


109
IT
Miggytrac 2000
Istruzioni per l’uso
Valid for serial no. 739--xxx--xxxx0449 310 001 2009--03--11

ESAB AB, Welding Automation, SE--695 81 Laxå Svezia, dichiara sotto la propria responsabilità che
la saldatrice automatica Miggytrac 2000 con numero di serie a partire da 739 è conforme alla norma
IEC/EN 60292 e IEC/EN 60204--1 come previsto dalla direttiva (98/37/CEE) ed alla norma EN 50199
come previsto dalla direttiva (89/336/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -----------------------------------Laxå 2004--04--16
Henry Selenius
Managing Director
ESAB AB, Welding Automation
SE--695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411721
DICHIARAZIONE DI CONFORMITA
-- 2 --

1 SICUREZZA 4.......................................................
2 INTRODUZIONE 6...................................................
2.1 Generalità 6................................................................
2.2 Apparecchiatura 7...........................................................
2.3 Dati tecnici 7...............................................................
3 INSTALLAZTIONE 8..................................................
3.1 Generalità 8................................................................
3.2 Altri collegamenti 9..........................................................
4USO 19..............................................................
4.1 Generalità 19................................................................
4.2 Pannello frontale 20..........................................................
5 MANUTENZIONE 21...................................................
5.1 Generalità 21................................................................
5.2 Giornalmente 21.............................................................
5.3 Se necessario 21.............................................................
6 ACCESSORIES 21....................................................
6.1 Alternativa di collegamento 1: ESAB 21.........................................
6.2 Alternativa di collegamento 2: Universal 21......................................
7 ORDINAZIONE RICAMBI 21............................................
DIMENSIONI 22..........................................................
SCHEMA A BLOCCHI 23.................................................
ELENCO RICAMBI 25....................................................
Ci riserviamo il diritto di variare le specifiche senza preavviso.
TOCi
-- 3 --

IT
1 SICUREZZA
L’utilizzatore di un impianto per saldatura ESAB è responsabile delle misure di sicurezza per il personale che opera con il sistema o nelle vicinanze dello stesso. Le misure di sicurezza devono soddisfare le norme previste per questo tipo di impianto per saldatura. Queste indicazioni sono da considerarsi un complemento alle norme di sicurezza vigenti sul posto di lavoro.
Il sistema di saldatura automatica deve essere manovrato secondo quanto indicato nelle istruzioni
e solo da personale adeguatamente addestrato. Una manovra erronea, causata da un intervento
sbagliato, oppure l’attivazione di una sequenza di funzioni non desiderata, può provocare anomalie
che possono causare danni all’operatore o all’impianto.
1. Tutto il personale che opera con saldatrici automatiche deve conoscere:
S l’uso e il funzionamento dell’apparecchiatura
S la posizione dell’arresto di emergenza
S il suo funzionamento
S le vigenti disposizioni di sicurezza
S l’attività di saldatura
2. L’operatore deve accertarsi:
S che nessun estraneo si trovi all’interno dell’area di lavoro dell’impianto per saldatura prima
che questo venga messo in funzione
S che nessuno si trovi esposto al momento di far scoccare l’arco luminoso
3. La stazione di lavoro deve essere:
S adeguata alla funzione
S senza correnti d’aria
4. Abbigliamento protettivo
S Usare sempre l’abbigliamento di sicurezza previsto, per es. occhiali di protezione, abiti non
infiammabili, guanti protettivi.
S Non usare abiti troppo ampi o accessori quali cinture, bracciali o anelli che possano impi-
gliarsi o provocare ustioni.
5. Alltro
S Controllare che i previsti cavi di ritorno siano correttamente collegati.
S Ogni intervento sui componenti elettrici deve essere effettuato solo da personale specia-
lizzato.
S Le attrezzature antincendio devono essere facilmente accessibili in luogo adeguatamente
segnalato.
S Non eseguire mai lubrificazioni e interventi di manutenzione sull’impianto per saldatura
quando è in esercizio.
fhb2SafeI
-- 4 --

IT
ATTENZIONE
I LAVORI EFFETTUATI CON LA SALDATURA AD ARCO E LA FIAMMA OSSIDRICA SONO PERICOLOSI. PROCEDERE CON CAUTELA. SEGUIRE LE DISPOSIZIONI DI SICUREZZA BASATE SUI
CONSIGLI DEL FABBRICANTE.
CHOCK ELETTRICO -- Può essere mortale
S Installare e mettere a terra l’elettrosaldatrice secondo le norme.
S Non toccare particolari sotto carico o gli elettrodi a mani nude o con attrezzatura di protezione
bagnata.
S Isolarsi dalla terra e dal pezzo in lavorazione.
S Assicurarsi che la posizione di lavoro assunta sia sicura.
FUMO E GAS -- Possono essere dannosi
S Tenere il volto lontano dai fumi di saldatura.
S Ventilare l’ambiente e allontanare i fumi dall’ambiente di lavoro.
IL RAGGIO LUMINOSO -- Puo causare ustioni e danni agli occhi
S Proteggere gli occhi e il corpo. Usare un elmo protettivo per saldatura adeguato e abiti di prote-
zione.
S Proteggere l’ambiente circostante con paraventi o schermature adeguate.
PERICOLO D’INCENDIO
S Le scintille della saldatrice possono causare incendi. Allontanare tutti gli oggetti infiammabili dal
luogo di saldatura.
RUMORE -- Un rumore eccessivo può comportare lesioni dell’udito
S Proteggere l’udito. Utilizzare cuffie acustiche oppure altre protezioni specifiche.
S Informare colleghi e visitatori di questo rischio.
IN CASO DI GUASTO -- Contattare il personale specializzato.
LEGGERE ATTENTAMENTE LE ISTRUZIONI PRIMA DELL’INSTALLAZIONE E DELL’USO.
PROTEGGETE VOI STESSI E GLI ALTRI!
fhb2SafeI
-- 5 --

IT
2 INTRODUZIONE
2.1 Generalità
Miggytrac 2000 è un carrello di saldatura concepito per la saldatura orizzontale in
MIG/MAG di lamiere e travir.
Il carrello è azionato da un motore elettrico ed è predisposto per il collegamento alla
presa del telecomando sull’unità di alimentazione ESAB tipo MEK 4 (23 poli contatto
Burndy).
Tramite il collegamento di un set di cavi nell’unità di alimentazione si ottiene sia
l’alimentazione della tensione ( 42VAC) che la funzione di acceso/spento dell’arco per
la regolazione della tensione e della corrente provveduta dal medesimo cavo e
collegamento.
Le quattro ruote motrici assieme ad un potente magnete elettrico incorporato sul
telaio assicurano un esercizio uniforme e stabile. Il magnete mantiene il carrello nella
posizione corretta sulla lamiera anche se la saldatura è effettuata su lamiere curve
oppure se si usa un fascio di flessibili lungo.
Il carrello segue il giunto di saldatura tramite due rulli di guida (uno su ogni estremità
del carrello) posizionati in maniera che il carrello avanzi obliquamente rispetto alla
lamiera oppure alla trave da saldare. Il magnete elettrico, può essere disinserito
tramite un volantino situato sul carrello, in caso che quest’ultimo necessiti di essere
pulito oppure essere trasportato senza saldatura. L’inserimento avviene con il
medesimo volantino.
Miggytrac 2000 è provvisto di una elettronica di comando digitale per la
programmazione della velocità di saldatura espressa in cm/minuto. Per la saldatura
ad intermittenza si può programmare, in cm, la lunghezza dei cordoni e la distanza
traloro(1--99cm).
Per ottimizzare l’effettività, la distanza tra i cordoni di saldatura avviene con la
velocità di trasporto (250 cm/min). Nel caso si utilizzi un’unità d’alimentazione, senza
la funzione di riempimento del cratere, si può programmare allora una così detta
funzione di riempimento all’indietro. Questa comporta, che il carrello va in
retromarcia per una quantità selezionata di mm, per riempire il cratere che si è
formato alla fine del cordone di saldatura.
fhb2d1ia
-- 6 --

IT
2.2 Apparecchiatura
1. Interruttore, Avvio/Arresto
2. Regolazione,
angolazione torcia
3. Slitta verticale
4. Supporto per torcia
5. Leva per disinserire il m agnete
6. Ruota di guida
7. Braccio
8. Ruota del magnete
9. Ruote motrici
10. Slitta orizzontale
11. Collegamento elettrico
12. Elettronica
13. Telecomando, Volt/Amp.
2.3 Dati tecnici
Miggytrac 2000
Tensione alimentata: 36 -- 46 VAC
Potenza: 40 W ( max )
Velocità di saldatura: 15 -- 150 cm/min
Velocità rapida: 250 cm/min
Lunghezza del cordone per una saldatura ad intermittenza:
Tempo per il riempimento del cratere: 0--9,9s
Backfill: 0--9,9cm
Dimensione (Lunghezza x Larghezza x Altezza): 33 x 26 x 36 cm
Peso: 9,5 kg
Regolazione slitte: +/-- 17 mm
Parametri comandati con telecomando: Volt e ampere (alimentazione del filo)
Dati massimi, telecomando: 10 kohm, 0,1 W
Corrente massima, tramite relè di avvio: 0,5 A
Tipo di collegamento: Burndy, 12 poli
Classe di protezione: IP23
Classe di protezione
Il codice IP corrisponde alla classe di protezione, cioè il grado di protezione contro l’infiltrazione di
particelle metalliche e acqua. Un impianto contrassegnato IP 23 è designato sia per uso interno che
per uso esterno.
1--99cm
fhb2d1ia
-- 7 --

IT
3 INSTALLAZTIONE
3.1 Generalità
La connessio n e a rete deve essere eseguita da personale adeguatamente addestrato.
MIGGYTRAC 2000 può essere collegato all’unità di alimentazione del filo MEK 4,
MEK 4SP, MEK 4C, MEK 44C, MED 44A, MEH 30, MEH 44, MED 302, MED 304,
MED 44B oppure MEK 2. Se la saldatura deve essere effettuata ad una lunga
distanza dall’unità di alimentazione si può collegare una unità intermediaria di
alimentazione (MEK 25).
Per effettuare la necessaria taratura di queste unità, a pagina 9.
MIGGYTRAC 2000 può essere azionato anche da altri generatori di corrente tramite
un gruppo trasformatore, a pagina 19.
Per il collegamento della MEK 4/ MEK 4S al MIGGYTRAC 2000, a pagina 22.
fhb2i1ia
-- 8 --

IT
3.2 Altri collegamenti
MEK 4 / MEK 4SP ! MIGGYTRAC 2000
Accessori: Cavi A, B, F, G e anche morsettiera di collegamento E {.
S Smontare lo sportello, |.
S Svitare il contatto a manicotto, }.
S Tagliare i cavi E1 e E2, ~.
S Collegare questi due cavi alla morsettiera di collegamento E ed anche i cavi F e
G, .
S Collegare i cavi A e B tra la morsettiera di collegamento G1 e G2 e il contatto a
manicotto, spina A e B, .
S Collegare i cavi F e G al contatto a manicotto, spina F e G, .
S Avvitare il contatto a manicotto, }.
S Rimontare lo sportello, |.
fhb2i1ia
-- 9 --

IT
MEK 4C ! MIGGYTRAC 2000
Accessori: cavi A, B, F, G e anche morsettiera di collegamento E, ⎯{.
S Smontare lo sportello, |.
S Svitare il contatto a manicotto, }.
S Tagliare i cavi E1 e E2, ~.
S Collegare questi due cavi alla morsettiera di collegamento E ed anche i cavi F e
G, .
S Collegare i cavi A e B tra la morsettiera di collegamento J1 e J2 e il contatto a
manicotto, spina A e B, .
S Collegare i cavi F e G al contatto a manicotto, spina F e G, .
S Avvitare il contatto a manicotto, }.
S Rimontare lo sportello, |.
fhb2i1ia
-- 1 0 --

IT
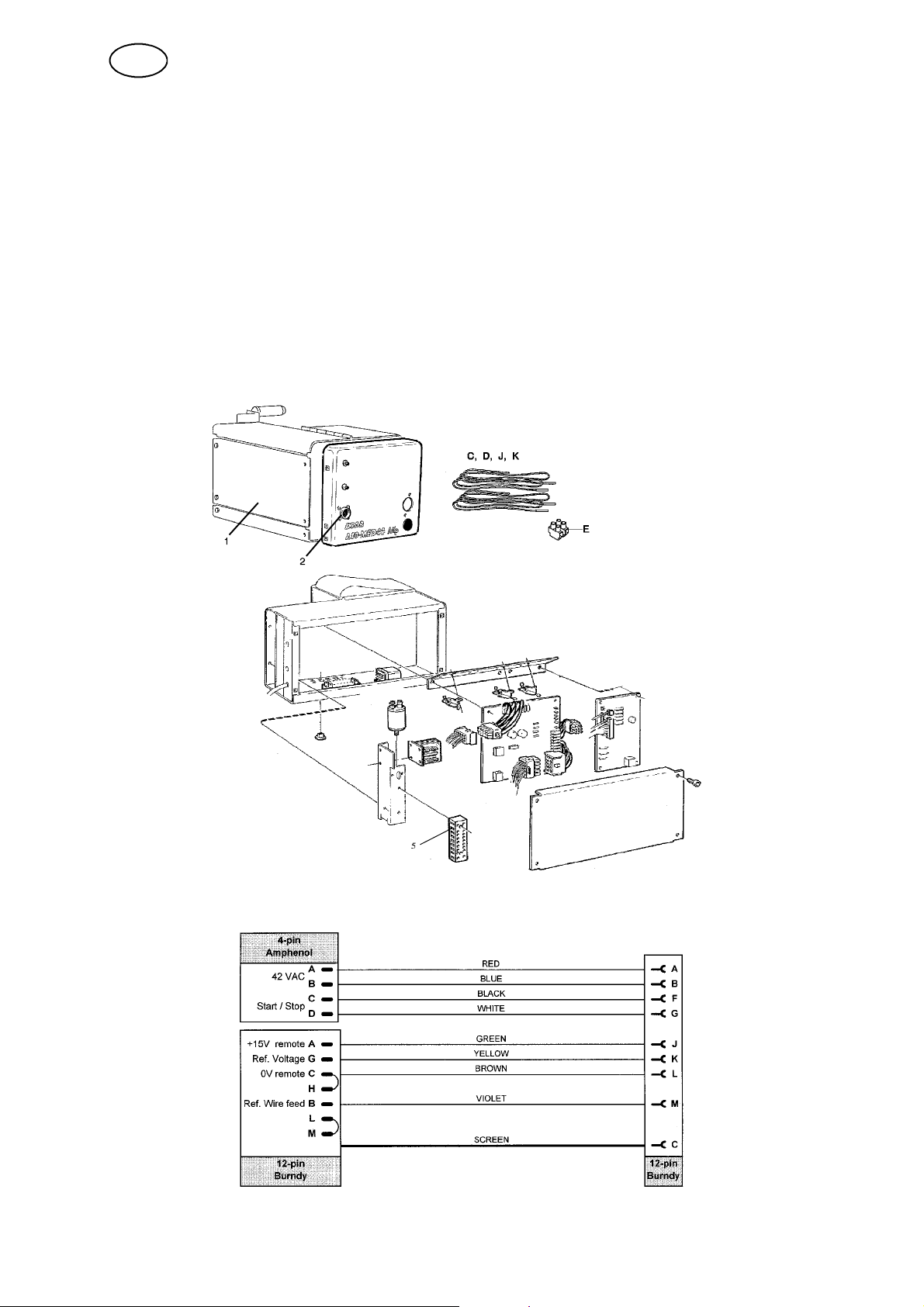
MEK 44C ! MIGGYTRAC 2000
Accessori: cavi C, D, J, K e anche morsettiera di collegamento E.
S Smontare lo sportello (1).
S Svitare il contatto a manicotto (2), 23--poli.
S Collegare il cavo J e K tra la scheda AP01 (3), morsettiera di collegamento J1 e
J2 ed il contatto a manicotto (2), spina A e B.
S Tagliare i cavi E1 e E2.
S Collegare questi due cavi alla morsettiera di collegamento E ed anche i cavi C e
D.
S Collegare i cavi C e D al contatto a manicotto, spina F e G.
S Avvitare il contatto a manicotto (2).
S Rimontare lo sportello (1).
fhb2i1ia
-- 1 1 --
IT
MED 44A ! MIGGYTRAC 2000
Accessori: cavi C, D, J, K e anche morsettiera di collegamento E.
S Smontare lo sportello (1).
S Svitare il contatto a manicotto (2), 23--poli.
S Collegare il cavo C tra la morsettiera di collegamento M7 (5), la vite numero 10,
ed il contatto a manicotto (2), spina A.
S Collegare il cavo D tra la morsettiera di collegamento M7 (5), la vite numero 11,
ed il contatto a manicotto (2), spina B.
S Tagliare i cavi 093 e 094.
S Collegare questi due cavi alla morsettiera di collegamento E ed anche i cavi J e K.
S Collegare i cavi J e K al contatto a manicotto (2), spina F e G.
S Avvitare il contatto a manicotto (2).
S Rimontare lo sportello (1).
Schema MEK 4, MEK 4SP, MEK 4C, MEK 44C, MED 44A ! MIGGYTRAC 2000
fhb2i1ia
-- 1 2 --
IT
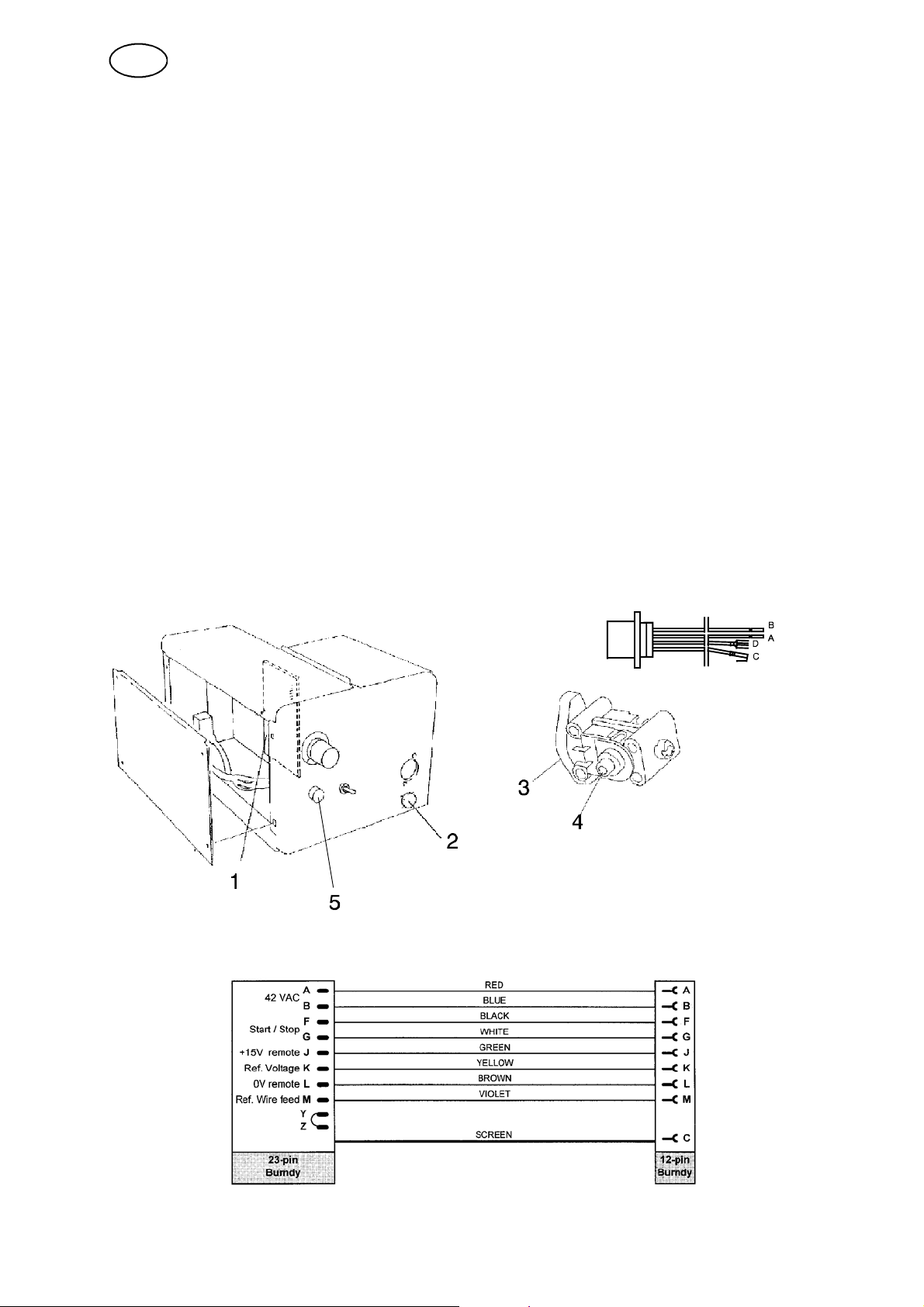
MEH 30 / MEH 44 ! MIGGYTRAC 2000
Il set di cavi 0443 341 880 è provvisto di un contatto a manicotto 4--poli, “amphenol“
il quale viene montato sull’apposito for o (2). Usando un contatto separato per il MIGGYTRAC 2000 rimane sempre la possibilità di usare il telecomando.
S Smontare il pannello laterale.
S Svitare il contatto a manicotto (2).
S Collegare il cavo A (600 mm) tra la morsettiera di collegamento B (1) numero 1
sulla scheda, in parallelo con il cavo rosa ed il contatto a m anicotto (2) spina A.
S Collegare il cavo B (600 mm) tra la morsettiera di collegamento B (1) numero 2
sulla scheda, in parallelo con il cavo grigio ed il contatto a manicotto (2) spina B.
S Collegare il cavo C (160 mm) tra la spina piatta di collegamento sulla piastra di
collegamento in parallelo con il cavo 011 (4) ed il contatto a manicotto (2) spina C.
Coprire il cavo 110 mm con il flessibile elcotermico.
S Collegare il cavo D (160 mm) tra la spina piatta di collegamento sulla piastra di
collegamento in parallelo con il cavo 012 (3) ed il contatto a manicotto (2) spina D.
Coprire il cavo 110 mm con il flessibile elcotermico.
S Avvitare il contatto a manicotto (2).
S Rimontare il pannello laterale.
S Collegare il burndy 12--poli alla spina a manicotto (5).
Schema MEH 30, MEH 44 ! MIGGYTRAC 2000
fhb2i1ia
-- 1 3 --

IT
MED 302 / MED 304 ! MIGGYTRAC 2000
Il set di cavi 0443 341 880 è provvisto di un contatto a manicotto 4--poli, “amphenol“
il quale viene montato sull’apposito for o (2). Usando un contatto separato per il MIGGYTRAC 2000 rimane sempre la possibilità di usare il telecomando.
S Smontare il pannello laterale.
S Togliere il tappo cieco, (2).
S Collegare il cavo A tra la morsettiera di collegamento M7 (1) numero 1 sulla
scheda ed il contatto a manicotto (2) spina A.
S Collegare il cavo B tra la morsettiera di collegamento M7 (1) numero 2 sulla
scheda ed il contatto a manicotto (2) spina B.
S Collegare il cavo C tra la spina piatta di collegamento sulla piastra di
collegamento in parallelo con il cavo 047 (4) ed il contatto a manicotto (2) spina
C.
S Collegare il cavo D tra la spina piatta di collegamento sulla piastra di
collegamento in parallelo con il cavo 045 (3) ed il contatto a manicotto (2) spina
D.
S Rimontare il pannello laterale.
fhb2i1ia
-- 1 4 --

IT
MED 44B ! MIGGYTRAC 2000
Il set di cavi 0443 341 880 è provvisto di un contatto a manicotto 4--poli, “amphenol“
il quale viene montato sull’apposito for o (2). Usando un contatto separato per il MIGGYTRAC 2000 rimane sempre la possibilità di usare il telecomando.
S Smontare il pannello laterale.
S Togliere il tappo cieco, (2).
S Collegare il cavo tra la morsettiera di collegamento M7 (5) numero 10 sulla ed il
contatto a manicotto (2) spina A.
S Collegare il cavo tra la morsettiera di collegamento M7 (5) numero 11 sulla ed il
contatto a manicotto (2) spina B.
S Collegare il cavo tra la spina piatta di collegamento sulla piastra di collegamento
in parallelo con il cavo 066 (4) ed il contatto a manicotto (2) spina C.
S Collegare il cavo tra la spina piatta di collegamento sulla piastra di collegamento
in parallelo con il cavo 062 (3) ed il contatto a manicotto (2) spina D.
S Rimontare il pannello laterale.
fhb2i1ia
-- 1 5 --

IT
MEK 2 ! MIGGYTRAC 2000
Il set di cavi 0443 341 880 è provvisto di un contatto a manicotto 4--poli, “amphenol“
il quale viene montato sull’apposito for o (2). Usando un contatto separato per il MIGGYTRAC 2000 rimane sempre la possibilità di usare il telecomando.
S Aprire il coperchio, (6).
S Smontare lo sportello, |.
S Togliere il tappo cieco, (7).
S Tagliare i cavi E1 e E2, ~.
S Collegare questi due cavi alla morsettiera di collegamento
E ed anche i cavi C e D, ed al contatto a manicotto C e D,
.
S Collegare i cavi A e B tra la morsettiera di collegamento H01 e
H02 e il contatto a manicotto, spina A e B, .
S Avvitare il contatto a manicotto, (7)
S Rimontare lo sportello, |.
S Chiudere il coperchio, ( 6).
fhb2i1ia
-- 1 6 --

IT
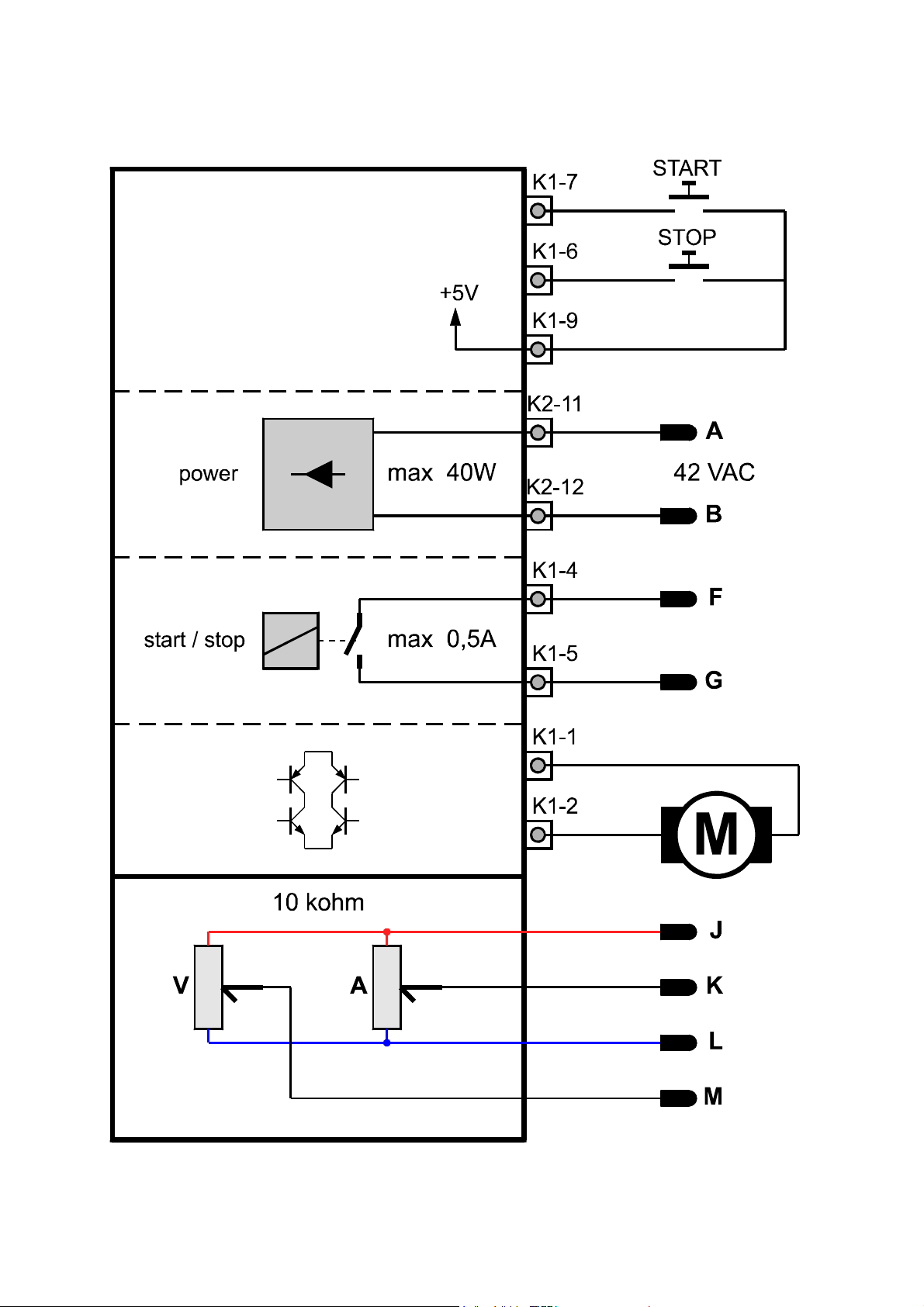
Schema MED 302, MED 304, MED 33B, MEK 2 ! MIGGYTRAC 2000
fhb2i1ia
-- 1 7 --

IT
Unità intermediaria di alimentazione MEK 25
Predisporre MEK 25 secondo come segue:
Accessori: Cavi C, D, J e K {.
S Aprire l’unità di alimentazione, |.
S Svitare il contatto a manicotto.
S Collegare i cavi J e K alla morsettiera di collegamento già esistente sui cavi 024
e 025 inoltre il contatto a m anicotto.
S Collegare i cavi C e D tra il contatto a manicotto e l’esistente morsettiera di
collegamento, |.
Per il collegamento della MEK 25 al MIGGYTRAC 2000, a pagina 22.
fhb2i1ia
-- 1 8 --
IT
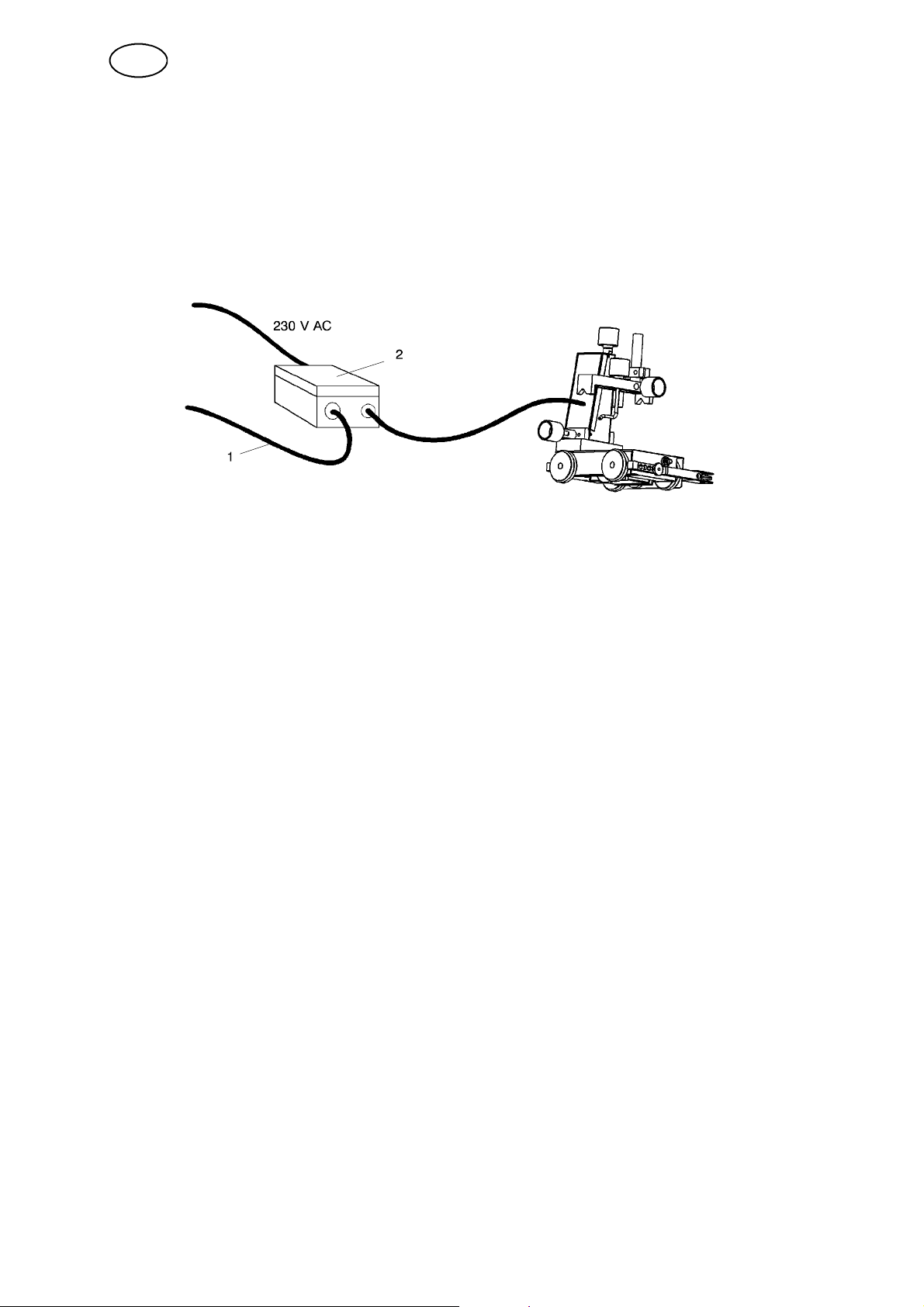
Universale
Per l’uso di MIGGYTRAC 2000 tramite altri generatori di corrente usare il gruppo
trasformatore e il cavo di comando secondo Accessori, a pagina 22.
1 Cavo di comando Universale
2 Gruppo trasformatore
fhb2i1ia
-- 1 9 --

IT
4USO
4.1 Generalità
Avvertimento:
Hai letto e capito le inform a zioni di sicurezza?
Non devi far funzionare l’impianto senza prima aver letto e
capito le informazioni di sicurezza!
Le norme generali di sicurezza per utilizzare questo impianto sono descritte a
pagina 4, leggerle attent amente prima dell’uso dell’impianto.
S Posizionare il Miggytrac 2000 vicino al giunto da saldare.
S Regolare la distanza dal giunto da saldare ed il senso della saldatura tramite le
ruote di guida, le quali durante l’esercizio devono premere leggermente contro la
flangia e di conseguenza guidare il carrello.
Quando il magnete è attivato aumenta la frizione tra la ruota di guida e la
lamiera, diminuendo quindi il rischio di slittamento. Il magnete viene attivato
tramite l’interruttore di avvio della saldatura.
S Accendere l’arco con l’interru ttore e iniziare la saldatura nel senso desiderato.
Una lampada a spia indica che la tensione è inserita. Sia la velocità del carrello
che così pure la tensione dell’arco e la corrente di saldatura (velocità
dell’alimentazione del filo) viene regolata dal pannello di comando.
fhb2o1ia
-- 2 0 --

IT
4.2 Pannello frontale
V
1 Velocità di salda-
tura:
2 Selezionatore di
menu:
3 Lunghezza del
cordone:
4 Distanza tra i cor-
doni:
5 Tempo di riempi--
mento del cratere:
6 Backfill: Programmazione della lunghezza della retromarcia del carrello per il
7 Saldatura ad inter-
mittenza:
8 Direzione: Selezionatore della direzione di movimento del carrello. La selezione de-
9 Saldatura: Selezionatore per Avvio/arresto del generatore di corrente collegato.
10 Potenziometro del-
la tensione:
11 Potenziometro
dell’alimentazione
del filo:
Programmazione della velocità di saldatura in cm/minuto. Ad una velocità
maggiore di 100 cm/min. lampeggia una virgola dopo l’ultima cifra.
Sfogliare tra i menu per la programmazione dalla saldatura ad inter--mittenza, pausa del riempimento del cratere e riempimento all’indietro.
Programmazione della lunghezza del cordone in cm per saldatura ad intermittenza.
Programmazione della distanza in cm tra i cordoni per saldatura ad inter-mittenza.
Programmazione del tempo durante il quale il carrello rimane fermo per il
riempimento del cratere. Può essere usato anche per il tempo di pausa/
raffreddamento prima che il carrello effettui un riempimento all’indietro.
riempimento del cratere alla fine del cordone.
Commutatore per la selezione della saldatura ad intermittenza. Il diodo
luminoso verde indica la saldatura continua.
ve essere effettuata prima dell’avvio.
Potenziometro per il telecomando della tensione di saldatura.
Potenziometro per il telecomando della velocità di alimentazione del filo
(corrente di saldatura).
fhb2o1ia
-- 2 1 --

IT
5 MANUTENZIONE
5.1 Generalità
NOTA!
Tutti gli impegni di garanzia assunti dal fornitore cessano di valere se il cliente
stesso, durante il periodo di garanzia, interviene nell’impianto per riparare eventuali
avarie.
5.2 Giornalmente
S Controllare che i cavi e che i collegamenti non siano avariati.
S Pulire il magnete che si trova sotto il carrello.
S Pulire le ruote di guida.
5.3 Se necessario
S Sostituire gli anelli di tenuta OR.(4 pezzi) sulle ruote motrici.
S Lubrificare le ruote di guida con dell’olio fluido.
6 ACCESSORIES
6.1 Alternativa di collegamento 1: ESAB
Cavo di comando per l’unità di alimentazione ESAB tipo
MEK (23 poli)
Set di cavi per MEK4 0457 462--880
6.2 Alternativa di collegamento 2: Universal
Trasformatore 230/36 VAC 0457 467--880
Cavo di comando universale (senza spina per il collegamento di
altri generatori di corrente)
0457 360--880
0457 360--881
7 ORDINAZIONE RICAMBI
Le parti di ricambio vengono ordinate dal più vicino r appresentante ESAB, vedere
sull’ultima pagina di questo manuale. All’ordinazione indicare tipo di macchina e numero di serie, descrizione e numero del ricambio secondo la lista delle parti di ricambio a pagina 26.
Ciò semplifica l’espletamento dell’ordine e assicura fornitur e corr ette.
fhb2m1ia
-- 2 2 --

Dimensioni
fhb2dim
-- 2 3 --
Schemaablocchi
fhb2block
-- 2 4 --

sida
-- 2 5 --

Elenco ricambi
Edition 2009--03--11
Miggytrac2000
-- 2 6 --

Item
Qty Ordering no. Denomina tion Notes
no.
0449 901 017 Magnet unit, compl.
1 0449 901 051 Magnet housing
2 0449 901 052 Magnet
3 0449 901 053 Spring with ball
4 0449 901 054 Wheel
5 0449 901 055 Lever
6 0449 901 056 Console
7 0449 901 057 Spring suspension
8 0449 901 058 Wheel sleeve
9 0449 901 059 Magnet wheel
f449901s
-- 2 7 --

Item
Qty Ordering no. Denomina tion Notes
no.
1 0449 901 001 Drive shaft
2 0449 901 002 Chain
3 0457 357 090 O--ring
4 0457 357 080 Driving gear
5 0449 901 005 Chain box
6 0449 901 006 Slide screw
7 0449 901 007 Front slide bracket
8 0449 901 008 Slide nut
9 0449 901 009 Guide
10 0449 901 010 Chassis
11 0449 901 011 Rear slide bracket
12 0449 901 012 Arm
13 0449 901 013 Support wheel
14 0449 901 014 Screen
15 0449 901 015 Motor with gear
16 0449 901 016 Nut, side cover
17 0449 901 017 Magnet unit, compl.
18 0449 901 018 Side cover
fhb2vagn
-- 2 8 --
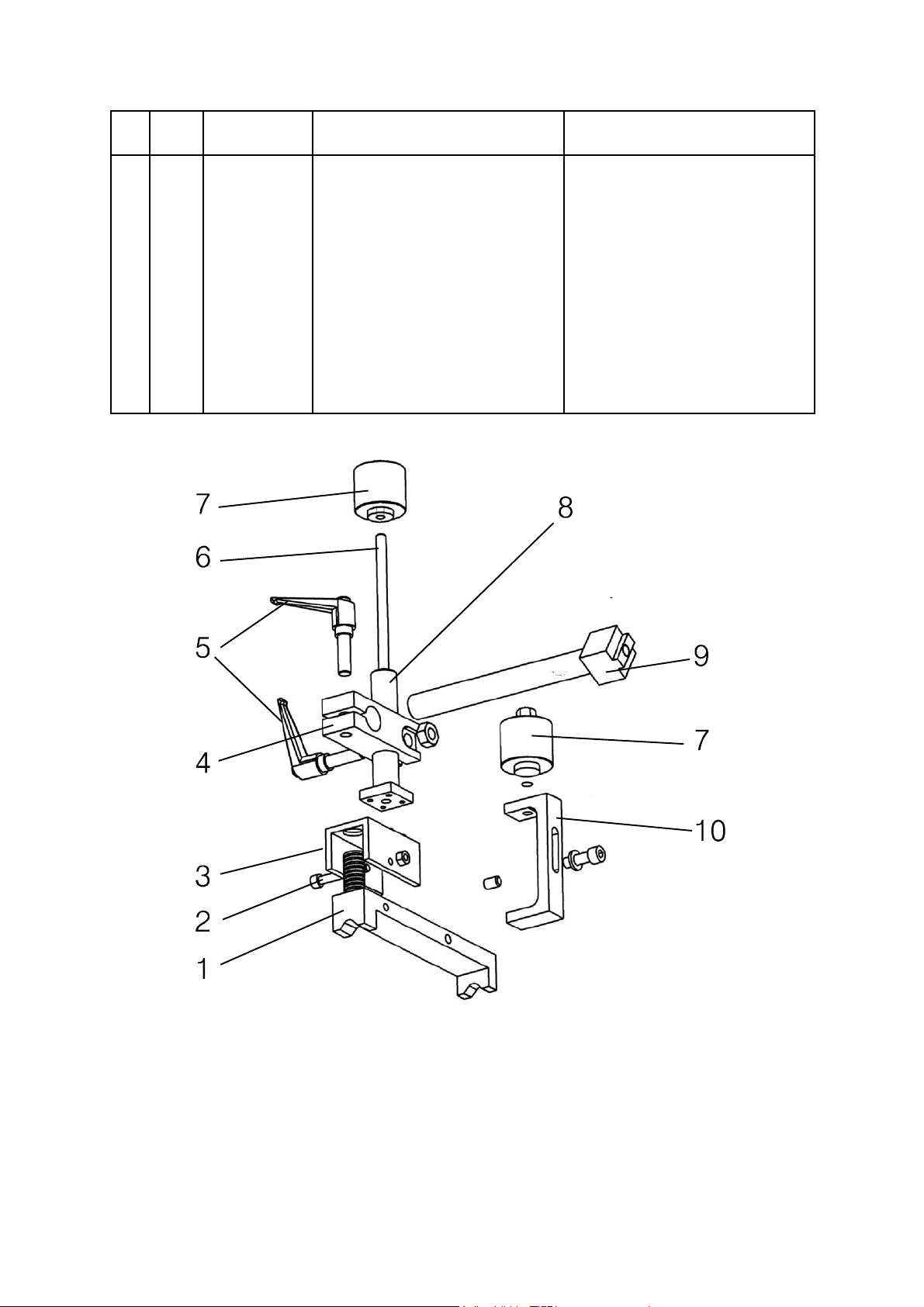
Item
Qty Ordering no. Denomination Notes
no.
0449 901--020 Torch holder, complete
1 0449 901--021 Gun bracket
2 0449 901--022 Spring
3 0449 901--023 Spring bracket
4 0449 901--024 Intermediate bracket
5 0417 855--009 Lever
6 0449--901--026 Vertical screw
7 0417 855--001 Aluminium wheel
8 0449 901--028 Vertical sleeve
9 0449 901--029 Bar
10 0449 901--030 Gun yoke
fhb2torchbracket
-- 2 9 --
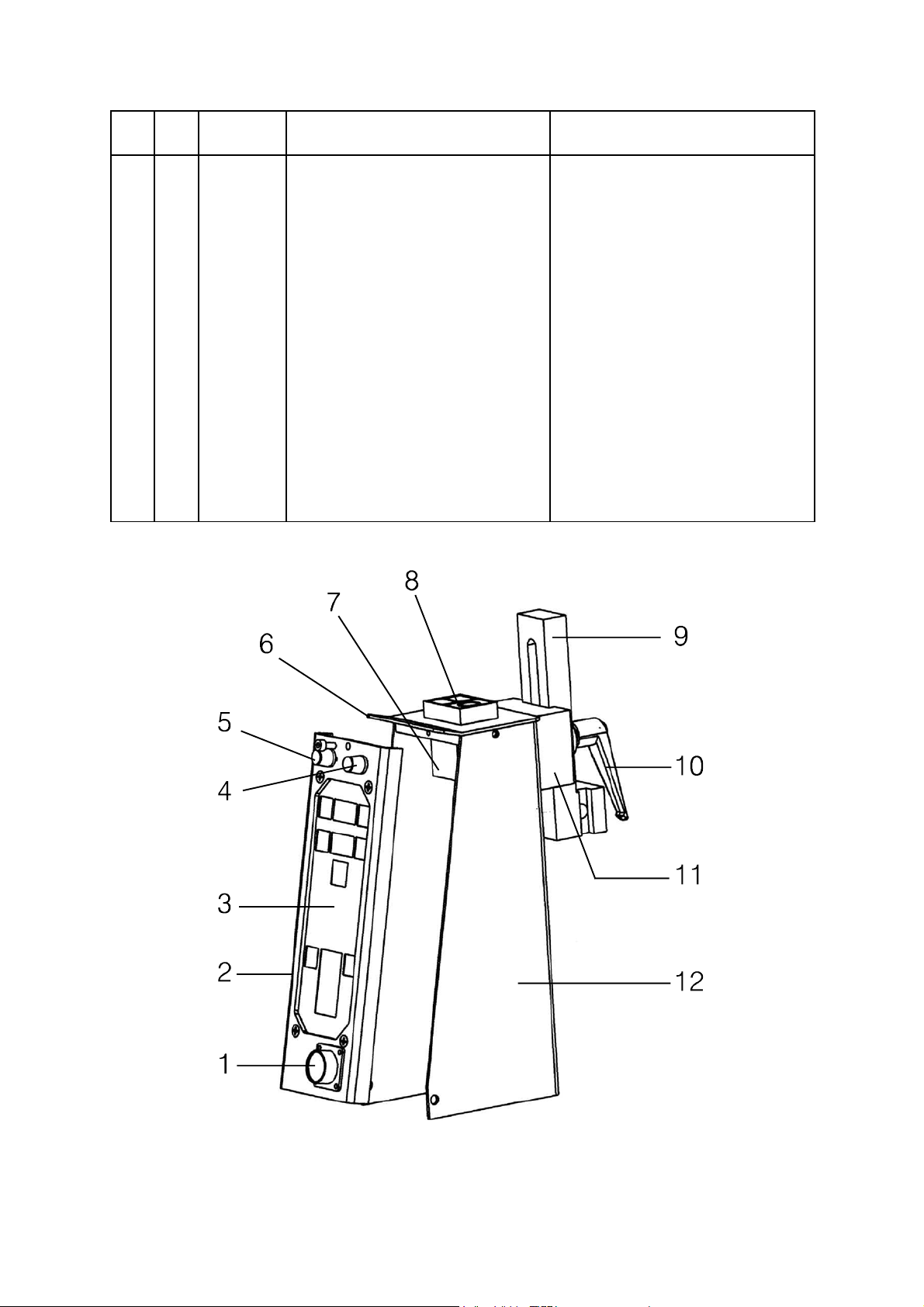
Item
Qty Ordering no. Denomina tion Notes
no.
1 0398 145 908 Chassis plug, 12--pin
2 0449 901 032 Front frame
3 0417 855 012 Digital control
3a 0417 855 043 Front label
3b 0417 855 044 PC board
3c 0417 855 045 Power board
4 0449 901 034 Label
5a 0457 468 032 Button
5b 0457 368 043 Potentiometer (1 kohm)
6 0449 901 036 Top cover
7 0398 145 913 Switch
8 0398 145 912 Top cover switch
9 0449 901 039 Vertical slide
10 0417 855 009 Lever
11 0449 901 041 Slide bracket
12 0449 901 042 To we r
fhb2torn
-- 3 0 --
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB international AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE-- 695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
081016
 Loading...
Loading...