

ESAB PRB 17-49, PRB 33-90, PRB 60-170 - A21 PRB 17-49, A21 PRB 33-90, A21 PRB 60-170 Instruction manual / Wear parts [es]

ES
A21
PRB 17-49
PRB 33-90
PRB 60-170
Instrucciones de uso
Valid for serial no. 538-xxx-xxxx0443 808 201 ES 100301

DECLARATION OF CONFORMITY
according to the Machinery Directive 98/37/EC, according to the EMC Directive 2004/108/EC
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
enligt Maskindirektivet 98/37/EG, enligt EMC−Direktivet 2004/108/EG
Type of equipment Materialslag
Tube welding tool
Brand name or trade mark Fabrikatnamn eller varumärke
ESAB
Type designation etc. Typbeteckning etc.
PRB 17−49, 33−90, 60−170, from Serial number 538 xxx xxxx (2005 week 38)
PRB Tube welding tools are members of the ESAB product family A21
Manufacturer or his authorised representative established within the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB AB, Welding Equipment
Esabvägen, SE−695 81 LAXÅ, Sweden
Phone: +46 584 81 000, Fax: +46 584 411 924
The following harmonised standard in force within the EEA has been used in the design:
Följande harmoniserande standarder har använts i konstruktionen:
EN 60204−1, Safety of machinery – Electrical equipment of machines – Party 1: General requirements
EN 12100−2, Safety of machinery – Part 2: Technical principles
EN 60974−10 Arc welding equipment – Part 10: Electromagnetic compatibility (EMC) requirements
By signing this document, the undersigned declares as manufacturer, or the manufacturer’s authorised
representative established within the EEA, that the equipment in question complies with the safety requirements
stated above.
Genom att underteckna detta dokument försäkrar undertecknad såsom tillverkare, eller tillverkarens representant inom
EES, att angiven materiel uppfyller säkerhetskraven angivna ovan.
Date / Datum
Laxå 2010−02−24
Signature / Underskrift Position / Befattning
Global Director
Equipment and Automation
Kent Eimbrodt
Clarification
- 2 -

1 SEGURIDAD 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 INTRODUCCIÓN 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 CARACTERÍSTICAS TÉCNICAS 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 INSTALACIÓN 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 OPERACIÓN 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Conexión 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Sujeción de la herramienta de soldeo 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Ajustes 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4 Soldeo en lugares angostos 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 MANTENIMIENTO 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Diariamente 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Cuando sea necesario 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 Cambio de piezas de desgaste 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 Montaje del electrodo de tungsteno 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.5 Desmontaje de la tenaza de la herramienta. 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 PEDIDOS DE REPUESTOS 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
REFERENCIA DE PEDIDO 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
PIEZAS DE DESGASTE 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ACCESORIOS 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Reservado el derecho de cambiar las especificaciones sin previo aviso.
TOCc
- 3 -

ES
1 SEGURIDAD
El usuario de un equipo de soldadura ESAB es el máximo responsable de las medidas de se
guridad para el personal que trabaja con el sistema o cerca del mismo. Las siguientes reco
mendaciones pueden considerarse complementarias de las normas de seguridad vigentes en
el lugar de trabajo. El contenido de esta recomendación puede considerarse como un comple
mento de las reglas normales vigentes en el lugar de trabajo.
Todas las operaciones deben ser efectuadas, de acuerdo con las instrucciones dadas, por
personal que conozca bien el funcionamiento del equipo de soldadura. Su utilización incorrecta
puede provocar situaciones peligrosas que podrían causar lesiones al operario o daños en el
equipo.
1. El personal que trabaje con el equipo de soldadura debe conocer:
S su funcionamiento
S la ubicación de las paradas de emergencia
S su función
S las normas de seguridad relevantes
S la técnica de soldadura
2. El operador debe asegurarse de que:
S no haya personas no autorizadas en la zona de trabajo del equipo de soldadura antes
de ponerlo en marcha.
S todo el personal lleve las prendas de protección adecuadas antes de encender el arco.
3. El lugar de trabajo:
S debe ser adecuado para la aplicación
S no debe tener corrientes de aire
4. Equipo de protección personal
S Es necesario utilizar siempre el equipo de protección personal recomendado (gafas
protectoras, prendas ignífugas, guantes) Nota: No utilice guantes de seguridad al cam
biar el hilo.
S No utilizar elementos que puedan engancharse o provocar quemaduras, como bufan
das, pulseras, anillos, etc.
5. Otras
S Comprobar que el cable de retorno esté correctamente conectado.
S Todas las tareas que deban efectuarse en equipos con alta tensión deberán encar
garse a personal debidamente cualificado.
S Debe disponerse de equipo de extinción de incendios en un lugar fácilmente accesible
y bien indicado.
S La lubricación y el mantenimiento del equipo de soldadura no deben efectuarse duran
te el funcionamiento.
dsa8d1ca
- 4 -

ES
ADVERTENCIA
Las actividades de soldadura y corte pueden ser peligrosas. Tenga cuidado y respete las nor
mas de seguridad de su empresa, que deben basarse en las del fabricante.
DESCARGAS ELÉCTRICAS - Pueden causar la muerte
S Instale y conecte a tierra el equipo de soldadura según las normas vigentes.
S No toque con las manos desnudas ni con prendas de protección mojadas los electrodos ni las
piezas con corriente.
S Aíslese de la tierra y de la pieza a soldar.
S Asegúrese de que su postura de trabajo es segura.
HUMOS Y GASES - Pueden ser nocivos para la salud.
S Mantenga el rostro apartado de los humos de soldadura.
S Utilice un sistema de ventilación o de extracción encima del arco (o ambos) para eliminar los
humos y gases que produce la soldadura.
HAZ DEL ARCO - Puede provocar lesiones oculares y quemaduras
S Utilice un casco de soldador con elemento filtrante y prendas de protección adecuadas para
protegerse los ojos y el cuerpo.
S Utilice pantallas o cortinas de protección adecuadas para proteger al resto del personal.
PELIGRO DE INCENDIO
S Las chispas pueden causar incendios. Asegúrese de que no hay materiales inflamables cerca
de la zona de trabajo.
RUIDO - El exceso de ruido puede provocar lesiones de oído.
S Utilice protectores auriculares.
S Advierta de los posibles riesgos a las personas que se encuentren cerca de la zona de trabajo.
EN CASO DE AVERÍA - Acuda a un especialista.
Antes de instalar y utilizar el equipo, lea atentamente el manual de instrucciones.
¡PROTÉJASE Y PROTEJA A LOS DEMÁS.!
¡PRECAUCIÓN!
Antes de instalar y utilizar el equipo, lea
atentamente el manual de instrucciones.
¡PRECAUCIÓN!
Este producto debe ser utilizado solamente para soldadura de arco¡
¡No tire los aparatos eléctricos junto con el resto de basuras urbanas!
De conformidad con la Directiva europea 2002/96/CE sobre residuos de aparatos
eléctricos y electrónicos y su transposición a la normativa nacional, todos los equipos
eléctricos que hayan alcanzado el final de su vida útil se deberán recoger por separado y
llevar a una instalación de reciclado respetuosa con el medio ambiente. Como propietario
del equipo, deberá solicitar información sobre los sistemas de recogida aprobados a
nuestro representante local.
¡Aplicar esta Directiva europea contribuye a mejorar el medio ambiente y a proteger la
salud!
dsa8d1ca
- 5 -

ES
¡PRECAUCIÓN!
Los equipos de tipo Class A no están previstos para su uso en lugares
residenciales en los que la energía eléctrica proceda de la red pública
de baja tensión. En tales lugares puede resultar difícil garantizar la
compatibilidad electromagnética de los equipos Class A, debido a las
perturbaciones tanto conducidas como radiadas.
ESAB puede proporcionarle todos los accesorios e instrumentos de
protección necesarios.
2 INTRODUCCIÓN
El PRB 17-49 / 33-90 / 60-170 es un equipo para
empalmar tubos mediante soldeo TIG.
Las herramientas de soldeo se y están
adaptadas para recibir corriente del equipo
de alimentación eléctrica MechTig.
Si se precisara alambre de aportación, se utiliza
la unidad de avance de alambre MEI 21.
Las herramientas de soldeo están
construidas con un sistema de mordazas
especial que permite la sujeción
rápida y exacta del tubo. Con este
sistema, el par de mordazas (4)
bloquea la herramienta de soldeo en el
tubo cuando se presiona el palanca de
bloqueo (1) contra la empuñadura. Al soldar sólo gira la corona dentada (3) con las
piezas montadas en ella.
Para el movimiento circular se usa una unidad de accionamiento (2) compuesta por
un motor de corriente continua con magnetismo permanente y un transductor de
pulsos para la regulación del número de revoluciones. El motor recibe tensión del
equipo de control (equipo de alimentación eléctrica).
dsa8d1ca
- 6 -

ES
3 CARACTERÍSTICAS TÉCNICAS
Herramienta para soldar tubos PRB 17-49 PRB 33-90
Enfriada
pour agua
Corriente máxima de soldeo a 100% de
intermitencia (A)
Diámetro exterior del tubo (mm) 17-49 33-90
Velocidad de giro (r.p.m.) 0,12 - 2,4 0,08 - 1,6
Peso excepto cable y paquete de mangueras
(kg)
Longitud del paquete de tubo (m) 7 7
Diámetro del electrodo de tungsteno (mm) 1,6 / 2,4 1,6 / 2,4
Diámetro del alambre de aportación (mm) 0,6 / 0,8 / 0,9 Fe, SS 0,6 / 0,8 / 0,9 Fe, SS
Unidad de accionamiento
Tensión máxima de inducido (V CC))
Corriente máxima de inducido (A CC)
Número de revoluciones del rotor 20 V
(r.p.m.)
Desmultiplicación mecánica
250 100 250 100
Enfriada
por aire
2,8 3,2
48
0,5
6950
246:1
Enfriada
pour agua
246:1
Enfriada
por aire
48
0,5
6950
Temperatura de funcionamiento de -10 a + 40 ºC de -10 a + 40 ºC
Temperatura de transporte de -20 a +55 ºC de -20 a +55 ºC
Herramienta para soldar tubos PRB 60-170
Enfriada pour
agua
Corriente máxima de soldeo a 100% de intermitencia (A) 250 100
Diámetro exterior del tubo (mm) 60-170
Velocidad de giro (r.p.m.) 0,05 - 0,95
Peso excepto cable y paquete de mangueras (kg)) 4,4
Longitud del paquete de tubo (m) 7
Diámetro del electrodo de tungsteno (mm) 1,6 / 2,4
Diámetro del alambre de aportación (mm) 0,6 / 0,8 / 0,9 Fe, SS
Unidad de accionamiento
Tensión máxima de inducido (V CC))
Corriente máxima de inducido (A CC)
Número de revoluciones del rotor a 20 V (r.p.m.)
Desmultiplicación mecánica
Temperatura de funcionamiento de -10 a + 40 ºC
Temperatura de transporte de -20 a +55 ºC
Enfriada por aire
48
0,5
6950
246:1
dsa8d1ca
- 7 -

ES
4 INSTALACIÓN
La instalación deberá hacerla un profesional autorizado.
¡ADVERTENCIA!
Las piezas giratorias pueden provocar accidentes. Proceda con
mucho cuidado.
¡PRECAUCIÓN!
Este producto ha sido diseñado para usos industriales. Si se emplea en el hogar, puede
provocar interferencias de radio. Es responsabilidad del usuario adoptar las precauciones
oportunas.
¡PRECAUCIÓN!
¡Riesgo de rotura de manguera! No utilizar nunca una presión superior a 3,5 bar en las
mangueras del agente de refrigeración. Vaciar todo el agente de refrigeración del sistema
utilizando aire comprimido y recogerlo en un recipiente.
¡PRECAUCIÓN!
El refrigerante debe ser tratado como un residuo químico.
5 OPERACIÓN
En la página 4 hay instrucciones de seguridad generales para el manejo de
este equipo. Léalas antes de usarlo.
¡ATENCIÓN!
¡Riesgo a la salud! ¡Evítese respirar los humos de soldadura!
dsa8d1ca
¡ATENCIÓN!
La pieza de trabajo y la herramienta de soldar pueden ocasionar quemaduras.
¡PRECAUCIÓN!
Para evitar daños en la herramienta de soldeo, compruebe que el cable
de retorno esté conectado a la pieza de trabajo y que el electrodo de
tungsteno se encuentre en la posición inicial antes de empezar a soldar.
- 8 -

ES
5.1 Conexión
Herramienta de soldeo engriada pour agua
A Cable del motor de rotatrodoción D Manguera de entrada del agua de
refrigeración
B Guía de elec E Cable de soldeo
C Manguera de salida del agua de
refrigeración
Herramienta de soldeo engriada pour aire
A Cable del motor de rotación E Cable de soldeo
B Guía de electrodo F Manguera de gas
F Manguera de gas
dsa8d1ca
- 9 -

ES
5.2 Sujeción de la herramienta de soldeo
S Ajustar el diámetro correcto del tubo con el
tornillo de regulación (3) cuando la
palanca de bloqueo (1) esté en posición
cerrada.
S Abrir la herramienta de soldeo con la
palanca de bloqueo (1).
S Girar aproximadamente 1/4 de vuelta
más en el tornillo de ajuste (3)
para conseguir la pretensión
correcta.
¡Aviso! Una pretensión mayor
puede deformar la tenaza, con un
desplazamiento del centro y una soldadura errónea como consecuencia.
En la soldadura con equipo para una dimensión del tubo de 8-17 mm (ver
accesorios, pág. 22) se ha de fijar la herramienta de soldeo con la unidad motriz en
posición vertical o, como alternativa, se ha de aplicar un apoyo o descarga bajo la
unidad motriz, para evitar que la herramienta de soldeo gire alrededor del tubo.
S Cerrar nuevamente la herramienta de soldeo con la palanca de bloqueo (1).
S Desacoplar la corona dentada con el brazo de liberación (2).
S Girar la corona dentada (4) aprox. 1,5 vueltas para enrollar el cable de conexión.
5.3 Ajustes
Ajuste de la posición del electrodo en la unión soldada
S Ajustar la distancia del electrodo en sentido
radial con el tornillo distanciador (2).
S Ajustar la posición del electrodo en
sentido axial con el tornillo de
regulación (1).
La fuerza de muelle del brazo del
portaelectrodos va regulada de
fábrica. Para su eventual ajuste,
ponerse en contacto con el
representante de ESAB más cercano
para obtener información.
Alimentación de hilo adicional
S Ver las instrucciones de uso, unidad
de avance de alambre.
dsa8d1ca
- 10 -

ES
Ajuste del alambre de aportación
S Ajustar la boquilla del alambre de
aportación (1) en sentido radial con
una llave hexagonal y realizar el
ajuste de precisión con el botón
giratorio (2).
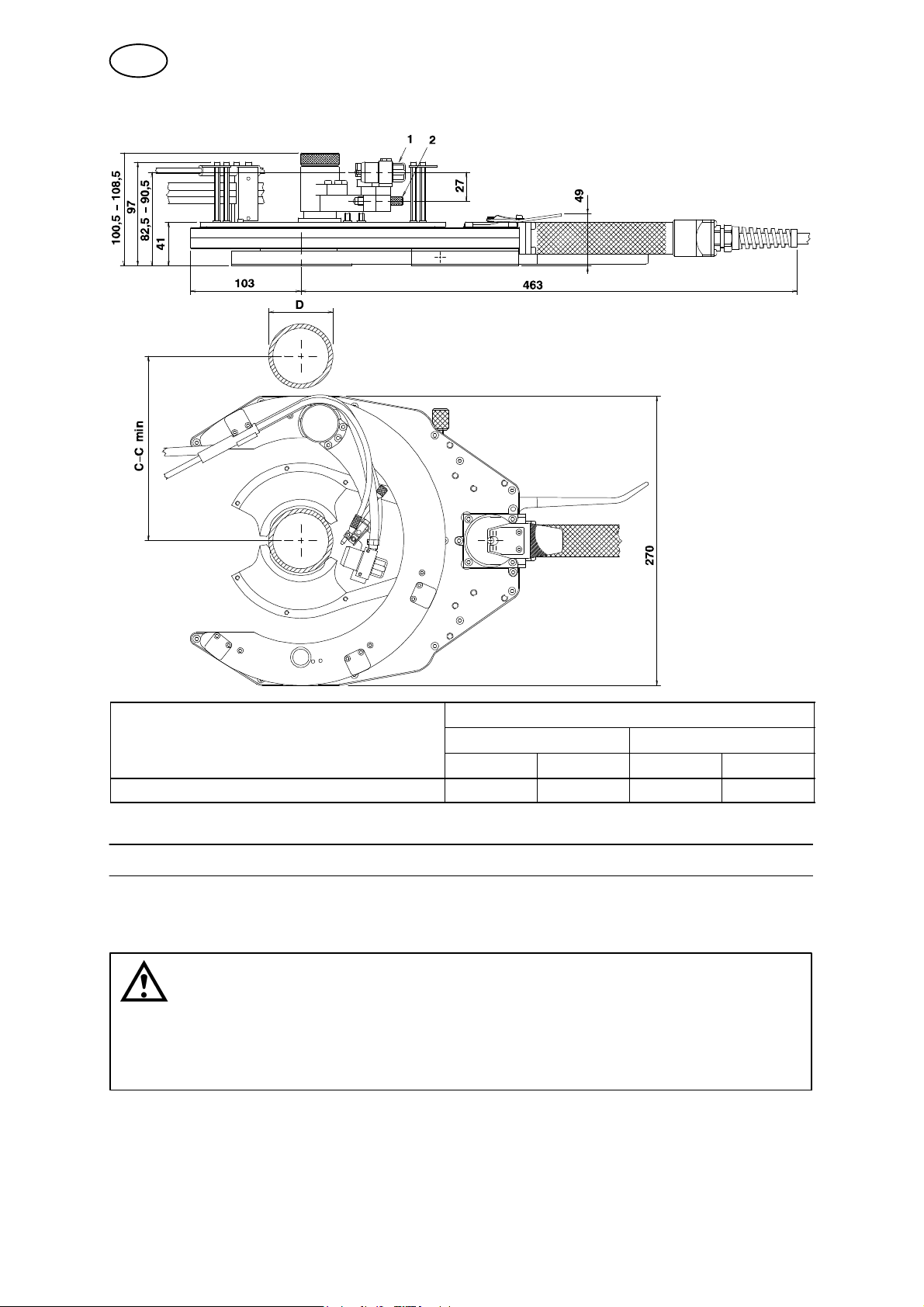
5.4 Soldeo en lugares angostos
PRB 17-49
Herramienta para soldar tubos PRB 17-49
Enfriada pour agua Enfriada por aire
D C-C min D C-C min
S Completo. D49 70+D D49 70+D
S Sin botón (1) de ajuste de precisión para
alambre.
S Puede ser necesario reemplazar (3) la
cubierta de soplete (4) y el tornillo
distanciador por varantes más cortas.
S Sin botón (1) de ajuste de precisión para
alambre.
S Sin placas de extremo (2).
S Con espacio para cables en sentido axial.
S Puede ser necesario reemplazar (3) la
cubierta de soplete (4) y el tornillo
distanciador por varantes más cortas.
S Con la boquilla de alambre de aportación
(accesorios).
dsa8d1ca
D49 70+D/2 D40
D34
34tD49
- 11 -
56+ D/2
39+D
70+D/2
40tD49
D40 50+D/2
50+ D

ES
PRB 33-90
Herramienta para soldar tubos PRB 33-90
Enfriada pour agua Enfriada por aire
D C-C min D C-C min
S Completo. D68
68tD90
S Sin botón (1) de ajuste de precisión para
alambre.
S Puede ser necesario reemplazar (3) la
cubierta de soplete (4) y el tornillo
distanciador por varantes más cortas.
S Sin botón (1) de ajuste de precisión para
alambre.
S Sin placas de extremo (2).
S Con espacio para cables en sentido axial.
S Puede ser necesario reemplazar (3) la
cubierta de soplete (4) y el tornillo
distanciador por varantes más cortas.
D90 94+D/2 D90 94+D/2
D90 82+ D/2 D64
94+D/2
60+D
D68
68tD90
64tD90
94+D/2
60+D
82+D/2
50+D
dsa8d1ca
- 12 -
ES
PRB 60-170
Herramienta para soldar tubos PRB 60-170
Enfriada pour agua Enfriada por aire
D C-C min D C-C min
S Completo D170 137+D/2 D170 137+D/2
6 MANTENIMIENTO
Para garantizar la seguridad y fiabilidad del equipo es muy importante efectuar un
mantenimiento periódico.
¡PRECAUCIÓN!
Todas las obligaciones del proveedor derivadas de la garantía del producto dejarán de
ser aplicables si el cliente manipula el producto por su propia cuenta y riesgo durante
el periodo de vigencia de la garantía con el fin de reparar cualquier tipo de fallo o
avería.
6.1 Diariamente
Controlar que los cables y mangueras estén en perfecto estado.
dsa8d1ca
- 13 -

ES
6.2 Cuando sea necesario
Limpiar y engrasar todas las superficies de deslizamiento con grasa lubricante
nueva, ver accesorios, pág. 22.
Cambio de portaelectrodo completo.
S Abrir la cubierta de protección.
S Desmontar los bloques de conexión (2) y (3) retirando los tornillos de cabeza
Allen.
S Desmontar la abrazadera (6).
S Sacar el portaelectrodos viejo (5) por la tapa de protección (1). Enviarlo, junto
con la grapa (6), al representante de ESAB más cercano para cambiarlo
conforme a nuestro sistema de recambio.
S Montar el nuevo portaelectrodo en orden inverso.
S Controlar que los anillos tóricos entre los bloques de conexión (2) y (3) estén
correctamente montados.
Reparación de conductor multipolar
¡ATENCIÓN! Esto deberá hacerlo personal de servicio autorizado por ESAB.
S Soltar las abrazaderas (4) y (6) del extremo deteriorado y retirar la manguera
(7).
S Soltar los niples de conductor (11) del portaelectrodo (12) /placa de bornass (2)
usando un soldador.
S Cortar la parte deteriorada de la manguera, dejando no obstante algunos cm
más de conductor.
S Pegar cinta adhesiva (8) alrededor de los conductores (9) a la altura del extremo
de la manguera, para marcar la longitud de la misma.
S Extraer los conductores (9) 60−70 mm de la manguera e impedir que retrocedan
usando una aguja imperdible o alambre metálico (10).
dsa8d1ca
- 14 -

ES
S Cortar los conductores (9) de modo que sean aprox. 15 mm más cortos que la
manguera.
S Comprimir los nuevos niples de conductor (11) con unos alicates para cables u
otra herramienta apropiada.
S Soldar los niples de conductor (11) al portaelectrodo (12) /placa de bornas (2).
S Quitar la aguja imperdible/alambre metálico (10).
S Mojar los niples de conductor (11) y desplazar la manguera sobre ellos (7).
S Volver a colocar las abrazaderas (4) y (6).
6.3 Cambio de piezas de desgaste
Herramienta de soldeo engriada pour agua.
S Quitar la cubierta del soplete (1).
S Quitar el electrodo de tungsteno (5).
S Quitar el manguito de sujeción (2).
S Quitar la cubierta de gas (6).
S Desenroscar la boquilla de electrodo (4) de la
lente de gas (3) usando una llave hexagonal.
S Montar en orden inverso.
¡ATENCIÓN! Comprobar que la lente de gas (3) se monte
con el lado liso dirigido hacia la arandela de junta (7)
dsa8d1ca
- 15 -

ES
Herramienta de soldeo engriada por aire
S Quitar la cubierta del soplete (1).
S Quitar el electrodo de tungsteno (4).
S Quitar el manguito de sujeción (2).
S Quitar la cubierta de gas (5).
S Desenroscar de la lente de gas (3).
S Montar en orden inverso.
6.4 Montaje del electrodo de tungsteno
Herramienta de soldeo engriada pour agua.
Una vez rectificado, el electrodo de tungsteno se
monta en el portaelectrodo obrando como sigue:
S quitar la cubierta del soplete (1)
S introducir el electrodo de tungsteno (5) en la
boquilla del electrodo (4) y manguito de sujeción (2)
S sujetar el electrodo de tungsteno con la cubierta del
soplete (1).
Herramienta de soldeo engriada por aire
Una vez rectificado, el electrodo de tungsteno se
monta en el portaelectrodo obrando como sigue:
S quitar la cubierta del soplete (1)
S introducir el electrodo de tungsteno (4) de la
lente de gas (3) y manguito de sujeción (2)
S sujetar el electrodo de tungsteno con la
cubierta del soplete (1).
6.5 Desmontaje de la tenaza de la herramienta.
La tenaza puede también montarse al revés en la herramienta, es decir con la
palanca de cierre hacia abajo.
dsa8d1ca
- 16 -

ES
7 PEDIDOS DE REPUESTOS
El PRB 17-49 / 33-90 / 60-170 se han construido y ensayado según el estándar interna
cional y europeo EN 60204-1 / EN 12100-2 y EN 60974-10 . Después de haber realiza
do una operación de servicio o reparación, la empresa o persona de servicio que la
haya realizado deberá cerciorarse de que el equipo siga cumpliendo la norma antedic
ha.
Todas las reparaciones y trabajos eléctricos deben encargarse a un técnico ESAB
autorizado.
Utilice siempre repuestos y consumibles originales de ESAB.
Si desea realizar un pedido de piezas de repuesto, acuda al distribuidor de ESAB
más cercano (consulte la última página de este documento).
dsa8d1ca
- 17 -

PRB 17-49, PRB 33-90, PRB 60-170
Referencia de pedido
Ordering no. Denomination Type Notes
0443 750 882 Tube welding tool PRB 17-49 Water cooled
0443 750 883 Tube welding tool PRB 17-49 Air cooled
0443 760 882 Tube welding tool PRB 33-90 Water cooled
0443 760 883 Tube welding tool PRB 33-90 Air cooled
0443 770 882 Tube welding tool PRB 60-170 Water cooled
0443 770 883 Tube welding tool PRB 60-170 Air cooled
0443 808 990 Spare parts list PRB 17-49, PRB 33-90,
PRB 60-170
Instruction manuals and the spare parts list are available on the Internet at www.esab.com
dsa8o
- 18 Edition 100301

PRB 17-49, PRB 33-90, PRB 60-170
Piezas de desgaste
Item
Qty Ordering no. Denomination Notes
no.
0443 807 880 Wear parts Water cooled
1 1 0332 811 001 Clamping sleeve 1,6
2 1 0332 811 003 Clamping sleeve 2,4
3 1 0443 785 001 Electrode nozzle 1,6
4 1 0443 785 002 Electrode nozzle 2,4
5 1 0151 574 002 Tungsten electrode 1,6
6 1 0151 574 003 Tungsten electrode 2,4
7 2 0443 787 001 Sealing washer
8 2 0443 786 001 Gas lens
9 1 0332 801 880 Torch cover
10 1 0365 310 049 Torch cover
11 1 0365 310 050 Torch cover medium
12 2 0443 788 001 Gas cup
13 1 0333 420 880 Journal
14 1 0443 813 001 Ball pressure screw
1 0154 438 001 Hex tool key 2.5 mm
1 0193 387 101 In6 key set 8 pieces 1.5 - 6 mm
1 0334 731 001 Box
1 0444 044 001 Lubrication grease
dsa8w
- 19 Edition 100301

PRB 17-49, PRB 33-90, PRB 60-170
Item
Qty Ordering no. Denomination Notes
no.
Wear parts Air cooled
1 0443 813 001 Ball pressure screw
2 0443 812 880 Distance screw
3 0365 310 029 Clamping sleeve 1,6
0365 310 030 Clamping sleeve 2,4
4 0151 574 002 Tungsten electrode 1,6
0151 574 003 Tungsten electrode 2,4
5 0332 801 880 Torch cover
6 0365 310 049 Torch cover
7 0365 310 050 Torch cup medium
8 0443 787 001 Sealing washer
9 0157 121 017 Gas lens 1,6
0157 121 018 Gas lens 2,4
10 0157 121 033 Gas cup 8,0
11 0157 121 034 Gas cup 9,8
12 0157 121 040 Gas cup 12,7
13 0333 420 880 Journal
dsa8w
- 20 Edition 100301

PRB 17-49, PRB 33-90, PRB 60-170
Item
Qty Ordering no. Denomination Notes
no.
0443 815 880 Wire setting parts
1 1 0443 789 001 Wire attachment
2 1 0443 790 001 Wire rock
3 1 0443 791 001 Wire knob 44 mm
1 0443 791 002 Wire knob 62 mm
1 0443 791 003 Wire knob 72 mm
4 1 0443 792 001 Spring
5 1 0192 238 219 Screw IN6 M3 x 5, DIN 912
6 1 0212 204 343 Screw M5 x 6
7 2 0190 509 321 Screw M5 x 6
8 1 0332 792 001 Joural
dsa8w
- 21 Edition 100301

PRB 17-49, PRB 33-90, PRB 60-170
Accesorios
Conversion kit WATER - AIR 0443 857 880. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Conversion kit AIR - WATER 0443 858 880. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
PRB 17-49 wire conduit for welding in confined spaces 0443 880 880. . . . . . . . . . . . . . . . . . . . . . . .
Angular support 0443 875 880. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Wheel for precise wire adjustment (62 mm) PRB 17-49 , 33-90 0443 791 002. . . . . . . . . . . . . . . . .
Conversion kit for PRB 17-49 welding of tube diameters 8-17 mm 0444 002 880. . . . . . . . . . . . .
Conversion kit for PRB 33-90 welding of tube diameters 20-33 mm.0443 908 880
Conversion kit for PRB 60-170 welding of tube diameters 44-60 mm. 0443 909 880. . . . . . . . . . . .
Driving unit 134:1 0443 544 880. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Wire holder complete with gas lens Ø24 mm with adjustable wire nozzle for
PRB 33-170 0443 923 880. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Plate for angular support together with conversion kit for smaller diameters 0444 226 880. . . . . .
Wire nozzle straight for PRB 17-170 complete adjustable holder 0443 988 880. . . . . . . . . . . . . . . .
Lubrication grease (BP Energrease LS EP 00) 0444 044 001. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Conversion kit PRB - PRC
AVC unit PRB 17-49 0443 936 880. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
AVC unit PRB 33-90 0443 936 881. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
AVC unit PRB 60-170 0443 936 882. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Weaving unit PRB 17-49 , 33-90 0443 937 880. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Weaving unit PRB 60-170 0443 938 880. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
dsa8a
- 22 Edition 100301

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
notes
- 23 -

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE-695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
081016
 Loading...
Loading...