


PT-19XLS
Plasmarc™ vágópisztoly
Használati útmutató
0558008050 03 / 2008

BIZTOSÍTSA, HOGY EZ AZ INFORMÁCIÓ ELJUT A BERENDEZÉS
KEZELŐJÉHEZ.A SZÁLLÍTÓTÓL KÜLÖN PÉLDÁNYOKAT IGÉNYELHET.
FIGYELEM
Ezek az UTASÍTÁSOK gyakorlott személyeknek szólnak. Ha nem teljesen jártas az ívhegesztőés vágó berendezések működtetésében és biztonsági intézkedéseiben, mindenképpen
olvassa el az «az ívhegesztés-, vágás és faragás óvintézkedései és biztonsági előírásai»
című, 52-529. ismertető füzetünket. NE engedje szakképzetlen személyzet számára a berendezés összeszerelését, működtetését és karbantartását. NE kísérelje meg a berendezés
összeszerelését és működtetését azelőtt, hogy elolvasta és teljesen megértette volna a
következőkben leírt utasításokat. Ha nem értené teljesen az utasításokat, kérjük forduljon szállítójához további információért. A berendezés összeállításának és működtetésének
megkezdése előtt olvassa el a biztonsági intézkedéseket.
FELHASZNÁLÓI FELELŐSSÉG
Ez a berendezés ennek a kézikönyvnek és az azt kísérő felirati tábláknak és/vagy betétanyagoknak megfelelően
fog teljesíteni, amennyiben az utasításoknak megfelelően történik a berendezés összeszerelése, működtetése és
karbantartása. Ezt a berendezést rendszeres ellenőrzésnek kell alávetni. Hibásan működő, vagy elégtelenül karbantartott berendezést nem szabad használni. A törött, hiányzó, elhasznált, eldeformálódott vagy szennyezett
alkatrészeket azonnal ki kell cserélni. Amennyiben ilyen jellegű karbantartási, vagy alkatrészcsere igény merülne
fel, a gyártó azt javasolja, hogy telefonos, vagy írásos kéréssel forduljon ahhoz az illetékes forgalmazóhoz, akitől
a berendezést vásárolta.
A berendezésen, vagy annak alkatrészein végzett bármilyen módosításhoz a gyártó írásos beleegyezése szükséges. A gyártó, vagy az általa kijelölt karbantartó eljárását kivéve a helytelen használatból, megfelelőtlen karbantartásból, károkból, helytelen javításból, vagy módosításból eredő bármely működési hibáért egyedül a berendezés működtetője felel.
AZ ÖSSZESZERELÉS ÉS MŰKÖDTETÉS ELŐTT OLVASSA EL A HASZNÁLATI ÚTMUTATÓT.
VÉDJE ÖNMAGÁT ÉS MÁSOKAT!
2

TARTALOMJEGYZÉK
SZAKASZ CÍM OLDAL
BIZTONSÁGI ÓVINTÉZKEDÉSEK
Safety - English ....................................................................................................................................5
Safety - Spanish ...................................................................................................................................9
Safety - French ..................................................................................................................................13
1. SZAKASZ BEVEZETÉS
1.1 Bevezetés ............................................................................................................................................17
1.2 Rendelkezésre álló modellek .......................................................................................................17
2. SZAKASZ SZÜKSÉGES BERENDEZÉSEK
2.1 Tartozékok ...........................................................................................................................................19
3. SZAKASZ ÖSSZESZERELÉS és MŰKÖDTETÉS
3.1 Összeszerelés .....................................................................................................................................21
3.2 Működtetés ........................................................................................................................................22
3.3 Gázbeállítások ...................................................................................................................................23
A PT-19XLS vágási adatai ...............................................................................................................24
Az ESP-150 és ESP-200 vágási paraméterei ............................................................................38
4. SZAKASZ KARBANTARTÁS
4.1 Bevezetés ............................................................................................................................................45
4.2 A PT-19XLS fúvókájának cseréje .................................................................................................46
4.3 Az elektróda és a gázterelő cseréje ............................................................................................46
4.4 A szigetelő szerelvény cseréje .....................................................................................................46
4.5 A vezeték és tömlők cseréje .........................................................................................................47
5. SZAKASZ TARTALÉK ALKATRÉSZEK
5.1 Általános ..............................................................................................................................................49
5.2 Rendelés ..............................................................................................................................................49
KIEGÉSZÍTŐ a FOLYAMATADATOK számára a SMARTFLOW II és az SDP FÁJLOK használatával .........56
3

TARTALOMJEGYZÉK
4

1. SZAKASZ BIZTONSÁGI ÓVINTÉZKEDÉSEK
1.0 Biztonsági óvintézkedések
Az ESAB hegesztő- és plazmaíves vágókészülékek működtetőinek felelőssége annak biztosítása, hogy a készülék
közelében dolgozók betartják a vonatkozó biztonsági utasításokat. A biztonsági utasításoknak meg kell felelniük
az ilyen típusú hegesztő- vagy plazmaíves vágókészülékekre vonatkozó követelményeknek. A munkahelyen
érvényes általános szabályozáson kívül a következő ajánlásokat is be kell tartani.
Mindenfajta munkálatot olyan képzett személynek kell végeznie, aki jól ismeri a hegesztő- és plazmaíves
vágókészülékek működését. A készülék helytelen működtetése olyan veszélyes helyzetet eredményezhet, amely
a berendezés működtetőjének sérülését okozhaztja, illetve kárt tehet a berendezésben.
1. A hegesztő- vagy plazmaíves vágókészüléket működtetőjének ismernie kell a következőket:
- a készülék működését
- a vészleállító kapcsolók elhelyezkedését
- azok működését
- a vonatkozó biztonsági óvintézkedéseket
- hegesztést és / vagy plazmaíves vágást
2. A működtetőnek biztosítania kell a következőket:
- nem tartózkodik jogosulatlan személy a készülék környezetében annak indításakor
- senki nem marad védelem nélkül az ív begyulladása után
3. A munkahely követelményei:
- a célnak való alkalmasság
- huzatmentes környezet
4. Személyes biztonsági készülékek:
- Mindig viseljen olyan biztonsági készüléket, mint védőszemüveg, tűzálló ruházat, védőkesztyű.
- Ne viseljen olyan szabadon álló kellékeket, mint sál, karkötő, gyűrű, stb., amelyek beszorulhatnak,
vagy égési sérüléseket okozhatnak.
5. Általános óvintézkedések:
- Győződjön meg róla, hogy a vezeték biztosan van rögzítve.
- Magasfeszültségű készüléken kizárólag képzett villanyszerelő végezhet munkálatokat.
- Megfelelő tűzoltó készüléknek kell lennie a közelben, egyértelműen megjelölt helyen.
- Kenési és karbantartási munkálatok végzése tilos a készüléken működés közben.
5

1. SZAKASZ BIZTONSÁGI ÓVINTÉZKEDÉSEK
A HEGESZTÉS ÉS PLAZMAÍVES VÁGÁS AZ ÖN ÉS MÁSOK SÉRÜLÉSÉT
OKOZHATJÁK. TEGYEN ÓVINTÉZKEDÉSEKET HEGESZTÉSKOR ÉS
FIGYELEM
ÁRAMÜTÉS - halálos kimenetelű lehet.
- A hegesztő vagy plazmaíves vágókészüléket az alkalmazható szabványoknak megfelelően szerelje össze,
és lássa el földeléssel.
- Ne érintse a készülék elektromos részeit vagy elektródáit bőrhöz, nedves kesztyűhöz vagy ruhához.
- Szigetelje magát a földeléstől és a munkadarabtól.
- Győződjön meg róla, hogy biztonságos munkatávolságban van.
FÜST ÉS GÁZ - egészségre káros lehet.
- Tartsa fejét füstöktől távol.
- Használjon szellőztetést, légelszívást (vagy mindkettőt) az ív helyén a gázok eltávolítására a légzési
és az általános területről.
VÁGÁSKOR. HASZNÁLJA MUNKÁLTATÓJÁNAK BIZTONSÁGI ELŐÍRTÁSAIT,
AMELYEKNEK A GYÁRTÓ BIZTONSÁGI ADATAIN KELL ALAPULNIUK.
ÍVSUGARAK - szem- és bőrsérüléseket okozhatnak.
- Óvja szemét és testét. Viseljen megfelelő hegesztő- / plazmavágó pajzsot és lencsét, illetve
viseljen megfelelő védőruházatot.
- Védje a berendezés közelében állókat megfelelő válaszfallal vagy függönnyel.
TŰZVESZÉLY
- A szikrák (fröccsenés) tüzet okozhatnak. Biztosítsa ezért, hogy nincs a közelben gyúlékony anyag.
ZAJ - a túlzott zaj károsíthatja a hallást.
- Védje a fülét. Viseljen fülvédő vagy egyéb hallásvédő készüléket.
- Figyelmeztesse a veszélyre a berendezés közelében állókat.
MEGHIBÁSODÁS - meghibásodás esetén hívjon szakavatott segítséget.
AZ ÖSSZESZERELÉS ÉS MŰKÖDTETÉS ELŐTT OLVASSA EL A HASZNÁLATI ÚTMUTATÓT.
VÉDJE ÖNMAGÁT ÉS MÁSOKAT!
6

1. SZAKASZ BEVEZETÉS
1.1 BEVEZETÉS
A PT-19XLS egy vízhűtéses, plazmaíves vágópisztoly, amely mechanizált vágásokra szolgál legfeljebb 360 A áramerősségig
oxigén, illetve 600 A áramerősségig nitrogén vagy H-35 alkalmazásával.
A PT-19XLS másodlagos védőgázas kialakítású, továbbá a PT-19XL vágópisztolyhoz képest számos kisebb fejlesztéssel
rendelkezik.
A PT-19XLS vágópisztoly továbbra is teljesen szervizelhető.
1.2 RENDELKEZÉSRE ÁLLÓ MODELLEK
Termékszám (P/N): 37086, Vágópisztoly szerelvény PT-19XLS, 4-1/2 ft. / 1,37 m*
Termékszám (P/N): 37087, Vágópisztoly szerelvény PT-19XLS, 6 ft. / 1,82 m*
Termékszám (P/N): 37088, Vágópisztoly szerelvény PT-19XLS, 12 ft. / 3,65 m*
Termékszám (P/N): 37089, Vágópisztoly szerelvény PT-19XLS, 15 ft. / 4,57 m*
Termékszám (P/N): 37090, Vágópisztoly szerelvény PT-19XLS, 17 ft. / 5,18 m*
Termékszám (P/N): 37091, Vágópisztoly szerelvény PT-19XLS, 20 ft. / 6,09 m*
Termékszám (P/N): 37092, Vágópisztoly szerelvény PT-19XLS, 25 ft. / 7,62 m*
Termékszám (P/N): 37093, Vágópisztoly szerelvény PT-19XLS, 50 ft. / 15,24 m**
Termékszám (P/N): 37543, Vágópisztoly szerelvény PT-19XLS, kevesebb vezeték
Termékszám (P/N): 0558004636, Vágópisztoly szerelvény PT-19XLS, 25 ft. / 7,62m**
*A Smart Flow ESP-1000 plazmaíves berendezéssel, ESP ULTRA-LIFE 300, ESP-400C vagy ESP-600C áramforrásokkal használva.
Használható továbbá a PCC-12 vezérlővel történő használatra módosított PCM-1500 konzolos egységekkel és az ESP-200
áramforrással, csatlakozó dobozzal.
**ESP-150 és ESP-200 áramforrásokkal, csatlakozó doboz nélkül.
FIGYELMEZTETÉS: Ez a vágópisztolyt, valamint annak összetevői számos amerikai egyesült államokbeli és külföldi szabadalom
és további függőben lévő szabadalom védelme alatt állnak. Az ESAB Welding & Cutting Products határozottan fellép a szabadalmaztatott termékeinek vagy tartalék alkatrészeinek jogosulatlan gyártásából, forgalmazásából vagy használatából
eredő szabadalomsértések ellen.
Az áramütés halálos kimenetelű lehet. A vágópisztoly megérintése vagy szervizelése
VESZÉLY
VESZÉLY
előtt szüntesse meg a vágópisztoly áramellátását. A vágópisztoly fém részei magasfeszültség alatt állhatnak.
A PLAZMAÍVES vágás halálos gőzöket, tüzet vagy robbanást okozhat.
• Avágássoránhasználtgázokfulladást,tüzetvagyrobbanástokozhatnak.
• Aplazmaívesvágásáltalkeltettzajhalláskárosulástokozhat.
1-1. táblázat: PT-19XLS specikációk
Áramerősség 400A O2 vagy levegő plazmagáz
600A N
Munkaciklus 100%
Vágópisztoly átmérő 2 hüvelyk (50,8 mm)
A vágópisztoly hossza 16,6 hüvelyk (422 mm)
vezetékek nélkül
Hűtési követelmények 0,75 gpm min. / 90 psig (150 A)
1,00 gpm min. / 120 psig (250 A)
Plazmagáz 35 cfh (50 A)
fogyasztás 65 cfh (150 A)
(ív be) 110 cfh (250 A)
Védőgáz (90 - 450 scfh)
fogyasztás Levegő vagy N
vagy H-35 plazmagáz
2
2
7

1. SZAKASZ BEVEZETÉS
8

2. SZAKASZ SZÜKSÉGES BERENDEZÉSEK
2.1 TARTOZÉKOK
A. PT-19XL vágópisztoly alkatrészkészlet, termékszám (P/N): 37307
A PT-19XLS vágópisztoly meghibásodási idejének minimalizálása érdekében javasolt. A készlet a következő PT-19XLS
alkatrészeket és eszközöket tartalmazza:
4 - Elektróda, hosszú ..............................................P/N 34086XL
4 - Elektróda, hosszú N2/ArH2 .................................P/N 22403
2 - Fúvóka alap, 100 - 200 A .....................................P/N 22028
5 - Fúvóka hegy, 150 A ...............................................P/N 22030
2 - Fúvóka alap, 50 A ...................................................P/N 22027
5 - Gyűrű (1.301 ID X .070 W) ..............................P/N 2064106
2 - Pajzs, 50 A .................................................................P/N 21795
1 - Elektródatartó .........................................................P/N 37068
2 - Diúzor, 50A ............................................................P/N 21796
5 - Fúvóka hegy, 50A ..................................................P/N 22026
6 - #6-32 X 1/8 állítócsavar ............................... P/N 61330980
6 - #6-32 X 3/16 állítócsavar ............................. P/N 61630631
5 - Fúvóka, 250 A ..........................................................P/N 21822
4 - Gázáramlás terelő ............................................... P/N 948142
1 - Fúvókatartó gyűrű ................................................P/N 37082
1 - Szigetelő szerelvény .............................................P/N 37083
1 - Érintkezőgyűrű szerelvény .................... P/N 0558003858
B. Vágópisztoly felszerelés
1. Vágópisztoly csatlakoztató szerelvény (P/N 598707) szükséges a PT-19XLS vágópisztoly felszereléséhez.
Rögzített vagy gémre szerelt használat esetén a következő alkatrészekre is szükség lehet:
P/N 39V35 - keret és cső szerelvény P/N 40V26 - vágópisztoly-állító szerelvény
P/N 25V39 - állítható csúszka P/N 29N04 - ferde falikar
P/N 996342 - szigetelőkapocs átvezető
10 - Gyűrű (.468 ID X .07 W) ...................................P/N 86W85
5 - Gyűrű (.145 ID X .070 W) ..................................P/N 996526
30 - Gyűrű (.176 ID X .050 W) ................................ P/N 951000
20 - Gyűrű (1.614 ID X .070 W) .............................P/N 996528
20 - Gyűrű (.363 ID X .070 W) ................................. P/N 86W99
1- Fúvóka- és elektródazáró eszköz ......................P/N 37110
1- Elektródahegy-eltávolító eszköz .................... P/N 996568
1- Imbuszkulcs, 1/16" ......................................... P/N 93750006
1- Szilikonzsír ................................................................P/N 17672
2 - Hővédő pajzs 50A..................................................P/N 34885
2 - Hővédő pajzs 150/250A ................................... P/N 948186
1 - Imbuszkulcs .................................................... P/N 93750010
4 - Pajzs, 100 - 250A ....................................................P/N 21802
4 - Diúzor, 100 - 360A ..............................................P/N 21944
2 - Pajzstartó ..................................................................P/N 37081
2 - Érintkezőgyűrű csavar .........................................P/N 37073
2 - Tömítés ......................................................................P/N 37308
2. Vágási műveletek számára a vágópisztoly szabványos PT-15 vágópisztoly szerelvényre szerelhető.
3. Adatper szerelvény (P/N 22463) szükséges a PT-19XLS vágópisztoly PCC-90 rendszerre szereléséhez.
C. Légfüggöny készlet, PT-19XLS - P/N 37460, tartalma:
P/N 37440 - Légfüggöny szerelvény
P/N 33383 - Vezérlőpanel
P/N 34033 - Cső, 50 ft. / 15,24 m
Az összeszerelésről lásd F-15-475.
A légfüggöny légáramlást hoz létre az ív körül, amely víz alatti vágást tesz lehetővé O2 gázzal.
Megjegyzés: A víz alatti vágás nem lehetséges 150 A alatt.
D. Vizes hangtompító, PT-19XLS - P/N 37439
A vizes hangtompító a víztartályból vizet keringtet az ív köré, csökkentve ezáltal a zajt és a gőzöket. A vizes hangtompító
víz feletti és alatti vágás esetén egyaránt alkalmazható.
9

2. SZAKASZ SZÜKSÉGES BERENDEZÉSEK
10

3. SZAKASZ ÖSSZESZERELÉS / MŰKÖDTETÉS
3.1 ÖSSZESZERELÉS
Lásd a készülék használati útmutatóját.
A vágópisztolyt
a szigetelt
gyűrűre
(markolat)
szerelje
NE szerelje acél
vágópisztoly
testhez!
C
AUTION: CLAMP TORCH ABOVE THIS LA
PT-19XLS
PLASMARC TORCH
FIGYELEM
L
E
B
A vágópisztoly testére való felszerelés veszélyes
áramlást okoz a készülék vázán keresztül.
• Ne szerelje rozsdamentes vágópisztoly testre.
• Bár a vágópisztoly teste elektromosan szigetelt,
magasfeszültségű indítóáram üthet át földelést
keresve.
• A vágópisztoly testéhez közeli felszerelés a test és a
készülék közti ívképződést okozhatja.
• Ha ilyen ívképződés jön létre, akkor a vágópisztoly
garancián kívüli cseréje válhat szükségessé.
• A készülék alkatrészei megsérülhetnek.
• Kizárólag a vágópisztoly szigetelt markolatára
szerelje fel, nem kevesebb mint 1.25” (31,75 mm)
távolságban a markolat vágópisztoly felőli végétől.
VIGYÁZAT
FIGYELEM
FIGYELEM
FIGYELEM
AZ ÁRAMÜTÉS HALÁLOS KIMENETELŰ LEHET! Az áramütés elleni maximális védelem érdekében megelőző intézkedéseket kell tenni. Ezért bármilyen módosítás vagy karbantartási munkálat előtt győződjön meg róla,
hogy a készülék áramtalanítva van.
Soha ne használjon olajat vagy zsírt a vágópisztollyal! A vágópisztoly
mindig tiszta kézzel, tiszta felületen kezelje! Nyomás alatt álló oxigén
jelenlétében az olaj és zsír könnyen begyulladhat és hevesen éghet. Csak
szilikon kenőanyagot használjon, ahol az elő van írva!
Viseljen védőkesztyűt, ruházatot és pajzsot. A megfelelő védelem biztosítása érdekében viseljen 6-os vagy 7-es árnyékolású
hegesztőpajzsot.
Soha ne érjen a vágópisztoly markolata előtti részekhez (hőellenző, elektróda, stb.), kivéve a teljesítménykapcsoló kikapcsolt (OFF) állapotban
található.
11

3. SZAKASZ ÖSSZESZERELÉS / MŰKÖDTETÉS
3.2 MŰKÖDTETÉS
A. Válasszon ki megfelelő feltételt a vágóasztalon, vagy szereljen fel ajánlott fúvókát, elektródát, légterelőt, diúzort vagy
pajzsot. Állítsa be az áramlás, nyomás, áramerősség stb. javasolt értékeit.
B. Illessze a vágópisztolyt a munkadarab pereméhez úgy, hogy a fúvóka az ajánlott távolságban legyen a munkadarabtól
(lásd a táblázatokat a vágási paraméterek szakaszban).
MEGJEGYZÉS
Vastag lemez vésése esetén növelje a távolságot 1/2" (1,27 cm) értékre 1/2" vastag lemeznél, vastagabb lemezeknél pedig 3/4"
(1,9 cm) értékre. Ezután térjen vissza 3/8" (1 cm) távolságra a vésés befejezésével, ha készen áll a vágás megkezdésére.
MEGJEGYZÉS
Ha a vágóív nem indul be hét másodpercen belül, akkor az előív lekapcsol. Kapcsolja ki az indítókapcsolót. Ellenőrizze,
hogy megfelelő a gáznyomás, a vezeték megfelelően csatlakozik a munkadarabhoz, a hűtővíz be van kapcsolva, a távolság
helyes stb. Ezután próbálja meg újra.
3-1. ábra: A vágási sebesség hatása
12

3. SZAKASZ ÖSSZESZERELÉS / MŰKÖDTETÉS
3.3 GÁZBEÁLLÍTÁSOK
A. PCC-1500 / PCC-12 rendszerek
150 A fúvóka
Indítógáz: 20 psig.
Vágógáz: 45 psig.
MEGJ.: Ne használjon 02 gázt, csak levegőt szénacél
vágására 3/4" (1,9 cm) értékűnél vastagabb lemezek
esetén 150 A alatt.
50 A fúvóka
Csak lev./lev. vagy N2/N2.
Indítógáz: 40 psig.
Vágógáz: 60 psig.
4-lyukú terelőt használjon minden 50 A és 150 A vágás
számára.
B. PCM-8
150 A fúvóka - áramlásmérő: 3.0
250 A fúvóka - áramlásmérő: 5.0
C. ESP-1000 - Lásd a vágási táblázatok adatait.
D. az 50 A-es fúvóka használata szabályozó- és
tömlőkészlettel rendelkező ESP-1000
rendszerek számára.
1. Szerelje össze a szabályozó szerelvényt az alábbi ábra
alapján:
2. Csatlakoztassa a szabályozót az ESP csatlakozódoboz
"vágógáz" (Cut Gas) csatlakozására.
3. Az ESP áramlásvezérlőt a következőképp állítsa be:
a. O2/N2 kapcsoló állása: "N2".
b. Cut Water (vágóvíz) kapcsoló állása: OFF (KI).
c. Cut Gas Flowrate (Vágógáz áramlás): HIGH 7
(MAGAS 7).
d. Test/Run kapcsoló: "Run 1".
4. Állítsa be az indítógáz nyomását:
a. Test/Run kapcsoló: "START GAS TEST".
b. Állítsa az indítógáz szabályozót 30 psig értékre.
c. TEST/RUN kapcsoló: "Run 1"
5. Állítsa be a vágógáz nyomását:
a. TEST/RUN kapcsoló: "CUT GAS TEST".
b. Állítsa a vágógáz szabályozót 60 psig értékre.
c. TEST/RUN kapcsoló: "RUN 1".
6. Állítsa az ESP-300 tartománykapcsolóját LOW (ALACSONY) állásra. Állítsa az áramerősséget 50 A-re
(mintegy 3 fokozat).
MOST MÁR MEGKEZDHETI A VÁGÁST AZ N
GÁZZAL.
2
Ha levegővel kíván vágni, szűntesse meg az N2 csatla-
kozást az áramlásvezérlésen, és csatlakoztasson tiszta,
szűrt levegőt, 100 psig nyomáson az áramlásvezérlő N2
bemenetére.
Ha nagyobb áramerősségre kívánja visszaállítani a
rendszert:
a. Csatlakoztassa az N2 gázt az N2 bemenetre.
b. Csavarja be teljesen a nyomásszabályozó
csavart a vágógáz-szabályozón, és állítsa a
gázáramlást a javasolt értékre.
c. Állítsa az indítógáz-szabályozót a javasolt
értékre.
d. Szükség esetén állítsa az O2/N2 kapcsolót "O2"
állásra.
e. Állítsa az ESP-300 tartományát "HIGH" (Magas)
értékre.
PCC-12 rendszerek számára
a. Állítsa az indítógáz nyomását 30 psig értékre.
b. Állítsa a vágógáz nyomását 60 psig értékre.
c. Állítsa a PCC-1500 rendszert 50 A-re (mintegy 3
fokozat).
VISSZACSAPÓSZELEP SZERELVÉNY - 21124
ADAPTER - 999304
B-Oxy -F*
1/4 NPTM*
1/4 NPTF*
(2) 1/8" NPT csőcsatlakozók- 643792*
ÖSSZEKÖTŐ - 639501
1/4 NPTM*
1/4 NPTF*
1/4 NPTF*
CSATLAKOZÓ - 3389
1/4 NPTM*
3-3. ábra: PT-19XL szabályozó szerelvény
(az ESP-1000 rendszerrel történő használatra) készlet - P/N 36283
13
LEVEGŐSZABÁLYOZÓ
SZERLEVÉNY - 522368
B-Oxy-M*

3. SZAKASZ ÖSSZESZERELÉS / MŰKÖDTETÉS
CUTTING TABLES FOR PT-19XLS
A. Ha 50 vagy 100 A-es fúvókákat kíván használni az ESP-1000 rendszerrel, akkor a csatlakozódoboz vágógáz csatlakozásánál egy szabályozót kell felszerelnie. Lásd 3-3. ábra.
B. Az áramlásvezérlő vágógáz és indítógáz nyomásának 100 psig (6,9 bar) értékűnek kell lennie minden fúvóka és gáz
számára.
PT-19XLS
50-65 A
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
.063
.125
.250
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22026
PT-19XLS
50-65 A
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
PSI/BAR
FÚVÓKA ALAP: 22027
ELEKTRÓDA: 34086XL
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
1.6
3
6
PSI/BAR
30/2.1
30/2.1
30/2.1
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
PSI/BAR
PSI/BAR
A SmartFlow II és az
VÁGÓ
@
60/4
60/4
60/4
A SmartFlow II és az
VÁGÓ
@
VÉDŐ
60 PSI / 4 BAR
2.2
2.2
3.5
VÉDŐ
60 PSI / 4 BAR
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
.250
.250
.250
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
VÁGÁS
HÜV. MM
6
.125
6
.125
6
.156
GÁZTERELŐ: 948142
PAJZS: 21795
VÁGÁS
HÜV. MM
50
ALUMÍNIUM
ÍVFE-
SZÜLTSÉG
3
3
4
50
ALUMÍNIUM
115
115
128
ÍVFE-
SZÜLTSÉG
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
SEBESSÉG
ÍV ÁRAMERŐSSÉG
50
50
65
DIFFÚZOR: 21796
ELŐÍV: LOW (ALACS.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
ÍV ÁRAMERŐSSÉG
IPM
180
110
65
SEBESSÉG
IPM
LEV.
LEV.
LEV.
MM/MIN
4572
2294
1651
N
2
N
2
N
2
MM/MIN
.063
.125
.250
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22026
1.6
3
6
PT-19XLS
50-65 A
30/2.1
30/2.1
30/2.1
FÚVÓKA ALAP: 22027
ELEKTRÓDA: 34086XL
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
.063
.125
.250
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22026
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
PSI/BAR
FÚVÓKA ALAP: 22027
ELEKTRÓDA: 34086XL
1.6
3
6
PSI/BAR
30/2.1
30/2.1
30/2.1
60/4
60/4
60/4
A SmartFlow II és az
VÁGÓ
@
60/4
60/4
60/4
2.2
2.2
3.5
VÉDŐ
60 PSI / 4 BAR
2.2
2.2
3.5
.250
.250
.250
.250
.250
.250
6
.125
6
.125
6
.125
GÁZTERELŐ: 948142
PAJZS: 21795
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
VÁGÁS
HÜV. MM
6
.156
6
.156
6
.156
GÁZTERELŐ: 948142
PAJZS: 21795
3
3
3
50
ROZSDAM. ACÉL
4
4
4
118
117
125
ÍVFE-
SZÜLTSÉG
111
119
118
50
50
65
DIFFÚZOR: 21796
ELŐÍV: LOW (ALACS.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
ÍV ÁRAMERŐSSÉG
50
65
65
DIFFÚZOR: 21796
ELŐÍV: LOW (ALACS.)
180
120
70
SEBESSÉG
IPM
180
80
60
4572
3048
1778
LEV.
LEV.
AIR
MM/MIN
4572
2032
1524
14

3. SZAKASZ ÖSSZESZERELÉS / MŰKÖDTETÉS
PT-19XLS
50-65 A
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
.063
.125
.250
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22026
PT-19XLS
50-65 A
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
PSI/BAR
FÚVÓKA ALAP: 22027
ELEKTRÓDA: 34086XL
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
1.6
3
6
PSI/BAR
30/2.1
30/2.1
30/2.1
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
.063
.125
.125
.187
.250
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
1.6
3
3
5
6
PSI/BAR
30/2.1
30/2.1
30/2.1
30/2.1
30/2.1
PSI/BAR
A SmartFlow II és az
VÁGÓ
@
60/4
60/4
60/4
A SmartFlow II és az
VÁGÓ
@
60/4
60/4
60/4
60/4
60/4
VÉDŐ
60 PSI / 4 BAR
2.2
2.2
3.5
VÉDŐ
60 PSI / 4 BAR
2.2
2.2
2.2
2.2
3.5
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
.250
.250
.250
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
.250
.250
.250
.250
.250
VÁGÁS
HÜV. MM
6
.156
6
.156
6
.156
GÁZTERELŐ: 948142
PAJZS: 21795
VÁGÁS
HÜV. MM
6
.156
6
.125
6
.125
6
.156
6
.156
50
ROZSDAM. ACÉL
ÍVFE-
SZÜLTSÉG
4
4
4
50
SZÉNACÉL
4
3
3
4
4
119
125
127
ÍVFE-
SZÜLTSÉG
115
112
110
118
120
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
SEBESSÉG
ÍV ÁRAMERŐSSÉG
50
65
65
DIFFÚZOR: 21796
ELŐÍV: LOW (ALACS.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
ÍV ÁRAMERŐSSÉG
50
50
65
65
65
IPM
180
80
55
SEBESSÉG
IPM
220
120
120
95
80
N
2
N
2
N
2
MM/MIN
4572
2032
1397
LEV.
LEV.
LEV.
MM/MIN
5588
3048
3048
2413
2032
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22026
PT-19XLS
100 A
FÚVÓKA ALAP: 22027
ELEKTRÓDA: 34086XL
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
.250
.375
.500
.750
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22029
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
6
10
13
19
PSI/BAR
25/1.7
25/1.7
25/1.7
25/1.7
PSI/BAR
FÚVÓKA ALAP: 22028
ELEKTRÓDA: 34086XL
A SmartFlow II és az
VÁGÓ
@
45/3.1
45/3.1
45/3.1
45/3.1
VÉDŐ
60 PSI / 4 BAR
3.5
4.4
4.4
3.5
GÁZTERELŐ: 948142
PAJZS: 21795
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
.375
.375
.375
.500
VÁGÁS
HÜV. MM
10
.187
10
.250
10
.312
13
.312
GÁZTERELŐ: 948142
PAJZS: 21802
100
ALUMÍNIUM
ÍVFE-
SZÜLTSÉG
5
6
8
8
154
174
183
189
DIFFÚZOR: 21796
ELŐÍV: LOW (ALACS.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
SEBESSÉG
ÍV ÁRAMERŐSSÉG
100
100
100
100
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
IPM
100
70
50
30
LEV.
LEV.
LEV.
MM/MIN
2540
1778
1270
762
15

3. SZAKASZ ÖSSZESZERELÉS / MŰKÖDTETÉS
PT-19XLS
100 A
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
.250
.375
.500
.750
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22029
PT-19XLS
100 A
GÁZBEÁLLÍTÁS
INDÍTÓ
PSI/BAR
6
10
13
19
25/1.7
25/1.7
25/1.7
25/1.7
PSI/BAR
FÚVÓKA ALAP: 22028
ELEKTRÓDA: 34086XL
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
A SmartFlow II és az
VÁGÓ
@
45/3.1
45/3.1
45/3.1
45/3.1
A SmartFlow II és az
VÉDŐ
60 PSI / 4 BAR
4.4
4.4
3.5
3.5
Vágási adatok:
FÚVÓKA
ANYAG
TÁVOLSÁG
VÉSÉS
HÜV. MM
.375
.375
.375
.500
Vágási adatok:
FÚVÓKA
ANYAG
VÁGÁS
HÜV. MM
10
.125
10
.187
10
.312
13
.312
GÁZTERELŐ: 948142
PAJZS: 21802
100
ROZSDAM. ACÉL
ÍVFE-
SZÜLTSÉG
3
5
8
8
100
ROZSDAM. ACÉL
154
165
180
189
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
SEBESSÉG
ÍV ÁRAMERŐSSÉG
100
100
100
100
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
IPM
55
35
25
10
LEV.
LEV.
LEV.
MM/MIN
1397
889
635
254
N
N
N
2
2
2
ANYAG-
VASTAGSÁG
HÜV. MM
.250
.375
.500
.750
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22029
PT-19XLS
100 A
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
PSI/BAR
FÚVÓKA ALAP: 22028
ELEKTRÓDA: 34086XL
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
6
10
13
19
PSI/BAR
25/1.7
25/1.7
25/1.7
25/1.7
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
.250
.375
.500
.750
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
6
10
13
19
PSI/BAR
25/1.7
25/1.7
25/1.7
25/1.7
PSI/BAR
VÁGÓ
@
35/2.4
35/2.4
35/2.4
35/2.4
A SmartFlow II és az
VÁGÓ
@
35/2.4
35/2.4
35/2.4
35/2.4
VÉDŐ
60 PSI / 4 BAR
4.4
4.4
4.4
3.5
VÉDŐ
60 PSI / 4 BAR
4.4
4.4
4.4
3.5
VÉSÉS
HÜV. MM
.375
.375
.375
.500
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
.375
.375
.375
.500
VÁGÁS
HÜV. MM
10
.125
10
.187
10
.187
13
.312
GÁZTERELŐ: 948142
PAJZS: 21802
VÁGÁS
HÜV. MM
10
.125
10
.187
10
.187
13
.312
ÍVFE-
SZÜLTSÉG
3
5
5
8
100
ROZSDAM. ACÉL
3
5
5
8
153
157
162
185
ÍVFE-
SZÜLTSÉG
153
157
162
185
SEBESSÉG
ÍV ÁRAMERŐSSÉG
100
100
100
100
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
ÍV ÁRAMERŐSSÉG
100
100
100
100
IPM
55
45
35
13
SEBESSÉG
IPM
55
45
35
13
MM/MIN
1397
1143
889
330
N
2
N
2
LEV.
MM/MIN
1397
1143
889
330
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22029
FÚVÓKA ALAP: 22028
ELEKTRÓDA: 34086XL
GÁZTERELŐ: 948142
PAJZS: 21802
16
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)

3. SZAKASZ ÖSSZESZERELÉS / MŰKÖDTETÉS
PT-19XLS
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
100 A
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV.
.188
.250
.375
.500
.625
.750
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22029
PT-19XLS
100 A
FOLYAMAT PARAMÉTEREK
GÁZBEÁLLÍTÁS TÁVOLSÁG
VÁGÓ
PSI/BAR
45/3.1
45/3.1
45/3.1
45/3.1
45/3.1
45/3.1
FÚVÓKA ALAP: 22028
ELEKTRÓDA: 34086XL
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
MM
4
6
10
13
16
19
INDÍTÓ
PSI/BAR
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
A SmartFlow II és az
VÉDŐ
@
60 PSI / 4 BAR
5.2
4.4
4.4
3.5
3.5
3.5
A SmartFlow II és az
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
.375
.375
.375
.375
.500
.500
Vágási adatok:
FÚVÓKA
ANYAG
VÁGÁS
HÜV. MM
10
.125
10
.156
10
.187
10
.187
13
.281
13
.312
GÁZTERELŐ: 948142
PAJZS: 21802
100
SZÉNACÉL
SZÜLTSÉG
3
4
5
5
7
8
100
SZÉNACÉL
ÍVFE-
148
154
159
162
175
184
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
SEBESSÉG
ÍV ÁRAMERŐSSÉG
100
100
100
100
100
100
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
IPM
150
120
65
50
35
20
LEV.
LEV.
LEV.
MM/MIN
3810
3048
1651
1270
889
508
N
2
O
2
LEV.
ANYAG-
VASTAGSÁG
HÜV. MM
.188
.250
.375
.500
.625
.750
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22029
PT-19XLS
150 A
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
PSI/BAR
FÚVÓKA ALAP: 22028
ELEKTRÓDA: 34086XL
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
4
6
10
13
16
19
PSI/BAR
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
.188
.250
.375
.500
.750
1
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22030
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
PSI/BAR
FÚVÓKA ALAP: 22028
ELEKTRÓDA: 34086XL
4
6
10
13
19
25
PSI/BAR
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
VÁGÓ
@
45/3.1
45/3.1
45/3.1
45/3.1
45/3.1
45/3.1
A SmartFlow II és az
VÁGÓ
@
LOW 3
LOW 3
LOW 3
LOW 3
LOW 3
LOW 3
VÉDŐ
60 PSI / 4 BAR
4.4
4.4
4.4
3.5
3.5
3.5
VÉDŐ
60 PSI / 4 BAR
4.4
4.4
3.5
4.4
3.5
3.5
VÉSÉS
HÜV. MM
.375
.375
.375
.375
.500
.500
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
.375
.375
.375
.375
.500
.500
VÁGÁS
HÜV. MM
10
.156
10
.156
10
.250
10
.187
13
.312
13
.312
GÁZTERELŐ: 948142
PAJZS: 21802
VÁGÁS
HÜV. MM
10
.187
10
.187
10
.250
10
.312
13
.312
13
.312
GÁZTERELŐ: 948142
PAJZS: 21802
ÍVFE-
SZÜLTSÉG
4
4
6
5
8
8
150
ALUMÍNIUM
5
5
6
8
8
8
135
133
149
141
159
162
ÍVFE-
SZÜLTSÉG
148
149
159
174
180
184
SEBESSÉG
ÍV ÁRAMERŐSSÉG
100
100
100
100
100
100
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
ÍV ÁRAMERŐSSÉG
150
150
150
150
150
150
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
IPM
150
120
80
60
37
20
SEBESSÉG
IPM
200
140
105
80
45
30
MM/MIN
3810
3048
2032
1524
940
508
LEV.
LEV.
LEV.
MM/MIN
5080
3556
2667
2032
1143
762
17

3. SZAKASZ ÖSSZESZERELÉS / MŰKÖDTETÉS
PT-19XLS
150 A
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
.188
.250
.375
.500
.750
1
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22030
PT-19XLS
150 A
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
4
6
10
13
19
25
PSI/BAR
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
PSI/BAR
FÚVÓKA ALAP: 22028
ELEKTRÓDA: 22403
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
A SmartFlow II és az
VÁGÓ
@
LOW 4
LOW 4
LOW 4
LOW 4
LOW 4
LOW 4
A SmartFlow II és az
VÉDŐ
60 PSI / 4 BAR
3.5
3.5
3.5
3.5
3.5
3.5
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
.375
.375
.375
.375
.500
.500
Vágási adatok:
FÚVÓKA
ANYAG
VÁGÁS
HÜV. MM
10
.187
10
.250
10
.250
10
.312
13
.375
13
.375
GÁZTERELŐ: 948142
PAJZS: 21802
150
ALUMÍNIUM
ÍVFE-
SZÜLTSÉG
5
6
6
8
10
10
150
ROZSDAM. ACÉL
136
141
145
155
166
171
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
ÍV ÁRAMERŐSSÉG
150
150
150
150
150
150
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
IPM
200
150
110
90
50
30
N2 OR H-35
H-35
N
2
SEBESSÉG
MM/MIN
5080
3810
2794
2286
1270
762
LEV.
LEV.
LEV.
ANYAG-
VASTAGSÁG
HÜV.
.188
.250
.375
.500
.750
1
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22030
PT-19XLS
150 A
GÁZBEÁLLÍTÁS TÁVOLSÁG
MM
4
6
10
13
19
25
INDÍTÓ
PSI/BAR
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
VÁGÓ
PSI/BAR
LOW 3
LOW 3
LOW 3
LOW 3
LOW 3
LOW 3
FÚVÓKA ALAP: 22028
ELEKTRÓDA: 34086XL
A SmartFlow II és az
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
@
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
.188
.250
.375
.500
.750
1
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22030
* Az 34086XL elektróda is használható erre az alkalmazásra.
GÁZBEÁLLÍTÁS TÁVOLSÁG
VÁGÓ
PSI/BAR
LOW 3
LOW 3
LOW 3
LOW 3
LOW 3
LOW 3
FÚVÓKA ALAP: 22028
ELEKTRÓDA: 22403*
@
4
6
10
13
19
25
INDÍTÓ
PSI/BAR
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
VÉDŐ
60 PSI / 4 BAR
4.4
3.5
3.5
3.5
3.5
3.5
VÉDŐ
60 PSI / 4 BAR
4.4
4.4
4.4
4.4
3.5
3.5
VÉSÉS
HÜV. MM
.375
.375
.375
.375
.500
.500
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
.375
.375
.375
.375
.500
.500
VÁGÁS
HÜV. MM
10
.187
10
.187
10
.250
10
.312
13
.375
13
.375
GÁZTERELŐ: 948142
PAJZS: 21802
VÁGÁS
HÜV. MM
10
.125
10
.187
10
.187
10
.250
13
.250
13
.312
GÁZTERELŐ: 948142
PAJZS: 21802
18
ÍVFE-
SZÜLTSÉG
5
5
6
8
10
10
150
ROZSDAM. ACÉL
3
5
5
6
6
8
138
146
155
163
175
185
ÍVFE-
SZÜLTSÉG
132
140
143
154
164
179
SEBESSÉG
ÍV ÁRAMERŐSSÉG
150
150
150
150
150
150
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
ÍV ÁRAMERŐSSÉG
150
150
150
150
150
150
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
IPM
200
165
95
60
25
15
SEBESSÉG
IPM
200
130
85
60
18
10
MM/MIN
5080
4191
2413
1524
635
381
N
2
N
2
LEV.
MM/MIN
5080
3302
2159
1524
457
254

3. SZAKASZ ÖSSZESZERELÉS / MŰKÖDTETÉS
PT-19XLS
150 A
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
.188
.250
.375
.500
.625
.750
1
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22030
PT-19XLS
150 A
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
4
6
10
13
16
19
25
PSI/BAR
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
PSI/BAR
FÚVÓKA ALAP: 22028
ELEKTRÓDA: 34086XL
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
A SmartFlow II és az
VÁGÓ
@
LOW 3
LOW 3
LOW 3
LOW 3
LOW 3
LOW 3
LOW 3
A SmartFlow II és az
VÉDŐ
60 PSI / 4 BAR
4.4
2.6
3.5
3.5
4.4
3.5
3.5
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
.375
.375
.375
.375
.500
.500
.500
Vágási adatok:
FÚVÓKA
ANYAG
VÁGÁS
HÜV. MM
10
.125
10
.187
10
.187
10
.250
13
.312
13
.375
13
.312
GÁZTERELŐ: 948142
PAJZS: 21802
150
SZÉNACÉL
SZÜLTSÉG
3
5
5
6
8
10
8
150
SZÉNACÉL
ÍVFE-
127
130
134
142
151
157
160
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
SEBESSÉG
ÍV ÁRAMERŐSSÉG
150
150
150
150
150
150
150
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
IPM
160
150
90
75
55
45
25
N
2
O
2
LEV.
MM/MIN
4064
3810
2286
1905
1397
1143
635
LEV.
LEV.
LEV.
ANYAG-
VASTAGSÁG
HÜV. MM
.188
.250
.375
.500
.625
.750
1
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22030
PT-19XLS
200 A
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
4
6
10
13
16
19
25
PSI/BAR
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
PSI/BAR
FÚVÓKA ALAP: 22028
ELEKTRÓDA: 34086XL
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
.250
.375
.500
.750
1
1.25
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22031
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
PSI/BAR
FÚVÓKA ALAP: 22028
ELEKTRÓDA: 22403
6
10
13
19
25
32
PSI/BAR
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
VÁGÓ
@
LOW 3
LOW 3
LOW 3
LOW 3
LOW 3
LOW 3
LOW 3
A SmartFlow II és az
VÁGÓ
@
LOW 4
LOW 4
LOW 4
LOW 4
LOW 4
LOW 4
VÉDŐ
60 PSI / 4 BAR
4.4
3.1
3.1
3.5
3.5
3.5
3.5
VÉDŐ
60 PSI / 4 BAR
3.5
2.6
2.6
4.4
4.4
4.4
VÉSÉS
HÜV. MM
.375
.375
.375
.375
.500
.500
.500
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
.375
.375
.375
.500
.500
NR
VÁGÁS
HÜV. MM
10
.125
10
.125
10
.187
10
.250
13
.250
13
.375
13
.375
GÁZTERELŐ: 948142
PAJZS: 21802
VÁGÁS
HÜV. MM
10
.312
10
.250
10
.312
13
.375
13
.375
NR
.375
GÁZTERELŐ: 948142
PAJZS: 21802
ÍVFE-
SZÜLTSÉG
3
3
5
6
6
10
10
200
ALUMÍNIUM
8
6
8
10
10
10
143
145
156
160
164
179
184
ÍVFE-
SZÜLTSÉG
146
148
155
166
169
175
ÍV ÁRAMERŐSSÉG
150
150
150
150
150
150
150
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
ÍV ÁRAMERŐSSÉG
200
200
200
200
200
200
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
IPM
160
140
90
75
50
45
25
IPM
155
120
110
60
40
26
SEBESSÉG
MM/MIN
4064
3556
2286
1905
1270
1143
635
N2 OR H-35
H-35
N
2
SEBESSÉG
MM/MIN
3937
3048
2794
1524
1016
660
19

3. SZAKASZ ÖSSZESZERELÉS / MŰKÖDTETÉS
PT-19XLS
200 A
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
.250
.375
.500
.750
1
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22031
PT-19XLS
200 A
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
PSI/BAR
FÚVÓKA ALAP: 22028
ELEKTRÓDA: 34086XL
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
6
10
13
19
25
PSI/BAR
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV.
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
MM
PSI/BAR
PSI/BAR
A SmartFlow II és az
VÁGÓ
@
LOW 4
LOW 4
LOW 4
LOW 4
LOW 4
A SmartFlow II és az
VÁGÓ
@
VÉDŐ
60 PSI / 4 BAR
4.4
4.4
4.4
4.4
4.4
VÉDŐ
60 PSI / 4 BAR
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
.375
.375
.375
.500
.500
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
VÁGÁS
HÜV. MM
10
.187
10
.250
10
.250
13
.375
13
.375
GÁZTERELŐ: 948142
PAJZS: 21802
VÁGÁS
HÜV. MM
200
ALUMÍNIUM
ÍVFE-
SZÜLTSÉG
5
6
6
10
10
200
ALUMÍNIUM
155
165
167
182
189
ÍVFE-
SZÜLTSÉG
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
SEBESSÉG
ÍV ÁRAMERŐSSÉG
200
200
200
200
200
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
ÍV ÁRAMERŐSSÉG
IPM
125
110
85
60
40
SEBESSÉG
IPM
LEV.
LEV.
LEV.
MM/MIN
3175
2794
2159
1524
1016
N
2
N
2
LEV.
MM/MIN
.250
.375
.500
.750
1
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22031
6
10
13
19
25
PT-19XLS
200 A
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
FÚVÓKA ALAP: 22028
ELEKTRÓDA: 22403*
A SmartFlow II és az
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
.500
.625
.750
1
1.25
1.50
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22031
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
PSI/BAR
FÚVÓKA ALAP: 22028
ELEKTRÓDA: 22403
13
19
19
25
32
38
PSI/BAR
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
LOW 4
LOW 4
LOW 4
LOW 4
LOW 4
* Az 34086XL elektróda is használható erre az alkalmazásra.
VÁGÓ
LOW 4
LOW 4
LOW 4
LOW 4
LOW 4
LOW 4
3.5
3.5
3.5
3.5
3.5
VÉDŐ
@
60 PSI / 4 BAR
4.4
4.4
4.4
4.4
3.5
3.5
.375
10
.187
.375
10
.187
.375
10
.187
.500
13
.250
.500
13
.250
GÁZTERELŐ: 948142
PAJZS: 21802
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
.500
.500
.500
.500
NR
NR
HÜV. MM
13
.375
13
.312
13
.375
13
.375
NR
.500
NR
.625
GÁZTERELŐ: 948142
PAJZS: 21802
5
5
5
6
6
200
ROZSDAM. ACÉL
VÁGÁS
10
8
10
10
13
16
151
155
159
170
177
ÍVFE-
SZÜLTSÉG
163
162
169
175
191
203
200
200
200
200
200
DIFFÚZOR: 21744
ELŐÍV: HIGH (MAG.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
ÍV ÁRAMERŐSSÉG
200
200
200
200
200
200
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
180
110
70
55
30
N2 OR H-35
H-35
N
SEBESSÉG
IPM
50
47
32
17
10
8
4572
2794
1778
1397
762
2
MM/MIN
1270
1194
813
432
254
203
20

3. SZAKASZ ÖSSZESZERELÉS / MŰKÖDTETÉS
PT-19XLS
200 A
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
.250
.375
.500
.750
1
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22031
PT-19XLS
200 A
GÁZBEÁLLÍTÁS
INDÍTÓ
PSI/BAR
6
10
13
19
25
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
PSI/BAR
FÚVÓKA ALAP: 22028
ELEKTRÓDA: 34086XL
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV.
.250
.375
.500
.750
1
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22031
GÁZBEÁLLÍTÁS
MM
10
13
19
25
PSI/BAR
6
INDÍTÓ
PSI/BAR
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
FÚVÓKA ALAP: 22028
ELEKTRÓDA: 22403*
A SmartFlow II és az
VÁGÓ
@
LOW 4
LOW 4
LOW 4
LOW 4
LOW 4
A SmartFlow II és az
VÁGÓ
@
LOW 4
LOW 4
LOW 4
LOW 4
LOW 4
Vágási adatok:
FÚVÓKA
ANYAG
TÁVOLSÁG
VÉDŐ
60 PSI / 4 BAR
4.4
4.4
4.4
4.4
4.4
VÉDŐ
60 PSI / 4 BAR
4.4
4.4
3.5
2.6
3.5
* Az 34086XL elektróda is használható erre az alkalmazásra.
VÉSÉS
HÜV. MM
.375
10
.375
10
.375
10
.500
13
.500
13
GÁZTERELŐ: 948142
PAJZS: 21802
Vágási adatok:
FÚVÓKA
ANYAG
TÁVOLSÁG
VÉSÉS
HÜV. MM
.375
10
.375
10
.375
10
.500
13
.500
13
GÁZTERELŐ: 948142
PAJZS: 21802
200
ROZSDAM. ACÉL
VÁGÁS
HÜV. MM
.125
.187
.187
.375
.375
.250
.187
.187
.250
.250
3
5
5
10
10
200
ROZSDAM. ACÉL
VÁGÁS
HÜV. MM
6
5
5
6
6
ÍVFE-
SZÜLTSÉG
142
150
154
174
180
ÍVFE-
SZÜLTSÉG
158
149
150
159
169
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
SEBESSÉG
ÍV ÁRAMERŐSSÉG
200
200
200
200
200
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
ÍV ÁRAMERŐSSÉG
200
200
200
200
200
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
IPM
140
125
85
55
20
SEBESSÉG
IPM
165
105
90
45
20
LEV.
LEV.
LEV.
MM/MIN
3556
2667
2159
1397
508
N
2
N
2
LEV.
MM/MIN
4191
2667
2286
1143
508
PT-19XLS
200 A
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
.250
.375
.500
.625
.750
1.00
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22031
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
PSI/BAR
6
10
13
16
19
25
PSI/BAR
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
A SmartFlow II és az
VÁGÓ
LOW 4
LOW 4
LOW 4
LOW 4
LOW 4
LOW 4
FÚVÓKA ALAP: 22028
ELEKTRÓDA: 34086XL
VÉDŐ
@
60 PSI / 4 BAR
3.5
3.5
3.5
3.1
3.1
3.5
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
.375
.375
.375
.500
.500
.500
VÁGÁS
HÜV. MM
10
.125
10
.125
10
.218
13
.218
13
.250
13
.375
GÁZTERELŐ: 948142
PAJZS: 21802
21
200
SZÉNACÉL
ÍVFE-
SZÜLTSÉG
3
3
5.5
5.5
6
10
143
146
158
160
165
180
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
TRAVEL
ÍV ÁRAMERŐSSÉG
200
200
200
200
200
200
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
SPEED
IPM
150
100
95
75
65
35
LEV.
LEV.
LEV.
MM/MIN
3810
2540
2413
1905
1651
889

3. SZAKASZ ÖSSZESZERELÉS / MŰKÖDTETÉS
PT-19XLS
200 A
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
.250
.375
.500
.625
.750
1.00
KÖVETELMÉNYEK:
FÚVÓKA HEGY 22031
PT-19XLS
250 A
GÁZBEÁLLÍTÁS TÁVOLSÁG
VÁGÓ
PSI/BAR
LOW 4
LOW 4
LOW 4
LOW 4
LOW 4
LOW 4
6,0
10,0
13,0
16,0
19,0
25,4
INDÍTÓ
PSI/BAR
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
FÚVÓKA ALAP: 22028
ELEKTRÓDA: 34086XL
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
A SmartFlow II és az
VÉDŐ
@
60 PSI / 4 BAR
3.5
3.5
3.5
3.1
3.1
3.5
A SmartFlow II és az
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
.375
10
.375
10
.375
10
.500
13
.500
13
.500
13
200
SZÉNACÉL
VÁGÁS
HÜV. MM
.125
.187
5.5
.218
5.5
.218
.250
10
.375
3
4
6
ÍVFE-
SZÜLTSÉG
129
133
136
139
142
155
GÁZTERELŐ: 948142
PAJZS: 21802
A 35886XL elektróda használható erre az alkal-
mazásra.
Vágási adatok:
FÚVÓKA
ANYAG
250
SZÉNACÉL
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
SEBESSÉG
ÍV ÁRAMERŐSSÉG
200
200
200
200
200
200
IPM
170
110
95
75
55
40
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
N
2
O
2
LEV.
MM/MIN
4318
2794
2413
1905
1397
1016
N
2
O
2
LEV.
ANYAG-
VASTAGSÁG
HÜV. MM
.250
.375
.500
.750
1
KÖVETELMÉNYEK:
GÁZBEÁLLÍTÁS TÁVOLSÁG
VÁGÓ
PSI/BAR
LOW 5
LOW 5
LOW 5
LOW 5
LOW 5
6
10
13
19
25
INDÍTÓ
PSI/BAR
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
FÚVÓKA: 21822
ELEKTRÓDA: 34086XL*
PT-19XLS
325 A
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
.500
.750
1
1.25
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
PSI/BAR
13
19
25
32
25/1.7
25/1.7
25/1.7
25/1.7
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
VÁGÓ
PSI/BAR
LOW 5
LOW 5
LOW 5
LOW 5
VÉDŐ
@
60 PSI / 4 BAR
4.0
4.0
4.0
4.0
4.0
* A 35886XL elektróda is használható erre az alkalmazásra.
A SmartFlow II és az
VÉDŐ
@
60 PSI / 4 BAR
6.7
6.7
7.5
7.5
VÉSÉS
HÜV. MM
.375
.375
.500
.500
.500
10
10
13
13
13
VÁGÁS
HÜV. MM
.125
.187
.219
.250
.375
GÁZTERELŐ: 35660
PAJZS: 21802
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
.625
.625
.625
.625
16
16
16
16
VÁGÁS
HÜV. MM
.187
.187
.250
.250
ÍVFE-
SZÜLTSÉG
3
5
5.6
13
10
360
SZÉNACÉL
ÍVFE-
SZÜLTSÉG
4
4
6
6
130
135
138
142
155
130
132
141
146
SEBESSÉG
ÍV ÁRAM-
ERŐSSÉG
250
250
250
250
250
IPM
170
125
100
65
50
MM/MIN
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
SEBESSÉG
ÍV ÁRAM-
IPM
ERŐSSÉG
325
325
325
325
MM/MIN
130
90
55-65
35-40
4318
3175
2540
1650
1270
N
2
O
2
LEV.
4572
2286
KÖVETELMÉNYEK:
FÚVÓKA: 35885
ELEKTRÓDA: 35886XL
GÁZTERELŐ: 35660
PAJZS: 21945
22
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)

3. SZAKASZ ÖSSZESZERELÉS / MŰKÖDTETÉS
PT-19XLS
360 A
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
.500
.750
1
1.25
1.50
KÖVETELMÉNYEK:
PT-19XLS
360 A
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
PSI/BAR
FÚVÓKA: 35885
ELEKTRÓDA: 35886XL
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
13
19
25
32
38
PSI/BAR
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
FOLYAMAT PARAMÉTEREK
A SmartFlow II és az
VÁGÓ
@
LOW 5
LOW 5
LOW 5
LOW 5
LOW 5
A SmartFlow II és az
VÉDŐ
60 PSI / 4 BAR
6.7
6.7
8.7
8.7
8.7
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
.625
.625
.625
.625
.625
Vágási adatok:
FÚVÓKA
ANYAG
VÁGÁS
HÜV. MM
16
.187
16
.187
16
.250
16
.250
16
.312
GÁZTERELŐ: 35660
PAJZS: 21945
360
SZÉNACÉL
ÍVFE-
SZÜLTSÉG
4
4
6
6
8
360
ROZSDAM. ACÉL
132
135
141
146
153
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
SEBESSÉG
ÍV ÁRAMERŐSSÉG
360
360
360
360
360
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
IPM
140
90-100
65-70
45
30-35
N
2
O
2
LEV.
MM/MIN
3556
1143
N
2
N
2
LEV.
ANYAG-
VASTAGSÁG
HÜV. MM
.250
.500
.750
1
KÖVETELMÉNYEK:
PT-19XLS
360 A
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
PSI/BAR
A SmartFlow II és az
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
6
13
19
25
PSI/BAR
25/1.7
25/1.7
25/1.7
25/1.7
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
1
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
PSI/BAR
25
PSI/BAR
25/1.7 HIGH 5
VÁGÓ
HIGH 5
HIGH 5
HIGH 5
HIGH 5
FÚVÓKA: 35885
ELEKTRÓDA: 22403
VÁGÓ
VÉDŐ
@
60 PSI / 4 BAR
8.7
7.5
8.7
8.7
VÉDŐ
@
60 PSI / 4 BAR
8.7
VÉSÉS
HÜV. MM
.500
.625
.625
.625
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
.625
HÜV. MM
13
.250
16
.250
16
.375
16
.500
GÁZTERELŐ: 35660
PAJZS: 21945
HÜV. MM
16
.625
VÁGÁS
10
13
360
ROZSDAM. ACÉL
VÁGÁS
16
SZÜLTSÉG
6
6
SZÜLTSÉG
ÍVFE-
160
163
176
192
ÍVFE-
190 360 30 762
SEBESSÉG
ÍV ÁRAMERŐSSÉG
360
360
360
360
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
ÍV ÁRAMERŐSSÉG
IPM
230
110
80
45
SEBESSÉG
IPM
MM/MIN
5842
2794
2032
1143
MM/MIN
KÖVETELMÉNYEK:
FÚVÓKA: 35885
ELEKTRÓDA: 22403
GÁZTERELŐ: 35660
PAJZS: 21945
23
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)

3. SZAKASZ ÖSSZESZERELÉS / MŰKÖDTETÉS
PT-19XLS
360 A
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
.250
.500
.750
1
KÖVETELMÉNYEK:
PT-19XLS
360 A
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
PSI/BAR
6
13
19
25
PSI/BAR
25/1.7
25/1.7
25/1.7
25/1.7
FÚVÓKA: 35885
ELEKTRÓDA: 22403
A SmartFlow II és az
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
PSI/BAR
PSI/BAR
A SmartFlow II és az
VÁGÓ
@
LOW 7
LOW 7
LOW 7
LOW 7
VÁGÓ
@
VÉDŐ
60 PSI / 4 BAR
9.5
9.5
9.5
9.5
VÉDŐ
60 PSI / 4 BAR
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
.500
.625
.625
.625
13
16
16
16
HÜV. MM
.375
.375
.375
.375
GÁZTERELŐ: 35660
PAJZS: 21945
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
HÜV. MM
360
ALUMÍNIUM
VÁGÁS
10
10
10
10
360
ALUMÍNIUM
VÁGÁS
ÍVFE-
SZÜLTSÉG
158
160
164
171
ÍVFE-
SZÜLTSÉG
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
SEBESSÉG
ÍV ÁRAMERŐSSÉG
360
360
360
360
IPM
250
160
90
60
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
SEBESSÉG
ÍV ÁRAMERŐSSÉG
IPM
N
N
N
MM/MIN
6350
4064
3386
1524
H-35 or N
H-35
N
2
MM/MIN
2
2
2
2
.500
.750
1
13
19
25
KÖVETELMÉNYEK:
PT-19XLS
400 A
25/1.7
25/1.7
25/1.7
FÚVÓKA: 35885
ELEKTRÓDA: 22403
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
.750
1
1.25
1.50
KÖVETELMÉNYEK:
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
PSI/BAR
19
25
32
38
PSI/BAR
25/1.7
25/1.7
25/1.7
25/1.7
FÚVÓKA: 22195
ELEKTRÓDA: 22196
HIGH 1
HIGH 1
HIGH 1
A SmartFlow II és az
VÁGÓ
LOW 7
LOW 7
LOW 7
LOW 7
6.7
6.7
6.7
VÉDŐ
@
60 PSI / 4 BAR
7
7
4.5
3
.625
16
.375
.625
16
.375
.625
16
.375
GÁZTERELŐ: 35660
PAJZS: 21945
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
.625
.625
.625
.625
16
16
16
16
VÁGÁS
HÜV. MM
.188
.250
.438
.438
GÁZTERELŐ: 22194
PAJZS: 21945
10
10
10
400
SZÉNACÉL
ÍVFE-
SZÜLTSÉG
4
6
11
11
157
176
180
134
140
150
155
360
360
360
150
90
60
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
SEBESSÉG
ÍV ÁRAMERŐSSÉG
400
400
400
400
IPM
110
80
60
42
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
3810
2286
1524
N
2
O
2
LEV.
MM/MIN
2794
2032
1524
1067
24

3. SZAKASZ ÖSSZESZERELÉS / MŰKÖDTETÉS
PT-19XLS
410 A
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
.750
1
1.25
1.50
2
KÖVETELMÉNYEK:
PT-19XLS
450 A
GÁZBEÁLLÍTÁS
INDÍTÓ
PSI/BAR
19
25
32
38
50
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
PSI/BAR
FÚVÓKA: 22195
ELEKTRÓDA: 22403
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
A SmartFlow II és az
VÁGÓ
HIGH 0
HIGH 0
HIGH 0
HIGH 0
HIGH 0
A SmartFlow II és az
VÉDŐ
@
60 PSI / 4 BAR
6.5
6.5
6.5
6.5
6.5
Vágási adatok:
FÚVÓKA
ANYAG
TÁVOLSÁG
VÉSÉS
HÜV. MM
.625
.625
.625
.625
.625
Vágási adatok:
FÚVÓKA
ANYAG
VÁGÁS
HÜV. MM
16
.312
16
.438
16
.500
16
.500
16
.500
GÁZTERELŐ: 35660
PAJZS: 21945
400
ALUMÍNIUM
ÍVFE-
SZÜLTSÉG
8
11
13
13
13
450
ROZSDAM. ACÉL
132
135
141
146
153
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
SEBESSÉG
ÍV ÁRAMERŐSSÉG
410
410
410
410
410
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
IPM
140
110
85
65
45
H-35
H-35
N
2
MM/MIN
3556
2794
2159
1651
1143
N
2
N
2
LEV.
ANYAG-
VASTAGSÁG
HÜV. MM
.750
1
1.25
1.50
KÖVETELMÉNYEK:
PT-19XLS
450 A
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
19
25
32
38
PSI/BAR
25/1.7
25/1.7
25/1.7
25/1.7
PSI/BAR
FÚVÓKA: 22195
ELEKTRÓDA: 22403
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
1
1.50
2
3
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
PSI/BAR
25
38
50
75
PSI/BAR
RUN 2
RUN 2
RUN 2
RUN 2
VÁGÓ
@
LOW 7
LOW 7
LOW 7
LOW 7
A SmartFlow II és az
VÁGÓ
@
HIGH 4
HIGH 4
HIGH 4
HIGH 4
VÉDŐ
60 PSI / 4 BAR
7
7
4.5
3
VÉDŐ
60 PSI / 4 BAR
8*
8*
8*
8
VÉSÉS
HÜV. MM
.625
.625
.625
.625
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
.750
.750
mozgó
mozgó
VÁGÁS
HÜV. MM
16
.375
16
.250
16
.375
16
.500
GÁZTERELŐ: 35660
PAJZS: 21945
VÁGÁS
HÜV. MM
19
.625
19
.625
.750
.750
ÍVFE-
SZÜLTSÉG
10
6
10
13
450
ALUMÍNIUM
16
16
19
19
160
163
176
192
ÍVFE-
SZÜLTSÉG
172
177
192
212
SEBESSÉG
ÍV ÁRAMERŐSSÉG
450
450
450
450
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
ÍV ÁRAMERŐSSÉG
600
600
600
600
IPM
100
70
52
33
SEBESSÉG
IPM
80*
65*
30*
15
MM/MIN
2540
1778
1321
838
H-35
H-35
N
2
MM/MIN
2032*
1651*
762*
381
KÖVETELMÉNYEK:
*Lényegesen nagyobb vágási sebességek érhetők el a pajzs alacsonyabb beállításon (6.0) történő használatával, ez csak kismértékben csökkenti a vágási minőséget.
FÚVÓKA: 22401
ELEKTRÓDA: 22403
GÁZTERELŐ: 35660
PAJZS: 21945
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
25

3. SZAKASZ ÖSSZESZERELÉS / MŰKÖDTETÉS
PT-19XLS
600 A
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV.
1.50
2
3
KÖVETELMÉNYEK:
PT-19XLS
600 A
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
MM
38
50
75
PSI/BAR
RUN 2
RUN 2
RUN 2
PSI/BAR
FÚVÓKA: 22401
ELEKTRÓDA: 22403
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
A SmartFlow II és az
VÁGÓ
HIGH 4
HIGH 4
HIGH 4
A SmartFlow II és az
VÉDŐ
@
60 PSI / 4 BAR
8
6
8
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
.750
mozgó
mozgó
Vágási adatok:
FÚVÓKA
ANYAG
VÁGÁS
HÜV. MM
19
.625
.750
.750
GÁZTERELŐ: 35660
PAJZS: 21945
600
ALUMÍNIUM
ÍVFE-
SZÜLTSÉG
16
19
19
600
ALUMÍNIUM
172
192
205
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
SEBESSÉG
ÍV ÁRAMERŐSSÉG
600
600
600
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
IPM
75
40
20
H-35
H-35
LEV.
MM/MIN
1905
1016
508
N
2
N
2
LEV.
ANYAG-
VASTAGSÁG
HÜV. MM
1
1.50
KÖVETELMÉNYEK:
PT-19XLS
600 A
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
25
38
PSI/BAR
RUN 2
RUN 2
PSI/BAR
FÚVÓKA: 22401
ELEKTRÓDA: 22403
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
1
1.50
2
3
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
PSI/BAR
25
38
50
75
PSI/BAR
RUN 2
RUN 2
RUN 2
RUN 2
VÁGÓ
HIGH 0
HIGH 0
A SmartFlow II és az
VÁGÓ
HIGH 4
HIGH 4
HIGH 4
HIGH 4
VÉDŐ
@
60 PSI / 4 BAR
8
7
VÉDŐ
@
60 PSI / 4 BAR
8
8
6
8
VÉSÉS
HÜV. MM
.625
.625
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
.750
.750
mozgó
mozgó
VÁGÁS
HÜV. MM
16
.375
16
.375
GÁZTERELŐ: 35660
PAJZS: 21945
VÁGÁS
HÜV. MM
19
.500
19
.625
.750
.750
ÍVFE-
SZÜLTSÉG
10
10
600
ROZSDAM. ACÉL
13
16
19
19
158
168
ÍVFE-
SZÜLTSÉG
163
186
204
206
SEBESSÉG
ÍV ÁRAMERŐSSÉG
600
600
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
ÍV ÁRAMERŐSSÉG
600
600
600
600
IPM
100602540
SEBESSÉG
IPM
40
18
12
9
MM/MIN
1524
H-35
H-35
N
2
MM/MIN
1016
457
305
229
KÖVETELMÉNYEK:
FÚVÓKA: 22401
ELEKTRÓDA: 22403
GÁZTERELŐ: 35660
PAJZS: 21945
26
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)

3. SZAKASZ ÖSSZESZERELÉS / MŰKÖDTETÉS
PT-19XLS
600 A
FOLYAMAT PARAMÉTEREK
ANYAG-
VASTAGSÁG
HÜV. MM
1
1.5
KÖVETELMÉNYEK:
GÁZBEÁLLÍTÁS TÁVOLSÁG
INDÍTÓ
PSI/BAR
25
38
RUN 2
RUN 2
A SmartFlow II és az
SDP fájlok használatáról lásd a
folyamatadatok kiegészítését.
VÁGÓ
PSI/BAR
HIGH 0
HIGH 0
FÚVÓKA: 22401
ELEKTRÓDA: 22403
VÉDŐ
@
60 PSI / 4 BAR
8
8
Vágási adatok:
FÚVÓKA
ANYAG
VÉSÉS
HÜV. MM
.625
.625
HÜV. MM
16
.500
16
.500
GÁZTERELŐ: 35660
PAJZS: 21945
600
ROZSDAM. ACÉL
VÁGÁS
13
13
ÍVFE-
SZÜLTSÉG
160
163
INDÍTÓGÁZ
VÁGÓGÁZ
VÉDŐGÁZ
SEBESSÉG
ÍV ÁRAMERŐSSÉG
600
600
DIFFÚZOR: 21944
ELŐÍV: HIGH (MAG.)
IPM
70401778
N
2
N
2
LEV.
MM/MIN
1016
Megjegyzések a 600 A-es vágásra vonatkozóan
A H-35 plazmagáz/nitrogén kombináció jó, illetve kiváló minőségű vágásokat eredményez 1" - 3" (2,54
- 7,62 cm) vastagságú alumínium lemezek vágása esetén. A H-35 plazmagáz/levegő kombináció majdnem ugyanilyen jó vágási minőséget eredményez 1-1/2" - 3" (3,81 - 7,62 cm) vastagságú alumínium
lemezek vágásakor. A nitrogén plazmagáz/levegő kombináció 1" - 1-1/2" (2,54 - 3,81 cm) vastagságú
alumínium lemezeken eredményez jó minőségű vágásokat.
A H-35 plazmagáz/nitrogén kombináció a legjobb minőségű vágásokat 1" - 3" (2,54 - 7,62 cm) vastagságú
rozsdamentes acél lemezeken nyújtja, sima felületeket, és csak mérsékelt mennyiségű szennyeződést
eredményez. A nitrogén plazmagáz/levegő kombináció jó minőségű vágásokat nyújt 1" (2,54 cm), illetve elfogadható minőségű vágásokat 1-1/2" (3,81 cm) vastagságú rozsdamentes acél lemezeken, a
H-35-nél nagyobb sebességgel.
A 2" - 3" (5,08 - 7,62 cm) vastagságú lemezek vésése a legjobban a mozgó véső technikával végezhető
el. Az ívet 3/4" (1,90 cm) távolságban, 250 A és 35 - 40 ipm sebességgel kezdje. Közvetlenül azután,
hogy az ív a munkadarabon van, növelje a távolságot 225 - 240 V vágási feszültségre. Miután az ív már
körülbelül egy másodperce a munkadarabon van, növelje az áramerősséget 600 amperre két másodperces időtartamig. További két másodperces késleltetést követően csökkentse a sebességet a javasolt
vágási sebesség mintegy felére, amíg az ív át nem ég a lemezen.
27

3. SZAKASZ ÖSSZESZERELÉS / MŰKÖDTETÉS
AZ ESP-150 ÉS ESP-200 VÁGÁSI PARAMÉTEREI
3-1. táblázat: 50 - 65 A adatok
Fúvóka alap - 50 A P/N 22027
Fúvóka hegy - 50 A P/N 22026
Elektróda - Hafnium P/N 34086
Gázterelő - 4-lyukú P/N 948142
ANYAG
Típus-Vastagság
hü.(mm)
CS - 1/16 (1.6) 50 220 (5.6) 1/4 (6.4) 5/32 (4) 115 Lev. - 40 (2.76) Lev. - 60 (4.14) Lev. - 30 (2.07)
CS - 1/8 (3.2) 120 (3) 112
CS - 1/8 (3.2) 65 120 (3) 1/8 (3.2) 110
CS - 3/16 (4.8) 95 (2.4) 5/32 (4) 118
CS - 1/4 (6.4) 80 (2) 120 Lev. - 65 (4.48)
CS - 3/8 (9.6) 40 (2) 5/16 (8) 122
SS - 1/16 (1.6) 50 180 (4.6) 1/4 (6.4) 5/32 (4) 111 Lev. - 40 (2.76) Lev. - 60 (4.14) Lev. - 30 (2.07)
SS - 1/8 (3.2) 65 80 (2) 119
SS - 1/4 (6.4) 60 (1.5) 118 Lev. - 65 (4.48)
AL - 1/16 (1.6) 50 180 (4.6) 1/4 (6.4) 1/8 (3.2) 116 Lev. - 40 (2.76) Lev. - 60 (4.14) Lev. - 45 (3.1)
AL - 1/8 (3.2) 110 (2.8) 115
Áramer.
(A)
SEBESSÉG
ipm(M/m)
Lyukaszt.
mag.
hüv.(mm)
Vágási
mag.
hü.(mm)
Ív-
feszültség
(V)
Pajzs - 50 A P/N 21795
Diúzor - 50 A P/N 21796
Előív - LOW (ALACS.)
INDÍTÓGÁZ
Típus/nyomás
psi (bar)
Plazmagáz
Típus/nyomás
psi (bar)
VÉDŐGÁZ
Típus/nyomás
psi (bar)
AL - 1/4 (6.4) 65 65 (1.6) 5/32 (4) 128 Lev. - 65 (4.48)
AL - 1/16 (1.6) 50 180 (4.6) 1/4 (6.4) 1/8 (3.2) 118 N
AL - 1//8 (3.2) 120 (3) 117
AL - 1/4 (6.4) 65 70 (1.8) 125 N2 - 65 (4.48)
SS - 1/16 (1.6) 50 180 (4.6) 1/4 (6.4) 5/32 (4) 119 N2 - 40 (2.76) N2 - 60 (4.14) N2 - 30 (2.07)
SS - 1/8 (3.2) 65 80 (2) 125 N2 - 45 (3.1)
SS - 1/4 (6.4) 55 (1.4) 127 N2 - 65 (4.48)
MEGJEGYZÉS:
CS - Szénacél, SS - Rozsdamentes acél, AL - Alumínium
A levegő plazma/levegő pajzs, 50 - 65 A vágások rozsdamentes acélon és alumíniumon durva felületet eredményeznek.
N2 plazma/N2 pajzs, 50 - 65 A vágások rozsdamentes acélon és alumíniumon elfogadható, jó minőségű felületet eredményeznek.
- 40 (2.76) N2 - 60 (4.14) N2 - 30 (2.07)
2
28

3. SZAKASZ ÖSSZESZERELÉS / MŰKÖDTETÉS
3-2. táblázat: 100 A adatok
Fúvóka alap - 100 - 200 A P/N 22028 Pajzs 100 - 250 A P/N 21802
Fúvóka hegy - 100 A P/N 22029 Diúzor 100 - 360 A P/N 21944
Elektróda - Hafnium P/N 34086 Előív - HIGH (MAGAS)
Gázterelő - 4-lyukú P/N 948142
ANYAG
Típus-Vastagság
hü.(mm)
CS - 3/16 (4.8) 100 150 (3.8) 3/8 (9.6) 1/8 (3.2) 148 Lev. - 30 (2.07) Lev. - 50 (3.45) Lev. - 110 (7.6)
CS - 1/4 (6.4) 120 (3) 5/32 (4) 154 Lev. - 85 (5.86)
CS - 3/8 (9.6) 65 (1.65) 3/16 (4.8) 159
CS - 1/2 (12.7) 50 (1.27) 162 Lev. - 65 (4.48)
CS - 5/8 (15.8) 35 (.89) 1/2 (12.7) 9/32 (7.1) 175
CS - 3/4 (19) 20 (.50) 5/16 (8) 184
SS - 1/4 (6.4) 100 55 (1.4) 3/8 (9.6) 1/8 (3.2) 154 Lev. - 30 (2.07) Lev. - 45 (3.1) Lev. - 85 (5.86)
SS - 3/8 (9.6) 35 (.89) 3/16 (4.8) 165
SS - 1/2 (12.7) 25 (.6) 5/16 (8) 180 Lev. - 65 (4.48)
Áramer.
(A)
SEBESSÉG
ipm(M/m)
Lyuk.
mag.
hü.(mm)
Vágási
mag.
hü.(mm)
Ív-
feszültség
(V)
INDÍTÓGÁZ
Típus/nyomás
psi((bar)
Plazmagáz
Típus/nyomás
psi (bar)
VÉDŐGÁZ
Típus/nyomás
psi(bar)
SS - 3/4 (19) 10 (.25) 1/2 (12.7) 189
AL - 1/4 (6.4) 100 100 (2.5) 3/8 (9.6) 3/16 (4.8) 154 Lev. - 30 (2.07) Lev. - 50 (3.45) Lev. - 65 (4.48)
AL - 3/8 (9.6) 70 (1.78) 1/4 (6.4) 174 Lev. - 85 (5.86)
AL - 1/2 (12.7) 50 (1.27) 5/16 (8) 183
AL - 3/4 (19) 30 (.76) 1/2 (12.7) 189 Lev. - 65 (4.48)
CS - 3/16 (4.8) 100 150 (3.8) 3/8 (9.6) 5/32 (4) 135 N
CS - 1/4 (6.4) 120 (3) 133
CS - 3/8 (9.6) 80 (2) 1/4 (6.4) 149
CS - 1/2 (12.7) 60 (1.5) 3/16 (4.8) 141 Lev. - 65 (4.48)
CS - 5/8 (15.8) 37 (.94) 1/2 (12.7) 5/16 (8) 159
CS - 3/4 (19) 20 (.50) 162
SS - 1/4 (6.4) 100 55 (1.4) 3/8 (9.6) 1/8 (3.2) 153 N2 - 30 (2.07) N2 - 35 (2.4) N2 - 85 (5.86)
SS - 3/8 (9.6) 45 (1.1) 3/16 (4.8) 157
SS - 1/2 (12.7) 35 (.89) 162
SS - 3/4 (19) 13 (.33) 1/2 (12.7) 5/16 (8) 185 N2 - 65 (4.48)
SS - 1/4 (6.4) 100 55 (1.4) 3/8 (9.6) 1/8 (3.2) 153 N2 - 30 (2.07) N2 - 35 (2.4) Lev. - 85 (5.86)
- 30 (2.07) O2 - 50 (3.45) Lev. - 85 (5.86)
2
SS - 3/8 (9.6) 45 (1.1) 3/16 (4.8) 157
SS - 1/2 (12.7) 35 (.89) 162
SS - 3/4 (19) 13 (.33) 1/2 (12.7) 5/16 (8) 185 Lev. - 65 (4.48)
MEGJ.: 50 ft (15,24 m) vágópisztoly esetén kb. 3 mp. késleltetési idő szükséges ahhoz, hogy a N2 indítógázt kinyomja az O2 vágógáz.
CS - Szénacél, SS - Rozsdamentes acél, AL - Alumínium
Minden levegő plazma/levegő pajzs, 100 A vágás jó felületet eredményez alumíniumon, kivéve 3/4" (19 mm) AL: gyenge felület.
Minden levegő plazma/levegő pajzs, 100 A vágás elfogadható felületet eredményez rozsdamentes acélon, kivéve 3/4" (19mm) SS.
Minden N2 plazma/N2 pajzs, 100 A vágás jó felületet eredményez rozsdamentes acélon, kivéve 3/4" (19mm) SS: elfogadható.
29
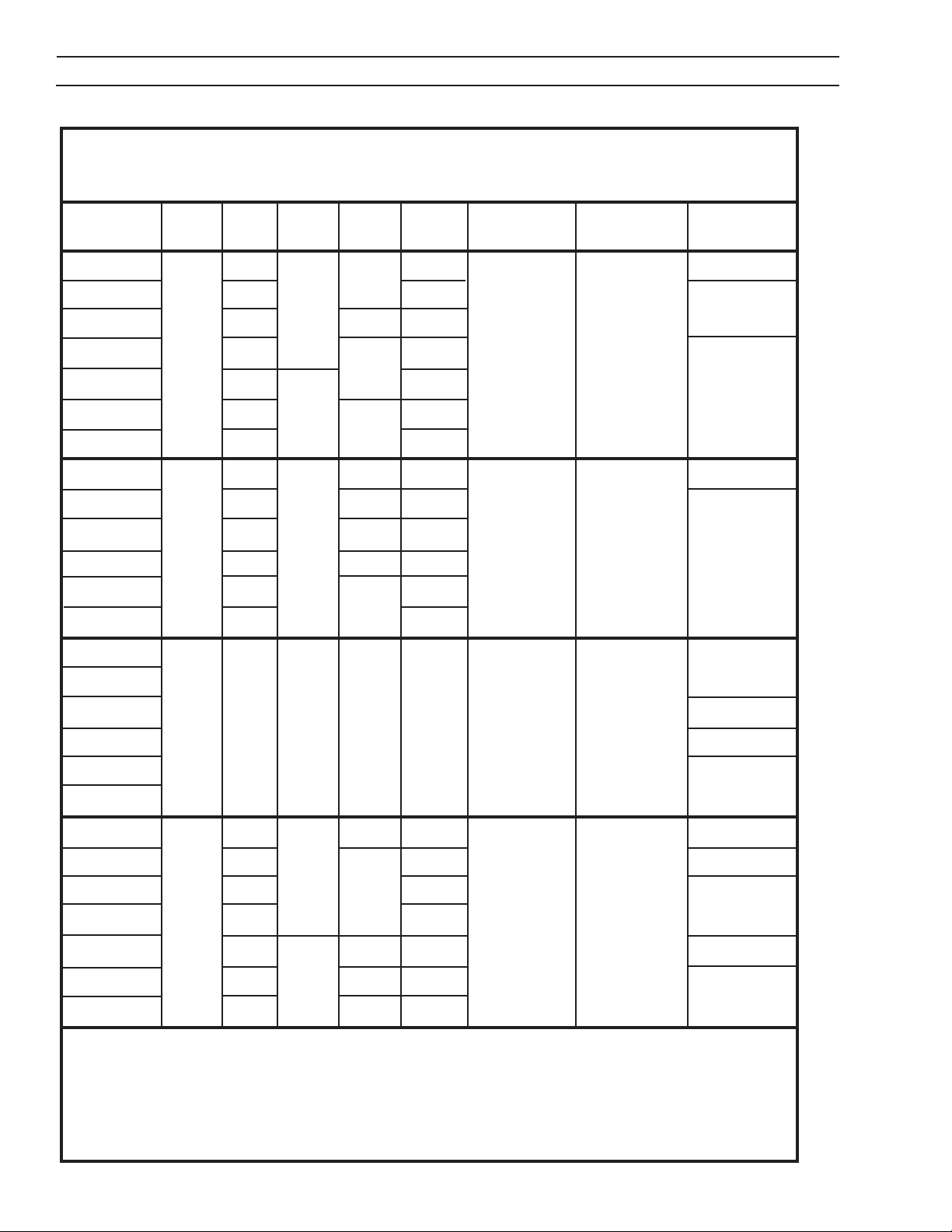
3. SZAKASZ ÖSSZESZERELÉS / MŰKÖDTETÉS
3-3. táblázat: 150 A adatok
Fúvóka alap - 100 - 200 A P/N 22028 Pajzs 100 - 250 A P/N 21802
Fúvóka hegy - 150 A P/N 22030 Diúzor 100 - 360 A P/N 21944
Elektróda - Hafnium P/N 34086 Előív - HIGH (MAGAS)
Gázterelő - 4-lyukú P/N 948142
Lyuk.
mag.
hü.(mm)
(A)
SEBESSÉG
ipm(M/m)
ANYAG
Típus-Vastagság
in. (mm)
CS - 3/16 (4.8) 150 160 (4.1) 3/8 (9.6) 1/8 (3.2) 143 Lev. - 25 (1.7) Lev. - 50 (3.45) Lev. - 85 (5.86)
CS - 1/4 (6.4) 140 (3.6) 145 Lev. - 55 (3.8)
CS - 3/8 (9.6) 90 (2.3) 3/16 (4.8) 156
CS - 1/2 (12.7) 75 (1.9) 1/4 (6.4) 160 Lev. - 65 (4.48)
CS - 5/8 (15.8) 50 (1.3) 1/2 (12.7) 164
CS - 3/4 (19) 45 1.1) 3/8 (9.6) 179
CS - 1 (25.4) 25 (.64) 184
SS - 3/16 (4.8) 150 200 3/8 (9.6) 1/8 (3.2) 138 Lev. - 25 (1.7) Lev. - 50 (3.45) Lev. - 85 (5.86)
SS - 1/4 (6.4) 165 3/16 (4.8) 146 Lev. - 65 (4.48)
Áramer.
Vágási
mag.
hü.(mm)
Ív-
feszültség
(V)
INDÍTÓGÁZ
Típus/nyomás
psi(bar)
Plazmagáz
Típus/nyomás
psi(bar)
VÉDŐGÁZ
Típus/nyomás
psi(bar)
SS - 3/8 (9.6) 95 1/4 (6.4) 155
SS - 1/2 (12.7) 60 5/16 (8) 163
SS - 3/4 (19) 25 1/2 (12.7) 3/8 (9.6) 175
SS - 1 (25.4) 15 185
AL - 3/16 (4.8) 150 200 (5.1) 3/8 (9.6) 3/16 (4.8) 148 Lev. - 25 (1.7) Lev. - 45 (3.1) Lev. - 85 (5.86)
AL - 1/4 (6.4) 140 (3.6) 149
AL - 3/8 (9.6) 105 (2.7) 1/4 (6.4) 159 Lev. - 65 (4.48)
AL - 1/2 (12.7) 80 (2) 5/16 (8) 174 Lev. - 85 (5.86)
AL - 3/4 (19) 45 (1.1) 1/2 (12.7) 180 Lev. - 65 (4.48)
AL - 1 (25.4) 30 (.76) 184
CS - 3/16 (4.8) 150 160 (4.1) 3/8 (9.6) 1/8 (3.2) 127 N
CS - 1/4 (6.4) 150 (3.8) 3/16 (4.8) 130 Lev. - 45 (3.1)
CS - 3/8 (9.6) 90 (2.3) 134 Lev. - 65 (4.48)
CS - 1/2 (12.7) 75 (1.9) 1/4 (6.4) 142
CS - 5/8 (15.8) 55 (1.4) 1/2 (12.7) 5/16 (8) 151 Lev. - 85 (5.86)
CS - 3/4 (19) 45 (1.1) 3/8 (9.6) 157 Lev. - 65 (4.48)
- 25 (1.7) O2 - 45 (3.1) Lev. - 85 (5.86)
2
CS - 1 (25.4) 25 (.64) 5/16 (8) 160
MEGJ.: 50 ft (15,24 m) vágópisztoly esetén kb. 3 mp. késleltetési idő szükséges ahhoz, hogy a N2 indítógázt kinyomja az O2 vágógáz.
Minden levegő plazma/levegő pajzs, 100 A vágás jó felületet eredményez alumíniumon, kivéve 3/4" (19 mm) AL: gyenge felület.
Minden levegő plazma/levegő pajzs, 100 A vágás elfogadható felületet eredményez rozsdamentes acélon, kivéve 3/4" (19mm) SS.
Minden N2 plazma/N2 pajzs, 100 A vágás jó felületet eredményez rozsdamentes acélon, kivéve 3/4" (19mm) SS: elfogadható.
CS - Szénacél, SS - Rozsdamentes acél, AL - Alumínium
30

3. SZAKASZ ÖSSZESZERELÉS / MŰKÖDTETÉS
3-3. táblázat: 150 A adatok (folytatás)
Fúvóka alap - 100 - 200 A P/N 22028 Pajzs 100 - 250 A P/N 21802
Fúvóka hegy - 150 A P/N 22030 Diúzor 100 - 360 A P/N 21944
Elektróda - Hafnium P/N 34086 Előív - HIGH (MAGAS)
Gázterelő - 4-lyukú P/N 948142
ANYAG
Típus-Vastagság
in. (mm)
SS - 3/16 (4.8) 150 200 (5.1) 3/8 (9.6) 1/8 (3.2) 132 N2 - 25 (1.7) N2 - 45 (3.1) Lev. - 85 (5.86)
SS - 1/4 (6.4) 130 (3.3) 3/16 (4.8) 140
SS - 3/8 (9.6) 85 (2.16) 143
SS - 1/2 (12.7) 60 (1.5) 1/4 (6.4) 154
SS - 3/4 (19) 18 (.45) 1/2 (12.7) 164 Lev. - 65 (4.48)
SS - 1 (25.4) 10 (.25) 5/16 (8) 179
Áramer.
(A)
SEBESSÉG
ipm(M/m)
Lyuk.
mag.
hü.(mm)
Vágási
mag.
hü.(mm)
Ív-
feszültség
(V)
INDÍTÓGÁZ
Típus/nyomás
psi(bar)
Plazmagáz
Típus/nyomás
psi(bar)
VÉDŐGÁZ
Típus/nyomás
psi(bar)
SS - 1/2 (12.7) 150 40 (1.0) 3/8 (9.6) 5/16 (8) 160 N
SS - 3/4 (19) 25 (.64) 1/2 (12.7) 3/8 (9.6) 175 N
SS - 1 (25.4) 12 (.30) NR 180 N2 - 20 (1.37)
AL - 3/16 (4.8) 150 200 (5.1) 3/8 (9.6) 3/16 (9.6) 136 N
AL - 1/4 (6.4) 150 (3.8) 1/4 (6.4) 141
AL - 3/8 (9.6) 110 (2.8) 145
AL - 1/2 (12.7) 90 (2.3) 5/16 (8) 155
Al - 3/4 (19) 50 (1.3) 1/2 (12.7) 3/8 (9.6) 166
AL - 1 (25.4) 30 (.76) 171
MEGJ.: 50 ft (15,24 m) vágópisztoly esetén kb. 3 mp. késleltetési idő szükséges ahhoz, hogy a N2 indítógázt kinyomja az O2 vágógáz.
CS - Szénacél, SS - Rozsdamentes acél, AL - Alumínium
Minden levegő plazma/levegő pajzs, 100 A vágás jó felületet eredményez alumíniumon, kivéve 3/4" (19 mm) AL: gyenge felület.
Minden levegő plazma/levegő pajzs, 100 A vágás elfogadható felületet eredményez rozsdamentes acélon, kivéve 3/4" (19mm) SS.
Minden N2 plazma/N2 pajzs, 100 A vágás jó felületet eredményez rozsdamentes acélon, kivéve 3/4" (19mm) SS: elfogadható
- 25 (1.7) H-35 - 55 (3.8) N2 - 65 (4.48)
2
- 45 (3.1)
2
- 25 (1.7) H-35 - 55 (3.8) N2 - 65 (4.48)
2
31
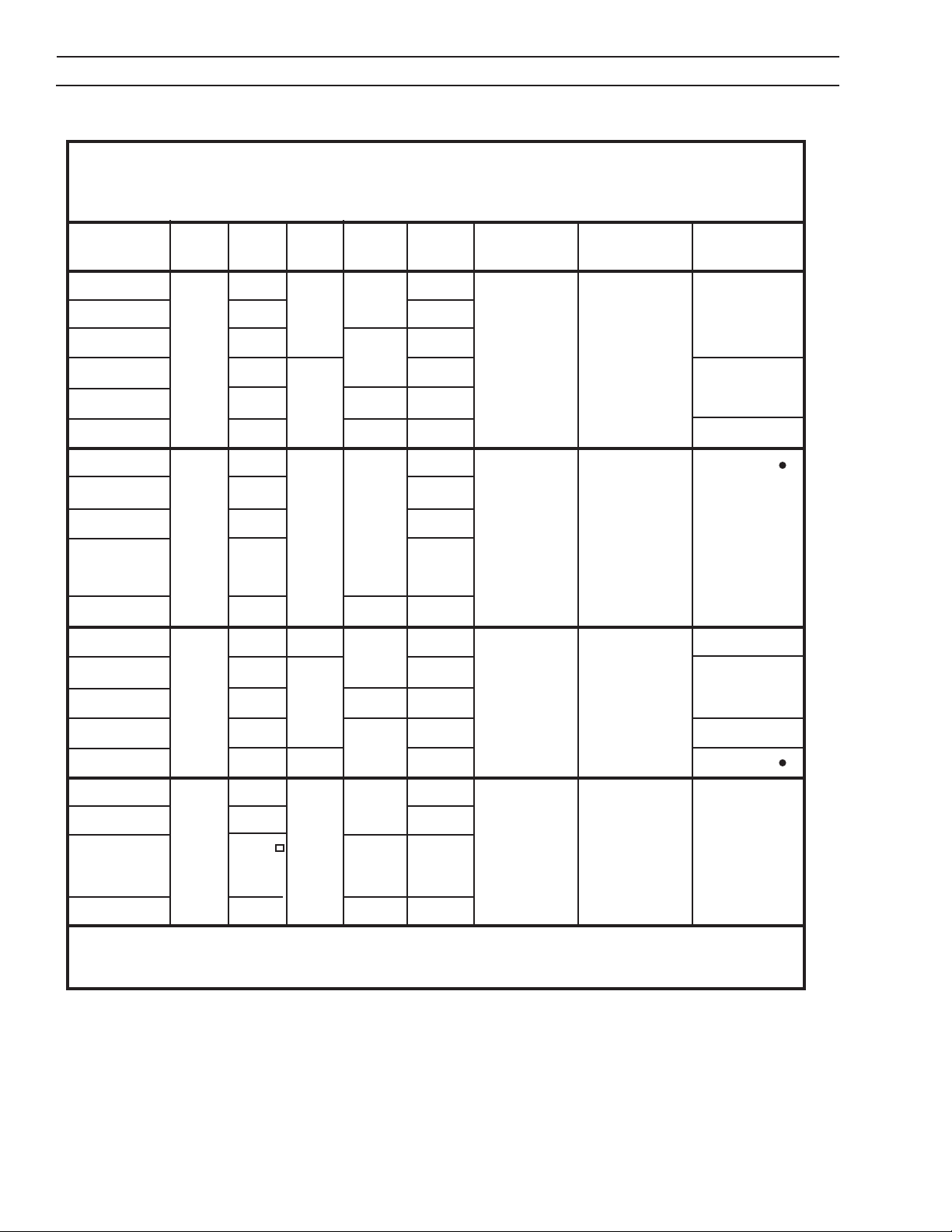
3. SZAKASZ ÖSSZESZERELÉS / MŰKÖDTETÉS
3-4. táblázat: 200 A adatok
Fúvóka alap - 100 - 200 A P/N 22028 Előív - HIGH (MAGAS)
Fúvóka hegy - 200 A P/N 22031
Elektróda - Hafnium P/N 34086
Gázterelő - 4-lyukú P/N 948142 Megjegyzés: Az 1" (25,4 mm) értékűnél vastagabb lyukasztás
Pajzs 100 - 250 A P/N 21802 nem ajánlott, ha a védőgázt 85 psi (5.86 bar) vagy magasabb
Diúzor 100 - 360 A P/N 21944 értékűre próbálják állítani
Lyuk.
mag.
hü.(mm)
(A)
SEBESSÉG
ipm(M/m)
ANYAG
Típus-Vastagság
hü.(mm)
CS - 1/4 (6.4) 200 150 (3.8) 3/8 (9.6) 1/8 (3.2) 143 Lev. - 30 (2.07) Lev. - 45 (3.1) Lev. - 65 (4.48)
CS - 3/8 (9.6) 100 (2.54) 146
CS - 1/2 (12.7) 95 (2.4) 7/32 (5.5) 158
CS - 5/8 (15.8) 75 (1.9) 1/2 (12.7) 160 Lev. - 55 (3.8)
CS - 3/4 (19) 65 (1.65) 1/4 (6.4) 165
CS - 1 (25.4) 35 (.89) 3/8 (9.6) 180 Lev. - 65 (4.48)
Áramer.
Vágási
mag.
hü.(mm)
Ív-
feszültség
(V)
INDÍTÓGÁZ
Típus/nyomás
psi(bar)
Plazmagáz
Típus/nyomás
psi(bar)
VÉDŐGÁZ
Típus/nyomás
psi(bar)
CS - 1/4 (6.4) 200 170 (4.3) 3/8 99.6) 1/8 (3.2) 129 N
CS - 3/8 (9.6) 110 (2.8) 3/16 (4.8) 133
CS - 1/2 (12.7) 95 (2.4) 7/32 (5.5) 136
CS - 5/8 (15.8) 75 (1.9) 1/2 (12.7) 139 Lev. - 55 (3.8)
CS - 3/4 (19) 55 (1.4) 1/4 (6.4) 142
CS - 1 (25.4) 40 (1.0) 3/8 (9.6) 155 Lev. - 65 (4.48)
SS - 1/4 (6.4) 200 140 (3.6) 3/8 (9.6) 1/8 (3.2) 142 Lev. - 30 (2.07) Lev. - 52 (3.6) Lev. - 85 (5.86)
SS - 3/8 (9.6) 125 (3.2) 3/16 (4.8) 150
SS - 1/2 (12.7) 85 (2.2) 154
SS - 3/4 (19) 55 (1.4) 1/2 (12.7) 3/8 (9.6) 174
SS - 1 (25.4) 20 (.50) 180
AL - 1/4 (6.4) 200 125 (3.2) 3/8 (9.6) 3/16 (4.8) 155 Lev. - 30 (2.07) Lev. - 52 (3.6) Lev. - 85 (5.86)
AL - 3/8 (9.6) 110 (2.8) 1/4 (6.4) 165
AL - 1/2 (12.7) 85 (2.2) 167
Al - 3/4 (19) 60 (1.5) 1/2 (12.7) 3/8 (9.6) 182
AL -1 (25.4) 40 (1.02) 189
- 30 (2.07) O2 - 45 (3.1) Lev. - 65 (4.48)
2
MEGJEGYZÉS: CS - Szénacél, SS - Rozsdamentes acél, AL - Alumínium
Minden N2 plazma/levegő védőgáz, 200 A vágás elfogadható felületet eredményez alumíniumon és rozsdamentes acélon,
kivéve 1" (25,4 mm) AL, amely gyenge minőségű felületet eredményez.
32

3. SZAKASZ ÖSSZESZERELÉS / MŰKÖDTETÉS
3-4. táblázat: 200 A adatok (folytatás)
Fúvóka alap - 100 - 200 A P/N 22028 Pajzs 100 - 250 A P/N 21802
Fúvóka hegy - 200 A P/N 22031 Diúzor 100 - 360 A P/N 21944
Elektróda - Tungsten P/N 34557 Előív - HIGH (MAGAS)
Gázterelő - 4-lyukú P/N 948142
ANYAG
Típus-Vastagság
hü.(mm)
AL - 1/4 (6.4) 200 180 (4.6) 3/8 (9.6) 3/16 (4.8) 151 N2 - 30 (2.07) N2 - 35 (2.4) Lev. - 65 (4.48)
AL - 3/8 (9.6) 110 (2.8) 155
AL - 1/2 (12.7) 70 (1.8) 159
AL - 3/4 (19) 55 (1.4) 1/2 (12.7) 1/4 (6.4) 170
AL - 1 (25.4) 30 (.76) 177
Áramer.
(A)
SEBESSÉG
ipm(M/m
Lyuk.
mag.
hü.(mm)
Vágási
mag.
hü.(mm)
Ív-
feszültség
(V)
INDÍTÓGÁZ
Típus/nyomás
psi(bar)
Plazmagáz
Típus/nyomás
psi(bar)
VÉDŐGÁZ
Típus/nyomás
psi(bar)
SS - 1/4 (6.4) 200 165 (4.2) 3/8 (9.6) 1/4 (6.4) 148 N
SS - 3/8 (9.6) 105 (2.7) 3/16 (4.8) 149
SS - 1/2 (12.7) 90 (2.3) 150 Lev. - 65 (4.48)
SS - 3/4 (19) 45 (1.1) 1/2 (12.7) 1/4 (6.4) 159 Lev. - 45 (3.1)
SS - 1 (25.4) 20 (.50) 169 Lev. - 65 (4.48)
SS - 1/2 (12.7) 200 50 (1.27) 1/2 (12.7) 3/8 (9.6) 163 N2 - 30 (2.07) H-35 - 52 (3.6) N2 - 85 (5.86)
SS - 5/8 (15.8) 47 (1.2) 5/16 (8) 162
SS - 3/4 (19) 32 (.8) 3/8 (9.6) 169
SS - 1 (25.4) 17 (.43) 175
AL - 1/4 (6.4) 200 155 (3.9) 3/8 (9.6) 5/16 (8) 146 N2 - 30 (2.07) H-35 - 52 (3.6) N2 - 65 (4.48)
AL - 3/8 (9.6) 120 (3) 1/4 (6.4) 148 N2 - 45 (3.1)
AL - 1/2 (12.7) 110 (2.8) 5/16 (8) 155
AL - 3/4 (19) 60 (1.5) 1/2 (12.7) 3/8 (9.6) 166 N2 - 85 (5.86)
AL - 1 (25.4) 40 (1.01) 169
MEGJ.: SS - Rozsdamentes acél, AL - Alumínium
A 3/8" (9,6 mm) méretnél vékonyabb rozsdamentes acél NEM ajánlott H-35 plazmagáz számára:
Ez ugyanis erős szennyeződést eredményez.
- 30 (2.07) N2 - 35 (2.4) Lev. - 85 (5.86)
2
33

3. SZAKASZ ÖSSZESZERELÉS / MŰKÖDTETÉS
34
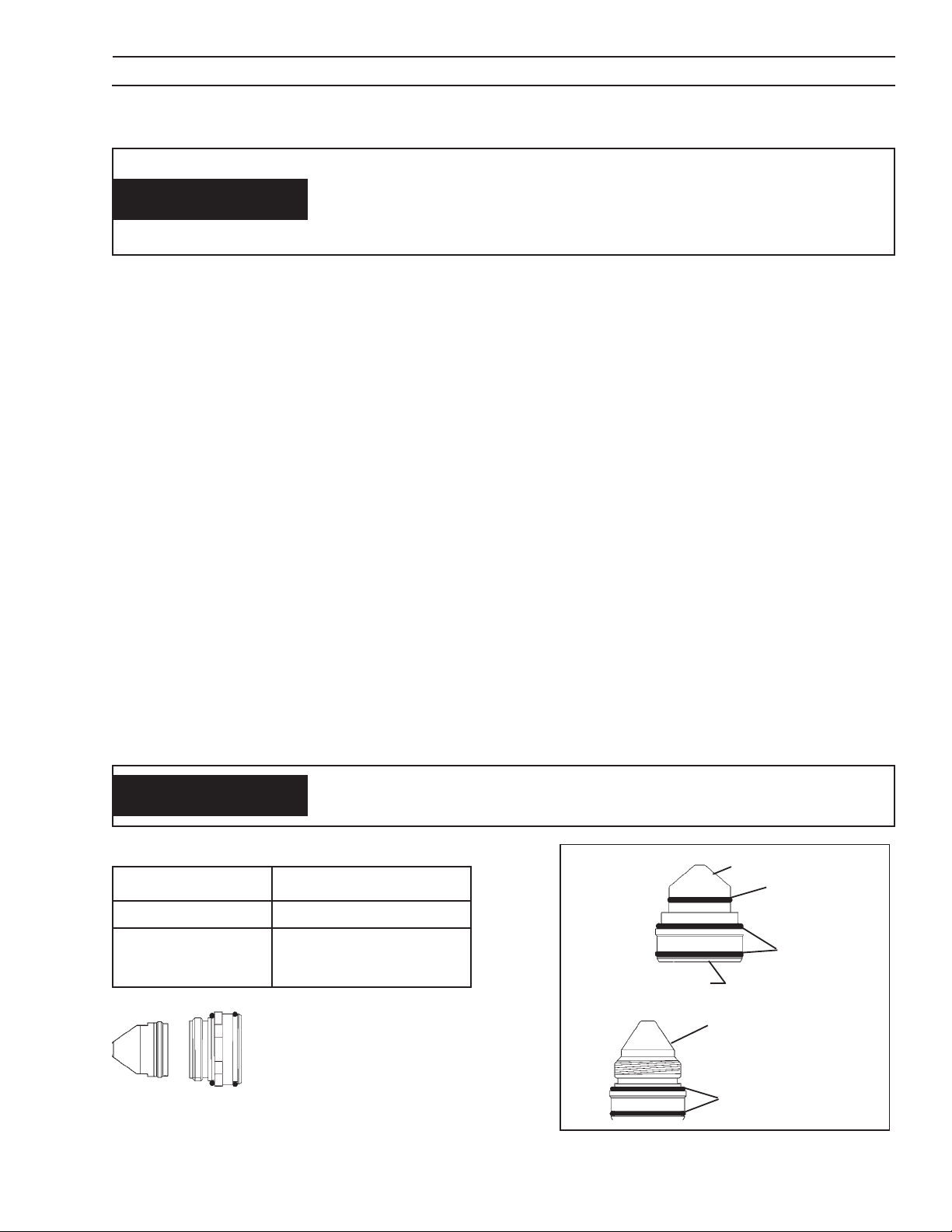
4. SZAKASZ KARBANTARTÁS
4.1 BEVEZETÉS
Amennyiben a berendezés nem működik megfelelően, azonnal szakítsa meg a
munkát, és vizsgálja meg a hibás működés okait. A karbantartási munkákat tapasztalt
VIGYÁTAT
Az áramforrás karbantartásával, hibaelhárításával és alkatrészrendelésével kapcsolatos részletes információkért tanulmányozza
át az F-14-483 (PCM-150) használati útmutatót, valamint az F-15-027 (PCM-1500), vagy F-15-528 (PCM-8XL), F-15-108 (ESP-400),
F-15-237 (ESP-600C), F-15-141 (ESP-300) vagy F-15-116 (ESP-1000) kiegészítést.
Ha az elektróda kopásának ellenőrzése céljából eltávolítja a fúvókát a vágópisztolyból, azzal nagymértékben csökkenti az
elektróda élettartamát. Az elektróda élettartamának maximalizálása érdekében csak az elektróda cseréjekor távolítsa el a
fúvókát.
A rögzítőgyűrű eltávolítása előtt mindig távolítsa el a pajzsot vagy a pajzstartót. Ha a pajzs nem lazulna meg, akkor szorítsa
meg a rögzítőgyűrűt a pajzsra kifejtett nyomás csökkentése érdekében.
B. Ellenőrizze a réz fúvókát, nehogy megolvadjon a túl nagy áramerősség miatt, ellenőrizze a belső ívképződés okozta
károkat, elhajlásokat vagy mély karcokat a gyűrű felületén. Ha bármilyen hasonló hibát észlelne, cserélje ki a fúvókát.
(A belső felület elszíneződése és a kis fekete kezdőpontok normális jelenségnek számítanak.) A hafnium részecskék
nom smirglivel vagy acélforgáccsal távolíthatók el.
C. Vigyen fel vékony rétegben szilikon kenőanyagot (P/N 17672-1 oz. tubus) a fúvóka és a gyűrű peremére. Ellenőrizze,
hogy a gyűrű (P/N 181W89) egyenletesen helyezkedik el a fúvókán.
D. Helyezze a fúvókát a vágópisztolyba.
E. Csavarja fel a rögzítőgyűrűt a vágópisztolyra, és KÉZZEL SZORÍTSA MEG. A fúvóka a gázterelőhöz illeszkedik (P/N
948142). NE húzza meg túlzottan.
F. Válasszon megfelelő gázdiúzor pajzsot. Helyezze a diúzort a pajzsba.
G. Helyezze a pajzsot a diúzorral együtt a pajzstartóba, majd csavarja a pajzstartót erősen a fúvókatartóra.
személynek, az elektromos munkákat pedig szakavatott elektrotechnikusnak kell
végeznie. Nem szakavatott személyeknek ne engedélyezze a berendezés vizsgálatát,
tisztítását vagy szerelését. Csak ajánlott tartalék alkatrészeket használjon.
MEGJEGYZÉS
MEGJEGYZÉS
MEGJEGYZÉS
MEGJEGYZÉS: Ha nem használ másodlagos pajzsot, akkor a hőellenző pajzsot az F. lépésben szerelje fel
Győződjön meg arról, hogy a hővédő pajzs, a pajzstartó és a vágópisztoly más
VIGYÁTAT
Kétrészes fúvóka a PT-19XLS vágópisztoly számára
TARTALÉK FÚVÓKA HEGY
P/N 22026 FÚVÓKA HEGY 50A
P/N 22029 FÚVÓKA HEGY 100A
P/N 22030 FÚVÓKA HEGY 150A
P/N 22031 FÚVÓKA HEGY 200A
FÚVÓKA
HEGY
FÚVÓKA
ALAP
TARTALÉK FÚVÓKA ALAP
A fúvóka hegyet erősen szorítsa a
fúvóka alapra, legalább 100 font/ hüvelyk (1,2 kg/méter) nyomatékkal.
elülső részei megfelelően lehűltek, mielőtt azokhoz nyúlna.
- 22026
P/N 22027 FÚVÓKA ALAP 50A
P/N 22028 FÚVÓKA ALAP - 100 - 200A
50A FÚVÓKA
ALAP - 22027
250 A FÚVÓKA - 21822
(2) Gyűrű - 181W89
4-1. ábra: Megfelelő gyűrűpozíció
(50, 150 és 250 A fúvókák)
35
50 A fúvóka hegy
Gyűrű - 994092
(2) Gyűrű - 181W89

4. SZAKASZ KARBANTARTÁS
4.2 A PT19XLS FÚVÓKÁJÁNAK CSERÉJE LÁSD 51. ÁBRA
A. A fúvóka eltávolításához csavarja le a pajzstartót vagy a hővédő pajzsot és a tartógyűrűt, majd fogja meg a fúvókát,
és húzza ki egyenesen a vágópisztolyból.
4.3 AZ ELEKTRÓDA ÉS A GÁZTERELŐ CSERÉJE
A. Távolítsa el a pajzstartót vagy hővédő pajzsot, rögzítőgyűrűt és a fúvókát a fenti leírás szerint.
B. Távolítsa el az elektródát a 7/16 hüvelykes villáskulcs segítségével (P/N 996568 - a vágópisztolyhoz mellékelt). Ha
az elektródatartó nem jött ki a hegyével, akkor az elektródatartó a vágópisztolyhoz mellékelt elektróda-eltávolító
eszközzel (P/N 37110) vehető ki. a peckek a hegytartó mélyedéseibe illeszkednek. A gázterelő sérülésének
megelőzése érdekében az elektróda eltávolításakor vagy visszahelyezésekor ügyeljen rá, hogy a villáskulcsot vagy
az eltávolító eszközt egyenesen tartja. A gázterelőnek az elektródatartóval együtt kell kijönnie. Ha nem így lenne,
akkor óvatosan vegye ki.
C. Cserélje ki az elektródát, ha a hafnium betét 0,090 hüvelyknél (2,3 mm) jobban elkopott.
D. Ellenőrizze a gyűrűket (P/N 86W99). Az egyik az elektródatartó belsején, míg a másik a külső részen található. Ha
a gyűrű megtörik, ki kell cserélni, miközben ügyelni kell rá, hogy ne karcoljuk meg a gyűrűt. Kenje be az új gyűrűt
szilikonzsírral, mielőtt az elektródatartóba helyezné.
E. Cserélje ki a gázterelőt, ha meg lenne törve, vagy elülső pereme (a fúvóka illeszkedési felülete) sérült lenne.
F. Az összeszereléskor csúsztassa a gázterelőt az elektródára/elektródatartó szerelvényre. Ha a gyűrű megfelelő kenéssel
van ellátva, akkor lehetséges a fúvóka ráhelyezése. Ellenkező esetben távolítsa el a gyűrűt, szerelje be a gázterelőt
vagy szerelje be ismét a gyűrűt. Ezután csavarja az elektróda szerelvényt a vágópisztolyba a 7/16 hüvelykes vil-
láskulcs segítségével. Húzza meg szorosan, de NE húzza túl.
4.4 A SZIGETELŐ SZERELVÉNY CSERÉJE
A szigetelő szerelvényt (P/N 37083) rendszeresen el kell távolítani, és ellenőrizni kell az esetleges sérüléseket, illetve a hat
gyűrű elmozdulását. A szigetelő test eltávolításához végezze el a következőket:
A. Távolítsa el a pajzstartót vagy a hőellenző pajzsot, a fúvókatartó gyűrűt, a fúvókát, az elektródát, az elektródatartót
és a gázterelőt a fentiekben ismertetett módon.
Lazítsa meg a szigetelő test belsejében található állítócsavart legalább egy teljes fordulattal.
B. Húzza ki egyenesen a szigetelő testet.
C. Vékony rétegben kenje be a gyűrűket szilikonzsírral. Szükség esetén cserélje ki a gyűrűket.
D. Távolítsa el a csatlakozógyűrű szerelvényt a szigetelő testről; ehhez csavarja ki a csavart a 7/64 hüvelykes imbusz-
kulccsal (a vágópisztolyhoz mellékelt).
E. Szerelje össze a fordított sorrendben. Illessze a szigetelő testet a tűhöz (P/N 37063), és nyomja be.
Miután meghúzta az elektródatartót, húzza meg az állítócsavart (#6-32) a szigetelés belső részén.
A CSŐ HÁTSÓ RÉSZE
3
hüvelyk
2
hüvelyk
Biztosan tekerje körbe a vezetékköteget 2" (50 mm) szélesen.
Csúsztassa le a tekercset és tekerje be szalaggal 4-1/4" (108 mm) szélesen.
KARIMA
HÜVELYEZÉS
4 1/4
hüvelyk
MEGJ.: Ne ragassza le szalaggal a vezeték végét.
4-2. ábra: PT-19XLS vezeték és tömlő szerelvény
MEGJ.: A tekercselés nem megy rá a gázcsövekre.
36

4. SZAKASZ KARBANTARTÁS
4.5 A VEZETÉK ÉS TÖMLŐK CSERÉJE
A. Az erőátviteli kábel és a gáztömlő vágópisztoly végéről történő leszereléséhez csavarja le az üvegszálas hüvelyt
(P/N 37064) a rozsdamentes acél testről.
B. Az előív vezeték a szigetelő (P/N 20409) alatt található csatlakozóra (P/N 20408) csatlakozik. Távolítsa el a szalagot
a szigetelő mögül úgy, hogy ezáltal fel lehessen csúsztatni az előív vezetéket, szabaddá téve a csatlakozót. Lazítsa
meg a 7/64 hüvelykes állítócsavart a imbuszkulccsal a vezeték csatlakozóról történő eltávolításához.
C. Egyenesítse ki az elektromos vezetékeket, és ellenőrizze, hogy a vágópisztoly hüvelye egyenes, amikor visszac-
savarozza azt a vágópisztoly testére. A vezetékek viszonylag nomak, könnyen összecsavarhatók. Ne erőltesse a
hüvelyt. A visszacsavarozás megkönnyítése érdekében alkalmazzon kis mennyiségű szilikonzsírt.
D. Biztosítsa a hüvely karimáját a tömlőhöz az elektromos vezetékek sugárzástól való megóvása érdekében. Ha a
vágópisztoly készen áll az üzemeltetésre, ellenőrizze, hogy az elektromos vezetékek nincsenek a közelben.
37

4. SZAKASZ KARBANTARTÁS
38

5. SZAKASZ TARTALÉK ALKATRÉSZEK
5.1 ÁLTALÁNOS
A tartalék alkatrészek a következő ábrákon láthatók. Tartalék alkatrészek rendelésekor az ábrákon látható termékszámot és
terméknevet adja meg.
Mindig adja meg a készülék sorozatszámát, amelyhez a tartalék alkatrészeket rendeli. A sorozatszám a készülék névtábláján
látható.
5.2 RENDELÉS
A megfelelő működés érdekében ajánlott a kizárólag eredeti ESAB alkatrészek és termékek használata a készülékkel. A nem
az ESAB által gyártott alkatrészek használata érvénytelenítheti a garanciát.
Tartalék alkatrészeket ESAB forgalmazójától, vagy a következő címen rendelhet:
ESAB Welding & Cutting Products
Attn: Customer Service Dept.
P.O. Box 100545, 411 S. Ebenezer Road
Florence, SC 29501-0545
Tartalék alkatrészek rendelésekor ne feledje el feltüntetni speciális szállítási utasításait.
Telefonos alkatrészrendelés esetén hívja az ESAB-ot az 1-843-664-5540 számon. Rendelését faxon is elküldheti az
1-800-634-7548 számra. Tartalék alkatrészek rendelésekor ne feledje el megadni speciális szállítási utasításait
Az ügyfélszolgálati telefonszámokat az útmutató utolsó oldalán szereplő listán találhatja.
39
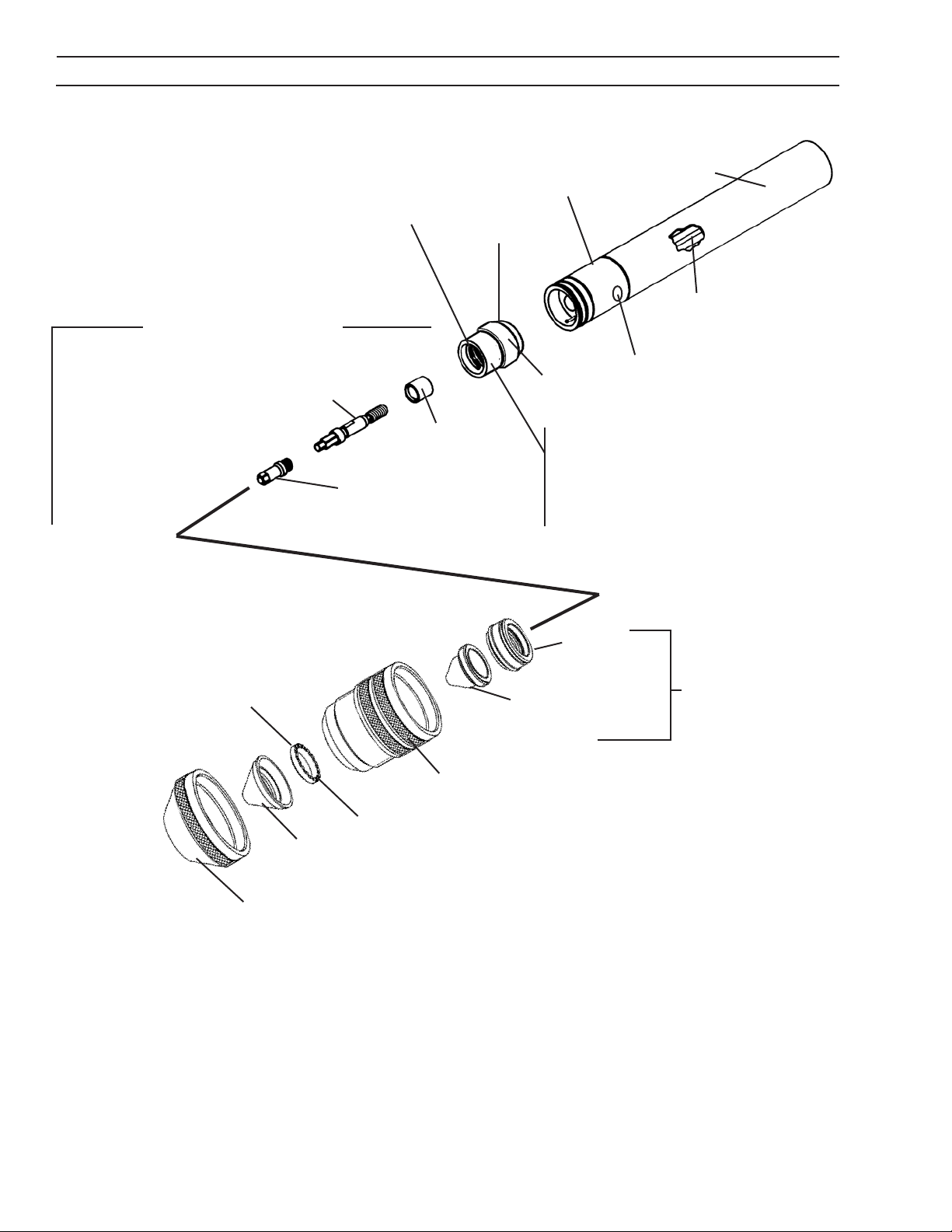
5. SZAKASZ TARTALÉK ALKATRÉSZEK
MARKOLAT - 37064
HÁTSÓ TEST SZERELVÉNY - 37066
ÉRINTKEZŐ GYŰRŰ -
PT-19XLS alkatrészek
ELEKTRÓDATARTÓ - 37068
Tartalma: (2) 86W99 gyűrű
22496 REV, fekete
0558003858
ELEKTRÓDA
22196 400A O
22403 600A N
(lásd 5-1. táblázat)
GYŰRŰ - 2064106
GÁZTERELŐ
22194 400A O
(lásd 5-1. táblázat)
2
2
Állítócsavar lyuk
(állítsa a kieresztőnyíláshoz)
2
Fúvóka hegy
(lásd 5-1. táblázat)
Cső- és vezetécsatlakozó
(lásd 5-3. és 5-4. ábrák)
Kieresztőnyílás
SZIGETELŐ SZERELVÉNY - 37083
Tartalma:
(1) 86W85 gyűrű
(8) 951000 gyűrű
(1) 2064106 gyűrű
(2) 61630631 #6/32-32 X 3/16 állítócsavarok
Fúvóka alap
(lásd 5-1. táblázat)
22195 400A O
22401 600A N
2
2
Diúzor (lásd 5-1. táblázat)
Pajzs (lásd 5-1. táblázat)
Pajzstartó - 37081
Pajzstartó, víz alatti - 0558004616
5-1. ábra: PT-19XLS plazmaíves vágópisztoly
FÚVÓKATARTÓ GYŰRŰ - 37082
FÚVÓKATARTÓ GYŰRŰ, LÉGFÜGGÖNY - 37431
Megjegyzés:
Úgy szerelje össze, hogy a bevágások a fúvóka felé
néz zenek, amint az ábrán is látható.
40

5. SZAKASZ TARTALÉK ALKATRÉSZEK
5-1. táblázat: A PT-19XLS vágópisztoly tartalék alkatrészeinek listája
Alkalmazás
Áramerősség, Vastagság, Pajzs Diúzor Fúvóka Elektróda Gázterelő
plazmagáz anyag
50-65 A .063 - .250 hüv. 50A 50A Hegy-22026 34086XL 948142
Levegő és N
CS, SS, AL
100A .188 - .750 hüv. 100A-250A 100-360A Hegy 22029 34086XL 948142
Lev., N
CS, SS, AL 948143
22496Rev. 4-lyukú Rev
150A .250 - 1.00 hüv. 100A-250A 100 -360A Hegy 22030 34086XL 948142
Lev., N2, O2 (6 - 25mm) 21802 21944 Alap 22028 4-lyukú STD
CS, SS, AL 948143
22496Rev. 4-lyukú Rev.
150A .250 - 1.00 hüv. 100A-250A 100-360A Hegy 22030 22403 948142
N2, H35 (6 - 25mm) 21802 21944 Alap 22028 4-lyukú STD
SS, AL 948143
22496Rev. 4-lyukú Rev.
200A .250 - 2.00 hüv. 100A - 250A 100 - 360A Hegy 22031 34086XL 948142
Lev., N2, O2 (6 - 50mm) 21802 21944 Alap 22028 4-lyukú STD
CS, SS, AL 948143
22496Rev. 4-lyukú Rev.
200A .250 - 1.50 hüv. 100A-250A 100-360A Hegy 22031 22403 948142
N2, H35 (6 - 38mm) 21802 21944 Alap 22028 4-lyukú STD
SS, AL 948143
22496Rev. 4-lyukú Rev.
250A .250 - 2.00 hüv. 100A-250A 100-360A 21822 34086XL 35660
Lev., O2 (6 - 50mm) 21802 21944 (1-darabos) 8 x .047
CS, SS, AL 35661
22496Rev. 8 x .047 Rev.
(1.16 - 6mm) 21795 21796 Alap-22027 4-lyukú STD
2
, O2 (4 - 19mm) 21802 21944 Alap 22028 4-Hole STD
2
Javasolt tartalék alkatrész
250A .250 - 2.00 hüv. 100A-250A 100-360A 21822 22403 35660
N2, H35 (6 - 50mm) 21802 21944 (1-darabos) 8 x .047
SS, AL 35661
22496Rev. 8 x .047 Rev.
325-360A .500 - 2.00 hüv. 360A 100-360A 35885 35886XL 35660
Lev., N2, O2 (13 - 50mm) 21945 21944 (1-darabos) 8 x .047
CS, SS, AL 35661
22496Rev. 8 x .047 Rev.
325-360A .500 - 2.00 hüv. 360A 100A-360A 35885 22403 35660
N2,H35 (13 - 50mm) 21945 21944 (1-darabos) 8 x .047
CS, SS, AL 35661
22496Rev. 8 x .047 Rev.
400-450A .750 - 2.00 hüv. 360A 100A-360A 22195 22196 22194
O2 (19 - 50mm) 21945 21944 (1-darabos) 32 x .023
CS, SS, AL
400-450A .750 - 2.00 hüv. 360A 100A-360A 22195 22403 35660
N2, H35 (19 - 50mm) 21945 21944 (1-darabos) 8 x .047
AL, SS 35661
22496Rev. 8 x .047Rev.
600A 1.00 - 3.00 hüv. 360A 100-360A 22401 22403 35660
N2, H35 (25 - 75mm) 21945 21944 (1-darabos) 8 x .047
CS, SS, AL 35661
22496Rev. 8 x .047Rev.
41

5. SZAKASZ TARTALÉK ALKATRÉSZEK
1
996528 GYŰRŰ (1EA)
1.61 ID X .070W
GYŰRŰ
(2ea.)
.175 ID X .050W
61630631#6-32 X 3/16
S.S. ÁLLÍTÓCSAVAR
37063 - TŰ
ELHELYEZÉS
CSATLAKOZÓGYŰRŰ
SZERELVÉNY - 0558003858
CSATLAKOZÓGYŰRŰ
CSAVAR- 37073
4 (3ea.)
37075 - PA FOGLALAT
ÉS VEZETÉK SZERELVÉNY
996526 GYŰRŰ (1EA)
.145 ID X .070W
37067 RÖGZÍTŐ, PA SZIGETELŐ
2
3
Tételszám
1
2
3
4
Szüks.
menny.
1
4
1
2
5-2. ábra: Előív vezeték szerelvény
Cikkszám
37076
61330980
20408
951000
Megnevezés
P.A. BUSZ SZIGETELŐ
CSAVAR, #6-32 X 1/8
CSATLAKOZÓ, NAGYFREKV.
GYŰRŰ.175 ID X O.50W
42

5. SZAKASZ TARTALÉK ALKATRÉSZEK
Megnevezés
VÍZTÖMLŐ
ELŐÍV VEZETÉK
ERŐÁTVITELI KÁBEL
GÁZTÖMLŐ
VÉDŐGÁZ TÖMLŐ
CÍMKE PT-19XLS - 954726
Cikkszám
Szüks.
Tétel-
Cikkszám/
vágópisz-
Megnevezés
menny.
szám
toly hossza
TELJESÍTMÉNYVEZ.*
ELŐÍV VEZETÉK
20405
0558005891
11111
12345
P/N
37093
(15,2 m)
GÁZTÖMLŐ
VÉDŐGÁZ TÖMLŐ
20404
20406
37084
4
HÜVELY - 37064
5
2
3
PVC CSŐ .31 ID X .56 OD
1
Cikkszám
Szüks.
menny.
Tétel-
szám
Cikkszám/
vágóp. hossz
34763
0558004635
0558004633
2111
123
P/N
0558004636
25 ft (7.6 m)
ESP-150,
0558004634
1
4
ESP-200
*Vegye gyelembe, hogy a teljesítményvezetékeknek 7/16 X 20 jobbmenetes végződése van az egyik végen,
míg a másik végen 7/16 X 20 balmenetes végződés.
PAJZS CSATLAKOZÓ
PAJZS.CSATL.
SZALAG KA-
POCS - 951168
43
- 33029
33030
150 mm
RÖGZÍTÉSÉHEZ.
HASZNÁLJON SZIGETELŐ
SZALAGOT A PAJZS VÉGÉNEK
CSÖVES ZSINÓR - 72020003
KAPOCS - 996647
0558002922 (50')
HÜVELYEZÉS -
KARIMA - 996647
5-3. ábra: PT-19XLS tömlő- és vezetékszerelvények (50 ft)
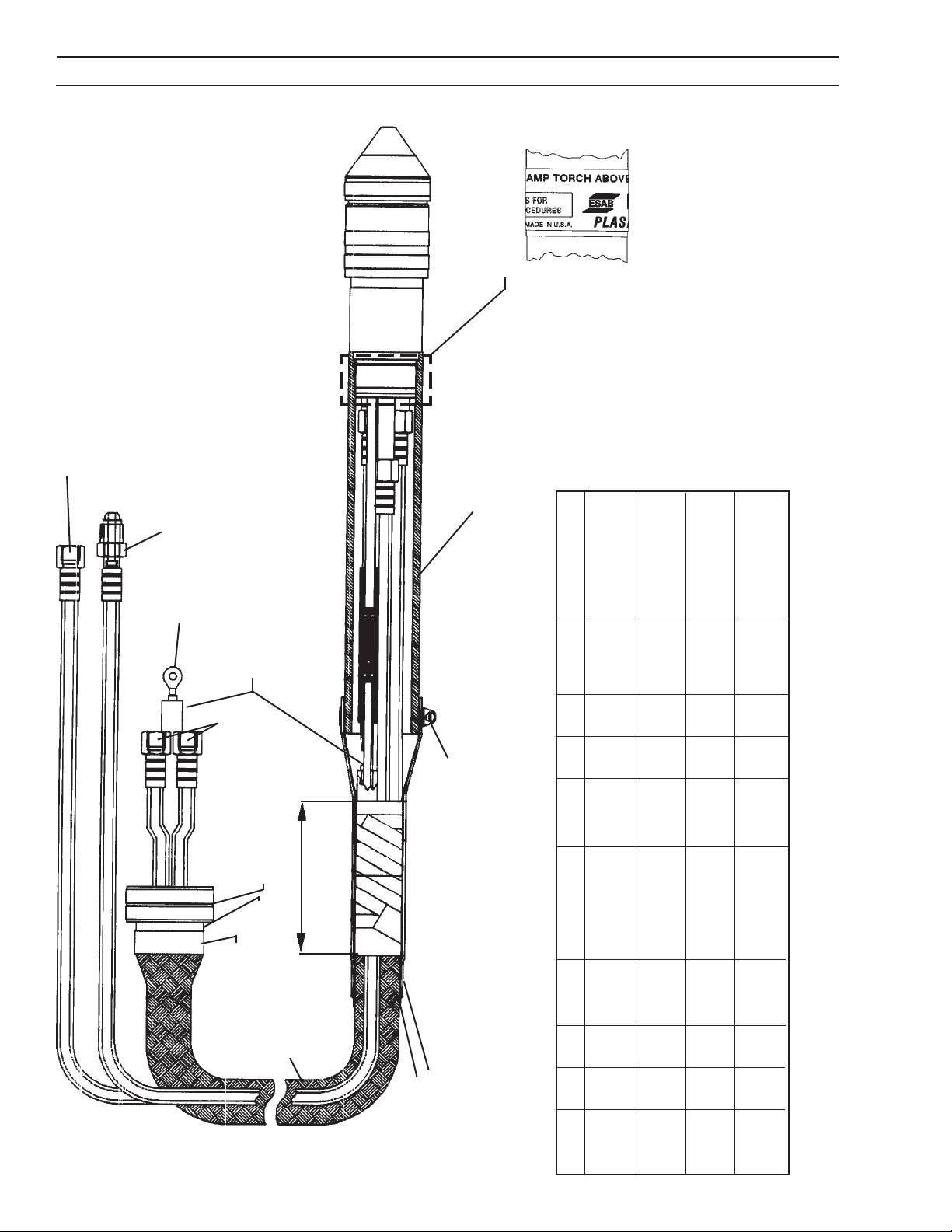
5. SZAKASZ TARTALÉK ALKATRÉSZEK
CÍMKE PT-19XLS - 954726
4
3
2
HÜVELY - 37064
Megnevezés
TELJESÍTMÉNYVEZ.*
ELŐÍV VEZETÉK
GÁZTÖMLŐ
VÉDŐGÁZ TÖMLŐ
TELJESÍTMÉNYVEZ.*
ELŐÍV VEZETÉK
GÁZTÖMLŐ
VÉDŐGÁZ TÖMLŐ
TELJESÍTMÉNYVEZ.*
ELŐÍV VEZETÉK
GÁZTÖMLŐ
VÉDŐGÁZ TÖMLŐ
PVC CSŐ .31 ID X .56 OD
Cikkszám
34364
0558005887
34362
37196
33210
0558005888
33204
37197
33211
0558005890
33205
37198
1
21112111211
Szüks.
menny.
12341234123
Tétel-
szám
1
4
5-4. ábra: PT-19XLS tömlő- és vezetékszerelvények (4 1/2 ft - 25 ft)
Cikkszám/
vágóp. hossz
P/N 37090
17 ft
(5.2 m)
P/N 37091
20 ft
(6.0 m)
P/N 37092
25 ft
(7.6 m)
KAPOCS - 996647
PAJZS CSATLAKOZÓ - 33029
108mm
NEK RÖGZÍTÉSÉHEZ.
HASZNÁLJON SZIGETELŐ
PAJZS CSATL.
33030
SZALAGOT A PAJZS VÉGÉ-
Megnevezés
TELJESÍTMÉNYVEZ.*
ELŐÍV VEZETÉK
GÁZTÖMLŐ
VÉDŐGÁZ TÖMLŐ
TELJESÍTMÉNYVEZ.*
ELŐÍV VEZETÉK
GAS HOSE
VÉDŐGÁZ TÖMLŐ
TELJESÍTMÉNYVEZ.*
ELŐÍV VEZETÉK
GAS HOSE
VÉDŐGÁZ TÖMLŐ
TELJESÍTMÉNYVEZ.*
ELŐÍV VEZETÉK
GAS HOSE
VÉDŐGÁZ TÖMLŐ
SZALAG
KAPOCS - 951168
72020003
CSÖVES ZSINÓR -
0558003840 (4.5')
0558003841 (6')
0558003843 (12')
HÜVELYEZÉS -
KARIMA - 996647
44
0558003844 (15')
0558003845 (17')
0558003846 (20')
0558003847 (25')
Cikkszám
34775
0558005882
34776
37192
996248
0558005883
34360
37193
34363
0558005885
211121112111211
Szüks.
menny.
123412341234123
Tétel-
szám
Cikkszám/
vágóp. hossz
P/N 37086
4.5 ft
(1.4 m)
P/N 37087
6 ft
(1.8 m)
P/N 37088
12 ft
34361
37194
(3.6 m)
33209
0558005886
33203
P/N 37089
15 ft
(4.5 m)
37195
1
4
*Vegye gyelembe, hogy a teljesítményvezetékeknek 7/16 X 20 jobbmenetes végződése van az egyik végen,
míg a másik végen 7/16 X 20 balmenetes végződés.

5. SZAKASZ TARTALÉK ALKATRÉSZEK
(includes 95100 O-rings)
37077 - Shield Gas Conduit
(includes 95100 O-rings)
37078 - Plasma Gas Conduit
45

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
Supplement to F-15-430 PT-19XLS Plasma Torch Manual
Introduction
The following information is a result of many hours of
testing and is a general guide for setting up and
cutting with a PT-19XLS Mechanized Plasma Arc
Torch. The machine’s control manages gas flow
using Smart Flow II, a proportional valve flow control
system.
In most cases these settings will provide a quality cut.
The data contains values for:
• cutting aluminum, carbon and stainless steel
• arc voltage (standoff)
• cutting speed
• current (amperes)
• gas flow rates for plasma/shield gas combinations
This same data is contained in SDP files. (See your
machine and programming manuals for more
information on SDP files.)
Speed, voltage, kerf, and current can be
NOTICE
used any time for a PT-19XLS torch
application.
Process data was derived using the Smart Flow II, a
programmable gas flow control. This same
information is used in creating Vision CNC process
control (SDP) files. Only gas flow rates are given for
reference when using Smart Flow II.
voltage, kerf, and current (amperes) remain
applicable when cutting with manual gas
regulation systems.
Speed, arc
Underwater Cutting Speeds Must Slowed by
NOTICE
10%.
As a general rule, above water cutting speeds
can be applied to underwater cutting by
reducing speeds by 10%. There are two
underwater examples offered for reference.
----1111

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
50 Amperes
Carbon Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness Air Air Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 40
BAR 2,76
PSI 50
BAR 3,45
PSI 10
BAR 0,69
PSI 10
BAR 0,69
SSSStart
tart
tart tart
Gas
Gas
GasGas
0.063
1,6
0
0
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
IN.
Initial Height
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to Low
----2222
.375
9,5
113
220
5588
.05
1,3

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
65 Amperes
Carbon Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness Air Air Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 40 40 40
BAR 2,76 2,76 2,76
PSI 50 50 50
BAR 3,45 3,45 3,45
PSI 10 10 10
BAR 0,69 0,69 0,69
PSI 10 10 10
BAR 0,69 0,69 0,69
Start
Start
Start Start
Gas
Gas
GasGas
0.125 0.188 0.250
3,2 4,7 6,4
0 0 0.1
0 0 0.4
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to Low
.375 .375 .375
9,5 9,5 9,5
115 118 130
150 100 75
3810 2540 1905
.065 .075 .085
1,7 1,9 2,2
----3333

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
100 Amperes
Carbon Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 O2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 46 46 44 46 46 46 48 46
BAR 3,2 3,2 3,0 3,2 3,2 3,2 3,3 3,2
PSI 20 20 20 20 20 20 20 18
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,2
PSI 10 18 18 10 16 10 12 10
BAR 0,7 1,2 1,2 0,7 1,1 0,7 0,8 0,7
Start
Start
Start Start
Gas
Gas
GasGas
0.125 0.188 0.250 0.313 0.375 0.500 0.625 0.750
3,2 4,7 6,4 7,9 9,5 12,7 15,9 19,1
0 0 0 0 0.2 0.4 0.5 0.3
0 0 0 0 0.2 0.5 0.6 0.7
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
IN.
Initial Height
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to Low
----4444
.375 .375 .375 .375 .375 .500 .500 .500
9,5 9,5 9,5 9,5 9,5 12,7 12,7 12,7
123 135 133 134 149 141 159 162
190 150 120 100 80 60 38 20
4826 3810 3048 2540 2032 1524 965 508
.08 .075 .100 .085 .012 .100 .14 .145
2,0 1,9 2,5 2,2 3,0 2,5 3,6 3,7

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
150 Amperes
Carbon Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 O2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 20 20 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 37 37 37 37 37 44 37 37
BAR 2,6 2,6 2,6 2,6 2,6 3,0 2,6 2,6
PSI 20 20 20 20 20 21 18 18
BAR 1,4 1,4 1,4 1,4 1,4 1,5 1,2 1,2
PSI 18 18 18 18 16 18 10 16
BAR 1,2 1,2 1,2 1,2 1,1 1,2 0,7 1,1
Start
Start
Start Start
Gas
Gas
GasGas
0.188 0.250 0.313 0.375 0.500 0.625 0.750 1.000
4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0 0 0 0.2 0.2 0.2 0.3
0 0 0 0 0.4 0.5 0.8 1.0
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
.375 .375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
127 126 131 134 140 151 157 156
160 150 120 90 75 55 45 25
4064 3810 3048 2286 1905 1397 1143 635
.085 .095 .095 .120 .105 .125 .150 .165
2,2 2,4 2,4 3,0 2,7 3,2 3,8 4,2
----5555

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
200 Amperes
Carbon Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 O2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 26 25 25 25 20 25 25 25
BAR 1,8 1,7 1,7 1,7 1,4 1,7 1,7 1,7
PSI 40 43 40 44 40 40 40 44
BAR 2,8 3,0 2,8 3,0 2,8 2,8 2,8 3,0
PSI 20 20 20 20 20 18 18 22
BAR 1,4 1,4 1,4 1,4 1,4 1,2 1,2 1,5
PSI 8 14 18 10 11 7 12 22
BAR 0,6 1,0 1,2 0,7 0,8 0,5 0,8 1,5
Start
Start
Start Start
Gas
Gas
GasGas
0.250 0.313 0.375 0.500 0.625 0.750 1.000 1.250
6,4 7,9 9,5 12,7 15,9 19,1 25,4 31,8
0 0 0 0.1 0.2 0.3 0.3 0.6
0 0.2 0 0.2 0.3 0.3 0.5 1.0
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----6666
.375 .375 .375 .500 .500 .500 .500 .500
9,5 9,5 9,5 12,7 12,7 12,7 12,7 12,7
124 129 132 129 139 142 153 164
170 140 110 90 65 55 40 20
4318 3556 2794 2286 1651 1397 1016 508
.095 .105 .110 .136 .120 .150 .170 .190
2,4 2,7 2,8 3,5 3,0 3,8 4,3 4,8

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
250 Amperes
Carbon Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 O2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25 26 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,8 1,7
PSI 38 38 44 40 38 38 43 44
BAR 2,6 2,6 3,0 2,8 2,6 2,6 3,0 3,0
PSI 18 18 20 14 18 18 22 22
BAR 1,2 1,2 1,4 1,0 1,2 1,2 1,5 1,5
PSI 12 12 16 12 12 12 22 22
BAR 0,8 0,8 1,1 0,8 0,8 0,8 1,5 1,5
Start
Start
Start Start
Gas
Gas
GasGas
0.250 0.375 0.500 0.625 0.750 1.000 1.250 1.500
6,4 9,5` 12,7 15,9 19,1 25,4 31,8 38,1
0 0 0 0.2 0.3 0.3 0.5 0.8
0 0 0.2 0.1 0.2 0.4 0.8 1.2
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
.375 .375 .500 .500 .500 .625 .625 .625
9,5 9,5 12,7 12,7 12,7 15,9 15,9 15,9
130 135 135 138 142 150 162 168
170 125 115 80 65 50 33 22
4318 3175 2921 2032 1651 1270 838 558
.110 .135 .135 .130 .150 .160 .170 .200
2,8 3,5 3,5 3,3 3,8 4,1 4,3 5,1
----7777
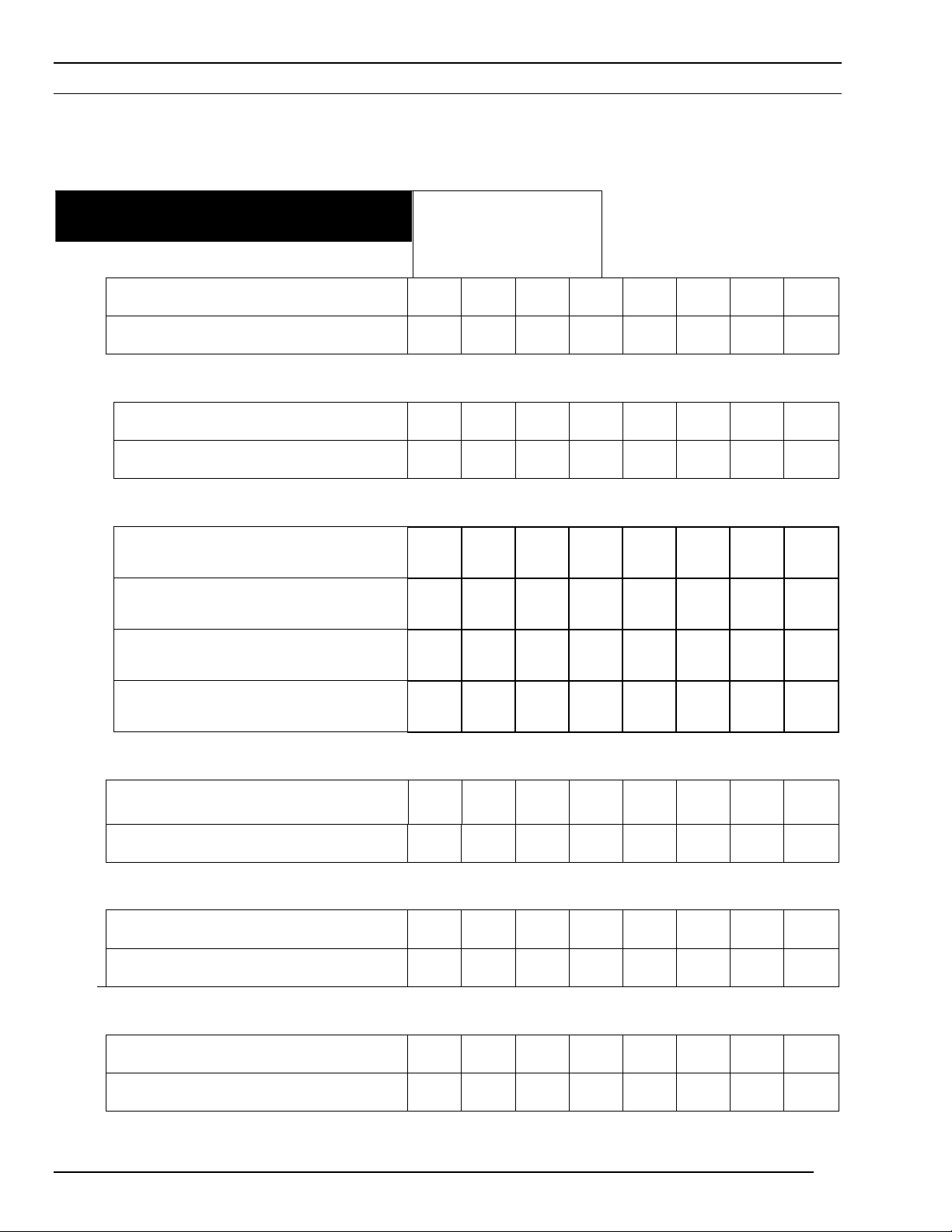
AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
325 Amperes
Carbon Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 O2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 26 25 25 25 25 25
BAR 1,8 1,7 1,7 1,7 1,7 1,7
PSI 37 37 31 31 31 36
BAR 2,6 2,6 2,1 2,1 2,1 2,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
Start
Start
Start Start
Gas
Gas
GasGas
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
0.3 0.3 0.3 0.4 0.5 0.7
0.2 0.3 0.3 0.6 0.9 1.0
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----8888
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
125 135 132 142 146 156
125 100 90 60 37 25
3175 2540 2286 1524 939 635
.140 .150 .160 .175 .200 .210
3,6 3,8 4,1 4,5 5,1 5,3
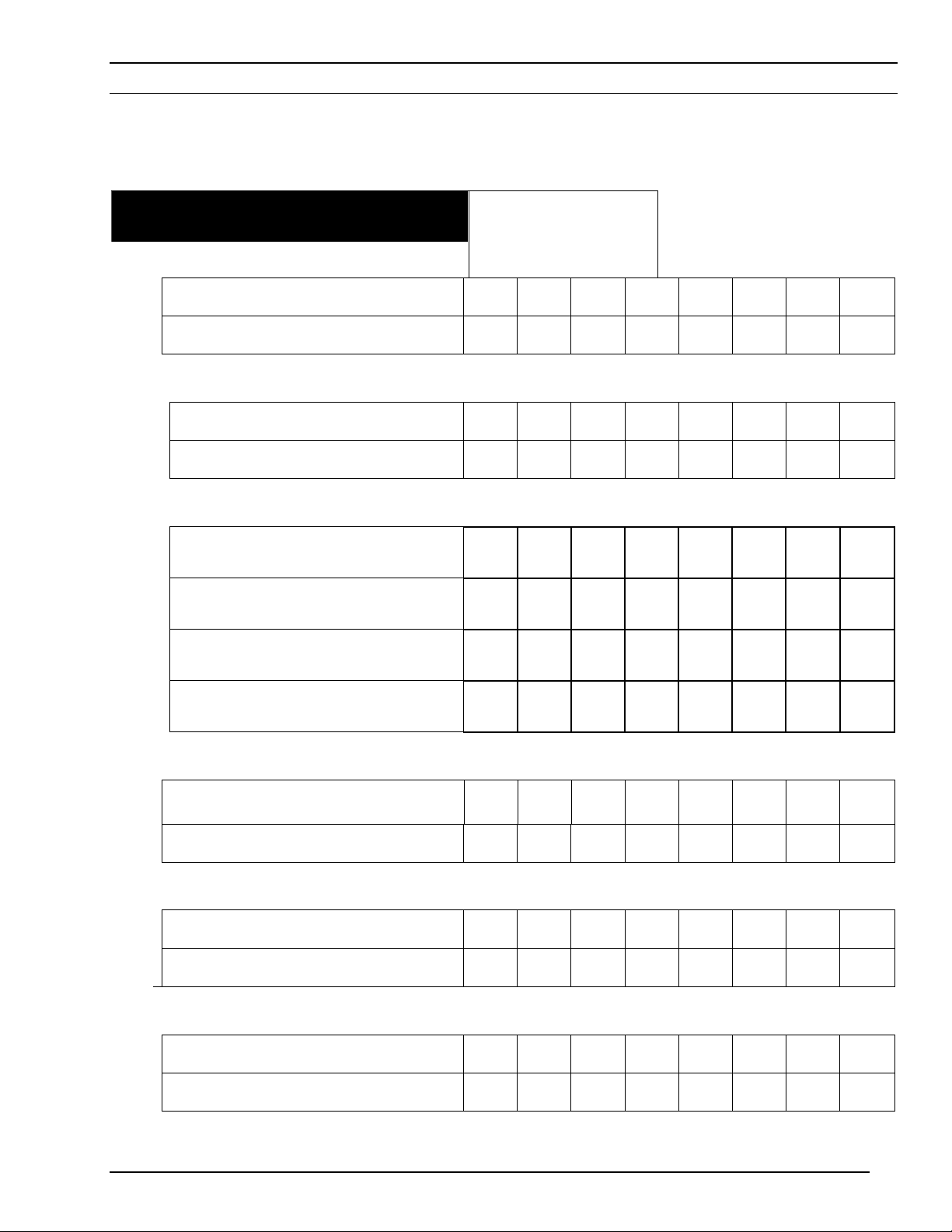
AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
360 Amperes
Carbon Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 O2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 26 25 25 25 25 25
BAR 1,8 1,7 1,7 1,7 1,7 1,7
PSI 38 37 35 35 38 36
BAR 2,6 2,6 2,4 2,4 2,6 2,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
Start
Start
Start Start
Gas
Gas
GasGas
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
0.3 0.3 0.3 0.5 0.6 0.7
0.2 0.3 0.3 0.7 0.9 1.0
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
124 135 132 141 146 153
135 115 100 65 45 32
3429 2921 2540 1651 1143 813
.140 .140 .165 .180 .205 .210
3,6 3,6 4,2 4,6 5,2 5,3
----9999

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
400 Amperes
Carbon Steel
Start
Start
UNDER WATER
Start Start
Gas
Gas
GasGas
Material Thickness N2 O2 Air
IN
MM
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
0.3 0.3 0.3 0.5 0.5 0.7
0.2 0.3 0.3 0.3 0.7 1.2
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 31 31 31 31 31 31
BAR 2,7 2,6 2,6 2,6 2,6 2,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----10
10
1010
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
125 132 136 141 142 150
130 120 110 75 55 37
3556 3175 2794 1905 1397 940
.145 .150 .195 .195 .205 .220
3,7 3,8 5,0 5,0 5,2 5,6

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
400 Amperes
Carbon Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 O2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 31 31 31 31 31 31
BAR 2,7 2,6 2,6 2,6 2,6 2,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
Start
Start
Start Start
Gas
Gas
GasGas
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
0.3 0.3 0.3 0.5 0.5 0.7
0.2 0.3 0.3 0.3 0.7 1.2
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
125 132 136 141 142 150
140 125 115 80 60 43
3556 3175 2794 1905 1397 940
.145 .150 .195 .195 .205 .220
3,7 3,8 5,0 5,0 5,2 5,6
----11
11
1111

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
65 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness Air Air Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 40 40 40
BAR 2,76 2,76 2,76
PSI 60 60 60
BAR 4,14 4,14 4,14
PSI 10 10 10
BAR 0,7 0,7 0,7
PSI 10 10 10
BAR 0,7 0,7 0,7
Start
Start
Start Start
Gas
Gas
GasGas
0.063 0.125 0.250
1,6 3,2 6,4
0 0 0.2
0 0.2 0.4
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to Low
----12
12
1212
.375 .375 .375
9,5 9,5 9,5
115 115 126
200 110 60
5080 2794 1524
.063 .08 .100
1,6 2,0 2,5

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
100 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness Air Air Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7
PSI 42 42 42 42 42
BAR 2,9 2,9 2,9 2,9 2,9
PSI 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18
BAR 1,24 1,24 1,24 1,24 1,24
Start
Start
Start Start
Gas
Gas
GasGas
0.188 0.250 0.375 0.500 0.750
4,7 6,4 9,5 12,7 19,1
0 0.1 0.1 0.1 0.2
0.1 0.2 0.3 0.3 0.4
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to Low
.375 .375 .375 .500 .500
9,5 9,5 9,5 12,7 12,7
151 157 157 182 185
120 95 70 50 25
3048 2413 1778 1270 635
.115 .120 .130 .130 .135
2,9 3,0 3,3 3,3 3,5
----13
13
1313

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
150 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness Air Air Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 40 40 40 40 40 40 40 40
BAR 2,8 2,8 2,8 2,8 2,8 2,8 2,8 2,8
PSI 15 15 15 10 15 10 10 10
BAR 1,0 1,0 1,0 0,7 1,0 0,7 0,7 0,7
PSI 15 15 15 10 15 10 10 10
BAR 1,0 1,0 1,0 0,7 1,0 0,7 0,7 0,7
Start
Start
Start Start
Gas
Gas
GasGas
0.188 0.250 0.313 0.375 0.500 0.750 0.875 1.000
4,7 6,4 7,9 9,5 12,7 19,1 22,2 25,4
0 0 0 0 0.1 0.2 0.4 0.4
0 0.1 0.2 0.2 0.3 0.5 0.6 0.7
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----14
14
1414
.375 .375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
147 152 153 159 165 175 184 187
200 140 120 100 80 45 37 30
5080 3556 3048 2540 2032 1143 940 762
.110 .110 .120 .130 .140 .140 .150 .150
2,8 2,8 3,0 3,3 3,6 3,6 3,8 3,8

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
200 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness Air Air Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44 44
BAR 3,0 3,0 3,0 3,0 3,0 3,0 3,0
PSI 14 14 14 14 14 14 14
BAR 1,0 1,0 1,0 1,0 1,0 1,0 1,0
PSI 15 15 15 15 15 15 15
BAR 1,0 1,0 1,0 1,0 1,0 1,0 1,0
Start
Start
Start Start
Gas
Gas
GasGas
0.250 0.313 0.375 0.500 0.625 0.750 1.000
6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0.1 0.1 0.2 0.2 0.2 0.3
0.2 0.2 0.3 0.3 0.3 0.5 0.6
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
.375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 12,7 12,7 12,7 12,7
155 160 160 167 170 175 186
125 125 110 85 70 60 40
3175 3175 2794 2159 1778 1524 1016
.110 130 .130 .130 .140 .140 .140
2,8 3,3 3,3 3,3 3,6 3,6 3,6
----15
15
1515

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
150 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 H-35 N2
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4
PSI 54 54 54 54 54 54
BAR 3,7 3,7 3,7 3,7 3,7 3,7
PSI 10 10 10 10 10 10
BAR 0,7 0,7 0,7 0,7 0,7 0,7
PSI 10 10 10 10 10 10
BAR 0,7 0,7 0,7 0,7 0,7 0,7
Start
Start
Start Start
Gas
Gas
GasGas
0.250 0.375 0.500 0.625 0.750 1.000
6,4 9,5 12,7 15,9 19,1 25,4
0 0.1 0.1 0.1 0.1 0.2
0.2 0.3 0.2 0.5 0.4 0.5
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----16
16
1616
.375 .375 .500 .500 .500 .500
9,5 9,5 12,7 12,7 12,7 12,7
135 141 144 155 160 172
150 110 90 55 45 25
3810 2794 2286 1397 1143 635
.140 .120 .130 .150 .160 .170
3,6 3,0 3,3 3,8 4,1 4,3

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
200 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 H-35 N2
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7
PSI 49 49 49 49 49
BAR 3,4 3,4 3,4 3,4 3,4
PSI 14 14 14 14 14
BAR 1,0 1,0 1,0 1,0 1,0
PSI 15 15 15 15 15
BAR 1,0 1,0 1,0 1,0 1,0
Start
Start
Start Start
Gas
Gas
GasGas
0.375 0.500 0.625 0.750 1.000
9,5 12,7 15,9 19,1 25,4
0 0 0.1 0.2 0.3
0.2 0.4 0.4 0.5 0.8
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
.375 .500 .500 .500 .500
9,5 12,7 12,7 12,7 12,7
150 155 160 168 175
120 100 85 65 35
3048 2540 2159 1651 889
.130 .140 .150 .160 .170
3,3 3,6 3,8 4,1 4,3
----17
17
1717
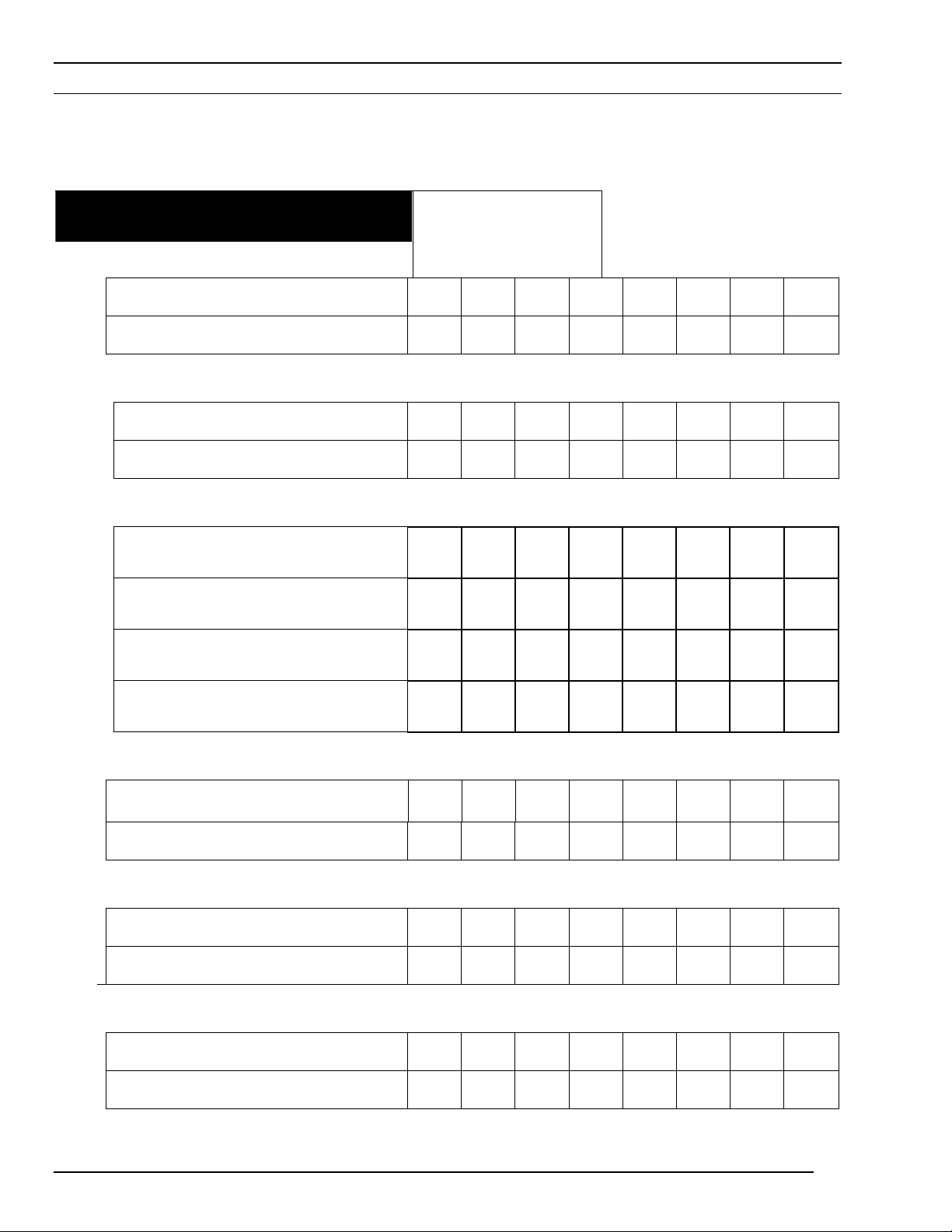
AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
360 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 H-35 N2
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 55 55 55 55 55 55 55 55
BAR 3,8 3,8 3,8 3,8 3,8 3,8 3,8 3,8
PSI 27 27 27 27 27 27 27 27
BAR 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
PSI 27 27 27 27 27 27 27 27
BAR 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
Start
Start
Start Start
Gas
Gas
GasGas
0.375 0.500 0.625 0.750 1.000 1.250 1.500 1.750
9,5 12,7 15,9 19,1 25,4 31,8 38,1 44,5
0 0 0.1 0.1 0.2 0.3 0.4 0.5
0.3 0.3 0.3 0.4 0.8 1.0 1.0 1.4
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----18
18
1818
.375 .500 .500 .500 .500 .500 .500 .500
9,5 12,7 12,7 12,7 12,7 12,7 12,7 12,7
145 155 166 168 173 185 193 203
175 155 130 90 60 45 33 25
4445 3937 3302 2286 1524 1143 838 635
.160 160 .180 .180 .190 .210 .240 .260
4,1 4,1 4,6 4,6 4,8 5,3 6,1 6,6

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
600 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 H-35 N2
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 46 46 46 46
BAR 3,2 3,2 3,2 3,2
PSI 46 46 46 46
BAR 3,2 32 32 3,2
PSI 35 35 35 35
BAR 2,4 2,4 2,4 2,4
PSI 35 35 35 35
BAR 2,4 2,4 2,4 2,4
Start
Start
Start Start
Gas
Gas
GasGas
1.000 1.500 2.000 3.000
25,4 38,1 50,8 76,2
0.3 0.4 0.5 0.6
0.5 0.8 1.0 1.2
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
.750 .750 .750 .750
19,1 19,1 19,1 19,1
172 177 192 212
80 65 30 15
2032 1651 762 381
.320 .330 .357 .390
8,1 8,4 9,1 9,9
----19
19
1919

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
250 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 H-35 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25
BAR 1,7 1,7 1,7
PSI 25 25 25
BAR 1,7 1,7 1,7
PSI 8 8 8
BAR 0,55 0,55 0,55
PSI 12 12 12
BAR 0.8 0.8 0.8
Start
Start
Start Start
Gas
Gas
GasGas
0.625 0.750 1.000
15,9 19,1 25,4
0.1 0.2 0.3
0.3 0.4 0.8
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----20
20
2020
.500 .500 .500
12,7 12,7 12,7
150 155 170
85 70 45
2159 1778 1143
.100 .100 .100
2,5 2,5 2,5

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
360 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 H-35 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 42 42 42 42 42 42 42 42
BAR 2,9 2,9 2,9 2,9 2,9 2,9 2,9 2,9
PSI 55 55 55 55 55 55 55 55
BAR 3,8 3,8 3,8 3,8 3,8 3,8 3,8 3,8
PSI 27 27 27 27 27 27 27 27
BAR 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
PSI 27 27 27 27 27 27 27 27
BAR 1,9 1,9 1,9 1,9 1,9, 1,9 1,9 1,9
Start
Start
Start Start
Gas
Gas
GasGas
0.500 0.625 0.750 0.875 1.000 1.250 1.500 1.750
12,7 15,9 19,1 22,2 25,4 31,8 38,1 44,5
0 0.1 0.1 0.1 0.2 0.3 0.4 0.5
0.3 0.3 0.4 0.5 0.8 1.0 1.0 1.4
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
.500 .500 .625 .625 .625 .625 .625 .625
12,7 12,7 15,9 15,9 15,9 15,9 15,9 15,9
150 166 168 170 173 185 193 200
150 130 90 75 60 45 33 25
3810 3302 2286 1905 1524 1143 838 635
.160 .180 .180 .180 .190 .210 .240 .260
4,1 4,6 4,6 4,6 4,8 5,3 6,1 6,6
----21
21
2121

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
600 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness H-35 H-35 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 46
BAR 3,2
PSI 46
BAR 3,2
PSI 34
BAR 2,4
PSI 34
BAR 2,4
Start
Start
Start Start
Gas
Gas
GasGas
1.500
38,1
0.5
1.1
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----22
22
2222
.750
19,1
172
75
1905
.320
8,1

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
200 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44 44 44
BAR 3,04 3,04 3,04 3,04 3,04 3,04 3,04 3,04
PSI 20 20 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18 18 18 18
BAR 1,24 1,24 1,24 1,24 1,24 1,24 1,24 1,24
Start
Start
Start Start
Gas
Gas
GasGas
0.188 0.250 0.313 0.375 0.500 0.625 0.750 1.000
4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0 0 0 0 0.1 0.2 0.2
0 0.2 0.2 0.3 0.3 0.4 0.5 0.8
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
.375 .375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
137 143 145 148 152 154 163 176
240 170 105 90 70 62 55 30
6096 4318 2667 2286 1778 1575 1397 676
.110 .110 .120 .130 .130 .140 .150 .160
2,8 2,8 3,0 3,3 3,3 3,6 3,8 4,1
----23
23
2323

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
250 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44
BAR 3,0 3,0 3,0 3,0 3,0 3,0
PSI 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18 18
BAR 1,2 1,2 1,2 1,2 1,2 1,2
Start
Start
Start Start
Gas
Gas
GasGas
0.250 0.375 0.500 0.625 0.750 1.000
6,4 9,5 12,7 15,9 19,1 25,4
0 0.1 0.1 0.1 0.1 0.2
0.2 0.3 0.3 0.5 0.6 0.8
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----24
24
2424
.375 .375 .500 .500 .500 .500
9,5 9,5 12,7 12,7 12,7 12,7
136 146 148 152 157 166
200 125 100 75 65 45
5080 3175 2540 1905 1651 1143
.120 .130 .130 .150 .150 .160
3,0 3,3 3,3 3,8 3,8 4,1

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
360 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 39 39 39 39 39 39
BAR 2,7 2,7 2,7 2,7 2,7 2,7
PSI 44 44 44 44 44 44
BAR 3,0 3,0 3,0 3,0 3,0 3,0
PSI 44 44 44 44 44 44
BAR 3,0 3,0 3,0 3,0 3,0 3,0
Start
Start
Start Start
Gas
Gas
GasGas
0.250 0.375 0.500 0.750 1.000 1.250
6,4 9,5 12,7 19,1 25,4 31,8
0 0 0 0.2 0.3 0.3
0.1 0.2 0.3 0.4 0.7 0.8
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
.375 .375 .500 .500 .500 .500
9,5 9,5 12,7 12,7 12,7 12,7
147 155 161 168 168 190
230 180 160 90 60 40
5842 4572 4064 2286 1524 1016
.120 .130 .130 .140 .150 .200
3,0 3,3 3,3 3,6 3,8 5,1
----22225555

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
600 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 27 27
BAR 1,9 1,9
PSI 27 27
BAR 1,9 1,9
PSI 34 34
BAR 2,4 2,4
PSI 34 34
BAR 2,4 2,4
Start
Start
Start Start
Gas
Gas
GasGas
1.000 1.500
25,4 38,1
0.5 0.5
1.0 1.1
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----26
26
2626
.625 .625
15,9 15,9
158 168
100 60
2540 1524
.177 .189
4,5 4,8

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
65 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 N2
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 30 30 30
BAR 2,1 2,1 2,1
PSI 58 58 58
BAR 4,0 4,0 4,0
PSI 10 10 10
BAR 0,7 0,7 0,7
PSI 10 10 10
BAR 0,7 0,7 0,7
Start
Start
Start Start
Gas
Gas
GasGas
16GA 0.125 0.250
1,6 3,2 6,4
0 0 0.1
0 0 0.4
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to Low
.375 .375 .375
9,5 9,5 9,5
118 118 125
180 120 70
4572 3048 1778
.055 .075 .095
1,4 1,9 2,4
----27
27
2727

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
65 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 N2
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 30 30 30 30
BAR 2,1 2,1 2,1 2,1
PSI 58 58 58 58
BAR 4,0 4,0 4,0 4,0
PSI 10 10 12 10
BAR 0,7 0,7 0,8 0,7
PSI 12 12 12 11
BAR 0,8 0,8 0,8 0,76
Start
Start
Start Start
Gas
Gas
GasGas
16GA 0.125 0.187 0.250
1,6 3,2 4,7 6,4
0 0 0.2 0.2
0 0 0.4 0.4
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to Low
----28
28
2828
IN. .375 .375 .375 .375
MM 9,5 9,5 9,5 9,5
118 120 120 122
250 75 70 55
6350 1905 1778 1397
.082 .090 .085 .090
2,1 2,3 2,4 2,3

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
100 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 N2
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7
PSI 50 50 50 50 50
BAR 3,5 3,5 3,5 3,5 3,5
PSI 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4
PSI 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5
Start
Start
Start Start
Gas
Gas
GasGas
0.250 0.375 0.500 0.625 0.750
6,4 9,5 12,7 15,9 19,1
0.1 0.2 0.3 0.3 0.5
0.3 0.4 0.5 0.5 1.2
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to Low
IN. .375 .375 .500 .625 .625
MM 9,5 9,5 12,7 15,9 15,9
152 158 162 177 186
55 42 30 16 9
1397 1067 762 384 248
.120 .120 .130 .140 .150
3,0 3,0 3,3 3,6 3,8
----29
29
2929

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
65 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness Air Air Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 30 40 30
BAR 2,1 2,1 2,1
PSI 58 60 58
BAR 4,0 4,1 4,0
PSI 10 10 10
BAR 0,7 0,7 0,7
PSI 12 10 10
BAR 0,8 0,7 0,7
Start
Start
Start Start
Gas
Gas
GasGas
0.062 0.125 0.250
1,6 3,2 6,4
0 0 0.2
0 0.2 0.5
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to Low
----30
30
3030
IN. .375 .375 .375
MM 9,5 9,5 9,5
113 118 122
250 80 60
6350 2032 1524
.050 .065 .075
1,2 1,6 1,9

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
100 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness Air Air Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 38 38 44 44 44 44 44
BAR 2,6 2,6 2,6 2,6 2,6 2,6 2,6
PSI 20 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18 18 18
BAR 1,2 1,2 1,2 1,2 1,2 1,2 1,2
Start
Start
Start Start
Gas
Gas
GasGas
0.188 0.250 0.313 0.375 0.500 0.625 0.750
4,7 6,4 7,9 9,5 12,7 15,9 19,1
0 0.1 0.1 0.2 0.3 0.4 0.5
0.2 0.3 0.4 0.4 0.6 0.8 1.2
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
GGGGas
as
asas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to Low
IN. .375 .375 .375 .375 .500 .625 .625
MM 9,5 9,5 9,5 9,5 12,7 15,9 15,9
155 160 158 165 180 186 188
100 55 45 35 25 18 10
2540 1397 1143 889 635 457 254
.100 .115 .120 .135 .140 .145 .150
2,5 2,9 3,0 3,4 3,6 3,7 3,8
----31
31
3131

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
150 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness Air Air Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 36 36 36 36 36 36 36 36
BAR 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,5
PSI 20 20 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 22 22 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5
Start
Start
Start Start
Gas
Gas
GasGas
0.188 0.250 0.313 0.375 0.500 0.625 0.750 1.000
4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0 0.1 0.1 0.2 0.3 0.4 0.4
0.1 0.3 0.3 0.3 0.4 0.4 0.8 1.0
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----32
32
3232
IN. .375 .375 .375 .375 .500 .625 .625 .625
MM 9,5 9,5 9,5 9,5 12,7 15,9 15,9 15,9
145 147 152 155 162 169 177 189
180 130 110 90 60 40 25 15
4572 3302 2794 2286 1524 1016 635 381
.100 .105 .115 .120 .125 .130 .140 .145
2,5 2,6 2,9 3,0 3,2 3,3 3,6 3,7

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
200 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness Air Air Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25 25 28
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 38 38 38 38 38 38 38 38
BAR 2,6 2,6 2,6 2,6 2,6 2,6 2,6 2,6
PSI 20 20 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 22 22 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5
Start
Start
Start Start
Gas
Gas
GasGas
0.188 0.250 0.313 0.375 0.500 0.625 0.750 1.000
4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0.1 0.1 0.1 0.1 0.2 0.3 0.4
0.2 0.2 0.3 0.3 0.4 0.5 0.8 1.0
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
IN. .375 .375 .375 .375 .500 .625 .625 .750
MM 9,5 9,5 9,5 9,5 12,7 15,9 15,9 19,1
148 150 154 159 159 165 170 183
200 135 130 125 85 70 55 20
5080 3429 3302 3175 2159 1778 1397 508
.105 .110 .105 .130 .125 .130 .135 .175
2,6 2,8 2,6 3,3 3,1 3,3 3,5 4,5
----33
33
3333

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
100 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 45 45 45 45 45 45
BAR 3,1 3,1 3,1 3,1 3,1 3,1
PSI 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
Star
Start
t
Cut
StarStar
Gas
Gas
GasGas
0.250 0.313 0.375 0.500 0.625 0.750
6,4 7,9 9,5 12,7 15,9 19,1
0.1 0 0.1 0.2 0.4 0.5
0.3 0.3 0.4 0.4 0.8 1.0
Cut
t t
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to Low
----34
34
3434
IN. .375 .375 .375 .500 .625 .625
MM 9,5 9,5 9,5 12,7 15,9 15,9
152 155 157 160 178 185
55 48 42 35 16 8
1397 1219 1066 889 406 203
.105 .115 .115 .120 .140 .150
2,6 2,9 2,9 3,0 3,6 3,8

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
150 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 40 40 40 40 42 42 42
BAR 2,8 2,8 2,8 2,8 2,8 2,8 2,8
PSI 20 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 8 8 8 8 8 8 8
BAR 0,6 0,6 0,6 0,6 0,6 0,6 0,6
Start
Start
Start Start
Gas
Gas
GasGas
0.188 0.250 0.375 0.500 0.625 0.750 1.000
4,7 6,4 9,5 12,7 15,9 19,1 25,4
0 0 0 0.2 0.4 0.4 0.5
0.1 0.2 0.3 0.4 0.8 1.0 1.2
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
IN. .375 .375 .375 .500 .625 .750 .750
MM 9,5 9,5 9,5 12,7 15,9 19,1 19,1
142 149 154 157 165 172 186
180 135 85 60 35 18 10
4572 3429 2159 1524 889 457 254
.110 .115 .120 .125 .145 .165 .175
2,8 2,9 3,0 3,2 3,7 4,2 4,5
----35
35
3535

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
200 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7
PSI 48 48 48 48 48
BAR 3,3 3,3 3,3 3,3 3,3
PSI 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4
PSI 16 16 16 16 16
BAR 1,1 1,1 1,1 1,1 1,1
Start
Start
Start Start
Gas
Gas
GasGas
0.250 0.375 0.500 0.750 1.000
6,4 9,5 12,7 19,1 25,4
0 0.1 0.2 0.5 0.6
0.2 0.3 0.2 1.0 1.2
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----36
36
3636
IN. .375 .375 .500 .625 .750
MM 9,5 9,5 12,7 15,9 19,1
143 149 157 163 175
165 105 70 45 20
4191 2667 1778 1143 508
.100 .115 .100 .140 .150
2,5 2,9 2,5 3,6 3,8

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
260 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 46 46 46 46 46 46 46
BAR 3,2 3,2 3,2 3,2 3,2 3,2 3,2
PSI 20 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18 18 18
BAR 1,2 1,2 1,2 1,2 1,2 1,2 1,2
Start
Start
Start Start
Gas
Gas
GasGas
0.250 0.375 0.500 0.625 0.750 1.000 1.250
6,4 9,5 12,7 15,9 19,1 25,4 31,8
0 0.2 0.2 0.3 0.3 0.4 0.7
0.2 0.3 0.5 0.6 0.6 0.9 1.3
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
IN. .375 .375 .500 .625 .625 .750 .750
MM 9,5 9,5 12,7 15,9 15,9 19,1 19,1
136 142 157 160 168 180 190
170 135 110 70 50 30 15
4318 3429 2794 1778 1270 762 381
.110 .110 .115 .120 .130 .140 .160
2,8 2,8 2,9 3,0 3,3 3,6 4,1
----37
37
3737

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
360 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44 44
BAR 3,0 3,0 3,0 3,0 3,0 3,0 3,0
PSI 18 18 18 18 18 18 18
BAR 1,2 1,2 1,2 1,2 1,2 1,2 1,2
PSI 18 18 18 18 18 18 18
BAR 1,2 1,2 1,2 1,2 1,2 1,2 1,2
Start
Start
Start Start
Gas
Gas
GasGas
0.250 0.375 0.500 0.625 0.750 1.000 1.250
6,4 9,5 12,7 15,9 19,1 25,4 31,8
0 0 0.1 0.2 0.2 0.4 0.4
0 0.1 0.4 0.4 0.4 1.0 1.0
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----38
38
3838
IN. .375 .375 .500 .625 .625 .750 .750
MM 9,5 9,5 12,7 15,9 15,9 19,1 19,1
157 163 170 175 180 195 205
230 150 125 95 75 45 25
5842 3810 3175 2413 1905 1143 635
.100 .105 .125 .125 .135 .145 .175
2,5 2,5 3,2 3,2 3,5 3,7 4,5

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
450 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25
BAR 1,7 1,7 1,7 1,7
PSI 34 34 34 34
BAR 2,4 2,4 2,4 2,4
PSI 31 31 31 31
BAR 2,1 2,1 2,1 2,1
PSI 31 31 31 31
BAR 2,1 2,1 2,1 2,1
Start
Start
Start Start
Gas
Gas
GasGas
0.750 1.000 1.250 1.500
19,1 25,4 31,8 38,1
0.3 0.5 0.5 0.7
0.3 .07 0.7 1.2
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
IN. .625 .625 .625 .625
MM 15,9 15,9 15,9 15,9
156 160 165 175
100 70 52 33
2540 1778 1321 838
.175 .180 .185 .196
4,5 4,6 4,7 5,0
----39
39
3939

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
450 Amperes
Stainless Steel
Start
Start
UNDER WATER
Start Start
Gas
Gas
GasGas
Material Thickness N2 N2 Air
IN
MM
0.750 1.000 1.250 1.500
19,1 25,4 31,8 38,1
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
0.5 0.5 0.5 0.5
1.0 1.0 1.3 1.4
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 27 25 25
BAR 1,7 1,9 1,7 1,7
PSI 34 27 34 34
BAR 2,4 1,9 2,4 2,4
PSI 31 34 31 31
BAR 2,1 2,4 2,1 2,1
PSI 31 34 31 31
BAR 2,1 2,4 2,1 2,1
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
MM/MIN
Kerf Width
Millimeters
Notes:
Pilot Arc Set to High
IPM
Inches
IN. .625 .625 .625 .625
MM 15,9 15,9 15,9 15,9
150 160 165 175
85 70 45 33
2159 1778 1143 838
.160 .180 185 .196
4,1 4,6 4,7 5,0
----40
40
4040

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
600 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 27 27
BAR 1,9 1,9
PSI 27 27
BAR 1,9 1,9
PSI 34 34
BAR 2,4 2,4
PSI 34 34
BAR 2,4 2,4
Start
Start
Start Start
Gas
Gas
GasGas
1.000 1.500
25,4 38,1
0.3 0.5
0.8 1.1
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
IN. .625 .625
MM 15,9 15,9
160 163
70 40
1778 1016
.175 .183
4,5 4,6
----41
41
4141

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
150 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 H-35 N2
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25
BAR 1,7 1,7
PSI 48 48
BAR 3,3 3,3
PSI 16 16
BAR 1,1 1,1
PSI 12 8
BAR 0,8 0,55
Start
Start
Start Start
Gas
Gas
GasGas
0.500 0.750
12,7 19,1
0.2 0.3
0.4 0.6
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----42
42
4242
IN. .500 .625
MM 12,7 15,9
160 177
40 20
1016 508
.145 .185
3,7 4,7

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
200 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 H-35 N2
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25
BAR 1,7 1,7 1,7
PSI 54 54 54
BAR 3,7 3,7 3,7
PSI 16 14 16
BAR 1,1 1,0 1,1
PSI 22 13 22
BAR 1,5 0,9 1,5
Start
Start
Start Start
Gas
Gas
GasGas
0.375 0.500 1.000
9,5 12,7 25,4
0.1 0.2 0.3
0.4 0.4 0.8
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
IN. .375 .500 .750
MM 9,5 12,7 19,1
160 164 180
55 50 17
1397 1270 432
.135 .145 .175
3,4 3,7 4,5
----43
43
4343

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
260 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 H-35 N2
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7
PSI 65 65 65 65 65
BAR 4,5 4,5 4,5 4,5 4,5
PSI 8 8 8 8 8
BAR 0,55 0,55 0,55 0,55 0,55
PSI 4 4 4 4 4
BAR 0,28 0,28 0,28 0,28 0,28
Start
Start
Start Start
Gas
Gas
GasGas
0.500 0.625 0.750 1.000 1.250
12,7 15,9 19,1 25,4 31,8
0.2 0.2 0.4 0.6 0.6
0.4 0.5 0.6 1.2 1.2
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----44
44
4444
IN. .500 .625 .625 .750 .750
MM 12,7 15,9 15,9 19,1 19,1
165 174 182 195 210
50 45 30 20 10
1270 1143 762 508 254
.180 .180 .185 .195 .225
4,6 4,6 4,7 4,9 5,7

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
360 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 H-35 N2
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7
PSI 52 60 60 60 80
BAR 3,6 4,14 4,14 4,14 5,5
PSI 6 14 14 14 14
BAR 0,4 0,97 0,97 0,97 0,97
PSI 4 12 12 12 8
BAR 0,3 0,8 0,8 0,8 0,55
Start
Start
Start Start
Gas
Gas
GasGas
0.500 0.750 1.000 1.250 1.500
12,7 19,1 25,4 31,8 38,1
0.3 0.4 0.5 0.8 1.0
0.6 0.8 1.0 1.2 1.2
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
IN. .500 .625 .750 .750 .750
MM 12,7 15,9 19,1 19,1 19,1
177 183 190 200 225
80 45 30 20 15
2032 1143 762 508 381
.175 .225 .250 .300 .345
4,5 5,7 6,3 7,6 8,8
----45
45
4545

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
600 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness H-35 H-35 N2
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 46 46 46 46
BAR 3,2 3,2 3,2 3,2
PSI 46 46 46 46
BAR 3,2 3,2 3,2 3,2
PSI 35 35 22 22
BAR 2,4 2,4 1,5 1,5
PSI 35 35 22 22
BAR 2,4 2,4 1,5 1,5
Start
Start
Start Start
Gas
Gas
GasGas
1.000 1.500 2.000 3.000
25.4 38.1 50.8 76.2
0.5 0.5 0.5 0.5
1.0 1.1 1.4 1.7
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----46
46
4646
IN. .750 .750 .750 .750
MM 19,1 19,1 19,1 19,1
163 186 204 206
40 18 12 9
1016 457 305 229
.303 .346 .380 .383
7,7 8,8 9,7 9,7

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
This page intentionally left blank.
----47
47
4747

Eredeti kiadás - 2008. március
Változatok története

ESAB Welding & Cutting Products, Florence, SC Welding Equipment
KOMMUNIKÁCIÓS ÚTMUTATÓ - ÜGYFÉLSZOLGÁLATOK
A. ÜGYFÉLSZOLGÁLATI KÉRDÉSEK:
Telefon: (800)362-7080 / Fax: (800) 634-7548 Elérhető: 8:00 - 19:00 EST
Rendelésfelvétel Rendelkezésre állás Árinformáció Rendelési inf. Visszaküldések
B. MÉRNÖKI SZOLGÁLAT:
Telefon: (843) 664-4416 / Fax : (800) 446-5693 Elérhető: 7:30 - 17:00 EST
Garanciális visszaküldés Hivatalos szervizállomások Hegesztőkészülék hibaelhárítás
C. MŰSZAKI SZOLGÁLAT:
Telefon: (800) ESAB-123/ Fax: (843) 664-4452 Elérhető: 8:00 - 17:00 EST
Termékszámok Műszaki alkalmazások Specikációk Készülék javaslatok
D. DOKUMENTÁCIÓ IGÉNYLÉSE:
Telefon: (843) 664-5562 / Fax: (843) 664-5548 Elérhető: 7:30 - 16:00 PM EST
E. HEGESZTŐKÉSZÜLÉK JAVÍTÁS:
Telefon: (843) 664-4487 / Fax: (843) 664-5557 Elérhető: 7:30 - 15:30 PM EST
Javítás becslése Javítás állapota
F. HEGESZTŐKÉSZÜLÉK TRÉNING
Telefon: (843)664-4428 / Fax: (843) 679-5864 Elérhető: 7:30 - 16:00 PM EST
Tréningiskola információ és jelentkezés
G. HEGESZTŐFOLYAMAT SEGÍTSÉGNYÚJTÁS:
Telefon: (800) ESAB-123 Elérhető: 7:30 - 16:00 PM EST
H. MŰSZAKI SEGÍTSÉGNYÚJTÁS, ALKATRÉSZEK:
Telefon: (800) 933-7070 Elérhető: 7:30 - 17:00 PM EST
AMENNYIBEN NEM TUDJA, KIHEZ FORDULJON:
Telefon: (800) ESAB-123
Fax: (843) 664-4452
Elérhető: 7:30 - 17:00 PM EST
vagy
látogasson el weboldalunkra: http://www.esabna.com
Az ESAB weboldal tartalma:
Átfogó termékinformáció
Anyagbiztonsági adatlapok
Garancia-regisztráció
Letölthető dokumentációs könyvtár
Forgalmazókereső
Globális vállalati információ
Sajtóközlemények
Ügyféltámogatás
0558008050 2008 / 03
 Loading...
Loading...