


FR
PowerCut™ 700
PT-39
Manuel d'instructions
Valid for serial no. 145-xxx-xxxx0463 339 001 FR 20121125

- 2 -

- 3 -

- 4 -

DOMAINE D'APPLICATION 26............................................
1 SÉCURITÉ 6.........................................................
2 INTRODUCTION 8...................................................
2.1 Équipement 8...............................................................
3 CARACTÉRISTIQUES TECHNIQUES 8.................................
4 INSTALLATION 9....................................................
4.1 Vérification de la livraison et de l'emplacement 10................................
4.2 Alimentation primaire 11.......................................................
4.3 Connexion à l'air d'entrée 12...................................................
4.4 Raccordement du câble de retour 12............................................
4.5 Raccordement de la torche 13.................................................
4.5.1 Déconnexion de la torche 14..............................................
4.5.2 Connexion de la torche 14................................................
5 FONCTIONNEMENT 15................................................
5.1 Raccordements 15...........................................................
5.2 Dispositifs de contrôle 16......................................................
5.2.1 Légendes des symboles 17...............................................
5.3 Installation de consommables pour la torche 18..................................
5.4 Découpe 19.................................................................
6 ENTRETIEN 20.......................................................
6.1 Contrôle et nettoyage 21......................................................
7 DÉPANNAGE 22......................................................
7.1 Guide de dépannage 23.......................................................
8 COMMANDE DE PIÈCES DE RECHANGE 25............................
SCHÉMA 26.............................................................
PIÈCES D'USURE 29...................................................
NUMÉRO DE RÉFÉRENCE 30............................................
Sous réserve de modifications sans avis préalable.
TOCf
- 5 -

FR
1 SÉCURITÉ
Il incombe à l'utilisateur d'un équipement ESAB de prendre toutes les mesures
nécessaires pour garantir la sécurité du personnel utilisant le système ou se trouvant à proxi
mité. Les mesures de sécurité doivent répondre aux normes correspondant à ce type d'appa
reil. Le contenu de ces recommandations peut être considéré comme un complément à la
réglementation ordinaire relative à la sécurité sur le lieu de travail.
L'utilisation de l'appareil doit être conforme au mode d'emploi et exclusivement réservée à des
opérateurs habilités. Toute utilisation incorrecte risque de créer une situation anormale pou
vant soit blesser l'opérateur, soit endommager le matériel.
1. Toute personne utilisant la machine de soudage devra bien connaître :
S sa mise en service
S l'emplacement de l'arrêt d'urgence
S son fonctionnement
S les règles de sécurité en vigueur
S le processus de soudage et de coupage
2. L'opérateur doit s'assurer :
S que personne ne se trouve dans la zone de travail de l'équipement au moment de sa mise en
service.
S que personne n'est sans protection lorsque l'arc est amorcé.
3. Le poste de travail doit être :
S conforme au type de travail.
S non soumis à des courants d'air.
4. Protection personnelle
S Toujours utiliser l'équipement de protection individuelle recommandé : lunettes, vêtements
ignifuges, gants, etc.
S Éviter de porter des vêtements trop larges ou par exemple une ceinture, un bracelet,
etc. pouvant s'accrocher en cours d'opération ou occasionner des brûlures.
5. Divers
S S'assurer que les câbles sont bien raccordés.
S Seul du personnel spécialement qualifié est habilité à intervenir sur le système
électrique.
S Un équipement de lutte contre l'incendie doit se trouver à proximité et clairement signalé.
S Ne pas effectuer de graissage ou d'entretien en cours de marche.
bp29f
- 6 -
© ESAB AB 2012

FR
AVERTISSEMENT
Le soudage et le coupage a l'arc peuvent être dangereux pour vous comme pour autrui.
Soyez donc très prudent en utilisant la machine à souder et à découper. Observez les règles
de sécurité de votre employeur, qui doivent être basées sur les textes d'avertissement du fab
ricant.
DÉCHARGE ÉLECTRIQUE - Danger de mort
S Installer et mettre à la terre l'équipement en suivant les normes en vigueur.
S Ne pas toucher les parties conductrices. Ne pas toucher les électrodes avec les mains nues ou
des gants de protection humides.
S S'isoler du sol et de la pièce à souder.
S S'assurer que la position de travail adoptée est sûre.
FUMÉES ET GAZ - Peuvent nuire à la santé
S Éloigner le visage des fumées.
S Ventiler et aspirer les fumées pour assurer un environnement de travail sain.
RADIATIONS LUMINEUSES DE L'ARC - Peuvent abîmer les yeux et brûler la peau
S Se protéger les yeux et la peau. Utiliser un écran soudeur et porter des gants et des vêtements
de protection.
S Protéger les personnes voisines des effets dangereux de l'arc par des rideaux ou des écrans
protecteurs.
RISQUES D'INCENDIE
S Les étincelles (ou ”puces” de soudage) peuvent causer un incendie. S'assurer qu'aucun objet
inflammable ne se trouve à proximité du lieu de soudage.
BRUIT - Un niveau élevé de bruit peut réduire les facultés auditives
S Se protéger. Utiliser des protecteurs d'oreilles ou toute autre protection auditive.
S Avertir des risques encourus les personnes se trouvant à proximité.
EN CAS DE MAUVAIS FONCTIONNEMENT - Faire appel à un technicien qualifié.
Lire attentivement le mode d'emploi avant d'installer la machine et de l'utiliser.
PROTÉGEZ-VOUS ET PROTÉGEZ LES AUTRES !
AVERTISSEMENT!
Ne pas utiliser le générateur pour dégeler des canalisations.
PRUDENCE!
Les équipements de “Class A” ne sont pas conçus pour un usage
résidentiel alimenté par de la basse tension. Dans ce cas, des
problèmes de compatibilité électromagnétique des équipements de
“Class A” peuvent se produire en raison de perturbations liées à la
conduction et au rayonnement.
PRUDENCE!
Ce produit est uniquement destiné au coupage plasma..
bp29f
- 7 -
© ESAB AB 2012

FR
PRUDENCE!
Lire attentivement le mode d'emploi avant d'installer
la machine et de l'utiliser.
Jetez votre équipement électronique dans les centres de recyclage agréés !
Conformément à la Directive européenne 2002/96/EC relative aux déchets
d’équipements électroniques et électriques et à sa transposition dans la législation
nationale en vigueur, les équipements électriques et/ou électroniques parvenus en fin
de vie doivent être confiés à un centre de recyclage agréé.
En tant que responsable de l'équipement, il est de votre responsabilité d'obtenir des
informations sur les centres de recyclage agréés.
Pour plus d'informations, contactez votre fournisseur ESAB le plus proche.
ESAB fournit tous les accessoires et équipements de protection nécessaires à
la découpe.
2 INTRODUCTION
PowerCut 700 est un système complet pour la découpe plasma manuelle. Ce
système produit une puissance de coupe assez importante pour sectionner des
matériaux faisant jusqu'à 20 mm d'épaisseur.
2.1 Équipement
Le générateur est fourni avec :
S un câble secteur, 3 m,
S un mode d’emploi,
S un câble de retour avec pince
S torche de découpe plasma PT-39, 7,5 m, fournie comme indiqué page 30
S kit d'usure pour PT-39.
3 CARACTÉRISTIQUES TECHNIQUES
PowerCut 700
Tension d'alimentation secteur 400 V $10 %, 3-ph, 50/60 Hz
Plage de réglages 30 – 50 A
Charge admissible
30 % facteur de marche
60 % facteur de marche
100 % facteur de marche
Facteur de puissance au courant max 0,75
Rendement au courant maximum 85 %
Tension de circuit ouvert U
0
50 A
37 A
30 A
320 V
bp29f
- 8 -
© ESAB AB 2012

FR
PowerCut 700
Température de fonctionnement -10 à 40 °C
Température de transport -20 à 55 ℃
Pression acoustique sans charge < 70 db (A)
Débit nominal 189 l/min à 4,8 bars
Dimensions, l x w x h 600 x 210 x 380 mm
Poids incluant le câble de torche et de
retour
Classe d’isolation transformateur
Classe de protection IP 23
Classe d'utilisation
Facteur de marche
Le facteur d'intermittence est le temps, exprimé en pourcentage d'une période de 10 minutes, pen
dant lequel il est possible de souder ou de couper à une charge déterminée. Le facteur de marche
est valable à 40° C.
Classe de protection
Le code IP indique la classe de protection, c'est-à-dire le degré d'étanchéité à l'eau et aux
particules solides. Les machines marquées IP 23 sont utilisables à l'intérieur et à l'extérieur.
25,5 kg
H
Classe d'utilisation
Le symbole signifie quele générateur est conçu est conçue pour une utilisation dans des
environnements où il existe un danger électrique.
4 INSTALLATION
L'installation doit être assurée par un technicien qualifié.
Une installation correcte est très importante pour un fonctionnement sans problème
et de bons résultats de découpe. Lisez attentivement ce chapitre et suivez chacune
des étapes.
AVERTISSEMENT
DÉCHARGES ÉLECTRIQUES - Danger de mort - Prenez toutes les précautions
nécessaires pour vous protéger contre les décharges électriques. Vérifiez que toutes les
alimentations sont déconnectées – coupez l'alimentation de la prise murale et retirez le
câble d'alimentation de l'appareil de la prise avant de procéder à des branchements
électriques dans le générateur.
bp29f
AVERTISSEMENT
Il est très important que le châssis soit branché à la terre de protection approuvée afin
d'éviter les chocs et les accidents électriques. Vérifiez que la mise à la terre n'est pas reliée
par erreur à des conducteurs de phase.
- 9 -
© ESAB AB 2012

FR
AVERTISSEMENT
De mauvaises connexions ou une incapacité à raccorder le câble de retour à la pièce à
souder peut entraîner un choc électrique mortel.
AVERTISSEMENT
Les dispositifs de filtre à air ne peuvent pas être utilisés l'installation ou le montage
de toute forme de dispositif de filtre à air empêche la circulation de l'air froid et
entraîne des risques de surchauffe. La garantie est invalidée si n'importe quel type
de filtre à air est utilisé.
AVERTISSEMENT
NE DÉMARREZ PAS l'équipement sans le couvercle.
Ne connectez pas le générateur lorsque l'interrupteur est en position MARCHE ou lorsque
vous le portez ou le déplacez.
NE TOUCHEZ AUCUNE partie de la torche lorsque le boîtier d'alimentation est allumé.
PRUDENCE!
Ce produit est destiné à un usage industriel. Dans des environnements domestiques ce
produit peut provoquer des interférences parasitaires. C'est la responsabilité de
l'utilisateur de prendre les précautions adéquates.
ATTENTION
Placez le générateur à au moins 3 mètres de la zone de découpe car des étincelles et
éclats de scories peuvent endommager le générateur
4.1 Vérification de la livraison et de l'emplacement
1. Retirez l'emballage. Vérifiez que l'équipement ne comporte pas de dégâts qui
n'apparaissaient pas lors de la réception de la commande. Signalez
immédiatement tout dégât à la société de livraison.
2. Vérifiez qu'il ne reste pas de pièces dans l'emballage. Vérifiez que les conduites
d'air du panneau arrière du couvercle ne sont pas obstruées par du matériau
d'emballage qui peut bloquer la circulation de l'air dans le générateur.
Le générateur dispose d'une poignée de transport et peut donc être levé
facilement.
bp29f
- 10 -
© ESAB AB 2012

FR
3. Installez le générateur afin que ses entrées et sorties de refroidissement d'air ne
soient pas obstruées. La distance minimale autorisée par rapport à un mur ou un
autre élément faisant obstruction est de 1 m.
4. Une source d'air propre et sec qui produit au moins 189 l/m à 4,8 bars est
nécessaire pour la découpe. La pression atmosphérique lors de la découpe ne
doit pas dépasser 6 bars, ce qui représente la pression d'entrée maximale pour
le filtre-régulateur compris dans la livraison.
4.2 Alimentation primaire
Vérifiez que le générateur est connecté à une source d'alimentation dont la tension
est appropriée et qu'il est protégé par un fusible adéquat. L’installation doit être
reliée à la terre, conformément aux réglementations en vigueur.
La plaque signalétique se trouve sur la face inférieure
AVERTISSEMENT
Vérifiez que le générateur est éteint avant de retirer le fusible.
Recommandations pour calibres de fusibles et sections minimales de câbles
Powercut 700
Tension d'alimentation secteur 400 V 3-ph
Section des câbles d’alimentation
Courant par phase I
Fusible, régularisateur 16 A
1 eff
4G2.5
6.5 A
REMARQUE : La section des câbles d’alimentation et les calibres de fusibles mentionnés ci-avant
sont conformes aux normes suédoises. Veillez à respecter les normes locales en vigueur.
bp29f
- 11 -
© ESAB AB 2012
FR
Alimentation fournie par les générateurs
La source d'alimentation peut être fournie par différents types de générateurs.
Cependant, certains générateurs sont susceptibles de ne pas fournir une puissance
suffisante pour le soudage. Les générateurs équipés d'un régulateur automatique de
tension, de régulation équivalente ou meilleure avec une puissance nominale de
10,8 kW, sont recommandés pour un fonctionnement à pleine capacité.
Mettez en route le générateur :
1) Démarrez le générateur
2) Allumez la source d'alimentation en actionnant l'interrupteur principal sur ON
Arrêtez le générateur
3) Éteignez la source d'alimentation en actionnant l'interrupteur principal sur OFF
4) Arrêtez le générateur
4.3 Connexion à l'air d'entrée
Raccordez votre alimentation d'air au branchement d'entrée du filtre. N'importe quel
cylindre d'air comprimé ou d'air provenant d'un compresseur peut être utilisé. L'air
doit être exempt de particules polluantes. Un régulateur est fourni pour garantir un
débit d'air adéquat sur la torche. Réglez la pression avec le bouton en haut du
régulateur.
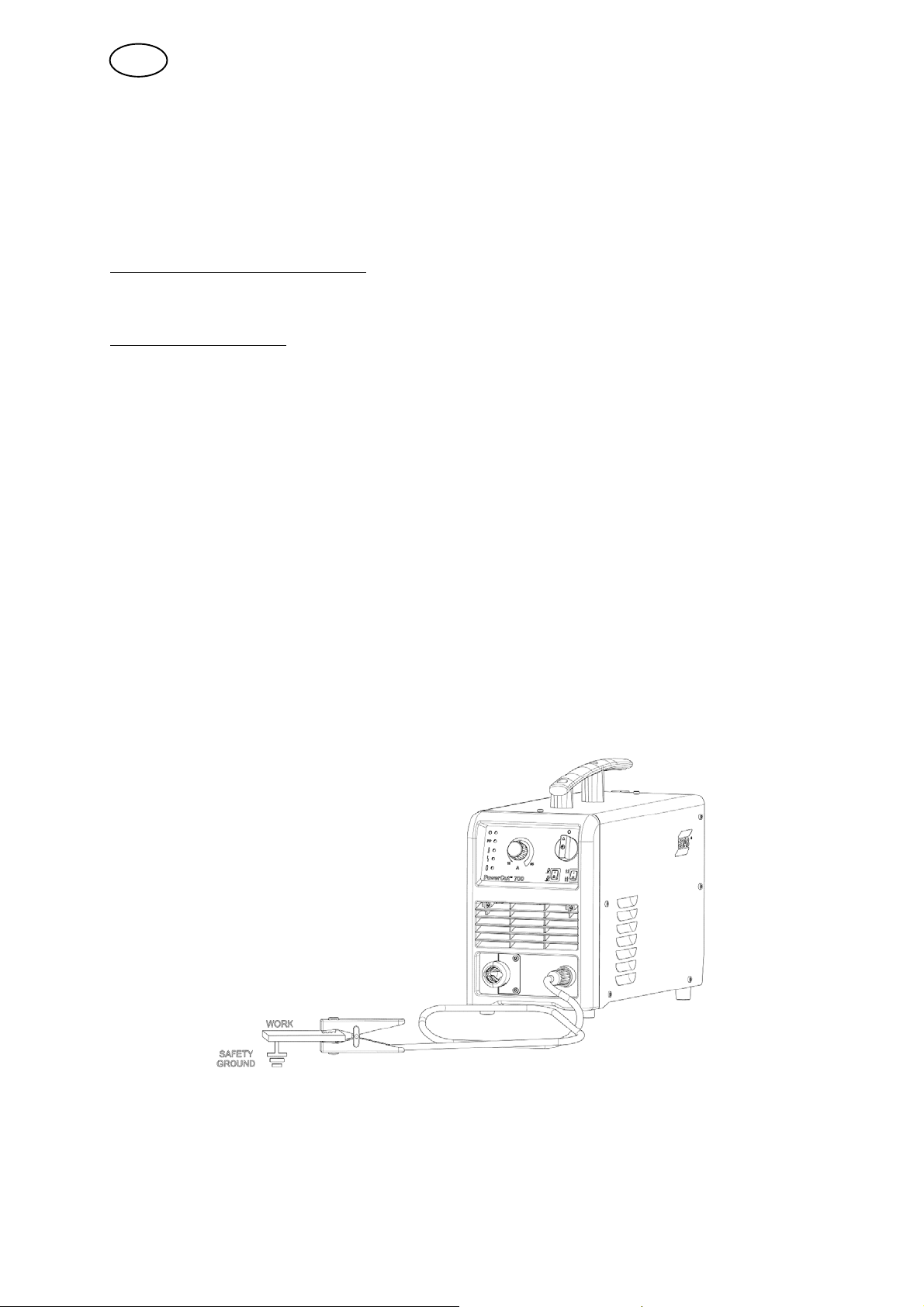
4.4 Raccordement du câble de retour
Fixez avec une pince le câble de retour à la pièce à souder. Vérifiez que la pièce à
souder est reliée à une prise de terre homologuée et que la taille du câble de terre
est appropriée.
bp29f
- 12 -
© ESAB AB 2012

FR
4.5 Raccordement de la torche
Pour démonter la torche rapidement et facilement de l'alimentation, Power Cut 700
est équipé d'une solution de déconnexion rapide et unique.
Avant de connecter ou de brancher la torche, pensez à respecter certaines règles de
sécurité.
S Si le connecteur est mal fixé ou endommagé, le système ne doit pas être utilisé
tant que ce dernier n'a pas été réparé par un professionnel qualifié. Vérifiez
toujours que la connexion est solide et correctement verrouillé à son
emplacement.
S Ne déconnectez en aucun cas la torche pendant que l'équipement est en
marche. Le système doit être débranché ou déconnecté de l'alimentation avant
tout entretien.
S Ne tirez jamais sur les câbles d'alimentation. Ne manipulez pas le système d'une
manière pouvant endommager le câble ou le connecteur. Le connecteur est
conçu pour supporter l'usure d'une utilisation régulière. Toutefois une utilisation
excessive peut rendre le connecteur inutilisable.
S Tout comme l'alimentation, le connecteur ne doit jamais être utilisé dans un lieu
humide ou à proximité d'une source d'eau stagnante. De plus, si le joint
d'étanchéité en silicone du connecteur est endommagé ou absent, n'utilisez pas
le système.
S Le raccord de gaz est graissé pour garantir une bonne connexion, mains le
connecteur électrique ne doit jamais être graissé. Veillez à ce que les
connexions électriques soient toujours sèches et propres.
bp29f
- 13 -
© ESAB AB 2012

FR
4.5.1 Déconnexion de la torche
Conformez-vous toujours aux règles de sécurité énoncées ci-avant.
1. Déconnectez la prise murale ou débranchez l'alimentation.
2. Appuyez sur la languette en nylon sur le connecteur du côté de la torche.
3. Séparez les deux moitiés tout en relâchant la languette.
4.5.2 Connexion de la torche
Conformez-vous toujours aux règles de sécurité énoncées ci-avant.
1. Déconnectez la prise murale ou débranchez l'alimentation.
2. Appuyez sur le bouton de relâchement situé sur le connecteur femelle du gaz
afin de garantir que le mécanisme de verrouillage n'est pas engagé.
3. Alignez les connecteurs de gaz puis engagez-les.
4. Alignez les connexions puis engagez-les.
5. Appuyez simultanément sur les deux moitiés jusqu'à entendre un clic indiquant
que les connecteurs de gaz sont verrouillés ensemble.
6. Tirez légèrement sur le connecteur pour vérifier qu'il est correctement verrouillé
à sa place.
bp29f
- 14 -
© ESAB AB 2012

FR
5 FONCTIONNEMENT
Les prescriptions générales de sécurité pour l'utilisation de l'équipement figu
rent en page 6. En prendre connaissance avant d'utiliser l'équipement.
5.1 Raccordements
1 Raccordement pour l'air 4 Connexion pour la torche
2 Connexion pour câble d' alimentation 5 Dispositifs de commande, voir chapitre 5.2
3 Raccordement pour câble de retour avec
pince
6 Fusible.
bp29f
- 15 -
© ESAB AB 2012

FR
5.2 Dispositifs de contrôle
1 Interrupteur d'alimentation 0/1 5 Témoin de sur-température, jaune
2 2/4 temps 6 Pièces en position (PIP), jaune
3 Témoin de pression d'air, jaune 7 Témoin de marche, vert
4 Témoin d'erreur, jaune 8 Contrôle du courant de sortie
Interrupteur d'alimentation 1
Pour un fonctionnement normal, tournez la molette dans le sens des aiguilles d'une
montre jusqu'à la position « 1 ». Tournez la molette dans le sens contraire des
aiguilles d'une montre jusqu'à la position « 0 ».
2 2/4 temps
En mode de découpe 2 temps, la torche est activée lorsque la gâchette est
enfoncée. Elle se désactive lorsque la gâchette est relâchée. En mode 4 temps, la
torche est activée lorsque vous appuyez une première fois sur la gâchette, puis elle
peut être relâchée pour plus de confort pendant les découpes de longue durée. La
torche est ensuite désactivée en appuyant sur gâchette à nouveau.
3 Témoin de pression d'air
La diode jaune indique que la pression d'air est trop faible.
4 Témoin d'erreur
Lorsque la diode jaune clignote, cela signifie que l'interrupteur de sécurité pour le
cache est actionné et l'alimentation s'éteint automatiquement.
bp29f
- 16 -
© ESAB AB 2012

FR
5 Témoin de sur-température
Lorsque la diode jaune s'allume, la température de fonctionnement a dépassé les
valeurs normales. Il s'éteint lorsque la température est normale.
6 Pièces en position (PIP)
Lorsque la diode jaune s'allume, cela indique qu'il y a une erreur au niveau des
pièces en position. Cela signifie qu'aucune tuyère n'a été détectée ou que l'électrode
ne se rétracte pas de manière appropriée. Mettez l'appareil hors tension. Vérifiez
que les composants sont correctement assemblés, qu'ils sont exempts de
dommages excessifs et que l'électrode peut glisser vers l'arrière et vers l'avant avec
une pression confortable d'un seul doigt. Une fois que l'origine de l'erreur a été
corrigée, remettez l'appareil sous tension.
7 Témoin de marche
Lorsque la diode verte s'allume, cela indique que l'appareil est sous tension.
8 Contrôle du courant de sortie
Plage de réglage de 30 à 50 A. Pour les paramètres, consultez les tableaux de
données de découpe dans le manuel sur les torches.
5.2.1 Légendes des symboles
Générateur Air
Température Erreur
PIP
Pièces en position 2 temps
4 temps
bp29f
- 17 -
© ESAB AB 2012

FR
5.3 Installation de consommables pour la torche
Une utilisation appropriée de la torche dans les conditions de fonctionnement
assignées (particulièrement le courant de l'arc et le débit de gaz) et une installation
solide des pièces peut prévenir des dommages évitables sur la torche.
1. Serrez l'électrode et la coupelle de retenue/protection à chaque changement ou
inspection de consommable.
2. Vérifiez l'étanchéité des consommables au début de chaque période de travail,
même si tous les composants fonctionnaient normalement lors de la période
précédente.
A Montage du corps de la torche
B Déflecteur
C Électrode
D Tuyère
E Coupelle de retenue/protection
F Piston
G Siège du corps de l'électrode/la torche
Veuillez voir les pièces d'usure à la page 29.
bp29f
- 18 -
© ESAB AB 2012

FR
5.4 Découpe
1. Placez l'interrupteur (prise murale ou similaire) en position marche.
2. Vérifiez que le compresseur est branché au générateur.
3. Placez l'interrupteur d'alimentation sur E (marche).
4. Une fois la découpe commencée, la torche doit être maintenue à un angle avant
de 5 à 15°. Cet angle est surtout utile pour créer une découpe « plongeante ». Il
est possible de faire fonctionner la torche en déplaçant la tuyère sur la plaque ou
à une distance de 6,35 mm. La distance idéale est de 3,2 mm. Les guides de
distance sont disponibles pour maintenir un espace plus facilement, voir pièces
d'usure en page29.
5. Appuyez sur la gâchette de la torche. De l'air doit sortir de la tuyère de la torche.
6. Deux secondes après avoir appuyé sur la gâchette de la torche, l'arc pilote doit
s'amorcer. L'arc principal doit s'amorcer immédiatement. La découpe peut
commencer. (Si vous travaillez en mode 4 temps, la gâchette de la torche peut
être relâchée après l'amorçage de l'arc de découpe.)
7. Avant de commencer une découpe, inclinez la torche pour éviter que des
matériaux fondus ne soient projetés et l'endommagent. Lorsque l'arc transperce
la pièce à souder, mettez la torche à la verticale et commencez à découper.
8. Lorsque la découpe est finie, la gâchette de la torche doit être relâchée et la
torche écartée de la pièce à souder immédiatement à la fin de la découpe. Cela
permet d'éviter que l'arc pilote ne se réamorce après l'extinction de l'arc de
découpe, ce qui endommagerait la tuyère (formation d'arc double).
bp29f
- 19 -
© ESAB AB 2012

FR
9. Pour des réamorçages rapides sur des machines pour la découpe de grilles, ne
relâchez pas la gâchette de la torche. La torche revient en mode de l'arc de
pilote après chaque découpe et transfert à l'arc principal, lorsque la torche est
positionnée sur la prochaine surface de travail. Lorsque vous travaillez sans le
mode de découpe de grilles, relâchez simplement la gâchette et appuyez à
nouveau pendant le post-débit pour redémarrer l'arc sans intervalle pour le
post-débit.
Vitesse
En règle générale, les vitesses de découpe plasma manuelle sont limitées par la
vitesse de section. Cela indique la vitesse maximum à laquelle vous pouvez
déplacer la torche le long de la coupe tout en pénétrant la pièce à souder.
Cependant, pour les applications qui nécessitent une découpe plus nette, il peut
s'avérer important de couper plus près de la vitesse de qualité.
Si la découpe est effectuée de manière trop rapide, d'importantes quantités de métal
en fusion peuvent former des scories en dessous de la coupe. La majeure partie du
laitier formé à partir d'acier au carbone s'écaille facilement, mais cela peut
néanmoins constituer une nuisance. Les vitesses de qualité sont sélectionnées pour
maintenir la formation de scories à un minimum.
Sur la page NO TAGsont indiquées les vitesses maximum de découpe possibles
pour le générateur à une intensité de 30 à 50 A. Les vitesses de découpe de qualité
recommandées sont également listées pour l'acier.
Notez que lorsque l'utilisation de la torche est poussée à l'excès, la qualité de la
coupe peut être réduite.
6 ENTRETIEN
L'entretien régulier est important pour une performance et une durée de vie
optimales.
Seul des électriciens spécialisés (personnel agréé) sont habilités à démonter les
plaques de sécurité.
AVERTISSEMENT
Vérifiez que l'alimentation secteur de la machine a bien été débranchée de façon
externe. Mettez l'interrupteur en position OFF sur la prise murale avant d'inspecter
ou de travailler sur le générateur.
bp29f
AVERTISSEMENT
L'eau ou l'huile peut s'accumuler dans les conduites d'air comprimé. Pour éviter
tout dommage, dirigez toujours le premier flux d'air loin de l'équipement.
PRUDENCE!
La garantie du fabricant cesse d'être valable si le matériel a été ouvert par l'utilisateur
pendant la période de garantie pour réparer quelque panne que ce soit.
- 20 -
© ESAB AB 2012

FR
Si l'équipement ne fonctionne pas correctement, stoppez le travail immédiatement et
identifier l'origine du problème. Les tâches d'entretien peuvent être effectuées
uniquement par des personnes ayant les connaissances requises. Les travaux
électriques ne peuvent être effectués que par des électriciens autorisés. N'autorisez
jamais des personnes non habilitées à vérifier, nettoyer ou réparer l'équipement.
Utilisez exclusivement des pièces de rechange et pièces d’usure ESAB d’origine.
6.1 Contrôle et nettoyage
Les points suivants du générateur doivent être vérifiés et/ou nettoyés régulièrement.
1. Vérifiez la connexion du câble de retour sur la pièce à souder.
2. Vérifiez que la mise à la terre de l'appareil est bien reliée à la terre du boîtier du
générateur.
3. Vérifiez l'écran thermique de la torche. Remplacez-le s'il est endommagé.
4. Vérifiez quotidiennement l'absence d'usure de l'électrode et de la tuyère. Retirez
les taches éventuelles, remplacez l'électrode et la tuyère si nécessaire. Si
l'électrode présente une piqûre d'une profondeur supérieure à 3,2 mm en son
centre, elle doit être remplacée. Si l'électrode est utilisée au delà de sa limite
d'usure recommandée, cela peut endommager la torche et le générateur. La
durée de vie de la tuyère est également grandement réduite lorsque l'électrode
est utilisée au-delà de la limite recommandée.
5. Vérifiez que les câbles ou tuyaux ne sont pas endommagés ou tordus.
6. Vérifiez que toutes les prises, raccordements et bornes de terre sont solidement
connectés.
7. Vérifiez que toutes les sources d'alimentation entrantes sont débranchées.
Portez des lunettes et un masque pour nettoyer l'intérieur du générateur à l'aide
d'air comprimé sec basse-pression.
8. Vidangez régulièrement l'eau du filtre sous les régulateurs d'air.
bp29f
- 21 -
© ESAB AB 2012

FR
7 DÉPANNAGE
AVERTISSEMENT
DÉCHARGES ÉLECTRIQUES – DANGER DE MORT Vérifiez que l'alimentation
secteur de la machine a bien été débranchée de façon externe. Mettez l'interrupteur
en position « OFF » sur la prise secteur avant d'inspecter ou de travailler sur le
générateur.
AVERTISSEMENT
L'équipement de découpe plasma utilise des tensions extrêmement élevées
pouvant entraîner des blessures graves, voire la mort. Soyez particulièrement
prudent lorsque vous travaillez sans les couvercles.
Consultez la présente section des vérifications et contrôles avant de faire appel au
service technique agréé.
Type d'erreur Action corrective
Pénétration insuffisante S Courant trop faible
S Vitesse de découpe trop élevée
S Tuyère de découpe endommagée
S Pression d'air incorrecte
S Débit d'air faible
L'arc principal s'éteint. S Vitesse de découpe trop élevée
S Électrode usée
Formation de scories (Pour certains matériaux et
certaines épaisseurs, il peut être impossible
d'avoir des découpes sans scories.)
S Courant trop faible
S Vitesse de découpe trop élevée ou trop
basse
S Pression d'air incorrecte
S Tuyère ou électrode défectueuse
S Débit d'air faible
Formation d'arc (orifice de tuyère endommagé) S Pression d'air faible
S Tuyère de découpe endommagée
S Tuyère de découpe desserrée
S Forte accumulation d'éclaboussures sur la
tuyère
Arc irrégulier S Tuyère de découpe endommagée ou
électrode usée
Conditions de découpe instables S Vitesse de découpe incorrecte
S Raccordements de câble ou flexible
desserrés
S Électrode et/ou tuyère de découpe en
mauvais état
L'arc principal ne s'amorce pas. S Électrode usée
S Raccordements desserrés
S Câble de travail non fixé
Durée de vie réduite des consommables S Pression du gaz incorrecte
S Alimentation d'air contaminée
S Débit d'air faible
bp29f
- 22 -
© ESAB AB 2012

FR
7.1 Guide de dépannage
Problème Cause Solution
L'interrupteur ON/OFF est à la
position 1, mais la diode verte
(puissance) ne s'allume pas.
Le générateur est en marche,
mais la diode jaune de
PRESSION d'AIR reste
allumée.
Le générateur est en marche,
mais la diode jaune de
SUR-TEMPÉRATURE reste
allumée.
Le générateur est en marche, la
diode d'ERREUR orange reste
allumée.
Le générateur est en marche, la
diode PIP jaune reste allumée.
L'interrupteur thermique se
déclenche lors de la découpe.
S Il n' y a pas d'alimentation.
S Le coupe-circuit bascule
S La pression du gaz est
faible.
S Il n'y a pas d'air
S Le générateur est encore
en surchauffe. Il se refroidit
plus tôt avec le ventilateur
en marche.
S L'interrupteur thermique
est défectueux.
S Le générateur n'est pas
activé. Un interrupteur de
sécurité pour le cache, a
été actionné.
S Il y a une erreur au niveau
des pièces en position.
S La puissance requise par
le générateur a dépassé la
puissance disponible
provenant de la tension de
la ligne entrante.
S Un autre appareil
fonctionne sur la même
ligne.
S Vérifiez l'alimentation
électrique.
S Vérifiez le disjoncteur.
S Augmentez la pression
d'air.
S Vérifiez si l'alimentation
d'air fonctionne.
S Mettez en marche le
générateur et attendez
quelques minutes avant de
travailler à nouveau.
S Appelez le service
technique autorisé.
S Vérifiez que les consom
mables sont en place et
correctement serrés.
S Vérifiez que le panneau
latéral a été correctement
fermé (inspection latérale
du connecteur de la
torche).
S Vérifiez que les consom
mables sont en place et
correctement serrés.
S Réduisez le courant de
découpe avec la
commande sur le panneau
avant ou réduire le temps
de découpe.
S Réduisez la longueur du
câble de connexion ou
augmenter la section du
câble.
S Ne connectez pas d'autres
appareils sur la même
ligne.
bp29f
- 23 -
© ESAB AB 2012

FR
Problème SolutionCause
L'arc ne s'amorce pas ou
disparaît pendant la découpe.
Le pilote fonctionne mais il n'y a
pas assez de courant pour la
découpe.
La coupe n'est pas
perpendiculaire.
S Les pièces d'usure de la
torche sont usées.
S Le bloc de puissance est
en surchauffe.
S Il n'y a pas suffisamment
de pression d'air.
S La tension sur la ligne
entrante est faible.
S Mauvais contact de la
pince de mise à la terre
S Mauvaise connexion du
pôle positif sur le câble de
la torche.
S Électrode ou tuyère usée S Remplacez l'électrode et la
S Vérifiez la torche et montez
les pièces de rechange si
nécessaire.
S Regardez si la diode jaune
de SUR-TEMPERATURE
située sur le panneau
avant est allumée.
Attendez que le générateur
se refroidisse.
S Regardez si la diode jaune
de PRESSION d'AIR
située sur le panneau
avant est allumée.
Augmentez la pression
d'air.
S Vérifiez la ligne entrante.
Si une extension est
utilisée, vérifiez que la
section du câble est
adéquate.
S Vérifiez que la pince de
mise à la terre a un bon
contact avec la pièce à
découper.
S Vérifiez la connexion du
pôle positif à la sortie de la
prise, même à l'intérieur.
tuyère.
bp29f
- 24 -
© ESAB AB 2012

FR
8 COMMANDE DE PIÈCES DE RECHANGE
Les interventions électriques et travaux de réparation doivent être confiés à du
personnel ESAB agréé.
Utiliser exclusivement des pièces de rechange et pièces d'usure ESAB d'origine.
PowerCut 700 est conçue et éprouvée conformément à la norme internationale et européen
ne EN 60974-1, EN 60974-10. Il incombe à l'entreprise chargée de tout travail de maintenan
ce ou de réparation de s'assurer que le produit demeure conforme à la norme susmentionnée
après leur intervention.
PT-39 est conçu et testé conformément aux normes internationales et européennes EN 60974-7.
Il incombe aux responsables des entretiens et des réparations de s'assurer que les produits
restent conformes aux normes susmentionnées après leur intervention.
Les pièces de rechange peuvent être commandées auprès de votre vendeur ESAB.
Voir dernière page.
bp29f
- 25 -
© ESAB AB 2012

Schéma
UWZ
PCB LINE FILTER
COD.61288500
R
L1
L2
L3
ST
GND
S1
1
1
OUT1
IN1
1
1
OUT2
IN2
1
1
OUT3
IN3
J1
1
J2
1
J3
1
I
J8
II
J9
III
J10
PCB FUSES
COD.61288600
R S
GND
T
+
MV1
123
4
J2
COD.61289800
PCB FAN
J1
1
2
F1
TR1
400V 0V
230V
0V
2T/ 4T
PANEL SAFETY SWITCH
PCB PRIMARY
J6
12345678910111213
9V
123456789
J7
J1
9VAC1
9VAC2
18VAC1
18VAC2
24VAC1
24VAC2
S2
S3
1
6
2
7
3
8
4
9
5
10
BA
J4
1
4
2
5
3
6
DL5
MAIN
PCB MICROPROCESSOR LOGIC CONTROL
DL4
PIP
O.TEMP.
COD.61272300
1011121314
DL3
14
DL2
FAIL
INVERTER
COD.61288700
J2
1
2
12
J8
GAS
6
11
5
10
4
9
DL1
3
8
2
7
1
J3
1
2
3
4
J5
1
2
3
4
bp29diag
- 26 -
© ESAB AB 2012

.
T2
T1
.
1
2
3
4
5
J1
6
7
8
9
10
R13
PCB SEC. INVERTER
COD.61287900
HS1
J3
J10
1
2
3
4
5
6
L4
J6
1
J5
1
J4
1
1
1
COD.61283800
J11J2
PCB PILOT ARC
J3
1
D C B A
+
TORCH
SWITCHTORCH
PILOT
PRESS1
PRESS2
PILOT1
EVA1
SOLENOID VALVE
TORCH1
TORCH2
I CUT.
S4
PRESSURE SWITCH
1
2
J3
J5
1
J7
1
C
D
12345
678
9
PCB INTERFACE
COD.61272400
OPTIONAL INTERFACE
POWER
J1
1
2
3
4
5
6
7
8
9
10
11
12
MATE−N−LOCK 12
14
13
12
11
10
9
8
7
6
5
4
J2−A
1
10
J1
J4−A
1
J6−A
1
3
2
1
J2
bp29diag
- 27 -
© ESAB AB 2012

Stainless Steel and Aluminium Cut Speeds
Carbon Steel Cut Speeds
bp29a2
- 28 -
© ESAB AB 2012

PowerCut™ 700, PT-39
Pièces d'usure
Wear parts
Wear parts kit PT-39
Qty Ordering no. Denomination Notes
0558 010 585 Wear parts kit consisting of: 50 Amp for PowerCut 700
3 0558 005 220 Electrode
1 0558 005 217 Gas baffle 30 - 80 Amp
4 0558 004 878 Nozzle 50 Amp
1 0558 011 886 Retaining cup
1 0558 010 581 Standoff guide assy
3
1
1
O-ring .301ID .070W Nitrile
Grease silicon dow DC-111 (1/4 Oz)
Fuse fast-act 2A 250V
bp29wear
- 29 -
© ESAB AB 2012

PowerCut™ 700, PT-39
Numéro de référence
Ordering no. Denomination Type Notes
0700 210 881 Power source for plasma
cutting incl torch (7.6 m),
return cable and wear part kit
0700 210 200 Interface kit for mechanised
torch PT-37
0558 011 580 Torch PT-39 7.6 m
0558 011 581 Torch PT-39 15.2 m
Technical documentation is available on the Internet at www.esab.com
PowerCut™ 700 400V, 3-ph
bp29o
- 30 -
© ESAB AB 2012

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
notes
- 31 -

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 70 233 075
Fax: +32 15 257 944
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
110915© ESAB AB
 Loading...
Loading...