

MEK 4SP
112101103105107109111102021110025108024042106023061104022041100020040060001
Bruksanvisning
Brugsanvisning
Bruksanvisning
Käyttöohjeet
Instruction manual
Betriebsanweisung
Manuel d’instructions
Gebruiksaanwijzing
Instrucciones de uso
Istruzioni per l’uso
Manual de instruções
ПдзгЯет чсЮуещт
Instrukcja obs³ugi
Valid for serial no. 912--xxx--xxxx0456 816 001 020924

SVENSKA 3.............................................
DANSK 12......................................................
NORSK 21......................................................
SUOMI 31......................................................
ENGLISH 40....................................................
DEUTSCH 49...................................................
FRANÇAIS 58..................................................
NEDERLANDS 67.........................................
ESPAÑOL 76....................................................
ITALIANO 85...................................................
PORTUGUÊS 95................................................
ЕЛЛЗНЙКБ 104...................................................
POLSKI 114.................................................
Rätt till ändring av specifikationer utan avisering förbehålles.
Ret til ændring af specifikationer uden varsel forbeholdes.
Rett til å endre spesifikasjoner uten varsel forbeholdes.
Oikeudet muutoksiin pidätetään.
Rights reserved to alter specifications without notice.
Änderungen vorbehalten.
Sous réserve de modifications sans avis préalable.
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
Reservado el derecho de cambiar las especificaciones sin previo aviso.
Ci riserviamo il diritto di variare le specifiche senza preavviso.
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
ДйбфзсеЯфбй фп дйкбЯщмб фспрпрпЯзузт рспдйбгсбцюн ЧщсЯт рспейдпрпЯзуз.
Zastrzegamy sobie prawo do wprowadzenia zmian.
-- 2 --

NORSK
1DIREKTIV 22.........................................................
2 SIKKERHET 22.......................................................
3 INNLEDNING 23......................................................
3.1 Beskrivelse av synergilinjer 23.................................................
4 TEKNISKE DATA 23...................................................
5 INSTALLASJON 23...................................................
5.1 Tilkopling 24.................................................................
6 DRIFT 25.............................................................
6.1 Sveisestart 26...............................................................
6.2 Pulsing på 26................................................................
6.3 Pulsing av 27................................................................
6.4 Manuell posisjon 28..........................................................
6.5 Lagring av arbeidspunkt 28....................................................
6.6 Programposisjon 28..........................................................
7 VEDLIKEHOLD 29....................................................
8 BESTILLING AV RESERVEDELER 30...................................
SKJEMA 124.............................................................
RESERVEDELSLISTE 125.................................................
TILBEHØR 132...........................................................
TOCn
-- 2 1 --

NO
1DIREKTIV
ESAB Welding Equipment AB, S--695 81 Laxå, Sverige, forsikrer på eget ansvar, at elektrodefremøringsenhed MEK 4SP fra serienummer 701 er i overensstemmelse med standard EN 60974--1 i følge
vilkårene i direktiv (73/23/EF) med tillægg (93/68/EF) og standard EN 50199 i følge vilkårene i direktiv (89/336/EF) med tillegg (93/68/EF).
FORSIKRING OM OVERENSSTEMMELSE
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Laxå 1998--02--10
Paul Karlsson
Managing Director
ESAB Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 12336
2 SIKKERHET
ADVARSEL
BUESVEISING OG BRENNING KAN MEDFØRE FARE FOR SKADE PÅ DEG SELV OG ANDRE.
VÆR DERFOR FORSIKTIG UNDER SVEISING. FØLG SIKKERHETSFORSKRIFTENE FRA ARBEIDSGIVEREN, SOM SKAL VÆRE BASERT PÅ PRODUSENTENS ADVARSLER.
ELEKTRISK STØT -- Kan være dødelig
S Sveiseutstyret må installeres og jordes i henhold til aktuelle standarder.
S Berør ikke strømførende deler eller elektroder med bare hender eller med vått verneutstyr.
S Isoler deg selv fra jord og fra arbeidsstykket.
S Sørg for at din arbeidsstilling er sikker.
RØYK OG GASS -- Kan være helsefarlig
S Hold ansiktet borte fra sveiserøyken.
S Ventiler og sørg for avsug av sveiserøyk og --gass fra ditt eget og andres arbeidsområde.
LYSSTRÅLER -- Kan skade øynene og brenne huden
S Beskytt øynene og kroppen. Bruk egnet sveisehjelm med filterinnsats, og bruk verneklær.
S Beskytt omkringstående personer med egnede verneskjermer eller forheng.
BRANNFARE
S Gnister kan føre til brann. Påse derfor at det ikke finnes brennbare gjenstander
inærheten av sveiseplassen.
STØY -- Overdreven støy kan skade hørselen
S Beskytt ørene. Bruk øreklokker eller annen form for hørselvern.
S Advar de som oppholder seg i nærheten om faren.
VED FEIL -- Ta kontakt med fagmann.
bm23n
LES OG FORSTÅ BRUKSANVISNINGEN FØR UTSTYRET INSTALLERES OG BRUKES
TA VARE PÅ DIN EGEN OG ANDRES SIKKERHET!
-- 2 2 --
NO
3 INNLEDNING
MEK 4SP (Synergic Pulse) er et kapslet trådmateverk med 4--hjulsdrift. Inne i
mateverket er det plass til en elektrodebobine med en diameter på 300 mm.
Mateverket har et innebygd vristykke, slik at det enkelt kan vris fast oppå
strømkilden.
MEK 4SP har mange funksjoner som sveiseren vil få stor nytte av. Det er f.eks. mulig
å lagre innstillingene til 3 forskjellige arbeidsstykker, som deretter kan hentes frem
ved behov. Du finner opplysninger om dette og mye mer på denne og de
etterfølgende sidene.
ESABs tilbehør for trådmateenhetene finner du på side 132.
3.1 Beskrivelse av synergilinjer
Enhver kombinasjon av trådtype, tråddiameter og gassblanding krever et unikt
forhold mellom trådmatingshastighet og spenning (lysbuelengde) for å opprettholde
en stabil, fungerende lysbue. MEK 4SP har 14 forskjellige kombinasjoner av
forhåndsprogrammerte, såkalte “synergilinjer“.
Når du velger den forprogrammerte synergilinjen som stemmer med din trådtype,
tråddiameter og gassblanding, trenger du senere bare å stille inn trådmatingshastigheten som passer til det arbeidsstykket du skal sveise. Spenningen (lysbuelengden)
følger automatisk “med“ i henhold til den forhåndsprogrammerte synergilinjen du
valgte, dvs. at du får en 1--hjuls innstilling.
Ettersom forskjellige sveisestykker og --fuger krever litt forskjellig spenning
(lysbuelengde), er det mulig å finjustere den forhåndsprogrammerte spenningsverdien. Da slokner den grønne lampen på fronten. Det betyr at spenningen er over
eller under den forhåndsprogrammerte verdien.
Hvis du senere ønsker å finne tilbake til den forhåndsprogrammerte verdien, justerer
du bare spenningen til den grønne lampen begynner å lyse igjen.
4 TEKNISKE DATA
MEK 4SP
Dimensjoner (lxbxh) 606x240x410 mm
Vekt 14 kg
Trådmatingshastighet 1,9--25 m/min
Spenning 42 V 50--60 Hz
Effektbehov 300 VA
Pistoltilkopling EURO
5 INSTALLASJON
Installasjonen skal foretas av kvalifisert person.
ADVARSEL
Dette produktet er tiltenkt industriell bruk. I hjemmemiljøer kan dette produktet forårsake radiostøy.
Det er brukerens ansvar å ta de nødvendige forholdsregler.
bm23n
-- 2 3 --
NO
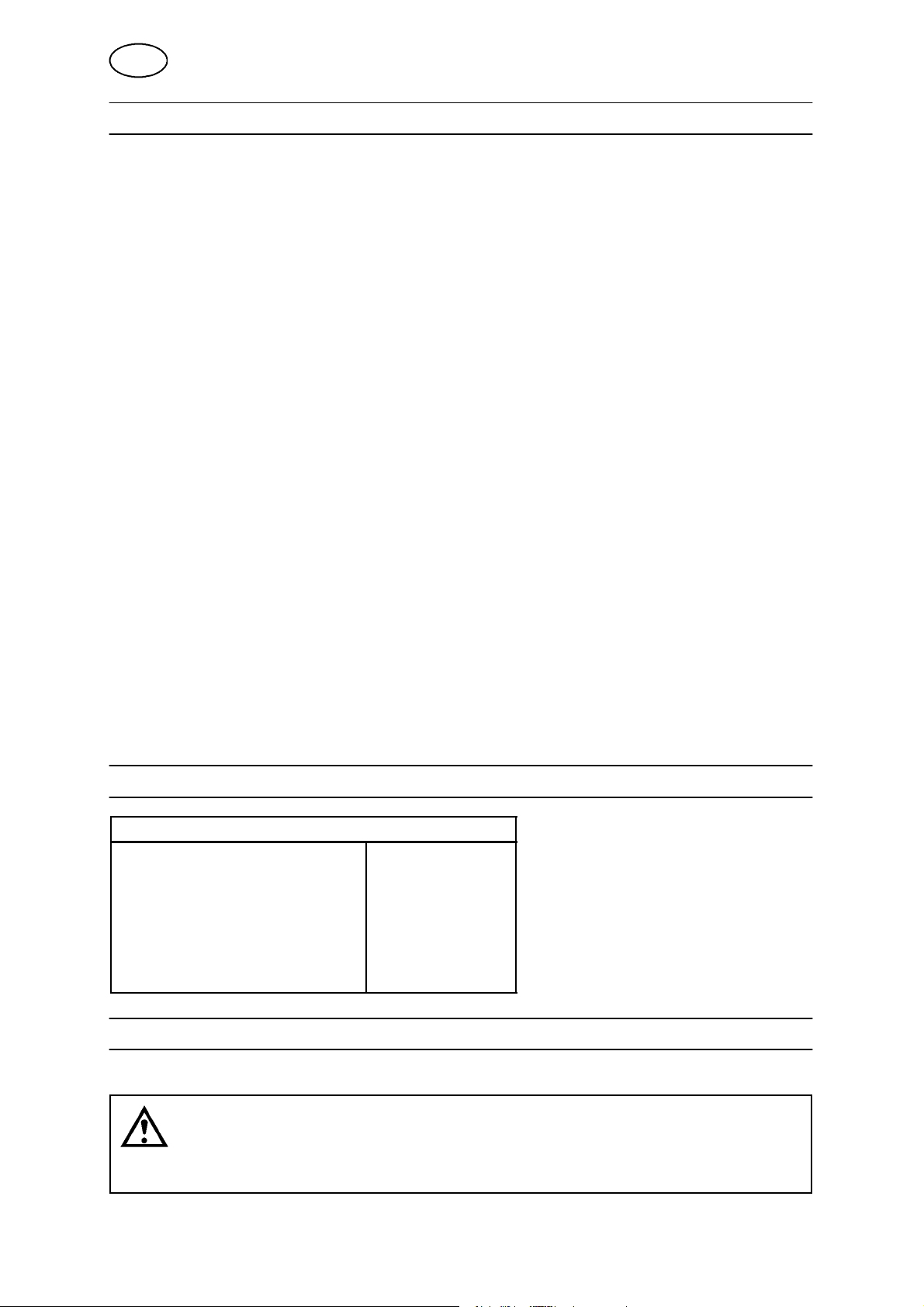
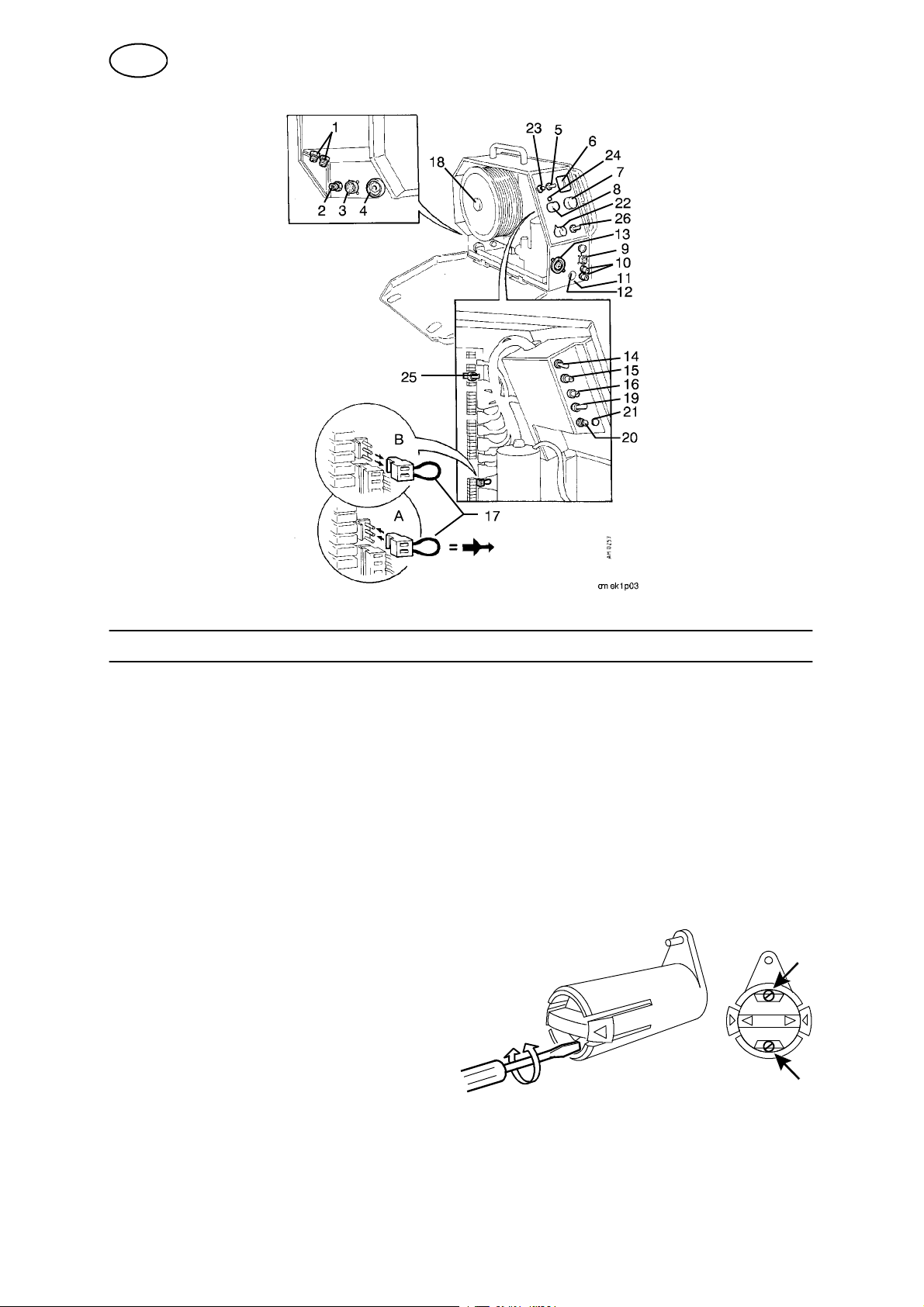
5.1 Tilkopling
1 Nipler for tilkopling av kjølevann.
2 Nippel for gasstilkopling.
3 Kontaktenhet, tilkopling av styrekabel
fra strømkilden.
4 Tilkoplingsenhet, sveisestrøm fra strømkilden.
5 Omkopler, kraterfylling av/på.
6 Digitalt instrument.
7 Pulsgiver, matehastighet 1,9 -- 25 meter pr. minutt.
8 Pulsgiver, sveisespenning.
9 Kontaktenhet, fjernstyring. Fjernenheten aktiveres automatisk når
den tilkoples.
10 Nipler, kjølevann til/fra sveisepistol.
11 Feste for spennreim. Spennreimen brukes til å
spenne fast mateverket til strømkilden ved
transport.
12 Hull til montering av tilkoplingskontakt for
PKE (sveisepistol med innebygd matemotor).
13 Tilkopling for sveisepistol.
14 Omkopler 2/4--takt.
15 Potensiometer, etterbrenningstid
0 -- 0,5 sekunder.
16 Potensiometer, kraterfyllingstid 0 -- 5,1 sekunder.
17 Bøyle, krypstart av/på. Bøylen sitter på kretskortets kontakt B.
A: Krypstart aktiv, trådmatingen starter ved 1,9 m/min og øker deretter til innstilt verdi.
Hurtigstart i 2--takts posisjon ved omstart innen et sekund etter sveiseslutt.
Hurtigstarten skjer ved innstilt trådmatingshastighet.
B: Normal start, trådmatingen starter ved innstilt verdi.
18 Bremsenav. Navet er justert ved levering.
19 Omkopler for programvalg.
20 Trykkomkopler for lagring.
21 Indikatorlampe for lagring.
22 Omkopler for funksjonsvalg.
23 Trykkomkopler for forhåndsinnstilling (preset) av trådmating og spenningsreferanse.
24 Indikatorlampe for arbeidspunkt.
25 Omkopler for valg av synergilinje 1A -- 8A eller 1B -- 8B.
26 Omkopler for valg av pulsing.
bm23n
-- 2 4 --
NO
6 DRIFT
Generelle sikkerhetsbestemmelser for betjening av dette utstyret finnes p å si de 22. Les disse fø r utstyret tas i bruk.
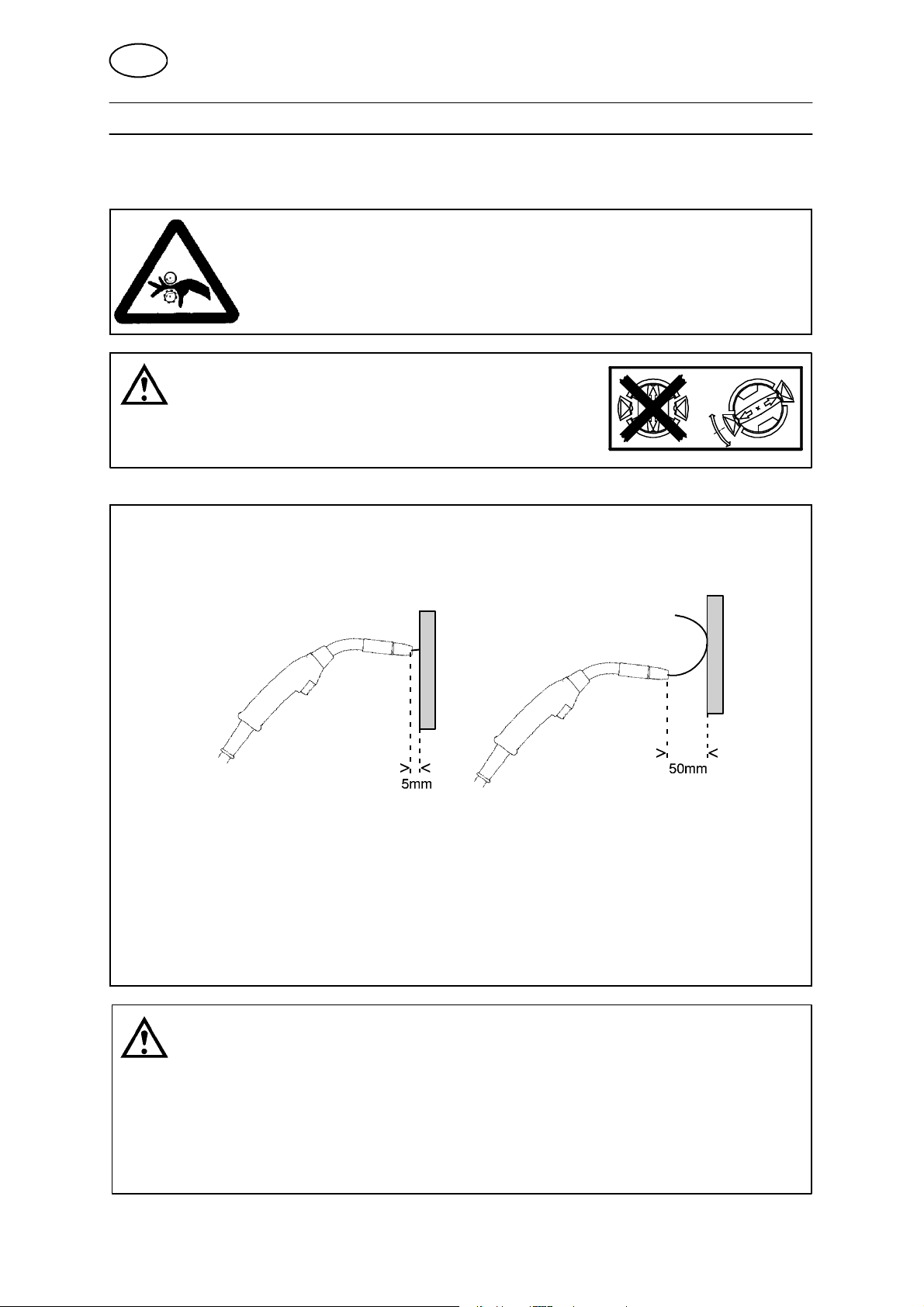
ADVARSEL!
Roterende deler kan forårsake skade, vis derfor stor forsiktighet.
ADVARSEL!
For å hindre at strømpolen glir av bremsenavet, låser du strømspolen
ved hjelp av den røde låseskruen, slik som viset på etiketten ved
siden av bremsenavet.
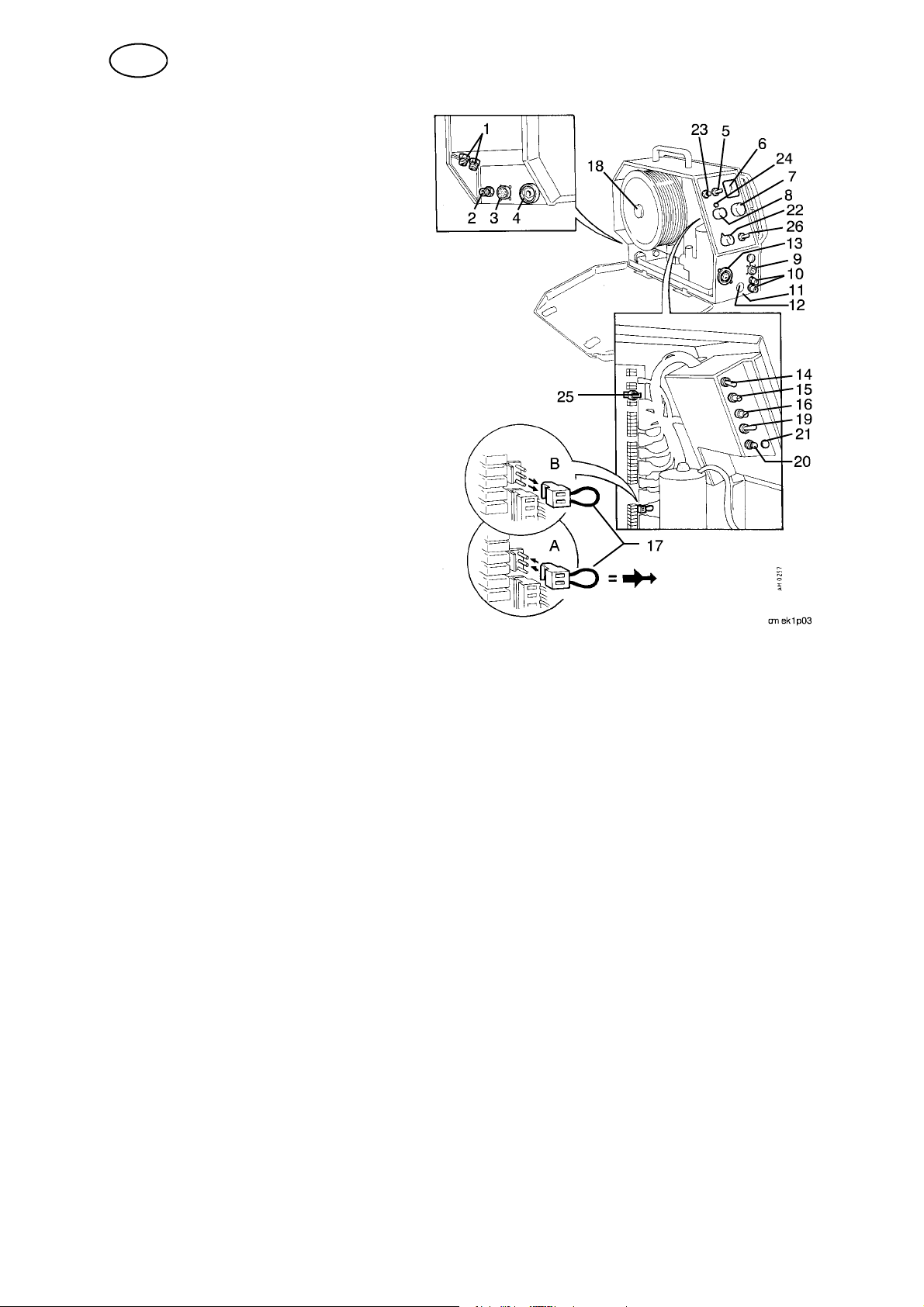
Instilling av trådmatingstrykk
Begynn med å kontrollere at tråden ikke går tregt i trådlederen. Still deretter inn
trykket på mateverkets trykkruller. Det er viktig at trykket ikke er for stort.
Fig. 1 Fig. 2
For å kontrollere at matetrykket er riktig innstilt, kan du mate ut tråd mot en isolert
gjenstand, for eksempel en trebit.
Når du holder pistolen cirka 5 mm fra trebiten (fig. 1), skal materullene skli.
Holder du pistolen cirka 50 mm fra trebiten, skal tråden mates ut og bøyeseg (fig.
2).
ADVARSEL!
Fare for velt når elektrodermateskapet utstyres med avlastningsenhet.
Fest utstyret, spesielt når underlaget er ujevnt eller lutende.
Begrens elektrodermateskapets vridningsvinkel ved hjelp av det vedlagte festebåndet.
Ved forflytning av utstyret, IKKE trekk i brenneren.
bm23n
-- 2 5 --

NO
6.1 Sveisestart
Ved å sette kontakt (17) i øvre eller nedre posisjon kan du velge mellom to
forskjellige startmetoder.
Normal start
kontakt (17) i nedre posisjon betyr at trådmatingshastigheten er den samme i starten
som den forhåndsinnstilte trådmatingshastigheten ved sveising.
Krypstart
kontakt (17) i øvre posisjon betyr at trådmatingshastigheten er lav (1,9 m/min) i
starten, for så å øke til den forhåndsinnstilte trådmatingshastigheten når lysbuen
tennes.
6.2 Pulsing på
6.2.1 Synergiposisjon
Sett vippebryteren på kretskortet (25) i posisjon A og sett omkopleren på fronten (22)
på den synergilinjen som svarer til ønsket trådtype, tråddiameter og gass. Du kan
velge mellom 8 synergilinjer (se tabellen side 27).
Når “Preset“--knappen (23) trykkes inn, vises innstilt trådmatingshastighet og
spenning på displayet.
Still inn ønsket trådmatingshastighet. Spenningen følger automatisk med i henhold til
det forhåndsprogrammerte synergiforholdet.
Den grønne lampen (24) over
spenningsinnstillingen lyser når du befinner deg
på synergilinjen med spenningen.
Med spenningsinnstillingshjulet (8) kan du
justere spenningen rundt arbeidspunktet.
Under sveising vises den aktuelle spenningen
og strømmen på displayet.
Det finnes ytterligere 2 synergilinjer i posisjon B.
Synergilinjene har forskjellige innstillingsområder
for trådmatingshastighet (se tabellen side 27).
Synergilinje Materiale/dim.,
Gass / % Trådmating m/min
mm
A1 Fe /1,0 Ar 92 % CO2 8
%
A2 Fe /1,2 Ar 92% CO2 8% 4,0--25
A3 Ss /1,0 Ar 98% CO2 2% 4,0--25
A4 Ss /1,2 Ar 98% CO2 2% 3,3--25
A5 Al. Mg /1,2 Ar 100% 4,5--25
4,5--25
bm23n
-- 2 6 --

NO
A6 Al. Mg /1,6 Ar 100% 3,5--25
A7 Al. Si /1,2 Ar 100% 4,4--25
A8 Al. Si /1,6 Ar 100% 2,8--25
Synergilinje Materiale/dim.,
Gass / % Trådmating m/min
mm
B1 MCW / 1,2 Ar 80 % CO2 20
3,5--25
%
B2 MCW / 1,6 Ar 80 % CO2 20
2,5--25
%
B3
B4
B5
B6
PAH 1
B7
B8
6.2.2 Lagring av synergilinje
Med programenhet PAH1 (art. nr. 455 525--880) er det også mulig å opprette 2
“egne“ synergilinjer (se bruksanvisningen for programenhet PAH1).
Kontakt nærmeste ESAB--forhandler for mer informasjon.
6.3 Pulsing av
6.3.1 Synergiposisjon
Sett vippebryteren (25) på kretskortet i posisjon A og sett omkopleren på fronten (22)
på den synergilinjen som svarer til ønsket tråd, tråddiameter og gass.
Du kan velge mellom 8 synergilinjer (se tabellen side 28).
Når “Preset“--knappen (23) trykkes inn, vises innstilt trådmatingshastighet og
spenning på displayet.
Still inn den trådmatingshastigheten som svarer til ønsket sveisestrøm.
Den grønne lampen (24) over spenningsinnstillingen lyser når du befinner deg på
synergilinjen med spenningen. Med spenningsinnstillingshjulet (8) kan du justere
spenningen rundt arbeidspunktet.
Under sveising vises den aktuelle spenningen og strømmen på displayet.
Det er mulig å hente frem ytterligere 6 synergilinjer ved å sette vippebryteren på
kretskortet i posisjon B (se tabellen side 28).
Syn.linje Mat./dim., mm Gass / % Syn.linje Mat./dim., mm
A1 Fe /1,0 Ar 80 % CO2 20
B1 MCW / 1,2 Ar 80 % CO2 20
%
A2 Fe /1,2 Ar 80 % CO2 20
B2 MCW / 1,6 Ar 80 % CO2 20
%
A3 Ss /1,0 Ar 98 % CO2 2
B3 RFCW / 1,2 Ar 80 % CO2 20
%
Gas / %
%
%
%
bm23n
-- 2 7 --

NO
A4 Ss /1,2 Ar 98 % CO2 2
%
A5 Al. Mg /1,2 Ar 100 % B5 BFCW / 1,2 Ar 80 % CO2 20
A6 Al. Mg /1,6 Ar 100 % B6 BFCW / 1,6 Ar 80 % CO2 20
A7 Al. Si /1,2 Ar 100 %
A8 Al. Si /1,6 Ar 100 %
PAH1
B7
B8
6.3.2 Lagring av en synergilinje
Med programenhet PAH1 (art. no. 455 525--880) er det også mulig å opprette 2
“egne“ synergilinjer (se bruksanvisningen for programenhet PAH1).
Kontakt nærmeste ESAB--forhandler for mer informasjon.
B4 RFCW / 1,6 Ar 80 % CO2 20
%
%
%
6.4 Manuell posisjon
Innstilling av spenning og trådmating.
Sett omkopleren på fronten (22) i posisjon
Hold “preset“--knappen (23) inne mens du stiller inn ønsket spenning og
trådmatingshastighet på displayet. Under sveising vises den aktuelle spenningen og
strømmen på displayet.
OBS! Pulsing er ikke mulig i manuell posisjon.
6.5 Lagring av arbeidspunkt
Sett programvalgomkopleren (19) i en av de tre posisjonene 1, 2 eller 3. Hold
“preset“--knappen (23) inne mens du stiller inn ønsket spenning og trådmatingshastighet på displayet. For å lagre sveisedataoppsettet, trykker du på lagringsknappen
(20) til den grønne lampen (21) tennes. Det er å mulig å lagre tre forskjellige
arbeidspunkter ved hjelp av programvalgomkopleren.
6.6 Programposisjon
Når du ønsker å bruke en av de tre lagrede arbeidspunktene, setter du
funksjonsomkopleren (22) i posisjon “P“ og programvalgomkopleren (19) i den
posisjonen (1, 2 eller 3) som inneholder ønsket data. Du kan nå begynne å sveise.
Disse sveisedataoppsettene kan også hentes frem ved hjelp av programvalgomkopleren på pistolen.
Det er ikke mulig å justere spenningen eller trådmatingshastigheten rundt
arbeidspunktet.
bm23n
-- 2 8 --
NO
7 VEDLIKEHOLD
MERK:
Alt garantiansvar fra leverandøren opphører å gjelde hvis kunden i løpet av
garantitiden selv gjør inngrep i maskinen for å rette eventuelle feil.
Regelmessig vedlikehold er viktig for å sikre pålitelig og sikker drift.
Blås trådsporet rent og rengjør gassmunnstykket med jevne mellomrom.
Rengjøring og utskifting av matemekanismens slitedeler bør skje med jevne
mellomrom for å sikre problemfri trådmating.
Husk at en for hardt innstilt forspenning kan medføre unormalt stor slitasje på
trykkvalse, matevalse og trådspor.
Bremsenavet
Navet er justert ved levering. Ved behov for
etterjustering, følg anvisningene nedenfor. Juster
bremsenavet slik at tråden er noe slak når
matingen opphører.
S Justering av bremsemomentet:
S Still den røde bryteren i låst stilling.
S Før en skrutrekker inn i navets fjær.
Vridning av fjærene med urviseren gir mindre bremsemoment.
Vridning mot urviseren gir større bremsemoment. OBS! Vri fjærene like mye.
bm23n
-- 2 9 --

NO
8 BESTILLING AV RESERVEDELER
Reservedeler bestilles gjennom nærmeste ESAB--representant, se siste side i dette
dokumentet. Ved bestilling oppgis maskintype, serienummer og benevnelser samt
reservedelsnummer ifølge reservedelslisten. Dette gjør ekspederingen lettere og sikrer riktig levering.
bm23n
-- 3 0 --
 Loading...
Loading...