


PL
PowerCut™ 700
PT-39
Instrukcja obsługi
Valid for serial no. 145-xxx-xxxx0463 339 001 PL 20121125
- 2 -

- 3 -

- 4 -

1 BEZPIECZEŃSTWO 6................................................
2 WPROWADZENIE 8..................................................
2.1 Wyposażenie 8.............................................................
3 DANE TECHNICZNE 8................................................
4 MONTAŻ 9..........................................................
4.1 Kontrola przy dostawie i ustawienie 10..........................................
4.2 Zasilanie główne 11..........................................................
4.3 Podłączanie powietrza 12.....................................................
4.4 Przyłącze przewodu masowego 12.............................................
4.5 Podłączenie palnika 13........................................................
4.5.1 Odłączanie palnika 14....................................................
4.5.2 Podłączanie palnika 14...................................................
5 OBSŁUGA 15.........................................................
5.1 Przyłącza 15.................................................................
5.2 Sterowanie 16...............................................................
5.2.1 Objaśnienie symboli 17...................................................
5.3 Mocowanie części eksploatacyjnych palnika 18...................................
5.4 Cięcie 19....................................................................
6 KONSERWACJA 20...................................................
6.1 Kontrola i czyszczenie 21.....................................................
7 USUWANIE USTEREK 22..............................................
7.1 Instrukcja usuwania usterek 23.................................................
8 ZAMAWIANIE CZ„ŚCI ZAMIENNYCH 25................................
SCHEMAT 26............................................................
CZĘŚCI EKSPLOATACYJNE 29...........................................
NUMER ZAMÓWIENIOWY 30.............................................
Zastrzegamy sobie prawo do wprowadzenia zmian.
TOCo
- 5 -

PL
1 BEZPIECZEŃSTWO
Użytkownicy sprzętu firmy ESAB są odpowiedzialni za przestrzeganie odpowiednich przepisów
bezpieczeństwa przez osoby pracujące z lub przy tym sprzęcie. Zasady bezpieczeństwa muszą
być zgodne z wymaganiami stawianymi tego rodzaju sprzętowi. Poza standardowymi przepisami
dotyczącymi miejsca pracy należy przestrzegać przedstawionych zaleceń.
Wszelkie prace muszą być wykonywane przez przeszkolony personel, dobrze znający zasady
działania sprzętu. Niewłaściwe działanie sprzętu może prowadzić do sytuacji niebezpiecznych, a w
rezultacie do obrażeń operatora oraz uszkodzenia sprzętu.
1. Każdy, kto używa sprzętu spawalniczego, musi znać się na:
S jego obsłudze
S lokalizacji wyłacznika awaryjnego zatrzymania
S jego działaniu
S Przestrzeganiu odpowiednich środków ostrożności i przepisów BHP
S spawaniu i cięciu
2. Operator musi upewnić się, że:
S w momencie uruchomienia sprzętu w miejscu pracy nie znajduje się żadna nieupoważniona
osoba
S w chwili zajarzenia łuku wszystkie osoby są odpowiednio zabezpieczone
3. Miejsce pracy musi być:
S Zabezpieczone przed zagrożeniem wypadkiem, pożarem, wybuchem i promieniowaniem
łuku na zewnątrz
S Dobrze wentylowane, ale wolne od przeciągów
4. Sprzęt ochrony osobistej
S Należy zawsze stosować zalecany sprzęt ochrony osobistej, taki jak okulary ochronne,
odzież ognioodporna, rękawice ochronne.
S Nie należy nosić żadnych luźnych przedmiotów, takich jak szaliki, bransolety, pierścionki,
itp., które mogłyby się o coś zahaczyć lub spowodować poparzenie.
5. Ogólne środki ostrożności
S Należy upewnić się czy przewód powrotny został prawidłowo podłączony.
S Praca na sprzęcie zasilanym energią elektryczną powinna być wykonywana wyłącznie
przez osoby posiadające odpowiednie kwalifikacje w zakresie eksploatacji takich
urządzeń.
S Odpowiedni sprzęt gaśniczy powinien być wyraźnie oznaczony i znajdować się w pobliżu.
S Smarowania i konserwacji sprzętu nie wolno przeprowadzać podczas jego pracy.
bp29o - 6 -
© ESAB AB 2012

PL
Spawanie i cięcie łukowe może zagrażać bezpieczeństwu operatora i pozostałych osób
OSTRZEŻENIE
przebywających w pobliżu. Dlatego podczas spawania i cięcia należy zachować szczególne
środki ostrożności. Przed przystąpieniem do spawania zapoznaj się z przepisami bezpieczeństwa
i higieny pracy obowiązującymi na twoim stanowisku pracy.
PORAŻENIE ELEKTRYCZNE - może być przyczyną śmierci.
S Urządzenie należy zainstalować zgodnie z obowiązującymi normami.
S Unikaj kontaktu części znajdujących się pod napięciem lub elektrod z gołą skórą, mokrymi
rękawicami lub mokrą odzieżą.
S Odizoluj się od ziemi i przedmiotu obrabianego.
S Upewnij się czy Twoje stanowisko pracy jest bezpieczne.
WYZIEWY I GAZY - mogą być szkodliwe dla zdrowia.
S Trzymaj głowę z dala od wyziewów.
S W celu uniknięcia wdychania wyziewów i gazów należy korzystać z wentylacji wyciągów.
ŁUK ELEKTRYCZNY -może spowodować uszkodzenie oczu i poparzenie skóry.
S Chroń oczy i ciało. Stosuj odpowiednią osłonę spawalniczą, ochronę oczu i odzież ochronną.
S Chroń osoby przebywające w pobliżu Twojego stanowiska pracy przy pomocy odpowiednich
osłon lub ekranów.
NIEBEZPIECZEŃSTWO POŻARU.
S Iskry powstające podczas spawania mogą spowodować pożar. Upewnij się, że w pobliżu Twojego
stanowiska pracy nie ma materiałów łatwopalnych.
HAŁAS -głośne dźwięki mogą uszkodzić słuch.
S Chroń słuch. Stosuj zatyczki do uszu lub inne środki ochrony przed hałasem.
S Ostrzeż o niebezpieczeństwie osoby znajdujące się w pobliżu.
WADLIWE DZIAŁANIE - W przypadku wadliwego działania urządzenia wezwij odpowiednio
przeszkolony personel
Przed instalacją i rozruchem urządzenia należy zapoznać się z niniejszą instrukcją
CHROŃ SIEBIE I INNYCH!
OSTRZEŻENIE!
Nie wolno używać źródła prądu do rozmrażania zamarzniętych rur i
innych celów niź prace spawalnicze.
OSTROŻNIE!
Urządzenia Class A nie są przeznaczone do użytku w budynkach, gdzie
zasilanie elektryczne pochodzi z publicznego niskonapięciowego układu
zasilania. Ze względu na przewodzone i emitowane zakłócenia, w takich
lokalizacjach mogą występować potencjalne trudności w zapewnieniu
kompatybilności elektromagnetycznej urządzeń Class A.
OSTROŻNIE!
Produkt przeznaczony jest wyłącznie do cięcia plazmowego.
bp29o - 7 -
© ESAB AB 2012
PL
UWAGA!
Przed instalacją i rozruchem urządzenia
należy zapoznać się z niniejszą instrukcją.
Zużyty sprzęt elektroniczny należy przekazać do zakładu utylizacji odpadów!
Zgodnie z dyrektywą europejską 2002/96/WE w sprawie zużytego sprzętu
elektrycznego i elektronicznego (WEEE) oraz jej zastosowaniem w świetle prawa
krajowego, wyeksploatowane urządzenia elektryczne i/lub elektroniczne należy
przekazywać do zakładu utylizacji odpadów.
Jako osoba odpowiedzialna za sprzęt, masz obowiązek uzyskać informacje o
odpowiednich punktach zbiórki odpadów.
Dodatkowych informacji udzieli lokalny dealer firmy ESAB.
Firma ESAB może dostarczyć wszystkie niezbędne zabezpieczenia i akcesoria
do cięcia.
2 WPROWADZENIE
Źródło prądu PowerCut 700 to kompletny system do ręcznego cięcia plazmowego.
Urządzenie zapewnia moc odpowiednią do cięcia materiałów o grubości maks. 20
mm.
2.1 Wyposażenie
Wraz ze źródłem prądu są dostarczane:
S przewód zasilający, 3 m
S instrukcja obsługi
S przewód masowy z klamrą
S palnik do cięcia plazmowego PT-39, 7,5 m, dostarczony zgodnie z informacją na
stronie 30
S zestaw części eksploatacyjnych do palnika PT-39.
3 DANE TECHNICZNE
PowerCut 700
Napięcie sieciowe 400 V $10 %, 3-ph, 50/60 Hz
Zakres ustawień 30-50 A
Obciążenie dopuszczalne
30% cyklu pracy
60% cyklu pracy
100% cyklu pracy
Współczynnik mocy przy prądzie maks. 0,75
Wydajność przy prądzie maksymalnym
Napięcie obwodu otwartego U
Temperatura pracy Od -10 do 40℃
0
50 A
37 A
30 A
85%
320 V
bp29o - 8 -
© ESAB AB 2012
PL
PowerCut 700
Temperatura transportu Od -20 do 55℃
Ciśnienie akustyczne bez obciążenia < 70 dB (A)
Przepływ nominalny 189 l/min przy 4,8 bara
Wymiary, dł. x szer. x wys. 600 x 210 x 380 mm
Masa z palnikiem i przewodem
masowym
Klasa izolacji transformatora H
Stopień ochrony IP 23
Klasa zastosowania
Cykl pracy
Cykl pracy to wyrażony w procentach okres dziesięciu minut, w trakcie którego można spawać lub
ciąć przy określonym obciążeniu nie powodując przeciążenia. Cykl pracy obowiązuje dla 40°C.
Stopień ochrony
IP określa w jakim stopniu urządzenie jest odporne na przedostawanie sie do wewnątrz
zanieczyszczeń stałych i wodnych. IP23 oznacza, że urządzenie jest przystosowane do pracy w
pomieszczeniach zamkniętych i na zewnątrz.
25,5 kg
Klasa zastosowania
Klasa zastosowania oznacza, że urządzenie jest przystosowane do użycia w miejscach,
gdzie występuje zwiększone niebezpieczeństwo porażenia prądem elektrycznym.
4 MONTAŻ
Instalacji może dokonać jedynie osoba posiadająca uprawnienia w zakresie
eksploatacji elektrycznego sprzętu spawalniczego udokumentowane ważnymi
zaświadczeniami kwalifikacyjnymi.
Poprawna instalacja ma zasadnicze znaczenie dla bezproblemowej pracy i dobrych
wyników cięcia. Należy uważnie przeczytać i wykonać wszystkie czynności opisane
w tym rozdziale.
OSTRZEŻENIE
PORAŻENIE PRĄDEM ELEKTRYCZNYM MOŻE SKUTKOWAĆ ŚMIERCIĄ! Podjąć
odpowiednie środki ostrożności, zapobiegające porażeniu prądem elektrycznym. Przed
wykonaniem podłączeń elektrycznych w źródle prądu należy upewnić się, że źródło prądu
zostało odłączone ć wyłączyć przełącznik przy gnieździe ściennym i wyciągnąć wtyczkę
przewodu zasilającego urządzenie z gniazda.
OSTRZEŻENIE
Bardzo ważne jest podłączenie obudowy urządzenia do zatwierdzonego obwodu
uziemiającego, aby zapobiec porażeniom prądem elektrycznym i wypadkom. Należ
upewnić się, że uziemienie ochronne nie zostało pomyłkowo podłączone do żadnych
przewodów fazowych.
bp29o - 9 -
© ESAB AB 2012
PL
OSTRZEŻENIE
Nieprawidłowe podłączenia lub niepodłączenie przewodu masowego do przedmiotu
obrabianego mogą spowodowa
ć śmiertelne porażenie prądem.
OSTRZEŻENIE
Nie wolno używać urządzeń filtrujących powietrze ć instalacja lub montaż
jakichkolwiek urządzeń filtrujących ograniczy przepływ zimnego powietrza i
spowoduje ryzyko przegrzania. Zastosowanie jakichkolwiek urządzeń filtrujących
powietrze spowoduje unieważnienie gwarancji.
OSTRZEŻENIE
NIE uruchamiać urządzenia ze zdjętą pokrywą.
Nie podłączać źródła prądu z wyłącznikiem głównym w pozycji WŁ., trzymając je lub
przenosząc.
NIE dotykać żadnych elementów palnika po włączeniu zasilania.
OSTROŻNIE!
Produkt przeznaczony jest do użytku przemysłowego. W warunkach domowych może
spowodować zakłócenia odbioru radiowego. Za przedsięwzięcie należytych środków
zapobiegawczych odpowiedzialny jest użytkownik.
OSTROŻNIE
Źródło prądu należy ustawić w odległości co najmniej 3 m od miejsca cięcia, ponieważ
iskry i roztopiony żużel mogą je uszkodzić.
4.1 Kontrola przy dostawie i ustawienie
1. Zdjąć opakowanie. Sprawdzić urządzenie pod kątem ukrytych uszkodzeń, które
mogły zostać przeoczone przy odbiorze przesyłki. Ewentualne uszkodzenia
należy natychmiast zgłosić dostawcy.
2. Sprawdzić, czy w opakowaniu nie pozostały żadne elementy zapakowane luzem.
Sprawdzić, czy otwory wentylacyjne w tylnym panelu pokrywy nie są
zablokowane przez materiał opakowaniowy, co mogłoby utrudniać przepływ
powietrza przez źródło prądu.
Źródło prądu posiada uchwyt do przenoszenia, który ułatwia podnoszenie.
bp29o - 10 -
© ESAB AB 2012

PL
3. Źródło prądu należy umieścić w taki sposób, aby wloty i wyloty chłodzącego
powietrza nie były zablokowane. Minimalna dopuszczalna odległość do ściany i
innych przeszkód wynosi 1 m.
4. Do cięcia wymagane jest źródło czystego i suchego powietrza o wydajności co
najmniej 189 l/m przy ciśnieniu 4,8 bara. Ciśnienie powietrza cięcia nie może
przekraczać 6 barów, co odpowiada maksymalnemu ciśnieniu na wlocie
regulatora filtra dostarczonego w zestawie.
4.2 Zasilanie główne
Upewnić się, że źródło prądu jest podłączone do zasilania o odpowiednim napięciu i
zabezpieczone bezpiecznikiem odpowiedniej mocy. Zgodnie z przepisami należy
zastosować odpowiednie uziemienie.
Tabliczka znamionowa znajduje się na płycie spodniej
OSTRZEŻENIE
Przed wyjęciem bezpiecznika należy upewnić się, że źródło prądu jest wyłączone.
Zalecane bezpieczniki i minimalny przekrój przewodów
Powercut 700
Napięcie sieciowe 400 V 3-ph
Przekrój przewodu sieciowego
Prąd fazowy I
Bezpiecznik, antyprzepięciowy 16 A
1eff
4G2,5
6.5 A
UWAGA! Przekrój przewodu sieciowego i wielkości bezpieczników podane powyżej są zgodne z
przepisami szwedzkimi. Źródło prądu należy stosować zgodnie z odpowiednimi przepisami lokalnymi.
bp29o - 11 -
© ESAB AB 2012

PL
Zasilanie z agregatów prądotwórczych
Źródło prądu może być zasilane przez różnego typu agregaty. Jednak niektóre z
nich mogą nie zapewniać dostatecznej mocy dla spawania. Jako zasilanie źródła
prądu w zakresie jego pełnej mocy zalecane są agregaty z automatyczną regulacją
napięcia (AVR), jej odpowiednikiem lub lepszą formą regulacji o min. mocy
znamionowej 10,8 kW.
Rozruch z agregatem:
1) Uruchom agregat
2) Włącz źródło prądu za pomocą wyłącznika sieciowego
Wyłączanie z agregatem
3) Wyłącz źródło prądu za pomocą wyłącznika sieciowego
4) Zatrzymaj agregat
4.3 Podłączanie powietrza
Podłączyć powietrze do przyłącza wejściowego filtra. Można stosować dowolne butle
ze sprężonym powietrzem lub powietrze ze sprężarki. Powietrze musi być
pozbawione zanieczyszczeń. Zadaniem regulatora ciśnienia jest zapewnienie
prawidłowego przepływu powietrza do palnika. Ciśnienie ustawia się za pomocą
pokrętła na regulatorze.
4.4 Przyłącze przewodu masowego
Podłączyć przewód masowy do przedmiotu obrabianego. Upewnić się, że przedmiot
obrabiany jest podłączony do odpowiedniego uziemienia za pomocą odpowiedniego
kabla uziemiającego.
bp29o - 12 -
© ESAB AB 2012
PL
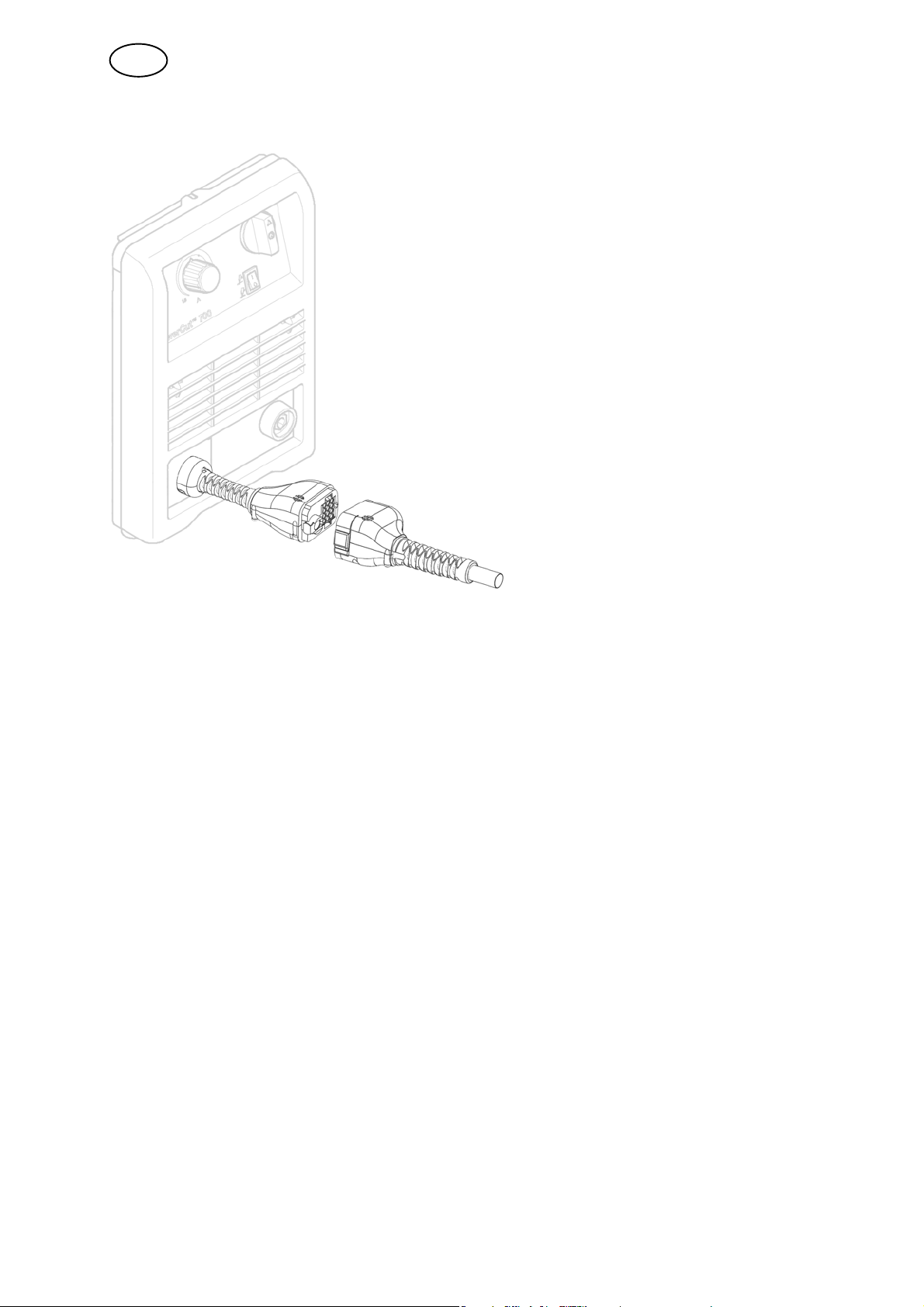
4.5 Podłączenie palnika
Aby umożliwić szybkie i łatwe odłączenie palnika od źródła prądu, model Power Cut
700 jest wyposażony w specjalne szybkozłącze.
Przed podłączeniem lub odłączeniem palnika należy pamiętać o zasadach
bezpieczeństwa.
S Jeśli przyłącze jest poluzowane lub uszkodzone, nie należy obsługiwać systemu,
dopóki nie zostanie naprawione przez wykwalifikowanego fachowca. Zawsze
należy sprawdzać, czy przyłącze jest solidne i prawidłowo podłączone.
S Nigdy, pod żadnym pozorem, nie wolno odłączać palnika, kiedy urządzenie jest
włączone. Przed serwisowaniem system należy odłączyć od zasilania.
S Użytkownik nigdy nie powinien ciągnąć źródła prądu za przewody ani robić
niczego, co mogłoby uszkodzić przewód lub przyłącze. Przyłącze zostało tak
zaprojektowane, aby wytrzymać zużycie w wyniku normalnego użytkowania, lecz
nadmierna eksploatacja może je uszkodzić.
S Podobnie, jak w przypadku źródła prądu, nie wolno obsługiwać przyłącza w
wodzie ani w jej pobliżu. Użytkownik nie powinien także obsługiwać systemu w
przypadku uszkodzenia lub braku silikonowej uszczelki.
S Przyłącze gazu jest nasmarowane, aby zapewnić łatwe podłączenie. Natomiast
przyłącza elektrycznego nigdy nie wolno smarować. Użytkownik powinien
zadbać o to, aby przyłącza elektryczne były czyste i suche.
bp29o - 13 -
© ESAB AB 2012

PL
4.5.1 Odłączanie palnika
Zawsze należy przestrzegać powyższych zasad bezpieczeństwa.
1. Odłączyć zasilanie w gnieździe ściennym lub odłączyć zasilacz.
2. Nacisnąć nylonowy zatrzask na złączu po stronie palnika.
3. Wciskając zatrzask, rozłączyć obie połowy.
4.5.2 Podłączanie palnika
Zawsze należy przestrzegać powyższych zasad bezpieczeństwa.
1. Odłączyć zasilanie w gnieździe ściennym lub odłączyć zasilacz.
2. Nacisnąć przycisk zwalniania na żeńskim złączu gazu, aby mechanizm blokujący
został zwolniony.
3. Dopasować złącza gazu i połączyć je.
4. Dopasować złącza elektryczne i połączyć je.
5. Ściskać obie połowy, aż kliknięcie potwierdzi zablokowanie się złączy gazu.
6. Pociągnąć lekko za przyłącze, aby upewnić się, że jest prawidłowo
zablokowane.
bp29o - 14 -
© ESAB AB 2012

PL
5 OBSŁUGA
Ogólne przepisy bezpieczeństwa dotyczące obchodzenia się z niniejszym
sprzętem znajdują się na stronie 6. Należy zapoznać się z nimi przed
przystąpieniem do jego użytkowania.
5.1 Przyłącza
1 Przyłącze powietrza 4 Przyłącze palnika
2 Przyłącze przewodu zasilającego 5 Sterowanie, patrz rozdział 5.2
3 Przyłącze przewodu masowego z klamrą 6 Bezpiecznik.
bp29o - 15 -
© ESAB AB 2012

PL
5.2 Sterowanie
1 Przełącznik zasilania 0/1 5 Wskaźnik nadmiernej temperatury, żółty
2 2-takt/4-takt 6 Wskaźnik kontroli części eksploatacyjnych
(PIP), żółty
3 Wskaźnik ciśnienia powietrza, żółty 7 Wskaźnik zasilania, zielony
4 Wskaźnik usterki, żółty 8 Sterowanie prądem wyjściowym
1 Wyłącznik zasilania
Przekręcić pokrętło w prawo w położenie „1” w przypadku normalnej pracy.
Przekręcić pokrętło w lewo w położenie „0”.
2 2/4-takt
W 2-taktowym trybie cięcia, palnik włącza się po naciśnięciu spustu, a wyłącza po
zwolnieniu spustu. W trybie 4-taktowym, palnik włącza się przy pierwszym
naciśnięciu spustu, po czym można go zwolnić, co poprawia komfort podczas
długich cięć. Palnik wyłącza się, ponownie naciskając spust.
3 Wskaźnik ciśnienia powietrza
Żółta dioda LED sygnalizuje, że ciśnienie powietrza jest zbyt niskie.
4 Wskaźnik usterki
Pulsująca żółta dioda LED sygnalizuje, że zadziałał czujnik bezpieczeństwa pokrywy
i zasilanie zostaje automatycznie wyłączone.
5 Wskaźnik nadmiernej temperatury
Kiedy zaświeci się żółta dioda LED, temperatura robocza przekroczyła standardowe
wartości. Przy prawidłowej temperaturze dioda jest wyłączona.
bp29o - 16 -
© ESAB AB 2012

PL
6 Kontrola części eksploatacyjnych (PIP)
Kiedy zaświeci się żółta dioda LED, wystąpił błąd kontroli części eksploatacyjnych.
Oznacza to, że dysza nie została wykryta lub że elektroda nie cofa się prawidłowo.
Wyłączyć zasilanie. Sprawdzić, czy części zostały prawidłowo złożone, czy nie są
nadmiernie uszkodzone i czy elektroda przesuwa się po lekkim naciśnięciu palcem.
Po usunięciu przyczyny błędu należy ponownie włączyć zasilanie.
7 Wskaźnik zasilania
Kiedy świeci się zielona dioda LED, zasilanie jest włączone.
8 Sterowanie prądem wyjściowym
Zakres regulacji od 30 do 50 A. Ustawienia zostały podane w tabelach danych cięcia
w instrukcji palnika.
5.2.1 Objaśnienie symboli
Zasilanie Powietrze
PIP
Temperatura Usterka
Kontrola części
eksploatacyjnych
4-takt
2-takt
bp29o - 17 -
© ESAB AB 2012

PL
5.3 Mocowanie części eksploatacyjnych palnika
Używanie palnika w prawidłowych zakresach warunków roboczych (szczególnie
prądu łuku oraz przepływu gazu) oraz odpowiednie zamocowanie części
eksploatacyjnych może zapobiec jego niepotrzebnemu uszkodzeniu.
1. Przy każdej wymianie lub kontroli części eksploatacyjnych dokręcaj maksymalnie
elektrodę i nasadkę ustalająco-zabezpieczającą.
2. Sprawdzaj dokręcenie części eksploatacyjnych przed rozpoczęciem każdego
cyklu roboczego, nawet jeśli na zakończenie poprzedniego cyklu wszystko
działało prawidłowo.
A Zespół korpusu palnika
B Przegroda
C Elektroda
D Dysza
E Nasadka ustalająco-zabezpieczająca
F Tłok
G Gniazdo elektrody/ korpusu palnika
Części eksploatacyjne opisano na stronie 29.
bp29o - 18 -
© ESAB AB 2012

PL
5.4 Cięcie
1. Włączyć przełącznik (gniazdo ścienne lub podobny).
2. Sprawdzić, czy sprężarka jest podłączona do źródła prądu.
3. Ustawić wyłącznik w pozycji I (On).
4. Po rozpoczęciu cięcia należy trzymać palnik nachylony do przodu pod kątem
5-15°. Taki kąt jest szczególnie pomocny w przecinaniu „całkowitym”. Palnik
może być używany z dyszą przesuwaną po płycie lub z prowadnicą dystansową
do 6,35 mm. Zalecana odległość to 3,2 mm. Prowadnice ułatwiają utrzymanie
jednakowej odległości ć patrz części eksploatacyjne na stronie 29.
5. Nacisnąć spust palnika. Przez dyszę palnika powinno wypływać powietrze.
6. W ciągu dwóch sekund po naciśnięciu spustu palnika powinien zajarzyć się łuk
rozruchowy. Chwilę później powinien zajarzyć się łuk główny, umożliwiając
rozpoczęcie cięcia. (Pracując w trybie 4-taktowym, po zajarzeniu łuku cięcia
można zwolnić spust palnika).
7. Aby rozpocząć cięcie, należy przechylić palnik, aby zapobiec rozpryskom
stopionego materiału i uszkodzeniu palnika. Kiedy łuk przebije przedmiot
obrabiany, należy ustawić palnik prosto i kontynuować cięcie.
8. Kończąc cięcie, należy zwolnić spust palnika i odsunąć palnik od przedmiotu
obrabianego natychmiast po zakończeniu cięcia. Uniemożliwi to ponowne
zajarzenie łuku pomocniczego po wygaszeniu łuku cięcia, powodując
uszkodzenie dyszy (podwójny łuk).
9. W celu szybkiego ponownego zajarzenia łuku, na przykład w trybie cięcia krat,
nie należy zwalniać spustu palnika. Palnik automatycznie powraca do trybu łuku
pomocniczego po każdym cięciu oraz do łuku głównego, kiedy zostanie
przyłożony do kolejnej powierzchni obrabianej. W przypadku pracy bez trybu
cięcia krat wystarczy zwolnić i ponownie nacisnąć spust podczas powypływu,
aby natychmiast zajarzyć łuk dla przedwypływu.
bp29o - 19 -
© ESAB AB 2012
PL
Szybkość
Zazwyczaj szybkość ręcznego cięcia plazmowego jest ograniczona przez szybkość
odcinania. Oznacza to maksymalną szybkość przesuwania palnika podczas cięcia,
umożliwiającą penetrację przedmiotu obrabianego. Jednak w przypadku
zastosowań, które wymagają czystszego cięcia, może być konieczne cięcie z
szybkością zapewniającą wyższą jakość.
Jeśli cięcie zostanie wykonane zbyt szybko, duże ilości stopionego metalu mogą
tworzyć żużel na spodzie cięcia. Choć żużel powstały ze stali węglowej można łatwo
usunąć, może to stanowić utrudnienie. Szybkości zapewniające wyższą jakość są
wybierane, aby ograniczyć powstawanie żużla do minimum.
Na stronie NO TAG podano dane maksymalnych możliwych szybkości cięcia dla
źródła prądu przy 30-50 A. Wymieniono także zalecane szybkości cięcia,
zapewniające wyższą jakość dla stali.
Należy pamiętać, że używanie palnika z wartościami granicznymi niekorzystnie
wpływa na jakość.
6 KONSERWACJA
Regularna konserwacja pomoże uzyskać optymalną wydajność i wydłuży okres
eksploatacji.
Osłony może zdejmować jedynie osoba posiadająca odpowiednie uprawnienia
elektryczne (osoba upoważniona).
OSTRZEŻENIE
Upewnić się, że napięcie sieciowe źródła prądu zostało odłączone z zewnątrz.
Wyłączyć przełącznik przy gnieździe ściennym przed kontrolą lub pracą przy
źródle prądu.
OSTRZEŻENIE
W przewodach sprężonego powietrza może gromadzić się woda lub olej. Pierwszy
strumień powietrza należy zawsze kierować z dala od urządzenia, aby zapobiec
uszkodzeniu.
OSTROŻNIE!
Jakiekolwiek czynności naprawcze podejmowane przez użytkownika w okresie
gwarancyjnym powodują całkowitą utratę gwarancji.
bp29o - 20 -
© ESAB AB 2012

PL
Jeśli urządzenie nie działa prawidłowo, należy natychmiast przerwać pracę i ustalić
przyczynę problemu. Prace konserwacyjne mogą być prowadzone tylko przez osoby
mające odpowiednią wiedzę. Prace elektryczne mogą być prowadzone tylko przez
wykwalifikowanych elektryków. Nie pozwalać osobom nie mającym odpowiedniej
wiedzy kontrolować, czyścić lub naprawiać urządzenia. Należy stosować wyłącznie
oryginalne części zamienne i eksploatacyjne firmy ESAB.
6.1 Kontrola i czyszczenie
Należy regularnie sprawdzać i/lub czyścić następujące elementy źródła prądu.
1. Sprawdzić podłączenie przewodu masowego do przedmiotu obrabianego.
2. Sprawdzić, czy uziemienie ochronne od przedmiotu obrabianego jest solidnie
podłączone do uziemienia obudowy źródła prądu.
3. Sprawdzić osłonę termiczną palnika. W razie uszkodzenia wymienić.
4. Codziennie sprawdzać zużycie elektrody i dyszy. Usuwać wszelkie rozpryski. W
razie potrzeby wymieniać elektrodę i dyszę. Jeśli na środku elektrody jest
wgłębienie o głębokości ponad 3,2 mm, należy ją wymienić. Używanie elektrody
poza tym zalecanym limitem zużycia grozi uszkodzeniem palnika i źródła prądu.
Używanie elektrody poza tym zalecanym limitem powoduje także znaczne
skrócenie trwałości dyszy.
5. Sprawdzać, czy przewody lub węże nie są uszkodzone lub zagięte.
6. Sprawdzać, czy wszystkie wtyczki i złącza oraz zaciski uziemiające są pewnie
podłączone.
7. Upewnić się, że całe doprowadzone zasilanie zostało odłączone. Używać
okularów ochronnych i maski ochronnej oraz wyczyścić wnętrze źródła prądu
suchym sprężonym powietrzem o niskim ciśnieniu.
8. Regularnie spuszczać wodę z filtra pod regulatorami powietrza.
bp29o - 21 -
© ESAB AB 2012

PL
7 USUWANIE USTEREK
OSTRZEŻENIE
PORAŻENIE PRĄDEM ELEKTRYCZNYM MOŻE SKUTKOWAĆ ŚMIERCIĄ! Upewnić
się, że napięcie sieciowe źródła prądu zostało odłączone z zewnątrz. Wyłączyć
przełącznik przy gnieździe sieciowym przed kontrolą lub pracą przy źródle prądu.
OSTRZEŻENIE
Urządzenia do cięcia plazmowego wykorzystują niezwykle wysokie napięcia, które
mogą spowodować poważne obrażenia, a nawet śmierć. Pracując przy zdjętych
osłonach należy zachować szczególną ostrożność.
Przed odesłaniem urządzenia do autoryzowanego serwisu należy przeprowadzić
następujące kontrole i przeglądy.
Typ usterki Działanie naprawcze
Niedostateczna penetracja S Zbyt niski prąd
S Zbyt szybkie cięcie
S Uszkodzona dysza tnąca
S Nieprawidłowe ciśnienie powietrza
S Niski przepływ powietrza
Gaśnięcie łuku głównego. S Zbyt wolne cięcie
S Zużyta elektroda
Powstawanie żużlu (w niektórych materiałach i
przy określonej grubości nie można uzyskać
cięcia bez żużlu).
Podwójny łuk (uszkodzony otwór dyszy) S Niskie ciśnienie powietrza
Nierówny łuk S Uszkodzona dysza tnąca lub zużyta
Niestabilne warunki cięcia
Nie można zajarzyć łuku głównego.
Niska trwałość części eksploatacyjnych
S Zbyt niski prąd
S Zbyt szybkie lub zbyt wolne cięcie
S Nieprawidłowe ciśnienie powietrza
S Wadliwa dysza lub elektroda
S Niski przepływ powietrza
S Uszkodzona dysza tnąca
S Poluzowana dysza tnąca
S Nagromadzenie dużej ilości rozprysków na
dyszy
elektroda
S Nieprawidłowa szybkość cięcia
S Poluzowane przyłącze przewodu lub węża
S Zły stan elektrody i/lub dyszy tnącej
S Zużyta elektroda
S Poluzowane przyłącza
S Nie podłączono przewodu roboczego
S Nieprawidłowe ciśnienie gazu
S Zanieczyszczone przyłącze powietrza
S Niski przepływ powietrza
bp29o - 22 -
© ESAB AB 2012

PL
7.1 Instrukcja usuwania usterek
Problem Przyczyna Rozwiązanie
Wyłącznik ON/OFF jest w
położeniu 1, ale zielona dioda
LED (zasilanie) nie świeci.
Źródło prądu jest włączone, ale
żółta dioda LED CIŚNIENIE
POWIETRZA nadal świeci.
Źródło prądu jest włączone, ale
żółta dioda LED NADMIERNA
TEMPERATURA nadal świeci.
Źródło prądu jest włączone, ale
pomarańczowa dioda LED
USTERKA nadal świeci.
Źródło prądu jest włączone, ale
żółta dioda PIP nadal świeci.
Podczas cięcia włącza się
czujnik termiczny.
S Brak zasilania.
S Zadziałał wyłącznik
nadprądowy.
S Niskie ciśnienie powietrza.
S Brak powietrza.
S Źródło prądu jest nadal
przegrzane. Szybciej
ostygnie z włączonym
wentylatorem.
S Wadliwy czujnik termiczny.
S Źródło prądu nie jest
aktywne. Zadziałał czujnik
bezpieczeństwa pokrywy.
S Błąd kontroli części
eksploatacyjnych.
S Zasilanie wymagane przez
źródło prądu przekroczyło
wartość dostępną w
doprowadzonym napięciu
sieciowym.
S Inne urządzenie pracuje na
tej samej linii.
S Sprawdź zasilanie.
S Sprawdź wyłącznik.
S Zwiększ ciśnienie
powietrza.
S Sprawdź, czy dochodzi
powietrze.
S Włącz źródło prądu i
zaczekaj kilka minut, zanim
rozpoczniesz pracę.
S Wezwij autoryzowanego
serwisanta.
S Sprawdź, czy części
eksploatacyjne są na
miejscu i prawidłowo
dokręcone.
S Sprawdź, czy panel boczny
został prawidłowo
zamknięty (strona kontroli
przyłącza palnika).
S Sprawdź, czy części
eksploatacyjne są na
miejscu i prawidłowo
dokręcone.
S Zmniejsz prąd cięcia za
pomocą polecenia na
panelu przednim lub skróć
czas cięcia.
S Skróć przewód połączenio
wy lub zastosuj przewód o
większym przekroju.
S Nie podłączaj innych
urządzeń do tej samej linii.
Nie można zajarzyć łuku lub łuk
gaśnie podczas cięcia.
bp29o - 23 -
S Zużyte części eksploatacy
jne palnika.
S Przegrzany moduł
zasilania.
S Zbyt niskie ciśnienie
powietrza.
S Niskie napięcie w
doprowadzonej linii.
S Sprawdź palnik i w razie
potrzeby wymień części.
S Sprawdź, czy świeci żółta
dioda NADMIERNA
TEMPERATURA LED na
panelu przednim.
Zaczekaj, aż źródło prądu
ostygnie.
S Sprawdź, czy świeci żółta
dioda LED CIŚNIENIE
POWIETRZAna panelu
przednim. Zwiększ
ciśnienie powietrza.
S Sprawdź doprowadzoną
linię. Jeśli używasz
przedłużacza, upewnij się,
że przekrój przewodu jest
odpowiedni.
© ESAB AB 2012

PL
Problem RozwiązaniePrzyczyna
Sterowanie działa, lecz prąd
cięcia jest niewystarczający.
Cięcie nie jest prostopadłe. S Zużyta elektroda lub
S Niedokładny kontakt
klamry przewodu
masowego
S Niedokładne połączenie
bieguna dodatniego przy
przewodzie palnika
dysza.
S Sprawdź, czy klamra
przewodu masowego jest
prawidłowo podłączona do
przedmiotu obrabianego.
S Sprawdź połączenie
bieguna dodatniego w
gnieździe, także wewnątrz.
S Wymień elektrodę i dyszę.
bp29o - 24 -
© ESAB AB 2012

PL
8 ZAMAWIANIE CZ„ŚCI ZAMIENNYCH
Naprawy i prace związane z z obwodomi elektrycznymi powinny być
przeprowadzane przez upoważnionego serwisanta ESAB.
Należy stosować tylko oryginalne części zamienne i zużywające się ESAB.
PowerCut 700 są skonstruowane i przetestowane zgodnie z międzynarodową i
europejską normą EN 60974-1, EN 60974-10. Obowiązkiem jednostki serwisowej
dokonującej serwisu lub naprawy, aby upewnić się, że produkt w dalszym ciągu
odpowiada wymienionym normom.
Palnik PT-39 został zaprojektowany i przetestowany zgodnie z międzynarodową i europejską
normą EN 60974-7. Do obowiązków serwisu, który przeprowadzał konserwację lub naprawę,
należy upewnienie się, że produkt nadal jest zgodny z wymienioną normą.
Części zamienne można zamawiać u najbliższego przedstawiciela handlowego firmy
ESAB (patrz ostatnia strona tej publikacji).
bp29o - 25 -
© ESAB AB 2012
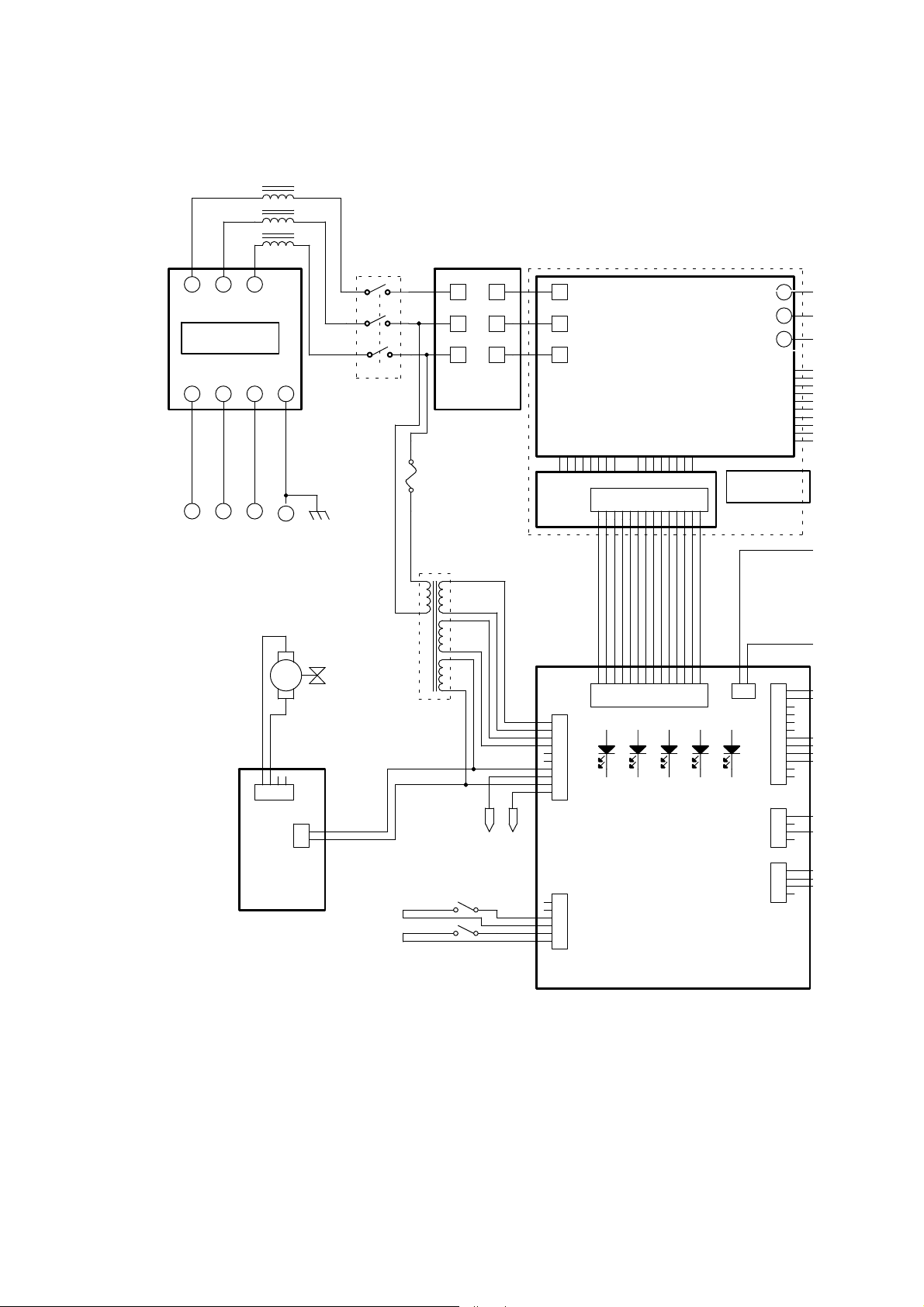
Schemat
UWZ
PCB LINE FILTER
COD.61288500
R
L1
L2
L3
ST
GND
S1
1
1
OUT1
IN1
1
1
OUT2
IN2
1
1
OUT3
IN3
J1
1
J2
1
J3
1
I
J8
II
J9
III
J10
PCB FUSES
COD.61288600
R S
GND
T
+
MV1
123
4
J2
COD.61289800
PCB FAN
J1
1
2
F1
TR1
400V 0V
230V
0V
2T/ 4T
PANEL SAFETY SWITCH
PCB PRIMARY
J6
12345678910111213
9V
123456789
J7
J1
9VAC1
9VAC2
18VAC1
18VAC2
24VAC1
24VAC2
S2
S3
1
6
2
7
3
8
4
9
5
10
BA
J4
1
4
2
5
3
6
DL5
MAIN
PCB MICROPROCESSOR LOGIC CONTROL
DL4
PIP
O.TEMP.
COD.61272300
1011121314
DL3
14
DL2
FAIL
INVERTER
COD.61288700
J2
1
2
12
J8
GAS
6
11
5
10
4
9
DL1
3
8
2
7
1
J3
1
2
3
4
J5
1
2
3
4
bp29diag - 26 -
© ESAB AB 2012

.
T2
T1
.
1
2
3
4
5
J1
6
7
8
9
10
R13
PCB SEC. INVERTER
COD.61287900
HS1
J3
J10
1
2
3
4
5
6
L4
J6
1
J5
1
J4
1
1
1
COD.61283800
J11J2
PCB PILOT ARC
J3
1
D C B A
+
TORCH
SWITCHTORCH
PILOT
PRESS1
PRESS2
PILOT1
EVA1
SOLENOID VALVE
TORCH1
TORCH2
I CUT.
S4
PRESSURE SWITCH
1
2
J3
J5
1
J7
1
C
D
12345
678
9
PCB INTERFACE
COD.61272400
OPTIONAL INTERFACE
POWER
J1
1
2
3
4
5
6
7
8
9
10
11
12
MATE−N−LOCK 12
14
13
12
11
10
9
8
7
6
5
4
J2−A
1
10
J1
J4−A
1
J6−A
1
3
2
1
J2
bp29diag - 27 -
© ESAB AB 2012

Stainless Steel and Aluminium Cut Speeds
Carbon Steel Cut Speeds
bp29a2 - 28 -
© ESAB AB 2012
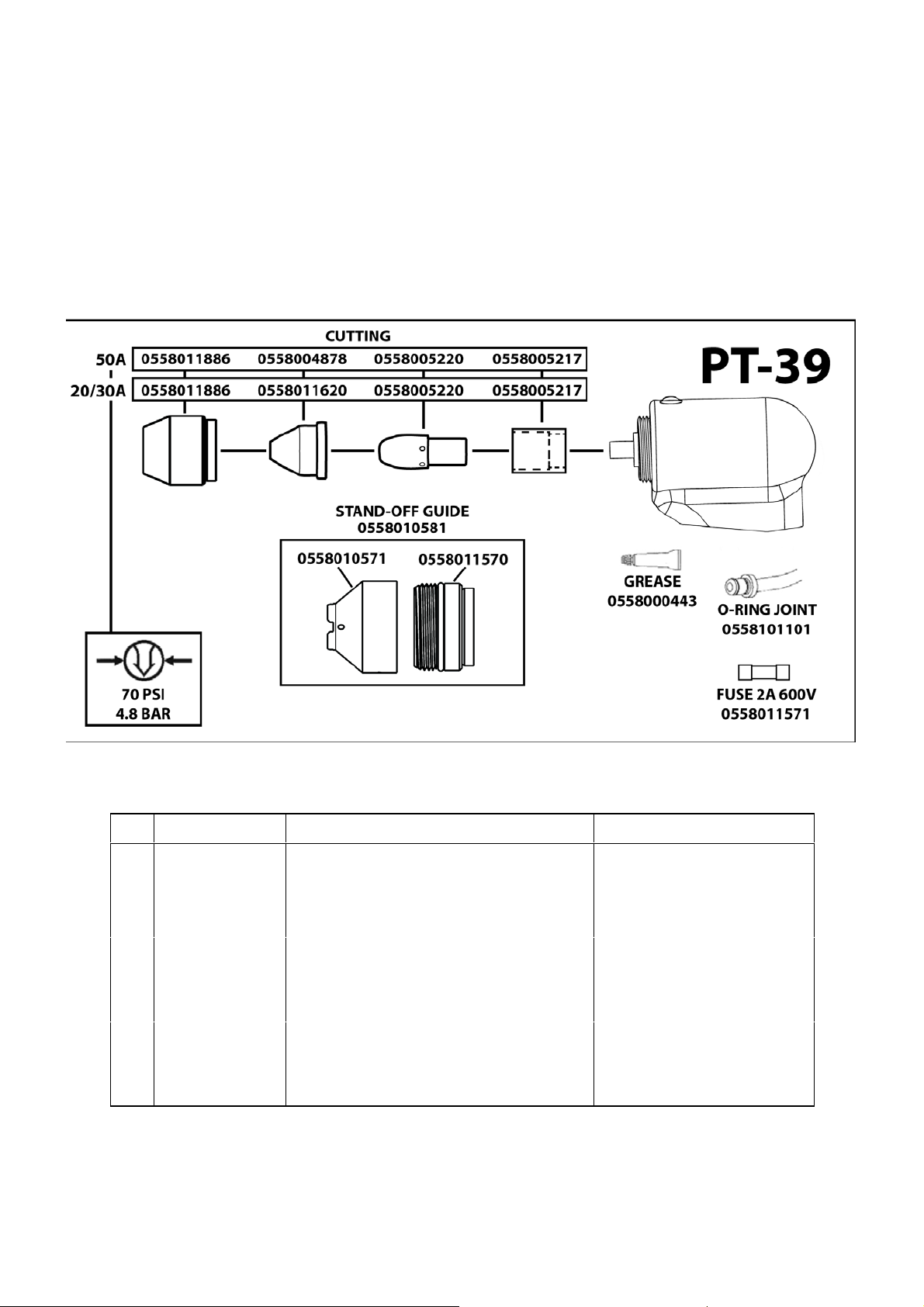
PowerCut™ 700, PT-39
Części eksploatacyjne
Wear parts
Wear parts kit PT-39
Qty Ordering no. Denomination Notes
0558 010 585 Wear parts kit consisting of: 50 Amp for PowerCut 700
3 0558 005 220 Electrode
1 0558 005 217 Gas baffle 30 - 80 Amp
4 0558 004 878 Nozzle 50 Amp
1 0558 011 886 Retaining cup
1 0558 010 581 Standoff guide assy
3
1
1
O-ring .301ID .070W Nitrile
Grease silicon dow DC-111 (1/4 Oz)
Fuse fast-act 2A 250V
bp29wear - 29 -
© ESAB AB 2012

PowerCut™ 700, PT-39
Numer zamówieniowy
Ordering no. Denomination Type Notes
0700 210 881 Power source for plasma
cutting incl torch (7.6 m),
return cable and wear part kit
0700 210 200 Interface kit for mechanised
torch PT-37
0558 011 580 Torch PT-39 7.6 m
0558 011 581 Torch PT-39 15.2 m
Technical documentation is available on the Internet at www.esab.com
PowerCut™ 700 400V, 3-ph
bp29o - 30 -
© ESAB AB 2012

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
notes - 31 -

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 70 233 075
Fax: +32 15 257 944
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
110915© ESAB AB
 Loading...
Loading...