


PT-24 SCHNEIDBRENNER
(für elektronische Verschlussvorrichtung mit Hochgeschwindigkeitsmarkierung)
Mechanisches Schneiden
Bedienungsanleitung (DE)
0558005305

SICHERN SIE SICH; DASS DIESE INFORMATION DEM BEDIENER AUSGEHÄNDIGT WIRD.
SIE KÖNNEN ZUSÄTZLICHE KOPIEN VON IHREM HÄNDLER ERHALTEN.
VORSICHT
Diese BEDIENUNGSANLEITUNG ist für erfahrene Bediener gedacht. Wenn Sie mit
den Bedienungsgrundsätzen und sicheren Verfahren für Lichtbogenschweißen und
-schneiden nicht völlig vertraut sind, empfehlen wir Ihnen dringend, unsere Broschüre,
„Vorsichtsmaßnahmen und sichere Verfahren für Lichtbogenschweißen, -schneiden
und -abtragung”, Formular 52-529, zu lesen. Erlauben Sie unerfahrenen Personen
NICHT, diese Anlage zu installieren, zu bedienen oder zu warten. Versuchen Sie
NICHT, diese Anlage zu installieren oder bedienen, bevor Sie diese Anleitungen
gelesen und völlig verstanden haben. Wenn Sie diese Anleitungen nicht völlig
verstanden haben, wenden Sie sich an Ihren Händler für weitere Informationen.
Lesen Sie die Sicherheitsmaßnahmen vor der Installation und Bedienung der Anlage.
VERANTWORTUNG DES BENUTZERS
Diese Anlage wird gemäß ihrer Beschreibung in diesem Handbuch und den beiliegenden
Aufklebern und/oder Einlagen funktionieren, wenn sie gemäß der gegebenen Anleitungen
installiert, bedient, gewartet und repariert wird. Diese Anlage muss regelmäßig geprüft werden.
Fehlerhafte oder schlecht gewartete Anlagen sollten nicht verwendet werden. Zerbrochene,
fehlende, abgenützte, deformierte oder verunreinigte Teile sollten gleich ersetzt werden. Sollten
Reparaturen oder Auswechslungen nötig sein, empehlt der Hersteller eine telefonische oder
schriftliche Service-Beratung an den Vertragshändler zu beantragen, von dem Sie die Anlage
gekauft haben.
Diese Anlage oder jegliche Teile davon sollten ohne vorherige schriftliche Genehmigung des
Herstellers nicht geändert werden. Der Benutzer dieser Anlage hat die alleinige Verantwortlichkeit
für Störungen, die auftreten infolge von Missbrauch, fehlerhafter Wartung, Beschädigung, nicht
ordnungsgemäßer Reparatur oder Änderungen, die nicht von dem Hersteller oder einem vom
Hersteller autorisierten Servicezentrum durchgeführt werden.
6

INHALTSANGABE
ABSCHNITT TITEL SEITE
PARAGRAPH
ABSCHNITT 1 SICHERHEIT ............................................................................................................................ 9
1.0 Sicherheitsvorkehrungen ................................................................................................................................... 9
ABSCHNITT 2 BESCHREIBUNG ..................................................................................................................................................
2.0 Beschreibung ........................................................................................................................................................11
2.1 PT-24 Technische Angaben ..............................................................................................................................
2.2 Verbundleitungen ................................................................................................................................................12
2.3 Zubehör ...................................................................................................................................................................13
ABSCHNITT 3 EINBAU ...................................................................................................................................................................15
3.0 Brennermontage ..................................................................................................................................................15
ABSCHNITT 4 BEDIENUNG ..........................................................................................................................................................
4.0 Verwenden eines Manifold 5 Magnetventilbrenners ............................................................................17
4.1 Schneidqualität .....................................................................................................................................................
4.2 Einwirkung der Gaswahl auf die Schneidqualität ....................................................................................23
4.3 Vorgangsdaten .....................................................................................................................................................27
4.4 Werte Schnittfuge ...............................................................................................................................................70
4.5 Plasmakennzeichnung mit Präzisionsplasma und Integrierter Vorrichtung zur
Absperrung des Gases ........................................................................................................................................82
ABSCHNITT 5 WARTUNG ..........................................................................................................................................................105
5.0 Wartung des Brenners .....................................................................................................................................
5.1 PT-24 Demontage der Verbrauchsteile und Inspektion ......................................................................
5.2 PT-24 Neumontage der Brennerspitze .......................................................................................................111
ABSCHNITT 6 FEHLERBEHEBUNG .......................................................................................................................................113
6.0 Anleitung zur Fehlerbehebung ....................................................................................................................113
11
12
17
18
105
108
ABSCHNITT 7 ABSCHNITT ERSATZTEILE ...........................................................................................................................
7.0 Allgemeines .........................................................................................................................................................117
7.1 Bestellen ................................................................................................................................................................117
7
117

INHALTSANGABE
8

ABSCHNITT 1 SICHERHEITSVORKEHRUNGEN
1.0 Sicherheitsvorkehrungen
Benutzer von ESAB Schweiß- und Plasmaschneidausrüstung haben die Verantwortung sicherzustellen, dass
jede an oder in Nähe der Ausrüstung arbeitende Person die wichtigen Sicherheitsvorkehrungen beachtet.
Diese Sicherheitsvorkehrungen müssen mit den auf diese Art von Schweiß- oder Plasmaschneidausrüstung
anzuwendende Forderungen übereinstimmen. Folgende Empfehlungen sollten zusätzlich zu den normalen
Regeln, die auf den Arbeitsplatz abgestimmt sind, beachtet werden.
Jegliche Arbeit muss von geschultem Personal, welches mit der Bedienung von Schweiß- oder
Plasmaschneidausrüstung vertraut ist, ausgeführt werden. Die falsche Bedienung der Ausrüstung kann zu
Gefahrsituationen führen, die wiederum zu Verletzungen des Bedieners und Beschädigung der Ausrüstung
führen können.
1. Jeder Benutzer von Schweiß- oder Plasmaschneid-Ausrüstung muss mit folgenden Anwendungen vertraut
sein:
- seiner Bedienung
- der Standort des Notstops
- seiner Bedienung
- den wichtigen Sicherheitsvorkehrungen
- Schweißen und/oder Plasmaschneiden
2. Der Benutzer muss versichern dass:
- keine unberechtigte Person sich im beim Anlassen im Arbeitsbereich der Ausrüstung bendet.
- niemand ungeschützt ist, wenn der Bogen gezündet wird.
3. Der Arbeitsplatz muss:
- für den Zweck geeignet sein
- frei von Zugluft sein
4. Persönliche Sicherheitsausrüstung:
- Tragen Sie immer geeignete persönliche Sicherheitsausrüstung wie Schutzbrille, feuersichere Kleidung,
Sicherheitshandschuhe.
- Tragen Sie keine lose hängenden Gegenstände, wie Schals, Armbänder, Ringe usw, die sich verfangen
könnten oder Brände hervorrufen.
5. Allgemeine Sicherheitsvorkehrungen:
- Stellen Sie sicher, dass das Stromrückleitungskabel richtig angeschlossen ist.
- Arbeit an Hochspannungsausrüstung darf nur von einem qualizierten Elektriker ausgeführt werden.
- Eine geeignete Feuerlöschanlage muss deutlich gekennzeichnet und in der Nähe sein.
- Schmierung und Wartung dürfen nicht während des Betriebs der Ausrüstung ausgeführt werden.
9
ABSCHNITT 1 SICHERHEITSVORKEHRUNGEN
SCHWEISSEN UND PLASMASCHNEIDEN KANN FÜR SIE SELBST UND FÜR
ANDERE GEFÄHRLICH SEIN. TREFFEN SIE DESHALB BEIM SCHWEISSEN
WARNUNG
ELEKTRISCHER SCHLAG kann tödlich sein.
- Installieren und erden Sie die Schweiß- oder Plasmaschneid-Einheit in Übereinstimmung mit den gültigen
Normen.
- Berühren Sie die elektrischen Teile oder Elektroden nicht mit der nackten Haut, mit nassen Handschuhen
oder nasser Kleidung.
- Isolieren Sie sich von der Erde und dem Werkstück.
- Nehmen Sie eine sichere Arbeitsstellung ein.
RAUCH UND GASE Können die Gesundheit gefährden.
- Halten Sie den Kopf aus dem Rauch.
- Verwenden Sie eine Belüftung oder Abzug vom Bogen oder beides, um den Rauch und die Gase aus Ihrem
Atembereich und dem umliegenden Bereich fernzuhalten.
UND SCHNEIDEN SICHERHEITSVORKEHRUNGEN. FRAGEN SIE IHREN ARBEITGEBER NACH SICHERHEITSMASSNAHMEN, DIE AUF DEN GEFAHRDATEN DES HERSTELLERS BERUHEN SOLLTEN.
LICHTBOGENSTRAHLEN Können die Augen verletzen und die Haut verbrennen.
- Schützen Sie Ihre Augen und Ihren Körper. Benutzen Sie den richtigen Schweiß- bzw. Plasmaschneidschild
und Filterlinsen und tragen Sie Schutzkleidung.
- Schützen Sie daneben Stehende mit geeigneten Schilden oder Vorhängen.
FEIUERGEFAHR
- Funken (Spritzer) können Feuer hervorrufen. Stellen Sie deshalb sicher, dass keine brennbaren Materialien
in der Nähe sind.
LÄRM Exzessiver Lärm kann das Gehör schädigen.
- Schützen Sie Ihre Ohren. Verwenden Sie Ohrmuscheln oder Gehörschutz.
- Verweisen Sie daneben Stehende auf das Risiko.
PANNE Holen Sie eine Fachhilfe im Falle einer Panne.
LESEN UND VERSTEHEN SIE DAS BEDIENUNGSHANDBUCH VOR DER
INSTALLATION ODER DER INBETRIEBNAHME
SCHÜTZEN SIE SICH UND DIE ANDEREN!
10

ABSCHNITT 2 BESCHREIBUNG
2.0 Beschreibung
Dieses Büchlein deckt die Bereiche Zubehör, Wartung und Informationen zu Teilen der PT-24 Plasmabrenner ab.
Installations- und Bedienungsangaben zu Ihrer Schneidanlage nden Sie in dem Anleitungshandbuch zu Ihrer
Energiequelle.
Der PT-24 besitzt eine Kapazität von 100 Amp als Pilotbogen mechanisierter Brenner und ist in 10 verschiedenen
Versionen erhältlich. Der Brenner verwendet sauberes, trockenes Gas wie z.B. das zum Schneiden von mittelhartem oder rostfreiem Stahl.
PT-24 Montagen
PT-24 Brennermontage Manifold; 1.4 m (4.5 ft.) .........................................................................................................................0558002337
PT-24 Brennermontage Manifold; 1.8 m (6 ft.) ............................................................................................................................0558004095
PT-24 Brennermontage Manifold; 3.7 m (12 ft.) ..........................................................................................................................0558002338
PT-24 Brennermontage Manifold; 4.6 m (15 ft.) ..........................................................................................................................0558004163
PT-24 Brennermontage Manifold; 5.2 m (17 ft.) ..........................................................................................................................0558004164
PT-24 Brennermontage Manifold; 6.1 m (20 ft.) ..........................................................................................................................0558002339
PT-24 EXT Brennermontage Manifold; 1.4 m (4.5 ft.) ................................................................................................................0558004680
PT-24 EXT Brennermontage Manifold; 1.8 m (6 ft.) ....................................................................................................................0558004681
PT-24 EXT Brennermontage Manifold; 5.2 m (17 ft.) .................................................................................................................0558004682
PT-24 EXT Brennermontage Manifold; 6.1 m (20 ft.) .................................................................................................................0558004683
11
ABSCHNITT 2 BESCHREIBUNG
2.1 PT-24 Technische Angabe zum Brenner
Art wassergekühlt, Verbundgas
Durchlauf 100 A bei 100 % Tastverhältnis
Kühlwasser psi / Durchuss * 1,4 l/min. (0,38 Gallonen/min.) bei 7,9 bar (115 psi)
Abmessungen Siehe Optionen Anlage (2.3)
* Am Brenner-Rücklaufschlauch der Stromquelle gemessen
Plasmagas
Art O2, N2, Luft
Druck 8,6 bar (125 psig)
Durchuss 47 l/min. (100 Kubikfuß/h) max. (abhängig von der Anwendung)
Erforderliche Gasreinheit O2-99,8%,N2-99,995%, Luft-sauber, trocken und ölfrei
Empfohlene Flüssiggasaschen- Sauersto: R-76-150-540LC (TEILENR. 19777)
Versorgungsregler Inertgas: R-76-150-580LC (TEILENR. 19977)
Empfohlene 2-Stufen- Sauersto: R-77-150-540 (TEILENR. 998337)
Gasaschenregler Wassersto, Methan: R-77-150-350 (TEILENR. 998342)
Sticksto: R-77-150-580 (TEILENR. 998344)
Industriedruckluft: R-77-150-590 (TEILENR. 998348)
Empfohlene, hoch belastbare Sauersto: R-76-150-024 (TEILENR. 19151)
Gasregler für Gasstationen mit
hohem Durchuss oder Pipelines
Empfohlene Hochleistungs- nicht korrosives, ungiftiges Industriegas:
gasregler für Gasstationen oder R-6703 (TEILENR. 22236)
Pipelines
Startgas
Art N2, Luft
Druck 8,6 bar (125 psig)
Durchuss 28 l/min. (60 Kubikfuß/h) max. (abhängig von der Anwendung)
Erforderliche Gasreinheit 99,995%, trocken, sauber, ölfrei und frei von Substanzen
Sekundärgas
Art N2O2 H35, Methan
Druck 6,9 bar (100 psig) H35, Methan
8,6 bar (125 psig) N2, O2, Luft
Durchuss 28 l/min. (60 Kubikfuß/h) max. (abhängig von der Anwendung)
Erforderliche Gasreinheit N2-99,995%; O2-99,8%, H35, Methan-99,8%
12
ABSCHNITT 2 BESCHREIBUNG
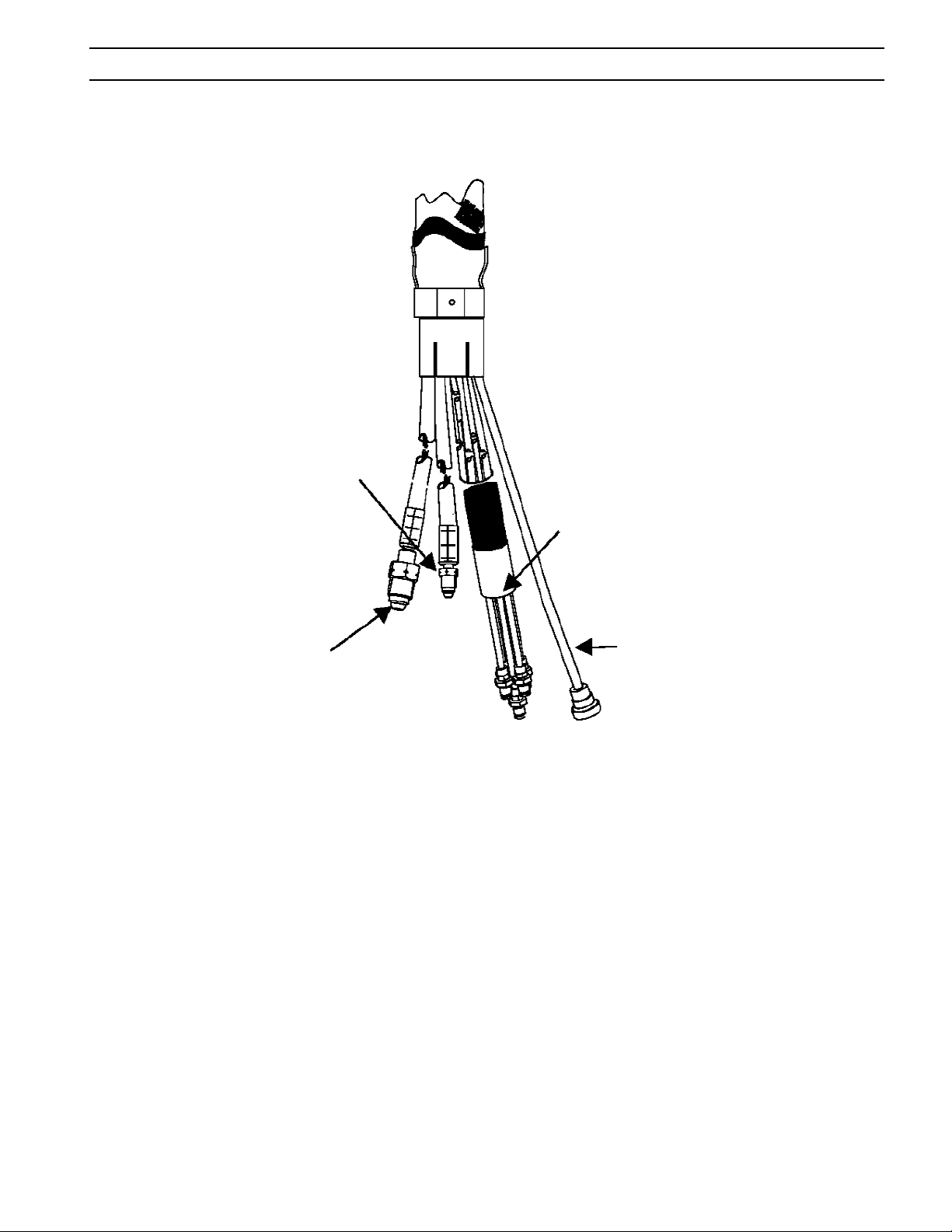
2.2 Verbundleitungen
Brennerbündel
Rückuss Kühlwasser /
Pilotbogenkabel
Kühlwasser zum
Brenner
Gasleitungen
Kabel Magnetventil
13
ABSCHNITT 2 BESCHREIBUNG
2.3 Zubehör
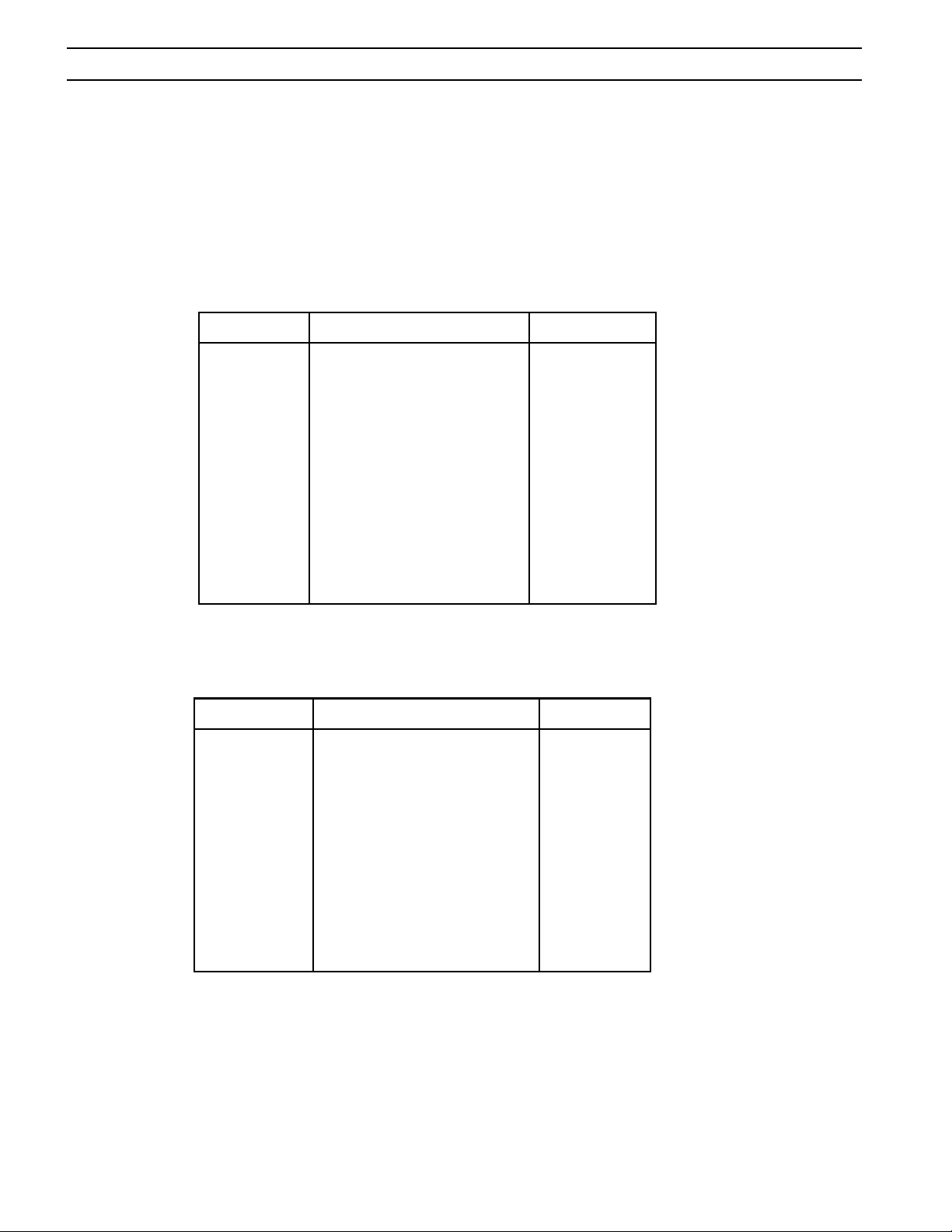
PT-24 Brennerersatzteile – Die folgenden Ersatzteile sind für die Wartung des PT-24-Brenners mit minimaler Ausschaltzeit verfügbar.
PT-24 Ersatzteile Enthält:
ARTIKEL NR. BESCHREIBUNG MENGE
21536
21539
21541
21542
21543
21692
21693
21725
21765
21923
22007
22101
22531
86W62
638797
950714
Wirbelleitblech
Oxy-Elektrode
Düse „B“
Düse „C“
Düse „D“
Wirbelleitblech 50/70A
Halter Schutzkappe
Wasserleitblech,
Werkzeug Elektrode und Düse
Düse „E“
Halter Verteilerdüse
Kappe Schutzdämmsto
Schutz
O-ring 1.239 x 0.07
O-ring 0.614 X 0.07
O-ring 1.498 X 0.07
(2)
(5)
(5)
(5)
(5)
(2)
(1)
(1)
(1)
(3)
(1)
(3)
(6)
(3)
(3)
(3)
PT-24 Anfangssatz P/N 37609-enthält folgendes:
ARTIKEL NR. BESCHREIBUNG MENGE
21540
21541
21542
21543
21923
21852
21536
21692
17672
21765
22101
86W62
638797
950714
21539
Düse „A“
Düse „B“
Düse „C“
Düse „D“
Düse „E“
Wirbelleitblech 15A
Wirbelleitblech 30 A
Wirbelleitblech 50/70A
Schmierüssigkeit
Werkzeug Elektrode und Düse
Kappe Schutzdämmsto
O-ring 1.239 x 0.07
O-ring 0.614 X 0.07
O-ring 1.498 X 0.07
Elektrode
(2)
(2)
(2)
(2)
(2)
(1)
(1)
(1)
(1)
(1)
(1)
(1)
(1)
(1)
(5)
14
ABSCHNITT 3 EINBAU
3.0 Brennermontage
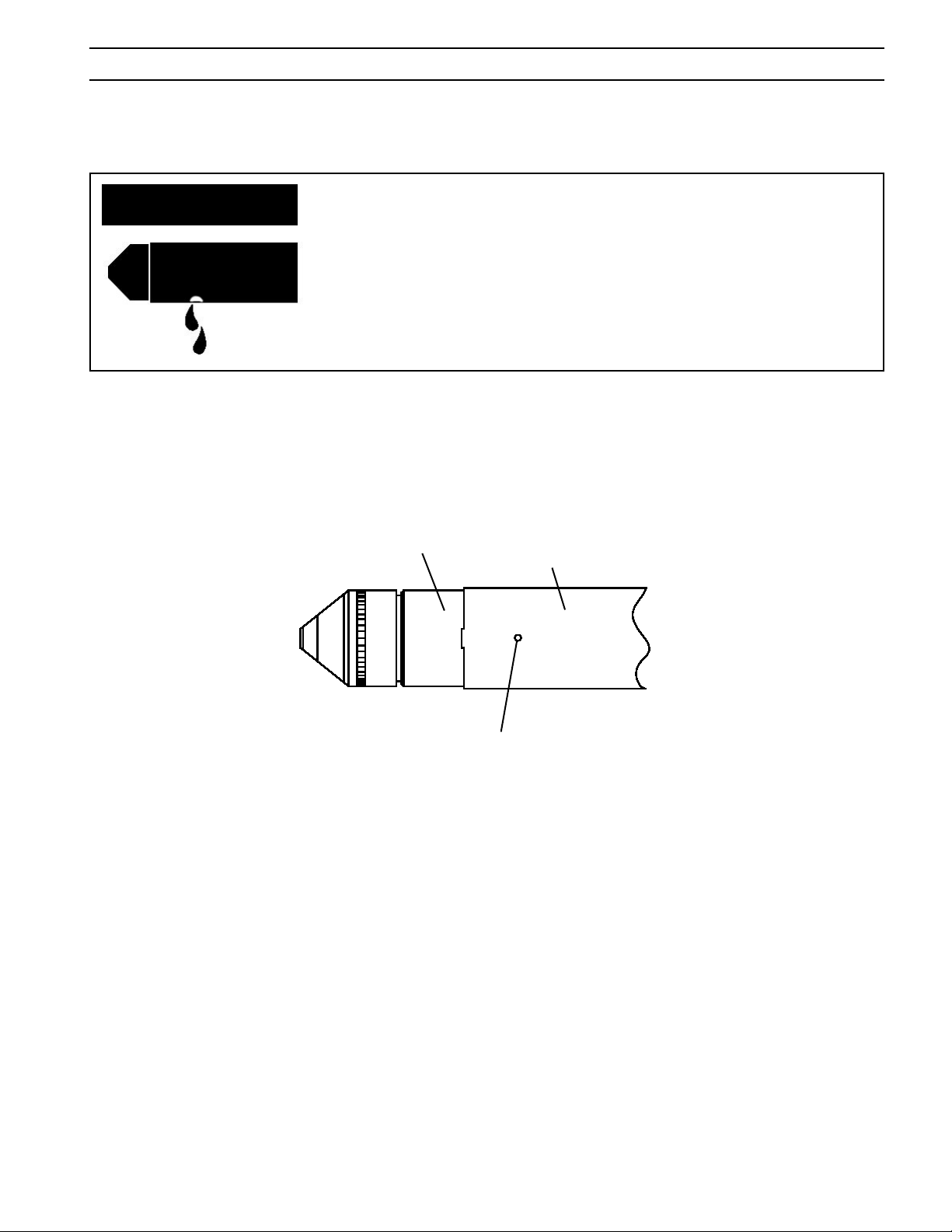
VORSICHT
Bedecken Sie das Belüftungsloch nicht.
Bei der Montage darf das kleine Belüftungsloch an der Seite der Schutzhülse
nicht bedeckt werden. Durch dieses Loch gelangt Kühlung aus der Schutzhülle,
falls eine Leckage an einer Leitung entstanden ist.
Optionen der Brennermontage.
Der Brenner wird normalerweise von der Schutzhülse aus montiert. Bedecken Sie das Belüftungsloch nicht Alternativ kann der Brenner ab dem Ansatzstutzen aufgebaut werden. Der isolierte Ansatzstutzen sowie seine Schulter sind dem Düsenschutzgewinde auf dem Brennerkörper angepasst. Verwenden Sie nur bestimmte Montageächen.
Ansatzstutzen
Schutzhülse
Belüftungsloch
15

ABSCHNITT 3 EINBAU
16

ABSCHNITT 4 BEDIENUNG
4.0 Verwenden eines Manifold 5 Magnetventilbrenners
Der Manifold 5 Magnetventilbrenner gibt 1 Konvertierungszeit von 1 Sekunde vom Schneiden zum Markieren
und zurück zum Schneiden verglichen mit 7 bis 10 Sekunden Umschaltverzögerung. Der IFC wird zum Gebrauch
des Manifold Magnetventilbrenners konguriert und versendet.
VORSICHT
VORSICHT
Der Brenner kann mit handelsüblichen Frostschutzmitteln nicht
funktionieren
Verwenden sie spezielles Brennerkühlmittel.
P/N156F05. Aufgrund der hohen Stromleitfähigkeit sollte kein
Leitungswasser oder handelsüblicher Frostschutz zur Brennerkühlung verwendet werden. Eine speziell dafür hergestellte Brennerkühlung ist ERFORDERLICH. Diese Kühlung schützt auch bei
Temperaturen bis zu -34°C- Die Bedienung des Brenners ohne Kühlmittel beschädigt die Kühlpumpe dauerhaft.
Das Kühlmittel P/N 0558004297 ist für Temperaturen von + 12°F
erhältlich
Beim Markieren mit dem PT-24 Brenner und dem IFC wird kein entsprechendes Ventil zur Regulierung des Argondrucks verwendet.
Eine äußerer Regler für die Argonzufuhr muss auf 85 psi (5,6 bar)
eingestellt sein. Für weitere Informationen siehe Verfahrensdaten
für die Markierung.
17

ABSCHNITT 4 BEDIENUNG
4.1 Schneidqualität
A. Einführung
Die die Schneidqualität betreenden Ursachen sind voneinander abhängig. Das Ändern einer Variablen betrit
alle anderen. Das Finden einer Lösung könnte schwierig sein. Die folgenden Richtlinien stellen mögliche Lösungen für unerwünschte Schneidergebnisse dar. Wählen Sie zunächst den wichtigsten Faktor:
4.2.2 Negativer oder positiver Schnittwinkel
4.2.3 Schnitt nicht plan, gerundet oder eingeschnitten
4.2.4 Rauheit der Oberäche
4.2.5 Gekrätz
Normalerweise wird mit den empfohlenen Schneidparametern eine optimale Schnittqualität erreicht, manchmal
müssen aufgrund der Bedingungen leichte Änderungen vorgenommen werden. Falls dies der Fall ist:
Nehmen Sie kleine Änderungen in Abschnitten beim Korrigieren vor.
•
Ändern Sie die Bogenspannung in Abständen von 5 Volt, wie gewünscht höher oder niedriger.
•
Ändern Sie die Schnittgeschwindigkeit um 5% oder weniger, bis eine Verbesserung sichtbar ist.
•
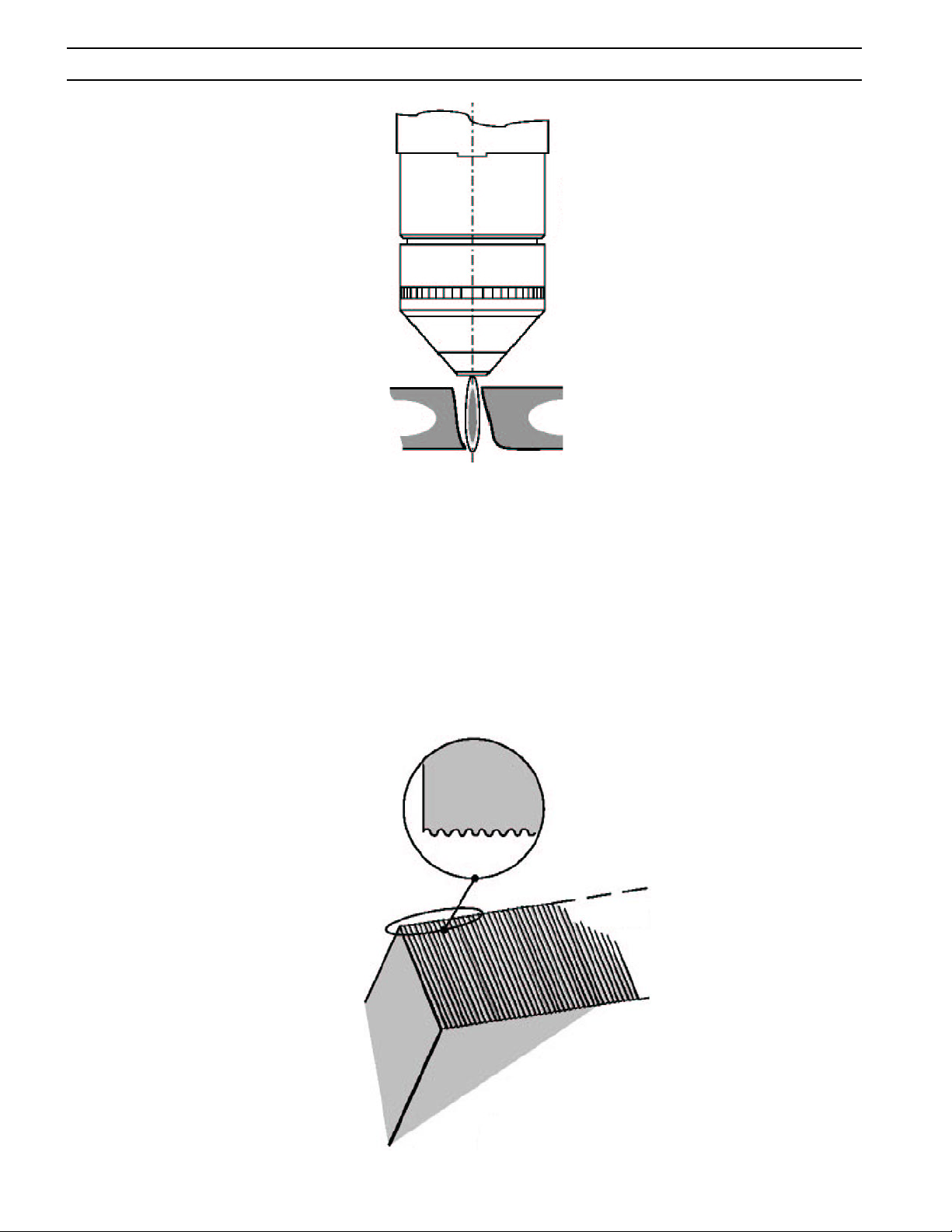
B. Schnittwinkel
Negativer Schnittwinkel
Die oberen Maße sind größer als die unteren.
Schlecht angepasster Brenner
•
Gebogenes oder gewelltes Material
•
Veraltete oder beschädigte Verbrauchsmittel
•
Ein-Aus-Verhältnis niedrig (Bogenspannung)
•
Geringe Schnittgeschwindigkeit
•
(Maschinenschweissgeschwindigkeit)
Vor dem Angehen EINER Fehlerbehebung überprüfen Sie die
Schnittvariablen mit den vom Werk empfohlenen Einstellungen/
VORSICHT
Verbrauchsmittelnummern, welche in den Verfahrensdaten angegeben sind.
Tropfen
Teil
Tropfen
18

ABSCHNITT 4 BEDIENUNG
Positiver Schnittwinkel
Die oberen Maße sind geringer als die unteren.
Schlecht angepasster Brenner
•
Gebogenes oder gewelltes Material
•
Veraltete oder beschädigte Verbrauchsmittel
•
Ein-Aus-Verhältnis hoch (Bogenspannung)
•
Hohe Schnittgeschwindigkeit
•
Zu hoher oder niedriger Strom (Die empfohlenen Stromrate für die jeweilige Düse entnehmen Sie bitte
•
den Verfahrensdaten).
Teil
Tropfen
Teil
C. Planheit des Schnittes
Oben Und Unten gerundet Dies geschieht meist, wenn das Material eine Dicke von 25“ (6,4mm) oder weniger
aufweist.
Hoher Strom für die gegebene Materialdicke (siehe Verfahrensdaten für die richtige Einstellung).•
Tropfen
Teil
19
ABSCHNITT 4 BEDIENUNG
Obere Ecke eingeschnitten
Ein-Aus-Verhältnis niedrig
•
(Bogenspannung)
Teil Tropfen
D. Oberächengüte
Verfahrensbedingte Rauheit
Die Schnittäche ist gleichmäßig rau. Kann auch nur auf eine Achse beschränkt sein.
Falsche Mischung des Schutzgases (siehe Verfahrensdaten)
•
Veraltete oder beschädigte Verbrauchsmittel
•
Maschinenbedingte Rauheit
Kann nur schwer von der verfahrensbedingten Rauheit unterschieden werden. Beschränkt sich oft auf nur eine
Achse. Die Rauheit ist nicht einheitlich.
Verschmutzte Schienen, Scheiben und/oder Antriebszahnstange/-kolben (Siehe Wartung im Handbuch
•
des Maschinenbetriebs).
Einstellung des Radlaufwerks.
•
Ansicht von
oben
Schnittäche
oder
Verfahrensbedingte
Rauheit
20
Maschinenbedingte
Rauheit
ABSCHNITT 4 BEDIENUNG
E. Gekrätz
Gekrätz ist ein Nebenprodukt des Schneidverfahrens. Es handelt sich hierbei um unerwünschtes Material, welches
an dem Teil haften bleibt. Meistens kann das Gekrätz mit einem sauberen Brenner oder verbesserten Schneidparamtern minimiert oder entfernt werden. Siehe Verfahrensdaten
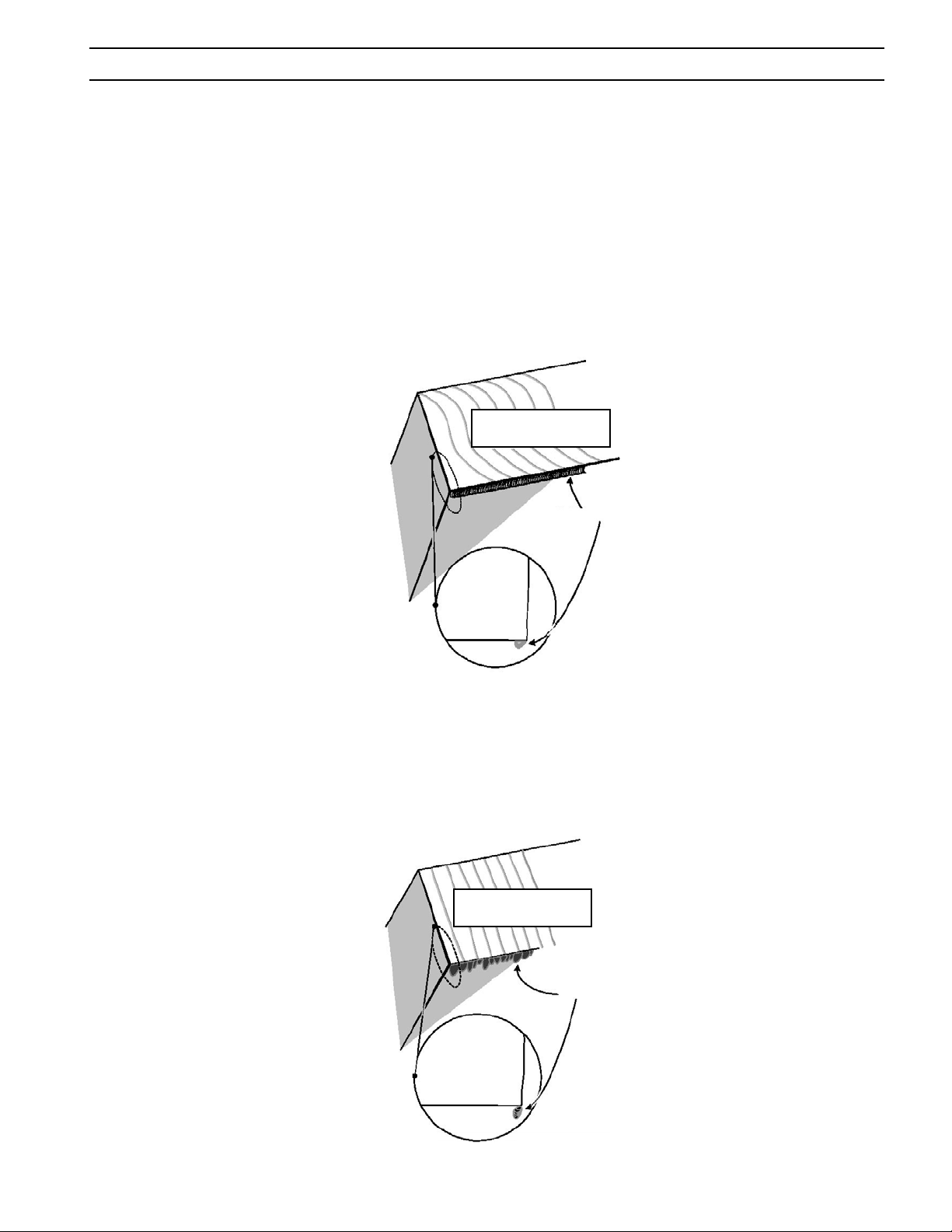
Hochgeschwindigkeitsgekrätz
Materialnaht oder Überhang auf der unteren Oberäche entlang der Schnittfuge. Schwierig zu entfernen. Könnte
Schleifen oder Meißeln erfordern. „S“- geformte Verzögerungslinien.
Ein-Aus-Verhältnis hoch (Bogenspannung)
•
Hohe Schnittgeschwindigkeit
•
Schnittäche
Verzögerungslinien
Überhang
Seitenansicht
Niedriggeschwindigkeitsgekrätz
Formt Tropfen auf der unteren Oberäche entlang der Schnittfuge. Leicht zu entfernen.
Geringe Schnittgeschwindigkeit •
Schnittäche
Verzögerungslinien
Tropfen
Seitenansicht
21
ABSCHNITT 4 BEDIENUNG
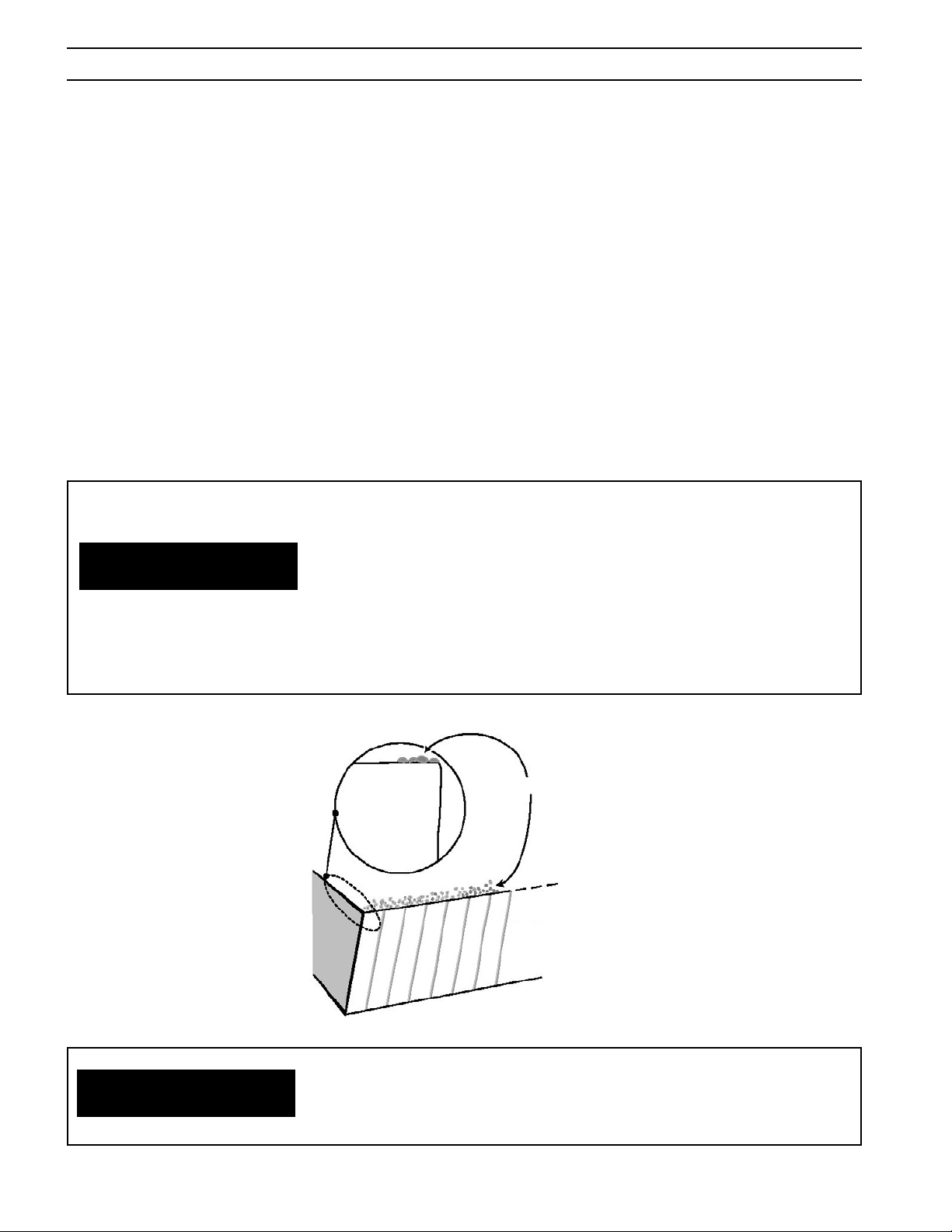
Oberes Gekrätz
Erscheint in Form von Absplitterungen auf der oberen Seite des Materials. Leicht zu entfernen.
Hohe Schnittgeschwindigkeit
•
Ein-Aus-Verhältnis hoch (Bogenspannung)
•
Zwischengekrätz
Erscheint auf der oberen oder unteren Fläche entlang der Schnittfuge. Nicht durchgehend. Kann als jede Art von
Gekrätz erscheinen.
Möglicherweise sind die Verbrauchsmittel veraltet
•
Weitere Gekrätz hervorbringende Faktoren
Temperatur des Materials
•
Schwere Walzhaut oder Rost
•
Schwermetalllegierungen
•
In den meisten Fällen wird mithilfe der empfohlenen Schnittgeschwindigkeit und Bogenspannung eine optimale Schnittleistung
erreicht. Wenige Änderungen in Abständen könnten aufgrund
VORSICHT
der Qualität und Temperatur des Materials und der besonderen
Legierung nötig sein. Der Bediener sollte wissen, dass alle Schnittparameter voneinander abhängen. Das Ändern einer Einstellung
wirkt sich auf alle anderen aus und könnte die Schnittqualität verschlechtern. Beginnen Sie immer mit den empfohlenen Einstellungen.
VORSICHT
Seitenansicht
Vor dem Angehen EINER Fehlerbehebung überprüfen Sie die
Schnittvariablen mit den vom Werk empfohlenen Einstellungen/
Verbrauchsmittelnummern, welche in den Verfahrensdaten angegeben sind.
Absplitterungen
Schnittäch
22

ABSCHNITT 4 BEDIENUNG
F. Richtigkeit der Maße
Das Vorgehen mit der geringst möglichen Geschwindigkeit (innerhalb der zulässigen Geschwindigkeiten) optimiert die Schnittgenauigkeit. Wählen Sie die Verbrauchsmittel so aus, dass eine geringere Bogenspannung und
Schnittgeschwindigkeit entsteht.
4.2 Einwirkung der Gaswahl auf die Schnittqualität
A. Einführung
Es sind nicht alle Gase geeignet. Einige Gase fördern das Schneiden von besonderen Materialien und Dicken. Im
Folgenden wird erklärt, warum einige Gase gewählt werden und deren Auswirkung auf das fertig gestellte Teil.
Andere Einwirkungen wie Bogenspannung und Gasuss/Druck werden in den Verfahrensdaten behandelt.
B. Aluminium
Materialdicke:
Schnittqualität:
Plasmagas:
Schutzgas:
Diskussion:
Die empfohlenen Einstellungen für den Fluss/Druck nden Sie im Abschnitt Daten des
Alle Dicken zwischen 062” und .625”(1,6 mm und 15,9 mm)
• Glatte Schnittäche
• Ohne jedes Gekrätz
Sticksto
Sticksto/Methan
Die Mischung des Schutzgases ist sehr wichtig. Ein Verhältnis von 2 oder 3 Teilen
Sticksto zu 1 Teil Methan ist erforderlich. Bei falschem Verhältnis entsteht viel
Gekrätz.
ANMERKUNG
Schneidverfahrens.
23

ABSCHNITT 4 BEDIENUNG
C. Mittelharter Stahl
Materialdicke:
Schnittqualität:
Plasmagas:
Schutzgas:
Diskussion:
Materialdicke:
Schnittqualität:
Plasmagas:
26 GA (.018”) bis10 GA (.135”)(0,5 mm bis 3,4 mm)
• Glatte Schnittäche
• Ohne jedes Gekrätz
Sauersto
Sauersto/Sticksto
Das Schutzgas ist normalerweise Sticksto. Ein geringer Anteil von Sauersto
kombiniert mit Sticksto kann die Bildung von Gekrätz auf dünnem Material von 26
GA bis 10 GA mittelhartem Stahl verbessern. Auch Sauersto als einziges Schutzgas
kann auf dünneren Materialien ein annehmbares Ergebnis hervorbringen.
.125” bis 75”(3,2 mm bis 19,1 mm)
• Glatte Schnittäche
Sauersto
Schutzgas:
Diskussion:
Sticksto
Das Schneiden von mittelhartem Stahl mit Sauersto ergibt eine exotherme
Reaktion. Durch diese chemische Reaktion verbrennt der Kohlensto wie beim
Brennschneiden mit Benzin. Dadurch und mithilfe der elektrischen Energie werden
weniger Ampere verwendet ohne an Schnittgeschwindigkeit zu verlieren.
24
ABSCHNITT 4 BEDIENUNG
D. Rostfreier Stahl
Materialdicke:
Schnittqualität:
Plasmagas:
Schutzgas:
Diskussion:
Materialdicke:
Schnittqualität:
Plasmagas:
22 GA (.028") bis 16 GA (.062") (0,7 mm bis 1,6 mm)
• Positiver Schnittwinkel
• Exzellentes Verhalten des Gekrätzes
• Glänzende Schnittäche
Sticksto
Sticksto/Methan
Aufgrund der hohen Schnittgeschwindigkeiten wird ein positiver
Schnittächenwinkel erwartet. Verwenden Sie eine 70 Amp Düse bei 50 Amp, um
mehr Gas aus der Düse strömen zu lassen.
26 GA (.018") bis 16 GA (.062") (0,5 mm bis 1,6 mm)
• Dunkle Schnittäche
• Praktisch ohne Gekrätz
• Verbesserte Schnittgeradigkeit
Sauersto
Schutzgas:
Diskussion:
Materialdicke:
Schnittqualität:
Plasmagas:
Schutzgas:
Diskussion:
Sauersto/Sticksto
Das Schneiden mit geringer Spannung/Geschwindigkeit schat geradere Schnitte
in dünneren Materialien. Der Sauersto ermöglicht eine geringere Bogenspannung,
was die Schnittgeradigkeit begünstigt. Die „B“-Düse wird mit 30 Amp verwendet.
.125" bis .625" (3,2 mm bis 15,9 mm)
• Schnittecke dunkel
• Gutes Verhalten des Gekrätzes
• Guter Schnittwinkel
Luft
Luft
Bei gleichen Gasen verbinden sich Schutz- und Plasmagas. Durch diese
Kombination erhöht sich der Fluss/Druck des Schneidgases. Dies wiederum
beeinusst die Schnittgeradigkeit direkt.
25
ABSCHNITT 4 BEDIENUNG
D. Rostfreier Stahl (fortlaufend)
Materialdicke:
Schnittqualität:
Plasmagas:
Schutzgas:
Diskussion:
Materialdicke:
Schnittqualität:
Plasmagas:
.125" bis .625" (3,2 mm bis 15,9 mm)
• Mattiertes Erscheinen der Schnittecke
• Hellgraue Farbe
• Viel glatter
• Möglicherweise ein etwas größerer Schnittwinkel
Luft
Luft/Methan
Ein zu hoher Gehalt an Methan in der Schutzgasmischung kann eine erhöhte
Gekrätzbildung hervorrufen. Ein Verhältnis von 4:1 Luft zu Methan wird empfohlen. Da
Methan ein Benzingas ist, kann eine leichte Vergrößerung der Schnittwinkel entstehen.
.125" bis .625" (3,2 mm bis 15,9 mm)
• Dunkle Schnittäche ähnlich wie bei Luft
• Exzellentes Verhalten des Gekrätzes
• Guter Schnittwinkel
Sticksto
Schutzgas:
Diskussion:
Materialdicke:
Schnittqualität:
Plasmagas:
Schutzgas:
Diskussion:
Sticksto
Die Schutz- und Plasmagase werden kombiniert, das Volumen/der Druck des
Schutzgases kann die Schnittgeradigkeit negativ beeinussen. Durch erhöhtes
Volumen an Schutzgas entsteht ein negativer Schnittwinkel. Ein geringeres
Volumen bringt einen positiven Winkel hervor.
.187" bis .625" (4,7 mm bis 15,9 mm)
• Glänzende Schnittäche
• Bildung eines Mündungsrandes unten
• Die Bildung von Gekrätz kann vermehrt und schwer zu entfernen sein
Sticksto/Methan
Luft
Da Methan ein Benzingas ist, kann die Fluss-/Druckquote den Schnittwinkel verändern.
Ein hoher Fluss/Druck ergibt einen negativen Schnittwinkel, ein geringer Fluss/Druck
einen positiven Schnittwinkel. Das Verhältnis von Sticksto zu Methan entspricht 10
N2/1 zu 14 Teilen CH4. Der an der unteren Schnittäche entstandene Mündungsrand
ist erheblich, was eine Kombination der Schutzgase Sticksto/Methan für einige
Fertigerzeugnisse..
26

ABSCHNITT 4 BEDIENUNG
4.3 Vorgangsdaten
A. Einführung
Die folgenden Informationen sind das Ergebnis langer Tests und eine allgemeine Anleitung für die Einstellung
und das Schneiden mit einer PT-24 Präzisionsplasma®Anlage. In den meisten Fällen ergeben diese Einstellungen
einen präzisen Schnitt. Diese Daten enthalten die Angaben für:
das Schneiden von Aluminium, mittelhartem und rostfreiem Stahl
•
Bogenspannung (Ein-Aus-Verhältnis)
•
Schnittgeschwindigkeit
•
Strom (Ampere)
•
Gasdurchuss für alle Plasma-/Schutzgaskombinationen
•
Die gleichen Daten sind in den SDP-Dateien enthalten. (Weitere Informationen über SDP-Dateien erhalten Sie
in dem Kontrollhandbuch). Des Weiteren sind Informationen bezüglich der Artikelnummern für ständige Verbrauchsmittel enthalten.
27
ABSCHNITT 4 BEDIENUNG
Material:
Eingangsstromstärke:
Ausgangsstromstärke:
Plasmagas:
Schutzgas:
Gemischtes Schutzgas:
Aluminium
15
30
Stickstoff , N2 @ 150 PSI /10.4 Bar
Stickstoff , N2 @ 150 PSI /10.4 Bar
Methan, CH4 @ 100 PSI / 6.9 Bar
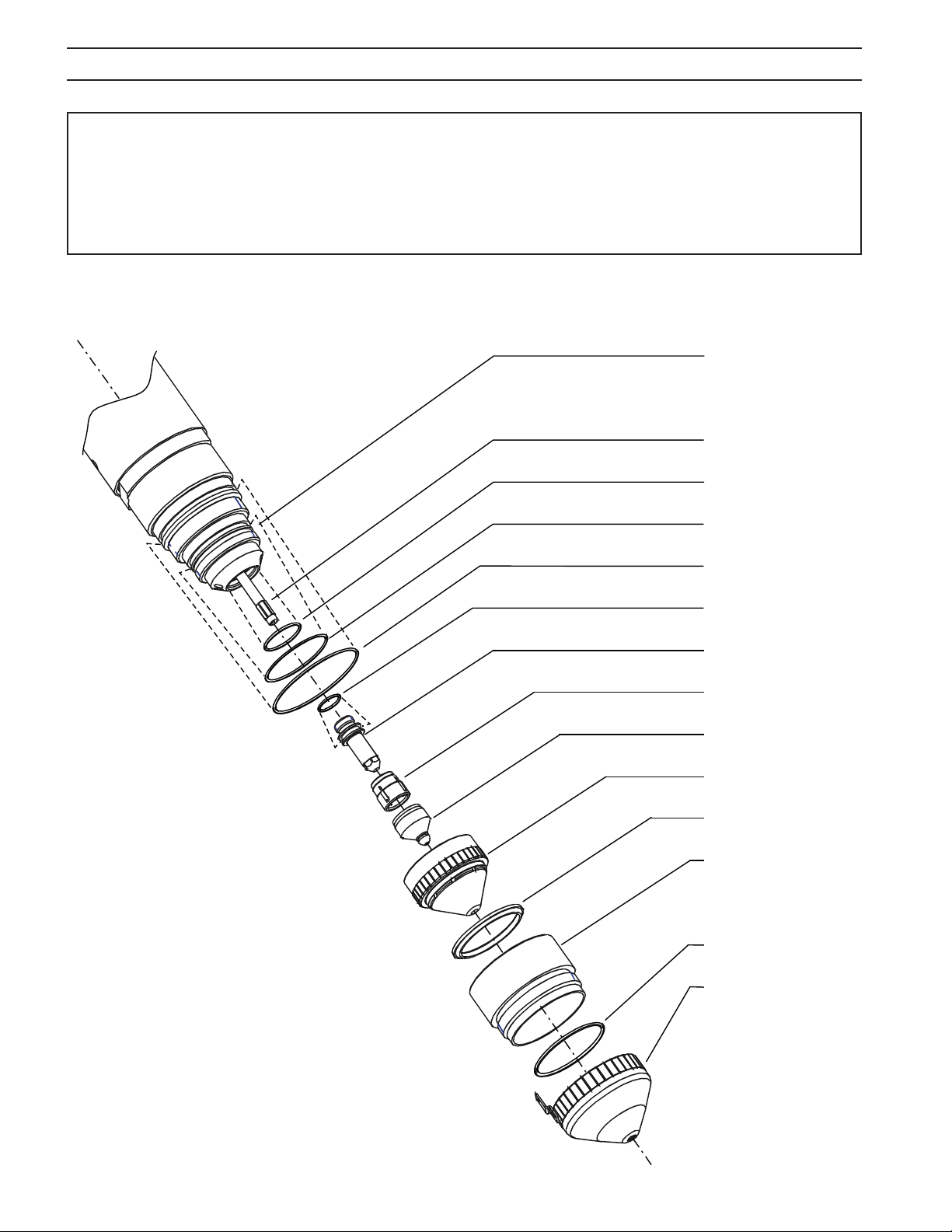
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21536 (3 Löcher)
*Düse,
P/N 21541, “B”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
28
ABSCHNITT 4 BEDIENUNG
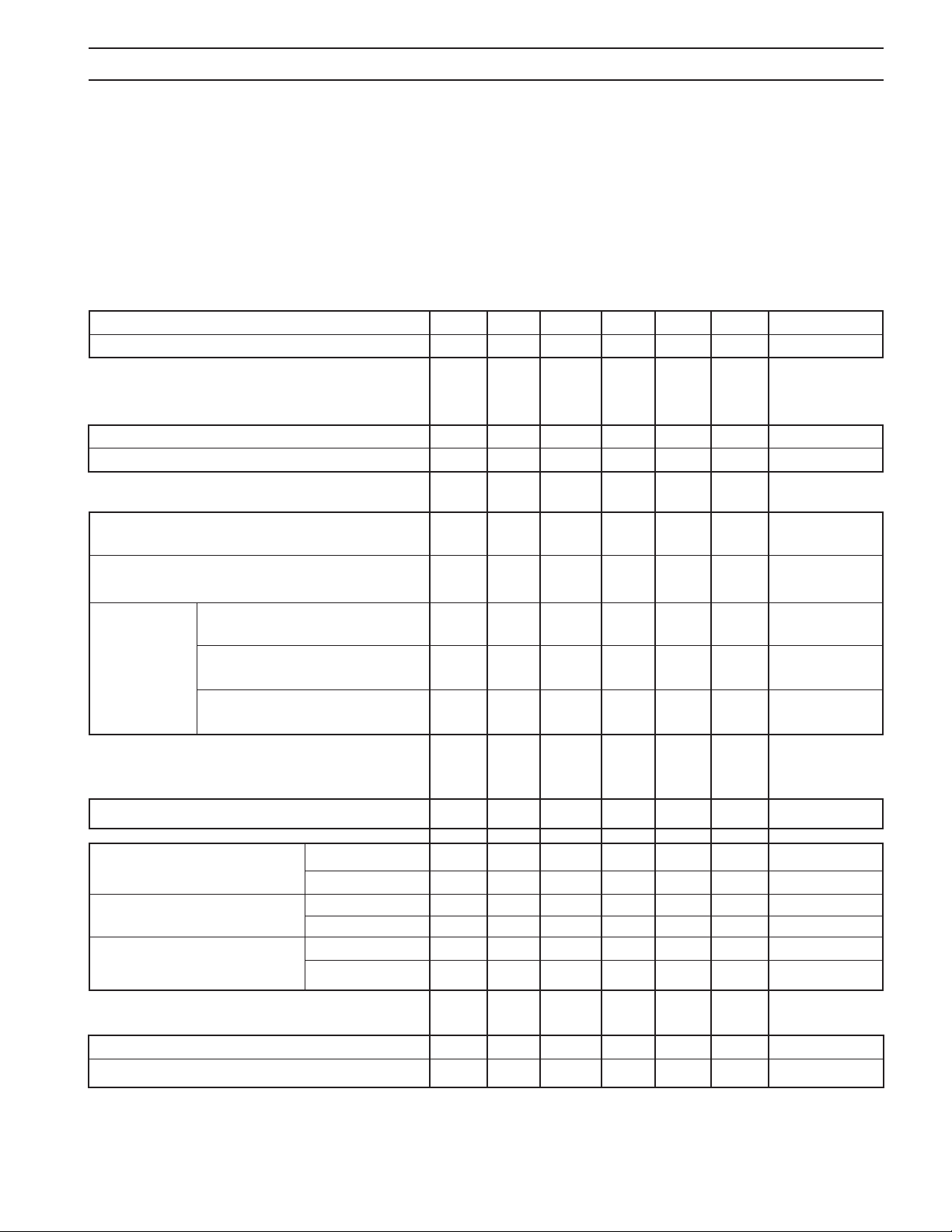
Vorgangsdaten -
Eingangsstromstärke Ausgangsstromstärke -
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Materialdicke
In.
mm
Zeiteinstellungen
Lochverzögerungszeit (Sek.)
Eingangs- bis Ausgangsstrom (Sek.)
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
1-Start - psi/bar
1-Schneid - psi/bar
Schutzgas
2-Schneid - psi/bar
Aluminium
15
30
Plasmagas Schutzgas 1 Schutzgas 2
N2 N2 CH4
0.062 0.075 0.09 0.125 0.187 0.250
1.6 1.9 2.3 3.2 4.7 6.4
0 0 0 0 0 0
0.2 0.2 0.2 0.2 0.2 0.2
93.1 93.1 93.1 93.1 93.1 93.1
/6.3 /6.3 /6.3 /6.3 /6.3 /6.3
132.0 132.0 132.0 132.0 132.0 132.0
/9.0 /9.0 /9.0 /9.0 /9.0 /9.0
42.9 42.9 42.9 42.9 42.9 42.9
/2.9 /2.9 /2.9 /2.9 /2.9 /2.9
16.5 16.5 16.5 16.5 16.5 16.5
/1.3 /1.3 /1.3 /1.3 /1.3 /1.3
12.3 12.3 12.3 12.3 12.3 12.3
/0.8 /0.8 /0.8 /0.8 /0.8 /0.8
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
NIEDRIG
150 152 153 165 180 189
0.100 0.100 0.100 0.100 0.100 0.100
2,54 2,54 2,54 2,54 2,54 2,54
0.150 0.150 0.150 0.160 0.220 0.250
6,35 6,35 6,35 4,04 5,59 6,35
0.125 0.130 0.135 0.165 0.220 0.250
3,18 3,30 3,43 4,19 5,59 6,35
150 135 105 78 45 40
3810 3429 2667 1981 1143 1016
29

ABSCHNITT 4 BEDIENUNG
Material:
Eingangsstromstärke:
Ausgangsstromstärke:
Plasmagas:
Schutzgas:
Gemischtes Schutzgas:
Aluminium
28
55
Stickstoff , N2 @ 150 PSI /10.4 Bar
Stickstoff , N2 @ 150 PSI /10.4 Bar
Methan, CH4 @ 100 PSI / 6.9 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21542, “C”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
30

ABSCHNITT 4 BEDIENUNG
Vorgangsdaten -
Eingangsstromstärke Ausgangsstromstärke -
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Materialdicke
In.
mm
Zeiteinstellungen
Lochverzögerungszeit (Sek.)
Eingangs- bis Ausgangsstrom (Sek.)
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
1-Start - psi/bar
1-Schneid - psi/bar
Schutzgas
2-Schneid - psi/bar
Aluminium
28
55
Plasmagas Schutzgas 1 Schutzgas 2
N2 N2 CH4
0.062 0.125 0.187 0.250
1,6 3,2 4,7 6,4
0 0 0 0
0.2 0.2 0.2 0.2
64 64 64 64
/4.4 /4.4 /4.4 /4.4
100.3 100.3 100.3 112.3
/6.8 /6.8 /6.8 /6.8
42.9 42.9 42.9 42.9
/2.9 /2.9 /2.9 /2.9
16 16 16 16
/1.1 /1.1 /1.1 /1.1
12.3 12.3 12.3 12.3
/0.8 /0.8 /0.8 /0.8
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
HOCH
136 139 152 168
100 100 100 100
2,54 2,54 2,54 2,54
.09 .09 .180 .150
2,29 2,29 4,57 3,81
.09 .09 .180 .225
2,29 2,29 4,57 5,72
170 130 78 46
4318 3302 1981 1168
31

ABSCHNITT 4 BEDIENUNG
Material:
Eingangsstromstärke:
Ausgangsstromstärke:
Plasmagas:
Schutzgas:
Gemischtes Schutzgas:
Aluminium
35
70
Stickstoff , N2 @ 150 PSI /10.4 Bar
Stickstoff , N2 @ 150 PSI /10.4 Bar
Methan, CH4 @ 100 PSI / 6.9 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21543, “D”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
32

ABSCHNITT 4 BEDIENUNG
Vorgangsdaten -
Eingangsstromstärke Ausgangsstromstärke -
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Materialdicke
In.
mm
Zeiteinstellungen
Lochverzögerungszeit (Sek.)
Eingangs- bis Ausgangsstrom (Sek.)
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
1-Start - psi/bar
1-Schneid - psi/bar
Schutzgas
2-Schneid - psi/bar
Aluminium
35
70
Plasmagas Schutzgas 1 Schutzgas 2
N2 N2 CH4
0.187 0.250 0.375 0.500
4,7 6,4 9,5 12,7
0 0 0.1 0.2
0.2 0.2 0.2 0.2
76.6 76.6 76.6 76.6
/5.2 /5.2 /5.2 /5.2
68.6 108.5 108.5 108.5
/6.8 / 7 / 7 / 7
43.8 43.8 43.8 43.8
/3.0 /3.0 /3.0 /3.0
15.4 15.4 15.4 15.4
/1.0 /1.0 /1.0 /1.0
11.7 11.7 11.7 11.7
/0.8 /0.8 /0.8 /0.8
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
HOCH
150 157 168 182
.100 .100 .100 .100
2,54 2,54 2,54 2,54
.190 .150 .240 .260
4,83 5,72 6,10 6,60
190 .225 .240 .260
4,83 5,72 6,10 6,60
80 65 55 30
3032 1651 1397 762
33

ABSCHNITT 4 BEDIENUNG
Material:
Eingangsstromstärke:
Ausgangsstromstärke:
Plasmagas:
Schutzgas:
Gemischtes Schutzgas:
Aluminium
50
100
Stickstoff , N2 @ 150 PSI /10.4 Bar
Stickstoff , N2 @ 150 PSI /10.4 Bar
Methan, CH4 @ 100 PSI / 6.9 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21923, “E”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
34

ABSCHNITT 4 BEDIENUNG
Vorgangsdaten -
Eingangsstromstärke Ausgangsstromstärke -
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Materialdicke
In.
mm
Zeiteinstellungen
Lochverzögerungszeit (Sek.)
Eingangs- bis Ausgangsstrom (Sek.)
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
1-Start - psi/bar
1-Schneid - psi/bar
Schutzgas
2-Schneid - psi/bar
Aluminium
50
100
Plasmagas Schutzgas 1 Schutzgas 2
N2 N2 CH4
0.250 0.375 0.500 0.625
6,4 9,5 12,7 15,9
0 0 0.1 0.1
0.2 0.2 0.2 0.2
76.4 76.4 76.4 76.4
/5.2 /5.2 /5.2 /5.2
95.6 95.6 95.6 95.6
/6.5 /6.5 /6.5 /6.5
61.5 61.5 61.5 61.5
/4.2 /4.2 /4.2 /4.2
27.3 27.3 27.3 27.3
/1.9 /1.9 /1.9 /1.9
17.9 17.9 17.9 17.9
/1.2 /1.2 /1.2 /1.2
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
HOCH
155 160 166 174
.100 .100 .100 .100
2,54 2,54 2,54 2,54
.190 .225 .260 .285
4,83 5.72 6,60 7,24
.190 .225 .260 .285
4,83 5,72 6,60 7,24
95 80 65 50
2413 2032 1778 1270
35

ABSCHNITT 4 BEDIENUNG
Material:
Eingangsstromstärke:
Ausgangsstromstärke:
Plasmagas:
Schutzgas:
Gemischtes Schutzgas:
Mittelharter Stahl
16
16
Sauerstoff, O2 @ 150 PSI /10.4 Bar
Stickstoff, N2 @ 150 PSI /10.4 Bar
Sauerstoff, O2 @ 150 PSI / 10.4 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21852 (2 Löcher)
*Düse,
P/N 21540, “A”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
36

ABSCHNITT 4 BEDIENUNG
Vorgangsdaten -
Eingangsstromstärke Ausgangsstromstärke -
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Materialdicke
In.
mm
Zeiteinstellungen
Lochverzögerungszeit (Sek.)
Eingangs- bis Ausgangsstrom (Sek.)
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
1-Start - psi/bar
1-Schneid - psi/bar
Schutzgas
2-Schneid - psi/bar
Mittelharter Stahl
16
16
Plasmagas Schutzgas 1 Schutzgas 2
O2 N2 O2
20 GA 18 GA 16 GA 14 GA 12 GA 10 GA
0,9 1,2 1,6 2,0 2,7 3,4
0 0 0 0.1 0.5 0.5
0.2 0.2 0.2 0.2 0.2 0.2
71.3 71.3 71.3 71.3 71.3 71.3
/4.9 /4.9 /4.9 /4.9 /4.9 /4.9
83.2 83.2 83.2 83.2 83.2 83.2
/5.7 /5.7 /5.7 /5.7 /5.7 /5.7
12.9 12.9 12.9 12.9 12.9 12.9
/0.8 /0.8 /0.8 /0.8 /0.8 /0.8
2.0 2.0 2.0 2.4 2.0 2.4
/0.1 /0.1 /0.1 /0.2 /0.1 /0.2
2.2 2.2 2.4 3.0 2.2 3.0
/0.1 /0.1 /0.2 /0.2 /0.1 /0.2
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
NIEDRIG
103 105 115 118 116 117
.04 .04 .04 .04 .04 .04
1,02 1,02 1,02 1,02 1,02 1,02
.06 .06 .06 .06 .115 .115
1,52 1,52 1,52 1,52 2,92 2,92
.108 .108 .140 .144 .126 .126
2,74 2,74 3,56 3,66 3,20 3,20
100 85 80 60 50 36
2540 2159 2032 1524 1270 914
37

ABSCHNITT 4 BEDIENUNG
Material:
Eingangsstromstärke:
Ausgangsstromstärke:
Plasmagas:
Schutzgas:
Gemischtes Schutzgas:
Mittelharter Stahl
18
35
Sauerstoff, O2 @ 150 PSI /10.4 Bar
Stickstoff, N2 @ 150 PSI /10.4 Bar
Sauerstoff, O2 @ 150 PSI / 10.4 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21536 (3 Löcher)
*Düse,
P/N 21541, “B”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
38

ABSCHNITT 4 BEDIENUNG
Vorgangsdaten -
Eingangsstromstärke Ausgangsstromstärke -
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Materialdicke
In.
mm
Zeiteinstellungen
Lochverzögerungszeit (Sek.)
Eingangs- bis Ausgangsstrom (Sek.)
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
1-Start - psi/bar
1-Schneid - psi/bar
Schutzgas
2-Schneid - psi/bar
Mittelharter Stahl
18
35
Plasmagas Schutzgas 1 Schutzgas 2
O2 N2 O2
14 GA 0.125 0.135 0.187 0.250
1,9 3,2 3,4 4,7 6,4
0 0 0 0 0.2
0.2 0.2 0.2 0.2 0.2
86.9 86.9 86.9 86.9 86.9
/5.9 /5.9 /5.9 /5.9 /5.9
102.9 102.9 102.9 102.9 102.9
/7.0 /7.0 /7.0 /7.0 /7.0
46.5 46.5 46.5 46.5 46.5
/3.2 /3.2 /3.2 /3.2 /3.2
0 0 0 0 0
2.5 2.5 2.5 2.5 2.5
/0.1 /0.1 /0.2 /0.2 /0.1
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
NIEDRIG
113 119 120 122 124
.04 .04 .04 .04 .04
1,02 1,02 1,02 1,02 1,02
.103 .113 .118 .118 .130
2,62 2,87 3,00 3,00 3,30
.103 .113 .118 .118 .130
2,62 2,87 3,00 3,00 3,30
80 55 52 40 30
3032 1397 1320 1016 762
39

ABSCHNITT 4 BEDIENUNG
Material:
Eingangsstromstärke:
Ausgangsstromstärke:
Plasmagas:
Schutzgas:
Gemischtes Schutzgas:
Mittelharter Stahl
23
45
Sauerstoff, O2 @ 150 PSI /10.4 Bar
Stickstoff, N2 @ 150 PSI /10.4 Bar
Sauerstoff, O2 @ 150 PSI / 10.4 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21542, “C”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
40

ABSCHNITT 4 BEDIENUNG
Vorgangsdaten -
Eingangsstromstärke Ausgangsstromstärke -
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Materialdicke
In.
mm
Zeiteinstellungen
Lochverzögerungszeit (Sek.)
Eingangs- bis Ausgangsstrom (Sek.)
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
1-Start - psi/bar
1-Schneid - psi/bar
Schutzgas
2-Schneid - psi/bar
Mittelharter Stahl
23
45
Plasmagas Schutzgas 1 Schutzgas 2
O2 N2 O2
0.125 0.135 0.187 0.250 0.375
3,2 3,4 4,7 6,4 9,5
0 0.3 0.3 0.3 0.4
0.2 0.2 0.2 0.2 0.2
73.8 73.8 73.8 73.8 73.8
/5.0 /5.0 /5.0 /5.0 /5.0
86.2 86.2 86.2 86.2 86.2
/5.9 /5.9 /5.9 /5.9 /5.9
48.1 48.1 48.1 48.1 48.1
/3.3 /3.3 /3.3 /3.3 /3.3
11.2 11.2 11.2 11.2 11.2
/0.8 /0.8 /0.8 /0.8 /0.8
0 0 0 0 0
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
HOCH
108 111 114 121 124
.100 .100 .100 .100 .100
2,54 2,54 2,54 2,54 2,54
.145 .155 .145 .205 .164
3,68 3,94 3,68 5,21 2,41
.145 .155 .145 .205 .164
3,68 3,94 3,68 5,21 2,41
60 50 45 35 20
1524 1270 1143 889 508
41

ABSCHNITT 4 BEDIENUNG
Material:
Eingangsstromstärke:
Ausgangsstromstärke:
Plasmagas:
Schutzgas:
Gemischtes Schutzgas:
Mittelharter Stahl
35
70
Sauerstoff, O2 @ 150 PSI /10.4 Bar
Stickstoff, N2 @ 150 PSI /10.4 Bar
Sauerstoff, O2 @ 150 PSI / 10.4 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21543, “D”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
42

ABSCHNITT 4 BEDIENUNG
Vorgangsdaten -
Eingangsstromstärke Ausgangsstromstärke -
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Materialdicke
In.
mm
Zeiteinstellungen
Lochverzögerungszeit (Sek.)
Eingangs- bis Ausgangsstrom (Sek.)
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
1-Start - psi/bar
1-Schneid - psi/bar
Schutzgas
2-Schneid - psi/bar
Mittelharter Stahl
35
70
Plasmagas Schutzgas 1 Schutzgas 2
O2 N2 O2
0.187 0.250 0.312 0.375 0.500 0.625
4,7 6,4 7,9 9,5 12,7 12,9
0.3 0.3 0.3 0.4 0.5 0.5
0.2 0.2 0.2 0.2 0.2 0.2
66.7 66.7 66.7 66.7 66.7 66.7
/4.5 /4.5 /4.5 /4.5 /4.5 /4.5
81.6 81.6 81.6 81.6 81.6 81.6
/5.6 /5.6 /5.6 /5.6 /5.6 /5.6
49.1 49.1 49.1 49.1 49.1 49.1
/3.3 /3.3 /3.3 /3.3 /3.3 /3.3
20.6 28.4 20.6 28.4 13.5 13.5
/1.4 /1.9 /1.4 /1.9 /0.9 /0.9
0 0 0 0 0 0
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
HOCH
108 110 114 113 135 140
.100 .100 .100 .100 .100 .100
2,54 2,54 2,54 2,54 2,54 2,54
.140 .140 .165 .160 .275 .315
3,56 3,56 4,19 4,06 6,99 8,00
.140 .140 .165 .160 .275 .315
3,56 3,56 4,19 4,06 6,99 8,00
110 95 70 60 30 25
2794 2413 1778 1524 762 635
43

ABSCHNITT 4 BEDIENUNG
Material:
Eingangsstromstärke:
Ausgangsstromstärke:
Plasmagas:
Schutzgas:
Gemischtes Schutzgas:
Mittelharter Stahl
50
100
Sauerstoff, O2 @ 150 PSI /10.4 Bar
Stickstoff, N2 @ 150 PSI /10.4 Bar
Sauerstoff, O2 @ 150 PSI / 10.4 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21923, “E”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
44

ABSCHNITT 4 BEDIENUNG
Vorgangsdaten -
Eingangsstromstärke Ausgangsstromstärke -
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Materialdicke
In.
mm
Zeiteinstellungen
Lochverzögerungszeit (Sek.)
Eingangs- bis Ausgangsstrom (Sek.)
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
1-Start - psi/bar
1-Schneid - psi/bar
Schutzgas
2-Schneid - psi/bar
Mittelharter Stahl
50
100
Plasmagas Schutzgas 1 Schutzgas 2
O2 N2 O2
0.312 0.375 0.500 0.625 0.750
7,9 9,5 12,7 12,9 19,1
0.3 0.3 0.4 0.5 0.5
0.2 0.2 0.2 0.2 0.2
77.5 77.5 77.5 77.5 77.5
/5.2 /5.2 /5.2 /5.2 /5.2
89.5 89.5 89.5 89.5 89.5
/6.1 /6.1 /6.1 /6.1 /6.1
60.5 60.5 60.5 60.5 60.5
/4.1 /4.1 /4.1 /4.1 /4.1
26.3 26.3 26.3 26.3 26.3
/1.8 /1.8 /1.8 /1.8 /1.8
0 0 0 0 0
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
HOCH
115 120 132 137 142
.100 .100 .100 .100 .100
2,54 2,54 2,54 2,54 2,54
.175 .190 .280 .290 .320
4,45 4,83 7,11 7,37 8,13
.175 .190 .280 .290 .320
4,45 4,83 7,11 7,37 8,13
90 80 50 30 25
2290 2030 1270 760 630
45

ABSCHNITT 4 BEDIENUNG
Material:
Eingangsstromstärke:
Ausgangsstromstärke:
Plasmagas:
Schutzgas:
Gemischtes Schutzgas:
Rostfreier Stahl
15
30
Sauerstoff, O2 @ 150 PSI /10.4 Bar
Stickstoff, N2 @ 150 PSI /10.4 Bar
Sauerstoff, O2 @ 150 PSI / 10.4 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21536 (3 Löcher)
*Düse,
P/N 21541, “B”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
46

ABSCHNITT 4 BEDIENUNG
Vorgangsdaten -
Eingangsstromstärke Ausgangsstromstärke -
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Materialdicke
In.
mm
Zeiteinstellungen
Lochverzögerungszeit (Sek.)
Eingangs- bis Ausgangsstrom (Sek.)
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
1-Start - psi/bar
1-Schneid - psi/bar
Schutzgas
2-Schneid - psi/bar
Rostfreier Stahl
15
30
Plasmagas Schutzgas 1 Schutzgas 2
O2 N2 O2
26GA 24GA 22GA 18GA 16GA
0,4 0,6 0,7 1,2 1,6
0 0 0 0 0
0,2 0,2 0,2 0,2 0,2
99.8 99.8 99.8 99.8 99.8
/6,3 /6,3 /6,3 /6,3 /6,3
116.8 116.8 116.8 116.8 116.8
/7,9 /7,9 /7,9 /7,9 /7,9
32.7 32.7 32.7 32.7 32.7
/2,2 /2,2 /2,2 /2,9 /2,9
10.3 10.3 10.3 10.3 10.3
/0,7 /0,7 /0,7 /0,7 /0,7
7.1 7.1 7.1 7.1 7.1
/0,5 /0,5 /0,5 /0,5 /0,5
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
NIEDRIG
105 105 107 109 111
.06 .06 .06 .06 .06
1,52 1,52 1,52 1,52 1,52
.105 .120 .107 .109 .111
2,67 3,05 2,72 2,77 2,82
.105 .120 .107 .109 .111
2,67 3,05 2,72 2,77 2,82
250 200 190 140 100
6350 5080 4826 3556 2540
47

ABSCHNITT 4 BEDIENUNG
Material:
Eingangsstromstärke:
Ausgangsstromstärke:
Plasmagas:
Schutzgas:
Rostfreier Stahl
25
50
Luft @ 150 PSI /10.4 Bar
Luft @ 150 PSI /10.4 Bar
Gemischtes Schutzgas:
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21542, “C”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
48

ABSCHNITT 4 BEDIENUNG
Vorgangsdaten -
Eingangsstromstärke Ausgangsstromstärke -
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Materialdicke
In.
mm
Zeiteinstellungen
Lochverzögerungszeit (Sek.)
Eingangs- bis Ausgangsstrom (Sek.)
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
1-Start - psi/bar
1-Schneid - psi/bar
Schutzgas
2-Schneid - psi/bar
Rostfreier Stahl
25
50
Plasmagas Schutzgas 1 Schutzgas 2
Luft Luft
0.125 0.187 0.250 0.375
3,2 4,7 6,4 9,5
0 0 0.1 0.2
0,2 0,2 0,2 0,2
77 77 77 77
/5,2 /5,2 /5,2 /5,2
125.7 125.7 125.7 125.7
/8,5 /8,5 /8,5 /8,5
44.5 44.5 44.5 44.5
/3,0 /3,0 /3,0 /3,0
31.9 31.9 31.9 31.9
/2,2 /2,2 /2,2 /2,2
0 0 0 0
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
HOCH
134 140 145 157
.100 .100 .100 .100
2,54 2,54 2,54 2,54
.145 .165 .160 .220
3,68 4,19 4,06 5,59
.145 .165 .160 .220
3,68 4,19 4,06 5,59
90 60 40 18
2286 1524 1016 457
49

ABSCHNITT 4 BEDIENUNG
Material:
Eingangsstromstärke:
Ausgangsstromstärke:
Plasmagas:
Schutzgas:
Rostfreier Stahl
35
70
Luft @ 150 PSI /10.4 Bar
Luft @ 150 PSI /10.4 Bar
Gemischtes Schutzgas:
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21543, “D”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
50

ABSCHNITT 4 BEDIENUNG
Vorgangsdaten -
Eingangsstromstärke Ausgangsstromstärke -
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Materialdicke
In.
mm
Zeiteinstellungen
Lochverzögerungszeit (Sek.)
Eingangs- bis Ausgangsstrom (Sek.)
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
1-Start - psi/bar
1-Schneid - psi/bar
Schutzgas
2-Schneid - psi/bar
Rostfreier Stahl
35
70
Plasmagas Schutzgas 1 Schutzgas 2
Luft Luft
0.187 0.250 0.375 0.500
4,7 6,4 9,5 12,7
0.3 0.4 0.5 0.6
0.2 0.2 0.2 0.2
79.1 79.1 79.1 79.1
/5,4 /5,4 /5,4 /5,4
105.5 105.5 105.5 105.5
/7,2 /7,2 /7,2 /7,2
62.6 62.6 62.6 62.6
/4.3 /4.3 /4.3 /4.3
38.3 38.3 38.3 38.3
/2,6 /2,6 /2,6 /2,6
0 0 0 0
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
HOCH
131 152 158 157
.100 .100 .100 .100
2,54 2,54 2,54 2,54
.150 .240 .280 .280
3,81 6,10 7,11 7,11
.150 .240 .280 .280
3,81 6,10 7,11 7,11
100 50 28 20
2540 2270 711 609
51

ABSCHNITT 4 BEDIENUNG
Material:
Eingangsstromstärke:
Ausgangsstromstärke:
Plasmagas:
Schutzgas:
Rostfreier Stahl
50
100
Luft @ 150 PSI /10.4 Bar
Luft @ 150 PSI /10.4 Bar
Gemischtes Schutzgas:
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21923, “E”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
52

ABSCHNITT 4 BEDIENUNG
Vorgangsdaten -
Eingangsstromstärke Ausgangsstromstärke -
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Materialdicke
In.
mm
Zeiteinstellungen
Lochverzögerungszeit (Sek.)
Eingangs- bis Ausgangsstrom (Sek.)
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
1-Start - psi/bar
1-Schneid - psi/bar
Schutzgas
2-Schneid - psi/bar
Rostfreier Stahl
50
100
Plasmagas Schutzgas 1 Schutzgas 2
Luft Luft
0.250 0.375 0.500 0.625
6,4 9,5 12,7 15,9
0.3 0.4 0.5 0.6
0.2 0.2 0.2 0.2
79.1 79.1 79.1 79.1
/5,4 /5,4 /5,4 /5,4
69.3 69.3 69.3 69.3
/4,7 /4,7 /4,7 /4,7
62 62 62 62
/4,2 /4,2 /4,2 /4,2
37.8 37.8 37.8 37.8
/2,6 /2,6 /2,6 /2,6
0 0 0 0
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
HOCH
129 135 142 150
.100 .100 .100 .100
2,54 2,54 2,54 2,54
.220 .265 .295 .325
5,59 6,73 7,49 8,26
.220 .265 .295 .325
5,59 6,73 7,49 8,26
80 60 35 25
2030 1520 889 635
53

ABSCHNITT 4 BEDIENUNG
Material:
Eingangsstromstärke:
Ausgangsstromstärke:
Plasmagas:
Schutzgas:
Gemischtes Schutzgas:
Rostfreier Stahl
35
70
Luft @ 150 PSI /10.4 Bar
Luft @ 150 PSI /10.4 Bar
Methan, CH4 @ 100 PSI / 6.9 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21543, “D”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
54

ABSCHNITT 4 BEDIENUNG
Vorgangsdaten -
Eingangsstromstärke Ausgangsstromstärke -
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Materialdicke
In.
mm
Zeiteinstellungen
Lochverzögerungszeit (Sek.)
Eingangs- bis Ausgangsstrom (Sek.)
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
1-Start - psi/bar
1-Schneid - psi/bar
Schutzgas
2-Schneid - psi/bar
Rostfreier Stahl
35
70
Plasmagas Schutzgas 1 Schutzgas 2
Luft Luft CH4
0.125 0.187 0.250 0.375 0.500
3,2 4,7 6,4 9,5 12,7
0.2 0.3 0.4 0.5 0.6
0.2 0.2 0.2 0.2 0.2
80.5 80.5 80.5 80.5 80.5
/5,5 /5,5 /5,5 /5,5 /5,5
111.1 111.1 111.1 111.1 111.1
/7,6 /7,6 /7,6 /7,6 /7,6
61.5 61.5 61.5 61.5 61.5
/4,2 /4,2 /4,2 /4,2 /4,2
40.3 40.3 40.3 40.3 40.3
/2,7 /2,7 /2,7 /2,7 /2,7
26.7 26.7 26.7 26.7 26.7
/1,8 /1,8 /1,8 /1,8 /1,8
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
HOCH
131 146 154 166 175
.100 .100 .100 .100 .100
2,54 2,54 2,54 2,54 2,54
.115 .170 .210 .230 .275
2,92 4,32 5,33 5,84 6,99
.115 .170 .210 .230 .275
2,92 4,32 5,33 5,84 6,99
120 80 50 30 24
3048 2032 1270 762 609
55

ABSCHNITT 4 BEDIENUNG
Material:
Eingangsstromstärke:
Ausgangsstromstärke:
Plasmagas:
Schutzgas:
Gemischtes Schutzgas:
Rostfreier Stahl
50
100
Luft @ 150 PSI /10.4 Bar
Luft @ 150 PSI /10.4 Bar
Methan, CH4 @ 100 PSI / 6.9 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21923, “E”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
56
ABSCHNITT 4 BEDIENUNG
Vorgangsdaten -
Eingangsstromstärke Ausgangsstromstärke -
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Materialdicke
In.
mm
Zeiteinstellungen
Lochverzögerungszeit (Sek.)
Eingangs- bis Ausgangsstrom (Sek.)
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
1-Start - psi/bar
1-Schneid - psi/bar
Schutzgas
2-Schneid - psi/bar
Rostfreier Stahl
50
100
Plasmagas Schutzgas 1 Schutzgas 2
Air Air CH4
0.250 0.375 0.500 0.625
6,4 9,5 12,7 15,9
0.3 0.4 0.5 0.6
0.2 0.2 0.2 0.2
79.1 79.1 79.1 79.1
/5,4 /5,4 /5,4 /5,4
69.3 69.3 69.3 69.3
/4,7 /4,7 /4,7 /4,7
62 62 62 62
/4,2 /4,2 /4,2 /4,2
37.8 37.8 37.8 37.8
/2,6 /2,6 /2,6 /2,6
0 0 0 0
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
HOCH
129 135 142 150
.100 .100 .100 .100
2,54 2,54 2,54 2,54
.220 .265 .295 .325
5,59 6,73 7,49 8,26
.220 .265 .295 .325
5,59 6,73 7,49 8,26
80 60 35 25
2030 1520 889 635
57

ABSCHNITT 4 BEDIENUNG
Material:
Eingangsstromstärke:
Ausgangsstromstärke:
Plasmagas:
Schutzgas:
Rostfreier Stahl
25
50
Stickstoff , N2 @ 150 PSI /10.4 Bar
Stickstoff , N2 @ 150 PSI /10.4 Bar
Gemischtes Schutzgas:
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21542, “C”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
58

ABSCHNITT 4 BEDIENUNG
Vorgangsdaten -
Eingangsstromstärke Ausgangsstromstärke -
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Materialdicke
In.
mm
Zeiteinstellungen
Lochverzögerungszeit (Sek.)
Eingangs- bis Ausgangsstrom (Sek.)
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
1-Start - psi/bar
1-Schneid - psi/bar
Schutzgas
2-Schneid - psi/bar
Rostfreier Stahl
25
50
Plasmagas Schutzgas 1 Schutzgas 2
N2 N2
0.125 0.187 0.250 0.375
3,2 4,7 6,4 9,5
0 0 0.1 0.3
0.2 0.2 0.2 0.2
78.5 78.5 78.5 78.5
/5.3 /5.3 /5.3 /5.3
116.4 116.4 116.4 116.4
/2.9 /2.9 /2.9 /2.9
42.4 42.4 42.4 42.4
/2.9 /29 /2.9 /2.9
27.3 27.3 27.3 27.3
/1.9 /1.9 /1.9 /1.9
0 0 0 0
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
HOCH
128 135 144 155
.100 .100 .100 .100
2,54 2,54 2,54 2,54
.05 .09 .130 .180
1,27 2,29 3,30 4,57
.05 .09 .130 .180
1,27 2,29 3,30 4,57
90 60 40 22
2286 1524 1016 558
59

ABSCHNITT 4 BEDIENUNG
Material:
Eingangsstromstärke:
Ausgangsstromstärke:
Plasmagas:
Schutzgas:
Rostfreier Stahl
35
70
Stickstoff , N2 @ 150 PSI /10.4 Bar
Stickstoff , N2 @ 150 PSI /10.4 Bar
Gemischtes Schutzgas:
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21543, “D”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
60

ABSCHNITT 4 BEDIENUNG
Vorgangsdaten -
Eingangsstromstärke Ausgangsstromstärke -
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Materialdicke
In.
mm
Zeiteinstellungen
Lochverzögerungszeit (Sek.)
Eingangs- bis Ausgangsstrom (Sek.)
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
1-Start - psi/bar
1-Schneid - psi/bar
Schutzgas
2-Schneid - psi/bar
Rostfreier Stahl
35
70
Plasmagas Schutzgas 1 Schutzgas 2
N2 N2
0.187 0.250 0.375 0.500
4,7 6,4 9,5 12,7
0.3 0.4 0.5 0.6
0.2 0.2 0.2 0.2
81.1 81.1 81.1 81.1
/5.5 /5.5 /5.5 /5.5
107.1 107.1 107.1 107.1
/7.3 /7.3 /7.3 /7.3
61 61 61 61
/4.1 /4.1 /4.1 /4.1
35.1 35.1 35.1 35.1
/2.4 /2.4 /2.4 /2.4
0 0 0 0
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
HOCH
132 150 154 159
.100 .100 .100 .100
2,54 2,54 2,54 2,54
.120 .190 .170 .220
3,05 4,83 4,32 5,59
.120 .190 .170 .220
3,05 4,83 4,32 5,59
75 50 28 24
1905 1270 711 609
61

ABSCHNITT 4 BEDIENUNG
Material:
Eingangsstromstärke:
Ausgangsstromstärke:
Plasmagas:
Schutzgas:
Rostfreier Stahl
50
100
Stickstoff , N2 @ 150 PSI /10.4 Bar
Stickstoff , N2 @ 150 PSI /10.4 Bar
Gemischtes Schutzgas:
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21923, “E”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
62

ABSCHNITT 4 BEDIENUNG
Vorgangsdaten -
Eingangsstromstärke Ausgangsstromstärke -
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Materialdicke
In.
mm
Zeiteinstellungen
Lochverzögerungszeit (Sek.)
Eingangs- bis Ausgangsstrom (Sek.)
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
1-Start - psi/bar
1-Schneid - psi/bar
Schutzgas
2-Schneid - psi/bar
Rostfreier Stahl
50
100
Plasmagas Schutzgas 1 Schutzgas 2
N2 N2
0.250 0.375 0.500 0.625
6,4 9,5 12,7 15,9
0.3 0.4 0.5 0.6
0.2 0.2 0.2 0.2
79.1 79.1 79.1 79.1
/5.4 /5.4 /5.4 /5.4
93.1 93.1 93.1 93.1
/6.3 /6.3 /6.3 /6.3
61 61 61 61
/4.1 /4.1 /4.1 /4.1
27.9 27.9 27.9 27.9
/1.9 /1.9 /1.9 /1.9
0 0 0 0
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
HOCH
135 145 153 157
.100 .100 .100 .100
2,54 2,54 2,54 2,54
.180 .235 .250 .272
4,57 5,97 6,35 6,91
.180 .235 .250 .272
4,57 5,97 6,35 6,91
80 60 35 25
2032 1520 889 635
63

ABSCHNITT 4 BEDIENUNG
Material:
Eingangsstromstärke:
Ausgangsstromstärke:
Plasmagas:
Schutzgas:
Gemischtes Schutzgas:
Rostfreier Stahl
25
50 - mit einer 70A-Düse
Stickstoff , N2 @ 150 PSI /10.4 Bar
Stickstoff , N2 @ 150 PSI /10.4 Bar
Methan, CH4 @ 100 PSI / 6.9 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21543, “D”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
64

ABSCHNITT 4 BEDIENUNG
Vorgangsdaten -
Eingangsstromstärke Ausgangsstromstärke -
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Materialdicke
In.
mm
Zeiteinstellungen
Lochverzögerungszeit (Sek.)
Eingangs- bis Ausgangsstrom (Sek.)
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
1-Start - psi/bar
1-Schneid - psi/bar
Schutzgas
2-Schneid - psi/bar
Rostfreier Stahl
25
50* - mit einer 70A-Düse
Plasmagas Schutzgas 1 Schutzgas 2
22GA 20GA 18GA 16GA
0,7 0,9 1,2 1,6
0.3 0.4 0.5 0.6
0.2 0.2 0.2 0.2
78.5 78.5 78.5 78.5
/5.3 /5.3 /5.3 /5.3
93.1 93.1 93.1 93.1
/6.3 /6.3 /6.3 /6.3
25.1 25.1 25.1 25.1
/1.7 /1.7 /1.7 /1.7
27.3 27.3 27.3 27.3
/1.9 /1.9 /1.9 /1.9
25.8 25.8 25.8 25.8
/1.7 /1.7 /1.7 /1.7
N2 N2 CH4
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
*50 AMP Schneiden mit einer 70 AMP-Düse (P/N 21543)
HOCH
130 130 130 130
.06 .06 .06 .100
1,52 1,52 1,52 2,54
.100 .100 .130 .100
2,54 2,54 3,30 2,54
.100 .100 .130 .100
2,54 2,54 3,30 2,54
550 475 350 225
13970 12065 8890 5081
65

ABSCHNITT 4 BEDIENUNG
Material:
Eingangsstromstärke:
Ausgangsstromstärke:
Plasmagas:
Schutzgas:
Gemischtes Schutzgas:
Rostfreier Stahl
35
70
Stickstoff , N2 @ 150 PSI /10.4 Bar
Stickstoff , N2 @ 150 PSI /10.4 Bar
Methan, CH4 @ 100 PSI / 6.9 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21543, “D”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
66

ABSCHNITT 4 BEDIENUNG
Vorgangsdaten -
Eingangsstromstärke Ausgangsstromstärke -
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Materialdicke
In.
mm
Zeiteinstellungen
Lochverzögerungszeit (Sek.)
Eingangs- bis Ausgangsstrom (Sek.)
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
1-Start - psi/bar
1-Schneid - psi/bar
Schutzgas
2-Schneid - psi/bar
Rostfreier Stahl
35
70
Plasmagas Schutzgas 1 Schutzgas 2
N2 N2 CH4
0.187 0.250 0.375 0.500
4,7 6,4 9,5 12,7
0.3 0.4 0.5 0.6
0.2 0.2 0.2 0.2
79.6 79.6 79.6 79.6
/5.4 /5.4 /5.4 /5.4
93.6 93.6 93.6 93.6
/6.4 /6.4 /6.4 /6.4
60.5 60.5 60.5 60.5
/4.1 /4.1 /4.1 /4.1
37.6 37.6 37.6 37.6
/2.6 /2.6 /2.6 /2.6
20.7 20.7 20.7 20.7
/1.4 /1.4 /1.4 /1.4
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
HOCH
136 150 159 162
.100 .100 .100 .100
2,54 2,54 2,54 2,54
.154 .225 .240 .232
3,91 5,72 6,10 5,89
.154 .225 .240 .232
3,91 5,72 6,10 5,89
75 50 28 24
1905 1270 711 609
67

ABSCHNITT 4 BEDIENUNG
Material:
Eingangsstromstärke:
Ausgangsstromstärke:
Plasmagas:
Schutzgas:
Gemischtes Schutzgas:
Rostfreier Stahl
50
100
Stickstoff , N2 @ 150 PSI /10.4 Bar
Stickstoff , N2 @ 150 PSI /10.4 Bar
Methan, CH4 @ 100 PSI / 6.9 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21923, “E”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
68

ABSCHNITT 4 BEDIENUNG
Vorgangsdaten -
Eingangsstromstärke Ausgangsstromstärke -
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Materialdicke
In.
mm
Zeiteinstellungen
Lochverzögerungszeit (Sek.)
Eingangs- bis Ausgangsstrom (Sek.)
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
1-Start - psi/bar
1-Schneid - psi/bar
Schutzgas
2-Schneid - psi/bar
Rostfreier Stahl
50
100
Plasmagas Schutzgas 1 Schutzgas 2
N2 N2 CH4
0.250 0.312 0.375 0.500 0.625
6,4 7,9 9,5 12,7 15,9
0.3 0.3 0.4 0.5 0.6
0.2 0.2 0.2 0.2 0.2
79.6 79.6 79.6 79.6 79.6
/5.4 /5.4 /5.4 /5.4 /5.4
97.2 97.2 97.2 97.2 97.2
/6.6 /6.6 /6.6 /6.6 /6.6
60.5 60.5 60.5 60.5 60.5
/4.1 /4.1 /4.1 /4.1 /4.1
39.7 39.7 39.7 39.7 39.7
/2.7 /2.7 /2.7 /2.7 /2.7
22.7 22.7 22.7 22.7 22.7
/1.5 /1.5 /1.5 /1.5 /1.5
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
HOCH
138 140 150 162 170
.100 .100 .100 .100 .100
2,54 2,54 2,54 2,54 2,54
.138 .165 .190 .252 .290
3,51 4,19 4,83 6,40 7,37
.138 .165 .190 .252 .290
3,51 4,19 4,83 6,40 7,37
80 70 60 35 25
2032 1778 1524 889 635
69

ABSCHNITT 4 BEDIENUNG
0.087
0.065
0.060
0.050
0.050
0.050
2.210
1.651
1.524
1.270
1.270
1.270
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.062 0.075 0.090 0.125 0.187 0.250
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
1.575 1.905 2.286 3.175 4.750 6.350
0.093
0.080
0.065
0.060
2.362
2.032
1.651
1.524
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.062 0.125 0.188 0.250
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
1.575 3.175 4.775 6.350
4.4 Werte Schnittfuge
Werte Schnittfuge Aluminium N2/N2/CH4
Aluminium N2/N2/CH4 30 Amperes
Materialdicke (mm)
Schnittfuge (inches)
Materialdicke (inches)
Aluminium N2/N2/CH4 50 Amperes
Materialdicke (mm)
Schnittfuge (mm)
Schnittfuge (inches)
Materialdicke (inches)
70
Schnittfuge (mm)

ABSCHNITT 4 BEDIENUNG
0.120
0.100
0.112
0.100
3.048
2.540
2.845
2.540
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.187 0.250 0.375 0.500
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
4.750 6.350 9.525 12.700
0.130
0.115
0.105
0.100
3.302
2.921
2.667
2.540
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875
Aluminium N2/N2/CH4 70 Amperes
Materialdicke (mm)
Schnittfuge (inches)
Materialdicke (inches)
Aluminium N2/N2/CH4 100 Amperes
Materialdicke (mm)
Schnittfuge (mm)
Schnittfuge (inches)
Materialdicke (inches)
71
Schnittfuge (mm)

ABSCHNITT 4 BEDIENUNG
0.058
0.044
1.473
1.118
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.048 0.134
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
1.219 3.404
0.059
0.052
0.046
1.499
1.321
1.168
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.060 0.125 0.250
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
1.524 3.175 6.350
Werte Schnittfuge mittelharter Stahl O2/N2/O2
Mittelharter Stahl O2/N2/O2 16 Amperes
Materialdicke (mm)
Schnittfuge (inches)
Materialdicke (inches)
Mittelharter Stahl O2/N2/O2 35 Amperes
Materialdicke (mm)
Schnittfuge (inches)
Materialdicke (inches)
72
Schnittfuge (mm)
Schnittfuge (mm)

ABSCHNITT 4 BEDIENUNG
0.095
0.076
0.064
2.413
1.930
1.626
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.125 0.250 0.375
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.175 6.350 9.525
0.100
0.080
0.070
0.062
2.540
2.032
1.778
1.575
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.135 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.429 6.350 9.525 12.700
Mittelharter Stahl O2/N2/O2 45 Amperes
Materialdicke (mm)
Schnittfuge (inches)
Materialdicke (inches)
Mittelharter Stahl O2/N2/O2 70 Amperes
Materialdicke (mm)
Schnittfuge (mm)
Schnittfuge (inches)
Materialdicke (inches)
73
Schnittfuge (mm)

ABSCHNITT 4 BEDIENUNG
0.120
0.100
0.092
3.048
2.540
2.337
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.375 0.500 0.750
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
9.525 12.700 19.050
Mittelharter Stahl O2/N2/O2 100 Amperes
Materialdicke (mm)
Schnittfuge (inches)
Materialdicke (inches)
Materialdicke (mm)
Schnittfuge (inches)
Schnittfuge (mm)
Schnittfuge (mm)
Materialdicke (inches)
74

ABSCHNITT 4 BEDIENUNG
0.045
0.035
0.035
0.035
0.035
1.143
0.889
0.889
0.889
0.889
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
26GA 24GA 22GA 18GA 16GA
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
0.457 0.584 0.726 1.207 1.588
Werte Schnittfuge rostfreier Stahl O2/N2/O2
Rostfreier Stahl O2/N2/O2 30 Amperes
Materialdicke (mm)
Schnittfuge (inches)
Materialdicke (inches)
Materialdicke (mm)
Schnittfuge (mm)
Schnittfuge (inches)
Materialdicke (inches)
75
Schnittfuge (mm)

ABSCHNITT 4 BEDIENUNG
0.115
0.100
0.090
0.080
0.070
2.921
2.540
2.286
2.032
1.778
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.125 0.188 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.175 4.775 6.350 9.525 12.700
0.140
0.120
0.100
0.090
3.556
3.048
2.540
2.286
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875
Werte Schnittfuge rostfreier Stahl Luft/Luft/CH4
Rostfreier Stahl Luft/Luft/CH4 70 Amperes
Materialdicke (mm)
Schnittfuge (inches)
Materialdicke (inches)
Rostfreier Stahl Luft/Luft/CH4 100 Amperes
Materialdicke (mm)
Schnittfuge (inches)
Materialdicke (inches)
76
Schnittfuge (mm)
Schnittfuge (mm)

ABSCHNITT 4 BEDIENUNG
0.115
0.105
0.095
0.080
2.921
2.667
2.413
2.032
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.187 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
4.750 6.350 9.525 12.700
0.150
0.130
0.110
0.100
3.810
3.302
2.794
2.540
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875
Werte Schnittfuge rostfreier Stahl N2/N2/CH4
Rostfreier Stahl N2/N2/CH4 70 Amperes
Materialdicke (mm)
Schnittfuge (inches)
Materialdicke (inches)
Rostfreier Stahl N2/N2/CH4 100 Amperes
Materialdicke (mm)
Schnittfuge (mm)
Schnittfuge (inches)
Materialdicke (inches)
77
Schnittfuge (mm)

ABSCHNITT 4 BEDIENUNG
0.080
0.070
0.065
0.060
2.032
1.778
1.651
1.524
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.125 0.187 0.250 0.375
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.175 4.750 6.350 9.525
0.100
0.090
0.090
0.070
2.540
2.286
2.286
1.778
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.187 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
4.750 6.350 9.525 12.700
Werte Schnittfuge rostfreier Stahl N2/N2
Rostfreier Stahl N2/N2 50 Amperes
Materialdicke (mm)
Schnittfuge (inches)
Materialdicke (inches)
Rostfreier Stahl N2/N2 70 Amperes
Materialdicke (mm)
Schnittfuge (mm)
Schnittfuge (inches)
Materialdicke (inches)
78
Schnittfuge (mm)

ABSCHNITT 4 BEDIENUNG
0.140
0.120
0.110
0.100
3.556
3.048
2.794
2.540
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875
0.095
0.080
0.065
0.060
2.413
2.032
1.651
1.524
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.125 0.187 0.250 0.375
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.175 4.750 6.350 9.525
Rostfreier Stahl N2/N2 100 Amperes
Materialdicke (mm)
Schnittfuge (inches)
Materialdicke (inches)
Materialdicke (mm)
Schnittfuge (mm)
Schnittfuge (inches)
Materialdicke (inches)
79
Schnittfuge (mm)

ABSCHNITT 4 BEDIENUNG
0.115
0.115
0.110
0.075
2.921
2.921
2.794
1.905
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.187 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
4.750 6.350 9.525 12.700
0.095
0.080
0.065
0.060
2.413
2.032
1.651
1.524
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.125 0.187 0.250 0.375
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.175 4.750 6.350 9.525
Werte Schnittfuge rostfreier Stahl Luft/Luft
Rostfreier Stahl Luft/Luft 50 Amperes
Materialdicke (mm)
Schnittfuge (inches)
Materialdicke (inches)
Rostfreier Stahl Luft/Luft 70 Amperes
Materialdicke (mm)
Schnittfuge (mm)
Schnittfuge (inches)
Materialdicke (inches)
80
Schnittfuge (mm)

ABSCHNITT 4 BEDIENUNG
0.115
0.130
0.140
0.160
2.921
3.302
3.556
4.064
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875
Rostfreier Stahl Luft/Luft 100 Amperes
Materialdicke (mm)
Schnittfuge (inches)
Materialdicke (inches)
Materialdicke (mm)
Schnittfuge (mm)
Schnittfuge (inches)
Materialdicke (inches)
81
Schnittfuge (mm)

ABSCHNITT 4 BEDIENUNG
4.5 Plasmakennzeichnung mit Präzisionsplasma und Integrierter Vorrichtung
zur Absperrung des Gases
Material:
Amperes:
Plasmagas:
Schutzgas:
Mittelhartem und Rostfreiem Stahl
10
Argon, Ar @ 150 PSI /10.4 Bar
Luft @ 150 PSI /10.4 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21536 (3 Löcher)
*Düse,
P/N 21541, “B”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
82

ABSCHNITT 4 BEDIENUNG
Verfahrensdaten Plasmakennzeichnung - Mittelhartem und Rostfreiem Stahl
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Amperes -
Materialdicke
Alle Dicken
Zeiteinstellungen
Lochverzögerungszeit (Sek.) 0
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
SG1-Start - psi/bar
Schutzgas
SG1- Schneiden - psi/bar
10
Plasmagas Schutzgas 1
Ar Luft
83.2
/5.6
83.2
/5.6
132
/9.0
132
/9.0
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
NIEDRIG
77
.040
1
.040
1
.040
1
200
5080
83

ABSCHNITT 4 BEDIENUNG
Material:
Amperes:
Plasmagas:
Schutzgas:
Mittelhartem und Rostfreiem Stahl
15
Argon, Ar @ 150 PSI /10.4 Bar
Luft @ 150 PSI /10.4 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21536 (3 Löcher)
*Düse,
P/N 21541, “B”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
84

ABSCHNITT 4 BEDIENUNG
Verfahrensdaten Plasmakennzeichnung - Mittelhartem und Rostfreiem Stahl
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Amperes -
Materialdicke
Alle Dicken
Zeiteinstellungen
Lochverzögerungszeit (Sek.) 0
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
SG1-Start - psi/bar
Schutzgas
SG1- Schneiden - psi/bar
15
Plasmagas Schutzgas 1
Ar Luft
83.2
/5.6
83.2
/5.6
132
/9.0
132
/9.0
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
NIEDRIG
77
.040
1
.040
1
.040
1
300
7620
85

ABSCHNITT 4 BEDIENUNG
Material:
Amperes:
Plasmagas:
Schutzgas:
Mittelhartem und Rostfreiem Stahl
10
Argon, Ar @ 150 PSI /10.4 Bar
Luft @ 150 PSI /10.4 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21542, “C”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
86

ABSCHNITT 4 BEDIENUNG
Verfahrensdaten Plasmakennzeichnung - Mittelhartem und Rostfreiem Stahl
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Amperes -
Materialdicke
Alle Dicken
Zeiteinstellungen
Lochverzögerungszeit (Sek.) 0
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
SG1-Start - psi/bar
Schutzgas
SG1- Schneiden - psi/bar
10
Plasmagas Schutzgas 1
Ar Luft
83.2
/5.6
83.2
/5.6
132
/9.0
132
/9.0
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
NIEDRIG
77
0.100
2.54
0.100
2.54
0.100
2.54
100
2540
87

ABSCHNITT 4 BEDIENUNG
Material:
Amperes:
Plasmagas:
Schutzgas:
Mittelhartem und Rostfreiem Stahl
15
Argon, Ar @ 150 PSI /10.4 Bar
Luft @ 150 PSI /10.4 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21542, “C”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
88

ABSCHNITT 4 BEDIENUNG
Verfahrensdaten Plasmakennzeichnung - Mittelhartem und Rostfreiem Stahl
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Amperes -
Materialdicke
Alle Dicken
Zeiteinstellungen
Lochverzögerungszeit (Sek.) 0
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
SG1-Start - psi/bar
Schutzgas
SG1- Schneiden - psi/bar
15
Plasmagas Schutzgas 1
Ar Luft
83.2
/5.6
83.2
/5.6
132
/9.0
132
/9.0
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
NIEDRIG
77
0.100
2.54
0.100
2.54
0.100
2.54
200
5080
89

ABSCHNITT 4 BEDIENUNG
Material:
Amperes:
Plasmagas:
Schutzgas:
Mittelhartem und Rostfreiem Stahl
15
Argon, Ar @ 150 PSI /10.4 Bar
Luft @ 150 PSI /10.4 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21542, “C”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
90

ABSCHNITT 4 BEDIENUNG
Verfahrensdaten Plasmakennzeichnung - Mittelhartem und Rostfreiem Stahl
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Amperes -
Materialdicke
Alle Dicken
Zeiteinstellungen
Lochverzögerungszeit (Sek.) 0
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
SG1-Start - psi/bar
Schutzgas
SG1- Schneiden - psi/bar
15
Plasmagas Schutzgas 1
Ar Luft
83.2
/5.6
83.2
/5.6
132
/9.0
132
/9.0
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
NIEDRIG
77
0.100
2.54
0.100
2.54
0.100
2.54
300
7620
91

ABSCHNITT 4 BEDIENUNG
Material:
Amperes:
Plasmagas:
Schutzgas:
Mittelhartem und Rostfreiem Stahl
10
Argon, Ar @ 150 PSI /10.4 Bar
Luft @ 150 PSI /10.4 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21543, “D”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
92

ABSCHNITT 4 BEDIENUNG
Verfahrensdaten Plasmakennzeichnung - Mittelhartem und Rostfreiem Stahl
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Amperes -
Materialdicke
Alle Dicken
Zeiteinstellungen
Lochverzögerungszeit (Sek.) 0
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
SG1-Start - psi/bar
Schutzgas
SG1- Schneiden - psi/bar
10
Plasmagas Schutzgas 1
Ar Luft
83.2
/5.6
83.2
/5.6
132
/9.0
132
/9.0
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
NIEDRIG
77
0.100
2.54
0.100
2.54
0.100
2.54
100
2540
93

ABSCHNITT 4 BEDIENUNG
Material:
Amperes:
Plasmagas:
Schutzgas:
Mittelhartem und Rostfreiem Stahl
20
Argon, Ar @ 150 PSI /10.4 Bar
Luft @ 150 PSI /10.4 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21543, “D”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
94

ABSCHNITT 4 BEDIENUNG
Verfahrensdaten Plasmakennzeichnung - Mittelhartem und Rostfreiem Stahl
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Amperes -
Materialdicke
Alle Dicken
Zeiteinstellungen
Lochverzögerungszeit (Sek.) 0
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
SG1-Start - psi/bar
Schutzgas
SG1- Schneiden - psi/bar
20
Plasmagas Schutzgas 1
Ar Luft
83.2
/5.6
83.2
/5.6
132
/9.0
132
/9.0
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
NIEDRIG
77
0.100
2.54
0.100
2.54
0.100
2.54
200
5080
95

ABSCHNITT 4 BEDIENUNG
Material:
Amperes:
Plasmagas:
Schutzgas:
Mittelhartem und Rostfreiem Stahl
30
Argon, Ar @ 150 PSI /10.4 Bar
Luft @ 150 PSI /10.4 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21543, “D”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
96

ABSCHNITT 4 BEDIENUNG
Verfahrensdaten Plasmakennzeichnung - Mittelhartem und Rostfreiem Stahl
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Amperes -
Materialdicke
Alle Dicken
Zeiteinstellungen
Lochverzögerungszeit (Sek.) 0
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
SG1-Start - psi/bar
Schutzgas
SG1- Schneiden - psi/bar
30
Plasmagas Schutzgas 1
Ar Luft
83.2
/5.6
83.2
/5.6
132
/9.0
132
/9.0
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
NIEDRIG
77
0.100
2.54
0.100
2.54
0.100
2.54
500
12700
97

ABSCHNITT 4 BEDIENUNG
Material:
Amperes:
Plasmagas:
Schutzgas:
Mittelhartem und Rostfreiem Stahl
10
Argon, Ar @ 150 PSI /10.4 Bar
Luft @ 150 PSI /10.4 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21923, “E”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
98

ABSCHNITT 4 BEDIENUNG
Verfahrensdaten Plasmakennzeichnung - Mittelhartem und Rostfreiem Stahl
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Amperes -
Materialdicke
Alle Dicken
Zeiteinstellungen
Lochverzögerungszeit (Sek.) 0
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
SG1-Start - psi/bar
Schutzgas
SG1- Schneiden - psi/bar
10
Plasmagas Schutzgas 1
Ar Luft
83.2
/5.6
83.2
/5.6
132
/9.0
132
/9.0
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
NIEDRIG
77
0.100
2.54
0.100
2.54
0.100
2.54
100
2540
99

ABSCHNITT 4 BEDIENUNG
Material:
Amperes:
Plasmagas:
Schutzgas:
Mittelhartem und Rostfreiem Stahl
30
Argon, Ar @ 150 PSI /10.4 Bar
Luft @ 150 PSI /10.4 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21923, “E”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
100

ABSCHNITT 4 BEDIENUNG
Verfahrensdaten Plasmakennzeichnung - Mittelhartem und Rostfreiem Stahl
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Amperes -
Materialdicke
Alle Dicken
Zeiteinstellungen
Lochverzögerungszeit (Sek.) 0
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
SG1-Start - psi/bar
Schutzgas
SG1- Schneiden - psi/bar
30
Plasmagas Schutzgas 1
Ar Luft
83.2
/5.6
83.2
/5.6
132
/9.0
132
/9.0
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
NIEDRIG
77
0.100
2.54
0.100
2.54
0.100
2.54
300
7620
101

ABSCHNITT 4 BEDIENUNG
Material:
Amperes:
Plasmagas:
Schutzgas:
Mittelhartem und Rostfreiem Stahl
30
Argon, Ar @ 150 PSI /10.4 Bar
Luft @ 150 PSI /10.4 Bar
PT-24 Brenner mit Integrierter Vorrichtung zur Absperrung des Gases
Brennerkörper,
P/N 21758
Wasserleitblech,
P/N 21725
O-Ring, P/N 638797
O-Ring, P/N 86W62
O-Ring, P/N 950714
O-Ring, P/N 98W18
Elektrode, P/N 21539
*Wirbelleitblech,
P/N 21692 (4 Löcher)
*Düse,
P/N 21923, “E”
Düsenhalter/Verteiler,
P/N 22007
Dämmstoff Schutz
kappe, P/N 22010
Dämmstoff Schutzhal
ter m/O-Ring,
P/N 21712
Schutzhalter O-Ring
(Referenz), P/N 996528
Kappenschutz m/Halter, P/N 22531
* Das Leitblech und die
Düse sind die einzigen
austauschbaren Teile des
vorderen Brennerendes,
die ihinsichtlich der
Stromstärken variieren
können.
-
-
102

ABSCHNITT 4 BEDIENUNG
Verfahrensdaten Plasmakennzeichnung - Mittelhartem und Rostfreiem Stahl
Integrierte Präzisionsvorrichtung zur Absperrung des Plasmagases
Amperes -
Materialdicke
Alle Dicken
Zeiteinstellungen
Lochverzögerungszeit (Sek.) 0
Einstellungsparameter
Plasmastartgas 1-psi/bar
Plasmaschneidgas 1-psi/bar
SG1-Start - psi/bar
Schutzgas
SG1- Schneiden - psi/bar
30
Plasmagas Schutzgas 1
Ar Luft
83.2
/5.6
83.2
/5.6
132
/9.0
132
/9.0
Bogenspannung (Ein-Aus-Verhältnis)
Anfangshöhe In.
mm
Locherhöhe In.
mm
Schneidhöhe In.
mm
Führungsgeschwindigkeit
IPM
MM/MIN
Anmerkung:
Pilotbogen –
NIEDRIG
77
0.100
2.54
0.100
2.54
0.100
2.54
500
12700
103

ABSCHNITT 4 BEDIENUNG
Isolierung und Abschirmung der Schneiddüse
(22010)
Die isolierte und abgeschirmte Schneiddüseneinheit (0558005309)
kann anstelle dieser vier Einzelteile benutzt werden. Sie verbessert die
Schnittqualität und ergibt gleichmäßigere Schnittwinkel. Bei dem Einbau ist sicher zu stellen, dass ALLE vier Einzelteile der ursprünglichen
Baugruppe ausgebaut wurden – besonders die Isolierung der Schneiddüse.
Isolierungs- und Abschirmungshalter
(21712)
O-ring (996528)
Abschirmung der
Schneiddüse (22531)
104
 Loading...
Loading...