

ESAB PRC 17-49, PRC 33-90, PRC 60-170 - A21 PRC 17-49, A21 PRC 33-90, A21 PRC 60-170 Instruction manual [es]

A21 PRC 17-49
A21 PRC 33-90
A21 PRC 60-170
101103105107109111102021110025108024042106023061104022041100020040060001
Bruksanvisning
Brugsanvisning
Bruksanvisning
Käyttöohjeet
Instruction manual
Betriebsanweisung
Manuel d’instructions
Gebruiksaanwijzing
Instrucciones de uso
Istruzioni per l’uso
Manual de instruções
ПдзгЯет чсЮуещт
Valid for serial no. 538--xxx--xxxx0443 934 101 060208

SVENSKA 3..............................................
DANSK 17................................................
NORSK 31................................................
SUOMI 45................................................
ENGLISH 59..............................................
DEUTSCH 73.............................................
FRANÇAIS 87.............................................
NEDERLANDS 101.........................................
ESPAÑOL 115..............................................
ITALIANO 130..............................................
PORTUGUÊS 144..........................................
ЕЛЛЗНЙКБ 158.............................................
Rätt till ändring av specifikationer utan avisering förbehålles.
Ret til ændring af specifikationer uden varsel forbeholdes.
Rett til å endre spesifikasjoner uten varsel forbeholdes.
Oikeudet muutoksiin pidätetään.
Rights reserved to alter specifications without notice.
Änderungen vorbehalten.
Sous réserve de modifications sans avis préalable.
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
Reservado el derecho de cambiar las especificaciones sin previo aviso.
Ci riserviamo il diritto di variare le specifiche senza preavviso.
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
ДйбфзсеЯфбй фп дйкбЯщмб фспрпрпЯзузт рспдйбгсбцюн ЧщсЯт рспейдпрпЯзуз.
-- 2 --

ESPAÑOL
1NORMATIVA 116.......................................................
2 SEGURIDAD 116.......................................................
3 INTRODUCCION 117...................................................
4 CARACTERÍSTICAS TÉCNICAS 119.....................................
5 INSTALACIÓN 119.....................................................
5.1 Conexión 120.................................................................
5.2 Instrucciones de montaje 121...................................................
6 OPERACIÓN 122.......................................................
6.1 Sujeción de la herramienta de soldeo 122........................................
6.2 Ajustes 123...................................................................
6.3 Comienzo del soldeo 123.......................................................
6.4 Soldeo en lugares angostos 124.................................................
7 MANTENIMIENTO 127..................................................
7.1 Diariamente 127..............................................................
7.2 Cuando sea necesario 127.....................................................
7.3 Cambio de piezas de desgaste 129..............................................
7.4 Montaje del electrodo de tungsteno 129..........................................
7.5 Desmontaje de la tenaza de la herramienta. 129...................................
8 PIEZASDEDESGASTE 129.............................................
ESQUEMA 173...........................................................
LISTA DE REPUESTOS 175................................................
ACCESORIOS 224........................................................
TOCc
-- 11 5 --

ES
1NORMATIVA
DECLARACIÓN DE CONFORMIDAD
Esab Welding Equipment AB, 695 81 Laxå, Sweden, declara, asumiendo toda responsabilidad, que la herramienta para soldar tubos A21 PRC 17--49 / 33--90 /
60--170 desde el número de serie 732 está fabricada de conformidad con la normativa EN 60292 según los requisitos de la directiva (89/392/EEC) con el suplemento.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -------Laxå 97--09--22
Paul Karlsson
Managing Director
Esab Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 12336
2 SEGURIDAD
El usuario de un equipo de soldadura ESAB es el máximo responsable de las medidas de seguridad para el personal que trabaja con el sistema o cerca del mismo. Las siguientes recomendaciones pueden considerarse complementarias de las normas de seguridad vigentes en
el lugar de trabajo. El contenido de esta recomendación puede considerarse como un complemento de las reglas normales vigentes en el lugar de trabajo.
Todas las operaciones deben ser efectuadas, de acuerdo con las instrucciones dadas, por personal que conozca bien el funcionamiento del equipo de soldadura. Su utilización incorrecta
puede provocar situaciones peligrosas que podrían causar lesiones al operario o daños en el
equipo.
1. El personal que trabaje con el equipo de soldadura debe conocer:
S su funcionamiento
S la ubicación de las paradas de emergencia
S su función
S las normas de seguridad relevantes
S la técnica de soldadura
2. El operador debe asegurarse de que:
S no haya personas no autorizadas en la zona de trabajo del equipo de soldadura antes
de ponerlo en marcha.
S todo el personal lleve las prendas de protección adecuadas antes de encender el arco.
3. El lugar de trabajo:
S debe ser adecuado para la aplicación
S no debe tener corrientes de aire
4. Equipo de protección personal
S Utilizar siempre el equipo de protección personal recomendado, como gafas de protec-
ción, prendas no inflamables y guantes.
S No utilizar elementos que puedan engancharse o provocar quemaduras, como bufan-
das, pulseras, anillos, etc.
5. Otras
S Comprobar que el cable de retorno esté correctamente conectado.
S Todas las tareas que deban efectuarse en equipos con alta tensión deberán encar-
garse a personal debidamente cualificado.
S Debe disponerse de equipo de extinción de incendios en un lugar fácilmente accesible
y bien indicado.
S La lubricación y el mantenimiento del equipo de soldadura no deben efectuarse duran-
te el funcionamiento.
dsa9d1ca
-- 11 6 --

ES
ADVERTENCIA
LAS ACTIVIDADES DE SOLDADURA Y CORTE PUEDEN SER PELIGROSAS. TENGA CUIDADO
Y RESPETE LAS NORMAS DE SEGURIDAD DE SU EMPRESA, QUE DEBEN BASARSE EN LAS
DEL FABRICANTE.
DESCARGAS ELÉCTRICAS -- Pueden causar la muerte
S Instale y conecte a tierra el equipo de soldadura según las normas vigentes.
S No toque con las manos desnudas ni con prendas de protección mojadas los electrodos ni las
piezas con corriente.
S Aíslesedelatierraydelapiezaasoldar.
S Asegúrese de que su postura de trabajo es segura.
HUMOS Y GASES -- Pueden ser nocivos para la salud.
S Mantenga el rostro apartado de los humos de soldadura.
S Utilice un sistema de ventilación o de extracción encima del arco (o ambos) para eliminar los
humos y gases que produce la soldadura.
HAZ DEL ARCO -- Puede provocar lesiones oculares y quemaduras
S Utilice un casco de soldador con elemento filtrante y prendas de protección adecuadas para
protegerse los ojos y el cuerpo.
S Utilice pantallas o cortinas de protección adecuadas para proteger al resto del personal.
PELIGRO DE INCENDIO
S Las chispas pueden causar incendios. Asegúrese de que no hay materiales inflamables cerca
de la zona de trabajo.
RUIDO -- El exceso de ruido puede provocar lesiones de oído.
S Utilice protectores auriculares.
S Advierta de los posibles riesgos a las personas que se encuentren cerca de la zona de trabajo.
EN CASO DE AVERÍA -- Acuda a un especialista.
ANTES DE INSTALAR Y UTILIZAR EL EQUIPO, LEA ATENTAMENTE EL MANUAL DE INSTRUCCIONES.
¡PROTÉJASE Y PROTEJA A LOS DEMÁS.!
3 INTRODUCCION
El A21 PRC 17--49 / 33--90 / 60--170 es un equipo para empalmar tubos mediante
soldeo TIG.
Las herramientas para empalmar tubos por soldeo están refrigeradas con agua y
poseen función de pendulación (6) y control automático de la longitud del arco
(ajustando la tensión del mismo = AVC) (5). Están adaptadas para conexión al
equipo de suministro eléctrico LTP 450. Si se necesita alambre de aportación se
utiliza la unidad MEI 21.
Las herramientas de soldeo están construidas con un sistema de mordazas especial
que permite la sujeción rápida y exacta
del tubo. Con este sistema, el par de
mordazas (4) bloquea la herramienta
de soldeo en el tubo cuando se
presiona la palanca de bloqueo (1) contra la
empuñadura. Al soldar sólo gira la corona
dentada (3) con las piezas montadas en ella.
dsa9d1ca
-- 11 7 --

ES
Para el movimiento circular se usa una unidad de accionamiento ( 2) compuesta por
un motor de corriente continua con magnetismo permanente y un transductor de
pulsos para la regulación del número de revoluciones. El motor recibe tensión del
equipo de control (equipo de alimentación eléctrica).
Las A21 PRC se fabrican en las siguientes variantes:
PRC 17--49 PRC 33--90 PRC 60--170
Con AVC 0443 751 881 0443 761 881 0443 771 881
Con AVC y unidad de pendulación 0443 752 881 0443 762 881 0443 772 881
Juegos de conversión para adap tar la A21 PRB a la A21 PRC:
PRB 17--49 PRB 33--90 PRB 60--170
Unidad AVC 0443 936 880 0443 936 881 0443 936 882
Unidad de pendulación 0443 937 880 0443 937 880 0443 938 880
Tener en cuenta que normalmente no se puede realizar la pendulación sin la unidad
AVC.
dsa9d1ca
-- 11 8 --

ES
4 CARACTERÍSTICAS TÉCNICAS
Herramienta para soldar tubos PRC 17--49 PRC 33--90 PRC 60--170
Corriente máxima de soldeo a 100% de intermitencia
(A)
Diámetro exterior del tubo (mm) 17--49 33--90 60--170
Velocidad de giro (r.p.m.) 0,12 -- 2,4 0,08 -- 1,6 0,05 -- 0,95
Peso sin incluir el cable, el paquete de mangueras, y
la unidad AVC y de pendulación (kg)
Diámetro del electrodo de tungsteno (mm) 1,6 / 2,4 1,6 / 2,4 1,6 / 2,4
Longitud del paquete de tubo (m) 7 7 7
Diámetro del alambre de aportación (mm) Fe, SS 0,6 / 0,8 / 0,9 0,6 / 0,8 / 0,9 0,6 / 0,8 / 0,9
Unidad de accionamiento
Tensión máxima de inducido (V CC))
Corriente máxima de inducido (A CC)
Número de revoluciones del rotor a 20 V (r.p.m.)
Desmultiplicación mecánica
250 250 250
2,8 3,2 4,4
24
0,5
6950
246:1
24
0,5
6950
246:1
6950
246:1
24
0,5
Pendulación
Motor
Tensión máxima de inducido (V CC)
Corriente máxima de inducido (A CC)
Velocidad máx., movimiento de pendulación (mm/s)
Velocidad mín., movimiento de pendulación (mm/s)
Campo de ajuste (mm)
Amplitud (mm)
Peso (kg)
AVC (unidad de control de tensión del arco)
Motor
Tensión máxima de inducido (V CC)
Corriente máxima de inducido (A CC)
Velocidad de regulación normal a 10 V (control del
arco, mm/s)
Peso (kg)
24
0,2
12
2
20
6
1,8
12
0,2
2
0,5
5INSTALACIÓN
La instalación deberá hacerla un profesional autorizado.
24
0,2
12
2
20
6
1,8
12
0,2
2
0,5
24
0,2
12
2
20
6
2,2
12
0,2
2
0,5
¡ADVERTENCIA!
Las piezas giratorias pueden provocar accidentes. Proceda con mucho
cuidado.
S Equipo de alimentación eléctrica LTP 450, ver las instrucciones de uso
0456 634 xxx.
S Unidad de avance de alambre MEI 21, ver las instrucciones de uso
0443 831 xxx.
dsa9d1ca
-- 11 9 --

ES
5.1 Conexión
A Cable del motor de rotación
B Guía de electrodo
C Manguera de salida del agua de refrigeración
D Manguera de entrada del agua de refrigeración
E Cable de soldeo
F Manguera de gas
G Cable del motor -- Unidad de pendulación
H Cable de medición -- Unidad AVC
I Cable del motor -- Unidad AVC
dsa9d1ca
-- 1 2 0 --

ES
5.2 Instrucciones de montaje
Unidad AVC
Unidad de pendulación
La unidad de pendulación (3) y la tenaza (1)
puede también montarse al revés en la
herramienta, es decir con la palanca de
cierre (1c) hacia abajo.
S Desmontaje de la tenaza (1),
unidad de pendulación (3), de la
unidad de rotación (4).
Antes del apriete (5), se ha de aplicar
una plantilla sujetadora especial, que
se adjunta en la entrega, entre las
mordazas colectoras (1b) y la
corona dentada (4b). Eso es para
evitar un desplazamiento del
centro al fijar la tenaza (1) a la
unidad de rotación (4).
dsa9d1ca
-- 1 2 1 --

ES
6 OPERACIÓN
En la página 116 hay instrucciones de seguridad generales para el manejo de
este equipo. Léalas antes de usarlo.
S Equipo de alimentación eléctrica LTP 450 ver las manual de programación
0456 638 xxx
¡ADVERTENCIA!
Para evitar daños en la herramienta de soldeo, compruebe que el cable de retorno esté
conectado a la pieza de trabajo y que el electrodo de tungsteno se encuentre en la posición
inicial antes de empezar a soldar.
6.1 Sujeción de la herramienta de soldeo
S Ajustar el diámetro correcto del
tubo con el tornillo de
regulación (3) cuando la
palanca de bloqueo (1) esté
en posición cerrada.
S Abrir la herramienta de soldeo
con la palanca de bloqueo (1).
S Girar aproximadamente 1/4 de vuelta
más en el tornillo de ajuste (3) para conseguir la
pretensión correcta.
¡Aviso! Una pretensión mayor puede deformar la tenaza,
con un desplazamiento del centro y una soldadura
errónea como consecuencia.
En la soldadura con equipo para una dimensión del tubo de 8--17 mm (ver
accesorios, pág. 224) se ha de fijar la herramienta de soldeo con la unidad
motriz en posición vertical o, como alternativa, se ha de aplicar un apoyo o
descarga bajo la unidad motriz, para evitar que la herramienta de soldeo gire
alrededor del tubo.
S Cerrar nuevamente la herramienta de soldeo con la palanca de bloqueo (1).
S Desacoplar la corona dentada con el brazo de liberación (2).
S Girar la corona dentada (4) aprox. 1,5 vueltas para enrollar el cable de conexión.
dsa9d1ca
-- 1 2 2 --
ES
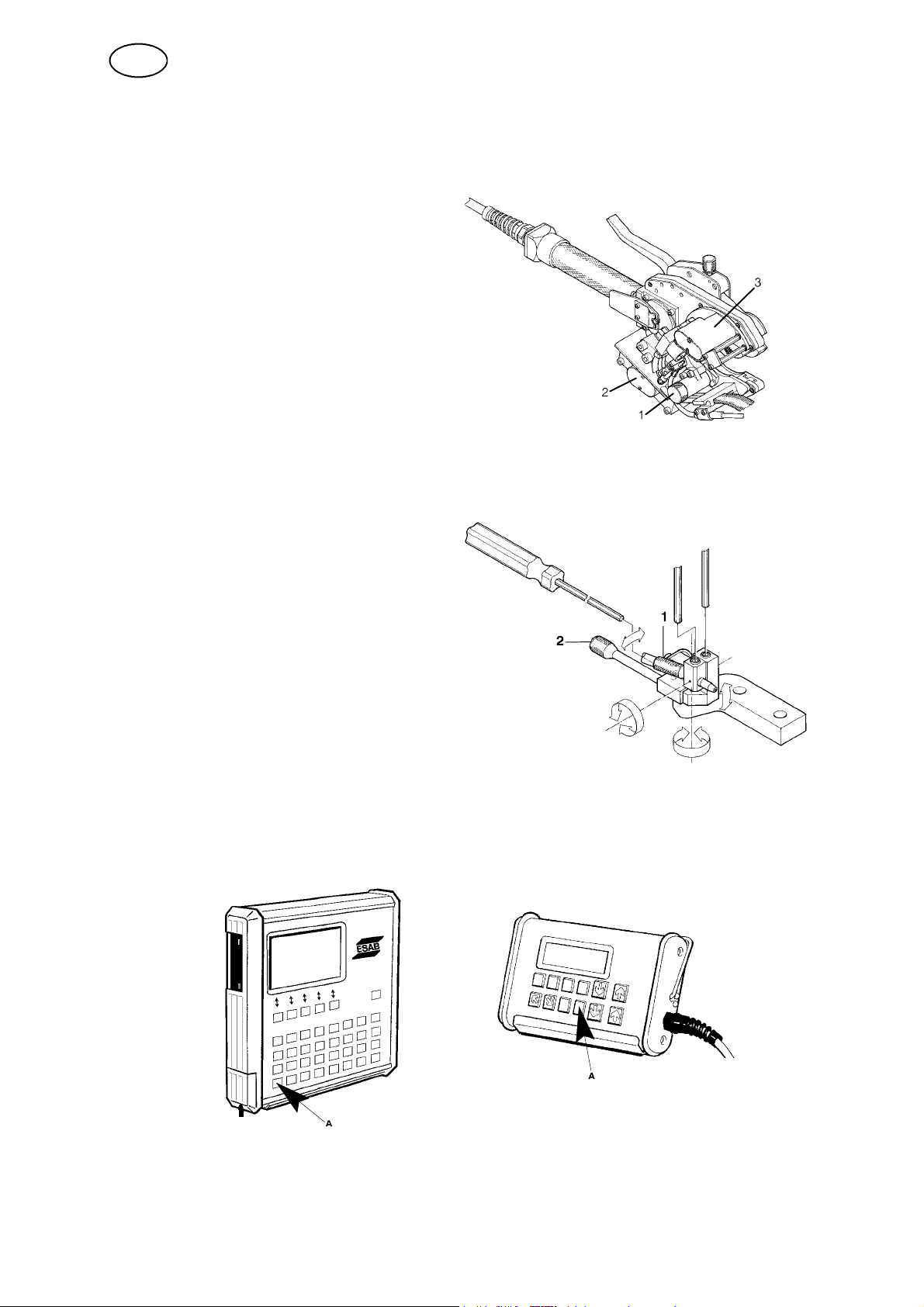
6.2 Ajustes
Ajuste de la posición del electrodo en la unión soldada
S Regular la distancia del electrodo en
sentido radial a través de la caja de
programación con la unidad AVC (3).
¡Aviso! Cuando se usa un diámetro máximo
de tubo (49, 90, 170 mm) en la herramienta, la
distancia entre la periferia del tubo y la tapa de
gas no puede superar 7,5 mm.
S Regular la posición del electrodo en sentido axial con
el tornillo de ajuste (1) o a través de la caja de
programación con la unidad de pendulación (2).
La fuerza de muelle del brazo del portaelectrodos va
regulada de fábrica. Para su eventual ajuste, ponerse
en contacto con el representante de ESAB más
cercano para obtener información.
Alimentación de hilo adicional
S Ver las instrucciones de uso, unidad
de avance de alambre MEI 21,
0443 831 xxx
Ajuste del alambre de aportación
S Ajustar la boquilla del alambre de
aportación (1) en sentido radial con
una llave hexagonal y realizar el
ajuste de precisión con el botón
giratorio (2).
6.3 Comienzo del soldeo
S Reclamar a la zona de trabajo el programa de soldeo (ver el manual de
programación).
S Pulsar el botón de puesta en marcha (A) en la caga de mando.
dsa9d1ca
-- 1 2 3 --

ES
6.4 Soldeo en lugares angostos
PRC 17--49 con AVC
PRC 17--49 con AVC y unidad de pendulación
PRC 17--49 D C--C min
S Completo. D±49 70+D
S Sin botón (1) de adjuste de precisión para alambre.
S
Puede ser necesario reemplazar la cubierta de soplete (3)
por variantes más cortas.
D±49 70+D/2
S Sin botón (1) de adjuste de precisión para alambre.
S
Sin placas de extremo (2).
S Con espacio para cables en sentido axial.
S Puede ser necesario reemplazar la cubierta de soplete (3)
por variantes màs cortas
S Con la boquilla de alambre de aportación 0443 880 880.
dsa9d1ca
.
-- 1 2 4 --
D±34
34±D±49
56+ D/2
39+D

ES
PRC 33--90 con AVC
PRC 33--90 con AVC y unidad de pendulación
PRC 33--90 D C--C min
S Completo. D±68
68±D±90
S Sin botón (1) de adjuste de precisión para alambre.
S
Puede ser necesario reemplazar la cubierta de soplete (3)
por variantes más cortas.
D±90 94+D/2
94+D/2
60+D
S Sin botón (1) de adjuste de precisión para alambre.
S
Sin placas de extremo (2).
S Con espacio para cables en sentido axial.
S Puede ser necesario reemplazar la cubierta de soplete (3)
por variantes más cortas
.
-- 1 2 5 --
dsa9d1ca
D±90 82+D/2

ES
PRC 60--170 con AVC
PRC 60--170 con AVC y unidad de pendulación
PRC 60 -- 170 D C-- C min
S Completo. D±170 137+D/2
dsa9d1ca
-- 1 2 6 --

ES
7 MANTENIMIENTO
¡ATENCIÓN!
La garantía que ofrece el proveedor quedará sin efecto si el cliente efectúa cualquier
reparación en la máquina durante el período de vigencia de dicha garantía.
7.1 Diariamente
Controlar que los cables y mangueras estén en perfecto estado.
7.2 Cuando sea necesario
Limpiar y engrasar todas las superficies de deslizamiento con grasa lubricante
nueva, art. núm. 0444 044 001 (BP Energrease LS EP 00).
Cambio de portaelectrodo completo.
S Abrir la cubierta de protección (1).
S Desmontar los bloques de conexión (2) y (3) r e tir a ndo los tornillos de cabeza
Allen.
S Desmontar la abrazadera (6).
S Sacar el portaelectrodos viejo (5) por la tapa de protección (1). Enviarlo, junto
con la grapa (6), al representante de ESAB más cercano para cambiarlo
conforme a nuestro sistema de recambio.
S Montar el nuevo portaelectrodo en orden inverso.
S Controlar que los anillos tóricos entre los bloques de conexión (2) y (3) estén
correctamente montados.
Reparación de conductor multipolar
¡ATENCIÓN! Esto deberá hacerlo personal de servicio autorizado por ESAB.
S Soltar las abrazaderas (4), (6) del extremo deteriorado y retirar la manguera (7).
S Soltar los niples de conductor (11) del portaelectrodo (12) /placa de bornass (2)
usando un soldador.
S Cortar la parte deteriorada de la manguera, dejando no obstante algunos cm
más de conductor.
dsa9d1ca
-- 1 2 7 --

ES
S Pegar cinta adhesiva (8) alrededor de los conductores (9) a la altura del extremo
de la manguera, para marcar la longitud de la misma.
S Extraer los conductores (9) 60--70 mm de la manguera e impedir que retrocedan
usando una aguja imperdible o alambre metálico (10).
S Cortar los conductores (9) de modo que sean aprox. 15 mm más cortos que la
manguera.
S Comprimir los nuevos niples de conductor (11) con unos alicates para cables u
otra herramienta apropiada.
S Soldar los niples de conductor (11) al portaelectrodo (12) /placa de bornas (2).
S Quitar la aguja imperdible/alambre metálico (10).
S Mojar los niples de conductor (11) y desplazar la manguera sobre ellos (7).
S Volver a colocar las abrazaderas (4) y (6).
dsa9d1ca
-- 1 2 8 --

ES
7.3 Cambio de piezas de desgaste
S Quitar la cubierta del soplete (1).
S Quitar el electrodo de tungsteno (5).
S Quitar el manguito de sujeción (2).
S Quitar la cubierta de gas (6).
S Desenroscar la boquilla de electrodo (4) de la
lente de gas (3) usando una llave hexagonal.
S Montar en orden inverso.
¡ATENCIÓN! Comprobar que la lente de gas (3) se monte
con el lado liso dirigido hacia la arandela de junta (7)
7.4 Montaje del electrodo de tungsteno
Una vez rectificado, el electrodo de tungsteno se monta en el portaelectrodo
obrando como sigue:
S Quitar la cubierta del soplete (1).
S Introducir el electrodo de tungsteno (5) en la boquilla del electr odo (4) y
manguito de sujeción (2).
S Sujetar el electrodo de tungsteno con la cubierta del soplete (1).
7.5 Desmontaje de la tenaza de la herramienta.
Ver “Unidad de pendulación” la página 121.
8 PIEZASDEDESGASTE
El A21 PRC 17--49 / 33--90 / 60--170 está diseñado y ensayado de acuerdo
con la norma internacional EN 60 292 (IEC 292 ).
Después de haber realizado una operación de servicio o reparación,
la empresa o persona de servicio que la haya realizado deberá cerciorarse
de que el equipo siga cumpliendo la norma antedicha.
Para encargar repuestos, diríjase al representante de ESAB más cercano (consulte
la contraportada). Al cursar el pedido, indique el tipo de máquina, su número de referencia y nombre, y el número de referencia del repuesto, que aparece en la lista
de repuestos. De este modo, la tramitación resultará más sencilla y se asegurará de
que recibe el repuesto correcto.
dsa9d1ca
-- 1 2 9 --

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V .
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB international AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 8027 9869
Fax: +60 3 8027 4754
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
0511118
 Loading...
Loading...