


F-15-648
October 2011
Installation, Bedienung und Wartung des
Mechanisierten Plasma-
Schneidbrenners
PT-600

Die in diesem Handbuch beschriebene Apparatur
ist potentiell gefährlich. Seien Sie vorsichtig bei der
Installation, der Bedienung und der Wartung.
Alleine der Käufer ist für den sicheren Betrieb
und die Verwendung von allen erworbenen
Produkten, einschließlich der
Übereinstimmung mit den Bestimmungen der
Berufsgenossenschaft (OSHA, Occupational
Safety and Health Administration),
verantwortlich ESAB Cutting Systems
übernimmt keine Haftung für
Personenschäden oder andere auftretende
Schäden, die durch die Verwendung
irgendwelcher von ESAB hergestellten oder
verkauften Produkte entstehen. Siehe die
Standard-Geschäftsbedingungen und
Konditionen von ESAB für spezifische
Aussagen bezüglich ESABs
Verantwortlichkeiten und die Einschränkungen
der Haftung durch ESAB.
Es wurden alle Anstrengungen unternommen,
um die Richtigkeit und Vollständigkeit dieses
Handbuches sicherzustellen. Die
Informationen in diesem Handbuch können
ohne Mitteilung geändert werden.
Dieses Handbuch hat die ESAB-Teilenr. (P/N)
F15648
Dieses Handbuch ist für die Annehmlichkeit und die
Verwendung für den Käufer der
Brennschneidmaschine. Es ist keine vertragliche
oder andere Verpflichtung seitens von ESAB Cutting
Systems.
© ESAB Cutting Systems, 2000
Gedruckt in U.S.A.

DECLARATION OF CONFORMITY
according to the Low Voltage Directive 2006/95/EC
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
enligt Lågspänningsdirektivet 2006/95/EG
Type of equipment Materialslag
Mechanized Plasma Cutting Torch
Brand name or trade mark Fabrikatnamn eller varumärke
ESAB
Type designation etc. Typbeteckning etc.
PT-600 Series
Manufacturer’s authorised representative established within the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB AB, Welding Equipment
Esabvägen, SE-695 81 Laxå, Sweden
Phone: +46 586 81 000, Fax: +46 584 411 924
Manufacturer positioned outside the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB Welding & Cutting Products
411 South Ebenezer Road, Florence, South Carolina 29501, USA
Phone: +1 843 669 4411, Fax: +1 843 664 4258
The following harmonised standard in force within the EEA has been used in the design:
Följande harmoniserande standarder har använts i konstruktionen:
EN 60974-7, Arc welding equipment – Part 7: Torches
By signing this document, the undersigned declares as manufacturer, or the manufacturer’s authorised
representative established within the EEA, that the equipment in question complies with the safety requirements
stated above.
Genom att underteckna detta dokument försäkrar undertecknad såsom tillverkare, eller tillverkarens representant inom
EES, att angiven materiel uppfyller säkerhetskraven angivna ovan.
Date / Datum
Laxå 2008-11-14
Signature / Underskrift Position / Befattning
Global Director
Equipment and Automation
Kent Eimbrodt
Clarification


PLASMA_SCHNEIDBRENNER PT-600 Inhaltsverzeichnis
Seite
Kapitel 1 Sicherheit
1.1 Einleitung ............................................................................................. 1
1.2 Sicherheitsanmerkungen und Symbole ................................................. 2
1.3 Allgemeine Sicherheitsinformationen ..................................................... 3-4
1.4 Installationsvorkehrungen ..................................................................... 5
1.5 Elektrische Erdung................................................................................ 5
1.6 Betrieb der Plasma Schneidmaschine................................................... 6-11
1.7 Wartungsvorkehrungen ........................................................................ 12-13
1.8 Sicherheitsverweise.............................................................................. 14-16
1.8.1 U.S.A. ........................................................................................... 14
1.8.2 Interantional................................................................................... 15-16
Kapitel 2 Beschreibung
2,1 Allgemeines....................................................................................... 1
2.2 Geltungsbereich ................................................................................ 1
2.3 Erhältliche Optionen zum Paket ......................................................... 1
2.4 Technische Daten des PT-600
2.4.1 Plasmagas ................................................................................. 2
2.4.2 Startgas ..................................................................................... 2
2.4.3 Sekundärgas.............................................................................. 2
2.4.4 Brenner PT-600.......................................................................... 2
Kapitel 3 Installation
3.1 Allgemeines....................................................................................... 1
3.2 Anschluss des Schlauch- und Kabelbündels am Brennerkörper.......... 1
3.3 Demontage des Brennerbündels vom Brennerkörper ......................... 3
3.4 Montage des Brenners an der Maschine (Vorkehrungen).................... 4
i

PLASMA_SCHNEIDBRENNER PT-600 Inhaltsverzeichnis
Seite
Kapitel 4 Bedienung
Sicherheitsvorkehrungen...................................................................... 1
4.1 Einrichten........................................................................................... 2
4.1.1 Umkehr-Brennschneiden............................................................ 2
4.2 Brennschneidqualität.......................................................................... 3
4.2.1 Einleitung .................................................................................
4.2.2 Schittwinkel ............................................................................... 4
4.2.3 Ebenheit des Schnittes............................................................... 5
4.2.4 Oberflächenqualität .................................................................... 6
4.2.5 Schlacke.................................................................................... 7
4.2.6 Maßgenauigkeit.......................................................................... 8
4.3 Brenner Durchflussöffnungen ............................................................. 9
4.4 Einfluss der Gasauswahl auf die Schnittqualität.
4.4.1 Einleitung ................................................................................
4.4.2 Aluminium.................................................................................. 11
4.4.3 Kohlenstoffstahl ......................................................................... 12
4.4.4 Edelstahl.................................................................................... 13
4.5 Prozessdaten
4.5.1 Einleitung ................................................................................
4.5.2 Prozessdaten-Einstellung
3
10
14
Kohlenstoffstahl.................................................................. 16
Aluminium.......................................................................... 36
Edelstahl ............................................................................ 68
Kapitel 5 Wartung
5.1 Einleitung........................................................................................... 1
5.2 Brennerkörper.................................................................................... 1
5.3 Demontage der Stirnseite des Brenners.............................................. 2
5.4 Montage der Stirnseite des Brenners.................................................. 5
ii

PLASMA_SCHNEIDBRENNER PT-600 Inhaltsverzeichnis
Seite
Kapitel 6 Fehlersuche
6.1 Reduzierte Standzeit von Verschleißteilen........................................... 1
6.2 Kein Führungslichtbogen ................................................................... 2
6.3 Keine Lichtbogenübertragung............................................................ 2
6.4 Kein Prefluss des Plasmas................................................................. 2
6.5 Kein Prefluss des Schutzgases .......................................................... 2
6.6 Brenner zündet nicht ......................................................................... 3
6.7 Keine Hochfrequenz am Brenner ....................................................... 3
Kapitel 7 Ersatzteile
7,1 General Allgemeines.............................................................................. 1
7.2 Ordering Bestellung .............................................................................. 1
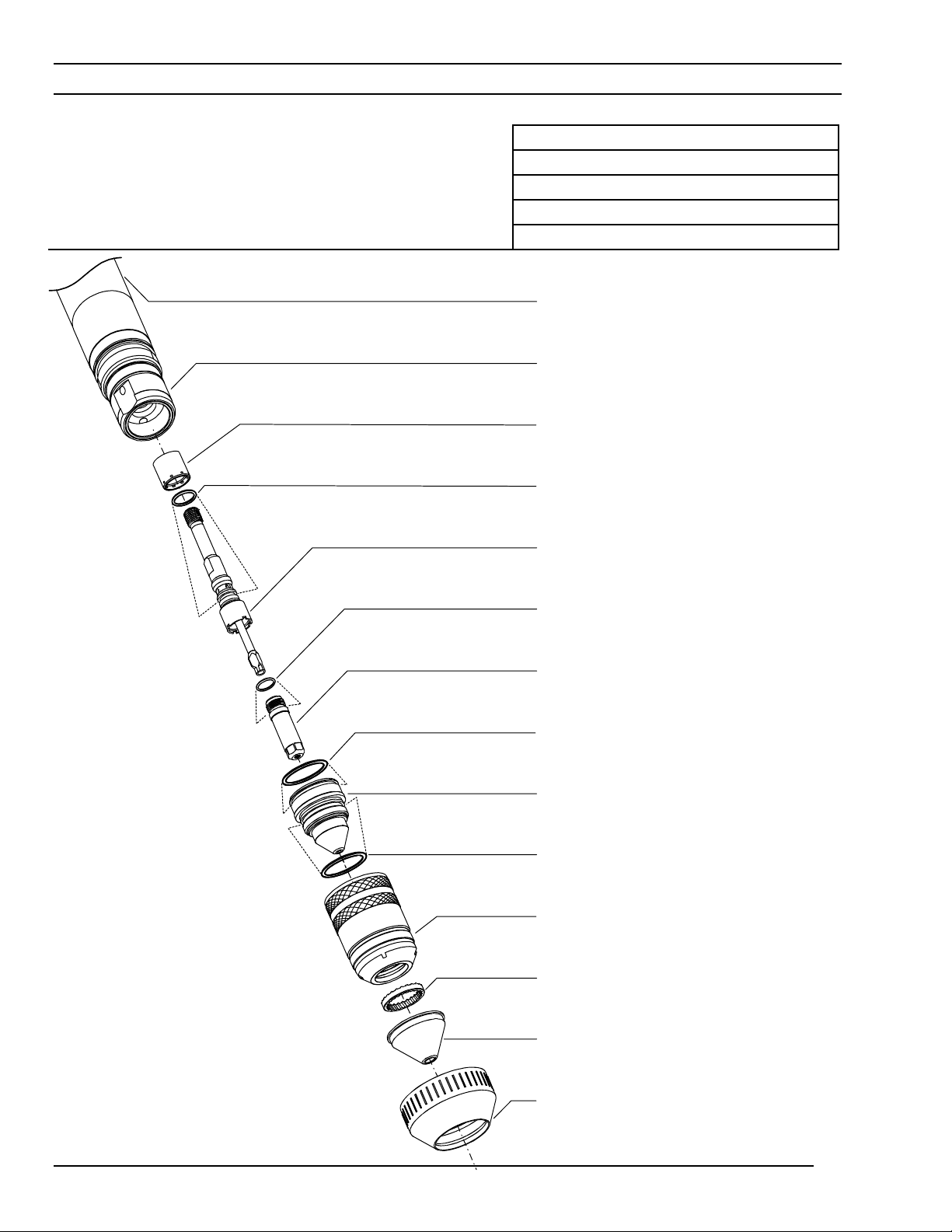
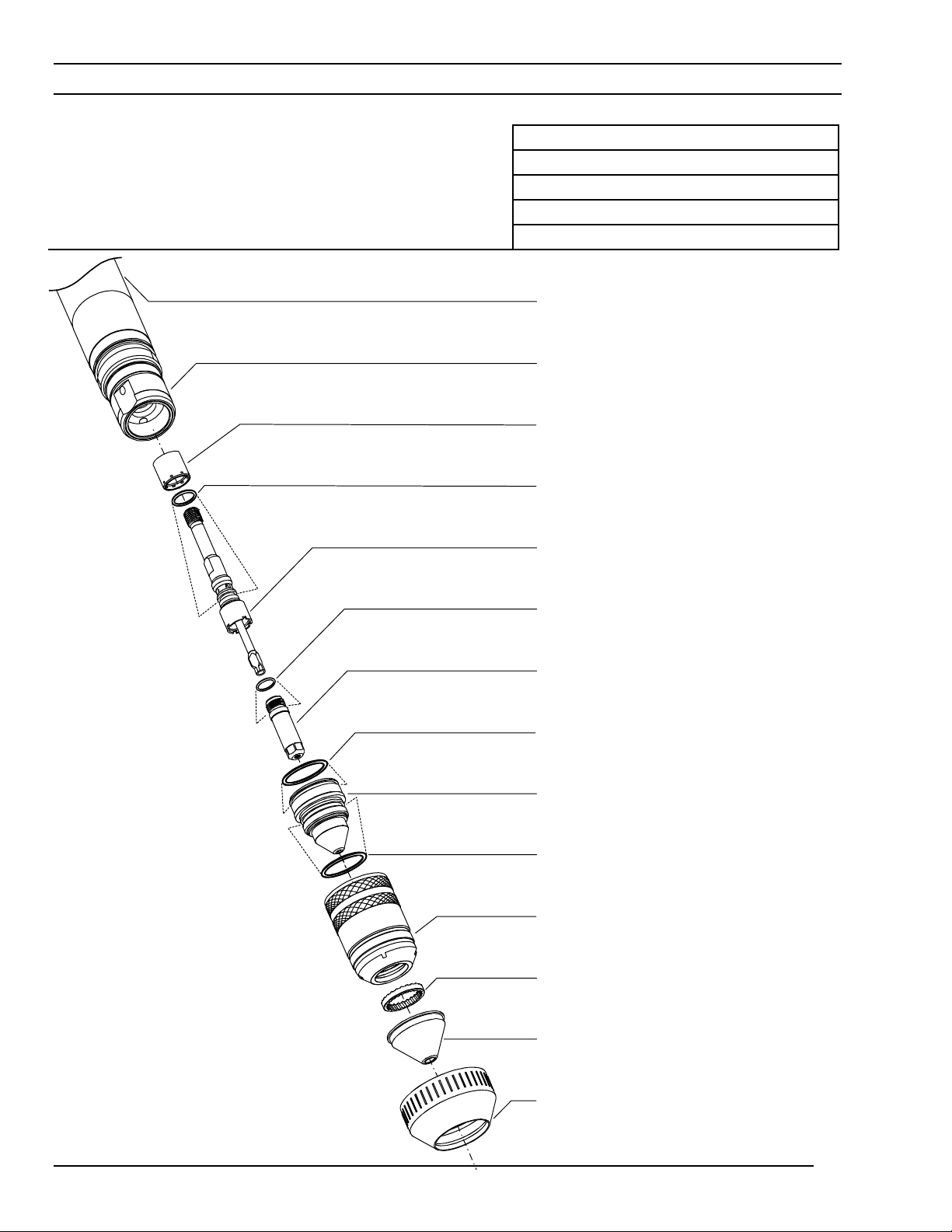
7.3 Front End Tprch Parts Stirnseite des Brenners PT-600................................... 2-3
7.4 Hoses and Cables Schläuche und Kabel................................................... 4-5
7.5 Complete Assemblies and Tools Komplette Baugruppen und Werkzeuge ......... 6-7
7.6 Parts Kits .......................................................................................... 8-9
Hintere
Kunden/Technische Informationen
Umschlagseite des
Handbuches
iii

PLASMA_SCHNEIDBRENNER PT-600 Inhaltsverzeichnis
Diese Seite wurde absichtlich frei gelassen.
iv

ABSCHNITT 1 SICHERHEIT
1.1 Einleitung
Das Verfahren zum Schneiden von Metall mit
Plasmageräten bietet der Industrie ein wertvolles
und vielseitiges Werkzeug. ESAB
Schneidmaschinen wurden so ausgeführt, dass sie
Betriebssicherheit und –wirksamkeit bieten. Wie
jedoch bei jeder Werkzeugmaschine, sind erhöhte
Aufmerksamkeit auf das Betriebsverfahren,
Vorsichtsvorkehrungen und sichere Praktiken
notwendig, um ein volles Maß an Zweckmäßigkeit
zu erlangen. Ob die Maschine zum Betrieb oder
zur Wartung gehandhabt wird oder ob eine Person
nur als Zuschauer beteiligt ist, die eingeführten
Vorkehrungen und Sicherheitspraktiken müssen
von allen Personen eingehalten werden. Werden
bestimmte Vorkehrungsmaßnahmen nicht
eingehalten, so kann dies zu ernsthaften
Personenverletzungen oder zu schweren
Maschinenschäden führen. Die nachfolgenden
Vorkehrungsmaßnahmen gelten als allgemeine
Richtlinien beim Arbeiten mit Schneidmaschinen.
Ausführlichere, grundlegende
Vorkehrungsmaßnahmen in Bezug auf Maschine
und Zubehörteile sind in der Anleitungsliteratur
enthalten. Zwecks eines breiten Umfangs an
Sicherheitsinformationen im Bereich Schneid- und
Schweißapparaten, fordern Sie bitte die
Herausgaben zum Durchlesen an, die in der Liste
der Verweise empfohlen werden.
Mechanisierten Plasma-Schneidbrenners PT-600 1-1
ABSCHNITT 1 SICHERHEIT
1.2 Sicherheitsanmerkungen und Symbole.
!
GEFAHR
!
WARNUNG
!
ACHTUNG
!
ACHTUNG
Die folgenden Worte und Symbole werden im
gesamten Handbuch verwendet. Sie deuten auf
verschiedene Stufen des erforderlichen
Sicherheitseinsatzes hin
ALARM oder ACHTUNG. Ihre Sicherheit ist
betroffen oder es besteht eine potentielle
Störung der Ausrüstung. Wird in Verbindung
mit anderen Symbolen und Informationen
verwendet.
Wird verwendet um Aufmerksamkeit auf
unmittelbare Gefahren zu lenken, die, falls
nicht vermieden, zu ernsthaften
Personenverletzungen oder zum Tod führen.
Wird verwendet um Aufmerksamkeit auf
potentielle Gefahren zu lenken, die zu
Personenverletzungen oder zum Tod führen
können.
Wird verwendet um Aufmerksamkeit auf
Gefahren zu lenken, die zu leichten
Personenverletzungen oder
Ausrüstungsschäden führen können.
Wird verwendet um Aufmerksamkeit auf
leichte Gefahren für die Ausrüstung zu
lenken.
HINWEIS
Mechanisierten Plasma-Schneidbrenners PT-600 1-2
Wird verwendet um Aufmerksamkeit auf
wichtige Installations-, Betriebs- oder
Wartungsinformationen zu lenken, die keine
direkten Sicherheitsgefahren darstellen.
ABSCHNITT 1 SICHERHEIT
1.3 Allgemeine Sicherheitsinformationen
Die Maschine startet oft automatisch.
WARNUNG
!
Diese Ausrüstung bewegt sich in verschiedenen
Richtungen und zu verschiedenen
Geschwindigkeiten.
· Eine sich bewegende Maschine kann eine
Person erdrücken.
· Diese Stromquelle sollte nur von qualifiziertem
Fachpersonal bedient oder gewartet werden.
· Alle Mitarbeiter, Materialien und
Ausrüstungsgegenstände, die nicht am
Produktionsbetrieb beteiligt sind, sind vom
gesamten Systembereich fernzuhalten.
· Schmutz und Hindernisse, wie Werkzeug und
Kleidung von den Getriebespeichern und
Getriebesprossen fernhalten.
· Die gesamte Arbeitszelle einzäunen, um
Mitarbeiter davon abzuhalten, durch den
Bereich zu laufen oder in unmittelbarer
Betriebsnähe der Ausrüstung zu stehen.
· An jedem Arbeitszelleneingang entsprechende
WARNUNGS-Schilder anbringen.
· Vor einer Wartung ist das
Verriegelungsverfahren zu befolgen.
Mechanisierten Plasma-Schneidbrenners PT-600 1-3

ABSCHNITT 1 SICHERHEIT
Das Nichtbeachten der
WARNUNG
!
Betriebsanleitungen könnte zum Tod oder
zu schweren Verletzungen führen.
Lesen Sie dieses Handbuch gut durch und machen
Sie sich damit vertraut, bevor Sie die Maschine
benutzen.
· Lesen Sie das gesamte Verfahren durch, bevor
Sie eine Systemwartung durchführen.
· Es muss besonders auf alle Gefahrenhinweise
geachtet werden, die Ihnen wichtige
Informationen über die Sicherheit Ihres
Personals und/oder über mögliche Schäden an
der Ausrüstung geben.
· Alle Sicherheitsvorkehrungen in Bezug auf
elektrische Ausrüstung und den
Verfahrensbetrieb müssen von allen Personen
mit Verantwortung und Zugang strengstens
eingehalten werden.
· Lesen Sie alle Sicherheitshandbücher, die von
Ihrer Firma zur Verfügung gestellt werden.
Das Nichtbefolgen der Instruktionen auf
WARNUNG
!
dem Sicherheitsetikett könnte zum Tod
oder zu schweren Verletzungen führen.
Lesen Sie alle an der Maschine angebrachten
Sicherheitsetiketten und machen Sie sich mit ihnen
vertraut.
Beziehen Sie sich auf das Betriebshandbuch
zwecks zusätzlicher Sicherheitsinformationen.
Mechanisierten Plasma-Schneidbrenners PT-600 1-4

ABSCHNITT 1 SICHERHEIT
1.4 Installationsvorkehrungen
WARNUNG
!
Eine falsch installierte Ausrüstung kann zu
Verletzungen oder zum Tod führen.
Folgen sie diesen Richtlinien bei der Installation der
Maschine:
· Setzen Sie sich mit Ihrem ESAB-Repräsentanten in
Verbindung, bevor Sie eine Installation
unternehmen. Er kann bestimmte
Vorsichtsmaßnahmen in Bezug auf
Rohrleitungsverlegung, das Anheben der
Maschine, etc. empfehlen, um eine ausreichende
Sicherheit zu gewährleisten.
· Versuchen Sie nie, Änderungen an der Maschine
oder Zusätze am Apparat zu unternehmen, ohne
vorher den Rat eines qualifizierten ESABRepräsentanten einzuholen.
· Halten Sie die erforderlichen Mindestabstände für
einen ordnungsgemäßen Betrieb und die
Sicherheit Ihres Personals ein.
· Lassen Sie die Installation, Fehlersuche und
Wartung dieser Ausrüstung stets durch
qualifiziertes Personal vornehmen.
1.5 Elektrische Erdung
WARNUNG
!
· Stellen Sie einen an der Wand montierten
Sicherungsschalter mit geeigneter
Sicherungsgröße in der Nähe der Stromversorgung
bereit.
Die elektrische Erdung ist für den ordnungsgemäßen
Betrieb der Maschine und die BETRIEBSSICHERHEIT
unerlässlich. Beziehen Sie sich auf den
Installationsabschnitt dieses Handbuchs zwecks
ausführlicher Erdungsanleitungen.
Elektroschock Gefahr.
Eine unsachgemäße Erdung kann zu schweren
Verletzungen oder zum Tod führen.
Die Maschine muss sachgemäß geerdet werden,
bevor sie in Betrieb genommen wird.
Mechanisierten Plasma-Schneidbrenners PT-600 1-5

ABSCHNITT 1 SICHERHEIT
1.6 Betrieb der Plasma Schneidmaschine
WARNUNG
!
Trümmerteile und laute Geräusche.
· Heiße Spritzer können Augen verbrennen und
verletzen. Tragen Sie eine Schutzbrille, um Ihre
Augen vor Verbrennungen und durch den
Betrieb der Maschine abspringende
Trümmerteile zu schützen.
· Gesprungene Schlacken können sehr heiß sein
und eventuell weit abspringen. Personen, die
sich in der Nähe aufhalten, sollten ebenfalls
Sicherheitsbrillen tragen.
· Die lauten Geräusche vom Plasmalichtbogen
können das Gehör schädigen. Tragen Sie
einen geeigneten Gehörschutz, wenn Sie über
Wasser schneiden.
Brandgefahr.
WARNUNG
Gefahr durch abspringende
!
Heißes Metall kann zu Verbrennungen führen.
· Berühren Sie keine Metallplatten oder –teile
unmittelbar nach dem Schneidvorgang. Lassen
Sie das Metall zuerst abkühlen, oder
besprühen Sie es mit etwas Wasser.
· Berühren Sie den Plasmabrenner nicht
unmittelbar nach dem Schneidvorgang. Lassen
Sie den Brenner zuerst abkühlen.
Mechanisierten Plasma-Schneidbrenners PT-600 1-6

ABSCHNITT 1 SICHERHEIT
WARNUNG
!
Hochspannungsgefahr.
Elektroschock kann zum Tod
führen.
· Berühren Sie während dem
Plasmaschneidverfahren AUF KEINEN FALL
den Plasmabrenner, Schneidtisch oder die
Kabelverbindungen.
· Stellen Sie stets den Strom zur PlasmaStromversorgung ab, bevor Sie den
Plasmabrenner berühren oder warten.
· Stellen Sie stets den Strom zur PlasmaStromversorgung ab, bevor Sie Komponenten
am System warten.
· Berühren Sie keine unter Strom stehenden
Teile.
· Alle Verkleidungen und Abdeckungen müssen
an Ort und Stelle sein, wenn die Maschine an
einer Stromversorgung angeschlossen ist.
· Tragen Sie zum Schutz vor dem Werkstück
und der elektrischen Erdung isolierte
Handschuhe, Schuhe und Bekleidung.
· Handschuhe, Schuhe, Bekleidung,
Arbeitsbereich und Ausrüstung trocken halten.
· Abgenutzte oder beschädigte Kabel müssen
ersetzt werden.
Mechanisierten Plasma-Schneidbrenners PT-600 1-7
ABSCHNITT 1 SICHERHEIT
WARNUNG
!
Abgasgefahr.
Abgase und Gase, die durch das PlasmaSchneidverfahren freigesetzt werden, können eine
Gefahr für die Gesundheit darstellen.
· Abgase NICHT einatmen.
· Den Plasmabrenner nicht einsetzen, wenn das
Abgasentfernungssystem nicht
ordnungsgemäß funktioniert.
· Setzen Sie zur Abgasentfernung wenn nötig
eine zusätzliche Ventilationsquelle ein.
· Verwenden Sie ein zugelassenes
Beatmungsgerät, wenn keine ausreichende
Ventilation vorhanden ist.
·
Stellen Sie eine positive, mechanische
Ventilation beim Schneiden von verzinktem
Stahl, rostfreiem Stahl, Kupfer, Zink, Beryllium
oder Kadmium zur Verfügung. Atmen Sie diese
Abgase nicht ein.
· Die Maschine darf nicht in der Nähe von
Entölungs- und Sprühvorgängen betrieben
werden. Hitze oder Lichtbogenstrahlen können
mit chlorierten Kohlenwasserstoffgasen
reagieren und somit Phosgen, ein hoch giftiges
Gas und andere Reizgase bilden.
·
Mechanisierten Plasma-Schneidbrenners PT-600 1-8

ABSCHNITT 1 SICHERHEIT
Strahlungsgefahr.
WARNUNG
!
Lichtbogenstrahlen können Augenverletzungen
und Hautverbrennungen verursachen.
· Tragen Sie einen geeigneten Augen- und
Körperschutz.
· Tragen Sie dunkle Schutzbrillen oder
Schutzbrillen mit Seitenabdeckung. Beziehen
Sie sich auf die nachfolgende Tabelle zwecks
empfohlener Verdunkelungsschattierungen der
Schutzbrillen beim Plasmaschneiden:
Lichtbogenstrom Linsenschattierung
Bis zu 100 Ampere Schattierung Nr. 8
100 - 200 Ampere Schattierung Nr. 10
200 - 400 Ampere Schattierung Nr. 12
Über 400 Ampere Schattierung Nr. 14
· Die Schutzbrillen ersetzen, wenn sie Kratzer
und Brüche aufweisen
· Warnen sie andere Personen, nicht direkt in
den Lichtbogen zu sehen, ohne geeignete
Schutzbrillen zu tragen.
· Den Schneidbereich so vorbereiten, dass eine
Rückstrahlung und Übertragung von
ultraviolettem Licht reduziert wird.
§ Einen speziellen Farbanstrich an Wänden
verwenden, der UV-Licht absorbiert.
§ Schutzgitter oder Schutzvorhänge
montieren, um die Übertragung von
ultraviolettem Licht zu reduzieren.
Mechanisierten Plasma-Schneidbrenners PT-600 1-9
ABSCHNITT 1 SICHERHEIT
WARNUNG
!
Brandgefahr.
Hitze, Spritzer und Funken führen zu offener
Flamme und Verbrennungen.
· Nicht in der Nähe von brennbarem Material
schneiden.
· Tragen Sie kein brennbares Material an Ihrem
Körper (z. B. ein Butan-Feuerzeug).
· Der Pilotlichtbogen kann Verbrennungen
verursachen. Die Brennerdüse von Ihnen und
anderen Personen fern halten, wenn Sie das
Plasmaverfahren aktivieren.
· Tragen Sie einen geeigneten Augen- und
Körperschutz.
· Tragen Sie Schweißerhandschuhe,
Sicherheitsschuhe und einen Hut.
· Tragen Sie schwer entflammbare Kleidung, die
alle dem Schnittbereich ausgesetzten
Körperbereiche abdeckt.
· Keine Hosen mit Umschlag tragen, worin
Funken und Schlacke aufgefangen werden
könnten.
· Feuerlöscher sollten jederzeit für einen
eventuellen Gebrauch zur Verfügung stehen.
Mechanisierten Plasma-Schneidbrenners PT-600 1-10
ABSCHNITT 1 SICHERHEIT
WARNUNG
!
Explosionsgefahr.
· Bestimmte geschmolzene Legierungen auf
Aluminium-Lithiumbasis (Al-Li) können
Explosionen verursachen, wenn Plasma ÜBER
Wasser geschnitten wird.
§ Diese Legierungen sollten nur trocken
auf einem Trockenschneidtisch
geschnitten werden.
§ NICHT über Wasser trockenschneiden.
§ Wenden Sie sich an Ihren
Aluminiumlieferanten zwecks zusätzlicher
Sicherheitsinformationen bezüglich der
mit diesen Legierungen in Verbindung
stehenden Gefahren.
· Nicht in Atmosphären schneiden, die
explosiven Staub oder Dämpfe enthalten.
· Kein entflammbares Material an Ihrem Körper
tragen (z. B. ein Butan-Feuerzeug).
· Keine Behälter schneiden, in denen
entflammbares Material aufbewahrt wurde.
Mechanisierten Plasma-Schneidbrenners PT-600 1-11
ABSCHNITT 1 SICHERHEIT
1.7 Wartungsvorkehrungen
GEFAHR
!
Hochspannungsgefahr.
Elektroschock kann zum Tod
führen.
· Den Plasmabrenner, Schneidtisch oder die
Kabelverbindungen während dem
Plasmaschneidvorgang NICHT berühren.
· Stellen Sie stets den Strom zur
Plasmastromversorgung ab, bevor Sie den
Plasmabrenner berühren oder warten.
· Stellen Sie stets den Strom zur
Plasmastromversorgung ab, bevor Sie die
Abdeckungen und Verkleidungen zur Wartung
der Systemkomponenten abnehmen.
· Keine unter Strom stehenden Teile berühren.
· Alle Verkleidungen und Abdeckungen an Ort
und Stelle halten, wenn die Maschine an der
Stromquelle angeschlossen ist.
· Handschuhe, Schuhe, Kleidung, Arbeitsbereich
und Ausrüstung trocken halten.
· Die Strom- und Erdungskabel regelmäßig auf
Abnutzung oder Risse überprüfen. Abgenutzte
oder beschädigte Kabel ersetzen. Bei
vorhandenen Schäden dürfen die Kabel nicht
mehr verwendet werden.
· Die Sicherheitssperren niemals umgehen.
· Die Absperrverfahren stets befolgen.
Ein vorbeugendes Wartungsverfahren einrichten
ACHTUNG
und befolgen. Ein umfassendes
Wartungsprogramm kann entsprechend der
empfohlenen Wartungsintervallen erstellt werden.
Das Liegenlassen von Testausrüstung oder
Handwerkzeugen auf der Maschine sollte
vermieden werden. Schwere Elektro- oder
Maschinenschäden könnten an der Ausrüstung
oder Maschine entstehen.
Mechanisierten Plasma-Schneidbrenners PT-600 1-12
ABSCHNITT 1 SICHERHEIT
Äußerste Vorsicht ist geboten, wenn der
ACHTUNG
!
Schaltkasten mit einem Oszilloskop oder
Spannungsmeßgerät geprüft wird. Integrierte
Schaltkreise sind für Schäden aufgrund von
Überspannungen anfällig. Bevor Testgeräte
verwendet werden, sollte die Maschine
ausgeschaltet werden, um einen unbeabsichtigten
Kurzschluß der Komponenten zu verhindern.
Alle Leiterplatten sollten fest in ihren Steckplätzen
sitzen, alle Kabel ordnungsgemäß angeschlossen,
alle Kästen geschlossen und verriegelt sein und
alle Schutzschilder und Abdeckungen wieder
aufgesetzt sein, bevor der Strom eingeschaltet
wird.
Mechanisierten Plasma-Schneidbrenners PT-600 1-13

ABSCHNITT 1 SICHERHEIT
1.8 Sicherheitsverweise -- Bestimmungen, Normen, Richtlinien
Die nachfolgenden, im Inland anerkannten Herausgaben über die
Sicherheit bei Schweiß- und Schneidverfahren werden empfohlen.
Diese Herausgaben wurden zum Schutz von Personen vor
Verletzungen oder Erkrankungen sowie zum Schutz vor Schäden an
Eigentum, die durch unsachgemäße Praktiken entstehen könnten,
vorbereitet. Obwohl sich einige dieser Herausgaben nicht speziell auf
diese Art von industriellem Schneidapparat beziehen, gelten jedoch die
gleichen Sicherheitsprinzipien.
1.8.1 USA (English language only)
· “Vorkehrungen und Sicherheitspraktiken beim Schweißen und Schneiden
· “Vorkehrungen und Sicherheitspraktiken für Elektro-Schweißen und
· “Sicherheit beim Schweißen und Schneiden” - ANSI Z 49.1, American
· “Empfohlene Sicherheitspraktiken für Schutzgase beim Schweißen und
· “Empfohlene Praktiken beim Lichtbogenschneiden” - AWS C5.1,
mit Ausrüstung auf Sauerstoff-Flüssiggasbasis”, Form 2035. ESAB
Cutting Systems.
Schneiden” Formular 52-529. ESAB Cutting Systems.
Welding Society, 2501 NW 7th Street, Miami, Florida, 33125, USA.
Plasmalichtbogenschneiden” - AWS C5.10-94, American Welding
Society.
American Welding Society.
· “Empfohlene Praktiken beim Lichtbogenschneiden” - AWS C5.2,
American Welding Society.
· “Sicherheitspraktiken” - AWS SP, American Welding Society.
· “Normen zum Feuerschutz bei Schneid- und Schweißverfahren ” - NFPA
51B, National Fire Protection Association, 60 Batterymarch Street,
Boston, Massachusetts, 02110, USA.
· “Normen zu Installation und Betrieb von Sauerstoff- Flüssiggassystemen
beim Schweißen und Schneiden” - NFPA 51, National Fire Protection
Association.
· “Sicherheitsvorkehrungen für Sauerstoff, Stickstoff, Argon, Helium,
Kohlenstoffdioxid, Wasserstoff und Azetylen”, Formular 3499. ESAB
Cutting Systems. Erhältlich durch Ihren ESAB-Repräsentanten oder Ihrem
örtlichen Händler.
· "Ausführung und Installation von Sauerstoff-Rohrleitungssystemen",
Formular 5110. ESAB Cutting Systems.
· “Vorkehrungen für die sichere Handhabung von Kompressionsgasen in
Zylindern”, CGA Standard P-1, Compressed Gas Association.
Literatur in Zusammenhang mit Sicherheitspraktiken beim Schweißen und
Schneiden von gasförmigem Material ist ebenfalls erhältlich durch:
Compressed Gas Association, Inc., 500 Fifth Ave., New York, NY 10036,
USA.
Mechanisierten Plasma-Schneidbrenners PT-600 1-14

ABSCHNITT 1 SICHERHEIT
1.8.2 International
Accident Prevention
VBG- Unfallverhütungsvorshriften
General Provisions
VBG 1
Allgemeine Unfallverhütungsvorshriften
Electrical Equipment and operating Equipment
VBG 4
Elektrische Anlagen
Welding, Cutting and related working methods
VBG 15
Schweißen un Schneiden un verwandte Verfahren
Shot Blasting Works
VBG 48
Strahlarbeiten
Gases
VBG 61
Gase
Oxygen
VBG 62
Sauerstoff
Operating liquid jet cutting machines
VBG 87
Arbeiten mit Flüssigkeitsstrahlem
VBG 93
Laser beams, accident prevention and Electrotechnology
Laserstrahlung, Unfallverhütungs-vorschriften für
Feinmechnik und Elektrotechnik
Noise
VBG 121
Lärm
Mechanisierten Plasma-Schneidbrenners PT-600 1-15
ABSCHNITT 1 SICHERHEIT
VDE Regulations
VDE - Vorschriften
VDE 0100
Erection of power installations with normal voltages up to
1000 volts
Bestimmungen für das Errichten von Stakstromanlagen
mit Nennspannungen bis 1000 Volt
Electrical equipment of industrial machines
VDE0113
VDE 0837
VDE 0837-
50
Elektrishe Ausrüstung von Industriemaschinen
Radiation safety of laser products; users guide (DIN EN
60825)
Strahlungssicherheit von Lasereinrichtungen und
Benutzungsrichtlinen (DIN EN 60825)
Specification for laser guards
Anforderung an Lasershcutzwänden
TRAC Technical Rules for Acetylene and Carbide Stores
TRAC- Techische Regein für Azetylenanlagen und Calciumcargidlager
Acetylene lines
TRAC-204
Azetylenleitungen
Acetylene cylinder battery systems
TRAC-206
Azetylenflaschenbatterieanlagen
Safety devices
TRAC-207
Sicherheitseinrichtungen
TRG Technical Rules for Pressure gases
TRG – Technische Regein für Druckgase
TRG 100
TRG 101
TRG 102
TRG 104
Mechanisierten Plasma-Schneidbrenners PT-600 1-16
General regulations for pressure gases
Allgemeine Bestimmungen für Druckgase
Pressure gases
Druckgase
Technical gas mixtures
Technishe Gasgemische
Pressure gases; alterative use of compressed gas tanks
Druckgase, wahlweise Verwendung von
Druckgasbehältem
ABSCHNITT 1 SICHERHEIT
TRGS – Technische Richtlinien für Gefahrstoffe
TRGS-102 Techn. Richtkonzentration (TRK) für gefährliche Stoffe
DIN Standards
DIN-Normen
TRGS-402
TRGS-900 Grenzwerte in der Luft am Arbeitsplatz (Luftgrenzwerte)
TA TA-Luft un TA-Lärm (BLm SchV)
DIN 2310
Part 1
Teil 1
DIN 2310
Part 2
Teil 2
DIN 2310
Part 4
Teil 4
DIN 2310
Part 5
Teil 5
DIN 2310
Part 6
Ermittlung u. Beurteilung der Konzentration gefährlicher
Stoffe in der Luft im Arbeitsbereich
Thermal cutting; terminology and nomenclature
Thermsiches Schneiden, Allgemeine Begriffe und
Bennungen
Thermal cutting; determination of quality of cut faces
Thermsiches Schneiden, Ermittein der Güte von
Schnittflächen
Thermal cutting; arc plasma cutting; process principles,
quality, dimensional tolerances
Thermsiches Schneiden, Plasmaschneiden,
Verfahrensgrundlagen, Güte, Maßtoleranzen
Thermal cutting; laser beam cutting of metallic materials;
process principles
Laserstrahlschneiden von metallischen Werkstoffen,
Verfahrensgrundlagen, Güte, Maßtoleranzen
Thermal cutting; Classification, processes
Teil 6 Einführung, Verfahren
DIN 4844
Part 1
Teil 1 Sicherheitskennzeichen (Siehe EN 7287)
Mechanisierten Plasma-Schneidbrenners PT-600 1-17
Safety markings (DIN EN 7287)

ABSCHNITT 1 SICHERHEIT
DIN EN ISO Harmonized Standards
DIN EN ISO-Harmonisierte Normen
DIN EN
292/1 and 2
DIN EN 559
DIN EN 560
DIN EN 561
DIN EN
626-1
DIN EN
848-1
Safety of machinery
Sicherheit von Maschinen, Geräten und Anlagen
Hoses for welding, cutting and allied processes
Schläuche für Schweißen, Schneiden und verwandte
Verfahren
Hose connections and hose couplings for equipment for
welding, cutting and allied processes
Schlauchanschlüsse und Schlauchverbindungen für
Geräte zum Schweißen, Schneiden und verwandte
Verfahren
Gas welding equipment hose couplings
Gasschweißgeräte, Kupplungen
Safety of machines, reduction of risks to health
Sichereit von Maschinen, Reduzierung des
Gesundheitsrisikos
Single spindle vertical milling machines
Fräsmaschine für einseitige Bearbeitung mit drehendem
Werkzeug
DIN EN
1829
DIN EN
9013
DIN EN
12584
DIN EN
12626
DIN EN
28206
DIN EN
31252
High pressure water jet machines
Hochdruckwasserstrahlschneidmaschine
Thermal cutting, oxygen cutting, process principles,
dimensional tolerances
Thermisches Schneiden, Autogenes Brennschneiden,
Verfahrensgrundlagen, Güte, Maßtoleranzen
Imperfections in oxy/fuel flame cuts, laser beam cuts and
plasma
Unregeimäßigkeiten an Brennschnitten, Laserstrahl- und
Plasmaschnitten
Laser processing machines
Laserbearbeitungsmaschinen
Acceptance testing for oxygen cutting machines
Abnahmeprüfung für Brennschneidmaschinen
Laser Equipment
Lasergeräte
Mechanisierten Plasma-Schneidbrenners PT-600 1-18

ABSCHNITT 1 SICHERHEIT
VDI Guidelines
DIN EN
31553
DIN EN
60204-1
DIN EN
60825
DIN EN 999
VDI 2906
VDI 2084
Laser and laser related equipment
Laser und Laseranlagen
Electrical equipment of machines
Elekrische Ausrüstung von Maschinen
Radiation safety of laser products
Strahlensicherheit von Laseranlagen
Arrangement of protection devices
Anordnung von Schutzeinrichtungen
Quality of cut faces on metallic workpieces; abrasive
water jet cutting and arc plasma cutting
Schnittflächenqualität beim Schneiden von Werkstücken
aus Metall, Abrasiv- Wasserstrahischneiden und
Plasmastrahischneiden
Room air; Technical systems for welding workshops
Raumluft techn. Anlagen für Schweißwerkstätten
Mechanisierten Plasma-Schneidbrenners PT-600 1-19

ABSCHNITT 1 SICHERHEIT
Mechanisierten Plasma-Schneidbrenners PT-600 1-20

KAPITEL 2 BESCHREIBUNG
2.1 Allgemeines
2.2 Geltungsbereich
Der mechanisierte Plasma-Schneidbrenner PT-600
ist ein Plasmalichtbogenbrenner, der beim Hersteller
montiert wurde, um die konzentrische
Beschaenheit und eine konsistente
Schnittgenauigkeit des Brenners zu erhalten. Aus
diesem Grund kann der Brennerkörper im Feld nicht
umgebaut werden. Lediglich an der Stirnseite des
Brenners benden sich austauschbare Teile.
Der Zweck dieses Handbuches ist, den Bediener
mit den notwendigen Informationen zur Installation
und Bedienung des mechanisierten PlasmaSchneidbrenners PT-600 zu versehen. Zur
Unterstützung bei der Fehlersuche des
Brennschneidpaketes wird auch technisches
Referenzmaterial zur Verfügung gestellt
.
2.3 Erhältliche Optionen zum Paket
Durch Ihren ESAB-Händler erhältlic he Optionen zum PT-600-Paket.
Siehe Kapitel 7 für Teilenummern der Austauschkomponenten.
Brenner für einen Kopf mit Mini-Schräge 3,7 m (12 ft.) 0560998589
Brenner für einen Kopf mit Mini-Schräge 4,3 m (14 ft.) 0558005850
Brenner für einen Kopf mit Mini-Schräge 4,3 m (14 ft.) 0558007580
( Karben - Replacement Parts 7.8 )
1,3 m (4,5 ft.) 0558001827
1,8 m (6 ft.) 0558001828
2,2 m (7.2 ft.) 0558004123
Brennerbaugruppen
HINWEISE:
3,7 m (12 ft.) 0558001829
4,6 m (15 ft.) 0558001830
5,2 m (17 ft.) 0558001831
6,1 m (20 ft.) 0558001832
7,6 m (25 ft.) 0558001833
• Basierend auf die Kundenbestellung wird eine Steuerungsleitung von der Stromversorgung zur CNC-
Steuerung des Kunden geliefert.
• Siehe Ersatzteile für Komponenten der Baugruppe.
Siehe die Prozessdatenblätter für eine Auflistung der Verschleißteile an der Stirnseite des Brenners.
•
Mechanisierten Plas ma-S chneidbrenners P T-600
2-1

KAPITEL 2 BESCHREIBUNG
2.5 Technische Daten des PT-600
2.4.1 Plasmagas
Typ O2, N2, Luft, H-35 (H-35 = Ar65% + H35%)
Druck 6,9 – 8,6 bar (100 bis 125 psig)
Volumenfluss
Erforderliche Reinheit*
Empfohlener Flaschen-Druckregler
Empfohlener 2-stufiger Flaschen-Druckregler
Empfohlene schwere Durchflussstation oder
Leitungssystemregler
Empfohlene Hochleistungsstation oder
Leitungsystemregler
Erforderlicher Gasfilter 25 µm mit Schutzrand (P/N 56998133)
2.4.2 Startgas
118 l/min (250 cfh) max. bei 600 A
(variiert entspr. der Anwendung)
- 99,5%
O
2
- 99,995%
N
2
H-35 Spezialgas
Luft - rein, trocken und ölfrei
Sauerstoff: R-76-150-540LC (P/N 19777)
Inertgas: R-76-150-540LC (P/N 19977)
Sauerstoff: R-77-150-540 (P/N 998337)
Wasserstoff/Methan:R-77-150-350 (P/N 998342)
Stickstoff: R-77-150-580 (P/N 998344)
Industrie-Druckluft: R-77150-590 (P/N 998348)
Sauerstoff: R-76-150-024 (P/N 19151)
R-6703 (P/N 22236)
Typ N2, Luft, H-35
Druck 6,9 – 8,6 bar (100 bis 125 psig)
Volumenfluss
118 l/min (250 cfh) bei 600 A (variiert entspr. der
Anwendung)
Minimal erforderliche Reinheit 99,995% rein, trocken und ölfrei
2.4.3 Sekundärgas
Typ N2, Luft
Druck 6,9 – 8,6 bar (100 bis 125 psig)
Volumenfluss
Minimal erforderliche Reinheit
228,9 l/min (485 cfh) max. (variiert entspr. der
Anwendung)
99,995% rein, trocken und ölfrei (Gleiche Quelle wie das
Startgas)
Erforderlicher Gasfilter 25 µm mit Schutzrand (P/N 56998133)
2.4.4 Brenner PT-600
Typ Wassergekühlt, Doppelgas
Nennleistung 600 A bei 100 % Arbeitsspiel
Abmessungen
Siehe erhältliche Optionen zum Paket (2.3) in diesem
Kapitel.
Mechanisierten Plasma-Schneidbrenners PT-600 2-2

KAPITEL 3 INSTALLATION
3.1 Allgemeines
3.2 Anschluss des Schlauch- und Kabelbündels am Brennerkörper
Brennerbündel
Freigelegter
FührungslichtbogenAnschluss
FührungslichtbogenKabel
Kühlwasser-/PlasmastromAnschlüsse
Gasanshlüsse
Brennerkörper
Hochgeschobene
Manschette am
Brennerbündel
BrennerIsoliermanschette
Der Brenner PT-600 wird an der Stirnseite mit
Verschleißteilen für 250 A komplett montiert geliefert.
Das Führungslichtbogenkabel und die Schläuche
müssen eventuell montiert werden.
1. Schrauben Sie die Brennermanschette des PT-600
ab und schieben Sie sie auf das Brennerbündel, bis
der Anschluss des Führungslichtbogens freigelegt
ist.
HINWEIS:
Manschette des Brennerbündels in Richtung der
Stromversorgung zu verschieben, damit der Anschluss
des Führungslichtbogens freigelegt wird.
Es könnte notwendig sein, die äußere
2. Schließen Sie den Kühlwassereinlauf- IN
(Linksgewinde) und den Kühlwasserauslaufschlauch
OUT (Rechtsgewinde) am Brennerkörper an. Es ist
ein ½"-Gabelschlüssel erforderlich.
HINWEIS:
Teilenummer. Es sind zwei für die Baugruppe
erforderlich. Die Schläuche sind an einem Ende mit einer
rechtsgängigen und am anderen Ende mit einer
linksgängigen Mutter ausgestattet. Für die richtige
Verbindung drehen Sie einen Schlauch für den Ende-zuEnde-Anschluss um.
Kühlschläuche (IN und OUT) haben dieselbe
HINWEIS: Die Kühlwasserrohre sind kürzer als die
Gasrohre.
3. Die Gas-Fittings anschließen. Um einen
überkreuzten Anschluss zu vermeiden, ist der
Schneidgasfitting kleiner als der Schutzgasfitting. Es
werden ein 7/16"- und ein 1/2"-Gabelschlüssel
benötigt.
HINWEIS:
mit einem der Gasanschlüsse zu überkreuzen. In jedem
Wasserschlauch befindet sich innen ein Kabel zur
Spannungsableitung.
Es ist möglich einen der Wasseranschlüsse
4. Führen Sie das Kabel für den Führungslichtbogen in
den Hochfrequenzanschluss (H.F.) aus Kupfer ein.
Ziehen Sie die Anschlussschrauben mit einem 1/16"Insechskantschlüssel an. (bzw. Inbusschlüssel)
Mechanisierten Plasma-Schneidbrenners PT-600
3-1
KAPITEL 3 INSTALLATION
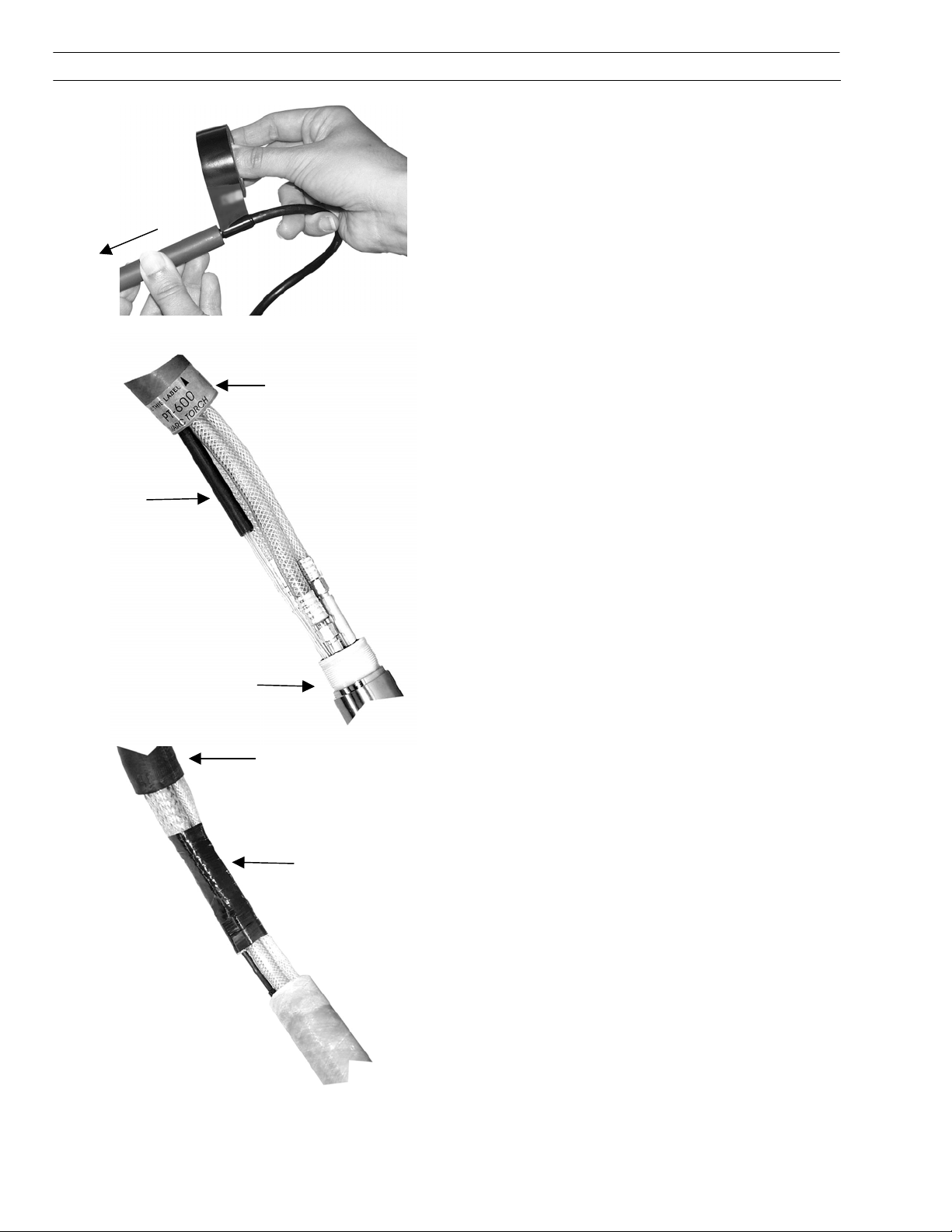
5. Schieben Sie das PVC-Rohr mit 14 mm (0,56")
Durchmesser über den HF-Anschluss aus Kupfer.
Sichern Sie das PVC-Rohr mit Isolierband, indem Sie
das Band häufig genug um das
Führungslichtbogenkabel wickeln, um zu verhindern,
Brenner
dass das PVC-Rohr hochgleitet.
Isolator fur
FührungslichtbogenAnschluss
Brennerkörper
Brennermanschette
BrennerbündelManschette
Schutzband für
Drahtgeflecht
6. Schieben Sie die Brennermanschette hinunter über
den Anschluss des Führungslichtbogens und die
Schlauchfittings. Schrauben Sie die Manschette auf
den Brennerkörper.
HINWEIS: Falls erforderlich war, das schwarze
Band, welches das Drahtgeflecht schützt, zu
entfernen, um Abstand zum Verschieben der
Manschette zu erhalten, ersetzen Sie dieses Band
wieder durch ein Isolierband aus PVC.
3-2
Mechanisierten Plasma-Schneidbrenners PT-600

KAPITEL 3 INSTALLATION
7. Schieben Sie die schwarze Manschette des
Brennerbündels hinunter über die
Brennermanschette. Spannen Sie die Manschette
des Bündels über das Ende der Brennermanschette
BrennerbündelManschette
GEFAHR
!
bis diese um 25 - 35 mm (1" bis 1 ½") überlappen.
8. Sichern Sie diese mit einer Schlauchklemme aus
Edelstahl. (40 mm (1,56") Innen- mal 64 mm (2,5")
Außendurchmesser)
Ein elektrischer Stromschlag kann töten!
Trennen Sie die primäre Stromversorgung, bevor
Sie den Brenner warten.
Berühren Sie keine Brennerteile an der Stirnseite
(Düse, Schutzkalotte etc.) ohne die primäre
Stromversorgung abzuschalten.
3.3 Demontage des Brennerbündels vom Brennerkörper
Kehren Sie die Reihenfolge bei der Montage um:
1. Lösen Sie die Schlauchklemme, welche die
Bündelmanschette hält.
2. Schieben Sie die Bündelmanschette über das
Bündel. Es könnte notwendig sein, das Isolierband,
welches das Drahtgeflecht schützt, zu entfernen, um
die Brennermanschette über das Brennbündel
schieben zu können.
3. Schrauben Sie die Brennermanschette ab und
schieben Sie diese über das Brennerbündel, um den
Anschluss des Führungslichtbogens freizulegen.
4. Entfernen Sie das Isolierband, welches das
Isolierrohr über dem Führungslichtbogen-Anschluss
sichert.
5. Schieben Sie das Isolierrohr des
Führungslichtbogen-Anschlusses über das Kabel
hoch und lösen Sie die Schrauben des HFAnschlusses.
6. Schrauben Sie die Schläuche ab.
Mechanisierten Plasma-Schneidbrenners PT-600
3-3
KAPITEL 3 INSTALLATION
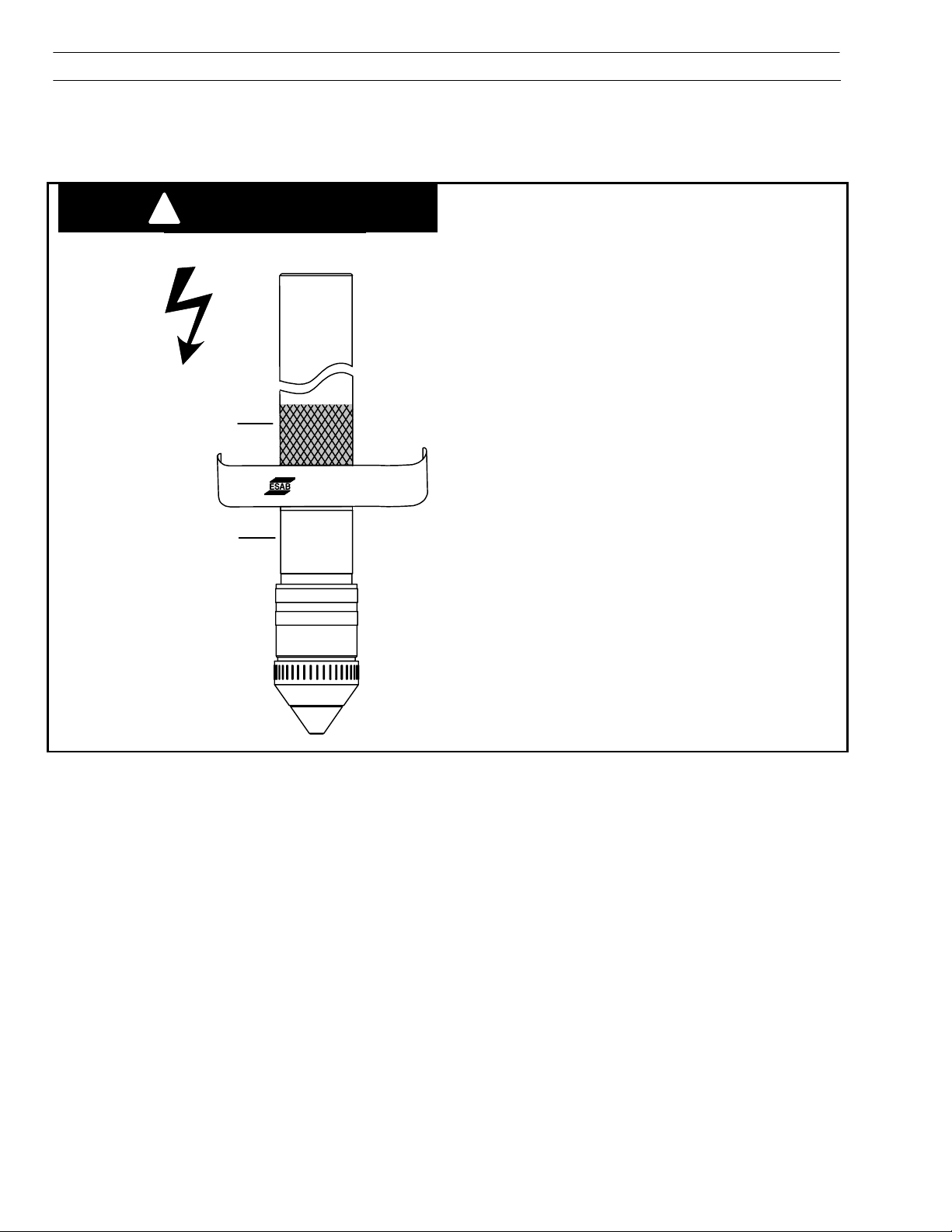
3.4 Montage des Brenners an die Maschine (Vorkehrungen)
Wir verweisen auf das Handbuch der Maschine.
!
Montieren Sie den
Brenner hier an der
isolierten Manschette
Montieren Sie NICHT
hier am stählernen
Brennerkörper
WARNUNG
C
AUTION: CLAMP TORCH ABOVE THIS LA
PT-600
PLASMARC TORCH
B
Durch das Einspannen des Brennerkörpers
könnten gefährliche Ströme durch das
Maschinenchassis fließen.
· Nicht am Edelstahl-Brennerkörper einspannen.
· Der Brennerkörper ist elektrisch isoliert - der
hochfrequente Startstrom könnte eine jedoch
Überschlagstrecke gegen Erde finden.
· Das Einspannen nahe dem Brennerkörper könnte
einen Lichtbogen zwischen dem Körper und der
Maschine verursachen.
· Wenn diese Lichtbogenüberschläge vorkommen,
L
E
könnte ein nicht durch die Garantie abgedeckter
Austausch des Körpers erforderlich werden.
· Dadurch könnten Beschädigungen von
Maschinenkomponenten verursacht werden.
· Spannen Sie de Brenner nur an der isolierten
Brennermanschette und nicht weniger als
32 mm (1,25") vom brennerseitigen Ende der
Manschette ein.
3-4
Mechanisierten Plasma-Schneidbrenners PT-600
KAPITEL 4 BEDIENUNG
GEFAHR
!
WARNUNG
!
Ein elektrischer Stromschlag kann töten!
· Trennen Sie die primäre Stromversorgung, bevor Sie
irgendwelche Einstellungen durchführen.
· Trennen Sie die primäre Stromversorgung, bevor Sie
eine Wartung an den Systemkomponenten
durchführen.
· Berühren Sie keine Brennerteile an der Stirnseite
(Düse, Schutzkalotte etc.) ohne die primäre
Stromversorgung abzuschalten.
Gefahr durch Strahlung.
Die Strahlen des Lichtbogens können die
Augen schädigen und die Haut verbrennen.
· Tragen Sie einen korrekten Augen- und
Körperschutz.
· Tragen Sie eine dunkle Sicherheits- oder
Vollschutzbrille mit seitlichem Schutz. Beachten Sie
die folgende Tabelle für empfohlene
Linsenabdunkelungen für das PlasmaBrennschneiden.
Lichtbogenstrom
Linsenschattierung
Bis 100 A Schattierung Nr. 8
100-200 A Schattierung Nr. 10
200-400 A Schattierung Nr. 12
Über 400 A Schattierung Nr. 14
· Wechseln Sie die Vollschutzbrille aus, wenn die
Linsen beschädigt oder gebrochen sind.
· Warnen Sie andere Personen im Arbeitsbereich, dass
sie nicht, ohne eine geeignete Schutzbrille zu tragen,
direkt in den Lichtbogen sehen.
· Präparieren Sie den Schneidebereich, um die
Reflexion und Übertragung ultravioletten Lichtes zu
reduzieren.
· Streichen Sie die Wände und andere Oberflächen mit
dunklen Farben, um die Reflexionen zu vermindern.
· Installieren Sie Schutzwände oder -vorhänge, um die
Ultraviolett-Übertragung zu reduzieren.
Mechanisierten Plasma-Schneidbrenners PT-600 4-1
KAPITEL 4 BEDIENUNG
WARNUNG
!
4.1 Einrichten
Öl und Gas kann heftig brennen!
Verwenden Sie an diesem Brenner niemals Öl oder
·
Fett.
· Handhaben Sie den Brenner nur mit sauberen
Händen auf sauberen Oberflächen.
· Verwenden Sie Silikonschmiermittel nur dort, wo
darauf hingewiesen wird.
· Öl und Fett können sich leicht entzünden und
brennen heftig unter der Gegenwart von Sauerstoff
unter Druck.
· Wählen Sie einen geeigneten Zustand aus den
Prozessdaten (SDP-Datei) und installieren Sie die
empfohlenen Teile der Stirnseite (Düse, Elektrode
etc.). Sehen Sie die Prozessdaten zur Identifikation
der Teile und Einstellungen.
· Positionieren Sie den Brenner über dem
gewünschten Startpunkt auf dem Material.
· Siehe im Stromquellen-Handbuch für die geeigneten
Einstellungen.
· Siehe im Flusssteuerungs-Handbuch für Gas-
Steuerungsprozeduren.
· Siehe im Steuerungs- und Maschinen-Handbuch für
Startprozeduren.
4.1.1 Umkehr-Brennschneiden
4-Loch Umkehr-
Dralleinsatz
Beim Umkehr-Brennschneiden ist ein Umkehr-GasDralleinsatz und ein Umkehr-Diffuser erforderlich. Diese
Umkehrteile wirbeln das Gas in die entgegengesetzte
Richtung und drehen die "gute" Seite des Schnittes um.
0558002534
8-Loch Umkehr-
Dralleinsatz
32-Loch Umkehr-
Dralleinsatz
Umkehr-Diffuser 22496
Mechanisierten Plasma-Schneidbrenners PT-600 4-2
0558002530
0558002531
KAPITEL 4 BEDIENUNG
4.2 Brennschneidqualität
4.2.1 Einleitung
ZUR BEACHTUNG
Ursachen, welche die Schnittqualität beeinflussen, sind
voneinander abhängig. Die Änderung einer Variablen
beeinflusst alle anderen. Die Bestimmung einer Lösung
könnte schwierig sein. Die folgende Anleitung empfiehlt
Lösungen zu unerwünschten Brennschneidergebnissen.
Wählen Sie zu Beginn die wesentlichste Eigenschaft:
§ 4.2.2 Schnittwinkel, negativ oder positiv
§ 4.2.3 Schnitt nicht flach, gerundet oder
unterschnitten.
§ 4.2.4 Oberflächenrauhigkeit
§ 4.2.5 Schlacke
Gewöhnlicherweise ergeben die empfohlenen
Brennschneidparameter eine optimale Schnittqualität.
Gelegentliche Konditionen können leicht variieren und geringe
Einstellungen werden erforderlich. Wenn dem so ist:
· Führen Sie für die Korrektur klein abgestufte
Einstellungen durch.
· Justieren Sie die Spannungseinstellungen in 1-
Volt-Stufen wie erforderlich höher oder tiefer.
Justieren Sie die Schnittgeschwindigkeit um 5%
weniger als erforderlich, bis sich der Zustand
verbessert.
Bevor Sie IRGENDWELCHE Korrekturen
durchführen, prüfen Sie die
Brennschneidvariablen gegen die in den
Prozessdaten gelisteten, vom Hersteller
vorgeschlagenen Einstellungen bezogen auf die
Verschleißteil-Teilenummer.
Mechanisierten Plasma-Schneidbrenners PT-600 4-3
KAPITEL 4 BEDIENUNG
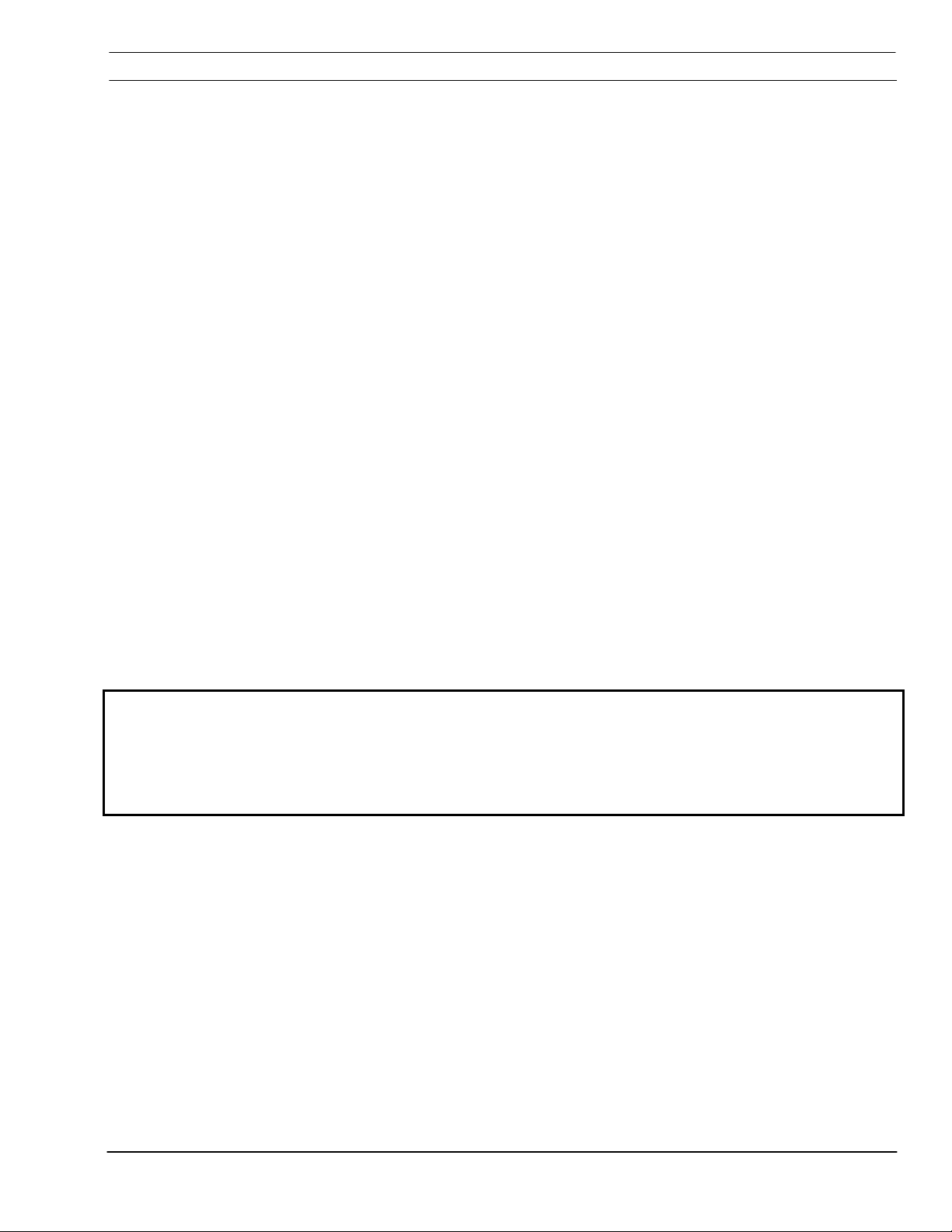
4.2.2 Schnittwinkel
Negativer Schnittwinkel
Die oberen Maße sind größer als die unteren.
Teil
· Schlecht ausgerichteter Brenner
· Verbogenes oder verzogenes Material
· Verschlissene oder beschädigte Verschleißteile
· Entfernung niedrig (Lichtbogenspannung)
· Schnittgeschwindigkeit niedrig (Maschinen-Vorschubrate)
Abfallend
Abfallend
Teil
Teil
Positiver Schnittwinkel
Die oberen Maße sind kleiner als die unteren.
Teil
· Schlecht ausgerichteter Brenner
· Verbogenes oder verzogenes Material
· Verschlissene oder beschädigte Verschleißteile
· Entfernung hoch (Lichtbogenspannung)
· Schnittgeschwindigkeit schnell
· Strom hoch oder niedrig (Siehe in den Prozessdaten
nach dem empfohlenen Strom für eine spezifische
Düse.)
· Falscher sekundärer Gasfluss.
Mechanisierten Plasma-Schneidbrenners PT-600 4-4
KAPITEL 4 BEDIENUNG
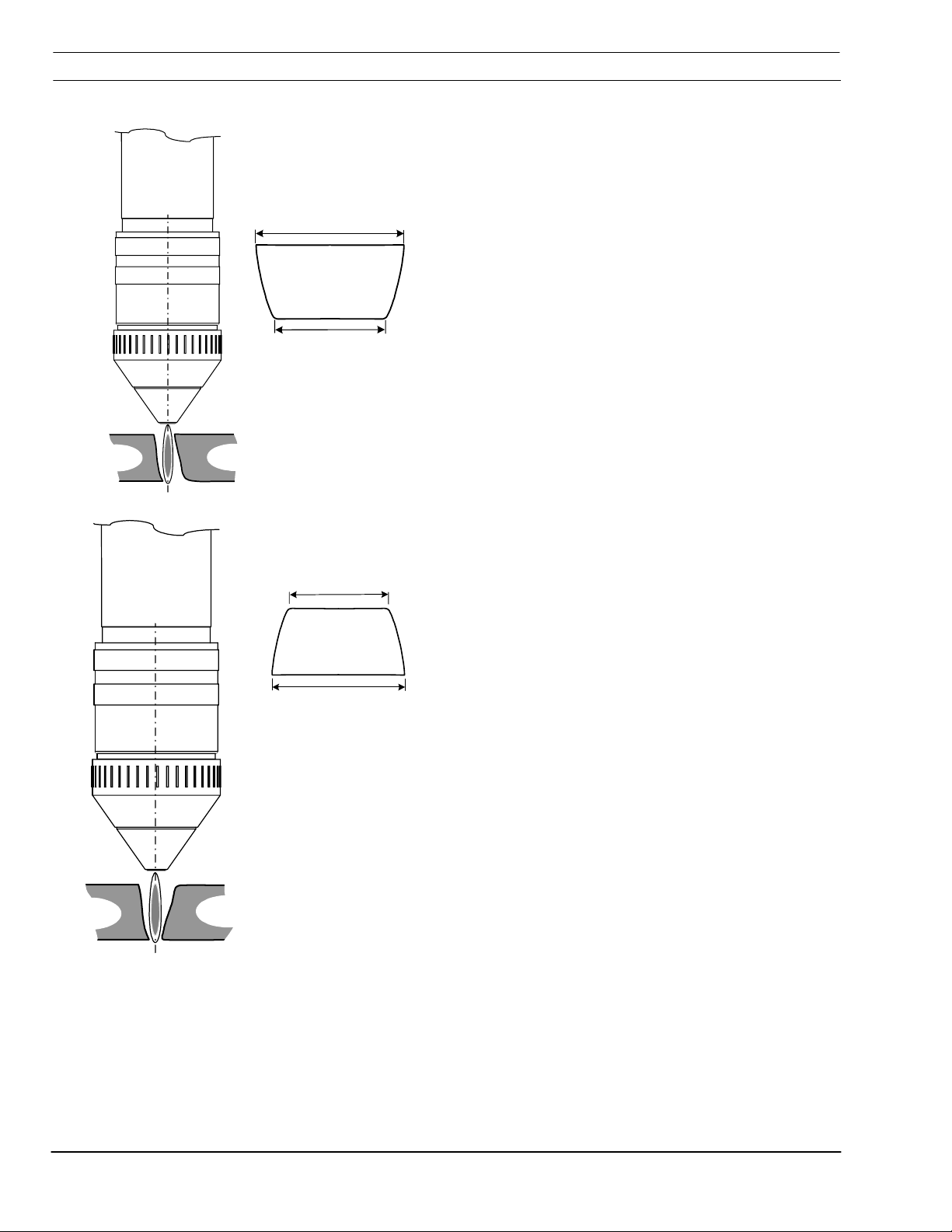
4.2.3 Ebenheit des Schnittes
Oben und unten gerundet
Dieser Zustand tritt gewöhnlich auf, wenn das Material 6,4
mm (0,25") oder dünner ist.
· Hoher Strom bei gegebener Materialstärke (Siehe die
Prozessdaten für korrekte Einstellungen)
Abfallend
Teil
Obere Kante unterschnitten
Entfernung niedrig (Lichtbogenspannung)
Abfallend
Teil
Mechanisierten Plasma-Schneidbrenners PT-600 4-5
KAPITEL 4 BEDIENUNG
4.2.4 Oberflächenqualität
Vom Prozess herbeigeführte Rauheit
Die Schnittfläche ist durchweg rau und es könnte auf eine
Seite begrenzt sein.
· Unkorrekte Schutzgasmischung (Siehe Prozessdaten)
Draufsicht
· Verschlissene oder beschädigte Verschleißteile
Schnittfläche
Von der Maschine herbeigeführte Rauheit
Kann schwierig von der vom Prozess erzeugten Rauheit
unterschieden werden und ist oft auf eine Seite begrenzt.
Rauheit ist ungleichmäßig
· Schmutzige Führungen, Räder und/oder
Zahnstangen/Antriebsritzel. (Sehen Sie das Kapitel
Wartung des Maschinen-Handbuches)
· Einstellung der Wagenvorschubsräder
oder
Vom Prozess
herbeigeführte
Rauheit
Von der
Maschine
herbeigeführte
Rauheir
Mechanisierten Plasma-Schneidbrenners PT-600 4-6

KAPITEL 4 BEDIENUNG
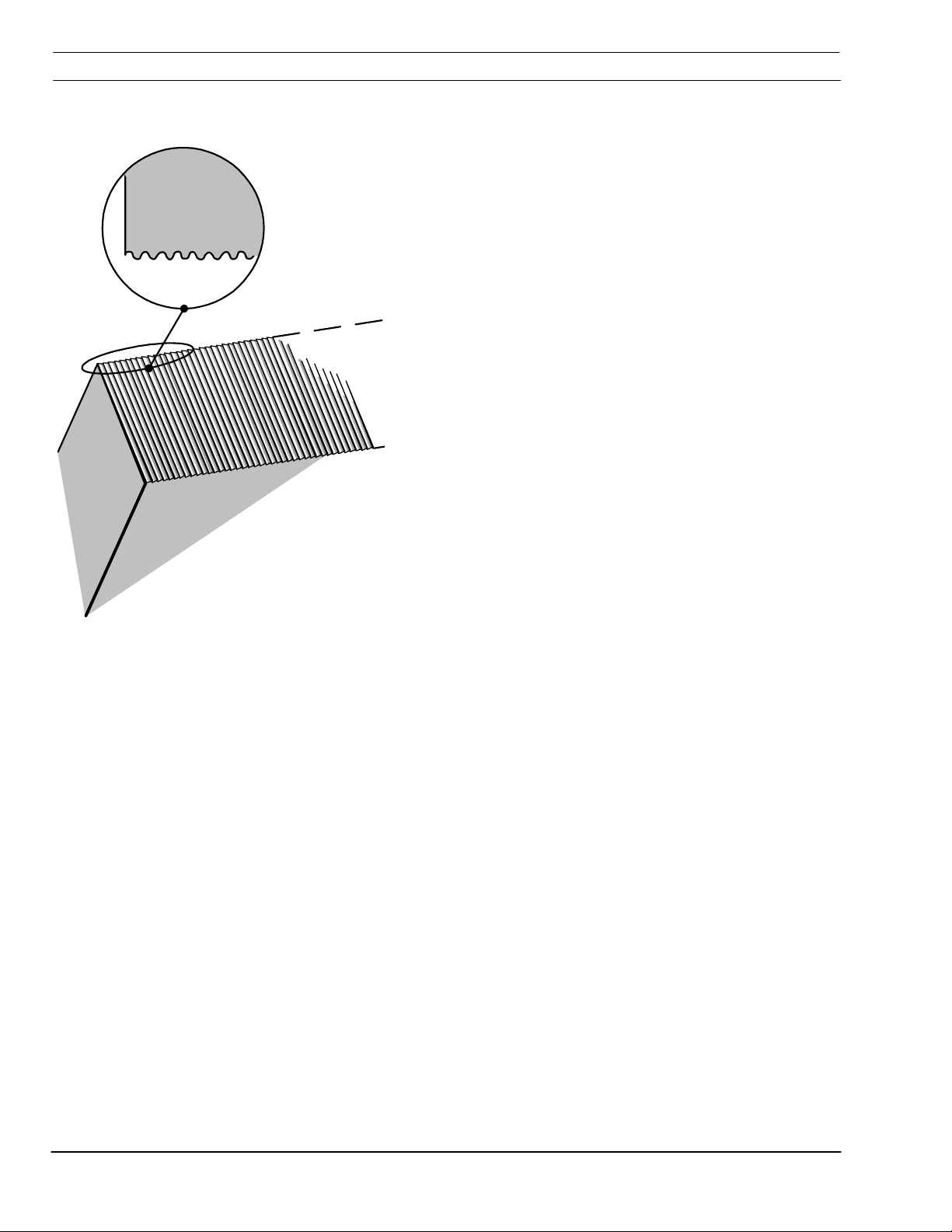
4.2.5 Schlacke
Schnittfläche
Nachlauflinien
Umrollt
Schlacke ist ein Nebenprodukt des Brennschneidprozesses.
Es ist das unerwünschte Material, das auf dem Teil verbleibt.
In den meisten Fällen kann die Schlackenbildung mit dem
richtigen Brenner und der Einstellung der
Brennschneidparameter reduziert oder eliminiert werden.
Siehe die Prozessdaten.
Schlacke bei hoher Geschwindigkeit
Angeschweißtes oder umrolltes Material auf der unteren
Oberfläche entlang des Brennschnittspaltes. Schwierig zu
entfernen. Könnte Schleifen oder Abmeißeln erfordern. "S"förmige Nachlauflinien.
· Entfernung hoch (Lichtbogenspannung)
· Schnittgeschwindigkeit schnell
Seitenansicht
Schnittfläche
Nachlauflinien
Schlacke bei niedriger Geschwindigkeit
Geformt wie Globen unten entlang des Brennschnittspaltes.
Globen
Ist leicht zu entfernen.
· Schnittgeschwindigkeit niedrig
Seitenansicht
Mechanisierten Plasma-Schneidbrenners PT-600 4-7

KAPITEL 4 BEDIENUNG
Seitenansicht
Spritzer
Schlacke oben
Erscheint als Spritzer oben auf dem Material. Ist
gewöhnlicherweise leicht zu entfernen.
· Schnittgeschwindigkeit schnell
· Entfernung hoch (Lichtbogenspannung)
Schnittfläche
Periodisch Schlacke
Tritt oben und unten entlang des Brennschnittspaltes auf.
Unbeständig Tritt in jeder Art von Schlacke auf.
· Mögliche verschlissene Verschleißteile
Andere Faktoren, die Schlacke beeinflussen:
· Materialtemperatur
· Dicke Walzhaut oder Rost
· Hochlegierte Kohlenstoffstähle
4.2.6 Maßgenauigkeit
Im Allgemeinen wird mit der Wahl der niedrigst möglichen
HINWEIS
Geschwindigkeit (innerhalb des erprobten Bereiches) die
Maßgenauigkeit optimiert. Die meisten Materialstärken
überlappen für unterschiedliche Spannungen. Wählen Sie
Verschleißteile, die eine geringere Lichtbogenspannung
und eine langsamere Schnittgeschwindigkeit zu
ermöglichen.
Die empfohlenen Schnittgeschwindigkeiten und
Lichtbogenspannungen ergeben eine optimale
Schneidleistung.
Klein abgestufte Einstellungen könnten aufgrund der
Materialqualität, Materialtemperatur oder der spezifischen
Legierung notwendig sein. Der Bediener sollte daran
denken, dass alle Brennschneidvariablen voneinander
abhängig sind. Die Änderung einer Einstellung
beeinflusst alle anderen und die Schnittqualität könnte
sich verschlechtern. Beginnen Sie immer mit den
empfohlenen Einstellungen.
Bevor Sie IRGENDWELCHE Korrekturen durchführen,
prüfen Sie die Brennschneidvariablen gegen die in den
Prozessdaten gelisteten, vom Hersteller vorgeschlagenen
Einstellungen bezogen auf die VerschleißteilTeilenummer.
Mechanisierten Plasma-Schneidbrenners PT-600 4-8

KAPITEL 4 BEDIENUNG
4.3 Brenner Durchflussöffnungen
Gasfluss Kühlwasserfluss
Plasma
Gas
Schutz
Gas
Kühlwasser
REIN
Kühlwasser
RAUS
Mechanisierten Plasma-Schneidbrenners PT-600 4-9

KAPITEL 4 BEDIENUNG
4.4 Einfluss der Gasauswahl auf die Schnittqualität.
4.4.1 Einleitung
Es sind nicht alle Gase passend für jede Situation.
Bestimmte Gase unterstützen das Schneiden von
speziellem Material und Materialstärken. Im Folgenden
wird erklärt, warum bestimmte Gase ausgewählt werden
und deren Einfluss auf das fertiggestellte Teil. Andere
Einflüsse wie Lichtbogenspannung und Gasdurchfluss
oder -druck sind in den Prozessdaten enthalten.
GEFAHR
!
Wasserstoffexplosionsgefahr.
· Schneiden Sie unter Wasser nicht mit Wasserstoffgas.
· Wasserstoffexplosionen können Verletzungen und
den Tod verursachen.
· Wasserstoff kann explosive Gastaschen im
Wassertisch bilden. Diese Taschen explodieren,
wenn Sie durch Funken oder den Plasmalichtbogen
gezündet werden.
· Seien Sie sich vor dem Schneiden gewahr, dass
Wasserstoffquellen im Wassertisch bestehen könnten
- Reaktionen von geschmolzenem Metall, langsame
chemische Reaktionen und manche Plasmagase.
· Explosive Gastaschen bauen sich unter der
Schneidplatte und innen im Wassertisch auf.
· Entfernen Sie regelmäßig die Schlacke (insbesondere
feine Partikel) vom Boden des Tisches. Füllen Sie den
Tisch neu mit sauberem Wasser.
· Lassen Sie über die Nacht keine Platte auf dem Tisch.
· Wenn der Wassertisch über einige Stunden nicht
verwendet wurde, vibrieren oder rütteln Sie ihn, um
Wasserstofftaschen aufzulösen, bevor Sie eine Platte
auf den Tisch legen.
· Wenn möglich ändern Sie den Wasserpegel zwischen
Schnitten, um Wasserstofftaschen aufzulösen.
· Halten Sie den pH-Wert des Wassers nahe 7 (neutral).
· Programmierte Teilabstände sollten minimal das
doppelte der Weite des Brennschnittspaltes betragen,
um sicherzustellen, dass immer Material unter dem
Brennschnitt ist.
· Wenn über Wasser geschnitten wird, verwenden Sie
Ventilatoren, um die Luft zwischen der Platte und der
Wasseroberfläche zirkulieren zu lassen.
Mechanisierten Plasma-Schneidbrenners PT-600 4-10

KAPITEL 4 BEDIENUNG
4.4.2 Aluminium
Materialstärke: 4,8 bis 25,4 mm (0,188" - 1,0")
Schnittqualität: Gut
Startgas:
Plasma:
Schutz:
Besprechung: Dunkle Schnittfläche, Schlacke möglich, gute Schnittwinkel
Materialstärke: 6,4 bis 76 mm (0,250" - 3,0")
Schnittqualität: Gut
Startgas:
Plasma:
Schutz:
Besprechung: Glatte Schnittfläche, eigentlich schlackenfrei bis zu 38 mm (1,5") Materialstärke, Schnittwinkel
Materialstärke: 16 bis 25,4 mm (0,625" - 1,0")
Schnittqualität: Gut
Startgas:
Plasma:
Schutz:
Luft
Luft
Luft
N
2
H-35
N2
etwas größer mit abgerundeten oberen Kanten
N
2
H-35
Luft
Besprechung: Etwas dunklere Schnittfläche, Schlacken eigentlich möglich, Schnittwinkel etwas größer mit
Rundung an der oberen Kante
Materialstärke: 16 bis 38 mm (0,625" bis 1,5")
Schnittqualität: Gut
Startgas:
Plasma:
Schutz:
H-35
H-35
Luft
Besprechung: Etwas dunklere Schnittfläche, Schlacken eigentlich möglich, Schnittwinkel etwas größer mit
Rundung an der oberen Kante
Materialstärke: 4,8 bis 38 mm (0,188" - 1,5")
Schnittqualität: Gut
Startgas:
Plasma:
Schutz:
N
2
N
2
Luft
Besprechung: Dunklere Schnittfläche, Schlacke könnte sich bei Materialstärken über 25,4 mm (1") bilden, gute
Schnittwinkel, leichte Rundung der oberen Kante.
Materialstärke: 1,8 bis 25,4 mm (0,062" - 1,0")
Schnittqualität: Gut
Startgas:
Plasma:
Schutz:
N
2
N
2
N
2
Besprechung: Dunklere Schnittfläche, Schlacke könnte sich bei Materialstärken über 19 mm (0,75") bilden, gute
Schnittwinkel, leichte Rundung der oberen Kante.
Mechanisierten Plasma-Schneidbrenners PT-600 4-11

KAPITEL 4 BEDIENUNG
4.4.3 Kohlenstoffstahl
Materialstärke: 3,2 bis 38 mm (0,125" - 1,5")
Schnittqualität: Exzellent
Startgas:
Plasma:
Schutz:
Besprechung: Glatte glänzende Schnittfläche, eigentlich keine Schlacke, gute Schnittwinkel, scharfe obere Kante
Materialstärke: 1,6 bis 6,4 mm (0,062" - 0,25")
Schnittqualität: Gut
Startgas:
Plasma:
Schutz:
Besprechung: Glatte graue Schnittfläche, eigentlich keine Schlacke, größere Schnittwinkel durch die
N
2
O
2
Luft
Luft
Luft
Luft
Plattendicke, Schnittgeschwindigkeit und Stromstärke
Mechanisierten Plasma-Schneidbrenners PT-600 4-12

KAPITEL 4 BEDIENUNG
4.4.4 Edelstahl
Materialstärke: 1,6 bis 19 mm (0,062" - 0,75")
Schnittqualität: Gut
Startgas:
Plasma:
Schutz:
Besprechung: Dunkle Schnittfläche, eigentlich keine Schlacke, gute Schnittwinkel, abgefast an Lehrenmaterial
Materialstärke: 1,6 bis 25,4 mm (0,062" - 1,0")
Schnittqualität: Gut
Startgas:
Plasma:
Schutz:
Besprechung: Dunkle Schnittfläche, eigentlich keine Schlacke, gute Schnittwinkel, abgefast an Lehrenmaterial
Materialstärke: 6,4 bis 76 mm (0,25" bis 3.0")
Schnittqualität: Gut
Startgas:
Plasma:
Schutz:
N
2
N
2
N
2
durch die Materialstärke, Geschwindigkeit und Stromstärke
Luft
Luft
Luft
durch die Materialstärke, Geschwindigkeit und Stromstärke
N2
N
2
Luft
Besprechung: Dunkle Schnittfläche, eigentlich keine Schlacke, gute Schnittwinkel, leichte Rundung der oberen
Kante
Materialstärke: 12,7 bis 76 mm (0,5" - 3,0")
Schnittqualität: Gut
Startgas:
Plasma:
Schutz:
N
2
H-35
N2
Besprechung: Glänzende goldgefärbte Schnittfläche, eigentlich keine Schlacke bis Materialstärken von 38 mm
(1,5"), größere Materialstärken möglicherweise mit Schlacke, Schnittwinkel etwas größer durch
das Plasmagas H-35
Mechanisierten Plasma-Schneidbrenners PT-600 4-13

KAPITEL 4 BEDIENUNG
4.5 Prozessdaten
4.5.1 Einführung
Die folgenden Informationen sind ein Ergebnis
vieler Teststunden und stellen eine allgemeine
Anleitung zum Einrichten und Schneiden mit dem
mechanischen Plasmabogenbrenner PT-600 dar.
Die Maschine steuert den Gasdurchsatz über Smart
Fniedrig II, ein Proportionalventilsystem zur
Durchstromkontrolle.
In den meisten Fällen sind die folgenden
Einstellungen geeignet für Qualitätsschnitte. Es
werden Werte für die folgenden Parameter
angegeben:
· Schneiden von Aluminium, Kohlenstoff- und
Edelstahl
· Lichtbogenspannung (Sperrspannung)
· Schneidegeschwindigkeit
· Stromstärke (Ampere)
· Gasgeschwindigkeit für Plasma-Schutzgas-
Kombinationen
Diese Daten sind auch in den Dateien aus dem
Software-Entwicklungsprozess (SDP-Dateien)
enthalten. (Weitere Informationen zu SDP-Dateien
im Betriebshandbuch der Maschine und in den
Programmierhandbüchern.)
In dieser Dokumentation sind außerdem
Bestellnummern von Verbrauchsteilen für alle der
möglichen Stromeinstellungen enthalten.
4-14
Mechanisierten Plasma-Schneidbrenners PT-600
KAPITEL 4 BEDIENUNG
Die angegebenen Werte zu Schneidegeschwindigkeit, Spannung, Schnittfugenbreite und
HINWEIS
Stromstärke können für eine PT-600Anwendung immer verwendet werden.
Die Prozessdaten wurden unter Einsatz des
Systems Smart Fniedrig II abgeleitet, einer
programmierbaren Gasstromsteuerung.
Dieselben Daten werden be i der Erstellung von
(SDP-) Dateien zur Prozesssteuerung mit CNCSichtsystem verwendet. Beim Einsatz von
Smart Fniedrig II wird nur die
Gasgeschwindigkeit angegeben. Die Werte
für Schneidegeschwindigkeit, Lichtbogenspannung, Schnittfugenbreite und Stromstärke können für manuelle
Gassteuerungssysteme übernommen
werden.
HINWEIS
Beim Unterwasserschneiden muss die
Schneidegeschwindigkeit um 10 %
verringert werden.
Allgemein lassen sich die Schneidegeschwindigkeiten für das Schneiden über Wasser auch
auf das Schneiden unter Wasser übertragen,
müssen dabei jedoch um 10 % verringert
werden. In dieser Dokumentation werden zu
Referenzzwecken zwei Beispiele zum
Unterwasserschneiden angegeben (S. 4-33
und S. 4-93).
Mechanisierten Plasma-Schneidbrenners PT-600
4-15

KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
*Keine Druckluft aus Werkstattsystemen, nur Luft in Flaschen/Druckluft verwenden.
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Kohlenstoffstahl
50
Luft* @ 100 psi / 6,9 Bar
Luft* @ 100 psi / 6,9 Bar
Luft * @ 60 psi / 4,1 Bar
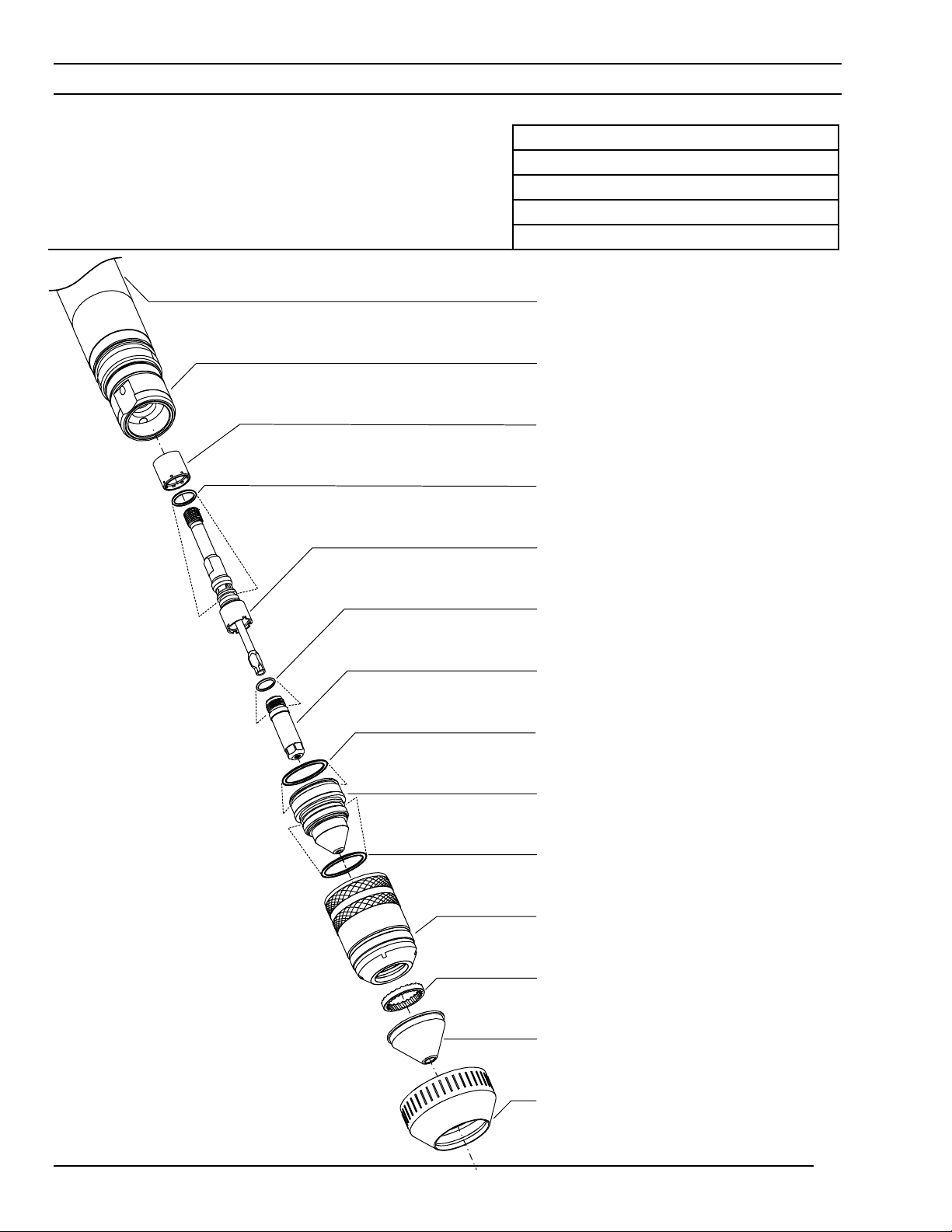
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Zuglenkwand Best.Nr.
„4 Loch“
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-Ring mit Elektrode Best.Nr. 86W99
(Ref.)
Elektrode Best.Nr.
“250A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
0558001621
181W89 (Ref.)
0558001881 “50A”
0558001825
996528 (Ref.)
0558002533
0558001624
4-16
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21796 “50A”
21795 “50A”
37081
KAPITEL 4 BEDIENUNG
PT-600 Prozessdaten
50 Amperes
Kohlenstoffstahl
Sofern nicht anders angegeben, beziehen sich
die Daten auf das Schneiden über Wasser.
Beim Unterwasserschneiden Geschwindigkeit
um ca. 10 % herabsetzen.
Zünd-
gas
Schneid
-gas
Schild-
gas
Materialstärke Luft Luft Luft
ZOLL
MM
Taktgeber
Anstieg beim Durchstoßen
(Sek.)
Durchstoßverzögerung (Sek.)
0.063
1,6
0
0
Einstellparameter Pfund pro Quadratzoll (PSI - Druck)
Plasma-Zündgas
Plasma-Schneidgas
Schutz-Zündgas
Schutz-Schneidgas
PSI 40
BAR 2,76
PSI 50
BAR 3,45
PSI 10
BAR 0,69
PSI 10
BAR 0,69
Abgelesene Höhenwerte
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Fahrgeschwindigkeit
Integriertes Leistungsmodul (IPM)
MM/MIN
Schnittfugenbreite
Zoll
Millimeter
Hinweise:
Pilotbogen Satz zu Niedrig
Mechanisierten Plasma-Schneidbrenners PT-600
ZOLL.
MM
.375
9,5
113
220
5588
.05
1,3
4-17
KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
*Keine Druckluft aus Werkstattsystemen, nur Luft in Flaschen/Druckluft verwenden.
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Kohlenstoffstahl
65
Luft* @ 100 psi / 6,9 Bar
Luft* @ 100 psi / 6,9 Bar
Luft * @ 60 psi / 4,1 Bar
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Gas Baffle
Loch“
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-Ring mit Elektrode Best.Nr. 86W99
(Ref.)
Elektrode Best.Nr.
“250A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
Best.Nr.
0558001621
181W89 (Ref.)
0558001881 “50A”
0558001825
996528 (Ref.)
0558002533
0558001624
„4
4-18
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21796
21796 “50A”
37081

KAPITEL 4 BEDIENUNG
PT-600 Prozessdaten
65 Amperes
Kohlenstoffstahl
Sofern nicht anders angegeben, beziehen sich
die Daten auf das Schneiden über Wasser.
Beim Unterwasserschneiden Geschwindigkeit
um ca. 10 % herabsetzen.
Zünd-
gas
Schneid
-gas
Schild-
gas
Materialstärke Luft Luft Luft
ZOLL
MM
Taktgeber
Anstieg beim Durchstoßen
(Sek.)
Durchstoßverzögerung (Sek.)
0.125 0.188 0.250
3,2 4,7 6,4
0 0 0.1
0 0 0.4
Einstellparameter Pfund pro Quadratzoll (PSI - Druck)
Plasma-Zündgas
Plasma-Schneidgas
Schutz-Zündgas
Schutz-Schneidgas
PSI 40 40 40
BAR 2,76 2,76 2,76
PSI 50 50 50
BAR 3,45 3,45 3,45
PSI 10 10 10
BAR 0,69 0,69 0,69
PSI 10 10 10
BAR 0,69 0,69 0,69
Abgelesene Höhenwerte
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Fahrgeschwindigkeit
Integriertes Leistungsmodul (IPM)
MM/MIN
Schnittfugenbreite
Zoll
Millimeter
Hinweise:
Pilotbogen Satz zu Niedrig
Mechanisierten Plasma-Schneidbrenners PT-600
ZOLL.
MM
.375 .375 .375
9,5 9,5 9,5
115 118 130
150 100 75
3810 2540 1905
.065 .075 .085
1,7 1,9 2,2
4-19
KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
*Keine Druckluft aus Werkstattsystemen, nur Luft in Flaschen/Druckluft verwenden.
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Kohlenstoffstahl
100
Stickstoff (N2) @ 100 psi / 6,9 Bar
Sauerstoff (O2) @ 100 psi / 6,9 Bar
Luft * @ 60 psi / 4,1 Bar
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Gas Baffle
Loch“
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-ring Supplied with
86W99 (Ref.)
Elektrode Best.Nr.
“250A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
Best.Nr.
(0558002534
0558001621
181W89 (Ref.)
0558001882 “100A”
0558001825
996528 (Ref.)
0558002533
„Umker-“
Elektrode
0558001624
„4
)
4-20
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
250A”
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21944 (22496
„Umker-“
21802 “100A to
37081
)

KAPITEL 4 BEDIENUNG
PT-600 Prozessdaten
100 Amperes
Kohlenstoffstahl
Sofern nicht anders angegeben, beziehen sich
die Daten auf das Schneiden über Wasser.
Beim Unterwasserschneiden Geschwindigkeit
um ca. 10 % herabsetzen.
Zünd-
gas
Schneid
-gas
Schild-
gas
Materialstärke N2 O2 Luft
ZOLL
MM
Taktgeber
Anstieg beim Durchstoßen
(Sek.)
Durchstoßverzögerung (Sek.)
0.125 0.188 0.250 0.313 0.375 0.500 0.625 0.750
3,2 4,7 6,4 7,9 9,5 12,7 15,9 19,1
0 0 0 0 0.2 0.4 0.5 0.3
0 0 0 0 0.2 0.5 0.6 0.7
Einstellparameter Pfund pro Quadratzoll (PSI - Druck)
Plasma-Zündgas
Plasma-Schneidgas
Schutz-Zündgas
Schutz-Schneidgas
PSI 25 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 46 46 44 46 46 46 48 46
BAR 3,2 3,2 3,0 3,2 3,2 3,2 3,3 3,2
PSI 20 20 20 20 20 20 20 18
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,2
PSI 10 18 18 10 16 10 12 10
BAR 0,7 1,2 1,2 0,7 1,1 0,7 0,8 0,7
Abgelesene Höhenwerte
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Fahrgeschwindigkeit
Integriertes Leistungsmodul (IPM)
MM/MIN
Schnittfugenbreite
Zoll
Millimeter
Hinweise:
Pilotbogen Satz zu Niedrig
Mechanisierten Plasma-Schneidbrenners PT-600
ZOLL.
MM
.375 .375 .375 .375 .375 .500 .500 .500
9,5 9,5 9,5 9,5 9,5 12,7 12,7 12,7
123 135 133 134 149 141 159 162
190 150 120 100 80 60 38 20
4826 3810 3048 2540 2032 1524 965 508
.08 .075 .100 .085 .012 .100 .14 .145
2,0 1,9 2,5 2,2 3,0 2,5 3,6 3,7
4-21
KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
*Keine Druckluft aus Werkstattsystemen, nur Luft in Flaschen/Druckluft verwenden.
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Kohlenstoffstahl
150
Stickstoff (N2) @ 100 psi / 6,9 Bar
Sauerstoff(O2) @ 100 psi / 6,9 Bar
Luft * @ 60 psi / 4,1 Bar
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Gas Baffle
Loch“
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-Ring mit Elektrode Best.Nr. 86W99
(Ref.)
Elektrode Best.Nr.
“250A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
Best.Nr.
(0558002534
0558001621
181W89 (Ref.)
0558001883 “150A”
0558001825
996528 (Ref.)
0558002533
„Umker-“
0558001624
„4
)
4-22
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
250A”
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21944 (22496
„Umker-“
21802 “100A to
37081
)

KAPITEL 4 BEDIENUNG
PT-600 Prozessdaten
150 Amperes
Kohlenstoffstahl
Sofern nicht anders angegeben, beziehen sich
die Daten auf das Schneiden über Wasser.
Beim Unterwasserschneiden Geschwindigkeit
um ca. 10 % herabsetzen.
Zünd-
gas
Schneid
-gas
Schild-
gas
Materialstärke N2 O2 Luft
ZOLL
MM
Taktgeber
Anstieg beim Durchstoßen (Sek.)
Durchstoßverzögerung (Sek.)
0.188 0.250 0.313 0.375 0.500 0.625 0.750 1.000
4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0 0 0 0.2 0.2 0.2 0.3
0 0 0 0 0.4 0.5 0.8 1.0
Einstellparameter Pfund pro Quadratzoll (PSI - Druck)
Plasma-Zündgas
Plasma-Schneidgas
Schutz-Zündgas
Schutz-Schneidgas
PSI 20 20 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 37 37 37 37 37 44 37 37
BAR 2,6 2,6 2,6 2,6 2,6 3,0 2,6 2,6
PSI 20 20 20 20 20 21 18 18
BAR 1,4 1,4 1,4 1,4 1,4 1,5 1,2 1,2
PSI 18 18 18 18 16 18 10 16
BAR 1,2 1,2 1,2 1,2 1,1 1,2 0,7 1,1
Abgelesene Höhenwerte
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Fahrgeschwindigkeit
Integriertes Leistungsmodul (IPM)
MM/MIN
Schnittfugenbreite
Zoll
Millimeter
Hinweise:
Pilotbogen Satz zu Hoch
Mechanisierten Plasma-Schneidbrenners PT-600
ZOLL.
MM
.375 .375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
127 126 131 134 140 151 157 156
160 150 120 90 75 55 45 25
4064 3810 3048 2286 1905 1397 1143 635
.085 .095 .095 .120 .105 .125 .150 .165
2,2 2,4 2,4 3,0 2,7 3,2 3,8 4,2
4-23

KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
*Keine Druckluft aus Werkstattsystemen, nur Luft in Flaschen/Druckluft verwenden.
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Kohlenstoffstahl
200
Stickstoff (N2) @ 100 psi / 6,9 Bar
Sauerstoff (O2) @ 100 psi / 6,9 Bar
Luft * @ 60 psi / 4,1 Bar
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Gas Baffle
Loch“
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-Ring mit Elektrode Best.Nr. 86W99
(Ref.)
Elektrode Best.Nr.
“250A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
Best.Nr.
(0558002534
0558001621
181W89 (Ref.)
0558001884 “200A”
0558001825
996528 (Ref.)
0558002533
„Umker-“
0558001624
„4
)
4-24
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
250A”
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21944 (22496
„Umker-“
21802 “100A to
37081
)

KAPITEL 4 BEDIENUNG
PT-600 Prozessdaten
200 Amperes
Kohlenstoffstahl
Sofern nicht anders angegeben, beziehen sich
die Daten auf das Schneiden über Wasser.
Beim Unterwasserschneiden Geschwindigkeit
um ca. 10 % herabsetzen.
Zünd-
gas
Schneid
-gas
Schild-
gas
Materialstärke N2 O2 Luft
ZOLL
MM
Taktgeber
Anstieg beim Durchstoßen (Sek.)
Durchstoßverzögerung (Sek.)
0.250 0.313 0.375 0.500 0.625 0.750 1.000 1.250
6,4 7,9 9,5 12,7 15,9 19,1 25,4 31,8
0 0 0 0.1 0.2 0.3 0.3 0.6
0 0.2 0 0.2 0.3 0.3 0.5 1.0
Einstellparameter Pfund pro Quadratzoll (PSI - Druck)
Plasma-Zündgas
Plasma-Schneidgas
Schutz-Zündgas
Schutz-Schneidgas
PSI 26 25 25 25 20 25 25 25
BAR 1,8 1,7 1,7 1,7 1,4 1,7 1,7 1,7
PSI 40 43 40 44 40 40 40 44
BAR 2,8 3,0 2,8 3,0 2,8 2,8 2,8 3,0
PSI 20 20 20 20 20 18 18 22
BAR 1,4 1,4 1,4 1,4 1,4 1,2 1,2 1,5
PSI 8 14 18 10 11 7 12 22
BAR 0,6 1,0 1,2 0,7 0,8 0,5 0,8 1,5
Abgelesene Höhenwerte
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Fahrgeschwindigkeit
Integriertes Leistungsmodul (IPM)
MM/MIN
Schnittfugenbreite
Zoll
Millimeter
Hinweise:
Pilotbogen Satz zu Hoch
Mechanisierten Plasma-Schneidbrenners PT-600
ZOLL.
MM
.375 .375 .375 .500 .500 .500 .500 .500
9,5 9,5 9,5 12,7 12,7 12,7 12,7 12,7
124 129 132 129 139 142 153 164
170 140 110 90 65 55 40 20
4318 3556 2794 2286 1651 1397 1016 508
.095 .105 .110 .136 .120 .150 .170 .190
2,4 2,7 2,8 3,5 3,0 3,8 4,3 4,8
4-25

KAPITEL 4 BEDIENUNG
Kohlenstoffstahl
200
Nitrogen (N2) @ 125 psi/8.6 bar
PT-600
Plasmabogen-Schneidbrenner
Material:
Amperes:
Zündgas:
MIT
EPP-200
Plasma-Energiekonsole
Schneidgas:
Schutzgas 1:
Schutzgas 2:
Oxygen (O2) @ 125 psi/8.6 bar
Air @ 100psi/6.9 bar @ 95cfh
N. ver-wendet
HOCHGESCHWINDIG-KEITSSCHNEIDEN
Spannhülse Best.Nr.
0558001825
Brennerkörper Best.Nr. 0558001825 (Ref.)
Je 2 O-Ringe Best.Nr. 996528 (Ref.)
Gas Baffle Best.Nr. 0558002533 „4 Loch“
(0558002534 „Umker-“ )
O-Ring mit Schweißerzange
Best.Nr. 86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr. 0558001621
O-Ring mit Elektrode
Best.Nr. 86W99 (Ref.)
Elektrode Best.Nr.
0558001624UL “250A”
O-Ring mit Düse
Best.Nr. 181W89 (Ref.)
Düse Best.Nr.
0558001883 “200A”
O-Ring mit Düse
Best.Nr. 181W89 (Ref.)
Düsenmutter
Best.Nr. 37082
Gasverteiler
Best.Nr. 21944 (22496 „Umker-“ )
Schild Best.Nr.
0558004678
Schildhalter Best.Nr.
0558004616
4-insert

KAPITEL 4 BEDIENUNG
PT-600/EPP 200
Hochgeschwindigkeit
Sofern nicht anders angegeben, beziehen sich
die Daten auf das Schneiden über Wasser.
Beim Unterwasserschneiden Geschwindigkeit
um ca. 10 % herabsetzen.
Materialstärke
Taktgeber
(seconds)
Höhenverzögerung
Plasma-Schneidgas
ZOLL
MM
Anstieg beim
Durchstoßen (Sek.)
Durchstoßverzögerung
(Sek.)
Selbsttätige
Plasma-Zündgas
Prozessdaten
0.250 0.375 0.500 0.750 1.000
6.4 9.5 12.7 19.1 25.4
0 0.1 0.1 0.3 0.3
0 0.2 0.2 0.3 0.5
0.4 0.4 0.4 0.4 0.4
22psi@ 140 cfh 22psi@ 140 cfh 22psi@ 140 cfh 22psi@ 140 cfh 22psi@ 140 cfh
1.5bar@ 4.0 cmh 1.5bar@ 4.0 cmh 1.5bar@ 4.0 cmh 1.5bar@ 4.0 cmh 1.5bar@ 4.0 cmh
49psi@ 66 cfh 49psi@ 66 cfh 49psi@ 66 cfh 49psi@ 66 cfh 49psi@ 66 cfh
3.4bar@1.9 cmh 3.4bar@1.9 cmh 3.4bar@1.9 cmh 3.4bar@1.9 cmh 3.4bar@1.9 cmh
Zünd-gas
N2 O
Schneid-
gas
200 Amperes
Kohlenstoffstahl
Schild-
Air
2
gas 1
Schildgas 2
N. ver-
wendet
13psi@ 190 cfh 13psi@ 190 cfh 14psi@ 220 cfh 12psi@ 180 cfh 13psi@ 190 cfh
0.9bar@ 5.4 cmh 0.9bar@ 5.4 cmh 1.0bar@ 6.2 cmh 0.8bar@ 5.1 cmh 0.9bar@ 5.4 cmh
13psi@ 190 cfh 13psi@ 190 cfh 19psi@ 220 cfh 12psi@180 cfh 13psi@ 180 cfh
0.9bar@ 5.4 cmh 0.9bar@ 5.4 cmh 1.3bar@ 6.2 cmh 0.8bar@ 5.1 cmh 0.9bar@ 5.1 cmh
NICHT
VERWENDET
0.375 0.375 0.500 0.500 0.500
MM
9.5 9.5 12.7 12.7 12.7
126 130 145 149 149
250 155 121 76 51
Druck @ Fluss
Einstellparameter
Abgelesene
Höhenwerte
Fahrgeschwi
ndigkeit
Schutz-Zündgas
Schutz-Schneidgas
1 -- Air
Schutz-Schneidgas
2 –
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Integriertes
Leistungsmodul (IPM)
ZOLL.
MM/MIN 6350 3937 3073 1930 1295
Schnittfugenb
reite
Zoll
.06 .09 .10 .11 .13
Millimeters 1.5 2.3 2.5 2.8 3.3
Anmerkung:
• Pilotbogen auf NIEDRIG eingestellt
• Bei Schnitthochgeschwindigkeit von 200 Amp verwenden Sie die 150 Amp-Düse , P/N 0558001883.
• Bei Material bis zu 25,4 mm verwenden Sie das Gasleitblech 4 Löcher P/N 0558002533, Rückwärts 4 Löcher P/N
0558002534
4-insert

KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
*Keine Druckluft aus Werkstattsystemen, nur Luft in Flaschen/Druckluft verwenden.
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Kohlenstoffstahl
250
Stickstoff (N2) @ 100 psi / 6,9 Bar
Sauerstoff (O2) @ 100 psi / 6,9 Bar
Luft * @ 60 psi / 4,1 Bar
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Zuglenkwand Best.Nr.
„8 Loch“
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-Ring mit Elektrode Best.Nr. 86W99
(Ref.)
Elektrode Best.Nr.
“250A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
(0558002530
0558001621
181W89 (Ref.)
0558001623 “250A”
0558001825
996528 (Ref.)
0558001625
„Umker-“
0558001624
)
4-26
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
250A”
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21944 (22496
„Umker-“
21802 “100A to
37081
)

KAPITEL 4 BEDIENUNG
PT-600 Prozessdaten
250 Amperes
Kohlenstoffstahl
Sofern nicht anders angegeben, beziehen sich
die Daten auf das Schneiden über Wasser.
Beim Unterwasserschneiden Geschwindigkeit
um ca. 10 % herabsetzen.
Zünd-
gas
Schneid
-gas
Schild-
gas
Materialstärke N2 O2 Luft
ZOLL
MM
Taktgeber
Anstieg beim Durchstoßen (Sek.)
Durchstoßverzögerung (Sek.)
0.250 0.375 0.500 0.625 0.750 1.000 1.250 1.500
6,4 9,5` 12,7 15,9 19,1 25,4 31,8 38,1
0 0 0 0.2 0.3 0.3 0.5 0.8
0 0 0.2 0.1 0.2 0.4 0.8 1.2
Einstellparameter Pfund pro Quadratzoll (PSI - Druck)
Plasma-Zündgas
Plasma-Schneidgas
Schutz-Zündgas
Schutz-Schneidgas
PSI 25 25 25 25 25 25 26 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,8 1,7
PSI 38 38 44 40 38 38 43 44
BAR 2,6 2,6 3,0 2,8 2,6 2,6 3,0 3,0
PSI 18 18 20 14 18 18 22 22
BAR 1,2 1,2 1,4 1,0 1,2 1,2 1,5 1,5
PSI 12 12 16 12 12 12 22 22
BAR 0,8 0,8 1,1 0,8 0,8 0,8 1,5 1,5
Abgelesene Höhenwerte
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Fahrgeschwindigkeit
Integriertes Leistungsmodul (IPM)
MM/MIN
Schnittfugenbreite
Zoll
Millimeter
Hinweise:
Pilotbogen Satz zu Hoch
Mechanisierten Plasma-Schneidbrenners PT-600
ZOLL.
MM
.375 .375 .500 .500 .500 .625 .625 .625
9,5 9,5 12,7 12,7 12,7 15,9 15,9 15,9
130 135 135 138 142 150 162 168
170 125 115 80 65 50 33 22
4318 3175 2921 2032 1651 1270 838 558
.110 .135 .135 .130 .150 .160 .170 .200
2,8 3,5 3,5 3,3 3,8 4,1 4,3 5,1
4-27
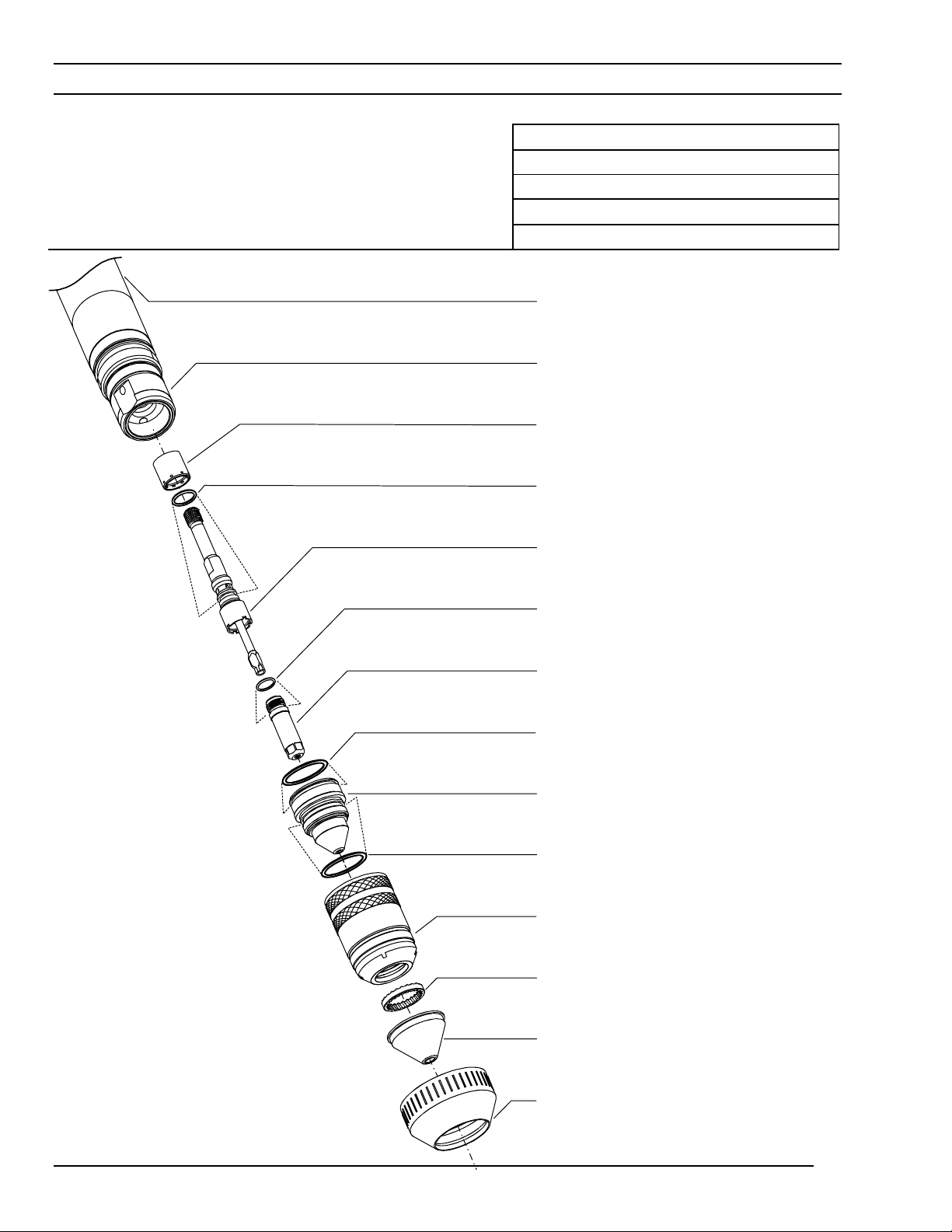
KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
*Keine Druckluft aus Werkstattsystemen, nur Luft in Flaschen/Druckluft verwenden.
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Kohlenstoffstahl
325
Stickstoff (N2) @ 100 psi / 6,9 Bar
Sauerstoff (O2) @ 100 psi / 6,9 Bar
Luft * @ 60 psi / 4,1 Bar
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Zuglenkwand Best.Nr.
„8 Loch“
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-Ring mit Elektrode Best.Nr. 86W99
(Ref.)
Elektrode Best.Nr.
“360A/400A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
(0558002530
0558001621
181W89 (Ref.)
0558001885 “360A”
0558001825
996528 (Ref.)
0558001625
„Umker-“
0558002516
)
4-28
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21944 (22496
„Umker-“
21945 “360A”
37081
)

KAPITEL 4 BEDIENUNG
PT-600 Prozessdaten
325 Amperes
Kohlenstoffstahl
Sofern nicht anders angegeben, beziehen sich
die Daten auf das Schneiden über Wasser.
Beim Unterwasserschneiden Geschwindigkeit
um ca. 10 % herabsetzen.
Zünd-
gas
Schneid
-gas
Schild-
gas
Materialstärke N2 O2 Luft
ZOLL
MM
Taktgeber
Anstieg beim Durchstoßen (Sek.)
Durchstoßverzögerung (Sek.)
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
0.3 0.3 0.3 0.4 0.5 0.7
0.2 0.3 0.3 0.6 0.9 1.0
Einstellparameter Pfund pro Quadratzoll (PSI - Druck)
Plasma-Zündgas
Plasma-Schneidgas
Schutz-Zündgas
Schutz-Schneidgas
PSI 26 25 25 25 25 25
BAR 1,8 1,7 1,7 1,7 1,7 1,7
PSI 37 37 31 31 31 36
BAR 2,6 2,6 2,1 2,1 2,1 2,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
Abgelesene Höhenwerte
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Fahrgeschwindigkeit
Integriertes Leistungsmodul (IPM)
MM/MIN
Schnittfugenbreite
Zoll
Millimeter
Hinweise:
Pilotbogen Satz zu Hoch
Mechanisierten Plasma-Schneidbrenners PT-600
ZOLL.
MM
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
125 135 132 142 146 156
125 100 90 60 37 25
3175 2540 2286 1524 939 635
.140 .150 .160 .175 .200 .210
3,6 3,8 4,1 4,5 5,1 5,3
4-29
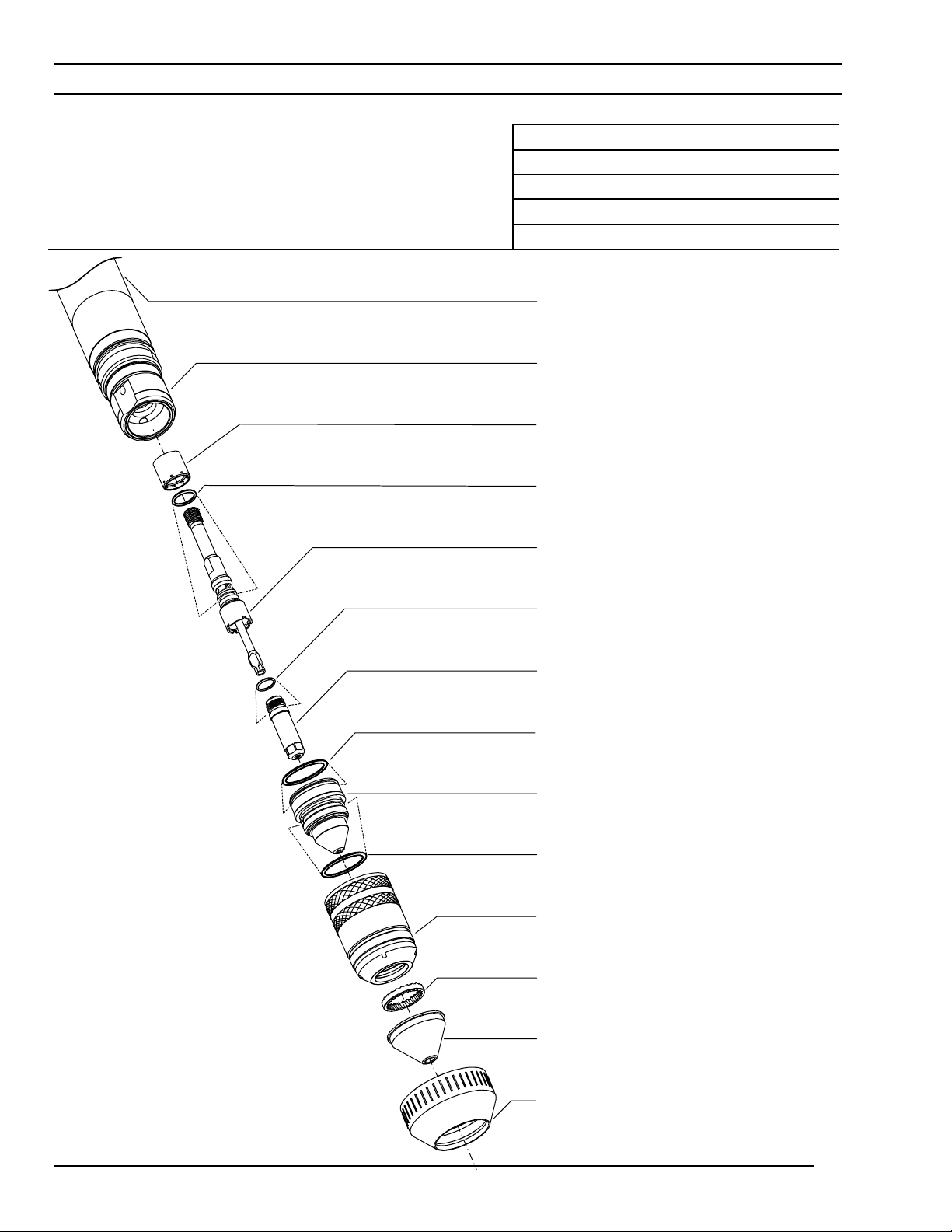
KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
*Keine Druckluft aus Werkstattsystemen, nur Luft in Flaschen/Druckluft verwenden.
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Kohlenstoffstahl
360
Stickstoff (N2) @ 100 psi / 6,9 Bar
Sauerstoff (O2) @ 100 psi / 6,9 Bar
Luft * @ 60 psi / 4,1 Bar
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Zuglenkwand Best.Nr.
„8 Loch“
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-Ring mit Elektrode Best.Nr. 86W99
(Ref.)
Elektrode Best.Nr.
“360A/400A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
(0558002530
0558001621
181W89 (Ref.)
0558001885 “360A”
0558001825
996528 (Ref.)
0558001625
„Umker-“
0558002516
)
4-30
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21944 (22496
„Umker-“
21945 “360A”
37081
)

KAPITEL 4 BEDIENUNG
PT-600 Prozessdaten
360 Amperes
Kohlenstoffstahl
Sofern nicht anders angegeben, beziehen sich
die Daten auf das Schneiden über Wasser.
Beim Unterwasserschneiden Geschwindigkeit
um ca. 10 % herabsetzen.
Zünd-
gas
Schneid
-gas
Schild-
gas
Materialstärke N2 O2 Luft
ZOLL
MM
Taktgeber
Anstieg beim Durchstoßen (Sek.)
Durchstoßverzögerung (Sek.)
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
0.3 0.3 0.3 0.5 0.6 0.7
0.2 0.3 0.3 0.7 0.9 1.0
Einstellparameter Pfund pro Quadratzoll (PSI - Druck)
Plasma-Zündgas
Plasma-Schneidgas
Schutz-Zündgas
Schutz-Schneidgas
PSI 26 25 25 25 25 25
BAR 1,8 1,7 1,7 1,7 1,7 1,7
PSI 38 37 35 35 38 36
BAR 2,6 2,6 2,4 2,4 2,6 2,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
Abgelesene Höhenwerte
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Fahrgeschwindigkeit
Integriertes Leistungsmodul (IPM)
MM/MIN
Schnittfugenbreite
Zoll
Millimeter
Hinweise:
Pilotbogen Satz zu Hoch
Mechanisierten Plasma-Schneidbrenners PT-600
ZOLL.
MM
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
124 135 132 141 146 153
135 115 100 65 45 32
3429 2921 2540 1651 1143 813
.140 .140 .165 .180 .205 .210
3,6 3,6 4,2 4,6 5,2 5,3
4-31
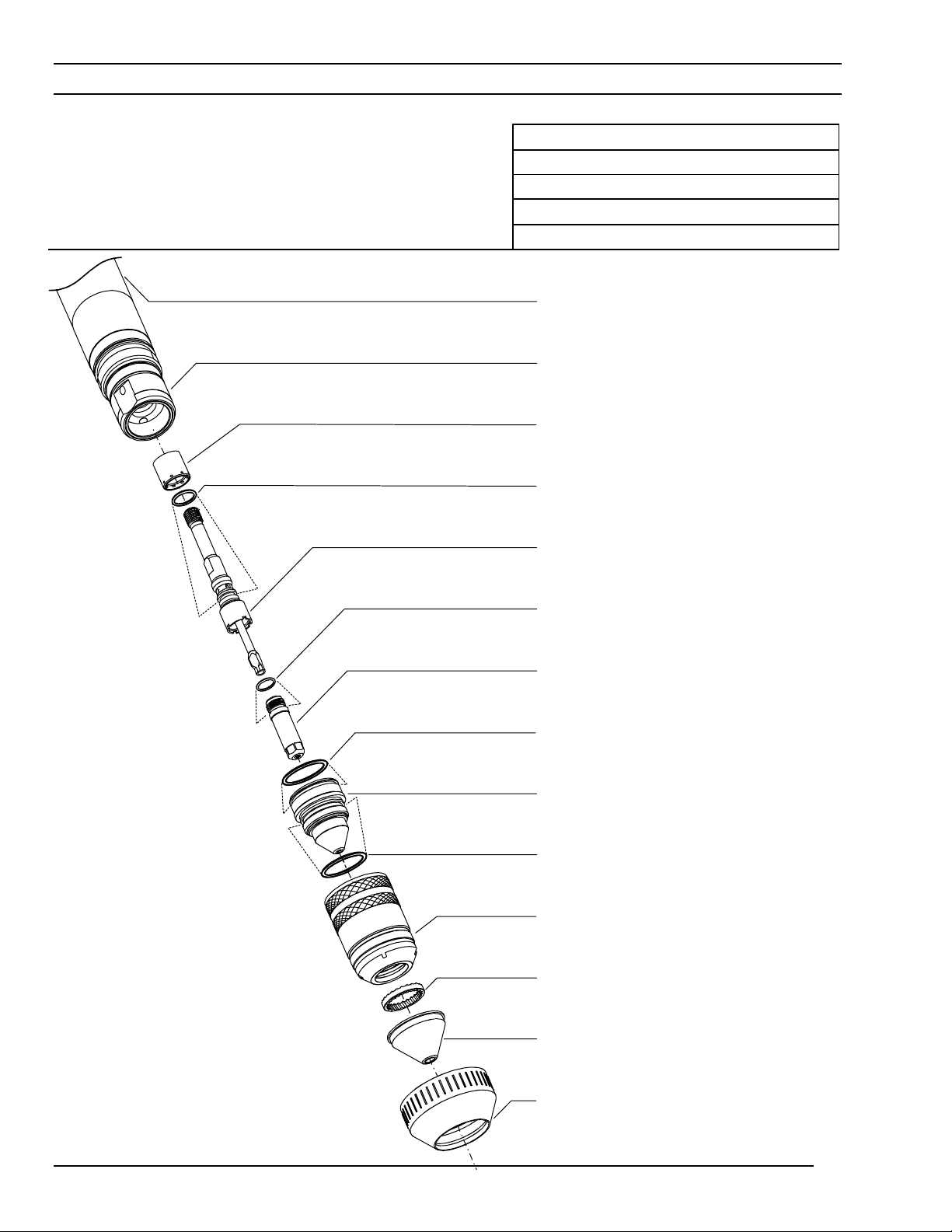
KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
*Keine Druckluft aus Werkstattsystemen, nur Luft in Flaschen/Druckluft verwenden.
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Kohlenstoffstahl
400
Stickstoff (N2) @ 100 psi / 6,9 Bar
Sauerstoff (O2) @ 100 psi / 6,9 Bar
Luft * @ 60 psi / 4,1 Bar
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Gas Baffle
Hole” (0558002531
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-Ring mit Elektrode Best.Nr. 86W99
(Ref.)
Elektrode Best.Nr.
“360A/400A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
Best.Nr.
0558001621
181W89 (Ref.)
0558001886 “400A”
0558001825
996528 (Ref.)
0558002532 “32
„Umker-“
0558002516
)
4-32
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21944 (22496
„Umker-“
21945 “360A”
37081
)
KAPITEL 4 BEDIENUNG
PT-600 Prozessdaten
400 Amperes
Kohlenstoffstahl
UNTERWASSER
Zünd-
gas
Schneid
-gas
Schild-
gas
Materialstärke N2 O2 Luft
ZOLL
MM
Taktgeber
Anstieg beim Durchstoßen (Sek.)
Durchstoßverzögerung (Sek.)
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
0.3 0.3 0.3 0.5 0.5 0.7
0.2 0.3 0.3 0.3 0.7 1.2
Einstellparameter Pfund pro Quadratzoll (PSI - Druck)
Plasma-Zündgas
Plasma-Schneidgas
PSI 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 31 31 31 31 31 31
BAR 2,7 2,6 2,6 2,6 2,6 2,5
Schutz-Zündgas
Schutz-Schneidgas
Abgelesene Höhenwerte
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Fahrgeschwindigkeit
Integriertes Leistungsmodul (IPM)
MM/MIN
Schnittfugenbreite
Zoll
Millimeter
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
ZOLL.
MM
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
125 132 136 141 142 150
130 120 110 75 55 37
3556 3175 2794 1905 1397 940
.145 .150 .195 .195 .205 .220
3,7 3,8 5,0 5,0 5,2 5,6
Hinweise:
Pilotbogen Satz zu Hoch
Mechanisierten Plasma-Schneidbrenners PT-600
4-33
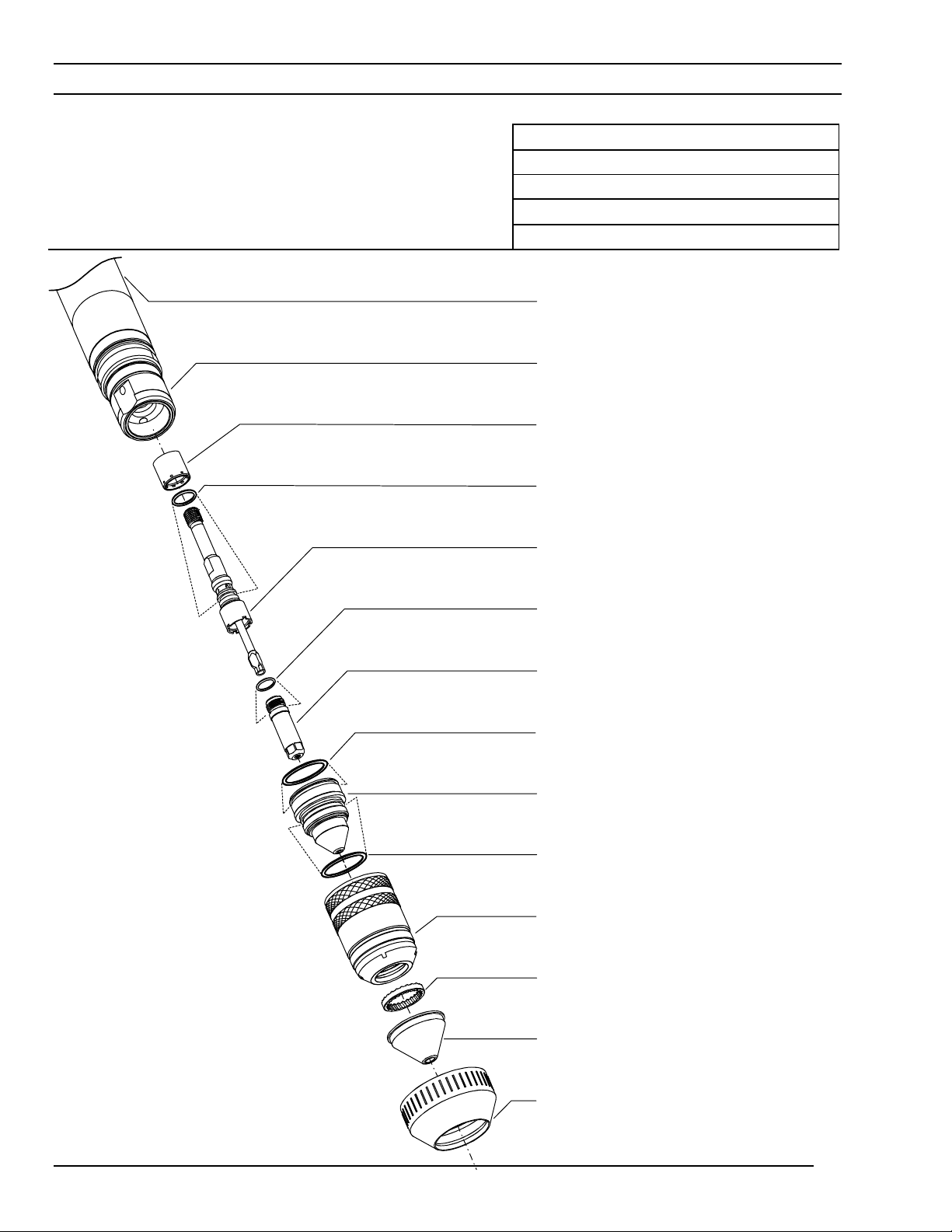
KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
*Keine Druckluft aus Werkstattsystemen, nur Luft in Flaschen/Druckluft verwenden.
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Kohlenstoffstahl
400
Stickstoff (N2) @ 100 psi / 6,9 Bar
Sauerstoff (O2) @ 100 psi / 6,9 Bar
Luft * @ 60 psi / 4,1 Bar
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Gas Baffle
Hole” (0558002531
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-Ring mit Elektrode Best.Nr. 86W99
(Ref.)
Elektrode Best.Nr.
“360A/400A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
Best.Nr.
0558001621
181W89 (Ref.)
0558001886 “400A”
0558001825
996528 (Ref.)
0558002532 “32
„Umker-“
0558002516
)
4-34
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21944 (22496
„Umker-“
21945 “360A”
37081
)
KAPITEL 4 BEDIENUNG
PT-600 Prozessdaten
400 Amperes
Kohlenstoffstahl
Sofern nicht anders angegeben, beziehen sich
die Daten auf das Schneiden über Wasser.
Beim Unterwasserschneiden Geschwindigkeit
um ca. 10 % herabsetzen.
Zünd-
gas
Schneid
-gas
Schild-
gas
Materialstärke N2 O2 Luft
ZOLL
MM
Taktgeber
Anstieg beim Durchstoßen (Sek.)
Durchstoßverzögerung (Sek.)
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
0.3 0.3 0.3 0.5 0.5 0.7
0.2 0.3 0.3 0.3 0.7 1.2
Einstellparameter Pfund pro Quadratzoll (PSI - Druck)
Plasma-Zündgas
Plasma-Schneidgas
Schutz-Zündgas
Schutz-Schneidgas
PSI 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 31 31 31 31 31 31
BAR 2,7 2,6 2,6 2,6 2,6 2,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
Abgelesene Höhenwerte
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Fahrgeschwindigkeit
Integriertes Leistungsmodul (IPM)
MM/MIN
Schnittfugenbreite
Zoll
Millimeter
Hinweise:
Pilotbogen Satz zu Hoch
Mechanisierten Plasma-Schneidbrenners PT-600
ZOLL.
MM
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
125 132 136 141 142 150
140 125 115 80 60 43
3556 3175 2794 1905 1397 940
.145 .150 .195 .195 .205 .220
3,7 3,8 5,0 5,0 5,2 5,6
4-35
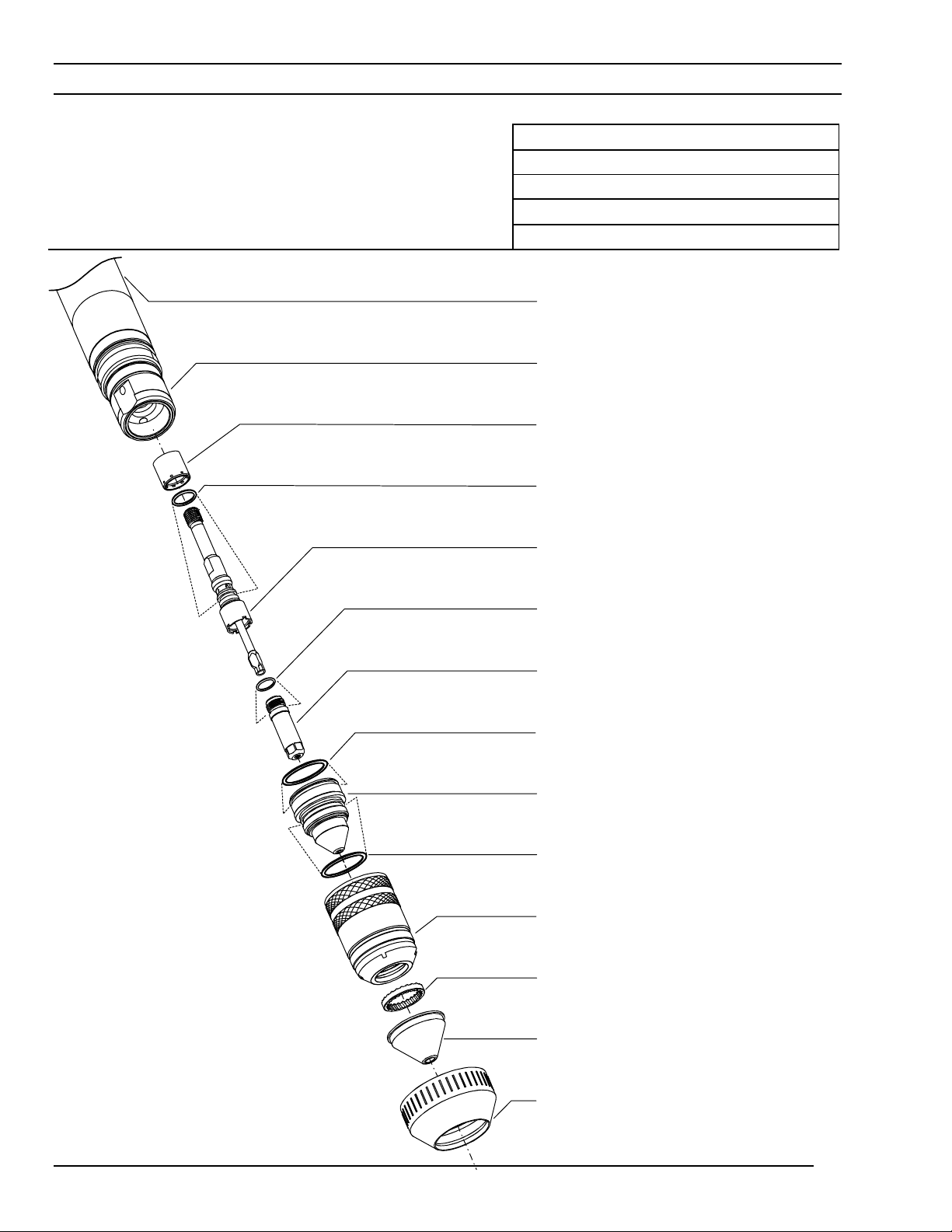
KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
*Keine Druckluft aus Werkstattsystemen, nur Luft in Flaschen/Druckluft verwenden.
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Aluminum
65
Luft * @ 100 psi / 6,9 Bar
Luft * @ 100 psi / 6,9 Bar
Luft * @ 60 psi / 4,1 Bar
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Gas Baffle
Loch“
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-Ring mit Elektrode Best.Nr. 86W99
(Ref.)
Elektrode Best.Nr.
“250A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
Best.Nr.
0558001621
181W89 (Ref.)
0558001881 “50A”
0558001825
996528 (Ref.)
0558002533
0558001624
„4
4-36
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21796 “50A”
21795 “50A”
37081
KAPITEL 4 BEDIENUNG
PT-600 Prozessdaten
65 Amperes
Aluminum
Sofern nicht anders angegeben, beziehen sich
die Daten auf das Schneiden über Wasser.
Beim Unterwasserschneiden Geschwindigkeit
um ca. 10 % herabsetzen.
Materialstärke Luft Luft Luft
ZOLL
MM
Taktgeber
Anstieg beim Durchstoßen (Sek.)
Durchstoßverzögerung (Sek.)
Einstellparameter Pfund pro Quadratzoll (PSI - Druck)
Plasma-Zündgas
Plasma-Schneidgas
Schutz-Zündgas
Schutz-Schneidgas
PSI 40 40 40
BAR 2,76 2,76 2,76
PSI 60 60 60
BAR 4,14 4,14 4,14
PSI 10 10 10
BAR 0,7 0,7 0,7
PSI 10 10 10
BAR 0,7 0,7 0,7
Zünd-
gas
0.063 0.125 0.250
1,6 3,2 6,4
0 0 0.2
0 0.2 0.4
Schneid
-gas
Schild-
gas
Abgelesene Höhenwerte
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Fahrgeschwindigkeit
Integriertes Leistungsmodul (IPM)
MM/MIN
Schnittfugenbreite
Zoll
Millimeter
Hinweise:
Pilotbogen Satz zu Niedrig
Mechanisierten Plasma-Schneidbrenners PT-600
ZOLL.
MM
.375 .375 .375
9,5 9,5 9,5
115 115 126
200 110 60
5080 2794 1524
.063 .08 .100
1,6 2,0 2,5
4-37

KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
*Keine Druckluft aus Werkstattsystemen, nur Luft in Flaschen/Druckluft verwenden.
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Aluminum
100
Luft * @ 100 psi / 6,9 Bar
Luft * @ 100 psi / 6,9 Bar
Luft * @ 60 psi / 4,1 Bar
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Gas Baffle
Loch“
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-Ring mit Elektrode Best.Nr. 86W99
(Ref.)
Elektrode Best.Nr.
“250A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
Best.Nr.
(0558002534
0558001621
181W89 (Ref.)
0558001882 “100A”
0558001825
996528 (Ref.)
0558002533
„Umker-“
0558001624
„4
)
4-38
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
250A”
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21944 (22496
„Umker-“
21802 “100A to
37081
)

KAPITEL 4 BEDIENUNG
PT-600 Prozessdaten
100 Amperes
Aluminum
Sofern nicht anders angegeben, beziehen sich
die Daten auf das Schneiden über Wasser.
Beim Unterwasserschneiden Geschwindigkeit
um ca. 10 % herabsetzen.
Materialstärke Luft Luft Luft
ZOLL
MM
Taktgeber
Anstieg beim Durchstoßen (Sek.)
Durchstoßverzögerung (Sek.)
Einstellparameter Pfund pro Quadratzoll (PSI - Druck)
Plasma-Zündgas
Plasma-Schneidgas
Schutz-Zündgas
Schutz-Schneidgas
PSI 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7
PSI 42 42 42 42 42
BAR 2,9 2,9 2,9 2,9 2,9
PSI 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18
BAR 1,24 1,24 1,24 1,24 1,24
Zünd-
gas
0.188 0.250 0.375 0.500 0.750
4,7 6,4 9,5 12,7 19,1
0 0.1 0.1 0.1 0.2
0.1 0.2 0.3 0.3 0.4
Schneid
-gas
Schild-
gas
Abgelesene Höhenwerte
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Fahrgeschwindigkeit
Integriertes Leistungsmodul (IPM)
MM/MIN
Schnittfugenbreite
Zoll
Millimeter
Hinweise:
Pilotbogen Satz zu Niedrig
Mechanisierten Plasma-Schneidbrenners PT-600
ZOLL.
MM
.375 .375 .375 .500 .500
9,5 9,5 9,5 12,7 12,7
151 157 157 182 185
120 95 70 50 25
3048 2413 1778 1270 635
.115 .120 .130 .130 .135
2,9 3,0 3,3 3,3 3,5
4-39

KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
*Keine Druckluft aus Werkstattsystemen, nur Luft in Flaschen/Druckluft verwenden.
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Aluminum
150
Luft * @ 100 psi / 6,9 Bar
Luft * @ 100 psi / 6,9 Bar
Luft * @ 60 psi / 4,1 Bar
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Gas Baffle
Loch“
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-Ring mit Elektrode Best.Nr. 86W99
(Ref.)
Elektrode Best.Nr.
“250A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
Best.Nr.
(0558002534
0558001621
181W89 (Ref.)
0558001883 “150A”
0558001825
996528 (Ref.)
0558002533
„Umker-“
0558001624
„4
)
4-40
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
250A”
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21944 (22496
„Umker-“
21802 “100A to
37081
)

KAPITEL 4 BEDIENUNG
PT-600 Prozessdaten
150 Amperes
Aluminum
Sofern nicht anders angegeben, beziehen sich
die Daten auf das Schneiden über Wasser.
Beim Unterwasserschneiden Geschwindigkeit
um ca. 10 % herabsetzen.
Materialstärke Luft Luft Luft
ZOLL
MM
Taktgeber
Anstieg beim Durchstoßen (Sek.)
Durchstoßverzögerung (Sek.)
Einstellparameter Pfund pro Quadratzoll (PSI - Druck)
Plasma-Zündgas
Plasma-Schneidgas
Schutz-Zündgas
Schutz-Schneidgas
PSI 25 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 40 40 40 40 40 40 40 40
BAR 2,8 2,8 2,8 2,8 2,8 2,8 2,8 2,8
PSI 15 15 15 10 15 10 10 10
BAR 1,0 1,0 1,0 0,7 1,0 0,7 0,7 0,7
PSI 15 15 15 10 15 10 10 10
BAR 1,0 1,0 1,0 0,7 1,0 0,7 0,7 0,7
Zünd-
gas
0.188 0.250 0.313 0.375 0.500 0.750 0.875 1.000
4,7 6,4 7,9 9,5 12,7 19,1 22,2 25,4
0 0 0 0 0.1 0.2 0.4 0.4
0 0.1 0.2 0.2 0.3 0.5 0.6 0.7
Schneid
-gas
Schild-
gas
Abgelesene Höhenwerte
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Fahrgeschwindigkeit
Integriertes Leistungsmodul (IPM)
MM/MIN
Schnittfugenbreite
Zoll
Millimeter
Hinweise:
Pilotbogen Satz zu Hoch
Mechanisierten Plasma-Schneidbrenners PT-600
ZOLL.
MM
.375 .375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
147 152 153 159 165 175 184 187
200 140 120 100 80 45 37 30
5080 3556 3048 2540 2032 1143 940 762
.110 .110 .120 .130 .140 .140 .150 .150
2,8 2,8 3,0 3,3 3,6 3,6 3,8 3,8
4-41

KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
*Keine Druckluft aus Werkstattsystemen, nur Luft in Flaschen/Druckluft verwenden.
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Aluminum
200
Luft * @ 100 psi / 6,9 Bar
Luft * @ 100 psi / 6,9 Bar
Luft * @ 60 psi / 4,1 Bar
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Gas Baffle
Loch“
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-Ring mit Elektrode Best.Nr. 86W99
(Ref.)
Elektrode Best.Nr.
“250A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
Best.Nr.
(0558002534
0558001621
181W89 (Ref.)
0558001884 “200A”
0558001825
996528 (Ref.)
0558002533
„Umker-“
0558001624
„4
)
4-42
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
250A”
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21944 (22496
„Umker-“
21802 “100A to
37081
)

KAPITEL 4 BEDIENUNG
PT-600 Prozessdaten
200 Amperes
Aluminum
Sofern nicht anders angegeben, beziehen sich
die Daten auf das Schneiden über Wasser.
Beim Unterwasserschneiden Geschwindigkeit
um ca. 10 % herabsetzen.
Materialstärke Luft Luft Luft
ZOLL
MM
Taktgeber
Anstieg beim Durchstoßen (Sek.)
Durchstoßverzögerung (Sek.)
Einstellparameter Pfund pro Quadratzoll (PSI - Druck)
Plasma-Zündgas
Plasma-Schneidgas
Schutz-Zündgas
Schutz-Schneidgas
PSI 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44 44
BAR 3,0 3,0 3,0 3,0 3,0 3,0 3,0
PSI 14 14 14 14 14 14 14
BAR 1,0 1,0 1,0 1,0 1,0 1,0 1,0
PSI 15 15 15 15 15 15 15
BAR 1,0 1,0 1,0 1,0 1,0 1,0 1,0
Zünd-
gas
0.250 0.313 0.375 0.500 0.625 0.750 1.000
6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0.1 0.1 0.2 0.2 0.2 0.3
0.2 0.2 0.3 0.3 0.3 0.5 0.6
Schneid
-gas
Schild-
gas
Abgelesene Höhenwerte
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Fahrgeschwindigkeit
Integriertes Leistungsmodul (IPM)
MM/MIN
Schnittfugenbreite
Zoll
Millimeter
Hinweise:
Pilotbogen Satz zu Hoch
Mechanisierten Plasma-Schneidbrenners PT-600
ZOLL.
MM
.375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 12,7 12,7 12,7 12,7
155 160 160 167 170 175 186
125 125 110 85 70 60 40
3175 3175 2794 2159 1778 1524 1016
.110 130 .130 .130 .140 .140 .140
2,8 3,3 3,3 3,3 3,6 3,6 3,6
4-43

KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Aluminum
150
Stickstoff (N2) @ 100 psi / 6,9 Bar
Argon/Wasserstoff (H-35) @100 psi / 6,9 Bar
Stickstoff (N2) @ 60 psi / 4,1 Bar
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Gas Baffle
Loch“
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-Ring mit Elektrode Best.Nr. 86W99
(Ref.)
Elektrode Best.Nr.
“N2, H-35, 600A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
Best.Nr.
(0558002534
0558001621
181W89 (Ref.)
0558001883 “150A”
0558001825
996528 (Ref.)
0558002533
„Umker-“
0558002499
„4
)
4-44
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
250A”
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21944 (22496
„Umker-“
21802 “100A to
37081
)
KAPITEL 4 BEDIENUNG
PT-600 Prozessdaten
150 Amperes
Aluminum
Schneiden Sie unter Wasser
nicht mit Wasserstoffgas.
Materialstärke N2 H-35 N2
ZOLL
MM
Taktgeber
Anstieg beim Durchstoßen (Sek.)
Durchstoßverzögerung (Sek.)
Einstellparameter Pfund pro Quadratzoll (PSI - Druck)
Plasma-Zündgas
Plasma-Schneidgas
PSI 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4
PSI 54 54 54 54 54 54
BAR 3,7 3,7 3,7 3,7 3,7 3,7
Zünd-
gas
0.250 0.375 0.500 0.625 0.750 1.000
6,4 9,5 12,7 15,9 19,1 25,4
0 0.1 0.1 0.1 0.1 0.2
0.2 0.3 0.2 0.5 0.4 0.5
Schneid
-gas
Schild-
gas
Schutz-Zündgas
Schutz-Schneidgas
Abgelesene Höhenwerte
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Fahrgeschwindigkeit
Integriertes Leistungsmodul (IPM)
MM/MIN
Schnittfugenbreite
Zoll
Millimeter
PSI 10 10 10 10 10 10
BAR 0,7 0,7 0,7 0,7 0,7 0,7
PSI 10 10 10 10 10 10
BAR 0,7 0,7 0,7 0,7 0,7 0,7
ZOLL.
MM
.375 .375 .500 .500 .500 .500
9,5 9,5 12,7 12,7 12,7 12,7
135 141 144 155 160 172
150 110 90 55 45 25
3810 2794 2286 1397 1143 635
.140 .120 .130 .150 .160 .170
3,6 3,0 3,3 3,8 4,1 4,3
Hinweise:
Pilotbogen Satz zu Hoch
Mechanisierten Plasma-Schneidbrenners PT-600
4-45

KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Aluminum
200
Stickstoff (N2) @ 100 psi / 6,9 Bar
Argon/Wasserstoff (H-35) @100 psi / 6,9 Bar
Stickstoff (N2) @ 60 psi / 4,1 Bar
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Gas Baffle
Loch“
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-Ring mit Elektrode Best.Nr. 86W99
(Ref.)
Elektrode Best.Nr.
“N2, H-35, 600A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
Best.Nr.
(0558002534
0558001621
181W89 (Ref.)
0558001884 “200A”
0558001825
996528 (Ref.)
0558002533
„Umker-“
0558002499
„4
)
4-46
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
250A”
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21944 (22496
„Umker-“
21802 “100A to
37081
)
KAPITEL 4 BEDIENUNG
PT-600 Prozessdaten
200 Amperes
Aluminum
Schneiden Sie unter Wasser
nicht mit Wasserstoffgas.
Materialstärke N2 H-35 N2
ZOLL
MM
Taktgeber
Anstieg beim Durchstoßen (Sek.)
Durchstoßverzögerung (Sek.)
Einstellparameter Pfund pro Quadratzoll (PSI - Druck)
Plasma-Zündgas
Plasma-Schneidgas
Schutz-Zündgas
Schutz-Schneidgas
PSI 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7
PSI 49 49 49 49 49
BAR 3,4 3,4 3,4 3,4 3,4
PSI 14 14 14 14 14
BAR 1,0 1,0 1,0 1,0 1,0
PSI 15 15 15 15 15
BAR 1,0 1,0 1,0 1,0 1,0
Zünd-
gas
0.375 0.500 0.625 0.750 1.000
9,5 12,7 15,9 19,1 25,4
0 0 0.1 0.2 0.3
0.2 0.4 0.4 0.5 0.8
Schneid
-gas
Schild-
gas
Abgelesene Höhenwerte
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Fahrgeschwindigkeit
Integriertes Leistungsmodul (IPM)
MM/MIN
Schnittfugenbreite
Zoll
Millimeter
Hinweise:
Pilotbogen Satz zu Hoch
Mechanisierten Plasma-Schneidbrenners PT-600
ZOLL.
MM
.375 .500 .500 .500 .500
9,5 12,7 12,7 12,7 12,7
150 155 160 168 175
120 100 85 65 35
3048 2540 2159 1651 889
.130 .140 .150 .160 .170
3,3 3,6 3,8 4,1 4,3
4-47
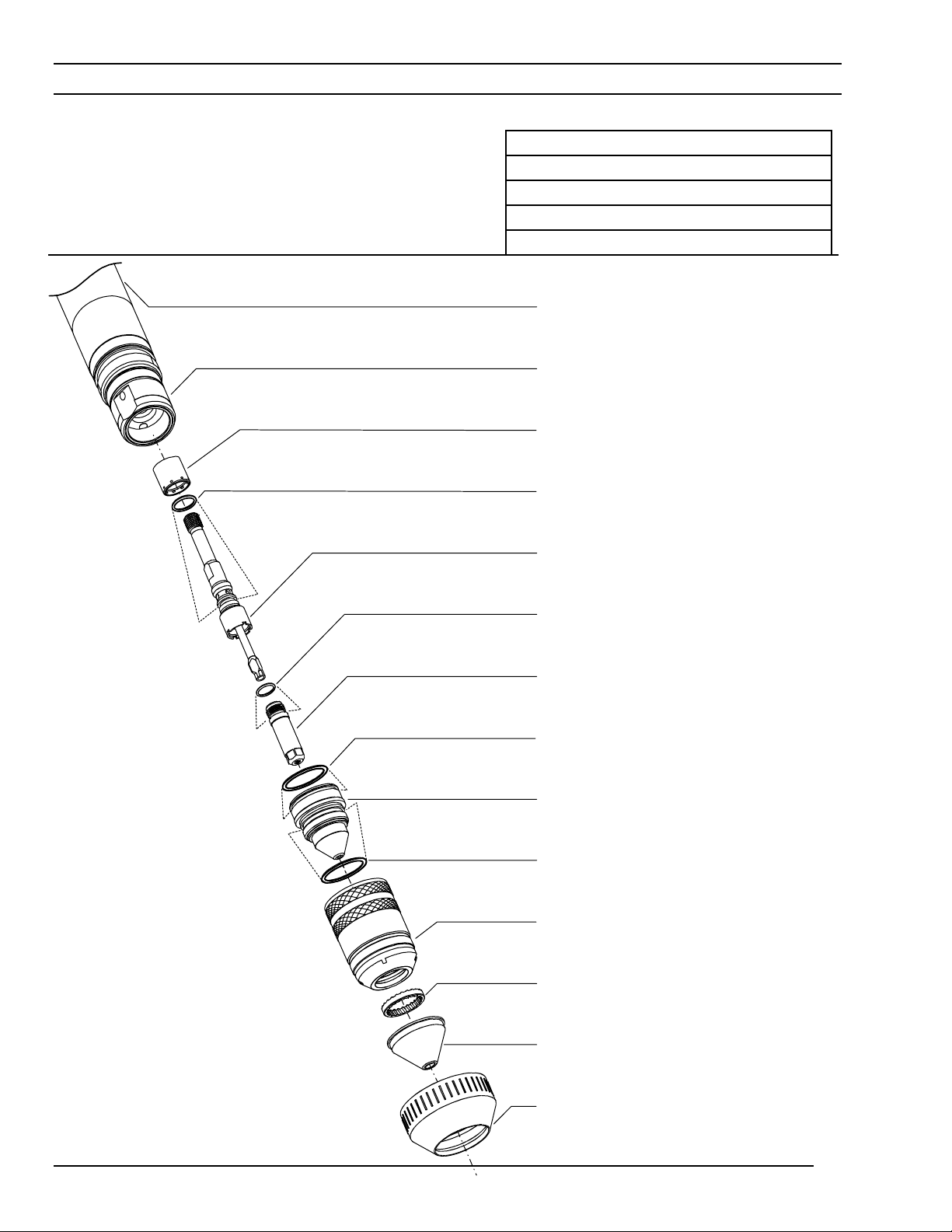
KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Aluminum
360
Stickstoff (N2) @ 100 psi / 6,9 Bar
Argon/Wasserstoff (H-35) @100 psi / 6,9 Bar
Stickstoff (N2) @ 60 psi / 4,1 Bar
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Zuglenkwand Best.Nr.
„8 Loch“
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-Ring mit Elektrode Best.Nr. 86W99
(Ref.)
Elektrode Best.Nr.
“N2, H-35, 600A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
(0558002530
0558001621
181W89 (Ref.)
0558001885 “360A”
0558001825
996528 (Ref.)
0558001625
„Umker-“
0558002499
)
4-48
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21944 (22496
„Umker-“
21945 “360A”
37081
)
KAPITEL 4 BEDIENUNG
PT-600 Prozessdaten
360 Amperes
Aluminum
Schneiden Sie unter Wasser
nicht mit Wasserstoffgas.
Materialstärke N2 H-35 N2
ZOLL
MM
Taktgeber
Anstieg beim Durchstoßen (Sek.)
Durchstoßverzögerung (Sek.)
Einstellparameter Pfund pro Quadratzoll (PSI - Druck)
Plasma-Zündgas
Plasma-Schneidgas
Schutz-Zündgas
Schutz-Schneidgas
PSI 25 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 55 55 55 55 55 55 55 55
BAR 3,8 3,8 3,8 3,8 3,8 3,8 3,8 3,8
PSI 27 27 27 27 27 27 27 27
BAR 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
PSI 27 27 27 27 27 27 27 27
BAR 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
Zünd-
gas
0.375 0.500 0.625 0.750 1.000 1.250 1.500 1.750
9,5 12,7 15,9 19,1 25,4 31,8 38,1 44,5
0 0 0.1 0.1 0.2 0.3 0.4 0.5
0.3 0.3 0.3 0.4 0.8 1.0 1.0 1.4
Schneid
-gas
Schild-
gas
Abgelesene Höhenwerte
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Fahrgeschwindigkeit
Integriertes Leistungsmodul (IPM)
MM/MIN
Schnittfugenbreite
Zoll
Millimeter
Hinweise:
Pilotbogen Satz zu Hoch
Mechanisierten Plasma-Schneidbrenners PT-600
ZOLL.
MM
.375 .500 .500 .500 .500 .500 .500 .500
9,5 12,7 12,7 12,7 12,7 12,7 12,7 12,7
145 155 166 168 173 185 193 203
175 155 130 90 60 45 33 25
4445 3937 3302 2286 1524 1143 838 635
.160 160 .180 .180 .190 .210 .240 .260
4,1 4,1 4,6 4,6 4,8 5,3 6,1 6,6
4-49
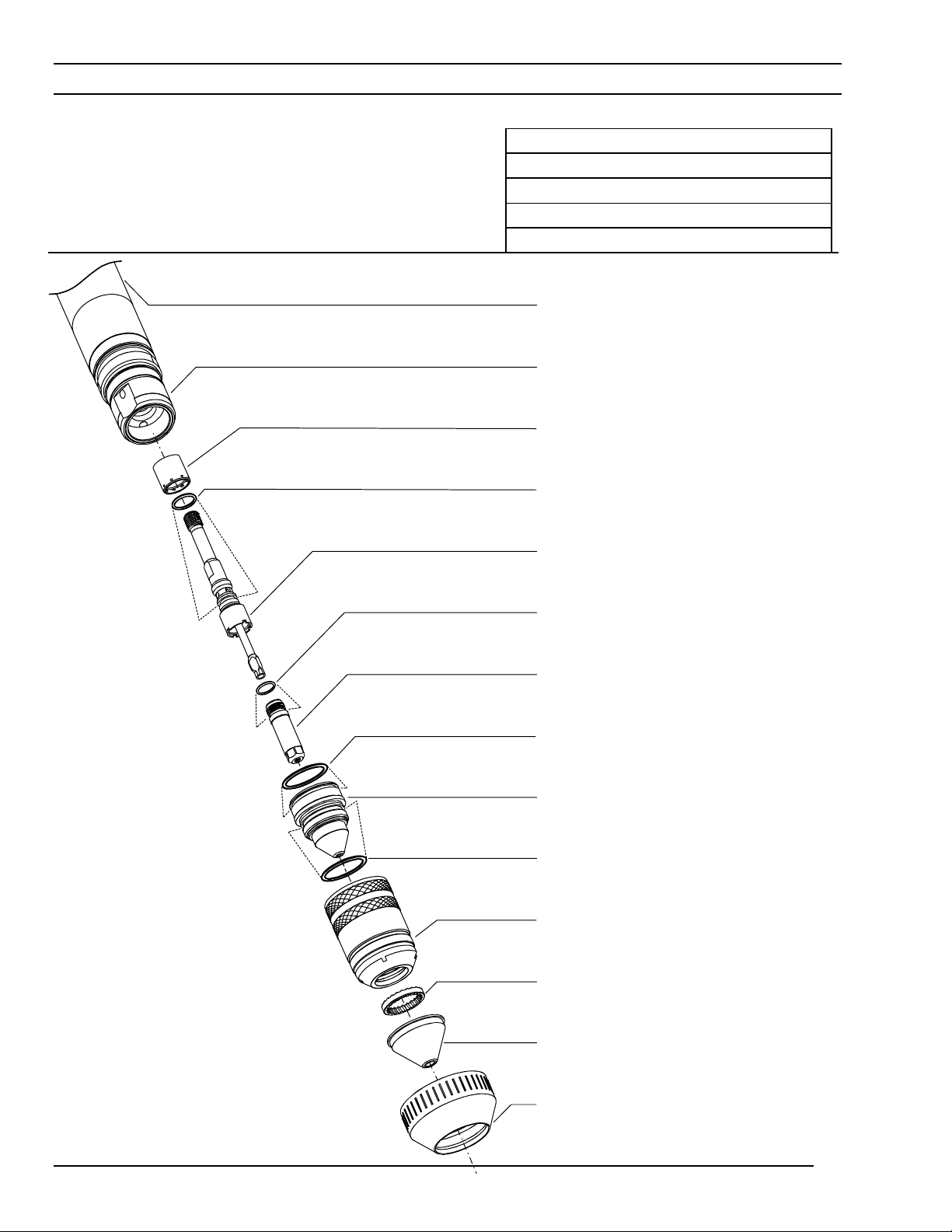
KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Aluminum
600
Stickstoff (N2) @ 100 psi / 6,9 Bar
Argon/Wasserstoff (H-35) @100 psi / 6,9 Bar
Stickstoff (N2) @ 60 psi / 4,1 Bar
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Zuglenkwand Best.Nr.
„8 Loch“
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-Ring mit Elektrode Best.Nr. 86W99
(Ref.)
Elektrode Best.Nr.
“N2, H-35, 600A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
(0558002530
0558001621
181W89 (Ref.)
0558001887 “600A”
0558001825
996528 (Ref.)
0558001625
„Umker-“
0558002499
)
4-50
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21944 (22496
„Umker-“
21945 “360A”
37081
)
KAPITEL 4 BEDIENUNG
PT-600 Prozessdaten
600 Amperes
Aluminum
Schneiden Sie unter Wasser
nicht mit Wasserstoffgas.
Materialstärke N2 H-35 N2
ZOLL
MM
Taktgeber
Anstieg beim Durchstoßen (Sek.)
Durchstoßverzögerung (Sek.)
Einstellparameter Pfund pro Quadratzoll (PSI - Druck)
Plasma-Zündgas
Plasma-Schneidgas
Schutz-Zündgas
Schutz-Schneidgas
PSI 46 46 46 46
BAR 3,2 3,2 3,2 3,2
PSI 46 46 46 46
BAR 3,2 32 32 3,2
PSI 35 35 35 35
BAR 2,4 2,4 2,4 2,4
PSI 35 35 35 35
BAR 2,4 2,4 2,4 2,4
Zünd-
gas
1.000 1.500 2.000 3.000
25,4 38,1 50,8 76,2
0.3 0.4 0.5 0.6
0.5 0.8 1.0 1.2
Schneid
-gas
Schild-
gas
Abgelesene Höhenwerte
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Fahrgeschwindigkeit
Integriertes Leistungsmodul (IPM)
MM/MIN
Schnittfugenbreite
Zoll
Millimeter
Hinweise:
Pilotbogen Satz zu Hoch
Mechanisierten Plasma-Schneidbrenners PT-600
ZOLL.
MM
.750 .750 .750 .750
19,1 19,1 19,1 19,1
172 177 192 212
80 65 30 15
2032 1651 762 381
.320 .330 .357 .390
8,1 8,4 9,1 9,9
4-51

KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
*Keine Druckluft aus Werkstattsystemen, nur Luft in Flaschen/Druckluft verwenden.
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Aluminum
250
Stickstoff (N2) @ 100 psi / 6,9 Bar
Argon/Wasserstoff (H-35) @100 psi / 6,9 Bar
Luft * @ 60 psi / 4,1 Bar
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Gas Baffle
Loch“
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-Ring mit Elektrode Best.Nr. 86W99
(Ref.)
Elektrode Best.Nr.
“250A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
Best.Nr.
(0558002534
0558001621
181W89 (Ref.)
0558001623 “250A”
0558001825
996528 (Ref.)
0558002533
„Umker-“
0558001624
„4
)
4-52
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
250A”
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21944 (22496
„Umker-“
21802 “100A to
37081
)
KAPITEL 4 BEDIENUNG
PT-600 Prozessdaten
250 Amperes
Aluminum
Schneiden Sie unter Wasser
nicht mit Wasserstoffgas.
Materialstärke N2 H-35 Luft
ZOLL
MM
Taktgeber
Anstieg beim Durchstoßen (Sek.)
Durchstoßverzögerung (Sek.)
Einstellparameter Pfund pro Quadratzoll (PSI - Druck)
Plasma-Zündgas
Plasma-Schneidgas
Schutz-Zündgas
Schutz-Schneidgas
PSI 25 25 25
BAR 1,7 1,7 1,7
PSI 25 25 25
BAR 1,7 1,7 1,7
PSI 8 8 8
BAR 0,55 0,55 0,55
PSI 12 12 12
BAR 0.8 0.8 0.8
Zünd-
gas
0.625 0.750 1.000
15,9 19,1 25,4
0.1 0.2 0.3
0.3 0.4 0.8
Schneid
-gas
Schild-
gas
Abgelesene Höhenwerte
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Fahrgeschwindigkeit
Integriertes Leistungsmodul (IPM)
MM/MIN
Schnittfugenbreite
Zoll
Millimeter
Hinweise:
Pilotbogen Satz zu Hoch
Mechanisierten Plasma-Schneidbrenners PT-600
ZOLL.
MM
.500 .500 .500
12,7 12,7 12,7
150 155 170
85 70 45
2159 1778 1143
.100 .100 .100
2,5 2,5 2,5
4-53

KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
*Keine Druckluft aus Werkstattsystemen, nur Luft in Flaschen/Druckluft verwenden.
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Aluminum
360
Stickstoff (N2) @ 100 psi / 6,9 Bar
Argon/Wasserstoff (H-35) @100 psi / 6,9 Bar
Luft * @ 60 psi / 4,1 Bar
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Zuglenkwand Best.Nr.
„8 Loch“
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-Ring mit Elektrode Best.Nr. 86W99
(Ref.)
Elektrode Best.Nr.
“360A/400A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
(0558002530
0558001621
181W89 (Ref.)
0558001885 “360A”
0558001825
996528 (Ref.)
0558001625
„Umker-“
0558002516
)
4-54
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21944 (22496
„Umker-“
21945 “360A”
37081
)
KAPITEL 4 BEDIENUNG
PT-600 Prozessdaten
360 Amperes
Aluminum
Schneiden Sie unter Wasser
nicht mit Wasserstoffgas.
Materialstärke N2 H-35 Luft
ZOLL
MM
Taktgeber
Anstieg beim Durchstoßen (Sek.)
Durchstoßverzögerung (Sek.)
Einstellparameter Pfund pro Quadratzoll (PSI - Druck)
Plasma-Zündgas
Plasma-Schneidgas
Schutz-Zündgas
Schutz-Schneidgas
PSI 42 42 42 42 42 42 42 42
BAR 2,9 2,9 2,9 2,9 2,9 2,9 2,9 2,9
PSI 55 55 55 55 55 55 55 55
BAR 3,8 3,8 3,8 3,8 3,8 3,8 3,8 3,8
PSI 27 27 27 27 27 27 27 27
BAR 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
PSI 27 27 27 27 27 27 27 27
BAR 1,9 1,9 1,9 1,9 1,9, 1,9 1,9 1,9
Zünd-
gas
0.500 0.625 0.750 0.875 1.000 1.250 1.500 1.750
12,7 15,9 19,1 22,2 25,4 31,8 38,1 44,5
0 0.1 0.1 0.1 0.2 0.3 0.4 0.5
0.3 0.3 0.4 0.5 0.8 1.0 1.0 1.4
Schneid
-gas
Schild-
gas
Abgelesene Höhenwerte
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Fahrgeschwindigkeit
Integriertes Leistungsmodul (IPM)
MM/MIN
Schnittfugenbreite
Zoll
Millimeter
Hinweise:
Pilotbogen Satz zu Hoch
Mechanisierten Plasma-Schneidbrenners PT-600
ZOLL.
MM
.500 .500 .625 .625 .625 .625 .625 .625
12,7 12,7 15,9 15,9 15,9 15,9 15,9 15,9
150 166 168 170 173 185 193 200
150 130 90 75 60 45 33 25
3810 3302 2286 1905 1524 1143 838 635
.160 .180 .180 .180 .190 .210 .240 .260
4,1 4,6 4,6 4,6 4,8 5,3 6,1 6,6
4-55

KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
*Keine Druckluft aus Werkstattsystemen, nur Luft in Flaschen/Druckluft verwenden.
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Aluminum
600
Argon/Wasserstoff (H-35) @100 psi / 6,9 Bar
Argon/Wasserstoff (H-35) @100 psi / 6,9 Bar
Luft * @ 60 psi / 4,1 Bar
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Gas Baffle
Loch“
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-Ring mit Elektrode Best.Nr. 86W99
(Ref.)
Elektrode Best.Nr.
“N2, H-35, 600A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
Best.Nr.
(0558002530
0558001621
181W89 (Ref.)
0558001887 “600A”
0558001825
996528 (Ref.)
0558001625
„Umker-“
0558002499
„8
)
4-56
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21944 (22496
„Umker-“
21945 “360A”
37081
)

KAPITEL 4 BEDIENUNG
PT-600 Prozessdaten
600 Amperes
Aluminum
Schneiden Sie unter Wasser
nicht mit Wasserstoffgas.
Materialstärke H-35 H-35 Luft
ZOLL
MM
Taktgeber
Anstieg beim Durchstoßen (Sek.)
Durchstoßverzögerung (Sek.)
Einstellparameter Pfund pro Quadratzoll (PSI - Druck)
Plasma-Zündgas
Plasma-Schneidgas
Schutz-Zündgas
Schutz-Schneidgas
PSI 46
BAR 3,2
PSI 46
BAR 3,2
PSI 34
BAR 2,4
PSI 34
BAR 2,4
Zünd-
gas
1.500
38,1
0.5
1.1
Schneid
-gas
Schild-
gas
Abgelesene Höhenwerte
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Fahrgeschwindigkeit
Integriertes Leistungsmodul (IPM)
MM/MIN
Schnittfugenbreite
Zoll
Millimeter
Hinweise:
Pilotbogen Satz zu Hoch
Mechanisierten Plasma-Schneidbrenners PT-600
ZOLL.
MM
.750
19,1
172
75
1905
.320
8,1
4-57

KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
*Keine Druckluft aus Werkstattsystemen, nur Luft in Flaschen/Druckluft verwenden.
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Aluminum
200
Stickstoff (N2) @ 100 psi / 6,9 Bar
Stickstoff (N2) @ 100 psi / 6,9 Bar
Luft * @ 60 psi / 4,1 Bar
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Gas Baffle
Loch“
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-Ring mit Elektrode Best.Nr. 86W99
(Ref.)
Elektrode Best.Nr.
“N2, H-35, 600A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
Best.Nr.
(0558002534
0558001621
181W89 (Ref.)
0558001884 “200A”
0558001825
996528 (Ref.)
0558002533
„Umker-“
0558002499
„4
)
4-58
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
250A”
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21944 (22496
„Umker-“
21802 “100A to
37081
)

KAPITEL 4 BEDIENUNG
PT-600 Prozessdaten
200 Amperes
Aluminum
Sofern nicht anders angegeben, beziehen sich
die Daten auf das Schneiden über Wasser.
Beim Unterwasserschneiden Geschwindigkeit
um ca. 10 % herabsetzen.
Materialstärke N2 N2 Luft
ZOLL
MM
Taktgeber
Anstieg beim Durchstoßen (Sek.)
Durchstoßverzögerung (Sek.)
Einstellparameter Pfund pro Quadratzoll (PSI - Druck)
Plasma-Zündgas
Plasma-Schneidgas
Schutz-Zündgas
Schutz-Schneidgas
PSI 25 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44 44 44
BAR 3,04 3,04 3,04 3,04 3,04 3,04 3,04 3,04
PSI 20 20 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18 18 18 18
BAR 1,24 1,24 1,24 1,24 1,24 1,24 1,24 1,24
Zünd-
gas
0.188 0.250 0.313 0.375 0.500 0.625 0.750 1.000
4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0 0 0 0 0.1 0.2 0.2
0 0.2 0.2 0.3 0.3 0.4 0.5 0.8
Schneid
-gas
Schild-
gas
Abgelesene Höhenwerte
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Fahrgeschwindigkeit
Integriertes Leistungsmodul (IPM)
MM/MIN
Schnittfugenbreite
Zoll
Millimeter
Hinweise:
Pilotbogen Satz zu Hoch
Mechanisierten Plasma-Schneidbrenners PT-600
ZOLL.
MM
.375 .375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
137 143 145 148 152 154 163 176
240 170 105 90 70 62 55 30
6096 4318 2667 2286 1778 1575 1397 676
.110 .110 .120 .130 .130 .140 .150 .160
2,8 2,8 3,0 3,3 3,3 3,6 3,8 4,1
4-59
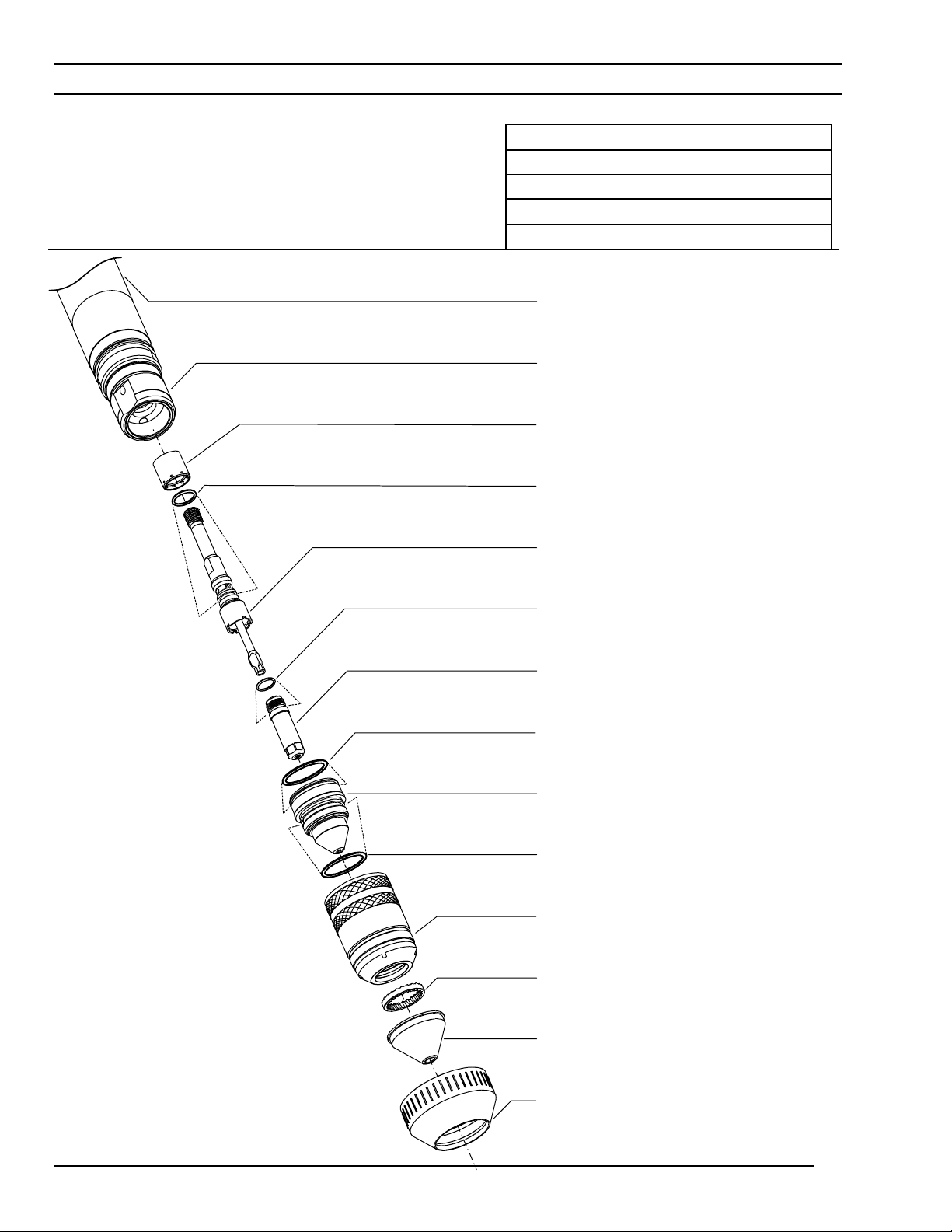
KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
*Keine Druckluft aus Werkstattsystemen, nur Luft in Flaschen/Druckluft verwenden.
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Aluminum
250
Stickstoff (N2) @ 100 psi / 6,9 Bar
Stickstoff (N2) @ 100 psi / 6,9 Bar
Luft* @ 60 psi / 4,1 Bar
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Gas Baffle
Loch“
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-Ring mit Elektrode Best.Nr. 86W99
(Ref.)
Elektrode Best.Nr.
“N2, H-35, 600A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
Best.Nr.
(0558002534
0558001621
181W89 (Ref.)
0558001623 “250A”
0558001825
996528 (Ref.)
0558002533
„Umker-“
0558002499
„4
)
4-60
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
250A”
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21944 (22496
„Umker-“
21802 “100A to
37081
)
KAPITEL 4 BEDIENUNG
PT-600 Prozessdaten
250 Amperes
Aluminum
Sofern nicht anders angegeben, beziehen sich
die Daten auf das Schneiden über Wasser.
Beim Unterwasserschneiden Geschwindigkeit
um ca. 10 % herabsetzen.
Materialstärke N2 N2 Luft
ZOLL
MM
Taktgeber
Anstieg beim Durchstoßen (Sek.)
Durchstoßverzögerung (Sek.)
Einstellparameter Pfund pro Quadratzoll (PSI - Druck)
Plasma-Zündgas
Plasma-Schneidgas
Schutz-Zündgas
Schutz-Schneidgas
PSI 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44
BAR 3,0 3,0 3,0 3,0 3,0 3,0
PSI 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18 18
BAR 1,2 1,2 1,2 1,2 1,2 1,2
Zünd-
gas
0.250 0.375 0.500 0.625 0.750 1.000
6,4 9,5 12,7 15,9 19,1 25,4
0 0.1 0.1 0.1 0.1 0.2
0.2 0.3 0.3 0.5 0.6 0.8
Schneid
-gas
Schild-
gas
Abgelesene Höhenwerte
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Fahrgeschwindigkeit
Integriertes Leistungsmodul (IPM)
MM/MIN
Schnittfugenbreite
Zoll
Millimeter
Hinweise:
Pilotbogen Satz zu Hoch
Mechanisierten Plasma-Schneidbrenners PT-600
ZOLL.
MM
.375 .375 .500 .500 .500 .500
9,5 9,5 12,7 12,7 12,7 12,7
136 146 148 152 157 166
200 125 100 75 65 45
5080 3175 2540 1905 1651 1143
.120 .130 .130 .150 .150 .160
3,0 3,3 3,3 3,8 3,8 4,1
4-61
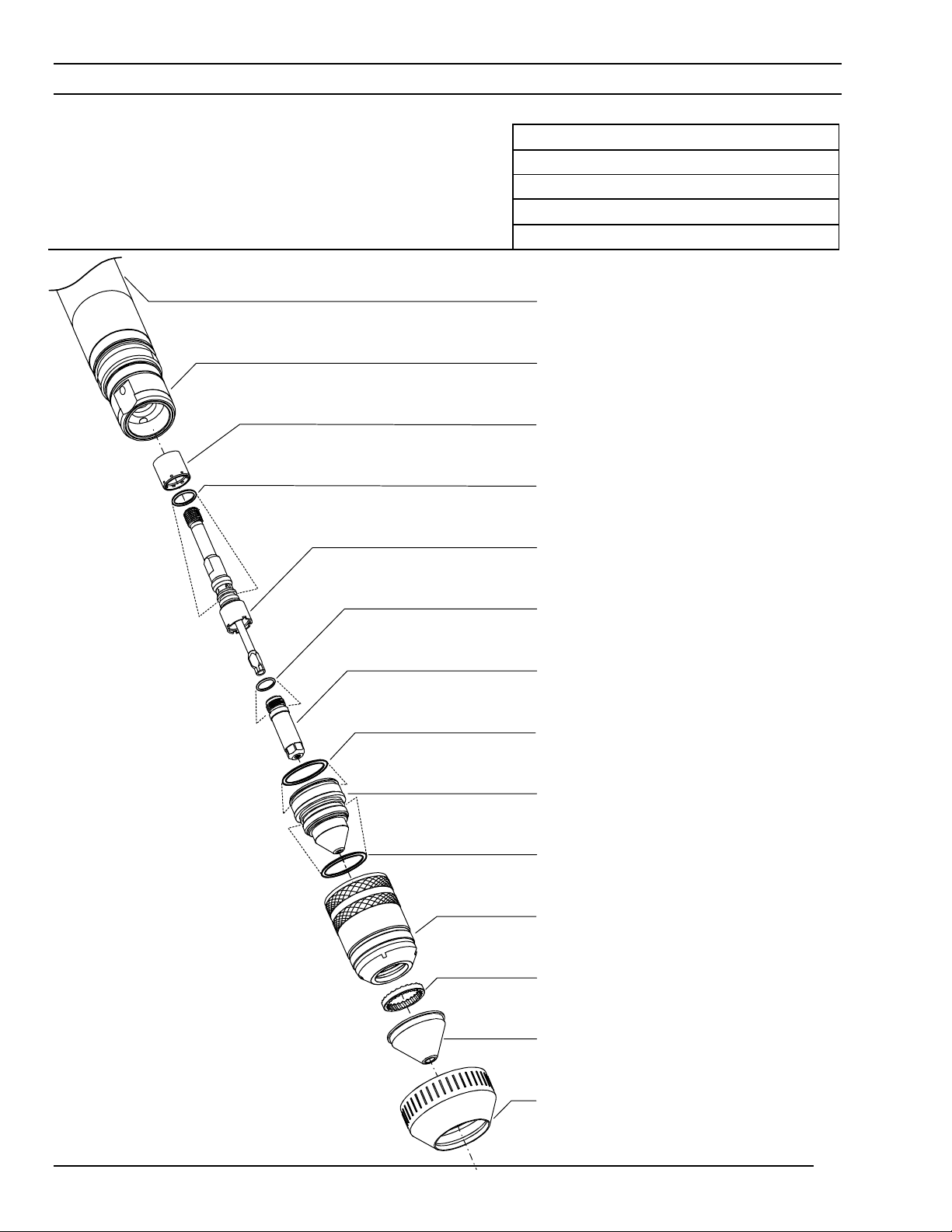
KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
*Keine Druckluft aus Werkstattsystemen, nur Luft in Flaschen/Druckluft verwenden.
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Aluminum
360
Stickstoff (N2) @ 100 psi / 6,9 Bar
Stickstoff (N2) @ 100 psi / 6,9 Bar
Luft * @ 60 psi / 4,1 Bar
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Zuglenkwand Best.Nr.
„8 Loch“
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-Ring mit Elektrode Best.Nr. 86W99
(Ref.)
Elektrode Best.Nr.
“N2, H-35, 600A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
(0558002530
0558001621
181W89 (Ref.)
0558001885 “360A”
0558001825
996528 (Ref.)
0558001625
„Umker-“
0558002499
)
4-62
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21944 (22496
„Umker-“
21945 “360A”
37081
)
KAPITEL 4 BEDIENUNG
PT-600 Prozessdaten
360 Amperes
Aluminum
Sofern nicht anders angegeben, beziehen sich
die Daten auf das Schneiden über Wasser.
Beim Unterwasserschneiden Geschwindigkeit
um ca. 10 % herabsetzen.
Materialstärke N2 N2 Luft
ZOLL
MM
Taktgeber
Anstieg beim Durchstoßen (Sek.)
Durchstoßverzögerung (Sek.)
Einstellparameter Pfund pro Quadratzoll (PSI - Druck)
Plasma-Zündgas
Plasma-Schneidgas
Schutz-Zündgas
Schutz-Schneidgas
PSI 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 39 39 39 39 39 39
BAR 2,7 2,7 2,7 2,7 2,7 2,7
PSI 44 44 44 44 44 44
BAR 3,0 3,0 3,0 3,0 3,0 3,0
PSI 44 44 44 44 44 44
BAR 3,0 3,0 3,0 3,0 3,0 3,0
Zünd-
gas
0.250 0.375 0.500 0.750 1.000 1.250
6,4 9,5 12,7 19,1 25,4 31,8
0 0 0 0.2 0.3 0.3
0.1 0.2 0.3 0.4 0.7 0.8
Schneid
-gas
Schild-
gas
Abgelesene Höhenwerte
Anfangshöhe
Lichtbogenspannung
(Sperrspannung)
Fahrgeschwindigkeit
Integriertes Leistungsmodul (IPM)
MM/MIN
Schnittfugenbreite
Zoll
Millimeter
Hinweise:
Pilotbogen Satz zu Hoch
Mechanisierten Plasma-Schneidbrenners PT-600
ZOLL.
MM
.375 .375 .500 .500 .500 .500
9,5 9,5 12,7 12,7 12,7 12,7
147 155 161 168 168 190
230 180 160 90 60 40
5842 4572 4064 2286 1524 1016
.120 .130 .130 .140 .150 .200
3,0 3,3 3,3 3,6 3,8 5,1
4-63
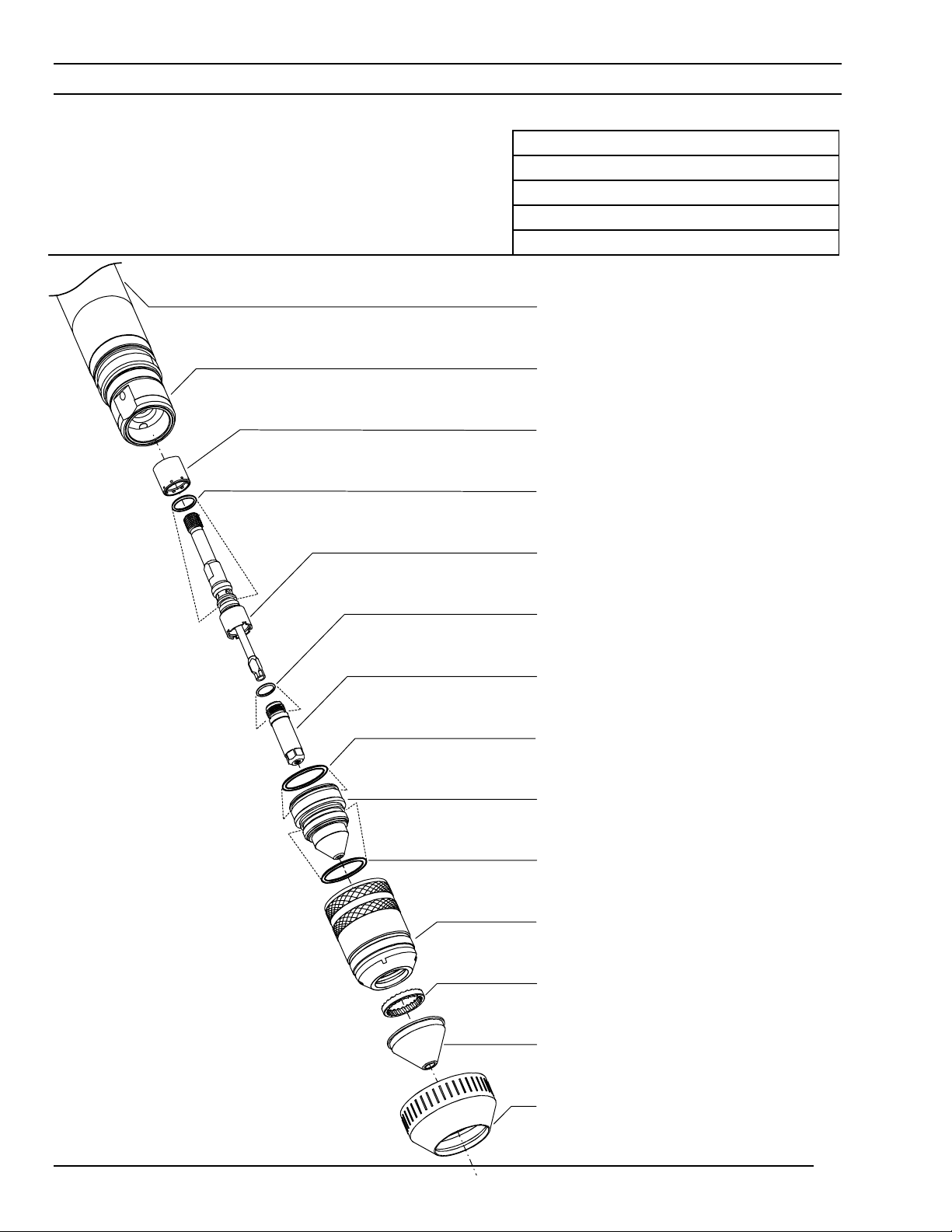
KAPITEL 4 BEDIENUNG
PT-600
PlasmabogenSchneidbrenner
*Keine Druckluft aus Werkstattsystemen, nur Luft in Flaschen/Druckluft verwenden.
Material:
Amperes:
Zündgas:
Schneidgas:
Schutzgas:
Aluminum
600
Stickstoff (N2) @ 100 psi / 6,9 Bar
Stickstoff (N2) @ 100 psi / 6,9 Bar
Luft * @ 60 psi / 4,1 Bar
Spannhülse Best.Nr.
0558001626
Brennerkörper Best.Nr.
(Ref.)
Je 2 O-Ringe Best.Nr.
Zuglenkwand Best.Nr.
„8 Loch“
O-Ring mit Schweißerzange Best.Nr.
86W99 (Ref.)
Schweißerzange mit O-Ring
Best.Nr.
O-Ring mit Elektrode Best.Nr. 86W99
(Ref.)
Elektrode Best.Nr.
“N2, H-35, 600A”
O-Ring mit Düse
Best.Nr.
Düse Best.Nr.
(0558002530
0558001621
181W89 (Ref.)
0558001887 “600A”
0558001825
996528 (Ref.)
0558001625
„Umker-“
0558002499
)
4-64
O-Ring mit Düse
Best.Nr.
Düsenmutter
Best.Nr.
Gasverteiler
Best.Nr.
Schild Best.Nr.
Schildhalter Best.Nr.
Mechanisierten Plasma-Schneidbrenners PT-600
181W89 (Ref.)
37082
21944 (22496
„Umker-“
21945 “360A”
37081
)
 Loading...
Loading...