


Instalacja, obsługa i konserwacja
zmechanizowanego palnika
do cięcia łukiem plazmowym
PT-600
0558005190
October 2011

Opisane w niniejszej dokumentacji urządzenie jest
potencjalnie niebezpieczne. Zachować ostrożność
podczas instalacji, obsługi i konserwacji.
Wyłącznie na użytkowniku spoczywa
odpowiedzialność za zapewnienie
bezpieczeństwa podczas działania i
użytkowania wszystkich zakupionych
produktów i zgodności z wymogami OSHA
oraz innymi normami. ESAB Cutting Systems
nie ponosi żadnej odpowiedzialności za
obrażenia ciała lub inne uszkodzenia mające
związek z użytkowaniem urządzeń
wyprodukowanych lub sprzedawanych przez
ESAB. Proszę zapoznać się ze standardowymi
warunkami sprzedaży urządzeń ESAB, ściśle
określającymi zakres i ograniczenia
odpowiedzialności firmy.
Priorytetem ESAB Cutting Systems jest
całkowita satysfakcja klienta. Stale
poszukujemy rozwiązań prowadzących do
podniesienia poziomu naszych produktów,
serwisu i dokumentacji. Rezultatem są ciąg
łe
udoskonalenia i zmiany projektowe. ESAB nie
ustaje w wysiłkach, aby zapewnić aktualność
dokumentacji. Nie możemy jednak
zagwarantować, że cała otrzymana przez
klienta dokumentacja odzwierciedla najnowsze
udoskonalenia konstrukcyjne. Dlatego
informacje zawarte w tym dokumencie
podlegają zmianom bez powiadomienia.
Jest to podręcznik ESAB Nr F15646
Listopad 2001 - uaktualnienie części zapasowych
Czerwiec 2002 - zmiana numeru nasuwki ochronnej
Grudzień 2002 - dodana informacja o cięciu pod wodą do danych
procesu realizowanego gazem H-35 tp
Podręcznik przeznaczony jest dla nabywcy
urządzenia do cięcia. Nie stanowi on umowy oraz
nie nakłada żadnych innych obowiązków na ESAB
Cutting Systems.
© ESAB Cutting Systems, 2000
Wydrukowano w USA.

DECLARATION OF CONFORMITY
according to the Low Voltage Directive 2006/95/EC
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
enligt Lågspänningsdirektivet 2006/95/EG
Type of equipment Materialslag
Mechanized Plasma Cutting Torch
Brand name or trade mark Fabrikatnamn eller varumärke
ESAB
Type designation etc. Typbeteckning etc.
PT-600 Series
Manufacturer’s authorised representative established within the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB AB, Welding Equipment
Esabvägen, SE-695 81 Laxå, Sweden
Phone: +46 586 81 000, Fax: +46 584 411 924
Manufacturer positioned outside the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB Welding & Cutting Products
411 South Ebenezer Road, Florence, South Carolina 29501, USA
Phone: +1 843 669 4411, Fax: +1 843 664 4258
The following harmonised standard in force within the EEA has been used in the design:
Följande harmoniserande standarder har använts i konstruktionen:
EN 60974-7, Arc welding equipment – Part 7: Torches
By signing this document, the undersigned declares as manufacturer, or the manufacturer’s authorised
representative established within the EEA, that the equipment in question complies with the safety requirements
stated above.
Genom att underteckna detta dokument försäkrar undertecknad såsom tillverkare, eller tillverkarens representant inom
EES, att angiven materiel uppfyller säkerhetskraven angivna ovan.
Date / Datum
Laxå 2008-11-14
Signature / Underskrift Position / Befattning
Global Director
Equipment and Automation
Kent Eimbrodt
Clarification


Palnik plazmowy PT-600 Spis treści
Strona
Rozdział 1 Bezpieczeństwo
1.1 Wprowadzenie....................................................................................... 1
1.2 Napisy i symbole bezpieczeństwa......................................................... 1
1.3 Informacje ogólne .................................................................................. 2
1.4 Uziemienie elektryczne.......................................................................... 3
1.5 Obsługa urządzenia do cięcia plazmowego........................................... 4
1.6 Środki ostrożności podczas prac serwisowych...................................... 8
1.7 Bibliografia dotycząca problematyki bezpieczeństwa............................ 10
Rozdział 2 Opis
2.1 Charakterystyka ogólna......................................................................... 1
2.2 Zakres.................................................................................................... 1
2.3 Dostępne opcje pakietu ......................................................................... 1
2.4 Charakterystyka techniczna...................................................................
2.4.1 Gaz tnący....................................................................................... 2
2.4.2 Gaz rozruchowy............................................................................. 2
2.4.3 Gaz osłonowy ................................................................................ 2
2.4.4 Palnik PT-600 ................................................................................ 2
2.5 Zestawy części.......................................................................................
2.5.1 Zestaw startowy............................................................................. 3
2.5.2 Zestaw części zapasowych............................................................ 4
Rozdział 3 Instalacja
3.1 Opis ogólny............................................................................................ 1
3.2 Przyłączenie węży i wiązki przewodów do korpusu palnika .................. 1
3.3 Odłączenie wiązki przewodów od korpusu palnika................................ 3
3.4 Montaż palnika (Środki ostrożności)...................................................... 4
i

Palnik plazmowy PT-600 Spis treści
Strona
Rozdział 4 Obsługa
Środki ostrożności
4.1 Ustawienie..............................................................................................2
4.1.1 Wymogi cięcia lustrzanego.............................................................2
4.2 Jakość cięcia ..........................................................................................3
4.2.1 Wprowadzenie................................................................................3
4.2.2 Kąt cięcia........................................................................................3
4.2.3 Płaskość cięcia...............................................................................4
4.2.4 Wykończenie powierzchni ..............................................................5
4.2.5 Żużel...............................................................................................6
4.2.6 Dokładność wymiarowa..................................................................7
4.3 Kanały przepływu palnika.......................................................................8
4.4 Wpływ wyboru gazów na jakość cięcia...................................................
4.4.1 Wprowadzenie................................................................................9
4.4.2 Aluminium.......................................................................................10
4.4.3 Stal węglowa...................................................................................11
1
4.4.4 Stal nierdzewna..............................................................................12
4.5 Dane procesu .........................................................................................
4.5.1 Wprowadzenie................................................................................13
4.5.2 Ustawienia danych procesu............................................................
Stal węglowa..........................................................................14
Aluminium..............................................................................34
Stal nierdzewna.....................................................................66
Rozdział 5 Konserwacja
5.1 Wprowadzenie........................................................................................1
5.2 Korpus palnika........................................................................................1
5.3 Demontaż elementów czołowych palnika...............................................2
5.4 Montaż elementów czołowych palnika....................................................5
ii

Palnik plazmowy PT-600 Spis treści
Strona
Rozdział 6 Wykrywanie i usuwanie usterek
6.1 Zredukowana żywotność części eksploatacyjnych................................ 1
6.2 Brak łuku pomocniczego........................................................................ 2
6.3 Brak przeniesienia łuku.......................................................................... 2
6.4 Brak wstępnego przepływu plazmy........................................................ 2
6.5 Brak wstępnegoprzepływu gazu osłonowego........................................ 2
6.6 Brak zapłonu palnika.............................................................................. 3
6.7 Brak prądu wysokiej częstotliwości w palniku........................................ 3
Rozdział 7 Części zamienne
7.1 Informacje ogólne .................................................................................. 1
7.2 Zamawianie............................................................................................ 1
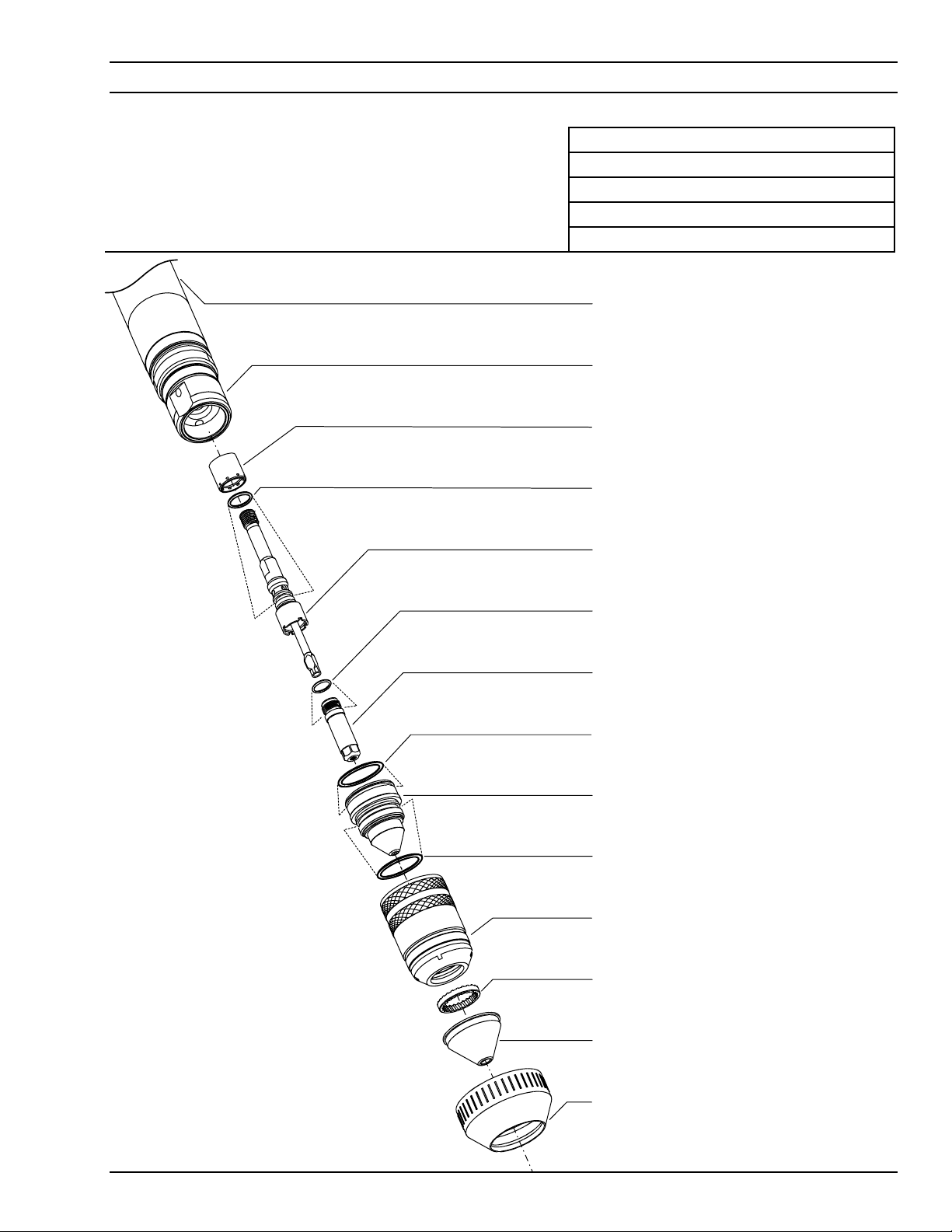
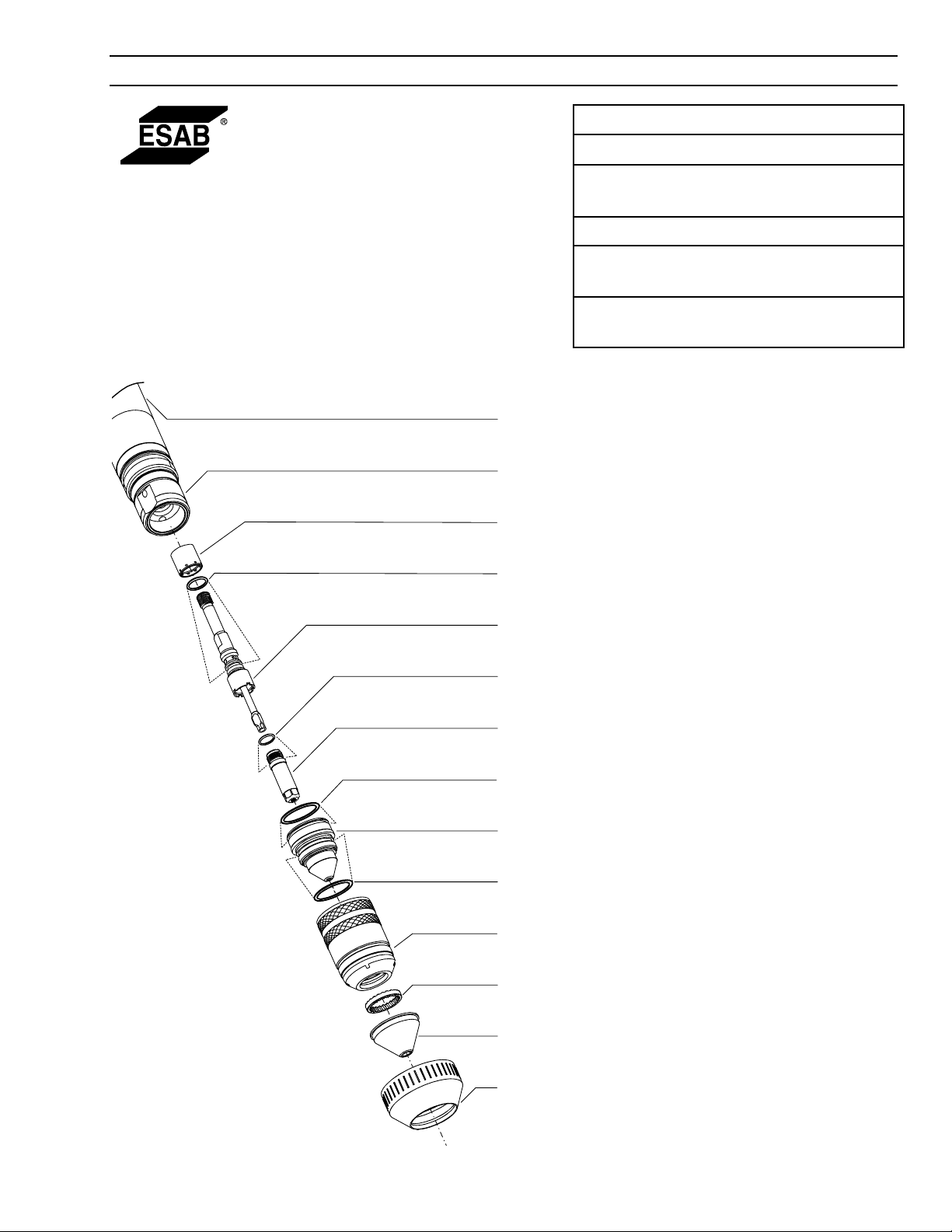
7.3 Część czołowa palnika PT-600.............................................................. 2
7.4 Węże i przewody.................................................................................... 4
7.5 Kompletne zespoły i narzędzia.............................................................. 6
7.6 Zestawy części....................................................................................... 8
Tylna okładka
Kontakt w sprawach handlowych i technicznych
podręcznika
iii

Palnik plazmowy PT-600 Spis treści
Tę stronę celowo pozostawiono pustą.
iv

ROZDZIAŁ 1 BEZPIECZEŃSTWO
1.1 Wprowadzenie
Urządzenia plazmowe przeznaczone do cięcia metali
1.2 Napisy i symbole
bezpieczeństwa
!
stanowią cenne i wszechstronne wyposażenie
zakładów przemysłowych. Urządzenia do cięcia firmy
ESAB zapewniają bezpieczeństwo użytkowania i
wysoką wydajność. Użytkowanie każdego
urządzenia wymaga jednak zwrócenia bacznej uwagi
na procedury obsługi, środki ostrożności i standardy
bezpieczeństwa w celu osiągnięcia wymaganej
użyteczności. Zalecane środki ostrożności i
standardy bezpieczeństwa dotyczą zarówno obsługi i
konserwatorów, jak również osób obserwujących
proces. Nieprzestrzeganie środków ostrożności
mogłoby skutkować poważnymi uszkodzeniami ciała
personelu lub zniszczeniem urządzenia. Podane
dalej środki ostroż
podczas użytkowania urządzeń do cięcia, są
zaleceniami ogólnymi. Bardziej szczegółowe
zalecenia bezpieczeństwa, odnoszące się do
urządzenia podstawowego i wyposażenia podano w
odpowiednich instrukcjach. Wyczerpująco i obszernie
omówiono tematykę bezpieczeństwa podczas
użytkowania urządzeń do cięcia i spawania w
publikacjach wymienionych w zalecanej bibliografii.
W tym podręczniku.wykorzystano następujące
napisy i symbole bezpieczeństwa. Określają one
różny poziom zaangażowanych środków
bezpieczeństwa.
ALARM lub UWAGA. Zwiększone
niebezpieczeństwo obrażeń lub uszkodzenia
urządzenia. Używany jednocześnie z innymi
symbolami i informacjami.
ności, których należy przestrzegać
Stan bezpośredniego zagrożenia.
DANGER
!
WARNING
!
CAUTION
!
CAUTION
Bezczynność w usuwaniu problemu
doprowadzi do poważnego uszkodzenia ciała
lub utraty życia.
Potencjalne zagrożenia mogące skutkować
uszkodzeniami ciała lub utratą życia.
Zagrożenia mogące skutkować lekkimi
uszkodzeniami ciała lub urządzenia.
Niebezpieczeństwo niewielkiego uszkodzenia
urządzenia.
1-1

ROZDZIAŁ 1 BEZPIECZEŃSTWO
Ważne informacje dotyczące instalacji,
NOTICE
1.3 Informacje ogólne
WARNING
!
obsługi i konserwacji urządzenia, nie
związane bezpośrednio z problematyką
bezpieczeństwa.
Urządzenie do cięcia uruchamia się
automatycznie.
Ten palnik może być montowany na
zmechanizowanym urządzeniu do cięcia.
Urządzenie wykonuje ruchy z różnymi
prędkościami w różnych kierunkach i może
uruchomić się automatycznie.
• Ruchomy mechanizm może spowodować
zmiażdżenie.
• Wyłącznie wykwalifikowany personel może
obsługiwać lub naprawiać urządzenie.
• Utrzymywać personel, materiały oraz sprzęt
nie związany z produkcją z dala od strefy
produkcji.
• Czyścić z odpadów zębatki przekładni i szyny.
Nie umieszczać na nich żadnych przeszkód,
np. narzędzi bądź odzieży.
• Odgrodzić urządzenie, aby uniemożliwić
wkraczanie do strefy produkcji i przebywanie
w niej.
• Wystawić odpowiednie ZNAKI
OSTRZEGAWCZE przy każdym wejściu do
strefy produkcji.
• Przestrzegać procedury odcinania obwodu
zasilającego przed wykonywaniem prac
konserwacyjnych.
Nieprzestrzeganie instrukcji obsługi może
WARNING
!
skutkować śmiercią lub poważnymi
urazami.
Przeczytać ze zrozumieniem ten podręcznik
operatora przed rozpoczęciem użytkowania
urządzenia.
• Zapoznać się z całą procedurą przed
rozpoczęciem obsługi lub czynnościami
konserwacyjnymi.
1-2

ROZDZIAŁ 1 BEZPIECZEŃSTWO
• Zwrócić szczególną uwagę na wszystkie
ostrzeżenia, przekazujące istotne
informacje o bezpieczeństwie personelu
i/lub zagrożeniu uszkodzenia urządzenia.
• Wszystkie osoby odpowiedzialne za stan
systemu i mające doń dostęp muszą
przestrzegać środków bezpieczeństwa
związanych z urządzeniem elektrycznym i
przeprowadzanym procesem.
• Przeczytać wszelkie dostępne w firmie
publikacje poruszające problematykę
bezpieczeństwa.
1-3

ROZDZIAŁ 1 BEZPIECZEŃSTWO
Nieprzestrzeganie instrukcji zawartych na
WARNING
!
tablicach ostrzegawczych może skutkować
śmiercią lub poważnym urazem.
Przeczytać ze zrozumieniem informacje
zawarte na wszystkich umieszczonych na
urządzeniu tablicach ostrzegawczych.
Dodatkowe informacje dotyczące
bezpieczeństwa znajdują się w podręczniku
operatora.
1.4 Uziemienie elektryczne
WARNING
!
WARNING
!
Uziemienie elektryczne jest koniecznym warunkiem
właściwego działania urządzenia i zapewnienia
BEZPIECZEŃSTWA. Szczegółowe instrukcje
instalacji uziemienia znajdują się w podręczniku
konsoli.
Niebezpieczeństwo porażenia prądem
elektrycznym.
Niewłaściwe wykonanie uziemienia może
doprowadzić do poważnego urazu lub śmierci.
Przed rozpoczęciem pracy na urządzeniu należy
je poprawnie uziemić.
Nieprawidłowe uziemienie może zniszczyć
urządzenie i elementy elektryczne.
• Przed rozpoczęciem pracy na urządzeniu
należy je poprawnie uziemić.
• Stół do cięcia musi być właściwie uziemiony
poprzez pewne i mocne przyłączenie do
odpowiedniego pręta uziemiającego.
1-4

ROZDZIAŁ 1 BEZPIECZEŃSTWO
1.5 Obsługa urządzenia do cięcia plazmowego
WARNING
!
WARNING
!
Lotne odpryski i szkodliwy hałas.
• Gorące odpryski mogą oparzyć i uszkodzić
oczy. Podczas pracy na urządzeniu zakładać
okulary chroniące oczy przed oparzeniami i
lotnymi odpryskami.
• Rozpryskiwany żużel może być gorący i
przemieszczać się daleko. Obserwatorzy
procesu również powinni zakładać okulary i
maski ochronne.
• Hałas emitowany przez łuk plazmowy może
uszkodzić słuch. Podczas cięcia nad wodą
zakładać odpowiednie ochraniacze uszu.
Niebezpieczeństwo poparzeń.
Gorące metale mogą spowodować poparzenie.
• Nie dotykać metalowej płyty lub innych części
bezpośrednio po przeprowadzeniu cięcia.
Poczekać na ochłodzenie metalu lub
schłodzić go wodą.
• Nie dotykać palnika plazmowego
bezpośrednio po przeprowadzeniu cięcia.
Poczekać na jego całkowite ochłodzenie.
1-5

ROZDZIAŁ 1 BEZPIECZEŃSTWO
WARNING
!
Niebezpieczne napięcie. Porażenie
prądem może zakończyć się śmiercią.
• NIE dotykać palnika plazmowego, stołu do
cięcia lub połączeń przewodów podczas
procesu cięcia plazmą.
• Zawsze wyłączać zasilanie urządzeń systemu
cięcia plazmą przed dotknięciem lub
serwisowaniem palnika plazmowego.
• Zawsze wyłączać zasilanie urządzeń systemu
cięcia plazmą przed otwarciem lub
serwisowaniem skrzynki przyłączeniowej lub
skrzynki regulacji przepływu.
• Nie dotykać części elektrycznych
znajdujących się pod napięciem.
• Umieścić wszystkie panele i pokrywy na
miejscu przed podłączeniem urządzenia do
źródła zasilania.
• Odizolować się od przedmiotu obrabianego i
uziemienia, zakładają
ochronną.
c rękawice, buty i odzież
• Utrzymywać w suchym stanie rękawice,
obuwie, odzież, miejsce pracy i elementy
wyposażenia.
WARNING
!
Niebezpieczeństwo zacisku.
Przemieszczające się pionowo suwaki mogą
miażdżyć lub zaciskać.
Nie dotykać podczas pracy palnika i suwaków.
1-6

ROZDZIAŁ 1 BEZPIECZEŃSTWO
Niebezpieczne opary.
WARNING
!
Opary i gazy wytwarzane podczas procesu cięcia
plazmą mogą być niebezpieczne dla zdrowia.
• NIE wdychać oparów.
• Nie obsługiwać palnika plazmowego bez
sprawnie działającego systemu usuwającego
opary.
• Jeśli wystąpi taka konieczność, wykorzystać
dodatkowe urządzenia wentylacyjne
usuwające opary.
• Skorzystać z maski oddechowej, jeśli
wentylacja jest niewystarczająca.
1-7

ROZDZIAŁ 1 BEZPIECZEŃSTWO
WARNING
!
Niebezpieczne promieniowanie.
Promieniowanie łuku może spowodować
obrażenia oczu i oparzenia skóry.
• Zakładać odpowiednie środki ochrony oczu i
ciała.
• Korzystać z masek lub okularów z
przyciemnianymi szkłami i bocznymi
osłonami. W tabeli podano zalecane osłony
chroniące przed promieniowaniem dla
procesu cięcia plazmą:
Prąd łuku Osłona
Do 100 A Osłona nr 8
100-200 A Osłona nr 10
200-400 A Osłona nr 12
Powyżej 400 A Osłona nr 14
• Wymienić osłonę/okulary, gdy szkła posiadają
wżery lub są pęknięte.
• Pouczyć osoby postronne, aby nie kierowały
wzroku bezpośrednio na łuk bez
odpowiednich szkieł ochronnych.
• Zredukować możliwość odbić i swobodnego
rozchodzenia się promieniowania
ultrafioletowego w obszarze cięcia.
• Pomalować ściany i pozostałe powierzchnie
na szary kolor, aby zredukować odbicia.
• Zainstalować ekrany ochronne lub zasłony
zatrzymujące promienie UV.
WARNING
!
Eksplozja butli gazu może
spowodować śmierć.
Niewłaściwe obchodzenie się z butlami może
spowodować ich eksplozję i nagły wyrzut gazu.
• Nie wolno gwałtownie i niedelikatnie
obchodzić się z butlami.
• Zawory butli oprócz okresu eksploatacji
powinny pozostawać zamknięte.
• Utrzymywać w dobrym stanie węże oraz
złącza.
• Zawsze zabezpieczać butle łańcuszkiem lub
paskiem, ustawiając je pionowo na
1-8

ROZDZIAŁ 1 BEZPIECZEŃSTWO
odpowiednim, stabilnym podłożu, nie
stanowiącym części obwodu elektrycznego.
• Umieszczać butle z dala od źródeł ciepła,
iskier i płomieni. Nigdy nie wzniecać łuku na
butli.
• Więcej informacji w Normie P-1 CGA “Środki
ostrożności podczas postępowania z butlami
ze sprężonymi gazami”, dostępnej poprzez
amerykańskie stowarzyszenie Compressed
Gas Association.
1-9

ROZDZIAŁ 1 BEZPIECZEŃSTWO
WARNING
!
Niebezpieczne iskry.
Wysoka temperatura, rozpryski oraz iskry
mogą wywołać pożar lub oparzenia.
• Nie wykonywać cięcia w pobliżu
materiałów łatwopalnych.
• Nie ciąć pojemników, w których
przechowywano materiały palne.
• Nie posiadać przy sobie materiałów
palnych (np. zapalniczek).
• Łuk pomocniczy może spowodować
oparzenia. Trzymać dyszę palnika z dala
od własnego ciała i innych osób podczas
aktywacji procesu gazu plazmowego.
• Zakładać odpowiednie środki ochrony
oczu i ciała.
• Nosić buty i rękawice ochronne oraz
kapelusz.
• Zakładać kombinezon ognioodporny,
zakrywający wszelkie odkryte miejsca
ciała.
• Nosić spodnie bez mankietów aby
uniemożliwić
WARNING
!
Niebezpieczeństwo wybuchu.
Pewne roztopione stopy aluminiowo-litowe
(Al-Li) mogą wywołać eksplozje podczas
cięcia plazmą w obecności wody.
Nie wykonywać cięcia plazmą
następujących stopów w obecności wody:
Alithlite (Alcoa) X8192 (Alcoa)
Alithally (Alcoa) Navalite (US Navy)
2090 Alloy (Alcoa) Lockalite (Lockheed)
X8090A (Alcoa) Kalite (Kaiser)
X8092 (Alcoa) 8091 (Alcan)
• W przypadku tych stopów można
wykonywać tylko cięcie suche na suchym
stole.
wlot iskier i żużlu.
• NIE WYKONYWAĆ suchego cięcia ponad
wodą.
1-10

ROZDZIAŁ 1 BEZPIECZEŃSTWO
• Skontaktować się ze swoim dostawcą
aluminium w sprawie dodatkowych
środków bezpieczeństwa właściwych dla
tych stopów.
1-11

ROZDZIAŁ 1 BEZPIECZEŃSTWO
DANGER
!
Niebezpieczeństwowybuchu wodoru.
• Nie ciąć po wodą wodorem.
• Wybuchy wodoru mogą spowodować
poważne obrażenia lub śmierć.
• W stole wodnym mogą tworzyć się
wybuchowe gniazda wodoru. Zapalone
przez iskry lub łuk plazmy gniazda mogą
eksplodować.
• Sprawdzić przed cięciem, czy istnieją w
stole wodnym źródła wodoru: reakcje z
roztopionym metalem, powolne reakcje
chemiczne i gazy plazmowe.
• Wybuchowe gniazda gazu gromadzą się pod
spodem płyty cięcia i wewnątrz stołu
wodnego.
• Często usuwać żużel (zwłaszcza drobne
cząsteczki) spod spodu stołu. Wymieniać
wodę w stole wodnym.
1.6 Środki ostrożności podczas
prac serwisowych
• Nie pozostawiać na noc płyty na stole.
• Jeśli stół wodny nie był używany od kilku
godzin, wprawić go w drgania i poddać
wstrząsom, aby rozbić gniazda wodoru
przed położeniem na nim płyty.
• Zmieniać (jeśli to możliwe) poziom wody
pomiędzy wykonywaniem poszczególnych
cięć, aby rozbić gniazda wodoru.
• Utrzymywać pH w okolicach 7 (poziom
neutralny).
• Odstęp programowanych części powinien
być przynajmniej dwukrotnie większy od
szerokości szczeliny cięcia, aby materiał
zawsze znajdował się pod szczeliną.
• Podczas cięcia nad wodą uruchomić
wentylatory, aby wymusić krążenie
powietrza pomiędzy płytą i powierzchnią
wody.
CAUTION
Opracować i stosować konserwację
zapobiegawczą. Należy opracować całościowy
plan konserwacji na podstawie zalecanych
1-12

ROZDZIAŁ 1 BEZPIECZEŃSTWO
harmonogramów podawanych w dokumentacji.
Nie pozostawiać na urządzeniu sprzętu
pomiarowego ani narzędzi ręcznych. Mogłoby to
spowodować poważne mechaniczne lub
elektryczne uszkodzenia urządzenia lub
wyposażenia.
CAUTION
!
1.7 Bibliografia dotycząca
problematyki bezpieczeństwa
Podczas pomiarów obwodów elektrycznych
oscyloskopem lub woltomierzem należy
zachować szczególną ostrożność. Układy
scalone są podatne na zniszczenie
spowodowane podwyższonym napięciem.
Wyłączyć zasilanie przed rozpoczęciem
pomiarów, aby wykluczyć przypadkowe zwarcia
elementów.
Wszystkie płytki montażowe umieścić
bezpiecznie w gniazdach, połączyć odpowiednio
przewody, zamknąć i zabezpieczyć szafki oraz
założyć z powrotem wszystkie osłony i pokrywy
przed załączeniem zasilania.
Nigdy nie włączać lub wyłączać płytek
drukowanych w czasie, gdy urządzenie jest
włączone. Nagłe skoki napięcia i natężenia prądu
mogą zniszczyć elementy elektroniczne.
Zaleca się korzystanie z następujących, oficjalnych
publikacji dotyczących zachowania bezpieczeństwa
podczas spawania i cięcia. Przygotowano je, aby
chronić osoby przed obrażeniami i chorobami oraz
chronić mienie przed zniszczeniem spowodowanym
stosowaniem niebezpiecznych praktyk. Choć
niektóre z tych publikacji nie dotyczą ściśle tego typu
przemysłowych urządzeń do cięcia, zasady
bezpieczeństwa pozostają te same.
• “Środki ostrożności i czynności zabezpieczające
podczas spawania i cięcia sprzętem tlenowopaliwowym” Druk 2035. ESAB Cutting Systems.
• “Środki ostrożności i czynności zabezpieczające
podczas spawania i cięcia elektrycznego” Druk
52-529. ESAB Cutting Systems.
• “Bezpieczeństwo podczas spawania i cięcia” -
ANSI Z 49.1, Amerykańskie Stowarzyszenie
Spawalnicze, 2501 NW 7th Street, Miami,
Floryda, 33125.
0
1-13

ROZDZIAŁ 1 BEZPIECZEŃSTWO
• “Zalecane czynności zabezpieczające dotyczące gazów
osłonowych podczas spawania i cięcia łukiem plazmowym” AWS C5.10-94, Amerykańskie Stowarzyszenie Spawalnicze.
• “Zalecane czynności zabezpieczające podczas spawania łukiem
plazmowym” - AWS C5.1, Amerykańskie Stowarzyszenie
Spawalnicze.
• “Zalecane czynności zabezpieczające podczas cięcia łukiem” -
AWS C5.2, Amerykańskie Stowarzyszenie Spawalnicze.
• “Zalecane czynności zabezpieczające” - AWS SP,
Amerykańskie Stowarzyszenie Spawalnicze.
• “Norma - Ochrona przeciwpożarowa podczas procesów cięcia i
spawania” - NFPA 51B, Krajowe Stowarzyszenie Ochrony
Przeciwpożarowej, 60 Batterymarch Street, Boston,
Massachusetts, 02110.
• “Norma - Instalacja i obsługa systemów tlenowo-paliwowych do
spawania i cięcia” - NFPA 51, Krajowe Stowarzyszenie Ochrony
Przeciwpożarowej.
• “Środki bezpieczeństwa podczas pracy z tlenem, azotem,
argonem, helem, dwutlenkiem węgla, wodorem i acetylenem”,
Druk 3499. ESAB Cutting Systems. Dostępne u lokalnego
przedstawiciela lub dystrybutora ESAB.
• "Projektowanie i instalacja tlenowych układów rurowych", Druk
5110. ESAB Cutting Systems.
• “Środki zapewniające bezpieczeństwo podczas użytkowania
gazów sprężonych w butlach”, CGA Standard P-1, Compressed
Gas Association.
Literatura mająca zastosowanie do czynności zabezpieczających
podczas spawania i cięcia gazowego jest dostępna również poprzez
Compressed Gas Association, Inc., 500 Fifth Ave., New York, NY
10036.
1-14

ROZDZIAŁ 1 BEZPIECZEŃSTWO
1.8 Międzynarodowe normy bezpieczeństwa
Zapobieganie wypadkom
VBG 1 Zabezpieczenia ogólne
Przepisy VDE
Przepisy techniczne magazynowania acetylenu i karbidu TRAC
VBG 4 Wyposażenie elektryczne i sprzęt roboczy
VBG 15 Spawanie, cięcie i metody pokrewne
VBG 48 Śrutowanie
VBG 61 Gazy
VBG 62 Tlen
VBG 87 Urządzenia do cięcia strumieniem cieczy
VBG 93 Wiązki laserowe, ochrona przed wypadkami
i elektrotechnika
VBG 121 Hałas
VDE 0100 Montaż instalacji zasilania o napięciu do
1000 V
VDE0113 Wyposażenie elektryczne urządzeń
przemysłowych
VDE 0837 Bezpieczeństwo urządzeń laserowych,
poradnik użytkownika (DIN EN 60825)
VDE 0837-
50
TRAC-204 Przewody acetylenu
Wymogi dla osłon laserowych
TRAC-206 Zespoły butli acetylenowych
TRAC-207 Środki bezpieczeństwa
Przepisy techniczne dla gazów pod ciśnieniem TRG
TRG 100 Przepisy ogólne dla gazów pod ciśnieniem
TRG 101 Gazy pod ciśnieniem
TRG 102 Techniczne mieszanki gazów
TRG 104 Gazy pod ciśnieniem; zmodyfikowane
1-15
użycie zbiorników z gazem pod ciśnieniem

ROZDZIAŁ 1 BEZPIECZEŃSTWO
Normy DIN
Zharmonizowane normy DIN EN ISO
DIN 2310
Część 1
DIN 2310
Część 2
DIN 2310
Część 4
DIN 2310
Część 5
DIN 4844
Część 1
DIN EN
292/1 i 2
DIN EN 559 Węże do spawania, cięcia i procesów
DIN EN 560 Złącza i łączniki węży do spawania, cięcia i
DIN EN 561 Łą
Cięcie termiczne; terminologia
Cięcie termiczne; określanie jakości
powierzchni cięcia
Cięcie termiczne; cięcie łukiem plazmowym,
zasady procesu, jakość, tolerancje wymiarowe
Cięcie termiczne; cięcie metali wiązką lasera;
zasady procesu
Oznaczenia bezpieczeństwa (DIN EN 7287)
Bezpieczeństwo urządzeń
pokrewnych
procesów pokrewnych
czniki węży spawalniczych
DIN EN
626-1
DIN EN
848-1
DIN EN
1829
DIN EN
9013
DIN EN
12584
DIN EN
12626
DIN EN
28206
DIN EN
31252
DIN EN
31553
DIN EN
60204-1
DIN EN
60825
DIN EN 999 Układ urządzeń ochronnych
Bezpieczeństwo urządzeń, redukcja zagrożeń
zdrowotnych
Frezarki pionowe z pojedynczym wrzecionem
Urządzenia do obróbki wysokociśnieniowym
strumieniem wody
Cięcie termiczne; cięcie tlenem, zasady
procesu, tolerancje wymiarowe
Wady cięcia płomieniem tlenowo-paliwowym,
laserem i plazmą
Urządzenia laserowe
Testy dopuszczeniowe urządzeń do cięcia
tlenem
Urządzenia laserowe
Lasery i urządzenia laserowe
Wyposażenie elektryczne urządzeń
przemysłowych
Ochrona przed promieniowaniem urządzeń
laserowych
Zalecenia VDI
VDI 2906 Jakość powierzchni przedmiotów metalowych
ciętych strumieniem wody z dodatkiem
materiałów ściernych i łukiem plazmowym
VDI 2084 Wentylacja pomieszczeń; układy techniczne w
spawalniach
1-16

ROZDZIAŁ 2 OPIS
2.1 Charakterystyka ogólna
PT-600 jest zmechanizowanym palnikiem do
cięcia plazmą, zmontowanym fabrycznie, aby
zapewnić współśrodkowość elementów palnika i
stałą, wymaganą dokładność cięcia. Z tego
względu korpus palnika nie może być montowany
na miejscu. Tylko część czołowa palnika posiada
części wymienne.
2.2 Zakres
Celem tego podręcznika jest podanie operatorowi
wszystkich informacji niezbędnych do instalacji i
obsługi zmechanizowanego palnika do cięcia
plazmą PT-600. Podano również bibliografię
dokumentacji technicznej, pomocną w
rozwiązywaniu problemów związanych z
wykrywaniem i usuwaniem usterek dostarczonego
pakietu do cięcia.
2.3 Dost ępne opcje pakietu
Opcje pakietu PT-600 dostępne u lokalnego sprzedawcy ESAB
Numery części zamiennych podano w rozdziale 7
Palnik dla głowicy z mini-skosem, przewód 3,7 m 3,7 m 0560935685
Palnik dla głowicy z mini-skosem, przewód 4,3 m 4,3 m 0558005850
Palnik dla głowicy z mini-skosem, przewód 4,3 m 4,3 m 0558007580
( Karben - Replacement Parts 7.8 )
1,3 m 0558001827
1,8 m 0558001828
2,2 m 0558004123
Zespoły palnika
UWAGA:
3,7 m 0558001829
4,6 m 0558001830
5,2 m 0558001831
6,1 m 0558001832
7,6 m 0558001833
• Przewód sterujący łączący konsolę z CNC klienta dostarczany jest w zależności od zamówienia klienta.
• Elementy zespołu wymieniono w rozdziale Części zamienne
• Wykaz części zamiennych czołowej części palnika znajduje się na stronach dane procesu.
Informacje o zestawach części palnika znajdują się na końcu rozdziału lub w rozdziale Części zamienne.
•
2-1

ROZDZIAŁ 2 OPIS
2.4 Parametry techniczne palnika PT-600
2.4.1 Parametry techniczne gazu tnącego
Rodzaj O
, N2, Powietrze, H-35
2
Ciśnienie 6,9 – 8,6 bar
Przepływ
Wymagana czystość*
118 l/min (maks.) przy 600 A
(zmienia się w zal. od zastosowania)
O
-99,5 %
2
N
-99,995 %
2
H-35 Gaz specjalny
Bez powietrza, suchy i pozbawiony oleju
Tlen: R-76-150-540LC (P/N 19777)
Zalecane regulatory cylindrów cieczy
Gaz obojętny: R-76-150-580LC (P/N
19977)
Tlen: R-77-150-540 (P/N 998337)
Wodór/Metan: R-77-150-350 (P/N
Zalecane regulatory 2-stopniowe
cylindrów
998342)
Azot: R-77-150-580 (P/N 998344)
Powietrze przemysłowe: R-77150-590
(P/N 998348)
Zalecana wysokoobciążalna,
wysokostrumieniowa stacja lub
Tlen: R-76-150-024 (P/N 19151)
zawory rurociągów
Zalecana wysokowydajna stacja lub
zawory rurociągów
Wymagany filtr gazu
R-6703 (P/N 22236)
25 mikronów, z osłoną czaszową (P/N
56998133)
2.4.2 Parametry techniczne gazu rozruchowego
Rodzaj N
, Powietrze, H-35
2
Ciśnienie 6,9 – 8,6 bar
118 l/min maks. przy 600 A
Przepływ
(zmienne w zal. od
zastosowania)
Minimalna wymagana
czystość
99,995% czysty, suchy, bez
oleju
2.4.3 Parametry techniczne gazu osłonowego
Rodzaj N2, Powietrze
Ciśnienie 6,9 – 8,6 bar
Przepływ 228,9 l/min maks. (zal. od zastos.)
Minimalna wymagana
czystość
Wymagany filtr gazu
99,995% czysty, suchy, bez oleju (
samego źródła, co gaz rozruchowy)
25 mikronów, z osłoną czaszową (P/N
56998133)
2-2
z tego

ROZDZIAŁ 2 OPIS
2.4.4 Parametry techniczne palnika PT-600
Rodzaj Chłodzony wodą, Gaz podwójny
Prąd znamionowy 600 A przy 100 % cyklu roboczym
Wymiary
Patrz Opcje pakietu (2.3) w tym
rozdziale.
2.5 WYPOSAŻENIE/ZESTAWY PT-600
2.5.1 Zestaw startowy 200 A
P/N 0558002478 / 0558004907
0558002478 składa się z:
ILOŚĆ NUMER OPIS
4 0558001624 Elektroda O2
1 17672 Smar
1 37082 Czasza ustalająca dyszę
1 996568 Narzędzie, do nakrętki
1 0558004611 Narzędzie, uchwyt elektrody
4 0558002499 Elektroda wolframowa PT-19 600A
2 0558001881 Dysza 50 A
2 0558001883 Dysza 150 A
2 0558001884 Dysza 200 A
2 0558001882 Dysza 100 A
2 21795 Osłona 50 A
1 21796 Dyfuzor 50 A
2 21802 Osłona 100-250 A
2 21944 Dyfuzor 100-360 A
1 37081 Ustalacz osłony
2 0558002533 Przegroda, zawirowywacz gazu
4 639575 O-ring 0,364 ID x 0,070
2 996528 O-ring 1,614 ID x 0,070
1 0558003858 Contact Ring Assembly
1 37073 Contact Ring Screw
0558004907 składa się z:
ILOŚĆ NUMER OPIS
5 0558001624UL
1 17672
1 37082
1 996568
1 0558004611
1 0558001628
3 0558001624
2 0558002499
5 0558005456
5 0558001881
5 0558001882
5 0558001883
5 0558001884
2 21795
5 0558004678
5 21802
2 0558005458
1 37081
2 21944
1 21796
2 0558002533
2 0558005457
2 996528 O-ring 1.614” ID x .07” Dia.
1 0558003858 Contact Ring Assembly
1 37073 Contact Ring Screw
Elektroda, 02 (Ultralife)
Smar
Czasza ustalająca dyszę
Narzędzie, do nakrętki
Narzędzie, uchwyt elektrody
Uchwyt elektrody, PT-600
Elektroda, 250A, PT-600
Elektroda, 600A, PT-600
Dysza, 50A, PT-600
Dysza, 50A, PT-600
Dysza, 100A
Dysza, 150-200A
Dysza, 200A, PT-600
Osłona, 50A, PT-19XL
Osłona, 100-200A, EPP
Osłona, 100-250A, PT-19XL
Osłona, Dia. .120”, PT-600
Ustalacz osłony
Dyfuzor, 100-360A
Dyfuzor, 50A, PT-19XL
Przegroda, zawirowywacz gazu, 4X032P
Przegroda, zawirowywacz gazu, 20-50A
2-3
ROZDZIAŁ 2 OPIS
2.5.2 Zestaw części zapasowych
P/N 0558002479
Składa się z:
ILOŚĆ NUMER OPIS
1 17672 Smar silikonowy
1 0558004611 Narzędzie uchwytu elektrody
1 996568 Narzędzie końcówki elektrody
5 996528 O-ringi
2 0558002533 Przegroda, 4 otwory
2 0558001625 Przegroda, 8 otworów
1 0558002532 Przegroda, 32 otwory
1 0558002534 Przegroda, 4 otwory odwrócona
1 0558002530 Przegroda, 8 otworów odwrócona
1 0558002531 Przegroda, 32 otwory odwrócona
5 86W99 O-ring
1 0558001621 Uchwyt elektrody z O-ringiem
5 0558001624 Elektroda 250 A
2 0558002516 Elektroda 360/400 A
2 0558002499 Elektroda, N2, H-35
5 181W89 O-ringi dyszy
2 0558001881 Dysza, 50 A
2 0558001882 Dysza, 100 A
2 0558001883 Dysza, 150 A
5 0558001884 Dysza, 200 A
5 0558001623 Dysza, 250 A
5 0558001885 Dysza, 360 A
2 0558001886 Dysza, 400 A
2 0558001887 Dysza, 600 A
1 37082 Zacisk ustalający dyszy
1 21796 Dyfuzor gazu, 50 A
1 21944 Dyfuzor gazu, od 100 do 360 A
1 22496 Dyfuzor gazu, od 100 do 360 A
2 21795 Osłona, 50 A
5 21802 Osłona, 260 A
2 21945 Osłona, 360 A
1 37081 Ustalacz osłony
1 0558003858 Contact Ring Assembly
1 37073 Contact Ring Screw
odwrócony
2-4

ROZDZIAŁ 3 Instalacja
3.1 Opis ogólny
Palnik PT-600 dostarczany jest z kompletnie
3.2 Przyłączenie węży i wiązki przewodów do korpusu palnika.
zmontowaną częścią czołową, z elementami
eksploatacyjnymi dla 250 A.
Może zaistnieć konieczność podłączenia
przewodu łuku pomocniczego i węży.
Wąż palnika/wiązka
przewodów
Odsłonięte połączenie
przewodu łuku
pomocniczego
Przewód łuku
pomocniczego
Przyłącza wody
chłodzącej/prądu
roboczego
Przyłącza gazu
Korpus palnika
Przesunięta tuleja
osłonowa
Uchwyt palnika
1. Odkręcić tuleję osłonową palnika PT-600 i
przesunąć ją aż do odsłonięcia końcówki
połączeniowej przewodu łuku pomocniczego.
UWAGA: Należy przesunąć tuleję osłonową
wiązki przewodów w kierunku konsoli, aby
odsłonić połączenie przewodu łuku
pomocniczego.
2. Przyłączyć węże: doprowadzający wodę
chłodzącą IN (gwint lewy) oraz
odprowadzający wodę chłodzącą OUT (gwint
prawy) do korpusu palnika. Niezbędny jest
klucz otwarty 1/2"
UWAGA: Węże chłodziwa (IN oraz OUT) mają
ten sam numer części. Potrzebne są dwa w
ęże.
Węże posiadają na jednym końcu nakrętkę z
gwintem prawym a na drugim końcu nakrętkę
z gwintem lewym. W razie potrzeby należy
więc odwrócić węże końcówkami, aby
wykonać właściwe połączenia.
UWAGA: Rurki wody chłodzącej są krótsze od
rurek dla gazów.
3. Przykręcić złącza gazów. Aby zapobiec
pomyłce, złącze gazu tnącego ma mniejszą
średnicę niż złącze gazu osłonowego.
Potrzebne są klucze 7/16" i 1/2".
UWAGA: Istnieje możliwość skrzyżowania
jednego połączenia wody z jednym z połączeń
gazu. Każdy wąż wodny posiada w swym
wn
ętrzu przewód przenoszący prąd.
4. Włożyć odsłoniętą końcówkę przewodu łuku
pomocniczego do miedzianego złącza
wysokiej częstotliwości (HF). Dokręcić śruby
używając sześciokątnego klucza
wewnętrznego 1/16". (tj. klucza imbusowego)
Palnik Plasmarc PT-600
3-1

ROZDZIAŁ 3 Instalacja
Palnik
5. Przesunąć rurkę izolacyjną z PCV o średnicy
0,56" w dół na miedziane złącze HF. Owinąć
przewód łuku pomocniczego taśmą izolacyjną
PCV, aby uniemożliwić zsunięcie się rurki
izolacyjnej.
Rurka izolacyjna
połączenia
przewodu łuku
pomocniczego.
Korpus palnika
Wiązka przewodów
Uchwyt palnika
6. Nasunąć tuleję osłonową na połączenie
przewodu łuku pomocniczego i złącza węży.
Przykręcić tuleję do korpusu palnika.
Uwaga: W razie konieczności zwiększenia
szczeliny pomiędzy przewodami a tuleją
ochronną, odwinąć czarną taśmę chroniącą
metalową osłonę plecioną przewodów i
nawinąć nową taśmę izolacyjną (przeznaczoną
do izolacji połączeń elektrycznych).
Taśma chroniąca
3-2
osłony plecione
Palnik Plasmarc PT-600
ROZDZIAŁ 3 Instalacja
Tuleja osłonowa
wiązki przewodów
DANGER
!
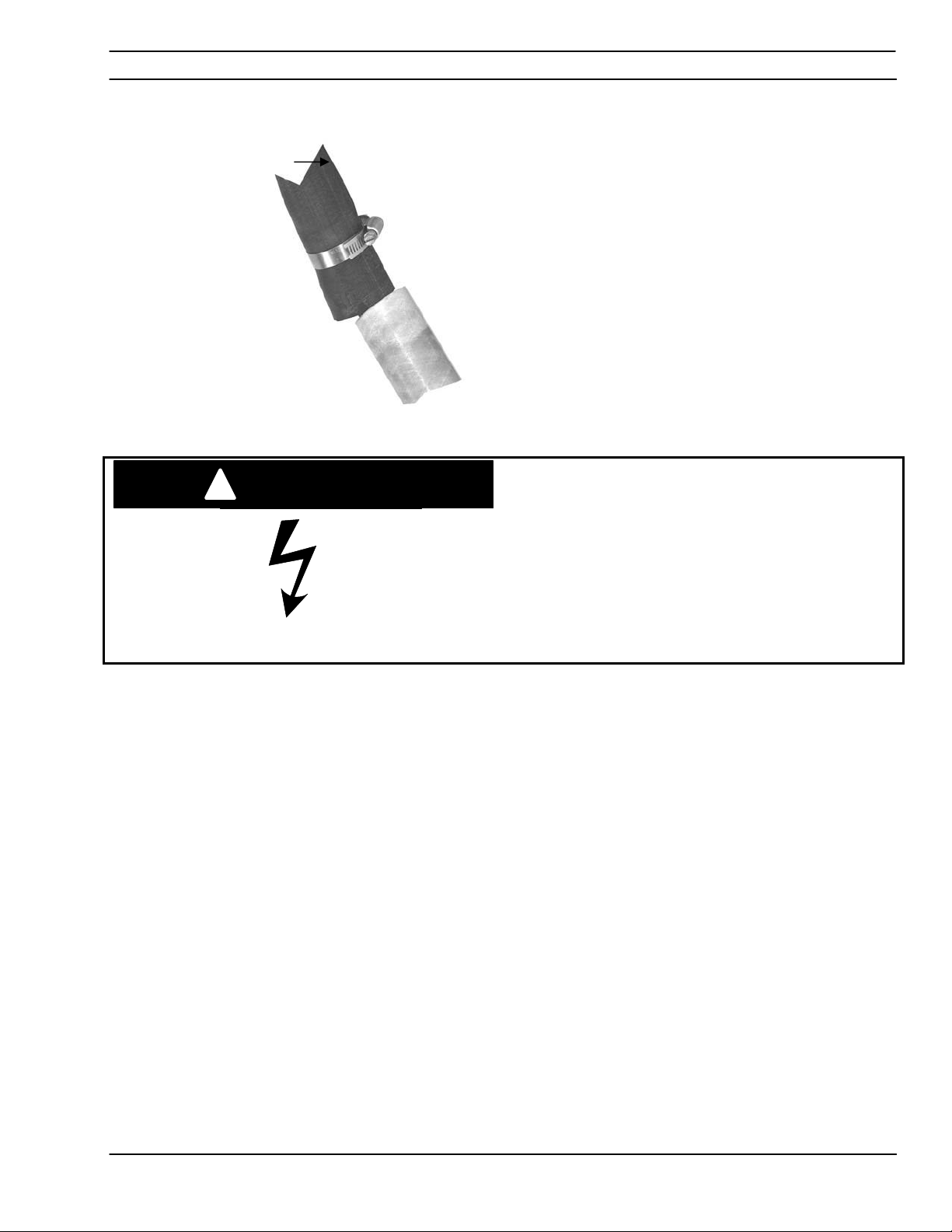
7. Dosunąć czarną gumową tuleję ochronną
wiązki przewodów do tulei palnika. Nasunąć
tuleję gumową na końcówkę tulei palnika na
długości od 25 mm do 38 mm.
8. Zabezpieczyć tuleję gumową nierdzewną
opaską zaciskową dla węży.
(1,56" I.D. x 2,5" O.D.)
Porażenie prądem może zakończyć
się śmiercią!
Odłączać główne zasilanie elektryczne
przed przeglądem lub naprawą palnika.
Nie dotykać elementów czołowych palnika
(dyszy, czaszy ustalającej itp.) bez
odłączenia zasilania.
3.3 Odłączanie wiązki przewodów od korpusu palnika.
Kolejność odwrotna w stosunku do podłączania.
1. Poluzować opaskę zaciskową dla węży zaciskającą
tuleję gumową.
2. Przesunąć tuleję gumową w górę. Może zaistnieć
konieczność odwinięcia taśmy izolacyjnej
zabezpieczającej plecione osłony przewodów, jeśli
uniemożliwi ona przesunięcie w górę tulei
osłonowej palnika.
3. Odkręcić tuleję palnika i przesunąć ją w górę, aby
odsłonić punkt połączeniowy przewodu łuku
pomocniczego.
4. Odwinąć taśmę izolacyjną zabezpieczającą rurkę
izolacyjną
pomocniczego przed przesunięciem.
5. Przesunąć w górę rurkę izolacyjną połączenia
przewodu łuku pomocniczego i odkręcić śruby
złącza HF.
6. Odłączyć węże.
Palnik Plasmarc PT-600
połączenia przewodu łuku
3-3

ROZDZIAŁ 3 Instalacja
3.4 Montaż palnika w urządzeniu
Skorzystać z podręcznika urządzenia.
WARNING
!
Wykorzystanie do zamocowania palnika
jego korpusu może skierować
niebezpieczny prąd do przepływu na
obudowę urządzenia.
• Nie mocować palnika za korpus ze stali
nierdzewnej.
• Korpus palnika jest izolowany elektrycznie,
jednakże prąd rozruchowy o wysokiej
częstotliwości może przeskoczyć łukiem
Mocować palnik za
izolowaną tuleję (uchwyt
palnika) w tym miejscu.
C
AUTION: CLAMP TORCH ABOVE THIS LA
PT-600
PLASMARC TORCH
do ziemi.
• Zamocowanie blisko korpusu palnika może
L
E
B
spowodować przeskok prądu (wyładowanie
łukowe) pomiędzy korpusem a
urządzeniem.
NIE MOCOWAĆ palnika
za korpus ze stali
nierdzewnej.
• Jeśli tak się stanie, może zaistnieć
konieczność nie objętej gwarancją
wymiany korpusu palnika.
• Może nastąpić zniszczenie elementów
urządzenia.
• Mocować tylko za izolowaną tuleję palnika,
nie bliżej niż 31,75 mm od końca tulei od
strony palnika.
3-4
Palnik Plasmarc PT-600

ROZDZIAŁ 4 Obsługa
Porażenie prądem może zakończyć
DANGER
!
się śmiercią!
• Odłączyć główne źródło zasilania przed
przeprowadzaniem jakichkolwiek regulacji.
• Odłączyć główne źródło zasilania przed
przeprowadzaniem konserwacji elementów
systemu.
• Nie dotykać czołowych elementów palnika
(dyszy, czaszy ustalającej itp.) bez
odłączenia zasilania.
WARNING
!
Niebezpieczne promieniowanie.
Promieniowanie łuku może spowodować
obrażenia oczu i oparzenia skóry.
• Zakładać odpowiednie środki ochrony oczu
i ciała.
• Korzystać z masek lub okularów z
przyciemnianymi szkłami i bocznymi
osłonami. W tabeli podano zalecane osłony
chroniące przed promieniowaniem dla
procesu cięcia plazmą.
Prąd łuku Osłona twarzy (z
ciemnymi szkłami ochronnymi)
Do 100 A Osłona nr 8
100-200 A Osłona nr 10
200-400 A Osłona nr 12
Powyżej 400 A Osłona nr 14
• Wymienić osłonę/okulary, gdy szkła
posiadają wżery lub są pęknięte.
• Pouczyć osoby postronne, by nie kierowały
wzroku bezpośrednio na łuk bez
odpowiednich szkieł ochronnych.
• Zredukować możliwość odbić i
swobodnego rozchodzenia się
promieniowania ultrafioletowego w
obszarze cięcia.
• Pomalować ściany i pozostałe
powierzchnie na szary kolor, aby
zredukować odbicia.
• Zainstalować ekrany ochronne lub zasłony
zatrzymujące promienie UV.
Palnik Plasmarc PT-600
4-1

ROZDZIAŁ 4 Obsługa
Olej i smar mogą spowodować
WARNING
!
4.1 Ustawienie
ciężkie oparzenia!
•
Nie wolno oliwić lub smarować palnika.
• Dotykać palnik tylko czystymi rękoma i
kłaść go wyłącznie na czystej powierzchni.
• Używać smaru silikonowego tylko tam,
gdzie wyraźnie nakazano.
• Olej i smar są łatwo zapalne i palą się
gwałtownie w obecności sprężonego tlenu.
• Wybrać właściwe warunki cięcia na podstawie
danych procesu (plik SDP) i zainstalować
zalecane, wymienne elementy czołowej części
palnika (dyszę, elektrodę itp.). Dobrać
odpowiednie elementy i ustawienia na
podstawie informacji zawartych w danych
procesu.
• Ustawić palnik nad materiałem obrabianym
zgodnie z żądanym punktem startowym
obróbki.
• Informacja o właściwych ustawieniach zawarta
jest w podręczniku konsoli.
• Zapoznać się z procedurami sterowaniem
gazem zawartymi w podręczniku sterowania
przepływem.
• Przeczytać podręczniki sterownika oraz
urządzenia tnącego, aby poznać procedury
uruchomieniowe.
4-2
Palnik Plasmarc PT-600

ROZDZIAŁ 4 Obsługa
pop
4.1.1 Cięcie lustrzane
Do cięcia lustrzanego niezbędne są przegroda
odwrotnego zawirowywania gazu i odwrotny
dyfuzor. Te odwrotne części będą "obracać" gaz w
przeciwnym kierunku, odwracając "dobrą" stronę
cięcia.
4.2 Jakość cięcia
4.2.1 Wprowadzenie
Odwrotna 4 otworowa
przegroda
Odwrotna 8 otworowa
przegroda
Odwrotna 32 otworowa
przegroda
Odwrotny dyfuzor 22496
Przyczyny wpływające na jakość cięcia są
współzależne. Zmiana jednej zmiennej wpływa na
wszystkie inne. Wyznaczenie rozwiązania może być
trudne. Przedstawiony dalej przewodnik podaje
możliwe rozwiązania dla przypadków dających
niepożądane rezultaty. Aby rozpocząć, należy wybrać
najbardziej celne warunki:
Zazwyczaj zalecane parametry cięcia dają optymalną
jakość cięcia. Czasem warunki mogą się zmienić i
należy wówczas przeprowadzić drobną regulację.
Jeśli tak się stanie:
0558002534
0558002530
0558002531
4.2.2 Kąt cięcia, ujemny lub dodatni
4.2.3 Cięcie niepłaskie, zaokrąglenie lub
podcięcie
4.2.4 Chropowatość powierzchni
4.2.5 Żużel
UWAGA
• Korekcję przeprowadzać poprzez małe zmiany
krokowe.
• Zmieniać napięcie łuku w przyrostach 1 V w dół lub
w gór ę, zgodnie z zaleceniami.
Zmieniać prędkość cięcia o 5 % lub mniej aż do
rawystanu powierzchni.
Przed przystąpieniem do JAKICHKOLWIEK regulacji,
porównać ustawione zmienne cięcia z fabrycznie
zalecanymi ustawieniami oraz częściami
eksploatacyjnymi, wymienionymi w danych procesu.
Palnik Plasmarc PT-600
4-3

ROZDZIAŁ 4 Obsługa
4.2.2 Kąt cięcia
Część
Uskok Część
Ujemny kąt cięcia
Górny wymiar jest większy niż dolny.
• Źle ustawiony palnik.
• Materiał zgięty lub wypaczony.
• Wytarte lub uszkodzone elementy eksploatacyjne
palnika.
• Niskie odsunięcie (napięcie łuku)
• Niska prędkość cięcia (prędkość przesuwu
urządzenia)
4-4
Palnik Plasmarc PT-600

ROZDZIAŁ 4 Obsługa
Część
Uskok Część
4.2.3 Płaskość cięcia
Dodatni kąt cięcia
Górny wymiar jest mniejszy niż dolny.
• Źle ustawiony palnik.
• Materiał zgięty lub wypaczony.
• Wytarte lub uszkodzone elementy eksploatacyjne
palnika.
• Wysokie odsunięcie (napięcie łuku)
• Wysoka prędkość cięcia
• Prąd wysoki lub niski. (Sprawdzić zalecane
wartości prądu dla określonych dysz w danych
procesu).
• Niewłaściwe natężenie przepływu gazu
osłonowego.
Uskok Część
Góra i dół zaokrąglone.
Zdarza się to zazwyczaj podczas obróbki materiałów
o grubości 6,4 mm lub mniejszej.
• Zbyt duży prąd dla danej grubości materiału
(właściwe ustawienia w danych procesu).
Palnik Plasmarc PT-600
4-5

ROZDZIAŁ 4 Obsługa
Uskok Część
Podcięcie górnej krawędzi
Niskie odsunięcie (napięcie łuku)
4.2.4 Wykończenie powierzchni
Widok z góry
Chropowatość spowodowana parametrami
procesu
Powierzchnia cięcia jest jednolicie chropowata i
może być ograniczona do jednej osi.
• Nieprawidłowa mieszanka gazu osłonowego
(patrz dane procesu).
• Wytarte lub uszkodzone elementy eksploatacyjne
Powierzchnia
cięcia
palnika.
Chropowatość
spowodowana
parametrami
procesu
4-6
lub powstała z
powodu
urządzenia
Chropowatość powstała z powodu urządzenia
Może być trudna do rozróżnienia od chropowatości
spowodowanej parametrami procesu i jest często
ograniczona do jednej osi. Chropowatość jest
niejednolita.
• Brudne szyny, koła i/lub zębatka napędu/wałek
zębaty. (Dalsze informacje w rozdziale
Konserwacja podręcznika użytkownika
urządzenia).
• Regulacja koła transportowego
Palnik Plasmarc PT-600

ROZDZIAŁ 4 Obsługa
4.2.5 Żużel
Powierzchnia
cięcia
Żużel jest produktem ubocznym procesu cięcia. Jest
to niepożądany materiał, który dołącza się do
obrabianego elementu. W większości przypadków
żużel może być zredukowany lub wyeliminowany
poprzez właściwy dobór parametrów palnika i cięcia.
Sprawdzić w danych procesu.
Linie
opóźnienia
Widok z boku
Powierzchnia
Linie
opóźnienia
Podwinięty
żużel
cięcia
Żużel powstały przy zbyt wysokiej prędkości
Spawy materiału lub podwinięty pod dolną krawędzią
żużel wzdłuż szczeliny cięcia. Trudno usuwalny.
Może wymagać szlifowania lub ścinania. Linie
opóźnienia w kształcie “S”.
• Wysokie odsunięcie (napięcie łuku)
• Wysoka prędkość cięcia
Widok z boku
Żużel powstały przy zbyt niskiej prędkości
Tworzy gęste kropelki żużlu przy dolnej krawędzi
Kropelki
Palnik Plasmarc PT-600
szczeliny cięcia. Łatwo usuwalny.
• Niska prędkość cięcia
4-7

ROZDZIAŁ 4 Obsługa
Widok z boku Rozpryski
Powierzchnia
cięcia
Żużel górny
Są to rozpryski na górnej powierzchni materiału.
Zazwyczaj łatwo usuwalny.
• Wysoka prędkość cięcia
• Wysokie odsunięcie (napięcie łuku)
Żużel nieregularny
Pojawia się u góry lub u dołu wzdłuż szczeliny cięcia.
Nieciągły Może składać się z różnych rodzajów
żużlu
• Możliwe zużycie elementów eksploatacyjnych
palnika
Inne czynniki wpływające na żużel:
• Temperatura materiału
• Duża zgorzelina walcownicza lub rdza
• Stopy wysokowęglowe
4.2.6 Dokładność wymiarowa
Ogólnie, ustawienie najmniejszej możliwej
UWAGA
4-8
Palnik Plasmarc PT-600
prędkości (w zalecanym zakresie) zoptymalizuje
dokładność części. Większość grubości materiału
obejmuje różne napięcia. Wybrać elementy
eksploatacyjne pozwalające obniżyć napięcie łuku
i zmniejszyć prędkość cięcia.
Zalecana prędkość cięcia i napięcie łuku
pozwolą osiągnąć optymalną wydajność
cięcia.
Może zaistnieć konieczność przeprowadzenia
małych, skokowych regulacji z powodu jakości
materiału, jego temperatury i specyfiki stopu.
Operator powinien pamiętać, że wszystkie
zmienne są współzależne. Zmiana ustawienia
jednej z nich wpływa na wszystkie pozostałe i
jakość cięcia może się pogorszyć. Zawsze
rozpoczynać od zalecanych ustawień.
Przed przystąpieniem do JAKICHKOLWIEK

ROZDZIAŁ 4 Obsługa
regulacji, porównać ustawione zmienne cięcia z
fabrycznie zalecanymi ustawieniami oraz
częściami eksploatacyjnymi, wymienionymi w
danych procesu.
Palnik Plasmarc PT-600
4-9
ROZDZIAŁ 4 Obsługa
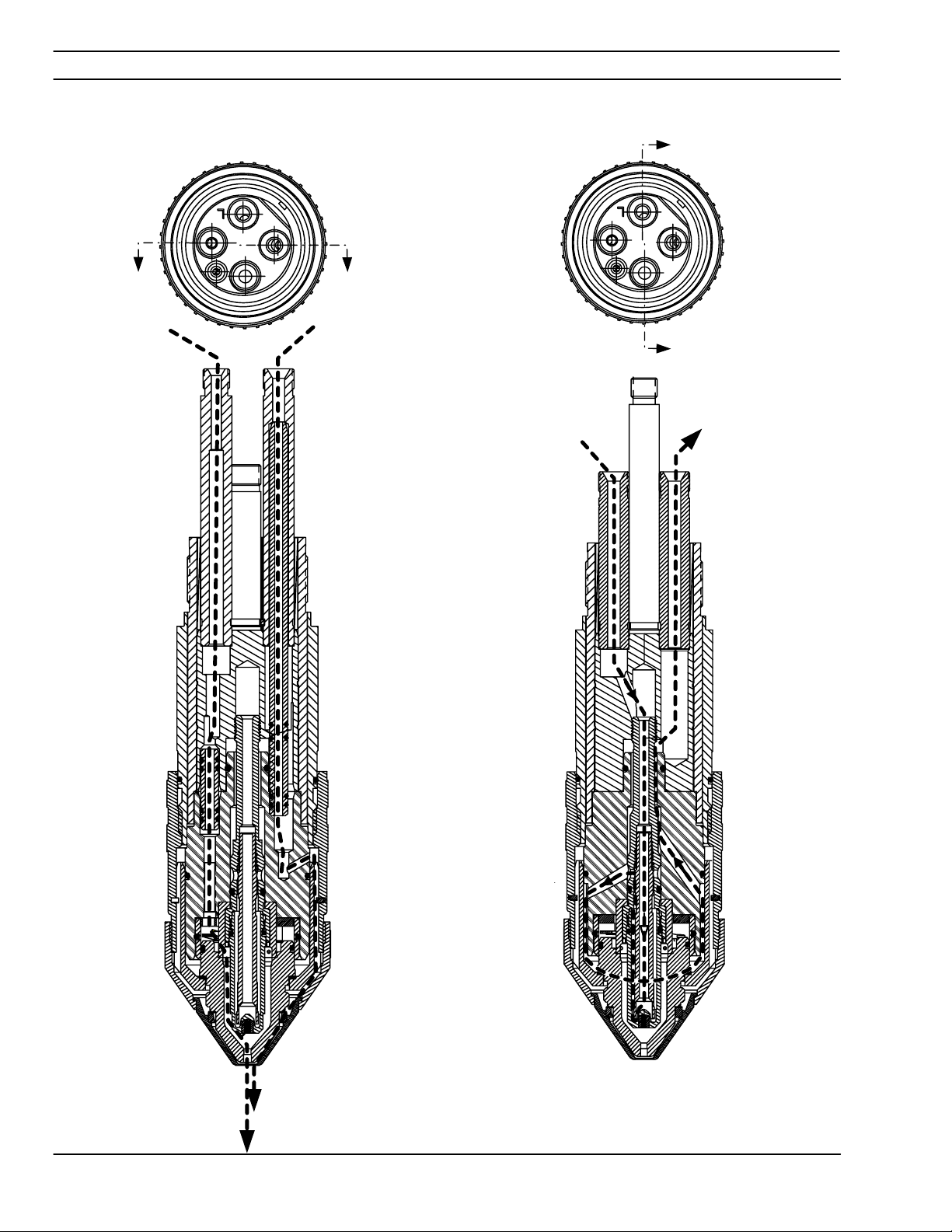
4.3 Kanały przepływu palnika
Przepływ gazu Przepływ wody chłodzącej
Gaz tnący Gaz osłonowy
Doprowadzenie wody
chłodzącej
Powr ó t wo d y chłodzącej
4-10
Palnik Plasmarc PT-600
ROZDZIAŁ 4 Obsługa
4.4 Wpływ wyboru gazów na jakość cięcia
4.4.1 Wprowadzenie
Nie wszystkie gazy są odpowiednie we wszystkich
sytuacjach. Pewne gazy pomagają w cięciu
określonych materiałów i grubości. Następujące
informacje wyjaśniają, dlaczego pewne gazy są
wybierane i omawiają ich wpływ na obrobione
części. Inne czynniki, jak napięcie łuku i natężenie
przepływu/ciśnienie gazu omówione są w danych
procesu.
DANGER
!
Niebezpieczeństwo wybuchu
wodoru.
• Nie ciąć po wodą wodorem!
• Wybuchy wodoru mogą spowodować
śmierć lub poważne obrażenia.
• W stole wodnym mogą tworzyć się
wybuchowe gniazda wodoru. Zapalone
przez iskry lub łuk plazmy gniazda mogą
eksplodować.
• Sprawdzić przed cięciem, czy istnieją w
stole wodnym potencjalne źródła wodoru reakcje z roztopionym metalem, powolne
reakcje chemiczne i gazy plazmowe.
• Wybuchowe gniazda gazu gromadzą się pod
spodem płyty cięcia i wewnątrz stołu
wodnego.
• Często usuwać żużel (zwłaszcza drobne
cząsteczki) spod spodu stołu. Wymieniać
wodę w stole wodnym.
• Nie pozostawiać na noc płyty na stole.
• Jeśli stół wodny nie był używany od kilku
godzin, wprawić go w drgania i poddać
wstrząsom, by rozbić gniazda wodoru przed
położeniem na nim płyty.
• Zmieniać (jeśli to możliwe) poziom wody
pomiędzy wykonywaniem poszczególnych
cięć, aby rozbić gniazda wodoru.
• Utrzymywać pH w okolicach 7 (poziom
neutralny).
• Odstęp części programowanych powinien
być przynajmniej dwukrotnie większy od
Palnik Plasmarc PT-600
4-11

ROZDZIAŁ 4 Obsługa
szerokości szczeliny cięcia, aby materiał
zawsze znajdował się pod szczeliną.
• Podczas cięcia nad wodą uruchomić
wentylatory, aby wymusić krążenie
powietrza pomiędzy płytą i powierzchnią
wody.
4-12
Palnik Plasmarc PT-600
ROZDZIAŁ 4 Obsługa
4.4.2 Aluminium i gazy procesu
Grubość materiału:
Jakość cięcia:
Gaz rozruchowy:
Plazma:
Osłona:
Omówienie:
Grubość materiału:
Jakość cięcia:
Gaz rozruchowy:
Plazma:
Osłona:
Omówienie:
Grubość materiału:
Jakość cięcia:
Gaz rozruchowy:
Plazma:
Osłona:
Omówienie:
od 4,8 mm do 25,4 mm
Dobra
Powietrze
Powietrze
Powietrze
Ciemna powierzchnia cięcia, możliwy żużel, dobre kąty cięcia
od 6,35 mm do 76,2 mm
Dobra
N
2
H-35
N
2
Gładka powierzchnia cięcia, praktycznie brak żużlu aż do grubości 38,1 mm,
kąty cięcia nieco większe, z zaokrągleniem górnej krawędzi
od 15,9 mm do 25,4 mm
Dobra
N
2
H-35
Powietrze
Nieco ciemniejsza powierzchnia cięcia, obecny żużel, kąty cięcia nieco
większe, z zaokrągleniem górnej krawędzi
Grubość materiału:
Jakość cięcia:
Gaz rozruchowy:
Plazma:
Osłona:
Omówienie:
Grubość materiału:
Jakość cięcia:
Gaz rozruchowy:
Plazma:
Osłona:
Omówienie:
Grubość materiału:
Jakość cięcia:
Gaz rozruchowy:
Plazma:
Osłona:
Omówienie:
od 15,9 mm do 38,1 mm
Dobra
H-35
H-35
Powietrze
Nieco ciemniejsza powierzchnia cięcia, obecny żużel, kąty cięcia nieco
większe, z zaokrągleniem górnej krawędzi
od 4,8 mm do 38,1 mm
Dobra
N
2
N
2
Powietrze
Ciemniejsza powierzchnia cięcia, przy grubości większej niż 25,4 mm może
pojawiać się żużel, dobre kąty cięcia, lekkie zaokrąglenie górnej krawędzi.
od 1,6 mm do 25,4 mm
Dobra
N
2
N
2
N
2
Ciemniejsza powierzchnia cięcia, przy grubości większej niż 19 mm może
pojawiać się żużel, dobre kąty cięcia, lekkie zaokrąglenie górnej krawędzi.
Palnik Plasmarc PT-600
4-13
ROZDZIAŁ 4 Obsługa
4.4.3 Stal węglowa
Grubość materiału:
Jakość cięcia:
Gaz rozruchowy:
Plazma:
Osłona:
Omówienie:
Grubość materiału:
Jakość cięcia:
Gaz rozruchowy:
Plazma:
Osłona:
Omówienie:
od 3,2 mm do 38,1 mm
Doskonała
N
2
O
2
Powietrze
Gładka, błyszcząca powierzchnia cięcia, praktycznie bez żużlu, dobre kąty
cięcia, ostra górna krawędź
od 1,6 mm do 6,35 mm
Dobra
Powietrze
Powietrze
Powietrze
Gładka, szara powierzchnia cięcia, praktycznie bez żużlu, większe kąty cięcia
w związku ze wzrostem grubości, prędkością cięcia i prądem cięcia.
4-14
Palnik Plasmarc PT-600
ROZDZIAŁ 4 Obsługa
4.4.4 Stal nierdzewna
Grubość materiału:
Jakość cięcia:
Gaz rozruchowy:
Plazma:
Osłona:
Omówienie:
Grubość materiału:
Jakość cięcia:
Gaz rozruchowy:
Plazma:
Osłona:
Omówienie:
Grubość materiału:
Jakość cięcia:
Gaz rozruchowy:
Plazma:
Osłona:
Omówienie:
od 1,6 mm do 19 mm
Dobra
N
2
N
2
N
2
Ciemna powierzchnia cięcia, praktycznie bez żużlu, dobre kąty cięcia, ukos
zwiększał się na materiale kontrolnym w związku z grubością, prędkością
cięcia i prądem.
od 1,6 mm do 25,4 mm
Dobra
Powietrze
Powietrze
Powietrze
Ciemna powierzchnia cięcia, praktycznie bez żużlu, dobre kąty cięcia, ukos
zwiększał się na materiale kontrolnym w związku z grubością, prędkością
cięcia i prądem.
od 6,35 mm do 76,2 mm
Dobra
N
2
N
2
Powietrze
Ciemna powierzchnia cięcia, praktycznie bez żużlu, dobre kąty cięcia, lekkie
zaokrąglenie górnej krawędzi
Grubość materiału:
Jakość cięcia:
Gaz rozruchowy:
Plazma:
Osłona:
Omówienie:
od 12,7 mm do 76,2 mm
Dobra
N
2
H-35
N
2
Błyszcząca, złota powierzchnia cięcia, praktycznie bez żużlu aż do 38,1 mm
grubości materiału, materiały o większej grubości mogą posiadać żużel, kąty
cięcia nieco większe w związku z gazem H-35.
Palnik Plasmarc PT-600
4-15

ROZDZIAŁ 4 Obsługa
4-16
Palnik Plasmarc PT-600

ROZDZIAŁ 4 OBSŁUGA
4.5 Dane procesu
4.5.1 Wprowadzenie
Następujące informacje są wynikiem
wielogodzinnych testów i stanowią ogólny
przewodnik ustawiania i cięcia zmechanizowanym
palnikiem plazmowym PT-600. System sterowania
urządzenia zarządza przepływem gazu przy
wykorzystaniu układu regulacji przepływu Smart
Flow II, opartego o zawór proporcjonalny przepływu.
W większości przypadków te ustawienia umożliwią
cięcie z odpowiednią jakością. Dane obejmują
wartości dla:
• cięcia aluminium, stali węglowej i nierdzewnej
• napięcia łuku (odsunięcia)
• prędkości cięcia
• prądu (w amperach)
• natężenia przepływu gazu dla połączeń
plazma/gaz osłonowy
Podano również numery części zamiennych palnika
dla wszystkich możliwych ustawień prądu.
Podane wartości prędkości, napięcia,
NOTICE
szczelin cięcia i prądu mogą być zawsze
wykorzystywane podczas operacji cięcia
palnikiem PT-600.
Dane procesu pozyskano przy wykorzystaniu
programowanego sterownika przepływu gazu Smart
Flow II. Te same informacje wykorzystano podczas
tworzenia plików sterowania procesem (SDP) Vision
CNC. Dla odniesienia podano jedynie natężenia
przepływu gazu podczas wykorzystywania Smart
Flow II. Prędkość, napięcie łuku, szczelina i prąd
mają także zastosowanie do cięcia z ręcznymi
układami regulacji gazu.
4-17

ROZDZIAŁ 4 OBSŁUGA
Prędkości cięcia po wodą muszą być
NOTICE
zmniejszone o 10%.
Należy przyjąć zasadę ogólną, że prędkości
cięcia nad wodą można stosować do cięcia
podwodnego po ich 10 % redukcji. W podanych
dalej danych zamieszczono dwa przykłady
cięcia pod wodą dla odniesienia. (str 4-31, str
4-91)
4-18

ROZDZIAŁ 4 OBSŁUGA
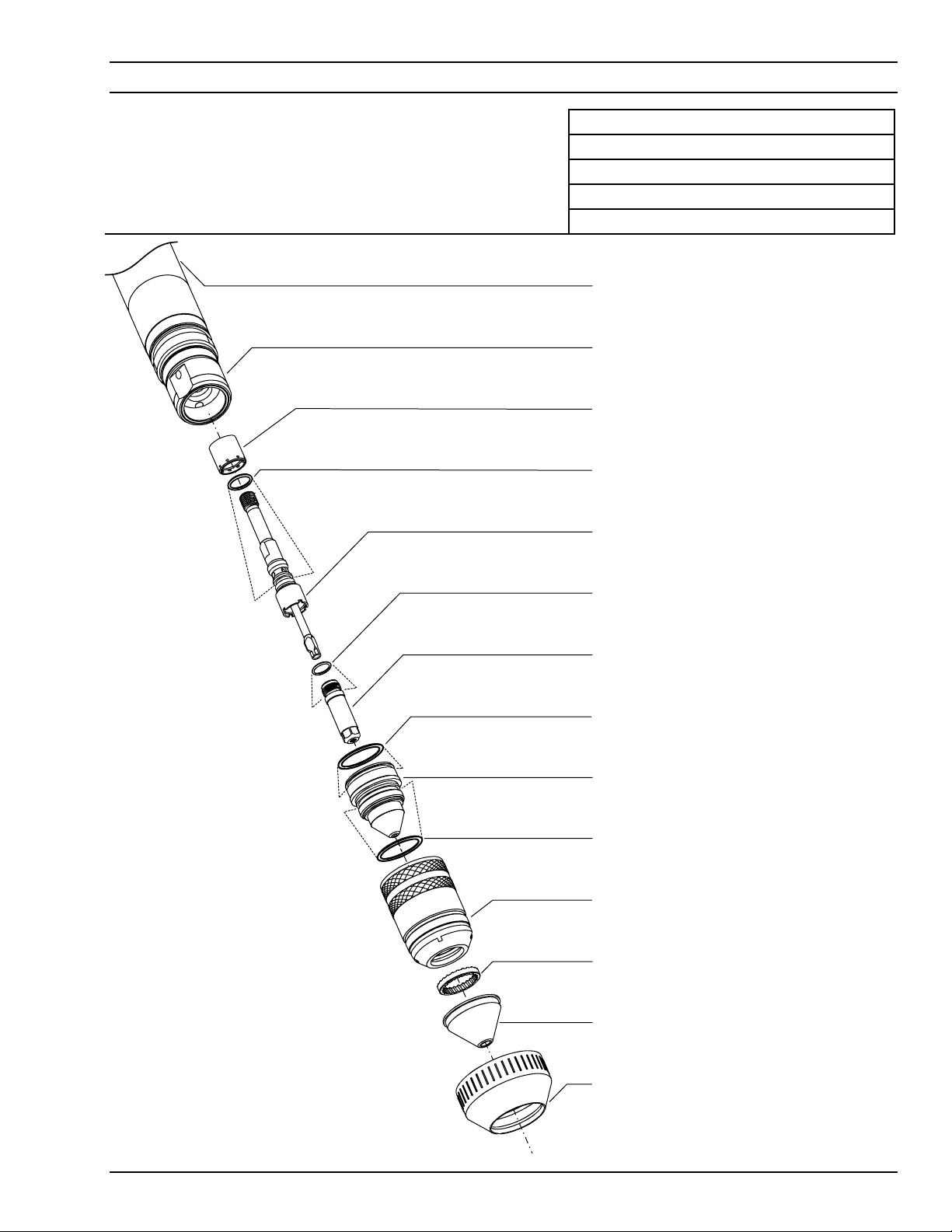
Materiał: Stal węglowa
Prąd: 50 A
PT-600
Palnik do cięcia łukiem plazmowym
*Nie używać powietrza warsztatowego, Wykorzystywać powietrze z butli/sprężone.
Gaz
Gaz tnący:
Gaz
Powietrze* przy 6,9 bar
Powietrze* przy 6,9 bar
Powietrze* przy 4,1 bar
Tuleja palnika P/N 0558001626
Korpus palnika P/N 0558001825
(ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu P/N 0558002533 “4
otwory”
O-ring dostarczony z uchwytem
elektrody P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą P/N
86W99 (ref.)
Elektroda P/N 0558001624 “250A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza P/N 0558001881 “50A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu
P/N 21796 “50A”
Osłona P/N 21795 “50A”
Ustalacz osłony P/N 37081
4-19

ROZDZIAŁ 4 OBSŁUGA
Dane procesu PT-600
)Poza przypadkami oznaczonymi, dane dotyczą
cięcia nad wodą. Zmniejszyć prędkość średnio o
10 % podczas cięcia pod wodą.
Grubość materiału
cale
mm
Regulatory czasowe
Czas podniesienia palnika (s)
Zwłoka przy wycinaniu
otworów (s)
Parametry ustawcze Funty na cal kwadratowy (PSI)
Gaz rozruchowy plazmy
PSI 40
BAR 2,76
Gaz
rozru
chow
y
Powie
trze
0,063
1,6
0
0
50 A
Stal węglowa
Gaz
tnący
Powie
trze
Gaz
osłon
owy
Powie
trze
Gaz tnący plazmy
Gaz rozruchowy osłony
Gaz tnący osłony
Odczyty wysokości
Wysokość początkowa
Napięcie łuku (odsunięcie)
Prędkość przesuwu
cale/min.
mm/min.
Szerokość szczeliny cięcia
PSI 50
BAR 3,45
PSI 10
BAR 0,69
PSI 10
BAR 0,69
cale
0,375
mm
9,5
113
220
5588
Cale 0,05
Milimetry 1,3
UWAGA:Łuk pomocniczy ustawiony na Low (niski)
4-20

ROZDZIAŁ 4 OBSŁUGA
Materiał: Stal węglowa
Prąd: 65
PT-600
Palnik do cięcia łukiem plazmowym
Gaz
Gaz tnący:
Gaz
Powietrze* przy 6,9 bar
Powietrze* przy 6,9 bar
Powietrze* przy 4,1 bar
osłonowy:
*Nie używać powietrza warsztatowego, Wykorzystywać powietrze z butli/sprężone.
Tuleja palnika P/N 0558001626
Korpus palnika P/N 0558001825
(ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu P/N 0558002533 “4
otwory”
O-ring dostarczony z uchwytem
elektrody P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą P/N
86W99 (ref.)
Elektroda P/N 0558001624 “250A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza P/N 0558001881 “50A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu
P/N 21796
Osłona P/N 21795 “50A”
Ustalacz osłony P/N 37081
4-21

etrze
etrze
etrze
ROZDZIAŁ 4 OBSŁUGA
Dane procesu PT-600
)Poza przypadkami oznaczonymi, dane dotyczą
cięcia nad wodą. Zmniejszyć prędkość średnio o
10 % podczas cięcia pod wodą.
Grubość materiału
cale
mm
Regulatory czasowe
Czas podniesienia palnika (s)
Zwłoka przy wycinaniu
otworów (s)
Parametry ustawcze Funty na cal kwadratowy (PSI)
Gaz rozruchowy plazmy
PSI 40 40 40
BAR 2,76 2,76 2,76
Gaz
rozru
chow
y
Powi
0,125 0,188 0,250
3,2 4,7 6,4
0 0 0,1
0 0 0,4
65 A
Stal węglowa
Gaz
tnący
Powi
Gaz
osłon
owy
Powi
Gaz tnący plazmy
Gaz rozruchowy osłony
Gaz tnący osłony
Odczyty wysokości
Wysokość początkowa
Napięcie łuku (odsunięcie)
Prędkość przesuwu
cale/min.
mm/min.
Szerokość szczeliny cięcia
PSI 50 50 50
BAR 3,45 3,45 3,45
PSI 10 10 10
BAR 0,69 0,69 0,69
PSI 10 10 10
BAR 0,69 0,69 0,69
cale
0,375 0,375 0,375
mm
9,5 9,5 9,5
115 118 130
150 100 75
3810 2540 1905
Cale
Milimetry
0,065 0,075 0,085
1,7 1,9 2,2
UWAGA: Łuk pomocniczy ustawiony na Low (niski)
4-22

ROZDZIAŁ 4 OBSŁUGA
Materiał: Stal węglowa
Prąd: 100
PT-600
Palnik do cięcia łukiem plazmowym
*Nie używać powietrza warsztatowego, Wykorzystywać powietrze z butli/sprężone.
Gaz
Gaz tnący:
Gaz
Azot (N2) przy 6,9 bar
Tlen (O2) przy 6,9 bar
Powietrze* przy 4,1 bar
Tuleja palnika P/N 0558001626
Korpus palnika P/N 0558001825
(ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu P/N 0558002533 “4
otwory” (0558002534 “odwrotna”)
O-ring dostarczony z uchwytem
elektrody P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą
P/N 86W99 (ref.)
Elektroda P/N 0558001624 “250A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza P/N 0558001882 “100A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu
P/N 21944 (22496 “odwrotny”)
Osłona P/N 21802 “100A do 250A”
Ustalacz osłony P/N 37081
4-23

etrze
ROZDZIAŁ 4 OBSŁUGA
Dane procesu PT-600
)Poza przypadkami oznaczonymi, dane dotyczą
cięcia nad wodą. Zmniejszyć prędkość średnio o
10 % podczas cięcia pod wodą.
Grubość materiału
cale
mm
Regulatory czasowe
Czas podniesienia palnika (s)
Zwłoka przy wycinaniu
otworów (s)
Parametry ustawcze Funty na cal kwadratowy (PSI)
Gaz rozruchowy plazmy
PSI 25 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
Gaz
rozru
chow
y
N2 O
0,125 0,188 0,250 0,313 0,375 0,500 0,625 0,750
3,2 4,7 6,4 7,9 9,5 12,7 15,9 19,1
0 0 0 0 0,2 0,4 0,5 0,3
0 0 0 0 0,2 0,5 0,6 0,7
100 Prąd
Stal węglowa
Gaz
tnący
Gaz
osłon
owy
Powi
2
Gaz tnący plazmy
Gaz rozruchowy osłony
Gaz tnący osłony
Odczyty wysokości
Wysokość początkowa
Napięcie łuku (odsunięcie)
Prędkość przesuwu
cale/min.
mm/min.
Szerokość szczeliny cięcia
PSI 46 46 44 46 46 46 48 46
BAR 3,2 3,2 3,0 3,2 3,2 3,2 3,3 3,2
PSI 20 20 20 20 20 20 20 18
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,2
PSI 10 18 18 10 16 10 12 10
BAR 0,7 1,2 1,2 0,7 1,1 0,7 0,8 0,7
cale
0,375 0,375 0,375 0,375 0,375 0,500 0,500 0,500
mm
9,5 9,5 9,5 9,5 9,5 12,7 12,7 12,7
123 135 133 134 149 141 159 162
190 150 120 100 80 60 38 20
4826 3810 3048 2540 2032 1524 965 508
Cale
Milimetry
0,08 0,075 0,100 0,085 0,012 0,100 0,14 0,145
2,0 1,9 2,5 2,2 3,0 2,5 3,6 3,7
UWAGA: Łuk pomocniczy ustawiony na Low (niski)
4-24
ROZDZIAŁ 4 OBSŁUGA
Materiał: Stal węglowa
Prąd: 150
PT-600
Palnik do cięcia łukiem plazmowym
*Nie używać powietrza warsztatowego, Wykorzystywać powietrze z butli/sprężone.
Gaz
Gaz tnący:
Gaz
Azot (N2) przy 6,9 bar
Tlen (O2) przy 6,9 bar
Powietrze* przy 4,1 bar
Tuleja palnika P/N 0558001626
Korpus palnika P/N 0558001825
(ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu P/N 0558002533 “4
otwory” (0558002534 “odwrotna”)
O-ring dostarczony z uchwytem
elektrody P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą P/N
86W99 (ref.)
Elektroda P/N 0558001624 “250A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza P/N 0558001883 “150A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu
P/N 21944 (22496 “odwrotny”)
Osłona P/N 21802 “100 A do 250 A”
Ustalacz osłony P/N 37081
4-25
etrze
ROZDZIAŁ 4 OBSŁUGA
Dane procesu PT-600
)Poza przypadkami oznaczonymi, dane dotyczą
cięcia nad wodą. Zmniejszyć prędkość średnio o
10 % podczas cięcia pod wodą.
Grubość materiału
cale
mm
Regulatory czasowe
Czas podniesienia palnika (s)
Zwłoka przy wycinaniu otworów (s) 0 0 0 0 0,4 0,5 0,8 1,0
Parametry ustawcze Funty na cal kwadratowy (PSI)
Gaz rozruchowy plazmy
PSI 20 20 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
Gaz
rozru
chow
y
N2 O
0,188 0,250 0,313 0,375 0,500 0,625 0,750 1,000
4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0 0 0 0,2 0,2 0,2 0,3
150 Prąd
Stal węglowa
Gaz
tnący
Gaz
osłon
owy
Powi
2
Gaz tnący plazmy
Gaz rozruchowy osłony
Gaz tnący osłony
Odczyty wysokości
Wysokość początkowa
Napięcie łuku (odsunięcie)
Prędkość przesuwu
cale/min.
mm/min.
Szerokość szczeliny cięcia
PSI 37 37 37 37 37 44 37 37
BAR 2,6 2,6 2,6 2,6 2,6 3,0 2,6 2,6
PSI 20 20 20 20 20 21 18 18
BAR 1,4 1,4 1,4 1,4 1,4 1,5 1,2 1,2
PSI 18 18 18 18 16 18 10 16
BAR 1,2 1,2 1,2 1,2 1,1 1,2 0,7 1,1
cale
0,375 0,375 0,375 0,375 0,500 0,500 0,500 0,500
mm
9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
127 126 131 134 140 151 157 156
160 150 120 90 75 55 45 25
4064 3810 3048 2286 1905 1397 1143 635
Cale
Milimetry
0,085 0,095 0,095 0,120 0,105 0,125 0,150 0,165
2,2 2,4 2,4 3,0 2,7 3,2 3,8 4,2
UWAGA: Łuk pomocniczy ustawiony na High
4-26
ROZDZIAŁ 4 OBSŁUGA
Materiał: Stal węglowa
Prąd: 200
PT-600
Palnik do cięcia łukiem plazmowym
*Nie używać powietrza warsztatowego, Wykorzystywać powietrze z butli/sprężone.
Gaz
Gaz tnący:
Gaz
Azot (N2) przy 6,9 bar
Tlen (O2) przy 6,9 bar
Powietrze* przy 4,1 bar
Tuleja palnika P/N 0558001626
Korpus palnika P/N 0558001825
(ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu P/N 0558002533 “4
otwory” (0558002534 “odwrotna”)
O-ring dostarczony z uchwytem
elektrody P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą P/N
86W99 (ref.)
Elektroda P/N 0558001624 “250A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza P/N 0558001884 “200A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu
P/N 21944 (22496 “odwrotny”)
Osłona P/N 21802 “100A do 250A”
Ustalacz osłony P/N 37081
4-27
etrze
ROZDZIAŁ 4 OBSŁUGA
Dane procesu PT-600
)Poza przypadkami oznaczonymi, dane dotyczą
cięcia nad wodą. Zmniejszyć prędkość średnio o
10 % podczas cięcia pod wodą.
Grubość materiału
cale
mm
Regulatory czasowe
Czas podniesienia palnika (s)
Zwłoka przy wycinaniu otworów (s) 0 0,2 0 0,2 0,3 0,3 0,5 1,0
Parametry ustawcze Funty na cal kwadratowy (PSI)
Gaz rozruchowy plazmy
PSI 26 25 25 25 20 25 25 25
BAR 1,8 1,7 1,7 1,7 1,4 1,7 1,7 1,7
Gaz
rozru
chow
y
N2 O
0,250 0,313 0,375 0,500 0,625 0,750 1,000 1,250
6,4 7,9 9,5 12,7 15,9 19,1 25,4 31,8
0 0 0 0,1 0,2 0,3 0,3 0,6
200 Prąd
Stal węglowa
Gaz
tnący
Gaz
osłon
owy
Powi
2
Gaz tnący plazmy
Gaz rozruchowy osłony
Gaz tnący osłony
Odczyty wysokości
Wysokość początkowa
Napięcie łuku (odsunięcie)
Prędkość przesuwu
cale/min.
mm/min.
Szerokość szczeliny cięcia
PSI 40 43 40 44 40 40 40 44
BAR 2,8 3,0 2,8 3,0 2,8 2,8 2,8 3,0
PSI 20 20 20 20 20 18 18 22
BAR 1,4 1,4 1,4 1,4 1,4 1,2 1,2 1,5
PSI 8 14 18 10 11 7 12 22
BAR 0,6 1,0 1,2 0,7 0,8 0,5 0,8 1,5
cale
0,375 0,375 0,375 0,500 0,500 0,500 0,500 0,500
mm
9,5 9,5 9,5 12,7 12,7 12,7 12,7 12,7
124 129 132 129 139 142 153 164
170 140 110 90 65 55 40 20
4318 3556 2794 2286 1651 1397 1016 508
Cale
Milimetry
0,095 0,105 0,110 0,136 0,120 0,150 0,170 0,190
2,4 2,7 2,8 3,5 3,0 3,8 4,3 4,8
UWAGA:
Łuk pomocniczy ustawiony na High
4-28
ROZDZIAŁ 4 OBSŁUGA
Stal węglowa
200 A
Azot (N2) przy 8,6 bar
Tlen (O2) przy 8,6 bar
PT-600
PLASMARC™ Palnik do
cięcia plazmą
Z
Materiał:
Prąd:
Gaz
rozruchowy:
Gaz tnący:
EPP-200
Konsola zasilania
Wysoka prędkość cięcia
osłonowy 1:
osłonowy 2:
Tuleja palnika
P/N 0558001825
Korpus palnika P/N 0558001825 (ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu, 4 otwory
(Patrz uwaga na następnej stronie)
O-ring dostarczony z uchwytem elektrody
P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą
P/N 86W99 (ref.)
Elektroda 250 A
P/N 0558001624UL
Gaz
Gaz
Powietrze przy 6,9 bar
Nie używany
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza 200 PR 150 AMP
P/N 0558001883
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu P/N 21944
Zawirowanie odwrotne P/N 22496
Osłona, 0,160 Ø (4 mm)
P/N 0558004678
Ustalacz osłony
P/N 0558004616
4-wkładka

ROZDZIAŁ 4 OBSŁUGA
ę
Grub.
Regulatory
PT-600/EPP 200 Dane procesu
cale
mat.
Czas podniesienia
przebijaniu otworów
czasowe
(sekundy)
Zwłoka autom. wys.
Gaz rozruchowy
Gaz tnący plazmy
mm
palnika
Zwłoka przy
plazmy
z wysoką prędkością
Gaz
0,250 0,375 0,500 0,750 1,000
6,4 9,5 12,7 19,1 25,4
0 0,1 0,1 0,3 0,3
0 0,2 0,2 0,3 0,5
0,4 0,4 0,4 0,4 0,4
22 psi - 140 cfh 22 psi - 140 cfh 22 psi - 140 cfh 22 psi - 140 cfh 22 psi - 140 cfh
1,5 bar - 4,0 cmh 1,5 bar - 4,0 cmh 1,5 bar - 4,0 cmh 1,5 bar - 4,0 cmh 1,5 bar - 4,0 cmh
49 psi - 66 cfh 49 psi - 66 cfh 49 psi - 66 cfh 49 psi - 66 cfh 49 psi - 66 cfh
3,4 bar -1,9 cmh 3,4 bar -1,9 cmh 3,4 bar -1,9 cmh 3,4 bar -1,9 cmh 3,4 bar -1,9 cmh
rozruch
owy
O
N
2
Gaz
tnący
Air
2
Gaz
osłonowy
1
200 Amper
Carbon Steel
Gaz
osłono
wy 2
Nie
używa
Gaz rozruchowy
osłony
Gaz tnący osłony
1 -- Powietrze
Parametry ustawcze
Ciśnienie - Przepływ
Gaz tnący osłony
2 –
Wysokość
początkowa
Odczyty
wysokości
Napięcie łuku
(odsunięcie)
cale
mm
13 psi - 190 cfh 13 psi - 190 cfh 14 psi - 220 cfh 12 psi - 180 cfh 13 psi - 190 cfh
0,9 bar - 5,4 cmh 0,9 bar - 5,4 cmh 1,0 bar - 6,2 cmh 0,8 bar - 5,1 cmh 0,9 bar - 5,4 cmh
13 psi - 190 cfh 13 psi - 190 cfh 19 psi - 220 cfh 12 psi -180 cfh 13 psi - 180 cfh
0,9 bar - 5,4 cmh 0,9 bar - 5,4 cmh 1,3 bar - 6,2 cmh 0,8 bar - 5,1 cmh 0,9 bar - 5,1 cmh
Nie
używany
0,375 0,375 0,500 0,500 0,500
9,5 9,5 12,7 12,7 12,7
126 130 145 149 149
cale/min. 250 155 121 76 51
ść
wu
przesu
Prędko
mm/min. 6350 3937 3073 1930 1295
Cale 0,06 0,09 0,10 0,11 0,13
cia
ny
ość
Szerok
Uwaga:
• Łuk pomocniczy ustawiony na LOW (niski)
• Stosować dyszę 150 A podczas cięcia przy 200 A z wysoką prędkością, P/N 0558001883.
• Do grubości materiału 25,4 mm stosować 4 otworową przegrodę gazu P/N 0558002533, odwrotna 4
ci
szczeli
otworowa: P/N 0558002534
Milimetry 1,5 2,3 2,5 2,8 3,3
4-wkładka
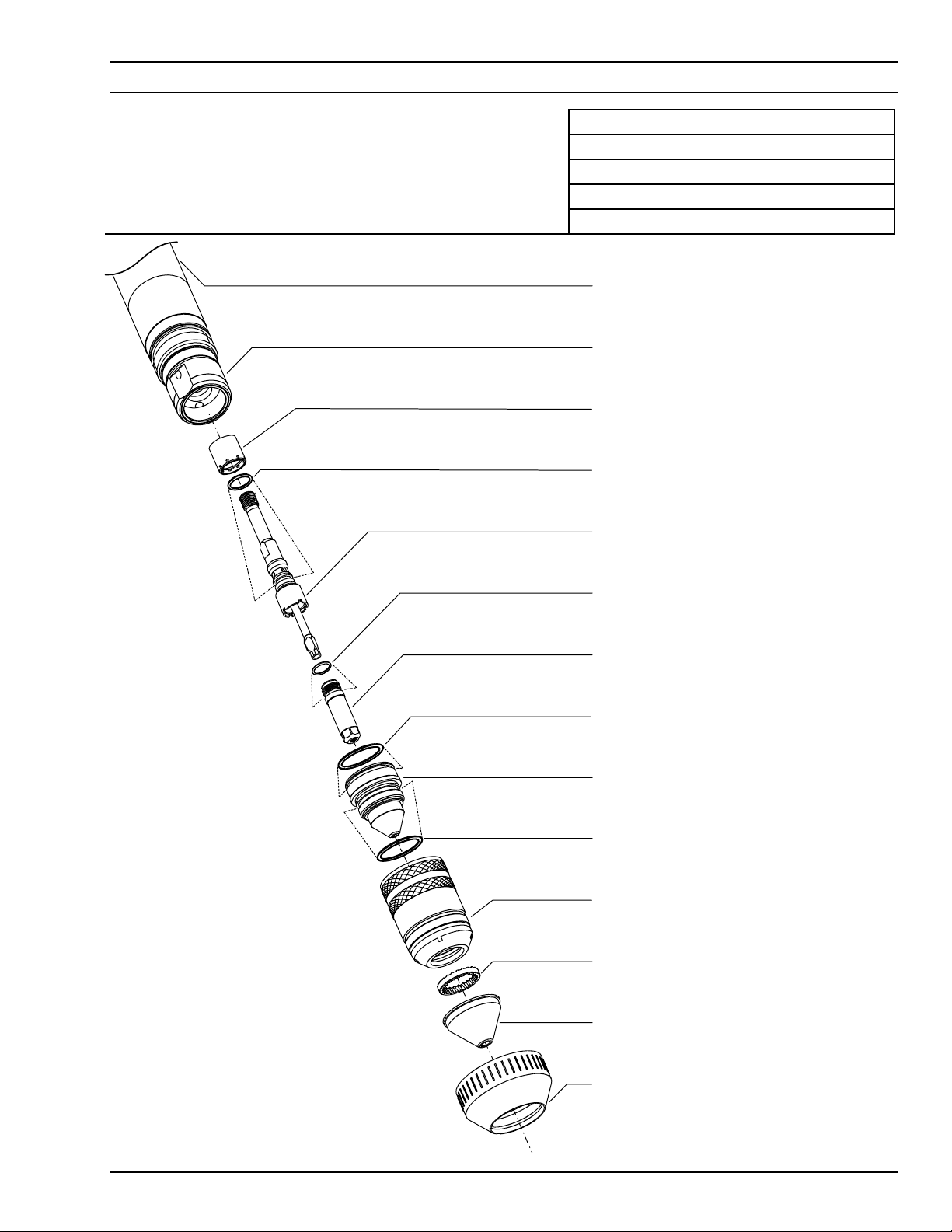
ROZDZIAŁ 4 OBSŁUGA
Materiał: Stal węglowa
Prąd: 250
PT-600
Palnik do cięcia łukiem plazmowym
*Nie używać powietrza warsztatowego, Wykorzystywać powietrze z butli/sprężone.
Gaz
Gaz tnący:
Gaz
Azot (N2) przy 6,9 bar
Tlen (O2) przy 6,9 bar
Powietrze* przy 4,1 bar
Tuleja palnika P/N 0558001626
Korpus palnika P/N 0558001825
(ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu P/N 0558001625 “8
otworów” (0558002530 “odwrotna”)
O-ring dostarczony z uchwytem
elektrody P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą P/N
86W99 (ref.)
Elektroda P/N 0558001624 “250A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza P/N 0558001623 “250A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu
P/N 21944 (22496 “odwrotny”)
Osłona P/N 21802 “100A do 250A”
Ustalacz osłony P/N 37081
4-29

etrze
ROZDZIAŁ 4 OBSŁUGA
Dane procesu PT-600
)Poza przypadkami oznaczonymi, dane dotyczą
cięcia nad wodą. Zmniejszyć prędkość średnio o
10 % podczas cięcia pod wodą.
Grubość materiału
cale
mm
Regulatory czasowe
Czas podniesienia palnika (s)
Zwłoka przy wycinaniu otworów (s) 0 0 0,2 0,1 0,2 0,4 0,8 1,2
Parametry ustawcze Funty na cal kwadratowy (PSI)
Gaz rozruchowy plazmy
PSI 25 25 25 25 25 25 26 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,8 1,7
Gaz
rozru
chow
y
N2 O
0,250 0,375 0,500 0,625 0,750 1,000 1,250 1,500
6,4 9,5` 12,7 15,9 19,1 25,4 31,8 38,1
0 0 0 0,2 0,3 0,3 0,5 0,8
250 Prąd
Stal węglowa
Gaz
tnący
Gaz
osłon
owy
Powi
2
Gaz tnący plazmy
Gaz rozruchowy osłony
Gaz tnący osłony
Odczyty wysokości
Wysokość początkowa
Napięcie łuku (odsunięcie)
Prędkość przesuwu
cale/min.
mm/min.
Szerokość szczeliny cięcia
PSI 38 38 44 40 38 38 43 44
BAR 2,6 2,6 3,0 2,8 2,6 2,6 3,0 3,0
PSI 18 18 20 14 18 18 22 22
BAR 1,2 1,2 1,4 1,0 1,2 1,2 1,5 1,5
PSI 12 12 16 12 12 12 22 22
BAR 0,8 0,8 1,1 0,8 0,8 0,8 1,5 1,5
cale
0,375 0,375 0,500 0,500 0,500 0,625 0,625 0,625
mm
9,5 9,5 12,7 12,7 12,7 15,9 15,9 15,9
130 135 135 138 142 150 162 168
170 125 115 80 65 50 33 22
4318 3175 2921 2032 1651 1270 838 558
Cale
Milimetry
0,110 0,135 0,135 0,130 0,150 0,160 0,170 0,200
2,8 3,5 3,5 3,3 3,8 4,1 4,3 5,1
UWAGA:
Łuk pomocniczy ustawiony na High
4-30

ROZDZIAŁ 4 OBSŁUGA
Materiał: Stal węglowa
Prąd: 325
PT-600
Palnik do cięcia łukiem plazmowym
*Nie używać powietrza warsztatowego, Wykorzystywać powietrze z butli/sprężone.
Gaz
Gaz tnący:
Gaz
Azot (N2) przy 6,9 bar
Tlen (O2) przy 6,9 bar
Powietrze* przy 4,1 bar
Tuleja palnika P/N 0558001626
Korpus palnika P/N 0558001825
(ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu P/N 0558001625 “8
otworów” (0558002530 “odwrotna”)
O-ring dostarczony z uchwytem
elektrody P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą P/N
86W99 (ref.)
Elektroda P/N 0558002516
“360A/400A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza P/N 0558001885 “360A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu
P/N 21944 (22496 “odwrotny”)
Osłona P/N 21945 “360A”
Ustalacz osłony P/N 37081
4-31

ROZDZIAŁ 4 OBSŁUGA
Dane procesu PT-600
)Poza przypadkami oznaczonymi, dane dotyczą
cięcia nad wodą. Zmniejszyć prędkość średnio o
10 % podczas cięcia pod wodą.
Grubość materiału
cale 0,500 0,625 0,750 1,000 1,250 1,500
mm 12,7 15,9 19,1 25,4 31,8 38,1
Regulatory czasowe
Czas podniesienia palnika (s) 0,3 0,3 0,3 0,4 0,5 0,7
Zwłoka przy wycinaniu otworów (s) 0,2 0,3 0,3 0,6 0,9 1,0
Parametry ustawcze Funty na cal kwadratowy (PSI)
PSI 26 25 25 25 25 25
Gaz rozruchowy plazmy
BAR 1,8 1,7 1,7 1,7 1,7 1,7
PSI 37 37 31 31 31 36
Gaz tnący plazmy
BAR 2,6 2,6 2,1 2,1 2,1 2,5
PSI 22 22 22 22 22 22
Gaz rozruchowy osłony
BAR 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
Gaz tnący osłony
BAR 1,5 1,5 1,5 1,5 1,5 1,5
Gaz
rozru
chow
y
N2 O
325 Prąd
Stal węglowa
Gaz
tnący
Gaz
osłon
owy
Powie
2
trze
Odczyty wysokości
Wysokość początkowa
Napięcie łuku (odsunięcie) 125 135 132 142 146 156
Prędkość przesuwu
cale/min. 125 100 90 60 37 25
mm/min. 3175 2540 2286 1524 939 635
Szerokość szczeliny cięcia
Cale 0,140 0,150 0,160 0,175 0,200 0,210
Milimetry 3,6 3,8 4,1 4,5 5,1 5,3
UWAGA:
Łuk pomocniczy ustawiony na High
cale 0,500 0,500 0,500 0,625 0,625 0,625
mm 12,7 12,7 12,7 15,9 15,9 15,9
4-32

ROZDZIAŁ 4 OBSŁUGA
Materiał: Stal węglowa
Prąd: 360
PT-600
Palnik do cięcia łukiem plazmowym
*Nie używać powietrza warsztatowego, Wykorzystywać powietrze z butli/sprężone.
Gaz
Gaz tnący:
Gaz
Azot (N2) przy 6,9 bar
Tlen (O2) przy 6,9 bar
Powietrze* przy 4,1 bar
Tuleja palnika P/N 0558001626
Korpus palnika P/N 0558001825
(ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu P/N 0558001625 “8
otworów” (0558002530 “odwrotna”)
O-ring dostarczony z uchwytem
elektrody P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą P/N
86W99 (ref.)
Elektroda P/N 0558002516
“360A/400A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza P/N 0558001885 “360A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu
P/N 21944 (22496 “odwrotny”)
Osłona P/N 21945 “360A”
Ustalacz osłony P/N 37081
4-33

etrze
ROZDZIAŁ 4 OBSŁUGA
Dane procesu PT-600
)Poza przypadkami oznaczonymi, dane dotyczą
cięcia nad wodą. Zmniejszyć prędkość średnio o
10 % podczas cięcia pod wodą.
Grubość materiału
cale 0,500 0,625 0,750 1,000 1,250 1,500
mm 12,7 15,9 19,1 25,4 31,8 38,1
Regulatory czasowe
Czas podniesienia palnika (s) 0,3 0,3 0,3 0,5 0,6 0,7
Zwłoka przy wycinaniu otworów (s) 0,2 0,3 0,3 0,7 0,9 1,0
Parametry ustawcze Funty na cal kwadratowy (PSI)
PSI 26 25 25 25 25 25
Gaz rozruchowy plazmy
BAR 1,8 1,7 1,7 1,7 1,7 1,7
PSI 38 37 35 35 38 36
Gaz tnący plazmy
BAR 2,6 2,6 2,4 2,4 2,6 2,5
PSI 22 22 22 22 22 22
Gaz rozruchowy osłony
BAR 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
Gaz tnący osłony
BAR 1,5 1,5 1,5 1,5 1,5 1,5
Gaz
rozru
chow
y
N2 O
360 Prąd
Stal węglowa
Gaz
tnący
Gaz
osłon
owy
Powi
2
Odczyty wysokości
Wysokość początkowa
Napięcie łuku (odsunięcie) 124 135 132 141 146 153
Prędkość przesuwu
cale/min. 135 115 100 65 45 32
mm/min. 3429 2921 2540 1651 1143 813
Szerokość szczeliny cięcia
Cale 0,140 0,140 0,165 0,180 0,205 0,210
Milimetry 3,6 3,6 4,2 4,6 5,2 5,3
cale 0,500 0,500 0,500 0,625 0,625 0,625
mm 12,7 12,7 12,7 15,9 15,9 15,9
UWAGA:
Łuk pomocniczy ustawiony na High
4-34

ROZDZIAŁ 4 OBSŁUGA
Materiał: Stal węglowa
Prąd: 400
PT-600
Palnik do cięcia łukiem plazmowym
*Nie używać powietrza warsztatowego, Wykorzystywać powietrze z butli/sprężone.
Gaz
Gaz tnący:
Gaz
Azot (N2) przy 6,9 bar
Tlen (O2) przy6,9 bar
Powietrze* przy 4,1 bar
Tuleja palnika P/N 0558001626
Korpus palnika P/N 0558001825
(ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu P/N 0558001625 “8
otworów” (0558002530 “odwrotna”)
O-ring dostarczony z uchwytem
elektrody P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą P/N
86W99 (ref.)
Elektroda P/N 0558002516
“360A/400A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza P/N 0558001886 “400A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu
P/N 21944 (22496 “odwrotny”)
Osłona P/N 21945 “360A”
Ustalacz osłony P/N 37081
4-35

etrze
ROZDZIAŁ 4 OBSŁUGA
Dane procesu PT-600
Gaz
POD WODĄ
Grubość materiału
cale
mm
Regulatory czasowe
Czas podniesienia palnika (s)
Zwłoka przy wycinaniu otworów (s)
Parametry ustawcze Funty na cal kwadratowy (PSI)
Gaz rozruchowy plazmy
Gaz tnący plazmy
Gaz rozruchowy osłony
Gaz tnący osłony
PSI 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 31 31 31 31 31 31
BAR 2,7 2,6 2,6 2,6 2,6 2,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
rozru
chow
y
N2 O
0,500 0,625 0,750 1,000 1,250 1,500
12,7 15,9 19,1 25,4 31,8 38,1
0,3 0,3 0,3 0,5 0,5 0,7
0,2 0,3 0,3 0,3 0,7 1,2
400 Prąd
Stal węglowa
Gaz
tnący
Gaz
osłon
owy
Powi
2
Odczyty wysokości
Wysokość początkowa
Napięcie łuku (odsunięcie)
Prędkość przesuwu
cale/min.
mm/min.
Szerokość szczeliny cięcia
Cale
Milimetry
UWAGA:
Łuk pomocniczy ustawiony na High
cale
mm
0,500 0,500 0,500 0,625 0,625 0,625
12,7 12,7 12,7 15,9 15,9 15,9
125 132 136 141 142 150
130 120 110 75 55 37
3556 3175 2794 1905 1397 940
0,145 0,150 0,195 0,195 0,205 0,220
3,7 3,8 5,0 5,0 5,2 5,6
4-36

ROZDZIAŁ 4 OBSŁUGA
Materiał: Stal węglowa
Prąd: 400
PT-600
Palnik do cięcia łukiem plazmowym
*Nie używać powietrza warsztatowego, Wykorzystywać powietrze z butli/sprężone.
Gaz
Gaz tnący:
Gaz
Azot (N2) przy 6,9 bar
Tlen (O2) przy 6,9 bar
Powietrze* przy 4,1 bar
Tuleja palnika P/N 0558001626
Korpus palnika P/N 0558001825
(ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu P/N 0558001625 “8
otworów” (0558002530 “odwrotna”)
O-ring dostarczony z uchwytem
elektrody P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą P/N
86W99 (ref.)
Elektroda P/N 0558002516
“360A/400A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza P/N 0558001886 “400A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu
P/N 21944 (22496 “odwrotny”)
Osłona P/N 21945 “360A”
Ustalacz osłony P/N 37081
4-37

etrze
ROZDZIAŁ 4 OBSŁUGA
Dane procesu PT-600
)Poza przypadkami oznaczonymi, dane dotyczą
cięcia nad wodą. Zmniejszyć prędkość średnio o
10 % podczas cięcia pod wodą.
Grubość materiału
cale
mm
Regulatory czasowe
Czas podniesienia palnika (s)
Zwłoka przy wycinaniu otworów (s)
Parametry ustawcze Funty na cal kwadratowy (PSI)
PSI 25 25 25 25 25 25
Gaz rozruchowy plazmy
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 31 31 31 31 31 31
Gaz tnący plazmy
BAR 2,7 2,6 2,6 2,6 2,6 2,5
PSI 22 22 22 22 22 22
Gaz rozruchowy osłony
BAR 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
Gaz tnący osłony
BAR 1,5 1,5 1,5 1,5 1,5 1,5
Gaz
rozru
chow
y
N2 O
0,500 0,625 0,750 1,000 1,250 1,500
12,7 15,9 19,1 25,4 31,8 38,1
0,3 0,3 0,3 0,5 0,5 0,7
0,2 0,3 0,3 0,3 0,7 1,2
400 Prąd
Stal węglowa
Gaz
tnący
Gaz
osłon
owy
Powi
2
Odczyty wysokości
Wysokość początkowa
Napięcie łuku (odsunięcie)
Prędkość przesuwu
cale/min.
mm/min.
Szerokość szczeliny cięcia
Cale
Milimetry
cale
mm
0,500 0,500 0,500 0,625 0,625 0,625
12,7 12,7 12,7 15,9 15,9 15,9
125 132 136 141 142 150
140 125 115 80 60 43
3556 3175 2794 1905 1397 940
0,145 0,150 0,195 0,195 0,205 0,220
3,7 3,8 5,0 5,0 5,2 5,6
UWAGA:
Łuk pomocniczy ustawiony na High
4-38

A
ROZDZIAŁ 4 OBSŁUGA
Materiał:
luminium
Prąd: 65
PT-600
Palnik do cięcia łukiem plazmowym
*Nie używać powietrza warsztatowego, Wykorzystywać powietrze z butli/sprężone.
Gaz
Gaz tnący:
Gaz
Powietrze* przy 6,9 bar
Powietrze przy 6,9 bar
Powietrze* przy 4,1 bar
Tuleja palnika P/N 0558001626
Korpus palnika P/N 0558001825
(ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu P/N 0558002533 “4
otwory”
O-ring dostarczony z uchwytem
elektrody P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą P/N
86W99 (ref.)
Elektroda P/N 0558001624 “250A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza P/N 0558001881 “50A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu
P/N 21796 “50A”
Osłona P/N 21795 “50A”
Ustalacz osłony P/N 37081
4-39
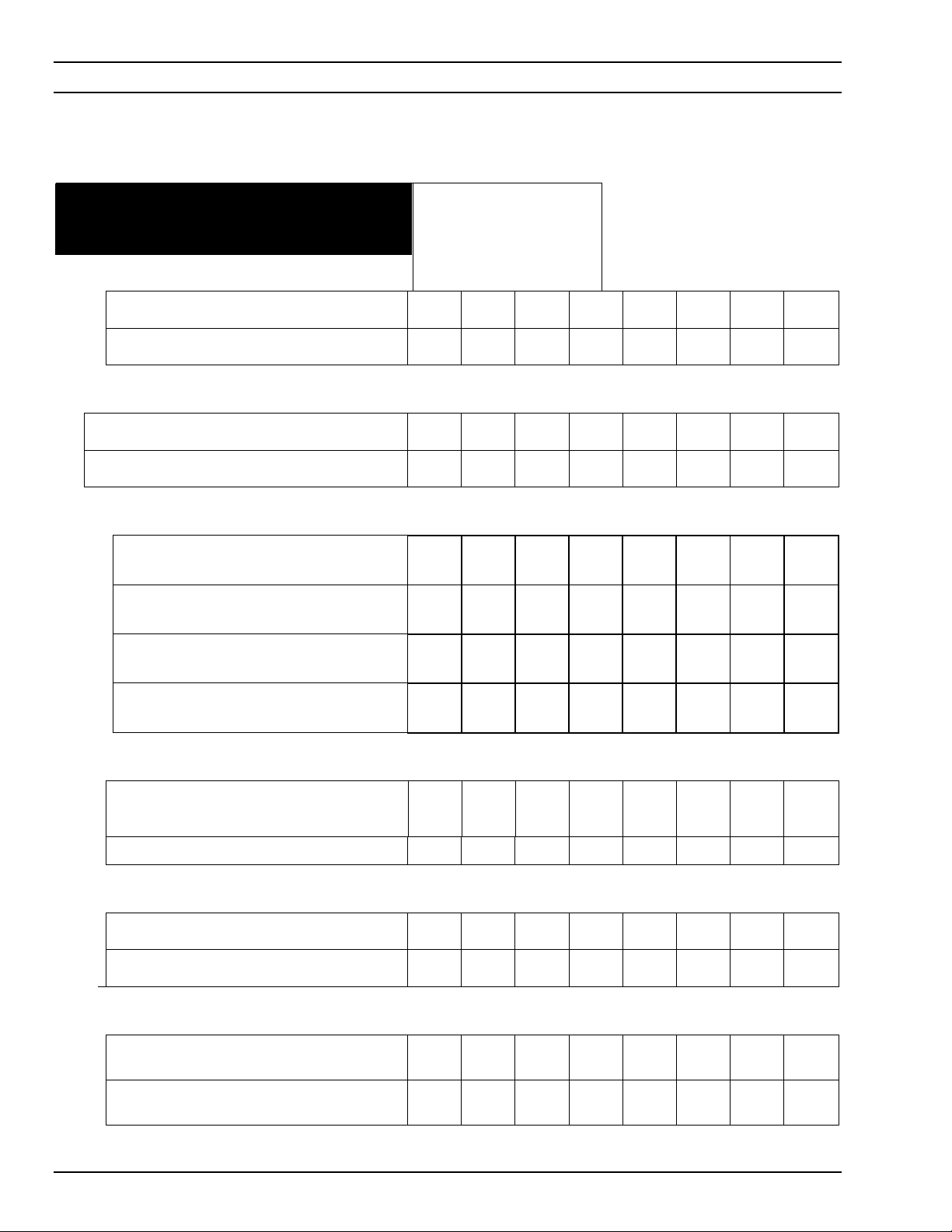
etrze
etrze
etrze
ROZDZIAŁ 4 OBSŁUGA
Dane procesu PT-600
)Poza przypadkami oznaczonymi, dane dotyczą
cięcia nad wodą. Zmniejszyć prędkość średnio o
10 % podczas cięcia pod wodą.
Grubość materiału
cale
mm
Regulatory czasowe
Czas podniesienia palnika (s)
Zwłoka przy wycinaniu otworów (s)
Parametry ustawcze Funty na cal kwadratowy (PSI)
Gaz rozruchowy plazmy
Gaz tnący plazmy
Gaz rozruchowy osłony
Gaz tnący osłony
PSI 40 40 40
BAR 2,76 2,76 2,76
PSI 60 60 60
BAR 4,14 4,14 4,14
PSI 10 10 10
BAR 0,7 0,7 0,7
PSI 10 10 10
BAR 0,7 0,7 0,7
Gaz
rozru
chow
y
Powi
0,063 0,125 0,250
1,6 3,2 6,4
0 0 0,2
0 0,2 0,4
65 A
Aluminium
Gaz
tnący
Powi
Gaz
osłon
owy
Powi
Odczyty wysokości
cale
0,375 0,375 0,375
Wysokość początkowa
mm
Napięcie łuku (odsunięcie)
Prędkość przesuwu
cale/min.
mm/min.
Szerokość szczeliny cięcia
Cale
Milimetry
9,5 9,5 9,5
115 115 126
200 110 60
5080 2794 1524
0,063 0,08 0,100
1,6 2,0 2,5
UWAGA:
Łuk pomocniczy ustawiony na Low (niski)
4-40
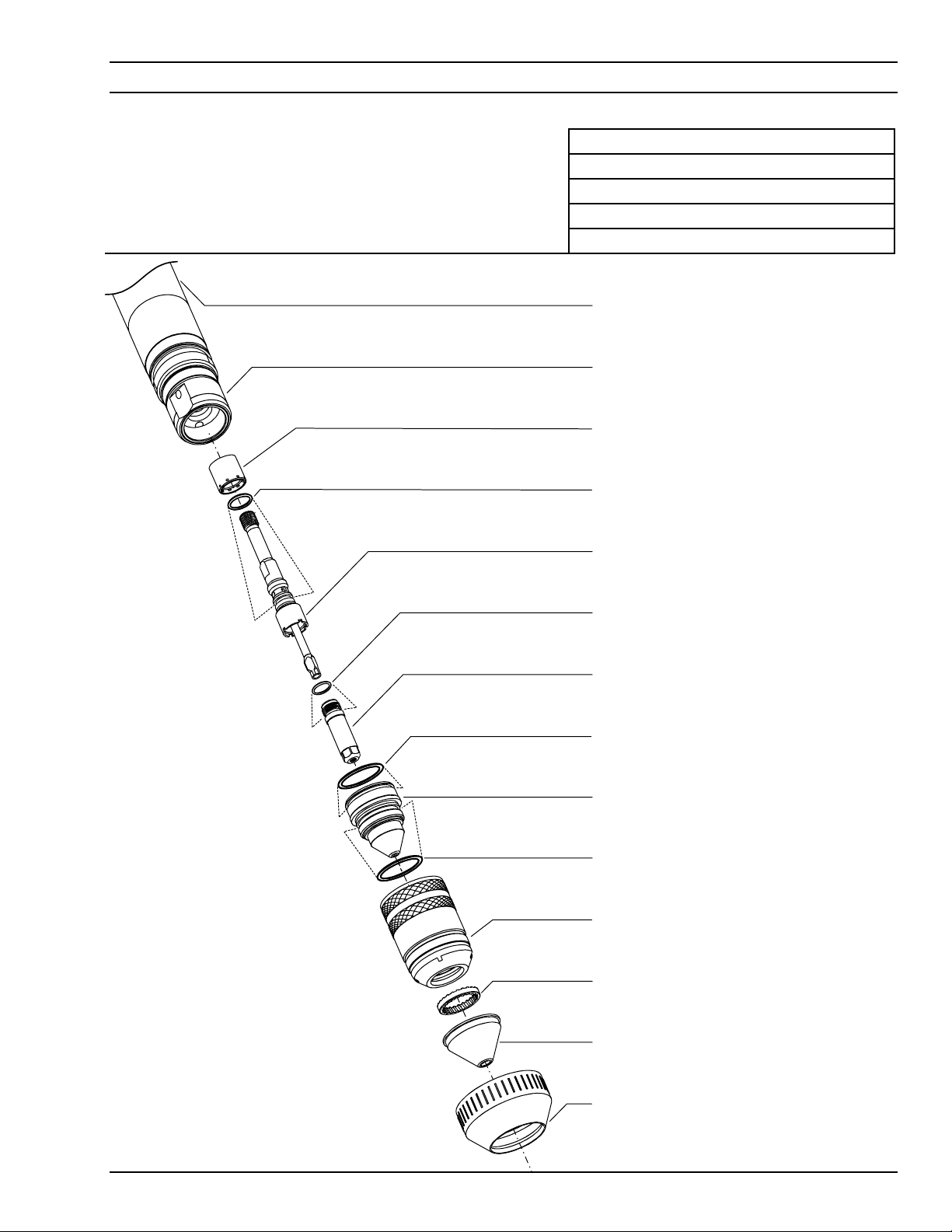
A
ROZDZIAŁ 4 OBSŁUGA
Materiał:
luminium
Prąd: 100
PT-600
Palnik do cięcia łukiem plazmowym
*Nie używać powietrza warsztatowego, Wykorzystywać powietrze z butli/sprężone.
Gaz
Gaz tnący:
Gaz
Powietrze* przy 6,9 bar
Powietrze* przy 6,9 bar
Powietrze* przy 4,1 bar
Tuleja palnika P/N 0558001626
Korpus palnika P/N 0558001825
(ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu P/N 0558002533 “4
otwory” (0558002534 “odwrotna”)
O-ring dostarczony z uchwytem
elektrody P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą P/N
86W99 (ref.)
Elektroda P/N 0558001624 “250A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza P/N 0558001882 “100A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu
P/N 21944 (22496 “odwrotny”)
Osłona P/N 21802 “100A do 250A”
Ustalacz osłony P/N 37081
4-41

etrze
etrze
etrze
ROZDZIAŁ 4 OBSŁUGA
Dane procesu PT-600
)Poza przypadkami oznaczonymi, dane dotyczą
cięcia nad wodą. Zmniejszyć prędkość średnio o
10 % podczas cięcia pod wodą.
Grubość materiału
cale
mm
Regulatory czasowe
Czas podniesienia palnika (s)
Zwłoka przy wycinaniu otworów (s)
Parametry ustawcze Funty na cal kwadratowy (PSI)
Gaz rozruchowy plazmy
Gaz tnący plazmy
Gaz rozruchowy osłony
Gaz tnący osłony
PSI 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7
PSI 42 42 42 42 42
BAR 2,9 2,9 2,9 2,9 2,9
PSI 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18
BAR 1,24 1,24 1,24 1,24 1,24
Gaz
rozru
chow
y
Powi
0,188 0,250 0,375 0,500 0,750
4,7 6,4 9,5 12,7 19,1
0 0,1 0,1 0,1 0,2
0,1 0,2 0,3 0,3 0,4
100 Prąd
Aluminium
Gaz
tnący
Powi
Gaz
osłon
owy
Powi
Odczyty wysokości
cale
0,375 0,375 0,375 0,500 0,500
Wysokość początkowa
mm
Napięcie łuku (odsunięcie)
Prędkość przesuwu
cale/min.
mm/min.
Szerokość szczeliny cięcia
Cale
Milimetry
9,5 9,5 9,5 12,7 12,7
151 157 157 182 185
120 95 70 50 25
3048 2413 1778 1270 635
0,115 0,120 0,130 0,130 0,135
2,9 3,0 3,3 3,3 3,5
UWAGA:
Łuk pomocniczy ustawiony na Low (niski)
4-42
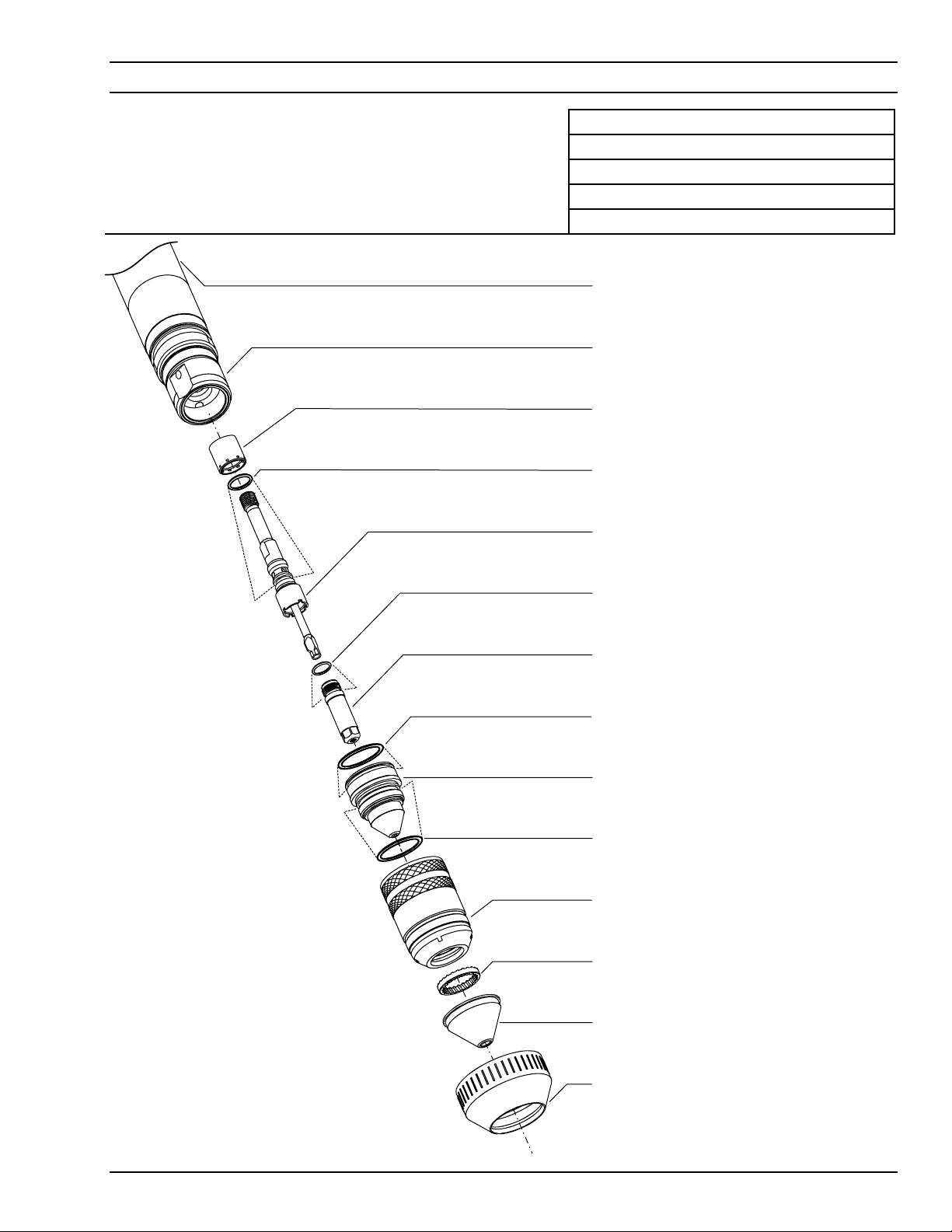
A
ROZDZIAŁ 4 OBSŁUGA
Materiał:
luminium
Prąd: 150
PT-600
Palnik do cięcia łukiem plazmowym
*Nie używać powietrza warsztatowego, Wykorzystywać powietrze z butli/sprężone.
Gaz
Gaz tnący:
Gaz
Powietrze* przy 6,9 bar
Powietrze* przy 6,9 bar
Powietrze* przy 4,1 bar
Tuleja palnika P/N 0558001626
Korpus palnika P/N 0558001825
(ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu P/N 0558002533 “4
otwory” (0558002534 “odwrotna”)
O-ring dostarczony z uchwytem
elektrody P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą P/N
86W99 (ref.)
Elektroda P/N 0558001624 “250A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza P/N 0558001883 “150A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu
P/N 21944 (22496 “odwrotny”)
Osłona P/N 21802 “100A do 250A”
Ustalacz osłony P/N 37081
4-43
etrze
etrze
etrze
ROZDZIAŁ 4 OBSŁUGA
Dane procesu PT-600
)Poza przypadkami oznaczonymi, dane dotyczą
cięcia nad wodą. Zmniejszyć prędkość średnio o
10 % podczas cięcia pod wodą.
Grubość materiału
cale
mm
Regulatory czasowe
Czas podniesienia palnika (s)
Zwłoka przy wycinaniu otworów
(s)
Parametry ustawcze Funty na cal kwadratowy (PSI)
Gaz rozruchowy plazmy
PSI 25 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
Gaz
rozru
chow
y
Powi
0,188 0,250 0,313 0,375 0,500 0,750 0,875 1,000
4,7 6,4 7,9 9,5 12,7 19,1 22,2 25,4
0 0 0 0 0,1 0,2 0,4 0,4
0 0,1 0,2 0,2 0,3 0,5 0,6 0,7
150 Prąd
Aluminium
Gaz
tnący
Powi
Gaz
osłon
owy
Powi
Gaz tnący plazmy
Gaz rozruchowy osłony
Gaz tnący osłony
Odczyty wysokości
Wysokość początkowa
Napięcie łuku (odsunięcie)
Prędkość przesuwu
cale/min.
mm/min.
Szerokość szczeliny cięcia
PSI 40 40 40 40 40 40 40 40
BAR 2,8 2,8 2,8 2,8 2,8 2,8 2,8 2,8
PSI 15 15 15 10 15 10 10 10
BAR 1,0 1,0 1,0 0,7 1,0 0,7 0,7 0,7
PSI 15 15 15 10 15 10 10 10
BAR 1,0 1,0 1,0 0,7 1,0 0,7 0,7 0,7
cale
0,375 0,375 0,375 0,375 0,500 0,500 0,500 0,500
mm
9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
147 152 153 159 165 175 184 187
200 140 120 100 80 45 37 30
5080 3556 3048 2540 2032 1143 940 762
Cale
Milimetry
0,110 0,110 0,120 0,130 0,140 0,140 0,150 0,150
2,8 2,8 3,0 3,3 3,6 3,6 3,8 3,8
UWAGA:
Łuk pomocniczy ustawiony na High
4-44
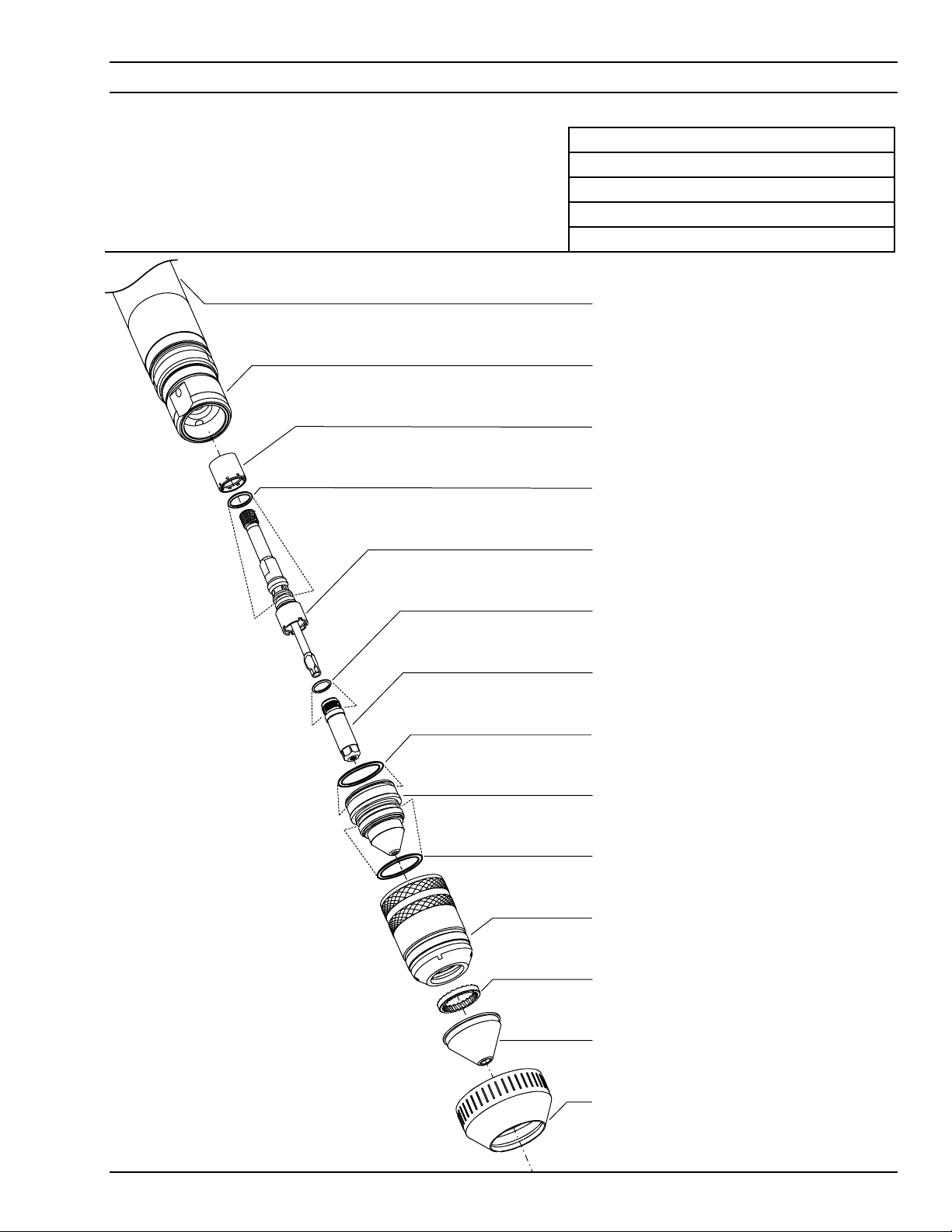
A
ROZDZIAŁ 4 OBSŁUGA
Materiał:
luminium
Prąd: 200
PT-600
Palnik do cięcia łukiem plazmowym
*Nie używać powietrza warsztatowego, Wykorzystywać powietrze z butli/sprężone.
Gaz
Gaz tnący:
Gaz
Powietrze* przy 6,9 bar
Powietrze* przy 6,9 bar
Powietrze* przy 4,1 bar
Tuleja palnika P/N 0558001626
Korpus palnika P/N 0558001825
(ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu P/N 0558002533 “4
otwory” (0558002534 “odwrotna”)
O-ring dostarczony z uchwytem
elektrody P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą P/N
86W99 (ref.)
Elektroda P/N 0558001624 “250A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza P/N 0558001884 “200A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu
P/N 21944 (22496 “odwrotny”)
Osłona P/N 21802 “100A do 250A”
Ustalacz osłony P/N 37081
4-45

etrze
etrze
etrze
ROZDZIAŁ 4 OBSŁUGA
Dane procesu PT-600
)Poza przypadkami oznaczonymi, dane dotyczą
cięcia nad wodą. Zmniejszyć prędkość średnio o
10 % podczas cięcia pod wodą.
Grubość materiału
cale
mm
Regulatory czasowe
Czas podniesienia palnika (s)
Zwłoka przy wycinaniu otworów (s)
Parametry ustawcze Funty na cal kwadratowy (PSI)
Gaz rozruchowy plazmy
Gaz tnący plazmy
Gaz rozruchowy osłony
Gaz tnący osłony
PSI 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44 44
BAR 3,0 3,0 3,0 3,0 3,0 3,0 3,0
PSI 14 14 14 14 14 14 14
BAR 1,0 1,0 1,0 1,0 1,0 1,0 1,0
PSI 15 15 15 15 15 15 15
BAR 1,0 1,0 1,0 1,0 1,0 1,0 1,0
Gaz
rozru
chow
y
Powi
0,250 0,313 0,375 0,500 0,625 0,750 1,000
6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0,1 0,1 0,2 0,2 0,2 0,3
0,2 0,2 0,3 0,3 0,3 0,5 0,6
200 Prąd
Aluminium
Gaz
tnący
Powi
Gaz
osłon
owy
Powi
Odczyty wysokości
Wysokość początkowa
Napięcie łuku (odsunięcie)
Prędkość przesuwu
cale/min.
mm/min.
Szerokość szczeliny cięcia
Cale
Milimetry
UWAGA:
cale
mm
0,375 0,375 0,375 0,500 0,500 0,500 0,500
9,5 9,5 9,5 12,7 12,7 12,7 12,7
155 160 160 167 170 175 186
125 125 110 85 70 60 40
3175 3175 2794 2159 1778 1524 1016
0,110 130 0,130 0,130 0,140 0,140 0,140
2,8 3,3 3,3 3,3 3,6 3,6 3,6
4-46

ROZDZIAŁ 4 OBSŁUGA
Łuk pomocniczy ustawiony na High
Materiał:Aluminium
Prąd: 150
PT-600
Palnik do cięcia łukiem plazmowym
Gaz
Gaz tnący:
Gaz
Azot (N2) przy 6,9 bar
Argon/Wodór (H-35) przy 6,9 bar
Azot (N2) przy 4,1 bar
Tuleja palnika P/N 0558001626
Korpus palnika P/N 0558001825
(ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu P/N 0558002533 “4
otwory” (0558002534 “odwrotna”)
O-ring dostarczony z uchwytem
elektrody P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą P/N
86W99 (ref.)
Elektroda P/N 0558002499
“N2, H-35, 600A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza P/N 0558001883 “150A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu
P/N 21944 (22496 “odwrotny”)
Osłona P/N 21802 “100A do 250A”
Ustalacz osłony P/N 37081
4-47

ROZDZIAŁ 4 OBSŁUGA
Dane procesu PT-600
150 Prąd
Aluminium
NIE CIĄĆ POD WODĄ GAZEM H-35
Gaz
rozru
chow
y
Gaz
tnący
Gaz
osłon
owy
Grubość materiału N2 H-35 N2
cale
mm
Regulatory czasowe
Czas podniesienia palnika (s)
Zwłoka przy wycinaniu otworów
(s)
0,250 0,375 0,500 0,625 0,750 1,000
6,4 9,5 12,7 15,9 19,1 25,4
0 0,1 0,1 0,1 0,1 0,2
0,2 0,3 0,2 0,5 0,4 0,5
Parametry ustawcze Funty na cal kwadratowy (PSI)
Gaz rozruchowy plazmy
Gaz tnący plazmy
Gaz rozruchowy osłony
Gaz tnący osłony
PSI 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4
PSI 54 54 54 54 54 54
BAR 3,7 3,7 3,7 3,7 3,7 3,7
PSI 10 10 10 10 10 10
BAR 0,7 0,7 0,7 0,7 0,7 0,7
PSI 10 10 10 10 10 10
BAR 0,7 0,7 0,7 0,7 0,7 0,7
Odczyty wysokości
Wysokość początkowa
Napięcie łuku (odsunięcie)
Prędkość przesuwu
cale/min.
mm/min.
Szerokość szczeliny cięcia
Cale
Milimetry
cale
mm
0,375 0,375 0,500 0,500 0,500 0,500
9,5 9,5 12,7 12,7 12,7 12,7
135 141 144 155 160 172
150 110 90 55 45 25
3810 2794 2286 1397 1143 635
0,140 0,120 0,130 0,150 0,160 0,170
3,6 3,0 3,3 3,8 4,1 4,3
UWAGA:
Łuk pomocniczy ustawiony na High
4-48

ROZDZIAŁ 4 OBSŁUGA
Materiał:Aluminium
Prąd: 200
PT-600
Palnik do cięcia łukiem plazmowym
Gaz
Gaz tnący:
Gaz
Azot (N2) przy 6,9 bar
Argon/Wodór (H-35) przy 6,9 bar
Azot (N2) przy 4,1 bar
Tuleja palnika P/N 0558001626
Korpus palnika P/N 0558001825
(ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu P/N 0558002533 “4
otwory” (0558002534 “odwrotna”)
O-ring dostarczony z uchwytem
elektrody P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą P/N
86W99 (ref.)
Elektroda P/N 0558002499
“N2, H-35, 600A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza P/N 0558001884 “200A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu
P/N 21944 (22496 “odwrotny”)
Osłona P/N 21802 “100A do 250A”
Ustalacz osłony P/N 37081
4-49

ROZDZIAŁ 4 OBSŁUGA
Dane procesu PT-600
200 Prąd
Aluminium
NIE CIĄĆ POD WODĄ GAZEM H-35
Gaz
rozru
chow
y
Gaz
tnący
Gaz
osłon
owy
Grubość materiału N2 H-35 N2
cale
mm
Regulatory czasowe
Czas podniesienia palnika (s)
Zwłoka przy wycinaniu otworów (s) 0,2 0,4 0,4 0,5 0,8
0,375 0,500 0,625 0,750 1,000
9,5 12,7 15,9 19,1 25,4
0 0 0,1 0,2 0,3
Parametry ustawcze Funty na cal kwadratowy (PSI)
Gaz rozruchowy plazmy
PSI 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7
PSI 49 49 49 49 49
Gaz tnący plazmy
BAR 3,4 3,4 3,4 3,4 3,4
PSI 14 14 14 14 14
Gaz rozruchowy osłony
BAR 1,0 1,0 1,0 1,0 1,0
PSI 15 15 15 15 15
Gaz tnący osłony
BAR 1,0 1,0 1,0 1,0 1,0
Odczyty wysokości
cale
0,375 0,500 0,500 0,500 0,500
Wysokość początkowa
mm
Napięcie łuku (odsunięcie)
Prędkość przesuwu
cale/min.
mm/min.
Szerokość szczeliny cięcia
Cale
Milimetry
9,5 12,7 12,7 12,7 12,7
150 155 160 168 175
120 100 85 65 35
3048 2540 2159 1651 889
0,130 0,140 0,150 0,160 0,170
3,3 3,6 3,8 4,1 4,3
UWAGA:
Łuk pomocniczy ustawiony na High
4-50

ROZDZIAŁ 4 OBSŁUGA
Materiał:Aluminium
Prąd: 360
PT-600
Palnik do cięcia łukiem plazmowym
Gaz
Gaz tnący:
Gaz
Azot (N2) przy 6,9 bar
Argon/Wodór (H-35) przy 6,9 bar
Azot (N2) przy 4,1 bar
Tuleja palnika P/N 0558001626
Korpus palnika P/N 0558001825
(ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu P/N 0558001625 “8
otworów” (0558002530 “odwrotna”)
O-ring dostarczony z uchwytem
elektrody P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą P/N
86W99 (ref.)
Elektroda P/N 0558002499
“N2, H-35, 600A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza P/N 0558001885 “360A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu
P/N 21944 (22496 “odwrotny”)
Osłona P/N 21945 “360A”
Ustalacz osłony P/N 37081
4-51

ROZDZIAŁ 4 OBSŁUGA
Dane procesu PT-600
360 Prąd
Aluminium
NIE CIĄĆ POD WODĄ GAZEM H-35
Gaz
rozru
chow
y
Gaz
tnący
Gaz
osłon
owy
Grubość materiału N2 H-35 N2
cale
mm
Regulatory czasowe
Czas podniesienia palnika (s)
Zwłoka przy wycinaniu otworów (s) 0,3 0,3 0,3 0,4 0,8 1,0 1,0 1,4
0,375 0,500 0,625 0,750 1,000 1,250 1,500 1,750
9,5 12,7 15,9 19,1 25,4 31,8 38,1 44,5
0 0 0,1 0,1 0,2 0,3 0,4 0,5
Parametry ustawcze Funty na cal kwadratowy (PSI)
Gaz rozruchowy plazmy
PSI 25 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
Gaz tnący plazmy
Gaz rozruchowy osłony
Gaz tnący osłony
Odczyty wysokości
Wysokość początkowa
Napięcie łuku (odsunięcie)
Prędkość przesuwu
cale/min.
mm/min.
Szerokość szczeliny cięcia
PSI 55 55 55 55 55 55 55 55
BAR 3,8 3,8 3,8 3,8 3,8 3,8 3,8 3,8
PSI 27 27 27 27 27 27 27 27
BAR 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
PSI 27 27 27 27 27 27 27 27
BAR 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
cale
0,375 0,500 0,500 0,500 0,500 0,500 0,500 0,500
mm
9,5 12,7 12,7 12,7 12,7 12,7 12,7 12,7
145 155 166 168 173 185 193 203
175 155 130 90 60 45 33 25
4445 3937 3302 2286 1524 1143 838 635
Cale
Milimetry
0,160 160 0,180 0,180 0,190 0,210 0,240 0,260
4,1 4,1 4,6 4,6 4,8 5,3 6,1 6,6
UWAGA:
Łuk pomocniczy ustawiony na High
4-52

ROZDZIAŁ 4 OBSŁUGA
Materiał:Aluminium
Prąd: 600
PT-600
Palnik do cięcia łukiem plazmowym
Gaz
Gaz tnący:
Gaz
Azot (N2) przy 6,9 bar
Argon/Wodór (H-35) przy 6,9 bar
Azot (N2) przy 4,1 bar
Tuleja palnika P/N 0558001626
Korpus palnika P/N 0558001825
(ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu P/N 0558001625 “8
otworów” (0558002530 “odwrotna”)
O-ring dostarczony z uchwytem
elektrody P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą P/N
86W99 (ref.)
Elektroda P/N 0558002499
“N2, H-35, 600A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza P/N 0558001887 “600A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu
P/N 21944 (22496 “odwrotny”)
Osłona P/N 21945 “360A”
Ustalacz osłony P/N 37081
4-53

ROZDZIAŁ 4 OBSŁUGA
Dane procesu PT-600
600 Prąd
Aluminium
NIE CIĄĆ POD WODĄ GAZEM H-35
Gaz
rozru
chow
y
Gaz
tnący
Gaz
osłon
owy
Grubość materiału N2 H-35 N2
cale
mm
Regulatory czasowe
Czas podniesienia palnika (s)
Zwłoka przy wycinaniu otworów (s) 0,5 0,8 1,0 1,2
1,000 1,500 2,000 3,000
25,4 38,1 50,8 76,2
0,3 0,4 0,5 0,6
Parametry ustawcze Funty na cal kwadratowy (PSI)
Gaz rozruchowy plazmy
Gaz tnący plazmy
Gaz rozruchowy osłony
Gaz tnący osłony
PSI 46 46 46 46
BAR 3,2 3,2 3,2 3,2
PSI 46 46 46 46
BAR 3,2 32 32 3,2
PSI 35 35 35 35
BAR 2,4 2,4 2,4 2,4
PSI 35 35 35 35
BAR 2,4 2,4 2,4 2,4
Odczyty wysokości
cale
0,750 0,750 0,750 0,750
Wysokość początkowa
mm
Napięcie łuku (odsunięcie)
Prędkość przesuwu
cale/min.
mm/min.
Szerokość szczeliny cięcia
Cale
Milimetry
19,1 19,1 19,1 19,1
172 177 192 212
80 65 30 15
2032 1651 762 381
0,320 0,330 0,357 0,390
8,1 8,4 9,1 9,9
UWAGA: Łuk pomocniczy ustawiony na High
4-54

ROZDZIAŁ 4 OBSŁUGA
Materiał:Aluminium
Prąd: 250
PT-600
Palnik do cięcia łukiem plazmowym
*Nie używać powietrza warsztatowego, Wykorzystywać powietrze z butli/sprężone.
Gaz
Gaz tnący:
Gaz
Azot (N2) przy 6,9 bar
Argon/Wodór (H-35) przy 6,9 bar
Powietrze* przy 4,1 bar
Tuleja palnika P/N 0558001626
Korpus palnika P/N 0558001825
(ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu P/N 0558002533 “4
otwory” (0558002534 “odwrotna”)
O-ring dostarczony z uchwytem
elektrody P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą P/N
86W99 (ref.)
Elektroda P/N 0558001624 “250A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza P/N 0558001623 “250A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu
P/N 21944 (22496 “odwrotny”)
Osłona P/N 21802 “100A do 250A”
Ustalacz osłony P/N 37081
4-55
etrze
ROZDZIAŁ 4 OBSŁUGA
Dane procesu PT-600
Gaz
NIE CIĄĆ POD WODĄ GAZEM H-35
Grubość materiału
cale
mm
Regulatory czasowe
Czas podniesienia palnika (s)
Zwłoka przy wycinaniu otworów (s)
Parametry ustawcze Funty na cal kwadratowy (PSI)
Gaz rozruchowy plazmy
Gaz tnący plazmy
Gaz rozruchowy osłony
Gaz tnący osłony
PSI 25 25 25
BAR 1,7 1,7 1,7
PSI 25 25 25
BAR 1,7 1,7 1,7
PSI 8 8 8
BAR 0,55 0,55 0,55
PSI 12 12 12
BAR 0,8 0,8 0,8
rozru
chow
y
N2 H-35
0,625 0,750 1,000
15,9 19,1 25,4
0,1 0,2 0,3
0,3 0,4 0,8
250 Prąd
Aluminium
Gaz
tnący
Gaz
osłon
owy
Powi
Odczyty wysokości
cale
0,500 0,500 0,500
Wysokość początkowa
mm
Napięcie łuku (odsunięcie)
Prędkość przesuwu
cale/min.
mm/min.
Szerokość szczeliny cięcia
Cale
Milimetry
12,7 12,7 12,7
150 155 170
85 70 45
2159 1778 1143
0,100 0,100 0,100
2,5 2,5 2,5
UWAGA:
Łuk pomocniczy ustawiony na High
4-56

ROZDZIAŁ 4 OBSŁUGA
Materiał:Aluminium
Prąd: 360
PT-600
Palnik do cięcia łukiem plazmowym
*Nie używać powietrza warsztatowego, Wykorzystywać powietrze z butli/sprężone.
Gaz
Gaz tnący:
Gaz
Azot (N2) przy 6,9 bar
Argon/Wodór (H-35) przy 6,9 bar
Powietrze* przy 4,1 bar
Tuleja palnika P/N 0558001626
Korpus palnika P/N 0558001825
(ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu P/N 0558001625 “8
otworów” (0558002530 “odwrotna”)
O-ring dostarczony z uchwytem
elektrody P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą P/N
86W99 (ref.)
Elektroda P/N 0558002516
“360A/400A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza P/N 0558001885 “360A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu
P/N 21944 (22496 “odwrotny”)
Osłona P/N 21945 “360A”
Ustalacz osłony P/N 37081
4-57

etrze
ROZDZIAŁ 4 OBSŁUGA
Dane procesu PT-600
Gaz
NIE CIĄĆ POD WODĄ GAZEM H-35
Grubość materiału
cale
mm
Regulatory czasowe
Czas podniesienia palnika (s)
Zwłoka przy wycinaniu otworów
(s)
Parametry ustawcze Funty na cal kwadratowy (PSI)
Gaz rozruchowy plazmy
PSI 42 42 42 42 42 42 42 42
BAR 2,9 2,9 2,9 2,9 2,9 2,9 2,9 2,9
rozru
chow
y
N2 H-35
0,500 0,625 0,750 0,875 1,000 1,250 1,500 1,750
12,7 15,9 19,1 22,2 25,4 31,8 38,1 44,5
0 0,1 0,1 0,1 0,2 0,3 0,4 0,5
0,3 0,3 0,4 0,5 0,8 1,0 1,0 1,4
360 Prąd
Aluminium
Gaz
tnący
Gaz
osłon
owy
Powi
Gaz tnący plazmy
Gaz rozruchowy osłony
Gaz tnący osłony
Odczyty wysokości
Wysokość początkowa
Napięcie łuku (odsunięcie)
Prędkość przesuwu
cale/min.
mm/min.
Szerokość szczeliny cięcia
PSI 55 55 55 55 55 55 55 55
BAR 3,8 3,8 3,8 3,8 3,8 3,8 3,8 3,8
PSI 27 27 27 27 27 27 27 27
BAR 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
PSI 27 27 27 27 27 27 27 27
BAR 1,9 1,9 1,9 1,9 1,9, 1,9 1,9 1,9
cale
0,500 0,500 0,625 0,625 0,625 0,625 0,625 0,625
mm
12,7 12,7 15,9 15,9 15,9 15,9 15,9 15,9
150 166 168 170 173 185 193 200
150 130 90 75 60 45 33 25
3810 3302 2286 1905 1524 1143 838 635
Cale
Milimetry
0,160 0,180 0,180 0,180 0,190 0,210 0,240 0,260
4,1 4,6 4,6 4,6 4,8 5,3 6,1 6,6
UWAGA:
Łuk pomocniczy ustawiony na High
4-58
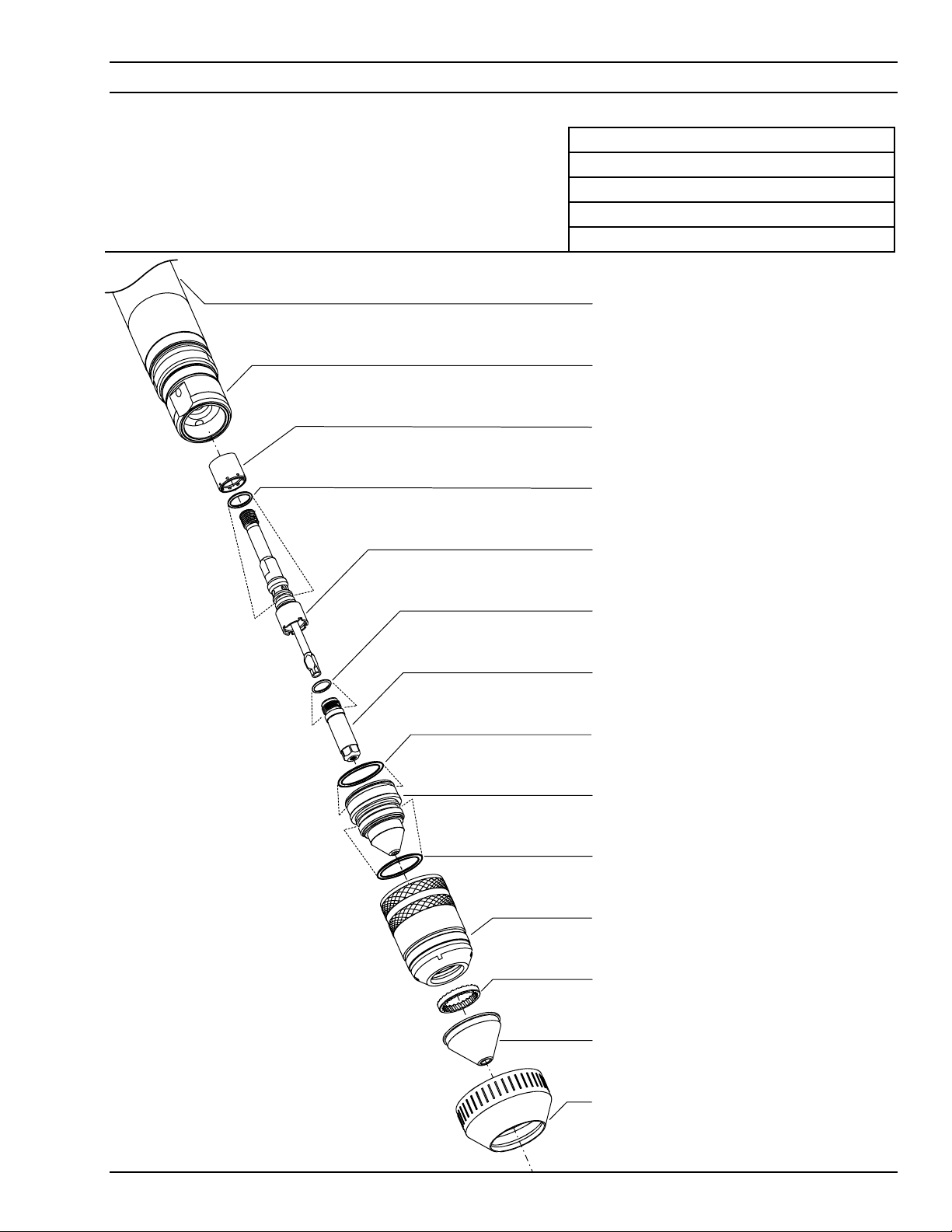
A
ROZDZIAŁ 4 OBSŁUGA
Materiał:
luminium
Prąd: 600
PT-600
Palnik do cięcia łukiem plazmowym
*Nie używać powietrza warsztatowego, Wykorzystywać powietrze z butli/sprężone.
Gaz
Gaz tnący:
Gaz
Argon/Wodór (H-35) przy 6,9 bar
Argon/Wodór (H-35) przy 6,9 bar
Powietrze* przy 4,1 bar
Tuleja palnika P/N 0558001626
Korpus palnika P/N 0558001825
(ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu P/N 0558001625 “8
otworów” (0558002530 “odwrotna”)
O-ring dostarczony z uchwytem
elektrody P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą P/N
86W99 (ref.)
Elektroda P/N 0558002499 “N2, H35, 600A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza P/N 0558001887 “600A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu
P/N 21944 (22496 “odwrotny”)
Osłona P/N 21945 “360A”
Ustalacz osłony P/N 37081
4-59
etrze
ROZDZIAŁ 4 OBSŁUGA
Dane procesu PT-600
Gaz
NIE CIĄĆ POD WODĄ GAZEM H-35
Grubość materiału
cale
mm
Regulatory czasowe
Czas podniesienia palnika (s)
Zwłoka przy wycinaniu otworów (s) 1,1
Parametry ustawcze Funty na cal kwadratowy (PSI)
PSI 46
Gaz rozruchowy plazmy
BAR 3,2
PSI 46
Gaz tnący plazmy
BAR 3,2
PSI 34
Gaz rozruchowy osłony
BAR 2,4
PSI 34
Gaz tnący osłony
BAR 2,4
rozru
chow
y
H-35 H-35
1,500
38,1
0,5
600 Prąd
Aluminium
Gaz
tnący
Gaz
osłon
owy
Powi
Odczyty wysokości
cale
0,750
Wysokość początkowa
mm
Napięcie łuku (odsunięcie)
Prędkość przesuwu
cale/min.
mm/min.
1905
Szerokość szczeliny cięcia
Cale
Milimetry
UWAGA:
Łuk pomocniczy ustawiony na High
4-60
0,320
19,1
172
75
8,1
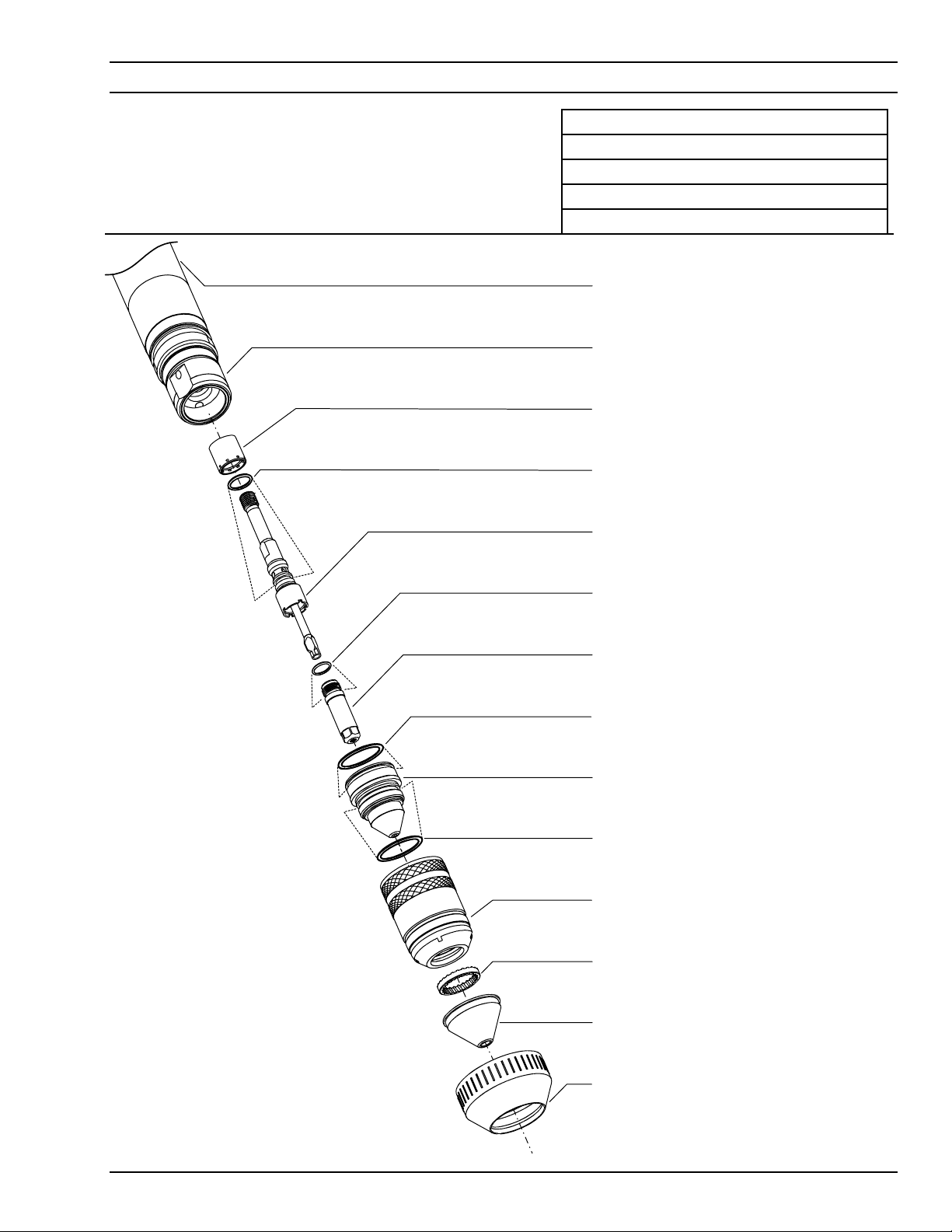
ROZDZIAŁ 4 OBSŁUGA
Materiał:Aluminium
Prąd: 200
PT-600
Palnik do cięcia łukiem plazmowym
*Nie używać powietrza warsztatowego, Wykorzystywać powietrze z butli/sprężone.
Gaz
Gaz tnący:
Gaz
Azot (N2) przy 6,9 bar
Azot (N2) przy 6,9 bar
Powietrze* przy 4,1 bar
Tuleja palnika P/N 0558001626
Korpus palnika P/N 0558001825
(ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu P/N 0558002533 “4
otwory” (0558002534 “odwrotna”)
O-ring dostarczony z uchwytem
elektrody P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą P/N
86W99 (ref.)
Elektroda P/N 0558002499 “N2, H35, 600A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza P/N 0558001884 “200A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu
P/N 21944 (22496 “odwrotny”)
Osłona P/N 21802 “100A do 250A”
Ustalacz osłony P/N 37081
4-61

etrze
ROZDZIAŁ 4 OBSŁUGA
Dane procesu PT-600
)Poza przypadkami oznaczonymi, dane dotyczą
cięcia nad wodą. Zmniejszyć prędkość średnio o
10 % podczas cięcia pod wodą.
Grubość materiału
cale
mm
Regulatory czasowe
Czas podniesienia palnika (s)
Zwłoka przy wycinaniu otworów (s) 0 0,2 0,2 0,3 0,3 0,4 0,5 0,8
Parametry ustawcze Funty na cal kwadratowy (PSI)
Gaz rozruchowy plazmy
PSI 25 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
Gaz
rozru
chow
y
N2 N
0,188 0,250 0,313 0,375 0,500 0,625 0,750 1,000
4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0 0 0 0 0,1 0,2 0,2
200 Prąd
Aluminium
Gaz
tnący
Gaz
osłon
owy
Powi
2
Gaz tnący plazmy
Gaz rozruchowy osłony
Gaz tnący osłony
Odczyty wysokości
Wysokość początkowa
Napięcie łuku (odsunięcie)
Prędkość przesuwu
cale/min.
mm/min.
Szerokość szczeliny cięcia
PSI 44 44 44 44 44 44 44 44
BAR 3,04 3,04 3,04 3,04 3,04 3,04 3,04 3,04
PSI 20 20 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18 18 18 18
BAR 1,24 1,24 1,24 1,24 1,24 1,24 1,24 1,24
cale
0,375 0,375 0,375 0,375 0,500 0,500 0,500 0,500
mm
9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
137 143 145 148 152 154 163 176
240 170 105 90 70 62 55 30
6096 4318 2667 2286 1778 1575 1397 676
Cale
Milimetry
0,110 0,110 0,120 0,130 0,130 0,140 0,150 0,160
2,8 2,8 3,0 3,3 3,3 3,6 3,8 4,1
UWAGA:
Łuk pomocniczy ustawiony na High
4-62

ROZDZIAŁ 4 OBSŁUGA
Materiał:Aluminium
Prąd: 250
PT-600
Palnik do cięcia łukiem plazmowym
*Nie używać powietrza warsztatowego, Wykorzystywać powietrze z butli/sprężone.
Gaz
Gaz tnący:
Gaz
Azot (N2) przy 6,9 bar
Azot (N2) przy 6,9 bar
Powietrze* przy 4,1 bar
Tuleja palnika P/N 0558001626
Korpus palnika P/N 0558001825
(ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu P/N 0558002533 “4
otwory” (0558002534 “odwrotna”)
O-ring dostarczony z uchwytem
elektrody P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą P/N
86W99 (ref.)
Elektroda P/N 0558002499 “N2, H35, 600A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza P/N 0558001623 “250A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu
P/N 21944 (22496 “odwrotny”)
Osłona P/N 21802 “100A do 250A”
Ustalacz osłony P/N 37081
4-63

etrze
ROZDZIAŁ 4 OBSŁUGA
Dane procesu PT-600
)Poza przypadkami oznaczonymi, dane dotyczą
cięcia nad wodą. Zmniejszyć prędkość średnio o
10 % podczas cięcia pod wodą.
Grubość materiału
cale
mm
Regulatory czasowe
Czas podniesienia palnika (s)
Zwłoka przy wycinaniu otworów (s) 0,2 0,3 0,3 0,5 0,6 0,8
Parametry ustawcze Funty na cal kwadratowy (PSI)
PSI 25 25 25 25 25 25
Gaz rozruchowy plazmy
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44
Gaz tnący plazmy
BAR 3,0 3,0 3,0 3,0 3,0 3,0
PSI 20 20 20 20 20 20
Gaz rozruchowy osłony
BAR 1,4 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18 18
Gaz tnący osłony
BAR 1,2 1,2 1,2 1,2 1,2 1,2
Gaz
rozru
chow
y
N2 N
0,250 0,375 0,500 0,625 0,750 1,000
6,4 9,5 12,7 15,9 19,1 25,4
0 0,1 0,1 0,1 0,1 0,2
250 Prąd
Aluminium
Gaz
tnący
Gaz
osłon
owy
Powi
2
Odczyty wysokości
cale
0,375 0,375 0,500 0,500 0,500 0,500
Wysokość początkowa
mm
Napięcie łuku (odsunięcie)
Prędkość przesuwu
cale/min.
mm/min.
Szerokość szczeliny cięcia
Cale
Milimetry
9,5 9,5 12,7 12,7 12,7 12,7
136 146 148 152 157 166
200 125 100 75 65 45
5080 3175 2540 1905 1651 1143
0,120 0,130 0,130 0,150 0,150 0,160
3,0 3,3 3,3 3,8 3,8 4,1
UWAGA:
Łuk pomocniczy ustawiony na High
4-64

A
ROZDZIAŁ 4 OBSŁUGA
Materiał:
luminium
Prąd: 360
PT-600
Palnik do cięcia łukiem plazmowym
*Nie używać powietrza warsztatowego, Wykorzystywać powietrze z butli/sprężone.
Gaz
Gaz tnący:
Gaz
Azot (N2) przy 6,9 bar
Azot (N2) przy 6,9 bar
Powietrze* przy 4,1 bar
Tuleja palnika P/N 0558001626
Korpus palnika P/N 0558001825
(ref.)
2 O-ringi P/N 996528 (ref.)
Przegroda gazu P/N 0558001625 “8
otworów” (0558002530 “odwrotna”)
O-ring dostarczony z uchwytem
elektrody P/N 86W99 (ref.)
Uchwyt elektrody z O-ringiem
P/N 0558001621
O-ring dostarczony z elektrodą P/N
86W99 (ref.)
Elektroda P/N 0558002499 “N2, H35, 600A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Dysza P/N 0558001885 “360A”
O-ring dostarczony z dyszą
P/N 181W89 (ref.)
Czasza ustalająca dyszę
P/N 37082
Dyfuzor gazu
P/N 21944 (22496 “odwrotny”)
Osłona P/N 21945 “360A”
Ustalacz osłony P/N 37081
4-65

etrze
ROZDZIAŁ 4 OBSŁUGA
Dane procesu PT-600
)Poza przypadkami oznaczonymi, dane dotyczą
cięcia nad wodą. Zmniejszyć prędkość średnio o
10 % podczas cięcia pod wodą.
Grubość materiału
cale
mm
Regulatory czasowe
Czas podniesienia palnika (s)
Zwłoka przy wycinaniu otworów (s) 0,1 0,2 0,3 0,4 0,7 0,8
Parametry ustawcze Funty na cal kwadratowy (PSI)
PSI 25 25 25 25 25 25
Gaz rozruchowy plazmy
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 39 39 39 39 39 39
Gaz tnący plazmy
BAR 2,7 2,7 2,7 2,7 2,7 2,7
PSI 44 44 44 44 44 44
Gaz rozruchowy osłony
BAR 3,0 3,0 3,0 3,0 3,0 3,0
PSI 44 44 44 44 44 44
Gaz tnący osłony
BAR 3,0 3,0 3,0 3,0 3,0 3,0
Gaz
rozru
chow
y
N2 N
0,250 0,375 0,500 0,750 1,000 1,250
6,4 9,5 12,7 19,1 25,4 31,8
0 0 0 0,2 0,3 0,3
360 Prąd
Aluminium
Gaz
tnący
Gaz
osłon
owy
Powi
2
Odczyty wysokości
cale
0,375 0,375 0,500 0,500 0,500 0,500
Wysokość początkowa
mm
Napięcie łuku (odsunięcie)
Prędkość przesuwu
cale/min.
mm/min.
Szerokość szczeliny cięcia
Cale
Milimetry
9,5 9,5 12,7 12,7 12,7 12,7
147 155 161 168 168 190
230 180 160 90 60 40
5842 4572 4064 2286 1524 1016
0,120 0,130 0,130 0,140 0,150 0,200
3,0 3,3 3,3 3,6 3,8 5,1
UWAGA:
Łuk pomocniczy ustawiony na High
4-66
 Loading...
Loading...