

ESAB Precision Plasmarc System with Electronic Flow Control Installation manual / Instruction manual [fi]
Page 1

F-15-661
Joulukuu, 2001
Finnish
Asennus, käyttö- ja huolto-ohjekirja
PRECISION PLASMARC SYSTEM
ja elektroninen virtauksen ohjaus
CUTTING SYSTEMS
411 s. Ebenezer Road
Florence, SC 29501-0545
Page 2

ESAB Cutting Systems
Tämän ohjekirjan ESAB osanumero on F15679
Tässä ohjekirjassa kuvattuun laitteeseen liittyy
vaaran mahdollisuus. Noudata varovaisuutta, kun
asennat, käytät ja huollat tätä laitetta.
Ostaja on yksin vastuussa kaikkien tuotteiden
turvallisesta toiminnasta ja käytöstä, OSHA:n
ja muiden viranomaisten antamien normien
noudattaminen mukaanlukien. ESAB Cutting
Systems ei ole vastuussa tapaturmista tai
muista vahingoista, jotka ovat seurauksena
minkä tahansa ESAB:in valmistaman tai
myymän tuotteen käytöstä. Katso myyntiä
koskevia ESAB:in vakioehtoja, joissa on
nimenomaiset erittelyt ESAB:in
velvollisuuksista ja vastuun rajoituksista.
ESAB Cutting Systems ––––yhtiön ensisijaisena
ESAB Cutting Systems ESAB Cutting Systems
tavoitteena on asiakkaan täydellinen tyytyväisyys.
tavoitteena on asiakkaan täydellinen tyytyväisyys.
tavoitteena on asiakkaan täydellinen tyytyväisyys. tavoitteena on asiakkaan täydellinen tyytyväisyys.
Pyrimme jatkuvasti parantamaan tuotteitamme,
Pyrimme jatkuvasti parantamaan tuotteitamme,
Pyrimme jatkuvasti parantamaan tuotteitamme, Pyrimme jatkuvasti parantamaan tuotteitamme,
palvelujamme ja dokumentoint
palvelujamme ja dokumentointiamme. Tämän
palvelujamme ja dokumentointpalvelujamme ja dokumentoint
seurauksena teemme parannuksia ja/tai
seurauksena teemme parannuksia ja/tai
seurauksena teemme parannuksia ja/tai seurauksena teemme parannuksia ja/tai
rakennemuutoksia tarpeen mukaan. ESAB tekee
rakennemuutoksia tarpeen mukaan. ESAB tekee
rakennemuutoksia tarpeen mukaan. ESAB tekee rakennemuutoksia tarpeen mukaan. ESAB tekee
kaiken voitavansa, varmistaakseen, että
kaiken voitavansa, varmistaakseen, että
kaiken voitavansa, varmistaakseen, että kaiken voitavansa, varmistaakseen, että
dokumentointi on ajan tasalla. Emme voi taata, että
dokumentointi on ajan tasalla. Emme voi taata, että
dokumentointi on ajan tasalla. Emme voi taata, että dokumentointi on ajan tasalla. Emme voi taata, että
jokainen asiakkaidemme saama dokumentoinnin
jokainen asiakkaidemme saama dokumentoinnin
jokainen asiakkaidemme saama dokumentoinnin jokainen asiakkaidemme saama dokumentoinnin
nimike käsittää uusimmat
nimike käsittää uusimmat rakennemuutokset. Sen
nimike käsittää uusimmatnimike käsittää uusimmat
vuoksi tämän dokumentin sisältämät tiedot voivat
vuoksi tämän dokumentin sisältämät tiedot voivat
vuoksi tämän dokumentin sisältämät tiedot voivat vuoksi tämän dokumentin sisältämät tiedot voivat
muuttua ilman erillistä ilmoitusta.
muuttua ilman erillistä ilmoitusta.
muuttua ilman erillistä ilmoitusta.muuttua ilman erillistä ilmoitusta.
Tämän ohjekirjan ESAB osanumero on F15679
Tämän ohjekirjan ESAB osanumero on F15679Tämän ohjekirjan ESAB osanumero on F15679
Uusi päivämäärä (huhtikuun 1.) on annettu
sisältääkseen lisätyt kaapeliosanumerot osassa 2.
(Kesäkuu) huomioi dokumentin muodossa
tapahtuneet muutokset
(Joulukuu 2001) korvaaminen aines luku tarkistettu
raamatunkäännös
Tämä ohjekirja on tarkoitettu avustamaan ostajaa
leikkauskoneen käytössä. Se ei ole ESAB Cutting
Systems –yhtiötä sitova sopimus tai muu velvoitus.
yhtiön ensisijaisena
yhtiön ensisijaisena yhtiön ensisijaisena
iamme. Tämän
iamme. Tämän iamme. Tämän
rakennemuutokset. Sen
rakennemuutokset. Sen rakennemuutokset. Sen
Painettu USA:ssa
©©©© ESAB Cutting Systems, 2001
Page 3

Precision Plasma elektroninen virtauksen ohjaus Sisällys
Sivu
Osa 1 Turvallisuus
1.1 Johdanto.............................................................................................
1.2 Turvallisuusmerkinnät ..........................................................................
1.3 Yleiset turvallisuustiedot.......................................................................
1.4 Asennusta koskevat varotoimet ...........................................................
1.5 Sähköinen maadoitus ..........................................................................
1.6 Plasmaleikkauskoneen käyttö ..............................................................
1.7 Huoltoa koskevat varotoimet................................................................
1.8 Turvallisuusviitteet................................................................................
Osa 2 Kuvaus
2.1 Yleistiedot ...........................................................................................
2.2 Aihepiiri ...............................................................................................
2.3 Saatavissa olevat pakettivaihtoehdot....................................................
2.4 Tekniset tiedot
2.4.1 Precision Plasma –järjestelmä .....................................................
2.4.2 Plasmakaasu...............................................................................
2.4.3 Aloituskaasu................................................................................
2.4.4 Toisiokaasu.................................................................................
2.4.5 PT-24 Poltin ................................................................................
1
1
2-3
3
4
4-8
8
9
1
1
1-2
2-3
4
4
4
4
Osa 3 Asennus
3.1 Yleistiedot ...........................................................................................
3.2 Tarvittavat laitteet ................................................................................
3.3 Sijoituspaikka ......................................................................................
3.4 Sähkön pääsyötön liitännät..................................................................
3.5 Välikytkentäjohdot ...............................................................................
Precision Plasmarc komponenttien välinen kytkentäkaavio ...................
3.6 Polttimen kiinnitys................................................................................
3.7 Polttimen jäähdytysneste .....................................................................
3.8 Kaasu- ja jäähdytysnestelinjojen tarkastus............................................
3.9 EPROM:in vaihto Plasmarc tehonlähteen
ohjelmoitavassa logiikkaohjaimessa (PLC) ............................................ 12-14
1
1
1
2-3
4-9
8
10
11
11
i
Page 4

Precision Plasma elektroninen virtauksen ohjaus Sisällys
Osa 4 Käyttö
4.1 Virtalähteen ohjaimet
4.1.1 Virran pääkatkaisin ......................................................................
4.1.2 Apukaaren kytkin ........................................................................
4.1.3 Vikamerkkivalot...........................................................................
4.1.4 Mittarit ........................................................................................
4.1.5 Virran säätökytkin........................................................................
4.2 Leikkauksen laatu
4.2.1 Johdanto ....................................................................................
4.2.2 Leikkauskulma............................................................................
4.2.3 Leikkauksen tasaisuus.................................................................
4.2.4 Pinnan laatu................................................................................
4.2.5 Kuona.........................................................................................
4.2.6 Mittojen tarkkuus.........................................................................
4.3 Kaasuvaihtoehtojen vaikutukset leikkauksen laatuun
4.3.1 Johdanto ....................................................................................
4.3.2 Alumiini.......................................................................................
4.3.3 Hiiliteräs......................................................................................
4.3.4 Ruostumaton teräs......................................................................
4.4 Prosessitiedot
4.4.1 Johdanto ....................................................................................
4.4.2 Prosessitietojen asetukset...........................................................
Plasmamerkintää koskevat tiedot.........................................
4.4.3 Uurroksen leveyden riippuvuus ampeerimäärästä ja materiaalin
paksuudesta..............................................................................................
4.4.3.1 Alumiinin uurrosarvot...........................................................
4.4.3.2 Hiiliteräksen uurrosarvot ......................................................
4.4.3.3 Ruostumattoman teräksen uurrosarvot O2/N2/O2.................
4.4.3.4 Ruostumattoman teräksen uurrosarvot Ilma/Ilma/CH4..........
4.4.3.5 Ruostumattoman teräksen uurrosarvot N2/N2/CH4...............
4.4.3.6 Ruostumattoman teräksen uurrosarvot N2/N2......................
4.4.3.7 Ruostumattoman teräksen uurrosarvot Ilma/Ilma.................
1
1
2
2
3
4
5
6
7
8-9
10
11
11
12
13
15
16
56
78
78-79
80-82
83
84
85
86-87
88-89
ii
Page 5

Precision Plasma elektroninen virtauksen ohjaus Sisällys
Osa 5 Huolto
5.1 Yleistiedot ........................................................................................... 1
5.2 Tarkastus ja puhdistus......................................................................... 1-2
5.3 PT-24 Polttimen kuvaus....................................................................... 2-4
5.4 Polttimen huolto .................................................................................. 5-6
5.5 PT-24 Kulutusosien purkaminen ja tarkastus........................................ 7-9
5.6 PT-24 Polttimen uudelleenkokoaminen ................................................ 10-11
Osa 6 Vianetsintä
6.1 General Safety Yleisturvallisuus ................................................................. 1
6.2 Programmable Logic Controller (PLC) Ohjelmoitava logiikkaohjain (PLC) ........... 1
6.2.1 PLC LED Introduction PLC LED johdanto.......................................... 2
6.2.2 PLC LED Functions PLC LED toiminnot ............................................ 2
6.3 Troubleshooting Guide Vianetsintäohjeita
6.3.1 Reduced Consumable Life Kulutusosien lyhentynyt kestoaika.................... 3
6.3.2 Poor Cut Quality Huono leikkauksen laatu ............................................. 4
6.3.3 No Pilot Arc Apukaari puuttuu............................................................ 4
6.3.4 No Arc Transfer Kaaren siirto puuttuu................................................... 4
6.3.5 No Preflow Esivirtaus puuttuu ............................................................. 4
6.3.6 Torch Fails to Fire Poltin ei syty ........................................................ 4
6.3.7 Nozzle Life Extremely Short Suuttimen käyttöikä äärimmäisen lyhyt ............. 5
6.3.8 Short Electrode Life Elektrodin käyttöikä lyhyt........................................ 5
6.3.9 Short Electrode AND Nozzle Life Elektrodin JA suuttimen käyttöikä lyhyt ..... 5
6.4 Flow Control Schematic Virtauksen ohjauksen kaavio ..................................... 6
6.5 Gas Flow Schematic Kaasun virtauskaavio................................................... 7
6.6 Junction Box Wiring Diagram Liitäntäkotelon kytkentäkaavio............................ 8
6.7 Junction Box Schematic Liitäntäkotelon kaavio ............................................. 9
6.8 Precision Plasma Power Module Wiring Diagram
Precision Plasma:n tehomoduulin kytkentäkaavio
.....................................................
10-11
6.9 Power Module Schematic Tehomoduulin kaavio .......................................... 12
6.10 Power Source Wiring Diagrams Tehonlähteen kytkentäkaaviot....................... 13-17
6.11 Power Source Schematic Tehonlähteen kaavio........................................... 18-19
iii
Page 6

Precision Plasma elektroninen virtauksen ohjaus Sisällys
6.12 Technical Guide to Using/Understanding the Operation of the EFC
Tekninen opas EFC:n käyttöön/toiminnan ymmärtämiseen
........................................
6.12.1 Precision Process Timers Tarkat prosessiajastimet .............................
6.12.2 Process Timer Values Prosessiajastimen arvot....................................
6.12.3 Process Window Key Functions Prosessi-ikkunan avaintoiminnot...........
6.12.4 Proportional Valve Analog Values for PARAM.CUT
Suhdeventtiilin analogia-arvot PARAM.CUT
PARAM.CUT ja DEF.TEC:lle
PARAM.CUTPARAM.CUT
PARAM.CUT and DEF.TEC
PARAM.CUTPARAM.CUT
DEF.TEC:lle
DEF.TEC:lleDEF.TEC:lle
DEF.TEC
DEF.TECDEF.TEC
6.12.5 Process Gas Selection Requirements
Prosessikaasun valinnan vaatimukset
........................................................
6.12.6 EFC Process Gas Flow Chart EFC prosessikaasun virtaustaulukko ..........
6.12.6 Station On, Flush/Pressurize Cycle Timers
Työasema päällä, huuhtelu/paineistusjaksojen ajastimet
....................................
6.12.7 Solenoid/Proportional Valve Requirements and Gas Error
Monitoring
Carbon Steel PG-O2, SG-O
Carbon Steel PG-O2, SG-N2/O
Carbon Steel PG-O2, Sg-O
Stainless Steel PG-N2, SG-N
Stainless Steel PG-N2, SG-N2/CH
Solenoidin/suhdeventtiilin vaatimukset ja kaasuvirheen valvonta
Hiiliteräs PG-O2, SG-O
2
Hiiliteräs PG-O2, SG-N2/O
2
Hiiliteräs PG-O2, Sg-O
2
Ruostumaton Teräs PG-N2, SG-N
2
Ruostumaton Teräs PG-N2, SG-N2/CH
4
..........................
2
..................
2
...........................
2
............
2
Stainless Steel PG-Air, SG-Air Ruostumaton Teräs PG-Ilma, SG-Ilma........
Stainless Steel PG-Air, SG-Air/CH
Ruostumaton Teräs PG-Ilma, SG-Ilma/CH
Aluminum PG-N2, SG- N
Alumiini PG-N2, SG- N
2
Aluminum PG-N2, SG-N2/CH
4
................................................
4
...............................
2
Alumiini PG-N2, SG-N2/CH
4
....................
4
Marking PG-Argon, SG-Air Merkintä PG-Argon, SG-Ilma.....................
20
21
22
23
24
25
26
27
28
30
32
34
4
36
38
40
42
44
46
Osa 7 Varaosat
7.1 General Yleistiedot .................................................................................
7.2 Ordering Tilaus.....................................................................................
1
2
7.3 Plasmarc Power Source – Exterior Components
Plasmarc tehonlähde – ulkoiset komponentit
..........................................................
3
7.4 Plasmarc Power Source – Internal Components
Plasmarc tehonlähde – sisäiset komponentit
..........................................................
7.5 Power Source Module Tehonlähteen moduuli ..............................................
7.6 EFC Junction Box EFC liitäntäkotelo..........................................................
7.7 Electronic Flow Control Box Elektroninen virtauksen ohjauskotelo ......................
7.8 PT-24 Torch Assembly EFC Series A/M PT-24 Poltinyksikkö EFC Sarja A/M.....
8
18
26
32
36
7.9 T Gas Shut-off Valve Assembly - Series A/M Torch
Kaasun sulkuventtiiliyksikkö - Sarjan A/M poltin
.......................................................
7.10 PT-24 Torch Assembly – Version 1 PT-24 Poltinyksikkö – Versio 1 ................
38
40
7.11 Solenoid Assembly - EFC Torch – Version 1
Solenoidiyksikkö - EFC poltin – Versio 1 .............................................................
Asiakas/tekniset tiedot Ohjekirjan takakansi
42
iv
Page 7

OSA 1 TURVALLISUUS
1.1 Johdanto
Plasmalaitteilla suoritettu metallien leikkausprosessi
1.2 Turvallisuusmerkinnät ja symbolit
!
tarjoaa teollisuudelle arvokkaan ja monipuolisen
työvälineen. ESAB leikkauslaitteet on suunniteltu sekä
käytön turvallisuutta että sen tehokkuutta
silmälläpitäen. Minkä tahansa koneellisen työvälineen
tapauksessa on kiinnitettävä riittävästi huomiota
käyttömenetelmille, varotoimenpiteille ja turvalliselle
käytännölle, täyden hyödyn saavuttamiseksi.
Riippumatta siitä, onko asianomainen henkilö koneen
käyttäjä, sen huoltaja tai vain sivustakatsoja, voimassa
olevia varotoimenpiteitä ja turvallista käytäntöä pitää
noudattaa. Tiettyjen varotoimenpiteiden laiminlyönti
saattaa johtaa vakavaan tapaturmaan tai pahaan
laitevaurioon. Seuraavat varotoimenpiteet ovat
yleisohjeita leikkauslaitteiden kanssa työskentelyyn.
Peruskonetta ja lisälaitteita koskevat
yksityiskohtaisemmat varotoimenpiteet löytyvät
ohjekirjoista. Leikkaus- ja hitsauslaitteisiin liittyviä
laajamittaisia turvatietoja saat hankkimalla ja lukemalla
kappaleessa ‘Suositettuja viitteitä’ olevan listan
julkaisuja.
Seuraavia sanoja ja symboleja käytetään tämän
ohjekirjan monissa eri kohdissa. Ne osoittavat erilaisia
turvallisuuden vaatimia toimenpiteiden tasoja.
OLE TARKKANA eli HUOMIO. Oma
turvallisuutesi on kysymyksessä tai esiintyy
laitteen epäkuntoon menon vaara. Käytetään
muiden symbolien ja tietojen yhteydessä.
VAARA
!
VAROITUS
!
MUISTUTUS
!
MUISTUTUS
HUOMAUTUS
Precision Plasma ja elektroninen virtauksen ohjaus– 1-1
Käytetään huomion kiinnittämiseen
välittömiin vaaroihin, joiden välttäminen
estää vakavan tapaturman tai kuoleman.
Käytetään huomion kiinnittämiseen
mahdollisiin vaaroihin, jotka saattavat johtaa
tapaturmaan tai kuolemaan.
Käytetään huomion kiinnittämiseen
vaaroihin, jotka saattavat johtaa lieviin
vammoihin tai laitteen vaurioitumiseen.
Käytetään huomion kiinnittämiseen laitteille
aiheutuviin vähäisiin vaaroihin.
Käytetään huomion kiinnittämiseen
asennusta, käyttöä tai kunnossapitoa
koskeviin tärkeihin tietoihin, jotka eivät
suoraan liity turvallisuusvaaroihin.
Page 8

OSA 1 TURVALLISUUS
1.3 Yleisiä turvatietoja
VAROITUS
!
Laite käynnistyy automaattisesti.
Tämä laite liikkuu eri suuntiin ja eri nopeuksilla.
Tämä laite liikkuu eri suuntiin ja eri nopeuksilla.
Tämä laite liikkuu eri suuntiin ja eri nopeuksilla.Tämä laite liikkuu eri suuntiin ja eri nopeuksilla.
• Liikkuva laitteisto voi ruhjoa.
Liikkuva laitteisto voi ruhjoa.
Liikkuva laitteisto voi ruhjoa.Liikkuva laitteisto voi ruhjoa.
• Vain pätevä henkilö saa käyttää tai huoltaa laitetta.
Vain pätevä henkilö saa käyttää tai huoltaa laitetta.
Vain pätevä henkilö saa käyttää tai huoltaa laitetta.Vain pätevä henkilö saa käyttää tai huoltaa laitetta.
• Pidä kaikki henkilöt, materiaalit ja laitteet erillään
Pidä kaikki henkilöt, materiaalit ja laitteet erillään
Pidä kaikki henkilöt, materiaalit ja laitteet erillään Pidä kaikki henkilöt, materiaalit ja laitteet erillään
järjestelmän kok
järjestelmän koko alueelta, jos ne eivät ole
järjestelmän kokjärjestelmän kok
tuotantoprosessissa mukana.
tuotantoprosessissa mukana.
tuotantoprosessissa mukana.tuotantoprosessissa mukana.
• Pidä hammastangot ja kiskot puhtaina jätteistä ja
Pidä hammastangot ja kiskot puhtaina jätteistä ja
Pidä hammastangot ja kiskot puhtaina jätteistä ja Pidä hammastangot ja kiskot puhtaina jätteistä ja
esteistä, kuten työkaluista tai vaatekappaleista.
esteistä, kuten työkaluista tai vaatekappaleista.
esteistä, kuten työkaluista tai vaatekappaleista.esteistä, kuten työkaluista tai vaatekappaleista.
• Sulje koko työasema aitauksella, joka estää
Sulje koko työasema aitauksella, joka estää
Sulje koko työasema aitauksella, joka estää Sulje koko työasema aitauksella, joka estää
henkilöstön kulkemisen alueen läpi tai seisoskelun
henkilöstön kulkemisen alueen läpi tai seisoskelun
henkilöstön kulkemisen alueen läpi tai seisoskelun henkilöstön kulkemisen alueen läpi tai seisoskelun
lait
laitteen työskentelysäteen ulottuvilla.
teen työskentelysäteen ulottuvilla.
laitlait
teen työskentelysäteen ulottuvilla. teen työskentelysäteen ulottuvilla.
• Aseta sopivat VAROITUS kilvet työaseman kaikille
Aseta sopivat VAROITUS kilvet työaseman kaikille
Aseta sopivat VAROITUS kilvet työaseman kaikille Aseta sopivat VAROITUS kilvet työaseman kaikille
sisäänkäyntipaikoille.
sisäänkäyntipaikoille.
sisäänkäyntipaikoille. sisäänkäyntipaikoille.
• Noudata poislukitusmenettelyä ennen huollon
Noudata poislukitusmenettelyä ennen huollon
Noudata poislukitusmenettelyä ennen huollon Noudata poislukitusmenettelyä ennen huollon
aloittamista.
aloittamista.
aloittamista.aloittamista.
o alueelta, jos ne eivät ole
o alueelta, jos ne eivät ole o alueelta, jos ne eivät ole
Käyttöohjeiden laiminlyönti voi johtaa
VAROITUS
!
kuolemaan tai vakavaan vammaan.
Lue ja ymmärrä tämä käyttäjän ohjekirja ennen
Lue ja ymmärrä tämä käyttäjän ohjekirja ennen
Lue ja ymmärrä tämä käyttäjän ohjekirja ennen Lue ja ymmärrä tämä käyttäjän ohjekirja ennen
laitteen käyttämistä.
laitteen käyttämistä.
laitteen käyttämistä.laitteen käyttämistä.
• Lue läpi koko menetelmä, ennen kuin alat
Lue läpi koko menetelmä, ennen kuin alat
Lue läpi koko menetelmä, ennen kuin alat Lue läpi koko menetelmä, ennen kuin alat
käyt
käyttää tai huoltaa järjestelmää.
tää tai huoltaa järjestelmää.
käytkäyt
tää tai huoltaa järjestelmää. tää tai huoltaa järjestelmää.
• Erityistä huomiota on kiinnitettävä vaaroja
Erityistä huomiota on kiinnitettävä vaaroja
Erityistä huomiota on kiinnitettävä vaaroja Erityistä huomiota on kiinnitettävä vaaroja
koskeviin varoituksiin, joissa annetaan
koskeviin varoituksiin, joissa annetaan
koskeviin varoituksiin, joissa annetaan koskeviin varoituksiin, joissa annetaan
olennaista tietoa henkilöturvallisuudesta ja/tai
olennaista tietoa henkilöturvallisuudesta ja/tai
olennaista tietoa henkilöturvallisuudesta ja/tai olennaista tietoa henkilöturvallisuudesta ja/tai
laitteen vioittumismahdollisuudesta.
laitteen vioittumismahdollisuudesta.
laitteen vioittumismahdollisuudesta.laitteen vioittumismahdollisuudesta.
• Järjestelmästä vastaavien tai siihen käsiksi
Järjestelmästä vastaavien tai siihen käsiksi
Järjestelmästä vastaavien tai siihen käsiksi Järjestelmästä vastaavien tai siihen käsiksi
pääsevien
pääsevien henkilöiden pitää noudattaa
pääsevien pääsevien
tinkimättä kaikkia sähkölaitetta ja
tinkimättä kaikkia sähkölaitetta ja
tinkimättä kaikkia sähkölaitetta ja tinkimättä kaikkia sähkölaitetta ja
prosessimenettelyjä koskevia
prosessimenettelyjä koskevia
prosessimenettelyjä koskevia prosessimenettelyjä koskevia
turvatoimenpiteitä.
turvatoimenpiteitä.
turvatoimenpiteitä. turvatoimenpiteitä.
• Lue kaikki työnantajasi hankkimat käsillä olevat
Lue kaikki työnantajasi hankkimat käsillä olevat
Lue kaikki työnantajasi hankkimat käsillä olevat Lue kaikki työnantajasi hankkimat käsillä olevat
turvallisuusjulkaisut.
turvallisuusjulkaisut.
turvallisuusjulkaisut.turvallisuusjulkaisut.
henkilöiden pitää noudattaa
henkilöiden pitää noudattaa henkilöiden pitää noudattaa
Precision Plasma ja elektroninen virtauksen ohjaus– 1-2
Page 9

OSA 1 TURVALLISUUS
Turvallisuutta koskevien varotustarrojen
VAROITUS
!
ohjeiden laiminlyönti voi johtaa kuolemaan
tai vakavaan vammaan.
Lue ja ymmärrä kaikki laitteessa olevat turvallisuutta
Lue ja ymmärrä kaikki laitteessa olevat turvallisuutta
Lue ja ymmärrä kaikki laitteessa olevat turvallisuutta Lue ja ymmärrä kaikki laitteessa olevat turvallisuutta
kosk
koskevat varoitustarrat.
evat varoitustarrat.
koskkosk
evat varoitustarrat.evat varoitustarrat.
1.4 Asennuksen varotoimenpiteet
Väärin asennettuna laite voi aiheuttaa
VAROITUS
!
vamman tai kuoleman.
Noudata näitä yleisohjeita laitetta asentaessasi:
Noudata näitä yleisohjeita laitetta asentaessasi:
Noudata näitä yleisohjeita laitetta asentaessasi:Noudata näitä yleisohjeita laitetta asentaessasi:
Älä liitä sylinteriä suoraan laitt
Älä liitä sylinteriä suoraan laitteen sisäänmenoon.
Älä liitä sylinteriä suoraan laittÄlä liitä sylinteriä suoraan laitt
Polttoainekaasun sylinteriin pitää asentaa
Polttoainekaasun sylinteriin pitää asentaa
Polttoainekaasun sylinteriin pitää asentaa Polttoainekaasun sylinteriin pitää asentaa
asianmukainen sylinterin säädin, joka alentaa paineen
asianmukainen sylinterin säädin, joka alentaa paineen
asianmukainen sylinterin säädin, joka alentaa paineen asianmukainen sylinterin säädin, joka alentaa paineen
kohtuulliseksi sisäänmenon syöttöpaineeksi. Laitteen
kohtuulliseksi sisäänmenon syöttöpaineeksi. Laitteen
kohtuulliseksi sisäänmenon syöttöpaineeksi. Laitteen kohtuulliseksi sisäänmenon syöttöpaineeksi. Laitteen
säädintä käytetään sen jälkeen polttimien vaatiman
säädintä käytetään sen jälkeen polttimien vaatiman
säädintä käytetään sen jälkeen polttimien vaatiman säädintä käytetään sen jälkeen polttimien vaatiman
paineen aikaansaamiseen.
paineen aikaansaamiseen.
paineen aikaansaamiseen.paineen aikaansaamiseen.
Ota yhteys
Ota yhteys paikalliseen ESAB
Ota yhteysOta yhteys
asennusta. Hän voi ehdottaa määrättyjä
asennusta. Hän voi ehdottaa määrättyjä
asennusta. Hän voi ehdottaa määrättyjä asennusta. Hän voi ehdottaa määrättyjä
varotoimenpiteitä putkituksen asentamisen ja laitteen
varotoimenpiteitä putkituksen asentamisen ja laitteen
varotoimenpiteitä putkituksen asentamisen ja laitteen varotoimenpiteitä putkituksen asentamisen ja laitteen
nostamisen jne. suhteen, maksimiturvallisuuden
nostamisen jne. suhteen, maksimiturvallisuuden
nostamisen jne. suhteen, maksimiturvallisuuden nostamisen jne. suhteen, maksimiturvallisuuden
varmistamiseksi.
varmistamiseksi.
varmistamiseksi.varmistamiseksi.
Älä koskaan ryhdy tekemään mitään muutoksia tai
Älä koskaan ryhdy tekemään mitään muutoksia tai
Älä koskaan ryhdy tekemään mitään muutoksia tai Älä koskaan ryhdy tekemään mitään muutoksia tai
lisäyksiä lait
lisäyksiä laitteeseen, ottamatta ensin yhteyttä pätevään
lisäyksiä laitlisäyksiä lait
ESAB
ESAB----edustajaan.
ESABESAB
Ota huomioon laitteen vaatima tilan tarve
Ota huomioon laitteen vaatima tilan tarve
Ota huomioon laitteen vaatima tilan tarve Ota huomioon laitteen vaatima tilan tarve
asianmukaisen toiminnan ja henkilöstön turvallisuuden
asianmukaisen toiminnan ja henkilöstön turvallisuuden
asianmukaisen toiminnan ja henkilöstön turvallisuuden asianmukaisen toiminnan ja henkilöstön turvallisuuden
vuoksi.
vuoksi.
vuoksi. vuoksi.
Katso käyttäjän ohjekirjasta lisää turvatietoja.
Katso käyttäjän ohjekirjasta lisää turvatietoja.
Katso käyttäjän ohjekirjasta lisää turvatietoja.Katso käyttäjän ohjekirjasta lisää turvatietoja.
een sisäänmenoon.
een sisäänmenoon. een sisäänmenoon.
paikalliseen ESAB----edustajaan ennen
paikalliseen ESAB paikalliseen ESAB
teeseen, ottamatta ensin yhteyttä pätevään
teeseen, ottamatta ensin yhteyttä pätevään teeseen, ottamatta ensin yhteyttä pätevään
edustajaan.
edustajaan.edustajaan.
edustajaan ennen
edustajaan ennen edustajaan ennen
Precision Plasma ja elektroninen virtauksen ohjaus– 1-3
Page 10

OSA 1 TURVALLISUUS
1.5 Sähköinen maadoitus
Sähköinen maadoitus on välttämätön laitteen oikean
toiminnan ja TURVALLISUUDEN takia. Katso
yksityiskohtaiset maadoitusohjeet tämän ohjekirjan
osasta ‘Asennus’.
Sähköiskuvaara.
VAROITUS
!
VAROITUS
!
Virheellinen maadoitus voi aiheuttaa vaikean vamman
Virheellinen maadoitus voi aiheuttaa vaikean vamman
Virheellinen maadoitus voi aiheuttaa vaikean vamman Virheellinen maadoitus voi aiheuttaa vaikean vamman
tai kuoleman.
tai kuoleman.
tai kuoleman.tai kuoleman.
Laite pitää maadoittaa asianmukaisesti ennen sen
Laite pitää maadoittaa asianmukaisesti ennen sen
Laite pitää maadoittaa asianmukaisesti ennen sen Laite pitää maadoittaa asianmukaisesti ennen sen
käyttöönottoa.
käyttöönottoa.
käyttöönottoa.käyttöönottoa.
Virheellinen maadoitus voi vioittaa laitetta ja
sähköisiä komponentteja.
• Laite pitää maadoittaa asianmukaisesti ennen sen
Laite pitää maadoittaa asianmukaisesti ennen sen
Laite pitää maadoittaa asianmukaisesti ennen sen Laite pitää maadoittaa asianmukaisesti ennen sen
käyttöönottoa.
käyttöönottoa.
käyttöönottoa. käyttöönottoa.
• Leikkauspöytä pitää maadoittaa hyvään
Leikkauspöytä pitää maadoittaa hyvään
Leikkauspöytä pitää maadoittaa hyvään Leikkauspöytä pitää maadoittaa hyvään
maakosketussauvaan.
maakosketussauvaan.
maakosketussauvaan.maakosketussauvaan.
1.6 Plasmaleikkauslaitteen käyttö
VAROITUS
!
VAROITUS
!
Sinkoutuvien roskien ja melun vaarat.
• Kuuma roiske voi polttaa ja vahingoittaa silmiä.
Kuuma roiske voi polttaa ja vahingoittaa silmiä.
Kuuma roiske voi polttaa ja vahingoittaa silmiä. Kuuma roiske voi polttaa ja vahingoittaa silmiä.
Käytä suojalaseja suojaamaan silmiä
Käytä suojalaseja suojaamaan silmiä
Käytä suojalaseja suojaamaan silmiä Käytä suojalaseja suojaamaan silmiä
palovammoilta ja käytön aikana syntyviltä
palovammoilta ja käytön aikana syntyviltä
palovammoilta ja käytön aikana syntyviltä palovammoilta ja käytön aikana syntyviltä
sinkoutuvilta roskilta.
sinkoutuvilta roskilta.
sinkoutuvilta roskilta.sinkoutuvilta roskilta.
• Lohjennut kuona voi olla kuumaa ja lentää kauas.
Lohjennut kuona voi olla kuumaa ja lentää kauas.
Lohjennut kuona voi olla kuumaa ja lentää kauas. Lohjennut kuona voi olla kuumaa ja lentää kauas.
Sivustakatsojien pitää m
Sivustakatsojien pitää myös käyttää suojalaseja ja
Sivustakatsojien pitää mSivustakatsojien pitää m
silmäsuojuksia.
silmäsuojuksia.
silmäsuojuksia.silmäsuojuksia.
• Plasmakaaren melu voi vioittaa kuuloa. Käytä
Plasmakaaren melu voi vioittaa kuuloa. Käytä
Plasmakaaren melu voi vioittaa kuuloa. Käytä Plasmakaaren melu voi vioittaa kuuloa. Käytä
oikean tyyppisiä korvasuojuksia, kun leikkaat veden
oikean tyyppisiä korvasuojuksia, kun leikkaat veden
oikean tyyppisiä korvasuojuksia, kun leikkaat veden oikean tyyppisiä korvasuojuksia, kun leikkaat veden
yläpuolella.
yläpuolella.
yläpuolella. yläpuolella.
yös käyttää suojalaseja ja
yös käyttää suojalaseja ja yös käyttää suojalaseja ja
Palovammojen vaara.
Kuuma metalli voi polttaa.
Kuuma metalli voi polttaa.
Kuuma metalli voi polttaa.Kuuma metalli voi polttaa.
• Älä koske metallilevyyn tai osiin heti leikkaami
Älä koske metallilevyyn tai osiin heti leikkaamisen
Älä koske metallilevyyn tai osiin heti leikkaamiÄlä koske metallilevyyn tai osiin heti leikkaami
jälkeen. Anna metallin jäähtyä tai valele se vedellä.
jälkeen. Anna metallin jäähtyä tai valele se vedellä.
jälkeen. Anna metallin jäähtyä tai valele se vedellä.jälkeen. Anna metallin jäähtyä tai valele se vedellä.
sen
sen sen
• Älä koske plasmapolttimeen lheti eikkaamisen
Älä koske plasmapolttimeen lheti eikkaamisen
Älä koske plasmapolttimeen lheti eikkaamisen Älä koske plasmapolttimeen lheti eikkaamisen
jälkeen. Anna polttimen jäähtyä.
jälkeen. Anna polttimen jäähtyä.
jälkeen. Anna polttimen jäähtyä.jälkeen. Anna polttimen jäähtyä.
Precision Plasma ja elektroninen virtauksen ohjaus– 1-4
Page 11

OSA 1 TURVALLISUUS
VAARA
!
Vaarallisia jännitteitä. Sähköiskuun voi
kuolla.
• Älä koske plasmapolttimeen, leikkauspöytään tai
Älä koske plasmapolttimeen, leikkauspöytään tai
Älä koske plasmapolttimeen, leikkauspöytään tai Älä koske plasmapolttimeen, leikkauspöytään tai
kaapelin liitoksi
kaapelin liitoksiin plasmaleikkausprosessin aikana.
kaapelin liitoksikaapelin liitoksi
• Käännä aina virta pois plasman tehonlähteistä
Käännä aina virta pois plasman tehonlähteistä
Käännä aina virta pois plasman tehonlähteistä Käännä aina virta pois plasman tehonlähteistä
ennen kuin kosketat tai huollat plasmapoltinta.
ennen kuin kosketat tai huollat plasmapoltinta.
ennen kuin kosketat tai huollat plasmapoltinta. ennen kuin kosketat tai huollat plasmapoltinta.
• Käännä aina virta pois plasman tehonlähteistä
Käännä aina virta pois plasman tehonlähteistä
Käännä aina virta pois plasman tehonlähteistä Käännä aina virta pois plasman tehonlähteistä
ennen kuin avaat tai huollat plasman putkitusta tai
ennen kuin avaat tai huollat plasman putkitusta tai
ennen kuin avaat tai huollat plasman putkitusta tai ennen kuin avaat tai huollat plasman putkitusta tai
virtauksen ohjauskoteloa.
virtauksen ohjauskoteloa.
virtauksen ohjauskoteloa.virtauksen ohjauskoteloa.
• ÄÄÄÄlä koske virrallisiin sähköosiin.
lä koske virrallisiin sähköosiin.
lä koske virrallisiin sähköosiin.lä koske virrallisiin sähköosiin.
• Pidä kaikki paneelit ja kannet paikoillaan laitteen
Pidä kaikki paneelit ja kannet paikoillaan laitteen
Pidä kaikki paneelit ja kannet paikoillaan laitteen Pidä kaikki paneelit ja kannet paikoillaan laitteen
ollessa liitettynä tehonlähteeseen.
ollessa liitettynä tehonlähteeseen.
ollessa liitettynä tehonlähteeseen.ollessa liitettynä tehonlähteeseen.
• Eristä itsesi työkappaleesta ja sähköisestä maasta:
Eristä itsesi työkappaleesta ja sähköisestä maasta:
Eristä itsesi työkappaleesta ja sähköisestä maasta: Eristä itsesi työkappaleesta ja sähköisestä maasta:
käytä eristäviä käsineitä, jalkineita ja vaatteita.
käytä eristäviä käsineitä, jalkineita ja vaatteita.
käytä eristäviä käsineitä, jalkineita ja vaatteita.käytä eristäviä käsineitä, jalkineita ja vaatteita.
• Pidä käsineet, jalkineet, vaat
Pidä käsineet, jalkineet, vaatteet, työalue ja laite
Pidä käsineet, jalkineet, vaatPidä käsineet, jalkineet, vaat
kuivina.
kuivina.
kuivina.kuivina.
VAROITUS
!
Puristusvaara.
in plasmaleikkausprosessin aikana.
in plasmaleikkausprosessin aikana.in plasmaleikkausprosessin aikana.
teet, työalue ja laite
teet, työalue ja laite teet, työalue ja laite
Pystysuoraan liukuvat pinnat voivat ruhjoa tai puristaa.
Pystysuoraan liukuvat pinnat voivat ruhjoa tai puristaa.
Pystysuoraan liukuvat pinnat voivat ruhjoa tai puristaa.Pystysuoraan liukuvat pinnat voivat ruhjoa tai puristaa.
Pidä kädet erillään polttimesta ja liukupinnasta käytön
Pidä kädet erillään polttimesta ja liukupinnasta käytön
Pidä kädet erillään polttimesta ja liukupinnasta käytön Pidä kädet erillään polttimesta ja liukupinnasta käytön
aikana.
aikana.
aikana.aikana.
Savuvaara.
VAROITUS
!
Plasmaleikkausprosessin kehittämät savut ja kaasut
Plasmaleikkausprosessin kehittämät savut ja kaasut
Plasmaleikkausprosessin kehittämät savut ja kaasut Plasmaleikkausprosessin kehittämät savut ja kaasut
voivat vaarant
voivat vaarantaa terveyttäsi.
voivat vaarantvoivat vaarant
• ÄLÄ hengitä sisään savua.
ÄLÄ hengitä sisään savua.
ÄLÄ hengitä sisään savua.ÄLÄ hengitä sisään savua.
• Älä käytä plasmapoltinta ilman asianmukaista
Älä käytä plasmapoltinta ilman asianmukaista
Älä käytä plasmapoltinta ilman asianmukaista Älä käytä plasmapoltinta ilman asianmukaista
savunpoistojärjestelmää.
savunpoistojärjestelmää.
savunpoistojärjestelmää. savunpoistojärjestelmää.
• Käytä tarvittaessa lisätuuletusta savujen
Käytä tarvittaessa lisätuuletusta savujen
Käytä tarvittaessa lisätuuletusta savujen Käytä tarvittaessa lisätuuletusta savujen
poistamiseksi.
poistamiseksi.
poistamiseksi.poistamiseksi.
• Käytä hyväksyttyä hengityssuojainta, jos tuuletus ei
Käytä hyväksyttyä hengityssuojainta, jos tuuletus ei
Käytä hyväksyttyä hengityssuojainta, jos tuuletus ei Käytä hyväksyttyä hengityssuojainta, jos tuuletus ei
ole riittävä.
ole riittävä.
ole riittävä.ole riittävä.
aa terveyttäsi.
aa terveyttäsi.aa terveyttäsi.
Precision Plasma ja elektroninen virtauksen ohjaus– 1-5
Page 12

OSA 1 TURVALLISUUS
VAROITUS
!
Säteilyvaara.
Kaaren säteet voivat vahingoittaa silmiä ja polttaa ihoa.
Kaaren säteet voivat vahingoittaa silmiä ja polttaa ihoa.
Kaaren säteet voivat vahingoittaa silmiä ja polttaa ihoa.Kaaren säteet voivat vahingoittaa silmiä ja polttaa ihoa.
• Käytä oikean tyyppistä silmien ja kehon suojausta.
Käytä oikean tyyppistä silmien ja kehon suojausta.
Käytä oikean tyyppistä silmien ja kehon suojausta.Käytä oikean tyyppistä silmien ja kehon suojausta.
• Käytä tummia tai sivusuojuksilla varustettuja
Käytä tummia tai sivusuojuksilla varustettuja
Käytä tummia tai sivusuojuksilla varustettuja Käytä tummia tai sivusuojuksilla varustettuja
suojalaseja. Katso seuraavasta taulukosta
suojalaseja. Katso seuraavasta taulukosta
suojalaseja. Katso seuraavasta taulukosta suojalaseja. Katso seuraavasta taulukosta
suositetut linssin sävyt plasmaleikkaukseen:
suositetut linssin sävyt plasmaleikkaukseen:
suositetut linssin sävyt plasmaleikkaukseen:suositetut linssin sävyt plasmaleikkaukseen:
Kaaren virt
Kaaren virtaaaa Linssin sävy
Kaaren virtKaaren virt
Enintään 100 A
Enintään 100 A Sävy No. 8
Enintään 100 AEnintään 100 A
100
100----200 A
200 A Sävy No. 10
100100
200 A200 A
200
200----400 A
400 A Sävy No. 12
200200
400 A400 A
Yli 400 A
Yli 400 A Sävy No. 14
Yli 400 AYli 400 A
• Vaihda lasit/suojalasit, kun linssit tulevat naarmuille
Vaihda lasit/suojalasit, kun linssit tulevat naarmuille
Vaihda lasit/suojalasit, kun linssit tulevat naarmuille Vaihda lasit/suojalasit, kun linssit tulevat naarmuille
tai särkyvät
tai särkyvät
tai särkyvättai särkyvät
• Varoita muita alueella oleske
Varoita muita alueella oleskelevia katsomasta
Varoita muita alueella oleskeVaroita muita alueella oleske
suoraan kaaren suuntaan, elleivät käytä
suoraan kaaren suuntaan, elleivät käytä
suoraan kaaren suuntaan, elleivät käytä suoraan kaaren suuntaan, elleivät käytä
asianmukaisia suojalaseja.
asianmukaisia suojalaseja.
asianmukaisia suojalaseja.asianmukaisia suojalaseja.
• Valmistele leikkausalue siten, että vähennät
Valmistele leikkausalue siten, että vähennät
Valmistele leikkausalue siten, että vähennät Valmistele leikkausalue siten, että vähennät
ultravioletin valon heijastumista ja säteilyä.
ultravioletin valon heijastumista ja säteilyä.
ultravioletin valon heijastumista ja säteilyä.ultravioletin valon heijastumista ja säteilyä.
• Maalaa seinät ja muut pinnat tumman värisiksi
Maalaa seinät ja muut pinnat tumman värisiksi
Maalaa seinät ja muut pinnat tumman värisiksi Maalaa seinät ja muut pinnat tumman värisiksi
heijastumisen vähentämiseksi.
heijastumisen vähentämiseksi.
heijastumisen vähentämiseksi.heijastumisen vähentämiseksi.
Linssin sävy
Linssin sävy Linssin sävy
Sävy No. 8
Sävy No. 8Sävy No. 8
Sävy No. 10
Sävy No. 10 Sävy No. 10
Sävy No. 12
Sävy No. 12 Sävy No. 12
Sävy No. 14
Sävy No. 14 Sävy No. 14
levia katsomasta
levia katsomasta levia katsomasta
• Asen
Asenna suojaavat väliseinät tai verhot
na suojaavat väliseinät tai verhot
AsenAsen
na suojaavat väliseinät tai verhot na suojaavat väliseinät tai verhot
ultraviolettisäteilyn vähentämiseksi.
ultraviolettisäteilyn vähentämiseksi.
ultraviolettisäteilyn vähentämiseksi.ultraviolettisäteilyn vähentämiseksi.
VAARA
!
Kaasusylinterien puhkeaminen voi
aiheuttaa kuoleman
Kaasusylinterit voivat puhjeta väärästä käsittelystä ja
Kaasusylinterit voivat puhjeta väärästä käsittelystä ja
Kaasusylinterit voivat puhjeta väärästä käsittelystä ja Kaasusylinterit voivat puhjeta väärästä käsittelystä ja
vapauttaa rajusti kaasua.
vapauttaa rajusti kaasua.
vapauttaa rajusti kaasua. vapauttaa rajusti kaasua.
• Vältä sylinterien kovakouraista käsittel
Vältä sylinterien kovakouraista käsittelyä.
Vältä sylinterien kovakouraista käsittelVältä sylinterien kovakouraista käsittel
• Pidä sylinterien venttiilit kiinni, kun niitä ei käytetä.
Pidä sylinterien venttiilit kiinni, kun niitä ei käytetä.
Pidä sylinterien venttiilit kiinni, kun niitä ei käytetä.Pidä sylinterien venttiilit kiinni, kun niitä ei käytetä.
• Pidä letkut ja liittimet hyvässä kunnossa.
Pidä letkut ja liittimet hyvässä kunnossa.
Pidä letkut ja liittimet hyvässä kunnossa.Pidä letkut ja liittimet hyvässä kunnossa.
• Kiinnitä sylinterit aina ketjun tai remmin avulla
Kiinnitä sylinterit aina ketjun tai remmin avulla
Kiinnitä sylinterit aina ketjun tai remmin avulla Kiinnitä sylinterit aina ketjun tai remmin avulla
pystyasentoon sopivaan tukevaan kohteeseen,
pystyasentoon sopivaan tukevaan kohteeseen,
pystyasentoon sopivaan tukevaan kohteeseen, pystyasentoon sopivaan tukevaan kohteeseen,
joka ei ole sähköpiirin osana.
joka ei ole sähköpiirin osana.
joka ei ole sähköpiirin osana.joka ei ole sähköpiirin osana.
• Sijoita sylinterit erillee
Sijoita sylinterit erilleen kuumuudesta, kipinöistä ja
Sijoita sylinterit erilleeSijoita sylinterit erillee
liekeistä. Älä koskaan kolhaise sylinteriä kaarella.
liekeistä. Älä koskaan kolhaise sylinteriä kaarella.
liekeistä. Älä koskaan kolhaise sylinteriä kaarella.liekeistä. Älä koskaan kolhaise sylinteriä kaarella.
• Katso CGA Standardia P
Katso CGA Standardia P----1, “Precautions for Safe
Katso CGA Standardia PKatso CGA Standardia P
Handling of Compressed Gases in Cylinders”, joka
Handling of Compressed Gases in Cylinders”, joka
Handling of Compressed Gases in Cylinders”, joka Handling of Compressed Gases in Cylinders”, joka
on saatavissa Compressed Gas Association:ilta.
on saatavissa Compressed Gas Association:ilta.
on saatavissa Compressed Gas Association:ilta.on saatavissa Compressed Gas Association:ilta.
n kuumuudesta, kipinöistä ja
n kuumuudesta, kipinöistä ja n kuumuudesta, kipinöistä ja
1, “Precautions for Safe
1, “Precautions for Safe 1, “Precautions for Safe
yä.
yä.yä.
Precision Plasma ja elektroninen virtauksen ohjaus– 1-6
Page 13

OSA 1 TURVALLISUUS
VAROITUS
!
MUISTUTUS
Kipinävaara.
Kuumuus, r
Kuumuus, roiske ja kipinät aiheuttavat tulipaloja ja
Kuumuus, rKuumuus, r
palovammoja.
palovammoja.
palovammoja. palovammoja.
• Älä leikkaa lähellä palavia materiaaleja.
Älä leikkaa lähellä palavia materiaaleja.
Älä leikkaa lähellä palavia materiaaleja.Älä leikkaa lähellä palavia materiaaleja.
• Älä leikkaa säiliöitä, joissa on ollut palavia aineita.
Älä leikkaa säiliöitä, joissa on ollut palavia aineita.
Älä leikkaa säiliöitä, joissa on ollut palavia aineita.Älä leikkaa säiliöitä, joissa on ollut palavia aineita.
• Älä pidä mukanasi mitään palavia aineita (esim.
Älä pidä mukanasi mitään palavia aineita (esim.
Älä pidä mukanasi mitään palavia aineita (esim. Älä pidä mukanasi mitään palavia aineita (esim.
butaanisytytin).
butaanisytytin).
butaanisytytin).butaanisytytin).
• Apukaari voi aiheuttaa palovammoja.
Apukaari voi aiheuttaa palovammoja. Pidä
Apukaari voi aiheuttaa palovammoja.Apukaari voi aiheuttaa palovammoja.
polttimen suutin erillään itsestäsi ja muista
polttimen suutin erillään itsestäsi ja muista
polttimen suutin erillään itsestäsi ja muista polttimen suutin erillään itsestäsi ja muista
henkilöistä kun aktivoit plasmaprosessin.
henkilöistä kun aktivoit plasmaprosessin.
henkilöistä kun aktivoit plasmaprosessin.henkilöistä kun aktivoit plasmaprosessin.
• Suojaa silmät ja keho asianmukaisesti.
Suojaa silmät ja keho asianmukaisesti.
Suojaa silmät ja keho asianmukaisesti.Suojaa silmät ja keho asianmukaisesti.
• Käytä varsikäsineitä, suojajalkineita ja päähinettä.
Käytä varsikäsineitä, suojajalkineita ja päähinettä.
Käytä varsikäsineitä, suojajalkineita ja päähinettä.Käytä varsikäsineitä, suojajalkineita ja päähinettä.
• Käytä paloa hidastavaa vaatetusta peittämään
Käytä paloa hidastavaa vaatetusta peittämään
Käytä paloa hidastavaa vaatetusta peittämään Käytä paloa hidastavaa vaatetusta peittämään
kaikki paljaat alueet.
kaikki paljaat alueet.
kaikki paljaat alueet.kaikki paljaat alueet.
• KKKKäytä käänteettömiä housuja kipinöiden ja kuonan
äytä käänteettömiä housuja kipinöiden ja kuonan
äytä käänteettömiä housuja kipinöiden ja kuonan äytä käänteettömiä housuja kipinöiden ja kuonan
kerääntymisen estämiseksi.
kerääntymisen estämiseksi.
kerääntymisen estämiseksi.kerääntymisen estämiseksi.
oiske ja kipinät aiheuttavat tulipaloja ja
oiske ja kipinät aiheuttavat tulipaloja ja oiske ja kipinät aiheuttavat tulipaloja ja
Pidä
Pidä Pidä
VEDEN YLÄPUOLELLA
LEIKKAAMINEN JOHTAA HUONOON
TULOKSEEN.
PT-24 on suunniteltu
kuivaleikkausprosessiksi.
Leikkaus veden yläpuolella voi johtaa:
Leikkaus veden yläpuolella voi johtaa:
Leikkaus veden yläpuolella voi johtaa: Leikkaus veden yläpuolella voi johtaa:
• Kulutusosien lyhyempään kestoik
Kulutusosien lyhyempään kestoikään
Kulutusosien lyhyempään kestoikKulutusosien lyhyempään kestoik
• Leikkauslaadun heikkenemiseen
Leikkauslaadun heikkenemiseen
Leikkauslaadun heikkenemiseenLeikkauslaadun heikkenemiseen
Leikkaus veden yläpuolella voi johtaa huonoon
Leikkaus veden yläpuolella voi johtaa huonoon
Leikkaus veden yläpuolella voi johtaa huonoon Leikkaus veden yläpuolella voi johtaa huonoon
leikkaustulokseen. Kuuman materiaalin tai kipinöiden
leikkaustulokseen. Kuuman materiaalin tai kipinöiden
leikkaustulokseen. Kuuman materiaalin tai kipinöiden leikkaustulokseen. Kuuman materiaalin tai kipinöiden
nesteeseen koskettaessa muodostama vesihöyry voi
nesteeseen koskettaessa muodostama vesihöyry voi
nesteeseen koskettaessa muodostama vesihöyry voi nesteeseen koskettaessa muodostama vesihöyry voi
aiheuttaa kaaren muodostumisen polttimen sisälle.
aiheuttaa kaaren muodostumisen polttimen sisälle.
aiheuttaa kaaren muodostumisen polttimen sisälle.aiheuttaa kaaren muodostumisen polttimen sisälle.
Veden pinnan päällä leik
Veden pinnan päällä leikattaessa alenna veden tasoa,
Veden pinnan päällä leikVeden pinnan päällä leik
jotta saat mahdollisimman paljon tilaa veden ja
jotta saat mahdollisimman paljon tilaa veden ja
jotta saat mahdollisimman paljon tilaa veden ja jotta saat mahdollisimman paljon tilaa veden ja
materiaalin välille.
materiaalin välille.
materiaalin välille.materiaalin välille.
attaessa alenna veden tasoa,
attaessa alenna veden tasoa, attaessa alenna veden tasoa,
ään
äänään
Precision Plasma ja elektroninen virtauksen ohjaus– 1-7
Page 14

OSA 1 TURVALLISUUS
VAROITUS
!
1.7 Huoltoon liittyviä varotoimenpiteitä
Räjähdysvaara.
Tietyt sulat alumiini
Tietyt sulat alumiini----litium (Al
Tietyt sulat alumiiniTietyt sulat alumiini
aiheuttaa r
aiheuttaa räjähdyksiä, jos niitä leikataan plasmalla
aiheuttaa raiheuttaa r
veden YLÄPUOLELLA
veden YLÄPUOLELLA.
veden YLÄPUOLELLAveden YLÄPUOLELLA
Älä
Älä leikkaa plasmalla seuraavia Al
ÄläÄlä
veden lähellä:
veden lähellä:
veden lähellä:veden lähellä:
Alithlite (Alcoa)
Alithlite (Alcoa) X8192 (Alcoa)
Alithlite (Alcoa)Alithlite (Alcoa)
Alithally (Alcoa)
Alithally (Alcoa) Navalite (US Navy)
Alithally (Alcoa)Alithally (Alcoa)
2090 Alloy (Alcoa)
2090 Alloy (Alcoa) Lockalite (Lockheed)
2090 Alloy (Alcoa)2090 Alloy (Alcoa)
X8090A (Alcoa)
X8090A (Alcoa) Kalite (Kaiser)
X8090A (Alcoa)X8090A (Alcoa)
X8092 (Alcoa)
X8092 (Alcoa) 8091 (Alcan)
X8092 (Alcoa)X8092 (Alcoa)
• Näitä metalliseoksia tul
Näitä metalliseoksia tulee kuivaleikata ainoastaan
Näitä metalliseoksia tulNäitä metalliseoksia tul
kuivalla pöydällä.
kuivalla pöydällä.
kuivalla pöydällä.kuivalla pöydällä.
• ÄLÄ kuivaleikkaa veden yläpuolella.
ÄLÄ kuivaleikkaa veden yläpuolella.
ÄLÄ kuivaleikkaa veden yläpuolella.ÄLÄ kuivaleikkaa veden yläpuolella.
• Ota yhteys alumiinin toimittajaan, jolta saat lisää
Ota yhteys alumiinin toimittajaan, jolta saat lisää
Ota yhteys alumiinin toimittajaan, jolta saat lisää Ota yhteys alumiinin toimittajaan, jolta saat lisää
turvatietoja näihin metalliseoksiin liittyvistä
turvatietoja näihin metalliseoksiin liittyvistä
turvatietoja näihin metalliseoksiin liittyvistä turvatietoja näihin metalliseoksiin liittyvistä
vaaroista
vaaroista
vaaroistavaaroista
äjähdyksiä, jos niitä leikataan plasmalla
äjähdyksiä, jos niitä leikataan plasmalla äjähdyksiä, jos niitä leikataan plasmalla
leikkaa plasmalla seuraavia Al----Li metalliseoksia
leikkaa plasmalla seuraavia Al leikkaa plasmalla seuraavia Al
.
litium (Al----Li) metalliseokset voivat
litium (Allitium (Al
.
. .
Li) metalliseokset voivat
Li) metalliseokset voivat Li) metalliseokset voivat
Li metalliseoksia
Li metalliseoksia Li metalliseoksia
X8192 (Alcoa)
X8192 (Alcoa)X8192 (Alcoa)
Navalite (US Navy)
Navalite (US Navy)Navalite (US Navy)
Lockalite (Lockheed)
Lockalite (Lockheed)Lockalite (Lockheed)
Kalite (Kaiser)
Kalite (Kaiser)Kalite (Kaiser)
8091 (Alcan)
8091 (Alcan)8091 (Alcan)
ee kuivaleikata ainoastaan
ee kuivaleikata ainoastaan ee kuivaleikata ainoastaan
Ota käyttöön
Ota käyttöön ja noudata ennalta estävä kunnossapito.
MUISTUTUS
MUISTUTUS
!
Ota käyttöön Ota käyttöön
Yhtenäinen ohjelma voidaan laatia ohjekirjallisuudessa
Yhtenäinen ohjelma voidaan laatia ohjekirjallisuudessa
Yhtenäinen ohjelma voidaan laatia ohjekirjallisuudessa Yhtenäinen ohjelma voidaan laatia ohjekirjallisuudessa
oleviin suositettuihin aikatauluihin perustuen.
oleviin suositettuihin aikatauluihin perustuen.
oleviin suositettuihin aikatauluihin perustuen.oleviin suositettuihin aikatauluihin perustuen.
Vältä jättämästä mittalaitteita tai työkaluja laitteen
Vältä jättämästä mittalaitteita tai työkaluja laitteen
Vältä jättämästä mittalaitteita tai työkaluja laitteen Vältä jättämästä mittalaitteita tai työkaluja laitteen
päälle. Laitteelle tai välineille voi aiheutua pahoja
päälle. Laitteelle tai välineille voi aiheutua pahoja
päälle. Laitteelle tai välineille voi aiheutua pahoja päälle. Laitteelle tai välineille voi aiheutua pahoja
sä
sähköisiä tai mekaanisia vikoja.
hköisiä tai mekaanisia vikoja.
säsä
hköisiä tai mekaanisia vikoja.hköisiä tai mekaanisia vikoja.
On oltava äärimmäisen varovainen, kun piirejä tutkitaan
On oltava äärimmäisen varovainen, kun piirejä tutkitaan
On oltava äärimmäisen varovainen, kun piirejä tutkitaan On oltava äärimmäisen varovainen, kun piirejä tutkitaan
oskilloskoopin tai volttimittarin avulla. Integroidut piirit
oskilloskoopin tai volttimittarin avulla. Integroidut piirit
oskilloskoopin tai volttimittarin avulla. Integroidut piirit oskilloskoopin tai volttimittarin avulla. Integroidut piirit
ovat arkoja ylij
ovat arkoja ylijännitevioittumiselle
ovat arkoja ylijovat arkoja ylij
ennen mittapäiden asettamista, jotta estät
ennen mittapäiden asettamista, jotta estät
ennen mittapäiden asettamista, jotta estät ennen mittapäiden asettamista, jotta estät
komponenttien oikosulut vahingossa.
komponenttien oikosulut vahingossa.
komponenttien oikosulut vahingossa.komponenttien oikosulut vahingossa.
Kaikki piirilevyt tulee työntää luotettavasti liittimiin,
Kaikki piirilevyt tulee työntää luotettavasti liittimiin,
Kaikki piirilevyt tulee työntää luotettavasti liittimiin, Kaikki piirilevyt tulee työntää luotettavasti liittimiin,
kaikki kaapelit asianmukaisesti yhdistää, kaikki kaapit
kaikki kaapelit asianmukaisesti yhdistää, kaikki kaapit
kaikki kaapelit asianmukaisesti yhdistää, kaikki kaapit kaikki kaapelit asianmukaisesti yhdistää, kaikki kaapit
sulkea ja lukita, sekä kaikki suojukset ja kannet panna
sulkea ja lukita, sekä kaikki suojukset ja kannet panna
sulkea ja lukita, sekä kaikki suojukset ja kannet panna sulkea ja lukita, sekä kaikki suojukset ja kannet panna
takaisin, ennen kuin virta kytketään päälle.
takaisin, ennen kuin virta kytketään päälle.
takaisin, ennen kuin virta kytketään päälle.takaisin, ennen kuin virta kytketään päälle.
Älä
Älä koskaan työnnä paikalleen tai irrota piirilevyjä
koskaan työnnä paikalleen tai irrota piirilevyjä
Älä Älä
koskaan työnnä paikalleen tai irrota piirilevyjä koskaan työnnä paikalleen tai irrota piirilevyjä
laitteen ollessa päällä. Hetkelliset jännitteen ja virran
laitteen ollessa päällä. Hetkelliset jännitteen ja virran
laitteen ollessa päällä. Hetkelliset jännitteen ja virran laitteen ollessa päällä. Hetkelliset jännitteen ja virran
syöksyt voivat vioittaa elektronisia komponentteja.
syöksyt voivat vioittaa elektronisia komponentteja.
syöksyt voivat vioittaa elektronisia komponentteja.syöksyt voivat vioittaa elektronisia komponentteja.
ja noudata ennalta estävä kunnossapito.
ja noudata ennalta estävä kunnossapito. ja noudata ennalta estävä kunnossapito.
ännitevioittumiselle. Käännä virta pois
ännitevioittumiselleännitevioittumiselle
. Käännä virta pois
. Käännä virta pois . Käännä virta pois
Precision Plasma ja elektroninen virtauksen ohjaus– 1-8
Page 15

OSA 1 TURVALLISUUS
1.8 Turvallisuuteen liittyviä viitteitä
Seuraavia kansallisesti tunnettuja, hitsaus- ja leikkaustyön
turvallisuuteen liittyviä julkaisuja suositetaan luettaviksi. Nämä julkaisut
on laadittu suojaamaan henkilöitä vammoilta tai sairauksilta ja
suojaamaan omaisuutta vaurioilta, joita voi tapahtua epäturvallisen
käytännön seurauksena. Vaikka jotkut näistä julkaisuista eivät liitykään
nimenomaan tämän tyyppiseen teollisuuden leikkauslaitteeseen,
turvallisuusperiaatteet ovat kuitenkin samanlaiset.
• “Precautions and Safe Practices in Welding and Cutting with
Oxygen-Fuel Gas Equipment,” Form 2035. ESAB Cutting
Systems.
• “Precautions and Safe Practices for Electric Welding and Cutting,”
Form 52-529. ESAB Cutting Systems.
• “Safety in Welding and Cutting” – ANSI Z 49.1, American Welding
Society, 2501 NW 7th Street, Miami, Florida, 33125.
• “Recommended Safe Practices for Shielded Gases for Welding and
Plasma Arc Cutting” - AWS C5.10-94, American Welding Society.
• “Recommended Practices for Plasma Arc Welding” - AWS C5.1,
American Welding Society.
• “Recommended Practices for Arc Cutting” - AWS C5.2, American
Welding Society.
• “Safe Practices” - AWS SP, American Welding Society.
• “Standard for Fire Protection in Use of Cutting and Welding
Procedures” - NFPA 51B, National Fire Protection Association, 60
Batterymarch Street, Boston, Massachusetts, 02110.
• “Standard for Installation and Operation of Oxygen - Fuel Gas
Systems for Welding and Cutting” - NFPA 51, National Fire
Protection Association.
• “Safety Precautions for Oxygen, Nitrogen, Argon, Helium, Carbon
Dioxide, Hydrogen, and Acetylene,” Form 3499. ESAB Cutting
Systems. Saatavissa paikalliselta ESAB-edustajalta tai
jälleenmyyjältä.
• "Design and Installation of Oxygen Piping Systems," Form 5110.
ESAB Cutting Systems.
• “Precautions for Safe Handling of Compressed Gases in
Cylinders”, CGA Standard P-1, Compressed Gas Association.
Turvallista käytäntöä koskevaa kirjallisuutta, joka liittyy hitsaukseen ja
leikkaukseen kaasumaisia materiaaleja käyttäen on myös saatavissa
Compressed Gas Association, Inc. – yhdistykseltä, 500 Fifth Ave., New
York, NY 10036.
Precision Plasma ja elektroninen virtauksen ohjaus– 1-9
Page 16

OSA 1 TURVALLISUUS
Tämä sivu on tarkoituksella jätetty tyhjäksi.
Precision Plasma ja elektroninen virtauksen ohjaus– 1-10
Page 17

OSA 2 KUVAUS
T
2.1 Yleistiedot
2.2 Aihepiiri
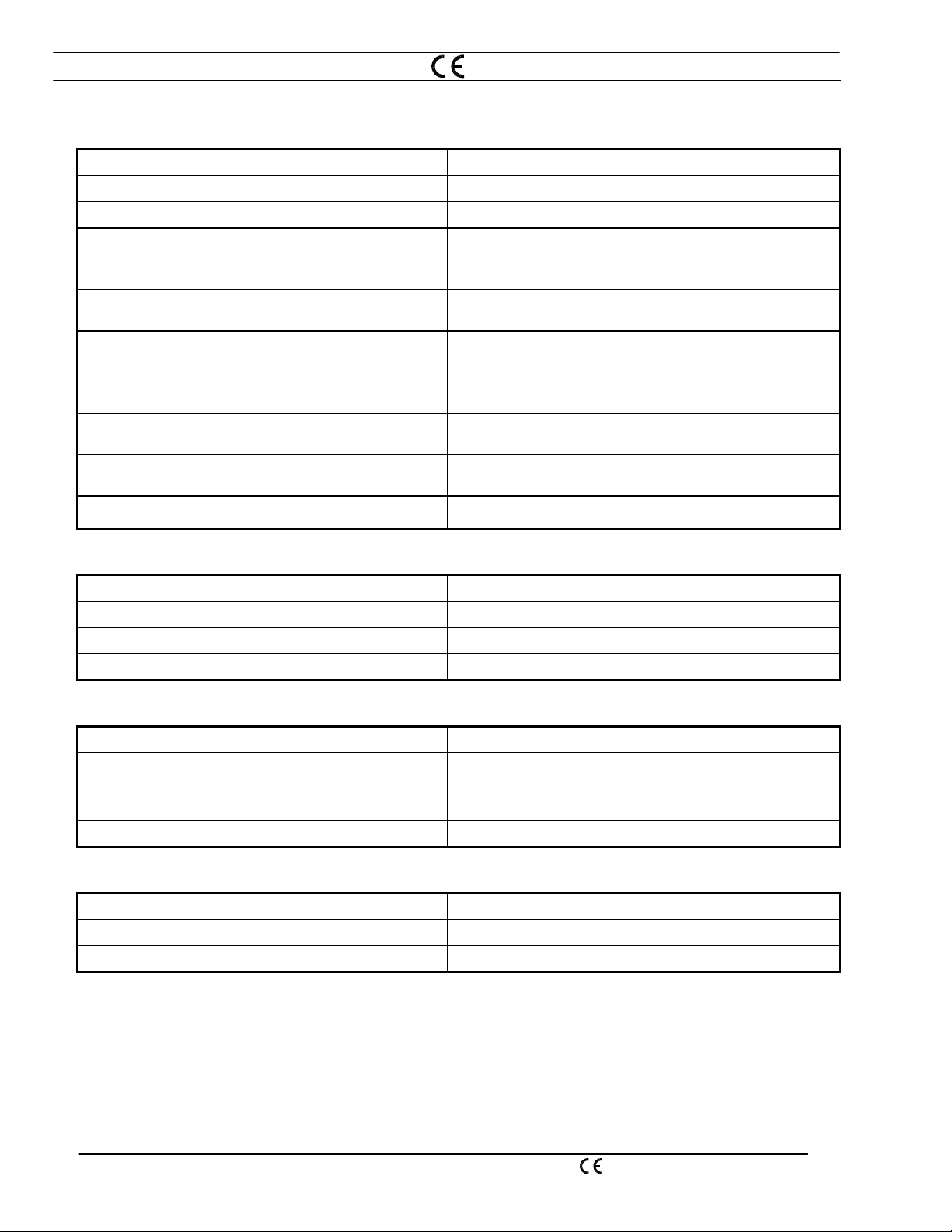
2.3 Saatavissa olevat laitteistovaihtoehdot
Precision Plasmarc laitteistovaihtoehdot, joita on saatavissa paikalliselta ESAB-myyjältä
Precision Plasmarc tehonlähde (
(tarvitaan) - CE versio
Elektroninen virtauksen ohjauskotelo (tarvitaan) P/N 22406
Liitäntäkotelo (tarvitaan) P/N 22407
PT-24 Poltin Elektroninen virtaus Sarja A/M (yksi tarvitaan)
Tehonippu (yksi tarvitaan)
Kaasulinjanippu (yksi tarvitaan)
Ohjausjohdin – Virtaus konsolista liitäntäkoteloon
(yksi tarvitaan)
200/230/380/415/460/575) 3-vaihe 50/60 Hz
aipuisa kaapeli (suositetaan
tehokiskosovelluksiin)
Precision Plasmarc -järjestelmä käsittää neljä erillistä
komponenttia. Tehonlähde, liitäntäkotelo, virtauksen
ohjauskotelo ja PT-24 poltin. Tehonlähde syöttää
tehon ja jäähdytysnesteen PT-24 polttimeen
liitäntäkotelon välityksellä.
Tämän ohjekirjan tarkoitus on antaa käyttäjälle kaikki
Precision Plasmarc –järjestelmän asennuksessa ja
käytössä tarvittavat tiedot. Samoin annetaan teknistä
viiteaineistoa, joka on avuksi leikkauslaitteiston
vianetsinnässä.
P/N 37358
4,5 ft. (1,4 m) P/N 0558001463
12 ft. (4,4 m) P/N 0558001877
17 ft. (5,2 m) P/N 0558001464
12 ft. (3,6 m) P/N 22428
25 ft. (7.6 m) P/N 21905
40 ft. (12,2 m) P/N 22504
60 ft. (18 m) P/N 21906
80 ft. (24,4 m) P/N 22505
100 ft. (30 m) P/N 21907
10 ft. (3 m) P/N 37533
20 ft. (6 m) P/N 37534
30 ft. (9 m) P/N 37535
60 ft. (18 m) P/N 37536
100 ft. (30 m) P/N 37537
10 ft. (3 m) P/N 21917
20 ft. (6 m) P/N 21918
Vakiokaapeli
30 ft. (9 m) P/N 21919
60 ft. (18 m) P/N 21920
100 ft. (30 m) P/N 21921
10 ft. (3 m) P/N 56997111
20 ft. (6 m) P/N 56997112
30 ft. (9 m) P/N 56997113
40 ft. (12 m) P/N 0560986745
60 ft. (18 m) P/N 56997114
100 ft. (30 m) P/N 56997115
Precision Plasma ja elektroninen virtauksen ohjaus –
2-1
Page 18

OSA 2 KUVAUS
30 ft. (9.1 m ) P/N 57002248
50 ft. (15,2 m) P/N 57002249
Ohjausjohdin – tehonlähteestä leikkauskoneen I/O:hon
Suurtaajuusvirtakaapeli – virtalähteestä liitäntäkoteloon – tai virtalähteestä leikkauskoneen I/O:hon, konfiguraatiosta
riippuen
Polttimen jäähdyte (yksi gallona (3,8 l) astiat. Neljä gallonaa (15 l) tarvitaan) P/N 156F05
HUOMAUTUKSIA:
• Ohjausjohdin tehonlähteestä asiakkaan CNC:hen toimitetaan asiakkaan tilauksen mukaisesti.
• Kaasun syöttö, letkut, työjohdin ja sisäänmenopääkaapeli ovat kaikki asiakkaan toimittamat.
• Katso polttimen kulutusosien luetteloja prosessitietosivuilta.
2.4 Precision Plasma –järjestelmän tekniset tiedot
75 ft. (22,8 m ) P/N 57002250
100 ft. (30,5 m) P/N 57002251
160 ft. (48,8 m) P/N 57002252
3 ft. (.9 m) P/N 57000419
50 ft. (15,2 m) P/N 57000420
75 ft. (22,8 m) P/N 57000421
100 ft. (30,5 m) P/N 57000422
125 ft. (38,1 m) P/N 57000423
150 ft. (45,7 m) P/N 57000424
175 ft. (53,3 m) P/N 57000425
200 ft. (61 m) P/N 57000426
2.4.1 Järjestelmä
Sisäänmenojännite 200/230/380/415/460/575 V 3 vaihe 50/60 Hz
Sisäänmenovirta 65/60/50/40/30/25 ampeeria vaihetta kohden
Tehokerroin 0,95
Ulostulovirran alue 15-100 ampeeria tasavirtaa
Ulostulon kuormitusjännite 120 V tasajännite
Käyttöjakso 100%
Avoimen piirin jännite 315 V tasajännite
2-2
Precision Plasma ja elektroninen virtauksen ohjaus –
Page 19

OSA 2 KUVAUS
A
S
Tehonlähde
OHJAU
VIRTA
RECISION PLASMARC
PILOT
RC
POWER
Liitäntäkotelo
44"
(1118 mm)
19.75" (502 mm)
10,62" (270 mm)
42" (1067 mm) Paino = 26,5 lbs (12 kg)
22" (559 mm)
Paino = 560 lbs. (254 kg)
Elektroninen virtauksen ohjauskotelo
6,75" (171
mm)
14,5"
(1118 mm)
ILMA
PLASMA KAASU
NO.1
NITROGEN
ILM
A
ARGON
12,25" (311 mm)
PLASMA KAASU
SHIELD KAASU
NO.2
SHIELD KAASU
NO.1
NITROGEN
NO.2
NITROGEN
HAPPI
METAANI
HAPPI
HYDROGEN
ILM
A
METH
H-35
N2
N2
O2
ILMA
O2
N2
12" (305 mm)
Paino = 51 lbs. (23 kg)
Precision Plasma ja elektroninen virtauksen ohjaus –
2-3
Page 20
OSA 2 KUVAUS
2.4.2 Plasmakaasun ohjearvot
Tyyppi O
Paine 125 psig (8,6 baaria)
Virtaus 100 cfh (47 l/min) maks. (riippuu sovelluksesta)
Tarvittava puhtaus*
Suositetut nestesylinterien käyttösäätimet
Suositetut sylinterien 2-vaiheiset säätimet
Suositettu raskaan käytön korkeavirtausasema
tai putkisäätimet
Suositettu suurkapasiteetin asema tai
putkisäätimet
Kaasusuodatin, tarvitaan 25 mikronia kulhosuojuksella (P/N 56998133)
2.4.3 Aloituskaasun ohjearvot
, N2, Ilma
2
-99,995%
O
2
N
-99,995%
2
Ilma-puhdas, kuiva ja öljytön
Happi: R-76-150-540LC (P/N 19777)
Inertti kaasu: R-76-150-580LC (P/N 19977)
Happi: R-77-150-540 (P/N 998337
Vety/Metaani: R-77-150-350 (P/N 998342)
Typpi: R-77-150-580 (P/N 998344)
Teollisuusilma: R-77150=590 (P/N 998348)
Happi: R-76-150-024 (P/N 19151)
R-6703 (P/N 22236)
Tyyppi N
, Ilma
2
Paine 125 psig (8,6 baaria)
Virtaus 60 cfh (28 l/min) maks (riippuu sovelluksesta)
Vaadittu minimipuhtaus 99,995%
2.4.4 Toisiokaasun ohjearvot
Tyyppi N2, O2, H-35, metaani, ilma
Paine
100 psig (6,6 baaria) H-35, metaani; 125 psig (8,6
baaria) N
, O2, ilma
2
Virtaus 60 cfh (28 l/min) maks (riippuu sovelluksesta)
Vaadittu minimipuhtaus 99,995%
2.4.5 Pt-24 Polttimen tekniset tiedot
Tyyppi Vesijäähdytys, kaksoiskaasu
Ohjearvo 100 ampeeria @ 100 % käyttöjakso
Mitat Katso laitteistovaihtoehtoja (2,3)
2-4
Precision Plasma ja elektroninen virtauksen ohjaus –
Page 21

OSA 3 ASENNUS
3.1 Yleistiedot
HUOMAUTUS
Asianmukainen asennus on merkittävä tekijä Precision
Plasmarc –järjestelmän halutun kaltaisen häiriöttömän
toiminnan kannalta. Kehotamme tutustumaan ja
noudattamaan tarkoin kaikkia tässä osassa esitettyjä
vaiheita
3.2 Tarvittavat laitteet
3.3 Sijoituspaikka
• Kaasun syöttö ja letkut. Kaasun syöttö voi olla
joko keskussäiliöstä tai jakoputkisylinterien
ryhmästä, joka on säädetty syöttämään 125 psig
(8,6 baaria) virtauksen ohjaimeen (virtaava kaasu).
• Työjohdin. No. 4 AWG suuruista kaapelia
suositetaan työkappaleen liittämiseen
tehonlähteeseen.
• Pääsisäänmenokaapeli.
• EFC:n syöttöpuolella tarvitaan 25 mikronin
kaasusuodattimet (tai paremmat) asianmukaisen
toiminnan varmistamiseksi.
• Ilmanvaihto on tarpeen tehonlähteen
asianmukaisen jäähdytyksen aikaansaamiseksi.
• Minimoi lika, pöly ja altistus ulkopuolisille
lämpölähteille.
• Jätä vähintään 60 cm tilaa tehonlähteen ympärille,
jotta ilma pääsee kiertämään vapaasti..
MUISTUTUS
!
Precision Plasma ja elektroninen virtauksen ohjaus --
Älä rajoita ilman virtausta
Sisään menevän ilman rajoittaminen minkä tahansa
Sisään menevän ilman rajoittaminen minkä tahansa
Sisään menevän ilman rajoittaminen minkä tahansa Sisään menevän ilman rajoittaminen minkä tahansa
tyyppisellä suodattimella tehonlähteen päällä ja
tyyppisellä suodattimella tehonlähteen päällä ja
tyyppisellä suodattimella tehonlähteen päällä ja tyyppisellä suodattimella tehonlähteen päällä ja
ympärillä voi mitätöidä takuun.
ympärillä voi mitätöidä takuun.
ympärillä voi mitätöidä takuun.ympärillä voi mitätöidä takuun.
3-1
Page 22

OSA 3 ASENNUS
3.4 Sähkön sisäänmenon pääliitännät
Sähköiskuun voi kuolla!
VAARA
!
Järjestä maksimisuojaus sähköiskua vastaan.
Ennen kuin teet mitään liitäntöjä koneen sisällä,
avaa linjan virrankatkaisin (seinällä) ja kytke irti
verkkojohto.
Sisäänmenotehon konfigurointi
VAROITUS
!
208 3 70 No. 4 25 100
230 3 60 No. 6 16 80
380 3 50 No. 8 10 80
415 3 40 No. 10 6 60
460 3 30 No. 10 6 50
575 3 25 No. 10 6 40
Kone pitää asianmukaisesti konfiguroida
käytettävää sisäänmenoa varten.
Kone lähetetään tehtaalta 575 V, 60 Hz
sisäänmenolle konfiguroituna.
Älä liitä minkään muun jännitteen tehonlähdettä,
ellei konetta ole konfiguroitu uudelleen. Kone
vaurioituu.
Sisäänmenotehon liitäntä seinällä
Sähkön päätauluun (seinälle) tulee järjestää linjan
virrankatkaisin sulakkeineen.
Liitä tehonlähteen sisäänmenokaapeli suoraan
virrankatkaisimeen. Sopiva pistoke ja pistorasia on
saatavissa paikallisesta sähkötarvikeliikkeestä. (Katso
seuraavassa olevasta taulukosta suositetut
sisäänmenojohtimet ja sulakkeet )
Sisäänmenojohtimien ja linjasulakkeiden suositetut koot
Sisäänmenojohtimien ja linjasulakkeiden suositetut koot
Sisäänmenojohtimien ja linjasulakkeiden suositetut kootSisäänmenojohtimien ja linjasulakkeiden suositetut koot
Tarvittu sisäänmeno
Volttia Vaihe Amp.
Sisäänmeno- ja
maadoitusjohdin,
cu/awg/mm
Sulakekoko /
vaihe, amp.
2
3-2
Precision Plasma ja elektroninen virtauksen ohjaus --
Page 23

OSA 3 ASENNUS
Seuraavassa menettelyssä esitetään oikeat
asennuksen vaiheet pääsähkön kytkemiseen
tehonlähteeseen.
A. Irrota oikeanpuoleinen sivupaneeli.
1
2
kaikista sähkölähteistä.
C. Vie sisäänmenokaapeli takapaneelissa olevan
jännityksen päästön läpi.
B. Varmista että sisäänmenokaapeli on kytketty irti
TB2
TB1
200
230
380
415
460
575
200
230
380
415
460
575
200
230
380
415
460
575
200
230
380
415
460
575
K1
PHASE 1
PHASE 2
PHASE 3
3
4
5
D. Vedä sisäänmenokaapeli jännityksen päästön läpi,
jättäen johtimiin tarpeeksi pituutta pääkontaktoriin
liittämistä varten. Kiristä jännityksen päästö
varmentamaan sisäänmenokaapelin kiinnitys.
E. Liitä sisäänmenokaapelin maadoitusjohdin
tehonlähteen alustassa olevaan
maadoituskorvakkeeseen.
F. Liitä sisäänmenokaapelin kolme virtajohdinta
pääkontaktorin päällä oleviin liittimiin. Varmenna
johtimet kiristämällä jokainen ruuvi.
G. Liitä hyppyjohdinvirtakaapelit pääkontaktorin
pohjalta oikeaan syöttöjännitteeseen,
säätömuuntajan merkintöjen mukaisesti. Yksikkö
on asetettu tehtaalla 575 voltille, kuten vasemmalla
näytetään.
Tehtaan asetus
575 voltille
-
Sisäänmenosyötön hyppyjohtimien liitäntä
Sisäänmenosyötön hyppyjohtimien liitäntä
Sisäänmenosyötön hyppyjohtimien liitäntäSisäänmenosyötön hyppyjohtimien liitäntä
MUISTUTUS
!
Varmista, että jokainen sisäänmenon hyppyjohdin
Varmista, että jokainen sisäänmenon hyppyjohdin----
Varmista, että jokainen sisäänmenon hyppyjohdinVarmista, että jokainen sisäänmenon hyppyjohdin
kaapeli on liitetty oikeaan sisäänmenojännitteeseen
kaapeli on liitetty oikeaan sisäänmenojännitteeseen
kaapeli on liitetty oikeaan sisäänmenojännitteeseen kaapeli on liitetty oikeaan sisäänmenojännitteeseen
säätömuuntajassa.
säätömuuntajassa.
säätömuuntajassa.säätömuuntajassa.
Kytketty tehtaalla 575 voltille.
Kytketty tehtaalla 575 voltille.
Kytketty tehtaalla 575 voltille.Kytketty tehtaalla 575 voltille.
H. Liitä hyppyjohdin oikeaan sisäänmenojännitteen
liittimeen 7-napaisessa liitinlohkossa TB2
Precision Plasma ja elektroninen virtauksen ohjaus --
3-3
Page 24

OSA 3 ASENNUS
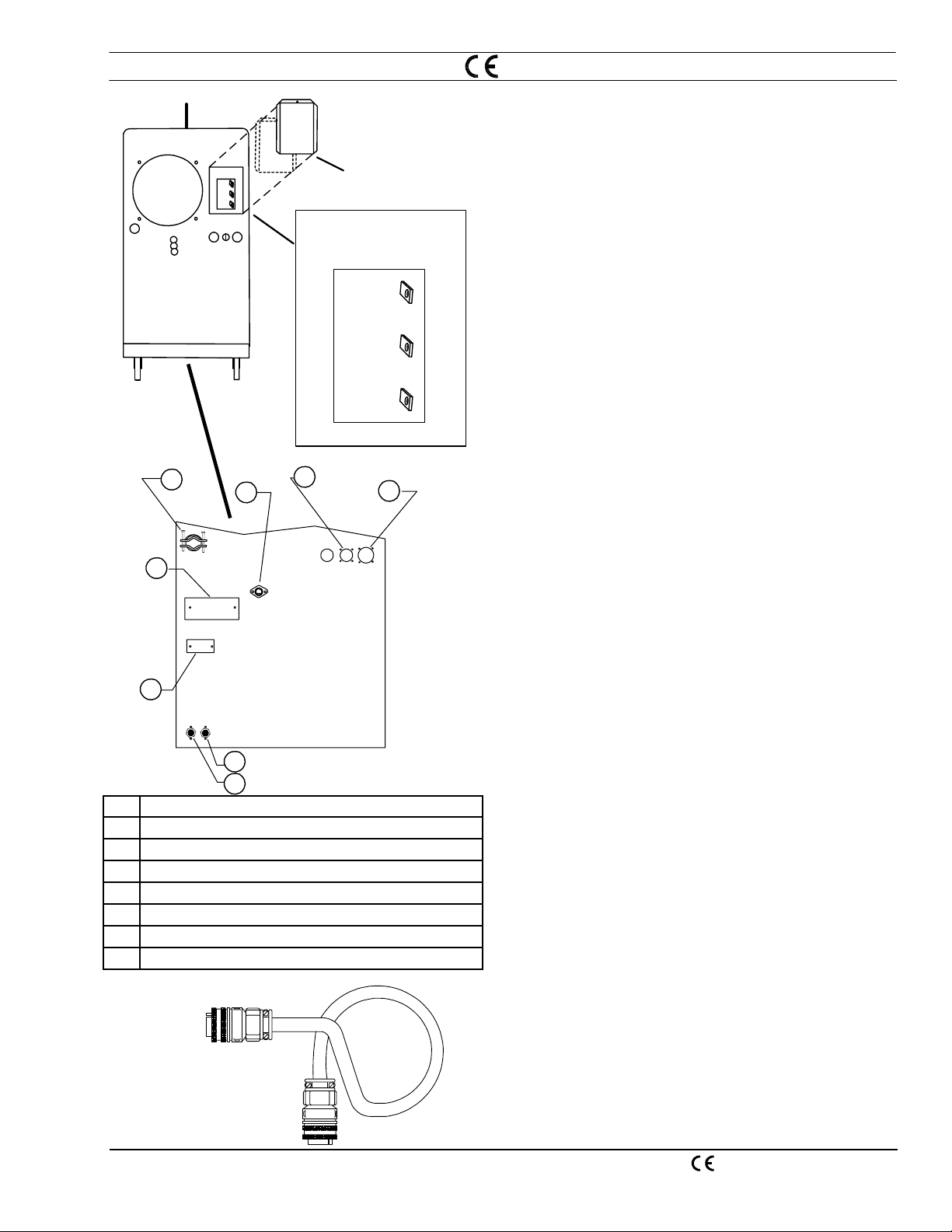
3.5 Välikytkentäjohdot
1
2
3
4
5
1 Musta letku
2 Punainen tai oranssi letku
3 Keltainen letku
4 Sininen letku
5 Kiinnityslevy (välilevy)
Kaasujohtonippu
A. Kaikki toimitetut välikytkentäjohdot on
numeroitu ja värikoodattu kummastakin
päästä ja vastaavat numerot/värit merkitty
kaappeihin.
B. Liitä kaikki neljä kaasujohtonipun johtoa
virtauksen ohjauskoteloon ja liitäntäkoteloon.
Johdot ja liitännät ovat värikoodatut.
Kiinnityslevyn reikien välit ovat lisäksi
epäsymmetriset, mikä estää väärin
liittämisen. Värien järjestyksen tulee olla:
sininen, keltainen, punainen/oranssi, musta.
3-4
Precision Plasma ja elektroninen virtauksen ohjaus --
Page 25

OSA 3 ASENNUS
T
T
Tehonlähteen ja EFC:n liitännät koteloon
ehonlähteen ja EFC:n liitännät koteloon
ehonlähteen ja EFC:n liitännät koteloonTehonlähteen ja EFC:n liitännät koteloon
Tehonlähdenippu
1
C. Liitä tehonlähteen nipussa olevat tehon ja
jäähdytysnesteen johdot tehonlähteestä
liitäntäkoteloon. Tehon nippu käsittää #6 ja
# 7 jäähdytysnestejohdot (5/8-18 L.H.
liittimet, virtakaapelin (#3 AWG) ja keltaisen
apukaaren kaapelin (#16 AWG). Molemmat
jäähdytysnestejohdot on tunnistamisen
helpottamiseksi merkitty liittimissä
numeroilla 6 tai 7.
6
5
3
4
1 Tehonlähteen negatiivinen liitäntä
2 #7 letkun liitäntä (tehonlähteestä)
3 Kaasunipun liitännät
4 Ohjausjohto EFC:stä
5 #6 letkun liitäntä (tehonlähteeseen)
6 Apukaaren liitäntä
2
Precision Plasma ja elektroninen virtauksen ohjaus --
3-5
Page 26

OSA 3 ASENNUS
Liitäntäkotelo polttimen liit
Liitäntäkotelo polttimen liitännöille
Liitäntäkotelo polttimen liitLiitäntäkotelo polttimen liit
ännöille
ännöilleännöille
4
1
Polttimen letkujen/virtakaapelin liitäntä
2
Polttimen solenoidin sähköliitäntä
3
Polttimen apukaaren liitäntä
4
Polttimen nippu
1
2
3
D. Liitä polttimen nipun johtimet/letkut
liitäntäkoteloon. (katso välikytkentöjen
lohkokaaviota)
3-6
Precision Plasma ja elektroninen virtauksen ohjaus --
Page 27

OSA 3 ASENNUS
Precision Plasmarc osien välinen kytkentäkaavio
1
2
3
4
ASIOB
5
9
10
11
14
1 25 mikronin kaasusuodattimet
2 Elektr. virtauksen ohjauskotelo (EFC)
3 Ohjausjohdin EFC liitäntäkoteloon
4 Koneen tietokoneohjaus (CNC)
5 Korkean taajuuden 120 V vaihtojännite
6 Kaasujohtonippu
7 Korkean taajuuden 120 V vaihtojännite
8 Tehonippu
9 Precision Plasmarc liitäntäkotelo
10 PT-24 poltin
11 Leikkauspöytä
12 Työjohdin (negatiivinen)
13 Pääsisäänmenokaapeli
14 Maadoitussauva
15 Ohjausjohdin – tehonlähteestä CNC:hen
N2O
7
6
2
AirCH
4
Ar
8
12
13
15
Precision Plasma ja elektroninen virtauksen ohjaus --
3-7
Page 28

OSA 3 ASENNUS
Kaasujohdon saastuminen vaurioittaa
MUISTUTUS
!
suhdeventtiilejä
Tyhjennä kaasujohdot
Ennen kuin liität kaasun syöttöjohtoja elektroniseen
Ennen kuin liität kaasun syöttöjohtoja elektroniseen
Ennen kuin liität kaasun syöttöjohtoja elektroniseen Ennen kuin liität kaasun syöttöjohtoja elektroniseen
virtauksen ohjaimeen, tyhjennä kaikki johdot
virtauksen ohjaimeen, tyhjennä kaikki johdot
virtauksen ohjaimeen, tyhjennä kaikki johdot virtauksen ohjaimeen, tyhjennä kaikki johdot
perusteellisesti. Letkun valmistuksesta jääneet
perusteellisesti. Letkun valmistuksesta jääneet
perusteellisesti. Letkun valmistuksesta jääneet perusteellisesti. Letkun valmistuksesta jääneet
jätteet voivat tukkia/vaurioittaa EFC:n
jätteet voivat tukkia/vaurioittaa EFC:n
jätteet voivat tukkia/vaurioittaa EFC:n jätteet voivat tukkia/vaurioittaa EFC:n
suhdeventtiilejä.
suhdeventtiilejä.
suhdeventtiilejä.suhdeventtiilejä.
1/4 NPT
E. Tyhjennä syötön ja EFC:n väliset
kaasujohdot ennen niiden liittämistä.
Suhdeventtiilit EFC:ssä ovat erittäin arkoja
pölylle ja muille vieraille hiukkasille.
Kaasusuodatin
25 mikronin suodattimet
N
O
2
2
4
F. Liitä kaasun syöttöjohdot elektroniseen
virtauksen ohjaimeen. Asenna 25 mikronin
kaasusuodattimet kaikkiin syöttöjohtoihin
kaasun lähteen ja EFC:n väliin.
AirCH
Ar
3-8
Precision Plasma ja elektroninen virtauksen ohjaus --
Page 29
OSA 3 ASENNUS
Pilot Arc
Work
Torch
Irrota huoltoluukku
Pilot Arc
G. Irrota paneeli konsolin takaa ja kiinnitä
apukaaren, polttimen ja työn johtimet.
Work
Torch
1
2
3
4
8
7
5
6
1 Syöttökaapeli seinästä
2 600 amp. kiskon sulake
3 CNC ohjausjohdit
4 Virtauksin ohjausjohdin
5 Jäähdyte SISÄÄN polttimesta (#6 liitäntä)
6 Jäähdyte ULOS polttimeen (#7 liitäntä)
7 Sarjanumerotarra
8 Ohjearvokilpi
Ohjausjohto
H. Kytke konsolin ja elektronisen virtauksen
ohjaimen välinen ohjausjohdin. Liitä
tehonipussa olevat jäähdytysnestejohdot
Precision Plasma ja elektroninen virtauksen ohjaus --
3-9
Page 30

OSA 3 ASENNUS
3.6 Polttimen kiinnitys
MUISTUTUS
Älä peitä ilmareikää.
Älä peitä kiinnityksen yhteydessä holkin sivulla olevaa
Älä peitä kiinnityksen yhteydessä holkin sivulla olevaa
Älä peitä kiinnityksen yhteydessä holkin sivulla olevaa Älä peitä kiinnityksen yhteydessä holkin sivulla olevaa
pientä ilmareikää. Tämä reikä pää
pientä ilmareikää. Tämä reikä päästää
pientä ilmareikää. Tämä reikä pääpientä ilmareikää. Tämä reikä pää
jäähdytysnesteen valumaan holkista ulos, jos
jäähdytysnesteen valumaan holkista ulos, jos
jäähdytysnesteen valumaan holkista ulos, jos jäähdytysnesteen valumaan holkista ulos, jos
syöttöjohtoon syntyy vuoto.
syöttöjohtoon syntyy vuoto.
syöttöjohtoon syntyy vuoto.syöttöjohtoon syntyy vuoto.
Polttimen kiinnitysvaihtoehdot.
Polttimen kiinnitysvaihtoehdot.
Polttimen kiinnitysvaihtoehdot.Polttimen kiinnitysvaihtoehdot.
stää
stää stää
1.812" (46 mm)
1.812" (46 mm)
1.812" (46 mm)1.812" (46 mm)
läpim. holkki
läpim. holkki
läpim. holkkiläpim. holkki
2.0" (51 mm)
2.0" (51 mm)
2.0" (51 mm)2.0" (51 mm)
läpim. holkki
läpim. holkki
läpim. holkkiläpim. holkki
• Poltin kiinnitetään normaalisti 2,0 tuuman
läpimittaisella (51 mm) holkilla. Älä peitä ilmareikää.
• Erikoistapauksissa poltin voidaan vaihtoehtoisesti
kiinnittää 1,812" (46 mm) läpimittaisella kauluksella,
kuten kuvassa on esitetty. Tämä eristetty kaulus ja
sen olakkeet työstetään polttimen rungossa olevien
suuttimen kierteiden mukaisesti.
Ilmareikä
• Käytä ainoastaan ohjeiden mukaisia
kiinnityspintoja.
3-10
Precision Plasma ja elektroninen virtauksen ohjaus --
Page 31

OSA 3 ASENNUS
3.7 Polttimen jäähdyte
T
O
L
I
P
C
R
L
O
R
T
N
O
C
T
N
E
R
R
U
C
RECISION PLASMARC
Jäähdytteen
täyttöaukko
A
R
E
W
O
P
• Irrota jäähdytysnesteen täyttökansi konsolin
edessä ja täytä jäähdytysnesteen säiliö 4 gallonalla
(15 litraa) plasman jäähdytysnestettä, P/N 156F05
(yksi gallona).
• Älä täytä maksimitason yli.
• Pane kansi takaisin.
Kaupallinen pakkasneste aiheuttaa polttimen
MUISTUTUS
!
toimintahäiriön
Käytä polttimen jäähdytettä! P/N156F05
Sen korkean sähkönjohtavuuden taki
3.8 Kaasu- ja jäähdytejohtojen tarkastus
Sen korkean sähkönjohtavuuden takia ÄLÄ käytä
Sen korkean sähkönjohtavuuden takiSen korkean sähkönjohtavuuden taki
vesijohtovettä ja kaupallista pakkasnestettä polttimen
vesijohtovettä ja kaupallista pakkasnestettä polttimen
vesijohtovettä ja kaupallista pakkasnestettä polttimen vesijohtovettä ja kaupallista pakkasnestettä polttimen
jäähdyttämiseen. Siihen TARVITAAN erityisesti
jäähdyttämiseen. Siihen TARVITAAN erityisesti
jäähdyttämiseen. Siihen TARVITAAN erityisesti jäähdyttämiseen. Siihen TARVITAAN erityisesti
sekoitettua polttimen jäähdytettä. Tämä
sekoitettua polttimen jäähdytettä. Tämä
sekoitettua polttimen jäähdytettä. Tämä sekoitettua polttimen jäähdytettä. Tämä
jäähdytysneste myös suojaa jäätymiseltä
jäähdytysneste myös suojaa jäätymiseltä –––– 34° C
jäähdytysneste myös suojaa jäätymiseltä jäähdytysneste myös suojaa jäätymiseltä
saakka.
saakka.
saakka.saakka.
Laitteen käyttö ilman jäähdytysnestettä vaurio
Laitteen käyttö ilman jäähdytysnestettä vaurioittaa
Laitteen käyttö ilman jäähdytysnestettä vaurioLaitteen käyttö ilman jäähdytysnestettä vaurio
pysyvästi jäähdytysnesteen pumpun.
pysyvästi jäähdytysnesteen pumpun.
pysyvästi jäähdytysnesteen pumpun.pysyvästi jäähdytysnesteen pumpun.
Asennuksen lopuksi on tarpeen tarkastaa paikan
päällä tehdyt liitännät vuotojen varalta.
• Käytä kaasujohdoissa tavallista saippualiuosta.
Paineista järjestelmä ohjaimelta (SDP-tiedosto)
• Jäähdytysnesteen osalta tarkasta onko
liitännöissä merkkejä kosteudesta
a ÄLÄ käytä
a ÄLÄ käytä a ÄLÄ käytä
34° C
34° C 34° C
ittaa
ittaa ittaa
Precision Plasma ja elektroninen virtauksen ohjaus --
3-11
Page 32

OSA 3 ASENNUS
3.9 EPROM:in vaihto Plasmarc tehonlähteen ohjelmoitavassa logiikkaohjaimessa (PLC)
Precision Plasmarc -järjestelmä voidaan toimittaa
manuaaliselle virtauksen ohjaukselle konfiguroituna
(Sarja “A”). Mikäli näin on, ohjelmoitavan
logiikkaohjaimen EPROM pitää vaihtaa EFC
EPROM:iksi. Tämä EFC EPROM lähetetään
tehonlähteen mukana.
MUISTUTUS
!
MUISTUTUS
!
Väärän EPROM:in käyttö voi johtaa
järjestelmän komponenttien vioittumiseen
Sarja “ A” ja EFC EPROM:it on ohjelmoitu
erilaisilla ohjelmilla. EFC EPROM ei huomioi
prosessikaasun painekytkimen sisäänmenoja
eikä sisällä “ A” sarjan vaatimaa
prosessikaasun tyhjennystä.
Väärä käsittely voi vaurioittaa elektronisia
komponentteja.
Käsittele elektronisia komponentteja varovasti.
• Älä pudota
• Älä taivuta piikkejä
• Älä kosketa piirien komponentteja –
käsittele reunoista mikäli mahdollista
Elektroniset komponentit ovat arkoja
MUISTUTUS
!
VAROITUS
!
sähköstaattisille purkauksille (ESD)
Integroidut piirit ovat arkoja ylijännitteille.
Vaurio ei ehkä näy välittömästi, mutta ilmenee
enneaikaisena vikana.
EFC EPROM lähetetään antistaattisessa
pussissa. Säilytä EPROM tässä pussissa.
Käytä suojaavaa maadoitusliuskaa kun
käsittelet arkoja elektronisia komponentteja.
Sähköiskuun voi kuolla!
Irrota virtakaapeli seinästä ennen kuin suoritat
mitään liitäntöjä ja säätöjä tehonlähteen
sisällä.
3-12
Precision Plasma ja elektroninen virtauksen ohjaus --
Page 33

OSA 3 ASENNUS
L
R
O
T
O
N
C
T
N
R
E
R
C
U
I
C
E
R
Vasen sivupaneeli
T
O
L
P
I
C
R
A
R
E
W
O
P
C
R
A
M
S
A
L
P
N
O
I
S
1. Varmista, että Plasmarc tehonlähde on kytketty
irti verkosta.
2. Ota PLC esille, poistamalla Plasmarc
tehonlähteen vasen sivupaneeli.
3. Napsauta irti EPROM suojus PLC:ssä, jotta
EPROM tulee esille.
PLC
EFC EPROM pakkauksen paikka
Precision Plasma ja elektroninen virtauksen ohjaus --
3-13
Page 34

OSA 3 ASENNUS
EPROM vetotyökalun käyttö voi vaurioittaa
MUISTUTUS
kantaa
Pinteen pitämän EPROM:in irrottaminen
väkisin PLC:stä voi vioittaa kannan/EPROM:in.
Erityinen Zero Force (nollavoima) EPROM
kanta eliminoi erikoistyökalujen tarpeen.
4. Irrota EPROM kannasta. TÄMÄ EI VAADI
VETOTYÖKALUA. Vapauta pinne, joka lukitsee
EPROM:in paikoilleen, nosta Sarjan “A” EPROM
kannasta.
5. Ota EFC EPROM ulos pakkauksesta.
6. Kohdista huolellisesti EFC EPROM:in piikit
kannan reikiin ja työnnä ne sisään.
7. Lukitse EPROM, siirtämällä vipu takaisin, pitäen
samalla EPROM:ia paikallaan.
8. Pane EPROM suojus ja tehonlähteen vasen
sivupaneeli takaisin.
EPPESA= Sarjan “A” EPROM, manuaalinen
EPROM lukittuna paikalleen
EPROM lukitus vapautettuna
virtauksen ohjaus, P/N 99513607
EPPSEFC= EFC EPROM, elektroninen virtauksen
ohjaus, P/N 99513608
3-14
Precision Plasma ja elektroninen virtauksen ohjaus --
Page 35

OSA 4 KÄYTTÖ
LOW
4.1 Tehonlähteen ohjaimet
4.1.1 Pääkatkaisin Virrankatkaisin
DO NOT SWITCH
WHILE CUTTING
EMERGENCY
STOP
Virran pääkatkaisin (POWER)
Ohjaa virran tulon tuulettimeen, veden jäähdyttimeen ja
painopiirilevyyn. Keltainen merkkivalo kytkimestä
vasemmalle.
4.1.2 Apukaaren katkaisin
EMERGENCY
STOP
POWER
ON
MUISTUTUS
Apukaaren katkaisin (PILOT ARC)
Käytetään valitsemaan KORKEA
KORKEA (HIGH) tai MATALA
KORKEAKORKEA
MATALA
MATALAMATALA
(LOW) aloitusapukaari leikkausolosuhteista riippuen.
Katso osaa Prosessitiedot, jossa on lisätiedot siitä,
missä olosuhteissa käytetään Korkeaa ja Matalaa
aloitusta.
Apukaaren säätö käytön aikana voi vioittaa
poltinta.
Älä säädä apukaaren katkaisinta käytön aikana.
Suorita säätö ennen polttimen käynnistymistä.
Precision Plasma ja elektroninen virtauksen ohjaus -
4-1
Page 36

OSA 4 KÄYTTÖ
4.1.3 Vian merkkivalot
4.1.4 Mittarit
Vian merkkivalot
• Jäähdytysneste alhainen (COOLANT FLOW)
osoittaa jäähdytysnesteen alhaista virtausta.
Laitetta päälle kytkettäessä valo osoittaa hetkellistä
vikaa ja sammuu sen jälkeen.
• Plasmakaasun paineen (PLASMA GAS
PRESSURE) vikamerkkivalo – alhainen
plasmakaasun paine. Poltin ei syty, jos valo on
päällä. Ei käytetä EFC:n kanssa.
• Aloituskaasun paineen (START GAS
PRESSURE) vikamerkkivalo – alhainen
aloituskaasun paine. Poltin ei syty, jos valo on
päällä. Ei käytetä EFC:n kanssa.
• P/S Temp vikamerkkivalo –
invertertteritehonlähteen lämpötila liian korkea.
Tehonlähde kytkeytyy pois päältä.
• P/S Vikamerkkivalo (P/S FAULT)– vika plasman
ohjauksen piirikortissa, invertteritehonlähteessä.
Tehonlähde kytkeytyy pois päältä.
• Yli-alijännitteen (OVER-UNDER VOLTAGE)
vikamerkkivalo – osoittaa tulojännitteen olevan
PCU-konsolin toleranssien ylä- tai alapuolella.
Lukkiutuu, kunnes virta palautetaan
pääkatkaisimella.
• Hätäpysäytyksen (EMERGENCY STOP)
vikamerkkivalo – osoittaa CNC-suojalukitustilaa.
Tehonlähde ei toimi.
Ei käytetä EFC:n kanssa.
Ei käytetä EFC:n kanssa.Ei käytetä EFC:n kanssa.
Ei käytetä EFC:n kanssa.
Ei käytetä EFC:n kanssa.Ei käytetä EFC:n kanssa.
• Leikkausvirran mittari (A) – Osoittaa
leikkausvirran todellista ampeerimäärää.
• Leikkausjännitteen mittari (V) – Osoittaa
todellista leikkausjännitettä.
4-2
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 37

OSA 4 KÄYTTÖ
4.1.5 Virran säätökytkin
Ohjauksen kauko/paneeli vaihtokytkin
• Paneeliasento (PANEL)– Lähtövirta asetetaan
lähtövirran asteikolla
• Lähtövirran nuppi– asettaa
leikkausvirran, kun virran asetus tapahtuu konsolin
etupaneelista. Asteikko alue on 0 - 99.9
ampeeria. Kuvassa näytetty 70,0 ampeeria.
Kaukoasento (REMOTE)– lähtövirta asetetaan
CNC:lla (tai kaukopotentiometrilla) analogia
tasajännitesignaalilla 0-10 Vdc = 0-100 Adc
asettaa (CURRENT)
asettaa asettaa
Precision Plasma ja elektroninen virtauksen ohjaus -
4-3
Page 38

OSA 4 KÄYTTÖ
4.2 Leikkauksen laatu
4.2.1 Johdanto
Leikkauksen laatuun vaikuttavat tekijät ovat toisistaan
riippuvia. Yhden muuttujan muuttuminen vaikuttaa
kaikkiin muihin. Ratkaisun määrittely voi olla vaikeaa.
Seuraava opastus tarjoaa mahdollisia ratkaisuja erilaisille
epätoivotuille leikkaustuloksille. Aloita valitsemalla
merkittävin tilanne:
§ 4.2.2 Leikkauskulma, negatiivinen tai
positiivinen
§ 4.2.3 Leikkaus epätasainen, pyöristynyt tai
alta leikattu
§ 4.2.4 Pintakarkeus
§ 4.2.5 Kuona
Tavallisesti suositetut leikkausparametrit antavat
optimaalisen leikkauksen laadun, mutta toisinaan
olosuhteet saattavat vaihdella sen verran, että vähäiset
säädöt ovat tarpeen. Mikäli näin tapahtuu:
• Tee säädöt pienin välein kun suoritat
korjausta.
• Säädä kaarijännite 5 voltin välein, ylös tai alas,
tarpeen mukaan.
• Säädä leikkausnopeutta 5% tai vähemmän,
tarpeen mukaan, kunnes tulokset paranevat.
4-4
HUOMAUTUS
Precision Plasma ja elektroninen virtauksen ohjaus -
Ennen kuin yrität MITÄÄN korjausta, vertaa
leikkauksen muuttujia tehtaan suosittamiin
asetuksiin/kuluvien osien numeroihin, jotka on
annettu osassa Prosessitiedot.
Page 39

OSA 4 KÄYTTÖ
4.2.2
Leikkauskulma
Negatiivinen leikkauskulma
Osa
Ylämitta on suurempi kuin pohja.
• Väärin kohdistettu poltin
• Taipunut tai vääntynyt materiaali
• Kuluneet tai vioittuneet kuluvat osat
• Ilmaväli lyhyt (kaarijännite)
• Leikkausnopeus hidas (koneen kulkunopeus)
Jäte Osa
Osa
Jäte Osa
Positiivinen leikkauskulma
Ylämitta on vähemmän kuin pohjan mitta.
• Väärin kohdistettu poltin
• Taipunut tai vääntynyt materiaali
• Kuluneet tai vioittuneet kuluvat osat
• ilmaväli pitkä (kaarijännite)
• Leikkausnopeus nopea
• Virta korkea tai alhainen. (katso suositettu virran
taso määrätylle suuttimelle kohdasta
Prosessitiedot).
Precision Plasma ja elektroninen virtauksen ohjaus -
4-5
Page 40

OSA 4 KÄYTTÖ
4.2.3 Leikkauksen tasaisuus
Jäte
Osa
Yläosa ja pohja pyöristyneet
Tilanne tavallisesti syntyy silloin, kun materiaali on 0,25”
paksua (6,4 mm) tai ohuempaa.
• Korkea virta tiettyä materiaalin paksuutta varten
(katso oikeat asetukset osasta Prosessitiedot).
Yläreuna alta leikattu
• Ilmaväli lyhyt (kaarijännite)
Jäte
4-6
Osa
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 41

OSA 4 KÄYTTÖ
4.2.4 Pinnan laatu
Prosessin aiheuttama karkeus
Leikkauspinta yhtenäisen karkea. Voi rajoittua yhteen
suuntaan esiintyväksi.
• Väärä suojakaasuseos (katso Prosessitiedot)
Yläkuva
Koneen aiheuttama
Tai
Prosessin aiheuttama
karkeus
karkeus
• Kuluneet tai vioittuneet kuluvat osat
Koneen aiheuttama
Koneen aiheuttama karkeus
Koneen aiheuttamaKoneen aiheuttama
Voi olla vaikeasti erotettavissa prosessin aiheuttamasta
karkeudesta. Rajoittuu usein vain yhteen suuntaan
esiintyväksi. Karkeus on epäyhtenäistä.
• Likaiset kiskot, pyörät ja/tai vetohammastanko.
(Katso omistajan ohjekirjan osaa Huolto).
• Vaunun pyörän säätö
Precision Plasma ja elektroninen virtauksen ohjaus -
4-7
Page 42

OSA 4 KÄYTTÖ
4.2.5 Kuona
Jättöjuovat
Kuona on leikkausprosessin sivutuote. Se on eitoivottu materiaali, joka jää kiinni osaan. Useimmiten
kuonaa voidaan vähentää tai eliminoida oikealla
polttimen ja leikkauksen parametrien asetuksella.
Katso osaa Prosessitiedot.
Leikkauspinta
Korkean nopeuden aiheuttama kuona
Materiaali hitsautuu tai kiertyy pohjapintaan uurrosta
Kiertymä
pitkin. Vaikeaa irrottaa. Voi vaatia hiomisen tai
lohkaisun. “S” – muotoiset jättöjuovat.
• Ilmaväli pitkä (kaarijännite)
• Leikkausnopeus nopea
Sivukuva
Jättöjuovat Leikkauspinta
Rakeita
Sivukuva
Hitaan nopeuden aiheuttama kuona
Muodostuu rakeina pohjalle uurrosta pitkin. Irtoaa
helposti.
• Leikkausnopeus hidas
4-8
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 43

OSA 4 KÄYTTÖ
Sivukuva
Leikkauspinta
Roiske
Yläpuolinen kuona
Esiintyy roiskeena materiaalin päällä. Lähtee tavallisesti
helposti irti.
• Leikkausnopeus nopea
• Ilmaväli pitkä (kaarijännite).
Katkonainen kuona
Esiintyy ylä- tai alapuolella uurrosta pitkin.
Ei jatkuva. Voi esiintyä missä tahansa kuonassa
• Mahdollisesti liian kuluneet kuluvat osat
Muita kuonaan vaikuttavia tekijöitä;
• Materiaalin lämpötila
• Runsas valssaushilse tai ruoste
• Korkea hiilimäärä metalliseoksissa
Precision Plasma ja elektroninen virtauksen ohjaus -
4-9
Page 44
OSA 4 KÄYTTÖ
4.2.6 Mittojen tarkkuus
HUOMAUTUS
Yleensä mahdollisimman hitaan nopeuden käyttäminen
(hyväksyttyjen tasojen rajoissa) antaa osalle optimin
tarkkuuden. Valitse kuluvat osat, jotka antavat käyttää
alhaisempaa kaarijännitettä ja hitaampaa
leikkausnopeutta.
Suositettu leikkausnopeus ja kaarijännite antavat
useimmiten optimaalisen leikkaussuorituskyvyn.
Pienet asteittaissäädöt voivat olla tarpeen
materiaalin laadun ja lämpötilan tai tietyn
metalliseoksen vuoksi. Käyttäjän tulee muistaa,
että kaikki leikkauksen muuttujat ovat toisistaan
riippuvia. Yhden asetuksen muuttaminen
vaikuttaa kaikkiin muihin ja leikkauksen laatu
saattaa huonontua. Käytä aina aluksi
suositettuja asetuksia.
HUOMAUTUS
Ennen kuin yrität MITÄÄN korjausta, vertaa
leikkauksen muuttujia tehtaan suosittamiin
asetuksiin/kuluvien osien numeroihin, jotka on
annettu osassa Prosessitiedot.
4-10
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 45

OSA 4 KÄYTTÖ
4.3 Kaasuvaihtoehtojen vaikutus leikkauksen laatuun
4.3.1 Johdanto
Kaikki kaasut eivät sovi kaikkiin tilanteisiin. Tietyt
kaasut auttavat määrättyjen materiaalien ja
paksuuksien leikkaamisessa. Seuraavassa
selostetaan miksi tietyt kaasut valitaan ja miten ne
vaikuttavat valmistettavaan osaan. Muut vaikutukset,
kuten kaarijännite ja kaasun virtaus/paine käsitellään
osassa Prosessitiedot.
HUOMAUTUS
4.3.2 Alumiini
Materiaalin paksuus:
Materiaalin paksuus:
Materiaalin paksuus:Materiaalin paksuus:
Leikkauksen laatu:
Leikkauksen laatu:
Leikkauksen laatu:Leikkauksen laatu:
Huomautuksia:
Huomautuksia:
Huomautuksia:Huomautuksia:
Kaikki paksuudet väliltä 0,062" – 0,625" (1,6 mm - 15,9 mm)
• Sileä leikkauspinta
• Käytännöllisesti katsoen ei kuonaa
Plasmakaasu:
Plasmakaasu: Typpi
Plasmakaasu:Plasmakaasu:
Suojakaasu:
Suojakaasu: Typpi/Metaani
Suojakaasu:Suojakaasu:
Suojaseos on hyvin tärkeä. 2 ja 3 osan väliltä typpeä ja 1 osa metaania
on haluttu suhde. Väärä suhde johtaa runsaaseen kuonaan.
Katso suositetut virtaus/paine asetukset tämän
osan kohdasta leikkauksen prosessitiedot.
Precision Plasma ja elektroninen virtauksen ohjaus -
4-11
Page 46

OSA 4 KÄYTTÖ
Katso suositetut virtaus/paine asetukset PT24:n
HUOMAUTUS
ohjekirjan osasta Leikkauksen prosessitiedot.
4.3.3 Hiiliteräs
Materiaalin paksuus:
Materiaalin paksuus:
Materiaalin paksuus:Materiaalin paksuus:
Leikkauksen laatu:
Leikkauksen laatu:
Leikkauksen laatu:Leikkauksen laatu:
Plasmakaasu:
Plasmakaasu: Happi
Plasmakaasu:Plasmakaasu:
Suojakaasu:
Suojakaasu: Happi/Typpi
Suojakaasu:Suojakaasu:
Huomautuksia:
Huomautuksia:
Huomautuksia:Huomautuksia:
Materiaalin paksuus:
Materiaalin paksuus:
Materiaalin paksuus:Materiaalin paksuus:
26 GA (0,018") - 10 GA (0,135") (0,5 mm – 3,4 mm)
• Sileä leikkauspinta
• Käytännöllisesti katsoen ei kuonaa
Suojakaasu on normaalisti typpeä. Pieni määrä happea yhdessä typen
kanssa voi tehokkaasti vähentää kuonan muodostumista ohuella, 26 GA
- 10 GA hiiliteräsmateriaalilla. Happi yksinään suojana voi myös antaa
hyväksyttävät tulokset ohuemmilla materiaaleilla.
0,125" – 0,75" (3,2 mm - 19,1 mm)
Leikkauksen laatu:
Leikkauksen laatu:
Leikkauksen laatu:Leikkauksen laatu:
Plasmakaasu:
Plasmakaasu: Happi
Plasmakaasu:Plasmakaasu:
Suojakaasu:
Suojakaasu: Typpi
Suojakaasu:Suojakaasu:
Huomautuksia
Huomautuksia::::
HuomautuksiaHuomautuksia
• Sileä leikkauspinta
• Käytännöllisesti katsoen ei kuonaa
Hiiliteräksen leikkaus hapen kanssa johtaa eksotermiseen reaktioon.
Tämä kemiallinen reaktio aiheuttaa materiaalin sisältämän hiilen
palamisen samalla tavoin kuin happi-polttoaineella leikattaessa. Tämä,
sekä sähköenergia käyttää alhaisempia ampeeritasoja ilman
leikkausnopeuden menetystä.
4-12
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 47

OSA 4 KÄYTTÖ
Katso suositetut virtaus/paine asetukset PT24:n
HUOMAUTUS
4.3.4 Ruostumaton Teräs
Materiaalin paksuus:
Materiaalin paksuus:
Materiaalin paksuus:Materiaalin paksuus:
Leikkauksen la
Leikkauksen laatu:
Leikkauksen laLeikkauksen la
Plasmakaasu:
Plasmakaasu: Typpi
Plasmakaasu:Plasmakaasu:
Suojakaasu:
Suojakaasu: Typpi/Metaani
Suojakaasu:Suojakaasu:
Huomautuksia:
Huomautuksia:
Huomautuksia:Huomautuksia:
Materiaalin paksuus:
Materiaalin paksuus: 26 GA (0,018") - 16 GA (0,062") (0,5 mm - 1,6 mm)
Materiaalin paksuus:Materiaalin paksuus:
Leikkauksen laatu:
Leikkauksen laatu:
Leikkauksen laatu:Leikkauksen laatu:
atu:
atu:atu:
22 GA (.028") - 16 GA (.062") (0,7 mm - 1,6 mm)
• Positiivinen leikkauskulma
• Erinomainen kuona suorituskyky
• Kiiltävä leikkauksen pinta.
Korkean leikkausnopeuden takia on odotettavissa positiivinen
leikkauspinnan kulma. Käytä 70-ampeerin suutinta 50 ampeerilla, jotta
suuttimesta pääsee ulos enemmän kaasua.
• Tumma leikkauspinta
• Lähes kuonaton
• Parempi leikkauksen suorakulmaisuus
ohjekirjan osasta Leikkauksen prosessitiedot.
Plasmakaasu:
Plasmakaasu: Happi
Plasmakaasu:Plasmakaasu:
Suojakaasu:
Suojakaasu: Happi/Typpi
Suojakaasu:Suojakaasu:
Alhaisella ampeerimäärällä leikkaus/hitaammat nopeudet tuottavat
Huomautuksia:
Huomautuksia:
Huomautuksia:Huomautuksia:
Materiaalin paksuus:
Materiaalin paksuus: 0,125" – 0,625" (3,2 mm - 15,9 mm)
Materiaalin paksuus:Materiaalin paksuus:
Leikkauksen laatu:
Leikkauksen laatu:
Leikkauksen laatu:Leikkauksen laatu:
Plasmakaasu:
Plasmakaasu: Ilma
Plasmakaasu:Plasmakaasu:
Suojakaasu:
Suojakaasu: Ilma
Suojakaasu:Suojakaasu:
Huomautuksia:
Huomautuksia:
Huomautuksia:Huomautuksia:
suorakulmaisempia leikkauksia ohuilla materiaaleilla. Happi tekee
mahdolliseksi alhaisemman kaarijännitteen, parantaen leikkauksen
suorakulmaisuutta. “B” suutinta käytetään 30 ampeerilla
• Leikkausreuna tumma
• Hyvät kuonaominaisuudet
• Hyvä leikkauskulma
Koska ne ovat samat, suoja- ja plasmakaasut yhdistyvät. Tämän
seoksen vaikutuksena leikkauskaasun virtaus/paine lisääntyvät. Tämä
lisääntynyt virtaus/paine vaikuttaa suoraan leikkauksen
suorakulmaisuuteen.
Precision Plasma ja elektroninen virtauksen ohjaus -
4-13
Page 48

OSA 4 KÄYTTÖ
Katso suositetut virtaus/paine asetukset osasta
HUOMAUTUS
Ruostumaton teräs
Materiaalin paksuus:
Materiaalin paksuus: 0,125" – 0,.625" (3,2 mm - 15,9 mm)
Materiaalin paksuus:Materiaalin paksuus:
Leikkauksen laatu:
Leikkauksen laatu:
Leikkauksen laatu:Leikkauksen laatu:
Plasmakaasu:
Plasmakaasu: Ilma
Plasmakaasu:Plasmakaasu:
Suojakaasu:
Suojakaasu: Ilma/Metaani
Suojakaasu:Suojakaasu:
Huomautuksia:
Huomautuksia:
Huomautuksia:Huomautuksia:
Materiaalin
Materiaalin paksuus:
Materiaalin Materiaalin
paksuus: 0,125" - 0,625" (3,2 mm - 15,9 mm)
paksuus:paksuus:
• Mattapintaiselta näyttävä leikkausreuna
• Vaalean harmaa väri
• Paljon sileämpi pinta
• Mahdollinen pieni lisäys leikkauskulmassa
Liika metaani suojakaasuseoksessa voi johtaa kuonan lisääntymiseen.
4:1 ilman ja metaanin suhde on suositettu. Koska metaani on
polttoainekaasu, leikkauskulmassa voi ehkä tapahtua pieni lisäys.
Leikkauksen prosessitiedot.
• Tumma leikkauspinta, kuten ilman tapauksessa
Leikkauksen laatu:
Leikkauksen laatu:
Leikkauksen laatu:Leikkauksen laatu:
Plasmakaasu:
Plasmakaasu: Typpi
Plasmakaasu:Plasmakaasu:
Suojakaasu:
Suojakaasu: Typpi
Suojakaasu:Suojakaasu:
Huomautuksia:
Huomautuksia:
Huomautuksia:Huomautuksia:
Materiaalin paksuus:
Materiaalin paksuus: 0,187" - 0,625" (4,7 mm - 15,9 mm)
Materiaalin paksuus:Materiaalin paksuus:
Le
Leikkauksen laatu:
ikkauksen laatu:
LeLe
ikkauksen laatu:ikkauksen laatu:
Plasmakaasu:
Plasmakaasu: Typpi
Plasmakaasu:Plasmakaasu:
Suojakaasu:
Suojakaasu: Typpi/metaani
Suojakaasu:Suojakaasu:
Huomautuksia:
Huomautuksia:
Huomautuksia:Huomautuksia:
• Erinomaiset kuonaominaisuudet
• Hyvä leikkauskulma
Suoja- ja plasmakaasujen yhdistyessä suojakaasun määrä/paine voi
vaikuttaa negatiivisesti leikkauksen suorakulmaisuuteen. Korkeampi
suojamäärä saa aikaan negatiivisen leikkauskulman. Alhaisempi määrä
saa aikaan positiivisen kulman.
• Kiiltävä leikkauspinta
• Reunuksen muodostuminen pohjalle
• Kuonan muodostus voi olla runsasta ja vaikeaa irrottaa
Koska metaani on polttoainekaasu, virtaus/paine määrät voivat vaikuttaa
leikkauskulmaan. Korkea virtaus/paine johtaa negatiiviseen
leikkauskulmaan, alhainen virtaus/paine johtaa positiiviseen
leikkauskulmaan. Typen ja metaanin suhde on 10 - 14 osaa N2/ 1 osa
CH
. Leikkauspinnan pohjaan muodostuva reunus on hyvin voimakasta,
4
jonka vuoksi typpi/metaani suojakaasuseos ei sovi joidenkin
valmisteosien sovelluksiin.
4-14
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 49

OSA 4 KÄYTTÖ
4.4 Prosessitiedot
4.4.1 Johdanto
4.4.1 Johdanto
4.4.1 Johdanto4.4.1 Johdanto
Seuraavat tiedot ovat tulos monia tunteja kestäneistä
testeistä ja ne ovat yleisohjeita PT-24 Precision
Plasmarc – järjestelmän asetusta ja leikkauskäyttöä
varten. Useimmissa tapauksissa nämä asetukset
antavat hyvälaatuiset leikkaustulokset. Tiedot
käsittävät arvot seuraaville:
• alumiinin, hiili- ja ruostumattoman teräksen leikkaus
• kaarijännite (ilmaväli)
• leikkausnopeus
• virta (ampeerimäärä)
• kaasun virtausnopeudet kaikkia
plasma/suojakaasuseoksia varten
Tämä sama tieto sisältyy SDP-tiedostoihin. (katso
omasta ohjausohjekirjastasi SDP-tiedostoja koskevat
lisätiedot.)
Tiedoissa käsitellään myös kuluvien osien osanumerot
käytettyyn virtaan perustuen.
Precision Plasma ja elektroninen virtauksen ohjaus -
4-15
Page 50

OSA 4 KÄYTTÖ
)
)
)
4.4.2 Prosessitiedot
PT-24 poltin
Materiaali:
Ampeeria:
Plasmakaasu:
Suojakaasu:
Suojaseoskaasu:
Alumiini
30
Typpi (N2) @ 125 psi (8.6 bar)
Typpi (N2) @ 125 psi (8.6 bar)
Metaani (CH4) @ 100 psi (6.9 bar)
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vesikynnys
Vesikynnys
VesikynnysVesikynnys
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----rengas
rengas
rengasrengas
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----rengas
rengas
rengasrengas
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21536 (3 reikää
P/N 21536 (3 reikää)
P/N 21536 (3 reikää
P/N 21536 (3 reikää
Suutin
Suutin
Suutin Suutin
P/N
P/N 21541, "B"
21541, "B"
P/N P/N
21541, "B"21541, "B"
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitinSuuttimen pidike/hajoitin
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakuppieriste
Suojakuppieriste
SuojakuppieristeSuojakuppieriste
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja Eristinsuojuksen pidike ja
oooo----rengas P/N 21712
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
4-16
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
ainoat kaksi
vaihdettavissa olevaa
osaa, jotka voivat
muuttua ampeeriluvun
mukana
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 51

OSA 4 KÄYTTÖ
Prosessitiedot
PG
PG SG1
PGPG
N
Materiaalin paksuus
IN 0.062 0.075 0.090 0.125 0.187 0.250
MM 1,6 1,9 2,3 3,2 4,7 6,4
Puhkaisuviive (sek.)
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
SG1-aloitus 45 45 45 45 45 45
SG1- leikkaus 20 20 20 20 20 20
2
0 0 0 0 0 0
40 40 40 40 40 40
55 55 55 55 55 55
30 Ampeeria
Alumiini
SG1 SG2
SG1SG1
N
SG2
SG2SG2
CH
2
4
SG2- leikkaus 10 10 10 10 10 10
Virtauslukema
Kaarijännite (ilmaväli)
150 152 153 158 170 189
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari –MATALA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
150 135 105 78 30 25
3810 3429 2667 1981 762 635
Precision Plasma ja elektroninen virtauksen ohjaus -
4-17
Page 52

OSA 4 KÄYTTÖ
)
)
)
PT-24 poltin
Materiaali:
Ampeeria:
Plasmakaasu:
Suojakaasu:
Suojaseoskaasu:
Alumiini
55
Typpi (N2) @ 125 psi (8.6 bar)
Typpi (N2) @ 125 psi (8.6 bar)
Metaani (CH4) @ 100 psi (6.9 bar)
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vesikynnys
Vesikynnys
VesikynnysVesikynnys
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----rengas
rengas
rengasrengas
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----rengas
rengas
rengasrengas
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 9507
P/N 950714
P/N 9507P/N 9507
OOOO----rengas
rengas
rengasrengas
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21692 (4 reikää
P/N 21692 (4 reikää)
P/N 21692 (4 reikää
P/N 21692 (4 reikää
Suutin
Suutin
Suutin Suutin
P/N
P/N 21542, "C"
P/N P/N
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitinSuuttimen pidike/hajoitin
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakuppieriste
Suojakuppieriste
SuojakuppieristeSuojakuppieriste
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja Eristinsuojuksen pidike ja
oooo----rengas P/N 21712
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
14
1414
21542, "C"
21542, "C"21542, "C"
4-18
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
ainoat kaksi
vaihdettavissa olevaa
osaa, jotka voivat
muuttua ampeeriluvun
mukana
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 53

OSA 4 KÄYTTÖ
Prosessitiedot
55 Ampeeria
Alumiini Alumiini
PG
PG
SG1
PGPG
Materiaalin paksuus
IN 0.062 0.125 0.187 0.250
MM 1,6 3,2 4,7 6,4
Puhkaisuviive (sek.)
N
0 0 0 0
SG1SG1
2
N
SG1 SG2
SG2
SG2SG2
CH
2
4
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
SG1-aloitus 55 55 55 55
SG1- leikkaus 20 20 20 20
45 45 45 45
75 75 75 85
SG2- leikkaus 10 10 10 10
Virtauslukema
Kaarijännite (ilmaväli)
136 139 152 168
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari – KORKEA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
170 130 78 46
4318 3302 1981 1168
Precision Plasma ja elektroninen virtauksen ohjaus -
4-19
Page 54

OSA 4 KÄYTTÖ
)
)
)
PT-24 poltin
Materiaali:
Ampeeria:
Plasmakaasu:
Suojakaasu:
Suojaseoskaasu:
Alumiini
70
Typpi (N2) @ 125 psi (8.6 bar)
Typpi (N2) @ 125 psi (8.6 bar)
Metaani (CH4) @ 100 psi (6.9 bar)
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vesikynnys
Vesikynnys
VesikynnysVesikynnys
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----rengas
rengas
rengasrengas
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----rengas
rengas
rengasrengas
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21692 (4 reikää
P/N 21692 (4 reikää)
P/N 21692 (4 reikää
P/N 21692 (4 reikää
Suutin
Suutin
Suutin Suutin
P/N
P/N 21543, "D"
21543, "D"
P/N P/N
21543, "D"21543, "D"
Suutti
Suuttimen pidike/hajoitin
men pidike/hajoitin
SuuttiSuutti
men pidike/hajoitinmen pidike/hajoitin
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakuppieriste
Suojakuppieriste
SuojakuppieristeSuojakuppieriste
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja Eristinsuojuksen pidike ja
oooo----rengas P/N 21712
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
4-20
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
ainoat kaksi
vaihdettavissa olevaa
osaa, jotka voivat
muuttua ampeeriluvun
mukana
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 55

OSA 4 KÄYTTÖ
Prosessitiedot
PG
PG
PGPG
N
Materiaalin paksuus
IN 0.187 0.250 0.375 0.500
MM 4,7 6,4 9,5 12,7
Puhkaisuviive (sek.)
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
SG1-aloitus 45 45 45 45
SG1- leikkaus 20 20 20 20
2
0 0 0.1 0.2
65 65 65 65
50 50 100 100
SG1
SG1 SG2
SG1SG1
N
70 Ampeeria
Alumiini
SG2
SG2SG2
CH
2
4
SG2- leikkaus 10 10 10 10
Virtauslukema
Kaarijännite (ilmaväli)
150 157 168 182
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari – KORKEA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
80 65 55 30
2032 1651 1397 762
Precision Plasma ja elektroninen virtauksen ohjaus -
4-21
Page 56

OSA 4 KÄYTTÖ
)
)
)
PT-24 poltin
Materiaali:
Ampeeria:
Plasmakaasu:
Suojakaasu:
Suojaseoskaasu:
Alumiini
100
Typpi (N2) @ 125 psi (8.6 bar)
Typpi (N2) @ 125 psi (8.6 bar)
Metaani (CH4) @ 100 psi (6.9 bar)
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/
P/N 21758
N 21758
P/P/
N 21758N 21758
Vesikynnys
Vesikynnys
VesikynnysVesikynnys
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----rengas
rengas
rengasrengas
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----rengas
rengas
rengasrengas
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21692 (4 reikää
P/N 21692 (4 reikää)
P/N 21692 (4 reikää
P/N 21692 (4 reikää
Suutin
Suutin
Suutin Suutin
P/N
P/N 21923, "E"
21923, "E"
P/N P/N
21923, "E"21923, "E"
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitinSuuttimen pidike/hajoitin
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakuppieriste
Suojakuppieriste
SuojakuppieristeSuojakuppieriste
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja Eristinsuojuksen pidike ja
oooo----rengas P/N 21712
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
4-22
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
ainoat kaksi
vaihdettavissa olevaa
osaa, jotka voivat
muuttua ampeeriluvun
mukana
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 57

OSA 4 KÄYTTÖ
Prosessitiedot
PG
PG
PGPG
N
Materiaalin paksuus
IN 0.250 0.375 0.500 0.625
MM 6,4 9,5 12,7 15,9
Puhkaisuviive (sek.)
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
SG1-aloitus 60 60 60 60
SG1- leikkaus 31 31 31 31
2
0 0 0.1 0.1
80 80 80 80
100 100 100 100
SG1
SG1 SG2
SG1SG1
N
100 Ampeeria
Alumiini
SG2
SG2SG2
CH
2
4
SG2- leikkaus 10 10 10 10
Virtauslukema
Kaarijännite (ilmaväli)
155 160 166 174
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari – KORKEA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
65 80 65 50
2413 2032 1778 1270
Precision Plasma ja elektroninen virtauksen ohjaus -
4-23
Page 58

OSA 4 KÄYTTÖ
)
)
)
PT-24 poltin
Materiaali:
Ampeeria:
Plasmakaasu:
Suojakaasu:
Suojaseoskaasu:
Hiiliteräs
16
Happi (O2) @ 125 psi (8.6 bar)
Typpi (N2) @ 125 psi (8.6 bar)
Happi (O2) @ 125 psi (8.6 bar)
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/N
P/N 21758
21758
P/N P/N
2175821758
Vesikynnys
Vesikynnys
VesikynnysVesikynnys
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----rengas
rengas
rengasrengas
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----rengas
rengas
rengasrengas
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21852 (2 reikää
P/N 21852 (2 reikää)
P/N 21852 (2 reikää
P/N 21852 (2 reikää
Suutin
Suutin
Suutin Suutin
P/N
P/N 21540, "A"
21540, "A"
P/N P/N
21540, "A"21540, "A"
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitinSuuttimen pidike/hajoitin
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakuppieriste
Suojakuppieriste
SuojakuppieristeSuojakuppieriste
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja Eristinsuojuksen pidike ja
oooo----rengas P/N 21712
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
4-24
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
ainoat kaksi
vaihdettavissa olevaa
osaa, jotka voivat
muuttua ampeeriluvun
mukana
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 59

OSA 4 KÄYTTÖ
Prosessitiedot
PG
PG
PGPG
O
Materiaalin paksuus
IN 20GA 18GA 16GA 14GA 12GA 10GA
MM 0,9 1,2 1,6 2,0 2,7 3,4
Puhkaisuviive (sek.)
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
SG1-aloitus 20 20 20 20 20 20
SG1- leikkaus 0 0 0 0 0 0
2
0 0 0 0.1 0.5 0.1
20 20 20 20 20 20
11 11 11 11 11 11
SG1
SG1 SG2
SG1SG1
N
16 Ampeeria
Hiiliteräs
SG2
SG2SG2
2
O
2
SG2- leikkaus 6 6 6 6 6 6
Virtauslukema
Kaarijännite (ilmaväli)
103 105 115 118 116 117
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari – MATALA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
100 85 80 60 50 36
2540 2159 2032 1524 1270 914
Precision Plasma ja elektroninen virtauksen ohjaus -
4-25
Page 60

OSA 4 KÄYTTÖ
)
)
)
PT-24 poltin
Materiaali:
Ampeeria:
Plasmakaasu:
Suojakaasu:
Suojaseoskaasu:
Hiiliteräs
35
Happi (O2) @ 125 psi (8.6 bar)
Typpi (N2) @ 125 psi (8.6 bar)
Happi (O2) @ 125 psi (8.6 bar)
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vesikynnys
Vesikynnys
VesikynnysVesikynnys
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----rengas
rengas
rengasrengas
P/
P/N 638797
N 638797
P/P/
N 638797N 638797
OOOO----rengas
rengas
rengasrengas
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21536 (3 reikää
P/N 21536 (3 reikää)
P/N 21536 (3 reikää
P/N 21536 (3 reikää
Suutin
Suutin
Suutin Suutin
P/N
P/N 21541, "B"
21541, "B"
P/N P/N
21541, "B"21541, "B"
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitinSuuttimen pidike/hajoitin
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakup
Suojakuppieriste
SuojakupSuojakup
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja Eristinsuojuksen pidike ja
oooo----rengas P/N 21712
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
pieriste
pieristepieriste
4-26
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
ainoat kaksi
vaihdettavissa olevaa
osaa, jotka voivat
muuttua ampeeriluvun
mukana
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 61

OSA 4 KÄYTTÖ
Prosessitiedot
PG
PG
PGPG
O
Materiaalin paksuus
IN 14GA 0.125 0.135 0.187 0.250
MM 1,9 3,2 3,4 4,7 6,4
Puhkaisuviive (sek.)
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
SG1-aloitus 50 50 50 50 50
SG1- leikkaus 0 0 0 0 0
2
0 0 0 0 0
38 38 38 38 38
15 15 15 15 15
SG1
SG1 SG2
SG1SG1
N
35 Ampeeria
Hiiliteräs
SG2
SG2SG2
2
O
2
SG2- leikkaus 6 6 6 6 6
Virtauslukema
Kaarijännite (ilmaväli)
113 119 120 122 124
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari – KORKEA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
80 55 52 40 30
3032 1397 1320 1016 762
Precision Plasma ja elektroninen virtauksen ohjaus -
4-27
Page 62

OSA 4 KÄYTTÖ
)
)
)
PT-24 poltin
Materiaali:
Ampeeria:
Plasmakaasu:
Suojakaasu:
Suojaseoskaasu:
Hiiliteräs
45
Happi (O2) @ 125 psi (8.6 bar)
Typpi (N2) @ 125 psi (8.6 bar)
Happi (O2) @ 125 psi (8.6 bar)
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vesikynnys
Vesikynnys
VesikynnysVesikynnys
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----rengas
rengas
rengasrengas
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----rengas
rengas
rengasrengas
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21692 (4 reikää
P/N 21692 (4 reikää)
P/N 21692 (4 reikää
P/N 21692 (4 reikää
Suutin
Suutin
Suutin Suutin
P/N
P/N 21542, "C"
21542, "C"
P/N P/N
21542, "C"21542, "C"
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitinSuuttimen pidike/hajoitin
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakuppieriste
Suojakuppieriste
SuojakuppieristeSuojakuppieriste
P/N 2201
P/N 22010000
P/N 2201P/N 2201
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja Eristinsuojuksen pidike ja
oooo----rengas P/N 21712
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
4-28
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
ainoat kaksi
vaihdettavissa olevaa
osaa, jotka voivat
muuttua ampeeriluvun
mukana
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 63

OSA 4 KÄYTTÖ
Prosessitiedot
PG
PG
PGPG
O
Materiaalin paksuus
IN 0.125 0.135 0.187 0.250 0.375
MM 3,2 3,4 4,7 6,4 9,5
Puhkaisuviive (sek.)
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
SG1-aloitus 50 50 50 50 50
SG1- leikkaus 16 16 16 16 10
2
0.3 0.3 0.3 0.3 0.4
50 50 50 50 50
20 20 20 20 20
SG1
SG1 SG2
SG1SG1
N
45 Ampeeria
Hiiliteräs
SG2
SG2SG2
2
O
2
SG2- leikkaus 0 0 0 0 0
Virtauslukema
Kaarijännite (ilmaväli)
108 111 114 121 124
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari – KORKEA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
60 50 45 35 20
1524 1270 1143 889 508
Precision Plasma ja elektroninen virtauksen ohjaus -
4-29
Page 64

OSA 4 KÄYTTÖ
)
)
)
PT-24 poltin
Materiaali:
Ampeeria:
Plasmakaasu:
Suojakaasu:
Suojaseoskaasu:
Hiiliteräs
70
Happi (O2) @ 125 psi (8.6 bar)
Typpi (N2) @ 125 psi (8.6 bar)
Happi (O2) @ 125 psi (8.6 bar)
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vesikynnys
Vesikynnys
VesikynnysVesikynnys
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----rengas
rengas
rengasrengas
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----rengas
rengas
rengasrengas
P/
P/N 86W62
N 86W62
P/P/
N 86W62N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21692 (4 reikää
P/N 21692 (4 reikää)
P/N 21692 (4 reikää
P/N 21692 (4 reikää
Suutin
Suutin
Suutin Suutin
P/N
P/N 21543, "D"
21543, "D"
P/N P/N
21543, "D"21543, "D"
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitinSuuttimen pidike/hajoitin
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakuppieriste
Suojakuppieriste
SuojakuppieristeSuojakuppieriste
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja Eristinsuojuksen pidike ja
oooo----rengas P/N 21712
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
4-30
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
ainoat kaksi
vaihdettavissa olevaa
osaa, jotka voivat
muuttua ampeeriluvun
mukana
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 65

OSA 4 KÄYTTÖ
Prosessitiedot
PG
PG
PGPG
O
Materiaalin paksuus
IN 0.187 0.250 0.312 0.375 0.500 0.625
MM 4,7 6,4 7,9 9,5 12,7 12,9
Puhkaisuviive (sek.)
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
SG1-aloitus 60 60 60 60 60 60
SG1- leikkaus 33 33 33 33 20 20
2
0 0 0 0.1 0.2 0.5
60 60 60 60 60 60
25 25 25 25 25 25
SG1
SG1 SG2
SG1SG1
N
70 Ampeeria
Hiiliteräs
SG2
SG2SG2
2
O
2
SG2- leikkaus 0 0 0 0 0 0
Virtauslukema
Kaarijännite (ilmaväli)
108 110 114 113 135 140
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari – KORKEA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
110 100 70 60 30 25
2794 2413 1778 1524 762 635
Precision Plasma ja elektroninen virtauksen ohjaus -
4-31
Page 66

OSA 4 KÄYTTÖ
)
)
)
PT-24 poltin
Materiaali:
Ampeeria:
Plasmakaasu:
Suojakaasu:
Suojaseoskaasu:
Hiiliteräs
100
Happi (O2) @ 125 psi (8.6 bar)
Typpi (N2) @ 125 psi (8.6 bar)
Happi (O2) @ 125 psi (8.6 bar)
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vesikynnys
Vesikynnys
VesikynnysVesikynnys
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----rengas
rengas
rengasrengas
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----rengas
rengas
rengasrengas
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N
P/N 98W18
98W18
P/NP/N
98W18 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21692 (4 reikää
P/N 21692 (4 reikää)
P/N 21692 (4 reikää
P/N 21692 (4 reikää
Suutin
Suutin
Suutin Suutin
P/N
P/N 21923, "E"
21923, "E"
P/N P/N
21923, "E"21923, "E"
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitinSuuttimen pidike/hajoitin
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakuppieriste
Suojakuppieriste
SuojakuppieristeSuojakuppieriste
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja Eristinsuojuksen pidike ja
oooo----rengas P/N 2171
rengas P/N 21712222
rengas P/N 2171rengas P/N 2171
4-32
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
ainoat kaksi
vaihdettavissa olevaa
osaa, jotka voivat
muuttua ampeeriluvun
mukana
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 67

OSA 4 KÄYTTÖ
Prosessitiedot
PG
PG
PGPG
O
Materiaalin paksuus
IN 0.312 0.375 0.500 0.625 0.750
MM 7,9 9,5 12,9 15,9 19,1
Puhkaisuviive (sek.)
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
SG1-aloitus 60 60 60 60 60
SG1- leikkaus 30 30 30 30 30
2
0 0 0.1 0.1 0.1
80 80 80 80 80
30 30 30 30 30
SG1
SG1 SG2
SG1SG1
N
100 Ampeeria
Hiiliteräs
SG2
SG2SG2
2
O
2
SG2- leikkaus 0 0 0 0 0
Virtauslukema
Kaarijännite (ilmaväli)
115 120 132 137 143
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari – KORKEA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
90 80 50 30 25
2290 2030 1270 760 630
Precision Plasma ja elektroninen virtauksen ohjaus -
4-33
Page 68

OSA 4 KÄYTTÖ
)
)
)
PT-24 poltin
Materiaali:
Ampeeria:
Plasmakaasu:
Suojakaasu:
Suojaseoskaasu:
Ruostumaton teräs
30
Happi (O2) @ 125 psi (8.6 bar)
Typpi (N2) @ 125 psi (8.6 bar)
Happi (O2) @ 125 psi (8.6 bar)
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vesikynnys
Vesikynnys
VesikynnysVesikynnys
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----rengas
rengas
rengasrengas
P/N
P/N 638797
638797
P/N P/N
638797 638797
OOOO----rengas
rengas
rengasrengas
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21536 (3 reikää
P/N 21536 (3 reikää)
P/N 21536 (3 reikää
P/N 21536 (3 reikää
Suutin
Suutin
Suutin Suutin
P/N
P/N 21541, "B"
21541, "B"
P/N P/N
21541, "B"21541, "B"
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitinSuuttimen pidike/hajoitin
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakuppi
Suojakuppieriste
SuojakuppiSuojakuppi
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja Eristinsuojuksen pidike ja
oooo----rengas P/N 21712
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
eriste
eristeeriste
4-34
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
ainoat kaksi
vaihdettavissa olevaa
osaa, jotka voivat
muuttua ampeeriluvun
mukana
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 69

OSA 4 KÄYTTÖ
Prosessitiedot
PG
PG
PGPG
O
Materiaalin paksuus
IN 26GA 24GA 22GA 18GA 16GA
MM 0,4 0,6 0,7 1,2 1,6
Puhkaisuviive (sek.)
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
SG1-aloitus 40 40 40 40 40
SG1- leikkaus 20 20 20 20 20
2
0 0 0 0 0
45 45 45 45 45
18 18 18 18 18
SG1
SG1 SG2
SG1SG1
N
30 Ampeeria
Ruostumaton teräs
SG2
SG2SG2
2
O
2
SG2- leikkaus 5 5 5 5 5
Virtauslukema
Kaarijännite (ilmaväli)
105 105 107 109 111
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari – MATALA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
250 200 190 140 100
6350 5080 4826 3556 2540
Precision Plasma ja elektroninen virtauksen ohjaus -
4-35
Page 70

OSA 4 KÄYTTÖ
)
)
)
PT-24 poltin
Materiaali:
Ampeeria:
Plasmakaasu:
Suojakaasu:
Suojaseoskaasu:
Ruostumaton teräs
50
Air @ 125 psi (8.6 bar)
Air @ 125 psi (8.6 bar)
Air @ 125 psi (8.6 bar)
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vesikynnys
Vesikynnys
VesikynnysVesikynnys
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----rengas
rengas
rengasrengas
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----rengas
rengas
rengasrengas
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21692 (4 reikää
P/N 21692 (4 reikää)
P/N 21692 (4 reikää
P/N 21692 (4 reikää
Suutin
Suutin
Suutin Suutin
P/N
P/N 21542, "C"
21542, "C"
P/N P/N
21542, "C"21542, "C"
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitinSuuttimen pidike/hajoitin
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakuppieriste
Suojakuppieriste
SuojakuppieristeSuojakuppieriste
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja Eristinsuojuksen pidike ja
oooo----rengas P/N 21712
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
4-36
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
ainoat kaksi
vaihdettavissa olevaa
osaa, jotka voivat
muuttua ampeeriluvun
mukana
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 71

OSA 4 KÄYTTÖ
Prosessitiedot
PG
PG
PGPG
Materiaalin paksuus
IN 0.125 0.187 0.250 0.375
MM 3,2 4,7 6,4 9,5
Puhkaisuviive (sek.)
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
SG1-aloitus 45 45 45 45
SG1- leikkaus 35 35 35 35
Air Air Air
0 0 01 0.2
60 60 60 60
95 95 95 95
SG1
SG1 SG2
SG1SG1
50 Ampeeria
Ruostumaton teräs
SG2
SG2SG2
SG2- leikkaus 0 0 0 0
Virtauslukema
Kaarijännite (ilmaväli)
134 140 145 155
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari – KORKEA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
90 60 40 18
2286 1524 1016 457
Precision Plasma ja elektroninen virtauksen ohjaus -
4-37
Page 72

OSA 4 KÄYTTÖ
)
)
)
PT-24 poltin
Materiaali:
Ampeeria:
Plasmakaasu:
Suojakaasu:
Suojaseoskaasu:
Ruostumaton teräs
70
Air @ 125 psi (8.6 bar)
Air @ 125 psi (8.6 bar)
Air @ 125 psi (8.6 bar)
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vesikynnys
Vesikynnys
VesikynnysVesikynnys
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----rengas
rengas
rengasrengas
P/N 6
P/N 638797
38797
P/N 6P/N 6
3879738797
OOOO----rengas
rengas
rengasrengas
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21692 (4 reikää
P/N 21692 (4 reikää)
P/N 21692 (4 reikää
P/N 21692 (4 reikää
Suutin
Suutin
Suutin Suutin
P/N
P/N 21543, "D"
21543, "D"
P/N P/N
21543, "D"21543, "D"
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitinSuuttimen pidike/hajoitin
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakuppi
Suojakuppieriste
SuojakuppiSuojakuppi
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja Eristinsuojuksen pidike ja
oooo----rengas P/N 21712
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
eriste
eristeeriste
4-38
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
ainoat kaksi
vaihdettavissa olevaa
osaa, jotka voivat
muuttua ampeeriluvun
mukana
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 73

OSA 4 KÄYTTÖ
Prosessitiedot
PG
PG
PGPG
Materiaalin paksuus
IN 0.187 0.250 0.375 0.500
MM 4,7 6,4 9,5 12,7
Puhkaisuviive (sek.)
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
SG1-aloitus 60 60 60 60
SG1- leikkaus 40 40 40 40
Air Air Air
0.3 0.4 0.5 0.6
70 70 70 70
95 95 95 95
SG1
SG1 SG2
SG1SG1
70 Ampeeria
Ruostumaton teräs
SG2
SG2SG2
SG2- leikkaus 0 0 0 0
Virtauslukema
Kaarijännite (ilmaväli)
131 152 158 162
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari – KORKEA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
100 50 28 20
2540 1270 711 609
Precision Plasma ja elektroninen virtauksen ohjaus -
4-39
Page 74

OSA 4 KÄYTTÖ
)
)
)
PT-24 poltin
Materiaali:
Ampeeria:
Plasmakaasu:
Suojakaasu:
Suojaseoskaasu:
Ruostumaton teräs
100
Air @ 125 psi (8.6 bar)
Air @ 125 psi (8.6 bar)
Air @ 100 psi (6.9 bar)
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vesikynnys
Vesikynnys
VesikynnysVesikynnys
P/N
P/N 21725
21725
P/N P/N
21725 21725
OOOO----rengas
rengas
rengasrengas
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----rengas
rengas
rengasrengas
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21692 (4 reikää
P/N 21692 (4 reikää)
P/N 21692 (4 reikää
P/N 21692 (4 reikää
Suutin
Suutin
Suutin Suutin
P/N
P/N 21923, "E"
21923, "E"
P/N P/N
21923, "E"21923, "E"
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitinSuuttimen pidike/hajoitin
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakuppieriste
Suojakuppieriste
SuojakuppieristeSuojakuppieriste
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja Eristinsuojuksen pidike ja
oooo----rengas P/N 21712
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
4-40
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
ainoat kaksi
vaihdettavissa olevaa
osaa, jotka voivat
muuttua ampeeriluvun
mukana
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 75

OSA 4 KÄYTTÖ
Prosessitiedot
PG
PG SG1
PGPG
Materiaalin paksuus
IN 0.250 0.375 0.500 0.625
MM 6,4 9,5 12,7 15,9
Puhkaisuviive (sek.)
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
SG1-aloitus 60 60 60 60
SG1- leikkaus 35 35 35 40
Air Air Air
0.3 0.4 0.5 0.6
80 80 80 80
65 65 65 70
100 Ampeeria
Ruostumaton teräs
SG1 SG2
SG1SG1
SG2
SG2SG2
SG2- leikkaus 0 0 0 0
Virtauslukema
Kaarijännite (ilmaväli)
129 135 142 150
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari – KORKEA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
80 60 35 25
2030 1520 889 635
Precision Plasma ja elektroninen virtauksen ohjaus -
4-41
Page 76

OSA 4 KÄYTTÖ
)
)
)
PT-24 poltin
Materiaali:
Ampeeria:
Plasmakaasu:
Suojakaasu:
Suojaseoskaasu:
Ruostumaton teräs
70
Air @ 125 psi (8.6 bar)
Air @ 125 psi (8.6 bar)
Metaani (CH4) @ 100 psi (6.9 bar)
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vesikynnys
Vesikynnys
VesikynnysVesikynnys
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----rengas
rengas
rengasrengas
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----rengas
rengas
rengasrengas
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21692 (4 reikää
P/N 21692 (4 reikää)
P/N 21692 (4 reikää
P/N 21692 (4 reikää
Suutin
Suutin
Suutin Suutin
P/N
P/N 21543, "D"
21543, "D"
P/N P/N
21543, "D"21543, "D"
Suuttim
Suuttimen pidike/hajoitin
SuuttimSuuttim
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakuppieriste
Suojakuppieriste
SuojakuppieristeSuojakuppieriste
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja Eristinsuojuksen pidike ja
oooo----rengas P/N 21712
en pidike/hajoitin
en pidike/hajoitinen pidike/hajoitin
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
4-42
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
ainoat kaksi
vaihdettavissa olevaa
osaa, jotka voivat
muuttua ampeeriluvun
mukana
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 77

OSA 4 KÄYTTÖ
Prosessitiedot
PG
PG
PGPG
Materiaalin paksuus
IN 0.125 0.187 0.250 0.387 0.500
MM 3,2 4,7 6,4 9,5 12,7
Puhkaisuviive (sek.)
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
SG1-aloitus 60 60 60 60 60
SG1- leikkaus 40 40 40 40 40
Air Air CH
0.2 0.3 0.4 0.5 0.6
70 70 70 70 70
100 100 100 100 100
SG1
SG1 SG2
SG1SG1
70 Ampeeria
Ruostumaton teräs
SG2
SG2SG2
4
SG2- leikkaus 10 10 10 10 10
Virtauslukema
Kaarijännite (ilmaväli)
131 146 154 166 175
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari – KORKEA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
120 80 50 30 24
3048 2032 1270 762 609
Precision Plasma ja elektroninen virtauksen ohjaus -
4-43
Page 78

OSA 4 KÄYTTÖ
)
)
)
PT-24 poltin
Materiaali:
Ampeeria:
Plasmakaasu:
Suojakaasu:
Suojaseoskaasu:
Ruostumaton teräs
100
Air @ 125 psi (8.6 bar)
Air @ 125 psi (8.6 bar)
Metaani (CH4) @ 100 psi (6.9 bar)
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vesikynnys
Vesikynnys
VesikynnysVesikynnys
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----rengas
rengas
rengasrengas
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----rengas
rengas
rengasrengas
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21692 (4 reikää
P/N 21692 (4 reikää)
P/N 21692 (4 reikää
P/N 21692 (4 reikää
Suutin
Suutin
Suutin Suutin
P/N
P/N 21923, "E"
21923, "E"
P/N P/N
21923, "E"21923, "E"
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitinSuuttimen pidike/hajoitin
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suoja
Suojakuppieriste
kuppieriste
SuojaSuoja
kuppieristekuppieriste
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja Eristinsuojuksen pidike ja
oooo----rengas P/N 21712
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
4-44
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
ainoat kaksi
vaihdettavissa olevaa
osaa, jotka voivat
muuttua ampeeriluvun
mukana
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 79

OSA 4 KÄYTTÖ
Prosessitiedot
PG
PG
PGPG
Materiaalin paksuus
IN 0.250 0.375 0.500 0.625
MM 6,4 9,5 12,7 15,9
Puhkaisuviive (sek.)
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
SG1-aloitus 60 60 60 60
SG1- leikkaus 40 40 40 40
Air Air CH
0.3 0.4 0.5 0.6
80 80 80 80
100 100 100 100
SG1
SG1 SG2
SG1SG1
100 Ampeeria
Ruostumaton teräs
SG2
SG2SG2
4
SG2- leikkaus 7 10 10 10
Virtauslukema
Kaarijännite (ilmaväli)
140 150 159 170
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari – KORKEA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
80 60 35 25
2030 1524 889 635
Precision Plasma ja elektroninen virtauksen ohjaus -
4-45
Page 80

OSA 4 KÄYTTÖ
)
)
)
PT-24 poltin
Materiaali:
Ampeeria:
Plasmakaasu:
Suojakaasu:
Suojaseoskaasu:
Ruostumaton teräs
50
Typpi (N2) @ 125 psi (8.6 bar)
Typpi (N2) @ 125 psi (8.6 bar)
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vesikynnys
Vesikynnys
VesikynnysVesikynnys
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----rengas
rengas
rengasrengas
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----rengas
rengas
rengasrengas
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21692 (4 reikää
P/N 21692 (4 reikää)
P/N 21692 (4 reikää
P/N 21692 (4 reikää
Suutin
Suutin
Suutin Suutin
P/N
P/N 21542, "C"
21542, "C"
P/N P/N
21542, "C"21542, "C"
Suuttim
Suuttimen pidike/hajoitin
SuuttimSuuttim
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakuppieriste
Suojakuppieriste
SuojakuppieristeSuojakuppieriste
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja Eristinsuojuksen pidike ja
oooo----rengas P/N 21712
en pidike/hajoitin
en pidike/hajoitinen pidike/hajoitin
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
4-46
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
ainoat kaksi
vaihdettavissa olevaa
osaa, jotka voivat
muuttua ampeeriluvun
mukana
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 81

OSA 4 KÄYTTÖ
Prosessitiedot
PG
PG
PGPG
N
Materiaalin paksuus
IN 0.125 0.187 0.250 0.375
MM 3,2 4,7 6,4 9,5
Puhkaisuviive (sek.)
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
SG1-aloitus 45 45 45 45
SG1- leikkaus 35 35 35 35
2
0 0 0.1 0.2
60 60 60 60
85 85 85 85
SG1
SG1 SG2
SG1SG1
N
50 Ampeeria
Ruostumaton teräs
SG2
SG2SG2
2
SG2- leikkaus 0 0 0 0
Virtauslukema
Kaarijännite (ilmaväli)
128 133 144 155
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari – KORKEA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
90 60 40 22
2286 1524 1016 558
Precision Plasma ja elektroninen virtauksen ohjaus -
4-47
Page 82

OSA 4 KÄYTTÖ
)
)
)
PT-24 poltin
Materiaali:
Ampeeria:
Plasmakaasu:
Suojakaasu:
Suojaseoskaasu:
Ruostumaton teräs
70
Typpi (N2) @ 125 psi (8.6 bar)
Typpi (N2) @ 125 psi (8.6 bar)
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vesik
Vesikynnys
ynnys
VesikVesik
ynnysynnys
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----rengas
rengas
rengasrengas
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----rengas
rengas
rengasrengas
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21692 (4 reikää
P/N 21692 (4 reikää)
P/N 21692 (4 reikää
P/N 21692 (4 reikää
Suutin
Suutin
Suutin Suutin
P/N
P/N 21543, "D"
21543, "D"
P/N P/N
21543, "D"21543, "D"
Suuttimen pidik
Suuttimen pidike/hajoitin
Suuttimen pidikSuuttimen pidik
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakuppieriste
Suojakuppieriste
SuojakuppieristeSuojakuppieriste
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja Eristinsuojuksen pidike ja
oooo----rengas P/N 21712
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
e/hajoitin
e/hajoitine/hajoitin
4-48
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
ainoat kaksi
vaihdettavissa olevaa
osaa, jotka voivat
muuttua ampeeriluvun
mukana
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 83

OSA 4 KÄYTTÖ
Prosessitiedot
PG
PG
PGPG
N
Materiaalin paksuus
IN 0.187 0.250 0.375 0.500
MM 4,7 6,4 9,5 12,7
Puhkaisuviive (sek.)
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
SG1-aloitus 60 60 60 60
SG1- leikkaus 40 40 40 40
2
0.3 0.4 0.5 0.6
70 70 70 70
95 95 95 95
SG1
SG1 SG2
SG1SG1
N
70 Ampeeria
Ruostumaton teräs
SG2
SG2SG2
2
SG2- leikkaus 0 0 0 0
Virtauslukema
Kaarijännite (ilmaväli)
132 150 154 159
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari – KORKEA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
75 50 28 24
1905 1270 711 609
Precision Plasma ja elektroninen virtauksen ohjaus -
4-49
Page 84

OSA 4 KÄYTTÖ
)
)
)
PT-24 poltin
Materiaali:
Ampeeria:
Plasmakaasu:
Suojakaasu:
Suojaseoskaasu:
Ruostumaton teräs
100
Typpi (N2) @ 125 psi (8.6 bar)
Typpi (N2) @ 125 psi (8.6 bar)
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/N 21758
P/N 21758
P/N 21758P/N 21758
VVVVesikynnys
esikynnys
esikynnysesikynnys
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----rengas
rengas
rengasrengas
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----rengas
rengas
rengasrengas
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21692 (4 reikää
P/N 21692 (4 reikää)
P/N 21692 (4 reikää
P/N 21692 (4 reikää
Suutin
Suutin
Suutin Suutin
P/N
P/N 21923, "E"
21923, "E"
P/N P/N
21923, "E"21923, "E"
Suuttimen pidik
Suuttimen pidike/hajoitin
Suuttimen pidikSuuttimen pidik
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakuppieriste
Suojakuppieriste
SuojakuppieristeSuojakuppieriste
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja Eristinsuojuksen pidike ja
oooo----rengas P/N 21712
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
e/hajoitin
e/hajoitine/hajoitin
4-50
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
ainoat kaksi
vaihdettavissa olevaa
osaa, jotka voivat
muuttua ampeeriluvun
mukana
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 85

OSA 4 KÄYTTÖ
Prosessitiedot
PG
PG
PGPG
N
Materiaalin paksuus
IN 0.250 0.375 0.500 0.625
MM 6,4 9,5 12,7 15,9
Puhkaisuviive (sek.)
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
SG1-aloitus 60 60 60 60
SG1- leikkaus 50 35 35 35
2
0.3 0.4 0.5 0.6
80 80 80 80
95 95 95 95
SG1
SG1 SG2
SG1SG1
N
100 Ampeeria
Ruostumaton teräs
SG2
SG2SG2
2
SG2- leikkaus 0 0 0 0
Virtauslukema
Kaarijännite (ilmaväli)
135 145 153 157
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari – KORKEA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
80 60 35 25
2032 1520 889 635
Precision Plasma ja elektroninen virtauksen ohjaus -
4-51
Page 86

OSA 4 KÄYTTÖ
)
)
)
PT-24 poltin
Materiaali:
Ampeeria:
Plasmakaasu:
Suojakaasu:
Suojaseoskaasu:
Ruostumaton teräs
70
Typpi (N2) @ 125 psi (8.6 bar)
Typpi (N2) @ 125 psi (8.6 bar)
Metaani (CH4) @ 100 psi (6.9 bar)
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vesikynnys
Vesikynnys
VesikynnysVesikynnys
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----rengas
rengas
rengasrengas
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----rengas
rengas
rengasrengas
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21692 (4 reikää
P/N 21692 (4 reikää)
P/N 21692 (4 reikää
P/N 21692 (4 reikää
Suutin
Suutin
Suutin Suutin
P/N
P/N 21543, "D"
21543, "D"
P/N P/N
21543, "D"21543, "D"
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitinSuuttimen pidike/hajoitin
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakuppieriste
Suojakuppieriste
SuojakuppieristeSuojakuppieriste
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja Eristinsuojuksen pidike ja
oooo----rengas P/N 21712
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
4-52
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
ainoat kaksi
vaihdettavissa olevaa
osaa, jotka voivat
muuttua ampeeriluvun
mukana
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 87

OSA 4 KÄYTTÖ
Prosessitiedot
PG
PG
PGPG
N
Materiaalin paksuus
IN 0.187 0.250 0.375 0.500
MM 4,7 6,4 9,5 12,7
Puhkaisuviive (sek.)
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
SG1-aloitus 60 60 60 60
SG1- leikkaus 43 43 43 43
2
0.3 0.4 0.5 0.6
75 75 75 75
85 85 85 85
SG1
SG1 SG2
SG1SG1
N
70 Ampeeria
Ruostumaton teräs
SG2
SG2SG2
CH
2
4
SG2- leikkaus 5 5 5 5
Virtauslukema
Kaarijännite (ilmaväli)
136 150 159 162
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari – KORKEA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
75 50 28 24
1905 1270 711 609
Precision Plasma ja elektroninen virtauksen ohjaus -
4-53
Page 88

OSA 4 KÄYTTÖ
)
)
)
PT-24 poltin
Materiaali:
Ampeeria:
Plasmakaasu:
Suojakaasu:
Suojaseoskaasu:
Ruostumaton teräs
100
Typpi (N2) @ 125 psi (8.6 bar)
Typpi (N2) @ 125 psi (8.6 bar)
Metaani (CH4) @ 100 psi (6.9 bar)
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
PPPP/N 21758
/N 21758
/N 21758/N 21758
Vesikynnys
Vesikynnys
VesikynnysVesikynnys
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----rengas
rengas
rengasrengas
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----rengas
rengas
rengasrengas
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21692 (4 reikää
P/N 21692 (4 reikää)
P/N 21692 (4 reikää
P/N 21692 (4 reikää
Suutin
Suutin
Suutin Suutin
P/N
P/N 21923, "E"
21923, "E"
P/N P/N
21923, "E"21923, "E"
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitinSuuttimen pidike/hajoitin
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakuppieriste
Suojakuppieriste
SuojakuppieristeSuojakuppieriste
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja Eristinsuojuksen pidike ja
oooo----rengas P/N 21712
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
4-54
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
vaihdettavissa olevaa
muuttua ampeeriluvun
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
ainoat kaksi
osaa, jotka voivat
mukana
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 89
OSA 4 KÄYTTÖ
Prosessitiedot
PG
PG
PGPG
N
Materiaalin paksuus
IN 0.250 0.375 0.500 0.625
MM 6,4 9,5 12,7 5,9
Puhkaisuviive (sek.)
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
SG1-aloitus 50 70 60 42
SG1- leikkaus 45 45 45 42
2
0.3 0.4 0.5 0.6
80 80 80 80
95 95 95 95
SG1
SG1 SG2
SG1SG1
N
100 Ampeeria
Ruostumaton teräs
SG2
SG2SG2
CH
2
4
SG2- leikkaus 5 5 5 7
Virtauslukema
Kaarijännite (ilmaväli)
138 150 162 170
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari – KORKEA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
80 60 35 25
2032 1524 889 635
Precision Plasma ja elektroninen virtauksen ohjaus -
4-55
Page 90

OSA 4 KÄYTTÖ
(
Plasmamerkintä “ B” Suutin
PT-24 poltin
Ampeeria:
10
Plasmakaasu: Argon @ 125 PSI / 8.6 Bar
Suojakaasu: Air @ 125 PSI/ 8.6 Bar
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vesikynnys
Vesikynnys
VesikynnysVesikynnys
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----rengas
rengas
rengasrengas
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----rengas
rengas
rengasrengas
P/N 86W
P/N 86W62
P/N 86WP/N 86W
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21692 (3 reikää)
P/N 21692 (3 reikää)
P/N 21692
Suutin
Suutin
Suutin Suutin
P/N 21541 “B”
P/N 21541 “B”
P/N 21541 “B”P/N 21541 “B”
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitinSuuttimen pidike/hajoitin
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakuppieriste
Suojakuppieriste
SuojakuppieristeSuojakuppieriste
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eri
Eristinsuojuksen pidike ja
stinsuojuksen pidike ja
EriEri
stinsuojuksen pidike ja stinsuojuksen pidike ja
oooo----rengas P/N 21712
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
62
6262
3 reikää) P/N 21692 (3 reikää)
4-56
Precision Plasma ja elektroninen virtauksen ohjaus -
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
vaihdettavissa olevaa
muuttua ampeeriluvun
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
ainoat kaksi
osaa, jotka voivat
mukana
Page 91

OSA 4 KÄYTTÖ
Plasmamerkintä
Prosessitiedot
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
Virtauslukema
SG1-aloitus 35
SG1- leikkaus 35
SG2- leikkaus 0
35
35
“ B” Suutin
10 Ampeeria
Kaarijännite (ilmaväli)
77
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari – KORKEA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
200
5080
Precision Plasma ja elektroninen virtauksen ohjaus -
4-57
Page 92

OSA 4 KÄYTTÖ
(
)
)
Plasmamerkintä “ B” Suutin
PT-24 poltin
Ampeeria:
15
Plasmakaasu: Argon @ 125 PSI / 8.6 Bar
Suojakaasu: Air @ 125 PSI/ 8.6 Bar
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vesikynnys
Vesikynnys
VesikynnysVesikynnys
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----rengas
rengas
rengasrengas
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----rengas
rengas
rengasrengas
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21536 (3 reikää)
P/N 21536 (3 reikää)
P/N 21536 (3 reikää
P/N 21536
Suutin
Suutin
Suutin Suutin
P/N 21541 “B”
P/N 21541 “B”
P/N 21541 “B”P/N 21541 “B”
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitinSuuttimen pidike/hajoitin
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakuppieriste
Suojakuppieriste
SuojakuppieristeSuojakuppieriste
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja Eristinsuojuksen pidike ja
oooo----rengas P/N 21712
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
3 reikää
4-58
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
KKKKuppisuojus ja pidike
uppisuojus ja pidike
uppisuojus ja pidikeuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
vaihdettavissa olevaa
muuttua ampeeriluvun
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
ainoat kaksi
osaa, jotka voivat
mukana
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 93

OSA 4 KÄYTTÖ
Plasmamerkintä
Prosessitiedot
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
Virtauslukema
SG1-aloitus 35
SG1- leikkaus 35
SG2- leikkaus 0
35
35
“ B” Suutin
15 Ampeeria
Kaarijännite (ilmaväli)
77
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari – KORKEA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
300
7620
Precision Plasma ja elektroninen virtauksen ohjaus -
4-59
Page 94

OSA 4 KÄYTTÖ
(
)
)
Plasmamerkintä “ C” Suutin
PT-24 poltin
Ampeeria:
10
Plasmakaasu: Argon @ 125 PSI / 8.6 Bar
Suojakaasu: Air @ 125 PSI/ 8.6 Bar
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vesikynnys
Vesikynnys
VesikynnysVesikynnys
PPPP/N 21725
/N 21725
/N 21725/N 21725
OOOO----rengas
rengas
rengasrengas
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----rengas
rengas
rengasrengas
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21692 (4 reikää)
P/N 21692 (4 reikää)
P/N 21692 (4 reikää
P/N 21692
Suutin
Suutin
Suutin Suutin
P/N 21542 “C”
P/N 21542 “C”
P/N 21542 “C”P/N 21542 “ C”
Suuttimen pidik
Suuttimen pidike/hajoitin
Suuttimen pidikSuuttimen pidik
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakuppieriste
Suojakuppieriste
SuojakuppieristeSuojakuppieriste
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja Eristinsuojuksen pidike ja
oooo----rengas P/N 21712
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
4 reikää
e/hajoitin
e/hajoitine/hajoitin
4-60
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
vaihdettavissa olevaa
muuttua ampeeriluvun
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
ainoat kaksi
osaa, jotka voivat
mukana
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 95

OSA 4 KÄYTTÖ
Plasmamerkintä
Prosessitiedot
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
Virtauslukema
SG1-aloitus 37
SG1- leikkaus 37
SG2- leikkaus 0
62
62
“ C” Suutin
10 Ampeeria
Kaarijännite (ilmaväli)
77
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari – KORKEA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
100
2540
Precision Plasma ja elektroninen virtauksen ohjaus -
4-61
Page 96

OSA 4 KÄYTTÖ
(
)
)
Plasmamerkintä “ C” Suutin
PT-24 poltin
Ampeeria:
15
Plasmakaasu: Argon @ 125 PSI / 8.6 Bar
Suojakaasu: Air @ 125 PSI/ 8.6 Bar
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vesikynnys
Vesikynnys
VesikynnysVesikynnys
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----rengas
rengas
rengasrengas
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----rengas
rengas
rengasrengas
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N 98W
P/N 98W18
P/N 98WP/N 98W
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21692 (4 reikää)
P/N 21692 (4 reikää)
P/N 21692 (4 reikää
P/N 21692
Suutin
Suutin
Suutin Suutin
P/N 21542 “C”
P/N 21542 “C”
P/N 21542 “C”P/N 21542 “ C”
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitinSuuttimen pidike/hajoitin
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakuppieriste
Suojakuppieriste
SuojakuppieristeSuojakuppieriste
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja Eristinsuojuksen pidike ja
oooo----rengas P/N 21712
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
18
1818
4 reikää
4-62
OOOO----reng
rengas
as -
- Suojuksen
rengreng
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
vaihdettavissa olevaa
osaa, jotka voivat
muuttua ampeeriluvun
Suojuksen
as as
--
Suojuksen Suojuksen
ainoat kaksi
mukana
Precision Plasma ja elektroninen virtauksen ohjaus -
Page 97

OSA 4 KÄYTTÖ
Plasmamerkintä
Prosessitiedot
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
Virtauslukema
SG1-aloitus 35
SG1- leikkaus 35
SG2- leikkaus 0
62
62
“ C” Suutin
15 Ampeeria
Kaarijännite (ilmaväli)
77
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari – KORKEA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
200
5080
Precision Plasma ja elektroninen virtauksen ohjaus -
4-63
Page 98

OSA 4 KÄYTTÖ
(
)
)
/
/
Plasmamerkintä “ D” Suutin
PT-24 poltin
Ampeeria:
10
Plasmakaasu: Argon @ 125 PSI / 8.6 Bar
Suojakaasu: Air @ 125 PSI/ 8.6 Bar
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vesikynnys
Vesikynnys
VesikynnysVesikynnys
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----rengas
rengas
rengasrengas
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----rengas
rengas
rengasrengas
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21692 (4 reikää)
P/N 21692 (4 reikää)
P/N 21692 (4 reikää
P/N 21692
Suutin
Suutin
Suutin Suutin
PPPP/N 21543 “ D”
N 21543 “D”
N 21543 “D”/N 21543 “D”
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitinSuuttimen pidike/hajoitin
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakuppieriste
Suojakuppieriste
SuojakuppieristeSuojakuppieriste
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja
Eristinsuojuksen pidike ja Eristinsuojuksen pidike ja
oooo----rengas P/N 21712
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
4 reikää
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
vaihdettavissa olevaa
muuttua ampeeriluvun
4-64
Precision Plasma ja elektroninen virtauksen ohjaus -
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
ainoat kaksi
osaa, jotka voivat
mukana
Page 99

OSA 4 KÄYTTÖ
Plasmamerkintä
Prosessitiedot
Asetusparametrit (ks. huomautukset)
Plasman aloituskaasu 1
Plasmaleikkauskaasu 1
Suojakaasu
(Virtauslukema)
Virtauslukema
SG1-aloitus 100
SG1- leikkaus 100
SG2- leikkaus 0
77
77
“ D” Suutin
10 Ampeeria
Kaarijännite (ilmaväli)
77
Kulkunopeus
IPM
MM/MIN
Huomautuksia:
1. Apukaari – KORKEA.
2. Leikkaus ja ALT kaasuseos virtauksen ohjauksessa.
3. Uimuri – Pallon keskikohta
100
2540
Precision Plasma ja elektroninen virtauksen ohjaus -
4-65
Page 100

OSA 4 KÄYTTÖ
(
)
)
Plasmamerkintä “ D” Suutin
PT-24 poltin
Ampeeria:
15
Plasmakaasu: Argon @ 125 PSI / 8.6 Bar
Suojakaasu: Air @ 125 PSI/ 8.6 Bar
Polttimen runko
Polttimen runko
Polttimen runkoPolttimen runko
P/N 21758
P/N 21758
P/N 21758P/N 21758
Vesikynnys
Vesikynnys
VesikynnysVesikynnys
P/N 21725
P/N 21725
P/N 21725P/N 21725
OOOO----rengas
rengas
rengasrengas
P/N 638797
P/N 638797
P/N 638797P/N 638797
OOOO----rengas
rengas
rengasrengas
P/N 86W62
P/N 86W62
P/N 86W62P/N 86W62
OOOO----rengas
rengas
rengasrengas
P/N 950714
P/N 950714
P/N 950714P/N 950714
OOOO----rengas
rengas
rengasrengas
P/N 98W18
P/N 98W18
P/N 98W18P/N 98W18
Elektrodi
Elektrodi
ElektrodiElektrodi
P/N 21539
P/N 21539
P/N 21539P/N 21539
Pyörrekynnys
Pyörrekynnys
Pyörrekynnys Pyörrekynnys
P/N 21692 (4 reikää)
P/N 21692 (4 reikää)
P/N 21692 (4 reikää
P/N 21692
Suutin
Suutin
Suutin Suutin
P/N
P/N 21923, "E"
21923, "E"
P/N P/N
21923, "E"21923, "E"
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitin
Suuttimen pidike/hajoitinSuuttimen pidike/hajoitin
P/N 22007
P/N 22007
P/N 22007P/N 22007
Suojakuppieriste
Suojakuppieriste
SuojakuppieristeSuojakuppieriste
P/N 22010
P/N 22010
P/N 22010P/N 22010
Eristinsuojukse
Eristinsuojuksen pidike ja
EristinsuojukseEristinsuojukse
oooo----rengas P/N 21712
rengas P/N 21712
rengas P/N 21712rengas P/N 21712
4 reikää
n pidike ja
n pidike ja n pidike ja
4-66
OOOO----rengas
rengas -
rengas rengas
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)
pidike . (Ref. P/N 996528)pidike . (Ref. P/N 996528)
Kuppisuojus ja pidike
Kuppisuojus ja pidike
Kuppisuojus ja pidikeKuppisuojus ja pidike
P/N 22531
P/N 22531
P/N 22531P/N 22531
Kynnys ja suutin ovat
polttimen etupään
vaihdettavissa olevaa
muuttua ampeeriluvun
- Suojuksen
Suojuksen
--
Suojuksen Suojuksen
ainoat kaksi
osaa, jotka voivat
mukana
Precision Plasma ja elektroninen virtauksen ohjaus -
 Loading...
Loading...