


PT-36R
PT-36R直连
机用Plasmarc割炬
说明手册
0558010721 09/2011

请务必将本信息传达给操作人员。
更多的副本可向供应商索取。
注意
本说明手册只供有经验的操作员使用。如果您不十分熟悉电弧焊接与切割设备的工作原理和安全实
践,请务必阅读本公司的小册子“电弧焊接、切割、气刨的注意事项与安全实践”(编号52-529)。
请勿允许未经培训的人员安装、操作或维护本设备。在通读并完全理解本说明手册前,请勿试图安装
或操作本设备。如果您不能完全理解本说明手册,请与供应商联系取得进一步信息。在安装或操作本
设备前,请务必阅读安全注意事项。
用户责任
在按照随附的说明安装、操作、维护及修理本设备的前提下,本设备的性能将符合本手册及附带的标签和(或)插页中
的描述。本设备必须得到定期检查,在有故障或维护不良时不应使用。破损、缺失、老旧、变形或污染的部件应立即更
换。如若有必要进行修理或更换零件,制造商建议用电话或书信与出售本设备的特约经销商联系,征询维修意见。
未经制造商的事先书面批准,请勿改动本设备或其任何零件。对使用不当、维护过失、毁损、修理不当、或因由并非制
造商或其指定维修设施的任何其他方面改动而导致的任何故障,本设备的用户须负完全责任。
在安装或操作之前,请务必通读并理解本说明手册。
请保护自己与他人!
2

目录
节 / 标题 页号
1.0 安全注意事项 ..........................................................................................................................................................................5
2.0 描述 ..........................................................................................................................................................................................7
2.1 概要 .....................................................................................................................................................................................7
2.2 范围 ....................................................................................................................................................................................7
2.3 备有的系统选项 ..............................................................................................................................................................7
2.4 可选附件 ............................................................................................................................................................................7
2.4.1 PT-36割炬易损件套包 ..........................................................................................................................................8
2.5 PT-36技术规格 ................................................................................................................................................................9
2.5.1 气体规格 ...................................................................................................................................................................9
2.5.2 推荐的调节器 ..........................................................................................................................................................9
2.5.3 PT-36R割炬技术规格 ........................................................................................................................................ 10
3.0 安装 ........................................................................................................................................................................................11
3.1 割炬与等离子系统连接 ..................................................................................................................................................11
3.1.1 PT-36R割炬与起弧器箱的连接 ........................................................................................................................ 12
3.1.2 PT-36R割炬的气体软管连接 ............................................................................................................................ 12
3.1.3 PT-36R直连割炬的气体软管连接 ................................................................................................................... 13
3.2 在机器上固定割炬 ....................................................................................................................................................... 14
4.0 操作 ....................................................................................................................................................................................... 17
4.1 设置 .................................................................................................................................................................................. 17
4.1.1 镜像切割 ............................................................................................................................................................... 17
4.2 切割质量 ......................................................................................................................................................................... 17
4.2.2 切割角度 ............................................................................................................................................................... 18
4.2.3 切割平面度 ........................................................................................................................................................... 19
4.2.4 表面光洁度 ........................................................................................................................................................... 20
4.2.5 挂渣 .......................................................................................................................................................................20
4.2.6 尺寸精度................................................................................................................................................................ 21
4.3 割炬流动通道 ................................................................................................................................................................22
5.0 维护 ....................................................................................................................................................................................... 23
5.1 引言 ..................................................................................................................................................................................23
5.2 割炬前端分解 ................................................................................................................................................................. 24
5.3 割炬前端分解(厚板切割) .........................................................................................................................................27
5.4 割炬前端组装 ................................................................................................................................................................. 30
5.5 割炬前端组装(厚板切割) ......................................................................................................................................... 31
5.6 割炬本体维护 ................................................................................................................................................................. 33
5.7 拆除与更换割炬本体 .....................................................................................................................................................34
5.8 易损件寿命缩短.............................................................................................................................................................36
6.0 更换零件 ............................................................................................................................................................................... 41
6.1 概要 .................................................................................................................................................................................. 41
6.2 订购 ................................................................................................................................................................................. 41
3

目录
4

第1节 安全注意事项
第1节 安全注意事项
1.0 安全注意事项
ESAB焊接与等离子切割设备的用户,就确保在该设备上或附近工作的任何人遵守全部有关的安全注意事项
而言,负有终极的责任。安全注意事项必须达到对于此类焊接或等离子切割设备来说适用的要求。除适用于
1.0 安全注意事项
有关工作场所的标准规章外,还应遵守下列建议。
1. 任何使用焊接或等离子切割设备的人员都必须熟悉:
- 其操作
- 紧急停车开关的位置
- 其功能
- 相关的安全注意事项
- 焊接和(或)等离子切割
2. 操作员必须确定:
- 启动时设备工作区域内没有未经许可的人员。
- 在电弧触发时没有未加防护的人员。
3. 工作场所必须:
- 适合其用途
- 没有气流
4. 个人安全装备:
- 总是穿戴推荐的个人安全装备,例如防护镜、防火服、安全手套。
- 请勿穿戴松散的服饰,例如丝巾、手镯、戒指等;此类物品可能被夹住或点燃。
5. 通用注意事项:
- 确定回流电缆已经牢靠连接。
- 在高电压设备上的工作只可由合格电工完成。
- 适当的灭火设备必须清楚标记且随手可取。
- 设备工作时不得进行润滑和维护。
外壳防护等级
IP代码指明外壳防护等级,即防止固体物件或水穿透的保护程度。已针对手指触碰、大于12毫米固体物
件的穿透、以及与竖直线角度达60度的喷水提供防护。标记为IP23S的设备可以存放在室外雨中,但不
应在雨中无遮蔽地使用。
最大允许倾角
注意
设备若放置在倾斜度超过15°上的平面上可能翻倒,
如此可能造成人员受伤或设备严重毁损。
15°
5
第1节 安全注意事项
第1节 安全注意事项
警告
触电 — 能够致死。
- 按照适用标准安装焊接或等离子切割装置并将该装置接地。
- 避免让裸露的皮肤、湿手套或湿衣服与带电零件或电极接触。
- 将自己与大地和工件绝缘。
- 确定您的工作姿势是安全的。
烟雾和气体 — 能够危及健康。
- 让头部避开烟雾。
- 使用通风或在电弧处的抽吸,或两者并用,把烟气导离您的呼吸区和整个区域。
弧光— 能够伤害眼睛和烧伤皮肤。
- 保护眼睛和身体。使用正确的焊接或等离子切割屏蔽和滤光镜,并穿防护服。
- 用适当的屏蔽或幕帘保护旁人。
火灾危害
- 火星(飞溅物)能够引发火灾。请确定附近没有易燃材料。
噪声 — 过大的噪声能够损害听力。
- 保护您的耳朵。使用耳套或其他听力保护装置。
- 告诫旁人有此风险。
焊接和等离子切割能够让您自己或他人受伤。焊接或切割时务请采取预防
措施。请取得雇主的安全做法,后者应基于制造商的危害数据而制定。
故障 — 如遇故障请寻求专家协助。
在安装或操作之前,请务必通读并理解本说明手册。
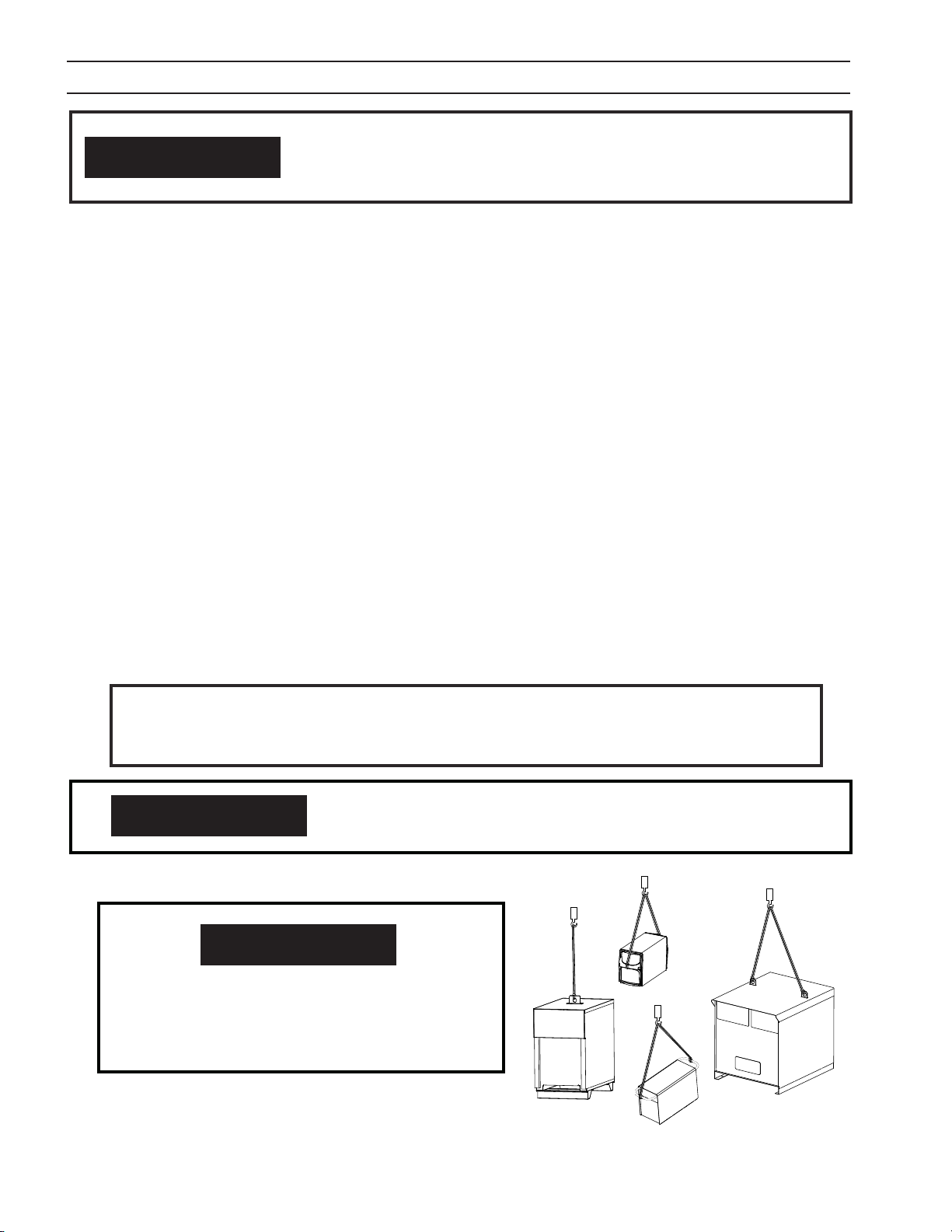
注意
注意
为了避免人身伤害和(或)设备毁损,
请使用如图所示的起吊方法和挂钩点。
请保护自己与他人!
本产品只限用于等离子切割。任何其他使用均可能导致人身伤
害和(或)设备毁损。
6

第2节 描述
2.0 描述
2.1 概要
PT-36R机用Plasmarc割炬是一种原厂组装的等离子弧割炬,因而具有割炬部件的同心性和整齐划一的切割准确性。
出于这个原因,割炬本体不能在使用现场翻新。只在割炬前端有可更换的零件。
2.2 范围
本手册的目的在于向操作员提供安装和维修PT-36R机用Plasmarc割炬所需的全部信息。此外也提供了协助排除切
割系统故障的技术参考资料。
2.3 备有的系统选项
PT-36R系统选项可向贵单位的伊萨经销商购买。零部件号请见“更换零件”一节。
PT-36R割炬总成描述 零件号
PT-36R割炬总成4.5英尺(1.4米) 0558006811
PT-36R割炬总成6英尺(1.8米) 0558006812
PT-36R割炬总成12英尺(3.6米) 0558006813
PT-36R割炬总成15英尺(4.6米) 0558006815
PT-36R割炬总成17英尺(5.2米) 0558006816
PT-36R割炬总成20英尺(6.1米) 0558006782
PT-36R割炬总成25英尺(7.6米) 0558006817
PT-36R割炬总成14英尺迷你坡口(4.3米) 0558006814
PT-36R直连割炬25英尺(7.6米) 0558009965
PT-36R直连割炬50英尺(15米) 0558009967
2.4 可选附件
气泡消声器 - 当与切割台的再循环水泵合用且使用压缩空气时,此装置会产生一个气泡,
从而让PT-36 Plasmarc割炬可略微牺牲切割质量地用于水下。这个系统也可以在水上使
用,此时经过消声器的水流会减少噪声、烟雾及电弧的紫外线辐射。
(安装与操作说明请见第0558006722号手册) ............................................................37439
空气幕 - 这个装置在有压缩空气供应时,用于在水下切割中改善PT-36 Plasmarc割炬的
性能。此装置固定在割炬上,用于产生一道空气幕。如此一来,即使割炬是浸泡在水中时,
仍可让等离子弧在相对干燥的区域内工作,从而减少噪声、烟雾及电弧辐射。只可在水下作
业中使用。
(安装与操作说明请见第0558006404号手册) ...........................................................37440
7

第2节 描述
测试流量计(有用的故障排除工具,
可以测量经过割炬的实际等离子气体流量) ....................................................21317
快速装载器总成,手持 ........................................................................... 0558006164
2.4.1 PT-36割炬易损件套包
PT-36修理与附件套包 ................................................................................................................. 0558005221
零件号 数量 描述
0558003804 1 割炬本体,PT-36不带密封圈
0004485648 10 密封圈,1.614内径 x .070
0558002533 2 涡流环,4孔 x .032
0558001625 2 涡流环,8孔 x .047
0558002534 1 涡流环,4 x .032反向
0558002530 1 涡流环,8 x .047反向
0558005457 1 涡流环,4孔 x .022
0558003924 3 电极夹持器,PT-36不带密封圈
0004485671 10 密封圈,.364内径 x .070
0004470045 2 喷嘴护杯,标准
0004470030 1 保护气体扩散环,小电流
0004470031 5 保护气体扩散环,标准
0004470115 1 保护气体扩散环,反向
0004470046 2 屏蔽帽保持器,标准
0558003858 2 接触环,带螺丝
0004470044 6 接触环螺丝
0004470049 2 六角键扳手,.109英寸
0558007105 1 螺母起子,7/16英寸(电极工具)
0558003918 1 电极夹持器工具,PT-36
0004470869 1 硅脂,DC-111 5.3盎司
8

第2节 描述
2.5 PT-36技术规格
2.5.1 气体规格
氩气
氮气
氧气
H-35 (氩氢)
甲烷
压缩空气
(洁净、干燥、无油车间空气)
在125磅/平方英寸表压下递送之流量的典型要求: 等离子气体最大:300标立英尺/时 保护气体最大:350标立英尺/时
125磅/平方英寸(8.6巴),0.25英寸NPT、99.995%纯度、25微米过滤
125磅/平方英寸(8.6巴),0.25英寸NPT、99.99%纯度、25微米过滤
125磅/平方英寸(8.6巴),0.25英寸NPT、99.5%纯度、25微米过滤
75磅/平方英寸(5.2巴),特种气体、99.995%纯度、25微米过滤
75磅/平方英寸(5.2巴),0.25英寸NPT、93%纯度、25微米过滤
80磅/平方英寸下1200立英尺/时(5.5巴下35立米/时),25微米过滤
附注:
这些数字并不代表在任何条件下的实际流量,而是系统的设计最大值。
2.5.2 推荐的调节器
液罐供气:
O2 : R-76-150-540LC ............................................................................................. 零件号 19777
N2 : R-76-150-580LC ............................................................................................. 零件号 19977
高压气罐供气:
O2 : R-77-150-540 .................................................................................................零件号 998337
Ar与N2:R-77-150-580 ........................................................................................零件号 998344
H2与CH4:R-77-150-350 ....................................................................................零件号 998342
工业空气:R-77-150-590 ....................................................................................零件号 998348
压气站或管道供气:
O2 : R-76-150-024 ................................................................................................... 零件号 19151
Ar与N2:R-76-150-034 .......................................................................................... 零件号 19155
空气、H2及CH4:R-6703 ....................................................................................... 零件号 22236
9

第2节 描述
2.5.3 PT-36R割炬技术规格
类型:水冷双气机用Plasmarc割炬
电流额定值:650安培于100%负载持续率
安装直径:2英寸 (50.8毫米)
割炬长度(不带引线):18.5英寸 (47厘米)
IEC 60974-7电压额定值:500伏峰值
起弧电压(高频电压的最大值):交流8000伏
冷却液最小流量:1.0美制加仑/分(3.8升/分)
冷却液入口处最小压力:120磅/平方英寸表压 (8.3巴)
冷却液入口处最大压力:200磅/平方英寸表压 (13.8巴)
冷却液再循环器的最低合格额定值:
16,830英热单位/小时于高温冷却液 - 环境 = 45°F (25°C) 和1.6美制加仑/分(6升/分)
至割炬入口处最大安全气体压力:125磅/平方英寸表压(8.6巴)
推荐输入压力:100磅/平方英寸表压(6.9巴)
安全互锁:
取下喷嘴护杯以维修割炬,就会切断冷却液回流路径。
此割炬设计为与在割炬的冷却液回流管线上采用一个水流开关的伊萨Plasmarc切割系统和控制装置合用。
10

第3节 安装
3.0 安装
3.1 割炬与等离子系统连接
请参阅系统手册。.
触电能够致命!
· 在作出任何调整前断开初级电力供应。
危险
警告
· 在对系统部件进行维护前断开初级电力。
· 在切断初级电力前请勿触摸前端割炬零件(喷嘴、护杯等等)。
辐射危害。弧光能够伤害眼睛和烧伤皮肤。
· 穿戴正确的眼睛和身体防护装备。
· 戴有侧罩的深色防护镜或护目镜。等离子切割的推荐镜片遮光度见下表:
电弧电流 镜片遮光度
不超过100安 8号
100-200安 10号
200-400安 12号
超过400安 14号
· 倘若镜片有凹痕或已破碎,更换防护镜。
· 警告同一区域的其他人,除非戴有适当的防护镜,不可直视电弧。
· 准备切割区域以减少紫外线的反射和传输。
· 安装防护幕帘以减少紫外线的传输。
11

第3节 安装
3.1.1 PT-36R割炬与起弧器箱的连接
PT-36R割炬有两根水冷供电电缆(下图中的第2项),必须连接到电源的负极输出上。电缆上的右旋7/16-20接头用
于向割炬供应冷却液,左旋7/16-20接头用于让割炬的冷却液回流。
环形端子用于将喷嘴与引弧启动电路连接。
3.1.2 PT-36R割炬的气体软管连接
1 - 保护气体连接 - 阴5/8-18右旋(带右旋螺纹)。
2 - 水冷供电电缆 - 阴7/16-20,带左旋和右旋螺纹。
3 - 引弧电缆 - 与起弧器箱连接。
4 - 等离子气体连接 - 阳5/8-18右旋B-IG (带右旋螺纹的“B”惰性气体接头)。
3
引弧电缆
12
4
等离子气体软管
供电电缆
1
保护气体软管
2

第3节 安装
3.1.3 PT-36R直连割炬的气体软管连接
1 - 保护气体连接 - 阴5/8-18右旋(带右旋螺纹)。
2 - 水冷供电电缆 2a - 阳7/8-14左旋(带左旋螺纹)。
2b - 阳5/8-18左旋(带左旋螺纹)。
3 - 引弧电缆 - 与起弧器箱连接。
4 - 等离子气体连接 - 阳5/8-18右旋B-IG (带右旋螺纹的“B”惰性气体接头)。
3
引弧电缆
13
2a
供电电缆
1
4
引弧电缆管接头
零件号:0558009992
(已附带硬件)
2b
供电电缆
保护气体软管
等离子气体软管

第3节 安装
3.2 在机器上固定割炬
请参阅机器手册。
警告
夹上割炬本体可能导致危险的电流流经机框。
请于此在绝缘套上夹持割炬。
请勿于此夹持钢制
割炬本体。
· 请勿夹持不锈钢的割炬本体。
· 割炬本体带有电绝缘层,但高频启动电流可能形成击穿电弧而接地。
· 在割炬本体附近夹持可能导致在本体和机器之间形成电弧。
· 倘若发生此电弧,割炬本体可能需要不保修的更换。
· 可能造成机器部件的毁损。
· 请只夹持绝缘的割炬套管(就在标签上方)距离该套管的割炬端不少于
1.25英寸(31.75毫米)处。
· PT-36割炬有标准安装的50毫米外径。
14
 Loading...
Loading...