


ä
PowerCut
PT-39
700
US Instruction manual
FR Manuel d'instructions
SA Manual de instrucciones
Valid for serial no. 145-xxx-xxxx0463 278 031 US FR SA 20121125

English US 3.............................................
Français 25...............................................
Español SA 47.............................................
Sous réserve de modifications sans avis préalable.
Rights reserved to alter specifications without notice.
Reservado el derecho de cambiar las especificaciones sin previo aviso.
- 2 -

English US
1 USER RESPONSIBILITY 4............................................
2 SAFETY PRECAUTIONS 4............................................
3 INTRODUCTION 8...................................................
3.1 Equipment 8................................................................
4 TECHNICAL DATA 9.................................................
5 INSTALLATION 10....................................................
5.1 Delivery check and location 11.................................................
5.2 Primary power supply 11......................................................
5.3 Input air connection 12........................................................
5.4 Connection for return cable 12.................................................
5.5 Torch connection 13..........................................................
6 OPERATION 15.......................................................
6.1 Connections 15..............................................................
6.2 Control devices 16...........................................................
6.2.1 Symbol key 17..........................................................
6.3 Installing consumables 18.....................................................
6.4 Cutting 19...................................................................
7 MAINTENANCE 20....................................................
7.1 Inspection and cleaning 21....................................................
8 TROUBLESHOOTING 22..............................................
8.1 Troubleshooting guide 23......................................................
9 ORDERING SPARE PARTS 24.........................................
SCHEMATIC DIAGRAM 70................................................
APPLICATIONS 72.......................................................
WEAR COMPONENTS 74.................................................
ORDERING NUMBER 75.................................................
TOCa
- 3 -

US
Be sure this information reaches the operator.
You can get extra copies through your supplier.
These INSTRUCTIONS are for experienced operators. If you are not fully familiar with the
principles of operation and safe practices for arc welding equipment, we urge you to read
our booklet, “Precautions and Safe Practices for Arc, Cutting and Gouging, “Form 52-529.
Do NOT permit untrained persons to install, operate, or maintain this equipment. Do NOT
attempt to install or operate this equipment until you have read and fully understand these
instructions. If you do not fully understand these instructions, contact your supplier for
further information. Be sure to read the Safety Precautions before installing or operating
this equipment.
1 USER RESPONSIBILITY
This equipment will perform in conformity with the description thereof contained in this manual and
accompanying labels and/or insert when installed, operated, maintained and repaired in accordance
with the instruction provided. This equipment must be checked periodically. Malfunctioning or poorly
maintained equipment should not be used. Parts that are broken, missing, worn, distorted or
contaminated should be replaced immediately. Should such repair or replacement become necessary,
the manufacturer recommends that a telephone or written request for service advice be made to the
Authorized Distributor from whom it was purchased.
This equipment or any of its parts should not be altered without the prior written approval of the
manufacturer. The user of this equipment shall have the sole responsibility for any malfunction which
results from improper use, faulty maintenance, damage, improper repair or alteration by anyone other
than the manufacturer or a service facility designated by the manufacturer.
2 SAFETY PRECAUTIONS
WARNING: These Safety Precautions are for your protection. They summarize precautionary
information from the references listed in Additional Safety Information section. Before performing any
installation or operating procedures, be sure to read and follow the safety precautions listed below as
well as all other manuals, material safety data sheets, labels, etc. Failure to observe Safety
Precautions can result in injury or death.
PROTECT YOURSELF AND OTHERS
Some welding, cutting and gouging processes are noisy and require ear
protection. The arc, like the sun, emits ultraviolet (UV) and other radiation
and can injure skin and eyes. Hot metal can cause burns. Training in the
proper use of the processes and equipment is essential to prevent accidents.
Therefore:
1. Always wear safety glasses with side shields in any work area, even if welding helmets face
shields and goggles are also required.
US warninga
- 4 -

US
2. Use a face shield fitted with the correct filter and cover plates to protect your eyes, face, neck
and ears from sparks and rays of the arc when operating or observing operations. Warn
bystanders not to watch the arc and not to expose themselves to the rays of the electric-arc or
hot metal.
3. Wear flameproof gauntlet type gloves, heavy long-sleeve shirt, cuffless trousers, high-topped
shoes and a welding helmet or cap for protection, to protect against arc rays and hot sparks or
hot metal. A flameproof apron may also be desirable as protection against radiated heat and
sparks.
4. Hot sparks or metal can lodge in rolled up sleeves, trouser cuffs, or pockets. Sleeves and collars
should be kept buttoned and open pockets eliminated from the front of clothing.
5. Protect other personnel from arc rays and hot sparks with a suitable nonflammable partition or
curtains.
6. Use goggles over safety glasses when chipping slag or grinding. Chipped slag may be hot and
can fly far. Bystanders should also wear goggles over safety glasses.
FIRES AND EXPLOSIONS
Heat from flames and arcs can start fires. Hot slag or sparks can also cause
fires and explosions. Therefore:
1. Remove all combustible materials well away from the work area or cover the materials with a
protective nonflammable covering. Combustible materials include wood, cloth, sawdust, liquid
and gas fuels, solvents, pants and coatings paper, etc.
2. Hot sparks or hot metal can fall through cracks or crevices in floors or wall openings and cause a
hidden smoldering fire or fires on the floor below. Make certain that such openings are protected
from hot sparks and metal.
3. Do not weld, cut or perform other hot work until the workpiece has been completely cleaned so
that there are no substances on the workpiece which might produce flammable or toxic vapors.
Do not do hot work on closed containers. They may explode.
4. Have fire extinguishing equipment handy for instant use, such as a garden hose, water pail, sand
bucket, or portable fire extinguisher. Be sure you are trained in its use.
5. Do not use equipment beyond its ratings. For example, overloaded welding cable can overheat
and create a fire hazard.
6. After completing operations, inspect the work area to make certain there are no hot sparks or hot
metal which could cause a later fire. Use fire watchers when necessary.
7. For additional information refer to NFPA Standard 51B, “Fire Prevention in Use of Cutting and
Welding Processes”, available from the National Fire Protection Association, Batterymarch Park,
Quincy, MA 02269.
ELECTRICAL SHOCK
Contact with live electrical parts and ground can cause severe injury or
death. DO NOT use AC welding current in damp areas, if movement is
confined, or if there is danger of falling. Therefore:
1. Be sure the power source frame (chassis) is connected to the ground system of the input power.
2. Connect the workpiece to a good electrical ground.
3. Connect the work cable to the workpiece. A poor or missing connection can expose you or others
to a fatal shock.
4. Use well-maintained equipment. Replace worn or damaged cables.
5. Keep everything dry, including clothing, work area, cables, torch/electrode holder and power
source.
6. Make sure that all parts of your body are insulated from work and
7. Do not stand directly on metal or the earth while working in tight quarters or a damp area; stand
on dry boards or an insulating platform and wear rubber-soled shoes.
8. Put on dry, hole-free gloves before turning on the power.
9. Turn off the power before removing your gloves.
10. Refer to ANSI/ASC Standard Z49.1 (listed on next page) for specific grounding
recommendations. Do not mistake the work lead for a ground cable.
- 5 -
US warninga
from ground.

US
ELECTRIC AND MAGNETIC FIELDS
May be dangerous. Electric current flowing through any conductor causes
localized Electric and Magnetic Fields (EMF). Welding and cutting current
creates EMF around welding cables and welding machines.
Therefore:
1. Welders having pacemakers should consult their physician before welding. EMF may interfere
with some pacemakers.
2. Exposure to EMF may have other health effects which are unknown.
3. Welders should use the following procedures to minimize exposure to EMF:
a. Route the electrode and work cables together. Secure them with tape when possible.
b. Never coil the torch or work cable around your body.
c. Do not place your body between the torch and work cables. Route cables on the same side
of your body.
d. Connect the work cable to the workpiece as close as possible to the area being welded.
e. Keep welding power source and cables as far away from your body as possible.
FUMES AND GASES
Fumes and gases, can cause discomfort or harm, particularly in confined
spaces. Do not breathe fumes and gases. Shielding gases can cause
asphyxiation.
Therfore:
1. Always provide adequate ventilation in the work area by natural or mechanical means. Do not
weld, cut or gouge on materials such as galvanized steel, stainless steel, copper, zinc, lead
beryllium or cadmium unless positive mechanical ventilation is provided. Do not breathe fumes
from these materials.
2. Do not operate near degreasing and spraying operations. The heat or arc can react with
chlorinated hydrocarbon vapors to form phosgene, a highly toxic gas and other irritant gases.
3. If you develop momentary eye, nose or throat irritation while operating, this is an indication that
ventilation is not adequate. Stop work and take necessary steps to improve ventilation in the work
area. Do not continue to operate if physical discomfort persists.
4. Refer to ANSI/ASC Standard Z49.1 (see listing below) for specific ventilation recommendations.
5. WARNING: This product when used for welding or cutting, produces fumes or gases which
contain chemicals known to the State of California to cause birth defects and in some cases
cancer (California Health & Safety Code §25249.5 et seq.)
CYLINDER HANDLING
Cylinders, if mishandled, can rupture and violently release gas. Sudden
rupture of cylinder valve or relief device can injure or kill.
Therefore:
1. Use the proper gas for the process and use the proper pressure reducing regulator designed to
operate from the compressed gas cylinder. Do not use adaptors. Maintain hoses and fittings in
good condition. Follow manufacturer's operating instructions for mounting regulator to a
compressed gas cylinder.
2. Always secure cylinders in an upright position by chain or strap to suitable hand trucks,
undercarriages, benches, wall, post or racks. Never secure cylinders to work tables or fixtures
where they may become part of an electrical circuit.
3. When not in use, keep cylinder valves closed. Have valve protection cap in place if regulator is
not connected. Secure and move cylinders by using suitable hand trucks.
4. Locate cylinders away from heat, sparks and flames. Never strike an arc on a cylinder.
5. For additional information, refer to CGA Standard P-1, “Precautions for Safe Handling of
Compressed Gases in Cylinders”, which is available from Compressed Gas Association, 1235
Jefferson Davis Highway, Arlington, VA 22202.
US warninga
- 6 -

US
EQUIPMENT MAINTENANCE
Faulty or improperly maintained equipment can cause injury or death. Therefore:
1. Always have qualified personnel perform the installation, troubleshooting and maintenance work.
Do not perform any electrical work unless you are qualified to perform such work.
2. Before performing any maintenance work inside a power source, disconnect the power source
from the incoming electrical power.
3. Maintain cables, grounding wire, connections, power cord and power supply in safe working
order. Do not operate any equipment in faulty condition.
4. Do not abuse any equipment or accessories. Keep equipment away from heat sources such as
furnaces, wet conditions such as water puddles, oil or grease, corrosive atmospheres and
inclement weather.
5. Keep all safety devices and cabinet covers in position and in good repair.
6. Use equipment only for its intended purpose. Do not modify it in any manner.
ADDITIONAL SAFETY INFORMATION
For more information on safe practices for electric arc welding and cutting equipment,
ask your supplier for a copy of “Precautions and Safe Practices for Arc Welding,
Cutting and Gouging”, Form 52-529.
The following publications, which are available from the American Welding Society, 550 N.W. LeJuene
Road, Miami, FL 33126, are recommended to you:
1. ANSI/ASC Z49.1 - “Safety in Welding and Cutting”
2. AWS C5.1 . “Recommended Practices for Plasma Arc Welding”
3. AWS C5.2 - “Recommended Practices for Plasma Arc Cutting“
4. AWS C5.3 - “Recommended Practices for Air Carbon, Arc Gouging and Cutting”
5. AWS C5.5 - “Recommended Practices for Gas Tungsten Arc Welding”
6. AWS C5.6 - “Recommended Practices for Gas Metal Arc welding”
7. AWS SP - “Safe practices” - Reprint, Welding Handbook
8. ANSI/AWS F4.1 - “Recommended Safe Practices for Welding and Cutting of Containers That
Have Held Hazardous Substances”
MEANING OF SYMBOLS
As used throughout this manual: Means Attention! Be Alert!
Means immediate hazards which, if not avoided, will result in
immediate, serious personal injury or loss of life.
Means potential hazards which could result in personal injury or loss
of life.
Means hazards which could result in minor personal injury.
US warninga
- 7 -
US
This product is solely intended for plasma cutting. Any other use may result in
personal injury and / or equipment damage.
Read and understand the instruction manual
before installing or operating.
ESAB can provide you with all necessary cutting protection and accessories.
3 INTRODUCTION
The PowerCut 700 is a complete system for manual plasma cutting. It delivers
cutting power for severing materials up to 5/8” (16 mm) thickness.
3.1 Equipment
The power source is supplied with:
S power cable, 10 ft (3 m)
S instruction manual
S return cable with clamp
S plasma cutting torch PT-39, 25 ft (7.5 m), supplied as indicated on page 75.
bp23aa
- 8 -
© ESAB AB 2012

US
4 TECHNICAL DATA
PowerCut 700
Mains voltage 230V $15 %, 1ph, 50/60Hz
Setting range 30 – 50A
Permitted load
25 % duty cycle
60 % duty cycle
100% duty cycle
Power factor at max current 0.75
Efficiency at maximum current 80%
Open-circuit voltage U
Operating temperature - 50 to 104°F ( -10 to 40°C)
Transportation temperature - 68 to 131°F (-20 to 55°C)
Sound pressure at no load < 49db (A)
Nominal flow rate 400cfh at 70psig(189l/min at 4.8bar)
Dimensions, l x w x h 22”x8.3”x15” (557x 211 x 380mm)
Weight incl torch and return cable 47lbs (21.3kg)
Insulation class transformer H
Enclosure class IP 23
0
50A
37A
30A
320V
Duty cycle
The duty cycle refers to the time as a percentage of a ten-minute period that you can weld or cut at
a certain load without overloading. The duty cycle is valid for 104° F.
Enclosure class
The IP code indicates the enclosure class, i. e. the degree of protection against penetration by solid
objects or water. Equipment marked IP 23 is designed for indoor and outdoor use.
bp23aa
- 9 -
© ESAB AB 2012

US
5 INSTALLATION
The installation must be done by a professional.
Correct installation is very important for trouble-free operation and good cutting
results. Carefully read and follow each step in this chapter.
ELECTRIC SHOCKS CAN KILL. TAKE PRECAUTIONARY MEASURES AGAINST
ELECTRIC SHOCKS. ENSURE THAT ALL POWER SUPPLIES ARE DISCONNECTED
– SWITCH OFF THE SWITCH AT THE WALL SOCKET AND PULL OUT THE
EQUIPMENT'S POWER CABLE FROM THE SOCKET BEFORE MAKING ANY
ELECTRICAL CONNECTIONS IN THE POWER SOURCE.
IT IS VERY IMPORTANT THAT THE CHASSIS IS CONNECTED TO THE APPROVED
ELECTRIC PROTECTIVE EARTH, TO PREVENT ELECTRIC SHOCKS AND
ELECTRICAL ACCIDENTS. ENSURE THAT PROTECTIVE EARTH IS NOT
CONNECTED TO ANY PHASE CONDUCTORS BY MISTAKE.
POOR CONNECTIONS OR FAILURE TO CONNECT THE RETURN CABLE TO THE
WORKPIECE CAN RESULT IN FATAL ELECTRIC SHOCK.
AIR FILTER DEVICES MAY NOT BE USED – INSTALLATION OR MOUNTING OF ANY
FORM OF AIR FILTER DEVICE PREVENTS THE COLD AIR FLOW AND CAUSES A
RISK OF OVERHEATING. THE WARRANTY IS INVALIDATED IF ANY TYPE OF AIR
FILTER IS USED.
DO NOT START THE EQUIPMENT WITH THE COVER REMOVED.
DO NOT CONNECT THE EQUIPMENT UNDER TENSION OR WHEN YOU ARE
HOLDING IT OR CARRYING IT.
DO NOT TOUCH ANY OF THE TORCH'S PARTS WHEN THE POWER SUPPLY IS ON.
This product is intended for industrial use. In a domestic environment this product
may cause radio interference. It is the user's responsibility to take adequate
precautions.
- 10 -
bp23aa
© ESAB AB 2012

US
Place the power source at least 3 metres from the cutting area as sparks and slag spray can
damage the power source
5.1 Delivery check and location
1. Remove the packaging. Inspect the equipment for damage that was not
immediately apparent upon reception of the delivery. Immediately report any
damage to the delivery company.
2. Check for any loose parts in the packaging. Check that the air ducts in the
cover's rear panel are not blocked with packaging material that can prevent the
air flow through the power source.
The power source has a carrying handle and can be lifted easily.
3. Position the power source so that its cooling air inlets and outlets are not
obstructed. Minimum permitted distance to wall or other obstruction is 3.3 ft (1 m).
4. An air source that gives clean and dry air, at least 400 cfh (189 l/m) at 70 psi
(4.8 bar), is required for cutting. The cutting air pressure must not exceed 87 psi
(6 bar), which is the maximum inlet pressure for the filter regulator that is
included in the delivery.
5.2 Primary power supply
Make sure that the power source is connected to the correct supply voltage and that
it is protected by the correct fuse rating. A protective earth connection must be made
in accordance with regulations.
Rating plate with supply connection data
bp23aa
MAKE SURE THE POWER SOURCE IS SWITCHED OFF BEFORE REMOVING THE
FUSE.
- 11 -
© ESAB AB 2012

US
Recommended sizes for input conductors and line fuses
Input requirement Input & Gnd
conductors
Volt Phase Amps Cu/Awg Amps
230 1 41 8 50
Line fuse
Supply from power generators
The power source can be supplied from different types of generators. However,
some generators may not provide sufficient power for welding. The generators with
AVR, equivalent or better type of regulation with a min rated power of 10.8 kW are
recommended to supply the power source within it's full capacity.
Start with generator:
1) Start the generator
2) Turn on the power source by mains switch ON
Stop with generator
3) Turn off the power source by mains switch OFF
4) Stop the generator
5.3 Input air connection
Connect your air supply to the inlet connection of the filter. Any cylinder of
compressed air or air from a compressor may be used. The air must be free from
polluting particles. A pressure regulator is provided to ensure the correct air flow rate
on the torch. Set the pressure with the knob on the top of the regulator.
5.4 Connection for return cable
Clamp the return cable to the workpiece. Be sure the workpiece is connected to an
approved earth ground with a properly sized ground cable.
bp23aa
- 12 -
© ESAB AB 2012

US
5.5 Torch connection
For fast and easy separation of the torch from the power supply, the Power Cut 700
is equipped with a unique quick disconnect system.
Before connecting or disconnecting the torch, please keep these safety rules in
mind.
S If the connector is loose or damaged, do no operate the system until it has been
repaired by a qualified professional. Always make sure that the connection is
tight and properly locked in place.
S Never, under any circumstances, disconnect the torch while the equipment is on.
The system should be unplugged or otherwise disconnected from power prior to
servicing.
S Never pull the power supply by its cables, or do anything that might damage the
cable or connector. The connector is designed to withstand wear from regular
use, but excessive abuse can render the connector unusable.
S Like the power supply itself, the connector should never be operated in or near
standing water. Additionally, if the connector’s silicon moisture seal is absent or
damaged, do not operate the system.
S The gas connection is lubricated to ensure a smooth connection, but the
electrical connector should never be lubricated. Make sure to keep the electrical
connections clean and dry.
bp23aa
- 13 -
© ESAB AB 2012

US
5.5.1 Disconnecting the Torch
Always obey the safety rules above.
1. Disconnect the power at the wall or unplug the power supply.
2. Press the nylon tab on the torchside connector.
3. Pull the two halves apart while holding the tab down.
5.5.2 Connecting the Torch
Always obey the safety rules above.
1. Disconnect the power at the wall or unplug the power supply.
2. Press the release button on the female gas connector to make sure that the
locking mechanism is not engaged.
3. Align the gas connectors and engage them.
4. Align the electrical connections and engage them.
5. Press the two halves together until you hear the click that indicates that the gas
connectors are locked together.
6. Pull on the connector gently to make sure that it is properly locked in place.
bp23aa
- 14 -
© ESAB AB 2012

US
6 OPERATION
General safety regulations for the handling of the equipment can be found on
page 4. Read through before you start using the equipment!
6.1 Connections
1 Fuse 4 Control devices, see chapter 6.2
2 Connection for air 5 Connection for torch
3 Connection for power cable 6 Connection of return cable with clamp
bp23aa
- 15 -
© ESAB AB 2012

US
6.2 Control devices
1 Power switch 0/1 5 Over Temperature Indicator
2 2/4 stroke 6 Parts in Place (PIP)
3 Air Pressure Indicator 7 Power ON Indicator
4 Fault Indicator 8 Output current control
1 Power switch
Turn the knob clockwise to “1” position for normal operation. Turn the knob
counterclockwise to switch “0”.
2 2/4 stroke
When in 2-stroke cutting mode, the torch activates when the trigger is pressed, and
deactivates when the trigger is released. In 4-stroke mode, the torch activates on the
first trigger press, after which it can be released for increased comfort during long
cuts. The torch is then deactivated by pressing the trigger again.
3 Air Pressure Indicator
The yellow LED indicates that the air pressure is too low.
4 Fault Indicator
The blinking yellow LED indicates that the safety switch for the cover is activated and
the power is automatically turned off.
bp23aa
- 16 -
© ESAB AB 2012

US
5 Over Temperature Indicator
When the yellow led is lit, the working temperature has exceeded the normal values.
It is turned off when the temperature is normal.
6 Parts in Place (PIP)
When the yellow led is lit, it indicates that there is a parts-in-place error. This means
that no nozzle was detected, or that the electrode is not retracting properly. Turn off
the power. Check that the components are properly assembled, that they are free
from excessive damage, and that the electrode can slide back and forth with
comfortable pressure from one finger. Once the source of the error has been
corrected, turn on the power again.
7 Power ON Indicator
When the green led is lit, it indicates that the power is on.
8 Output current control
Adjustable from 30 to 50 A. For settings see cut data charts in the torch manual.
6.2.1 Symbol key
Power Air
Temperature Fault
PIP
Parts in Place 2-stroke
4-stroke
bp23aa
- 17 -
© ESAB AB 2012

US
6.3 Installing consumables
Proper use of the torch within rated operating conditions (especially arc current and
gas flow rate) and firm installation of consumable parts can prevent unnecessary
torch damage.
1. Tighten electrode and retaining/shield cup fully at each consumable change or
inspection.
2. Check consumable thightness at the beginning of each work period, even if
everything was working normally at the end of the previous period.
A Torch body assembly
B Baffle
C Electrode
D Nozzle
E Retaining/Shield cup
F Piston
G Electrode/Torch body seat
See wear components, page 74.
bp23aa
- 18 -
© ESAB AB 2012

US
6.4 Cutting
1. Set the switch (wall socket or similar) to on.
2. Check that the compressor is connected to the power source.
3. Set the power switch to I (On).
4. After starting the cut, the torch should be maintained at a 5 - 15° forward angle.
This angle is especially useful in helping to create a “drop” cut. The torch can be
operated with the nozzle dragging on the pate or with up to ¼” (6.35 mm)
standoff. The ideal standoff is 1/8” (3.2 mm). Standoff guides are available to
make maintaining the gap easier, see page 74.
5. Depress the torch switch. Air should flow from the torch nozzle.
6. Two seconds after depressing the torch switch, the pilot arc should start. The
main arc should immediately follow, allowing the cut to begin. (If working in the
4-stroke mode, the torch switch may be released after establishing the cutting
arc.)
7. To start a cut, tilt the torch to prevent molten material from coming back against
and damaging the torch. When the arc breaks through the workpiece, bring the
torch to an upright position and proceed to cut.
8. When ending a cut, the torch switch should be released and the torch lifted off
the workpiece immediately upon completion of the cut. This is to prevent the pilot
arc from re-igniting after cutting arc extinguishes and causing damage to the
nozzle (double arcing).
9. For rapid re-starts on machines that support grate cutting mode, do not release
the torch switch. The torch will automatically return to pilot arc mode after each
cut and transfer back to main arc, when the torch is positioned over the next
working surface. When working without grate cutting mode, simply release and
re-press the trigger during the postflow to restart the arc without a delay for
preflow.
bp23aa
- 19 -
© ESAB AB 2012

US
Speed
Typically, manual plasma cutting speeds are limited by the sever speed. This
indicates the maximum speed you will be able to move the torch along the cut while
still penetrating the work piece. However, for applications that require a cleaner cut,
it may be important to cut closer to the quality speed.
If the cut is made too quickly, significant quantities of molten metal can form dross on
the underside of the cut. While most slag formed from carbon steel will easily chip
off, it can be a nuisance. Quality speeds are selected to keep dross formation to a
minimum.
On page 72 data show the maximum cutting speeds possible for the power source at
15 - 50A. Quality cut speed recommendations are also listed for steel.
Note that when the torch is used at its limits, the quality of the cut suffers.
7 MAINTENANCE
Regular maintenance is important to get the optimal performance and lifetime.
Only those persons who have appropriate electrical knowledge (authorized
personnel) may remove the safety plates.
ENSURE THAT THE MAINS VOLTAGE SUPPLY TO THE MACHINE HAS BEEN
DISCONNECTED EXTERNALLY. SWITCH OFF THE SWITCH AT THE WALL
SOCKET BEFORE INSPECTING OR WORKING IN THE POWER SOURCE.
WATER OR OIL CAN COLLECT IN THE COMPRESSED AIR LINES. ALWAYS DIRECT
THE FIRST STREAM OF AIR AWAY FROM THE EQUIPMENT, TO PREVENT
DAMAGE.
Supplier warranty is void if customer attempts any work on product during the
warranty period.
If the equipment does not work correctly, stop work immediately and determine the
cause of the problem. Maintenance work may only be carried out by persons with
the applicable knowledge. Electrical work may only be carried out by authorized
electricians. Never allow persons other than those with the applicable knowledge to
check, clean or repair the equipment. Only use ESAB Genuine spare parts.
bp23aa
- 20 -
© ESAB AB 2012

US
7.1 Inspection and cleaning
The following points on the power source should be checked and/or cleaned
regularly.
1. Check the return cable connection to the work piece.
2. Check that the protective earth from the work piece is securely connected to the
power source chassis earth.
3. Check the torch heat shield. Replace it if it is damaged.
4. Check the electrode and the nozzle for wear daily. Remove any splash, replace
the electrode and nozzle as necessary. If the electrode has a pit which is more
than 1/8” (3.2 mm) deep at its center, it must be replaced. If the electrode is
used beyond this recommended wear limit, damage to the torch and power
source may occur. Nozzle life is also greatly reduced when using the electrode
below the recommended limit.
5. Check that the cables or hoses are not damaged or bent.
6. Check that all plugs and connections and ground terminals are firmly connected.
7. Ensure that all incoming power supplies are disconnected. Use goggles and face
mask and blow clean the power source internally using dry compressed air at
low pressure .
8. Regularly drain any water from the filter below the air regulators.
bp23aa
- 21 -
© ESAB AB 2012

US
8 TROUBLESHOOTING
ELECTRIC SHOCKS CAN KILL ENSURE THAT THE MAINS VOLTAGE SUPPLY TO
THE MACHINE HAS BEEN DISCONNECTED EXTERNALLY. SWITCH OFF THE
SWITCH AT THE MAINS SOCKET BEFORE INSPECTING OR WORKING IN THE
POWER SOURCE.
PLASMA CUTTING EQUIPMENT USES EXTREMELY HIGH VOLTAGES THAT CAN
CAUSE SEVERE INJURY OR EVEN DEATH. OBSERVE EXTREME CAUTION WHEN
WORKING WITH THE COVERS REMOVED.
Try these recommended checks and inspections before sending for an authorized
service technician.
Type of fault Corrective action
Insufficient penetration S Current too low
S Cutting speed too fast
S Damaged cutting nozzle
S Improper air pressure
S Low air flow rate
Main arc extinguishes. S Cutting speed too slow
S Worn electrode
Dross formation (In some materials and
thickensses it may be impossible to get
dross-free cuts.)
Double arcing (Damaged nozzle orifice) S Low air pressure
Uneven arc S Damaged cutting nozzle or worn electrode
Unstable cutting conditions S Incorrect cutting speed
S Current too low
S Cutting speed too fast or too slow
S Improper air pressure
S Faulty nozzle or electrode
S Low air flow rate
S Damaged cutting nozzle
S Loose cutting nozzle
S Heavy spatter accumulation on nozzle
S Loose cable or hose connections
S Electrode and/or cutting nozzle in poor
condition
Main arc does not strike. S Worn electrode
S Loose connections
S Work cable not attached
Poor consumable life S Improper gas pressure
S Contaminated air supply
S Low air flow rate
- 22 -
bp23aa
© ESAB AB 2012

US
8.1 Troubleshooting guide
Problem Cause Solution
The ON/OFF switch is in
position 1, but the green led
(power) does not light up.
The power source is on, but the
yellow AIR PRESSURE led
remains lit.
The power source is on, but the
yellow OVER TEMPERATURE
led remains lit.
The power source is on, the
orange FAULT led remains lit.
The power source is on, the
yellow PIP led remains lit.
The thermal switch trips during
cutting.
The arc does not strike or the
arc disappears during cutting.
S There is no power present.
S Tripped circuit breaker
S The air pressure is low.
S No air is present
S The power source is still
overheated. It will cool
down sooner with the fan
on.
S The thermal switch is
faulty.
S The power source is not
enabled. A safety switch,
cover, has been activated.
S There is a parts-in-place
error.
S The power required by the
power source has
exceeded the power
available from the incoming
line voltage.
S Another appplicance is
working on the same line.
S The wear parts of the torch
are worn.
S The power module is
overheated.
S There is not sufficient air
pressure.
S There is low voltage on the
incoming line.
S Check the power supply.
S Check the breaker.
S Increase the air pressure.
S Check if air is supplied.
S Switch on the power
source and wait a few
minutes before working
again.
S Call authorized service
technicians.
S Check if the consumables
are in place and properly
tightened.
S Check that the side panel
has been correctly closed
(torch connector inspection
side).
S Check if the consumables
are in place and properly
tightened.
S Reduce the cutting current
with the command on the
front panel or reduce the
cutting time.
S Reduce the length of the
connecting cable or
increase the cable section.
S Do not connect other
appliances to the same
line.
S Check the torch and fit
spare parts if necessary.
S See if the yellow OVER
TEMPERATURE led on
the front panel is lit. Wait
until the power source
cools down.
S See if the yellow AIR
PRESSURE led on the
front panel is lit. Increase
the air pressure.
S Check the incoming line. If
an extension is being used,
ensure that the cable
section is adequate.
bp23aa
- 23 -
© ESAB AB 2012

US
Problem SolutionCause
The pilot is working but there is
not sufficient current for cutting.
The cut is not perpendicular. S Worn electrode or nozzle S Replace the electrode and
S Bad contact of the earth
clamp
S Bad connection of the
positive pole at the torch
cable
S Check that the earth clamp
has a good contact with
the piece to be cut.
S Check the connection of
the positive pole at output
to the socket, even on the
inside.
the nozzle.
9 ORDERING SPARE PARTS
Repair and electrical work should be performed by an authorized ESAB service
personnel. Use only ESAB original replacement and wear parts.
PowerCut 700 is designed and tested in accordance with the international and Europe
an standards IEC 60974-1, . It is the obligation of the service unit which has carried
out the service or repair work to make sure that the product still conforms to the said
standard.
When ordering replacement parts, order by part number and part name, as
illustrated on the figure. Always provide the series or serial number on the unit on
which the parts will be used. The serial number is stamped on the rating plate.
To ensure proper operation, it is recommended that only genuine ESAB parts and
products be used with this equipment. The use of non-ESAB parts may void your
warranty.
Replacement parts may be ordered from your ESAB Distributor
Be sure to indicate any special shipping instructions when ordering replacement
parts.
Refer to the Communication Guide located on the last page of this manual for a list
of customer service phone numbers.
bp23aa
- 24 -
© ESAB AB 2012

Français
1 MESURES DE SECURITE 26...........................................
2 INTRODUCTION 30...................................................
2.1 Équipement 30...............................................................
3 CARACTÉRISTIQUES TECHNIQUES 31.................................
4 INSTALLATION 31....................................................
4.1 Vérification de la livraison et de l'emplacement 32................................
4.2 Alimentation primaire 33.......................................................
4.3 Connexion à l'air d'entrée 34...................................................
4.4 Raccordement du câble de retour 34............................................
4.5 Raccordement de la torche 35.................................................
5 FONCTIONNEMENT 37................................................
5.1 Raccordements 37...........................................................
5.2 Dispositifs de contrôle 38......................................................
5.2.1 Légendes des symboles 39...............................................
5.3 Installation des consommables 40..............................................
5.4 Découpe 41.................................................................
6 ENTRETIEN 42.......................................................
6.1 Contrôle et nettoyage 43......................................................
7 DÉPANNAGE 44......................................................
7.1 Guide de dépannage 45.......................................................
8 COMMANDE DE PIÈCES DE RECHANGE 46............................
SCHÉMA 70.............................................................
DOMAINE D'APPLICATION 72............................................
PIÈCES D'USURE 74...................................................
NUMÉRO DE RÉFÉRENCE 75............................................
TOCf
- 25 -

FR
1 MESURES DE SECURITE
ATTENTION : ces règles de sécurité ont pour objet d'assurer votre protection. Elles constituent
une synthèse des mesures de sécurité contenues dans les ouvrages de référence repris au chapitre
Informations complémentaires relatives à la Sécurité. Avant toute installation ou utilisation du matériel,
veillez à lire et à respecter les règles de sécurité énoncées ci-dessous ainsi que dans les divers
manuels, fiches de sécurité du matériel, étiquettes, etc. Le non-respect de ces précautions risque
d'entraîner des blessures graves ou mortelles.
PROTECTION INDIVIDUELLE ET DE L'ENTOURAGE
Certains procédés de soudage, découpage et gougeage sont bruyants et
requièrent le port de protections auditives. L'arc, tout comme le soleil, émet
des ultraviolets (UV) et d'autres rayonnements susceptibles de provoquer des
lésions oculaires et dermatologiques. Le métal chaud peut être à l'origine de
brûlures. Une formation à l'utilisation correcte des procédés et équipements
est essentielle pour prévenir les accidents. En conséquence :
1. Porter impérativement des lunettes avec écrans latéraux dans les zones de travail, même
lorsque le port du casque de soudage, de l'écran facial et des lunettes de protection est
obligatoire
2. Tant pour exécuter les travaux que pour y assister, porter un écran facial muni de plaques
protectrices et de verres filtrants appropriés pour protéger les yeux, le visage, le cou et les
oreilles des étincelles et du rayonnement de l'arc. Avertir les personnes se trouvant à proximité
qu'elles ne doivent pas regarder l'arc, ni s'exposer à son rayonnement ou à celui du métal
incandescent.
3. Porter des gants ignifuges à crispins, une tunique épaisse à longues manches, des pantalons
sans rebord, des chaussures à embout d'acier et un casque de soudage ou une casquette pour
se protéger du rayonnement de l'arc, des étincelles et du métal incandescent. Le port d'un tablier
ininflammable est également recommandé afin de se protéger des étincelles et du rayonnement
thermique.
4. Les étincelles ou projections de métal en fusion risquent de se loger dans les manches
retroussées, les bords relevés de pantalons ou dans les poches. Il convient donc de boutonner
complètement les manches et le col, et de porter des vêtements sans poches à l'avant.
5. Protéger du rayonnement de l'arc et des étincelles les personnes se trouvant à proximité à l'aide
d'un écran ou d'un rideau ininflammable approprié.
6. Porter des oculaires et des lunettes de protection pendant le meulage du laitier. Les particules
meulées, souvent brûlantes, peuvent être projetées à des distances importantes, de sorte que
les personnes se trouvant à proximité doivent également porter des lunettes de protection.
INCENDIES ET EXPLOSIONS
La chaleur dégagée par les flammes et les arcs peuvent être à l'origine
d'incendies. Le laitier incandescent et les étincelles peuvent également
provoquer incendies et explosions. En conséquence :
1. Éloigner suffisamment tous les matériaux combustibles de la zone de travail ou les recouvrir
complètement d'une bâche ignifuge. Ce type de matériaux comprend le bois, les vêtements, la
sciure, les carburants sous forme liquide et gazeuse, les peintures, les enduits, le papier, etc.
2. Les étincelles ou projections de métal en fusion peuvent tomber dans les fissures du sol ou des
murs et déclencher une combustion lente dans les planchers ou à l'étage inférieur. Veiller à
protéger ces ouvertures pour que les étincelles et projections n'y pénètrent pas.
3. Ne pas procéder à des travaux de soudage, de découpage et autres travaux à chaud tant que la
surface n'est pas complètement nettoyée et débarrassée des substances susceptibles de
produire des vapeurs inflammables ou toxiques. Ne pas effectuer de travaux à chaud sur des
conteneurs fermés pour éviter tout risque d'explosion.
4. Conserver à portée de main un équipement d'extinction – tuyau d'arrosage, seau d'eau ou de
sable, extincteur portatif, etc. et s'assurer d'en connaître l'utilisation.
5. Ne pas utiliser l'équipement au-delà de ses spécifications. Par exemple, un câble de soudage
surchargé est susceptible de surchauffer et d'être à l'origine d'un incendie.
US warningf
- 26 -

FR
6. Une fois le travail terminé, inspecter la zone de travail pour s'assurer qu'aucune étincelle ou
projection de métal ne risque de déclencher un incendie. Le cas échéant, utiliser des systèmes
de détection d'incendie.
7. Pour toute information supplémentaire, voir la norme NFPA 51B relative à la prévention des
incendies lors de travaux de découpage et de soudage, disponible auprès de la National Fire
Protection Association, Batterymarch Park, Quincy, MA 02269 – USA.
CHOC ELECTRIQUE
Tout contact avec des éléments sous tension et la masse peut provoquer des
blessures graves ou mortelles. NE PAS utiliser de courant de soudage CA
dans des zones humides, des lieux exigus ou lorsqu'il existe un risque de
chute. En conséquence :
1. Vérifier que le châssis du générateur est bien relié au dispositif de mise à la masse de
l'alimentation.
2. Assurer une mise à la masse correcte de la pièce à souder.
3. Connecter le câble de soudage à la pièce à souder. Un raccordement médiocre ou inexistant
constitue un risque mortel pour l'utilisateur et son entourage.
4. Utiliser du matériel correctement entretenu. Remplacer les câbles usés ou endommagés.
5. Empêcher l'apparition de toute humidité, notamment sur les vêtements, dans la zone de travail,
sur les câbles, la torche de soudage, le porte-électrode et le générateur.
6. S'assurer que le corps est totalement isolé de la pièce à souder et de la masse.
7. Éviter tout contact direct avec du métal ou la masse lors de travaux dans des endroits exigus et
en zone humide ; se tenir sur des panneaux ou sur une plate-forme isolante et porter des
chaussures à semelles en caoutchouc.
8. Enfiler des gants secs et sans trous avant de mettre l'équipement sous tension.
9. Mettre l'équipement hors tension avant de retirer les gants.
10. Voir la norme ANSI/ASC Z49.1 (voir page suivante) pour les recommandations de mise à la
masse. Ne pas confondre le câble de soudage et le câble de masse.
CHAMPS ELECTRIQUES ET MAGNETIQUES
Danger. Le courant électrique parcourant les conducteurs génère localement
des champs électriques et magnétiques (EMF). Le courant de soudage et de
découpe crée des EMF autour des câbles de soudage et des postes à souder.
En conséquence :
1. Les porteurs de stimulateurs cardiaques consulteront leur médecin avant d'effectuer des travaux
de soudage. Les EMF peuvent en effet provoquer des interférences.
2. L'exposition aux EMF peut également avoir des effets méconnus sur la santé.
3. Les soudeurs respecteront les procédures suivantes pour réduire l'exposition aux EMF :
a. Rassembler en faisceau les câbles de soudage et d'électrode. Si possible, les attacher avec
du ruban adhésif.
b. Ne jamais enrouler le câble de la torche ou le câble de soudage autour du corps.
c. L'utilisateur ne doit jamais se trouver entre le câble de la torche et le câble de soudage.
Faire passer tous les câbles du même côté du corps.
d. Connecter le câble de soudage à la pièce à souder, au plus près de l'endroit du soudage.
e. S'éloigner au maximum du générateur et des câbles.
US warningf
- 27 -

FR
FUMEES ET GAZ
L'inhalation des fumées et gaz peut provoquer des malaises et des
dommages corporels, surtout lors de travaux dans les espaces confinés. Ne
pas les respirer. Les gaz inertes peuvent causer l'asphyxie.
En conséquence :
1. Assurer une aération adéquate de la zone de travail par une ventilation naturelle ou mécanique.
Ne pas effectuer de travaux de soudage, découpage ou gougeage sur des matériaux tels que
l'acier galvanisé, le cuivre, le zinc, le plomb, le béryllium et le cadmium en l'absence d'une
ventilation mécanique adéquate. Ne pas inhaler les fumées dégagées par ces matériaux.
2. Ne pas travailler à proximité d'opérations de dégraissage et de pulvérisation étant donné que la
chaleur dégagée et l'arc peut réagir avec les hydrocarbures chlorés pour former du phosgène –
un gaz particulièrement toxique – et d'autres gaz irritants.
3. Une irritation momentanée des yeux, du nez ou de la gorge provoquée par les travaux est le
signe d'une ventilation inappropriée. Dans ce cas, il convient d'arrêter le travail et de prendre les
mesures nécessaires pour améliorer l'aération. Ne pas poursuivre le travail si le malaise persiste.
4. Voir la norme ANSI/ASC Z49.1 (voir ci-dessous) pour les recommandations de ventilation.
5. ATTENTION : utilisé dans des opérations de soudage et de découpage, ce produit dégage des
fumées et gaz qui contiennent des substances chimiques reconnues par l'État de Californie
comme pouvant être à l'origine de malformations congénitales et de cancers (California Health &
Safety Code §25249.5 et seq.).
MANIPULATION DES BOUTEILLES DE GAZ
Une erreur de manutention des bouteilles de gaz peut les endommager et
entraîner une libération violente du gaz. La rupture soudaine de la soupape
ou du détendeur peut provoquer des blessures graves ou mortelles.
En conséquence :
1. Utiliser le gaz approprié à la pression adéquate, celle-ci étant réglée par un détendeur adapté au
type de bouteille utilisée. Ne pas utiliser d'adaptateurs. Garder les tuyaux et accessoires en bon
état. Pour le montage du détendeur sur une bouteille de gaz comprimé, suivre les instructions du
fabricant.
2. Fixer les bouteilles verticalement – au moyen d'une chaîne ou d'une sangle – à un chariot à bras,
un châssis de roulement, un banc, un mur, un piquet ou un rack. Ne jamais attacher les
bouteilles aux établis et éléments susceptibles de les intégrer à un circuit électrique.
3. Conserver les bouteilles fermées lorsqu'elles ne sont pas utilisées. Les fermer par un bouchon
lorsqu'elles ne sont pas raccordées. Attacher et déplacer les bouteilles à l'aide de chariots
adéquats.
4. Éloigner les bouteilles des sources de chaleur, d'étincelles et de flammes nues. Ne jamais
déclencher d'arc sur une bouteille de gaz.
5. Pour plus d'informations sur les précautions d'utilisation des bouteilles de gaz comprimé, voir la
norme CGA P-1, disponible auprès de la Compressed Gas Association, 1235 Jefferson Davis
Highway, Arlington, VA 22202 – USA.
ENTRETIEN DE L'EQUIPEMENT
Un équipement mal entretenu peut provoquer des blessures graves ou mortelles. En
conséquence :
1. Confier l'installation, les dépannages et l'entretien à du personnel qualifié. Ne pas effectuer de
travaux électriques si vous ne possédez pas les compétences requises.
2. Mettre l'équipement hors tension avant toute intervention d'entretien sur le générateur.
3. Maintenir en bon état de fonctionnement les câbles, câbles de masse, connexions, cordons
d'alimentation et générateurs. Ne jamais utiliser d'équipements défectueux.
4. Ne jamais surcharger les équipements et accessoires. Conserver les équipements à l'écart des
sources de chaleur – notamment des fours –, des flaques d'eau, des traces d'huile ou de graisse,
des atmosphères corrosives et des intempéries.
5. Laisser en place tous les dispositifs de sécurité et tous les panneaux du tableau de commande
en veillant à les garder en bon état.
6. Utiliser l'équipement conformément à l'usage prévu ; n'y apporter aucune modification
quelconque.
US warningf
- 28 -

FR
INFORMATIONS COMPLEMENTAIRES RELATIVES A LA SECURITE Pour plus
d'informations relatives aux règles de sécurité pour les travaux de gougeage, de
découpage et de soudage à l'arc électrique, demander au fournisseur une copie du
formulaire 52/529.
L'American Welding Society, 550 N.W. LeJuene Road, Miami, FL 33126 – USA, publie les documents
suivants dont la lecture est également recommandée :
1. ANSI/ASC Z49.1 - ”Safety in Welding and Cutting”
2. AWS C5.1 . ”Recommended Practices for Plasma Arc Welding”
3. AWS C5.2 - ”Recommended Practices for Plasma Arc Cutting”
4. AWS C5.3 - ”Recommended Practices for Air Carbon, Arc Gouging and Cutting”
5. AWS C5.5 - ”Recommended Practices for Gas Tungsten Arc Welding”
6. AWS C5.6 - ”Recommended Practices for Gas Metal Arc welding”
7. AWS SP - ”Safe practices” - Réédition, Manuel de soudage
8. ANSI/AWS F4.1 - ”Recommended Safe Practices for Welding and Cutting of Containers That
Have Held Hazardous Substances”
SYMBOLES
Signification des symboles utilisés dans ce manuel : = Attention ! Rester prudent !
= danger immédiat ; risque de blessures graves ou mortelles.
= danger potentiel ; risque de blessures graves ou mortelles.
= danger ; risque de blessures légères.
US warningf
- 29 -

FR
Ce produit est uniquement destiné au coupage plasma.
Lire attentivement le mode d´emploi avant dínstaller la machine et
de l útiliser.
ESAB fournit tous les accessoires et équipements de protection nécessaires à
la découpe.
2 INTRODUCTION
PowerCut 700 est un système complet de découpe plasma manuelle. Ce système
produit une puissance de coupe assez importante pour sectionner des matériaux
faisant jusqu'à 5/8 po (16 mm) d'épaisseur.
2.1 Équipement
Le générateur est fourni avec :
S un câble secteur, 10 ft (3 m)
S un mode d’emploi
S un câble de retour avec pince
S une torche de découpe plasma PT-39, 25 pi (7,5 m) fournie comme indiqué sur
la page75.
bp23fa
- 30 -
© ESAB AB 2012

FR
3 CARACTÉRISTIQUES TECHNIQUES
PowerCut 700
Tension d'alimentation secteur 230 V $15 %, 1 ph, 50/60 Hz
Plage de réglages 30 – 50 A
Charge autorisée
Facteur de marche 25 %
Facteur de marche 60 %
Facteur de marche 100 %
Facteur de puissance au courant
maximal
Rendement au courant maximum 80 %
Tension de circuit ouvert U
Température de fonctionnement - 50 à 104 °F ( –10 à 40 °C)
Températures de transport - 68 à 131 °F (–20 à 55 °C)
Pression acoustique sans charge < 49 db (A)
Débit nominal 400 cfh à 70 psig (189 l/min à 4,8 bars)
Dimensions, (L x l x h) 22 po x 8,3 po x 15 po (557 x 211 x 380 mm)
Poids incluant le câble de torche et de
retour
Classe d’isolation transformateur
Classe de protection IP 23
0
50 A
37 A
30 A
0.75
320 V
47 lbs (21,3 kg)
H
Facteur de marche
Le facteur d'intermittence est le temps, exprimé en pourcentage d'une période de 10 minutes, pen
dant lequel il est possible de souder ou de couper à une charge déterminée. Le facteur de marche
est valable à 40° C.
Classe de protection
Le code IP indique la classe de protection, c'est-à-dire le degré d'étanchéité à l'eau et aux
particules solides. Les machines marquées IP 23 sont utilisables à l'intérieur et à l'extérieur.
4 INSTALLATION
L'installation doit être assurée par un technicien qualifié.
Une installation correcte est très importante pour un fonctionnement sans problème
et de bons résultats de découpe. Lire attentivement ce chapitre et suivre chacune
des étapes.
DÉCHARGES ÉLECTRIQUES - Danger de mort. Prendre toutes les précautions
nécessaires pour offrir une protection contre les décharges électriques. Vérifier que toutes
les alimentations sont déconnectées – couper l'alimentation de la prise murale et retirer le
câble d'alimentation de l'appareil de la prise avant de procéder à des
branchements électriques dans le générateur.
bp23fa
Il est très important que le châssis soit branché à la terre de protection approuvée afin
d'éviter les chocs et les accidents électriques. Vérifier que la mise à la terre n'est
pas reliée par erreur à des conducteurs de phase.
- 31 -
© ESAB AB 2012

FR
De mauvaises connexions ou une incapacité à raccorder le câble de retour à la pièce à
souder peut entraîner un choc électrique mortel.
Les dispositifs de filtre à air ne peuvent pas être utilisés . L'installation ou le montage de
toute forme de dispositif de filtre à air empêche la circulation de l'air froid et entraîne des
risques de surchauffe. La garantie est invalidée si n'importe quel type de filtre à air est
utilisé.
NE PAS DÉMARRER l'équipement sans le couvercle.
NE PAS BRANCHER l'équipement sous tension ou lorsque vous le tenez ou le
transportez.
NE TOUCHER AUCUNE partie de la torche lorsque le boîtier d'alimentation est allumé.
Ce produit est destiné à un usage industriel. Dans des environnements domestigues de produit
peut provoquer des interférences parasitaires. C´est la responsabilité de l´utilisateur de prendre
les précautions adéquates.
Placer le générateur à au moins 3 mètres de la zone de découpe car des étincelles et éclats de
scories pourraient endommager le générateur.
4.1 Vérification de la livraison et de l'emplacement
1. Retirer l'emballage. Vérifier que l'équipement ne comporte pas de dégâts qui
n'étaient pas apparents lors de la réception de la commande. Signaler
immédiatement tout dégât à la société de livraison.
2. Vérifier qu'il ne reste pas de pièces dans l'emballage. Vérifier que les conduites
d'air du panneau arrière du couvercle ne sont pas obstruées par du matériau
d'emballage qui peut bloquer la circulation de l'air dans le générateur.
Le générateur dispose d'une poignée de transport et peut donc être levé
facilement.
3. Installer le générateur afin que ses entrées et sorties de refroidissement d'air ne
soient pas obstruées. La distance minimale autorisée par rapport à un mur ou un
autre élément faisant obstruction est 3,3 pi (1 m)
bp23fa
- 32 -
© ESAB AB 2012

FR
4. Une source d'air propre et sec qui produit au moins 400 cfh (189 l/m) à 70 psi
(4,8 bars), est nécessaire pour la découpe. La pression atmosphérique lors de la
découpe ne doit pas dépasser 87 psi (6 bars), ce qui représente la pression
d'entrée maximale pour le filtre-régulateur compris dans la livraison.
4.2 Alimentation primaire
Vérifier que le générateur est connecté à une source d'alimentation dont la tension
est appropriée et qu'il est protégé par un fusible adéquat. L'installation doit être
reliée à la terre, conformément aux réglementations en vigueur.
Plaque signalétique avec informations de
connexion
Vérifier que le générateur est éteint avant de retirer le fusible.
Recommandations pour les calibres de conducteurs d'entrée et fusibles en
ligne
Entrée requise Conducteurs
d'entrée et de
terre
Volt Phase Amps Cu/Awg Amps
230 1 41 8 50
- 33 -
bp23fa
Fusible en
ligne
© ESAB AB 2012

FR
Alimentation fournie par les générateurs
La source d'alimentation peut être fournie par différents types de générateurs.
Cependant, certains générateurs sont susceptibles de ne pas fournir une puissance
suffisante pour le soudage. Les générateurs équipés d'un régulateur automatique de
tension, de régulation équivalente ou meilleure avec une puissance nominale de
10,8 kW, sont recommandés pour faire fonctionner la source d'alimentation à pleine
capacité.
Mettre en route le générateur :
1) Démarrez le générateur
2) Allumez la source d'alimentation en actionnant l'interrupteur principal sur ON
Arrêter le générateur
3) Éteignez la source d'alimentation en actionnant l'interrupteur principal sur OFF
4) Arrêtez le générateur
4.3 Connexion à l'air d'entrée
Raccorder votre alimentation d'air au branchement d'entrée du filtre. N'importe quel
cylindre d'air comprimé ou d'air provenant d'un compresseur peut être utilisé. L'air
doit être exempt de particules polluantes. Un régulateur est fourni pour garantir un
débit d'air adéquat sur la torche. Régler la pression avec le bouton en haut du
régulateur.
4.4 Raccordement du câble de retour
Fixer avec une pince le câble de retour à la pièce à souder. S'assurer que la pièce à
souder est reliée à une prise de terre homologuée et que la taille du câble de terre
est appropriée.
bp23fa
- 34 -
© ESAB AB 2012

FR
4.5 Raccordement de la torche
Pour permettre de séparer rapidement le chalumeau de l'alimentation électrique, le
Power Cut 700 est équipé d'une solution unique de déconnexion rapide.
Certaines règles basiques de sécurité sont à prendre en compte avant de connecter
ou déconnecter le chalumeau.
S Si le connecteur est lâche ou endommagé, le système ne doit pas être utilisé
avant d'avoir été réparé par du personnel qualifié. Toujours veiller à ce que la
connexion soit bien serrée et verrouillée.
S Le chalumeau ne doit, en aucune circonstance, être déconnecté alors que le
matériel est sous tension. Le système doit être débranché, ou mis hors tension
d'une autre manière, avant toute intervention d'entretien.
S Les utilisateurs ne doivent jamais débrancher l'alimentation électrique en tirant
sur le câble, ou risquer, de quelque manière que ce soit, d'endommager le câble
ou le connecteur. Le connecteur est conçu pour résister à l'usure normale due à
son utilisation, mais un usage intempestif pourrait le détériorer et le rendre
inapte à fonctionner.
S Tout comme l'alimentation électrique, le connecteur ne devrait jamais être utilisé
dans ou près d'un point d'eau. De plus, il ne faut pas utiliser l'appareil si le joint
anti-humidité en silicone du connecteur est absent ou endommagé.
S La connexion gaz a été lubrifiée pour garantir une connexion aisée, mais il ne
faut jamais lubrifier le connecteur électrique. Les utilisateurs doivent veiller à ce
que les connexions électriques demeurent propres et sèches en tout temps.
bp23fa
- 35 -
© ESAB AB 2012

FR
4.5.1 Déconnexion du chalumeau
Veiller à toujours respecter les consignes de sécurité précédemment citées.
1. Déconnecter l'alimentation au niveau du mur, ou couper l'alimentation électrique.
2. Appuyer sur la languette en nylon sur le côté du connecteur du chalumeau.
3. Écarter les deux moitiés tout en maintenant la languette enfoncée.
4.5.2 Brancher le chalumeau.
Veiller à toujours respecter les consignes de sécurité précédemment citées.
1. Déconnecter l'alimentation au niveau du mur, ou couper l'alimentation électrique.
2. Appuyer sur le bouton déclencheur du connecteur de gaz femelle afin de vérifier
que le mécanisme de verrouillage n'est pas enclenché.
3. Aligner les connecteurs de gaz et les enclencher.
4. Aligner les connexions électriques et les enclencher.
5. Refermer les deux moitiés jusqu'à entendre le déclic qui indique que les
connecteurs de gaz sont verrouillés.
6. Tirer légèrement sur le connecteur pour s'assurer qu'il est bien verrouillé en
place.
bp23fa
- 36 -
© ESAB AB 2012

FR
5 FONCTIONNEMENT
Les prescriptions générales de sécurité pour l'utilisation de l'équipement figu
rent en page 30. En prendre connaissance avant d'utiliser l'équipement.
5.1 Raccordements
1 Fusible 4 Dispositifs de côntrole, voir chapitre 5.2
2 Alimentation d'air sec et pré-filtré 5 Branchement de la torche
3 Câble d'alimentation 6 Raccordement du câble de retour avec
pince
bp23fa
- 37 -
© ESAB AB 2012

FR
5.2 Dispositifs de contrôle
1 Interrupteur d'alimentation 0/1 5 Témoin de sur-température
2 2/4 temps 6 Pièces en position (PIP)
3 Témoin de pression d'air 7 Témoin de marche
4 Témoin d'erreur 8 Contrôle du courant de sortie
1 Interrupteur d'alimentation
Pour un fonctionnement normal, tournez la molette dans le sens des aiguilles d'une
montre jusqu'à la position « 1 ». Tournez la molette dans le sens contraire des
aiguilles d'une montre jusqu'à la position « 0 » pour éteindre.
2 2/4 temps
En mode de découpe 2 temps, la torche est activée lorsque la gâchette est
enfoncée. Elle se désactive lorsque la gâchette est relâchée. En mode 4 temps, la
torche est activée lorsque vous appuyez une première fois sur la gâchette, puis elle
peut être relâchée pour plus de confort pendant les découpes de longue durée. La
torche est ensuite désactivée en appuyant sur gâchette à nouveau.
3 Témoin de pression d'air
La diode jaune indique que la pression d'air est trop faible.
4 Témoin d'erreur
Lorsque la diode jaune clignote, cela signifie que l'interrupteur de sécurité pour le cache
est actionné et l'alimentation s'éteint automatiquement.
bp23fa
- 38 -
© ESAB AB 2012
FR
5 Témoin de sur-température
Lorsque la diode jaune s'allume, la température de fonctionnement a dépassé les
valeurs normales. Il s'éteint lorsque la température est normale.
6 Pièces en position (PIP)
Lorsque la diode jaune s'allume, cela indique qu'il y a une erreur au niveau des
pièces en position. Cela signifie qu'aucune tuyère n'a été détectée ou que l'électrode
ne se rétracte pas de manière appropriée. Mettre l'appareil hors tension. Vérifier que
les composants sont correctement assemblés, qu'ils sont exempts de dommages
excessifs et que l'électrode peut glisser vers l'arrière et vers l'avant avec une
pression confortable d'un seul doigt. Une fois que l'origine de l'erreur a été corrigée,
remettre l'appareil sous tension.
7 Témoin de marche
Lorsque la diode verte s'allume, cela indique que l'appareil est sous tension.
8 Contrôle du courant de sortie
Plage de réglage de 30 à 50 A. Pour les paramètres, consulter les tableaux de
données de découpe dans le manuel sur les torches.
5.2.1 Légendes des symboles
Générateur Air
Température Erreur
PIP
Pièces en position 2 temps
4 temps
bp23fa
- 39 -
© ESAB AB 2012

FR
5.3 Installation des consommables
Une utilisation appropriée de la torche dans les conditions de fonctionnement
assignées (particulièrement le courant de l'arc et le débit de gaz) et une installation
sécurisée des pièces peut prévenir des dommages évitables sur la torche.
1. Serrer l'électrode et la coupelle de retenue/protection à chaque changement ou
inspection de consommable.
2. Vérifier l'étanchéité des consommables au début de chaque période de travail,
même si tous les composants fonctionnaient normalement lors de la période
précédente.
A Montage du corps de la torche
B Déflecteur
C Électrode
D Tuyère
E Coupelle de retenue/protection
F Piston
G Siège du corps de l'électrode/la torche
Voir Pièces d´usure, la page 74.
bp23fa
- 40 -
© ESAB AB 2012

FR
5.4 Découpe
1. Placer l'interrupteur (prise murale ou similaire) en position marche.
2. Vérifier que le compresseur est branché au générateur.
3. Placer l'interrupteur d'alimentation sur E (marche).
4. Une fois la découpe commencée, la torche devrait être maintenue à un angle
avant de 5 à 15°. Cet angle est surtout utile pour créer une découpe plongeante.
Il est possible de faire fonctionner la torche en déplaçant la tuyère sur la plaque
ou à une distance de ¼ po (6,35 mm). La distance idéale est de 1/8 po (3,2
mm).Les guides de distance sont disponibles pour conserver un espace plus
facilement, voir la page 74.
5. Appuyer sur la gâchette de la torche. De l'air doit sortir de la tuyère de la torche.
6. Deux secondes après avoir appuyé sur la gâchette de la torche, l'arc pilote doit
s'amorcer. L'arc principal doit s'amorcer immédiatement. La découpe peut
commencer. (Si vous travaillez en mode 4 temps, la gâchette de la torche peut
être relâchée après l'amorçage de l'arc de découpe.)
7. Avant de commencer une découpe, incliner la torche pour éviter que des
matériaux fondus ne soient projetés dessus et l'endommagent. Lorsque l'arc
transperce la pièce à souder, mettre la torche à la verticale et commencer à
découper.
8. Lorsque la découpe est finie, la gâchette de la torche doit être relâchée et la
torche écartée de la pièce à souder immédiatement à la fin de la découpe. Cela
permet d'éviter que l'arc pilote ne se réamorce après l'extinction de l'arc de
découpe, ce qui endommagerait la tuyère (formation d'arc double).
9. Pour des réamorçages rapides sur des machines pour la découpe de grilles, ne
pas relâcher la gâchette de la torche. La torche retournera au mode de l'arc de
pilote après chaque découpe et transfert à l'arc principal, lorsque la torche est
positionnée sur la prochaine surface de travail Lorsque vous travaillez sans le
mode de découpe de grilles, relâcher simplement la gâchette et appuyer à
nouveau pendant le post-débit pour redémarrer l'arc sans intervalle pour le
post-débit.
bp23fa
- 41 -
© ESAB AB 2012

FR
Vitesse
En règle générale, les vitesses de découpe plasma manuelle sont limitées par la
vitesse de section. Cela indique la vitesse maximum à laquelle vous pourrez
déplacer la torche le long de la coupe tout en pénétrant la pièce à souder.
Cependant, pour les applications qui nécessitent une découpe plus nette, il peut
s'avérer important de couper plus près de la vitesse de qualité.
Si la découpe est effectuée de manière trop rapide, d'importantes quantités de métal
en fusion peuvent former des scories en dessous de la coupe. La majeure partie du
laitier formé à partir d'acier au carbone s'écaille facilement, mais cela peut
néanmoins constituer une nuisance. Les vitesses de qualité sont sélectionnées pour
maintenir la formation de scories à un minimum.
Sur la page 72, les données montrent les vitesses maximum de découpe possibles
pour le générateur à 15 - 50A. Les vitesses de découpe de qualité recommandées
sont également listées pour l'acier.
Remarquer que lorsque l'utilisation de la torche est poussée à l'excès, la qualité de
la coupe peut être réduite.
6 ENTRETIEN
L'entretien régulier est important pour une performance et une durée de vie
optimales.
Seul des électriciens spécialisés (personnel agréé) sont habilités à démonter les
plaques de sécurité.
Vérifier que l'alimentation secteur de la machine a bien été débranchée de façon externe.
Mettre l'interrupteur en position arrêt sur la prise murale avant d'inspecter ou de travailler
sur le générateur.
L'eau ou l'huile peut s'accumuler dans les conduites d'air comprimé. Pour éviter tout
dommage, diriger toujours le premier flux d'air loin de l'équipement .
bp23fa
La garantie du fabricant cesse d´être valable si le matériel a été ouvert par lútilisateur
pendant la période de garantie pour réparer quelque panne que ce soit.
- 42 -
© ESAB AB 2012

FR
Si l'équipement ne fonctionne pas correctement, stopper le travail immédiatement et
identifier l'origine du problème. Les tâches d'entretien peuvent être effectuées
uniquement par des personnes ayant les connaissances requises. Les travaux
électriques ne peuvent être effectués que par des électriciens habilités. Ne jamais
autoriser des personnes non habilitées à vérifier, nettoyer ou réparer l'équipement.
N'utiliser que les pièces de rechange ESAB d'origine.
6.1 Contrôle et nettoyage
Les points suivants du générateur doivent être vérifiés et/ou nettoyés régulièrement.
1. Vérifier la connexion du câble de retour sur la pièce à souder.
2. Vérifier que la mise à la terre de l'appareil est bien reliée à la terre du boîtier du
générateur.
3. Vérifier l'écran thermique de la torche. Le remplacer s'il est endommagé.
4. Vérifier quotidiennement l'absence d'usure de l'électrode et de la tuyère. Retirer
les taches éventuelles, remplacer l'électrode et la tuyère si nécessaire. Si
l'électrode a une piqûre de plus de 1/8 po (3,2 mm) de profondeur en son centre,
elle doit être remplacée. Si l'électrode est utilisée au delà de sa limite d'usure
recommandée, cela peut endommager la torche et le générateur. La durée de
vie de la tuyère est également grandement réduite lorsque l'électrode est utilisée
au-delà de la limite recommandée.
5. Vérifier que les câbles ou tuyaux ne sont pas endommagés ou tordus.
6. Vérifier que toutes les prises, raccordements et bornes de terre sont solidement
connectés.
7. Vérifier que toutes les sources d'alimentation entrantes sont débranchées.
Porter des lunettes et un masque pour nettoyer l'intérieur du générateur à l'aide
d'air comprimé sec basse-pression.
8. Vidanger régulièrement l'eau du filtre sous les régulateurs d'air.
bp23fa
- 43 -
© ESAB AB 2012
FR
7 DÉPANNAGE
DÉCHARGES ÉLECTRIQUES – Danger de mort - S'assurer que l'alimentation secteur
de la machine a bien été débranchée en externe. Mettre l'interrupteur en position arrêt sur
la prise secteur avant d'inspecter ou de travailler sur le générateur.
L'équipement de découpe plasma utilise des tensions extrêmement élevées pouvant
entraîner des blessures graves, voire la mort. Faire preuve d'une prudence extrême en
travaillant sans les couvercles.
Consulter la présente section des vérifications et contrôles avant de faire appel au
service technique agréé.
Type d'erreur Action corrective
Pénétration insuffisante S Courant trop faible
S Vitesse de découpe trop élevée
S Tuyère de découpe endommagée
S Pression d'air incorrecte
S Débit d'air faible
L'arc principal s'éteint. S Vitesse de découpe trop élevée
S Électrode usée
Formation de scories (Pour certains matériaux et
certaines épaisseurs, il peut être impossible
d'avoir des découpes sans scories.)
Formation d'arc (orifice de tuyère endommagé) S Pression d'air faible
Arc irrégulier S Tuyère de découpe endommagée ou
Conditions de découpe instables S Vitesse de découpe incorrecte
S Courant trop faible
S Vitesse de découpe trop élevée ou trop
basse
S Pression d'air incorrecte
S Tuyère ou électrode défectueuse
S Débit d'air faible
S Tuyère de découpe endommagée
S Tuyère de découpe desserrée
S Forte accumulation d'éclaboussures sur la
tuyère
électrode usée
S Raccordements de câble ou flexible
desserrés
S Électrode et/ou tuyère de découpe en
mauvais état
bp23fa
- 44 -
© ESAB AB 2012

FR
Type d'erreur Action corrective
L'arc principal ne s'amorce pas. S Électrode usée
S Raccordements desserrés
S Câble de travail non fixé
Durée de vie réduite des consommables S Pression du gaz incorrecte
S Alimentation d'air contaminée
S Débit d'air faible
7.1 Guide de dépannage
Problème Cause Solution
L'interrupteur ON/OFF est à la
position 1, mais la diode verte
(puissance) ne s'allume pas.
Le générateur est en marche
mais la diode jaune PRESSION
D´AIRE reste allumée.
Le générateur est en marche,
mais la diode jaune
TEMPÉRATURE EXCESSIVE
reste allumée.
Le générateur est en marche, la
diode d'ERREUR orange reste
allumée.
Le générateur est en marche, la
diode PIP jaune reste allumée.
L'interrupteur thermique se
déclenche lors de la découpe.
S Il n' y a pas d'alimentation.
S Le coupe-circuit bascule
S La pression du gaz est
faible.
S Il n'y a pas d'air
S Le générateur est encore
en surchauffe. Il sera
refroidira plus tôt avec le
ventilateur en marche.
S Le capteur de température
est défectueux.
S Le générateur n'est pas
activé. Un interrupteur de
sécurité pour le cache, a
été actionné.
S Il y a une erreur au niveau
des pièces en position.
S La puissance requise par
le générateur a dépassé la
puissance disponible
provenant de la tension de
la ligne entrante.
S Un autre appareil
fonctionne sur la même
ligne.
S Vérifier l'alimentation
électrique.
S Vérifier le disjoncteur.
S Augmenter la pression
d'air.
S Vérifier si l'alimentation
d'air fonctionne.
S Mettre en marche le
générateur et attendre
quelques minutes avant de
travailler à nouveau.
S Appeler le service
technique autorisé.
S Vérifiez que les consom
mables sont en place et
correctement serrés.
S Vérifiez que le panneau
latéral a été correctement
fermé (inspection latérale
du connecteur de la
torche).
S Vérifiez que les consom
mables sont en place et
correctement serrés.
S Réduire le courant de
découpe avec la
commande sur le panneau
avant ou réduire le temps
de découpe.
S Réduire la longueur du
câble de connexion ou
augmenter la section du
câble.
S Ne pas connecter d'autres
appareils sur la même
ligne.
bp23fa
- 45 -
© ESAB AB 2012

FR
Problème SolutionCause
L'arc ne s'amorce pas ou
disparaît pendant la découpe.
Le pilote fonctionne mais il n'y a
pas assez de courant pour la
découpe.
La coupe n'est pas
perpendiculaire.
S Les pièces d'usure de la
torche sont usées.
S Le générateur est en
surchauffe.
S Il n'y a pas suffisamment
de pression d'air.
S La tension sur la ligne
entrante est faible.
S Mauvais contact de la
pince de mise à la terre
S Mauvais raccord du pôle
positif au câble de la
torche
S Électrode ou tuyère usées S Remplacer l'électrode et la
S Vérifier la torche et monter
les pièces de rechange si
nécessaire.
S voir si la diode jaune
SUR-TEMPERATURE sur
le panneau avant s'allume.
Attendre que le générateur
se refroidisse.
S voir si la diode jaune AIR
sur le panneau avant
s'éteigne. Augmenter la
pression d'air.
S Vérifier la ligne entrante. Si
une extension est utilisée,
garantir que la section du
câble est adéquate.
S Vérifier que la pince de
mise à la terre a un bon
contact avec la pièce à
découper.
S Vérifier la connexion du
pôle positif à la sortie de la
prise, même à l'intérieur.
tuyère.
8 COMMANDE DE PIÈCES DE RECHANGE
Les interventions électriques et travaux de réparation doivent être confiés à du
personnel ESAB agréé.
Utiliser exclusivement des pièces de rechange et pièces d'usure ESAB d'origine.
PowerCut 700 est conçue et éprouvée conformément à la norme internationale et euro
péenne IEC 60974-1, . Il incombe à l'entreprise chargée de tout travail de maintenance
ou de réparation de s'assurer que le produit demeure conforme à la norme susmen
tionnée après leur intervention.
Les pièces de rechange peuvent être commandées auprès de votre vendeur ESAB.
Voir dernière page.
Pour garantir un fonctionnement correct, utilisez exclusivement des produits et
éléments ESAB d’origine. L'utilisation d'éléments autres que la marque ESAB
annule votre garantie.
Commandez les pièces de rechange auprès de votre distributeur ESAB.
Lors de la commande, veillez à indiquer les éventuelles instructions spéciales de
livraison.
Les numéros de téléphone des services après-vente figurent à la dernière page de
ce manuel (Guide de communication/Coordonnées de contact).
bp23fa
- 46 -
© ESAB AB 2012

Español SA
1 PRECAUCION DE SEGURIDAD 48.....................................
2 INTRODUCCIÓN 52...................................................
2.1 Equipamiento 52.............................................................
3 CARACTERÍSTICAS TÉCNICAS 53.....................................
4 INSTALACIÓN 53.....................................................
4.1 Verificación y sitio de entrega 54...............................................
4.2 Fuente de alimentación principal 55.............................................
4.3 Conexión de aire de entrada 56................................................
4.4 Conexión para el cable de retorno 56...........................................
4.5 Conexión del soplete 57.......................................................
5 FUNCIONAMIENTO 59................................................
5.1 Conexiones 59...............................................................
5.2 Dispositivos de control 60.....................................................
5.2.1 Tecla de símbolo 61.....................................................
5.3 Instalación de productos consumibles 62........................................
5.4 Corte 63....................................................................
6 MANTENIMIENTO 64..................................................
6.1 Revisión y limpieza 65........................................................
7 SOLUCIÓN DE PROBLEMAS 66.......................................
7.1 Guía para solucionar problemas 67.............................................
8 PEDIDOS DE REPUESTOS 69..........................................
ESQUEMA 70...........................................................
APLICACIONES 72......................................................
APLICACIONES 72......................................................
REPUESTOS 74.........................................................
NÚMERO DE PEDIDO 75.................................................
TOCsa
- 47 -

SA
1 PRECAUCION DE SEGURIDAD
ADVERTENCIA: Estas Precauciones de Seguridad son para su protección. Ellas hacen
resumen de información proveniente de las referencias listadas en la sección ”Información Adicional
Sobre La Seguridad”. Antes de hacer cualquier instalación o procedimiento de operación, asegúrese
de leer y seguir las precauciones de seguridad listadas a continuación así como también todo manual,
hoja de datos de seguridad del material, calcomanias, etc. El no observar las Precauciones de
Seguridad puede resultar en daño a la persona o muerte.
PROTEJASE USTED Y A LOS DEMAS
Algunos procesos de soldadura, corte y ranurado son ruidosos y requiren
protección para los oídos. El arco, como el sol , emite rayos ultravioleta (UV)
y otras radiaciones que pueden dañar la piel y los ojos. El metal caliente
causa quemaduras. EL entrenamiento en el uso propio de los equipos y sus
procesos es esencial para prevenir accidentes.
Por lo tanto:
1. Utilice gafas de seguridad con protección a los lados siempre que esté en el área de trabajo, aún
cuando esté usando careta de soldar, protector para su cara u otro tipo de protección.
2. Use una careta que tenga el filtro correcto y lente para proteger sus ojos, cara, cuello, y oídos de
las chispas y rayos del arco cuando se esté operando y observando las operaciones. Alerte a
todas las personas cercanas de no mirar el arco y no exponerse a los rayos del arco eléctrico o
el metal fundido.
3. Use guantes de cuero a prueba de fuego, camisa pesada de mangas largas, pantalón de ruedo
liso, zapato alto al tobillo, y careta de soldar con capucha para el pelo, para proteger el cuerpo
de los rayos y chispas calientes provenientes del metal fundido. En ocaciones un delantal a
prueba de fuego es necesario para protegerse del calor radiado y las chispas.
4. Chispas y partículas de metal caliente puede alojarse en las mangas enrolladas de la camisa, el
ruedo del pantalón o los bolsillos. Mangas y cuellos deberán mantenerse abotonados, bolsillos al
frente de la camisa deberán ser cerrados o eliminados.
5. Proteja a otras personas de los rayos del arco y chispas calientes con una cortina adecuada
no-flamable como división.
6. Use careta protectora además de sus gafas de seguridad cuando esté removiendo escoria o
puliendo. La escoria puede estar caliente y desprenderse con velocidad. Personas cercanas
deberán usar gafas de seguridad y careta protectora.
FUEGO Y EXPLOSIONES
El calor de las flamas y el arco pueden ocacionar fuegos. Escoria caliente y
las chispas pueden causar fuegos y explosiones.
Por lo tanto:
1. Remueva todo material combustible lejos del área de trabajo o cubra los materiales con una
cobija a prueba de fuego. Materiales combustibles incluyen madera, ropa, líquidos y gases
flamables, solventes, pinturas, papel, etc.
2. Chispas y partículas de metal pueden introducirse en las grietas y agujeros de pisos y paredes
causando fuegos escondidos en otros niveles o espacios. Asegúrese de que toda grieta y
agujero esté cubierto para proteger lugares adyacentes contra fuegos.
3. No corte, suelde o haga cualquier otro trabajo relacionado hasta que la pieza de trabajo esté
totalmente limpia y libre de substancias que puedan producir gases inflamables o vapores
tóxicos. No trabaje dentro o fuera de contenedores o tanques cerrados. Estos pueden explotar si
contienen vapores inflamables.
4. Tenga siempre a la mano equipo extintor de fuego para uso instantáneo, como por ejemplo una
manguera con agua, cubeta con agua, cubeta con arena, o extintor portátil. Asegúrese que usted
esta entrenado para su uso.
5. No use el equipo fuera de su rango de operación. Por ejemplo, el calor causado por cable
sobrecarga en los cables de soldar pueden ocasionar un fuego.
6. Después de termirar la operación del equipo, inspeccione el área de trabajo para cerciorarse de
que las chispas o metal caliente ocasionen un fuego más tarde. Tenga personal asignado para
vigilar si es necesario.
US warningsa
- 48 -

SA
7. Para información adicional , haga referencia a la publicación NFPA Standard 51B, “Fire
Prevention in Use of Cutting and Welding Processes”, available from the National Fire Protection
Association, Batterymarch Park, Quincy, MA 02269.
CHOQUE ELECTRICO
El contacto con las partes eléctricas energizadas y tierra puede causar daño
severo o muerte. NO use soldadura de corriente alterna (AC) en áreas
húmedas, de movimiento confinado en lugares estrechos o si hay posibilidad
de caer al suelo.
Por lo tanto:
1. Asegúrese de que el chasis de la fuente de poder esté conectado a tierra através del sistema de
electricidad primario.
2. Conecte la pieza de trabajo a un buen sistema de tierra física.
3. Conecte el cable de retorno a la pieza de trabajo. Cables y conductores expuestos o con malas
conexiones pueden exponer al operador u otras personas a un choque eléctrico fatal.
4. Use el equipo solamente si está en buenas condiciones. Reemplaze cables rotos, dañados o con
conductores expuestos.
5. Mantenga todo seco, incluyendo su ropa, el área de trabajo, los cables, antorchas, pinza del
electrodo, y la fuente de poder.
6. Asegúrese que todas las partes de su cuerpo están insuladas de ambos, la pieza de trabajo y
tierra.
7. No se pare directamente sobre metal o tierra mientras trabaja en lugares estrechos o áreas
húmedas; trabaje sobre un pedazo de madera seco o una plataforma insulada y use zapatos con
suela de goma.
8. Use guantes secos y sin agujeros antes de energizar el equipo.
9. Apage el equipo antes de quitarse sus guantes.
10. RUse como referencia la publicación ANSI/ASC Standard Z49.1 (listado en la próxima página)
para recomendaciones específicas de como conectar el equipo a tierra. No confunda el cable de
soldar a la pieza de trabajo con el cable a tierra.
CAMPOS ELECTRICOS Y MAGNETICOS
Son peligrosos. La corriente eléctrica fluye através de cualquier conductor
causando a nivel local Campos Eléctricos y Magnéticos (EMF). Las
corrientes en el área de corte y soldadura, crean EMF alrrededor de los
cables de soldar y las maquinas.
Por lo tanto:
1. Soldadores u Operadores que use marca-pasos para el corazón deberán consultar a su médico
antes de soldar. El Campo Electromagnético (EMF) puede interferir con algunos marcapasos.
2. Exponerse a campos electromagnéticos (EMF) puede causar otros efectos de salud aún
desconocidos.
US warningsa
- 49 -

SA
3. Los soldadores deberán usar los siguientes procedimientos para minimizar exponerse al EMF:
a. Mantenga el electrodo y el cable a la pieza de trabajo juntos, hasta llegar a la pieza que
usted quiere soldar. Asegúrelos uno junto al otro con cinta adhesiva cuando sea posible.
b. Nunca envuelva los cables de soldar alrededor de su cuerpo.
c. Nunca ubique su cuerpo entre la antorcha y el cable, a la pieza de trabajo. Mantega los
cables a un sólo lado de su cuerpo.
d. Conecte el cable de trabajo a la pieza de trabajo lo más cercano posible al área de la
soldadura.
e. Mantenga la fuente de poder y los cables de soldar lo más lejos posible de su cuerpo.
HUMO Y GASES
El humo y los gases, pueden causar malestar o daño, particularmente en
espacios sin ventilación. No inhale el humo o gases. El gas de protección
puede causar falta de oxígeno.
Por lo tanto:
1. Siempre provea ventilación adecuada en el área de trabajo por medio natural o mecánico. No
solde, corte, o trabajo por medio natural o mecánico. No solde, corte, o ranure materiales con
hierro galvanizado, acero inoxidable, cobre, zinc, plomo, berílio, o cadmio a menos que provea
ventilación mecánica positiva. No respire los gases producidos por estos materiales.
2. No opere cerca de lugares donde se aplique substancias químicas en aerosol. El calor de los
rayos del arco pueden reaccionar con los vapores de hidrocarburo clorinado para formar un
fosfógeno, o gas tóxico, y otros irritant es.
3. Si momentáneamente desarrolla inrritación de ojos, nariz o garganta mientras est á operando,
es indicación de que la ventilación no es apropiada. Pare de trabajar y tome las medidas
necesarias para mejorar la ventilación en el área de trabajo. No continúe operando si el
malestar físico persiste.
4. Haga referencia a la publicación ANSI/ASC Standard Z49.1 (Vea la lista a continuación) para
recomendaciones específicas en la ventilación.
5. ADVERTENCIA-Este producto cuando se utiliza para soldaduras o cortes, produce humos o
gases, los cuales contienen químicos conocidos por el Estado de California de causar defectos
en el nacimiento, o en algunos casos, Cancer. (California Health & Safety Code §25249.5 et
seq.)
MANEJO DE CILINDROS
Los cilindros, si no son manejados correctamente, pueden romperse y liberar
violentamente gases. Rotura repentina del cilindro, válvula, o válvula de
escape puede causar daño o muerte.
Por lo tanto:
1. Utilize el gas apropiado para el proceso y utilize un regulador diseñado para operar y reducir la
presión del cilindro de gas. No utilice adaptadores. Mantenga las mangueras y las conexiones en
buenas condiciones. Observe las instrucciones de operación del manufacturero para montar el
regulador en el cilindro de gas comprimido.
2. Asegure siempre los cilindros en posición vertical y amárrelos con una correa o cadena
adecuada para asegurar el cilindro al carro, transportes, tablilleros, paredes, postes, o armazón.
Nunca asegure los cilindros a la mesa de trabajo o las piezas que son parte del circuito de
soldadura. Este puede ser parte del circuito elélectrico.
3. Cuando el cilindro no está en uso, mantenga la válvula del cilindro cerrada. Ponga el capote de
protección sobre la válvula si el regulador no está conectado. Asegure y mueva los cilindros
utilizando un carro o transporte adecuado. Evite el manejo brusco de los
4. Localize los cilindros lejos del calor, chispas, y flamas. Nunca establezca un arco en el cilindro.
5. Para información adicional, haga referncia a la publicación CGA Standard P-1, “Precations for
Safe Handling of Comporessed Gases in Cylinders”, disponible através del Compressed Gas
Association, 1235 Jefferson Davis Highway, Arlington, VA 22202.
MANTENIMIENTO DEL EQUIPO
Equipo defectuoso o mal mantenido puede causar daño o muerte.
Por lo tanto:
1. Siempre tenga personal cualificado para efectuar la instalación, diagnóstico, y mantenimiento del
equipo. No ejecute ningún trabajo eléctrico a menos que usted esté cualificado para hacer el
trabajo.
US warningsa
- 50 -

SA
2. Antes de dar mantenimiento en el interior de la fuente de poder, desconecte la fuente de poder
del suministro de electricidad primaria.
3. Mantenga los cables, cable a tierra, conexciones, cable primario, y cualquier otra fuente de poder
en buen estado operacional. No opere ningún equipo en malas condiciones.
4. No abuse del equipo y sus accesorios. Mantenga el equipo lejos de cosas que generen calor
como hornos, también lugares húmedos como charcos de agua, aceite o grasa, atmósferas
corrosivas y las inclemencias del tiempo.
5. Mantenga todos los artículos de seguridad y coverturas del equipo en su posición y en buenas
condiciones.
6. Use el equipo sólo para el propósito que fue diseñado. No modifique el equipo en ninguna
manera.
INFORMACION ADICIONAL DE SEGURIDAD
Para más información sobre las prácticas de seguridad de los equipos de arco eléctrico
para soldar y cortar, pregunte a su suplidor por una copia de “Precautions and Safe
Practices for Arc Welding, Cutting and Gouging”, Form 52-529.
Las siguientes publicaciones, disponibles através de la American Welding Society, 550 N.W. LeJuene
Road, Miami, FL 33126, son recomendadas para usted:
1. ANSI/ASC Z49.1 - “Safety in Welding and Cutting”
2. AWS C5.1 . “Recommended Practices for Plasma Arc Welding”
3. AWS C5.2 - “Recommended Practices for Plasma Arc Cutting“
4. AWS C5.3 - “Recommended Practices for Air Carbon, Arc Gouging and Cutting”
5. AWS C5.5 - “Recommended Practices for Gas Tungsten Arc Welding”
6. AWS C5.6 - “Recommended Practices for Gas Metal Arc welding”
7. AWS SP - “Safe practices” - Reprint, Welding Handbook
8. ANSI/AWS F4.1 - “Recommended Safe Practices for Welding and Cutting of Containers That
Have Held Hazardous Substances”
SIGNIFICADO DE LOS SIMBOLOS
Según usted avanza en la lectura de este folleto: Los Símbolos Significan ¡Atención!
¡Esté Alerta! Se trata de su seguridad.
Significa riesgo inmediato que, de no ser evadido, puede resultar
inmediatamente en serio daño personal o la muerte.
Significa el riesgo de un peligro potencial que puede resultar en serio
daño personal o la muerte.
Significa el posible riesgo que puede resultar en menores daños a la
persona.
US warningsa
- 51 -

SA
Este producto debe ser utilizado solamente para soldadura de arco.
Antes de instalar y utilizar el equipo, lea atentamente el manual de
instrucciones.
ESAB puede suministrarle todos los accesorios de corte y protección
necesarios.
2 INTRODUCCIÓN
El equipo PowerCut 700 es un sistema completo para corte manual por plasma.
Posee una potencia que permite cortar materiales de hasta 5/8" (16 mm) de
espesor.
2.1 Equipamiento
La fuente de alimentación se suministra con:
S cable eléctrico, 10 pies (3 m)
S manual de instrucciones
S cable de retorno con pinza
S soplete de corte por plasma PT-39, 25 pies (7,5 m), suministrado según se
indica en la página 75.
bp23asa
- 52 -
© ESAB AB 2012

SA
3 CARACTERÍSTICAS TÉCNICAS
PowerCut 700
Tensión de red 230 V $15 %, monofásica, 50/60 Hz
Rango de ajuste 30 – 50 A
Carga permitida
a un factor de intermitencia del 25 %
a un factor de intermitencia del 60 %
a un factor de intermitencia del 100%
Factor de potencia con corriente
máxima
Rendimiento con corriente máxima 80 %
Tensión en circuito abierto U
Temperatura de funcionamiento - 50 a 104 °F ( -10 a 40 °C)
Temperatura de transporte - 68 a 131°F (-20 a 55 °C)
Presión acústica sin carga < 49 db (A)
Velocidad de flujo nominal 400 cfh a 70 psig (189 l/min a 4,8 bar)
Dimensiones, L x An x Al
Peso incluido el soplete y el cable de
retorno
Transformador de clase aislante Al
Clase de protección de la carcasa IP 23
0
50 A
37 A
30 A
0.75
320 V
22” x 8,3” x 15” (557 x 211 x 380 mm)
47 libras (21,3 kg)
Factor de intermitencia
El factor de intermitencia especifica el porcentaje de tiempo de un período de diez minutos durante
el cual es posible soldar o cortar con una determinada carga. El factor de intermitencia es válido
para 40 ° C.
Grado de estanqueidad
El código IP indica el grado de estanqueidad, es decir, el nivel de protección contra la penetración
de objetos sólidos y agua. Los aparatos marcados IP 23 están destinados para uso en interiores y
al aire libre.
4 INSTALACIÓN
La instalación deberá hacerla un profesional autorizado.
La instalación correcta es muy importante para obtener un funcionamiento sin
inconvenientes y buenos resultados de corte. Lea detenidamente y siga cada paso
en este capítulo.
LAS DESCARGAS ELÉCTRICAS PUEDEN SER MORTALES. Tome las medidas de
precaución necesarias frente a una descarga eléctrica. Asegúrese de que todas las
fuentes de alimentación estén desconectadas : desconecte el dispositivo del tomacorriente
de la pared y tire del cable de alimentación del equipo antes de realizar cualquier
conexión eléctrica en la fuente de alimentación.
bp23asa
- 53 -
© ESAB AB 2012

SA
Es muy importante que el chasis esté conectado a una toma de tierra de protección
eléctrica aprobada a fin de evitar descargas y accidentes eléctricos. Asegúrese de que la
toma de tierra de protección no esté conectada a los conductores de fase por error.
Las conexiones deficientes o los errores al conectar el cable de retorno a la pieza de
trabajo pueden ocasionar descargas eléctricas mortales.
Es posible que los dispositivos de filtrado de aire no se utilicen: la instalación o el montaje
de algún tipo de dispositivo de filtrado de aire impide el flujo de aire frío y ocasiona un
riesgo de recalentamiento. Si se utiliza cualquier tipo de filtro de aire, la garantía se
invalidará.
NO arranque el equipo si se le retiró la cubierta.
NO conecte el equipo bajo tensión o cuando lo está sosteniendo o transportando.
NO toque ninguna parte del soplete cuando la fuente de alimentación está encendida.
Este producto ha sido diseñado para usos industriales. Si se emplea en el hogar, puede
provocar interferencias de radio. Es responsabilidad del usuario adoptar las precauciones
oportunas.
Coloque la fuente de alimentación al menos a 3 metros del área de corte dado que las chispas y
la escoria pueden dañar la fuente de alimentación
4.1 Verificación y sitio de entrega
1. Retire el embalaje. Inspeccione el equipo en busca de daños que no sean
inmediatamente visibles al recibir la entrega. Informe en ese mismo instante
sobre cualquier daño a la empresa distribuidora.
2. Observe si hay piezas sueltas en el paquete. Verifique que los conductos de aire
en el panel trasero de la cubierta no estén bloqueados con el material de
embalaje dado que puede evitar el flujo de aire a través de la fuente de
alimentación.
La fuente de alimentación tiene un asa de transporte y puede levantarse
fácilmente.
bp23asa
- 54 -
© ESAB AB 2012

SA
3. Coloque la fuente de alimentación de manera que las entradas y salidas del aire
de refrigeración no estén obstruidas. La distancia mínima permitida hasta la pared
u otra obstrucción es 3,3 pies (1 m).
4. Para cortar poder realizar un corte, se requiere una fuente de aire que
proporcione aire limpio y seco, al menos de 400 cfh/l (189 l/m) a 70 psi (4,8 bar).
La presión de aire de corte no debe exceder los 87 psi (6 bar), que es la presión
de entrada máxima para el regulador de filtro que se incluye en la entrega.
4.2 Fuente de alimentación principal
Compruebe que la fuente de alimentación esté conectada a la tensión de
alimentación correcta y que esté protegida por el valor nominal del fusible correcto.
De acuerdo con la normativa, es necesario instalar una toma de tierra de protección.
Placa de características con los datos para
la conexión a la red eléctrica
Asegúrese de que la fuente de alimentación esté apagada antes de retirar el fusible.
Tamaños recomendados para conductores de entrada y fusibles en línea
Requisitos de entrada Conductores
de entrada y
de tierra
Voltio Fase Amperios Cu/Awg Amperios
230 1 41 8 50
- 55 -
bp23asa
Fusible en
línea
© ESAB AB 2012

SA
Alimentación por generadores
La alimentación puede suministrarse con distintos tipos de generador. No obstante,
es posible que algunos generadores no suministren suficiente potencia para soldar.
Para que la fuente de alimentación funcione a su capacidad máxima se recomienda
utilizar generadores con regulación AVR u otro tipo de regulación equivalente o
mejor, con una potencia nominal de 6 kW.
Arranque de la alimentación por generador:
1) Arranque el generador
2) Encienda la fuente de alimentación con el interruptor principal en posición ON
Detención de la alimentación por generador
3) Apague la fuente de alimentación con el interruptor principal en posición OFF
4) Detenga el generador
4.3 Conexión de aire de entrada
Conecte el suministro de aire a la conexión de entrada del filtro. Se puede utilizar
cualquier cilindro de aire comprimido o aire de un compresor. El aire debe estar libre
de partículas contaminantes. Se suministra un regulador de presión para garantizar
la velocidad de aire de flujo correcto en el soplete. Establezca la presión con la
perilla en la parte superior del regulador.
4.4 Conexión para el cable de retorno
Sujete el cable de retorno a la pieza de trabajo. Asegúrese de que la pieza de
trabajo esté conectada a una toma de tierra aprobada con el cable de toma a tierra
del tamaño correspondiente.
bp23asa
- 56 -
© ESAB AB 2012

SA
4.5 Conexión del soplete
Para permitir la separación rápida y sencilla del soplete de la alimentación eléctrica,
Power Cut 700 viene equipado con una exclusiva solución de desconexión rápida.
Antes de conectar o desconectar el soplete, deberá tener en cuenta algunas reglas
de seguridad.
S Si el conector está suelto o dañado, el sistema no debe ponerse en
funcionamiento hasta que haya sido reparado por un profesional calificado.
Asegúrese de que la conexión esté firme y correctamente sujetada en el lugar.
S Nunca, bajo ninguna circunstancia, desconecte el soplete mientras el equipo
está encendido. Antes de realizar el mantenimiento o la reparación, cerciórese
de que el sistema esté desenchufado o, de otro modo, desconectado de la
alimentación.
S Los usuarios nunca deben tirar de los cables de alimentación eléctrica o hacer
algo que pueda dañar el cable o el conector. El conector está diseñado para
resistir el uso regular, pero el abuso excesivo puede hacer que el conector se
vuelva inutilizable.
S Tal como sucede con la alimentación eléctrica, el conector nunca debe ser
operado en o cerca de agua estancada. Además, si falta el sello húmedo del
conector, los usuarios no deberían poner el sistema en funcionamiento.
S La conexión de gas está lubricada para garantizar una conexión sin dificultades,
pero el conector eléctrico no debería estarlo. Los usuarios deben mantener las
conexiones eléctricas limpias y secas.
bp23asa
- 57 -
© ESAB AB 2012

SA
4.5.1 Desconexión del soplete
Siempre obedezca las reglas de seguridad mencionadas anteriormente.
1. Desconecte la alimentación de la pared o desconecte la alimentación eléctrica.
2. Presione la pestaña de nylon en el conector del lado del soplete.
3. Desprenda las dos mitades mientras mantiene la pestaña presionada.
4.5.2 Conexión del soplete
Siempre obedezca las reglas de seguridad mencionadas anteriormente.
1. Desconecte la alimentación de la pared o desconecte la alimentación eléctrica.
2. Presione el botón de desenganche o el conector de gas hembra para
asegurarse de que el mecanismo de bloqueo no esté enganchado.
3. Alinee los conectores de gas y conéctelos.
4. Alinee las conexiones eléctricas y conéctelas.
5. Presione las dos mitades de manera conjunta hasta que un sonido de clic
indique que los conectores de gas están acoplados.
6. Tire suavemente del conector para asegurarse de que está correctamente
sujetado en el lugar.
bp23asa
- 58 -
© ESAB AB 2012

SA
5 FUNCIONAMIENTO
En la página 48 hay instrucciones de seguridad generales para el manejo de
este equipo. Léalas antes de usarlo.
5.1 Conexiones
1 Fusible 4 Dispositivos de control, consulte el
capítulo 5.2
2 Suministro de aire seco, prefiltrado 5 Conexión del soplete
3 Cable de alimentación 6 Conexión del cable de retorno con pinza
bp23asa
- 59 -
© ESAB AB 2012

SA
5.2 Dispositivos de control
1 Interruptor de electricidad 0/1 5 Indicador de exceso de temperatura
2 Desplazamiento 2/4 6 Piezas integradas
3 Indicador de presión de aire 7 Indicador de alimentación encendida
4 Indicador de fallo 8 Control de corriente de salida
1 Interruptor de electricidad
Gire la perilla en el sentido de las agujas del reloj hasta la posición "1" para el
funcionamiento normal. Gire la perilla en sentido contrario a las agujas del reloj,
hasta la posición "0".
2 Desplazamiento 2/4
Cuando el equipo está en modo de corte de 2 desplazamientos, el soplete se activa
al presionar el gatillo y se desactiva cuando se lo libera. En el modo de 4
desplazamientos, el soplete se activa al presionar el gatillo por primera vez y,
posteriormente, puede ser liberado para mayor comodidad durante cortes
prolongados. El soplete luego se desactiva al volver a presionar el gatillo.
3 Indicador de presión de aire
El led amarillo indica que la presión de aire es demasiado baja.
4 Indicador de fallo
El led amarillo intermitente indica que el interruptor de seguridad de la cubierta está acti
vado y que la alimentación se apagó automáticamente.
bp23asa
- 60 -
© ESAB AB 2012

SA
5 Indicador de exceso de temperatura
Cuando el led amarillo está encendido, significa que la temperatura de trabajo ha
excedido los valores normales. Se apaga cuando la temperatura vuelve a ser
normal.
6 Piezas integradas
Cuando el led amarillo está encendido, indica que se produjo un error en las piezas
integradas. Esto significa que no se detectaron boquillas o que el electrodo no se
retrajo correctamente. Apague la alimentación. Verifique que los componentes estén
correctamente ensamblados, que no estén dañados y que el electrodo pueda
deslizarse hacia atrás y hacia adelante con la presión de un dedo. Una vez
corregido el origen del error, vuelva a encender la alimentación.
7 Indicador de alimentación encendida
Cuando el led verde está encendido, indica que la alimentación está encendida.
8 Control de corriente de salida
Se ajusta de 30 a 50 A. Para configuraciones, consulte las tablas de datos de corte
en el manual del soplete.
5.2.1 Tecla de símbolo
Alimentación Aire
Temperatura Error
PIP
Piezas integradas 2 desplazamientos
4 desplazamientos
bp23asa
- 61 -
© ESAB AB 2012

SA
5.3 Instalación de productos consumibles
El uso correcto del soplete dentro de las condiciones de funcionamiento calificadas
(especialmente la corriente del arco y la velocidad de flujo de gas) y la instalación
firme de las partes de productos consumibles pueden evitar el daño innecesario del
soplete.
1. Ajuste el electrodo y el tapón de retención/protección cada vez que reemplace
un producto consumible o realice una inspección.
2. Compruebe la hermeticidad al comienzo de cada período, incluso si todo
funcionaba normalmente al finalizar el período anterior.
A Ensamble de la estructura del soplete
B Deflector
C Electrodo
D Boquilla
E Tapón de retención/protección
F Pistón
G Asiento de cuerpo del electrodo/soplete
Consulte Repuestos la página 74.
bp23asa
- 62 -
© ESAB AB 2012

SA
5.4 Corte
1. Establezca el interruptor para que esté encendido (tomacorriente de pared o
similar).
2. Verifique que el compresor esté conectado a la fuente de alimentación.
3. Establezca el interruptor de alimentación en I (Activo).
4. Luego de iniciar el corte, el soplete debe mantenerse a un ángulo de avance de
5 - 15°. Este ángulo resulta especialmente útil para crear un corte de "gota". El
soplete se puede usar arrastrando la boquilla sobre la placa o con una distancia
de hasta ¼” (6,35 mm) de separación. La separación ideal es 1/8” (3,2 mm).Las
guías de separación facilitan el mantenimiento del espacio, consulte la página 74.
5. Apriete el interruptor del soplete. El aire debería salir de la boquilla del soplete.
6. Dos segundos después de apretar el interruptor del soplete, debería comenzar
el arco piloto. Posteriormente, lo debería seguir el arco principal. De esta
manera, se inicia el corte. (Si trabaja en el modo de 4 desplazamientos, se debe
liberar el interruptor del soplete luego de establecer el arco de corte.)
7. Para comenzar un corte, incline el soplete para evitar que el material derretido
retorne y dañe el soplete. Cuando el arco penetra a través de la pieza de
trabajo, lleve el soplete a una posición vertical y continúe con el corte.
8. Al finalizar el corte, debe soltar el interruptor del soplete y retirarlo de la pieza de
trabajo inmediatamente. De esta manera, evitará que el arco piloto vuelva a
encenderse una vez que se apaga el arco de corte y provoque daños en la
boquilla (doble formación de arco eléctrico).
9. Para reinicios rápidos en los equipos que admiten el modo de corte de parrilla,
no suelte el interruptor de soplete. El soplete volverá automáticamente al modo
de arco piloto después de cada corte. Luego vuelve a pasar al modo de arco
principal al colocarse sobre la siguiente superficie de trabajo. Si no trabaja en el
modo de corte de parrilla, simplemente suelte y vuelva a presionar el gatillo
durante el post-flujo para reiniciar el arco sin demora para el pre-flujo.
bp23asa
- 63 -
© ESAB AB 2012

SA
Velocidad
Habitualmente, las velocidades de corte manual por plasma están limitadas por la
velocidad del separador. Esto indica la velocidad máxima a la que podrá mover el
soplete a lo largo del corte mientras penetra la pieza de trabajo. Sin embargo, para
aplicaciones que requieren un corte más limpio, es importante realizar un corte más
cercano a la velocidad de calidad.
Si el corte se realizó demasiado rápido, las cantidades significativas de metal
fundido pueden formar escoria en la parte inferior del corte. Si bien la mayoría de las
chispas formadas de acero al carbono se apagan fácilmente, pueden resultar una
molestia. Las velocidades de calidad se seleccionan para reducir al mínimo la
formación de escoria.
Los datos de la página 72 muestran las velocidades de corte máximas posibles para
la fuente de alimentación 15 - 50A. Las recomendaciones sobre la velocidad de
corte de calidad también se presentan para el acero.
Tenga en cuenta que si el soplete se utiliza al límite, la calidad del corte se verá
afectada.
6 MANTENIMIENTO
El mantenimiento regular resulta de gran importancia para que el rendimiento y la
vida útil sean óptimos.
Únicamente las personas con conocimientos eléctricos adecuados (personal
autorizado) pueden retirar los paneles de seguridad.
Asegúrese de que el suministro de tensión de la red de electricidad hasta el equipo haya
sido desconectado externamente. Desconecte el interruptor del tomacorrientes
de la pared antes de realizar una inspección o de trabajar en la fuente de alimentación.
Es posible que se haya acumulado agua o aceite en las líneas de aire comprimido.
Siempre dirija el primer chorro de aire fuera del equipo, a fin de evitar daños.
Todas las obligaciones del proveedor derivadas de la garantía del producto dejarán de ser
aplicables si el cliente manipula el producto por su propia cuenta y riesgo durante el periodo de
vigencia de la garantÍa con el fin de reparar cualquier tipo de falla o averÍa.
bp23asa
- 64 -
© ESAB AB 2012

SA
Si el equipo no funciona correctamente, deje de trabajar de inmediato y determine la
causa del problema. El trabajo de mantenimiento solo puede ser realizado por
personas idóneas. El trabajo eléctrico solo puede ser realizado por electricistas
autorizados. Nunca permita que otras personas inspeccionen, limpien o reparen el
equipo. Utilice repuestos originales ESAB solamente.
6.1 Revisión y limpieza
Es necesario que los siguientes puntos de la fuente de alimentación se inspeccionen
y/o limpien regularmente.
1. Verifique la conexión del cable de retorno a la pieza de trabajo.
2. Verifique que la toma de tierra de protección de la pieza de trabajo esté
conectada de manera segura a la conexión a tierra del bastidor de la fuente de
alimentación.
3. Verifique el protector térmico del soplete. Reemplácelo si está dañado.
4. Verifique el electrodo y la boquilla para uso diario. Elimine cualquier salpicadura,
reemplace el electrodo y la boquilla en caso de ser necesario. Si el electrodo
tiene una cavidad con una profundidad mayor que 1/8” (3,2 mm) en el centro,
debe ser reemplazado. Si, independientemente del límite de uso recomendado,
el electrodo es utilizado, pueden producirse daños en el soplete y la fuente de
alimentación. La vida útil de la boquilla se reduce en gran medida cuando se
utiliza el electrodo más allá del límite recomendado.
5. Verifique que las mangueras o los cables no estén dañados o doblados.
6. Verifique que todos los enchufes y las conexiones y los terminales de tierra
estén firmemente conectados.
7. Asegúrese de que todas las fuentes de alimentación entrantes estén
desconectadas. Utilice gafas y una máscara facial. Limpie el interior de la fuente
de alimentación con aire comprimido seco a baja presión.
8. Regularmente, drene el agua del filtro debajo de los reguladores de aire.
bp23asa
- 65 -
© ESAB AB 2012

SA
7 SOLUCIÓN DE PROBLEMAS
LAS DESCARGAS ELÉCTRICAS PUEDEN PROVOCAR LA MUERTE Asegúrese de
que el suministro de tensión de la red del equipo haya sido desconectado externamente.
Desconecte el interruptor del tomacorrientes de la red antes de realizar una inspección o
de trabajar en la fuente de alimentación.
El equipo para cortar por plasma utiliza tensión extremadamente alta que puede
provocar daños severos e incluso la muerte. Tenga sumo cuidado al trabajar sin
las cubiertas.
Antes de avisar a un técnico del servicio autorizado, efectúe las siguientes
comprobaciones.
Tipo de fallo Acción correctiva
Penetración insuficiente S Flujo eléctrico demasiado bajo
S Velocidad de corte demasiado rápida
S Boquilla de corte dañada
S Presión de aire inadecuada
S Baja velocidad de flujo de aire
El arco principal se extingue. S Velocidad de corte demasiado baja
S Electrodo gastado
Formación de escoria (según los materiales y el
espesor puede ser imposible obtener cortes sin
escoria.)
Doble formación de arco eléctrico (orificio de
boquilla dañado)
Arco desparejo S Boquilla de corte dañada o electrodo
Condiciones de corte inestable S Velocidad de corte incorrecta
S Flujo eléctrico demasiado bajo
S Velocidad de corte demasiado rápida o
demasiado lenta
S Presión de aire inadecuada
S Boquilla o electrodo defectuoso
S Baja velocidad de flujo de aire
S Baja presión de aire
S Boquilla de corte dañada
S Boquilla de corte suelta
S Acumulación masiva de salpicaduras en la
boquilla
gastado
S Conexiones sueltas de cable o manguera
S Electrodo y/o boquilla de corte en
condiciones defectuosas
bp23asa
- 66 -
© ESAB AB 2012

SA
Tipo de fallo Acción correctiva
El arco principal no golpea. S Electrodo gastado
S Conexiones sueltas
S El cable de trabajo no está adjuntado
Vida útil reducida de los consumibles S Presión de gas inadecuada
S Suministro de aire contaminado
S Baja velocidad de flujo de aire
7.1 Guía para solucionar problemas
Problema Causa Solución
El dispositivo de encendido/
apagado está en posición 1,
pero el led verde (potencia) no
se enciende.
La fuente de alimentación está
encendida, pero el led
PRESIÓN DE AIRE permanece
encendido.
La fuente de alimentación está
encendida, pero el led EXCESO
DE TEMPERATURA
permanece encendido.
La fuente de alimentación está
activa, el led naranja de FALLO
permanece encendido.
La fuente de alimentación está
activa, el led amarillo de Piezas
integradas permanece
encendido.
El interruptor térmico se activa
durante el corte.
S No hay electricidad.
S Disyuntor del circuito
activado
S La presión de aire es baja.
S No hay aire
S La fuente de alimentación
todavía está demasiado
caliente. Se enfriará pronto
con el ventilador
encendido.
S El sensor de temperatura
está defectuoso.
S La fuente de alimentación
no está activada. Un
interruptor de seguridad,
cubierta, se ha activado.
S Se produjo un error en las
piezas integradas.
S La potencia que requiere la
fuente de alimentación ha
excedido la potencia
disponible a partir de la
tensión de la línea
entrante.
S Otro dispositivo está
trabajando en la misma
línea.
S Verifique la fuente de
alimentación.
S Verifique el disyuntor.
S Aumente la presión de
aire.
S Verifique si hay suministro
de aire.
S Encienda la fuente de
alimentación y espere
algunos minutos antes de
volver a trabajar.
S Llame a los técnicos del
servicio autorizado.
S Verifique si los consumib
les están en el lugar y
correctamente tensados.
S Verifique que el panel
lateral esté cerrado
correctamente (lateral de
inspección del conector del
soplete).
S Verifique si los consumib
les están en el lugar y
correctamente tensados.
S Reduzca la corriente de
corte con el comando en el
panel delantero o reduzca
el tiempo de corte.
S Reduzca la longitud del
cable de conexión o
aumente la sección del
cable.
S No conecte otros
dispositivos a la misma
línea.
bp23asa
- 67 -
© ESAB AB 2012

SA
Problema SoluciónCausa
El arco no golpea o desaparece
durante el corte.
El piloto está en funcionamiento
pero no hay suficiente tensión
eléctrica para cortar.
El corte no es perpendicular. S Electrodo o boquilla
S Las piezas usadas del
soplete están gastadas.
S El generador se calentó
excesivamente.
S No hay suficiente presión
de aire.
S Hay baja tensión en la
línea entrante.
S Contacto defectuoso de la
abrazadera de conexión a
tierra
S Conexión defectuosa del
polo positivo en cable del
soplete
gastada
S Verifique el soplete y
ajuste los repuestos si es
necesario.
S Observe si el led de
EXCESO DE
TEMPERATURA amarillo
en el panel delantero está
encendido. Espere hasta
que la fuente de
alimentación se enfríe.
S Observe si el led AIRE
está apagado. Aumente la
presión de aire.
S Verifique la línea entrante.
Si se está utilizando una
extensión, asegúrese de
que la sección de cable
sea la adecuada.
S Verifique que la abrazade
ra de conexión a tierra
haga buen contacto con la
pieza que se cortará.
S Verifique la conexión del
polo positivo a la salida en
el tomacorriente e incluso
en el interior.
S Reemplace el electrodo y
la boquilla.
bp23asa
- 68 -
© ESAB AB 2012

SA
8 PEDIDOS DE REPUESTOS
Todas las reparaciones y trabajos eléctricos deben encargarse a un técnico ESAB
autorizado.
Utilice siempre repuestos e insulmos originales de ESAB.
Se ha diseñado y probado el PowerCut 700 según estándes internacionales y europe
os IEC 60974-1, . La unidad de servicio que haya provisto el servicio o realizado un
trabajo de reparación debe asegurarse que el producto siga cumpliendo con las
normas mencionadas.
Si desea realizar un pedido de piezas de repuesto, acuda al distribuidor de ESAB
más cercano (consulte la última página de este documento).
A fin de garantizar el funcionamiento adecuado, se recomienda utilizar únicamente
partes y productos ESAB genuinos en este equipo. La utilización de partes que no
sean de ESAB podría invalidar la garantía.
Las partes de repuestos pueden solicitarse al Distribuidor de ESAB.
Cuando solicite partes de repuesto, asegúrese de indicar cualquier instrucción
especial de envío.
Consulte la lista de números de teléfono de servicio al cliente de la Guía de
comunicación, en la última página de este manual.
bp23asa
- 69 -
© ESAB AB 2012

Schéma Schematic diagram Esquema
230V AC
MAIN SWITCH
J1
1
J3
230V AC
J2
1
J3
1
J7
1
350V DC
I
J6
II
J8
III
J9
PRIMARY BOARD
0700 210 131
FUSE
MV1
FAN
F1
TRANSFORMER
(AUXILARY)
TR1
230V
0V
18V
24V
0V
9V
0V
0V
9VAC1
9VAC2
18VAC1
18VAC2
24VAC1
24VAC2
AB
12345678910111213
1
2
3456789
J7J1
1
2
3
4
5
6
7
8
POWERONPIP FAULT AIR
9
10
1011121314
OVER
TEMP.
J6
14
J8
PRESSURE
PILOT
J2
1
2
12
6
11
5
10
4
9
3
8
2
7
1
J3
1
2
3
4
bp23schema
- 70 -
2/4 STROKE
S2
S3
SAFETY SWITCH
( COVER )
J5
J4
1
2
3
4
5
6
DISPLAY BOARD
0700 210 140
1
2
3
4
© ESAB AB 2012

SECONDARY INVERTER
BOARD
0700 210 115
TRANSFORMER
T2
HS1
J6
T1
TRANSFORMER
1
2
3
4
5
6
7
8
9
10
J1
1
J5
1
J4
1
J3
1
J10
1
R13
INDUCTOR
L1
24V DC
PILOT ARC
BOARD
0700 210 135
J1 J2
1
1
2
3
4
5
6
J3
1
DC BA
+
PIP
PILOT1
EVA1
24VAC
SOLENOID VALVE
9VAC
TORCH ON/OFF
POTENTIOMETER
J5
J7
123456789
2
1
J3
1
1
PCB INTERFACE
POWER
J1
1
2
C
D
J2−A
1
10
J1
J4−A
1
J6−A
1
3
4
5
6
7
8
9
10
11
12
OPTIONAL
TORCH SWITCH
14
13
12
11
10
9
8
7
6
5
4
3
2
1
J2
pc700e005
bp23schema
- 71 -
© ESAB AB 2012

Domaine d'application Applications Aplicaciones Aplicaciones
Speeds ipm (mm/min)
Material Thickness
30A Sever 30A Quality 50A Sever 50A Quality
inches
(mm)
Carbon
steel
0.06 (1.6) 240 (6096) 240 (6096) ... ...
0.125 (3.2) 140 (3556) 140 (3556) ... ...
0.25 (6.4) 34 (863.6) 20 (508) 74 (1879.6) 65 (1651)
0.375 (9.5) 16 (406.4) 14 (355.6) 44 (117.6) 38 (965.2)
0.5 (12.7) 9.5 (241.3) N/A 31 (787.4) 25 (635)
0.75 (19.1) N/A N/A 14 (355.6) N/A
1 (25.4) N/A N/A 10 (254) N/A
Material Thickness
30A Sever 50A Sever
inches
(mm)
Aluminium 0.125 (3.2) 145 (3683) ...
0.25 (6.4) 42 (1066.8) 90 (2286)
Stainless
steel
0.5 (12.7) 10 (254) 34 (863.6)
1 (25.4) N/A 8.5 (215.9)
0.125 (3.2) 65 (1651) ...
0.25 (6.4) 30 (977.9) 75 (1905)
0.5 (12.7) 9.2 (233.7) 26 (660.4)
1 (25.4) N/A 7.5 (190.5)
bp23app
- 72 -

Stainless Steel and Aluminium Sever Cut Speeds
Carbon Steel Cut Speeds
bp23app2
- 73 -

PowerCut 700/PT-39
Pièces d'usure Wear components Repuestos
Wear parts 30, 50 Amp
Wear parts kit PT-39
Qty Ordering no. Denomination Notes
0558 010 584 Wear parts kit consisting of: 50 Amp for PowerCut 700
3 0558 005 220 Electrode
1 0558 005 217 Gas baffle 30 - 80 Amp
4 0558 004 878 Nozzle 50 Amp
1 0558 010 570 Retaining cup
1 0558 010 581 Standoff guide assy
3
1
1
O-ring .301ID .070W Nitrile
Grease silicon dow DC-111 (1/4 Oz)
Fuse fast-act 2A 250V
bp23wear
- 74 -
© ESAB AB 2012
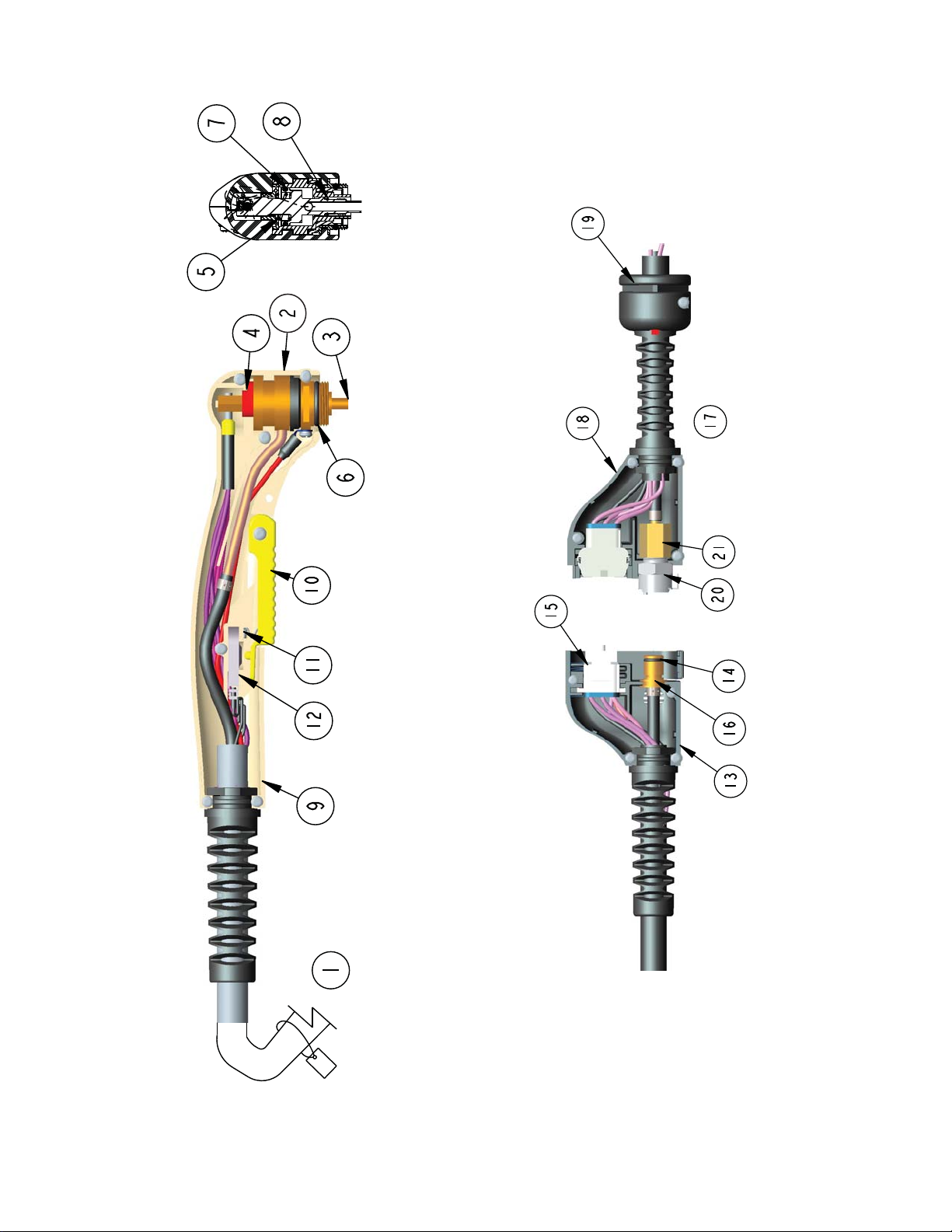

PT-39 Repair Parts List
Item Part Number Description
1 0558010576 Replacement PT-39 for the PC 400 (15ft)
0558010577 Replacement PT-39 for the PC 400 (25ft)
0558011580 Replacement PT-39 for the Power Cut 700
2 0558010561 Torch Body
3 0558010564 Blowback Piston
4 0558006790 Blowback Cap
5 0558006234 Blowback Spring
6 0558003694 Retaining Cup Seat O-ring
7 0558101573 Blowback Piston O-ring
8 0558009426 Electrode Seat O-ring
9 0558010563 Torch handle
10 0558006796 Trigger
11 0558006799 Trigger Spring
12 0558005512 Trigger Switch
13 0558011583 Torch-side Connector Shell
14 0558101101 Gas Connector O-ring
15 0558011567 Electrical Interface Seal
16 0558010582 Torch-side Gas Fitting
17 0558011573 Power Supply-side Connector Assembly
18 0558011584 Power Supply-side Connector Shell
19 0558007460 Strain relief coupling (half)
20 0558005635 Power Supply-side Gas Fitting
21 0558011574 Barbed adapter

PowerCut 700/PT-39
Numéro de référence Ordering number Número de pedido
Ordering no. Denomination Type Notes
0558 011 673 Power source for plasma
cutting incl torch (25 ft),
return cable and spare
parts kit
0700 210 200 Interface kit PT-37
0558 011 580 Torch PT-39 25 ft (7.6 m)
0558 011 581 Torch PT-39 50 ft (15.2 m)
Technical documentation is available on the Internet at www.esab.com
PowerCut™ 700 50A
bp23o
- 75 -
© ESAB AB 2012
ESAB Welding & Cutting Products, Florence, SC Welding Equipment
COMMUNICATION GUIDE - CUSTOMER SERVICES
A CUSTOMER SERVICE QUESTIONS:
Telephone: (800) 362-7080 / Fax: (800) 634-7548 Hours: 8.00 AM to 7:00 PM EST
Order Entry Product Availability Pricing Order Information Returns
B ENGINEERING SERVICE:
Telephone: (834) 664-4416 / Fax: (800) 446-5693 Hours: 7.30 AM to 5:00 PM EST
Warranty Returns Authorized Repair Stations Welding Equipment Troubleshooting
C TECHNICAL SERVICE:
Telephone: (800) ESAB-123 / Fax: (843) 664-4452 Hours: 8.00 AM to 5:00 PM EST
Part Numbers Technical Applications Specifications Equipment Recommendations
D LITERATURE REQUESTS:
Telephone: (843) 664-5562 / Fax: (843) 664-5548 Hours: 7.30 AM to 4:00 PM EST
E WELDING EQUIPMENT REPAIRS:
Telephone: (843) 664-4487 / Fax: (843) 664-5557 Hours: 7.30 AM to 3:30 PM EST
Repair Estimates Repair Status
F WELDING EQUIPMENT TRAINING:
Telephone: (843) 664-4428 / Fax: (843) 679-5864 Hours: 7.30 AM to 4:00 PM EST
Training School Information and Registrations
G WELDING PROCESS ASSISTANCE:
Telephone: (800) ESAB-123 Hours: 7.30 AM to 4:00 PM EST
H TECHNICAL ASST. CONSUMABLES:
Telephone: (800) 933-7070 Hours: 7.30 AM to 5:00 PM EST
IF YOU DO NOT KNOW WHOM TO CALL
Telephone: (800) ESAB-123
Fax: (843) 664-4452
Hours: 7:30 AM to 5:00 PM EST
20121125
or
visit us on the web at http://www.esabna.com
The ESAB web site offers:
Comprehensive Product Information
Material Safety Data Sheets
Warranty Registration
Instruction Literature Download Library
Distributor Locator
Global Company Information
Press Releases
Customer Feedback & Support
ESAB Welding & Cutting Products
PO BOX 100545, Florence SC 29501-0545
backp3us
- 76 -
© ESAB AB 2012
 Loading...
Loading...