

Page 1

MobileFeed 201 AVS
Instrucciones de uso
0558 012 084 XL 20160229 Valid for: serial no.WxxK530XXXX
Page 2

TABLA DE CONTENIDO
1 PRECAUCIONES DE SEGURIDAD.....................................................................3
2 INTRODUCCIÓN................................................................................................. 10
2.1 Información general...........................................................................................10
2.2 Equipo ................................................................................................................. 10
3 DATOS TÉCNICOS............................................................................................. 11
4 INSTALACIÓN .................................................................................................... 13
4.1 Recepción y manipulación ................................................................................ 13
4.2 Selección de los rodillos impulsores y los tubos de guía .............................13
4.3 Instalación de rodillos impulsores y tubos guía .............................................14
4.4 Cómo instalar el hilo de soldadura ..................................................................14
4.5 Cómo enhebrar el hilo de soldadura................................................................15
4.6 Cómo ajustar el arrastre del freno....................................................................16
4.7 Conexión del soplete ......................................................................................... 16
4.8 Conexiones de alimentación.............................................................................17
5 FUNCIONAMIENTO............................................................................................ 19
5.1 Información general...........................................................................................19
5.2 Conexiones y dispositivos de control .............................................................20
5.3 Procedimientos de funcionamiento .................................................................23
5.3.1 Precauciones de seguridad durante el funcionamiento ................................... 23
5.3.2 Como establecer un procedimiento de soldadura............................................ 25
5.3.3 Tabla de datos de soldadura............................................................................25
5.3.4 MobileFeed 201 con fuentes de alimentación CC ........................................... 26
5.3.5 MobileFeed 201 con fuentes de alimentación CV............................................27
5.3.6 Apagado...........................................................................................................27
6 MANTENIMIENTO .............................................................................................. 28
6.1 Inspección y mantenimiento ............................................................................. 28
6.2 Alimentador de hilo............................................................................................28
6.3 Sustitución de la válvula del solenoide ...........................................................29
6.4 Solución de problemas......................................................................................29
7 PEDIDO DE PIEZAS DE REPUESTO................................................................ 30
DIAGRAMA DE CABLEADO ....................................................................................31
PIEZAS DE DESGASTE DE LOS PRODUCTOS CSA.............................................32
NÚMEROS DE PEDIDO ............................................................................................35
ACCESORIOS ...........................................................................................................36
Se reserva el derecho de modificar las especificaciones sin previo aviso.
0558 012 084 © ESAB AB 2016
Page 3

1 PRECAUCIONES DE SEGURIDAD
1 PRECAUCIONES DE SEGURIDAD
SIGNIFICADO DE LOS SÍMBOLOS
Según se utilizan en este manual: Significa ¡Atención! ¡Tenga cuidado!
¡PELIGRO!
Significa peligros inmediatos que, si no se evitan, causarán lesiones
personales graves o incluso la pérdida de la vida.
¡ADVERTENCIA!
Significa peligros potenciales que podrían causar lesiones personales o la
pérdida de la vida.
¡PRECAUCIÓN!
Significa peligros que podrían causar lesiones personales menores.
¡ADVERTENCIA!
Antes de utilizar el equipo, lea y comprenda el manual de
instrucciones y siga todas las etiquetas, las prácticas de
seguridad del empleador y las hojas de datos de
seguridad de materiales (MSDS, por sus siglas en
inglés).
¡NOTA!
Asegúrese de que esta información llegue al operador. Puede solicitar copias
extra a su proveedor.
¡PRECAUCIÓN!
Estas INSTRUCCIONES están destinadas a operadores experimentados. Si no
está completamente familiarizado con los principios de operación y prácticas
seguras del equipo de soldadura por arco, es imprescindible que lea el folleto
"Precauciones y prácticas seguras para arco, corte y ranurado", formulario
52-529. NO permita que personas sin capacitación instalen, operen o mantengan
este equipo. NO intente instalar ni operar este equipo hasta no haber leído y
comprendido todas estas instrucciones. Si no comprende bien estas
instrucciones, comuníquese con el proveedor para obtener más información.
Asegúrese de leer las precauciones de seguridad antes de instalar u operar este
equipo.
Este equipo funcionará de conformidad con la descripción incluida en este manual y en las
etiquetas y/o folletos adjuntos cuando se instale, se opere, se mantenga o se repare de
acuerdo con las instrucciones suministradas. Este equipo se debe revisar periódicamente.
No se debe utilizar el equipo si funciona mal o no se mantiene correctamente. Las piezas
que faltan, se rompen, se desgastan, se deforman o se contaminan se deben reemplazar
inmediatamente. Si es necesario realizar una reparación o un reemplazo de este tipo, el
fabricante recomienda que se envíe una solicitud por teléfono o por escrito al Distribuidor
autorizado que vendió el equipo para pedir sugerencias sobre el servicio.
No se debe alterar el equipo ni ninguna de sus piezas sin la previa aprobación por escrito
del fabricante. El usuario de este equipo es el único responsable de cualquier falla que se
produzca por el uso indebido, mantenimiento incorrecto, daño, reparación indebida o
0558 012 084
- 3 -
© ESAB AB 2016
Page 4

1 PRECAUCIONES DE SEGURIDAD
alteración que no haya realizado el fabricante o una empresa de servicios designada por el
fabricante.
¡ADVERTENCIA!
Estas precauciones de seguridad son para su protección. Resumen la
información de precaución de las distintas referencias enumeradas en la sección
Información de seguridad adicional. Antes de realizar los procedimientos de
instalación u operación, asegúrese de leer y respetar todas las precauciones de
seguridad enumeradas anteriormente, así como también todos los manuales,
hojas de datos de seguridad de materiales, etiquetas, etc. Si no respeta las
precauciones de seguridad, se podrían ocasionar lesiones o incluso la muerte.
PROTÉJASE Y PROTEJA A LAS OTRAS PERSONAS
Algunos procesos de soldadura, corte y ranurado son ruidosos y
requieren protección auditiva. El arco, al igual que el sol, emite rayos
ultravioletas (UV) y otras radiaciones y puede dañar la piel y los ojos.
El metal caliente puede causar quemaduras. La capacitación sobre el
uso adecuado de los procesos y del equipo es fundamental para
evitar accidentes. Por lo tanto:
1. Use un casco para soldar equipado con oscurecimiento adecuado para proteger su
rostro y los ojos cuando suelde o presencie una soldadura.
2. Use siempre gafas de seguridad con protección lateral en cualquier área de trabajo, aun
cuando también se requiera el uso de cascos para soldar, pantallas protectoras y gafas
protectoras.
3. Use una pantalla protectora con el filtro correcto y cubiertas protectoras para protegerse
los ojos, rostro, cuello y orejas de las chispas y los rayos del arco al operar el equipo o al
observar las operaciones. Adviértales a las personas que se encuentran en el lugar que
no deben mirar el arco ni exponerse a los rayos del arco eléctrico o del metal caliente.
4. Use guantes de seguridad ignífugos, camisa gruesa de mangas largas, pantalones sin
dobladillo, calzado de caña alta y un casco o gorro para soldar para protegerse de los
rayos del arco, de las chispas calientes y del metal caliente. También se puede requerir
el uso de un delantal ignífugo como protección contra el calor irradiado y las chispas.
5. Las chispas o metal calientes pueden caer en las mangas enrolladas, en los dobladillos
de los pantalones o en los bolsillos. Las mangas y los cuellos deben mantenerse
abotonados y no debe haber bolsillos abiertos en la parte delantera de la vestimenta.
6. Proteja a las demás personas de los rayos del arco y de las chispas calientes con
paneles o cortinas no inflamables adecuados.
7. Use gafas protectoras sobre las gafas de seguridad al quitar la escoria o al esmerilar. La
escoria podría estar caliente y podría volar lejos del lugar de trabajo. Las personas que
se encuentran en el lugar también deben usar gafas protectoras sobre las gafas de
seguridad.
0558 012 084
INCENDIOS Y EXPLOSIONES
El calor de las llamas y de los arcos puede ocasionar incendios. La
escoria caliente o las chispas también pueden ocasionar incendios y
explosiones. Por lo tanto:
- 4 -
© ESAB AB 2016
Page 5

1 PRECAUCIONES DE SEGURIDAD
1. Quite todos los materiales combustibles y aléjelos del área de trabajo o cubra los
materiales con una cubierta protectora no inflamable. Los materiales combustibles son,
entre otros, madera, tela, aserrín, combustibles líquidos, gas combustible, solventes,
pintura y papel de revestimiento, etc.
2. Las chispas calientes o el metal caliente pueden atravesar grietas o fisuras, pasar a
otros pisos o aberturas en la pared y ocasionar un fuego latente oculto en el piso de
abajo. Asegúrese de que estas aberturas estén protegidas de las chispas y del metal
caliente.
3. No suelde, corte ni realice ningún trabajo con calor hasta que la pieza de trabajo se haya
limpiado completamente de manera que en la pieza de trabajo no haya sustancias que
ocasionen vapores tóxicos o inflamables. No realice trabajos con calor en contenedores
cerrados. Podrían explotar.
4. Tenga a mano los equipos extintores de incendios para su uso inmediato, por ejemplo,
una manguera de jardín, baldes con agua, baldes con arena o un extintor de incendios
portátil. Asegúrese de estar capacitado para utilizar estos equipos.
5. No use los equipos fuera de los valores establecidos. Por ejemplo, si el cable de
soldadura se sobrecarga, puede recalentarse y ocasionar peligro de incendio.
6. Al finalizar las operaciones, inspeccione el área de trabajo para asegurarse de que no
haya chispas calientes ni metal caliente que pudiera ocasionar un incendio más tarde.
Use sistemas de detección de incendios si es necesario.
7. Para obtener más información, consulte la norma NFPA 51B, "Fire Prevention in Use of
Cutting and Welding Processes" (Prevención de incendios en procesos de corte y
soldadura), que se encuentra disponible en la National Fire Protection Association,
Batterymarch Park, Quincy, MA 02269.
DESCARGA ELÉCTRICA
El contacto con piezas eléctricas con tensión y el suelo puede
ocasionar lesiones graves o incluso la muerte. NO use corriente de
soldadura de tipo CA en áreas húmedas, si el movimiento es reducido
o si hay riesgo de caída. Por lo tanto:
1. Asegúrese de que el bastidor de la fuente de alimentación (chasis) esté conectado al
sistema de puesta a tierra de la potencia de entrada.
2. Conecte la pieza de trabajo a una conexión de puesta a tierra adecuada.
3. Conecte el cable de trabajo a la pieza de trabajo. Si no hay conexión o si la conexión es
deficiente, usted puede quedar expuesto o exponer a otras personas a una descarga
mortal.
4. Use equipo con buen mantenimiento. Reemplace los cables gastados o dañados.
5. Mantenga todo seco, incluidos la vestimenta, el área de trabajo, los cables, el soporte
para electrodo/soplete y la fuente de alimentación.
6. Asegúrese de tener todas las partes del cuerpo aisladas.
7. No se pare directamente sobre metal ni sobre el suelo cuando trabaja en lugares
estrechos o áreas húmedas; párese sobre tablas secas o sobre una plataforma aislante
y use calzado con suela de goma.
8. Colóquese guantes secos sin agujeros antes de encender la fuente de alimentación.
9. Apague la fuente de alimentación antes de quitarse los guantes.
10. Consulte la norma ANSI/ASC Z49.1 (incluida en la página siguiente) para conocer las
recomendaciones específicas de la puesta a tierra. No confunda el conductor eléctrico
con el cable de puesta a tierra.
0558 012 084
- 5 -
© ESAB AB 2016
Page 6
1 PRECAUCIONES DE SEGURIDAD
CAMPOS ELÉCTRICOS Y MAGNÉTICOS
Podría ser peligroso. La corriente eléctrica que fluye a través de
cualquier conductor causa campos eléctricos y magnéticos (EMF)
localizados. La corriente de soldadura y corte crea EMF alrededor de
los cables de soldadura y máquinas de soldar. Por lo tanto:
1. Los soldadores que usan marcapasos deben consultar a su médico antes de soldar. Los
EMF podrían interferir con algunos marcapasos.
2. La exposición a EMF podría tener otras consecuencias para la salud que son
desconocidas.
3. Los soldadores deben utilizar los siguientes procedimientos para minimizar la exposición
a EMF:
a) Pase el electrodo y los cables de trabajo juntos. Sujételos con cinta si es posible.
b) Nunca debe enrollarse el cable de trabajo o soplete por el cuerpo.
c) No coloque el cuerpo entre los cables de trabajo y del soplete. Pase los cables a un
mismo lado del cuerpo.
d) Conecte el cable de trabajo a la pieza de trabajo lo más cerca posible al área que se
soldará.
e) Mantenga los cables y la fuente de alimentación de soldadura lo más lejos posible
del cuerpo.
HUMOS Y GASES
Los humos y gases pueden ocasionar molestias o daños,
especialmente en espacios reducidos. No respire los humos y gases.
Los gases de protección pueden causar asfixia. Por lo tanto:
1. Siempre debe contar con una ventilación adecuada en el área de trabajo ya sea por
medios naturales o mecánicos. No realice soldaduras, cortes ni ranuras en materiales
como acero galvanizado, acero inoxidable, cobre, zinc, plomo, berilio o cadmio a menos
que cuente con ventilación mecánica positiva. No respire los humos de estos materiales.
2. No opere el equipo cerca de las operaciones de desengrasado y rociado. El calor o arco
puede reaccionar a los vapores de hidrocarburos clorados y formar fosgeno, un gas
altamente tóxico y otros gases irritantes.
3. Si experimenta una irritación momentánea en la vista, nariz o garganta mientras opera el
equipo, es una indicación de que no hay ventilación adecuada en el lugar. Deje de
trabajar y realice los pasos necesarios para mejorar la ventilación en el área de trabajo.
No siga operando el equipo si estas molestias físicas persisten.
4. Consulte la norma ANSI/ASC Z49.1 (ver lista que figura a continuación) para obtener las
recomendaciones específicas relacionadas con la ventilación.
5. ADVERTENCIA: Cuando se utiliza para soldar o cortar, este producto genera humos o
gases que contienen sustancias químicas que el estado de California considera como
causantes de malformaciones congénitas y, en algunos casos, cáncer (Código de salud
y seguridad de California §25249.5 y siguientes).
0558 012 084
MANEJO DEL CILINDRO
Si los cilindros se manejan incorrectamente, se pueden romper y
pueden liberar gas de forma violenta. La ruptura repentina del
dispositivo de alivio o válvula del cilindro puede ocasionar lesiones o
incluso la muerte. Por lo tanto:
- 6 -
© ESAB AB 2016
Page 7

1 PRECAUCIONES DE SEGURIDAD
1. Utilice el gas adecuado para el proceso y utilice el regulador de reducción de presión
adecuado diseñado para el cilindro de gas comprimido. No use adaptadores. Mantenga
las mangueras y los accesorios en buenas condiciones. Siga las instrucciones de
operación del fabricante para montar el regulador en un cilindro de gas comprimido.
2. Sujete siempre los cilindros en posición vertical con una cadena o correa a carretillas de
mano, carrocerías, bancos, paredes, postes o soportes adecuados. Nunca sujete los
cilindros a mesas de trabajo o accesorios en los que podrían formar parte de un circuito
eléctrico.
3. Cuando esté fuera de uso, mantenga las válvulas del cilindro cerradas. Coloque la tapa
de protección de la válvula si el regulador no está conectado. Sujete y mueva los
cilindros utilizando carretillas de mano adecuadas.
4. Coloque los cilindros lejos del calor, las chispas y las llamas. Nunca golpee un arco en
un cilindro.
5. Para obtener más información, consulte la norma CGA P-1, "Precautions for Safe
Handling of Compressed Gases in Cylinders" (Medidas para el manejo seguro de gases
comprimidos en cilindros), que se encuentra disponible en la Compressed Gas
Association, 1235 Jefferson Davis Highway, Arlington, VA 22202.
PIEZAS MÓVILES
Las piezas móviles, tales como ventiladores, rotores y correas,
pueden causar lesiones. Por lo tanto:
1. Mantenga cerradas todas las puertas, paneles y cubiertas, y procure que se encuentren
bien fijados en su lugar.
2. Si es necesario, solo el personal calificado puede retirar las cubiertas para realizar
mantenimiento y solucionar problemas
3. Mantenga las manos, el cabello, la ropa holgada y las herramientas lejos del alcance de
las piezas móviles.
¡ADVERTENCIA!
MANTENIMIENTO DEL EQUIPO
El equipo defectuoso o sin el mantenimiento adecuado puede ocasionar
lesiones o incluso la muerte. Por lo tanto:
1. Los trabajos de instalación, reparación y mantenimiento siempre deben ser
realizados por personal calificado. No realice ningún trabajo eléctrico a
menos que esté capacitado para hacerlo.
2. Antes de realizar cualquier trabajo de mantenimiento dentro de una fuente de
alimentación, desconecte la fuente de alimentación de la energía eléctrica de
entrada.
3. Mantenga los cables, el conductor a tierra, las conexiones, el cable de
alimentación y la fuente de alimentación en buenas condiciones de
operación. No opere ningún equipo que se encuentre en malas condiciones.
4. No haga mal uso del equipo ni de los accesorios. Mantenga el equipo lejos
de las fuentes de calor como hornos, de las áreas húmedas como charcos
de agua, aceite o grasa, de las atmósferas corrosivas y de las inclemencias
del tiempo.
5. Mantenga todos los dispositivos de seguridad y cubiertas de gabinetes en su
lugar y en buenas condiciones.
6. Utilice el equipo solo con el fin indicado. No realice ninguna modificación.
0558 012 084
- 7 -
© ESAB AB 2016
Page 8

1 PRECAUCIONES DE SEGURIDAD
¡PRECAUCIÓN!
INFORMACIÓN DE SEGURIDAD ADICIONAL
Para obtener más información sobre las prácticas seguras
correspondientes al equipo de corte y soldadura por arco eléctrico, solicite
al proveedor una copia del documento “Precautions and Safe Practices for
Arc Welding, Cutting and Gouging” (Precauciones y prácticas seguras para
arco, corte y ranurado), formulario 52-529.
Se recomienda leer las siguientes publicaciones, que se encuentran disponibles
en la American Welding Society, 550 N.W. LeJuene Road, Miami, FL 33126:
1. ANSI/ASC Z49.1 - "Safety in Welding and Cutting"
2. AWS C5.1 . "Recommended Practices for Plasma Arc Welding"
3. AWS C5.2 - "Recommended Practices for Plasma Arc Cutting"
4. AWS C5.3 - "Recommended Practices for Air Carbon, Arc Gouging and
Cutting"
5. AWS C5.5 - "Recommended Practices for Gas Tungsten Arc Welding"
6. AWS C5.6 - "Recommended Practices for Gas Metal Arc welding"
7. AWS SP - "Safe practices" - Reprint, Welding Handbook
8. ANSI/AWS F4.1 - "Recommended Safe Practices for Welding and
Cutting of Containers That Have Held Hazardous Substances"
SIGNIFICADO DE LOS SÍMBOLOS
Según se utilizan en este manual: Significa ¡Atención! ¡Tenga cuidado!
¡PELIGRO!
Significa peligros inmediatos que, si no se evitan, causarán lesiones
personales graves o incluso la pérdida de la vida.
¡ADVERTENCIA!
Significa peligros potenciales que podrían causar lesiones personales o la
pérdida de la vida.
¡PRECAUCIÓN!
Significa peligros que podrían causar lesiones personales menores.
Los usuarios del equipo ESAB tienen la absoluta responsabilidad de garantizar que toda
persona que trabaje con el equipo o cerca de este respete todas las precauciones de
seguridad correspondientes. Las precauciones de seguridad deben cumplir con los
requisitos que se aplican a este tipo de equipo. Se deben tener en cuenta las siguientes
recomendaciones, además de las regulaciones estándar que se aplican en el lugar de
trabajo.
Todo trabajo debe ser realizado por personal capacitado que esté familiarizado con la
operación del equipo. La operación incorrecta del equipo podría generar situaciones
peligrosas que pueden ocasionar lesiones al operador y daños al equipo.
0558 012 084
- 8 -
© ESAB AB 2016
Page 9

1 PRECAUCIONES DE SEGURIDAD
1. Toda persona que utilice el equipo debe estar familiarizada con:
○ su operación
○ la ubicación de las paradas de emergencia
○ su función
○ las precauciones de seguridad correspondientes
○ las operaciones de soldadura y corte u otras operaciones aplicables del equipo
2. El operador debe garantizar que:
○ no haya ninguna persona no autorizada en el área de trabajo cuando se arranque el
equipo
○ no haya ninguna persona sin protección cuando se golpee el arco o se inicie el
trabajo con el equipo
3. El lugar de trabajo debe:
○ ser adecuado para la operación
○ estar libre de corrientes de aire
4. Equipo de seguridad personal:
○ Use siempre el equipo de seguridad personal recomendado, como gafas protectoras,
prendas ignífugas y guantes de seguridad
○ No use accesorios que suelen quedar holgados, como bufandas, pulseras, anillos,
etc. que podrían quedar atrapados u ocasionar quemaduras
5. Precauciones generales:
○ Asegúrese de que el cable de retorno esté bien conectado
○ Los trabajos en el equipo de alta tensión solo pueden ser realizados por un
electricista calificado
○ El equipo extintor de incendios adecuado debe estar muy cerca y claramente
marcado
○ No se debe realizar la lubricación ni el mantenimiento del equipo durante la
operación
¡PRECAUCIÓN!
Asegúrese de leer y comprender el manual de
instrucciones antes de instalar u operar el equipo.
¡PRECAUCIÓN!
Los equipos clase A no se pueden utilizar en residencias
donde la energía eléctrica es suministrada por el sistema
público de baja tensión. Podrían surgir algunas
dificultades al garantizar la compatibilidad
electromagnética de los equipos clase A en esas
ubicaciones debido a las perturbaciones conducidas y
radiadas.
ESAB puede suministrarle todos los accesorios de soldadura y protección
necesarios.
0558 012 084
- 9 -
© ESAB AB 2016
Page 10

2 INTRODUCCIÓN
2 INTRODUCCIÓN
2.1 Información general
El MobileFeed 201 AVS (detección de tensión de arco) es un alimentador de hilo portátil. La
unidad funciona exclusivamente con la tensión de arco de una fuente de alimentación de
soldadura de corriente constante (CC) o tensión constante (CV). Opera con polaridad
inversa, corriente directa con electrodo positivo (DCEP), o polaridad directa, corriente directa
con electrodo negativo (DCEN). El MobileFeed 201 AVS está disponible con dos
conexiones, EURO y TWECO. Existe una opción remota disponible de control de tensión
con la fuente de alimentación Warrior (necesita una actualización del software para la fuente
de alimentación).
La unidad está diseñada para utilizarse con electrodos duros, suaves y tubulares
(autoprotegidos o con gas de protección) desde 0,030 pulg. (0,8 mm) hasta 5/64 pulg. (1,98
mm) de diámetro con una velocidad de alimentación de hilo desde 50 hasta 750
pulgadas/minuto (1,3 - 19 metros/min). Los componentes del alimentador están totalmente
sellados en una caja resistente.
Los accesorios de ESAB correspondientes al producto se detallan en el capítulo
"ACCESORIOS" de este manual.
2.2 Equipo
El MobileFeed 201 AVS incluye:
• Manual de instrucciones
• Cable captador con pinza
0558 012 084
- 10 -
© ESAB AB 2016
Page 11
3 DATOS TÉCNICOS
3 DATOS TÉCNICOS
¡NOTA!
El MobileFeed 201 AVS no se recomienda para la transferencia por corto circuito
por medio de fuentes de alimentación de corriente constante debido a la limitada
corriente de corto circuito disponible en las fuentes de alimentación de corriente
constante.
MobileFeed 201 AVS
Velocidad de alimentación de hilo 50 - 750 pulgadas/minuto (1,3 - 19 metros/min)
Entrada principal (tensión de circuito abierto o tensión de arco) No se debe utilizar con
alimentación de CA
Mínimo 14,0 V CD
Máximo 100 V CD (pico de 113 V)
Cubo giratorio estándar ID de 2 pulg. (5,1 cm)
Carrete estándar OD de 8 pulg. (20,3 cm)
Corriente máxima para soldar 320 A a un 60 % de factor de intermitencia
250 A a un 100 % de factor de intermitencia
Presión máxima de entrada de los
75 psi (5,2 bar)
gases
Diámetros del hilo
Duro .030 pulg. (0,8 mm), .035 pulg. (0,9 mm),
.045 pulg. (1,2 mm), .052 pulg. (1,4 mm),
1/16 pulg. (1,6 mm)
Suave .035 pulg. (0,9 mm), 3/64 pulg. (1,2 mm),
1/16 pulg. (1,6 mm)
Tubulares .030 pulg. (0,8 mm), .035 pulg. (0,9 mm),
.045 pulg. (1,2 mm), .052 pulg. (1,4mm),
1/16 pulg. (1,6 mm), 5/64 pulg. (2,0 mm)
Tipo de motor Imán permanente CC prelubricado, sellado
Tipo de freno (hilo) Arrastre
Control Estado sólido
Sistema de alimentación Empuje
Interruptor de encendido/apagado Estándar
Inicio de rampa Estándar
Alto × ancho x longitud 14,50 pulg. × 7,375 pulg. × 18,50 pulg.
(368,3 × 187,3 × 470 mm)
Peso (con contactor, sin carrete) 28 libras (12,7 kg)
Clase de protección de la carcasa IP23S
Clase de protección de la carcasa
El código IP indica la clase de protección de la carcasa (por ejemplo, el grado de protección
contra la penetración de agua y objetos sólidos).
0558 012 084
- 11 -
© ESAB AB 2016
Page 12

3 DATOS TÉCNICOS
Los equipos de la clase IP 23S están diseñados para utilizarse tanto en interiores como al
aire libre; no obstante, no se deben operar bajo la lluvia.
0558 012 084
- 12 -
© ESAB AB 2016
Page 13

4 INSTALACIÓN
4 INSTALACIÓN
4.1 Recepción y manipulación
Antes de instalar este equipo, limpie todo el material de embalaje alrededor de la unidad y,
con cuidado, realice una inspección de los daños que podrían haber ocurrido durante el
envío. El comprador debe informar al transportador cualquier reclamo por pérdidas o daños
que hayan ocurrido durante el tránsito. El transportador debe proporcionar una copia del
conocimiento de embarque y de la factura del flete en caso de reclamo.
¡ADVERTENCIA!
Sujete el equipo, en especial, si el
suelo es desparejo o está
inclinado.
Si la unidad está inestable en posición vertical (A), como cuando el soplete o el carrete está
desconectado, o bien cuando hay un riesgo de que la unidad pueda ser tirada por el soplete
durante el funcionamiento, se debe asegurar la unidad. Por otra parte, se puede utilizar en
posición horizontal (B) si las condiciones lo permiten.
4.2 Selección de los rodillos impulsores y los tubos de guía
¡ADVERTENCIA!
Cuando el alimentador de hilo está conectado a la fuente de energía, el
conductor eléctrico de la fuente de alimentación está conectado a la pieza de
trabajo y se energiza la fuente de alimentación, si se cierra el gatillo del soplete
hará que el hilo de soldadura se caliente por medio de la electricidad y hará que
los rodillos impulsores giren. Mantenga los dedos alejados.
Los rodillos impulsores poseen dos ranuras. La unidad se encuentra lista para alimentar
hilos tubulares de 0,045 pulg., 0,052 pulg. o 1/16 pulg. (1,2 a 1,6 mm) de diámetro o hilos de
0,035 a 0,045 pulg. (0,9 - 1,2 mm) según el número de pieza solicitado.
Hay disponibles otros rodillos impulsores para alimentar otros tamaños de hilos duros,
suaves y tubulares. Consulte la tabla de selección de rodillo impulsor y de tubo guía más
abajo en el capítulo de PIEZAS DE DESGASTE.
Para sistemas de cuatro rodillos impulsores se necesitan dos rodillos impulsores inferiores.
0558 012 084
- 13 -
© ESAB AB 2016
Page 14

4 INSTALACIÓN
4.3 Instalación de rodillos impulsores y tubos guía
¡PRECAUCIÓN!
Apague la fuente de alimentación y el alimentador de hilo.
1. Libere la palanca de ensamble del rodillo impulsor (1) y levante el ensamble del rodillo
de presión (2).
2. Quite el tornillo moleteado (3) mientras sujeta el rodillo impulsor (4).
3. Verifique e instale los tubos de guía correctos.
4. Mantener o reemplazar el rodillo impulsor (4) con el tamaño deseado, la designación
está marcada en el lado del rodillo que mira hacia fuera.
5. Ponga el tornillo moleteado (3) de vuelta a su posición en el rodillo impulsor (4) y
apriételo.
6. Pase el hilo y sujete el ensamble del rodillo impulsor (2).
4.4 Cómo instalar el hilo de soldadura
¡PRECAUCIÓN!
Apague la fuente de alimentación y el alimentador de hilo.
0558 012 084
- 14 -
© ESAB AB 2016
Page 15

4 INSTALACIÓN
1. Retire el retenedor del carrete (1).
2. Coloque el carrete de hilo (2) en el cubo para girar hacia la izquierda a medida que el
hilo se desenrolla. El pasador del cubo debe encajar con el orificio del carrete de hilo.
3. Instale el retenedor del carrete (1) y apriételo manualmente.
4.5 Cómo enhebrar el hilo de soldadura
¡PRECAUCIÓN!
Antes de enhebrar el hilo, asegúrese de que se hayan quitado las rebabas y la
punta de cincel del extremo del hilo para evitar que el hilo se atasque en la guía
del soplete.
1. Apague la fuente de alimentación y el alimentador de hilo.
2. Libere la palanca de ensamble del rodillo impulsor y levántelo.
3. Compruebe que el rodillo impulsor, la posición de la ranura y las guías del hilo estén de
manera correcta.
4. Alimente el hilo desde el carrete a través de la guía de entrada a lo largo de la ranura del
rodillo impulsor y hacia el tubo guía de salida.
5. Baje el ensamble del rodillo impulsor y ajuste la presión del rodillo impulsor para
asegurarse de que no haya ningún deslizamiento del hilo, pero no tan apretado como
para crear un exceso de presión.
6. Encienda la fuente de alimentación y el alimentador de hilo.
7. Presione el interruptor de activación del soplete o active el interruptor de avance gradual
para alimentar el hilo a través del soplete.
0558 012 084
- 15 -
© ESAB AB 2016
Page 16

4 INSTALACIÓN
4.6 Cómo ajustar el arrastre del freno
¡PRECAUCIÓN!
Apague la fuente de alimentación y el alimentador de hilo.
La fricción del disco de freno debe proporcionar suficiente arrastre para evitar que el carrete
de hilo gire libremente luego de detener la alimentación.
El cubo de freno se ajusta cuando se entrega, si es necesario ajustarlo, siga las
instrucciones que se indican a continuación. Ajuste el cubo de freno de manera que el hilo
quede un tanto flojo cuando se detiene la alimentación.
1. Para retirar el retenedor del carrete (1) gírelo hacia la izquierda.
2. Para aumentar el par de torsión de frenado, utilice una llave de 1 1/16 pulg. (27 mm) y
gire la tuerca de ajuste del arrastre (2) hacia la derecha.
3. Para reducir el par de torsión de frenado, utilice una llave de 1 1/16 pulg. (27 mm) y gire
la tuerca de ajuste de arrastre (2) hacia la izquierda.
4.7 Conexión del soplete
¡PRECAUCIÓN!
Asegúrese de que el soplete elegido posee la capacidad adecuada para utilizar
la corriente de soldadura, además de tener el tamaño y el tipo de guía correcto,
como también la pieza de contacto y el tubo guía correctos.
0558 012 084
- 16 -
© ESAB AB 2016
Page 17
4 INSTALACIÓN
¡ADVERTENCIA!
Apague la fuente de alimentación de la soldadora y del alimentador de hilo antes
de realizar cualquier conexión entre el alimentador de hilo y la fuente de
alimentación de la soldadora.
El adaptador del soplete del MobileFeed se conecta directamente con el ensamble de
impulsión de hilo de la alimentadora, la alimentación y la fuente de gas de protección.
1. Debe alinear el conector del soplete con el adaptador del alimentador de hilo y presionar
firmemente.
2. Apriete manualmente el collar de bloqueo del Euroconector.
4.8 Conexiones de alimentación
¡PRECAUCIÓN!
Apague la fuente de alimentación y el alimentador de hilo.
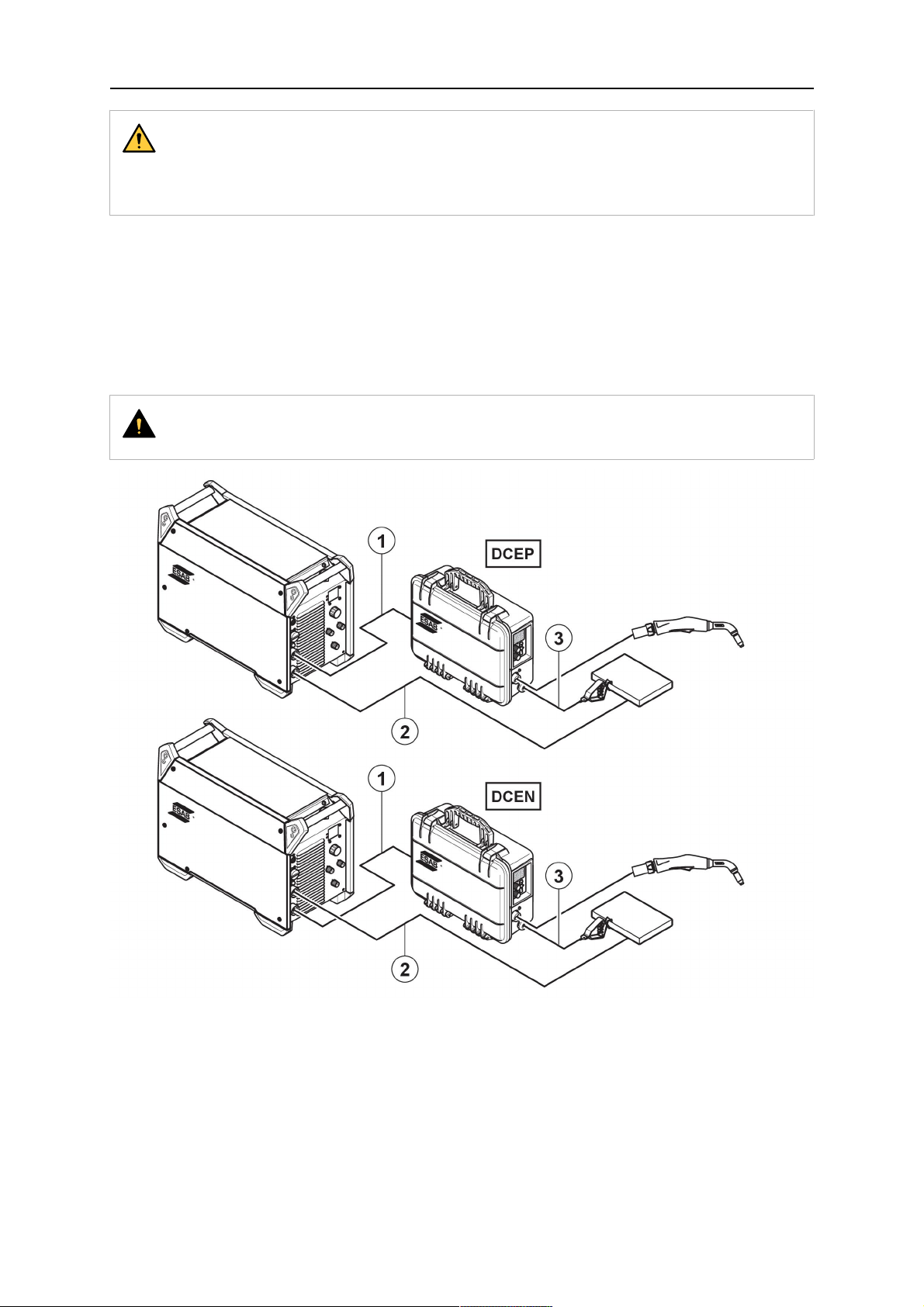
El MobileFeed 201 AVS puede utilizarse con polaridad de corriente directa de electrodo
positivo (DCEP) o con polaridad de corriente directa de electrodo negativo (DCEN) sin
modificaciones.
0558 012 084
- 17 -
© ESAB AB 2016
Page 18

4 INSTALACIÓN
1. Conecte el cable de soldadura (1) desde la fuente de alimentación a la conexión de la
oreja del cable de soldadura que se extiende desde la parte trasera del alimentador
MobileFeed 201 AVS.
a) Terminal positivo para hilos de soldadura con hilos tubulares o sólidos con gas de
protección.
b) Terminal negativo para la mayoría de los hilos tubulares autoprotegidos sin gas.
¡ADVERTENCIA!
Asegúrese de que los cables de soldadura están correctamente aislados
antes de aplicar energía a la fuente de alimentación. Los cables y las
piezas sin aislación pueden formar un arco al contacto con una
superficie a tierra. Este arco puede dañar los ojos o provocar un
incendio. El contacto con un conector de cable de soldadura sin aislar o
un conductor sin cubierta puede producir una descarga eléctrica, con un
posible daño mortal.
2. Conecte un segundo cable de soldadura (2) entre la conexión de salida de polaridad
opuesta de la fuente de alimentación y la pieza de trabajo.
3. Conecte la pinza del conductor eléctrico/cable captador (3) a la pieza de trabajo.
4. Si se utiliza hilo con gas de protección, conecte la manguera de entrada de gas a las
conexiones de entrada en la parte trasera del alimentador.
5. Asegúrese de que todas las mangueras y las conexiones de los cables estén apretadas.
6. Encienda la fuente de alimentación y cierre el contactor si la fuente de alimentación está
equipada con un interruptor de control de salida del contactor. Debe haber tensión de
circuito abierto para que funcione el alimentador de hilo.
7. Gire el interruptor de encendido del alimentador de hilo a la posición "ON" (Encendido).
8. Revise todas las conexiones de gas para detectar fugas.
¡ADVERTENCIA!
A menos que comience a soldar, no permita que el hilo de soldadura toque
las superficies de metal conectadas a tierra. El hilo de soldadura se calienta
por la electricidad cuando el contactor está cerrado. Mantenga los dedos
alejados de los rodillos impulsores; empezarán a girar cuando se presione el
gatillo del soplete.
9. Si se utilizan hilos protegidos con gas, ajuste el medidor de flujo de gas a la velocidad de
flujo deseada por medio del cierre del gatillo del soplete o cuando se activa el interruptor
de purga de gas.
10. Apague la fuente de alimentación y el alimentador de hilo cuando no estén en uso.
0558 012 084
- 18 -
© ESAB AB 2016
Page 19

5 FUNCIONAMIENTO
5 FUNCIONAMIENTO
5.1 Información general
Las regulaciones generales de seguridad para manejar el equipo se detallan en el
capítulo "SEGURIDAD" de este manual. ¡Léalo atentamente antes de comenzar a
utilizar el equipo!
¡ADVERTENCIA!
¡Descarga eléctrica! ¡No toque la pieza de trabajo ni el cabezal de soldadura
durante la operación!
¡NOTA!
Al mover el equipo, utilice el asa para transporte. Nunca empuje el equipo tirando
del soplete de soldar.
¡PRECAUCIÓN!
Antes de enhebrar el hilo, asegúrese de que se hayan quitado las rebabas y la
punta de cincel del extremo del hilo para evitar que el hilo se atasque en la guía
del soplete.
¡ADVERTENCIA!
Las piezas giratorias pueden ocasionar daños. Tenga
mucho cuidado.
¡ADVERTENCIA!
¡Riesgo de aplastamiento al reemplazar la bobina de hilo! No utilice guantes de
seguridad al insertar el hilo para soldadura entre los rodillos de alimentación.
¡ADVERTENCIA!
No haga funcionar el alimentador con la carcasa abierta.
0558 012 084
- 19 -
© ESAB AB 2016
Page 20

5 FUNCIONAMIENTO
5.2 Conexiones y dispositivos de control
1. Perilla para ajustar la
velocidad de
alimentación del hilo
2. Perilla para ajustar la
tensión
5. Pantalla de velocidad de
alimentación de
hilo/tensión
6. Interruptor de bloqueo
del gatillo
9. Conexión del gas de
protección
10. Conexión del cable de
soldadura
3. Conexión del soplete 7. Interruptor de encendido 11. Control de conexión de
4. Conductor eléctrico
(cable captador)
8. Conector del interruptor
de soplete (solo para las
tensión remota de la
fuente de alimentación
versiones TWECO/NAS)
Velocidad de alimentación de hilo (control de tensión del arco)
La velocidad de alimentación de hilo se controla mediante la perilla de velocidad de
alimentación de hilo en la parte frontal del alimentador de hilo.
Cuando el alimentador de hilo está conectado a una fuente de alimentación de tensión
constante (cv), la perilla de velocidad de alimentación de hilo controla la corriente para
soldar. Cuando se gira la perilla hacia la derecha aumenta la corriente de soldadura; cuando
se gira hacia la izquierda, disminuye.
Cuando el alimentador de hilo está conectado a una fuente de alimentación de corriente
constante (cc), la perilla de velocidad de alimentación de hilo controla la tensión de voltaje.
Cuando se gira la perilla hacia la derecha disminuye la tensión de arco; si se gira a la
izquierda, aumenta. La velocidad de alimentación de hilo para cualquier ajuste varía con la
tensión de arco. El aumento de tensión del arco produce un aumento en la velocidad de
alimentación de hilo.
0558 012 084
- 20 -
© ESAB AB 2016
Page 21

5 FUNCIONAMIENTO
Cuando el interruptor de CV/CC ubicado en el interior del MobileFeed, está configurado en
"CV", en la pantalla se mostrará la velocidad de alimentación de hilo "preestablecida". La
velocidad de hilo no variará con los cambios de la tensión de arco.
Cuando el interruptor de CV/CC está configurado en "CC", se mostrará en la pantalla la
velocidad de alimentación de hilo y la tensión. La velocidad de hilo mostrada es la velocidad
que se obtendrá a partir de la tensión mostrada. Cómo ajustar la perilla para que la tensión
afecte la velocidad de alimentación de hilo. Por ejemplo, si la pantalla muestra 300
pulgadas/minuto y 20 V, un ajuste de la tensión de 24 V dará como resultado un aumento de
aproximadamente 365 pulgadas/minuto. Un cambio en una tensión de arco de 4 V dará
como resultado un cambio en la velocidad de hilo de 65 pulgadas/minuto. Para una guía
paso a paso para la configuración de velocidad y tensión consulte la sección "Cómo
establecer un procedimiento de soldadura".
Tensión
En el modo CC, la perilla de ajuste de la tensión se utiliza para ajustar la tensión que, a su
vez, afecta a la velocidad de alimentación de hilo. Consulte la "velocidad de alimentación de
hilo" descrita anteriormente.
La perilla de ajuste de la tensión también se puede utilizar para ajustar la tensión de salida
de la fuente de alimentación cuando el MobileFeed se configura en CV con la opción de
control remoto de tensión y se utiliza una fuente de poder Warrior. Entonces se puede leer la
tensión de la fuente de alimentación en la pantalla del MobileFeed para conocer la velocidad
de alimentación de hilo y la tensión.
Pantalla de velocidad y tensión de la alimentación de hilo
La pantalla digital muestra la velocidad (pulgadas/minuto o metros/minuto) y la tensión de la
alimentación de hilo. También permite al soldador ajustar la velocidad de alimentación de
hilo y la tensión de la fuente de alimentación.
Interruptor de bloqueo del gatillo
La función de bloqueo del gatillo es una variación de la operación de 4 tiempos. Si se
enciende la función de bloqueo del gatillo, se puede liberar el gatillo del soplete una vez que
se establece el arco, la fuente de alimentación/alimentador seguirá soldando hasta que el
gatillo se presione y se suelte nuevamente, o que se pierda la señal establecida del arco por
medio de la ruptura manual del arco. El gatillo no se bloqueará a menos que el arco se
establezca antes de la activación.
Interruptor de encendido
El interruptor de encendido (0/I) en la parte delantera del alimentador de hilo inicia el
alimentador de hilo cuando el alimentador está conectado a la fuente de alimentación y a la
pieza de trabajo. La fuente de alimentación se debe activar con el contactor cerrado.
0558 012 084
- 21 -
© ESAB AB 2016
Page 22

5 FUNCIONAMIENTO
1. Fusible principal, 10 amp 3. Interruptor de purga (Purge)/avance
gradual (Jog)
2. Disyuntor de circuito, 5 amp 4. Interruptor CC/CV
Disyuntor de circuito, 5 amp
Este disyuntor de circuito reconfigurable de 5 amp, en series con armazón del motor,
protege el panel de control contra el daño si el motor se detiene.
Interruptor de purga (Purge)/avance gradual (Jog)
JOG (Avance gradual) se utiliza cuando se necesita alimentar hilo sin que se aplique tensión
de soldadura. Se alimenta hilo a la velocidad establecida durante todo el tiempo que el
interruptor permanezca pulsado.
PURGE (PURGA) se utiliza para medir el flujo de gas o para purgar el aire o la humedad de
las mangueras de gas antes de comenzar a soldar. El gas fluye siempre que se pulse el
interruptor. No hay necesidad de tensión de soldadura o comienzo de alimentación de hilo.
Si se enhebró el hilo a través del soplete y la pieza de contacto, simplemente active el botón
de avance gradual o corte el hilo, según sea necesario, para que de esa forma el hilo se
extienda cerca de 1/2 pulg. más desde el extremo de la boquilla del soplete.
Interruptor CC/CV
El interruptor CC/CV se utiliza para configurar el modo CC o CV. El modo CC se utiliza para
fuentes de alimentación de corriente constante. El modo CV se utiliza para fuentes de
alimentación de tensión constante. El modo seleccionado también afecta las funciones del
alimentador de hilo como se muestra a continuación:
0558 012 084
- 22 -
© ESAB AB 2016
Page 23

5 FUNCIONAMIENTO
Modo Pantalla Perilla para ajustar la velocidad de
alimentación del hilo
CC Velocidad de alimentación de hilo y
tensión de arco mostradas
CV Velocidad de alimentación de hilo
mostrada
Configuración de los interruptores DIP
Controla el aumento de tensión de arco
/ velocidad de alimentación de hilo con
tensión aumentada
Controla la corriente de soldadura
Los interruptores DIP se encuentran en el PCB con pantalla digital, dentro del MobileFeed.
¡NOTA!
Para localizar PCB con pantalla digital es necesario quitar la cubierta que
protege las piezas electrónicas del MobileFeed.
Compruebe la configuración de los interruptores DIP en el PCB con pantalla digital. Estos
interruptores se pueden configurar para que la pantalla muestre la velocidad de alimentación
de hilo en pulgadas/minuto o en metros/minuto.
El ajuste (1) para la pantalla está en pulgadas/minuto. El ajuste (2) para la pantalla está en
metros/minuto.
5.3 Procedimientos de funcionamiento
5.3.1 Precauciones de seguridad durante el funcionamiento
Cumpla con todos los requerimientos de ventilación, fuego y otros requerimientos de
seguridad en cuanto a soldadura al arco como se estableció en la sección
"PRECAUCIONES DE SEGURIDAD".
0558 012 084
- 23 -
© ESAB AB 2016
Page 24

5 FUNCIONAMIENTO
1. Debido a la energía radiante del arco de soldadura y la posibilidad de crear un arco
antes de que el casco cubra la cara, el operador debe utilizar gafas protectoras con filtro
bajo su casco. La placa de filtro del casco debe ser de sombra número 11 (no ferrosa) o
12 (ferrosa). Toda persona que mire al arco debe utilizar casco con placas de filtro y
también con gafas protectoras. El personal cercano debe utilizar gafas protectoras.
2. La energía radiante del arco puede descomponer vapores de los solventes clorados,
tales como el tricloroetano y percloretileno, para formar el fosgeno, incluso cuando estos
vapores están presentes en concentraciones bajas. NO suelde Donde existan solventes
clorados presentes en atmósferas en o alrededor del arco.
3. NO toque el electrodo, la pieza de contacto ni las piezas de metal cuando la
alimentación esté en ENCENDIDO: todas estas piezas se energizan eléctricamente
(CALIENTE) y pueden causar una descarga posiblemente mortal. NO permita que el
electrodo toque el metal conectado a tierra. Creará un destello de arco que puede
lastimar los ojos. También puede iniciar un incendio o causar otros daños.
4. Cuando se trabaja en un espacio reducido, asegúrese de que sea seguro para entrar.
Se debería hacer una prueba en el espacio reducido para medir el nivel de oxígeno
adecuado (al menos un 19 %) por medio de un instrumento medidor de oxígeno
aprobado. El espacio reducido no debe contener concentraciones tóxicas de humos o
gases. Si esto no se puede determinar, el operador debería utilizar un aparato de
respiración aprobado. Evite los escapes de gas en un espacio reducido, ya que pueden
reducir peligrosamente la concentración de aire respirable. NO lleve cilindros de gas a
los espacios reducidos. Cuando se sale de un espacio reducido, APAGUE el suministro
de gas en la fuente para evitar que se escape. Revise la atmósfera respirable en el
espacio reducido para asegurarse que es seguro volver a entrar.
5. Nunca haga funcionar el equipo con corrientes superiores a la capacidad nominal de
amperaje. Ocurrirá un sobrecalentamiento.
6. Nunca haga funcionar el equipo en una zona húmeda o mojada sin la aislación
adecuada para la protección contra descargas. Mantenga las manos, los pies y la ropa
secos en todo momento.
7. Cada vez que el equipo se deja solo, APAGUE toda la alimentación de control, los
interruptores de alimentación y la alimentación de gas. Abra el interruptor de la línea
principal.
8. Utilice ropa oscura para proteger la piel expuesta a las quemaduras, chispas del arco y
al metal caliente.
9. Apague la alimentación de soldadura antes de ajustar o sustituir los electrodos.
0558 012 084
¡ADVERTENCIA!
Cuando el interruptor está en la posición de ENCENDIDO y se pulsa el gatillo del
soplete, el hilo del electrodo se calienta por medio de la electricidad y se activan
los rodillos de alimentación de hilo. No toque el hilo ya que podría provocar una
descarga posiblemente mortal. A no ser que sea para soldar, no permita que el
hilo toque una superficie de metal conectada a tierra, ya que podría provocar un
destello de arco. Manténgase alejado de las guías y los engranajes de
conducción.
¡ADVERTENCIA!
Antes de soldar, es imprescindible que vista la indumentaria correcta de
protección (chaqueta para soldar y guantes) y la protección para los ojos (gafas y
casco soldar). El incumplimiento de esto puede ocasionar lesiones graves.
- 24 -
© ESAB AB 2016
Page 25

5 FUNCIONAMIENTO
¡PRECAUCIÓN!
No aleje el soplete del área de soldadura para terminar el arco. Suelte el
interruptor de gatillo para dejar de soldar antes de alejar el soplete.
¡ADVERTENCIA!
Si no apaga el gas de protección en un espacio reducido puede ocasionar la
acumulación de gases, lo que acabará con el oxígeno.
5.3.2 Como establecer un procedimiento de soldadura
Procedimiento de establecimiento rápido
1. Para una fuente de alimentación de tensión constante (CV); establezca la tensión de
arco deseada en la fuente de alimentación.
2. Para una fuente de alimentación de corriente continua (CC); establezca la corriente de
soldadura deseada en la fuente de alimentación.
3. En la unidad de MobileFeed: Establezca la velocidad de alimentación de hilo con la
perilla para la velocidad de alimentación de hilo y utilice como guía los valores
mostrados en la pantalla.
Un alimentador en modo CV mostrará la velocidad de alimentación de hilo durante la
soldadura.
Un alimentador en modo CC mostrará una velocidad de alimentación de hilo que varía
con los cambios en la tensión de arco. Cuando no se va a soldar, la pantalla mostrará
cual será la velocidad de alimentación de hilo en la tensión mostrada.
5.3.3 Tabla de datos de soldadura
Los valores de tensión (V) y corriente (A) que se muestran en las tablas que figuran a
continuación son la de tensión de arco y la corriente de soldadura. Los valores de corriente
(A) que se pueden derivar del alimentador de hilo pueden no ser mayores que los valores
nominales de la unidad.
Núcleo fundente E70T-1 & 2
Velocidad de alimentación de hilo
Diámetro
150 /
3,8
0,045
pulg.
0,052
pulg.
25 V
155 A
1/16 pulg. 27 V
190 A
Núcleo de metal
Diámetro
200 / 5,1 250 / 6,35 300 / 7,6 350 / 8,9 400 / 10,2 450 / 11,4 500 / 12,7
200 /
5,1
29 V
150 A
250 /
6,35
30 V
300 A
30 V
300 A
Velocidad de alimentación de hilo
(pulg./min) / (m/min)
300 /
7,6
350 /
8,9
29 V
210 A
33 V
365 A
33 V
410 A
(pulg./min) / (m/min)
400 /
10,2
30 V
250 A
450 /
11,4
500 /
12,7
33 V
290 A
600 /
15,2
34 V
330 A
0,045
pulg.
0558 012 084
28 V
250 A
29 V
260 A
- 25 -
30 V
270 A
32 V
300 A
32 V
350 A
© ESAB AB 2016
Page 26

5 FUNCIONAMIENTO
0,052
pulg.
1/16 pulg. 30 V
300 V
Hilo de acero sólido
Diámetro
200 /
5,1
0,035
pulg.
0,045
pulg.
1/16 pulg. 26 V
290 A
Aluminio Al / Si
Diámetro
200 / 5,1 250 / 6,35 300 / 7,6 350 / 8,9 400 / 10,2 450 / 11,4
29 V
275 A
30 V
350 A
250 /
6,35
27 V
340 A
29 V
300 A
30 V
325 A
32 V
400 A
Velocidad de alimentación de hilo
(pulg./min) / (m/min)
300 /
7,6
25 V
260 A
350 /
8,9
26 V
280 A
400 /
10,2
25 V
180 A
27 V
300 A
450 /
11,4
25 V
200 A
28 V
320 A
30 V
400 A
Velocidad de alimentación de hilo
(pulg./min) / (m/min)
500 /
12,7
26 V
215 A
30 V
340 A
550 /
14,0
27 V
230 A
600 /
15,2
28 V
245 A
3/64 25 V 110 A 25 V 140 A 26 V 150 V 26 V 190 A 27 V 205 A 27 V 220 A
1/16 26 V 200 V 23 V 260 A 30 V 300 A 32 V 350 A
Aluminio Al / Mg
Velocidad de alimentación de hilo
Diámetro
(pulg./min) / (m/min)
150 / 3,8 200 / 5,1 250 / 6,35 300 / 7,6 350 / 8,9 400 / 10,2
3/64 pulg. 22 V 100 A 23 V 150 A 23 V 175 V 24 V 190 A 25 V 205 A 25 V 220 A
1/16 pulg. 23 V 200 A 25 V 250 A 27 V 280 A 27 V 290 A 28 V 340 A
5.3.4 MobileFeed 201 con fuentes de alimentación CC
1. Seleccione la tensión de soldadura/tensión de arco necesaria para el tipo de hilo y el
diámetro que se va a soldar, consulte la sección "Tabla de datos de soldadura" en este
capítulo.
2. Ajuste la tensión de la fuente de alimentación con la perilla de ajuste ubicada en el panel
frontal de la fuente de alimentación.
3. Ajuste la tensión de arco, valor tomado de la tabla de datos de soldadura, con la perilla
de ajuste de la tensión del alimentador de hilo.
4. Ajuste la velocidad de alimentación de hilo, valor tomado de la tabla de datos de
soldadura, con la perilla de ajuste de la velocidad de alimentación del hilo en el
alimentador de hilo.
5. Golpee un arco y ajuste a la velocidad de hilo deseada con la perilla de velocidad de
alimentación de hilo.
0558 012 084
- 26 -
© ESAB AB 2016
Page 27

5 FUNCIONAMIENTO
5.3.5 MobileFeed 201 con fuentes de alimentación CV
1. Seleccione la tensión de arco/tensión de soldadura necesaria para el tipo de hilo y el
diámetro que se va a soldar, consulte la sección "Tabla de datos de soldadura" en este
capítulo.
2. Ajuste la tensión de la fuente de alimentación con la perilla de ajuste de la tensión de la
fuente de alimentación o utilice el control remoto opcional de tensión ubicado en el
alimentador de hilo.
3. Lea la velocidad de alimentación de hilo en la parte principal de la columna de la "Tabla
de datos de soldadura" para el tipo de hilo seleccionado, diámetro y tensión de
voltaje/tensión de soldadura.
4. Utilice la "Tabla de datos de soldadura" para determinar la posición de la perilla de ajuste
de velocidad de alimentación de hilo ubicada en el alimentador hilo.
5. Golpee un arco y ajuste la longitud de arco deseada con la perilla de velocidad de
alimentación de hilo.
¡NOTA!
NO SE RECOMIENDA utilizar el ajuste de interruptor de CV cuando se utiliza
una fuente de alimentación de CC. Si existe una velocidad de alimentación de
hilo extrema, dificultará el ajuste de una condición estable para soldar. La
estabilidad del arco depende mucho de mantener constante una distancia de
"punta al trabajo" (TTW, por sus siglas en inglés) que es casi imposible de
controlar cuando se suelda manualmente. La configuración de CV solo se
recomienda para utilizarla con fuentes de alimentación de CV.
Las tensiones típicas de soldadura 5000 Aluminum están entre 21 y 25 voltios lo
que limita la velocidad de alimentación de hilo de MobileFeed especialmente si
se intenta soldar con aleación 5356 de 035 pulg. de diámetro. Soldar con hilos
de diámetros mayores de 3/64 pulg. o menores a 22 voltios de arco podría
causar problemas con la alimentación de hilo limitada y la incapacidad de lograr
una buena condición de soldadura.
¡NOTA!
En muchas fuentes de alimentación de CV la tensión de arco de soldadura es
menor a la establecida "tensión de circuito abierto" (OCV) del panel frontal de la
fuente de alimentación. Por lo tanto, pueden añadirse 3 o 6 voltios adicionales al
ajuste del panel frontal de la fuente de alimentación para alcanzar la tensión de
arco requerida o la que se muestra en las tablas.
5.3.6 Apagado
1. Suelte el interruptor de activación del soplete para romper el arco.
2. Cuando se deje el equipo solo, siempre apague y desconecte toda alimentación y
apague la fuente de protección gaseosa en la fuente.
0558 012 084
- 27 -
© ESAB AB 2016
Page 28

6 MANTENIMIENTO
6 MANTENIMIENTO
¡ADVERTENCIA!
Asegúrese de que el circuito ramal o el interruptor de desconexión principal se
encuentren APAGADOS o de que los fusibles del circuito de alimentación
eléctrica se hayan retirado del suministro principal de la fuente de alimentación
antes de inspeccionar o trabajar en el interior del alimentador de hilo. Llevar el
interruptor de alimentación de la maquina de soldar a la posición de APAGADO
no quita la totalidad de la energía que se encuentra dentro del equipo.
¡ADVERTENCIA!
La inspección, solución de problemas y reparación del equipo se deben realizar
por un individuo competente que tenga experiencia general mínima en el
mantenimiento y reparación de equipos electrónicos semiconductores. El
mantenimiento y reparación no se deben ser realizar por ninguna persona que
no posea dichas aptitudes.
6.1 Inspección y mantenimiento
Mantenga el equipo limpio en condiciones de funcionamiento seguras y limpias, sin aceite,
grasa, líquido y partículas metálicas que pueden causar cortocircuitos.
Revise regularmente las válvulas del cilindro, reguladores, mangueras y conexiones de gas
para detectar fugas por medio de una solución jabonosa.
Revise si existe algún elemento de ensamble suelto incluyendo las conexiones eléctricas.
Las conexiones de alimentación sueltas se sobrecalientan durante la soldadura.
Reemplace de inmediato todos los cables de alimentación y conectores desgastados o
dañados. Revise que la aislación no este agrietada o deshilachada, particularmente en las
zonas donde los conductores ingresan al equipo.
El hilo del electrodo y todas las piezas metálicas que lo toquen se energizarán
eléctricamente mientras se suelda. Inspeccione estas piezas periódicamente para ver que
no haya defectos de aislación y otros peligros eléctricos.
¡ADVERTENCIA!
Si no se reemplazan un cable o piezas sin aislar, un arco producto de un cable o
piezas descubiertas al contacto con una superficie a tierra puede dañar los ojos
que estén sin protección o provocar un incendio. El contacto del cuerpo con un
conector o cable descubierto, como así también con un conductor sin cubierta
puede producir una descarga eléctrica, con un posible daño fatal.
Mantenga los cables de alimentación secos, sin grasa ni aceite y protegidos en todo
momento contra daños causador por metal caliente y chispas.
Limpie las partículas metálicas y de suciedad de la ranura del rodillo impulsor
semanalmente; reemplace el rodillo si está muy desgastado.
6.2 Alimentador de hilo
Cuando se alimenta hilo blando, los rodillos impulsores pueden atrapar metal desde la
superficie del hilo. La acumulación presente en los rodillos puede marcar el hilo con fricción
resultante no deseada y alimentación incorrecta.
Inspeccione periódicamente los rodillos y límpielos con un cepillo de alambre fino. Evite las
asperezas, o la extracción de la dureza de las superficies de la ranura en los rodillos
0558 012 084
- 28 -
© ESAB AB 2016
Page 29

6 MANTENIMIENTO
acanalados. Cualquier aspereza puede marcar el hilo, al igual que cuando se retira la
acumulación.
6.3 Sustitución de la válvula del solenoide
Si no hay flujo de gas a través del alimentador de hilo, se puede obstruir la válvula solenoide
para gas o eléctricamente no funciona bien y se debe cambiar. Al efectuar el cambio de la
válvula solenoide para gas, la entrada (con la palabra IN) debe mirar hacia la parte trasera
de la unidad.
6.4 Solución de problemas
Si el equipo de soldadura no funciona correctamente, inspeccione lo siguiente:
1. Con todos los controles de alimentación encendidos y con otros controles de
funcionamiento en los ajustes requeridos, revise visualmente todos los cables de
alimentación y conexiones para ver si existe sobrecalentamiento o chispas.
¡ADVERTENCIA!
Para evitar una descarga eléctrica, no toque el cable del electrodo ni las
piezas que están en contacto con él, ni los hilos o conexiones que no estén
aislados.
2. Compruebe que todos los conductos, conexiones, medidores y reguladores de gas en
busca de posibles fuentes de fugas, averías o fallos intermitentes.
3. Aísle los problemas hacia una parte de la instalación de soldadura: fuente de
alimentación principal, fuente de alimentación, alimentador de hilo o el tren de la guía de
hilo (carcasa, rodillos impulsores, camisas y pieza de contacto). Si esta inspección
indica un problema en el alimentador de hilo, consulte el diagrama de cableado.
¡ADVERTENCIA!
Muchas situaciones de resolución de problemas necesitan que la alimentación
permanezca conectada y que los terminales de alimentación del equipo tengan
tensión. Tenga un cuidado extremo al trabajar con equipos "vivos". Evite el
contacto con los componentes eléctricos, excepto cuando se realizan pruebas
con un instrumento adecuado.
¡PRECAUCIÓN!
No realizar ninguna reparación del equipo si no está completamente calificado,
tal como se describe en la sección de mantenimiento.
0558 012 084
- 29 -
© ESAB AB 2016
Page 30

7 PEDIDO DE PIEZAS DE REPUESTO
7 PEDIDO DE PIEZAS DE REPUESTO
¡PRECAUCIÓN!
Las reparaciones y los trabajos eléctricos deben ser realizados por un técnico del
servicio autorizado de ESAB. Utilice solo piezas usadas y repuestos originales
de ESAB.
El equipo MobileFeed 201 AVS está diseñado y probado de acuerdo con los estándares
internacionales IEC/EN60974-5 y IEC/EN60974-10, los estándares canadienses
CAN/CSA-E60974-5 y los estándares estadounidenses ANSI/IEC 60974-5. Al finalizar el
trabajo de servicio de mantenimiento o reparación, es responsabilidad de las personas que
realizan el trabajo garantizar que el producto sigue cumpliendo con los requisitos de los
estándares anteriores.
Los repuestos se pueden solicitar a través del distribuidor de ESAB más cercano. Consulte
la contratapa de este documento. Al realizar el pedido, detalle el tipo de producto, número
de serie, designación y número de repuesto de acuerdo con la lista de repuestos. Esto
facilita el envío y garantiza la correcta entrega.
0558 012 084
- 30 -
© ESAB AB 2016
Page 31

DIAGRAMA DE CABLEADO
DIAGRAMA DE CABLEADO
0558 012 084
- 31 -
© ESAB AB 2016
Page 32

PIEZAS DE DESGASTE DE LOS PRODUCTOS CSA
PIEZAS DE DESGASTE DE LOS PRODUCTOS CSA
V-groove
Wire diameter
inch (mm)
+Roll
Qty 2 (29)
Outlet Guide Tube, Euro
Qty 1
Center Guide
Qty 1 (26)
Inlet Guide
Qty 1 (27)
.030 (0,8) 21155 0558 001 077 0558 001 757 0558 001 758
.035 (0,9) 21156 0558 001 078 0558 001 757 0558 001 758
.045 (1,2) 21156 0558 001 078 0558 001 757 0558 001 758
.052 (1,4) 21157 0558 001 079 0558 001 757 0558 001 758
.062 (1,6) 21157 0558 001 079 0558 001 757 0558 001 758
V-groove X2
Wire diameter
inch (mm)
+Roll
Qty 2 (29)
Outlet Guide Tube, Euro
Qty 1
Center Guide
Qty 1 (26)
Inlet Guide
Qty 1 (27)
.045 (1,2) 0369 557 010 0558 001 078 0558 001 757 0558 001 758
K-Cored
Wire diameter
inch (mm)
+Roll
Qty 1 (29)
Outlet Guide Tube, Euro
Qty 1
Center Guide
Qty 1 (26)
Inlet Guide
Qty 1 (27)
.030 (0,8) 21160 0558 001 077 0558 001 757 0558 001 758
.035 (0,9) 21160 0558 001 078 0558 001 757 0558 001 758
.045 (1,2) 21161 0558 001 079 0558 001 757 0558 001 758
.052 (1,4) 21161 0558 001 079 0558 001 757 0558 001 758
1/16 (1,6) 21161 0558 001 079 0558 001 757 0558 001 758
5/64 (2) 21162 0558 001 079 0558 001 757 0558 001 758
U-Soft
Wire diameter
inch (mm)
+Roll
Qty 1 (29)
Outlet Guide Tube, Euro
Qty 1
Center Guide
Qty 1 (26)
Inlet Guide
Qty 1 (27)
3/64 (1,2) 21159 0558 001 898 0558 001 895 0558 001 758
1/16 (1,6) 21159 0558 001 898 0558 001 895 0558 001 758
+ Use flat, plain pressure roll(s),
PN23612368, supplied with wire feeder.
Numbers in paranthesis (X) in column
headings in tables above, denote item
numbers in illustration below.
0558 012 084
- 32 -
© ESAB AB 2016
Page 33

PIEZAS DE DESGASTE DE LOS PRODUCTOS CSA
Various parts
Item Qty Ordering no. Denomination
1 1 0558 001 743 Feed plate
1A 1 0558 001 744 Safety guard
2 1 Screw, Thumb, M6×12
3 1 0558 001 745 Pressure arm
4 1 0558 001 746 Bogie
5 2 2361 2368 Pressure roll
6 2 2361 2477 Axle pressure roll
7 1 0558 001 747 Locating pin
8 2 2361 2474 Nut, Pressure roll axle
9 1 2361 2472 Circlip
10 1 34609 Retaining screw pressure arm
11 1 0558 001 748 Spring bogie auto lift
12 1 0558 001 749 Spring to pressure arm auto lift
13 2 0558 003 538 Spacer tube, small
14 2 0558 003 539 Spacer tube, big
15 1 0558 001 752 Spacer tube pressure arm auto lift
16 1 0558 001 753 Spacer tube bogie
17 1 0558 001 754 Axle pressure arm
18 1 0558 001 755 Allen screw
19 2 0459 441 880 Gear adaptor feed roll
20 2 0558 003 540 Axle gear adaptor feed roll
21 3 34608 Washer, retaining screw
22 3 Knurled screw
23 1 2361 2460 Pressure device w/Scale
24 5 piezas
2361 2470 Locating pin, 2.5 × 12 pressure device
por
paquete
25 1 2361 2462 Screw (center) guide
28 1 0558 003 542 Main gear drive
0558 012 084
- 33 -
© ESAB AB 2016
Page 34

PIEZAS DE DESGASTE DE LOS PRODUCTOS CSA
0558 012 084
- 34 -
© ESAB AB 2016
Page 35

NÚMEROS DE PEDIDO
NÚMEROS DE PEDIDO
Cada alimentador de hilo MobileFeed incluye una válvula solenoide para gas y rodillos
impulsores de doble ranura.
Ordering Number Denomination Notas
0558 101 910 MobileFeed 201 AVS w/meter CSA
0558 101 911 MobileFeed 201 AVS w/meter-REM V CSA
0558 102 194 MobileFeed 201 AVS w/meter TWECO CSA
Technical documentation is available on the Internet at: www.esab.com.
0558 012 084
- 35 -
© ESAB AB 2016
Page 36

ACCESORIOS
ACCESORIOS
Each MobileFeed wire feeder has 3 remote control cable lengths that can be used with
ESAB Warrior series power sources. Requires remote option in feeder.
0558 102 197 Cable Remote MF201/301 25 ft
0558 102 198 Cable Remote MF201/301 50 ft
0558 102 199 Cable Remote MF201/301 100 ft
13735631 OKC50 Connectors, OKC female connector,
1/0 - 4/0 cable
13792513 OKC50 Connectors, OKC male connector,
1/0 - 4/0 cable
81F25 LC40 cable connector set (male/female),
1/0-3/0
81F26 LC40 male cable connector, 1/0 - 3/0
81F27 LC40 female cable connector, 1/0 - 3/0
19043 Gas meter (measures gas flow at the gun)
0558 012 084
- 36 -
© ESAB AB 2016
Page 37

ACCESORIOS
0558 012 084
- 37 -
© ESAB AB 2016
Page 38

ESAB Welding & Cutting Products, Florence, SC Welding Equipment
COMMUNICATION GUIDE - CUSTOMER SERVICES
A CUSTOMER SERVICE QUESTIONS:
Telephone: (800) 372-2123, (800) 426-1888
Hours: 8.00 AM to 7:00 PM EST
Fax: (800) 634-7548, (800) 535-0557
Order Entry Product Availability Pricing Order Information Returns
B ENGINEERING SERVICE:
Telephone: (834) 664-4416
Hours: 7.30 AM to 5:00 PM EST
Fax: (800) 446-5693
Warranty Returns Authorized Repair Stations Welding Equipment Troubleshooting
C TECHNICAL SERVICE:
Telephone: (800) 372-2123, (800) 426-1888
Hours: 8.00 AM to 5:00 PM EST
Fax: (800) 664-4452, (800) 221-4401
Part Numbers Technical Applications Specifications Equipment Recommendations
D LITERATURE REQUESTS:
Telephone: (843) 664-5562
Hours: 7.30 AM to 4:00 PM EST
Fax: (843) 664-5548
E WELDING EQUIPMENT REPAIRS:
Telephone: (843) 664-4487
Hours: 7.30 AM to 3:30 PM EST
Fax: (843) 664-5557
Repair Estimates Repair Status
F WELDING EQUIPMENT TRAINING:
Telephone: (843) 664-4428
Hours: 7.30 AM to 4:00 PM EST
Fax: (843) 679-5864
Training School Information and Registrations
G WELDING PROCESS ASSISTANCE:
Telephone: (800) ESAB-123
Hours: 7.30 AM to 4:00 PM EST
Fax:
H TECHNICAL ASST. CONSUMABLES:
Telephone: (800) 933-7070
Hours: 7.30 AM to 5:00 PM EST
Fax:
IF YOU DO NOT KNOW WHOM TO CALL
Telephone: (800) ESAB-123
Fax: (843) 664-4452
Hours: 7:30 AM to 5:00 PM EST
or
visit us on the web at http://www.esabna.com
The ESAB web site offers:
Comprehensive Product Information
Material Safety Data Sheets
Warranty Registration
Instruction Literature Download Library
Distributor Locator
Global Company Information
Press Releases
Customer Feedback & Support
ESAB Welding & Cutting Products
PO BOX 100545, Florence SC 29501-0545
© ESAB AB 2016
 Loading...
Loading...