


PT-19XLS
Plasmarc™ skjærebrenner
Instruksjonshåndbok
F15-430-NOR 12 / 2005

SØRG FOR OPERATØREN FÅR DENNE INFORMASJONEN.
DU KAN FÅ EKSTRA KOPIER FRA DIN FORHANDLER.
FORSIKTIG
Disse INSTRUKSENE er for erfarne operatører. Hvis du ikke fullt ut kjenner prinsippene
for bruk av utstyr for buesveising og buekutting, og hvordan utstyret brukes på en sikker måte, ber vi deg innstendig om å lese vårt hefte “Precautions and Safe Practices for
Arc Welding, Cutting, and Gouging” Dokument 52-529. IKKE la personer uten opplæring
inspisere, rense eller reparere dette utstyret. Forsøk IKKE å installere eller bruke dette
utstyret før du har lest og fullt ut forstår instruksene i denne håndboken. Hvis du ikke fullt
ut forstår disse instruksene, kontakt din forhandler for ytterligere informasjon. Sørg for å
lese sikkerhetsforholdsreglene før dette utstyret installeres og brukes.
BRUKERANSVAR
Dette utstyret vil gi ytelse i samsvar med beskrivelsene som finnes i denne håndboken og på merkelapper
og/eller tilleggsdokumentasjon når utstyret installeres, brukes, vedlikeholdes og repareres i henhold til de gitte
instruksene. Dette utstyret må inspiseres med jevne mellomrom. Feilfunksjonerende eller dårlig vedlikeholdt
utstyr må ikke brukes. Komponenter som er ødelagt, manglende, utslitt, bøyd eller tilsmusset må utskiftes med
én gang. Skulle det bli nødvendig med slik reparasjon eller utskifting, anbefaler produsenten at den autoriserte
forhandleren som solgte utstyret forespørres skriftlig eller via telefon om råd vedrørende service.
Dette utstyret, eller noen som helst av dets komponenter, må ikke endres uten at det på forhånd er innhentet
skriftlig godkjenning fra produsenten. Brukeren av dette utstyret er helt ut selv ansvarlig for enhver feilfunksjonering som skyldes uriktig bruk, feilaktig vedlikehold, skade, uriktig reparasjon eller endring foretatt av enhver
annen enn produsenten eller et serviceverksted som er utpekt av produsenten.
LES OG FORSTÅ INSTRUKSJONSHÅNDBOKEN FØR INSTALLASJON OG BRUK.
BESKYTT DEG SELV OG ANDRE!

INNHOLDSFORTEGNELSE
KAPITTEL OVERSKRIFT SIDE
SIKKERHETSFORHOLDSREGLER
Sikkerhet ................................................................................................................................................5
KAPITTEL 1 INTRODUKSJON
1.1 Introduksjon ......................................................................................................................................... 7
1.2 Tilgjengelige modeller .....................................................................................................................7
KAPITTEL 2 NØDVENDIG UTSTYR
2.1 Tilleggsutstyr .......................................................................................................................................9
KAPITTEL 3 INSTALLASJON OG BRUK
3.1 Installasjon ..........................................................................................................................................11
3.2 Bruk .......................................................................................................................................................12
3.3 Gassinnstillinger ...............................................................................................................................13
Skjæretabeller for PT-19XLS .........................................................................................................14
Skjæreparametere for ESP-150 & ESP-200 ...............................................................................28
KAPITTEL 4 VEDLIKEHOLD
4.1 Introduksjon .......................................................................................................................................35
4.2 Utskifting av dysen på PT-19XLS ................................................................................................36
4.3 Utskifting av elektroden og rotasjonsringen .........................................................................36
4.4 Utskifting av isolatorgruppen ......................................................................................................36
4.5 Utskifting av kabler og slanger ...................................................................................................37
KAPITTEL 5 RESERVEDELER
5.1 Generelt ...............................................................................................................................................39
5.2 Bestilling ..............................................................................................................................................39

INNHOLDSFORTEGNELSE
4

SIKKERHETSFORHOLDSREGLER
Brukere av ESAB-utstyr for sveising og plasmaskjæring har det endelige ansvaret for å forsikre seg om at enhver
som arbeider med eller er i nærheten av utstyret tar hensyn til alle relevante sikkerhetsforholdsregler. Sikkerhetsforholdsreglene må oppfylle kravene som gjelder for denne typen utstyr for sveising eller plasmaskjæring. I
tillegg til standardforskriftene som gjelder for arbeidsstedet, må det tas hensyn de følgende anbefalingene.
Alt arbeid må utføres av opplært personell som har god kjennskap til bruken av utstyr for sveising og plasmaskjæring. Ukorrekt bruk av utstyret kan føre til farlige situasjoner som kan resultere i personskade på operatøren
og ødeleggelse av utstyret.
1. Alle som bruker utstyr for sveising eller plasmaskjæring må kjenne til:
- riktig bruk
- hvor nødstopp nnes
- hvordan utstyret fungerer
- relevante sikkerhetsforholdsregler
- sveising og/eller plasmaskjæring
2. Operatøren må forsikre seg om at:
- ingen uvedkommende person benner seg innenfor utstyrets arbeidsområde når det startes opp.
- ingen er uten beskyttelse når buen tennes.
3. Arbeidsstedet må:
- være passende for formålet
- være fritt for trekk
4. Personlig verneutstyr:
- Bruk alltid personlig verneutstyr, slik som beskyttelsesbriller, ammesikker
bekledning og sveisehansker.
- Ikke bruk noe som er løstsittende, slik som skjerf, armbånd, ringer osv., fordi dette kan settes
fast eller forårsake brannskader.
5. Generelle forholdsregler:
- Bring på det rene at returkabelen er godt tilkoplet.
- Arbeid på høyspenningsutstyr kan bare utføres av en kvalisert elektriker.
- Egnet brannslukkingsutstyr må være tydelig merket og må nnes like i nærheten.
- Smøring og vedlikehold må ikke utføres på utstyret mens det brukes.
5

SIKKERHETSFORHOLDSREGLER
SVEISING OG PLASMASKJÆRING KAN FØRE TIL SKADE PÅ DEG SELV OG
ANDRE. TA FORHOLDSREGLER VED SVEISING OG SKJÆRING. SPØR ETTER
ADVARSEL
ELEKTRISK STØT - Kan drepe.
- Enheten for sveising eller plasmakutting må installeres og tilkoples jordledning i henhold til forskriftene.
- Ikke berør spenningssatte elektriske komponenter med bar hud, våte hansker eller vår bekledning.
- Isoler deg selv fra jord og fra arbeidsstykket.
- Vær sikker på at du har en sikker arbeidsstilling.
SVEISERØYK OG GASSER - Kan gi helseskade.
- Hold hodet vekk fra sveiserøyk.
- Bruk ventilasjon, avsug ved lysbuen, eller begge deler, for å hindre at du puster inn røyk og gasser,
og for å holde røyk og gasser borte fra området.
DIN ARBEIDSGIVERS SIKKERHETSFORSKRIFTER SOM SKAL VÆRE BASERT
PÅ PRODUSENTENS RISIKODATA.
LYSBUESTRÅLER - Kan skade øynene og brenne huden.
- Beskytt øynene og kroppen. Bruk riktig type sveisemaske og beskyttelsesglass for sveising/plasmaskjæring
og bruk vernebekledning.
- Bruk egnede avskjermingsmidler og gardiner for å beskytte personer i nærheten.
BRANNFARE
- Gnister (sprut) kan forårsake brann. Bring på det rene at det ikke nnes antennbare materialer i nærheten.
STØY - Kraftig støy kan gi hørselsskade.
- Beskytt ørene. Bruk hørselvern.
- Advar personer i nærheten om risikoen.
FUNKSJONSSVIKT - Be om ekspertassistanse ved funksjonssvikt.
LES OG FORSTÅ INSTRUKSJONSHÅNDBOKEN FØR INSTALLASJON OG BRUK.
BESKYTT DEG SELV OG ANDRE!
6

KAPITTEL 1 INTRODUKSJON
1.1 INTRODUKSJON
PT-19XLS er en vannkjølt plasmaskjærebrenner laget for mekanisert skjæring med strøm opp til 360 A med oksygen og opp
til 600 A med nitrogen eller H-35.
PT-19XLS er innrettet for sekundær gasskjøling og har ere mindre forbedringer i forhold til PT-19XL.
PT-19XLS er fullt reparerbar.
1.2 TILGJENGELIGE MODELLER
P/N 37086, Brenner PT-19XLS, 1,37 m (4-1/2 ft.)*
P/N 37087, Brenner PT-19XLS, 1,83 m (6 ft.)*
P/N 37088, Brenner PT-19XLS, 3,66 m (12 ft.)*
P/N 37089, Brenner PT-19XLS, 4,57 m (15 ft.)*
P/N 37090, Brenner PT-19XLS, 5,18 m (17 ft.)*
P/N 37091, Brenner PT-19XLS, 6,10 m (20 ft.)*
P/N 37092, Brenner PT-19XLS, 7,62 m (25 ft.)*
P/N 37093, Brenner PT-19XLS, 15,24 m (50 ft)**
P/N 37543, Brenner PT-19XLS, uten ledninger
P/N 0558004636, Brenner PT-19XLS, 7,62 m (25 ft)**
*Brukt på Smart Flow ESP-1000 Plasmaskjæremaskin med ESP ULTRA-LIFE 300, ESP-400C eller ESP-600C strømforsyning.
Også brukt på PCM-1500 konsollenheter modisert for bruk med PCC-12-kontroll og på ESP-200 med tilkoplingsboks.
**Brukt på ESP-150 & ESP-200 uten tilkoplingsboks.
MERKNAD: Denne brenneren og dens komponenter er beskyttet av ulike U.S. og utenlandske patenter, med ytterligere uavgjorte patenter.
ESAB Welding & Cutting Products har som policy å reagere sterkt på patentkrenkelse ved ikke-autorisert produksjon, salg og bruk av selskapets
patenterte produkter og reservedeler.
Høy spenning kan drepe. Frakople all elektrisk kraft til strømforsyningen før brenneren
FARE
FARE
røres eller vedlikeholdes. Metalldeler på brenneren kan ha høy spenning.
PLASMASKJÆRING kan forårsake dødelige damper, brann og eksplosjon.
• Gasserbenyttettilplasmaskjæringkanforårsakekvelning,brannogeksplosjon.
• Kraftigstøyfraplasmaskjæringkanforårsakehørselstap.
Tabell 1-1. Spesikasjoner for PT-19XLS
Strømområde 400 A for O2 eller luft som plasmagass
600 A for N
Arbeidssyklus 100%
Brennermonteringsdiameter 50,8 mm (2 in.)
Lengde av brenner uten 422 mm (16.6")
kabler
Kjølingskrav Min. 2,83 l/min @ 6,2 bar (150 A)
Min. 3,79 l/min @ 8,3 bar (250 A)
Plasmagassforbruk (bue på) 35 cfh (50 A)
65 cfh (150 A)
110 cfh (250A)
Kjølegass 90 to 450 scfh
Forbruk Luft eller N
eller H-35 plasmagass
2
2
7

KAPITTEL 1 INTRODUKSJON
8

KAPITTEL 2 NØDVENDIG UTSTYR
2.1 TILLEGGSUTSTYR
A. Reservedelssett for PT-19XL, P/N 37307
Anbefalt for vedlikehold av PT-19XLS-brenneren med minimum dødtid. Settet inneholder følgende komponenter og
verktøy for PT-19XLS:
4 - Elektrode, lang ...................................................P/N 34086XL
4 - Elektrode, lang N2/ArH2 ......................................P/N 22403
2 - Dyseholder, 100 - 200A .......................................P/N 22028
5 - Dysetupp, 150A ......................................................P/N 22030
2 - Dyseholder, 50A .....................................................P/N 22027
5 - O-ring (1.301 ID X .070 W) .............................P/N 2064106
2 - Ytterkappe, 50A ......................................................P/N 21795
1 - Elektrodeholder .....................................................P/N 37068
2 - Avstandsring, 50A .................................................P/N 21796
5 - Dysetupp, 150A ....................................................P/N 22026
6 - #6-32 X 1/8 settskruer .................................. P/N 61330980
6 - #6-32 X 3/16 settskruer ...............................P/N 61630631
5 - Dyse, 250A ...............................................................P/N 21822
4 - Rotasjonsring ....................................................... P/N 948142
1 - Dyseholderkopp ....................................................P/N 37082
1 - Isolatorgruppe ........................................................P/N 37083
1 - Kontaktringgruppe .................................. P/N 0558003858
B. Brennermontering
1. Brennerfestegruppe P/N 598707 kreves for montering av PT-19XLS.
For stasjonær montering eller montering på bom kan også følgende komponenter være nødvendige:
P/N 39V35 - Stativ- og rørgruppe (Rack & Tube Assembly) P/N 40V26 - Brennertjusteringsgruppe
P/N 25V39 - Justerbar sleide P/N 29N04 - Vinkelbrakett
P/N 996342 - Klamp-isolatorbøssing
10 - O-ring (.468 ID X .07 W)................................... P/N 86W85
5 - O-ring (.145 ID X .070 W) ............................... P/N 996526
30 - O-ring (.176 ID X .050 W) ............................... P/N 951000
20 - O-ring (1.614 ID X .070 W)............................. P/N 996528
20 - O--ring (.363 ID X .070 W)............................... P/N 86W99
1- Stemmeverktøy for dyse & elektrode ..............P/N 37110
1- Elektrodetupperningsverktøy ...................... P/N 996568
1- Sekskantnøkkel, 1/16" .................................. P/N 93750006
1- Silikonsmøremiddel ..............................................P/N 17672
2 - Ytterkappe 50 A .....................................................P/N 34885
2 - Ytterkappe 150/250 A ....................................... P/N 948186
1 - Allen-nøkkel ...................................................P/N 93750010
4 - Ytterkappe, 100 - 250 A .......................................P/N 21802
4 - Avstandsring, 100 - 360A ....................................P/N 21944
2 - Ytterkappeholder ..................................................P/N 37081
2 - Kontaktringskruer .................................................P/N 37073
2 - Pakning .....................................................................P/N 37308
2. For maskinskjæring monteres brenneren på et standard PT-15-oppsett.
3. Adapter P/N 22463 er nødvendig for montering av PT-19XLS på PCC-90.
C. Luftkjølingssett for PT-19XLS - P/N 37460, bestående av:
P/N 37440 - Luftkjølingsgruppe
P/N 33383 - Kontrollpanel
P/N 34033 - Slange 15,2 m (50 ft)
For installasjon, se F-15-475.
Luftkjølingen retter en luftstrøm rundt buen, noe som tillater undervannsskjæring med O2-gass.
MERKNAD: Undervannsskjæring kan ikke utføres med mindre enn 150 A.
D. Vannlyddemper for PT-19XLS - P/N 37439
Vannlyddemperen bruker en vannstrøm resirkulert fra vanntanken til å skjerme buen, slik at støy og røyk reduseres. Vannlyddemperen kan brukes både over og under vann.
9

KAPITTEL 2 NØDVENDIG UTSTYR
10

KAPITTEL 3 INSTALLASJON OG BRUK
3.1 INSTALLASJON
Se maskinhåndboken.
Monter brenneren på isolert
hylse (brennerhåndtak) her
IKKE monter på
brennerkropp av
rustfritt stål.
C
AUTION: CLAMP TORCH ABOVE THIS LA
PT-19XLS
PLASMARC TORCH
ADVARSEL
L
E
B
Fastklemming direkte på brennerkroppen kan forårsake at farlig strøm går gjennom maskinchassiset.
• Ikkemonterpåbrennerkroppavrustfrittstål.
• Brennerkroppenerelektriskisolert,menhøyfrekvent
startstrøm kan lage en lysbue mot jord.
• Fastklemming nær brennerkroppen kan resultere i
lysbue mellom brennerkroppen og maskinen.
• Skulle slik lysbue forekomme, kan brennerkroppen
kreve utskifting uten garantidekning.
• Resultatetkanbliødelagtemaskinkomponenter.
• Klem fast bare påisolert brennerhylse ikke mindre
enn 32 mm (1.25”) fra brennerenden av hylsen.
FARE
ADVARSEL
ADVARSEL
ADVARSEL
ELEKTRISK STØT KAN DREPE. Det må tas forholdsregler som gjør at beskyttelsen mot elektrisk støt blir så god som mulig. Før noen som helst
justeringer på brenneren blir foretatt, eller noe som helst vedlikehold på
brenneren blir utført, bring på det rene at elektrisk kraft til brenneren er
frakoplet.
Bruk aldri olje eller smørefett på denne brenneren. Håndter komponenter
bare med rene hender på et rent underlag. Olje og smørefett antenner
lett og brenner kraftig når trykksatt oksygen blir tilført. Bruk silikonsmøremiddel bare der det er angitt.
Bruk vanlige vernehansker,- bekledning og -hjelm Hjelm med beskyttelsesskjerm nr. 6 eller 7 bør gi tilstrekkelig øyebeskyttelse.
Aldri ta på noen deler av brennerens framre ende (dyse, holderkopp osv.)
uten at kraftbryteren er i AV-stilling, og nettilkoplingen er FRAKOPLET
ved veggkontakten.
11
KAPITTEL 3 INSTALLASJON OG BRUK
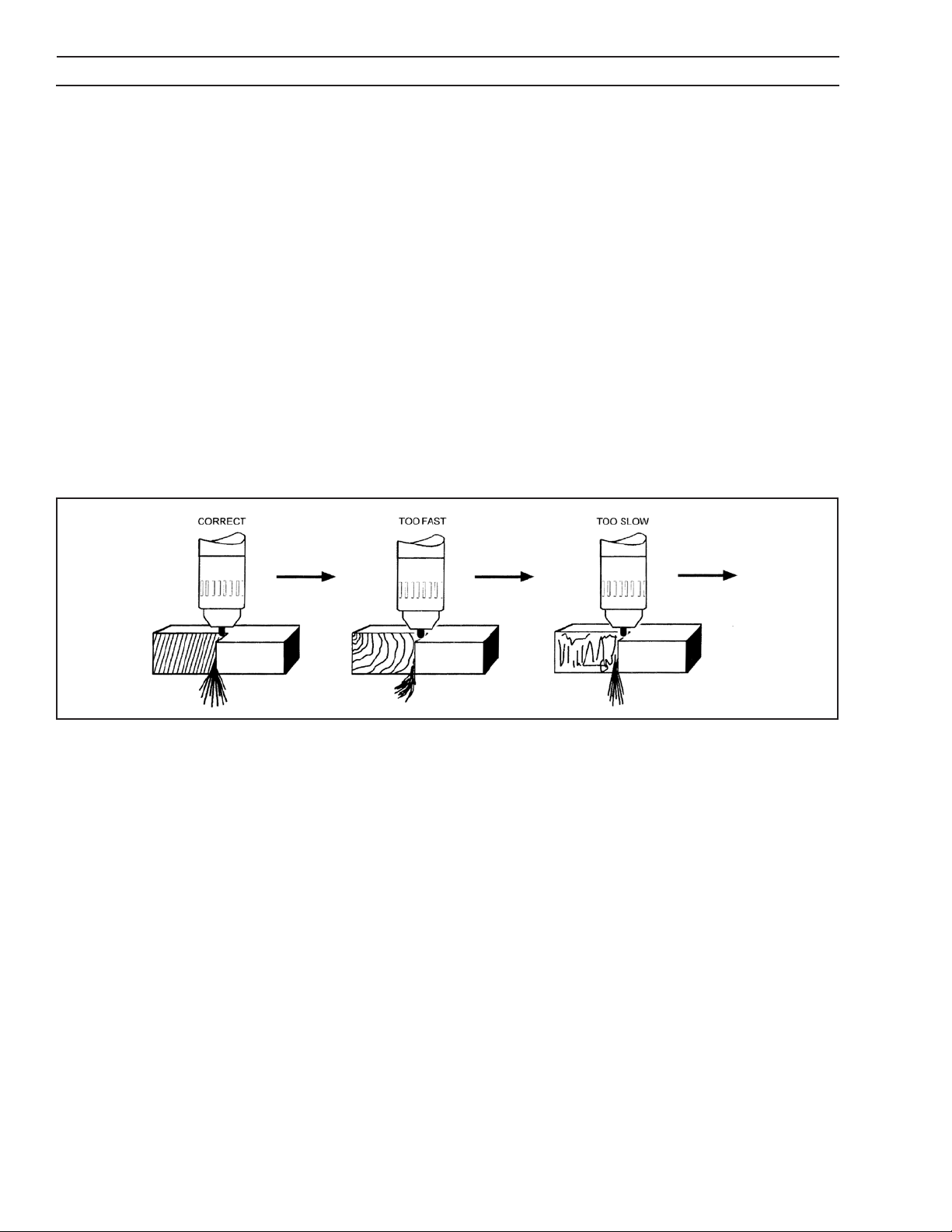
3.2 BRUK
A. Velg passende arbeidsbetingelser fra skjæretabellene eller installer anbefalt dyse, elektrode, rotasjonsring, avstandsring
og ytterkappe. Innstill anbefalte verdier for strømming, trykk, strøm osv.
B. Plasser brenneren over kanten av arbeidsstykket, slik at dysetuppen har riktig stando. (Se tabellene i kapitlet med
skjæreparametere).
MERKNAD
Ved hullslagning av tykk plate, øk stando til 12,5 mm (1/2") for opp til 1,2 mm (1/2") tykk plate, 19 mm (3/4") for tykkere
plate. Gå deretter tilbake til 9,5 mm (3/8") stando etter hullslagningen, når du er klar til å skjære.
MERKNAD
Hvis skjærebuen ikke starter innen sju sekunder, vil pilotbuen stenges av. Skru av startbryteren. Sørg for at gasstrykket er
stort nok, arbeidskabelen fast forbundet med arbeidsstykket, kjølevannet på, stando riktig osv. Start så igjen.
Figur 3-1. Hvordan skjærehastigheten påvirker resultatet
12
KAPITTEL 3 INSTALLASJON OG BRUK
3.3 GASSINNSTILLINGER
A. Systemene PCC-1500 / PCC-12
150 A dyse
Startgass innstilt til 1,4 bar (20 psig).
Skjæregass innstilt til 3,1 bar (45 psig).
MERKNAD: Ikke bruk 02 , men bare luft, for skjæring i karbonstål tykkere enn 19 mm (2/4") ved 150 A.
50 A dyse
Bruk bare luft/luft eller N2/N2 .
Startgass innstilt til 2,8 bar (40 psig).
Skjæregass innstilt til 4,1 bar (60 psig).
Bruk 4-hullers rotasjonsring for all skjæring med strømmene
50 A & 150 A.
B. PCM-8
150 A dyse - innstill strømningsmåler til 3.0
250 A dyse - innstill strømningsmåler til 5.0
C. ESP-1000 - Se data i skjæretabellene.
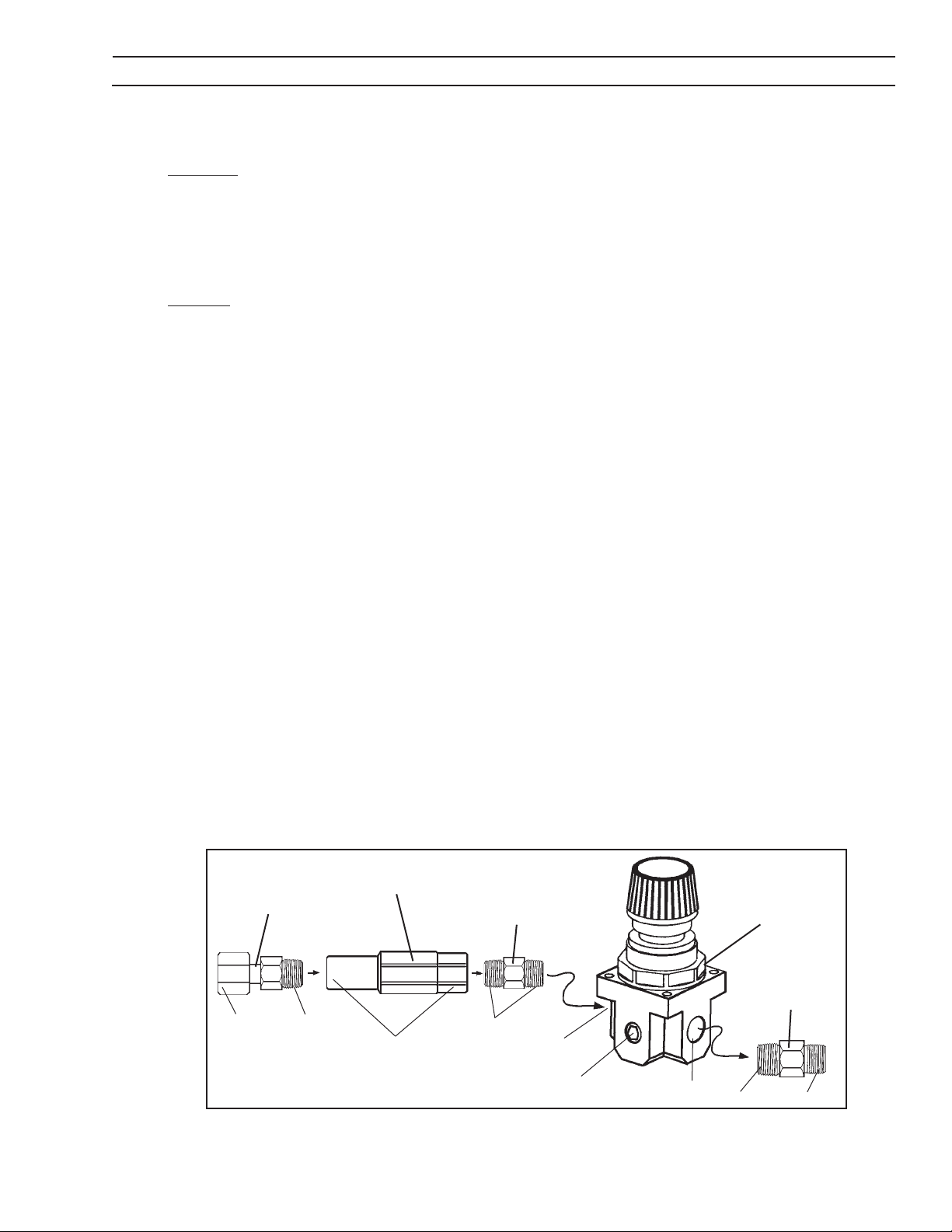
D. Bruk av 50 A dyse med ESP-1000 -systemer med
regulator og måler.
1. Sett sammen en regulatorgruppe som vist nedenfor:
2. Installer regulatorgruppen ved skjæregassforbindelsen
på ESP-koplingsboksen.
3. Sett kontrollene på ESP-strømningskontrollen slik:
a. O2/N2-vender til "N2".
b. Skjærevannbryter til "AV".
c. Skjæregasstrømning til "HØY 7".
d. "TEST/KJØR"-venderen til "KJØR 1".
4. Sett startgasstrykket slik:
a. TEST/KJØR-venderen til "STARTGASSTEST".
b. Juster startgassregulatoren til 2 bar (30 psig).
c. Returner TEST/KJØR-venderen til "KJØR 1".
5. Sett skjæregasstrykket slik:
a. TEST/KJØR-venderen til "SKJÆREGASSTEST".
b. Juster skjæregassregulatoren til 4,2 bar (60 psig).
c. Returner TEST/KJØR-venderen til "KJØR 1".
6. Sett områdevenderen på ESP-300 til "LAV". Juster
strømmen til 50 A (rundt 3 på skalaen).
DU ER NÅ KLAR TIL Å SKJÆRE MED N
2
For å skjære med luft, frakople N2 fra strømningskon-
trollen og kople ren ltrert luft ved 6,9 bar (100 psig) til
N2-inntaket på strømningskontrollen.
Hvordan sette systemet tilbake til bruk med høyere
strømmer:
a. Kople N2 tilbake til N2-inntaket.
b. Skru trykkjusteringsskruen på skjæregassregu-
latoren helt inn og sett gasstrømningen tilbake
til den verdien som er anbefalt.
c. Sett startgassregulatoren tilbake til den anbe-
falte innstillingen.
d. Sett O2/N2 -venderen til "O2" om ønskelig.
e. Sett områdevenderen på ESP-300 til "HØY".
For PCC-12-systemer
a. Innstill startgasstrykket til 2 bar (30 psig).
b. Innstill skjæregasstrykket til 4,1 bar (60 psig).
c. Innstill PCC-1500 til 50 A (omtrent 3 på ska-
laen).
ADAPTER - 999304
B-Oxy -F*
TILBAKESLAGSVENTIL - 21124
SEKSKANTNIPPEL -639501
1/4 NPTM*
1/4 NPTF*
1/4 NPTM*
1/4 NPTF*
(2) 1/8" NPT rørplugger - 643792*
Figur 3-3. Regulatorgruppe for PT-19XL
(For bruk med system ESP-1000) - P/N 36283
13
1/4 NPTF*
MELLOMSTYKKE - 3389
1/4 NPTM*
LUFTREGULATORGRUPPE - 522368
B-Oxy-M*
KAPITTEL 3 INSTALLASJON OG BRUK
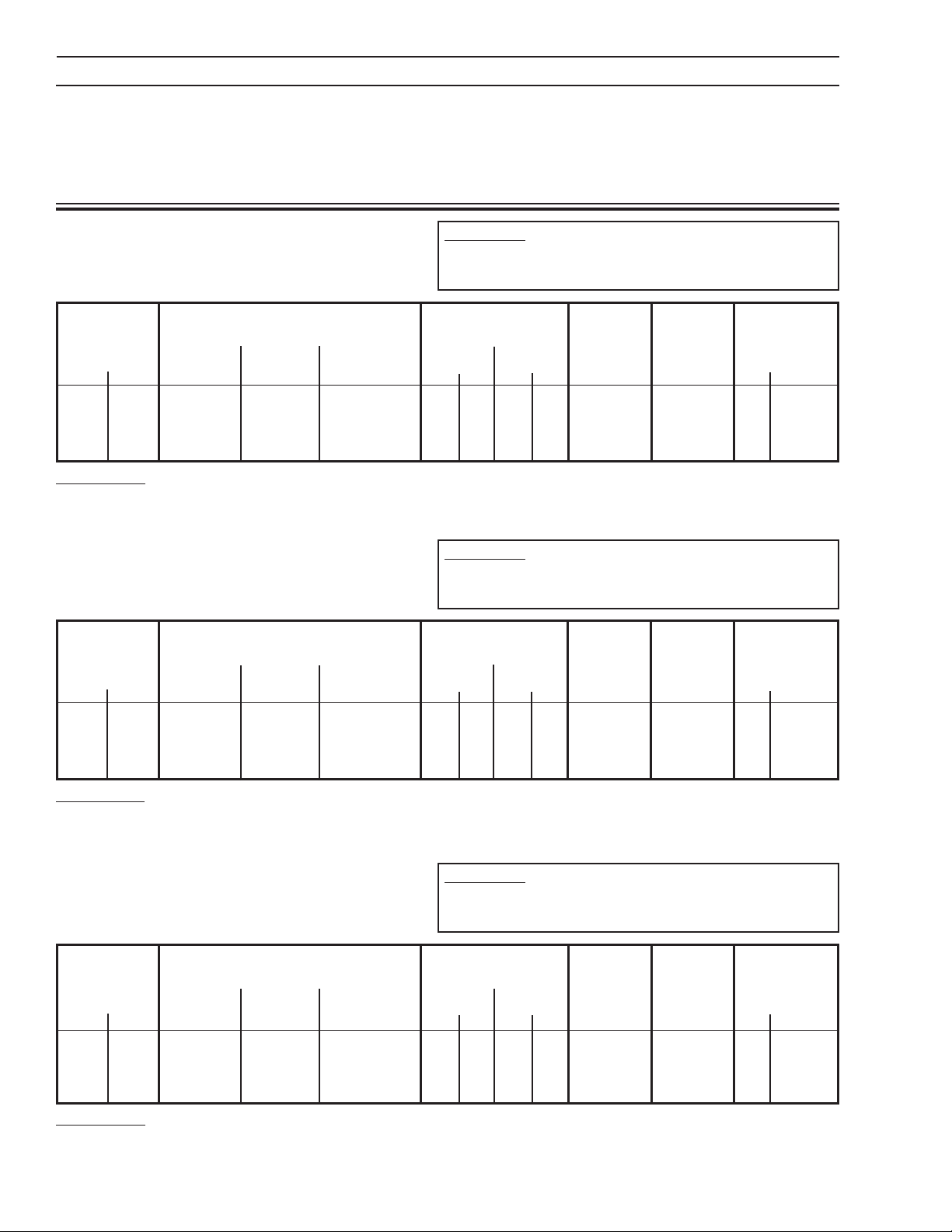
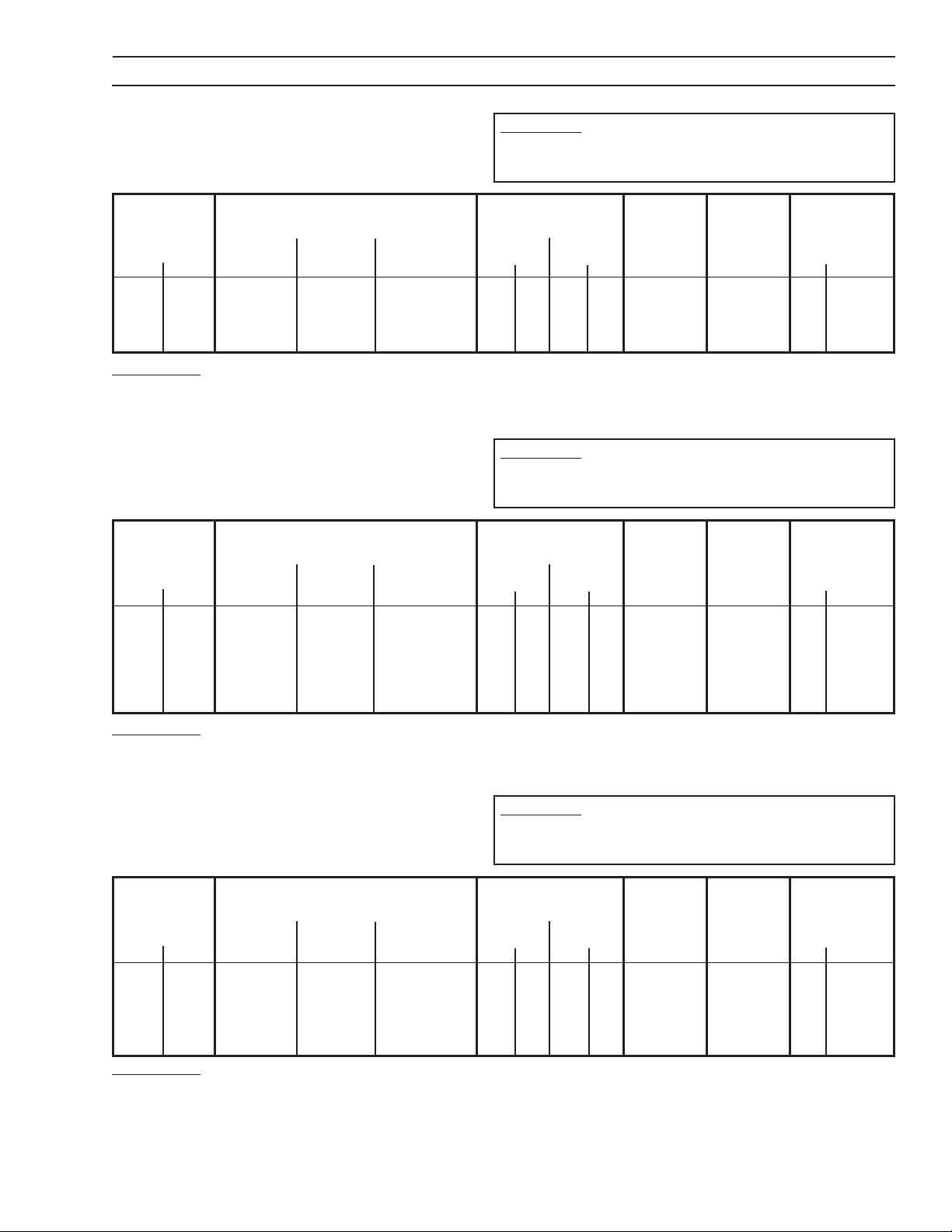
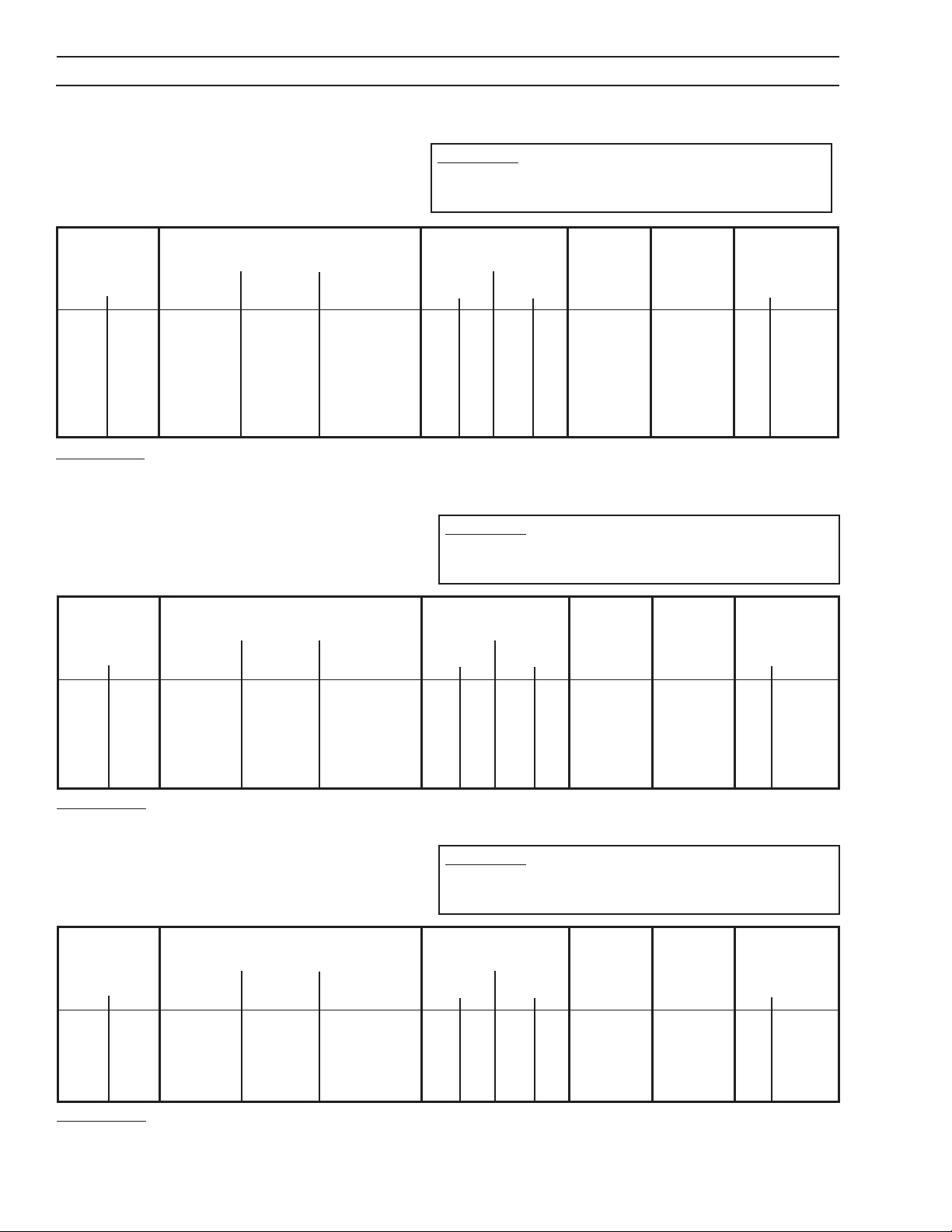
SKJÆRETABELLER FOR PT-19XLS
A. For å bruke 50 A eller 100 A dyser med ESP-1000-systemet må det installeres en regulator i skjæregassforbindelsen
på tilkoplingsboksen. Se gur 3-3.
B. Trykket for skjæregass og startgass ved strømningskontrollen må være 6,9 bar (100 psig) for alle dyser og gasser.
PT-19XLS
50 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
.063
125
.250
NØDVENDIG:
DYSETUPP 22026
1.6
3
6
START
psi/bar
30/2.1
30/2.1
30/2.1
PT-19XLS
50 -65 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
START
psi/bar
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
60/4
60/4
60/4
DYSEHOLDER: 22027
ELEKTRODE: 34086XL
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
KJØLING
@ 60 psi / 4 bar
2.2
2.2
3.5
KJØLING
@ 60 psi / 4 bar
Skjæredata:
DYSE
MATERIALE
HULLSL.
inch mm
.250
.250
.250
Skjæredata:
DYSE
MATERIALE
HULLSL.
inch mm
SKJÆRING
inch mm
6
.125
6
.125
6
.156
ROTASJONSRING: 948142
YTTERKAPPE: 21795
SKJÆRING
inch mm
50
ALUMINIUM
BUE-
SPENNING
3
3
4
50
ALUMINIUM
115
115
128
BUE-
SPENNING
STARTGASS
SKJÆREGASS
KJØLEGASS
BUE-
STRØM
50
50
65
AVSTANDSRING: 21796
PILOTBUE: LAV
STARTGASS
SKJÆREGASS
KJØLEGASS
BUE-
STRØM
HASTIGHET
ipm
180
110
65
HASTIGHET
ipm
LUFT
LUFT
LUFT
VANDRE-
mm/min
4572
2294
1651
VANDRE-
mm/min
N
2
N
2
N
2
.063
.125
.250
NØDVENDIG:
DYSETUPP 22026
1.6
3
6
30/2.1
30/2.1
30/2.1
PT-19XLS
50 -65 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
.063
.125
.250
NØDVENDIG:
DYSETUPP 22026
1.6
3
6
START
psi/bar
30/2.1
30/2.1
30/2.1
60/4
60/4
60/4
DYSEHOLDER: 22027
ELEKTRODE: 34086XL
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
60/4
60/4
60/4
DYSEHOLDER: 22027
ELEKTRODE: 34086XL
2.2
2.2
3.5
KJØLING
@ 60 psi / 4 bar
2.2
2.2
3.5
.250
.250
.250
inch mm
.250
.250
.250
6
.125
6
.125
6
.125
ROTASJONSRING: 948142
YTTERKAPPE: 21795
Skjæredata:
DYSE
MATERIALE
HULLSL.
SKJÆRING
inch mm
6
.156
6
.156
6
.156
ROTASJONSRING: 948142
YTTERKAPPE: 21795
3
3
3
50
RUSTFRITT STÅL
4
4
4
118
117
125
BUE-
SPENNING
111
119
118
50
50
65
AVSTANDSRING: 21796
PILOTBUE: LAV
STARTGASS
SKJÆREGASS
KJØLEGASS
BUE-
STRØM
50
65
65
AVSTANDSRING: 21796
PILOTBUE: LAV
180
120
ipm
180
4572
3048
70
1778
LUFT
LUFT
LUFT
VANDRE-
HASTIGHET
mm/min
4572
80
2032
60
1524
14
KAPITTEL 3 INSTALLASJON OG BRUK
PT-19XLS
50 -65 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
.063
.125
.250
NØDVENDIG:
DYSETUPP 22026
1.6
3
6
START
psi/bar
30/2.1
30/2.1
30/2.1
PT-19XLS
50 -65 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
START
inch mm
.063
.125
.125
.187
.250
1.6
psi/bar
30/2.1
3
3
5
6
30/2.1
30/2.1
30/2.1
30/2.1
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
60/4
60/4
60/4
DYSEHOLDER: 22027
ELEKTRODE: 34086XL
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
60/4
60/4
60/4
60/4
60/4
KJØLING
@ 60 psi / 4 bar
2.2
2.2
3.5
KJØLING
@ 60 psi / 4 bar
2.2
2.2
2.2
2.2
3.5
Skjæredata:
DYSE
MATERIALE
HULLSL.
inch mm
.250
.250
.250
Skjæredata:
DYSE
MATERIALE
HULLSL.
inch mm
.250
.250
.250
.250
.250
SKJÆRING
inch mm
6
.156
6
.156
6
.156
ROTASJONSRING: 948142
YTTERKAPPE: 21795
SKJÆRING
inch mm
6
.156
6
.125
6
.125
6
.156
6
.156
50
RUSTFRITT STÅL
BUE-
SPENNING
4
4
4
50
KARBONSTÅL
4
3
3
4
4
119
125
127
BUE-
SPENNING
115
112
110
118
120
STARTGASS
SKJÆREGASS
KJØLEGASS
VANDRE-
BUE-
STRØM
50
65
65
AVSTANDSRING: 21796
PILOTBUE: LAV
STARTGASS
SKJÆREGASS
KJØLEGASS
BUE-
STRØM
50
50
65
65
65
HASTIGHET
ipm
mm/min
180
ipm
220
120
120
4572
80
2032
55
1397
VANDRE-
HASTIGHET
mm/min
5588
3048
3048
95
2413
80
2032
LUFT
LUFT
LUFT
N
2
N
2
N
2
NØDVENDIG:
DYSETUPP 22026
PT-19XLS
100 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
.250
.375
.500
.750
NØDVENDIG:
DYSETUPP 22029
6
10
13
19
START
psi/bar
25/1.7
25/1.7
25/1.7
25/1.7
DYSEHOLDER: 22027
ELEKTRODE: 34086XL
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
45/3.1
45/3.1
45/3.1
45/3.1
DYSEHOLDER: 22028
ELEKTRODE: 34086XL
KJØLING
@ 60 psi / 4 bar
3.5
4.4
4.4
3.5
ROTASJONSRING: 948142
YTTERKAPPE: 21795
Skjæredata:
DYSE
MATERIAL-
HULLSL.
inch mm
.375
.375
.375
.500
SKJÆRING
inch mm
10
.187
10
.250
10
.312
13
.312
ROTASJONSRING: 948142
YTTERKAPPE: 21802
100
ALUMINIUM
BUE-
SPENNING
5
6
8
8
154
174
183
189
AVSTANDSRING: 21796
PILOTBUE: LAV
STARTGASS
SKJÆREGASS
KJØLEGASS
VANDRE-
BUE-
STRØM
100
100
100
100
AVSTANDSRING: 21944
PILOTBUE: HØY
HASTIGHET
ipm
100
70
50
30
LUFT
LUFT
LUFT
mm/min
2540
1778
1270
762
15

KAPITTEL 3 INSTALLASJON OG BRUK
PT-19XLS
100 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
.250
.375
.500
.750
NØDVENDIG:
DYSETUPP 22029
6
10
13
19
START
psi/bar
25/1.7
25/1.7
25/1.7
25/1.7
PT-19XLS
100 A
PROSESSPARAMETERE
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
GASSOPPSETT
SKJÆRING
psi/bar
45/3.1
45/3.1
45/3.1
45/3.1
DYSEHOLDER: 22028
ELEKTRODE: 34086XL
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
KJØLING
@ 60 psi / 4 bar
4.4
4.4
3.5
3.5
Skjæredata:
DYSE
MATERIALE
STANDOFF
HULLSL.
inch mm
.375
10
.375
10
.375
10
.500
13
ROTASJONSRING: 948142
YTTERKAPPE: 21802
Skjæredata:
DYSE
MATERIALE
100
RUSTFRITT STÅL
SKJÆRING
inch mm
.125
.187
.312
.312
3
5
8
8
100
RUSTFRITT STÅL
BUE-
SPENNING
154
165
180
189
STARTGASS
SKJÆREGASS
KJØLEGASS
VANDRE-
BUE-
STRØM
100
100
100
100
AVSTANDSRING: 21944
PILOTBUE: HØY
STARTGASS
SKJÆREGASS
KJØLEGASS
HASTIGHET
ipm
55
35
25
10
LUFT
LUFT
LUFT
mm/min
1397
889
635
254
N
2
N
2
N
2
MATERIAL-
TYKKELSE
inch mm
.250
.375
.500
.750
NØDVENDIG:
DYSETUPP 22029
6
10
13
19
START
psi/bar
25/1.7
25/1.7
25/1.7
25/1.7
PT-19XLS
100 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
.250
.375
.500
.750
6
10
13
19
START
psi/bar
25/1.7
25/1.7
25/1.7
25/1.7
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
35/2.4
35/2.4
35/2.4
35/2.4
DYSEHOLDER: 22028
ELEKTRODE: 34086XL
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
35/2.4
35/2.4
35/2.4
35/2.4
KJØLING
@ 60 psi / 4 bar
4.4
4.4
4.4
3.5
KJØLING
@ 60 psi / 4 bar
4.4
4.4
4.4
3.5
HULLSL.
inch mm
.375
.375
.375
.500
Skjæredata:
DYSE
MATERIALE
HULLSL.
inch mm
.375
.375
.375
.500
SKJÆRING
inch mm
10
.125
10
.187
10
.187
13
.312
ROTASJONSRING: 948142
YTTERKAPPE: 21802
SKJÆRING
inch mm
10
.125
10
.187
10
.187
13
.312
BUE-
SPENNING
3
5
5
8
100
RUSTFRITT STÅL
3
5
5
8
153
157
162
185
BUE-
SPENNING
153
157
162
185
VANDRE-
BUE-
STRØM
100
100
100
100
AVSTANDSRING: 21944
PILOTBUE: HØY
STARTGASS
SKJÆREGASS
KJØLEGASS
BUE-
STRØM
100
100
100
100
HASTIGHET
ipm
mm/min
55
1397
45
1143
35
13
ipm
55
45
35
13
889
330
VANDRE-
HASTIGHET
mm/min
1397
1143
889
330
N
N
LUFT
2
2
NØDVENDIG:
DYSETUPP 22029
DYSEHOLDER: 22028
ELEKTRODE: 34086XL
ROTASJONSRING: 948142
YTTERKAPPE: 21802
16
AVSTANDSRING: 21944
PILOTBUE: HØY

KAPITTEL 3 INSTALLASJON OG BRUK
PT-19XLS
100 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch
.188
.250
.375
.500
.625
.750
NØDVENDIG:
DYSETUPP 22029
mm
4
6
10
13
16
19
START
psi/bar
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
PT-19XLS
100 A
PROSESSPARAMETERE
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
45/3.1
45/3.1
45/3.1
45/3.1
45/3.1
45/3.1
DYSEHOLDER: 22028
ELEKTRODE: 34086XL
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
KJØLING
@ 60 psi / 4 bar
5.2
4.4
4.4
3.5
3.5
3.5
Skjæredata:
DYSE
MATERIALE
HULLSL.
inch mm
.375
.375
.375
.375
.500
.500
Skjæredata:
DYSE
MATERIALE
SKJÆRING
inch mm
10
.125
10
.156
10
.187
10
.187
13
.281
13
.312
ROTASJONSRING: 948142
YTTERKAPPE: 21802
100
KARBONSTÅL
BUE-
SPENNING
3
4
5
5
7
8
100
KARBONSTÅL
148
154
159
162
175
184
STARTGASS
SKJÆREGASS
KJØLEGASS
VANDRE-
BUE-
STRØM
100
100
100
100
100
100
AVSTANDSRING: 21944
PILOTBUE: HØY
STARTGASS
SKJÆREGASS
KJØLEGASS
HASTIGHET
ipm
150
120
65
50
35
20
LUFT
LUFT
LUFT
mm/min
3810
3048
1651
1270
889
508
N
2
O
2
LUFT
MATERIAL-
TYKKELSE
inch mm
.188
.250
.375
.500
.625
.750
NØDVENDIG:
DYSETUPP 22029
4
6
10
13
16
19
START
psi/bar
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
PT-19XLS
150 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
.188
.250
.375
.500
.750
1
NØDVENDIG:
DYSETUPP 22030
4
6
10
13
19
25
START
psi/bar
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
45/3.1
45/3.1
45/3.1
45/3.1
45/3.1
45/3.1
DYSEHOLDER: 22028
ELEKTRODE: 34086XL
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
LAV 3
LAV 3
LAV 3
LAV 3
LAV 3
LAV 3
DYSEHOLDER: 22028
ELEKTRODE: 34086XL
KJØLING
@ 60 psi / 4 bar
4.4
4.4
4.4
3.5
3.5
3.5
KJØLING
@ 60 psi / 4 bar
4.4
4.4
3.5
4.4
3.5
3.5
HULLSL.
inch mm
.375
.375
.375
.375
.500
.500
Skjæredata:
DYSE
MATERIALE
HULLSL.
inch mm
.375
.375
.375
.375
.500
.500
SKJÆRING
inch mm
10
.156
10
.156
10
.250
10
.187
13
.312
13
.312
ROTASJONSRING: 948142
YTTERKAPPE: 21802
SKJÆRING
inch mm
10
.187
10
.187
10
.250
10
.312
13
.312
13
.312
ROTASJONSRING: 948142
YTTERKAPPE: 21802
BUE-
SPENNING
4
4
6
5
8
8
150
ALUMINIUM
5
5
6
8
8
8
135
133
149
141
159
162
BUE-
SPENNING
148
149
159
174
180
184
VANDRE-
BUE-
STRØM
100
100
100
100
100
100
AVSTANDSRING: 21944
PILOTBUE: HØY
STARTGASS
SKJÆREGASS
KJØLEGASS
BUE-
STRØM
150
150
150
150
150
150
AVSTANDSRING: 21944
PILOTBUE: HØY
HASTIGHET
ipm
mm/min
150
120
ipm
200
140
105
3810
3048
80
2032
60
1524
37
20
HASTIGHET
80
45
30
940
508
VANDRE-
mm/min
5080
3556
2667
2032
1143
762
LUFT
LUFT
LUFT
17

KAPITTEL 3 INSTALLASJON OG BRUK
PT-19XLS
150 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
.188
.250
.375
.500
.750
1
NØDVENDIG:
DYSETUPP 22030
4
6
10
13
19
25
START
psi/bar
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
PT-19XLS
150 A
PROSESSPARAMETERE
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
LAV 4
LAV 4
LAV 4
LAV 4
LAV 4
LAV 4
DYSEHOLDER: 22028
ELEKTRODE: 22403
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
KJØLING
@ 60 psi / 4 bar
3.5
3.5
3.5
3.5
3.5
3.5
Skjæredata:
DYSE
MATERIALE
HULLSL.
inch mm
.375
.375
.375
.375
.500
.500
Skjæredata:
DYSE
MATERIALE
SKJÆRING
inch mm
10
.187
10
.250
10
.250
10
.312
13
.375
13
.375
ROTASJONSRING: 948142
YTTERKAPPE: 21802
150
ALUMINIUM
BUE-
SPENNING
5
6
6
8
10
10
150
RUSTFRITT STÅL
136
141
145
155
166
171
STARTGASS
SKJÆREGASS
KJØLEGASS
BUE-
STRØM
150
150
150
150
150
150
AVSTANDSRING: 21944
PILOTBUE: HØY
STARTGASS
SKJÆREGASS
KJØLEGASS
N2 ELLER H-35
H-35
N
2
VANDRE-
HASTIGHET
ipm
mm/min
200
150
110
90
50
30
5080
3810
2794
2286
1270
762
LUFT
LUFT
LUFT
MATERIAL-
TYKKELSE
inch
.188
.250
.375
.500
.750
NØDVENDIG:
DYSETUPP 22030
mm
4
6
10
13
19
1
25
START
psi/bar
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
PT-19XLS
150 A
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
LAV 3
LAV 3
LAV 3
LAV 3
LAV 3
LAV 3
DYSEHOLDER: 22028
ELEKTRODE: 34086XL
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
KJØLING
@ 60 psi / 4 bar
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
.188
.250
.375
.500
.750
1
NØDVENDIG:
DYSETUPP 22030
* Elektrode 34086XL kan også brukes for denne anvendelsen.
4
6
10
13
19
25
START
psi/bar
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
LAV 3
LAV 3
LAV 3
LAV 3
LAV 3
LAV 3
DYSEHOLDER: 22028
ELEKTRODE: 22403*
KJØLING
@ 60 psi / 4 bar
4.4
3.5
3.5
3.5
3.5
3.5
4.4
4.4
4.4
4.4
3.5
3.5
HULLSL.
inch mm
.375
.375
.375
.375
.500
.500
Skjæredata:
DYSE
MATERIALE
HULLSL.
inch mm
.375
.375
.375
.375
.500
.500
SKJÆRING
inch mm
10
.187
10
.187
10
.250
10
.312
13
.375
13
.375
ROTASJONSRING: 948142
YTTERKAPPE: 21802
SKJÆRING
inch mm
10
.125
10
.187
10
.187
10
.250
13
.250
13
.312
ROTASJONSRING: 948142
YTTERKAPPE: 21802
5
5
6
8
10
10
150
RUSTFRITT STÅL
3
5
5
6
6
8
18
BUE-
SPENNING
138
146
155
163
175
185
BUE-
SPENNING
132
140
143
154
164
179
VANDRE-
BUE-
STRØM
150
150
150
150
150
150
AVSTANDSRING: 21944
PILOTBUE: HØY
STARTGASS
SKJÆREGASS
KJØLEGASS
BUE-
STRØM
150
150
150
150
150
150
AVSTANDSRING: 21944
PILOTBUE: HØY
HASTIGHET
ipm
mm/min
200
165
ipm
200
130
5080
4191
95
2413
60
1524
25
15
85
60
18
10
635
381
N
N
LUFT
VANDRE-
HASTIGHET
mm/min
5080
3302
2159
1524
457
254
2
2

KAPITTEL 3 INSTALLASJON OG BRUK
PT-19XLS
150 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
.188
.250
.375
.500
.625
.750
1
NØDVENDIG:
DYSETUPP 22030
4
6
10
13
16
19
25
START
psi/bar
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
PT-19XLS
150 A
PROSESSPARAMETERE
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
LAV 3
LAV 3
LAV 3
LAV 3
LAV 3
LAV 3
LAV 3
DYSEHOLDER: 22028
ELEKTRODE: 34086XL
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
KJØLING
@ 60 psi / 4 bar
4.4
2.6
3.5
3.5
4.4
3.5
3.5
Skjæredata:
DYSE
MATERIALE
HULLSL.
inch mm
.375
.375
.375
.375
.500
.500
.500
Skjæredata:
DYSE
MATERIALE
SKJÆRING
inch mm
10
.125
10
.187
10
.187
10
.250
13
.312
13
.375
13
.312
ROTASJONSRING: 948142
YTTERKAPPE: 21802
150
KARBONSTÅL
BUE-
SPENNING
3
5
5
6
8
10
8
150
KARBONSTÅL
127
130
134
142
151
157
160
STARTGASS
SKJÆREGASS
KJØLEGASS
BUE-
STRØM
150
150
150
150
150
150
150
AVSTANDSRING: 21944
PILOTBUE: HØY
STARTGASS
SKJÆREGASS
KJØLEGASS
HASTIGHET
ipm
160
150
90
75
55
45
25
N
O
LUFT
VANDRE-
mm/min
4064
3810
2286
1905
1397
1143
635
LUFT
LUFT
LUFT
2
2
MATERIAL-
TYKKELSE
inch mm
.188
.250
.375
.500
.625
.750
1
NØDVENDIG:
DYSETUPP 22030
4
6
10
13
16
19
25
START
psi/bar
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
20/1.4
PT-19XLS
200 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
.250
.375
.500
.750
1
1.25
NØDVENDIG:
DYSETUPP 22031
6
10
13
19
25
32
START
psi/bar
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
LAV 3
LAV 3
LAV 3
LAV 3
LAV 3
LAV 3
LAV 3
DYSEHOLDER: 22028
ELEKTRODE: 34086XL
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
LAV 4
LAV 4
LAV 4
LAV 4
LAV 4
LAV 4
DYSEHOLDER: 22028
ELEKTRODE: 22403
KJØLING
@ 60 psi / 4 bar
4.4
3.1
3.1
3.5
3.5
3.5
3.5
KJØLING
@ 60 psi / 4 bar
3.5
2.6
2.6
4.4
4.4
4.4
HULLSL.
inch mm
.375
.375
.375
.375
.500
.500
.500
Skjæredata:
DYSE
MATERIALE
HULLSL.
inch mm
.375
.375
.375
.500
.500
NR
SKJÆRING
inch mm
10
.125
10
.125
10
.187
10
.250
13
.250
13
.375
13
.375
ROTASJONSRING: 948142
YTTERKAPPE: 21802
SKJÆRING
inch mm
10
.312
10
.250
10
.312
13
.375
13
.375
NR
.375
ROTASJONSRING: 948142
YTTERKAPPE: 21802
BUE-
SPENNING
3
3
5
6
6
10
10
200
ALUMINIUM
8
6
8
10
10
10
143
145
156
160
164
179
184
BUE-
SPENNING
146
148
155
166
169
175
BUE-
STRØM
150
150
150
150
150
150
150
AVSTANDSRING: 21944
PILOTBUE: HØY
STARTGASS
SKJÆREGASS
KJØLEGASS
BUE-
STRØM
200
200
200
200
200
200
AVSTANDSRING: 21944
PILOTBUE: HØY
HASTIGHET
ipm
160
140
90
75
50
45
25
N
H-35
N
HASTIGHET
ipm
155
120
110
60
40
26
VANDRE-
mm/min
4064
3556
2286
1905
1270
1143
635
ELLER H-35
2
2
VANDRE-
mm/min
3937
3048
2794
1524
1016
660
19

KAPITTEL 3 INSTALLASJON OG BRUK
PT-19XLS
200 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
.250
.375
.500
.750
1
NØDVENDIG:
DYSETUPP 22031
6
10
13
19
25
START
psi/bar
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
PT-19XLS
200 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch
mm
START
psi/bar
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
LAV 4
LAV 4
LAV 4
LAV 4
LAV 4
DYSEHOLDER: 22028
ELEKTRODE: 34086XL
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
KJØLING
@ 60 psi / 4 bar
4.4
4.4
4.4
4.4
4.4
KJØLING
@ 60 psi / 4 bar
Skjæredata:
DYSE
MATERIALE
HULLSL.
inch mm
.375
.375
.375
.500
.500
Skjæredata:
DYSE
MATERIALE
HULLSL.
inch mm
SKJÆRING
inch mm
10
.187
10
.250
10
.250
13
.375
13
.375
ROTASJONSRING: 948142
YTTERKAPPE: 21802
SKJÆRING
inch mm
200
ALUMINIUM
BUE-
SPENNING
5
6
6
10
10
200
ALUMINIUM
155
165
167
182
189
BUE-
SPENNING
STARTGASS
SKJÆREGASS
KJØLEGASS
BUE-
STRØM
200
200
200
200
200
AVSTANDSRING: 21944
PILOTBUE: HØY
STARTGASS
SKJÆREGASS
KJØLEGASS
BUE-
STRØM
HASTIGHET
ipm
125
110
85
60
40
HASTIGHET
ipm
LUFT
LUFT
LUFT
VANDRE-
mm/min
3175
2794
2159
1524
1016
N
N
LUFT
VANDRE-
mm/min
2
2
.250
.375
.500
.750
1
NØDVENDIG:
DYSETUPP 22031
* Elektrode 34086XL kan også brukes for denne anvendelsen.
6
10
13
19
25
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
PT-19XLS
200 A
LAV 4
LAV 4
LAV 4
LAV 4
LAV 4
DYSEHOLDER: 22028
ELEKTRODE: 22403*
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
.500
.625
.750
1
1.25
1.50
NØDVENDIG:
DYSETUPP 22031
13
19
19
25
32
38
START
psi/bar
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
LAV 4
LAV 4
LAV 4
LAV 4
LAV 4
LAV 4
DYSEHOLDER: 22028
ELEKTRODE: 22403
KJØLING
@ 60 psi / 4 bar
3.5
3.5
3.5
3.5
3.5
4.4
4.4
4.4
4.4
3.5
3.5
.375
10
.375
10
.375
10
.500
13
.500
13
ROTASJONSRING: 948142
YTTERKAPPE: 21802
Skjæredata:
DYSE
MATERIALE
HULLSL.
inch mm
.500
13
.500
13
.500
13
.500
13
NR
NR
NR
NR
ROTASJONSRING: 948142
YTTERKAPPE: 21802
.187
.187
.187
.250
.250
SKJÆRING
inch mm
.375
.312
.375
.375
.500
.625
5
5
5
6
6
200
RUSTFRITT STÅL
SPENNING
10
8
10
10
13
16
151
155
159
170
177
BUE-
163
162
169
175
191
203
200
200
200
200
200
AVSTANDSRING: 21744
PILOTBUE: HØY
STARTGASS
SKJÆREGASS
KJØLEGASS
BUE-
STRØM
200
200
200
200
200
200
AVSTANDSRING: 21944
PILOTBUE: HØY
180
110
70
55
30
N2 ELLER H-35
H-35
N
2
HASTIGHET
ipm
50
47
32
17
10
8
4572
2794
1778
1397
762
VANDRE-
mm/min
1270
1194
813
432
254
203
20

KAPITTEL 3 INSTALLASJON OG BRUK
PT-19XLS
200 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
.250
.375
.500
.750
1
NØDVENDIG:
DYSETUPP 22031
6
10
13
19
25
START
psi/bar
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
PT-19XLS
200 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch
.250
.375
.500
.750
NØDVENDIG:
DYSETUPP 22031
mm
6
10
13
19
1
25
START
psi/bar
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
GASSOPPSETT
SKJÆRING
psi/bar
LAV 4
LAV 4
LAV 4
LAV 4
LAV 4
DYSEHOLDER: 22028
ELEKTRODE: 34086XL
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
GASSOPPSETT
SKJÆRING
psi/bar
LAV 4
LAV 4
LAV 4
LAV 4
LAV 4
DYSEHOLDER: 22028
ELEKTRODE: 22403*
KJØLING
@ 60 psi / 4 bar
4.4
4.4
4.4
4.4
4.4
KJØLING
@ 60 psi / 4 bar
4.4
4.4
3.5
2.6
3.5
* Elektrode 34086XL kan også brukes for denne anvendelsen.
Skjæredata:
DYSE
MATERIALE
STANDOFF
HULLSL.
inch mm
.375
10
.375
10
.375
10
.500
13
.500
13
ROTASJONSRING: 948142
YTTERKAPPE: 21802
Skjæredata:
DYSE
MATERIALE
STANDOFF
HULLSL.
inch mm
.375
10
.375
10
.375
10
.500
13
.500
13
ROTASJONSRING: 948142
YTTERKAPPE: 21802
200
RUSTFRITT STÅL
SKJÆRING
inch mm
.125
.187
.187
.375
.375
SKJÆRING
inch mm
.250
.187
.187
.250
.250
3
5
5
10
10
200
RUSTFRITT STÅL
6
5
5
6
6
BUE-
SPENNING
142
150
154
174
180
BUE-
SPENNING
158
149
150
159
169
STARTGASS
SKJÆREGASS
KJØLEGASS
BUE-
STRØM
200
200
200
200
200
AVSTANDSRING: 21944
PILOTBUE: HØY
STARTGASS
SKJÆREGASS
KJØLEGASS
BUE-
STRØM
200
200
200
200
200
AVSTANDSRING: 21944
PILOTBUE: HØY
HASTIGHET
ipm
140
125
85
55
20
HASTIGHET
ipm
165
105
90
45
20
LUFT
LUFT
LUFT
VANDRE-
mm/min
3556
2667
2159
1397
508
N
N
LUFT
VANDRE-
mm/min
4191
2667
2286
1143
508
2
2
PT-19XLS
200 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
.250
.375
.500
.625
.750
1.00
NØDVENDIG:
DYSETUPP 22031
6
10
13
16
19
25
START
psi/bar
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
LAV 4
LAV 4
LAV 4
LAV 4
LAV 4
LAV 4
DYSEHOLDER: 22028
ELEKTRODE: 34086XL
KJØLING
@ 60 psi / 4 bar
3.5
3.5
3.5
3.1
3.1
3.5
Skjæredata:
DYSE
MATERIALE
HULLSL.
inch mm
.375
.375
.375
.500
.500
.500
SKJÆRING
inch mm
10
.125
10
.125
10
.218
13
.218
13
.250
13
.375
ROTASJONSRING: 948142
YTTERKAPPE: 21802
21
200
KARBONSTÅL
BUE-
SPENNING
3
3
5.5
5.5
6
10
143
146
158
160
165
180
STARTGASS
SKJÆREGASS
KJØLEGASS
BUE-
STRØM
200
200
200
200
200
200
AVSTANDSRING: 21944
PILOTBUE: HØY
HASTIGHET
ipm
150
100
95
75
65
35
LUFT
LUFT
LUFT
VANDRE-
mm/min
3810
2540
2413
1905
1651
889
KAPITTEL 3 INSTALLASJON OG BRUK
PT-19XLS
200 A
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
START
inch mm
.250
.375
.500
.625
.750
1.00
6,0
10,0
13,0
16,0
19,0
25,4
psi/bar
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
NØDVENDIG:
DYSETUPP 22031
Elektrode 35886XL kan brukes for denne anvendelsen
PT-19XLS
250 A
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
KJØLING
@ 60 psi / 4 bar
LAV 4
LAV 4
LAV 4
LAV 4
LAV 4
LAV 4
DYSEHOLDER: 22028
ELEKTRODE: 34086XL
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
PROSESSPARAMETERE
3.5
3.5
3.5
3.1
3.1
3.5
Skjæredata:
DYSE
MATERIALE
HULLSL.
inch mm
.375
10
.375
10
.375
10
.500
13
.500
13
.500
13
200
KARBONSTÅL
SKJÆRING
inch mm
.125
.187
.218
.218
.250
.375
3
4
5.5
5.5
6
10
ROTASJONSRING: 948142
YTTERKAPPE: 21802
Skjæredata:
DYSE
MATERIALE
250
KARBONSTÅL
BUE-
SPENNING
129
133
136
139
142
155
STARTGASS
SKJÆREGASS
KJØLEGASS
N
2
O
2
LUFT
VANDRE-
HASTIGHET
BUE-
ipm
170
110
95
75
55
40
mm/min
4318
2794
2413
1905
1397
1016
STRØM
200
200
200
200
200
200
AVSTANDSRING: 21944
PILOTBUE: HØY
STARTGASS
SKJÆREGASS
KJØLEGASS
N
O
LUFT
2
2
MATERIAL-
TYKKELSE
inch mm
.250
.375
.500
.750
1
6
10
13
19
25
NØDVENDIG:
START
psi/bar
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
DYSE: 21822
ELEKTRODE: 34086XL*
PT-19XLS
325 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
.500
.750
1
1.25
13
19
25
32
START
psi/bar
25/1.7
25/1.7
25/1.7
25/1.7
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
LAV 5
LAV 5
LAV 5
LAV 5
LAV 5
KJØLING
@ 60 psi / 4 bar
4.0
4.0
4.0
4.0
4.0
HULLSL.
inch mm
.375
10
.375
10
.500
13
.500
13
.500
13
SKJÆRING
inch mm
.125
.187
.219
.250
.375
ROTASJONSRING: 35660
YTTERKAPPE: 21802
* Elektrode 35886XL kan også brukes for denne anvendelsen.
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
Skjæredata:
DYSE
MATERIALE
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
LAV 5
LAV 5
LAV 5
LAV 5
KJØLING
@ 60 psi / 4 bar
6.7
6.7
7.5
7.5
HULLSL.
inch mm
.625
16
.625
16
.625
16
.625
16
SKJÆRING
inch mm
.187
.187
.250
.250
BUE-
SPENNING
3
5
5.6
13
10
130
135
138
142
155
360
KARBONSTÅL
BUE-
SPENNING
4
4
6
6
130
132
141
146
VANDRE-
HASTIGHET
BUE-
STRØM
250
250
250
250
250
ipm
170
125
100
65
50
mm/min
4318
3175
2540
1650
1270
AVSTANDSRING: 21944
PILOTBUE: HØY
STARTGASS
SKJÆREGASS
KJØLEGASS
N
2
O
2
LUFT
VANDRE-
HASTIGHET
BUE-
ipm
130
90
55-65
35-40
mm/min
4572
2286
STRØM
325
325
325
325
NØDVENDIG:
DYSE: 35885
ELEKTRODE: 35886XL
ROTASJONSRING: 35660
YTTERKAPPE: 21945
22
AVSTANDSRING: 21944
PILOTBUE: HØY

KAPITTEL 3 INSTALLASJON OG BRUK
PT-19XLS
360 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
.500
.750
1
1.25
1.50
NØDVENDIG:
13
19
25
32
38
START
psi/bar
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
PT-19XLS
360 A
PROSESSPARAMETERE
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
LAV 5
LAV 5
LAV 5
LAV 5
LAV 5
DYSE: 35885
ELEKTRODE: 35886XL
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
KJØLING
@ 60 psi / 4 bar
6.7
6.7
8.7
8.7
8.7
Skjæredata:
DYSE
MATERIALE
HULLSL.
inch mm
.625
16
.625
16
.625
16
.625
16
.625
16
ROTASJONSRING: 35660
YTTERKAPPE: 21945
Skjæredata:
DYSE
MATERIALE
360
KARBONSTÅL
SKJÆRING
inch mm
.187
.187
.250
.250
.312
4
4
6
6
8
360
RUSTFRITT STÅL
BUE-
SPENNING
132
135
141
146
153
STARTGASS
SKJÆREGASS
KJØLEGASS
BUE-
STRØM
360
360
360
360
360
AVSTANDSRING: 21944
PILOTBUE: HØY
STARTGASS
SKJÆREGASS
KJØLEGASS
HASTIGHET
ipm
140
90-100
65-70
45
30-35
N
O
LUFT
VANDRE-
mm/min
3556
1143
N
N
LUFT
2
2
2
2
MATERIAL-
TYKKELSE
inch mm
.250
.500
.750
1
NØDVENDIG:
6
13
19
25
PT-19XLS
360 A
START
psi/bar
25/1.7
25/1.7
25/1.7
25/1.7
data ved bruk av SmartFlow II
og SDP-ler.
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
1
25
START
psi/bar
25/1.7 HØY 5
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
HØY 5
HØY 5
HØY 5
HØY 5
DYSE: 35885
ELEKTRODE: 22403
Se vedlegg for prosess-
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
KJØLING
@ 60 psi / 4 bar
8.7
7.5
8.7
8.7
KJØLING
@ 60 psi / 4 bar
8.7
HULLSL.
inch mm
.500
13
.625
16
.625
16
.625
16
ROTASJONSRING: 35660
YTTERKAPPE: 21945
Skjæredata:
DYSE
MATERIALE
HULLSL.
inch mm
.625
16
SKJÆRING
inch mm
.250
.250
.375
.500
360
RUSTFRITT STÅL
SKJÆRING
inch mm
.625
6
6
10
13
16
VANDRE-
BUE-
SPENNING
160
163
176
192
BUE-
SPENNING
190 360 30 762
BUE-
STRØM
360
360
360
360
AVSTANDSRING: 21944
PILOTBUE: HØY
STARTGASS
SKJÆREGASS
KJØLEGASS
BUE-
STRØM
HASTIGHET
ipm
230
110
80
45
VANDRE-
HASTIGHET
ipm
mm/min
5842
2794
2032
1143
mm/min
NØDVENDIG:
DYSE: 35885
ELEKTRODE: 22403
ROTASJONSRING: 35660
YTTERKAPPE: 21945
23
AVSTANDSRING: 21944
PILOTBUE: HØY

KAPITTEL 3 INSTALLASJON OG BRUK
PT-19XLS
360 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
.250
.500
.750
1
6
13
19
25
NØDVENDIG:
START
psi/bar
25/1.7
25/1.7
25/1.7
25/1.7
PT-19XLS
360 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
START
psi/bar
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
Skjæredata:
DYSE
MATERIALE
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
LAV 7
LAV 7
LAV 7
LAV 7
KJØLING
@ 60 psi / 4 bar
9.5
9.5
9.5
9.5
DYSE: 35885
ELEKTRODE: 22403
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
HULLSL.
inch mm
.500
13
.625
16
.625
16
.625
16
ROTASJONSRING: 35660
YTTERKAPPE: 21945
Skjæredata:
DYSE
MATERIALE
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
KJØLING
@ 60 psi / 4 bar
HULLSL.
inch mm
360
ALUMINIUM
SKJÆRING
inch mm
10
.375
10
.375
10
.375
10
.375
360
ALUMINIUM
SKJÆRING
inch mm
BUE-
SPENNING
158
160
164
171
BUE-
SPENNING
STARTGASS
SKJÆREGASS
KJØLEGASS
VANDRE-
BUE-
STRØM
360
360
360
360
HASTIGHET
ipm
mm/min
250
160
90
60
AVSTANDSRING: 21944
PILOTBUE: HØY
STARTGASS
SKJÆREGASS
KJØLEGASS
H-35 eller N
H-35
N
2
VANDRE-
BUE-
STRØM
HASTIGHET
ipm
mm/min
N
2
N
2
N
2
6350
4064
3386
1524
2
.500
.750
1
13
19
25
25/1.7
25/1.7
25/1.7
NØDVENDIG:
PT-19XLS
400 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
.750
1
1.25
1.50
19
25
32
38
NØDVENDIG:
START
psi/bar
25/1.7
25/1.7
25/1.7
25/1.7
HØY 1
HØY 1
HØY 1
6.7
6.7
6.7
DYSE: 35885
ELEKTRODE: 22403
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
.625
16
.375
.625
16
.375
.625
16
.375
ROTASJONSRING: 35660
YTTERKAPPE: 21945
Skjæredata:
DYSE
MATERIALE
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
LAV 7
LAV 7
LAV 7
LAV 7
KJØLING
@ 60 psi / 4 bar
7
7
4.5
3
DYSE: 22195
ELEKTRODE: 22196
HULLSL.
inch mm
.625
.625
.625
.625
SKJÆRING
inch mm
16
.188
16
.250
16
.438
16
.438
ROTASJONSRING: 22194
YTTERKAPPE: 21945
10
10
10
157
176
180
400
KARBONSTÅL
BUE-
SPENNING
4
6
11
11
134
140
150
155
360
360
360
150
90
60
3810
2286
1524
AVSTANDSRING: 21944
PILOTBUE: HØY
STARTGASS
SKJÆREGASS
KJØLEGASS
N
2
O
2
LUFT
VANDRE-
HASTIGHET
BUE-
ipm
110
80
60
42
mm/min
2794
2032
1524
1067
STRØM
400
400
400
400
AVSTANDSRING: 21944
PILOTBUE: HØY
24

KAPITTEL 3 INSTALLASJON OG BRUK
PT-19XLS
410 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
.750
1
1.25
1.50
2
NØDVENDIG:
19
25
32
38
50
START
psi/bar
25/1.7
25/1.7
25/1.7
25/1.7
25/1.7
PT-19XLS
450 A
PROSESSPARAMETERE
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
GASSOPPSETT
SKJÆRING
psi/bar
HØY 0
HØY 0
HØY 0
HØY 0
HØY 0
DYSE: 22195
ELEKTRODE: 22403
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
KJØLING
@ 60 psi / 4 bar
6.5
6.5
6.5
6.5
6.5
Skjæredata:
DYSE
MATERIALE
STANDOFF
HULLSL.
inch mm
.625
16
.625
16
.625
16
.625
16
.625
16
ROTASJONSRING: 35660
YTTERKAPPE: 21945
Skjæredata:
DYSE
MATERIALE
400
ALUMINIUM
SKJÆRING
inch mm
.312
.438
.500
.500
.500
8
11
13
13
13
450
RUSTFRITT STÅL
BUE-
SPENNING
132
135
141
146
153
STARTGASS
SKJÆREGASS
KJØLEGASS
VANDRE-
BUE-
STRØM
410
410
410
410
410
AVSTANDSRING: 21944
PILOTBUE: HØY
STARTGASS
SKJÆREGASS
KJØLEGASS
HASTIGHET
ipm
mm/min
140
110
85
65
45
3556
2794
2159
1651
1143
H-35
H-35
N
2
N
2
N
2
LUFT
MATERIAL-
TYKKELSE
inch mm
.750
1
1.25
1.50
NØDVENDIG:
19
25
32
38
START
psi/bar
25/1.7
25/1.7
25/1.7
25/1.7
PT-19XLS
450 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
1
1.50
2
3
GASSOPPSETT STANDOFF
START
psi/bar
25
38
50
75
KJØR 2
KJØR 2
KJØR 2
KJØR 2
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
LAV 7
LAV 7
LAV 7
LAV 7
DYSE: 22195
ELEKTRODE: 22403
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
SKJÆRING
psi/bar
HØY 4
HØY 4
HØY 4
HØY 4
KJØLING
@ 60 psi / 4 bar
7
7
4.5
3
KJØLING
@ 60 psi / 4 bar
8*
8*
8*
8
HULLSL.
inch mm
.625
.625
.625
.625
Skjæredata:
DYSE
MATERIALE
HULLSL.
inch mm
.750
.750
bevegelig
bevegelig
SKJÆRING
inch mm
16
.375
16
.250
16
.375
16
.500
ROTASJONSRING: 35660
YTTERKAPPE: 21945
SKJÆRING
inch mm
19
.625
19
.625
.750
.750
BUE-
SPENNING
10
6
10
13
450
ALUMINIUM
16
16
19
19
160
163
176
192
BUE-
SPENNING
172
177
192
212
VANDRE-
BUE-
STRØM
450
450
450
450
AVSTANDSRING: 21944
PILOTBUE: HØY
STARTGASS
SKJÆREGASS
KJØLEGASS
BUE-
STRØM
600
600
600
600
HASTIGHET
mm/min
ipm
100
ipm
80*
65*
30*
2540
70
1778
52
1321
33
HASTIGHET
15
838
H-35
H-35
N
2
VANDRE-
mm/min
2032*
1651*
762*
381
NØDVENDIG:
*Betydelig høyere skjærehastigheter kan oppnås ved å operere kjølingen ved den lavere innstillingen 6.0 med noe lavere kvalitet
for skjæringen.
DYSE: 22401
ELEKTRODE: 22403
ROTASJONSRING: 35660
YTTERKAPPE: 21945
AVSTANDSRING: 21944
PILOTBUE: HØY
25

KAPITTEL 3 INSTALLASJON OG BRUK
PT-19XLS
600 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch
1.50
NØDVENDIG:
mm
38
2
3
50
75
START
psi/bar
KJØR 2
KJØR 2
KJØR 2
PT-19XLS
600 A
PROSESSPARAMETERE
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
HØY 4
HØY 4
HØY 4
DYSE: 22401
ELEKTRODE: 22403
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
KJØLING
@ 60 psi / 4 bar
8
6
8
Skjæredata:
DYSE
MATERIALE
HULLSL.
inch mm
.750
bevegelig
bevegelig
SKJÆRING
inch mm
19
.625
.750
.750
ROTASJONSRING: 35660
YTTERKAPPE: 21945
Skjæredata:
DYSE
MATERIALE
600
ALUMINIUM
BUE-
SPENNING
16
19
19
600
ALUMINIUM
172
192
205
STARTGASS
SKJÆREGASS
KJØLEGASS
BUE-
STRØM
600
600
600
AVSTANDSRING: 21944
PILOTBUE: HØY
STARTGASS
SKJÆREGASS
KJØLEGASS
ipm
H-35
H-35
LUFT
VANDRE-
HASTIGHET
mm/min
75
1905
40
1016
20
508
N
2
N
2
LUFT
MATERIAL-
TYKKELSE
inch mm
1
1.50
NØDVENDIG:
25
38
START
psi/bar
KJØR 2
KJØR 2
PT-19XLS
600 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
1
1.50
2
3
25
38
50
75
START
psi/bar
KJØR 2
KJØR 2
KJØR 2
RIN 2
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
HØY 0
HØY 0
DYSE: 22401
ELEKTRODE: 22403
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
HØY 4
HØY 4
HØY 4
HØY 4
KJØLING
@ 60 psi / 4 bar
8
7
KJØLING
@ 60 psi / 4 bar
8
8
6
8
HULLSL.
inch mm
.625
.625
Skjæredata:
DYSE
MATERIALE
HULLSL.
inch mm
.750
.750
bevegelig
bevegelig
SKJÆRING
inch mm
16
.375
16
.375
ROTASJONSRING: 35660
YTTERKAPPE: 21945
SKJÆRING
inch mm
19
.500
19
.625
.750
.750
BUE-
SPENNING
10
10
600
RUSTFRITT STÅL
13
16
19
19
158
168
BUE-
SPENNING
163
186
204
206
VANDRE-
BUE-
STRØM
600
600
AVSTANDSRING: 21944
PILOTBUE: HØY
STARTGASS
SKJÆREGASS
KJØLEGASS
BUE-
STRØM
600
600
600
600
HASTIGHET
mm/min
ipm
100602540
1524
H-35
H-35
N
VANDRE-
HASTIGHET
ipm
mm/min
40
1016
18
12
457
305
9
229
2
NØDVENDIG:
DYSE: 22401
ELEKTRODE: 22403
ROTASJONSRING: 35660
YTTERKAPPE: 21945
26
AVSTANDSRING: 21944
PILOTBUE: HØY

KAPITTEL 3 INSTALLASJON OG BRUK
PT-19XLS
600 A
PROSESSPARAMETERE
MATERIAL-
TYKKELSE
inch mm
1
1.5
NØDVENDIG:
25
38
START
psi/bar
KJØR 2
KJØR 2
Se vedlegg for prosessdata ved bruk av SmartFlow II
og SDP-ler.
GASSOPPSETT STANDOFF
SKJÆRING
psi/bar
HØY 0
HØY 0
DYSE: 22401
ELEKTRODE: 22403
KJØLING
@ 60 psi / 4 bar
8
8
Skjæredata:
DYSE
MATERIAL-
HULLSL.
inch mm
.625
.625
ROTASJONSRING: 35660
YTTERKAPPE: 21945
600
RUSTFRITT STÅL
SKJÆRING
inch mm
16
.500
16
.500
13
13
BUE-
SPENNING
160
163
STARTGASS
SKJÆREGASS
KJØLEGASS
BUE-
STRØM
600
600
AVSTANDSRING: 21944
PILOTBUE: HØY
N
2
N
2
LUFT
VANDRE-
HASTIGHET
ipm
mm/min
70401778
1016
Merknader om 600A-skjæring
H-35 plasmagass/nitrogenkjøling gir god til utmerket skjærekvalitet i 25-75 mm (1"-3") aluminium. H-35
plasmagass/luftkjøling gir nesten like god skjærekvalitet i 38-75 mm (1.5"-3") aluminium. Nitrogenplasmagass/luftkjøling gir akseptabel skjærekvalitet i 50-38 mm (1"-1.5") aluminium.
H-35 plasmagass/nitrogenkjøling gir den beste kvaliteten på 25-75 mm (1"-3") rustfritt stål, med jevne
ater og moderat mengde slagg. Nitrogenplasmagass/luftkjøling kan brukes til å oppnå god skjæring
i 50 mm (1") og akseptabel skjæring i 50-75 mm (1"-1.5") rustfritt stål, ved høyere hastighet enn H-35.
Hullslagning i 50-75 mm ((2"-3") plater gir best resultat med "bevegelig hullslagning"-teknikken. Start
buen med 19 mm (3/4") stando, 250 A og hastighet 889-1016 mm/min (35-40 ipm). Umiddelbart etter bueoverføring, øk stando til en skjærespenning på 225-240 V. Etter at buen har vært på i omtrent
ett sekund, skru i løpet av to sekunder strømmen opp til 600 A. Etter ytterligere to sekunder, reduser
hastigheten til omtrent halv anbefalt skjærehastighet inntil buen brenner gjennom platen.
27
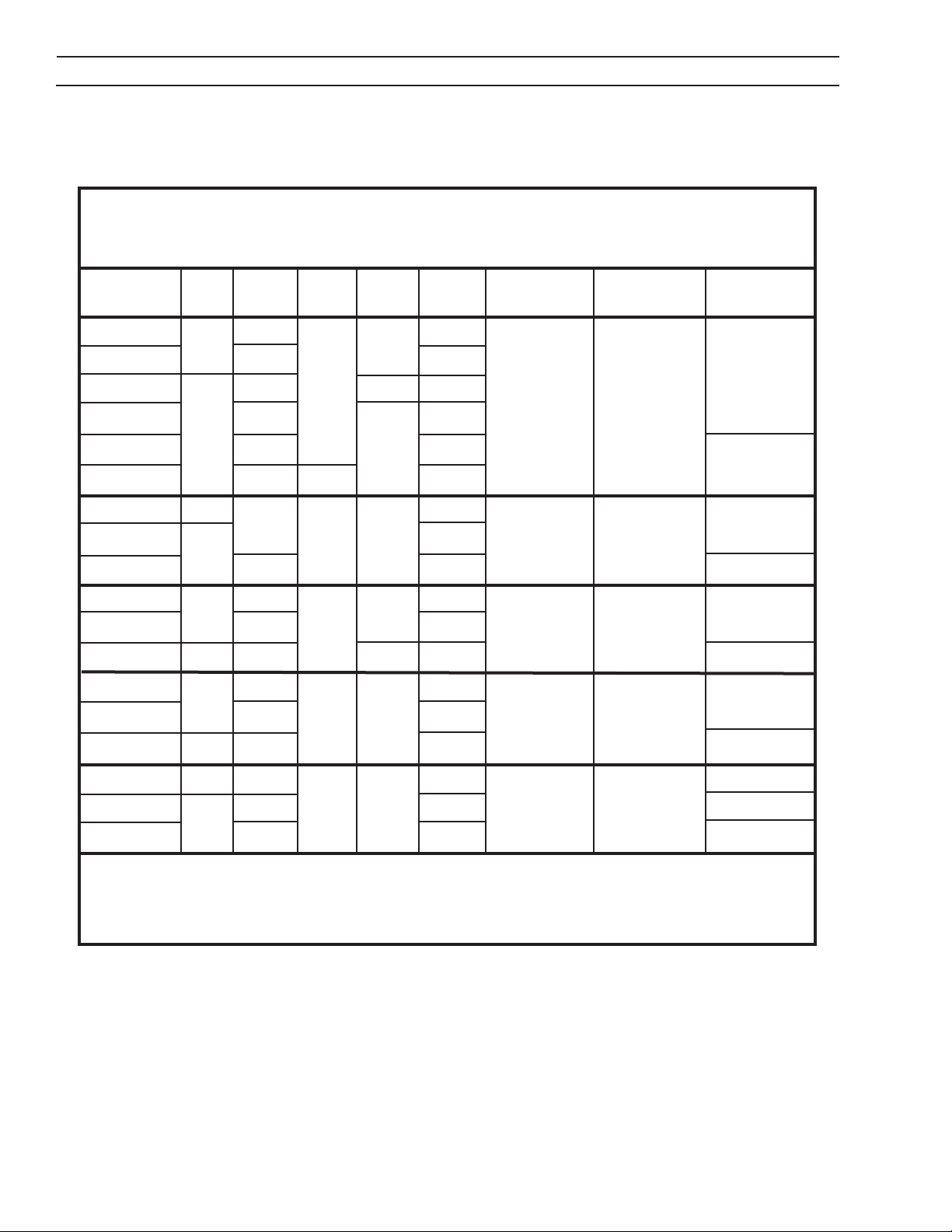
KAPITTEL 3 INSTALLASJON OG BRUK
Skjæreparametere for ESP-150 & ESP-200
Tabell 3-1. Data for 50-65 A
Dyseholder - 50 A P/N 22027
Dysetupp - 50 A P/N 22026
Elektrode - Hafnium P/N 34086
Rotasjonsring - 4 hull P/N 948142
Materiale
Type-tykkelse
in. (mm)
CS - 1/16 (1.6) 50 220 (5.6) 1/4 (6.4) 5/32 (4) 115 Luft - 40 (2.76) Luft - 60 (4.14) Luft - 30 (2.07)
CS - 1/8 (3.2) 120 (3) 112
CS - 1/8 (3.2) 65 120 (3) 1/8 (3.2) 110
CS - 3/16 (4.8) 95 (2.4) 5/32 (4) 118
CS - 1/4 (6.4) 80 (2) 120 Luft - 65 (4.48)
CS - 3/8 (9.6) 40 (2) 5/16 (8) 122
SS - 1/16 (1.6) 50 180 (4.6) 1/4 (6.4) 5/32 (4) 111 Luft - 40 (2.76) Luft - 60 (4.14) Luft - 30 (2.07)
SS - 1/8 (3.2) 65 80 (2) 119
SS - 1/4 (6.4) 60 (1.5) 118 Luft - 65 (4.48)
AL - 1/16 (1.6) 50 180 (4.6) 1/4 (6.4) 1/8 (3.2) 116 Luft - 40 (2.76) Luft - 60 (4.14) Luft - 45 (3.1)
AL - 1/8 (3.2) 110 (2.8) 115
Strøm
(A)
Vandrings-
hastighet
ipm (m/min)
Hullsl.-
høyde
in. (mm)
Skjære-
høyde
in. (mm)
Ytterkappe - 50 A P/N 21795
Avstandsring - 50 A P/N 21796
Pilotbue - LAV
Bue-
spenning
(volt)
Startgass
Type/trykk
psi (bar)
Plasmagass
Type/trykk
psi (bar)
Kjølegass
Type/trykk
psi (bar)
AL - 1/4 (6.4) 65 65 (1.6) 5/32 (4) 128 Luft - 65 (4.48)
AL - 1/16 (1.6) 50 180 (4.6) 1/4 (6.4) 1/8 (3.2) 118 N
AL - 1/8 (3.2) 120 (3) 117
AL - 1/4 (6.4) 65 70 (1.8) 125 N2 - 65 (4.48)
SS - 1/16 (1.6) 50 180 (4.6) 1/4 (6.4) 5/32 (4) 119 N2 - 40 (2.76) N2 - 60 (4.14) N2 - 30 (2.07)
SS - 1/8 (3.2) 65 80 (2) 125 N2 - 45 (3.1)
SS - 1/4 (6.4) 55 (1.4) 127 N2 - 65 (4.48)
MERKNADER:
- Skjæring i rustfritt stål og aluminium med luftplasma/luftkjøling ved 50 - 65 A gir ujevne ater.
- Skjæring i rustfritt stål og aluminium med N2 plasma/N2 kjøling ved 50 - 65 A gir akseptable til bra ater.
- CS - Carbon Steel (karbonstål), SS - Stainless Steel (rustfritt stål), AL - Aluminium
- 40 (2.76) N2 - 60 (4.14) N2 - 30 (2.07)
2
28
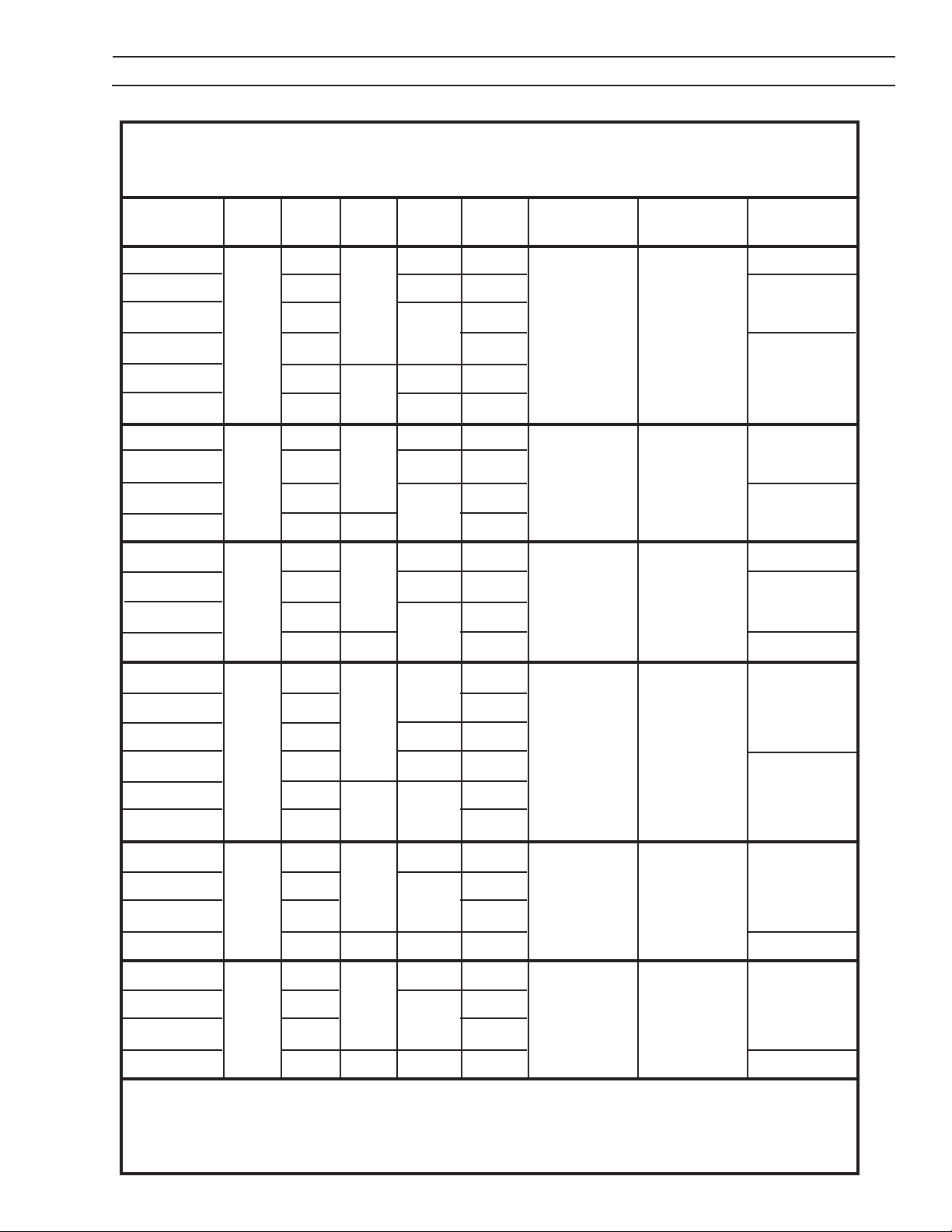
KAPITTEL 3 INSTALLASJON OG BRUK
Tabell 3-2. Data for 100 A
Dyseholder 100 - 200 A P/N 22028 Ytterkappe 100 - 250 A P/N 21802
Dysetupp - 100 A P/N 22029 Avstandsring 100 - 360 A P/N 21944
Elektrode - Hafnium P/N 34086 Pilotbue - HØY
Rotasjonsring - 4 hull P/N 948142
Materiale
Type-tykkelse
in. (mm)
CS - 3/16 (4.8) 100 150 (3.8) 3/8 (9.6) 1/8 (3.2) 148 Luft - 30 (2.07) Luft - 50 (3.45) Luft - 110 (7.6)
CS - 1/4 (6.4) 120 (3) 5/32 (4) 154 Luft - 85 (5.86)
CS - 3/8 (9.6) 65 (1.65) 3/16 (4.8) 159
CS - 1/2 (12.7) 50 (1.27) 162 Luft - 65 (4.48)
CS - 5/8 (15.8) 35 (.89) 1/2 (12.7) 9/32 (7.1) 175
CS - 3/4 (19) 20 (.50) 5/16 (8) 184
SS - 1/4 (6.4) 100 55 (1.4) 3/8 (9.6) 1/8 (3.2) 154 Luft - 30 (2.07) Luft - 45 (3.1) Luft - 85 (5.86)
SS - 3/8 (9.6) 35 (.89) 3/16 (4.8) 165
SS - 1/2 (12.7) 25 (.6) 5/16 (8) 180 Luft - 65 (4.48)
Strøm
(A)
Vandrings-
hastighet
ipm (m/min)
Hullsl.-
høyde
in. (mm)
Skjære-
høyde
in. (mm)
Bue-
spenning
(V)
Startgass
Type/trykk
psi (bar)
Plasmagass
Type/trykk
psi (bar)
Kjølegass
Type/trykk
psi (bar)
SS - 3/4 (19) 10 (.25) 1/2 (12.7) 189
AL - 1/4 (6.4) 100 100 (2.5) 3/8 (9.6) 3/16 (4.8) 154 Luft - 30 (2.07) Luft - 50 (3.45) Luft - 65 (4.48)
AL - 3/8 (9.6) 70 (1.78) 1/4 (6.4) 174 Luft - 85 (5.86)
AL - 1/2 (12.7) 50 (1.27) 5/16 (8) 183
AL - 3/4 (19) 30 (.76) 1/2 (12.7) 189 Luft - 65 (4.48)
CS - 3/16 (4.8) 100 150 (3.8) 3/8 (9.6) 5/32 (4) 135 N
CS - 1/4 (6.4) 120 (3) 133
CS - 3/8 (9.6) 80 (2) 1/4 (6.4) 149
CS - 1/2 (12.7) 60 (1.5) 3/16 (4.8) 141 Luft - 65 (4.48)
CS - 5/8 (15.8) 37 (.94) 1/2 (12.7) 5/16 (8) 159
CS - 3/4 (19) 20 (.50) 162
SS - 1/4 (6.4) 100 55 (1.4) 3/8 (9.6) 1/8 (3.2) 153 N2 - 30 (2.07) N2 - 35 (2.4) N2 - 85 (5.86)
SS - 3/8 (9.6) 45 (1.1) 3/16 (4.8) 157
SS - 1/2 (12.7) 35 (.89) 162
SS - 3/4 (19) 13 (.33) 1/2 (12.7) 5/16 (8) 185 N2 - 65 (4.48)
SS - 1/4 (6.4) 100 55 (1.4) 3/8 (9.6) 1/8 (3.2) 153 N2 - 30 (2.07) N2 - 35 (2.4) Luft - 85 (5.86)
- 30 (2.07) O2 - 50 (3.45) Luft - 85 (5.86)
2
SS - 3/8 (9.6) 45 (1.1) 3/16 (4.8) 157
SS - 1/2 (12.7) 35 (.89) 162
SS - 3/4 (19) 13 (.33) 1/2 (12.7) 5/16 (8) 185 Luft - 65 (4.48)
MERKNADER:
- Ved bruk av 15,2 m (50 ft) brenner er en hviletid på rundt 3 sekunder nødvendig for å la N2-startgassen bli utskiftet med O2 skjæregassen.
- All skjæring med luftplasma/luftkjøling ved 100 A på aluminium gir bra ater unntatt for 19 mm (3/4") AL som har dårlig ate.
- All skjæring med luftplasma/luftkjøling ved 100 A på rustfritt stål gir akseptabel ate unntatt 19 mm (3/4") SS som gir svært ujevn ate.
- All skjæring med N2 Plasma/N2-kjøling ved 100 A på SS gir rimelig gode ater unntatt 19 mm (3/4") som gir akseptabel ate.
- CS - Carbon Steel (karbonstål), SS - Stainless Steel (rustfritt stål), AL - Aluminium
29

KAPITTEL 3 INSTALLASJON OG BRUK
Tabell 3-3. Data for 150 A
Dyseholder 100 - 200 A P/N 22028 Ytterkappe 100 - 250 A P/N 21802
Dysetupp - 150 A P/N 22030 Avstandsring 100 - 360 A P/N 21944
Elektrode - Hafnium P/N 34086 Pilotbue - HØY
Rotasjonsring - 4 hull P/N 948142
Bue-
spenning
(V)
Startgass
Type/trykk
psi (bar)
Plasmagass
Type/trykk
psi (bar)
Kjølegass
Type/trykk
psi (bar)
(A)
Vandrings-
hastighet
ipm
(m/min)
Materiale
Type-tykkelse
in. (mm)
CS - 3/16 (4.8) 150 160 (4.1) 3/8 (9.6) 1/8 (3.2) 143 Luft - 25 (1.7) Luft - 50 (3.45) Luft - 85 (5.86)
CS - 1/4 (6.4) 140 (3.6) 145 Luft - 55 (3.8)
CS - 3/8 (9.6) 90 (2.3) 3/16 (4.8) 156
CS - 1/2 (12.7) 75 (1.9) 1/4 (6.4) 160 Luft - 65 (4.48)
CS - 5/8 (15.8) 50 (1.3) 1/2 (12.7) 164
CS - 3/4 (19) 45 1.1) 3/8 (9.6) 179
CS - 1 (25.4) 25 (.64) 184
SS - 3/16 (4.8) 150 200 3/8 (9.6) 1/8 (3.2) 138 Luft - 25 (1.7) Luft - 50 (3.45) Luft - 85 (5.86)
SS - 1/4 (6.4) 165 3/16 (4.8) 146 Luft - 65 (4.48)
Strøm
Hullsl.-
høyde
in. (mm)
Skjære-
høyde
in. (mm)
SS - 3/8 (9.6) 95 1/4 (6.4) 155
SS - 1/2 (12.7) 60 5/16 (8) 163
SS - 3/4 (19) 25 1/2 (12.7) 3/8 (9.6) 175
SS - 1 (25.4) 15 185
AL - 3/16 (4.8) 150 200 (5.1) 3/8 (9.6) 3/16 (4.8) 148 Luft - 25 (1.7) Luft - 45 (3.1) Luft - 85 (5.86)
AL - 1/4 (6.4) 140 (3.6) 149
AL - 3/8 (9.6) 105 (2.7) 1/4 (6.4) 159 Luft - 65 (4.48)
AL - 1/2 (12.7) 80 (2) 5/16 (8) 174 Luft - 85 (5.86)
AL - 3/4 (19) 45 (1.1) 1/2 (12.7) 180 Luft - 65 (4.48)
AL - 1 (25.4) 30 (.76) 184
CS - 3/16 (4.8) 150 160 (4.1) 3/8 (9.6) 1/8 (3.2) 127 N
CS - 1/4 (6.4) 150 (3.8) 3/16 (4.8) 130 Luft - 45 (3.1)
CS - 3/8 (9.6) 90 (2.3) 134 Luft - 65 (4.48)
CS - 1/2 (12.7) 75 (1.9) 1/4 (6.4) 142
CS - 5/8 (15.8) 55 (1.4) 1/2 (12.7) 5/16 (8) 151 Luft - 85 (5.86)
CS - 3/4 (19) 45 (1.1) 3/8 (9.6) 157 Luft - 65 (4.48)
- 25 (1.7) O2 - 45 (3.1) Luft - 85 (5.86)
2
CS - 1 (25.4) 25 (.64) 5/16 (8) 160
MERKNADER:
- Ved bruk av 15,2 m (50 ft) brenner er en hviletid på rundt 3 sekunder nødvendig for å la N2-startgassen bli utskiftet med O2 skjæregassen.
- All skjæring med luftplasma/luftkjøling ved 100 A på aluminium gir bra ater unntatt for 19 mm (3/4") AL som har dårlig ate.
- All skjæring med luftplasma/luftkjøling ved 100 A på rustfritt stål gir akseptabel ate unntatt 19 mm (3/4") SS som gir svært ujevn ate.
- All skjæring med N2 Plasma/N2-kjøling ved 100 A på SS gir rimelig gode ater unntatt 19 mm (3/4") som gir akseptabel ate.
- CS - Carbon Steel (karbonstål), SS - Stainless Steel (rustfritt stål), AL - Aluminium
30

KAPITTEL 3 INSTALLASJON OG BRUK
Tabell 3-3. Data for 150 A (fortsatt)
Dyseholder 100 - 200 A P/N 22028 Ytterkappe 100 - 250 A P/N 21802
Dysetupp - 150 A P/N 22030 Avstandsring 100 - 360 A P/N 21944
Elektrode - Hafnium P/N 34086 Pilotbue - HØY
Rotasjonsring - 4 hull P/N 948142
Materiale
Type-tykkelse
in. (mm)
SS - 3/16 (4.8) 150 200 (5.1) 3/8 (9.6) 1/8 (3.2) 132 N2 - 25 (1.7) N2 - 45 (3.1) Luft - 85 (5.86)
SS - 1/4 (6.4) 130 (3.3) 3/16 (4.8) 140
SS - 3/8 (9.6) 85 (2.16) 143
SS - 1/2 (12.7) 60 (1.5) 1/4 (6.4) 154
SS - 3/4 (19) 18 (.45) 1/2 (12.7) 164 Luft - 65 (4.48)
SS - 1 (25.4) 10 (.25) 5/16 (8) 179
Strøm
(A)
Vandrings-
hastighet
ipm (m/min)
Hullsl.-
høyde
in. (mm)
Skjære-
høyde
in. (mm)
Bue-
spenning
(V)
Startgass
Type/trykk
psi (bar)
Plasmagass
Type/trykk
psi (bar)
Kjølegass
Type/trykk
psi (bar)
SS - 1/2 (12.7) 150 40 (1.0) 3/8 (9.6) 5/16 (8) 160 N
SS - 3/4 (19) 25 (.64) 1/2 (12.7) 3/8 (9.6) 175 N
SS - 1 (25.4) 12 (.30) NR 180 N2 - 20 (1.37)
AL - 3/16 (4.8) 150 200 (5.1) 3/8 (9.6) 3/16 (9.6) 136 N
AL - 1/4 (6.4) 150 (3.8) 1/4 (6.4) 141
AL - 3/8 (9.6) 110 (2.8) 145
AL - 1/2 (12.7) 90 (2.3) 5/16 (8) 155
AL - 3/4 (19) 50 (1.3) 1/2 (12.7) 3/8 (9.6) 166
AL - 1 (25.4) 30 (.76) 171
MERKNADER:
- Ved bruk av 15,2 m (50 ft) brenner er en hviletid på rundt 3 sekunder nødvendig for å la N2-startgassen bli utskiftet med O2 -skjæregassen.
- All skjæring med luftplasma/luftkjøling ved 100 A på aluminium gir bra ater unntatt for 19 mm (3/4") AL som har dårlig ate.
- All skjæring med luftplasma/luftkjøling ved 100 A på rustfritt stål gir akseptabel ate unntatt 19 mm (3/4") SS som gir svært ujevn ate.
- All skjæring med N2 Plasma/N2-kjøling ved 100 A på SS gir rimelig gode ater unntatt 19 mm (3/4") som gir akseptabel ate.
- CS - Carbon Steel (karbonstål), SS - Stainless Steel (rustfritt stål), AL - Aluminium
- 25 (1.7) H-35 - 55 (3.8) N2 - 65 (4.48)
2
- 45 (3.1)
2
- 25 (1.7) H-35 - 55 (3.8) N2 - 65 (4.48)
2
31

KAPITTEL 3 INSTALLASJON OG BRUK
Tabell 3-4. Data for 200 A
Dyseholder 100 - 200 A P/N 22028 Pilotbue - HØY
Dysetupp - 200 A P/N 22031
Elektrode - Hafnium P/N 34086
Rotasjonsring - 4 hull P/N 948142 Ikke et "drop cut"
Ytterkappe 100 - 250 A P/N 21802 Hullslagning tykkere enn 25,4 mm (1") anbefales ikke.
Avstandsring 100 - 360 A P/N 21944 Ved forsøk, sett kjølegassen til 5,86 bar (85 psi) eller høyere
Materiale
Type-tykkelse
in. (mm)
Strøm
(A)
Vandrings-
hastighet
ipm (m/min)
Hullsl.-
høyde
in. (mm)
Skjære-
høyde
in. (mm)
CS - 1/4 (6.4) 200 150 (3.8) 3/8 (9.6) 1/8 (3.2) 143 Luft - 30 (2.07) Luft - 45 (3.1) Luft - 65 (4.48)
CS - 3/8 (9.6) 100 (2.54) 146
CS - 1/2 (12.7) 95 (2.4) 7/32 (5.5) 158
CS - 5/8 (15.8) 75 (1.9) 1/2 (12.7) 160 Luft - 55 (3.8)
CS - 3/4 (19) 65 (1.65) 1/4 (6.4) 165
CS - 1 (25.4) 35 (.89) 3/8 (9.6) 180 Luft - 65 (4.48)
Bue-
spenning
(V)
Startgass
Type/trykk
psi (bar)
Plasmagass
Type/trykk
psi (bar)
Kjølegass
Type/trykk
psi (bar)
CS - 1/4 (6.4) 200 170 (4.3) 3/8 (9.6) 1/8 (3.2) 129 N
- 30 (2.07) O2 - 45 (3.1) Luft - 65 (4.48)
2
CS - 3/8 (9.6) 110 (2.8) 3/16 (4.8) 133
CS - 1/2 (12.7) 95 (2.4) 7/32 (5.5) 136
CS - 5/8 (15.8) 75 (1.9) 1/2 (12.7) 139 Luft - 55 (3.8)
CS - 3/4 (19) 55 (1.4) 1/4 (6.4) 142
CS - 1 (25.4) 40 (1.0) 3/8 (9.6) 155 Luft - 65 (4.48)
SS - 1/4 (6.4) 200 140 (3.6) 3/8 (9.6) 1/8 (3.2) 142 Luft - 30 (2.07) Luft - 52 (3.6) Luft - 85 (5.86)
SS - 3/8 (9.6) 125 (3.2) 3/16 (4.8) 150
SS - 1/2 (12.7) 85 (2.2) 154
SS - 3/4 (19) 55 (1.4) 1/2 (12.7) 3/8 (9.6) 174
SS - 1 (25.4) 20 (.50) 180
AL - 1/4 (6.4) 200 125 (3.2) 3/8 (9.6) 3/16 (4.8) 155 Luft - 30 (2.07) Luft - 52 (3.6) Luft - 85 (5.86)
AL - 3/8 (9.6) 110 (2.8) 1/4 (6.4) 165
AL - 1/2 (12.7) 85 (2.2) 167
AL - 3/4 (19) 60 (1.5) 1/2 (12.7) 3/8 (9.6) 182
AL - 1 (25.4) 40 (1.02) 189
MERKNADER:
- All skjæring med N
tet blir dårlig.
Plasma/luftkjøling og 200 A i aluminium and rustfritt stål gir akseptable ater unntatt for 25,4 mm (1") AL der resulta-
2
- CS - Carbon Steel (karbonstål), SS - Stainless Steel (rustfritt stål), AL - Aluminium
32

KAPITTEL 3 INSTALLASJON OG BRUK
Tabell 3-4. Data for 200 A (fortsatt)
Dyseholder 100 - 200 A P/N 22028 Ytterkappe 100 - 250 A P/N 21802
Dysetupp - 200 A P/N 22031 Avstandsring 100 - 360 A P/N 21944
Elektrode - Tungsten P/N 34557 Pilotbue - HØY
Rotasjonsring - 4 hull P/N 948142
Materiale
Type-tykkelse
in. (mm)
AL - 1/4 (6.4) 200 180 (4.6) 3/8 (9.6) 3/16 (4.8) 151 N2 - 30 (2.07) N2 - 35 (2.4) Luft - 65 (4.48)
AL - 3/8 (9.6) 110 (2.8) 155
AL - 1/2 (12.7) 70 (1.8) 159
AL - 3/4 (19) 55 (1.4) 1/2 (12.7) 1/4 (6.4) 170
AL - 1 (25.4) 30 (.76) 177
SS - 1/4 (6.4) 200 165 (4.2) 3/8 (9.6) 1/4 (6.4) 148 N
SS - 3/8 (9.6) 105 (2.7) 3/16 (4.8) 149
SS - 1/2 (12.7) 90 (2.3) 150 Luft - 65 (4.48)
SS - 3/4 (19) 45 (1.1) 1/2 (12.7) 1/4 (6.4) 159 Luft - 45 (3.1)
SS - 1 (25.4) 20 (.50) 169 Luft - 65 (4.48)
SS - 1/2 (12.7) 200 50 (1.27) 1/2 (12.7) 3/8 (9.6) 163 N2 - 30 (2.07) H-35 - 52 (3.6) N2 - 85 (5.86)
SS - 5/8 (15.8) 47 (1.2) 5/16 (8) 162
SS - 3/4 (19) 32 (.8) 3/8 (9.6) 169
Strøm
(A)
Vandrings-
hastighet
ipm
(m/min)
Hullsl.-
høyde
in. (mm)
Skjære-
høyde
in. (mm)
Bue-
spenning
(V)
Startgass
Type/trykk
psi (bar)
- 30 (2.07) N2 - 35 (2.4) Luft - 85 (5.86)
2
Plasmagass
Type/trykk
psi (bar)
Kjølegass
Type/trykk
psi (bar)
SS - 1 (25.4) 17 (.43) 175
AL - 1/4 (6.4) 200 155 (3.9) 3/8 (9.6) 5/16 (8) 146 N2 - 30 (2.07) H-35 - 52 (3.6) N2 - 65 (4.48)
AL - 3/8 (9.6) 120 (3) 1/4 (6.4) 148 N2 - 45 (3.1)
AL - 1/2 (12.7) 110 (2.8) 5/16 (8) 155
AL - 3/4 (19) 60 (1.5) 1/2 (12.7) 3/8 (9.6) 166 N2 - 85 (5.86)
AL - 1 (25.4) 40 (1.01) 169
MERKNADER:
- Rustfritt stål 9,6 mm (3/8") og tynnere anbefales IKKE for H-35 plasmagass - mye slagg
- SS - rustfritt stål, AL - aluminium
33

KAPITTEL 3 INSTALLASJON OG BRUK
34

KAPITTEL 4 VEDLIKEHOLD
4.1 INTRODUKSJON
Dersom dette utstyret ikke fungerer som det skal, stopp arbeidet øyeblikkelig og nn
årsaken til feilen. Vedlikeholdsarbeid må bare utføres av en erfaren person, og elektrisk
FORSIKTIG
For detaljert informasjon om vedlikehold, feilsøking og reservedeler for strømforsyningen, se instruksjonshåndbok F-14483 (PCM-150) og tillegg F-15-027 (PCM-1500), eller F-15-528 (PCM-8XL), F-15-108 (ESP-400), F-15-237 (ESP-600C), F-15-141
(ESP-300) eller F-15-116 (ESP-1000).
Dersom dysen ernes fra brenneren bare for å sjekke elektrodeslitasjen, blir levetiden til elektroden sterkt redusert. Maksimal
elektrodelevetid oppnås ved å erne elektroden kun når den skal skiftes ut.
Fjern alltid ytterkappen eller kappeholderen før holderkoppen ernes. Hvis ytterkappen ikke vil løsne, stram hoIderkoppen
for å redusere trykket mot ytterkappen.
B. Sjekk at kopperdysen ikke er smeltet på grunn av for høy strøm, om den har riller på grunn av innvendige lysbuer,
eller om den har fått hakk og dype riper i overaten som ligger an mot O-ringen. Er noen av disse defektene synlige,
skift ut dysen. (Fargeendring på de innvendige atene og tendens til små svarte merker er normalt). Hafniumpartikler kan ernes med nt sandpapir eller stålull.
C. Smør et tynt lag silikonsmøremiddel (P/N 17672-7,4 ml tube) rundt omkretsen av dysen og O-ringen. Sjekk at O-
ringen (P/N 181W89) er plassert jevnt rundt dyseskulderen.
D. Sett dysen inn i brenneren.
E. Skru holderkoppen langsomt fast til brenneren med bare HÅNDKRAFT. Dysen vil gå på plass mot rotasjonsringen
(P/N 948142). IKKE TREKK TIL FOR HARDT.
F. Velg riktig avstandsring. Plasser avstandsringen inni ytterkappen.
G. Plasser ytterkappen med avstandsringen i kappeholderen og skru kappeholderen godt fast på dyseholderkop-
pen.
arbeid bare av en godkjent elektriker. Ikke la personer uten opplæring inspisere, rense
eller reparere dette utstyret. Bruk bare anbefalte reservedeler.
MERKNAD
MERKNAD
MERKNAD
MERKNAD: Hvis avstandsring ikke skal brukes, monter ytterkappen ved trinn F.
Før håndtering av brenneren, bring på det rene at ytterkappen, kappeholderen og andre
FORSIKTIG
Todelt dyse for brenner PT-19XLS
RESERVE DYSETUPP
P/N 22026 Dysetupp 50 A
P/N 22029 Dysetupp 100 A
P/N 22030 Dysetupp 150 A
P/N 22031 Dysetupp 200 A
DYSETUPP
DYSE-
HOLDER
deler av fremre ende ikke lenger er varme.
RESERVE DYSEHOLDER.
P/N 22027 Dyseholder 50 A
P/N 22028 Dyseholder 100 - 200 A
Skru dysetuppen godt fast til dyseholderen med moment på minst 1,2 kgm
(100 inch pounds).
35
50 A DYSETUPP
- 22026
O-Ring - 994092
(2) O-Ring - 181W89
50 A DYSEHOLDER
- 22027
250 A DYSE - 21822
(2) O-RING - 181W89
Figur 4-1. Riktig O-ringplassering
(50,150 & 250 A dyser)

KAPITTEL 4 VEDLIKEHOLD
4.2 UTSKIFTING AV DYSEN PÅ PT19XLS SE FIGUR 51
A. For å erne dysen, skru løs ytterkappeholderen eller ytterkappen og dyseholderkoppen, og ta deretter tak i dysen
og trekk den rett ut.
4.3 UTSKIFTING AV ELEKTRODEN OG ROTASJONSRINGEN
A. Fjern ytterkappeholderen eller ytterkappen, holderkoppen og dysen som beskrevet ovenfor.
B. Fjern elektroden ved bruk av 7/16 " mutternøkkelen (P/N 996568 - levert sammen med brenneren). Dersom elektro-
deholderen ikke løsnet sammen med tuppen, kan elektrodeholderen bli ernet ved hjelp av demonteringsverktøyet
(P/N 37110) som ble levert sammen med brenneren. Ørene vil bringes i inngrep med sporene på tuppholderen.
Sørg for å holde mutternøkkelen eller demonteringsverktøyet rett, både ved demontering og sammenstilling av
elektroden, for å unngå skade på rotasjonsringen. Rotasjonsringen bør komme ut sammen med elektrodeholderen.
Hvis dette ikke skjer, ern den forsiktig.
C. Skift ut elektroden hvis det er tært fordypninger i hafniumdelen på mer enn 2,3 mm (0.090").
D. Sjekk O-ringene (P/N 86W99). Den ene er plassert på innsiden av elektrodeholderen og den andre på utsiden. En
O-ring som er skadd må skiftes ut, og det må utvises stor forsiktighet så ikke O-ringsporet blir skrapt opp. Smør
den nye O-ringen lett med silikonfett før den installeres henholdsvis inni eller utenpå elektrodeholderen.
E. Skift ut rotasjonsringen dersom den er sprukket eller om kanten på fremre del (seteaten for dysen) er opphak-
ket.
F. Ved sammenstilling, tre rotasjonsringen over elektroden og elektrodeholderen. Hvis O-ringen er godt smurt, kan
rotasjonsringen blir tredd over O-ringen. Hvis dette ikke går, ern O-ringen før dysen tres på plass, og sett etterpå
O-ringen tilbake. Skru så elektrodegruppen fast i brenneren ved hjelp av mutternøkkelen (7/16"). Trekk godt til
UTEN å overdrive tiltrekkingen.
4.4 UTSKIFTING AV ISOLATORGRUPPEN
Isolatorgruppen (P/N 37083) bør bli ernet regelmessig for inspeksjon av sprekker og tilstanden til O-ringene. Gjør følgende
for å erne isolatorkroppen:
A. Fjern ytterkappeholderen eller ytterkappen, munnstykkeholderkoppen, dysen, elektroden, elektrodeholderen og
rotasjonsringen som beskrevet ovenfor.
> Løsne settskruen på innsiden av isolatorkroppen med minst en tørn.
B. Trekk isolatorkroppen rett ut.
C. Smør O-ringene helt tynt med silikonfett. Om nødvendig, skift ut O-ringene.
D. Fjern kontaktringgruppen fra isolatorkroppen ved å erne én sekskanthodeskrue ved hjelp av Allen-nøkkelen
(7/16") som ble levert sammen med brenneren.
E. Sett sammen i omvendt rekkefølge. Rett inn isolatorkroppen med søkepinnen (P/N 37063) og trykk på plass.
> Etter at elektrodeholderen er skrudd fast, trekk til settskruen (#6-32) på siden av isolatorkroppen.
BAKSIDEN AV HYLSEN
7,62
cm
5,1
cm
Fest godt med tape i ca. 5 cm bredde rundt slangebunten.
Skyv ettingen nedover og fest med tape i bredde ca. 11 cm.
HETTE
ISOLERRØR
10,8
cm
MERKNAD: Ikke bruk tape over enden av hylsen til pilotbuekabelen.
Figur 4-2. Kabel- og slangegruppen for PT-19XLS
MERKNAD: Flettingen går ikke over gasslangene.
36

KAPITTEL 4 VEDLIKEHOLD
4.5 UTSKIFTING AV KABLER OG SLANGER
A. For å frakople kraftforsyningskabelen, vannreturslangen og gasslangen på baksiden av brenneren, skru berglasshy-
lsen (P/N 37064) løs fra den rustfrie stålkroppen.
B. Pilotbuekabelen er festet til konnektoren (P/N 20408) under isolatoren (P/N 20409). Fjern tapen bak isolatoren slik at
denne kan bli skjøvet oppover pilotbuekabelen inntil konnektoren blir synlig. For å erne kabelen fra konnektoren,
løsne først settskruene med en 7/64" Allen-nøkkel.
C. Rett ut slangepakken og sørg for at brennerhylsen er rett når den skrus tilbake på brennerkroppen. Gjengene er
ganske ne og kan lett skrus over gjenge. Bruk ikke kraft på hylsen. Smør på litt silikonfett for å gjøre det lettere å
skru på igjen.
D. Fest hylsehetten til en slange for å beskytte slangepakken mot buestråling. Når brenneren er klar til bruk, sørg for
å holde slangepakken godt ute av veien.
37

KAPITTEL 4 VEDLIKEHOLD
38

KAPITTEL 5 RESERVEDELER
5.1 GENERELT
Reservedeler er illustrert i de følgende gurene. Ved bestilling av reservedeler, bestill med partnummer og delens navn,
slik som vist i guren.
Oppgi alltid serien eller serienummeret for enheten som reservedelene skal brukes med. Serienummeret er preget på en-
hetens navneplate.
5.2 BESTILLING
For å sikre feilfri funksjonering blir det anbefalt at bare originale komponenter og produkter fra ESAB blir brukt i forbindelse
med dette utstyret. Bruk av utstyr fra andre enn ESAB kan gjøre garantien ugyldig.
Reservedeler kan bestilles fra din ESAB-distributør eller fra:
ESAB Welding & Cutting Products
Attn: Customer Service Dept.
P.O. Box 100545, 411 S. Ebenezer Road
Florence, SC, 29501-0545
Pass på å angi spesielle forsendelsesinstrukser når reservedeler blir bestilt.
For å bestille reservedeler via telefon, kontakt ESAB på 00-1-843-664-5540. Bestillinger kan også fakses til 00-1-800-634-7548.
Pass på å angi spesielle forsendelsesinstrukser når reservedeler blir bestilt.
Se kommunikasjonsveiledningen på siste side i denne håndboken for en liste med telefonnummer for kundeservice.
39

KAPITTEL 5 RESERVEDELER
KONTAKTRINGGRUPPE
(CONTACT RING ASSY) -
Forbruksmateriell for PT-19XLS
ELEKTRODEHOLDER
(ELECTRODE HOLDER) - 37068
Inkluderer: (2) O-ringer 86W99
(REAR MAIN BODY ASSY) - 37066
0558003858
ELEKTRODE
22196 400 A O
22403 600 A N
(Se Tabell 5-1)
BAKRE HOVEDKROPPGRUPPE
O-RING - 2064106
Hull for settskrue
(Rett inn i forhold til drenshull)
ROTASJONSRING
(GAS BAFFLE)
22194 400A O
(Se Tabell 5-1)
2
ISOLATORGRUPPE (INSULATOR ASSY) - 37083
Inkluderer:
(1) 86W85 O-Ring
(8) 951000 O-Ring
(1) 2064106 O-Ring
2
2
(2) 61630631 #6/32-32 X 3/16 settskruer
HYLSE
(SLEEVE) - 37064
Slange- og kabelforbindelse
(se gurene 5-3 og 5-4)
Drenshull
22496 REV, svart
YTTERKAPPEHOLDER (SHIELD RETAINER) - 37081
YTTERKAPPEHOLDER, UNDERVANNS (SHIELD RETAINER UNDERWATER) - 0558004616
DYSEHOLDER
(NOZZLE BASE)
(Se tabell 5-1)
DYSETUPP
(NOZZLE TIP)
(Se tabell 5-1)
DYSEHOLDERKOPP (NOZZLE RETAINING CUP) - 37082
DYSEHOLDERKOPP, LUFTKJØLING (NOZZLE RETAINING CUP, AIR CURTAIN) - 37431
AVSTANDSRING (DIFFUSER) (Se tabell 5-1)
MERKNAD:
Sammenstill med sporene mot dysen, slik som vist
YTTERKAPPE (se tabell 5-1)
(SHIELD)
Figur 5-1. Plasmarc skjærebrenner PT-19XLS
22195 400 A O
22401 600 A N
2
2
40

KAPITTEL 5 RESERVEDELER
Tabell 5-1 Forbruksmateriell for PT-19XLS fremre ende
Anvendelse
Strøm & Tykkelse & Ytterkappe Avstandsring Dyse Elektrode Rotasjonsring
plasmagass materiale
50-65 A 1,16 til 6 mm 50 A 50 A Tupp-22026 34086XL 948142
(.063 til .250 in.) 21795 21796 Holder-22027 4-huller STD
Air & N
2
CS, SS, AL
100 A 4 til 19 mm 100 A-250 A 100-360 A Tupp 22029 34086XL 948142
, O2 (.188 til .750 in) 21802 21944 Holder 22028 4-huller STD
Luft, N
2
CS, SS, AL 948143
22496Rev. 4-Huller Rev
150 A 6 til 25 mm 100 A-250 A 100 - 360 A Tupp 22030 34086XL 948142
Luft, N2, O2 (.250 til1.00 in.) 21802 21944 Holder 22028 4-huller STD
CS, SS, AL 948143
22496Rev. 4-Huller Rev
150 A 6 til 25 mm 100 A-250 A 100-360 A Tupp 22030 22403 948142
N2, H35 (.250 til1.00 in) 21802 21944 Holder 22028 4-huller STD
SS, AL 948143
22496Rev. 4-Huller Rev
200 A 6 til 50 mm 100 - 250 A 100 - 360 A Tupp 22031 34086XL 948142
Luft, N2, O2 (.250 til 2.00 in.) 21802 21944 Holder 22028 4-huller STD
CS, SS, AL 948143
22496Rev. 4-Huller Rev
200 A 6 til 38 mm 100 A-250 A 100-360 A Tupp 22031 22403 948142
N2, H35 (.25 til 1.50 in.) 21802 21944 Holder 22028 4-huller STD
SS, AL 948143
22496Rev. 4-Huller Rev
250 A 6 til 50 mm 100 A-250 A 100-360 A 21822 34086XL 35660
Luft, O2 (.250 til 2.00 in.) 21802 21944 (1-stykkes) 8 x .047
CS, SS, AL 35661
22496Rev. 8 x .047 Rev.
Anbefalte reservedeler
250 A 6 til 50mm 100 A-250 A 100-360 A 21822 22403 35660
N2, H35 (.25 til 2.00 in.) 21802 21944 (1-stykkes) 8 x .047
SS, AL 35661
22496Rev. 8 x .047 Rev.
325-360 A 13 til 50 mm 360 A 100-360 A 35885 35886XL 35660
Luft, N2, O2 (.500 til 2.00 in.) 21945 21944 (1-stykkes) 8 x .047
CS, SS, AL 35661
22496Rev. 8 x .047 Rev.
325-360 A 13 til 50 mm 360 A 100 A-360 A 35885 22403 35660
N2, H35 (.500 til 2.00 in.) 21945 21944 (1-stykkes) 8 x .047
CS, SS, AL 35661
22496Rev. 8 x .047 Rev.
400-450 A 19 til 50 mm 360 A 100 A-360 A 22195 22196 22194
O2 (.750 til 2.00 in.) 21945 21944 (1-stykkes) 32 x .023
CS, SS, AL
400-450 A 19 til 50 mm 360 A 100 A-360 A 22195 22403 35660
N2, H35 (.750 til 2.00 in.) 21945 21944 (1-stykkes) 8 x .047
AL, SS 35661
22496Rev. 8 x .047Rev.
600 A 25 til 75mm 360 A 100-360 A 22401 22403 35660
N2, H35 (25 to 75mm) 21945 21944 (1-stykkes) 8 x .047
CS, SS, AL 35661
22496Rev. 8 x .047Rev.
41

KAPITTEL 5 RESERVEDELER
1
996528 O-RING (1 stk.)
1.61 ID X .070W
O-RING (2 stk.)
.175 ID X .050W
61630631#6-32 X 3/16
S.S. SETTSKRUE
37063 - SØKEPINN
(PIN LOCATING)
0558003858 KONTAKTRINGGRUPPE
(CONTACT RING ASSY)
37073 - KONTAKTRINGSKRUE
(CONTACT RING SCREW)
4 (3 stk.)
37075 - KRAGE & KABELGRUPPE FOR PILOTBUE
(PA COLLET&WIRE ASSY)
996526 O-RING (1 stk.)
.145 ID X .070W
37067 HOLDER FOR PILOTBUEISOLATOR
(RETAINER PA INSULATOR)
2
3
Post
nummer
1
2
3
4
Antall
nødv.
1
4
1
2
Part-
nummer
37076
61330980
20408
951000
Figur 5-2. Pilotbuekabelgruppen
Beskrivelse
PILOTBUE BUSSISOLATOR (PA BUS INSULATOR)
SKRUE, #6-32 X 1/8
KONNEKTOR, HØYFREKV. (CONNECTOR, HI-FREQ)
O-RING .175 ID X O.50W
42

KAPITTEL 5 RESERVEDELER
GASSLANGE
PILOTBUEKABEL
KRAFTFORS.KABEL
GASSLANGE
Part-
nummer
Beskrivelse
20405
KJØLEGASSLANGE
0558005891
20404
20406
37084
MERKELAPP (LABEL) PT-19XLS - 954726
Antall
Part-
Beskrivelse
Part-
Antall
nødv.
Post
nummer/
KRAFTKABEL*
nummer.
34763
111
nødv.
brenner-
lengde
PILOTBUEKABEL
VANNRETUR
0558004635
0558004633
11111
12345
P/N
37093
15.2 m
KJØLEGASSLANGE
0558004634
1
4
HYLSE (SLEEVE)- 37064
5
2
3
PVC RØR (PVC TUBING) 7,9 mm (.31") ID x 14,2 mm (.56") YD
1
123
Post
Partnummer/
brennerlengde
P/N
0558004636
7,6 m (25 ft)
ESP-150,
4
ESP-200
Figur 5-3. Slange- og kabelgruppe 15,2 m (50 ft) for PT-19XLS
KLEMME (CLAMP)
MUTTER FOR SKJERM (NUT
*Merk at kraftkablene har 7/16 X 20 R.H. gjenger i den ene enden og 7/16 X 20 L.H. i den andre.
SHIELD CONN) - 33029
NIPPEL FOR SKJERM
BÅNDKLEMME
(BAND CLAMP)
- 951168
(NIPPLE SHIELD
CONN.) - 33030
150 mm
BRUK ELEKTROTAPE FOR Å
FESTE ENDEN AV SKJERMEN
RØRFLETTING (TUBULAR BRAID) - 72020003
- 996647
0558002922 (50') (15,2 m)
ISOLERRØR (SLEEVING)
HETTE (BOOT)- 996647
43

KAPITTEL 5 RESERVEDELER
MERKELAPP (LABEL) PT-19XLS - 954726
4
3
HYLSE (SLEEVE)- 37064
Beskrivelse
KRAFTKABEL*
PILOTBUEKABEL
GASSLANGE
KJØLEGASSLANGE
KRAFTKABEL*
PILOTBUEKABEL
GASSLANGE
KJØLEGASSLANGE
KRAFTKABEL*
PILOTBUEKABEL
GASSLANGE
KJØLEGASSLANGE
2
PVC RØR (PVC TUBING) 7,9 mm (.31") ID x 14,2 mm (.56") YD
1
Part-
nummer.
34364
0558005887
34362
37196
33210
21112111211
Antall
nødv.
12341234123
Post
0558005888
33204
37197
33211
0558005890
33205
37198
1
4
Figur 5-4. Slange- og kabelgruppe 1,4 -7,5 m (4.5-25 ft) for PT-19XLS
KLEMME (CLAMP) - 996647
Partnummer/
brennerlengde
P/N 37090
5,2 m
(17 ft)
P/N 37091
6 m
(20 ft)
P/N 37092
7,6 m
(25 ft)
MUTTER FOR SKJERM
(NUT SHIELD CONN)
- 33029
108 mm
ENDEN AV SKJERMEN
BRUK ELEKTROTAPE FOR Å FESTE
Beskrivelse
KRAFTKABEL*
PILOTBUEKABEL
GASSLANGE
KJØLEGASSLANGE
KRAFTKABEL*
PILOTBUEKABEL
GASSLANGE
KJØLEGASSLANGE
KRAFTKABEL*
PILOTBUEKABEL
GASSLANGE
KJØLEGASSLANGE
KRAFTKABEL*
PILOTBUEKABEL
GASSLANGE
KJØLEGASSLANGE
NIPPEL FOR SKJERM
BÅNDKLEMME
(NIPPLE SHIELD CONN.) - 33030
(BAND CLAMP) - 951168
(TUBULAR BRAID)
RØRFLETTING
- 72020003
- 996647
HETTE (BOOT)
0558003840 (4.5') (1,4 m)
0558003841 (6') (1,8 m)
0558003843 (12') (3,7 m)
0558003844 (15') (4,6 m)
0558003845 (17') (5,2 m)
ISOLERRØR (SLEEVING)
0558003846 (20') (6,1 m)
44
Part-
nummer
34775
0558005882
34776
37192
996248
211121112111211
Antall
nødv.
123412341234123
Post
0558003847 (25') (7,6 m)
Partnummer/
brennerlengde
P/N 37086
1,4 m
(4.5 ft)
30558005883
34360
37193
34363
P/N 37087
1,8 m
(6 ft)
0558005885
34361
37194
P/N 37088
3,6 m
(12 ft)
33209
0558005886
33203
P/N 37089
4,5 m
(15 ft)
37195
1
4
*Merk at kraftkablene har 7/16 X 20 R.H. gjenger i den ene enden og 7/16 X 20 L.H. i den andre.

KAPITTEL 5 RESERVEDELER
45

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
Supplement to F-15-430 PT-19XLS Plasma Torch Manual
Introduction
The following information is a result of many hours of
testing and is a general guide for setting up and
cutting with a PT-19XLS Mechanized Plasma Arc
Torch. The machine’s control manages gas flow
using Smart Flow II, a proportional valve flow control
system.
In most cases these settings will provide a quality cut.
The data contains values for:
• cutting aluminum, carbon and stainless steel
• arc voltage (standoff)
• cutting speed
• current (amperes)
• gas flow rates for plasma/shield gas combinations
This same data is contained in SDP files. (See your
machine and programming manuals for more
information on SDP files.)
Speed, voltage, kerf, and current can be
NOTICE
used any time for a PT-19XLS torch
application.
Process data was derived using the Smart Flow II, a
programmable gas flow control. This same
information is used in creating Vision CNC process
control (SDP) files. Only gas flow rates are given for
reference when using Smart Flow II.
voltage, kerf, and current (amperes) remain
applicable when cutting with manual gas
regulation systems.
Speed, arc
Underwater Cutting Speeds Must Slowed by
NOTICE
10%.
As a general rule, above water cutting speeds
can be applied to underwater cutting by
reducing speeds by 10%. There are two
underwater examples offered for reference.
----1111

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
50 Amperes
Carbon Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness Air Air Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 40
BAR 2,76
PSI 50
BAR 3,45
PSI 10
BAR 0,69
PSI 10
BAR 0,69
SSSStart
tart
tart tart
Gas
Gas
GasGas
0.063
1,6
0
0
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
IN.
Initial Height
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to Low
----2222
.375
9,5
113
220
5588
.05
1,3

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
65 Amperes
Carbon Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness Air Air Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 40 40 40
BAR 2,76 2,76 2,76
PSI 50 50 50
BAR 3,45 3,45 3,45
PSI 10 10 10
BAR 0,69 0,69 0,69
PSI 10 10 10
BAR 0,69 0,69 0,69
Start
Start
Start Start
Gas
Gas
GasGas
0.125 0.188 0.250
3,2 4,7 6,4
0 0 0.1
0 0 0.4
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to Low
.375 .375 .375
9,5 9,5 9,5
115 118 130
150 100 75
3810 2540 1905
.065 .075 .085
1,7 1,9 2,2
----3333

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
100 Amperes
Carbon Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 O2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 46 46 44 46 46 46 48 46
BAR 3,2 3,2 3,0 3,2 3,2 3,2 3,3 3,2
PSI 20 20 20 20 20 20 20 18
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,2
PSI 10 18 18 10 16 10 12 10
BAR 0,7 1,2 1,2 0,7 1,1 0,7 0,8 0,7
Start
Start
Start Start
Gas
Gas
GasGas
0.125 0.188 0.250 0.313 0.375 0.500 0.625 0.750
3,2 4,7 6,4 7,9 9,5 12,7 15,9 19,1
0 0 0 0 0.2 0.4 0.5 0.3
0 0 0 0 0.2 0.5 0.6 0.7
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
IN.
Initial Height
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to Low
----4444
.375 .375 .375 .375 .375 .500 .500 .500
9,5 9,5 9,5 9,5 9,5 12,7 12,7 12,7
123 135 133 134 149 141 159 162
190 150 120 100 80 60 38 20
4826 3810 3048 2540 2032 1524 965 508
.08 .075 .100 .085 .012 .100 .14 .145
2,0 1,9 2,5 2,2 3,0 2,5 3,6 3,7

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
150 Amperes
Carbon Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 O2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 20 20 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 37 37 37 37 37 44 37 37
BAR 2,6 2,6 2,6 2,6 2,6 3,0 2,6 2,6
PSI 20 20 20 20 20 21 18 18
BAR 1,4 1,4 1,4 1,4 1,4 1,5 1,2 1,2
PSI 18 18 18 18 16 18 10 16
BAR 1,2 1,2 1,2 1,2 1,1 1,2 0,7 1,1
Start
Start
Start Start
Gas
Gas
GasGas
0.188 0.250 0.313 0.375 0.500 0.625 0.750 1.000
4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0 0 0 0.2 0.2 0.2 0.3
0 0 0 0 0.4 0.5 0.8 1.0
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
IN.
Initial Height
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
.375 .375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
127 126 131 134 140 151 157 156
160 150 120 90 75 55 45 25
4064 3810 3048 2286 1905 1397 1143 635
.085 .095 .095 .120 .105 .125 .150 .165
2,2 2,4 2,4 3,0 2,7 3,2 3,8 4,2
----5555

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
200 Amperes
Carbon Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 O2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 26 25 25 25 20 25 25 25
BAR 1,8 1,7 1,7 1,7 1,4 1,7 1,7 1,7
PSI 40 43 40 44 40 40 40 44
BAR 2,8 3,0 2,8 3,0 2,8 2,8 2,8 3,0
PSI 20 20 20 20 20 18 18 22
BAR 1,4 1,4 1,4 1,4 1,4 1,2 1,2 1,5
PSI 8 14 18 10 11 7 12 22
BAR 0,6 1,0 1,2 0,7 0,8 0,5 0,8 1,5
Start
Start
Start Start
Gas
Gas
GasGas
0.250 0.313 0.375 0.500 0.625 0.750 1.000 1.250
6,4 7,9 9,5 12,7 15,9 19,1 25,4 31,8
0 0 0 0.1 0.2 0.3 0.3 0.6
0 0.2 0 0.2 0.3 0.3 0.5 1.0
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----6666
.375 .375 .375 .500 .500 .500 .500 .500
9,5 9,5 9,5 12,7 12,7 12,7 12,7 12,7
124 129 132 129 139 142 153 164
170 140 110 90 65 55 40 20
4318 3556 2794 2286 1651 1397 1016 508
.095 .105 .110 .136 .120 .150 .170 .190
2,4 2,7 2,8 3,5 3,0 3,8 4,3 4,8

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
250 Amperes
Carbon Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 O2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25 26 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,8 1,7
PSI 38 38 44 40 38 38 43 44
BAR 2,6 2,6 3,0 2,8 2,6 2,6 3,0 3,0
PSI 18 18 20 14 18 18 22 22
BAR 1,2 1,2 1,4 1,0 1,2 1,2 1,5 1,5
PSI 12 12 16 12 12 12 22 22
BAR 0,8 0,8 1,1 0,8 0,8 0,8 1,5 1,5
Start
Start
Start Start
Gas
Gas
GasGas
0.250 0.375 0.500 0.625 0.750 1.000 1.250 1.500
6,4 9,5` 12,7 15,9 19,1 25,4 31,8 38,1
0 0 0 0.2 0.3 0.3 0.5 0.8
0 0 0.2 0.1 0.2 0.4 0.8 1.2
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
IN.
Initial Height
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
.375 .375 .500 .500 .500 .625 .625 .625
9,5 9,5 12,7 12,7 12,7 15,9 15,9 15,9
130 135 135 138 142 150 162 168
170 125 115 80 65 50 33 22
4318 3175 2921 2032 1651 1270 838 558
.110 .135 .135 .130 .150 .160 .170 .200
2,8 3,5 3,5 3,3 3,8 4,1 4,3 5,1
----7777

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
325 Amperes
Carbon Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 O2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 26 25 25 25 25 25
BAR 1,8 1,7 1,7 1,7 1,7 1,7
PSI 37 37 31 31 31 36
BAR 2,6 2,6 2,1 2,1 2,1 2,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
Start
Start
Start Start
Gas
Gas
GasGas
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
0.3 0.3 0.3 0.4 0.5 0.7
0.2 0.3 0.3 0.6 0.9 1.0
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----8888
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
125 135 132 142 146 156
125 100 90 60 37 25
3175 2540 2286 1524 939 635
.140 .150 .160 .175 .200 .210
3,6 3,8 4,1 4,5 5,1 5,3

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
360 Amperes
Carbon Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 O2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 26 25 25 25 25 25
BAR 1,8 1,7 1,7 1,7 1,7 1,7
PSI 38 37 35 35 38 36
BAR 2,6 2,6 2,4 2,4 2,6 2,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
Start
Start
Start Start
Gas
Gas
GasGas
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
0.3 0.3 0.3 0.5 0.6 0.7
0.2 0.3 0.3 0.7 0.9 1.0
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
IN.
Initial Height
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
124 135 132 141 146 153
135 115 100 65 45 32
3429 2921 2540 1651 1143 813
.140 .140 .165 .180 .205 .210
3,6 3,6 4,2 4,6 5,2 5,3
----9999

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
400 Amperes
Carbon Steel
Start
Start
UNDER WATER
Start Start
Gas
Gas
GasGas
Material Thickness N2 O2 Air
IN
MM
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
0.3 0.3 0.3 0.5 0.5 0.7
0.2 0.3 0.3 0.3 0.7 1.2
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 31 31 31 31 31 31
BAR 2,7 2,6 2,6 2,6 2,6 2,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----10
10
1010
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
125 132 136 141 142 150
130 120 110 75 55 37
3556 3175 2794 1905 1397 940
.145 .150 .195 .195 .205 .220
3,7 3,8 5,0 5,0 5,2 5,6

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
400 Amperes
Carbon Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 O2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 31 31 31 31 31 31
BAR 2,7 2,6 2,6 2,6 2,6 2,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
Start
Start
Start Start
Gas
Gas
GasGas
0.500 0.625 0.750 1.000 1.250 1.500
12,7 15,9 19,1 25,4 31,8 38,1
0.3 0.3 0.3 0.5 0.5 0.7
0.2 0.3 0.3 0.3 0.7 1.2
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
IN.
Initial Height
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
.500 .500 .500 .625 .625 .625
12,7 12,7 12,7 15,9 15,9 15,9
125 132 136 141 142 150
140 125 115 80 60 43
3556 3175 2794 1905 1397 940
.145 .150 .195 .195 .205 .220
3,7 3,8 5,0 5,0 5,2 5,6
----11
11
1111

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
65 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness Air Air Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 40 40 40
BAR 2,76 2,76 2,76
PSI 60 60 60
BAR 4,14 4,14 4,14
PSI 10 10 10
BAR 0,7 0,7 0,7
PSI 10 10 10
BAR 0,7 0,7 0,7
Start
Start
Start Start
Gas
Gas
GasGas
0.063 0.125 0.250
1,6 3,2 6,4
0 0 0.2
0 0.2 0.4
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to Low
----12
12
1212
.375 .375 .375
9,5 9,5 9,5
115 115 126
200 110 60
5080 2794 1524
.063 .08 .100
1,6 2,0 2,5

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
100 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness Air Air Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7
PSI 42 42 42 42 42
BAR 2,9 2,9 2,9 2,9 2,9
PSI 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18
BAR 1,24 1,24 1,24 1,24 1,24
Start
Start
Start Start
Gas
Gas
GasGas
0.188 0.250 0.375 0.500 0.750
4,7 6,4 9,5 12,7 19,1
0 0.1 0.1 0.1 0.2
0.1 0.2 0.3 0.3 0.4
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
IN.
Initial Height
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to Low
.375 .375 .375 .500 .500
9,5 9,5 9,5 12,7 12,7
151 157 157 182 185
120 95 70 50 25
3048 2413 1778 1270 635
.115 .120 .130 .130 .135
2,9 3,0 3,3 3,3 3,5
----13
13
1313

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
150 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness Air Air Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 40 40 40 40 40 40 40 40
BAR 2,8 2,8 2,8 2,8 2,8 2,8 2,8 2,8
PSI 15 15 15 10 15 10 10 10
BAR 1,0 1,0 1,0 0,7 1,0 0,7 0,7 0,7
PSI 15 15 15 10 15 10 10 10
BAR 1,0 1,0 1,0 0,7 1,0 0,7 0,7 0,7
Start
Start
Start Start
Gas
Gas
GasGas
0.188 0.250 0.313 0.375 0.500 0.750 0.875 1.000
4,7 6,4 7,9 9,5 12,7 19,1 22,2 25,4
0 0 0 0 0.1 0.2 0.4 0.4
0 0.1 0.2 0.2 0.3 0.5 0.6 0.7
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----14
14
1414
.375 .375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
147 152 153 159 165 175 184 187
200 140 120 100 80 45 37 30
5080 3556 3048 2540 2032 1143 940 762
.110 .110 .120 .130 .140 .140 .150 .150
2,8 2,8 3,0 3,3 3,6 3,6 3,8 3,8

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
200 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness Air Air Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44 44
BAR 3,0 3,0 3,0 3,0 3,0 3,0 3,0
PSI 14 14 14 14 14 14 14
BAR 1,0 1,0 1,0 1,0 1,0 1,0 1,0
PSI 15 15 15 15 15 15 15
BAR 1,0 1,0 1,0 1,0 1,0 1,0 1,0
Start
Start
Start Start
Gas
Gas
GasGas
0.250 0.313 0.375 0.500 0.625 0.750 1.000
6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0.1 0.1 0.2 0.2 0.2 0.3
0.2 0.2 0.3 0.3 0.3 0.5 0.6
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
IN.
Initial Height
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
.375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 12,7 12,7 12,7 12,7
155 160 160 167 170 175 186
125 125 110 85 70 60 40
3175 3175 2794 2159 1778 1524 1016
.110 130 .130 .130 .140 .140 .140
2,8 3,3 3,3 3,3 3,6 3,6 3,6
----15
15
1515

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
150 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 H-35 N2
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4
PSI 54 54 54 54 54 54
BAR 3,7 3,7 3,7 3,7 3,7 3,7
PSI 10 10 10 10 10 10
BAR 0,7 0,7 0,7 0,7 0,7 0,7
PSI 10 10 10 10 10 10
BAR 0,7 0,7 0,7 0,7 0,7 0,7
Start
Start
Start Start
Gas
Gas
GasGas
0.250 0.375 0.500 0.625 0.750 1.000
6,4 9,5 12,7 15,9 19,1 25,4
0 0.1 0.1 0.1 0.1 0.2
0.2 0.3 0.2 0.5 0.4 0.5
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----16
16
1616
.375 .375 .500 .500 .500 .500
9,5 9,5 12,7 12,7 12,7 12,7
135 141 144 155 160 172
150 110 90 55 45 25
3810 2794 2286 1397 1143 635
.140 .120 .130 .150 .160 .170
3,6 3,0 3,3 3,8 4,1 4,3

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
200 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 H-35 N2
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7
PSI 49 49 49 49 49
BAR 3,4 3,4 3,4 3,4 3,4
PSI 14 14 14 14 14
BAR 1,0 1,0 1,0 1,0 1,0
PSI 15 15 15 15 15
BAR 1,0 1,0 1,0 1,0 1,0
Start
Start
Start Start
Gas
Gas
GasGas
0.375 0.500 0.625 0.750 1.000
9,5 12,7 15,9 19,1 25,4
0 0 0.1 0.2 0.3
0.2 0.4 0.4 0.5 0.8
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
IN.
Initial Height
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
.375 .500 .500 .500 .500
9,5 12,7 12,7 12,7 12,7
150 155 160 168 175
120 100 85 65 35
3048 2540 2159 1651 889
.130 .140 .150 .160 .170
3,3 3,6 3,8 4,1 4,3
----17
17
1717

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
360 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 H-35 N2
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 55 55 55 55 55 55 55 55
BAR 3,8 3,8 3,8 3,8 3,8 3,8 3,8 3,8
PSI 27 27 27 27 27 27 27 27
BAR 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
PSI 27 27 27 27 27 27 27 27
BAR 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
Start
Start
Start Start
Gas
Gas
GasGas
0.375 0.500 0.625 0.750 1.000 1.250 1.500 1.750
9,5 12,7 15,9 19,1 25,4 31,8 38,1 44,5
0 0 0.1 0.1 0.2 0.3 0.4 0.5
0.3 0.3 0.3 0.4 0.8 1.0 1.0 1.4
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----18
18
1818
.375 .500 .500 .500 .500 .500 .500 .500
9,5 12,7 12,7 12,7 12,7 12,7 12,7 12,7
145 155 166 168 173 185 193 203
175 155 130 90 60 45 33 25
4445 3937 3302 2286 1524 1143 838 635
.160 160 .180 .180 .190 .210 .240 .260
4,1 4,1 4,6 4,6 4,8 5,3 6,1 6,6

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
600 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 H-35 N2
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 46 46 46 46
BAR 3,2 3,2 3,2 3,2
PSI 46 46 46 46
BAR 3,2 32 32 3,2
PSI 35 35 35 35
BAR 2,4 2,4 2,4 2,4
PSI 35 35 35 35
BAR 2,4 2,4 2,4 2,4
Start
Start
Start Start
Gas
Gas
GasGas
1.000 1.500 2.000 3.000
25,4 38,1 50,8 76,2
0.3 0.4 0.5 0.6
0.5 0.8 1.0 1.2
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
IN.
Initial Height
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
.750 .750 .750 .750
19,1 19,1 19,1 19,1
172 177 192 212
80 65 30 15
2032 1651 762 381
.320 .330 .357 .390
8,1 8,4 9,1 9,9
----19
19
1919

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
250 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 H-35 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25
BAR 1,7 1,7 1,7
PSI 25 25 25
BAR 1,7 1,7 1,7
PSI 8 8 8
BAR 0,55 0,55 0,55
PSI 12 12 12
BAR 0.8 0.8 0.8
Start
Start
Start Start
Gas
Gas
GasGas
0.625 0.750 1.000
15,9 19,1 25,4
0.1 0.2 0.3
0.3 0.4 0.8
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----20
20
2020
.500 .500 .500
12,7 12,7 12,7
150 155 170
85 70 45
2159 1778 1143
.100 .100 .100
2,5 2,5 2,5

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
360 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 H-35 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 42 42 42 42 42 42 42 42
BAR 2,9 2,9 2,9 2,9 2,9 2,9 2,9 2,9
PSI 55 55 55 55 55 55 55 55
BAR 3,8 3,8 3,8 3,8 3,8 3,8 3,8 3,8
PSI 27 27 27 27 27 27 27 27
BAR 1,9 1,9 1,9 1,9 1,9 1,9 1,9 1,9
PSI 27 27 27 27 27 27 27 27
BAR 1,9 1,9 1,9 1,9 1,9, 1,9 1,9 1,9
Start
Start
Start Start
Gas
Gas
GasGas
0.500 0.625 0.750 0.875 1.000 1.250 1.500 1.750
12,7 15,9 19,1 22,2 25,4 31,8 38,1 44,5
0 0.1 0.1 0.1 0.2 0.3 0.4 0.5
0.3 0.3 0.4 0.5 0.8 1.0 1.0 1.4
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
IN.
Initial Height
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
.500 .500 .625 .625 .625 .625 .625 .625
12,7 12,7 15,9 15,9 15,9 15,9 15,9 15,9
150 166 168 170 173 185 193 200
150 130 90 75 60 45 33 25
3810 3302 2286 1905 1524 1143 838 635
.160 .180 .180 .180 .190 .210 .240 .260
4,1 4,6 4,6 4,6 4,8 5,3 6,1 6,6
----21
21
2121

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
600 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness H-35 H-35 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 46
BAR 3,2
PSI 46
BAR 3,2
PSI 34
BAR 2,4
PSI 34
BAR 2,4
Start
Start
Start Start
Gas
Gas
GasGas
1.500
38,1
0.5
1.1
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----22
22
2222
.750
19,1
172
75
1905
.320
8,1

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
200 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44 44 44
BAR 3,04 3,04 3,04 3,04 3,04 3,04 3,04 3,04
PSI 20 20 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18 18 18 18
BAR 1,24 1,24 1,24 1,24 1,24 1,24 1,24 1,24
Start
Start
Start Start
Gas
Gas
GasGas
0.188 0.250 0.313 0.375 0.500 0.625 0.750 1.000
4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0 0 0 0 0.1 0.2 0.2
0 0.2 0.2 0.3 0.3 0.4 0.5 0.8
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
IN.
Initial Height
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
.375 .375 .375 .375 .500 .500 .500 .500
9,5 9,5 9,5 9,5 12,7 12,7 12,7 12,7
137 143 145 148 152 154 163 176
240 170 105 90 70 62 55 30
6096 4318 2667 2286 1778 1575 1397 676
.110 .110 .120 .130 .130 .140 .150 .160
2,8 2,8 3,0 3,3 3,3 3,6 3,8 4,1
----23
23
2323

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
250 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44
BAR 3,0 3,0 3,0 3,0 3,0 3,0
PSI 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18 18
BAR 1,2 1,2 1,2 1,2 1,2 1,2
Start
Start
Start Start
Gas
Gas
GasGas
0.250 0.375 0.500 0.625 0.750 1.000
6,4 9,5 12,7 15,9 19,1 25,4
0 0.1 0.1 0.1 0.1 0.2
0.2 0.3 0.3 0.5 0.6 0.8
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----24
24
2424
.375 .375 .500 .500 .500 .500
9,5 9,5 12,7 12,7 12,7 12,7
136 146 148 152 157 166
200 125 100 75 65 45
5080 3175 2540 1905 1651 1143
.120 .130 .130 .150 .150 .160
3,0 3,3 3,3 3,8 3,8 4,1

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
360 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 39 39 39 39 39 39
BAR 2,7 2,7 2,7 2,7 2,7 2,7
PSI 44 44 44 44 44 44
BAR 3,0 3,0 3,0 3,0 3,0 3,0
PSI 44 44 44 44 44 44
BAR 3,0 3,0 3,0 3,0 3,0 3,0
Start
Start
Start Start
Gas
Gas
GasGas
0.250 0.375 0.500 0.750 1.000 1.250
6,4 9,5 12,7 19,1 25,4 31,8
0 0 0 0.2 0.3 0.3
0.1 0.2 0.3 0.4 0.7 0.8
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
IN.
Initial Height
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
.375 .375 .500 .500 .500 .500
9,5 9,5 12,7 12,7 12,7 12,7
147 155 161 168 168 190
230 180 160 90 60 40
5842 4572 4064 2286 1524 1016
.120 .130 .130 .140 .150 .200
3,0 3,3 3,3 3,6 3,8 5,1
----22225555

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
600 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 27 27
BAR 1,9 1,9
PSI 27 27
BAR 1,9 1,9
PSI 34 34
BAR 2,4 2,4
PSI 34 34
BAR 2,4 2,4
Start
Start
Start Start
Gas
Gas
GasGas
1.000 1.500
25,4 38,1
0.5 0.5
1.0 1.1
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
IN.
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----26
26
2626
.625 .625
15,9 15,9
158 168
100 60
2540 1524
.177 .189
4,5 4,8

AAAA
Supplement To F-15-430 PT-19XLS Process Data Using SmartFlow II
PT-19XLS Process Data
65 Amperes
Aluminum
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 N2
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 30 30 30
BAR 2,1 2,1 2,1
PSI 58 58 58
BAR 4,0 4,0 4,0
PSI 10 10 10
BAR 0,7 0,7 0,7
PSI 10 10 10
BAR 0,7 0,7 0,7
Start
Start
Start Start
Gas
Gas
GasGas
16GA 0.125 0.250
1,6 3,2 6,4
0 0 0.1
0 0 0.4
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
IN.
Initial Height
MM
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to Low
.375 .375 .375
9,5 9,5 9,5
118 118 125
180 120 70
4572 3048 1778
.055 .075 .095
1,4 1,9 2,4
----27
27
2727

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
65 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 N2
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 30 30 30 30
BAR 2,1 2,1 2,1 2,1
PSI 58 58 58 58
BAR 4,0 4,0 4,0 4,0
PSI 10 10 12 10
BAR 0,7 0,7 0,8 0,7
PSI 12 12 12 11
BAR 0,8 0,8 0,8 0,76
Start
Start
Start Start
Gas
Gas
GasGas
16GA 0.125 0.187 0.250
1,6 3,2 4,7 6,4
0 0 0.2 0.2
0 0 0.4 0.4
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to Low
----28
28
2828
IN. .375 .375 .375 .375
MM 9,5 9,5 9,5 9,5
118 120 120 122
250 75 70 55
6350 1905 1778 1397
.082 .090 .085 .090
2,1 2,3 2,4 2,3

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
100 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 N2
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7
PSI 50 50 50 50 50
BAR 3,5 3,5 3,5 3,5 3,5
PSI 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4
PSI 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5
Start
Start
Start Start
Gas
Gas
GasGas
0.250 0.375 0.500 0.625 0.750
6,4 9,5 12,7 15,9 19,1
0.1 0.2 0.3 0.3 0.5
0.3 0.4 0.5 0.5 1.2
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to Low
IN. .375 .375 .500 .625 .625
MM 9,5 9,5 12,7 15,9 15,9
152 158 162 177 186
55 42 30 16 9
1397 1067 762 384 248
.120 .120 .130 .140 .150
3,0 3,0 3,3 3,6 3,8
----29
29
2929

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
65 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness Air Air Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 30 40 30
BAR 2,1 2,1 2,1
PSI 58 60 58
BAR 4,0 4,1 4,0
PSI 10 10 10
BAR 0,7 0,7 0,7
PSI 12 10 10
BAR 0,8 0,7 0,7
Start
Start
Start Start
Gas
Gas
GasGas
0.062 0.125 0.250
1,6 3,2 6,4
0 0 0.2
0 0.2 0.5
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to Low
----30
30
3030
IN. .375 .375 .375
MM 9,5 9,5 9,5
113 118 122
250 80 60
6350 2032 1524
.050 .065 .075
1,2 1,6 1,9

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
100 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness Air Air Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 38 38 44 44 44 44 44
BAR 2,6 2,6 2,6 2,6 2,6 2,6 2,6
PSI 20 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18 18 18
BAR 1,2 1,2 1,2 1,2 1,2 1,2 1,2
Start
Start
Start Start
Gas
Gas
GasGas
0.188 0.250 0.313 0.375 0.500 0.625 0.750
4,7 6,4 7,9 9,5 12,7 15,9 19,1
0 0.1 0.1 0.2 0.3 0.4 0.5
0.2 0.3 0.4 0.4 0.6 0.8 1.2
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
GGGGas
as
asas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to Low
IN. .375 .375 .375 .375 .500 .625 .625
MM 9,5 9,5 9,5 9,5 12,7 15,9 15,9
155 160 158 165 180 186 188
100 55 45 35 25 18 10
2540 1397 1143 889 635 457 254
.100 .115 .120 .135 .140 .145 .150
2,5 2,9 3,0 3,4 3,6 3,7 3,8
----31
31
3131

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
150 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness Air Air Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 36 36 36 36 36 36 36 36
BAR 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,5
PSI 20 20 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 22 22 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5
Start
Start
Start Start
Gas
Gas
GasGas
0.188 0.250 0.313 0.375 0.500 0.625 0.750 1.000
4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0 0.1 0.1 0.2 0.3 0.4 0.4
0.1 0.3 0.3 0.3 0.4 0.4 0.8 1.0
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----32
32
3232
IN. .375 .375 .375 .375 .500 .625 .625 .625
MM 9,5 9,5 9,5 9,5 12,7 15,9 15,9 15,9
145 147 152 155 162 169 177 189
180 130 110 90 60 40 25 15
4572 3302 2794 2286 1524 1016 635 381
.100 .105 .115 .120 .125 .130 .140 .145
2,5 2,6 2,9 3,0 3,2 3,3 3,6 3,7

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
200 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness Air Air Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25 25 28
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 38 38 38 38 38 38 38 38
BAR 2,6 2,6 2,6 2,6 2,6 2,6 2,6 2,6
PSI 20 20 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 22 22 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5
Start
Start
Start Start
Gas
Gas
GasGas
0.188 0.250 0.313 0.375 0.500 0.625 0.750 1.000
4,7 6,4 7,9 9,5 12,7 15,9 19,1 25,4
0 0.1 0.1 0.1 0.1 0.2 0.3 0.4
0.2 0.2 0.3 0.3 0.4 0.5 0.8 1.0
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
IN. .375 .375 .375 .375 .500 .625 .625 .750
MM 9,5 9,5 9,5 9,5 12,7 15,9 15,9 19,1
148 150 154 159 159 165 170 183
200 135 130 125 85 70 55 20
5080 3429 3302 3175 2159 1778 1397 508
.105 .110 .105 .130 .125 .130 .135 .175
2,6 2,8 2,6 3,3 3,1 3,3 3,5 4,5
----33
33
3333

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
100 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7
PSI 45 45 45 45 45 45
BAR 3,1 3,1 3,1 3,1 3,1 3,1
PSI 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4
PSI 22 22 22 22 22 22
BAR 1,5 1,5 1,5 1,5 1,5 1,5
Star
Start
t
Cut
StarStar
Gas
Gas
GasGas
0.250 0.313 0.375 0.500 0.625 0.750
6,4 7,9 9,5 12,7 15,9 19,1
0.1 0 0.1 0.2 0.4 0.5
0.3 0.3 0.4 0.4 0.8 1.0
Cut
t t
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to Low
----34
34
3434
IN. .375 .375 .375 .500 .625 .625
MM 9,5 9,5 9,5 12,7 15,9 15,9
152 155 157 160 178 185
55 48 42 35 16 8
1397 1219 1066 889 406 203
.105 .115 .115 .120 .140 .150
2,6 2,9 2,9 3,0 3,6 3,8

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
150 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 40 40 40 40 42 42 42
BAR 2,8 2,8 2,8 2,8 2,8 2,8 2,8
PSI 20 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 8 8 8 8 8 8 8
BAR 0,6 0,6 0,6 0,6 0,6 0,6 0,6
Start
Start
Start Start
Gas
Gas
GasGas
0.188 0.250 0.375 0.500 0.625 0.750 1.000
4,7 6,4 9,5 12,7 15,9 19,1 25,4
0 0 0 0.2 0.4 0.4 0.5
0.1 0.2 0.3 0.4 0.8 1.0 1.2
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
IN. .375 .375 .375 .500 .625 .750 .750
MM 9,5 9,5 9,5 12,7 15,9 19,1 19,1
142 149 154 157 165 172 186
180 135 85 60 35 18 10
4572 3429 2159 1524 889 457 254
.110 .115 .120 .125 .145 .165 .175
2,8 2,9 3,0 3,2 3,7 4,2 4,5
----35
35
3535

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
200 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7
PSI 48 48 48 48 48
BAR 3,3 3,3 3,3 3,3 3,3
PSI 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4
PSI 16 16 16 16 16
BAR 1,1 1,1 1,1 1,1 1,1
Start
Start
Start Start
Gas
Gas
GasGas
0.250 0.375 0.500 0.750 1.000
6,4 9,5 12,7 19,1 25,4
0 0.1 0.2 0.5 0.6
0.2 0.3 0.2 1.0 1.2
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----36
36
3636
IN. .375 .375 .500 .625 .750
MM 9,5 9,5 12,7 15,9 19,1
143 149 157 163 175
165 105 70 45 20
4191 2667 1778 1143 508
.100 .115 .100 .140 .150
2,5 2,9 2,5 3,6 3,8

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
260 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 46 46 46 46 46 46 46
BAR 3,2 3,2 3,2 3,2 3,2 3,2 3,2
PSI 20 20 20 20 20 20 20
BAR 1,4 1,4 1,4 1,4 1,4 1,4 1,4
PSI 18 18 18 18 18 18 18
BAR 1,2 1,2 1,2 1,2 1,2 1,2 1,2
Start
Start
Start Start
Gas
Gas
GasGas
0.250 0.375 0.500 0.625 0.750 1.000 1.250
6,4 9,5 12,7 15,9 19,1 25,4 31,8
0 0.2 0.2 0.3 0.3 0.4 0.7
0.2 0.3 0.5 0.6 0.6 0.9 1.3
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
IN. .375 .375 .500 .625 .625 .750 .750
MM 9,5 9,5 12,7 15,9 15,9 19,1 19,1
136 142 157 160 168 180 190
170 135 110 70 50 30 15
4318 3429 2794 1778 1270 762 381
.110 .110 .115 .120 .130 .140 .160
2,8 2,8 2,9 3,0 3,3 3,6 4,1
----37
37
3737

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
360 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7 1,7 1,7
PSI 44 44 44 44 44 44 44
BAR 3,0 3,0 3,0 3,0 3,0 3,0 3,0
PSI 18 18 18 18 18 18 18
BAR 1,2 1,2 1,2 1,2 1,2 1,2 1,2
PSI 18 18 18 18 18 18 18
BAR 1,2 1,2 1,2 1,2 1,2 1,2 1,2
Start
Start
Start Start
Gas
Gas
GasGas
0.250 0.375 0.500 0.625 0.750 1.000 1.250
6,4 9,5 12,7 15,9 19,1 25,4 31,8
0 0 0.1 0.2 0.2 0.4 0.4
0 0.1 0.4 0.4 0.4 1.0 1.0
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----38
38
3838
IN. .375 .375 .500 .625 .625 .750 .750
MM 9,5 9,5 12,7 15,9 15,9 19,1 19,1
157 163 170 175 180 195 205
230 150 125 95 75 45 25
5842 3810 3175 2413 1905 1143 635
.100 .105 .125 .125 .135 .145 .175
2,5 2,5 3,2 3,2 3,5 3,7 4,5

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
450 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25
BAR 1,7 1,7 1,7 1,7
PSI 34 34 34 34
BAR 2,4 2,4 2,4 2,4
PSI 31 31 31 31
BAR 2,1 2,1 2,1 2,1
PSI 31 31 31 31
BAR 2,1 2,1 2,1 2,1
Start
Start
Start Start
Gas
Gas
GasGas
0.750 1.000 1.250 1.500
19,1 25,4 31,8 38,1
0.3 0.5 0.5 0.7
0.3 .07 0.7 1.2
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
IN. .625 .625 .625 .625
MM 15,9 15,9 15,9 15,9
156 160 165 175
100 70 52 33
2540 1778 1321 838
.175 .180 .185 .196
4,5 4,6 4,7 5,0
----39
39
3939

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
450 Amperes
Stainless Steel
Start
Start
UNDER WATER
Start Start
Gas
Gas
GasGas
Material Thickness N2 N2 Air
IN
MM
0.750 1.000 1.250 1.500
19,1 25,4 31,8 38,1
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
0.5 0.5 0.5 0.5
1.0 1.0 1.3 1.4
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 27 25 25
BAR 1,7 1,9 1,7 1,7
PSI 34 27 34 34
BAR 2,4 1,9 2,4 2,4
PSI 31 34 31 31
BAR 2,1 2,4 2,1 2,1
PSI 31 34 31 31
BAR 2,1 2,4 2,1 2,1
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
MM/MIN
Kerf Width
Millimeters
Notes:
Pilot Arc Set to High
IPM
Inches
IN. .625 .625 .625 .625
MM 15,9 15,9 15,9 15,9
150 160 165 175
85 70 45 33
2159 1778 1143 838
.160 .180 185 .196
4,1 4,6 4,7 5,0
----40
40
4040

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
600 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 N2 Air
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 27 27
BAR 1,9 1,9
PSI 27 27
BAR 1,9 1,9
PSI 34 34
BAR 2,4 2,4
PSI 34 34
BAR 2,4 2,4
Start
Start
Start Start
Gas
Gas
GasGas
1.000 1.500
25,4 38,1
0.3 0.5
0.8 1.1
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
IN. .625 .625
MM 15,9 15,9
160 163
70 40
1778 1016
.175 .183
4,5 4,6
----41
41
4141

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
150 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 H-35 N2
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25
BAR 1,7 1,7
PSI 48 48
BAR 3,3 3,3
PSI 16 16
BAR 1,1 1,1
PSI 12 8
BAR 0,8 0,55
Start
Start
Start Start
Gas
Gas
GasGas
0.500 0.750
12,7 19,1
0.2 0.3
0.4 0.6
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----42
42
4242
IN. .500 .625
MM 12,7 15,9
160 177
40 20
1016 508
.145 .185
3,7 4,7

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
200 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 H-35 N2
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25
BAR 1,7 1,7 1,7
PSI 54 54 54
BAR 3,7 3,7 3,7
PSI 16 14 16
BAR 1,1 1,0 1,1
PSI 22 13 22
BAR 1,5 0,9 1,5
Start
Start
Start Start
Gas
Gas
GasGas
0.375 0.500 1.000
9,5 12,7 25,4
0.1 0.2 0.3
0.4 0.4 0.8
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
IN. .375 .500 .750
MM 9,5 12,7 19,1
160 164 180
55 50 17
1397 1270 432
.135 .145 .175
3,4 3,7 4,5
----43
43
4343

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
260 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 H-35 N2
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7
PSI 65 65 65 65 65
BAR 4,5 4,5 4,5 4,5 4,5
PSI 8 8 8 8 8
BAR 0,55 0,55 0,55 0,55 0,55
PSI 4 4 4 4 4
BAR 0,28 0,28 0,28 0,28 0,28
Start
Start
Start Start
Gas
Gas
GasGas
0.500 0.625 0.750 1.000 1.250
12,7 15,9 19,1 25,4 31,8
0.2 0.2 0.4 0.6 0.6
0.4 0.5 0.6 1.2 1.2
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----44
44
4444
IN. .500 .625 .625 .750 .750
MM 12,7 15,9 15,9 19,1 19,1
165 174 182 195 210
50 45 30 20 10
1270 1143 762 508 254
.180 .180 .185 .195 .225
4,6 4,6 4,7 4,9 5,7

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
360 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness N2 H-35 N2
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 25 25 25 25 25
BAR 1,7 1,7 1,7 1,7 1,7
PSI 52 60 60 60 80
BAR 3,6 4,14 4,14 4,14 5,5
PSI 6 14 14 14 14
BAR 0,4 0,97 0,97 0,97 0,97
PSI 4 12 12 12 8
BAR 0,3 0,8 0,8 0,8 0,55
Start
Start
Start Start
Gas
Gas
GasGas
0.500 0.750 1.000 1.250 1.500
12,7 19,1 25,4 31,8 38,1
0.3 0.4 0.5 0.8 1.0
0.6 0.8 1.0 1.2 1.2
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
IN. .500 .625 .750 .750 .750
MM 12,7 15,9 19,1 19,1 19,1
177 183 190 200 225
80 45 30 20 15
2032 1143 762 508 381
.175 .225 .250 .300 .345
4,5 5,7 6,3 7,6 8,8
----45
45
4545

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
PT-19XLS Process Data
600 Amperes
Stainless Steel
Except where noted, data is for above water
cutting. Reduce speed approximately 10% when
cutting under water.
Material Thickness H-35 H-35 N2
IN
MM
Timers
Rise On Pierce (sec.)
Pierce Delay (sec.)
Setup Parameters Pounds per Square Inch (PSI - Pressure)
Plasma Start Gas
Plasma Cut Gas
Shield Start Gas
Shield Cut Gas
PSI 46 46 46 46
BAR 3,2 3,2 3,2 3,2
PSI 46 46 46 46
BAR 3,2 3,2 3,2 3,2
PSI 35 35 22 22
BAR 2,4 2,4 1,5 1,5
PSI 35 35 22 22
BAR 2,4 2,4 1,5 1,5
Start
Start
Start Start
Gas
Gas
GasGas
1.000 1.500 2.000 3.000
25.4 38.1 50.8 76.2
0.5 0.5 0.5 0.5
1.0 1.1 1.4 1.7
Cut
Cut
Cut Cut
Gas
Gas
GasGas
Shield
Shield
Shield Shield
Gas
Gas
GasGas
Height Readings
Initial Height
Arc Voltage (standoff)
Travel Speed
IPM
MM/MIN
Kerf Width
Inches
Millimeters
Notes:
Pilot Arc Set to High
----46
46
4646
IN. .750 .750 .750 .750
MM 19,1 19,1 19,1 19,1
163 186 204 206
40 18 12 9
1016 457 305 229
.303 .346 .380 .383
7,7 8,8 9,7 9,7

Supplement to F-15-430 PT-19XLS Process Data Using SmartFlow II
AAAA
This page intentionally left blank.
----47
47
4747

REVISION HISTORY
Original release - November, 2004
December, 2005 revision - Updated torch assembly and hose / cable part numbers per ECN #053167.

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Shah Alam Selangor
Tel: +60 3 5511 3615
Fax: +60 3 5512 3552
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel: +7 095 937 98 20
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel: +7 812 325 43 62
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
F15-430-NOR 12 / 2005
 Loading...
Loading...