

ESAB PRB 17-49, PRB 33-90, PRB 60-170 - A21 PRB 17-49, A21 PRB 33-90, A21 PRB 60-170 Instruction manual [fr]
A21 PRB 17-49
A21 PRB 33-90
A21 PRB 60-170
101103105107109111102021110025108024042106023061104022041100020040060001
Bruksanvisning
Brugsanvisning
Bruksanvisning
Käyttöohjeet
Instruction manual
Betriebsanweisung
Manuel d’instructions
Gebruiksaanwijzing
Instrucciones de uso
Istruzioni per l’uso
Manual de instruções
ПдзгЯет чсЮуещт
Valid for serial no. 538--xxx--xxxx0443 808 101 060209

SVENSKA 3..............................................
DANSK 16................................................
NORSK 30................................................
SUOMI 44................................................
ENGLISH 58..............................................
DEUTSCH 72.............................................
FRANÇAIS 86.............................................
NEDERLANDS 100.........................................
ESPAÑOL 114..............................................
ITALIANO 128..............................................
PORTUGUÊS 142..........................................
ЕЛЛЗНЙКБ 156.............................................
Rätt till ändring av specifikationer utan avisering förbehålles.
Ret til ændring af specifikationer uden varsel forbeholdes.
Rett til å endre spesifikasjoner uten varsel forbeholdes.
Oikeudet muutoksiin pidätetään.
Rights reserved to alter specifications without notice.
Änderungen vorbehalten.
Sous réserve de modifications sans avis préalable.
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
Reservado el derecho de cambiar las especificaciones sin previo aviso.
Ci riserviamo il diritto di variare le specifiche senza preavviso.
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
ДйбфзсеЯфбй фп дйкбЯщмб фспрпрпЯзузт рспдйбгсбцюн ЧщсЯт рспейдпрпЯзуз.
-- 2 --

FRANÇAIS
1 DIRECTIVES 87.......................................................
2 SÉCURITÉ 87........................................................
3 INTRODUCTION 88...................................................
4 CARACTÉRISTIQUES TECHNIQUES 89.................................
5 INSTALLATION 90....................................................
5.1 Raccordements 91...........................................................
6 MISE EN MARCHE 92.................................................
6.1 Fixation de l’outil pour le soudage 92............................................
6.2 Ajustements 93..............................................................
6.3 Début de soudage 93.........................................................
6.4 Soudage dans les endroits exigus 94...........................................
7 ENTRETIEN 96.......................................................
7.1 Tous les jours 96.............................................................
7.2 Au besoin 96................................................................
7.3 Remplacement de pièces d’usure 98............................................
7.4 Installation de l’électrode en tungstène 99.......................................
7.5 Démontage de la pince de l’outil 99.............................................
8 COMMANDE DE PIÈCES DE RECHANGE 99............................
LISTE DE PIÈCES DÉTACHÉES 173........................................
ACCESSOIRES 209.......................................................
TOCf
-- 8 6 --
FR
1DIRECTIVES
CERTIFICAT DE CONFORMITÉ
Esab Welding Equipment AB, 695 81 Laxå Sweden, certifie sous sa propre responsabilité que la outils de soudage de tubes A21 PRB 17--49 / 33--90 / 60--170 à partir
du numéro de serié 645 répond aux normes de qualité EN 60292 conformément aux
directives 89/392/EEC avec annexe.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -------Laxå 97--09--22
Paul Karlsson
Managing Director
Esab Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 12336
2 SÉCURITÉ
Il incombe à l’utilisateur d’un équipement de soudage ESAB de prendre toutes les mesures
nécessaires pour garantir la sécurité du personnel utilisant le système de soudage ou se trouvant à proximité. Les mesures de sécurité doivent répondre aux normes correspondant à ce
type d’appareil. Le contenu de ces recommandations peut être considéré comme un complément à la réglementation ordinaire relative à la sécurité sur le lieu de travail.
L’utilisation de l’appareil doit être conforme au mode d’emploi et exclusivement réservée à des
opérateurs habilités. Toute utilisation incorrecte risque de créer une situation anormale pouvant soit blesser l’opérateur, soit endommager le matériel.
1. Toute personne utilisant la machine de soudage devra bien connaître:
S sa mise en service
S l’emplacement de l’arrêt d’urgence
S son fonctionnement
S les règles de sécurité en vigueur
S le processus de soudage
2. L’opérateur doit s’assurer:
S que personne ne se trouve dans la zone de travail de l’équipement au moment de sa mise en
service.
S que personne n’est sans lorsque l’arc est amorcé.
3. Le poste de travail doit être:
S conforme au type de travail
S non soumis à des courants d’air.
4. Protection personnelle
S Toujours utiliser l’équipement recommandé de protection personnelle, tel que lunettes protec-
trices, vêtements ignifuges, gants protecteurs.
S Eviter de porter des vêtements trop larges ou par exemple une ceinture, un bracelet,
etc. pouvant s’accrocher en cours d’opération ou occasionner des brûlures.
5. Divers
S S’assurer que les câbles sont bien raccordés.
S Seul du personnel spécialement qualifié est habilité à intervenir sur le système
électrique.
S Un équipement de lutte contre l’incendie doit se trouver à proximité et clairement signalé.
S Ne pas effectuer de graissage ou d’entretien en cours de marche.
dsa8d1fa
-- 8 7 --
FR
AVERTISSEMENT
LE SOUDAGE ET LE COUPAGE À L’ARC PEUVENT ÊTRE DANGEREUX POUR VOUS COMME
POUR AUTRUI. SOYEZ DONC TRÈS PRUDENT EN UTILISANT LA MACHINE À SOUDER. OBSERVEZ LES RÈGLES DE SÉCURITÉ DE VOTRE EMPLOYEUR, QUI DOIVENT ÊTRE BASÉES
SUR LES TEXTES D’AVERTISSEMENT DU FABRICANT
DÉCHARGE ÉLECTRIQUE -- Danger de mort
S Installer et mettre à la terre l’équipement de soudage en suivant les normes en vigueur.
S Ne pas toucher les parties conductrices. Ne pas toucher les électrodes avec les mains nues ou
des gants de protection humides.
S S’isoler du sol et de la pièce à souder
S S’assurer que la position de travail adoptée est sûre.
FUMÉES ET GAZ -- Peuvent nuire à la santé
S Éloigner le visage des fumées de soudage.
S Ventiler et aspirer les fumées de soudage pour assurer un environnement de travail sain.
RADIATIONS LUMINEUSES DE L’ARC -- Peuvent abîmer les yeux et brûler la peau
S Se protéger les yeux et la peau. Utiliser un écran soudeur et porter des gants et des vêtements
de protection.
S Protéger les personnes voisines des effets dangereux de l’arc par des rideaux ou des écrans
protecteurs.
RISQUES D’INCENDIE
S Les étincelles (ou ”puces” de soudage) peuvent causer un incendie. S’assurer qu’aucun objet
inflammable ne se trouve à proximité du lieu de soudage.
BRUIT -- Un niveau élevé de bruit peut réduire les facultés auditives
S Se protéger. Utiliser des protecteurs d’oreilles ou toute autre protection auditive.
S Avertir des risques encourus les personnes se trouvant à proximité.
EN CAS DE MAUVAIS FONCTIONNEMENT -- Faire appel à un technicien qualifié.
LIRE ATTENTIVEMENT LE MODE D’EMPLOI AVANT D’INSTALLER LA MACHINE ET DE L’UTILISER.
PROTÉGEZ--VOUS ET PROTÉGEZ LES AUTRES!
3 INTRODUCTION
Les outils de soudage de tubes A21 PRB 17--49 / 33--90 / 60--170 sont destinés au
soudage TIG automatique de joints de tubes.
Les outils de de soudage de tubes sont et peuvent être raccordés à la source de
courant LTO 160, LTO 250, LTP 450, LTS 160, LTS 250, LTS 320. Si un apport
supplémentaire de fil est nécessaire, le dévidoir MEI 21 peut être utilisé.
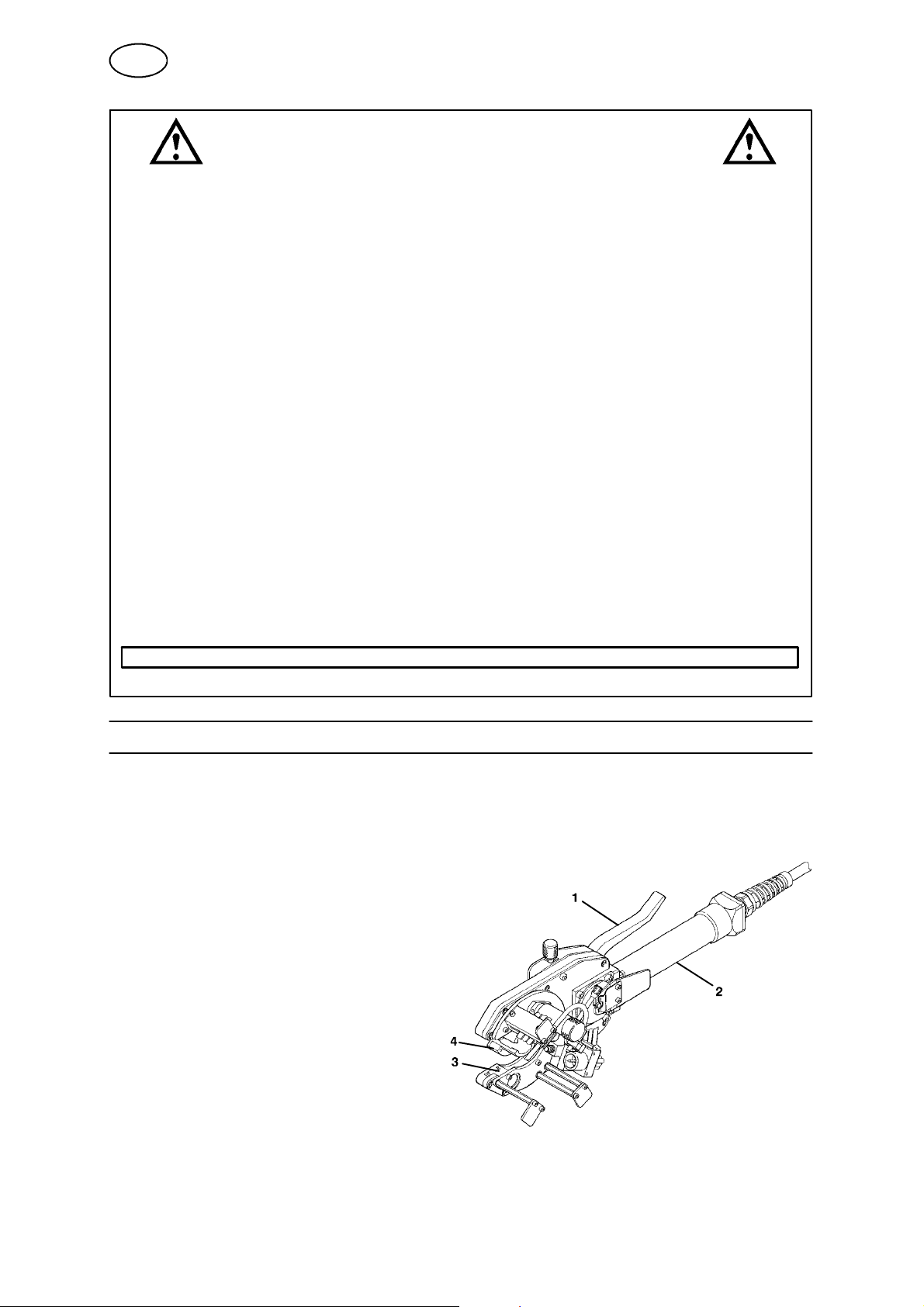
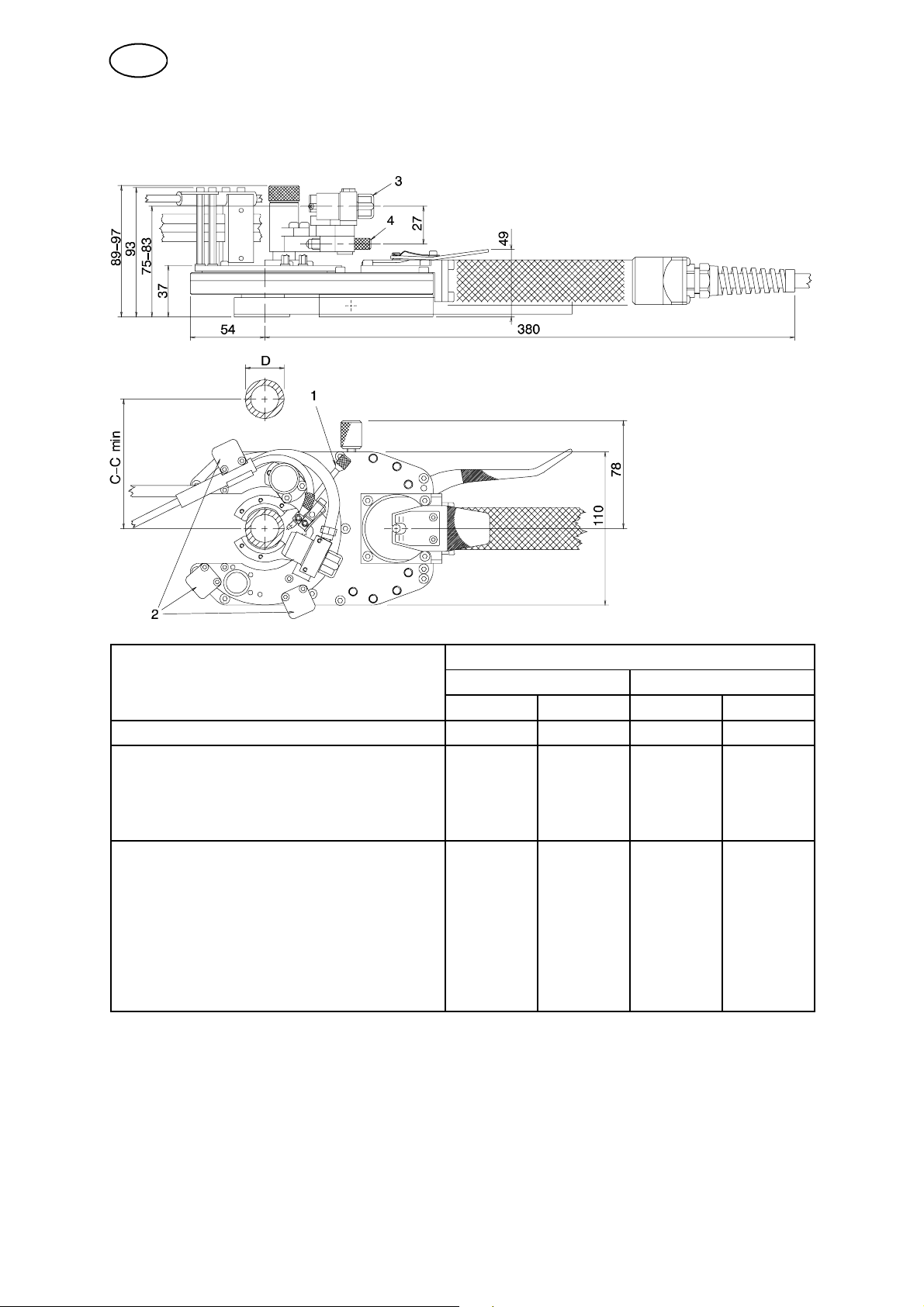
Le principe de serrage utilisé permet une fixation
rapide et précise: la paire de mâchoires (1)
verrouille l’outil de soudage de tubes sur le tube
par pression du levier de blocage (2) contre la
poignée. Au cours de soudage, la couronne
dentée (3) avec les détails montés
au--dessus est la seule pièce en rotation.
La rotation est assurée par une unité
d’entraînement (4) consistant en un
moteur c.c. excité en permanence et un
émetteur d’impulsion pour le reglage de la vitesse du moteur.
L’alimentation en tension du moteur se fait à partir de l’équipement de commande
(source de courant).
dsa8d1fa
-- 8 8 --
FR
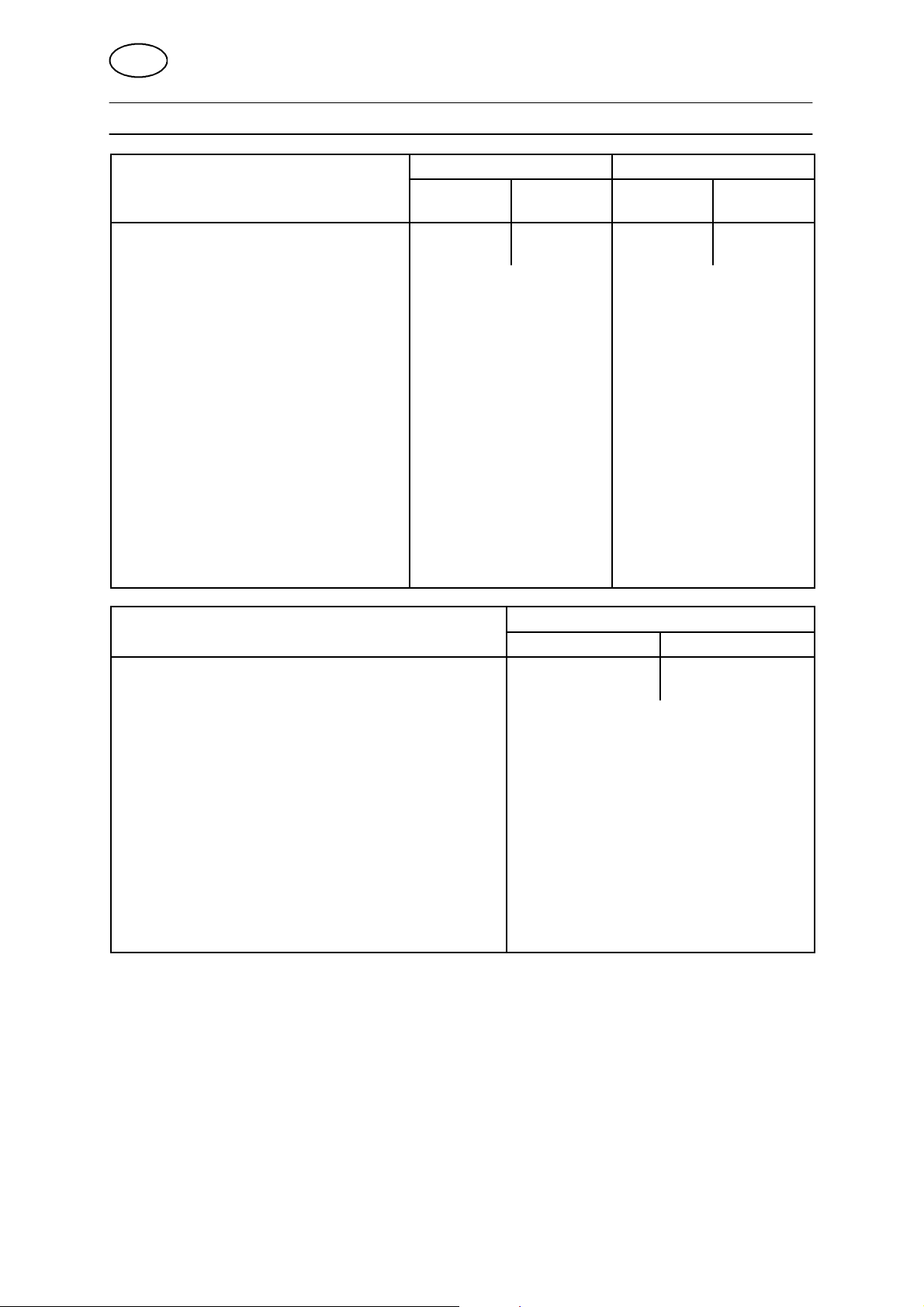
4 CARACTÉRISTIQUES TECHNIQUES
Outil de soudage de tubes PRB 17--49 PRB 33--90
Refroidi par
l’eau
Courant de soudage maxi (A) pour un
facteur de marche de 100%
Diamètre extérieur de tube (mm) 17--49 33--90
Vitesse de rotation (tr/min) 0,12 -- 2,4 0,08 -- 1,6
Poids sans câble et ensemble de câbles
et tuyaux (kg)
Longueur, ensemble de tuyaux (m) 7 7
Diamètre de l’électrode en tungstène
(mm)
Diamètre de fil d’apport (mm) 0,6 / 0,8 / 0,9 Fe, SS 0,6 / 0,8 / 0,9 Fe, SS
Unité d’entraînement
Tension maxi de l’induit (V DC)
Courant maxi de l’induit (A DC)
Vitesse de rotation de l’induit à
20 V (tr/min)
Rapport de démultiplication
mécanique
250 100 250 100
Refroidi par
l’air
2,8 3,2
1,6 / 2,4 1,6 / 2,4
48
0,5
6950
246:1
Refroidi par
l’eau
246:1
Refroidi par
48
0,5
6950
l’air
Outil de soudage de tubes PRB 60--170
Refroidi par l’eau Refroidi par l’air
Courant de soudage maxi (A) pour un facteur de marche de 100%
Diamètre extérieur de tube (mm) 60--170
Vitesse de rotation (tr/min) 0,05 -- 0,95
Poids sans câble et ensemble de câbles et tuyaux (kg) 4,4
Longueur, ensemble de tuyaux (m) 7
Diamètre de l’électrode en tungstène (mm) 1,6 / 2,4
Diamètre de fil d’apport (mm) 0,6 / 0,8 / 0,9 Fe, SS
Unité d’entraînement
Tension maxi de l’induit (V DC)
Courant maxi de l’induit (A DC)
Vitesse de rotation de l’induit à 20 V (tr/min)
Rapport de démultiplication mécanique
250 100
48
0,5
6950
246:1
dsa8d1fa
-- 8 9 --
FR
5 INSTALLATION
L’installation doit être assu rée par un technicien qualifié.
ATTENTION!
Pièces rotatives -- risque d’accident.
S Source de courant LTO 160, LTO 250, voir le manuel d’instructions 0456 779 xxx
S Source de courant LTP 450, voir le manuel d’instructions 0456 634 xxx
S Source de courant LTS 160, LTS 250, voir le manuel d’instructions 0458 343 xxx
S Source de courant LTS 320, voir le manuel d’instructions 0457 690 xxx
S Dévidoir MEI 21, voir le manuel d’instructions 0443 831 xxx
dsa8d1fa
-- 9 0 --

FR
5.1 Raccordements
L’outil de soudage refroidi par l’eau
A Câble du moteur -- rotation D Tuyau d’eau de refroidissement
d’entrée
B Guide--fil E Câble de soudage
C Tuyau d’eau de refroidissement de
sortie
L’outil de soudage refroidi par l’air
A Câble du moteur -- rotation E Câble de soudage
F Tuyaudegaz
B Guide--fil F Tuyaudegaz
dsa8d1fa
-- 9 1 --

FR
6 MISE EN MARCHE
Les prescriptions générales de sécurité pour l’utilisation de l’équipement figurent en page 87. En prendre connaissance avant d’utiliser l’équipement.
S Source de courant LTO 160, LTO 250, voir le manuel d’instructions 0456 779 xxx
S Source de courant LTP 450, voir le manuel de programmation 0456 638 xxx
S Source de courant LTS, voir le manuel de programmation 0457 706 xxx
ATTENTION!
Afin de ne pas endommager le poste de soudage, vérifier que le câble de retour est raccordé à la
pièce à souder et que l’électrode en tungstène se trouve dans la position de départ avant
d’amorcer le soudage.
6.1 Fixation de l’outil pour le soudage
S A l’aide du vis de réglage (3) choisir le diamètre
de tube adéquat et maintenir le levier
de blocage (1) dans la position fermée.
S Ouvrir l’outil de soudage à l’aide
du levier de blocage (1).
S Tourner la vis de réglage (3) d’un
quart de tour supplémentaire pour
obtenir un serrage approprié.
Nota. Un serrage trop fort pourrait
déformer la pince, donc déplacer le
centre et provoquer une erreur de
soudure.
Lors du soudage avec un équipement pour tube d’un diamètre compris entre 8
et 17 mm (voir Accessoires, page 209), fixer l’outil de soudage avec l’unité
d’entraînement dans la position verticale, alternativement un appui ou un dispositif
de décharge peut être placé sous l’unité d’entraînement afin d’empêcher l’outil de
soudage de tourner autour du tube.
S Refermer l’outil de soudage à l’aide du levier de blocage (1).
S Débrayer la couronne dentée à l’aide du bras de débrayage (2).
S Tourner la couronne dentée (4) de 1,5 tour pour dévider le câble de connexion.
dsa8d1fa
-- 9 2 --

FR
6.2 Ajustements
Ajustement de la position de l’électrode en tungstène
dans le joint à souder
S Ajuster la distance de l’électrode en sens
radial à l’aide de la vis d’écartement (2).
S Ajuster la distance de l’électrode
avec la vis de réglage (1).
La force de ressort du bras du
porte--électrode est réglée en usine.
Si un réglage est nécessaire,
contacter le représentant ESAB le
plus proche afin d’obtenir de plus
amples informations.
Alimentation du fil d’apport
S Voir le manuel d’instructions du
dévidoir MEI 21 (0443 831 xxx).
Ajustement du fil d’apport
S Ajuster la buse pour fil d’apport (1) en sens
radial à l’aide d’une clé mâle à six pans.
L’adjustage précis se fait à l’aide du volant.
6.3 Début de soudage
S Charger le programme de soudage dans la zone de travail (voir manuel de
programmation).
S Appuyer sur le bouton de mise en marche (A) sur le coffret de réglage.
dsa8d1fa
-- 9 3 --
FR
6.4 Soudage dans les endroits exigus
PRB 17--49
Outil de soudage de tubes PRB 17--49
Refroidi par l’eau Refroidi par l’air
D C--C min D C--C min
S Complet. D±49 70+D D±49 70+D
S Sans bouton (1) pour l’ajustement précis du
fil.
S Au besoin le capot de torche (3) et la vi
d’écartement (4) peuvent être remplacés par
des variantes plus courtes.
S Sans bouton (1) pour l’ajustement précis du
fil.
S Sans plaques d’extrémité (2).
S Avec place pour câbles en sens axial.
S Au besoin le capot de torche (3) et la vi
d’écartement (4) peuvent être remplacés par
des variantes plus courtes.
S Avec la buse pour fil d’apport
0443 880 880.
D±49 70+D/2 D±40
40<D±49
D±34
34<D±49
56+ D/2
39+D
70+D/2
50+D
D±40 50+D
dsa8d1fa
-- 9 4 --

FR
A21 PRB 33--90
Outil de soudage de tubes PRB 33--90
Refroidi par l’eau Refroidi par l’air
D C--C min D C--C min
S Complet. D±68
68<D±90
S Sans bouton (1) pour l’ajustement précis du
D±90 94+D/2 D±90 94+D/2
fil.
S Au besoin le capot de torche (3) et la vi
d’écartement (4) peuvent être remplacés par
des variantes plus courtes.
S Sans bouton (1) pour l’ajustement précis du
D±90 82+ D/2 D±64
fil.
S Sans plaques d’extrémité (2).
S Avec place pour câbles en sens axial.
S Au besoin le capot de torche (3) et la vi
d’écartement (4) peuvent être remplacés par
des variantes plus courtes.
70+D/2
60+D
D±68
68<D±90
64<D±90
94+D/2
60+D
82+D/2
50+D
dsa8d1fa
-- 9 5 --

FR
PRB 60--170
Outil de soudage de tubes PRB 60--170
Refroidi par l’eau Refroidi par l’air
D C--C min D C--C min
S Complet D±170 137+D/2 D±170 137+D/2
7 ENTRETIEN
NOTA.
Toutes les conditions de garantie du fournisseur de la machine cessent de
s’appliquer dans le cas où le propriétair e ou l’utilisateur de l’équipement entreprend
une quelconque intervention de dépannage de la machine en dehors du contrat de
maintenance.
7.1 Tous les jours
Contrôler que tous les câbles et les tuyaux sont intacts.
7.2 Au besoin
Nettoyer toutes les surfaces de glissement et les lubrifier avec de la graisse, no.
d’article 0444 044 001 (BP Energrease LS EP 00).
dsa8d1fa
-- 9 6 --

FR
Remplacement du po rte--électrode complet.
S Ouvrir le couvercle de protection.
S Détacher les r églettes de raccordement (2) et (3) en enlevant les vis creuses à
six pans.
S Démonter le collier de serrage (6).
S Sortir le porte--électrode (5) à travers le couvercle de protection (1) et le
renvoyer avec la pince (6) au représentant ESAB le plus proche qui se chargera
de l’échanger conformément au système d’échange en vigueur.
S Monter le nouveau porte--électrode dans l’ordre inverse.
S Vérifier le montage des joints toriques entre les blocs de connexion (2) et (3).
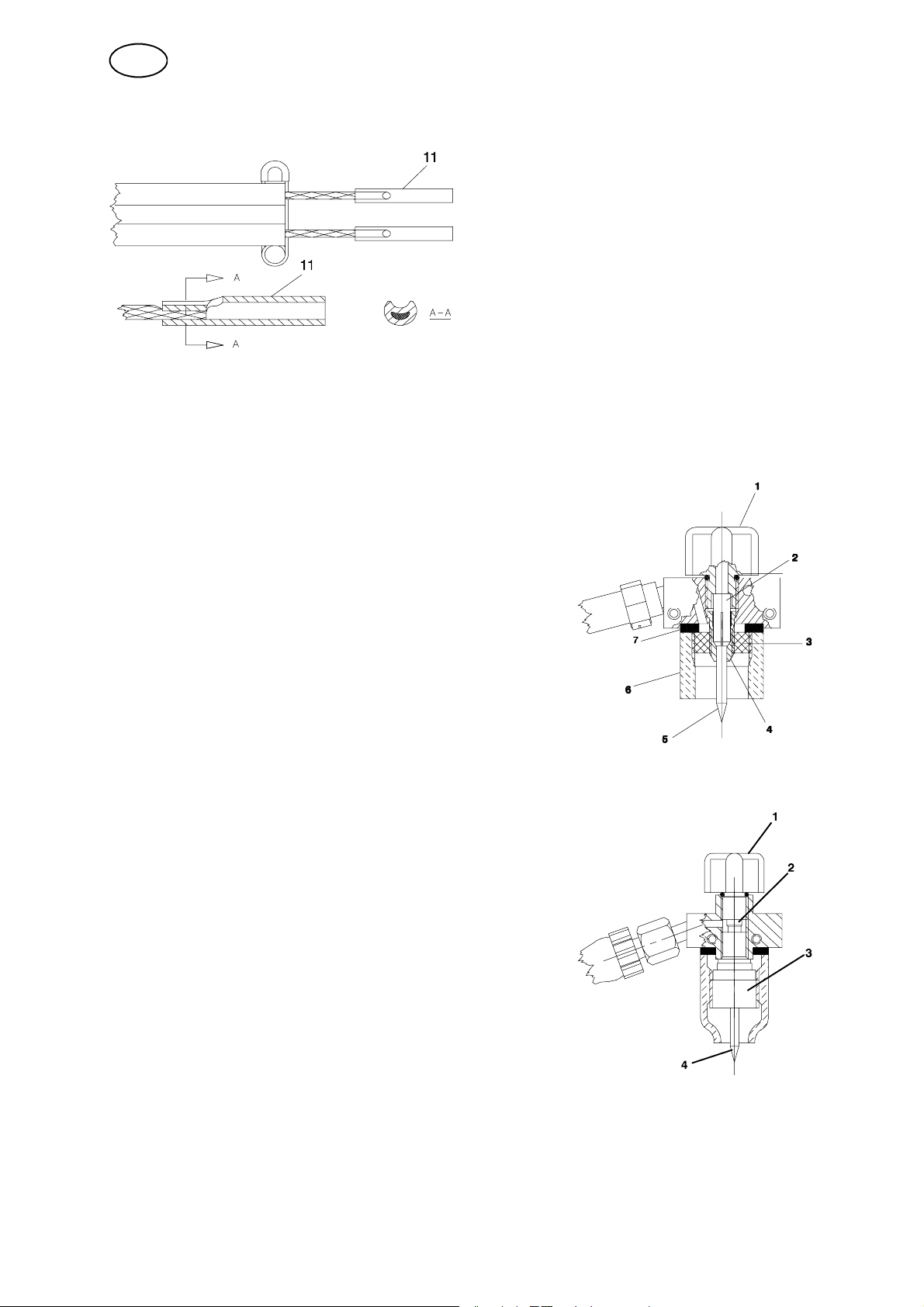
Réparation du multiconducteur
NOTA. Cela doit être effectué par le personnel de maintenance autorisé ESAB.
S Démonter les pinces de serrage (4) et (6) dans le bout endommagé et retirer le
tuyau (7).
S Débraser les raccords de courant (11) du porte--électrode ( 12) / bloc de
connexion (2) à l’aide d’un fer à braser.
S Couper la partie endommagée du tuyau, mais laisser quelques centimètres de
plus des litz de cuivre.
S Attacher un adhésif autocollant (8) autour des litz de cuivre (9) au niveau du
bout du tuyau pour marquer la longueur du tuyau.
S Retirer les litz de cuivre (9) de 60-- 70 mm du tuyau et empêcher les litz de
reglisser à l’aide d’une épingle de sûreté ou d’un fil métallique (10).
S Couper les litz de cuivre (9) d’environ 15 mm plus court que le tuyau.
dsa8d1fa
-- 9 7 --
FR
S Monter de nouveaux litz de cuivre ( 11) à l’aide d’une pince de câble ou d’un
autre dispositif approprié.
S Braser les raccords de courant (11) contre le porte--électrode (12) / bloc de
connexion (2).
S Enlever l’épingle de sûreté / fil métallique (10).
S Faire tremper les raccords de courant (11) et pousser le tuyau (7) par--dessus.
S Remonter les pinces de serrage (4) et (6).
7.3 Remplacement de pièces d’usure
Outil de soudage refoidi par l’eau
S Enlever le capot de torche (1).
S Enlever l’électrode en tungstène (5).
S Enlever la douille de serrage (2).
S Enlever la douille de protection gaz (6).
S Dévisser la buse pour fil (4) de la lentille à
gaz (3) à l’aide d’une clé mâle à six pans.
S Monter dans l’ordre inverse.
NOTA. Vérifier que le diffuseur de gaz (3) est monté avec la face lisse tournée vers
la rondelle d’étanchéité (7).
Outil de soudage rrefroidi par l’air
S Enlever le capot de torche (1).
S Enlever l’électrode en tungstène (4).
S Enlever la douille de serrage (2).
S Enlever la douille de protection gaz (5).
S Dévisserdelalentilleàgaz(3).
S Monter dans l’ordre inverse.
dsa8d1fa
-- 9 8 --
FR
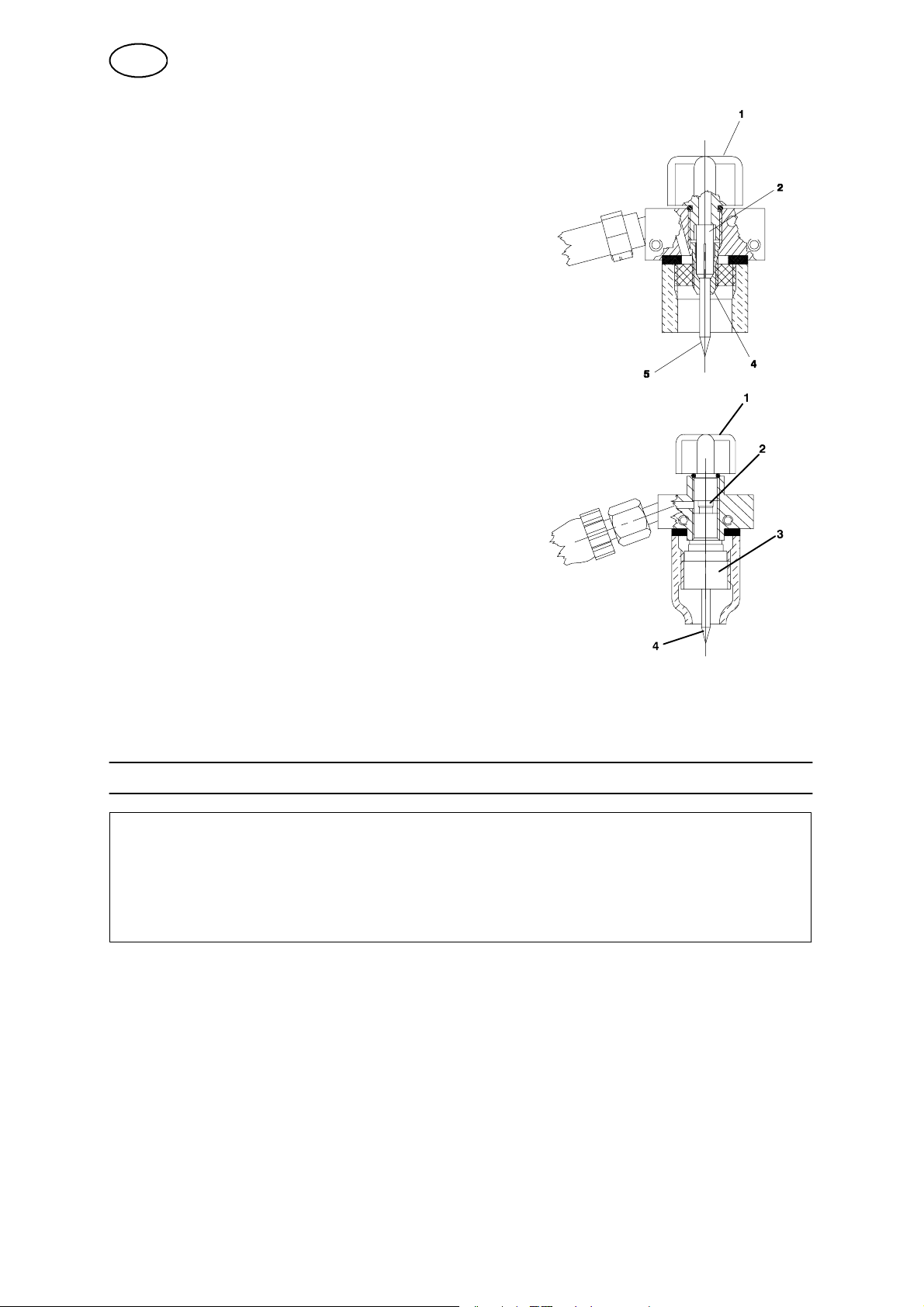
7.4 Installation de l’électrode en tungstène
Outil de soudage refoidi par l’eau
Après l’affûtage, installer l’électrode en tungstène
comme suit:
S Enlever le capot de torche (1).
S Introduire l’électrode en tungstène (5) dans la
buse pour fil (4) et la douille de serrage (2).
S Serrer l’électrode en tungstène (5) à l’aide du
capot de torche (1).
Outil de soudage rrefroidi par l’air
Après l’affûtage, installer l’électrode en tungstène
comme suit:
S Enlever le capot de torche (1).
S Introduire l’électrode en tungstène (4) de la
lentille à gaz (3) et la douille de serrage (2).
S Serrer l’électrode en tungstène (5) à l’aide du
capot de torche (1).
7.5 Démontage de la pince de l’outil
La pince peut également être monté sur l’outil dans la position
retournée, c’est--à--dire avec le levier de verrouillage vers le
bas.
8 COMMANDE DE PIÈCES DE RECHANGE
A21 PRB 17-- 49 / 33--90 / 60--170 est conçue et éprouvée conformément à la
norme internationale EN 60 292 (CEI 292).
Il incombe à l’entreprise chargée de tout travail de maintenance ou de
réparation de s’assurer que le produit demeure conforme à la norme
susmentionnée après leur intervention.
Les pièces de rechange peuvent être commandées auprès du représentant ESAB le
plus proche -- voir en dernière page du manuel. Pour une livraison rapide et correcte, prière d’indiquer dans toute commande le type et le numéro de série des machines, ainsi que les désignations et références conformément à la liste des pièces de
rechange.
dsa8d1fa
-- 9 9 --

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V .
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB international AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 8027 9869
Fax: +60 3 8027 4754
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
0511118
 Loading...
Loading...