· Porter des pantalons sans revers où pourraient
se loger des étincelles et des projections de laitier.
· Avoir un équipement d'extinction d'incendie
prêt à fonctionner si besoin est.
1-10
Torche de coupage automatique à jet de plasma PT-600

SECTION 1 SÉCURITÉ
ADVERTISSEMENT
!
Risque d'explosion.
· Certains alliages aluminium-lithium (AI-Li) en
fusion peuvent causer des explosions lorsque le
coupage plasma s'effectue PAR-DESSUS l'eau.
§ Ces alliages doivent être coupés à sec
sur une table de coupage sèche.
§ NE PAS faire des coupages à sec pardessus l'eau.
§ Contacter le fournisseur d'aluminium
pour des informations
supplémentaires concernant les
dangers inhérents à ces alliages.
· Ne pas couper dans des atmosphères
contenant des vapeurs ou des poussières
explosives.
· Ne pas porter sur soi des matériaux
combustibles (cf. briquet à gaz).
· Ne pas couper des bidons qui ont contenu des
combustibles.
1-11
Torche de coupage automatique à jet de plasma PT-600

SECTION 1 SÉCURITÉ
1.7 Précautions à l'entretien
Tensions dangereuses. Les
ADVERTISSEMENT
!
électrocutions peuvent être
mortelles !
· Ne PAS toucher la torche plasma, la table de
coupage ou les connexions de câbles lors du
procédé de coupage plasma.
· Toujours mettre les sources d'alimentation
plasma hors tension avant de toucher la torche
plasma ou d'en effectuer l'entretien.
· Toujours mettre les sources d'alimentation
plasma hors tension avant de déposer des
couvercles ou des panneaux en vue de l'entretien
d'un composant quelconque du système.
· Ne pas toucher des composants électriques
sous tension.
· Garder les panneaux et les couvercles en place
lorsque la machine est branchée sur la source
d'alimentation.
· Veiller à ce que les gants, chaussures,
vêtements et zone de travail soient secs.
· Inspecter les câbles de masse et
d'alimentation pour tout signe d'usure ou de
fissure. Remplacer les câbles usés ou détériorés.
Ne pas utiliser si endommagés.
· Ne jamais contourner les dispositifs de
verrouillage de sécurité.
Observer les méthodes de verrouillage.
·
1-12
Torche de coupage automatique à jet de plasma PT-600

SECTION 1 SÉCURITÉ
Établir et observer un calendrier d'entretien
PRUDENCE
PRUDENCE
préventif. Un plan d'entretien préventif composite
peut être établi à partir des intervalles d'entretien
recommandés.
Éviter de laisser traîner des équipements d'essai
ou des outils à main sur la machine. L'équipement
ou la machine pourrait subir de graves dommages
électriques ou mécaniques.
Faire preuve d'extrême prudence lors des essais
de circuits à l'aide d'un oscilloscope ou d'un
voltmètre. Les circuits intégrés sont sensibles aux
sur-tensions. Mettre la machine hors tension avant
d'utiliser des sondes d'essai pour éviter de courtcircuiter des composants.
Avant de mettre la machine sous tension, vérifier
que les cartes de circuits imprimés reposent
correctement dans leurs supports, que les
cabinets sont fermés et verrouillés et que les
garants et couvercles sont bien en place..
1-13
Torche de coupage automatique à jet de plasma PT-600

SECTION 1 SÉCURITÉ
1.8 Références de sécurité – Règlements, normes et recommandations
1.8.1 USA
ESAB recommande la consultation des publications suivantes qui font
autorité en matière de sécurité des travaux de soudage et de coupage.
Ces documents ont pour objet de faciliter la protection des personnes
contre les blessures et les maladies et la protection du matériel contre
les dommages qui pourraient résulter de conditions et de techniques
dangereuses d'utilisation. Quoique certains de ces documents ne
traitent pas spécifiquement du présent type de machine de coupage
industriel, les principes de sécurité qui y sont énoncés n'en perdent
pas pour autant de leur validité et de leur universalité.
· “Precautions and Safe Practices in Welding and Cutting with
Oxygen-Fuel Gas Equipment,” Form 2035. ESAB Cutting
Systems.
· “Precautions and Safe Practices for Electric Welding and Cutting,”
Form 52-529. ESAB Cutting Systems.
· “Safety in Welding and Cutting” - ANSI Z 49.1, American Welding
Society, 2501 NW 7th Street, Miami, Florida, 33125.
· “Recommended Safe Practices for Shielded Gases for Welding and
Plasma Arc Cutting” - AWS C5.10-94, American Welding Society.
· “Recommended Practices for Plasma Arc Welding” - AWS C5.1,
American Welding Society.
· “Recommended Practices for Arc Cutting” - AWS C5.2, American
Welding Society.
· “Safe Practices” - AWS SP, American Welding Society.
· “Standard for Fire Protection in Use of Cutting and Welding
Procedures” - NFPA 51B, National Fire Protection Association, 60
Batterymarch Street, Boston, Massachusetts, 02110.
· “Standard for Installation and Operation of Oxygen - Fuel Gas
Systems for Welding and Cutting” - NFPA 51, National Fire
Protection Association.
· “Safety Precautions for Oxygen, Nitrogen, Argon, Helium, Carbon
Dioxide, Hydrogen, and Acetylene,” Form 3499. ESAB Cutting
Systems. Obtainable through your ESAB representative or local
distributor.
· "Design and Installation of Oxygen Piping Systems," Form 5110.
ESAB Cutting Systems.
· “Precautions for Safe Handling of Compressed Gases in
Cylinders”, CGA Standard P-1, Compressed Gas Association.
De la documentation relative aux règles de sécurité du coupage et du
soudage avec des matériaux gazeux est aussi disponible auprès de :
Compressed Gas Association, Inc., 500 Fifth Ave., New York, NY
10036.
1-14
Torche de coupage automatique à jet de plasma PT-600

SECTION 1 SÉCURITÉ
1.8.2 International
Accident Prevention
VBG- Unfallverhütungsvorshriften
General Provisions
VBG 1
Allgemeine Unfallverhütungsvorshriften
Electrical Equipment and operating Equipment
VBG 4
Elektrische Anlagen
Welding, Cutting and related working methods
VBG 15
Schweißen un Schneiden un verwandte Verfahren
Shot Blasting Works
VBG 48
Strahlarbeiten
Gases
VBG 61
Gase
Oxygen
VBG 62
Sauerstoff
Operating liquid jet cutting machines
VBG 87
Arbeiten mit Flüssigkeitsstrahlem
1-15
VBG 93
Laser beams, accident prevention and Electrotechnology
Laserstrahlung, Unfallverhütungs-vorschriften für
Feinmechnik und Elektrotechnik
Noise
VBG 121
Lärm
Torche de coupage automatique à jet de plasma PT-600

SECTION 1 SÉCURITÉ
VDE Regulations
VDE - Vorschriften
VDE 0100
Erection of power installations with normal voltages up to
1000 volts
Bestimmungen für das Errichten von Stakstromanlagen
mit Nennspannungen bis 1000 Volt
Electrical equipment of industrial machines
VDE0113
VDE 0837
VDE 0837-
50
Elektrishe Ausrüstung von Industriemaschinen
Radiation safety of laser products; users guide (DIN EN
60825)
Strahlungssicherheit von Lasereinrichtungen und
Benutzungsrichtlinen (DIN EN 60825)
Specification for laser guards
Anforderung an Lasershcutzwänden
TRAC Technical Rules for Acetylene and Carbide Stores
TRAC- Techische Regein für Azetylenanlagen und Calciumcargidlager
Acetylene lines
TRAC-204
Azetylenleitungen
Acetylene cylinder battery systems
TRAC-206
Azetylenflaschenbatterieanlagen
Safety devices
TRAC-207
Sicherheitseinrichtungen
TRG Technical Rules for Pressure gases
TRG – Technische Regein für Druckgase
TRG 100
TRG 101
TRG 102
TRG 104
1-16
Torche de coupage automatique à jet de plasma PT-600
General regulations for pressure gases
Allgemeine Bestimmungen für Druckgase
Pressure gases
Druckgase
Technical gas mixtures
Technishe Gasgemische
Pressure gases; alterative use of compressed gas tanks
Druckgase, wahlweise Verwendung von
Druckgasbehältem

SECTION 1 SÉCURITÉ
TRGS – Technische Richtlinien für Gefahrstoffe
TRGS-102 Techn. Richtkonzentration (TRK) für gefährliche Stoffe
DIN Standards
DIN-Normen
TRGS-402
TRGS-900 Grenzwerte in der Luft am Arbeitsplatz (Luftgrenzwerte)
TA TA-Luft un TA-Lärm (BLm SchV)
DIN 2310
Part 1
Teil 1
DIN 2310
Part 2
Teil 2
DIN 2310
Part 4
Teil 4
DIN 2310
Part 5
Teil 5
DIN 2310
Part 6
Ermittlung u. Beurteilung der Konzentration gefährlicher
Stoffe in der Luft im Arbeitsbereich
Thermal cutting; terminology and nomenclature
Thermsiches Schneiden, Allgemeine Begriffe und
Bennungen
Thermal cutting; determination of quality of cut faces
Thermsiches Schneiden, Ermittein der Güte von
Schnittflächen
Thermal cutting; arc plasma cutting; process principles,
quality, dimensional tolerances
Thermsiches Schneiden, Plasmaschneiden,
Verfahrensgrundlagen, Güte, Maßtoleranzen
Thermal cutting; laser beam cutting of metallic materials;
process principles
Laserstrahlschneiden von metallischen Werkstoffen,
Verfahrensgrundlagen, Güte, Maßtoleranzen
Thermal cutting; Classification, processes
1-17
Teil 6 Einführung, Verfahren
DIN 4844
Part 1
Teil 1 Sicherheitskennzeichen (Siehe EN 7287)
Torche de coupage automatique à jet de plasma PT-600
Safety markings (DIN EN 7287)

SECTION 1 SÉCURITÉ
DIN EN ISO Harmonized Standards
DIN EN ISO-Harmonisierte Normen
DIN EN
292/1 and 2
DIN EN 559
DIN EN 560
DIN EN 561
DIN EN
626-1
DIN EN
848-1
Safety of machinery
Sicherheit von Maschinen, Geräten und Anlagen
Hoses for welding, cutting and allied processes
Schläuche für Schweißen, Schneiden und verwandte
Verfahren
Hose connections and hose couplings for equipment for
welding, cutting and allied processes
Schlauchanschlüsse und Schlauchverbindungen für
Geräte zum Schweißen, Schneiden und verwandte
Verfahren
Gas welding equipment hose couplings
Gasschweißgeräte, Kupplungen
Safety of machines, reduction of risks to health
Sichereit von Maschinen, Reduzierung des
Gesundheitsrisikos
Single spindle vertical milling machines
Fräsmaschine für einseitige Bearbeitung mit drehendem
Werkzeug
DIN EN
1829
DIN EN
9013
DIN EN
12584
DIN EN
12626
DIN EN
28206
DIN EN
31252
High pressure water jet machines
Hochdruckwasserstrahlschneidmaschine
Thermal cutting, oxygen cutting, process principles,
dimensional tolerances
Thermisches Schneiden, Autogenes Brennschneiden,
Verfahrensgrundlagen, Güte, Maßtoleranzen
Imperfections in oxy/fuel flame cuts, laser beam cuts and
plasma
Unregeimäßigkeiten an Brennschnitten, Laserstrahl- und
Plasmaschnitten
Laser processing machines
Laserbearbeitungsmaschinen
Acceptance testing for oxygen cutting machines
Abnahmeprüfung für Brennschneidmaschinen
Laser Equipment
Lasergeräte
1-18
Torche de coupage automatique à jet de plasma PT-600

SECTION 1 SÉCURITÉ
VDI Guidelines
DIN EN
31553
DIN EN
60204-1
DIN EN
60825
DIN EN 999
VDI 2906
VDI 2084
Laser and laser related equipment
Laser und Laseranlagen
Electrical equipment of machines
Elekrische Ausrüstung von Maschinen
Radiation safety of laser products
Strahlensicherheit von Laseranlagen
Arrangement of protection devices
Anordnung von Schutzeinrichtungen
Quality of cut faces on metallic workpieces; abrasive
water jet cutting and arc plasma cutting
Schnittflächenqualität beim Schneiden von Werkstücken
aus Metall, Abrasiv- Wasserstrahischneiden und
Plasmastrahischneiden
Room air; Technical systems for welding workshops
Raumluft techn. Anlagen für Schweißwerkstätten
1-19
Torche de coupage automatique à jet de plasma PT-600

SECTION 1 SÉCURITÉ
1-20
Torche de coupage automatique à jet de plasma PT-600

SECTION 2 DESCRIPTION
2.1 Généralités
2.2 Champ d'application
2.3 Options disponibles
Options de l'ensemble PT-600 disponibles via votre concessionnaire ESAB
Voir la Section 7 pour les numéros de référence des composants de rechange
Torche pour tête à mini-chanfrein, conduc teur 12 ft (3,7 m) 12 ft. (3,7 m) 0560998589
Torche pour tête à mini-chanfrein, conduc teur 14 ft (4,3 m) 14 ft (4,3 m) 0558005850
Torche pour tête à mini-chanfrein, conduc teur 14 ft (4,3 m) 14 ft (4,3 m) 0558007580
( Karben - Replacement Parts 7.8 )
La torche mécanisée à jet de plasma PT-600 est une
torche à arc de plasma assemblée en usine pour la
concentricité de ses composantes et une précision de
coupe répétitive. Pour cette raison le co rps de torche ne
peut pas être rebâti sur place. Seule l'extrémité frontale
de la torche a des pièces remplaçables.
Le but de ce manuel est de fournir à l'opérateur toutes
les informations requises pour installer et utiliser la torche
mécanisée à jet de plasma PT-600. Du matériel de
référence technique peut aussi être fourni pour aider à
dépanner l'ensemble de découpe.
4.5 ft. (1,3 m) 0558001827
6 ft. (1,8 m) 0558001828
7.2 ft. (2,2 m) 0558004123
12 ft. (3,7 m) 0558001829
Assemblages de torche
15 ft. (4,6 m) 0558001830
17 ft. (5,2 m) 0558001831
20 ft. (6,1 m) 0558001832
25 ft. (7,6 m) 0558001833
NOTES :
•
Le fil conducteur de la source d'alimentation à la machine à commande numérique du client est livré en
fonction de la commande du client.
•
Voir les pièces de rechange pour les composants d'assemblages.
•
Voir les fiches techniques de procédure pour la liste des pièces consommables de l'extrémité frontale de
torche.
Torche de coupage automatique à jet de plasma PT-600
2-1

SECTION 2 DESCRIPTION
2.4 Spécifications technique de PT-600
2.4.1 Spécification techniques de gaz plasma
Type
Pression
Débit
Pureté nécessitée*
Régulateurs pour bonbonne liquide
recommandés
Régulateurs à 2 niveaux pour
bonbonne recommandés
Station série lourde fort débit ou
régulateurs de conduite recommandés
Station forte capacité ou régulateurs de
conduite recommandés
Filtre à gaz nécessité
O2, N2, Air, H-35 (H-35 = Ar65% + H35%)
100 à 125 psig (6,9 – 8,6 bars)
250 cfh (118 l/min) max. sous 600A
(varie avec l'application)
O2-99,5%
-99,995%
N
2
H-35 gaz spécial
Air épuré, sec et sans huile
Oxygène : R-76-150-540LC (N° 19777)
Gaz inerte : R-76-150-580LC (N° 19977)
Oxygène : R-77-150-540 (N° 998337)
Hydrogène/Méthane :R-77-150-350 (N°
998342)
Nitrogène : R-77-150-580 (N° 998344)
Air industriel : R-77150-590 (N° 998348)
Oxygène : R-76-150-024 (N° 19151)
R-6703 (N° 22236)
25 µ avec protège cloche (N° 56998133)
2.4.2 Spécifications techniques de gaz de départ
Type
Pression
Débit
Pureté minimum requise
N2, Air, H-35
100 à 125 psig (6,9 – 8,6 bars)
250 cfh (118 l/min) max. sous 600A
(varie suivant application)
99,995% propre/sec/sans huile
2.4.3 Spécifications techniques de gaz secondaire
Type
Pression
Débit
Pureté minimum requise
Filtre à gaz nécessité
N2, Air
100 à 125 psig (6.9 – 8,6 bars)
485 cfh (228,9 l/min) max.
(varie avec l'application)
99,995% propre/sec/sans huile
(même source que le gaz de départ)
25 µ avec protège cloche (N° 56998133)
2.4.4 Spécifications techniques de torche PT-600
Type
Caractéristiques nominales
Dimensions
Refroidissement à eau, deux gaz
600 ampères @ cycle de service100 %
Voir options d'ensemble (2.3) en page
précédente.
Torche de coupage automatique à jet de plasma PT-600
2-2

SECTION 3 INSTALLATION
3.1 Généralités
La torche PT-600 est livrée avec son extrémité frontale
complètement assemblée avec des consommables pour
250 A.
Le câble d'arc pilote et les flexibles peuvent avoir à être
assemblés.
3.2 Connexion du faisceau flexible/câble au corps de torche
1. Dévissez le manchon de torche PT-600 et glissez-le
sur le faisceau de torche jusqu'à ce que le
raccordement d'arc pilote soit exposé.
NOTE :
Faisceau de
torche
Raccordement
de l'arc
pilote exposé
Manchon glissant
en remontant sur
le faisceau
NOTE : Il sera nécessaire de glisser le manchon
NOTE : NOTE :
extérieur du faisceau de torche vers la source
extérieur du faisceau de torche vers la source
extérieur du faisceau de torche vers la sourceextérieur du faisceau de torche vers la source
d'alimentation pour exposer le raccordement d'arc pilote.
d'alimentation pour exposer le raccordement d'arc pilote.
d'alimentation pour exposer le raccordement d'arc pilote.d'alimentation pour exposer le raccordement d'arc pilote.
2.
Il sera nécessaire de glisser le manchon
Il sera nécessaire de glisser le manchonIl sera nécessaire de glisser le manchon
Connectez l'entrée (filetage de gauche) et la sortie
(filetage de droite) des flexibles de l'eau de
refroidissement sur le corps de torche. Une clé
ouverte d'un demi-pouce est nécessaire.
Câble d'arc
Cable
pilote
Raccordements
courants d'eau de
refroidissement/plasma
Raccordements
de gaz
Corps de
torche
Manchon
isolant de
torche
NOTE
NOTE : Les flexibles de refroidissant d'entrée et de
NOTE NOTE
sortie ont le même N° de pièce. Il en faut 2 par
sortie ont le même N° de pièce. Il en faut 2 par
sortie ont le même N° de pièce. Il en faut 2 parsortie ont le même N° de pièce. Il en faut 2 par
ensemble. Ils sont conçus avec des écrous à sens de
ensemble. Ils sont conçus avec des écrous à sens de
ensemble. Ils sont conçus avec des écrous à sens deensemble. Ils sont conçus avec des écrous à sens de
vissage inverse à leurs extrémités. Ils se vissent en sens
vissage inverse à leurs extrémités. Ils se vissent en sens
vissage inverse à leurs extrémités. Ils se vissent en sensvissage inverse à leurs extrémités. Ils se vissent en sens
opposé tête-bêche sur le corps de torche.
opposé tête-bêche sur le corps de torche.
opposé tête-bêche sur le corps de torche.opposé tête-bêche sur le corps de torche.
NOTE :
NOTE : Les tubes d'eau de refroidissement sont plus
NOTE : NOTE :
court que les tubes de gaz.
court que les tubes de gaz.
court que les tubes de gaz.court que les tubes de gaz.
3.
NOTE
NOTE: Il est possible de croiser les raccordements
NOTENOTE
d'eau avec un des raccordements de gaz. Chaque
d'eau avec un des raccordements de gaz. Chaque
d'eau avec un des raccordements de gaz. Chaqued'eau avec un des raccordements de gaz. Chaque
flexible d'eau comporte à l'intérieur un câble transportant
flexible d'eau comporte à l'intérieur un câble transportant
flexible d'eau comporte à l'intérieur un câble transportantflexible d'eau comporte à l'intérieur un câble transportant
la tension.
la tension.
la tension.la tension.
4.
: Les flexibles de refroidissant d'entrée et de
: Les flexibles de refroidissant d'entrée et de: Les flexibles de refroidissant d'entrée et de
Les tubes d'eau de refroidissement sont plus
Les tubes d'eau de refroidissement sont plusLes tubes d'eau de refroidissement sont plus
Connectez les raccords de gaz. Pour empêcher un
croisement, le raccord de coupure a un diamètre
plus faible que le raccord de blindage. Des clés de
7/16" et 1/2" sont nécessaires.
: Il est possible de croiser les raccordements
: Il est possible de croiser les raccordements: Il est possible de croiser les raccordements
Insérez le câble exposé d'arc pilote dans le
connecteur cuivre Haute Fréquence. Serrez les vis
de blocage avec une clé Allen de 1/16".
Torche de coupage automatique à jet de plasma PT-600 3-1

SECTION 3 INSTALLATION
5. Faites glisser le tube PVC de diamètre 0.56" en
descendant par-dessus le connecteur HF cuivre.
Fixez avec du ruban adhésif PVC d'électricité, en
entourant le câble d'arc pilote plusieurs fois pour
éviter à l'isolant PVC de remonter.
Torche
Manchon de
torche
Isolant de
raccordement
d'arc pilote
Corps de
torche
Manchon de
faisceau de
torche
Bande protégeant
la gaine tressée
Faites glisser le manchon de torche vers le bas sur le
6.
raccordement du câble d'arc pilote et les raccords
de flexibles. Vissez ce manchon sur le corps de
torche.
Note :
Note : S'il a été nécessaire d'enlever la bande noire
Note : Note :
protégeant la gaine métallique tressée pour faire passer
protégeant la gaine métallique tressée pour faire passer
protégeant la gaine métallique tressée pour faire passerprotégeant la gaine métallique tressée pour faire passer
le manchon de torche, remplacez cette bande avec de la
le manchon de torche, remplacez cette bande avec de la
le manchon de torche, remplacez cette bande avec de lale manchon de torche, remplacez cette bande avec de la
bande PVC pour applications électriques.
bande PVC pour applications électriques.
bande PVC pour applications électriques.bande PVC pour applications électriques.
S'il a été nécessaire d'enlever la bande noire
S'il a été nécessaire d'enlever la bande noireS'il a été nécessaire d'enlever la bande noire
Torche de coupage automatique à jet de plasma PT-6003-2

SECTION 3 INSTALLATION
7. Faites glisser le manchon de caoutchouc noir de
faisceau de torche vers le bas sur le faisceau de
torche. Étendez ce manchon sur la fin du manchon
de torche pour l'obtention d'un recouvrement
d'environ 1" à 1½" (25 mm à 38 mm).
Fixez avec un collier de serrage inoxydable (
39,6 mm,
Manchon de
faisceau de
torche
Une commotion électrique peut être
DANGER
!
mortelle !
Débranchez la source d'alimentation primaire avant
d'entretenir la torche.
Ne touchez pas les pièces d'extrémité frontale de
torche (buse, bague de maintien de blindage, etc.)
avant d'avoir d'abord coupé l'alimentation
électrique primaire.
3.3 Démontage du faisceau du corps de torche
∅ interne
∅ externe 63,5 mm).
Inversez la séquence précédente de montage :
1.
Desserrez le collier maintenant le manchon de
faisceau.
Glissez en remontant le manchon de faisceau. Il peut
2.
être nécessaire de dérouler la bande électrique
maintenant la gaine tressée si cela empêche de
glisser le manchon de torche en montant sur le
manchon de faisceau.
Dévissez le manchon de torche et glissez-le en
3.
montant pour exposer le point de raccordement de
l'arc pilote.
Enlevez la bande électrique protégeant l'isolation de
4.
raccordement de l'arc pilote.
Faites glisser l'isolation de raccordement d'arc pilote
5.
en montant sur le câble et desserrez les vis du
connecteur HF.
6. Débranchez les flexibles.
Torche de coupage automatique à jet de plasma PT-600 3-3

SECTION 3 INSTALLATION
3.4 Précautions au montage de la torche
Reportez-vous au manuel de la machine.
là
AVERTISSEMENT
!
Fixez ici la torche
sur le manchon
isolant
C
AUTION: CLAMP TORCH ABOVE THIS LA
NE FIXEZ PAS
sur le corps de
torche en acier
PT-600
PLASMARC TORCH
L'immobilisation sur le corps de torche
peut causer le passage d'un courant
dangereux au travers du châssis de la
machine.
• Ne faites pas le montage sur le corps de torche
en acier inoxydable.
• Le corps de torche est isolé électriquement.
Cependant un courant de démarrage haute
fréquence peut le traverser en un arc allant vers
une terre.
• La fixation près du corps de torche peut
L
E
B
provoquer un arc électrique entre le corps et la
machine.
• Quand un arc s'est amorcé, le corps de torche
peut nécessiter un remplacement hors garantie.
• Il peut en résulter des dégâts sur des
composant de la machine.
• Ne fixez que sur le manchon isolant de torche,
à au moins 1.25" (31,75 mm) de la fin du
manchon côté extrémité de torche.
Torche de coupage automatique à jet de plasma PT-6003-4

SECTION 4 MANŒUVRE
Une commotion électrique peut être
DANGER
!
mortelle !
• Débranchez la source d'alimentation primaire avant
d'entretenir la torche.
• Ne touchez pas les pièces d'extrémité frontale de
torche (buse, bague de maintien de blindage, etc.)
avant d'avoir d'abord coupé l'alimentation électrique
primaire.
AVERTISSEMENT
!
Danger par rayonnement.
Les rayonnements d'arc peuvent blesser les yeux et
Les rayonnements d'arc peuvent blesser les yeux et
Les rayonnements d'arc peuvent blesser les yeux etLes rayonnements d'arc peuvent blesser les yeux et
brûler la peau.
brûler la peau.
brûler la peau.brûler la peau.
• Portez une bonne protection des yeux et du corps.
Portez une bonne protection des yeux et du corps.
Portez une bonne protection des yeux et du corps.Portez une bonne protection des yeux et du corps.
• Portez des lunettes de sécurité ou intégrales
Portez des lunettes de sécurité ou intégrales
Portez des lunettes de sécurité ou intégralesPortez des lunettes de sécurité ou intégrales
sombres avec protections latérales. Reportez-vous
sombres avec protections latérales. Reportez-vous
sombres avec protections latérales. Reportez-voussombres avec protections latérales. Reportez-vous
au tableau suivant pour les indices de protection des
au tableau suivant pour les indices de protection des
au tableau suivant pour les indices de protection desau tableau suivant pour les indices de protection des
verres suivant le type de coupe au plasma :
verres suivant le type de coupe au plasma :
verres suivant le type de coupe au plasma :verres suivant le type de coupe au plasma :
Courant d'arc Indice de verres
Courant d'arc Indice de verres
Courant d'arc Indice de verresCourant d'arc Indice de verres
< 100 Ampères
< 100 Ampères indice N° 8
< 100 Ampères< 100 Ampères
100-200 Ampères
100-200 Ampères in
100-200 Ampères100-200 Ampères
200-400 Ampères
200-400 Ampères indice N° 12
200-400 Ampères200-400 Ampères
> 400 Ampères
> 400 Ampères indice N° 14
> 400 Ampères> 400 Ampères
• Remplacez les lunettes quand les verres sont piqués
Remplacez les lunettes quand les verres sont piqués
Remplacez les lunettes quand les verres sont piquésRemplacez les lunettes quand les verres sont piqués
ou cassés.
ou cassés.
ou cassés.ou cassés.
• Prévenez les autres dans le secteur de ne pas
Prévenez les autres dans le secteur de ne pas
Prévenez les autres dans le secteur de ne pasPrévenez les autres dans le secteur de ne pas
regarder directement l'arc sans la protection de
regarder directement l'arc sans la protection de
regarder directement l'arc sans la protection deregarder directement l'arc sans la protection de
lunettes de sécurité appropriées.
lunettes de sécurité appropriées.
lunettes de sécurité appropriées.lunettes de sécurité appropriées.
• Aménagez la zone de coupe afin de réduire les
Aménagez la zone de coupe afin de réduire les
Aménagez la zone de coupe afin de réduire lesAménagez la zone de coupe afin de réduire les
réflexions et la transmission des radiations en
réflexions et la transmission des radiations en
réflexions et la transmission des radiations enréflexions et la transmission des radiations en
ultraviolet.
ultraviolet.
ultraviolet.ultraviolet.
indice N° 8
indice N° 8 indice N° 8
indice N° 10
dice N° 10
inin
dice N° 10dice N° 10
indice N° 12
indice N° 12indice N° 12
indice N° 14
indice N° 14 indice N° 14
• Peignez les murs et autres surfaces en couleurs
Peignez les murs et autres surfaces en couleurs
Peignez les murs et autres surfaces en couleursPeignez les murs et autres surfaces en couleurs
sombres pour réduire les réflexions.
sombres pour réduire les réflexions.
sombres pour réduire les réflexions.sombres pour réduire les réflexions.
• Installez des écrans protecteurs ou des rideaux pour
Installez des écrans protecteurs ou des rideaux pour
Installez des écrans protecteurs ou des rideaux pourInstallez des écrans protecteurs ou des rideaux pour
réduire la transmission de l'ultraviolet.
réduire la transmission de l'ultraviolet.
réduire la transmission de l'ultraviolet.réduire la transmission de l'ultraviolet.
Torche de coupage automatique à jet de plasma PT-600 4-1
SECTION 4 MANŒUVRE
AVERTISSEMENT
!
4.1 Mise en place
Huile et graisse peuvent s'enflammer
violemment !
• N'utilisez jamais d'huile ou de graisse sur cette
torche.
• Ne manipulez la torche avec des mains propres
que sur des surfaces propres.
• N'utilisez du lubrifiant silicone qu'aux
emplacements indiqués.
• Huile et graisse s'enflamment aisément et
brûlent violemment en présence d'oxygène
sous pression.
• Sélectionnez une condition appropriée à partir des
données de processus (fichier SDP) et installez les
pièces d'extrémité frontale de torche recommandées
(buse, électrode, etc.) . Voyez les données de
processus pour identifier pièces et réglages.
• Positionnez la torche au-dessus du matériau à
l'emplacement de départ voulu.
4.1.1 Coupe miroir
Déflecteur inversé 4 trous
Déflecteur inversé 8 trous
Déflecteur inversé 32 trous
Diffuseur inversé 22496
• Reportez-vous au manuel de source d'alimentation
pour les réglages voulus.
• Reportez-vous au manuel de commande de débit
pour les procédures contrôlant le gaz.
• Reportez-vous aux manuels de contrôle et de
machine pour les procédures de départ.
Pour la coupe miroir, un déflecteur à tourbillon inversé et
un diffuseur inversé sont requis. Ces pièces inversées
vont centrifuger le gaz en direction opposée, inversant le
"bon" côté de la coupe.
0558002534
0558002530
0558002531
Torche de coupage automatique à jet de plasma PT-6004-2

SECTION 4 MANŒUVRE
4.2 Qualité de coupe
4.2.1 Introduction
Les causes affectant la qualité de coupe sont
interdépendantes. Changer une variable affecte toutes les
autres. Il peut donc être ardu de trouver une solution. Le
guidage qui suit propose des solutions possibles face à des
résultats de coupe non désirés. Pour commencer, choisissez
la situation prédominante du problème :
§ 4.2.2 Angle de coupe, négatif ou positif
§ 4.2.3 Coupe non plane, arrondie ou biseautée
§ 4.2.4 Rugosité de surface
§ 4.2.5 Scories
En général les paramètres de coupe recommandés donnent
une qualité de coupe optimale. Les conditions peuvent
différer à l'occasion et des petits réglages peuvent être
nécessaires. Dans ce cas :
AVIS
• Faites des petits ajustements par incréments
quand vous effectuez des corrections.
• Ajustez la tension d'arc par marches de 1 volt
montantes ou descendantes suivant le besoin.
Ajustez la vitesse de coupe de 5% au plus suivant
le besoin jusqu'à l'amélioration de résultats.
AVANT de tenter n'importe quelle correction, vérifiez
les variables de coupe avec les réglages recommandés
par l'usine et les références de pièces consommables
listées dans les données de processus.
Torche de coupage automatique à jet de plasma PT-600 4-3
SECTION 4 MANŒUVRE
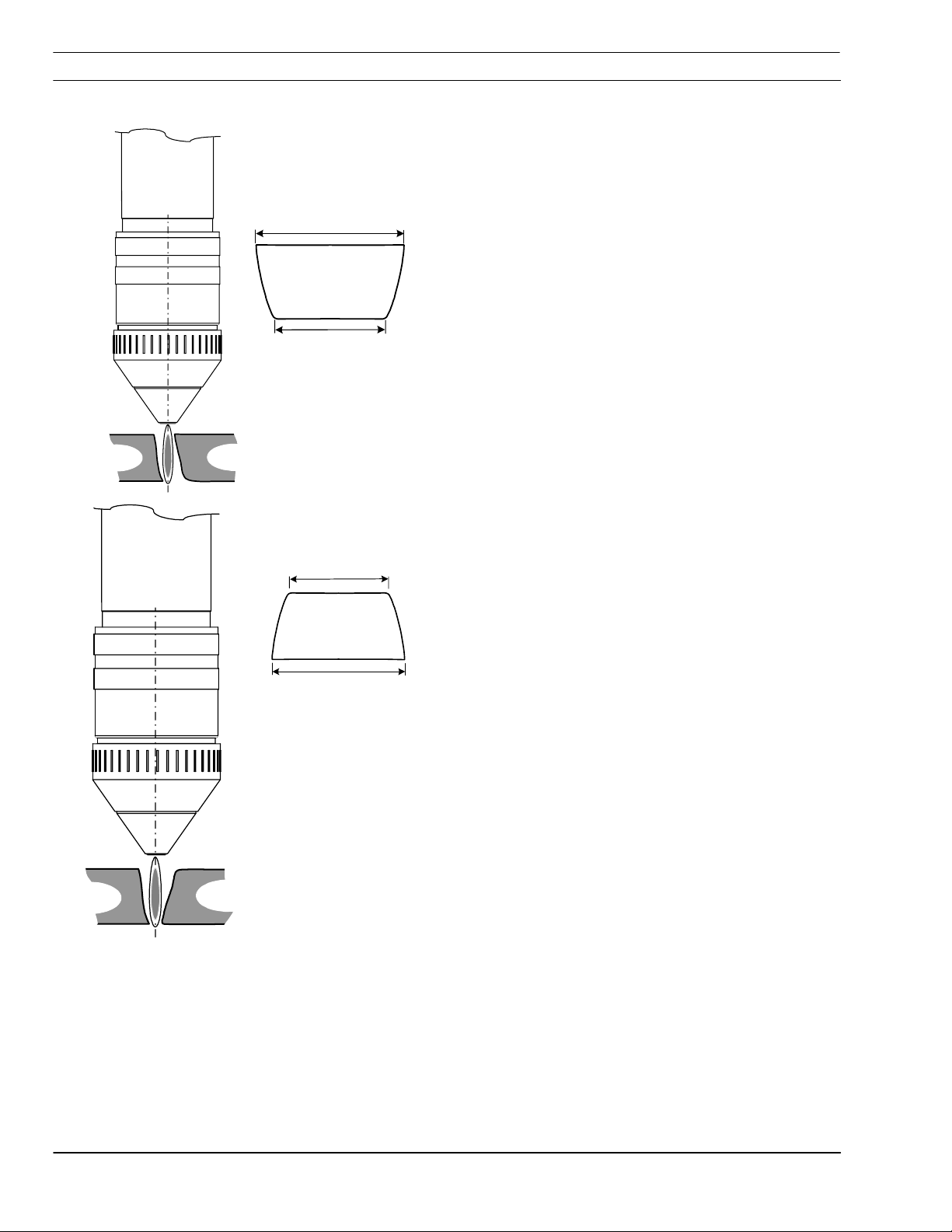
4.2.2 Angle de coupe
Angle de coupe négatif
Les dimensions de pièce en haut sont plus grandes qu'en
dessous.
Pièce
• Torche mal alignée
• Matériau courbé ou gauchi
• Consommables usés ou endommagés
• Pénétration faible (tension d'arc)
• Vitesse de coupe lente (rythme de déplacement de la
machine)
PièceChute
Angle de coupe positif
Les dimensions de pièce en dessous sont plus grandes
Pièce
qu'en haut.
• Torche mal alignée
• Matériau courbé ou gauchi
• Consommables usés ou endommagés
• Pénétration forte (tension d'arc)
• Vitesse de coupe rapide
• Courant fort ou faible (voir les données de processus
pour les niveaux de courant recommandés suivant les
buses spécifiques).
PièceChute
Torche de coupage automatique à jet de plasma PT-6004-4
• Débit de gaz secondaire inadéquat.

SECTION 4 MANŒUVRE
4.2.3 Planéité de coupe
Dessus et dessous arrondis
Cette condition arrive habituellement avec des matériaux
d'épaisseur 0.25" (6,4mm) ou moins.
• Augmentez le courant en fonction de l'épaisseur
spécifique du matériau (reportez-vous aux données de
processus pour les bons réglages).
Chute
Chute
Pièce
Bord supérieur biseauté
Pénétration faible (tension d'arc)
Pièce
Torche de coupage automatique à jet de plasma PT-600 4-5

SECTION 4 MANŒUVRE
4.2.4 Fini de surface
Rugosité induite par le processus
La surface coupée est rugueuse partout et selon un seul
axe.
Vue du dessus
Rugosité induite
par le processus
ou
Surface coupée
Rugosité
induite par la
machine
• Mélange de gaz écran incorrect (voir les données de
processus)
• Consommables usés ou endommagés
Rugosité induite par la machine
Elle peut être difficile à distinguer de la rugosité précédente
induite par le processus. Elle est souvent réduite à un seul
axe. La rugosité est irrégulière.
• Rails, galets et/ou crémaillère/pignon d'entraînement
sales (Reportez-vous à la section sur l'entretien dans le
manuel d'utilisation de la machine)
• Réglage de galets de transport
Torche de coupage automatique à jet de plasma PT-6004-6

SECTION 4 MANŒUVRE
4.2.5 Scories
La scories est un sous produit du processus de coupe.
C'est le matériau indésirable qui reste attaché sur la pièce.
Dans la plupart des cas la scories peut être réduite ou
éliminée avec un bon réglage de torche et des paramètres
de coupe. Reportez-vous aux données de processus.
Surface
Lignes de
traînées
coupée
Tombées
Scories de grande vitesse
Matériau en cordon ou tombées sur le bas de la surface le
long de l'entaille. Difficile à enlever. Peut nécessiter du
meulage ou du nettoyage. Lignes de traînées en forme de
“S”.
• Pénétration forte (tension d'arc)
Vue latérale
Lignes de
traînées
• Vitesse de coupe élevée
Surface
coupée
Scories de faible vitesse
Sous forme de globules sur le bas de la surface le long de
l'entaille. S'enlève facilement.
Globules
• Vitesse de coupe réduite
Vue latérale
Torche de coupage automatique à jet de plasma PT-600 4-7

SECTION 4 MANŒUVRE
Vue latérale
Projections
Scories de dessus
Apparition de projections sur le dessus du matériau.
S'enlève généralement facilement.
• Vitesse de coupe élevée
• Pénétration forte (tension d'arc)
Surface
coupée
Scories intermittente
Apparaît sur le dessus et le dessous le long de l'entaille.
Dépôt non continu. Peut prendre la forme de n'importe quel
type de scories.
• Possibilité de composants usés
Autres facteurs affectant la scories :
4.2.6 Précision dimensionnelle
AVIS
• Température du matériau
• Calamine ou rouille épaisse
• Alliages à forte teneur en carbone
De façon générale, en travaillant à la vitesse la plus basse
possible (dans les limites recommandées) on augmente
la précision de la pièce. La plupart des épaisseurs de
matériau se recouvrent pour les différentes tensions.
Sélectionnez les consommables qui permettront une
tension d'arc faible et une vitesse de coupe lente.
Vitesse de coupe et tension d'arc recommandés
Vitesse de coupe et tension d'arc recommandés
Vitesse de coupe et tension d'arc recommandésVitesse de coupe et tension d'arc recommandés
pour la performance optimale.
pour la performance optimale.
pour la performance optimale.pour la performance optimale.
Des petits incréments de réglage peuvent être
nécessaires du fait de la qualité du matériau, de sa
température et de son alliage particulier. L'opérateur doit
se rappeler que toutes les variables de coupe sont
interdépendantes. Changer un paramètre affecte tous les
autres et la qualité de coupe peut en souffrir.
Commencez toujours avec les réglages recommandés.
Avant de tenter n'importe quelle correction, vérifiez les
variables de coupe avec les réglages recommandés par
l'usine et les références de pièces consommables listées
dans les données de processus.
Torche de coupage automatique à jet de plasma PT-6004-8

SECTION 4 MANŒUVRE
4.3 Passages d'écoulement de la torche
Écoulement du gaz Écoulement d'eau de refroidissement
Gaz
plasma
Gaz
écran
Entrée d'eau de
refroidissement
Sortie d'eau de
refroidissement
Torche de coupage automatique à jet de plasma PT-600 4-9

SECTION 4 MANŒUVRE
4.4 Influence des options de gaz sur la qualité de coupe
4.4.1 Introduction
Tous les gaz ne conviennent pas pour toutes les
situations. Certains aident à couper des matériaux et
épaisseurs spécifiques. Ce qui suit explique pourquoi
certains gaz sont choisis et leur influence sur la pièce finie.
D'autres influences, telles que la tension d'arc et le débit
et la pression du gaz, sont couvertes avec les données de
processus.
DANGER
!
Danger d'explosion par l'hydrogène.
• Ne coupez pas sous de l'eau avec du gaz
hydrogène !
• Les explosions d'hydrogène peuvent causer des
dommages corporels ou la mort.
• L'hydrogène peut créer des poches de gaz
explosif dans la table d'eau. Ces poches peuvent
exploser quand elles sont allumées par des
étincelles ou l'arc de plasma.
• Avant de couper, soyez conscient des sources
possibles d'hydrogène dans la table d'eau –
réaction de métal liquide, réaction chimique
lente ou certains gaz de plasma.
• Les poches de gaz explosif s'accumulent en
dessous de la plaque de coupe et dans la table
d'eau.
• Nettoyez les scories (spécialement les particules
fines) du fond de table fréquemment.
Remplissez à nouveau la table avec de l'eau
propre.
• Ne laissez pas de plaque sur la table la nuit.
• Si la table d'eau n'a pas été utilisée pendant
plusieurs heures, faites-la vibrer ou secouez-la
pour briser les poches d'hydrogène avant de
mettre une plaque sur la table.
• Si possible, changez l'eau entre les coupes pour
casser les poches d'hydrogène.
• Maintenez l'acidité de l'eau au pH 7 (neutre).
• L'écartement programmé entre pièces doit être
d'au moins de fois la largeur du trait de coupe
pour assurer que du matériau est toujours sous
le trait de coupe.
• Quand vous coupez au-dessus de l'eau, utilisez
des ventilateurs pour faire circuler l'air entre la
plaque et la surface de l'eau.
Torche de coupage automatique à jet de plasma PT-6004-10

SECTION 4 MANŒUVRE
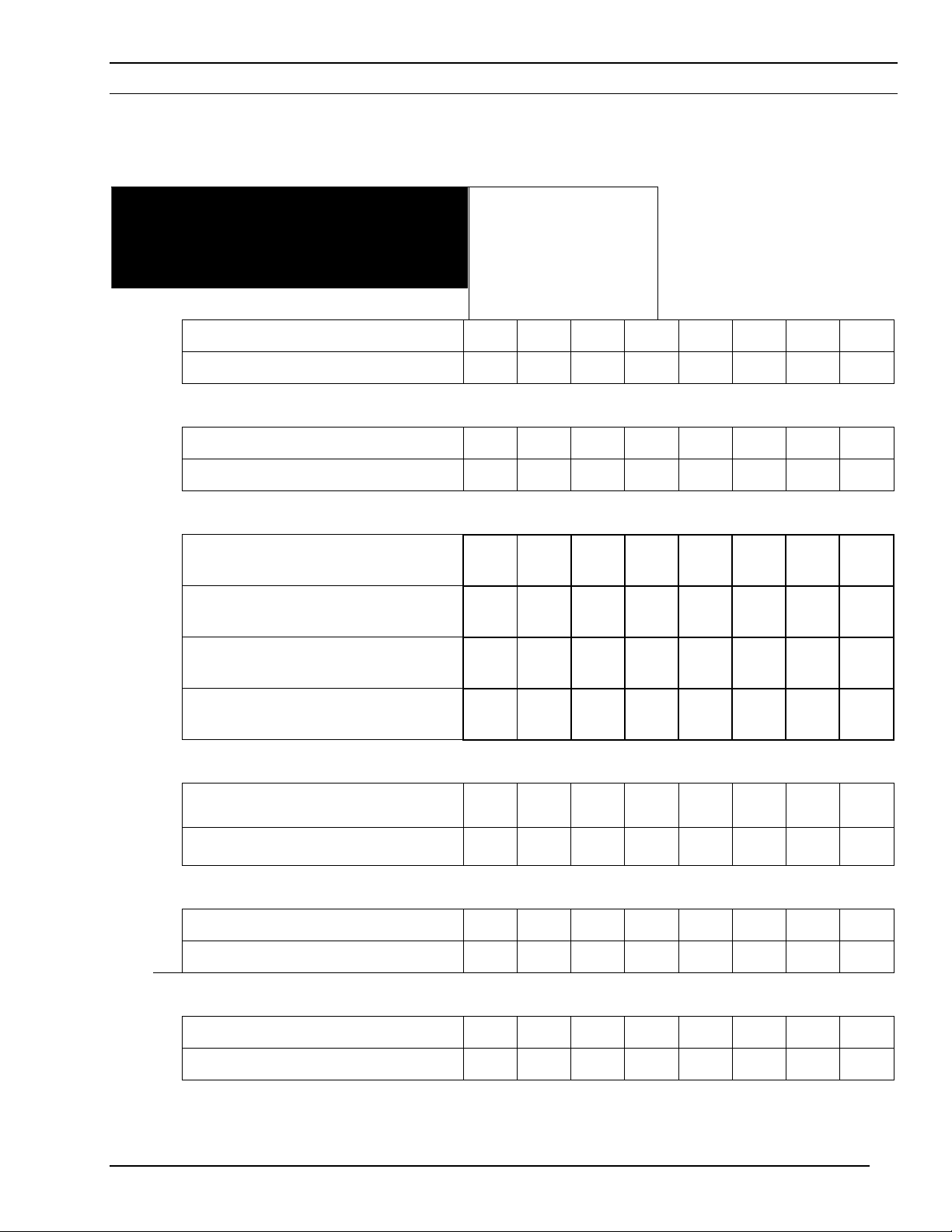
4.4.2 Aluminium et gaz de processus
Épaisseur de matériau : .188 à 1.00 pouce (4,8- 25,4 mm)
Qualité de coupe : Bonne
Gaz de départ :
Plasma :
Écran :
Commentaires : Face coupée sombre, possibilité de scories, bons angles de coupe
Épaisseur de matériau : .250 à 3.00 pouces (6,3-76,2 mm)
Qualité de coupe : Bonne
Gaz de départ :
Plasma :
Écran :
Commentaires :
Épaisseur de matériau : .625 à 1.00 pouce (15,9-25,4 mm)
Qualité de coupe : Bonne
Gaz de départ :
Plasma :
Écran :
Commentaires : Face coupée un peu plus sombre, pratiquement sans scories, angles de
Air
Air
Air
N
2
H-35
N
2
Face coupée lisse, pratiquement sans scories jusqu'à 38 mm d'épaisseur,
angles de coupe un peu plus larges avec arrondi du bord supérieur
N
2
H-35
Air
coupe un peu plus larges avec arrondi du bord supérieur
Épaisseur de matériau : .625 à 1.50 pouces (15,9-38,1 mm)
Qualité de coupe :
Gaz de départ :
Plasma :
Écran :
Bonne
H-35
H-35
Air
Commentaires : Face coupée un peu plus sombre, pratiquement sans scories, angles de
coupe un peu plus larges avec arrondi du bord supérieur
Épaisseur de matériau : .188 à 1.50 pouces (4,8-38,1 mm)
Qualité de coupe : Bonne
Gaz de départ :
Plasma :
Écran :
N
N
Air
2
2
Commentaires : Face coupée plus sombre, formation possible de scories au-dessus de 25
mm d'épaisseur, bons angles de coupe, léger arrondi du bord supérieur
Épaisseur de matériau : .062 à 1.00 pouce (1,6-25,4 mm)
Qualité de coupe : Bonne
Gaz de départ :
Plasma :
Écran :
N
2
N
2
N
2
Commentaires : Face coupée plus sombre, formation possible de scories au-dessus de 19
mm d'épaisseur, bons angles de coupe, léger arrondi du bord supérieur
Torche de coupage automatique à jet de plasma PT-600 4-11

SECTION 4 MANŒUVRE
4.4.3 Acier au carbone et gaz de processus
Épaisseur de matériau :
.125 à 1.50 pouces (3,2-38,1 mm)
Qualité de coupe : Excellente
Gaz de départ :
Plasma :
Écran :
N
O
Air
2
2
Commentaires : Face coupée lisse et brillante, pratiquement pas de scories, bons angles de
coupe, bord supérieur net
Épaisseur de matériau : .062 à .25 pouce (1,6-6,3 mm)
Qualité de coupe : Bonne
Gaz de départ :
Plasma :
Écran :
Commentaires :
Air
Air
Air
Face coupée grise lisse, pratiquement pas de scories, angles de coupe plus
larges fonctions de l'épaisseur de plaque, de la vitesse de coupe et de
l'ampérage
Torche de coupage automatique à jet de plasma PT-6004-12

SECTION 4 MANŒUVRE
4.4.4 Acier inoxydable et gaz de processus
Épaisseur de matériau :
.062 à .75 pouce (1,6-19,0 mm)
Qualité de coupe : Bonne
Gaz de départ :
Plasma :
Écran :
N
2
N
2
N
2
Commentaires : Face coupée sombre, pratiquement pas de scories, bons angles de coupe,
biseautage de l'épaisseur de matériau fonction de l'épaisseur, de la vitesse
et de l'ampérage
Épaisseur de matériau :
.062 à 1.00 pouce (1,6-25,4 mm)
Qualité de coupe : Bonne
Gaz de départ :
Plasma :
Écran :
Air
Air
Air
Commentaires : Face coupée sombre, pratiquement pas de scories, bons angles de coupe,
biseautage de l'épaisseur de matériau fonction de l'épaisseur, de la vitesse
et de l'ampérage
Épaisseur de matériau : .25 à 3.00 pouces (6,3-76,2 mm)
Qualité de coupe : Bonne
Gaz de départ :
Plasma :
Écran :
N
N
Air
2
2
Commentaires : Face coupée sombre, pratiquement pas de scories, bons angles de coupe,
léger arrondi du bord supérieur
Épaisseur de matériau : .50 à 3.00 pouces (12,7-76,2 mm)
Qualité de coupe : Bonne
Gaz de départ :
Plasma :
Écran :
N
2
H-35
N
2
Commentaires : Face coupée dorée luisante, pratiquement pas de scories jusqu'à une
épaisseur de matériau de 38 mm mais possibilité de scories au-delà, angles
de coupe légèrement plus larges dus au gaz plasma H-35
Torche de coupage automatique à jet de plasma PT-600 4-13

SECTION 4 MANŒUVRE
Page vierge
Torche de coupage automatique à jet de plasma PT-6004-14

)
SECTION 4 MANŒUVRE
4.5 Données de Procédé
4.5.1 Introduction
Les renseignements suivants résultent d’un grand nombre
d’heures consacré aux essais et consistent en un guide
général pour l’installation et le coupage avec la Torche à
Arc au Plasma PT-600 Mécanisé. La régulation de la
machine gère le débit des gaz par « Smart F -- Bas II », un
système de régulation du débit par les valves
proportionnelles.
Dans la plupart des cas, ces caractéristiques de réglage
produiront une coupe de qualité. Les données inclus les
valeurs pour:
· la coupe d’aluminium, du carbone et d’acier
inoxydable
· voltage de l’arc (écart)
· vitesse de découpage
· courant (ampères)
· taux de débit des gaz pour les combinaisons des gaz
plasma/protecteur
Ces données sont contenues dans les fichiers SDP.
(Referez-vous aux manuels d’utilisation et programmation
pour de plus amples renseignements concernant les
fichiers SDP.
Vous trouverez aussi inclus tous les renseignements relatifs
aux numéros des pièces consommables pour toutes les
possibilités de réglage du courant.
AVIS
Les Vitesses de Découpage Sous l’Eau
AVIS
Vitesse, voltage, saignée et courant peuvent
être utilisés en tout temps pour les applications
de la torche PT-600.
Les données de procédé ont été obtenues à l’aide de
« Smart Flow II », un régulateur du débit des gaz
programmable. Ces mêmes renseignements sont utilisés
dans la création des fichiers (SDP) concernant la régulation
de procédé de « Vision CNC ». Seul les taux du débit des
gaz sont indiqués avec l’utilisation de « Smart Flow II ».
Vitesse, voltage de l’arc, saignée et courant
(ampères) demeurent applicables dans les procédés
de découpage avec des systèmes de régulation des
gaz manuels.
Doivent être Ralenties par 10%.
Règle générale, les vitesses de découpage au-dessus de
l’eau peuvent être appliquées au découpage sous l’eau
en réduisant les vitesses de 10%. Vous trouverez deux
exemples de référence concernant le découpage sous
l’eau dans les données suivantes. (p4-33, p4-93)
Torche de coupage automatique à jet de plasma PT-600
4-15

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
*Ne pas utiliser l’air de l’atelier. Utilisez l’air en bouteille/comprimé.
Acier au carbone
50
Air* @ 100 psi / 6,9 Bar
Air* @ 100 psi / 6,9 Bar
Air* @ 60 psi / 4,1 Bar
Chemise de la Torche
0558001626
Corps de la Torche
(Ref.)
2 EA. Anneau -O
Chicane à Gaz
Trous”
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref.)
Électrode
“250A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
P/N 0558002533 “4
P/N 0558001624
P/N
P/N 0558001825
P/N 996528 (Ref.)
4-16
Buse
P/N 0558001881 “50A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21796 “50A”
Écran
Reteneur d’Écran
Torche de coupage automatique à jet de plasma PT-600
P/N 21795 “50A”
P/N 37081

SECTION 4 MANŒUVRE
PT-600 Données de Procédé
50 Ampères
Acier au carbone
Démarrage
À moins d’avis contraire, les données
correspondent aux découpage au-dessus de l’eau.
Réduire la vitesse d’environs 10% pour le
découpage sous l’eau.
Gaz de
Épaisseur du Matériel Air Air Air
PO
MM
0.063
1,6
Minuteries
Remontée sur Perçage (sec.)
Délai de Perçage (sec.)
0
0
Paramètres d’Installation Livres par pouce carré (PSI - Pression)
Gaz de Démarrage au
Plasma
Gaz de Découpage au
Plasma
Gaz de Démarrage
Protecteur
Gaz de Découpage
Protecteur
PSI 40
BAR 2,76
PSI 50
BAR 3,45
PSI 10
BAR 0,69
PSI 10
BAR 0,69
Découpage
Protecteur
Gaz de
Gaz
Relevés des Hauteurs
Hauteur initiale
Voltage de l’Arc (écart)
Vitesse de Déplacement
IPM (POUCES/MINUTE)
MM/MIN
Largeur de la Saignée
Pouces
Millimètres
Notes:
Réglage de l’Arc Pilote -- Bas
Torche de coupage automatique à jet de plasma PT-600
PO
MM
.375
9,5
113
220
5588
.05
1,3
4-17

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
*Ne pas utiliser l’air de l’atelier. Utilisez l’air en bouteille/comprimé.
Acier au carbone
65
Air* @ 100 psi / 6,9 Bar
Air* @ 100 psi / 6,9 Bar
Air* @ 60 psi / 4,1 Bar
Chemise de la Torche
0558001626
Corps de la Torche
(Ref.)
2 EA. Anneau -O
Chicane à Gaz
Trous”
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref.)
Électrode
“250A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
P/N 0558002533 “4
P/N 0558001624
P/N
P/N 0558001825
P/N 996528 (Ref.)
4-18
Buse
P/N 0558001881 “50A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21796
Écran
Reteneur d’Écran
Torche de coupage automatique à jet de plasma PT-600
P/N 21796 “50A”
P/N 37081
SECTION 4 MANŒUVRE
65 Ampères PT-600 Données de Procédé
Acier au carbone
Démarrage
À moins d’avis contraire, les données
correspondent aux découpage au-dessus de l’eau.
Réduire la vitesse d’environs 10% pour le
découpage sous l’eau.
Gaz de
Épaisseur du Matériel Air Air Air
Découpage
Protecteur
Gaz de
Gaz
PO
MM
Minuteries
Remontée sur Perçage (sec.)
Délai de Perçage (sec.)
0.125 0.188 0.250
3,2 4,7 6,4
0 0 0.1
0 0 0.4
Paramètres d’Installation Livres par pouce carré (PSI - Pression)
Gaz de Démarrage au
Plasma
Gaz de Découpage au
Plasma
Gaz de Démarrage
Protecteur
Gaz de Découpage
Protecteur
PSI 40 40 40
BAR 2,76 2,76 2,76
PSI 50 50 50
BAR 3,45 3,45 3,45
PSI 10 10 10
BAR 0,69 0,69 0,69
PSI 10 10 10
BAR 0,69 0,69 0,69
Relevés des Hauteurs
Hauteur initiale
PO
MM
.375 .375 .375
9,5 9,5 9,5
Voltage de l’Arc (écart)
Vitesse de Déplacement
IPM (POUCES/MINUTE)
MM/MIN
Largeur de la Saignée
Pouces
Millimètres
Notes:
Réglage de l’Arc Pilote -- Bas
Torche de coupage automatique à jet de plasma PT-600
115 118 130
150 100 75
3810 2540 1905
.065 .075 .085
1,7 1,9 2,2
4-19

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
*Ne pas utiliser l’air de l’atelier. Utilisez l’air en bouteille/comprimé.
Acier au carbone
100
Azote (N2) @ 100 psi / 6,9 Bar
Oxygéne (O2) @ 100 psi / 6,9 Bar
Air* @ 60 psi / 4,1 Bar
Chemise de la Torche
0558001626
Corps de la Torche
(Ref.)
2 EA. Anneau -O
Chicane à Gaz
Trous”
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
O-ring Supplied with
P/N 86W99 (Ref.)
Électrode
“250A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
(0558002534 “
P/N 0558002533 “4
P/N 0558001624
P/N
P/N 0558001825
P/N 996528 (Ref.)
Debít inverse
Électrode
”)
4-20
Buse
P/N 0558001882 “100A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21944 (22496 “
Écran
Reteneur d’Écran
Torche de coupage automatique à jet de plasma PT-600
P/N 21802 “100A to 250A”
Debít inverse
P/N 37081
”)

SECTION 4 MANŒUVRE
100 Ampères PT-600 Données de Procédé
Acier au carbone
Démarrage
À moins d’avis contraire, les données
correspondent aux découpage au-dessus de l’eau.
Réduire la vitesse d’environs 10% pour le
découpage sous l’eau.
Gaz de
Épaisseur du Matériel N2 O2 Air
Découpage
Protecteur
Gaz de
Gaz
PO
MM
Minuteries
Remontée sur Perçage (sec.)
Délai de Perçage (sec.)
0.125 0.188 0.250 0.313 0.375 0.500 0.625 0.750
3,2 4,7 6,4 7,9 9,5 12,7 15,9 19,1
0 0 0 0 0.2 0.4 0.5 0.3
0 0 0 0 0.2 0.5 0.6 0.7
Paramètres d’Installation Livres par pouce carré (PSI - Pression)
Gaz de Démarrage au
Plasma
Gaz de Découpage au
Plasma
Gaz de Démarrage
Protecteur
Gaz de Découpage
Protecteur
PSI 25 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 46 46 44 46 46 46 48 46
BAR 3,2 3,2 3,0 3,2 3,2 3,2 3,3 3,2
PSI 20 20 20 20 20 20 20 18
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,2
PSI 10 18 18 10 16 10 12 10
BAR 0,7 1,2 1,2 0,7 1,1 0,7 0,8 0,7
Relevés des Hauteurs
Hauteur initiale
PO
MM
.375 .375 .375 .375 .375 .500 .500 .500
9,5 9,5 9,5 9,5 9,5 12,7 12,7 12,7
Voltage de l’Arc (écart)
Vitesse de Déplacement
IPM (POUCES/MINUTE)
MM/MIN
Largeur de la Saignée
Pouces
Millimètres
Notes:
Réglage de l’Arc Pilote -- Bas
Torche de coupage automatique à jet de plasma PT-600
123 135 133 134 149 141 159 162
190 150 120 100 80 60 38 20
4826 3810 3048 2540 2032 1524 965 508
.08 .075 .100 .085 .012 .100 .14 .145
2,0 1,9 2,5 2,2 3,0 2,5 3,6 3,7
4-21

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
*Ne pas utiliser l’air de l’atelier. Utilisez l’air en bouteille/comprimé.
Acier au carbone
150
Azote (N2) @ 100 psi / 6,9 Bar
Oxygéne (O2) @ 100 psi / 6,9 Bar
Air* @ 60 psi / 4,1 Bar
Chemise de la Torche
0558001626
Corps de la Torche
(Ref.)
2 EA. Anneau -O
Chicane à Gaz
Trous”
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref.)
Électrode
“250A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
(0558002534 “
P/N 0558002533 “4
P/N 0558001624
P/N
P/N 0558001825
P/N 996528 (Ref.)
Debít inverse
”)
4-22
Buse
P/N 0558001883 “150A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21944 (22496 “
Écran
Reteneur d’Écran
Torche de coupage automatique à jet de plasma PT-600
P/N 21802 “100A to 250A”
Debít inverse
P/N 37081
”)

SECTION 4 MANŒUVRE
150 Ampères PT-600 Données de Procédé
Acier au carbone
Démarrage
À moins d’avis contraire, les données
correspondent aux découpage au-dessus de l’eau.
Réduire la vitesse d’environs 10% pour le
découpage sous l’eau.
Gaz de
Épaisseur du Matériel N2 O2 Air
Découpage
Protecteur
Gaz de
Gaz
PO
MM
Minuteries
Remontée sur Perçage (sec.)
Délai de Perçage (sec.)
0.188 0.250 0.313 0.375 0.500 0.625 0.750 1.000
4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0 0 0 0.2 0.2 0.2 0.3
0 0 0 0 0.4 0.5 0.8 1.0
Paramètres d’Installation Livres par pouce carré (PSI - Pression)
Gaz de Démarrage au Plasma
Gaz de Découpage au Plasma
Gaz de Démarrage Protecteur
Gaz de Découpage
Protecteur
PSI 20 20 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 37 37 37 37 37 44 37 37
BAR 2,6 2,6 2,6 2,6 2,6 3,0 2,6 2,6
PSI 20 20 20 20 20 21 18 18
BAR 1,4 1,4 1,4 1,4 1,4 1,5 1,2 1,2
PSI 18 18 18 18 16 18 10 16
BAR 1,2 1,2 1,2 1,2 1,1 1,2 0,7 1,1
Relevés des Hauteurs
Hauteur initiale
PO
MM
.375 .375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
Voltage de l’Arc (écart)
Vitesse de Déplacement
IPM (POUCES/MINUTE)
MM/MIN
Largeur de la Saignée
Pouces
Millimètres
Notes:
Réglage de l’Arc Pilote -- Plus Haut
Torche de coupage automatique à jet de plasma PT-600
127 126 131 134 140 151 157 156
160 150 120 90 75 55 45 25
4064 3810 3048 2286 1905 1397 1143 635
.085 .095 .095 .120 .105 .125 .150 .165
2,2 2,4 2,4 3,0 2,7 3,2 3,8 4,2
4-23

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
*Ne pas utiliser l’air de l’atelier. Utilisez l’air en bouteille/comprimé.
Acier au carbone
200
Azote (N2) @ 100 psi / 6,9 Bar
Oxygéne (O2) @ 100 psi / 6,9 Bar
Air* @ 60 psi / 4,1 Bar
Chemise de la Torche
0558001626
Corps de la Torche
(Ref.)
2 EA. Anneau -O
Chicane à Gaz
Trous”
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref.)
Électrode
“250A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
(0558002534 “
P/N 0558002533 “4
P/N 0558001624
P/N
P/N 0558001825
P/N 996528 (Ref.)
Debít inverse
”)
4-24
Buse
P/N 0558001884 “200A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21944 (22496 “
Écran
Reteneur d’Écran
Torche de coupage automatique à jet de plasma PT-600
P/N 21802 “100A to 250A”
Debít inverse
P/N 37081
”)

SECTION 4 MANŒUVRE
200 Ampères PT-600 Données de Procédé
Acier au carbone
Démarrage
À moins d’avis contraire, les données
correspondent aux découpage au-dessus de l’eau.
Réduire la vitesse d’environs 10% pour le
découpage sous l’eau.
Gaz de
Épaisseur du Matériel N2 O2 Air
Découpage
Protecteur
Gaz de
Gaz
PO
MM
Minuteries
Remontée sur Perçage (sec.)
Délai de Perçage (sec.)
0.250 0.313 0.375 0.500 0.625 0.750 1.000 1.250
6,4 7,9 9,5 12,7 15,9 19,1 25,4 31,8
0 0 0 0.1 0.2 0.3 0.3 0.6
0 0.2 0 0.2 0.3 0.3 0.5 1.0
Paramètres d’Installation Livres par pouce carré (PSI - Pression)
Gaz de Démarrage au Plasma
Gaz de Découpage au Plasma
Gaz de Démarrage Protecteur
Gaz de Découpage
Protecteur
PSI 26 25 25 25 20 25 25 25
BAR 1,8 1,7 1,7 1,7 1,4 1,7 1,7 1,7
PSI 40 43 40 44 40 40 40 44
BAR 2,8 3,0 2,8 3,0 2,8 2,8 2,8 3,0
PSI 20 20 20 20 20 18 18 22
BAR 1,4 1,4 1,4 1,4 1,4 1,2 1,2 1,5
PSI 8 14 18 10 11 7 12 22
BAR 0,6 1,0 1,2 0,7 0,8 0,5 0,8 1,5
Relevés des Hauteurs
Hauteur initiale
PO
MM
.375 .375 .375 .500 .500 .500 .500 .500
9,5 9,5 9,5 12,7 12,7 12,7 12,7 12,7
Voltage de l’Arc (écart)
Vitesse de Déplacement
IPM (POUCES/MINUTE)
MM/MIN
Largeur de la Saignée
Pouces
Millimètres
Notes:
Réglage de l’Arc Pilote -- Plus Haut
Torche de coupage automatique à jet de plasma PT-600
124 129 132 129 139 142 153 164
170 140 110 90 65 55 40 20
4318 3556 2794 2286 1651 1397 1016 508
.095 .105 .110 .136 .120 .150 .170 .190
2,4 2,7 2,8 3,5 3,0 3,8 4,3 4,8
4-25

SECTION 4 MANŒUVRE
Carbon Steel
200
Nitrogen (N2) @ 125 psi/8.6 bar
PT-600
Torche de Coupage à Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
AVEC
EPP-200
Console au Plasma
Coupage à haute vitesse
Gaz de découpage:
Gaz protecteur 1:
Gaz protecteur 2:
Corps de la Torche P/N 0558001825 (Ref)
2 EA. Anneau -O P/N 996528 (Ref)
Chicane à Gaz P/N 0558002533 “4
Trous”(0558002534 “Debít inverse”)
Anneau-O avec Porte-électrode
P/N 86W99 (Ref)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref)
Électrode P/N 0558001624UL
“250A”
Oxygen (O2) @ 125 psi/8.6 bar
Air @ 100psi/6.9 bar @ 95cfh
Non utiliséd
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.))
Buse P/N 0558001883
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21944 (22496 “Debít inverse”)
Écran
P/N 0558004678
Reteneur d’Écran
P/N 0558004616
4-insert

SECTION 4 MANŒUVRE
PT-600/EPP 200 Haute Vitesse
Données de Procédé
À moins d’avis contraire, les données correspondent
À moins d’avis contraire, les données correspondent
Épaisseur
du Matériel
Minuteries
(sec.)
aux découpage au
aux découpage au
PO
MM
Remontée sur
Perçage
Délai de Perçage
Délai Haut. Auto 0.4 0.4 0.4 0.4 0.4
Gaz de Démarrage
au Plasma
Gaz de Découpage
au Plasma
0.250 0.375 0.500 0.750 1.000
6.4 9.5 12.7 19.1 25.4
0 0.1 0.1 0.3 0.3
0 0.2 0.2 0.3 0.5
22psi@ 140 cfh 22psi@ 140 cfh 22psi@ 140 cfh 22psi@ 140 cfh 22psi@ 140 cfh
1.5bar@ 4.0 cmh 1.5bar@ 4.0 cmh 1.5bar@ 4.0 cmh 1.5bar@ 4.0 cmh 1.5bar@ 4.0 cmh
49psi@ 66 cfh 49psi@ 66 cfh 49psi@ 66 cfh 49psi@ 66 cfh 49psi@ 66 cfh
3.4bar@1.9 cmh 3.4bar@1.9 cmh 3.4bar@1.9 cmh 3.4bar@1.9 cmh 3.4bar@1.9 cmh
200 Ampères
Gaz de
Démarrage
N2 O
Gaz de
Découpage
Air
2
Acier au carbone
Gaz
Protecteur
1
Gaz
Protecteur 2
Non
utiliséd
13psi@ 190 cfh 13psi@ 190 cfh 14psi@ 220 cfh 12psi@ 180 cfh 13psi@ 190 cfh
0.9bar@ 5.4 cmh 0.9bar@ 5.4 cmh 1.0bar@ 6.2 cmh 0.8bar@ 5.1 cmh 0.9bar@ 5.4 cmh
13psi@ 190 cfh 13psi@ 190 cfh 19psi@ 220 cfh 12psi@180 cfh 13psi@ 180 cfh
0.9bar@ 5.4 cmh 0.9bar@ 5.4 cmh 1.3bar@ 6.2 cmh 0.8bar@ 5.1 cmh 0.9bar@ 5.1 cmh
Non
PO
MM
0.375 0.375 0.500 0.500 0.500
9.5 9.5 12.7 12.7 12.7
Utilisé
Pression @ Débit
Paramètres d’Installation
Relevés
Gaz de Démarrage
Protecteur
Gaz de Découpage
Protecteur 1 -- Air
Gaz de Découpage
Protecteur - 2
Hauteur
initiale
des
Hauteurs
Vitesse de
Déplacement
Voltage de l’Arc
(écart)
IPM
(POUCES/MINUTE)
126 130 145 149 149
250 155 121 76 51
MM/MIN 6350 3937 3073 1930 1295
Largeur de
la Saignée
Notes :
• Arc pilote réglé à BAS (LOW)
• Utilisez la buse de 150 ampères lors d’une coupe à haute vitesse de 200 ampères, P/N 0558001883.
• Pour un matériel allant jusqu’à 1 pouce d’épaisseur, utilisez la chicane à gaz à 4 trous P/N 0558002533, Revers 4 trous P/N
0558002534
Pouces
Millimètres
.06 .09 .10 .11 .13
1.5 2.3 2.5 2.8 3.3
4-insert

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
*Ne pas utiliser l’air de l’atelier. Utilisez l’air en bouteille/comprimé.
Acier au carbone
250
Azote (N2) @ 100 psi / 6,9 Bar
Oxygéne (O2) @ 100 psi / 6,9 Bar
Air* @ 60 psi / 4,1 Bar
Chemise de la Torche P/N
0558001626
Corps de la Torche P/N 0558001825
(Ref.)
2 EA. Anneau -O P/N 996528 (Ref.)
Chicane à Gaz P/N 0558001625 “8
Trous” (0558002530 “Debít inverse”)
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref.)
Électrode P/N 0558001624
“250A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
4-26
Buse P/N 0558001623 “250A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21944 (22496 “
Écran P/N 21802 “100A to 250A”
Reteneur d’Écran P/N 37081
Torche de coupage automatique à jet de plasma PT-600
Debít inverse”)

SECTION 4 MANŒUVRE
250 Ampères PT-600 Données de Procédé
Acier au carbone
Démarrage
À moins d’avis contraire, les données
correspondent aux découpage au-dessus de l’eau.
Réduire la vitesse d’environs 10% pour le
découpage sous l’eau.
Gaz de
Épaisseur du Matériel N2 O2 Air
Découpage
Protecteur
Gaz de
Gaz
PO
MM
Minuteries
Remontée sur Perçage (sec.)
Délai de Perçage (sec.)
0.250 0.375 0.500 0.625 0.750 1.000 1.250 1.500
6,4 9,5` 12,7 15,9 19,1 25,4 31,8 38,1
0 0 0 0.2 0.3 0.3 0.5 0.8
0 0 0.2 0.1 0.2 0.4 0.8 1.2
Paramètres d’Installation Livres par pouce carré (PSI - Pression)
Gaz de Démarrage au Plasma
Gaz de Découpage au Plasma
Gaz de Démarrage Protecteur
Gaz de Découpage
Protecteur
PSI 25 25 25 25 25 25 26 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,8 1,7
PSI 38 38 44 40 38 38 43 44
BAR 2,6 2,6 3,0 2,8 2,6 2,6 3,0 3,0
PSI 18 18 20 14 18 18 22 22
BAR 1,2 1,2 1,4 1,0 1,2 1,2 1,5 1,5
PSI 12 12 16 12 12 12 22 22
BAR 0,8 0,8 1,1 0,8 0,8 0,8 1,5 1,5
Relevés des Hauteurs
Hauteur initiale
PO
MM
.375 .375 .500 .500 .500 .625 .625 .625
9,5 9,5 12,7 12,7 12,7 15,9 15,9 15,9
Voltage de l’Arc (écart)
Vitesse de Déplacement
IPM (POUCES/MINUTE)
MM/MIN
Largeur de la Saignée
Pouces
Millimètres
Notes:
Réglage de l’Arc Pilote -- Plus Haut
Torche de coupage automatique à jet de plasma PT-600
130 135 135 138 142 150 162 168
170 125 115 80 65 50 33 22
4318 3175 2921 2032 1651 1270 838 558
.110 .135 .135 .130 .150 .160 .170 .200
2,8 3,5 3,5 3,3 3,8 4,1 4,3 5,1
4-27

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
*Ne pas utiliser l’air de l’atelier. Utilisez l’air en bouteille/comprimé.
Acier au carbone
325
Azote (N2) @ 100 psi / 6,9 Bar
Oxygéne (O2) @ 100 psi / 6,9 Bar
Air* @ 60 psi / 4,1 Bar
Chemise de la Torche P/N
0558001626
Corps de la Torche P/N 0558001825
(Ref.)
2 EA. Anneau -O P/N 996528 (Ref.)
Chicane à Gaz P/N 0558001625 “8
Trous” (0558002530 “Debít inverse”)
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref.)
Électrode P/N 0558002516
“360A/400A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
4-28
Buse P/N 0558001885 “360A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21944 (22496 “
Écran P/N 21945 “360A”
Reteneur d’Écran P/N 37081
Torche de coupage automatique à jet de plasma PT-600
Debít inverse”)

SECTION 4 MANŒUVRE
325 Ampères PT-600 Données de Procédé
Acier au carbone
Démarrage
À moins d’avis contraire, les données
correspondent aux découpage au-dessus de l’eau.
Réduire la vitesse d’environs 10% pour le
découpage sous l’eau.
Gaz de
Épaisseur du Matériel N2 O2 Air
Découpage
Protecteur
Gaz de
Gaz
PO
MM
Minuteries
Remontée sur Perçage (sec.)
Délai de Perçage (sec.)
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
0.3 0.3 0.3 0.4 0.5 0.7
0.2 0.3 0.3 0.6 0.9 1.0
Paramètres d’Installation Livres par pouce carré (PSI - Pression)
Gaz de Démarrage au Plasma
Gaz de Découpage au Plasma
Gaz de Démarrage Protecteur
Gaz de Découpage
Protecteur
PSI 26 25 25 25 25 25
BAR 1,8 1,7 1,7 1,7 1,7 1,7
PSI 37 37 31 31 31 36
BAR 2,6 2,6 2,1 2,1 2,1 2,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
Relevés des Hauteurs
Hauteur initiale
PO
MM
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
Voltage de l’Arc (écart)
Vitesse de Déplacement
IPM (POUCES/MINUTE)
MM/MIN
Largeur de la Saignée
Pouces
Millimètres
Notes:
Réglage de l’Arc Pilote -- Plus Haut
Torche de coupage automatique à jet de plasma PT-600
125 135 132 142 146 156
125 100 90 60 37 25
3175 2540 2286 1524 939 635
.140 .150 .160 .175 .200 .210
3,6 3,8 4,1 4,5 5,1 5,3
4-29

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
*Ne pas utiliser l’air de l’atelier. Utilisez l’air en bouteille/comprimé.
Acier au carbone
360
Azote (N2) @ 100 psi / 6,9 Bar
Oxygéne (O2) @ 100 psi / 6,9 Bar
Air* @ 60 psi / 4,1 Bar
Chemise de la Torche P/N
0558001626
Corps de la Torche P/N 0558001825
(Ref.)
EA. Anneau -O P/N 996528 (Ref.)
2
Chicane à Gaz P/N 0558001625 “8
Trous” (0558002530 “Debít inverse”)
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref.)
Électrode P/N 0558002516
“360A/400A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
4-30
Buse P/N 0558001885 “360A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21944 (22496 “
Écran P/N 21945 “360A”
Reteneur d’Écran P/N 37081
Torche de coupage automatique à jet de plasma PT-600
Debít inverse”)

SECTION 4 MANŒUVRE
360 Ampères PT-600 Données de Procédé
Acier au carbone
Démarrage
À moins d’avis contraire, les données
correspondent aux découpage au-dessus de l’eau.
Réduire la vitesse d’environs 10% pour le
découpage sous l’eau.
Gaz de
Épaisseur du Matériel N2 O2 Air
Découpage
Protecteur
Gaz de
Gaz
PO
MM
Minuteries
Remontée sur Perçage (sec.)
Délai de Perçage (sec.)
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
0.3 0.3 0.3 0.5 0.6 0.7
0.2 0.3 0.3 0.7 0.9 1.0
Paramètres d’Installation Livres par pouce carré (PSI - Pression)
Gaz de Démarrage au Plasma
Gaz de Découpage au Plasma
Gaz de Démarrage Protecteur
Gaz de Découpage
Protecteur
PSI 26 25 25 25 25 25
BAR 1,8 1,7 1,7 1,7 1,7 1,7
PSI 38 37 35 35 38 36
BAR 2,6 2,6 2,4 2,4 2,6 2,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
Relevés des Hauteurs
Hauteur initiale
PO
MM
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
Voltage de l’Arc (écart)
Vitesse de Déplacement
IPM (POUCES/MINUTE)
MM/MIN
Largeur de la Saignée
Pouces
Millimètres
Notes:
Réglage de l’Arc Pilote -- Plus Haut
Torche de coupage automatique à jet de plasma PT-600
124 135 132 141 146 153
135 115 100 65 45 32
3429 2921 2540 1651 1143 813
.140 .140 .165 .180 .205 .210
3,6 3,6 4,2 4,6 5,2 5,3
4-31

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
*Ne pas utiliser l’air de l’atelier. Utilisez l’air en bouteille/comprimé.
Acier au carbone
400
Azote (N2) @ 100 psi / 6,9 Bar
Oxygéne (O2) @ 100 psi / 6,9 Bar
Air* @ 60 psi / 4,1 Bar
Chemise de la Torche P/N
0558001626
Corps de la Torche P/N 0558001825
(Ref.)
2 EA. Anneau -O P/N 996528 (Ref.)
Chicane à Gaz P/N 0558002532 “32
Trous” (0558002531 “Debít inverse”)
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref.)
Électrode P/N 0558002516
“360A/400A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
4-32
Buse P/N 0558001886 “400A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21944 (22496 “
Écran P/N 21945 “360A”
Reteneur d’Écran P/N 37081
Torche de coupage automatique à jet de plasma PT-600
Debít inverse”)

SECTION 4 MANŒUVRE
400 Ampères PT-600 Données de Procédé
Acier au carbone
Démarrage
Gaz de
COUPAGE SOUS
L’EAU
Épaisseur du Matériel N2 O2 Air
Découpage
Protecteur
Gaz de
Gaz
PO
MM
Minuteries
Remontée sur Perçage (sec.)
Délai de Perçage (sec.)
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
0.3 0.3 0.3 0.5 0.5 0.7
0.2 0.3 0.3 0.3 0.7 1.2
Paramètres d’Installation Livres par pouce carré (PSI - Pression)
Gaz de Démarrage au Plasma
Gaz de Découpage au Plasma
Gaz de Démarrage Protecteur
Gaz de Découpage
Protecteur
PSI 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 31 31 31 31 31 31
BAR 2,7 2,6 2,6 2,6 2,6 2,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
Relevés des Hauteurs
Hauteur initiale
PO
MM
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
Voltage de l’Arc (écart)
Vitesse de Déplacement
IPM (POUCES/MINUTE)
MM/MIN
Largeur de la Saignée
Pouces
Millimètres
Notes:
Réglage de l’Arc Pilote -- Plus Haut
Torche de coupage automatique à jet de plasma PT-600
125 132 136 141 142 150
130 120 110 75 55 37
3556 3175 2794 1905 1397 940
.145 .150 .195 .195 .205 .220
3,7 3,8 5,0 5,0 5,2 5,6
4-33

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
*Ne pas utiliser l’air de l’atelier. Utilisez l’air en bouteille/comprimé.
Acier au carbone
400
Azote (N2) @ 100 psi / 6,9 Bar
Oxygéne (O2) @ 100 psi / 6,9 Bar
Air* @ 60 psi / 4,1 Bar
Chemise de la Torche P/N
0558001626
Corps de la Torche P/N 0558001825
(Ref.)
2 EA. Anneau -O P/N 996528 (Ref.)
Chicane à Gaz P/N 0558002532 “32
Trous” (0558002531 “Debít inverse”)
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref.)
Électrode P/N 0558002516
“360A/400A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
4-34
Buse P/N 0558001886 “400A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21944 (22496 “
Écran P/N 21945 “360A”
Reteneur d’Écran P/N 37081
Torche de coupage automatique à jet de plasma PT-600
Debít inverse”)

SECTION 4 MANŒUVRE
400 Ampères PT-600 Données de Procédé
Acier au carbone
Démarrage
À moins d’avis contraire, les données
correspondent aux découpage au-dessus de l’eau.
Réduire la vitesse d’environs 10% pour le
découpage sous l’eau.
Gaz de
Épaisseur du Matériel N2 O2 Air
Découpage
Protecteur
Gaz de
Gaz
PO
MM
Minuteries
Remontée sur Perçage (sec.)
Délai de Perçage (sec.)
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
0.3 0.3 0.3 0.5 0.5 0.7
0.2 0.3 0.3 0.3 0.7 1.2
Paramètres d’Installation Livres par pouce carré (PSI - Pression)
Gaz de Démarrage au Plasma
Gaz de Découpage au Plasma
Gaz de Démarrage Protecteur
Gaz de Découpage
Protecteur
PSI 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 31 31 31 31 31 31
BAR 2,7 2,6 2,6 2,6 2,6 2,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
Relevés des Hauteurs
Hauteur initiale
PO
MM
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
Voltage de l’Arc (écart)
Vitesse de Déplacement
IPM (POUCES/MINUTE)
MM/MIN
Largeur de la Saignée
Pouces
Millimètres
Notes:
Réglage de l’Arc Pilote -- Plus Haut
Torche de coupage automatique à jet de plasma PT-600
125 132 136 141 142 150
140 125 115 80 60 43
3556 3175 2794 1905 1397 940
.145 .150 .195 .195 .205 .220
3,7 3,8 5,0 5,0 5,2 5,6
4-35

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
*Ne pas utiliser l’air de l’atelier. Utilisez l’air en bouteille/comprimé.
Aluminium
65
Air* @ 100 psi / 6,9 Bar
Air* @ 100 psi / 6,9 Bar
Air* @ 60 psi / 4,1 Bar
Chemise de la Torche P/N
0558001626
Corps de la Torche P/N 0558001825
(Ref.)
2 EA. Anneau -O P/N 996528 (Ref.)
Chicane à Gaz P/N 0558002533 “4
Trous”
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref.)
Électrode P/N 0558001624
“250A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
4-36
Buse P/N 0558001881 “50A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21796 “50A”
Écran P/N 21795 “50A”
Reteneur d’Écran P/N 37081
Torche de coupage automatique à jet de plasma PT-600
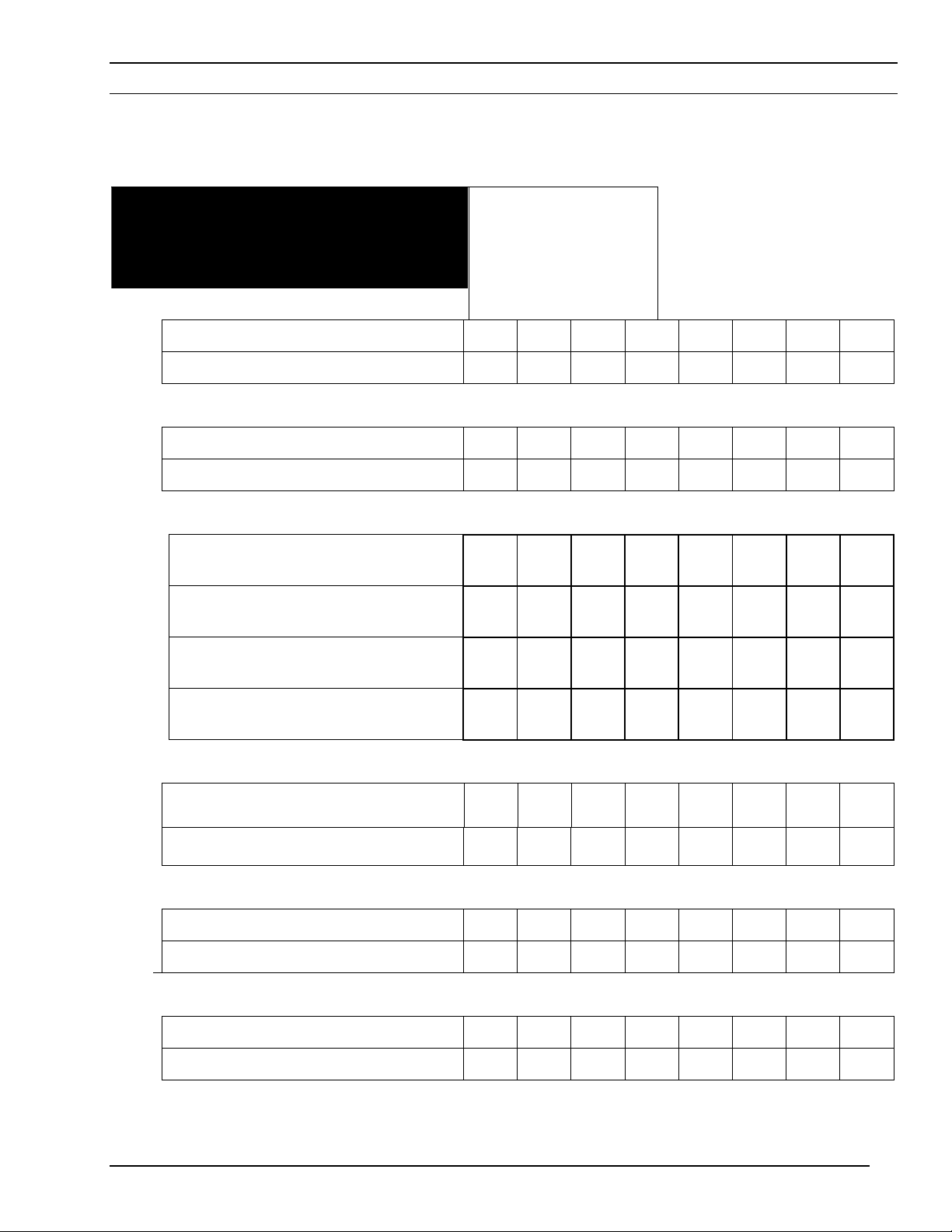
SECTION 4 MANŒUVRE
65 Ampères PT-600 Données de Procédé
Aluminium
Démarrage
À moins d’avis contraire, les données
correspondent aux découpage au-dessus de l’eau.
Réduire la vitesse d’environs 10% pour le
découpage sous l’eau.
Gaz de
Épaisseur du Matériel Air Air Air
Découpage
Protecteur
Gaz de
Gaz
PO
MM
Minuteries
Remontée sur Perçage (sec.)
Délai de Perçage (sec.)
0.063 0.125 0.250
1,6 3,2 6,4
0 0 0.2
0 0.2 0.4
Paramètres d’Installation Livres par pouce carré (PSI - Pression)
Gaz de Démarrage au Plasma
Gaz de Découpage au Plasma
Gaz de Démarrage Protecteur
Gaz de Découpage
Protecteur
PSI 40 40 40
BAR 2,76 2,76 2,76
PSI 60 60 60
BAR 4,14 4,14 4,14
PSI 10 10 10
BAR 0,7 0,7 0,7
PSI 10 10 10
BAR 0,7 0,7 0,7
Relevés des Hauteurs
Hauteur initiale
PO
MM
.375 .375 .375
9,5 9,5 9,5
Voltage de l’Arc (écart)
Vitesse de Déplacement
IPM (POUCES/MINUTE)
MM/MIN
Largeur de la Saignée
Pouces
Millimètres
Notes:
Réglage de l’Arc Pilote -- Bas
Torche de coupage automatique à jet de plasma PT-600
115 115 126
200 110 60
5080 2794 1524
.063 .08 .100
1,6 2,0 2,5
4-37

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
*Ne pas utiliser l’air de l’atelier. Utilisez l’air en bouteille/comprimé.
Aluminium
100
Air* @ 100 psi / 6,9 Bar
Air* @ 100 psi / 6,9 Bar
Air* @ 60 psi / 4,1 Bar
Chemise de la Torche P/N
0558001626
Corps de la Torche P/N 0558001825
(Ref.)
2 EA. Anneau -O P/N 996528 (Ref.)
Chicane à Gaz P/N 0558002533 “4
Trous”(0558002534 “Debít inverse”)
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref.)
Électrode P/N 0558001624
“250A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
4-38
Buse P/N 0558001882 “100A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21944 (22496 “
Écran P/N 21802 “100A to 250A”
Reteneur d’Écran P/N 37081
Torche de coupage automatique à jet de plasma PT-600
Debít inverse”)

SECTION 4 MANŒUVRE
100 Ampères PT-600 Données de Procédé
Aluminium
Démarrage
À moins d’avis contraire, les données
correspondent aux découpage au-dessus de l’eau.
Réduire la vitesse d’environs 10% pour le
découpage sous l’eau.
Gaz de
Épaisseur du Matériel Air Air Air
Découpage
Protecteur
Gaz de
Gaz
PO
MM
Minuteries
Remontée sur Perçage (sec.)
Délai de Perçage (sec.)
0.188 0.250 0.375 0.500 0.750
4,7 6,4 9,5 12,7 19,1
0 0.1 0.1 0.1 0.2
0.1 0.2 0.3 0.3 0.4
Paramètres d’Installation Livres par pouce carré (PSI - Pression)
Gaz de Démarrage au Plasma
Gaz de Découpage au Plasma
Gaz de Démarrage Protecteur
Gaz de Découpage
Protecteur
PSI 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7
PSI 42 42 42 42 42
BAR 2,9 2,9 2,9 2,9 2,9
PSI 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18
BAR 1,24 1,24 1,24 1,24 1,24
Relevés des Hauteurs
Hauteur initiale
PO
MM
.375 .375 .375 .500 .500
9,5 9,5 9,5 12,7 12,7
Voltage de l’Arc (écart)
Vitesse de Déplacement
IPM (POUCES/MINUTE)
MM/MIN
Largeur de la Saignée
Pouces
Millimètres
Notes:
Réglage de l’Arc Pilote -- Bas
Torche de coupage automatique à jet de plasma PT-600
151 157 157 182 185
120 95 70 50 25
3048 2413 1778 1270 635
.115 .120 .130 .130 .135
2,9 3,0 3,3 3,3 3,5
4-39

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
*Ne pas utiliser l’air de l’atelier. Utilisez l’air en bouteille/comprimé.
Aluminium
150
Air* @ 100 psi / 6,9 Bar
Air* @ 100 psi / 6,9 Bar
Air* @ 60 psi / 4,1 Bar
Chemise de la Torche P/N
0558001626
Corps de la Torche P/N 0558001825
(Ref.)
2 EA. Anneau -O P/N 996528 (Ref.)
Chicane à Gaz P/N 0558002533 “4
Trous”(0558002534 “Debít inverse”)
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref.)
Électrode P/N 0558001624
“250A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
4-40
Buse P/N 0558001883 “150A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21944 (22496 “
Écran P/N 21802 “100A to 250A”
Reteneur d’Écran P/N 37081
Torche de coupage automatique à jet de plasma PT-600
Debít inverse”)

SECTION 4 MANŒUVRE
150 Ampères PT-600 Données de Procédé
Aluminium
Démarrage
À moins d’avis contraire, les données
correspondent aux découpage au-dessus de l’eau.
Réduire la vitesse d’environs 10% pour le
découpage sous l’eau.
Gaz de
Épaisseur du Matériel Air Air Air
Découpage
Protecteur
Gaz de
Gaz
PO
MM
Minuteries
Remontée sur Perçage (sec.)
Délai de Perçage (sec.)
0.188 0.250 0.313 0.375 0.500 0.750 0.875 1.000
4,7 6,4 7,9 9,5 12,7 19,1 22,2 25,4
0 0 0 0 0.1 0.2 0.4 0.4
0 0.1 0.2 0.2 0.3 0.5 0.6 0.7
Paramètres d’Installation Livres par pouce carré (PSI - Pression)
Gaz de Démarrage au Plasma
Gaz de Découpage au Plasma
Gaz de Démarrage Protecteur
Gaz de Découpage
Protecteur
PSI 25 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 40 40 40 40 40 40 40 40
BAR 2,8 2,8 2,8 2,8 2,8 2,8 2,8 2,8
PSI 15 15 15 10 15 10 10 10
BAR 1,0 1,0 1,0 0,7 1,0 0,7 0,7 0,7
PSI 15 15 15 10 15 10 10 10
BAR 1,0 1,0 1,0 0,7 1,0 0,7 0,7 0,7
Relevés des Hauteurs
Hauteur initiale
PO
MM
.375 .375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
Voltage de l’Arc (écart)
Vitesse de Déplacement
IPM (POUCES/MINUTE)
MM/MIN
Largeur de la Saignée
Pouces
Millimètres
Notes:
Réglage de l’Arc Pilote -- Plus Haut
Torche de coupage automatique à jet de plasma PT-600
147 152 153 159 165 175 184 187
200 140 120 100 80 45 37 30
5080 3556 3048 2540 2032 1143 940 762
.110 .110 .120 .130 .140 .140 .150 .150
2,8 2,8 3,0 3,3 3,6 3,6 3,8 3,8
4-41

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
*Ne pas utiliser l’air de l’atelier. Utilisez l’air en bouteille/comprimé.
Aluminium
200
Air* @ 100 psi / 6,9 Bar
Air* @ 100 psi / 6,9 Bar
Air* @ 60 psi / 4,1 Bar
Chemise de la Torche P/N
0558001626
Corps de la Torche P/N 0558001825
(Ref.)
2 EA. Anneau -O P/N 996528 (Ref.)
Chicane à Gaz P/N 0558002533 “4
Trous”(0558002534 “Debít inverse”)
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref.)
Électrode P/N 0558001624
“250A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
4-42
Buse P/N 0558001884 “200A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21944 (22496 “
Écran P/N 21802 “100A to 250A”
Reteneur d’Écran P/N 37081
Torche de coupage automatique à jet de plasma PT-600
Debít inverse”)

SECTION 4 MANŒUVRE
200 Ampères PT-600 Données de Procédé
Aluminium
Démarrage
À moins d’avis contraire, les données
correspondent aux découpage au-dessus de l’eau.
Réduire la vitesse d’environs 10% pour le
découpage sous l’eau.
Gaz de
Épaisseur du Matériel Air Air Air
Découpage
Protecteur
Gaz de
Gaz
PO
MM
Minuteries
Remontée sur Perçage (sec.)
Délai de Perçage (sec.)
0.250 0.313 0.375 0.500 0.625 0.750 1.000
6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0.1 0.1 0.2 0.2 0.2 0.3
0.2 0.2 0.3 0.3 0.3 0.5 0.6
Paramètres d’Installation Livres par pouce carré (PSI - Pression)
Gaz de Démarrage au Plasma
Gaz de Découpage au Plasma
Gaz de Démarrage Protecteur
Gaz de Découpage
Protecteur
PSI 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44 44
BAR 3,0 3,0 3,0 3,0 3,0 3,0 3,0
PSI 14 14 14 14 14 14 14
BAR 1,0 1,0 1,0 1,0 1,0 1,0 1,0
PSI 15 15 15 15 15 15 15
BAR 1,0 1,0 1,0 1,0 1,0 1,0 1,0
Relevés des Hauteurs
Hauteur initiale
PO
MM
.375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 12,7 12,7 12,7 12,7
Voltage de l’Arc (écart)
Vitesse de Déplacement
IPM (POUCES/MINUTE)
MM/MIN
Largeur de la Saignée
Pouces
Millimètres
Notes:
Réglage de l’Arc Pilote -- Plus Haut
Torche de coupage automatique à jet de plasma PT-600
155 160 160 167 170 175 186
125 125 110 85 70 60 40
3175 3175 2794 2159 1778 1524 1016
.110 130 .130 .130 .140 .140 .140
2,8 3,3 3,3 3,3 3,6 3,6 3,6
4-43

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
Aluminium
150
Azote (N2) @ 100 psi / 6,9 Bar
Argon/Hydrogène
Azote (N2) @ 60 psi / 4,1 Bar
(H-35) @100 psi / 6,9 Bar
Chemise de la Torche
0558001626
Corps de la Torche
(Ref.)
2 EA. Anneau -O
Chicane à Gaz
Trous”
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref.)
Électrode
“N2, H-35, 600A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
(0558002534 “
P/N 0558002533 “4
P/N 0558002499
P/N
P/N 0558001825
P/N 996528 (Ref.)
Debít inverse
”)
4-44
Buse
P/N 0558001883 “150A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21944 (22496 “
Écran
Reteneur d’Écran
Torche de coupage automatique à jet de plasma PT-600
P/N 21802 “100A to 250A”
Debít inverse
P/N 37081
”)

SECTION 4 MANŒUVRE
150 Ampères PT-600 Données de Procédé
Aluminium
Démarrage
Gaz de
Ne coupez pas sous de l'eau
avec du gaz H-35!
Épaisseur du Matériel N2 H-35 N2
Découpage
Protecteur
Gaz de
Gaz
PO
MM
Minuteries
Remontée sur Perçage (sec.)
Délai de Perçage (sec.)
0.250 0.375 0.500 0.625 0.750 1.000
6,4 9,5 12,7 15,9 19,1 25,4
0 0.1 0.1 0.1 0.1 0.2
0.2 0.3 0.2 0.5 0.4 0.5
Paramètres d’Installation Livres par pouce carré (PSI - Pression)
Gaz de Démarrage au Plasma
Gaz de Découpage au Plasma
Gaz de Démarrage Protecteur
Gaz de Découpage
Protecteur
PSI 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4
PSI 54 54 54 54 54 54
BAR 3,7 3,7 3,7 3,7 3,7 3,7
PSI 10 10 10 10 10 10
BAR 0,7 0,7 0,7 0,7 0,7 0,7
PSI 10 10 10 10 10 10
BAR 0,7 0,7 0,7 0,7 0,7 0,7
Relevés des Hauteurs
Hauteur initiale
PO
MM
.375 .375 .500 .500 .500 .500
9,5 9,5 12,7 12,7 12,7 12,7
Voltage de l’Arc (écart)
Vitesse de Déplacement
IPM (POUCES/MINUTE)
MM/MIN
Largeur de la Saignée
Pouces
Millimètres
Notes:
Réglage de l’Arc Pilote -- Plus Haut
Torche de coupage automatique à jet de plasma PT-600
135 141 144 155 160 172
150 110 90 55 45 25
3810 2794 2286 1397 1143 635
.140 .120 .130 .150 .160 .170
3,6 3,0 3,3 3,8 4,1 4,3
4-45

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
Aluminium
200
Azote (N2) @ 100 psi / 6,9 Bar
Argon/Hydrogène
Azote (N2) @ 60 psi / 4,1 Bar
(H-35) @100 psi / 6,9 Bar
Chemise de la Torche
0558001626
Corps de la Torche
(Ref.)
2 EA. Anneau -O
Chicane à Gaz
Trous”
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref.)
Électrode
“N2, H-35, 600A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
(0558002534 “
P/N 0558002533 “4
P/N 0558002499
P/N
P/N 0558001825
P/N 996528 (Ref.)
Debít inverse
”)
4-46
Buse
P/N 0558001884 “200A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21944 (22496 “
Écran
Reteneur d’Écran
Torche de coupage automatique à jet de plasma PT-600
P/N 21802 “100A to 250A”
Debít inverse
P/N 37081
”)

SECTION 4 MANŒUVRE
200 Ampères PT-600 Données de Procédé
Aluminium
Démarrage
Gaz de
Ne coupez pas sous de l'eau
avec du gaz H-35!
Épaisseur du Matériel N2 H-35 N2
Découpage
Protecteur
Gaz de
Gaz
PO
MM
Minuteries
Remontée sur Perçage (sec.)
Délai de Perçage (sec.)
0.375 0.500 0.625 0.750 1.000
9,5 12,7 15,9 19,1 25,4
0 0 0.1 0.2 0.3
0.2 0.4 0.4 0.5 0.8
Paramètres d’Installation Livres par pouce carré (PSI - Pression)
Gaz de Démarrage au Plasma
Gaz de Découpage au Plasma
Gaz de Démarrage Protecteur
Gaz de Découpage
Protecteur
PSI 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7
PSI 49 49 49 49 49
BAR 3,4 3,4 3,4 3,4 3,4
PSI 14 14 14 14 14
BAR 1,0 1,0 1,0 1,0 1,0
PSI 15 15 15 15 15
BAR 1,0 1,0 1,0 1,0 1,0
Relevés des Hauteurs
Hauteur initiale
PO
MM
.375 .500 .500 .500 .500
9,5 12,7 12,7 12,7 12,7
Voltage de l’Arc (écart)
Vitesse de Déplacement
IPM (POUCES/MINUTE)
MM/MIN
Largeur de la Saignée
Pouces
Millimètres
Notes:
Réglage de l’Arc Pilote -- Plus Haut
Torche de coupage automatique à jet de plasma PT-600
150 155 160 168 175
120 100 85 65 35
3048 2540 2159 1651 889
.130 .140 .150 .160 .170
3,3 3,6 3,8 4,1 4,3
4-47

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
Aluminium
360
Azote (N2) @ 100 psi / 6,9 Bar
Argon/Hydrogène
Azote (N2) @ 60 psi / 4,1 Bar
(H-35) @100 psi / 6,9 Bar
Chemise de la Torche
0558001626
Corps de la Torche
(Ref.)
2 EA. Anneau -O
Chicane à Gaz
Trous”
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref.)
Électrode
“N2, H-35, 600A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
(0558002530 “
P/N 0558001625 “8
P/N 0558002499
P/N
P/N 0558001825
P/N 996528 (Ref.)
Debít inverse
”)
4-48
Buse
P/N 0558001885 “360A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21944 (22496 “
Écran
Reteneur d’Écran
Torche de coupage automatique à jet de plasma PT-600
P/N 21945 “360A”
Debít inverse
P/N 37081
”)
SECTION 4 MANŒUVRE
360 Ampères PT-600 Données de Procédé
Aluminium
Démarrage
Gaz de
Ne coupez pas sous de l'eau
avec du gaz H-35!
Épaisseur du Matériel N2 H-35 N2
Découpage
Protecteur
Gaz de
Gaz
PO
MM
Minuteries
Remontée sur Perçage (sec.)
Délai de Perçage (sec.)
0.375 0.500 0.625 0.750 1.000 1.250 1.500 1.750
9,5 12,7 15,9 19,1 25,4 31,8 38,1 44,5
0 0 0.1 0.1 0.2 0.3 0.4 0.5
0.3 0.3 0.3 0.4 0.8 1.0 1.0 1.4
Paramètres d’Installation Livres par pouce carré (PSI - Pression)
Gaz de Démarrage au Plasma
Gaz de Découpage au Plasma
Gaz de Démarrage Protecteur
Gaz de Découpage
Protecteur
PSI 25 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 55 55 55 55 55 55 55 55
BAR 3,8 3,8 3,8 3,8 3,8 3,8 3,8 3,8
PSI 27 27 27 27 27 27 27 27
BAR 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
PSI 27 27 27 27 27 27 27 27
BAR 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
Relevés des Hauteurs
Hauteur initiale
PO
MM
.375 .500 .500 .500 .500 .500 .500 .500
9,5 12,7 12,7 12,7 12,7 12,7 12,7 12,7
Voltage de l’Arc (écart)
Vitesse de Déplacement
IPM (POUCES/MINUTE)
MM/MIN
Largeur de la Saignée
Pouces
Millimètres
Notes:
Réglage de l’Arc Pilote -- Plus Haut
Torche de coupage automatique à jet de plasma PT-600
145 155 166 168 173 185 193 203
175 155 130 90 60 45 33 25
4445 3937 3302 2286 1524 1143 838 635
.160 160 .180 .180 .190 .210 .240 .260
4,1 4,1 4,6 4,6 4,8 5,3 6,1 6,6
4-49

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
Aluminium
600
Azote (N2) @ 100 psi / 6,9 Bar
Argon/Hydrogène
Azote (N2) @ 60 psi / 4,1 Bar
(H-35) @100 psi / 6,9 Bar
Chemise de la Torche
0558001626
Corps de la Torche
(Ref.)
2 EA. Anneau -O
Chicane à Gaz
Trous”
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref.)
Électrode
“N2, H-35, 600A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
(0558002530 “
P/N 0558001625 “8
P/N 0558002499
P/N
P/N 0558001825
P/N 996528 (Ref.)
Debít inverse
”)
4-50
Buse
P/N 0558001887 “600A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21944 (22496 “
Écran
Reteneur d’Écran
Torche de coupage automatique à jet de plasma PT-600
P/N 21945 “360A”
Debít inverse
P/N 37081
”)

SECTION 4 MANŒUVRE
600 Ampères PT-600 Données de Procédé
Aluminium
Démarrage
Gaz de
Ne coupez pas sous de l'eau
avec du gaz H-35!
Épaisseur du Matériel N2 H-35 N2
Découpage
Protecteur
Gaz de
Gaz
PO
MM
Minuteries
Remontée sur Perçage (sec.)
Délai de Perçage (sec.)
1.000 1.500 2.000 3.000
25,4 38,1 50,8 76,2
0.3 0.4 0.5 0.6
0.5 0.8 1.0 1.2
Paramètres d’Installation Livres par pouce carré (PSI - Pression)
Gaz de Démarrage au Plasma
Gaz de Découpage au Plasma
Gaz de Démarrage Protecteur
Gaz de Découpage
Protecteur
PSI 46 46 46 46
BAR 3,2 3,2 3,2 3,2
PSI 46 46 46 46
BAR 3,2 32 32 3,2
PSI 35 35 35 35
BAR 2,4 2,4 2,4 2,4
PSI 35 35 35 35
BAR 2,4 2,4 2,4 2,4
Relevés des Hauteurs
Hauteur initiale
PO
MM
.750 .750 .750 .750
19,1 19,1 19,1 19,1
Voltage de l’Arc (écart)
Vitesse de Déplacement
IPM (POUCES/MINUTE)
MM/MIN
Largeur de la Saignée
Pouces
Millimètres
Notes:
Réglage de l’Arc Pilote -- Plus Haut
Torche de coupage automatique à jet de plasma PT-600
172 177 192 212
80 65 30 15
2032 1651 762 381
.320 .330 .357 .390
8,1 8,4 9,1 9,9
4-51

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
*Ne pas utiliser l’air de l’atelier. Utilisez l’air en bouteille/comprimé.
Aluminium
250
Azote (N2) @ 100 psi / 6,9 Bar
Argon/Hydrogène
Air* @ 60 psi / 4,1 Bar
(H-35) @100 psi / 6,9 Bar
Chemise de la Torche P/N
0558001626
Corps de la Torche P/N 0558001825
(Ref.)
2 EA. Anneau -O P/N 996528 (Ref.)
Chicane à Gaz P/N 0558002533 “4
Trous”(0558002534 “Debít inverse”)
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref.)
Électrode P/N 0558001624
“250A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
4-52
Buse P/N 0558001623 “250A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21944 (22496 “
Écran P/N 21802 “100A to 250A”
Reteneur d’Écran P/N 37081
Torche de coupage automatique à jet de plasma PT-600
Debít inverse”)

SECTION 4 MANŒUVRE
250 Ampères PT-600 Données de Procédé
Aluminium
Démarrage
Gaz de
Ne coupez pas sous de l'eau
avec du gaz H-35!
Épaisseur du Matériel N2 H-35 Air
Découpage
Protecteur
Gaz de
Gaz
PO
MM
Minuteries
Remontée sur Perçage (sec.)
Délai de Perçage (sec.)
0.625 0.750 1.000
15,9 19,1 25,4
0.1 0.2 0.3
0.3 0.4 0.8
Paramètres d’Installation Livres par pouce carré (PSI - Pression)
Gaz de Démarrage au Plasma
Gaz de Découpage au Plasma
Gaz de Démarrage Protecteur
Gaz de Découpage
Protecteur
PSI 25 25 25
BAR 1,7 1,7 1,7
PSI 25 25 25
BAR 1,7 1,7 1,7
PSI 8 8 8
BAR 0,55 0,55 0,55
PSI 12 12 12
BAR 0.8 0.8 0.8
Relevés des Hauteurs
Hauteur initiale
PO
MM
.500 .500 .500
12,7 12,7 12,7
Voltage de l’Arc (écart)
Vitesse de Déplacement
IPM (POUCES/MINUTE)
MM/MIN
Largeur de la Saignée
Pouces
Millimètres
Notes:
Réglage de l’Arc Pilote -- Plus Haut
Torche de coupage automatique à jet de plasma PT-600
150 155 170
85 70 45
2159 1778 1143
.100 .100 .100
2,5 2,5 2,5
4-53

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
*Ne pas utiliser l’air de l’atelier. Utilisez l’air en bouteille/comprimé.
Aluminium
360
Azote (N2) @ 100 psi / 6,9 Bar
Argon/Hydrogène
Air* @ 60 psi / 4,1 Bar
(H-35) @100 psi / 6,9 Bar
Chemise de la Torche P/N
0558001626
Corps de la Torche P/N 0558001825
(Ref.)
2 EA. Anneau -O P/N 996528 (Ref.)
Chicane à Gaz P/N 0558001625 “8
Trous” (0558002530 “Debít inverse”)
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref.)
Électrode P/N 0558002516
“360A/400A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
4-54
Buse P/N 0558001885 “360A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21944 (22496 “
Écran P/N 21945 “360A”
Reteneur d’Écran P/N 37081
Torche de coupage automatique à jet de plasma PT-600
Debít inverse”)

SECTION 4 MANŒUVRE
360 Ampères PT-600 Données de Procédé
Aluminium
Démarrage
Gaz de
Ne coupez pas sous de l'eau
avec du gaz H-35!
Épaisseur du Matériel N2 H-35 Air
Découpage
Protecteur
Gaz de
Gaz
PO
MM
Minuteries
Remontée sur Perçage (sec.)
Délai de Perçage (sec.)
0.500 0.625 0.750 0.875 1.000 1.250 1.500 1.750
12,7 15,9 19,1 22,2 25,4 31,8 38,1 44,5
0 0.1 0.1 0.1 0.2 0.3 0.4 0.5
0.3 0.3 0.4 0.5 0.8 1.0 1.0 1.4
Paramètres d’Installation Livres par pouce carré (PSI - Pression)
Gaz de Démarrage au Plasma
Gaz de Découpage au Plasma
Gaz de Démarrage Protecteur
Gaz de Découpage
Protecteur
PSI 42 42 42 42 42 42 42 42
BAR 2,9 2,9 2,9 2,9 2,9 2,9 2,9 2,9
PSI 55 55 55 55 55 55 55 55
BAR 3,8 3,8 3,8 3,8 3,8 3,8 3,8 3,8
PSI 27 27 27 27 27 27 27 27
BAR 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
PSI 27 27 27 27 27 27 27 27
BAR 1,9 1,9 1,9 1,9 1,9, 1,9 1,9 1,9
Relevés des Hauteurs
Hauteur initiale
PO
MM
.500 .500 .625 .625 .625 .625 .625 .625
12,7 12,7 15,9 15,9 15,9 15,9 15,9 15,9
Voltage de l’Arc (écart)
Vitesse de Déplacement
IPM (POUCES/MINUTE)
MM/MIN
Largeur de la Saignée
Pouces
Millimètres
Notes:
Réglage de l’Arc Pilote -- Plus Haut
Torche de coupage automatique à jet de plasma PT-600
150 166 168 170 173 185 193 200
150 130 90 75 60 45 33 25
3810 3302 2286 1905 1524 1143 838 635
.160 .180 .180 .180 .190 .210 .240 .260
4,1 4,6 4,6 4,6 4,8 5,3 6,1 6,6
4-55

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
*Ne pas utiliser l’air de l’atelier. Utilisez l’air en bouteille/comprimé.
Aluminium
600
Argon/Hydrogène
Argon/Hydrogène
Air* @ 60 psi / 4,1 Bar
(H-35) @100 psi / 6,9 Bar
(H-35) @100 psi / 6,9 Bar
Chemise de la Torche P/N
0558001626
Corps de la Torche P/N 0558001825
(Ref.)
2 EA. Anneau -O P/N 996528 (Ref.)
Chicane à Gaz P/N 0558001625 “8
Trous” (0558002530 “Debít inverse”)
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref.)
Électrode P/N 0558002499
“N2, H-35, 600A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
4-56
Buse P/N 0558001887 “600A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21944 (22496 “
Écran P/N 21945 “360A”
Reteneur d’Écran P/N 37081
Torche de coupage automatique à jet de plasma PT-600
Debít inverse”)

SECTION 4 MANŒUVRE
600 Ampères PT-600 Données de Procédé
Aluminium
Démarrage
Gaz de
Ne coupez pas sous de l'eau
avec du gaz H-35!
Épaisseur du Matériel H-35 H-35 Air
Découpage
Protecteur
Gaz de
Gaz
PO
MM
Minuteries
Remontée sur Perçage (sec.)
Délai de Perçage (sec.)
1.500
38,1
0.5
1.1
Paramètres d’Installation Livres par pouce carré (PSI - Pression)
Gaz de Démarrage au Plasma
Gaz de Découpage au Plasma
Gaz de Démarrage Protecteur
Gaz de Découpage
Protecteur
PSI 46
BAR 3,2
PSI 46
BAR 3,2
PSI 34
BAR 2,4
PSI 34
BAR 2,4
Relevés des Hauteurs
Hauteur initiale
PO
MM
.750
19,1
Voltage de l’Arc (écart)
Vitesse de Déplacement
IPM (POUCES/MINUTE)
MM/MIN
Largeur de la Saignée
Pouces
Millimètres
Notes:
Réglage de l’Arc Pilote -- Plus Haut
Torche de coupage automatique à jet de plasma PT-600
172
75
1905
.320
8,1
4-57

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
*Ne pas utiliser l’air de l’atelier. Utilisez l’air en bouteille/comprimé.
Aluminium
200
Azote (N2) @ 100 psi / 6,9 Bar
Azote (N2) @ 100 psi / 6,9 Bar
Air* @ 60 psi / 4,1 Bar
Chemise de la Torche P/N
0558001626
Corps de la Torche P/N 0558001825
(Ref.)
2 EA. Anneau -O P/N 996528 (Ref.)
Chicane à Gaz P/N 0558002533 “4
Trous”(0558002534 “Debít inverse”)
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref.)
Électrode P/N 0558002499
“N2, H-35, 600A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
4-58
Buse P/N 0558001884 “200A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21944 (22496 “
Écran P/N 21802 “100A to 250A”
Reteneur d’Écran P/N 37081
Torche de coupage automatique à jet de plasma PT-600
Debít inverse”)

SECTION 4 MANŒUVRE
200 Ampères PT-600 Données de Procédé
Aluminium
Démarrage
À moins d’avis contraire, les données
correspondent aux découpage au-dessus de l’eau.
Réduire la vitesse d’environs 10% pour le
découpage sous l’eau.
Gaz de
Épaisseur du Matériel N2 N2 Air
Découpage
Protecteur
Gaz de
Gaz
PO
MM
Minuteries
Remontée sur Perçage (sec.)
Délai de Perçage (sec.)
0.188 0.250 0.313 0.375 0.500 0.625 0.750 1.000
4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0 0 0 0 0.1 0.2 0.2
0 0.2 0.2 0.3 0.3 0.4 0.5 0.8
Paramètres d’Installation Livres par pouce carré (PSI - Pression)
Gaz de Démarrage au Plasma
Gaz de Découpage au Plasma
Gaz de Démarrage Protecteur
Gaz de Découpage
Protecteur
PSI 25 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44 44 44
BAR 3,04 3,04 3,04 3,04 3,04 3,04 3,04 3,04
PSI 20 20 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18 18 18 18
BAR 1,24 1,24 1,24 1,24 1,24 1,24 1,24 1,24
Relevés des Hauteurs
Hauteur initiale
PO
MM
.375 .375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
Voltage de l’Arc (écart)
Vitesse de Déplacement
IPM (POUCES/MINUTE)
MM/MIN
Largeur de la Saignée
Pouces
Millimètres
Notes:
Réglage de l’Arc Pilote -- Plus Haut
Torche de coupage automatique à jet de plasma PT-600
137 143 145 148 152 154 163 176
240 170 105 90 70 62 55 30
6096 4318 2667 2286 1778 1575 1397 676
.110 .110 .120 .130 .130 .140 .150 .160
2,8 2,8 3,0 3,3 3,3 3,6 3,8 4,1
4-59

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
*Ne pas utiliser l’air de l’atelier. Utilisez l’air en bouteille/comprimé.
Aluminium
250
Azote (N2) @ 100 psi / 6,9 Bar
Azote (N2) @ 100 psi / 6,9 Bar
Air* @ 60 psi / 4,1 Bar
Chemise de la Torche P/N
0558001626
Corps de la Torche P/N 0558001825
(Ref.)
2 EA. Anneau -O P/N 996528 (Ref.)
Chicane à Gaz P/N 0558002533 “4
Trous”(0558002534 “Debít inverse”)
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref.)
Électrode P/N 0558002499
“N2, H-35, 600A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
4-60
Buse P/N 0558001623 “250A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21944 (22496 “
Écran P/N 21802 “100A to 250A”
Reteneur d’Écran P/N 37081
Torche de coupage automatique à jet de plasma PT-600
Debít inverse”)

SECTION 4 MANŒUVRE
250 Ampères PT-600 Données de Procédé
Aluminium
Démarrage
À moins d’avis contraire, les données
correspondent aux découpage au-dessus de l’eau.
Réduire la vitesse d’environs 10% pour le
découpage sous l’eau.
Gaz de
Épaisseur du Matériel N2 N2 Air
Découpage
Protecteur
Gaz de
Gaz
PO
MM
Minuteries
Remontée sur Perçage (sec.)
Délai de Perçage (sec.)
0.250 0.375 0.500 0.625 0.750 1.000
6,4 9,5 12,7 15,9 19,1 25,4
0 0.1 0.1 0.1 0.1 0.2
0.2 0.3 0.3 0.5 0.6 0.8
Paramètres d’Installation Livres par pouce carré (PSI - Pression)
Gaz de Démarrage au Plasma
Gaz de Découpage au Plasma
Gaz de Démarrage Protecteur
Gaz de Découpage
Protecteur
PSI 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44
BAR 3,0 3,0 3,0 3,0 3,0 3,0
PSI 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18 18
BAR 1,2 1,2 1,2 1,2 1,2 1,2
Relevés des Hauteurs
Hauteur initiale
PO
MM
.375 .375 .500 .500 .500 .500
9,5 9,5 12,7 12,7 12,7 12,7
Voltage de l’Arc (écart)
Vitesse de Déplacement
IPM (POUCES/MINUTE)
MM/MIN
Largeur de la Saignée
Pouces
Millimètres
Notes:
Réglage de l’Arc Pilote -- Plus Haut
Torche de coupage automatique à jet de plasma PT-600
136 146 148 152 157 166
200 125 100 75 65 45
5080 3175 2540 1905 1651 1143
.120 .130 .130 .150 .150 .160
3,0 3,3 3,3 3,8 3,8 4,1
4-61

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
*Ne pas utiliser l’air de l’atelier. Utilisez l’air en bouteille/comprimé.
Aluminium
360
Azote (N2) @ 100 psi / 6,9 Bar
Azote (N2) @ 100 psi / 6,9 Bar
Air* @ 60 psi / 4,1 Bar
Chemise de la Torche P/N
0558001626
Corps de la Torche P/N 0558001825
(Ref.)
2 EA. Anneau -O P/N 996528 (Ref.)
Chicane à Gaz P/N 0558001625 “8
Trous” (0558002530 “Debít inverse”)
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref.)
Électrode P/N 0558002499
“N2, H-35, 600A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
4-62
Buse P/N 0558001885 “360A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21944 (22496 “
Écran P/N 21945 “360A”
Reteneur d’Écran P/N 37081
Torche de coupage automatique à jet de plasma PT-600
Debít inverse”)

SECTION 4 MANŒUVRE
360 Ampères PT-600 Données de Procédé
Aluminium
Démarrage
À moins d’avis contraire, les données
correspondent aux découpage au-dessus de l’eau.
Réduire la vitesse d’environs 10% pour le
découpage sous l’eau.
Gaz de
Épaisseur du Matériel N2 N2 Air
Découpage
Protecteur
Gaz de
Gaz
PO
MM
Minuteries
Remontée sur Perçage (sec.)
Délai de Perçage (sec.)
0.250 0.375 0.500 0.750 1.000 1.250
6,4 9,5 12,7 19,1 25,4 31,8
0 0 0 0.2 0.3 0.3
0.1 0.2 0.3 0.4 0.7 0.8
Paramètres d’Installation Livres par pouce carré (PSI - Pression)
Gaz de Démarrage au Plasma
Gaz de Découpage au Plasma
Gaz de Démarrage Protecteur
Gaz de Découpage
Protecteur
PSI 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 39 39 39 39 39 39
BAR 2,7 2,7 2,7 2,7 2,7 2,7
PSI 44 44 44 44 44 44
BAR 3,0 3,0 3,0 3,0 3,0 3,0
PSI 44 44 44 44 44 44
BAR 3,0 3,0 3,0 3,0 3,0 3,0
Relevés des Hauteurs
Hauteur initiale
PO
MM
.375 .375 .500 .500 .500 .500
9,5 9,5 12,7 12,7 12,7 12,7
Voltage de l’Arc (écart)
Vitesse de Déplacement
IPM (POUCES/MINUTE)
MM/MIN
Largeur de la Saignée
Pouces
Millimètres
Notes:
Réglage de l’Arc Pilote -- Plus Haut
Torche de coupage automatique à jet de plasma PT-600
147 155 161 168 168 190
230 180 160 90 60 40
5842 4572 4064 2286 1524 1016
.120 .130 .130 .140 .150 .200
3,0 3,3 3,3 3,6 3,8 5,1
4-63

SECTION 4 MANŒUVRE
PT-600
Torche de Coupage à
Arc au Plasma
Matériel:
Ampères:
Gaz de démarrage:
Gaz de découpage:
Gaz protecteur:
*Ne pas utiliser l’air de l’atelier. Utilisez l’air en bouteille/comprimé.
Aluminium
600
Azote (N2) @ 100 psi / 6,9 Bar
Azote (N2) @ 100 psi / 6,9 Bar
Air* @ 60 psi / 4,1 Bar
Chemise de la Torche P/N
0558001626
Corps de la Torche P/N 0558001825
(Ref.)
2 EA. Anneau -O P/N 996528 (Ref.)
Chicane à Gaz P/N 0558001625 “8
Trous” (0558002530 “Debít inverse”)
Anneau-O avec Porte-électrode
P/N 86W99 (Ref.)
Porte-électrode fournie avec Anneau-O
P/N 0558001621
Anneau-O fourni avec l’Électrode
P/N 86W99 (Ref.)
Électrode P/N 0558002499
“N2, H-35, 600A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
4-64
Buse P/N 0558001887 “600A”
Anneau-O fourni avec la Buse
P/N 181W89 (Ref.)
Cuvette de Retenue de la Buse
P/N 37082
Diffuseur de Gaz
P/N 21944 (22496 “
Écran P/N 21945 “360A”
Reteneur d’Écran P/N 37081
Torche de coupage automatique à jet de plasma PT-600
Debít inverse”)
 Loading...
Loading...