


0558004987
October 2011
Manual de Instalação, Operação, e Manutenção para a
Tocha de Corte
a Plasma
Mecanizado PT-600

O equipamento descrito neste manual pode causar
sérios danos à sua saúde se não operado de
maneira apropriada. Esteja atento ao instalar,
operar e fazer manutenção deste sistema.
O comprador é o único responsável pela
segurança de operação deste equipamento,
incluindo o seguimento das regras ditadas
pelo OSHA e outras normas governamentais.
ESAB Cutting Systems não se responsabilizará por qualquer acidente ou dano causado
por qualquer produto vendido pela ESAB.
Consulte os termos e condições de vendas
para ter conhecimento das responsabilidades
da ESAB.
A prioridade da ESAB Cutting System é
oferecer satisfação total ao cliente. Nós constantemente procuramos maneiras de melhorar
nossos produtos, serviços e documentação.
Como resultado, fazemos mudanças no design
sempre que necessário. A ESAB faz de tudo
para certificar-se de que toda a documentação
está correta e atualizada. Não podemos garantir que toda a documentação recebida por
nosso cliente se refira aos últimos designs.
Portanto, a informação contida neste manual
está sujeita a modificação sem qualquer aviso
prévio.
O número de parte deste manual ESAB é
0558004987
.
Este manual foi elaborado para o uso e conveniência do comprador. Não é um contrato ou
qualquer outra obrigação da ESAB Cutting
Systems.
© ESAB Cutting Systems, 2000
Impresso nos EUA
DECLARATION OF CONFORMITY
according to the Low Voltage Directive 2006/95/EC
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
enligt Lågspänningsdirektivet 2006/95/EG
Type of equipment Materialslag
Mechanized Plasma Cutting Torch
Brand name or trade mark Fabrikatnamn eller varumärke
ESAB
Type designation etc. Typbeteckning etc.
PT-600 Series
Manufacturer’s authorised representative established within the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB AB, Welding Equipment
Esabvägen, SE-695 81 Laxå, Sweden
Phone: +46 586 81 000, Fax: +46 584 411 924
Manufacturer positioned outside the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB Welding & Cutting Products
411 South Ebenezer Road, Florence, South Carolina 29501, USA
Phone: +1 843 669 4411, Fax: +1 843 664 4258
The following harmonised standard in force within the EEA has been used in the design:
Följande harmoniserande standarder har använts i konstruktionen:
EN 60974-7, Arc welding equipment – Part 7: Torches
By signing this document, the undersigned declares as manufacturer, or the manufacturer’s authorised
representative established within the EEA, that the equipment in question complies with the safety requirements
stated above.
Genom att underteckna detta dokument försäkrar undertecknad såsom tillverkare, eller tillverkarens representant inom
EES, att angiven materiel uppfyller säkerhetskraven angivna ovan.
Date / Datum
Laxå 2008-11-14
Signature / Underskrift Position / Befattning
Global Director
Equipment and Automation
Kent Eimbrodt
Clarification

Tocha de Corte a Plasma PT-600 Conteúdo
Página
1.1 Introdução ............................................................................................. 1-1
1.2 Notas de Segurança e Símbolos .......................................................... 1-1
1.3 Informações sobre Segurança em Geral .............................................. 1-2
1.4 Aterramento Elétrico ............................................................................. 1-3
1.5 Operando uma Máquina de Corte a Plasma ........................................ 1-4
1.6 Precauções de Serviço ......................................................................... 1-8
1.7 Referencias de Segurança ................................................................... 1-10
Seção 2 Descrição
2.1 Geral ..................................................................................................... 2-1
2.2 Escopo .................................................................................................. 2-1
2.3 Disponibilidades opcionais para o pacote............................................. 2-1
2.4 Especificações Técnicas para a PT-600
2.4.1 Gás de plasma............................................................................... 2-2
2.4.2 Gás de partida ............................................................................... 2-2
2.4.3 Gás secundário.............................................................................. 2-2
2.4.4 Tocha PT-600 ................................................................................ 2-2
2.5 Kits de peças
2.5.1 kit de partida ................................................................................. 2-3
2.5.2 Kit de peças de reposição............................................................. 2-4
Seção 3 Instalação
3.1 Geral ..................................................................................................... 3-1
3.2 Conexão das mangueiras e cabos ao corpo da tocha.......................... 3-1
3.3 Desmontagem das mangueiras e cabos do corpo da tocha................. 3-3
3.4 Montando a tocha na máquina ............................................................. 3-4
i
Tocha de Corte a Plasma PT-600 Conteúdo
Página
Seção 4 Operação
Precauções de Segurança 4-1
4.1 Preparação ............................................................................................4-3
4.1.1 Corte em espelho ...........................................................................4-3
4.2 Qualidade de Corte................................................................................4-4
4.2.1 Introdução......................................................................................4-4
4.2.2 Corte em ângulo ............................................................................4-5
4.2.3 Paralelismo do corte ......................................................................4-6
4.2.4 Acabamento da superfície .............................................................4-7
4.2.5 Escória...........................................................................................4-8
4.2.6 Precisão Dimensional ....................................................................4-9
4.3 Passagens de fluxo da tocha ................................................................4-10
4.4 Influência na Qualidade de Corte em função das Opções de Gases
4.4.1 Introdução......................................................................................4-11
4.4.2 Alumínio.........................................................................................4-12
4.4.3 Aço Carbono..................................................................................4-13
4.4.4 Aço Inoxidável ...............................................................................4-14
4.5 Tabelas de Corte
4.5.1 Introdução......................................................................................4-15
4.5.2 Ajustes de parâmetros de corte
Aço Carbono..........................................................................4-16
Alumínio.................................................................................4-36
Aço Inoxidável .......................................................................4-68
Seção 5 Maintenance
5.1 Introduction ............................................................................................5-1
5.2 Torch Body ............................................................................................5-1
5.3 Torch Front End Disassembly ...............................................................5-2
5.4 Front End Assembly ..............................................................................5-5
ii

Tocha de Corte a Plasma PT-600 Conteúdo
Page
Seção 6 Troubleshooting
6.1 Reduced Consumable Life.................................................................... 6-1
6.2 No Pilot Arc ........................................................................................... 6-2
6.3 No Arc Transfer..................................................................................... 6-2
6.4 No Preflow Plasma ............................................................................... 6-2
6.5 No Preflow Shield ................................................................................. 6-2
6.6 Torch Fails To Fire................................................................................. 6-3
6.7 No High Frequency in Torch ................................................................. 6-3
Seção 7 Replacement Parts
7.1 General ................................................................................................. 7-1
7.2 Ordering ................................................................................................ 7-1
7.3 PT-600 Torch Front End ....................................................................... 7-2
7.4 Hoses and Cables................................................................................. 7-4
7.5 Complete Assemblies and Tools .......................................................... 7-6
7.6 Parts Kits............................................................................................... 7-8
Customer/Technical Information Back Manual Cover
iii

SEÇÃO 1 Segurança
1.1 Introdução
O processo de corte de metais utilizando o
processo plasma é de grande valia e uma
ferramenta muito versátil para a indústria. As
máquinas da ESAB Cutting Systems são
projetadas para fornecer eficiência e segurança.
Entretanto, como qualquer outra máquina, o
operador deve estar atento aos procedimentos de
operação e segurança para usufruir da máxima
capacidade da máquina.
Tanto o operador quanto as pessoas ao redor da
máquina devem obedecer às normas
estabelecidas para prática e segurança. A falha ao
seguir estes procedimentos pode causar sérios
danos à saúde ou danos ao equipamento. Os
procedimentos listados a seguir servem como
linhas gerais de operação e manutenção das
máquinas de corte. Normas de segurança
adicionais relacionadas à operação da máquina e
seus acessórios são encontradas neste manual.
Para uma visão mais ampla das normas de
segurança dos equipamentos de solda e corte,
adquira e leia as publicações listadas na seção
Referências Recomendadas.
PT-600
1-1
SEÇÃO 1 Segurança
1.2 Noções de segurança e Símbolos
!
Os símbolos e palavras listados abaixo são utilizados
neste manual. Eles indicam os diferentes níveis de
segurança necessários para a operação do
equipamento.
ALERTA e ATENÇÃO. Sua segurança está a
perigo ou uma falha no equipamento ocorreu.
Utilizado com outros símbolos e informações de
segurança.
PERIGO
!
ATENÇÃO
!
CUIDADO
!
CUIDADO
AVISO
Utilizado para chamar a atenção para perigos
que, se não forem evitados, podem resultar em
sérios riscos à saúde ou morte.
Utilizado para chamar a atenção para perigos que
podem resultar em riscos à saúde ou morte.
Utilizado para chamar a atenção para perigos que
podem resultar em mínimos riscos à saúde ou
morte.
Utilizado para chamar a atenção a mínimos
danos ao equipamento.
Utilizado para chamar a atenção para importantes instruções de instalação, operação e manutenção. Não é relacionado diretamente com
riscos à saúde.
1-2
PT-600

SEÇÃO 1 Segurança
1.3 Informações gerais de segurança
ATENÇÃO
!
A máquina inicia o processo
automaticamente.
Este equipamento se move em várias direções e
velocidades.
• Tome cuidado quando estiver perto da
máquina.
• Apenas profissionais especializados podem
operar e fazer o serviço de manutenção
neste equipamento.
• Mantenha as pessoas, materiais e
equipamentos que não estiverem envolvidos
no processo de operação fora da área de
produção.
• Proteja a máquina com uma cerca para
prevenir que pessoas não passem pela área
de operação e não interfiram no processo de
produção.
• Coloque sinais de ATENÇÃO em todas as
áreas de acesso à máquina.
• Siga todos os procedimentos de segurança
antes de fazer a manutenção em qualquer
equipamento.
A falha ao seguir as instruções de
ATENÇÃO
!
operação pode resultar em sério riscos à
saúde ou morte.
Leia e compreenda este manual de operação
antes de utilizar a máquina.
• Leia todos os procedimentos de segurança
antes de operar ou fazer o serviço de
manutenção na máquina.
• Especial atenção deve ser dada a todos os
sinais de atenção, que fornecem informações
relacionadas à segurança pessoal e/ou
possíveis danos ao equipamento.
• Todas as precauções de segurança
relacionadas a equipamentos elétricos e
processos de operação devem ser
rigorosamente seguidas.
• Leia todas as publicações de segurança
disponíveis pela sua companhia.
PT-600
1-3

SEÇÃO 1 Segurança
A falha ao seguir os sinais de segurança
ATENÇÃO
!
1.4 Cuidados na instalação
pode resultar em morte ou sérios riscos à
saúde.
Leia e compreenda todos os sinais de segurança
da máquina.
Leia o manual do operador para informações de
segurança adicionais.
ATENÇÃO
!
Equipamentos instalados de maneira
imprópria podem causar sérios riscos à
saúde ou morte.
Siga as instruções listadas abaixo ao instalar a
máquina:
• Contate o seu representante ESAB antes de
instalar a máquina. Ele pode ter sugestões
em relação às conexões, ligações, etc.
• Nunca modifique a máquina ou adicione
qualquer equipamento sem antes consultar o
seu representante ESAB.
• Antes de instalar a máquina, certifique-se de
que o espaço é adequado para a segurança
e manutenção.
• Sempre tenha pessoas qualificadas fazendo
a instalação e manutenção do equipamento.
• Disponibilize um disjuntor de parede com
fusíveis apropriados para a máquina.
1-4
PT-600
SEÇÃO 1 Segurança
1.5 Aterramento
O aterramento é de vital importância para a
operação de seu equipamento e sua segurança.
Leia a seção de instalação deste manual para
maiores detalhes.
Perigo de choques elétricos.
ATENÇÃO
!
1.6 Operando uma máquina de corte a plasma
Aterramento impróprio pode causar sérios riscos
à saúde ou morte.
A máquina deve ser propriamente aterrada antes
de ser posta em operação.
Fagulhas e ruídos elevados.
ATENÇÃO
!
• Fagulhas podem queimar e causar danos
aos seus olhos. Utilize óculos especiais para
proteger seus olhos durante a operação de
corte.
• Fagulhas podem estar quentes e alcançar
longas distâncias. Pessoas ao redor da
máquina devem usar óculos de segurança.
• Ruídos do arco plasma podem causar sérios
danos aos seus ouvidos. Utilize proteção
adequada.
Perigo de queimaduras.
ATENÇÃO
!
Metal quente pode queimar.
• Não toque as partes logo após serem
cortadas. Permita que o metal resfrie.
• Não toque a tocha logo após a operação de
corte. Permita que a tocha resfrie.
PT-600
1-5

SEÇÃO 1 Segurança
Altas voltagens. Choques elétricos
ATENÇÃO
!
podem matar.
• NÃO toque a tocha, mesa de corte ou
cabos de conexão durante a operação de
corte.
• Sempre desligue a fonte antes de efetuar
qualquer serviço de manutenção na tocha.
• Sempre desligue a fonte antes de efetuar
qualquer serviço de manutenção no sistema.
• Nunca toque partes elétricas expostas.
• Mantenha todos os painéis e coberturas
enquanto a máquina estiver conectada à fonte
de energia.
• Utilize luvas, roupas e sapatos especiais
que protejam contra o aterramento elétrico e o
aterramento da máquina.
• Mantenha luvas, sapatos, roupas, área de
trabalho e equipamento secos.
• Troque os cabos gastos e danificados.
Fumos de corte.
ATENÇÃO
!
Fumos e gases gerados pelo processo de corte
a plasma podem causar danos à sua saúde.
• NÃO respire os fumos.
• Não opere a máquina sem que haja um
sistema apropriado de remoção de fumos.
• Utilize ventilação adicional para remover os
fumos caso necessário.
• Utilize um processo de respiração adicional
caso a ventilação não seja adequada.
• Forneça ventilação adicional ao cortar aço
galvanizado, aço inoxidável, cobre, zinco, berílio
ou cádmio. Não respire estes fumos.
• Não opere perto de áreas desingraxantes
ou operações de spray. Calor ou arcos do raio
plasma podem reagir com os vapores do corte
e formar um gás altamente tóxico, além de
outros gases.
1-6
PT-600

SEÇÃO 1 Segurança
Radiação.
ATENÇÃO
!
Os arcos do raio plasma podem causar danos
aos olhos e queimar a pele.
• Use proteção correta para os olhos e corpo.
• Use óculos de segurança apropriado com
proteção lateral. Consulte a tabela abaixo para
os números de lente recomendados:
Corrente do arco Lentes
Até 100A Lente No. 8
100-200A Lente No. 10
200-400A Lente No. 12
Acima de 400A Lente No. 14
• Troque as lentes quando estas estiverem
quebradas ou arranhadas.
• Avise as pessoas perto da máquina de corte
para não olharem diretamente para o arco
plasma.
• Prepare a área de corte para diminuir as
reflexões e transmissões de raios ultra-violeta.
Use pintura especial nas paredes para
absorver raios ultra-violeta.
Instale telas de proteção ou cortinas
para reduzir a transmissão de raios ultravioleta.
PT-600
1-7

SEÇÃO 1 Segurança
Risco de queimaduras.
ATENÇÃO
!
Calor, escória e fagulhas podem causar sérias
queimaduras.
• Não corte perto de materiais combustíveis.
• Não manuseie qualquer tipo de combustível
(ex.: isqueiro).
• O arco piloto pode causar queimaduras.
Mantenha a tocha longe do operador e de
outras pessoas quando o máquina estiver
operando.
• Use proteção correta para os olhos e corpo.
• Use luvas, sapatos e toca de proteção.
• Use roupas que protejam contra o fogo.
• Utilize calças que protejam contra a entrada
de escória e fagulhas.
• Tenha um extintor de incêndio pronto para
uso caso necessário.
Risco de explosão.
ATENÇÃO
!
• Certas ligas de alumínio (Al-Li) podem
causar explosões quando cortadas acima
d´água.
Estas ligas devem ser cortadas na
mesa de corte. Ambas devem estar
secas.
NÃO corte acima d´água.
Contate o seu fornecedor de alumínio
para receber informações adicionais em
relação ao perigos associados com
estas ligas
• Não corte em ambientes que contenham
poeiras e gases explosivos.
.
1-8
• Não tenha consigo qualquer tipo de
combustível (ex.: isqueiro).
• Não corte recipientes que tenham
carregado qualquer tipo de combustível.
PT-600
SEÇÃO 1 Segurança
1.7 Precauções de serviço
Altas voltagens. Choques elétricos
ATENÇÃO
!
podem matar.
• NÃO toque a tocha, mesa de corte ou
cabos de conexão durante a operação de
corte.
• Sempre desligue a fonte antes de efetuar
qualquer serviço de manutenção na tocha.
• Sempre desligue a fonte antes de efetuar
qualquer serviço de manutenção no sistema.
• Nunca toque partes elétricas expostas.
• Mantenha todos os painéis e coberturas
enquanto a máquina estiver conectada à fonte
de energia.
• Mantenha luvas, sapatos, roupas, área de
trabalho e equipamento secos.
• Inspecione os cabos de alimentação e de
aterramento. Certifique-se de que não estão
desgastados ou com rupturas. Troque os cabos
que estiverem desgastados. Nunca utilize
cabos que não estiverem em perfeitas
condições.
• Nunca tente anular as precauções de
segurança.
• Sempre siga os sistemas de segurança.
Sempre faça uma manutenção preventiva.
CUIDADO
CUIDADO
!
Faça sua programação de manutenção
baseado no seu programa de operação.
Evite deixar equipamentos de teste e
ferramentas sobre a máquina. Estragos
mecânicos e elétricos podem acontecer na sua
máquina.
Cuidado extremo deve ser tomado ao medir o
circuito com um osciloscópio ou um voltímetro.
Circuitos integrados são suscetíveis a altas
voltagens. Desligue a máquina antes de utilizar
equipamentos de teste.
Antes de ligar a máquina, certifique-se de que
as placas estão firmemente conectadas, todas
as cabines estão fechadas e trancadas e todos
os painéis estão montados.
PT-600
1-9

SEÇÃO 1 Segurança
1.8 Referências de segurança – Regulamentos, padrões e procedimentos
1.8.1 Padrões americanos
As publicações listadas abaixo relacionadas com operações de corte e
solda são recomendadas. Estas publicações foram preparadas para
proteger a saúde de operadores e para proteger as propriedades da
empresa. Embora algumas destas publicações não sejam diretamente
vinculadas com o processo de corte industrial, os princípios de
segurança são os mesmos.
• “Precautions and Safe Practices in Welding and Cutting with
Oxygen-Fuel Gas Equipment,” Form 2035. ESAB Cutting
Systems.
• “Precautions and Safe Practices for Electric Welding and Cutting,”
Form 52-529. ESAB Cutting Systems.
• “Safety in Welding and Cutting” - ANSI Z 49.1, American Welding
Society, 2501 NW 7th Street, Miami, Florida, 33125.
• “Recommended Safe Practices for Shielded Gases for Welding and
Plasma Arc Cutting” - AWS C5.10-94, American Welding Society.
• “Recommended Practices for Plasma Arc Welding” - AWS C5.1,
American Welding Society.
• “Recommended Practices for Arc Cutting” - AWS C5.2, American
Welding Society.
• “Safe Practices” - AWS SP, American Welding Society.
• “Standard for Fire Protection in Use of Cutting and Welding
Procedures” - NFPA 51B, National Fire Protection Association, 60
Batterymarch Street, Boston, Massachusetts, 02110.
• “Standard for Installation and Operation of Oxygen - Fuel Gas
Systems for Welding and Cutting” - NFPA 51, National Fire
Protection Association.
• “Safety Precautions for Oxygen, Nitrogen, Argon, Helium, Carbon
Dioxide, Hydrogen, and Acetylene,” Form 3499. ESAB Cutting
Systems. Obtainable through your ESAB representative or local
distributor.
• "Design and Installation of Oxygen Piping Systems," Form 5110.
ESAB Cutting Systems.
• “Precautions for Safe Handling of Compressed Gases in
Cylinders”, CGA Standard P-1, Compressed Gas Association.
Literaturas relacionadas a práticas de segurança no processo de solda
e corte com materiais gasosos são disponibilizadas pela Compressed
Gas Association, Inc., 500 Fifth Ave., New York, NY 10036.
1-10
PT-600

SEÇÃO 1 Segurança
1.8.2 Padrões Internacionais
Prevenção de acidentes
VBG 1 Termos gerais
Regulamentos VDE
VBG 4 Equipamentos elétricos e equipamentos de operação
VBG 15 Soldagem, corte e métodos de trabalho associados
VBG 48 Jato de granalha
VBG 61 Gases
VBG 62 Oxigênio
VBG 87 Máquinas de corte a jato de líquido
VBG 93 Laser, prevenção de acidentes e tecnologia
eletrônica
VBG 121 Ruído
VDE 0100 Instalação de equipamentos de voltagem até 1000V
VDE0113 Equipamentos elétricos de máquinas industriais
VDE 0837 Segurança de radiação de produtos a laser, guia do
VDE 0837-50 Especificações para protetores a laser
usuário (DIN EN 60825)
TRAC Regras técnicas para armazenamento de acetileno e carburetos
TRAC-204 Linhas de acetileno
TRAC-206 Sistema de cilindros de acetileno
TRAC-207 Equipamentos de segurança
Regras técnicas para gases de pressão TRG
TRG 100 Regras gerais para gases de pressão
TRG 101 Gases de pressão
TRG 102 Técnicas de mistura de gases
TRG 104 Gases de pressão, uso alternativo dos tanques de
pressão
PT-600
1-11

SEÇÃO 1 Segurança
Corte térmico: terminologia e nomenclatura
Corte térmico: determinação da qualidade da superfície
de corte
Corte térmico: corte a arco plasma, princípios do
processo, qualidade, dimensões e tolerâncias
Corte térmico: corte a laser de materiais metálicos,
princípios do processo
Marcas de segurança (DIN EN 7287)
Segurança do maquinário
soldagem, corte e processos similares
Padrões DIN EN ISO
Padrões DIN
DIN 2310
Part 1
DIN 2310
Part 2
DIN 2310
Part 4
DIN 2310
Part 5
DIN 4844
Part 1
DIN EN
292/1 and 2
DIN EN 559 Mangueiras para soldagem, corte e processos similares
DIN EN 560 Conexões de mangueiras para equipamentos de
DIN EN 561 Conexões para equipamentos de solda a gás
DIN EN 626-1 Segurança do equipamento, redução dos riscos à saúde
Guia VDI
DIN EN 848-1 Furadeiras verticais
DIN EN 1829 Máquinas de corte a água de alta pressão
DIN EN 9013 Corte térmico: oxicorte, princípios do processo,
DIN EN
12584
DIN EN
12626
DIN EN
28206
DIN EN
31252
DIN EN
31553
DIN EN
60204-1
DIN EN
60825
DIN EN 999 Equipamentos de proteção
VDI 2906 Qualidade da superfície de corte em partes metálicas:
VDI 2084 Ar no ambiente: sistemas técnicos para soldagem
qualidade, dimensões e tolerâncias
Imperfeições na chama de oxicorte, corte a laser e a
plasma
Processo de máquinas a laser
Aceitação de testes para oxicorte
Equipamento a laser
Equipamentos a laser e equipamentos relacionados a
laser
Equipamentos elétricos de máquinas
Segurança de produtos a laser
corte com jato de água e abrasivo e corte a arco plasma
1-12
PT-600
SEÇÃO 2 DESCRIÇÃO
2.1 Geral
2.2 Escopo
A tocha de corte a plasma mecanizado PT-600 é
uma tocha por arco de plasma montada na fábrica
para prover concentricidade dos componentes e
consistência na precisão de corte. Devido a isto, o
corpo da tocha não pode ser reconstruído no
campo. Somente as peças frontais são
intercambiáveis.
O propósito deste manual é fornecer ao operador
toda a informação necessária para a instalação e
operação da tocha de corte a plasma mecanizado
PT-600. Material técnico de referência também é
fornecido para assistir a busca e reparo de
avarias do sistema de corte.
2.3 Disponibilidades opcionais para o pacote
Opções para o pacote PT-600 são disponíveis através de seu revendedor ESAB
Consulte a seção 7 para números de partes de reposição para os componentes
Tocha para a cabeça chanfradora, cabos de 3.7 m (12’) 12 pés (3.7 m) 0560998589
Tocha para a cabeça chanfradora, cabos de 4,3 m (14’) 14 pés (4,3 m) 0558005850
Tocha para a cabeça chanfradora, cabos de 4,3 m (14’) 14 pés (4,3 m) 0558007580
( Karben - Replacement Parts 7.8 )
4.5 pés (1,3 m) 0558001827
6 pés (1,8 m) 0558001828
7.2 pés (2,2 m) 0558004123
Tochas completas
NOTAS:
•
Cabo de controle indo da fonte de alimentação ao CNC do cliente é fornecido mediante solicitação.
Consulte seção de peças sobressalentes para os componentes de montagem.
•
Consulte tabelas de corte para uma lista dos consumíveis frontais da tocha.
•
Consulte o final desta seção ou a seção de peças sobressalentes para informações sobre kits de partida
•
para a tocha.
12 pés (3,7 m) 0558001829
15 pés (4,6 m) 0558001830
17 pés (5,2 m) 0558001831
20 pés (6,1 m) 0558001832
25 pés (7,6 m) 0558001833
2-1

SEÇÃO 2 DESCRIÇÃO
2.4 PT-600 Especificações Técnicas
2.4.1 Especificações Técnicas para o Gás de Plasma
Tipo O
, N2, Ar Comprimido, H-35
2
Pressão 100 a 125 psi (6,9 – 8,6 bars)
Vazão
Pureza Requerida*
250 pch (118 l/min) max. a 600A
(varia conforme a aplicação)
-99.5%
O
2
-99.995%
N
2
H-35 Gás especial
Ar comprimido limpo, seco e livre de óleo.
Reguladores para cilindro
recomendados.
Oxigênio: R-76-150-540LC (P/N 19777)
Gás Inerte: R-76-150-580LC (P/N 19977)
Oxigênio: R-77-150-540 (P/N 998337).
Reguladores de dois estágios
para cilindro recomendados.
Hidrogênio/Metano:R-77-150-350 (P/N 998342)
Nitrogênio: R-77-150-580 (P/N 998344)
Ar Comprimido Industrial: R-77150-590 (P/N 998348)
Recomendação de reguladores
para trabalho pesado, extravazão para estação ou rede de
Oxigênio: R-76-150-024 (P/N 19151)
distribuição.
Recomendação de reguladores
de alta vazão para estação ou
R-6703 (P/N 22236)
rede de distribuição.
Filtro de gás requerido 25 mícron com copo de proteção (P/N 56998133)
2.4.2 Especificações técnicas para o gás de partida
Tipo N2, Ar-Comprimido, H-35
Pressão 100 a 125 psi (6,9 – 8,6 bars)
Vazão 250 pch (118 l/min) max @ 600A (varia conforme a aplicação)
Pureza Mínima Requerida 99.995% limpo, seco e livre de óleo.
2.4.3 Especificações técnicas para o gás secundário
Tipo N2, Ar-Comprimido
Pressão 100 a 125 psi (6.9 – 8,6 bars)
Fluxo 485 pch (228,9 l/min) max (varia conforme a aplicação)
Pureza Mínima Requerida
99.995% limpo, seco e livre de óleo. (Mesma fonte do gás de
partida)
Filtro de gás requerido 25 mícron com copo de proteção (P/N 56998133)
2.4.4 Especificações técnicas para a tocha PT-600
Tipo Refrigerada a água, duplo gás
Capacidade Nominal 600 amps a ciclo de trabalho de 100 %
Dimensões Consulte as opções do pacote (Seção 2.3).
2-2

SEÇÃO 2 DESCRIÇÃO
2.5 PT-600 ACESSÓRIOS / KIT
2.5.1 Kits de partida 200A
P/N 0558002478 / 0558004907
0558002478 consistindo de:
QTY P/N DESCRIPTION
4 0558001624 Eletrodo O2
1 17672 Lubrificante
1 37082 Copo retentor do bico
1 996568 Ferramenta, Chave soquete
1 0558004611 Ferramenta, Porta Eletrodo
4 0558002499 Eletrodo PT-19 600A Tung.
2 0558001881 Bico de corte 50A
2 0558001883 Bico de corte 150A
2 0558001884 Bico de corte 200A
2 0558001882 Bico de corte 100A
2 21795 Protetor 50A
1 21796 Difusor 50A
2 21802 Protetor 100-250A
2 21944 Difusor 100-360A
1 37081 Retentor do Protetor
2 0558002533 Defletor do Gás
4 639575 O-ring .364 DI x .070
2 996528 O-ring 1.614 DI x .070
1 0558003858 Contact Ring Assembly
1 37073 Contact Ring Screw
0558004907 consistindo de:
QTY P/N DESCRIPTION
5 0558001624UL
1 17672
1 37082
1 996568
1 0558004611
1 0558001628
3 0558001624
2 0558002499
5 0558005456
5 0558001881
5 0558001882
5 0558001883
5 0558001884
2 21795
5 0558004678
5 21802
2 0558005458
1 37081
2 21944
1 21796
2 0558002533
2 0558005457
2 996528 O-ring 1.614” ID x .07” Dia.
1 0558003858 Contact Ring Assembly
1 37073 Contact Ring Screw
Eletrodo, 02 (Ultra-life)
Lubrificante
Copo retentor do bico
Ferramenta, Chave soquete
Ferramenta, Porta Eletrodo
Eletrodo, Holder, PT-600
Eletrodo, 250A, PT-600
Eletrodo, 600A, PT-600
Bico de corte, 50A, PT-600
Bico de corte, 50A, PT-600
Bico de corte, 100A
Bico de corte, 150-200A
Bico de corte, 200A, PT-600
Protetor, 50A, PT-19XL
Protetor, 100-200A, EPP
Protetor, 100-250A, PT-19XL
Protetor, Dia. .120”, PT-600
Retentor do Protetor
Difusor, 100-360A
Difusor, 50A, PT-19XL
Defletor do Gás 4X032P
Defletor do Gás, 20-50A
2-3

SEÇÃO 2 DESCRIÇÃO
2.5.2 Kit de peças de reposição
P/N 0558002479
Consistindo de:
QTY P/N DESCRIPTION
1 17672 Silicone Lubrificante
1 0558004611 Ferramenta Porta Eletrodo
1 996568 Ferramenta Eletrodo
5 996528 O-rings
2 0558002533 Defletor, 4 furos
2 0558001625 Defletor, 8 furos
1 0558002532 Defletor, 32 furos
1 0558002534 Defletor, 4 furos reversos
1 0558002530 Defletor, 8 furos reversos
1 0558002531 Defletor, 32 furos reversos
5 86W99 O-rings
1 0558001621 Porta Eletrodo com O-ring
5 0558001624 Eletrodo 250 Amp
2 0558002516 Eletrodo 360/400 Amp
2 0558002499 Eletrodo, N2, H-35,
5 181W89 O-ring para bico de corte
2 0558001881 Bico de corte, 50 Amp
2 0558001882 Bico de corte, 100 Amp
2 0558001883 Bico de corte, 150 Amp
5 0558001884 Bico de corte, 200 Amp
5 0558001623 Bico de corte, 250 Amp
5 0558001885 Bico de corte, 360 Amp
2 0558001886 Bico de corte, 400 Amp
2 0558001887 Bico de corte, 600 Amp
1 37082 Retentor do bico de corte
1 21796 Difusor de Gás, 50 Amp
1 21944 Difusor de Gás , 100 a 360 Amp
1 22496 Difusor de Gás, 100 a 360 Amp
reverso
2 21795 Protetor, 50 Amp
5 21802 Protetor, 260 Amp
2 21945 Protetor, 360 Amp
1 37081 Retentor do Protetor
1 0558003858 Contact Ring Assembly
1 37073 Contact Ring Screw
2-4
SEÇÃO 3 Instalação
3.1 Geral
A tocha PT-600 vem completamente montada
com consumíveis para 250A.
Cabo de arco piloto e mangueiras podem necessitar ser montados.
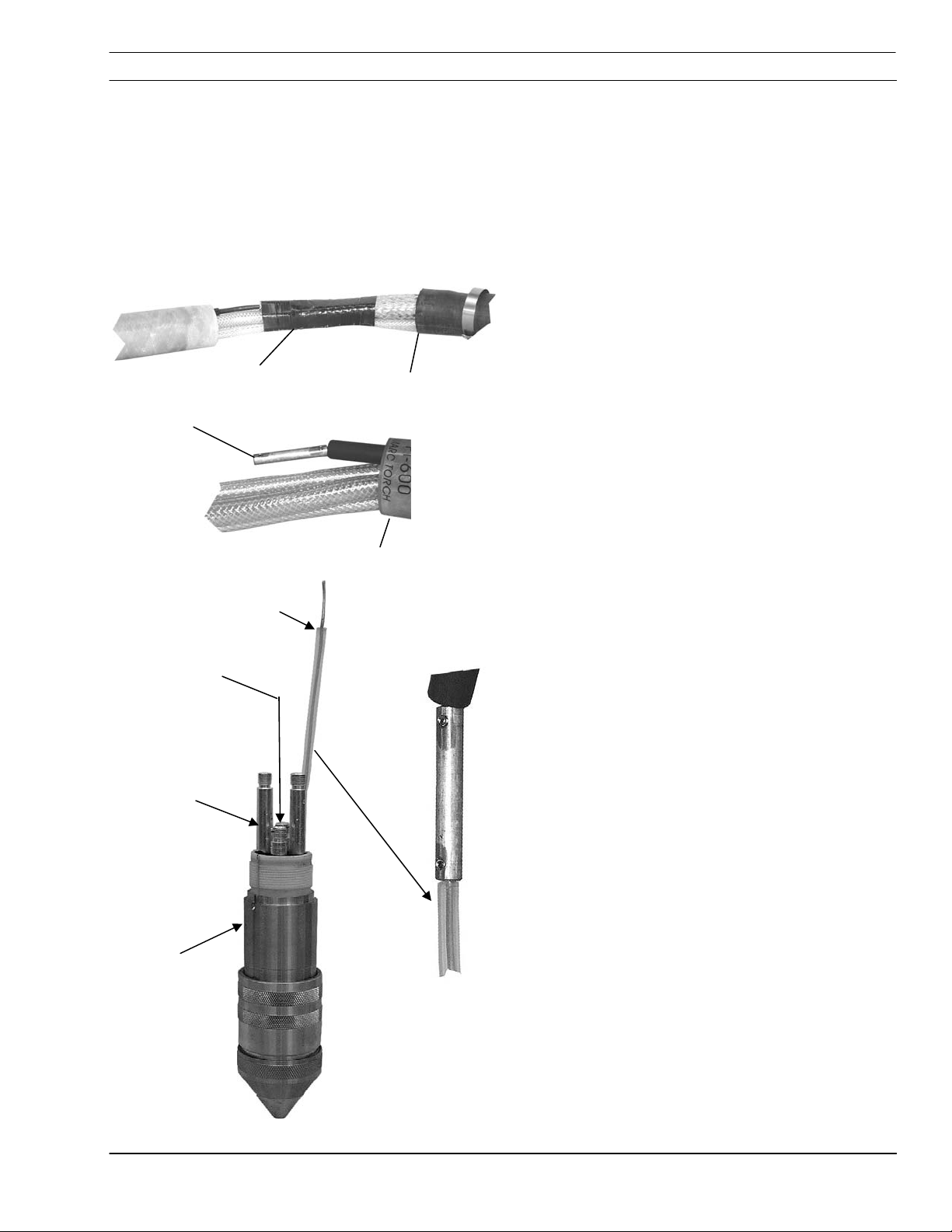
3.2 Conexão das mangueiras e cabos ao corpo da tocha
Mangueiras e cabos da
tocha
Conexão do arco piloto
exposta
Cabo do arco piloto
Conexão da água de
refrigeração / cabo de
corrente
Conexões
de Gás
Corpo da tocha
Mangote deslizado em
direção as mangueiras
Luva de fibra
1. Desparafuse a luva de fibra da tocha PT-600 e
a deslize em direção as mangueiras até que o
ponto de conexão do arco piloto seja exposto.
NOTA: Será necessário deslizar o mangote de
proteção das mangueiras em direção a fonte de
poder, de maneira a expor a conexão do cabo
de arco piloto.
2. Conecte as mangueiras de entrada de água de
refrigeração (rosca esquerda) e saída de água
de refrigeração (rosca direita) ao corpo da
tocha. Uma chave de boca de 1/2” é
necessária.
NOTA: As mangueiras de refrigeração (Entra-da
e Saída) tem o mesmo número de parte. O
conjunto requer duas. As mangueiras foram
projetadas com uma conexão de rosca esquerda de um lado e uma de rosca direita do outro.
Inverta o final de uma mangueira com a outra
durante a montagem.
NOTA: Os tubos de água de refrigeração são
mais curtos que os tubos de gás.
3. Conecte as conexões de gás. Para prevenir a
montagem ao contrario, a conexão de gás de
corte é menor em diâmetro do que a conexão
de gás de proteção. Chaves de boca de 7/16"
e 1/2" serão necessárias.
NOTA: É possível inverter uma das manguei-ras
de água com uma de gás. Note que cada
mangueira de água possui um cabo elétrico que
pode ser visto através da mangueira que é
transparente.
Insira a parte exposta do cabo de arco piloto no
conector de cobre de alta freqüência (A.F.) Aperte
os parafusos trava utilizando uma chave Allen de
1/16".
Tocha PlasmArc PT-600
3-1

SEÇÃO 3 Instalação
Tocha
4. Deslize o tubo de PVC com diâmetro de 0.56”
sobre o conector de cobre para A.F. Prenda o
PVC utilizando fita isolante envolvendo o cabo
de arco piloto o suficiente para evitar que o
tubo de PVC deslize para cima.
Isolante da conexão
do cabo de arco piloto
Luva de fibra
5. Deslize o tubo de fibra da tocha para baixo
Corpo da tocha
envolvendo o conector do cabo de arco piloto e
as mangueiras. Aperte o tubo de fibra ao corpo
da tocha.
Mangueiras da tocha
Nota: Caso tenha sido necessário remover a fita
isolante que prende a malha de aterramen-to,
substitua com uma fita isolante tipo PVC de boa
Fita isolante segurando
a malha de aterramento
qualidade.
3-2
Tocha PlasmArc PT-600

SEÇÃO 3 Instalação
6. Deslize o mangote de borracha que protege as
mangueiras sobre o tubo de fibra. Estique este
mangote sobre o tubo de fibra de maneira a
sobre passar de 1" a 1½" (25mm a 38mm).
Trave-o com uma abraçadeira de inox (1.56" D.I. x
Luva de proteção
para as
mangueiras
2.5" D.E.).
Choque elétrico pode ser fatal!
PERIGO
DANGER
!
!
Desligue a fonte de alimentação antes de
trabalhar na tocha.
Não toque nos consumíveis da tocha (bico
de corte, copo retentor de proteção, etc.)
antes de desligar a fonte de alimentação.
3.3 Desmontagem das mangueiras e cabos do corpo da tocha
Inverta a seqüência de montagem.
1. Solte a abraçadeira que fixa o mangote que
protege as mangueiras
2. Deslize o mangote em direção as mangueiras.
Pode ser necessário desenrolar a fita isolante
que prende a malha de aterramento, caso a
mesma esteja impedindo o deslizamento do
mangote.
3. Solte o tubo de fibra da tocha e deslize-o para
cima em direção as mangueiras de forma a
expor a conexão do cabo de arco piloto.
4. Remova a fita isolante que prende o isolador do
conector do arco piloto.
5. Deslize o isolador do conector do arco piloto e
solte os parafusos do conector de A.F.
6. Desconecte as mangueiras.
Tocha PlasmArc PT-600
3-3
SEÇÃO 3 Instalação
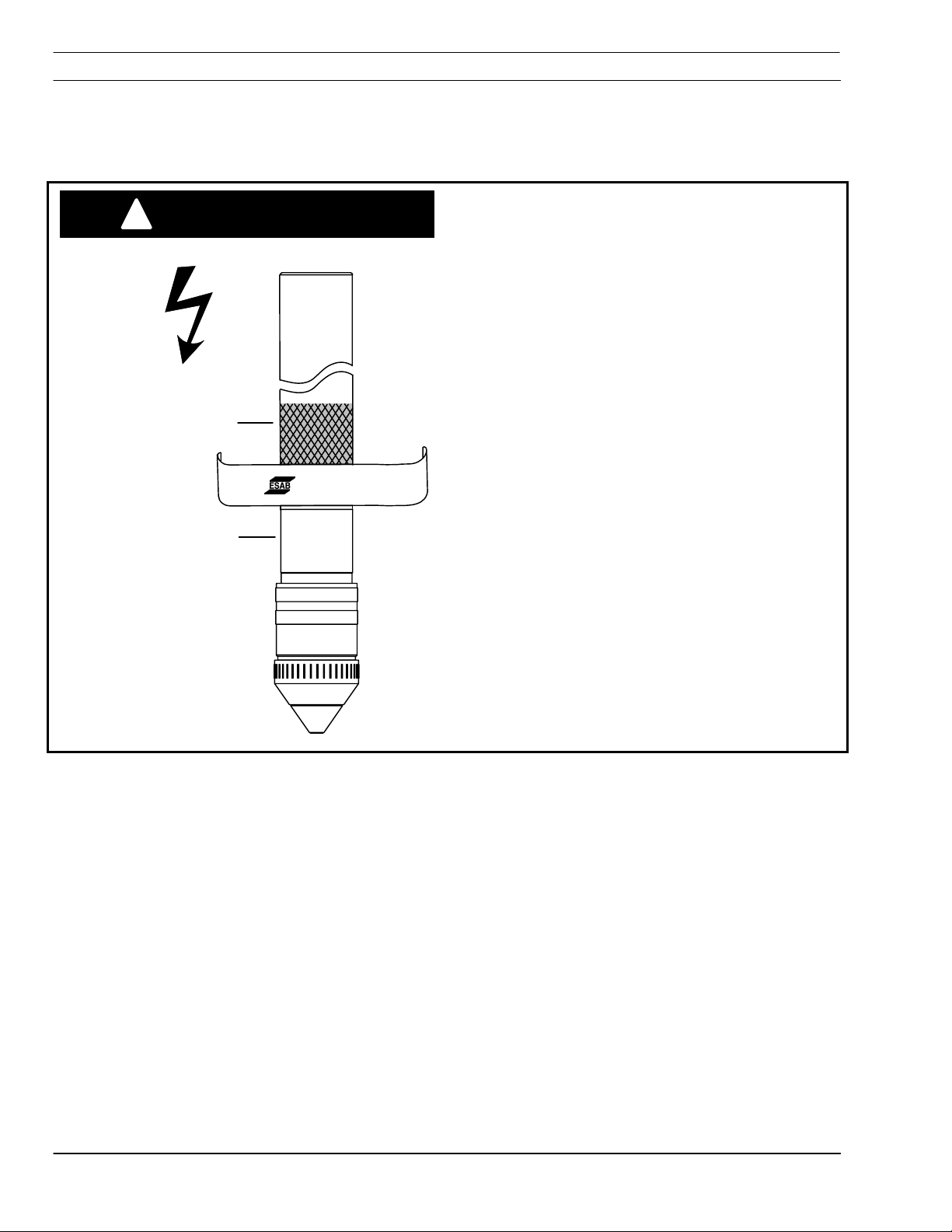
3.4 Montando a tocha na máquina
Consulte o manual da máquina.
Fixar a tocha pelo corpo pode causar cor-
ADVERTÊNCIA
!
rentes perigosas fluírem através do chassi
da maquina.
• Não monte pelo corpo inoxidável da tocha.
• O corpo da tocha é eletricamente isolado,
entretanto, a corrente da alta freqüência de
partida pode romper o isolamento com a
terra.
Monte a tocha pelo tubo
de fibra (luva da tocha)
C
AUTION: CLAMP TORCH ABOVE THIS LA
PT-600
PLASMARC TORCH
B
• Danos aos componentes da máquina
podem acontecer.
L
E
• Monte a tocha pelo tubo de fibra a pelo
menos 1 1/4" (31.75mm) do ponto entre a
tocha e o tubo de fibra.
NÃO monte pelo corpo
de inox
3-4
Tocha PlasmArc PT-600
SEÇÃO 4 Operação
Choque elétrico pode ser fatal!
PERIGO
!
• Desligue a fonte de alimentação
antes de efetuar qualquer ajuste.
• Desligue a fonte de alimentação
antes de trabalhar na tocha.
• Não toque nos consumíveis da
tocha (bico de corte, copo retentor
de proteção, etc.) antes de desligar
a fonte de alimentação.
Radiação.
ADVERTÊNCIA
!
Os arcos do raio plasma podem causar danos aos
olhos e queimar a pele.
• Use proteção correta para os olhos e corpo.
• Use óculos de segurança apropriado com
proteção lateral. Consulte a tabela abaixo para os
números de lente recomendados:
Corrente do arco
Até 100A
100-200A
200-400A
Acima de 400A
• Troque as lentes quando estas estiverem
quebradas ou arranhadas.
• Avise as pessoas perto da máquina de corte
para não olharem diretamente para o arco
plasma.
• Prepare a área de corte para diminuir as
reflexões e transmissões de raios ultravioleta.
• Use pintura especial nas paredes para
absorver raios ultravioleta.
• Instale telas de proteção ou cortinas para
reduzir a transmissão de raios ultravioleta
Lentes
Lente No. 8
Lente No. 10
Lente No. 12
Lente No. 14
Tocha PlasmArc PT-600
4-1

SEÇÃO 4 Operação
Óleo e graxa podem causar
ADVERTÊNCIA
!
queimaduras!
Nunca utilize óleo ou graxa nesta tocha.
•
• Manuseie a tocha com as mãos limpas e
sobre uma superfície limpa.
• Somente utilize silicone nos pontos indica-
dos.
• Óleo e graxa podem entrar em combustão
facilmente e queimar violentamente em
contato com oxigênio sob pressão.
A tocha quente pode queimar a pele.
ADVERTÊNCIA
!
A tocha pode estar quente imediatamente
após o uso.
A fim de evitar queimaduras de pele, permita que a tocha esfrie antes de efetuar
reparos
4-2
Tocha PlasmArc PT-600
SEÇÃO 4 Operação
4.1 Preparação
• Selecione as condições apropriadas a partir
das tabelas de corte (ou arquivos SDP) e
instale os consumíveis recomendados para a
tocha (bico, eletrodo, etc.) Consulte as tabelas
de corte para identificar as peças e ajustes.
• Posicione a tocha sobre o material no ponto
que deseja iniciar o arco.
• Consulte o manual da fonte de alimentação
para os ajustes apropriados.
• Consulte o manual da caixa de fluxo para
procedimentos de ajustes dos gases.
• Consulte os manuais do controle e da máqui-
na para procedimentos de partida.
4.1.1 Corte em espelho
Ao cortar em espelho, é necessário utilizar um
defletor e um difusor de gás reverso. Estas peças
reversas irão “girar” o gás no sentido oposto,
invertendo o lado “bom” do corte.
Descrição Número de Peça
Defletor de 4 Furos -
Defletor de 8 Furos -
Defletor de 32 Furos -
Difusor Reverso 22496
Defletor de 8 Furos - Padrão Defletor de 8 Furos - Reverso
Reverso
Reverso
Reverso
0558002534
0558002530
0558002531
Tocha PlasmArc PT-600
4-3
SEÇÃO 4 Operação
4.2 Qualidade de Corte
4.2.1 Introdução
As causas que afetam a qualidade de corte são inter
dependentes. Ao mudar uma variável outras serão
afetadas. Determinar uma solução pode ser difícil. O
guia abaixo oferece possíveis soluções a resultados
de corte indesejáveis. Para começar, selecione a
condição mais proeminente:
4.2.2 Corte em ângulo, negativo ou positivo.
4.2.3 Corte desigual, arredondado ou
aprofundado.
4.2.4 Rugosidade da Superfície
4.2.5 Escória
Em geral, os parâmetros de corte irão fornecer condições para uma qualidade de corte otimizada. Ocasionalmente estas condições podem variar e pequenos
ajustes podem ser necessários.
Neste caso, proceder:
• Ao fazer correções, realize pequenos ajustes incre-
mentais.
• Ajuste a tensão de arco em incrementos de um
volt, para cima ou para baixo, conforme o caso.
• Ajuste a velocidade de corte 5% ou menos do valor
requerido, até que as condições melhorem.
4-4
NOTA
Antes de tentar QUALQUER correção, verifique as variáveis de corte com os ajustes/consumíveis recomendados pela fábrica e listados nas tabelas de corte.
Tocha PlasmArc PT-600

SEÇÃO 4 Operação
4.2.2 Corte em ângulo
Peça
Ângulo Negativo de Corte
Dimensão superior maior que a inferior.
• Tocha desalinhada (fora de prumo)
• Material empenado ou ondulado
• Consumíveis gastos ou danificados
• Bico muito próximo da chapa (tensão de arco)
• Velocidade de corte muito baixa (velocidade da
Sucata Peça
Peça
máquina)
Ângulo Positivo de Corte
Dimensão superior menor que a inferior.
• Tocha desalinhada (fora de prumo)
• Material empenado ou ondulado
• Consumíveis gastos ou danificados
Sucata Peça
Tocha PlasmArc PT-600
• Bico muito afastado da chapa (tensão de arco)
• Velocidade excessiva de corte
• Corrente de corte baixa ou alta (Consulte as tabe-
las de corte para os valores de correntes recomendados para bicos em específico).
• Fluxo de gás secundário incorreto.
4-5

SEÇÃO 4 Operação
4.2.3 Paralelismo do corte
Parte superior e inferior arredondada.
Esta condição normalmente ocorre quando o material
tem espessura inferior a 6,4mm.
• Excesso de corrente para a espessura do material
(Consulte as tabelas de corte para os ajustes
apropriados).
Sucata Peça
Sucata Peça
Superfície superior afundada
• Bico muito próximo da chapa (tensão de arco)
4-6
Tocha PlasmArc PT-600

SEÇÃO 4 Operação
4.2.4 Acabamento da superfície
Rugosidade induzida pelo processo
A superfície de corte é consistentemente rugosa e
pode estar confinada a um dos eixos.
Vista Superior
Rugosidade
induzida pelo
processo
Ou Rugosidade
induzida pela
maquina
Superfície de
Corte
• Mistura incorreta de gás de proteção (Consulte
tabelas de corte)
• Consumíveis gastos ou danificados
Rugosidade induzida pela maquina
Pode ser difícil de ser distinguida da rugosidade
induzida pelo processo e em geral é confinada a um
dos eixos. Este tipo de rugosidade é consistente.
• Trilhos, rodas e/ou pinhão/cremalheira sujos.
(Consulte a seção referente à manutenção no
manual de proprietário da maquina).
• Ajustes das rodas dos carros transversais.
Tocha PlasmArc PT-600
4-7

SEÇÃO 4 Operação
4.2.5 Escória
Superfície de
Corte
Linhas de
corte
A escória é um sub-produto do processo de
corte. Trata-se de um material indesejado que se
mantém preso a peça cortada. Na maioria dos
casos, a escória pode ser reduzida ou eliminada
com ajustes apropriados da tocha e do processo
de corte. Consulte as tabelas de corte.
Escória
“enrolada”
Escória devido à alta velocidade
Material soldado ou “enrolado” na superfície inferior
da chapa ao longo da sangria de corte. Difícil de ser
removida. Pode ser necessário esmerilhar ou remoção com talhadeira. As linhas de corte possuem
formato de “S”.
• Bico muito afastado da chapa (tensão de arco)
Vista Lateral
• Velocidade excessiva de corte
Vista Lateral
Superfície de
Linhas de
corte
Bolhas
Corte
Escória devido à baixa velocidade
Formação de bolhas na superfície inferior da chapa
ao longo da sangria de corte. Fácil de ser removida.
• Velocidade de corte muito baixa
4-8
Tocha PlasmArc PT-600

SEÇÃO 4 Operação
Vista Lateral Respingo
Superfície
de Corte
Escória superior
Aparece como respingos em cima do material. Em
geral é fácil de ser removida.
• Velocidade excessiva de corte
• Bico muito afastado da chapa (tensão de arco)
Escória intermitente
Aparece na parte superior ou inferior ao longo da
sangria de corte. De caráter descontinuo.
Pode aparecer como qualquer tipo de escória
• Possivelmente devido a consumíveis gastos.
Outros fatores que afetam a formação de escória:
• Temperatura do material.
• Oxidação ou excesso de carepa de laminação
• Ligas de alto teor de carbono.
4.2.6 Precisão Dimensional
Geralmente, utilizar a velocidade mais baixa
NOTA
possível (dentro de níveis aprovados) otimizará a
precisão dimensional das peças. A maioria das
espessuras de material estão sobrepostas para
diferentes valores de tensão. Selecione os consumíveis de maneira a permitir uma menor tensão
de arco e velocidades de corte mais baixas.
Velocidade de corte e tensão de arco recomendados proverão o melhor desempenho de
corte.
Pequenos ajustes incrementais podem ser necessários em função da qualidade e temperatura do
material e ligas especificas. O operador deve lembrar que todas as variáveis de corte são interdependentes. Ao mudar um ajuste outros serão
afetados e a qualidade de corte pode deteriorar.
Sempre comece com os valores recomendados.
Antes de tentar QUALQUER correção, verifique
as variáveis de corte com os ajustes/consumíveis
recomendados pela fábrica e listados nas tabelas
de corte.
Tocha PlasmArc PT-600
4-9

SEÇÃO 4 Operação
4.3 Passagens de fluxo da tocha
Fluxo de gás Fluxo de água de refrigeração
Gás de Plasma Gás de Proteção
Água de Refrigeração
(Entrada)
Água de Refrigeração
(Saída)
4-10
Tocha PlasmArc PT-600

SEÇÃO 4 Operação
4.4 Influência na Qualidade de Corte em função das Opções de Gases
4.4.1 Introdução
Nem todos os gases são adequados para todas as
situações. Alguns gases ajudam a cortar
espessuras e materiais específicos. Segue abaixo
explicação porque certos gases são selecionados,
e influências nas peças acabadas. Outros pontos
influentes como tensão de arco e fluxo/pressão de
gás são explorados nas tabelas de corte.
Perigo de explosão com hidrogênio!
PERIGO
!
Explosões provenientes de corte
com hidrogênio podem causar
ferimentos ou morte.
• Corte com hidrogênio pode formar bolsões
de ar na mesa de corte. Estes bolsões irão
explodir em contato com fagulhas ou pelo
arco do plasma.
• Antes de cortar, esteja atento a fontes de
hidrogênio na mesa de água – reação do
material fundido, reação química retardada
e alguns gases de plasma.
• Bolsões de gás explosivos podem acumular
debaixo da chapa e dentro da mesa d’água.
• Limpe freqüentemente a borra
(especialmente partículas finas) do fundo da
mesa. Complete o nível com água limpa.
• Não deixe a chapa sobre a mesa de um dia
para outro.
• Caso a mesa não seja utilizada por diversas
horas, vibre ou agite a mesa a fim de
quebrar os bolsões de hidrogênio antes de
posicionar a chapa sobre a mesma.
• Caso seja possível, mude o nível da água
entre os cortes a fim de quebrar os bolsões
de hidrogênio.
• Mantenha o nível de pH da água próximo a 7
(neutra).
• Espaçamento programado entre as peças
deve de ser no mínimo o dobro da largura
da sangria para assegurar ter sempre
material sob a tocha.
• Ao cortar acima da água, utilize ventiladores
para circular o ar entre a chapa e a superfície da água.
Tocha PlasmArc PT-600
4-11

SEÇÃO 4 Operação
4.4.2 Alumínio, Gases e Processo.
Espessura do Material:
Qualidade de Corte:
Gás de Partida:
Plasma:
Proteção:
Discussão:
Espessura do Material:
Qualidade de Corte:
Gás de Partida:
Plasma:
Proteção:
Discussão:
Espessura do Material:
Qualidade de Corte:
Gás de Partida:
Plasma:
Proteção:
Discussão:
4,7 mm a 25,4 mm
Bom
Ar Comprimido
Ar Comprimido
Ar Comprimido
Superfície de corte escura, escória em potencial, boa inclinação de corte.
6,4 mm a 76,2 mm
Bom
N
2
H-35
N
2
Superfície de corte lisa, virtualmente livre de escória em espessuras de até 1 ½
“, inclinação de corte ligeiramente maior com superfície superior arredondada.
15,9 mm a 25,4 mm
Bom
N
2
H-35
Ar Comprimido
Superfície de corte ligeiramente escurecida, virtualmente livre de escória,
inclinação de corte ligeiramente maior com superfície superior arredondada.
Espessura do Material:
Qualidade de Corte:
Gás de Partida:
Proteção:
Discussão:
Espessura do Material:
Qualidade de Corte:
Gás de Partida:
Proteção:
Discussão:
Espessura do Material:
Qualidade de Corte:
Gás de Partida:
Proteção:
Discussão:
Plasma:
Plasma:
Plasma:
15,9 mm a 38,1 mm
Bom
H-35
H-35
Ar Comprimido
Superfície de corte ligeiramente escurecida, virtualmente livre de escória,
inclinação de corte ligeiramente maior com superfície superior arredondada.
4,7 mm a 38,1 mm
Bom
N
2
N
2
Ar Comprimido
Superfície de corte escura, escória pode aparecer em materiais de espessura
acima de 1”. Boa inclinação de corte, com superfície superior levemente
arredondada.
1,6 mm a 25,4 mm
Bom
N
2
N
2
N
2
Superfície de corte escura, escória pode aparecer em materiais de espessura
acima de ¾”. Boa inclinação de corte, com superfície superior levemente
arredondada.
4-12
Tocha PlasmArc PT-600

SEÇÃO 4 Operação
4.4.3 Aço Carbono
Espessura do Material:
Qualidade de Corte:
Gás de Partida:
Plasma:
Proteção:
Discussão:
Espessura do Material:
Qualidade de Corte:
Gás de Partida:
Plasma:
Proteção:
Discussão:
3,2 mm a 38,1 mm
Excelente
N
2
O
2
Ar Comprimido
Superfície de corte brilhante e lisa, virtualmente livre de escória, Boa inclinação
de corte, superfície superior tipo “canto vivo”.
1,6 mm a 6,4 mm
Bom
Ar Comprimido
Ar Comprimido
Ar Comprimido
Superfície de corte lisa e acinzentada, virtualmente livre de escória, corte bem
inclinado devido à espessura do material, velocidade e corrente de corte.
Tocha PlasmArc PT-600
4-13

SEÇÃO 4 Operação
4.4.4 Aço Inoxidável
Espessura do Material:
Qualidade de Corte:
Gás de Partida:
Plasma:
Proteção:
Discussão:
Espessura do Material:
Qualidade de Corte:
Gás de Partida:
Plasma:
Proteção:
Discussão:
Espessura do Material:
Qualidade de Corte:
Gás de Partida:
Plasma:
Proteção:
1,6 mm a 19,1 mm
Bom
N
2
N
2
N
2
Superfície escurecida de corte, virtualmente livre de escória, boa inclinação de
corte, chanfrado em chapas finas devido a espessura, velocidade e corrente.
1,6 mm a 25,4 mm
Bom
Ar Comprimido
Ar Comprimido
Ar Comprimido
Superfície escurecida de corte, virtualmente livre de escória, boa inclinação de
corte, chanfrado em chapas finas devido a espessura, velocidade e corrente.
6,4 mm a 76,2 mm
Bom
N
2
N
2
Ar Comprimido
Discussão:
Superfície escurecida de corte, virtualmente livre de escória, boa inclinação de
corte, boa inclinação de corte, com superfície superior levemente arredondada.
Espessura do Material:
Qualidade de Corte:
Gás de Partida:
Plasma:
Proteção:
Discussão:
12,7 mm a 76,2 mm
Bom
N
2
H-35
N
2
Superfície de corte brilhante e dourada, virtualmente livre de escória para
espessuras de até 1 ½” , espessuras mais grossas podem apresentar escória,
inclinação de corte suavemente maior devido à utilização de H35 como gás de
plasma.
4-14
Tocha PlasmArc PT-600

SEÇÃO 4 OPERAÇÃO
4.5 Dados do Processo
4.5.1 Introdução
A informação abaixo é o resultado de muitas horas de
testes e trata-se de um guia geral para preparação e corte
com a tocha plasma mecanizada PT-600. O controle da
máquina gerencia os fluxos de gases utilizando o Smart
Flow II, um sistema de controle de fluxos utilizando válvulas
proporcionais.
Na maioria dos casos os ajustes proporcionarão um corte
com qualidade. Os dados contém valores para:
• corte de alumínio, aço carbono e inoxidável
• tensão de arco (altura de corte)
• velocidade de corte
• corrente (ampéres)
• taxas de fluxo de gás para combinações de gases
plasma/proteção para Nitrogênio, Oxigênio, mistura
Argônio/Hidrogênio (65%Ar – 35% H), e Ar Comprimido
Os mesmos dados estão contidos nos arquivos SDP.
(Consulte os manuais de programação e da máquina para
mais informações sobre arquivos SDP).
Também estão incluídas informações sobre números de
parte para todos os ajustes de todas as possíveis correntes.
Velocidade, tensão, sangria, e corrente podem ser
AVISO
utilizadas a qualquer momento para uma aplicação
com a tocha PT-600.
Os dados de processo foram derivados utilizando o Smart
Flow II, um sistema programável de controle de fluxos
utilizando válvulas proporcionais. A mesma informação é
utilizada para criar os arquivos de controle de processo no
CNC Vision (arquivos SDP). Ao utilizar o Smart Flow II, as
taxas de fluxo de gás são fornecidas somente como
referência. Velocidade, tensão de arco, sangria, e
corrente (ampéres) mantém-se aplicáveis ao cortar com
sistemas de regulagem manual dos gases.
Velocidades para corte submersos em água devem
AVISO
ser reduzidas em 10%.
Como regra geral, velocidades de corte acima d’água
podem ser aplicadas a cortes submersos as reduzindo
em 10%. Existem dois exemplos de corte submerso
oferecidos como referencia nos dados seguintes. (p431, p4-91)
4-15

Aç
Amp
SEÇÃO 4 OPERAÇÃO
Material:
o Carbono
éres: 50
PT-600
Tocha de Corte a Plasma
Gás de Partida:
Gás de Corte:
Gás de Proteção:
*Não utilize ar da fábrica. Utilize ar comprimido em cilindro.
Ar* @ 100 psi / 6,9 Bar
Ar* @ 100 psi / 6,9 Bar
Ar* @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558002533
“4 Furos”
O-ring, fornecido com o suporte do
eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558001624 “250A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001881 “50A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21796 “50A”
Protetor P/N 21795 “50A”
Retentor do protetor P/N 37081
4-16

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
50 Ampéres
Aço Carbono
Exceto onde indicado, os dados são para corte
acima d’água. Reduzir a velocidade aproximada-
mente 10% ao cortar submerso em água.
Espessura do Material Ar Ar Ar
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
PSI 40
bar 2,76
Gás de
Partida
0.063
1,6
0
0
Gás de
Corte
Gás de
Proteção
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte Proteção
Medidas de Altura
Altura Inicial
Tensão de Arco (Altura)
Velocidade
mm/min
Sangria
IPM
PSI 50
bar 3,45
PSI 10
bar 0,69
PSI 10
bar 0,69
pol.
mm
.375
9,5
113
220
5588
Polegadas
Milímetros
.05
1,3
Notas:
Coloque o arco piloto na posição Baixo
4-17

Aç
Amp
SEÇÃO 4 OPERAÇÃO
Material:
o Carbono
éres: 65
PT-600
Tocha de Corte a Plasma
Gás de Partida:
Gás de Corte:
Gás de Proteção:
*Não utilize ar da fábrica. Utilize ar comprimido em cilindro.
Ar* @ 100 psi / 6,9 Bar
Ar* @ 100 psi / 6,9 Bar
Ar* @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558002533
“4 Furos”
O-ring, fornecido com o suporte
do eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558001624 “250A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001881 “50A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21796
Protetor P/N 21796 “50A”
Retentor do protetor P/N 37081
4-18

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
65 Ampéres
Aço Carbono
Exceto onde indicado, os dados são para corte
acima d’água. Reduzir a velocidade aproximada-
mente 10% ao cortar submerso em água.
Gás de
Partida
Gás de
Corte
Gás de
Proteção
Espessura do Material Ar Ar Ar
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
0.125 0.188 0.250
3,2 4,7 6,4
0 0 0.1
0 0 0.4
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte Proteção
PSI 40 40 40
bar 2,76 2,76 2,76
PSI 50 50 50
bar 3,45 3,45 3,45
PSI 10 10 10
bar 0,69 0,69 0,69
PSI 10 10 10
bar 0,69 0,69 0,69
Medidas de Altura
Altura Inicial
pol.
mm
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
Notas:
Coloque o arco piloto na posição Baixo
.375 .375 .375
9,5 9,5 9,5
115 118 130
150 100 75
3810 2540 1905
.065 .075 .085
1,7 1,9 2,2
4-19

Aç
Amp
SEÇÃO 4 OPERAÇÃO
Material:
o Carbono
éres: 100
PT-600
Tocha de Corte a Plasma
Gás de Partida:
Gás de Corte:
Gás de Proteção:
*Não utilize ar da fábrica. Utilize ar comprimido em cilindro.
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Oxigênio (O2) @ 100 psi / 6,9 Bar
Ar* @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558002533 “4
Furos” (0558002534 “Reverso”)
O-ring, fornecido com o suporte do
eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558001624 “250A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001882 “100A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21944 (22496 “Reverso”)
Protetor P/N 21802 “100A to 250A”
Retentor do protetor P/N 37081
4-20

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
100 Ampéres
Aço Carbono
Exceto onde indicado, os dados são para corte
acima d’água. Reduzir a velocidade aproximada-
mente 10% ao cortar submerso em água.
Espessura do Material N2 O
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
Gás de
Partida
0.125 0.188 0.250 0.313 0.375 0.500 0.625 0.750
3,2 4,7 6,4 7,9 9,5 12,7 15,9 19,1
0 0 0 0 0.2 0.4 0.5 0.3
0 0 0 0 0.2 0.5 0.6 0.7
Gás de
Corte
Gás de
Proteção
Ar
2
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte Proteção
PSI 25 25 25 25 25 25 25 25
bar 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 46 46 44 46 46 46 48 46
bar 3,2 3,2 3,0 3,2 3,2 3,2 3,3 3,2
PSI 20 20 20 20 20 20 20 18
bar 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,2
PSI 10 18 18 10 16 10 12 10
bar 0,7 1,2 1,2 0,7 1,1 0,7 0,8 0,7
Medidas de Altura
Altura Inicial
pol.
mm
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
Notas:
Coloque o arco piloto na posição Baixo
.375 .375 .375 .375 .375 .500 .500 .500
9,5 9,5 9,5 9,5 9,5 12,7 12,7 12,7
123 135 133 134 149 141 159 162
190 150 120 100 80 60 38 20
4826 3810 3048 2540 2032 1524 965 508
.08 .075 .100 .085 .012 .100 .14 .145
2,0 1,9 2,5 2,2 3,0 2,5 3,6 3,7
4-21

Aç
Amp
SEÇÃO 4 OPERAÇÃO
Material:
o Carbono
éres: 150
PT-600
Tocha de Corte a Plasma
Gás de Partida:
Gás de Corte:
Gás de Proteção:
*Não utilize ar da fábrica. Utilize ar comprimido em cilindro.
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Oxigênio (O2) @ 100 psi / 6,9 Bar
Ar* @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558002533
“4 Furos” (0558002534
“Reverso”)
O-ring, fornecido com o suporte
do eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558001624 “250A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001883 “150A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21944 (22496 “Reverso”)
Protetor P/N 21802 “100A to
250A”
Retentor do protetor P/N 37081
4-22

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
150 Ampéres
Aço Carbono
Exceto onde indicado, os dados são para corte
acima d’água. Reduzir a velocidade aproximada-
mente 10% ao cortar submerso em água.
Espessura do Material N2 O
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
Gás de
Partida
0.188 0.250 0.313 0.375 0.500 0.625 0.750 1.000
4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0 0 0 0.2 0.2 0.2 0.3
0 0 0 0 0.4 0.5 0.8 1.0
Gás de
Corte
Gás de
Proteção
Air
2
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte Proteção
PSI 20 20 20 20 20 20 20 20
bar 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 37 37 37 37 37 44 37 37
bar 2,6 2,6 2,6 2,6 2,6 3,0 2,6 2,6
PSI 20 20 20 20 20 21 18 18
bar 1,4 1,4 1,4 1,4 1,4 1,5 1,2 1,2
PSI 18 18 18 18 16 18 10 16
bar 1,2 1,2 1,2 1,2 1,1 1,2 0,7 1,1
Medidas de Altura
Altura Inicial
pol.
mm
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
Notas:
Coloque o arco piloto na posição Alto
.375 .375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
127 126 131 134 140 151 157 156
160 150 120 90 75 55 45 25
4064 3810 3048 2286 1905 1397 1143 635
.085 .095 .095 .120 .105 .125 .150 .165
2,2 2,4 2,4 3,0 2,7 3,2 3,8 4,2
4-23

Aç
Amp
SEÇÃO 4 OPERAÇÃO
Material:
o Carbono
éres: 200
PT-600
Tocha de Corte a Plasma
Gás de Partida:
Gás de Corte:
Gás de Proteção:
*Não utilize ar da fábrica. Utilize ar comprimido em cilindro.
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Oxigênio (O2) @ 100 psi / 6,9 Bar
Ar* @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558002533 “4
Furos” (0558002534 “Reverso”)
O-ring, fornecido com o suporte do
eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558001624 “250A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001884 “200A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21944 (22496 “Reverso”)
Protetor P/N 21802 “100A to 250A”
Retentor do protetor P/N 37081
4-24

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
200 Ampéres
Aço Carbono
Exceto onde indicado, os dados são para corte
acima d’água. Reduzir a velocidade aproximada-
mente 10% ao cortar submerso em água.
Espessura do Material N2 O
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
Gás de
Partida
0.250 0.313 0.375 0.500 0.625 0.750 1.000 1.250
6,4 7,9 9,5 12,7 15,9 19,1 25,4 31,8
0 0 0 0.1 0.2 0.3 0.3 0.6
0 0.2 0 0.2 0.3 0.3 0.5 1.0
Gás de
Corte
2
Gás de
Proteção
Ar
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte Proteção
PSI 26 25 25 25 20 25 25 25
bar 1,8 1,7 1,7 1,7 1,4 1,7 1,7 1,7
PSI 40 43 40 44 40 40 40 44
bar 2,8 3,0 2,8 3,0 2,8 2,8 2,8 3,0
PSI 20 20 20 20 20 18 18 22
bar 1,4 1,4 1,4 1,4 1,4 1,2 1,2 1,5
PSI 8 14 18 10 11 7 12 22
bar 0,6 1,0 1,2 0,7 0,8 0,5 0,8 1,5
Medidas de Altura
Altura Inicial
pol.
mm
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
Notas:
Coloque o arco piloto na posição Alto
.375 .375 .375 .500 .500 .500 .500 .500
9,5 9,5 9,5 12,7 12,7 12,7 12,7 12,7
124 129 132 129 139 142 153 164
170 140 110 90 65 55 40 20
4318 3556 2794 2286 1651 1397 1016 508
.095 .105 .110 .136 .120 .150 .170 .190
2,4 2,7 2,8 3,5 3,0 3,8 4,3 4,8
4-25

Aç
Amp
SEÇÃO 4 OPERAÇÃO
Material:
o Carbono
éres: 250
PT-600
Tocha de Corte a Plasma
Gás de Partida:
Gás de Corte:
Gás de Proteção:
*Não utilize ar da fábrica. Utilize ar comprimido em cilindro.
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Oxigênio (O2) @ 100 psi / 6,9 Bar
Ar* @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558001625
“8 Furos” (0558002530 “Reverso”)
O-ring, fornecido com o suporte do
eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558001624 “250A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001623 “250A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21944 (22496 “Reverso”)
Protetor P/N 21802 “100A to 250A”
Retentor do protetor P/N 37081
4-26

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
250 Ampéres
Aço Carbono
Exceto onde indicado, os dados são para corte
acima d’água. Reduzir a velocidade aproximada-
mente 10% ao cortar submerso em água.
Espessura do Material N2 O
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
Gás de
Partida
0.250 0.375 0.500 0.625 0.750 1.000 1.250 1.500
6,4 9,5` 12,7 15,9 19,1 25,4 31,8 38,1
0 0 0 0.2 0.3 0.3 0.5 0.8
0 0 0.2 0.1 0.2 0.4 0.8 1.2
Gás de
Corte
2
Gás de
Proteção
Ar
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte Proteção
PSI 25 25 25 25 25 25 26 25
bar 1,7 1,7 1,7 1,7 1,7 1,7 1,8 1,7
PSI 38 38 44 40 38 38 43 44
bar 2,6 2,6 3,0 2,8 2,6 2,6 3,0 3,0
PSI 18 18 20 14 18 18 22 22
bar 1,2 1,2 1,4 1,0 1,2 1,2 1,5 1,5
PSI 12 12 16 12 12 12 22 22
bar 0,8 0,8 1,1 0,8 0,8 0,8 1,5 1,5
Medidas de Altura
Altura Inicial
pol.
mm
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
Notas:
Coloque o arco piloto na posição Alto
.375 .375 .500 .500 .500 .625 .625 .625
9,5 9,5 12,7 12,7 12,7 15,9 15,9 15,9
130 135 135 138 142 150 162 168
170 125 115 80 65 50 33 22
4318 3175 2921 2032 1651 1270 838 558
.110 .135 .135 .130 .150 .160 .170 .200
2,8 3,5 3,5 3,3 3,8 4,1 4,3 5,1
4-27

Aç
Amp
SEÇÃO 4 OPERAÇÃO
Material:
o Carbono
éres: 325
PT-600
Tocha de Corte a Plasma
Gás de Partida:
Gás de Corte:
Gás de Proteção:
*Não utilize ar da fábrica. Utilize ar comprimido em cilindro.
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Oxigênio (O2) @ 100 psi / 6,9 Bar
Ar* @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558001625
“8 Furos” (0558002530
“Reverso”)
O-ring, fornecido com o suporte
do eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558002516
“360A/400A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001885 “360A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21944 (22496 “Reverso”)
Protetor P/N 21945 “360A”
Retentor do protetor P/N 37081
4-28

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
325 Ampéres
Aço Carbono
Exceto onde indicado, os dados são para corte
acima d’água. Reduzir a velocidade aproximada-
mente 10% ao cortar submerso em água.
Espessura do Material N2 O
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
Gás de
Partida
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
0.3 0.3 0.3 0.4 0.5 0.7
0.2 0.3 0.3 0.6 0.9 1.0
Gás de
Corte
Gás de
Proteção
Ar
2
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte Proteção
PSI 26 25 25 25 25 25
bar 1,8 1,7 1,7 1,7 1,7 1,7
PSI 37 37 31 31 31 36
bar 2,6 2,6 2,1 2,1 2,1 2,5
PSI 22 22 22 22 22 22
bar 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
bar 1,5 1,5 1,5 1,5 1,5 1,5
Medidas de Altura
Altura Inicial
pol.
mm
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
Notas:
Coloque o arco piloto na posição Alto
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
125 135 132 142 146 156
125 100 90 60 37 25
3175 2540 2286 1524 939 635
.140 .150 .160 .175 .200 .210
3,6 3,8 4,1 4,5 5,1 5,3
4-29

Aç
Amp
SEÇÃO 4 OPERAÇÃO
Material:
o Carbono
éres: 360
PT-600
Tocha de Corte a Plasma
Gás de Partida:
Gás de Corte:
Gás de Proteção:
*Não utilize ar da fábrica. Utilize ar comprimido em cilindro.
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Oxigênio (O2) @ 100 psi / 6,9 Bar
Ar* @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558001625
“8 Furos” (0558002530
“Reverso”)
O-ring, fornecido com o suporte
do eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558002516
“360A/400A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001885 “360A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21944 (22496 “Reverso”)
Protetor P/N 21945 “360A”
Retentor do protetor P/N 37081
4-30

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
360 Ampéres
Aço Carbono
Exceto onde indicado, os dados são para corte
acima d’água. Reduzir a velocidade aproximada-
mente 10% ao cortar submerso em água.
Espessura do Material N2 O
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
Gás de
Partida
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
0.3 0.3 0.3 0.5 0.6 0.7
0.2 0.3 0.3 0.7 0.9 1.0
Gás de
Corte
2
Gás de
Proteção
Ar
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte Proteção
PSI 26 25 25 25 25 25
bar 1,8 1,7 1,7 1,7 1,7 1,7
PSI 38 37 35 35 38 36
bar 2,6 2,6 2,4 2,4 2,6 2,5
PSI 22 22 22 22 22 22
bar 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
bar 1,5 1,5 1,5 1,5 1,5 1,5
Medidas de Altura
Altura Inicial
pol.
mm
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
Notas:
Coloque o arco piloto na posição Alto
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
124 135 132 141 146 153
135 115 100 65 45 32
3429 2921 2540 1651 1143 813
.140 .140 .165 .180 .205 .210
3,6 3,6 4,2 4,6 5,2 5,3
4-31

Aç
Amp
SEÇÃO 4 OPERAÇÃO
Material:
o Carbono
éres: 400
PT-600
Tocha de Corte a Plasma
Gás de Partida:
Gás de Corte:
Gás de Proteção:
*Não utilize ar da fábrica. Utilize ar comprimido em cilindro.
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Oxigênio (O2) @ 100 psi / 6,9 Bar
Ar* @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558001625 “8
Furos” (0558002530 “Reverso”)
O-ring, fornecido com o suporte do
eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558002516
“360A/400A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001886 “400A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21944 (22496 “Reverso”)
Protetor P/N 21945 “360A”
Retentor do protetor P/N 37081
4-32

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
400 Ampéres
Aço Carbono
Abaixo d´água
Gás de
Partida
Espessura do Material N2 O
Polegada
mm
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
0.3 0.3 0.3 0.5 0.5 0.7
0.2 0.3 0.3 0.3 0.7 1.2
Gás de
Corte
2
Gás de
Proteção
Ar
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte Proteção
PSI 25 25 25 25 25 25
bar 1,7 1,7 1,7 1,7 1,7 1,7
PSI 31 31 31 31 31 31
bar 2,7 2,6 2,6 2,6 2,6 2,5
PSI 22 22 22 22 22 22
bar 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
bar 1,5 1,5 1,5 1,5 1,5 1,5
Medidas de Altura
Altura Inicial
pol.
mm
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
Notas:
Coloque o arco piloto na posição Alto
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
125 132 136 141 142 150
130 120 110 75 55 37
3556 3175 2794 1905 1397 940
.145 .150 .195 .195 .205 .220
3,7 3,8 5,0 5,0 5,2 5,6
4-33

Aç
Amp
SEÇÃO 4 OPERAÇÃO
Material:
o Carbono
éres: 400
PT-600
Tocha de Corte a Plasma
Gás de Partida:
Gás de Corte:
Gás de Proteção:
*Não utilize ar da fábrica. Utilize ar comprimido em cilindro.
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Oxigênio (O2) @ 100 psi / 6,9 Bar
Ar* @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558001625 “8
Furos” (0558002530 “Reverso”)
O-ring, fornecido com o suporte do
eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558002516
“360A/400A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001886 “400A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21944 (22496 “Reverso”)
Protetor P/N 21945 “360A”
Retentor do protetor P/N 37081
4-34

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
400 Ampéres
Aço Carbono
Exceto onde indicado, os dados são para corte
acima d’água. Reduzir a velocidade aproximada-
mente 10% ao cortar submerso em água.
Espessura do Material N2 O
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
Gás de
Partida
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
0.3 0.3 0.3 0.5 0.5 0.7
0.2 0.3 0.3 0.3 0.7 1.2
Gás de
Corte
2
Gás de
Proteção
Ar
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte Proteção
PSI 25 25 25 25 25 25
bar 1,7 1,7 1,7 1,7 1,7 1,7
PSI 31 31 31 31 31 31
bar 2,7 2,6 2,6 2,6 2,6 2,5
PSI 22 22 22 22 22 22
bar 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
bar 1,5 1,5 1,5 1,5 1,5 1,5
Medidas de Altura
Altura Inicial
pol.
mm
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
Notas:
Coloque o arco piloto na posição Alto
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
125 132 136 141 142 150
140 125 115 80 60 43
3556 3175 2794 1905 1397 940
.145 .150 .195 .195 .205 .220
3,7 3,8 5,0 5,0 5,2 5,6
4-35

A
Amp
SEÇÃO 4 OPERAÇÃO
Material:
lumínio
éres: 65
PT-600
Tocha de Corte a Plasma
Gás de Partida:
Gás de Corte:
Gás de Proteção:
*Não utilize ar da fábrica. Utilize ar comprimido em cilindro.
Ar* @ 100 psi / 6,9 Bar
Ar* @ 100 psi / 6,9 Bar
Ar* @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558002533 “4
Furos”
O-ring, fornecido com o suporte do
eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558001624 “250A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001881 “50A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21796 “50A”
Protetor P/N 21795 “50A”
Retentor do protetor P/N 37081
4-36

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
65 Ampéres
Alumínio
Exceto onde indicado, os dados são para corte
acima d’água. Reduzir a velocidade aproximada-
mente 10% ao cortar submerso em água.
Gás de
Partida
Gás de
Corte
Gás de
Proteção
Espessura do Material Ar Ar Ar
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
0.063 0.125 0.250
1,6 3,2 6,4
0 0 0.2
0 0.2 0.4
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte Proteção
PSI 40 40 40
bar 2,76 2,76 2,76
PSI 60 60 60
bar 4,14 4,14 4,14
PSI 10 10 10
bar 0,7 0,7 0,7
PSI 10 10 10
bar 0,7 0,7 0,7
Medidas de Altura
Altura Inicial
pol.
mm
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
Notas:
Coloque o arco piloto na posição Baixo
.375 .375 .375
9,5 9,5 9,5
115 115 126
200 110 60
5080 2794 1524
.063 .08 .100
1,6 2,0 2,5
4-37

A
Amp
SEÇÃO 4 OPERAÇÃO
Material:
lumínio
éres: 100
PT-600
Tocha de Corte a Plasma
Gás de Partida:
Gás de Corte:
Gás de Proteção:
*Não utilize ar da fábrica. Utilize ar comprimido em cilindro.
Ar* @ 100 psi / 6,9 Bar
Ar* @ 100 psi / 6,9 Bar
Ar* @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558002533 “4
Furos” (0558002534 “Reverso”)
O-ring, fornecido com o suporte do
eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558001624 “250A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001882 “100A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21944 (22496 “Reverso”)
Protetor P/N 21802 “100A to 250A”
Retentor do protetor P/N 37081
4-38

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
100 Ampéres
Alumínio
Exceto onde indicado, os dados são para corte
acima d’água. Reduzir a velocidade aproximada-
mente 10% ao cortar submerso em água.
Gás de
Partida
Gás de
Corte
Gás de
Proteção
Espessura do Material Ar Ar Ar
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
0.188 0.250 0.375 0.500 0.750
4,7 6,4 9,5 12,7 19,1
0 0.1 0.1 0.1 0.2
0.1 0.2 0.3 0.3 0.4
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte Proteção
PSI 25 25 25 25 25
bar 1,7 1,7 1,7 1,7 1,7
PSI 42 42 42 42 42
bar 2,9 2,9 2,9 2,9 2,9
PSI 20 20 20 20 20
bar 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18
bar 1,24 1,24 1,24 1,24 1,24
Medidas de Altura
Altura Inicial
pol.
mm
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
Notas:
Coloque o arco piloto na posição Baixo
.375 .375 .375 .500 .500
9,5 9,5 9,5 12,7 12,7
151 157 157 182 185
120 95 70 50 25
3048 2413 1778 1270 635
.115 .120 .130 .130 .135
2,9 3,0 3,3 3,3 3,5
4-39

A
Amp
SEÇÃO 4 OPERAÇÃO
Material:
lumínio
éres: 150
PT-600
Tocha de Corte a Plasma
Gás de Partida:
Gás de Corte:
Gás de Proteção:
*Não utilize ar da fábrica. Utilize ar comprimido em cilindro.
Ar* @ 100 psi / 6,9 Bar
Ar* @ 100 psi / 6,9 Bar
Ar* @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558002533
“4 Furos” (0558002534
“Reverso”)
O-ring, fornecido com o suporte
do eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558001624
“250A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001883 “150A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21944 (22496 “Reverso”)
Protetor P/N 21802 “100A to
250A”
Retentor do protetor P/N 37081
4-40

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
150 Ampéres
Alumínio
Exceto onde indicado, os dados são para corte
acima d’água. Reduzir a velocidade aproximada-
mente 10% ao cortar submerso em água.
Gás de
Partida
Gás de
Corte
Gás de
Proteção
Espessura do Material Ar Ar Ar
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
0.188 0.250 0.313 0.375 0.500 0.750 0.875 1.000
4,7 6,4 7,9 9,5 12,7 19,1 22,2 25,4
0 0 0 0 0.1 0.2 0.4 0.4
0 0.1 0.2 0.2 0.3 0.5 0.6 0.7
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte Proteção
PSI 25 25 25 25 25 25 25 25
bar 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 40 40 40 40 40 40 40 40
bar 2,8 2,8 2,8 2,8 2,8 2,8 2,8 2,8
PSI 15 15 15 10 15 10 10 10
bar 1,0 1,0 1,0 0,7 1,0 0,7 0,7 0,7
PSI 15 15 15 10 15 10 10 10
bar 1,0 1,0 1,0 0,7 1,0 0,7 0,7 0,7
Medidas de Altura
Altura Inicial
pol.
mm
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
Notas:
Coloque o arco piloto na posição Alto
.375 .375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
147 152 153 159 165 175 184 187
200 140 120 100 80 45 37 30
5080 3556 3048 2540 2032 1143 940 762
.110 .110 .120 .130 .140 .140 .150 .150
2,8 2,8 3,0 3,3 3,6 3,6 3,8 3,8
4-41

A
Amp
SEÇÃO 4 OPERAÇÃO
Material:
lumínio
éres: 200
PT-600
Tocha de Corte a Plasma
Gás de Partida:
Gás de Corte:
Gás de Proteção:
*Não utilize ar da fábrica. Utilize ar comprimido em cilindro.
Ar* @ 100 psi / 6,9 Bar
Ar* @ 100 psi / 6,9 Bar
Ar* @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558002533 “4
Furos” (0558002534 “Reverso”)
O-ring, fornecido com o suporte do
eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558001624 “250A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001884 “200A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21944 (22496 “Reverso”)
Protetor P/N 21802 “100A to 250A”
Retentor do protetor P/N 37081
4-42

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
200 Ampéres
Alumínio
Exceto onde indicado, os dados são para corte
acima d’água. Reduzir a velocidade aproximada-
mente 10% ao cortar submerso em água.
Gás de
Partida
Gás de
Corte
Gás de
Proteção
Espessura do Material Ar Ar Ar
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
0.250 0.313 0.375 0.500 0.625 0.750 1.000
6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0.1 0.1 0.2 0.2 0.2 0.3
0.2 0.2 0.3 0.3 0.3 0.5 0.6
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte Proteção
PSI 25 25 25 25 25 25 25
bar 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44 44
bar 3,0 3,0 3,0 3,0 3,0 3,0 3,0
PSI 14 14 14 14 14 14 14
bar 1,0 1,0 1,0 1,0 1,0 1,0 1,0
PSI 15 15 15 15 15 15 15
bar 1,0 1,0 1,0 1,0 1,0 1,0 1,0
Medidas de Altura
Altura Inicial
pol.
mm
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
Notas:
Coloque o arco piloto na posição Alto
.375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 12,7 12,7 12,7 12,7
155 160 160 167 170 175 186
125 125 110 85 70 60 40
3175 3175 2794 2159 1778 1524 1016
.110 130 .130 .130 .140 .140 .140
2,8 3,3 3,3 3,3 3,6 3,6 3,6
4-43

A
Amp
SEÇÃO 4 OPERAÇÃO
Material:
lumínio
éres: 150
PT-600
Tocha de Corte a Plasma
Gás de Proteção:
Gás de Partida:
Gás de Corte:
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Argônio/Hidrogênio (H-35) @100 psi / 6,9 Bar
Nitrogênio (N2) @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558002533 “4
Furos” (0558002534 “Reverso”)
O-ring, fornecido com o suporte do
eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558002499
“N2, H-35, 600A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001883 “150A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21944 (22496 “Reverso”)
Protetor P/N 21802 “100A to 250A”
Retentor do protetor P/N 37081
4-44

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
150 Ampéres
Alumínio
NÃO CORTE ABAIXO D´ÁGUA COM H-35
Gás de
Partida
Gás de
Corte
Gás de
Proteção
Espessura do Material N2 H-35 N2
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
0.250 0.375 0.500 0.625 0.750 1.000
6,4 9,5 12,7 15,9 19,1 25,4
0 0.1 0.1 0.1 0.1 0.2
0.2 0.3 0.2 0.5 0.4 0.5
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
PSI 20 20 20 20 20 20
bar 1,4 1,4 1,4 1,4 1,4 1,4
PSI 54 54 54 54 54 54
bar 3,7 3,7 3,7 3,7 3,7 3,7
Gás de Partida de
Proteção
Gás de Corte Proteção
Medidas de Altura
Altura Inicial
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
PSI 10 10 10 10 10 10
bar 0,7 0,7 0,7 0,7 0,7 0,7
PSI 10 10 10 10 10 10
bar 0,7 0,7 0,7 0,7 0,7 0,7
pol.
mm
.375 .375 .500 .500 .500 .500
9,5 9,5 12,7 12,7 12,7 12,7
135 141 144 155 160 172
150 110 90 55 45 25
3810 2794 2286 1397 1143 635
.140 .120 .130 .150 .160 .170
3,6 3,0 3,3 3,8 4,1 4,3
Notas:
Coloque o arco piloto na posição Alto
4-45

A
Amp
SEÇÃO 4 OPERAÇÃO
Material:
lumínio
éres: 200
PT-600
Tocha de Corte a Plasma
Gás de Proteção:
Gás de Partida:
Gás de Corte:
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Argônio/Hidrogênio (H-35) @100 psi / 6,9 Bar
Nitrogênio (N2) @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558002533 “4
Furos” (0558002534 “Reverso”)
O-ring, fornecido com o suporte do
eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558002499
“N2, H-35, 600A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001884 “200A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21944 (22496 “Reverso”)
Protetor P/N 21802 “100A to 250A”
Retentor do protetor P/N 37081
4-46

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
200 Ampéres
Alumínio
NÃO CORTE ABAIXO D´ÁGUA COM H-35
Gás de
Partida
Gás de
Corte
Gás de
Proteção
Espessura do Material N2 H-35 N2
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
0.375 0.500 0.625 0.750 1.000
9,5 12,7 15,9 19,1 25,4
0 0 0.1 0.2 0.3
0.2 0.4 0.4 0.5 0.8
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
PSI 25 25 25 25 25
bar 1,7 1,7 1,7 1,7 1,7
PSI 49 49 49 49 49
bar 3,4 3,4 3,4 3,4 3,4
Gás de Partida de
Proteção
Gás de Corte Proteção
Medidas de Altura
Altura Inicial
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
PSI 14 14 14 14 14
bar 1,0 1,0 1,0 1,0 1,0
PSI 15 15 15 15 15
bar 1,0 1,0 1,0 1,0 1,0
pol.
mm
.375 .500 .500 .500 .500
9,5 12,7 12,7 12,7 12,7
150 155 160 168 175
120 100 85 65 35
3048 2540 2159 1651 889
.130 .140 .150 .160 .170
3,3 3,6 3,8 4,1 4,3
Notas:
Coloque o arco piloto na posição Alto
4-47

A
Amp
SEÇÃO 4 OPERAÇÃO
Material:
lumínio
éres: 360
PT-600
Tocha de Corte a Plasma
Gás de Proteção:
Gás de Partida:
Gás de Corte:
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Argônio/Hidrogênio (H-35) @100 psi / 6,9 Bar
Nitrogênio (N2) @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558001625
“8 Furos” (0558002530 “Reverso”)
O-ring, fornecido com o suporte do
eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558002499
“N2, H-35, 600A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001885 “360A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21944 (22496 “Reverso”)
Protetor P/N 21945 “360A”
Retentor do protetor P/N 37081
4-48

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
360 Ampéres
Alumínio
NÃO CORTE ABAIXO D´ÁGUA COM H-35
Gás de
Partida
Gás de
Corte
Gás de
Proteção
Espessura do Material N2 H-35 N2
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
0.375 0.500 0.625 0.750 1.000 1.250 1.500 1.750
9,5 12,7 15,9 19,1 25,4 31,8 38,1 44,5
0 0 0.1 0.1 0.2 0.3 0.4 0.5
0.3 0.3 0.3 0.4 0.8 1.0 1.0 1.4
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte Proteção
PSI 25 25 25 25 25 25 25 25
bar 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 55 55 55 55 55 55 55 55
bar 3,8 3,8 3,8 3,8 3,8 3,8 3,8 3,8
PSI 27 27 27 27 27 27 27 27
bar 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
PSI 27 27 27 27 27 27 27 27
bar 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
Medidas de Altura
Altura Inicial
pol.
mm
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
Notas:
Coloque o arco piloto na posição Alto
.375 .500 .500 .500 .500 .500 .500 .500
9,5 12,7 12,7 12,7 12,7 12,7 12,7 12,7
145 155 166 168 173 185 193 203
175 155 130 90 60 45 33 25
4445 3937 3302 2286 1524 1143 838 635
.160 160 .180 .180 .190 .210 .240 .260
4,1 4,1 4,6 4,6 4,8 5,3 6,1 6,6
4-49

A
Amp
SEÇÃO 4 OPERAÇÃO
Material:
lumínio
éres: 600
PT-600
Tocha de Corte a Plasma
Gás de Proteção:
Gás de Partida:
Gás de Corte:
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Argônio/Hidrogênio (H-35) @100 psi / 6,9 Bar
Nitrogênio (N2) @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558001625
“8 Furos” (0558002530 “Reverso”)
O-ring, fornecido com o suporte do
eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558002499
“N2, H-35, 600A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001887 “600A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21944 (22496 “Reverso”)
Protetor P/N 21945 “360A”
Retentor do protetor P/N 37081
4-50

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
600 Ampéres
Alumínio
NÃO CORTE ABAIXO D´ÁGUA COM H-35
Gás de
Partida
Gás de
Corte
Gás de
Proteção
Espessura do Material N2 H-35 N2
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
1.000 1.500 2.000 3.000
25,4 38,1 50,8 76,2
0.3 0.4 0.5 0.6
0.5 0.8 1.0 1.2
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte Proteção
PSI 46 46 46 46
bar 3,2 3,2 3,2 3,2
PSI 46 46 46 46
bar 3,2 32 32 3,2
PSI 35 35 35 35
bar 2,4 2,4 2,4 2,4
PSI 35 35 35 35
bar 2,4 2,4 2,4 2,4
Medidas de Altura
Altura Inicial
pol.
mm
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
Notas:
Coloque o arco piloto na posição Alto
.750 .750 .750 .750
19,1 19,1 19,1 19,1
172 177 192 212
80 65 30 15
2032 1651 762 381
.320 .330 .357 .390
8,1 8,4 9,1 9,9
4-51

A
Amp
SEÇÃO 4 OPERAÇÃO
Material:
lumínio
éres: 250
PT-600
Tocha de Corte a Plasma
Gás de Proteção:
Gás de Partida:
Gás de Corte:
*Não utilize ar da fábrica. Utilize ar comprimido em cilindro.
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Argônio/Hidrogênio (H-35) @100 psi / 6,9 Bar
Ar* @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558002533 “4
Furos” (0558002534 “Reverso”)
O-ring, fornecido com o suporte do
eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558001624 “250A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001623 “250A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21944 (22496 “Reverso”)
Protetor P/N 21802 “100A to 250A”
Retentor do protetor P/N 37081
4-52

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
250 Ampéres
Alumínio
NÃO CORTE ABAIXO D´ÁGUA COM H-35
Gás de
Partida
Gás de
Corte
Gás de
Proteção
Espessura do Material N2 H-35 Ar
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
0.625 0.750 1.000
15,9 19,1 25,4
0.1 0.2 0.3
0.3 0.4 0.8
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
PSI 25 25 25
bar 1,7 1,7 1,7
PSI 25 25 25
bar 1,7 1,7 1,7
Gás de Partida de
Proteção
Gás de Corte Proteção
Medidas de Altura
Altura Inicial
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
PSI 8 8 8
bar 0,55 0,55 0,55
PSI 12 12 12
bar 0.8 0.8 0.8
pol.
mm
.500 .500 .500
12,7 12,7 12,7
150 155 170
85 70 45
2159 1778 1143
.100 .100 .100
2,5 2,5 2,5
Notas:
Coloque o arco piloto na posição Alto
4-53

A
Amp
SEÇÃO 4 OPERAÇÃO
Material:
lumínio
éres: 360
PT-600
Tocha de Corte a Plasma
Gás de Proteção:
Gás de Partida:
Gás de Corte:
*Não utilize ar da fábrica. Utilize ar comprimido em cilindro.
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Argônio/Hidrogênio (H-35) @100 psi / 6,9 Bar
Ar* @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558001625 “8
Furos” (0558002530 “Reverso”)
O-ring, fornecido com o suporte do
eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558002516
“360A/400A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001885 “360A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21944 (22496 “Reverso”)
Protetor P/N 21945 “360A”
Retentor do protetor P/N 37081
4-54

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
360 Ampéres
Alumínio
NÃO CORTE ABAIXO D´ÁGUA COM H-35
Gás de
Partida
Gás de
Corte
Gás de
Proteção
Espessura do Material N2 H-35 Ar
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
0.500 0.625 0.750 0.875 1.000 1.250 1.500 1.750
12,7 15,9 19,1 22,2 25,4 31,8 38,1 44,5
0 0.1 0.1 0.1 0.2 0.3 0.4 0.5
0.3 0.3 0.4 0.5 0.8 1.0 1.0 1.4
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte Proteção
PSI 42 42 42 42 42 42 42 42
bar 2,9 2,9 2,9 2,9 2,9 2,9 2,9 2,9
PSI 55 55 55 55 55 55 55 55
bar 3,8 3,8 3,8 3,8 3,8 3,8 3,8 3,8
PSI 27 27 27 27 27 27 27 27
bar 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
PSI 27 27 27 27 27 27 27 27
bar 1,9 1,9 1,9 1,9 1,9, 1,9 1,9 1,9
Medidas de Altura
Altura Inicial
pol.
mm
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
Notas:
Coloque o arco piloto na posição Alto
.500 .500 .625 .625 .625 .625 .625 .625
12,7 12,7 15,9 15,9 15,9 15,9 15,9 15,9
150 166 168 170 173 185 193 200
150 130 90 75 60 45 33 25
3810 3302 2286 1905 1524 1143 838 635
.160 .180 .180 .180 .190 .210 .240 .260
4,1 4,6 4,6 4,6 4,8 5,3 6,1 6,6
4-55

A
Amp
SEÇÃO 4 OPERAÇÃO
Material:
lumínio
éres: 600
PT-600
Tocha de Corte a Plasma
Gás de Partida:
Gás de Corte:
Gás de Proteção:
*Não utilize ar da fábrica. Utilize ar comprimido em cilindro.
Argônio/Hidrogênio (H-35) @100 psi / 6,9 Bar
Argônio/Hidrogênio (H-35) @100 psi / 6,9 Bar
Ar* @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558001625
“8 Furos” (0558002530
“Reverso”)
O-ring, fornecido com o suporte
do eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558002499 “N2, H35, 600A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001887 “600A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21944 (22496 “Reverso”)
Protetor P/N 21945 “360A”
Retentor do protetor P/N 37081
4-56

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
600 Ampéres
Alumínio
NÃO CORTE ABAIXO D´ÁGUA COM H-35
Gás de
Partida
Gás de
Corte
Gás de
Proteção
Espessura do Material H-35 H-35 Ar
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
1.500
38,1
0.5
1.1
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
PSI 46
bar 3,2
PSI 46
bar 3,2
Gás de Partida de
Proteção
Gás de Corte Proteção
Medidas de Altura
Altura Inicial
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
PSI 34
bar 2,4
PSI 34
bar 2,4
pol.
mm
.750
19,1
172
75
1905
.320
8,1
Notas:
Coloque o arco piloto na posição Alto
4-57

A
Amp
SEÇÃO 4 OPERAÇÃO
Material:
lumínio
éres: 200
PT-600
Tocha de Corte a Plasma
Gás de Partida:
Gás de Corte:
Gás de Proteção:
*Não utilize ar da fábrica. Utilize ar comprimido em cilindro.
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Ar* @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558002533 “4
Furos” (0558002534 “Reverso”)
O-ring, fornecido com o suporte do
eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558002499 “N2, H-35,
600A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001884 “200A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21944 (22496 “Reverso”)
Protetor P/N 21802 “100A to 250A”
Retentor do protetor P/N 37081
4-58

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
200 Ampéres
Alumínio
Exceto onde indicado, os dados são para corte
acima d’água. Reduzir a velocidade aproximada-
mente 10% ao cortar submerso em água.
Espessura do Material N2 N
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
Gás de
Partida
0.188 0.250 0.313 0.375 0.500 0.625 0.750 1.000
4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0 0 0 0 0.1 0.2 0.2
0 0.2 0.2 0.3 0.3 0.4 0.5 0.8
Gás de
Corte
2
Gás de
Proteção
Ar
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte Proteção
PSI 25 25 25 25 25 25 25 25
bar 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44 44 44
bar 3,04 3,04 3,04 3,04 3,04 3,04 3,04 3,04
PSI 20 20 20 20 20 20 20 20
bar 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18 18 18 18
bar 1,24 1,24 1,24 1,24 1,24 1,24 1,24 1,24
Medidas de Altura
Altura Inicial
pol.
mm
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
Notas:
Coloque o arco piloto na posição Alto
.375 .375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
137 143 145 148 152 154 163 176
240 170 105 90 70 62 55 30
6096 4318 2667 2286 1778 1575 1397 676
.110 .110 .120 .130 .130 .140 .150 .160
2,8 2,8 3,0 3,3 3,3 3,6 3,8 4,1
4-59

A
Amp
SEÇÃO 4 OPERAÇÃO
Material:
lumínio
éres: 250
PT-600
Tocha de Corte a Plasma
Gás de Partida:
Gás de Corte:
Gás de Proteção:
*Não utilize ar da fábrica. Utilize ar comprimido em cilindro.
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Ar* @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558002533 “4
Furos” (0558002534 “Reverso”)
O-ring, fornecido com o suporte do
eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558002499 “N2, H35, 600A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001623 “250A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21944 (22496 “Reverso”)
Protetor P/N 21802 “100A to 250A”
Retentor do protetor P/N 37081
4-60

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
250 Ampéres
Alumínio
Exceto onde indicado, os dados são para corte
acima d’água. Reduzir a velocidade aproximada-
mente 10% ao cortar submerso em água.
Espessura do Material N2 N
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
Gás de
Partida
0.250 0.375 0.500 0.625 0.750 1.000
6,4 9,5 12,7 15,9 19,1 25,4
0 0.1 0.1 0.1 0.1 0.2
0.2 0.3 0.3 0.5 0.6 0.8
Gás de
Corte
2
Gás de
Proteção
Ar
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte Proteção
PSI 25 25 25 25 25 25
bar 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44
bar 3,0 3,0 3,0 3,0 3,0 3,0
PSI 20 20 20 20 20 20
bar 1,4 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18 18
bar 1,2 1,2 1,2 1,2 1,2 1,2
Medidas de Altura
Altura Inicial
pol.
mm
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
Notas:
Coloque o arco piloto na posição Alto
.375 .375 .500 .500 .500 .500
9,5 9,5 12,7 12,7 12,7 12,7
136 146 148 152 157 166
200 125 100 75 65 45
5080 3175 2540 1905 1651 1143
.120 .130 .130 .150 .150 .160
3,0 3,3 3,3 3,8 3,8 4,1
4-61

A
Amp
SEÇÃO 4 OPERAÇÃO
Material:
lumínio
éres: 360
PT-600
Tocha de Corte a Plasma
Gás de Partida:
Gás de Corte:
Gás de Proteção:
*Não utilize ar da fábrica. Utilize ar comprimido em cilindro.
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Ar* @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558001625
“8 Furos” (0558002530 “Reverso”)
O-ring, fornecido com o suporte do
eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558002499 “N2, H35, 600A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001885 “360A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21944 (22496 “Reverso”)
Protetor P/N 21945 “360A”
Retentor do protetor P/N 37081
4-62

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
360 Ampéres
Alumínio
Exceto onde indicado, os dados são para corte
acima d’água. Reduzir a velocidade aproximada-
mente 10% ao cortar submerso em água.
Espessura do Material N2 N
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
Gás de
Partida
0.250 0.375 0.500 0.750 1.000 1.250
6,4 9,5 12,7 19,1 25,4 31,8
0 0 0 0.2 0.3 0.3
0.1 0.2 0.3 0.4 0.7 0.8
Gás de
Corte
2
Gás de
Proteção
Ar
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte Proteção
PSI 25 25 25 25 25 25
bar 1,7 1,7 1,7 1,7 1,7 1,7
PSI 39 39 39 39 39 39
bar 2,7 2,7 2,7 2,7 2,7 2,7
PSI 44 44 44 44 44 44
bar 3,0 3,0 3,0 3,0 3,0 3,0
PSI 44 44 44 44 44 44
bar 3,0 3,0 3,0 3,0 3,0 3,0
Medidas de Altura
Altura Inicial
pol.
mm
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
Notas:
Coloque o arco piloto na posição Alto
.375 .375 .500 .500 .500 .500
9,5 9,5 12,7 12,7 12,7 12,7
147 155 161 168 168 190
230 180 160 90 60 40
5842 4572 4064 2286 1524 1016
.120 .130 .130 .140 .150 .200
3,0 3,3 3,3 3,6 3,8 5,1
4-63

A
Amp
SEÇÃO 4 OPERAÇÃO
Material:
lumínio
éres: 600
PT-600
Tocha de Corte a Plasma
Gás de Partida:
Gás de Corte:
Gás de Proteção:
*Não utilize ar da fábrica. Utilize ar comprimido em cilindro.
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Ar* @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558001625
“8 Furos” (0558002530
“Reverso”)
O-ring, fornecido com o suporte
do eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558002499 “N2, H35, 600A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001887 “600A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21944 (22496 “Reverso”)
Protetor P/N 21945 “360A”
Retentor do protetor P/N 37081
4-64

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
600 Ampéres
Alumínio
Exceto onde indicado, os dados são para corte
acima d’água. Reduzir a velocidade aproximada-
mente 10% ao cortar submerso em água.
Espessura do Material N2 N
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
Gás de
Partida
1.000 1.500
25,4 38,1
0.5 0.5
1.0 1.1
Gás de
Corte
2
Gás de
Proteção
Ar
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte Proteção
PSI 27 27
bar 1,9 1,9
PSI 27 27
bar 1,9 1,9
PSI 34 34
bar 2,4 2,4
PSI 34 34
bar 2,4 2,4
Medidas de Altura
Altura Inicial
pol.
mm
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
Notas:
Coloque o arco piloto na posição Alto
.625 .625
15,9 15,9
158 168
100 60
2540 1524
.177 .189
4,5 4,8
4-65

4
SEÇÃO 4 OPERAÇÃO
PT-600
Tocha de Corte a Plasma
Material:
Ampéres:
Gás de Partida:
Gás de Corte:
Gás de Proteção:
Alumínio
65
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Nitrogênio (N2) @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558002533 “4
Furos”
O-ring, fornecido com o suporte do
eletrodo P/N 86W99 (Ref.)
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 (Ref.)
Eletrodo P/N 0558001624
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Bico P/N 0558001881 “50A”
O-ring, fornecido com o bico
P/N 181W89 (Ref.)
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21796 “50A”
Protetor P/N 21795 “50A”
Retentor do protetor P/N 37081
-66

SEÇÃO 4 OPERAÇÃO
PT-600 Dados do Processo
65 Ampéres
Alumínio
Exceto onde indicado, os dados são para corte
acima d’água. Reduzir a velocidade aproximada-
mente 10% ao cortar submerso em água.
Espessura do Material N2 N2 N
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
Gás de
Partida
16GA 0.125 0.250
1,6 3,2 6,4
0 0 0.1
0 0 0.4
Gás de
Corte
Gás de
Proteção
2
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte Proteção
PSI 30 30 30
bar 2,1 2,1 2,1
PSI 58 58 58
bar 4,0 4,0 4,0
PSI 10 10 10
bar 0,7 0,7 0,7
PSI 10 10 10
bar 0,7 0,7 0,7
Medidas de Altura
Altura Inicial
pol.
mm
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
Notas:
Coloque o arco piloto na posição Baixo
.375 .375 .375
9,5 9,5 9,5
118 118 125
180 120 70
4572 3048 1778
.055 .075 .095
1,4 1,9 2,4
4-67

SEÇÃO 4 OPERAÇÃO
Aç
Amp
Material:
o Inoxidável
éres: 65
PT-600
Tocha de Corte a Plasma
Gás de Partida:
Gás de Corte:
Gás de Proteção:
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Nitrogênio (N2) @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 (cada). O-rings P/N 996528 (Ref.)
Defletor de gás P/N 0558002533 “4
Furos”
O-ring, fornecido com o suporte do
eletrodo P/N 86W99 Ref.
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 Ref.
Eletrodo* P/N 0558001624 “250A”
O-ring, fornecido com o bico
P/N 181W89 Ref.
Bico P/N 0558001881 “50A”
O-ring, fornecido com o bico
P/N 181W89 Ref.
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21796 “50A”
Protetor P/N 21795 “50A”
Retentor do protetor P/N 37081
*Nota: Aplicação especial para o
eletrodo
4-68

SEÇÃO 4 OPERAÇÃO
PT-600 - Dados do Processo
65 Ampéres
Aço Inoxidável
Exceto onde indicado, os dados são para corte
acima d’água. Reduzir a velocidade aproximada-
mente 10% ao cortar submerso em água
Espessura do Material N2 N2 N2
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte Proteção
PSI 30 30 30 30
bar 2,1 2,1 2,1 2,1
PSI 58 58 58 58
bar 4,0 4,0 4,0 4,0
PSI 10 10 12 10
bar 0,7 0,7 0,8 0,7
PSI 12 12 12 11
bar 0,8 0,8 0,8 0,76
Gás de
Partida
16GA 0.125 0.187 0.250
1,6 3,2 4,7 6,4
0 0 0.2 0.2
0 0 0.4 0.4
Gás de
Corte
Gás de
Proteção
Medidas de altura
Altura Inicial
Tensão de Arco (Altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
Notas:
Coloque o arco piloto na posição Baixo
pol. .375 .375 .375 .375
mm 9,5 9,5 9,5 9,5
118 120 120 122
250 75 70 55
6350 1905 1778 1397
.082 .090 .085 .090
2,1 2,3 2,4 2,3
4-69

SEÇÃO 4 OPERAÇÃO
Aç
Amp
Material:
o Inoxidável
éres: 100
PT-600
Tocha de Corte a Plasma
Gás de Partida:
Gás de Corte:
Gás de Proteção:
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Nitrogênio (N2) @ 100 psi / 6,9 Bar
Nitrogênio (N2) @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558002533 “4
Furos” (0558002534 “Fluxo
reverso”)
O-ring, fornecido com o suporte do
eletrodo P/N 86W99 Ref.
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 Ref.
Eletrodo P/N 0558002499
“N2, H-35, 600A”
O-ring, fornecido com o bico
P/N 181W89 Ref.
Bico P/N 0558001882 “100A”
O-ring, fornecido com o bico
P/N 181W89 Ref.
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21944 (21796 “Fluxo reverso”)
Protetor P/N 21802 “100 to 250A”
Retentor do protetor P/N 37081
4-70

SEÇÃO 4 OPERAÇÃO
PT-600 - Dados do Processo
100 Ampéres
Aço Inoxidável
Exceto onde indicado, os dados são para corte
acima d’água. Reduzir a velocidade aproximada-
mente 10% ao cortar submerso em água
Espessura do Material N2 N2 N2
Polegadas
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte de Proteção
PSI 25 25 25 25 25
bar 1,7 1,7 1,7 1,7 1,7
PSI 50 50 50 50 50
bar 3,5 3,5 3,5 3,5 3,5
PSI 20 20 20 20 20
bar 1,4 1,4 1,4 1,4 1,4
PSI 22 22 22 22 22
bar 1,5 1,5 1,5 1,5 1,5
Gás de
Partida
0.250 0.375 0.500 0.625 0.750
6,4 9,5 12,7 15,9 19,1
0.1 0.2 0.3 0.3 0.5
0.3 0.4 0.5 0.5 1.2
Gás de
Corte
Gás de
Proteção
Medidas de Altura
Altura Inicial
Tensão do Arco (altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
Notas:
Coloque o arco piloto na posição Baixo.
pol. .375 .375 .500 .625 .625
mm 9,5 9,5 12,7 15,9 15,9
152 158 162 177 186
55 42 30 16 9
1397 1067 762 384 248
.120 .120 .130 .140 .150
3,0 3,0 3,3 3,6 3,8
4-71

SEÇÃO 4 OPERAÇÃO
Aç
Amp
Material:
o Inoxidável
éres: 65
PT-600
Tocha de Corte a Plasma
Gás de Partida:
Gás de Corte:
Gás de Proteção:
* Não utilize ar da fábrica. Utilize ar comprimido em cilindro.
Ar* @ 100 psi / 6,9 Bar
Ar * @ 100 psi / 6,9 Bar
Ar * @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558002533 “4
Furos” (0558002534 “Fluxo
reverso”)
O-ring, fornecido com o suporte do
eletrodo P/N 86W99 Ref.
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 Ref.
Eletrodo P/N 0558001624 “250A”
O-ring, fornecido com o bico
P/N 181W89 Ref.
Bico P/N 055800188 “50A”
O-ring, fornecido com o bico
P/N 181W89 Ref.
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21796 “50A”
Protetor P/N 21795 “50A”
Retentor do protetor P/N 37081
4-72

SEÇÃO 4 OPERAÇÃO
PT-600 - Dados do Processo
65 Ampéres
Aço Inoxidável
Exceto onde indicado, os dados são para corte
acima d’água. Reduzir a velocidade aproximada-
mente 10% ao cortar submerso em água
Espessura do Material Ar Ar Ar
Polegada
mm
Tempos
Subida Perfuração (seg.)
Retardo Perfuração (seg.)
Parâmetros de Ajuste Polegadas por pés quadrados (PSI - Pressão)
Gás de Partida Plasma
Gás de Corte Plasma
Gás de Partida de
Proteção
Gás de Corte de Proteção
PSI 30 40 30
bar 2,1 2,1 2,1
PSI 58 60 58
bar 4,0 4,1 4,0
PSI 10 10 10
bar 0,7 0,7 0,7
PSI 12 10 10
bar 0,8 0,7 0,7
Gás de
Partida
0.062 0.125 0.250
1,6 3,2 6,4
0 0 0.2
0 0.2 0.5
Gás de
Corte
Gás de
Proteção
Medidas de Altura
Altura Inicial
Tensão do Arco (altura)
Velocidade
IPM
mm/min
Sangria
Polegadas
Milímetros
Notas:
Coloque o arco piloto na posição Baixo
pol. .375 .375 .375
mm 9,5 9,5 9,5
113 118 122
250 80 60
6350 2032 1524
.050 .065 .075
1,2 1,6 1,9
4-73

SEÇÃO 4 OPERAÇÃO
Aç
Amp
Material:
o Inoxidável
éres: 100
PT-600
Tocha de Corte a Plasma
Gás de Partida:
Gás de Corte:
Gás de Proteção:
* Não utilize ar da fábrica. Utilize ar comprimido em cilindro.
Ar* @ 100 psi / 6,9 Bar
Ar* @ 100 psi / 6,9 Bar
Ar* @ 60 psi / 4,1 Bar
Tubo de Fibra P/N 0558001626
Corpo da Tocha P/N 0558001825
(Ref.)
2 cada O-rings P/N 996528 (Ref.)
Defletor de Gás P/N 0558002533 “4
Furos” (0558002534 “Fluxo
reverso”)
O-ring, fornecido com o suporte do
eletrodo P/N 86W99 Ref.
Suporte do eletrodo, com O-ring
P/N 0558001621
O-ring, fornecido com o eletrodo
P/N 86W99 Ref.
Eletrodo P/N 0558001624 “250A”
O-ring, fornecido com o bico
P/N 181W89 Ref.
Bico P/N 0558001882 “100A”
O-ring, fornecido com o bico
P/N 181W89 Ref.
Copo retentor do bico
P/N 37082
Difusor de gás
P/N 21944 (21796 “Fluxo reverso”)
Protetor P/N 21802 “100A to 250A”
Retentor do protetor P/N 37081
4-74
 Loading...
Loading...