

Power Compact 200/250
Halvautomat Semi-automatic Halbautomat Semi-automatique
Bruksanvisning och reservdelsförteckning Instruction manual and spare parts list Betriebsanweisung und Ersatzteilverzeichnis Manuel d'instructions et liste des pièces détachées
INNEHÅLLSFÖRTECKNING Sida INHALTVERZEICHNIS
| INLEDNING | . 3 | |
|---|---|---|
| TEKNISK BESKRIVNING | . 4 | |
| TEKNISKA DATA | . 5 | |
| INSTALLATION | . 6 | |
| TILLBEHÖR | 14 | |
| SCHEMA | 58 | |
| RESERVDELSFÖRTECKNING | 63 |
LIST OF CONTENTS
| 15 | |
| TECHNICAL DESCRIPTION | 16 |
| TECHNICAL DATA | 17 |
| INSTALLATION | 18 |
| ACCESSORIES | 27 |
| DIAGRAM | 58 |
| SPARE PARTS LIST | 63 |
| EINLEITUNG | 28 |
|---|---|
| TECHNISCHE BESCHREIBUNG | 29 |
| TECHNISCHE DATEN | 30 |
| INSTALLATION | 31 |
| ZUBEHÖR | 40 |
| SCHALTPLAN | 58 |
| ERSATZTEILVERZEICHNIS | 63 |
Page SOMMAIRE
Page
Seite
| INTRODUCTION | 41 |
|---|---|
| DESCRIPTION TECHNIQUE | 42 |
| SPÈCIFICATION TECHNIQUE | 43 |
| INSTALLATION | 44 |
| ACCESSOIRES | 53 |
| SCHÉMA | 58 |
| LISTE DE PIÈCES DÉTACHÉES . | 63 |
Rätt till ändring av specifikationer utan avisering förbehålles Rights reserved to alter specifications without notice Änderungen vorbehalten Sous réserve de modifications sans avis préalable
INLEDNING
Halvautomatsvetsning MIG/MAG MIG är en förkortning av METAL INERT GAS och syftar på svetsning med en inaktiv skyddsgas vanligtvis argon. MAG betyder METAL ACTIV GAS och syftar på svetsning i en aktiv skyddsgas, vanligtvis kolsvregas (MIX-GAS).

TEKNISK BESKRIVNING
TEKNISK BESKRIVNING
Power Compact 200 och 250 är två MIG/MAG svetsar i compaktformat. Maskinerna är speciellt framtagna för verkstäder som arbetar med tunn och medelgrov plåt.
Power Compact uppfyller kraven på hög kapacitet vid reparations och underhållssvetsning.
Maskinerna är fläktkylda och är som standard utrustade med sträng-, punkt- och intervallsvetsning. Vid karosserisvetsning kan maskinerna kompletteras med diverse specialutrustning.
Power Compact har plats för inbyggd 300 mm trådbobin (15 kg) och maskinen är i standardutförande försedd med gasflaskhylla, länkhjul fram och större gummihjul bak för att underlätta hantering och transporter.
Ovansidan på maskinen är försedd med gummimatta och är en utmärkt förvaringshylla. Maskinerna levereras komplett med svetspistol 3 m slanglängd, återledarkabel 5 m med återledarklämma och OKC koppling, monterad nätkabel 5 m och en gasslang 2,0 m med slangklämmor.
Power Compact 250 är i 3-fas utförande medan Power Compact 200 finns i både 3-fas och 1-fas utförande. Beträffande spänningsvarianter se tabell.
TEKNISKA DATA
| PC 200 | PC 200 | PC 250 | |
|---|---|---|---|
| Nätanslutning |
1-fas
50-60 Hz |
3-fas
50-60 Hz |
3-fas
50-60 Hz |
| Spänning (V) | 200/230 |
230/400-415
415/500 |
230/400-415
415/500 |
| Säkring trög (A) | 25 | 16 10 | 16 10 |
| Kabelarea (mm) | 3x2,5 | 4x1,5 | 4x1,5 |
|
Tillåten belastning
20% 30% 60% 100% |
200A/24V
- 115A/20V 90A/19V |
200A/24V
- - 70A/18V |
-
250A/27V 180A/23V 130A/21V |
|
Tomgångsspänning
Spänningssteg Induktansuttag Trådmatningshastighet Svetstid (punkt och intervall) Paustid Verkningsgrad η Effektfaktor λ |
Uo = 17-37V
10 2 1-17m/min 0,2-2sek 0,2-2sek 0,69 0,87 |
Uo = 17-36V
10 2 1-17m/min 0,2-2sek 0,2-2sek 0,72 0,88 |
Uo = 16-35V
10 2 1-17m/min 0,2-2sek 0,2-2sek 0,2-2sek 0,77 0,95 |
|
Manöverspänning
Kapslingsklass Vikt |
42V AC
IP 21 66 kg |
42V AC
IP 21 73 kg |
42V AC
IP 21 76 kg |
| Dimensioner (lxbxh)mm | 840x375x736 | 840x375x736 | 840x375x736 |
Power Compact 200 och 250 uppfyller normerna enligt SS 483 0111, ISO R700,NF A 85 013 och VDE 0542.
IP
IP -Koden beskriver graden av skydd genom kapsling, mot inträngning av fasta föremål och vatten.
Apparat märkt IP 21 är konstruerad för inomhusanvändning, medan IP 23 även är avsedd för utomhusbruk.
INSTALLATION
INSTALLATION
Uppackning
Efter uppackning monteras hjul och gasflaskhylla. Se anvisning och monteringsdetaljer.
Elektrisk anslutning
Kontrollera först att aktuell elcentral innehåller rätt nätsäkring (se nätanslutning). Vid montering av nätanslutningshandsken är det ett absolut krav , att nätkabelns grön/gula ledare ansluts till handskens jordskruv. De övriga två ledarna (1-fas) respektive 3-ledarna (3-fas) ansluts till två resp. tre av de övriga kontakterna märkta L1 L2 L3 utan någon särskild inbördes ordning. OBS!
Då montering av handske avser starkströmsinstallation skall denna utföras av person med erforderlig behörighet.
Återledarklämma.
Klämman monteras på återledarens kabelsko med medföljande brickor, skruv ock mutter. Var noga med att dra fast ordentligt så att glappkontakt ej uppstår.
Anslutning svetspistol
Pistolen ansluts i pistolanslutningen på maskinens framsida. Med medföljande insexnyckel lossas insexskruven i anslutningsblocket. Skjut in pistolens slangände i blocket. Var noga med att den bottnar ordentligt. Dra därefter åter till insexskruven.
Kontaktmunstycke
Kontaktmunstycket skruvas i längst fram i svanhalsens kontaktrör. (Se även bruksanvisning och reservdelslista för PSF 160 respektive PSF 250 som ligger i samma plastpåse som pistolen), där anges lämpliga storlekar till olika tråddimensioner. Innan kontaktmunstycket kan monteras, måste först det yttre gasmunstycket avlägsnas. Kontaktmunstycket gängas fast och åtdrages försiktigt med exempelvis en kombinationstång. Därefter skjuts gasmunstycket på så långt, att de båda munstyckenas framkanter är i jämnhöjd.
Matarrullar
Kontrollera att rätt matarrulle och spår används för respektive tråddimensioner. Varje matarrulle har spår för två olika tråddimensioner.
Matarrullen skall ha rätt märkning för respektive tråd vänd utåt mot dig. Matarrullen lossas genom att skruva ur skruven i centrum, varvid den kan vändas eller bytas ut.
Trådbobin, trådinmatning och tryckarm
Bobinen monteras på navet så att tråden kommer underifrån in i trådledaren. Två snäpp på navet fixerar bobinen. På en ny bobin sitter trådänden instucken och vikt i sidokanten. När den lossas, skall man tänka på att hålla i trådänden, så att den inte lindas upp och trasslar sig. Klipp bort den krokiga delen av tråden, räta spetsen och avlägsna alla vassa kanter och grader med en fil, så att tråden kan löpa genom svetsslangens mjuka trådledare. Var noga med detta. En vass tråd-ände kan nämligen lätt tränga igenom såväl trådledare som svetsslangens vägg och allvarligt skada pistolens funktion.
För in tråden i den utstickande trådledaren på matarverkets inloppssida och mata för hand fram tråden till rullarna. Innan tråden förs vidare genom matarverkets styrmunstycke, skall tryckarmen med sin tryckrulle fällas undan. Tråden kan nu
handmatas vidare genom styrmunstycket och in i svetsslangen. Fäll tillbaka tryckrullen. Matarrullarnas anliggningstryck är justerat på fabriken men kan vid behov justeras med hjälp av skruven på tryckarmen.
En god regel för denna mera sporadiska inställning är att inte ställa trycket hårdare än att det är möjligt att bromsa upp tråden framme i svetspistolen genom att trycka kontaktmunstycket mot en träbit eller liknande, och att tråden därvid slirar i matarverket. Har man ställt in ett hårdare tryck, kan detta resultera i, att tråden trasslar sig i matarverkets utloppsmunstvcke, om man bränner fast, vilket är litet besvärligt att reda ut och dessutom helt onödigt. En annan nackdel med för hårt åtdraget matningstryck är, att svetstråden blir plattvalsad. Detta sliter onödigt på trådledaren och medför, att den får en sämre anliggning i kontaktmunstvcket i pistolen
Gassland
Anslut gasslangen mellan maskinens magnetventil och gasflaskans reducerventil. Känns slangen stel, kan den miukas upp genom att ändarna spolas med eller stickes ned i hett vatten. Vid monteringen förs slangen in genom hålet baktill på maskinen under konsolen. Träd på en slangklämma i vardera slangänden. Skiut upp slangen på respektive ventilnippel med böirörelser och dra fast slangklämman ordentligt. Slangens påförande på nipplarna underlättas avsevärt, om nipplarna vätes något med vanligt vatten
Gas. gasflaska och reducerventil
Därefter ansluter vi ventilen till gasflaskan. Den packning, som medföljer ventilen, placeras först på ventilens anslutningssäte. OBS!
Gasflaskorna har olika anslutningsgängor för reducerventil beroende på gastypen.
Använd kolsyra eller en blandning av argon och kolsyra för stål. Ren argon för aluminium. För rostfritt stål användes argon med ca 2 % oxygen. Blandgasen består oftast av 80% argon 20% CO.
Den lösa muttern på ventilen gängas sedan på gasflaskans anslutningsdel och åtdrages med lämplig nyckel
Kontrollera också, att slangnippelns mutter är ordentligt åtdragen.
Frammatning av svetstråd och inställning av gasflöde
Anslut maskinen till nätet och återledaren till arbetsstycket. Se till att maskinen inte övertäcks, så att kylningen hindras. Ställ in grovlägesomkopplaren på läge 1. Trådmatningen kan lämpligen ställas på något mellanläge. Räta ut pistolslangen. Tråden kan matas fram genom att trycka på tryckknappen direkt vid matarverket (så kallad kalltrådsmatning) eller genom att trycka på pistolavtryckaren. Var försiktig när tråden kommer fram ur pistolen, då den kan förorsaka stickskador. En finess på Power Compact är att gasflödet kan mätas utan att man behöver lyfta på tryckarmen. Slå på strömbrytaren och ställ grovlägesomkopplaren rakt upp på gassymbolen, varvid endast magnetventilen öppnas utan att svetsspänningen är på när du trycker på pistolknappen.
Den mjuka tratten på flödesmätaren sätts ned över gasmunstycket och fasthålls, varefter avtryckaren på pistolen trycks in. Gasmängden justeras med reducerventilen, så att kulan i flödesmätaren visar den korrekta utströmningsmängden, som skall vara mellan 8-10 liter. För stor gasmängd skadar inte svetsningen, men är onödig.
INSTALLATION
Fogförberedning
Svetsfogen skall förberedas. Under svetsningen smälts stålet på de ställen som uppvärms av ljusbågen och det uppsmälta materialet blandas med svetsgodset. För att erhålla en bra smältning och undgå föroreningar i smältbadet är det nödvändigt att fogytorna rengörs noggrant. Tag därför med t ex stålborste bort rost, färg och smuts från de ställen som skall svetsas. Svetsstället skall också vara torrt. Fogytorna rättas sedan in så att avståndet längs hela foglängden är detsamma. I tunna material kan svetsningen utföras på en eller båda sidor beroende på önskad hållfasthet. I grövre material svetsar man s k bottensträng, som sedan byggs på med efterföljande strängar.
Rök och gasutveckling
Vanligtvis medför rökutvecklingen ingen fara för svetsaren, om det finns tillräckligt med luftcirkulation vid arbetsplatsen. Vid svetsning i trånga utrymmen eller vid arbete i t ex galvaniserat material sörjes för extra god ventilation.
Strålningsfara
Den elektriska ljusbågen utstrålar ett mycket kraftigt ljus, som är skadligt för ögonen. Titta därför inte i ljusbågen utan att använda en skärm försedd med svetsglas. Använd aldrig svetsskärm med repat glas. Blir man trots detta utsatt för svetsljus kan det ge obehag i ögonen. Genom ögonbad eller skjöljning i vatten kan obehaget minskas.
Brandfara
Gnistor ("svetsloppor") kan orsaka brand. Se därför till att brännbara föremål inte finns i svetsplatsens närhet. Tänk på att värmen kan orsaka brand i t ex en cistern som har innehållit brännbara vätskor.
Några enkla råd
- 1. Planera svetsningen. Se till att plåtarna ligger i rätt läge, var eventuella häftor skall placeras, startposition, åtkomlighet, materialets renhet etc.
- 2. Sitt ned, om möjligt. Då får du bättre stadga under svetsningen. En bekväm arbetsställning främjar svetsresultatet.
- 3. Tag alltid stöd där så är möjligt. Även om du bara kan stödja med en armbåge eller axel, är detta bättre än "att skjuta helt på fri hand". I vissa lägen kan man få en långt framflyttad stödpunkt genom att låta den ena handens handskbeklädda fingrar släpa längs svetsfogen.
- 4. "Mima" längs svetsfogen. Då får du en koll på, att du verkligen kommer fram med elektroden, när du svetsar. Känn dig in i alla positioner, du måste rikta pistolen i, när du sedan svetsar.
- 5. Håll alltid om möjligt pistolen så att du ser svetsfogen. Då får du större garantier för att svetsen verkligen hamnar där du vill.
- 6. Provsvetsa först på rena provplåtar för att finna rätt svetsdata och inställning på maskinen.
Metodiken vid val av svetsdata (strängsvetsning)

Slå på huvudströmbrytaren, varvid lysdioden i knappen tänds.

Ställ in grovlägesomkopplaren för svetsspänningen graderad 1-10 (se rekommendationstabell) OBS! Vrid inte spänningsomkopplaren under svetsning. I tabellen anges också vilket induktansuttag som är lämplig att ansluta återledaren i.
Trådmatningshastigheten (svetsströmmen) ställs in med potentiometern graderad från 1-10 (se rekommendationstabell).
När du trycker in pistolavtryckaren startar svetsförloppet och när du släpper avtryckaren avbryts det.
Prova att svetsa på en ren provplåt. Härvid kan ett flertal olika felsympton uppträda, vilka även finns beskrivna i bruksanvisningen. Nedan följer en kort resumé av de mest markanta.
-Svetsen lägger sig ovanpå materialet och flyter inte ut. Åtgärd: öka grovlägesomkopplaren till ett högre värde. -Man smälter hål i materialet.
För hög svetsström- minska grovlägesomkopplaren. -Svetstråden liksom stöter mot svetsobjektet. Minska fininställnings- reglaget så att den "hinner smälta ned". (Kan även bero på orent material eller dåligt ansluten återledare.)
-Tendens att ljusbågen brinner upp mot kontaktmunstycket. Förklaringen är troligen för låg trådhastighet -öka svetsdata. Det kan också bero på att tråden slirar mot matarrullarna- öka trycket- eller på felaktigt kontaktmunstycke.
INSTALLATION
Punktsvetsning (•••)
Punktsvetsning. Utförs oftast från en sida för sammanfogning av två överlappande plåtar.
Om du skall punktsvetsa bör pistolen först förses med ett speciellt gasmunstycke med två stödben.

Ställ tidspotentiometern (t1) för punktsvetsning graderad 1-10. Punktsvetstiden kan ställas steglöst från 0,2-2 sek.
För inställning av svetsspänning och trådmatningshastighet se rekommendationstabell.
Tryck in pistolens avtryckare. När inställd svetstid uppnåtts avbryts förloppet automatiskt, utan att avtryckaren behöver släppas.
Ett nytt svetsförlopp startas när pistolavtryckaren åter intrycks. Max plåttjocklek vid punktsvetsning är ca 2 mm. Är plåtarna olika tjocka, utförs svetsningen utifrån den tunnare plåten.
Intervallsvetsning (---)
Denna metod är särskilt lämplig vid svetsning i speciellt tunn och dålig plåt samt vid stora spaltöppningar, eftersom man får en "kallare" svets.
heten se rekommendationstabell

Ställ potentiometer (t1) för svetstiden (graderad 1-10) och potentiometer (t2) för paustiden (graderad 1-10).
Både svetstiden och paustiden kan ställas steglöst från 0,2-2 sek. För inställning av svetsspänningen och trådmatningshastig-

Tryck in pistolavtryckaren varvid svetsförloppet startar. När inställd svetstid uppnåtts avbryts svetsförloppet och startar automatiskt efter inställd paustid, varefter det åter avbryts efter uppnådd svetstid.
Förloppet upprepas så länge pistolavtryckaren hålls intryckt. Svets- badet blir kallare och risken för genombränning minskar avsevärt.
bmtdd600

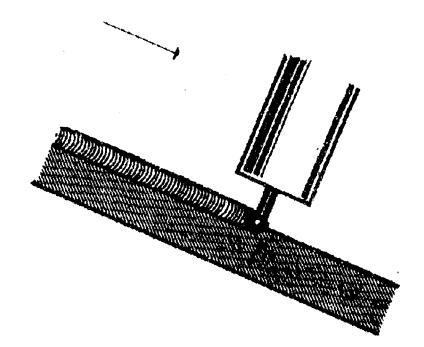
En faktor som påverkar inbränningsdjupet är hur svetspistolen förs vid svetsningen.
Vid släpande svetsning (motsvetsning) ökar inbränningsdjupet.

omtdd700 Om man istället skjuter eller sticker svetsen framåt (frånsvetsning) minskas inbränningsdiupet.
Vid s k fallande svetsning, när pistolen förs nedåt, minskar inbränningsdjupet kraftigt och blir minst vid vertikal fallande svetsning. Vid stigande svetsning är inbränningsdiupet kraftigt.

bmtdd900
bmtdd800
Kort liusbåge ger större inbränningsdiup.

bmtdd110
Lång ljusbåge ger mindre inbränningsdjup. Lång ljusbåge ökar också risken för svetssprut.

bmtdd120
Efterbrinntid
Power Compact har automatisk efterbrinntid. Den är justerbar mellan 0-250 ms. Vid leverans från ESAB är efterbrinntiden förinställd. Potentiometern är placerad inuti maskinen ovanför matarverket.
OBS! I de flesta fall av svetsarbeten bör förinställt värde användas. Justering bör göras endast vid speciella svetsarbeten av utbildad personal. Använd en liten skruvmejsel och skruva försiktigt.
Störningar som orsakar oregelbunden eller ingen ljusbåge
| FEL | ORSAK |
|---|---|
|
Tråden förs inte fram trots att matar-
rullen roterar |
1. Tryckrullen är inte spänd 2. Smuts i
trådledaren och/eller kontaktmun- stycket |
| Ojämn trådmatning |
1. Kontaktmunstycke defekt 2. Smuts i
spåret på matarrullen 3. Spåret i matar- rullen defekt |
| ljusbågen tänder ej |
Dålig kontakt mellan återledaren och
arbetsstycket |
| Ljusbågen är lång och orolig | För hög spänning |
| Nästan ingen ljusbåge | För låg spänning |
| Porer |
Felaktig gasmängd. Rek.8-10 l/min Då-
ligt gasskydd pga sprut i gasmun- stycket. Dragig arbetsplats. För stort avstånd och/eller felaktigt riktad svets- pistol. Fuktigt, oljigt, rostigt arbets- stycke. |
| Dålig uppfyllning |
För stor svetshastighet. För låg ström i
förhållande till svetshastigheten |
| Bindningsfel | Ojämn pistolföring. För låg spänning |
| Sprut |
För hög spänning. Dåligt rengjort gas-
munstycke |
| Ojämn fog |
För långt utdragen elektrodända. För
hög ström i förhållande till spänning. För låg svetshastighet |
| Dålig inträngning | För låg ström i förhållande till spänning |
OBS! Störningar i de elektriska delarna, såsom kontrollkretsar, reläer, omkopplare, transformatorer osv bör åtgärdas av en kunning service-tekniker.
TILLBEHÖR
För punktsvetsning finns ett speciellt gasmunstycke med stödben.
För utdragning av bucklor används vanlig gassvetstråd, vilken klipps i ca 70 mm långa bitar. Beroende på bucklans omfattning svetsar man fast en eller flera dragtrådar.
För att dra ut bucklan finns en speciell slaghammare med låsstång, som fästs i dragtråden.
Tråden/trådarna sträcks med lätta slag tills bucklan är utdragen. Klipp sedan av tråden/trådarna och slipa plåtytan.
För krympning av plåt finns en kolelektrodhållare som monteras på svetspistolen
Denna möjliggör användning av kolelektroder för krympning av bucklor.
- 1. Byt ut gasmunstycket mot kolelektrodhållaren
- 2. Sätt fast en ø 8 mm kolelektrod. Utstickande längd ca 50 mm.
- 3. Koppla ifrån trådmatningen genom att lyfta undan tryckarmen.
- 4. Ställ spänningsomkopplaren i läge 1. Annat läge får ej användas!
- 5. Skyddsgasen kan vara avstängd. Stryk under en kort stund elektroden mot den renslipade plåtytan med små cirkelrörelser. Plåten värms då upp. Kyl av plåten hastigt med en våt svamp eller trasa. Denna uppvärmning och nedkylning åstadkommer krympning. Förloppet upprepas tills plåten har fått en jämn yta.
Följande matarrullar finns till Power Compact
367 556-001 0,6-0,8 mm (stål, rostfritt) Som standard till PC 200 367 556-002 0,8-1,0 mm (stål, rostfritt) Som standard till PC 250 367 556-004 1,0-1,2 mm (aluminium) Som standard till PC 250













 Loading...
Loading...