



Aristo® MechControl 2 MechControl 4

Kezelési utasítások

DECLARATION OF CONFORMITY
According to
The Low Voltage Directive 2006/95/EC, entering into force 16 January 2007 The EMC Directive 2004/108/EC, entering into force 20 July 2007
Type of equipment Wire feed control
Type designation etc. MechControl 2, from serial number 652 xxx xxxx (2006 w.52) MechControl 2 is a member of the ESAB product family Aristo
Brand name or trade mark ESAB
Manufacturer or his authorised representative established within the EEA Name, address, telephone No, telefax No:
ESAB AB, Welding Equipment Esabvägen, SE-695 81 LAXÅ, Sweden Phone: +46 584 81 000, Fax: +46 584 411 924
The following harmonised standard in force within the EEA has been used in the design:
EN 60974-3, Arc welding equipment – Part 3: Arc striking and stabilizing devices EN 60974-5, Arc welding equipment – Part 5: Wire feeders EN 60974-10, Arc welding equipment – Part 10: Electromagnetic compatibility (EMC) requirements
Additional information: Restrictive use, this control box is used with equipment of Class A, intended for use in locations other than residential
By signing this document, the undersigned declares as manufacturer, or the manufacturer's authorised representative established within the EEA, that the equipment in question complies with the safety requirements stated above.
Date Laxå 2007-03-14
Tintos
Position Global Director Equipment and Automation

DECLARATION OF CONFORMITY
According to
The Low Voltage Directive 2006/95/EC, entering into force 16 January 2007 The EMC Directive 2004/108/EC, entering into force 20 July 2007
Type of equipment Wire feed control
Type designation etc. MechControl 4, from serial number 652 xxx xxxx (2006 w.52) MechControl 4 is a member of the ESAB product family Aristo
Brand name or trade mark ESAB
Manufacturer or his authorised representative established within the EEA Name, address, telephone No, telefax No:
ESAB AB, Welding Equipment Esabvägen, SE-695 81 LAXÅ, Sweden Phone: +46 584 81 000, Fax: +46 584 411 924
The following harmonised standard in force within the EEA has been used in the design:
EN 60974-3, Arc welding equipment – Part 3: Arc striking and stabilizing devices EN 60974-5, Arc welding equipment – Part 5: Wire feeders EN 60974-10, Arc welding equipment – Part 10: Electromagnetic compatibility (EMC) requirements
Additional information: Restrictive use, this control box is used with equipment of Class A, intended for use in locations other than residential
By signing this document, the undersigned declares as manufacturer, or the manufacturer's authorised representative established within the EEA, that the equipment in question complies with the safety requirements stated above.
Date Laxå 2007-03-14
Tintal
Position Global Director Equipment and Automation
| 1 | BIZT | ONSÁG | 5 |
|---|---|---|---|
| 2 | BEV | EZETÉS | 7 |
| 2.1 | A berendezés | 7 | |
| 2.2 | WO100 vezérlőpanel | 7 | |
| 3 | MŰS | 7 | |
| 4 | TELI | EPÍTÉS | 8 |
| 4.1 | Elektromos hálózat | 8 | |
| 4.2 | Felfüggesztő eszköz | 8 | |
| 4.3 | A végellenállás csatlakoztatása | 9 | |
| 5 | ÜZE | MELTETÉS | 10 |
| 5.1 | Bekötések és vezérlő eszközök | 10 | |
| 5.2 | Gázárammérő | 11 | |
| 5.3 | USB-csatlakozás | 11 | |
| 5.4 | 11 | ||
| 5.5 | 11 | ||
| ~ | 5.6 | 11 | |
| 6 | KAR | BANIARIAS | 12 |
| 6.1 | Ellenőrzés és tisztítás | 12 | |
| 6.2 | Nyomtató | 13 | |
| 7 | PÓT | ALKATRÉSZEK RENDELÉSE | 13 |
| KA | PCS | OLÁSI RAJZ | 14 |
| RE | LÉSI SZÁM | 18 | |
| ТА | RTO | ΖΈΚΟΚ | 19 |

1 BIZTONSÁG
Az ESAB hegesztőkészülék használói végső soron maguk felelnek azért, hogy bárki, aki a berendezést használja, vagy annak közelében dolgozik, minden vonatkozó biztonsági óvintézkedést betartson. A biztonsági óvintézkedéseknek meg kell felelniük az adott típusú hegesztőkészülékre vonatkozó követelményeknek. A munkahelyen alkalmazandó szokásos előírások mellett a következő ajánlásoknak kell eleget tenni:
Minden munkát szakképzett személynek kell végeznie, aki jól ismeri a hegesztőkészülék működését. A hegesztőkészülék szabálytalan üzemeltetése veszélyhelyzetet teremthet, és a készüléket üzemeltető sérülését, vagy a készülék meghibásodását eredményezheti.
-
1. Mindenkinek, aki a hegesztőkészüléket üzemelteti, tisztában kell lennie a következőkkel:
- a hegesztőkészülék működésével,
- a vészkapcsolók helyével,
- azok funkciójával,
- a vonatkozó biztonsági óvintézkedésekkel,
- a hegesztés menetével.
-
2. A készülék üzemeltetőjének biztosítania kell, hogy
- illetéktelen személy ne tartózkodjon a készülék hatósugarában, amikor azt beindítják,
- a hegesztőív közelében mindenki használia a védőeszközöket.
-
3. A munkahely legyen
- munkavégzésre alkalmas,
- huzatmentes,
-
4. Egyéni védőeszközök
- Mindig használja az ajánlott egyéni védőeszközöket, azaz a védőszemüveget, a tűzálló védőruhát és a védőkesztyűket.
- Ne viseljenek laza ruhadarabokat, például sálat, vagy karkötőt, gyűrűt, stb., ami beakadhat vagy égési sérülést okozhat.
-
5. Általános óvintézkedések
- Ellenőrizzük, hogy a visszavezető kábel csatlakozása rendben van-e.
- Nagyfeszültségű berendezésen csak szakképzett villanyszerelő dolgozhat.
- Jól látható jelöléssel ellátott, megfelelő tűzoltó készülék legyen kéznél.
- Üzemeltetés közben a készüléken nem végezhető olajozás és karbantartás.


sen a haezná
νέριε ονμαφάτ ές környezetét!

Ez a termék kizárólag csak ívhegesztésre alkalmas
νιςνάζατι
"Class A" osztálvú berendezés nem használható lakókörnvezetben, aho a tápellátás a kisfeszültségű hálózaton keresztül biztosított. A vezetett. valamint a sugárzott zavarás következtében ezeken a helveken potenciális nehézséget okozhat "Class A" osztálvú berendezés elektromágneses kompatibilitásának biztosítása


VIGYÁZATI
Figvelmesen olvassa el és ismerie meg a használati útmutatót a hálózatra kapcsolás és a használathavátol olőtt



Az elektromos és elektronikus berendezések hulladékairól szóló 2002/96/EK irányelvre és annak a nemzeti jogszabályok szerinti végrehaitására tekintettel az elektromos és/vagy elektronikus berendezéseket hasznos élettartamuk leteltével újrahasznosító létesítményben kell elhelyezni. Miután ön felel a berendezésért, az ön feladata, hogy táiékoztatást szerezzen a jóváhagyott begyűjtőhelyekről.
További tájékoztatásért fordulion a legközelebbi ESAB forgalmazóhoz.
Az ESAB minden hegesztéshez szükséges védőeszközt és kiegészítőt kínál.
BEVEZETÉS
A MechColtrol a MechTiq4000I / MechTiq 3000i áramforrással együtt gépesített hegesztéshez használható vezérlőegység.
A vezérlőegységek különféle változatokban állnak rendelkezésre, lásd az 18oldalt.
A termékkel kapcsolatos ESAB tartozékok a 19. oldalon találhatók.
21 Δ herendezés
A vezérlőegységet a következőkkel szállítiuk:
- használati útmutató a vezérlőegységhez
- használati útmutató a vezérlőpanelhez
- végellenállás.
2.2 WO100 vezérlőpanel

A vezérlőpanel részletes leírását lásd a külön használati útmutatókban
| MechControl 2, | MechControl 4 |
|---|---|
| Hálózati feszültség | 42 V, 50/60 Hz |
| Huzalelőtolás sebessége |
Lásd a huzaladagoló egységre vonatkozó külön
használati útmutatót. |
| Forgási sebesség |
Lásd a szerszámra vonatkozó külön használati
útmutatót. |
| Tömeg | |
| MechControl 2 | 17,4 kg |
| MechControl 4 | 18,4 kg |

| MechControl | 2, MechControl 4 |
|---|---|
| Befoglaló méretek hossz x szélesség x magasság | 471 x 403 x 364 mm |
| Üzemi hőmérséklet | -10 - +40°C |
| Védőgáz | Minden típus TIG-hegesztéshez |
| Max. nyomás | 0,5 MPa (5 bar) |
| Hűtés típusa | 50 % víz / 50 % mono-etilénglikol |
| Max. nyomás | 0,5 MPa (5 bar) |
| A készülékház védettségi foka | IP 23C |
| Alkalmazási osztály | S |
A burkolat osztályba sorolása
Az IP-kód a burkolat osztályba sorolását adja meg, vagyis a szilárd testek, illetve a víz behatolása elleni védelmet. A berendezés IP23 védettségű, egyaránt alkalmas bel- és kültéri használatra.
Alkalmazási osztály
Az S szimbólum azt jelzi, hogy az áramforrás fokozottan veszélyes környezetben történő használatra lett tervezve.
4 TELEPÍTÉS
A gép bekötését csak szakember végezheti.

4.1 Elektromos hálózat
Megjegyzés!
A villamos hálózatra vonatkozó követelmények
A primer áramot a villamos hálózatból nyerő nagy teljesítményigényű berendezés befolyásolhatja a hálózatban a feszültség minőségét. Ezért egyes berendezéstípusok esetén (lásd a műszaki adatokat) csatlakozási korlátozásokat vagy követelményeket kell alkalmazni a villamos hálózat csatlakozási pontjának maximális megengedett hálózati impedanciájára vagy a szükséges minimális hálózati teljesítményre vonatkozóan. Ebben az esetben a berendezés telepítője vagy használója felelős azért, hogy szükség esetén a hálózat üzemeltetőjével való konzultáció révén is biztosítsa, hogy a berendezés csatlakoztatható legyen.
4.2 Felfüggesztő eszköz
MEGJEGYZÉS! Ha a berendezést a hegesztés során függesztve használják, a felfüggesztő eszközt elektromosan el kell szigetelni a berendezéstől.

4.3 A végellenállás csatlakoztatása
Amikor a távvezérlő egység nincs csatlakoztatva, a kommunikáció közben az interferencia elkerülése érdekében a külső csatlakozót végellenállással kell ellátni.
MechTig 4000i

MechTig 3000i


5 ÜZEMELTETÉS
A berendezés kezelésére vonatkozó általános biztonsági előírások a 5. oldaltól olvashatók. Mielőtt beüzemelné a berendezést, olvassa végig!
5.1 Bekötések és vezérlő eszközök
- 1 Az indítógáz csatlakoztatása
- 2 A védőgáz csatlakoztatása
- 3 Az alapgáz csatlakoztatása
- 4 Alapgáz kivezetése
- 5 A védő- és indítógáz kivezetése
- 6 A hűtőközeg csatlakoztatása az áramforráshoz KÉK
- 7 A hűtőközeg csatlakoztatása az áramforráshoz PIROS
- 8 A hűtőközeg csatlakoztatása *ELP-s csőhegesztő készülékhez KÉK
- 9 A hűtőközeg csatlakoztatása a csőhegesztő készülékhez PIROS
- 10 Csatlakozás a rotációhoz
- 11 Csatlakozás a huzalelőtoláshoz
- 12 A csatlakoztatás a kilengéshez csak a MechControl 4-re vonatkozik
- 13 Csatlakozás az AVC-hez (ívfeszültség szabályozása) csak a MechControl 4-re vonatkozik
- 14 Csatlakozás a manuális TIG hegesztőpisztolyhoz
- 15 Az áramforrástól vezetett vezérlőkábel csatlakoztatása (CAN)
- 16 A hegesztőkészüléktől vezetett AVC mérőkábel csatlakoztatása csak a MechControl 4- re vonatkozik.
- 17 Az áramforrástól vezetett AVC mérőkábel csatlakoztatása csak a MechControl 4 -re vonatkozik.
- 18 Adattábla a hálózatra kapcsolás adataival
- 19 Az áramforrástól kapott hegesztőáram (+) csatlakoztatása (OKC)
- 20 A visszafutó kábel csatlakoztatása (OKC) (+)
- 21 Az áramforrástól kapott hegesztőáram (-) csatlakoztatása (OKC)
- 22 Az hegesztőkészülékhez vezető hegesztőáram (-) csatlakoztatása (OKC)
- 23 Vezérlőpanel, (Lásd a külön használati útmutatót!)
- 24 Gázárammérő
- 25 A távvezérlő egység, a végellenállás vagy az A25 hegesztőállomás csatlakoztatása (CAN)
- 26 Nyomtató
- 27 USB-csatlakozás, lásd a 5.3 pontot.
- 28 A WMS 4000 dokumentációs rendszer csatlakoztatása
- * ELP = ESAB intelligens szivattyú, lásd a 5.4 pontot.



5.2 Gázárammérő
MEGJEGYZÉS! A megfelelő gázáram eléréséhez a gázáramot a szerszámnál kell mérni.
A gázárammérő argon gázra van kalibrálva, 4 bar nyomás mellett. A szerszámnál mérhető gázáram a csatlakoztatott szerszámtól függően változhat. Ha más nyomást vagy gázokat alkalmaznak, a gázáramot a munkadarabnál kell megmérni.
Az ESAB javaslata szerint 4 barra beállított nyomásszabályozót kell használni.
5.3 USB-csatlakozás
Külső USB memória használható a programok rendszerekbe továbbítására és kimentésére.
Megjegyzés!
Rendeltetésszerű használat során nem áll fenn a veszélye, hogy "vírusok fertőzik meg" a berendezést. A veszély teljes kiküszöbölése érdekében javasoljuk, hogy a berendezéssel együtt használt memóriát semmilyen más célra ne hasznáják.
Egyes USB memóriák nem működnek ezzel a berendezéssel. Javasoljuk, hogy megbízható szállítótól beszerzett USB memóriákat alkalmazzanak.
Az ESAB az USB memória nem megfelelő használatából eredő semmilyen károsodásért nem vállal felelősséget.
5.4 Vízhűtés csatlakoztatása
A vezérlőegység ELP ( E SAB I ntelligens S zivattyú) vízérzékelő rendszerrel van felszerelve, amely ellenőrzi, hogy a tömlők csatlakoztatva vannak-e. Amikor a vízhűtéses hegesztőpisztoly/csőhegesztő készülék víztömlői be vannak kötve, a vízszivattyú működésbe lép.
5.5 Gázáramlásérzékelő
A gázáramlás-érzékelő leállítja a hegesztési folyamatot, ha a gázáramlás sebessége 4 l/perc alá esik. Ha ez bekövetkezik, a vezérlőpanelen hibaüzenet látható.
További információt talál a vezérlőpanel Használati útmutatójában.
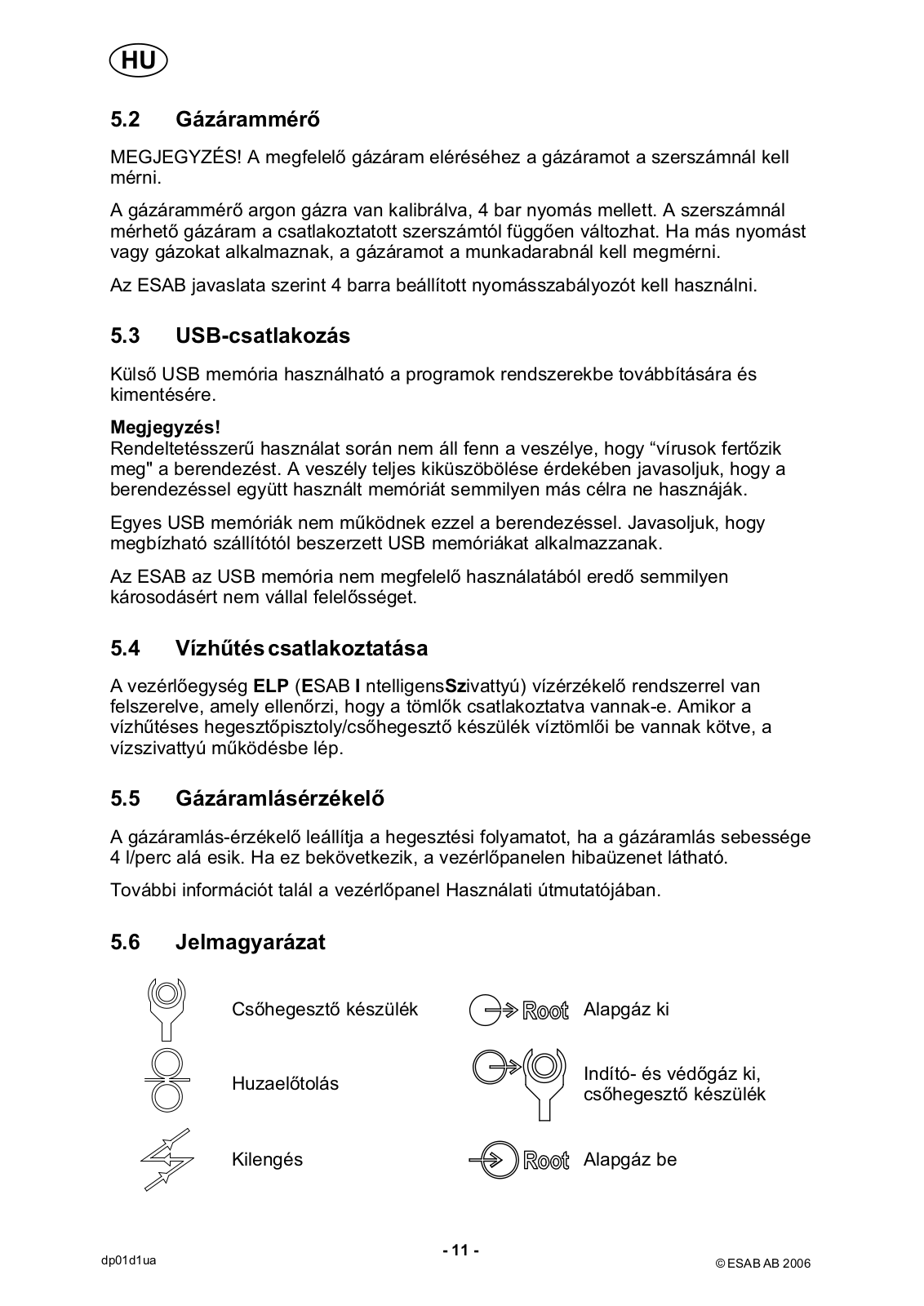
5.6 Jelmagyarázat
| Csőhegesztő készülék | ⊖⇒ Root | Alapgáz ki |
|---|---|---|
| Huzaelőtolás | ⊖>©) |
Indító- és védőgáz ki,
csőhegesztő készülék |
| Kilengés | ->> Root | Alapgáz be |

| TIG hegesztőpisztoly | ->> Weld | Védőgáz be | |
|---|---|---|---|
| Hűtővíz | ->>> Start | Indítógáz be | |
| Rotáció | Gáz | ||
| AVC | Ívfeszültség-szabályozás | MechTig | Hegesztőáram-forrás |
A funkciók részletes leírását lásd a vezérlőpanel használati útmutatójában.
6 KARBANTARTÁS
A rendszeres karbantartás fontos a biztonságos és megbízható működéshez.
A biztonsági lemezeket csak megfelelő villanyszerelői ismeretekkel (és engedéllyel) rendelkező személyek távolíthatják el.
VIGYÁZAT!
A szállító minden garanciális kötelezettsége megszűnik, ha a vevő kísérletet tesz arra, hogy bármilyen hibát saját maga javítson ki a garanciális időszak alatt.
6.1 Ellenőrzés és tisztítás
Vezérlőegység
Rendszeresen ellenőrizze, hogy a vezérlőegység nem szennyeződött-e.
A tisztítás gyakorisága, és az alkalmazandó módszer függ
- a hegesztési folyamattól,
- az ív időtartamától,
- az elhelyezéstől,
- a környezettől.
Általában elegendő, ha évente egyszer száraz sűrített levegővel (csökkentett nyomással) lefúvatja az egységet.
Az elzáródott vagy eltömődött légbemeneti vagy kimeneti fúvókák túlmelegedést okozhatnak.
Csőhegesztő készülék
A problémamentes hegesztés érdekében a hegesztőkészülék kopó alkatrészeit rendszeresen meg kell tisztítani és ki kell cserélni.

6.2 Nyomtató
A papírtekercs cseréje
A papírtekercs cseréjéhez kövesse az alábbi leírást:
- 1. Az ábra szerint nyissa ki a nyomtató fedelét.
- 2. Helyezze be a papírtekercset úgy, hogy az az ábra szerinti helyes irányban csévélődjön le.

A nyomtató fedelének kinyitása
A papírtekercs behelyezése
- 3. Az ábrán bemutatottak szerint húzza ki a papírt és zárja be a fedelet.
- 4. A nyomtató nyomtatásra kész.

A nyomtató fedelének bezárása

Nyomtatásra kész
7 PÓTALKATRÉSZEK RENDELÉSE
A MechControl 2 / MechControl 4 kialakítása és tesztelése az 60974-3, 60974-5 és az 60974-10 nemzetközi és európai szabványok szerinti. A szervizelést vagy javítást végző szerviz feladata annak ellenőrzése, hogy a termék még megfelel-e a felsorolt szabványoknak.
Javítást és elektromos munkákat csak engedéllyel rendelkező ESAB szerelő végezhet.
Csak eredeti ESAB pótalkatrészeket és kopó alkatrészeket használjon.
Pótalkatrészek rendelhetők a legközelebbi ESAB forgalmazótól. Lásd e kiadvány legutolsó oldalát.



dp01e
© ESAB AB 2006

dp01e
© ESAB AB 2006
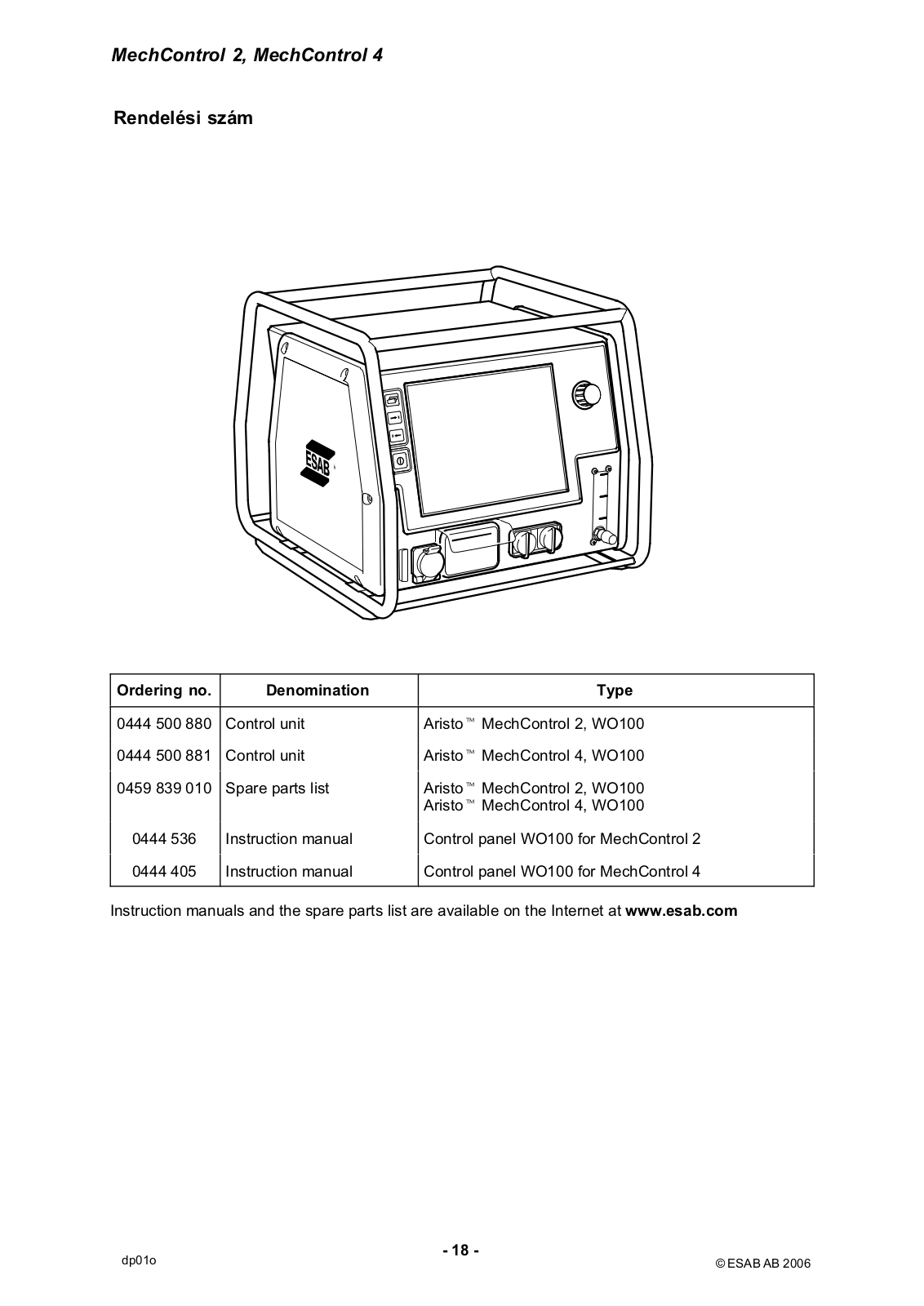
Rendelési szám

| Ordering no. | Denomination | Туре |
|---|---|---|
| 0444 500 880 | Control unit | Aristo ™ MechControl 2, WO100 |
| 0444 500 881 | Control unit | Aristo ™ MechControl 4, WO100 |
| 0459 839 010 | Spare parts list |
Aristo
™
MechControl 2, WO100
Aristo ™ MechControl 4, WO100 |
| 0444 536 | Instruction manual | Control panel WO100 for MechControl 2 |
| 0444 405 | Instruction manual | Control panel WO100 for MechControl 4 |
Instruction manuals and the spare parts list are available on the Internet at www.esab.com
Tartozékok

| Pro | duct | Ordering number |
|---|---|---|
| Tuk | be welding tool PRB | |
| 17-49 watercooled | 0443 750 882 | |
| 33-90 watercooled | 0443 760 882 | |
| 60-170 watercooled | 0443 770 882 | |
| 17-49 aircooled | 0443 750 883 | |
| 33-90 aircooled | 0443 760 883 | |
| 60-170 aircooled | 0443 770 883 | |
| Tuk | be welding tool PRD | |
| 160 (for meltwelding with floating head) | 0444 151 880 | |
| 160 with wire feeder | 0444 151 881 | |
| Tuk | be welding tool PRH | |
| 3-12 enclosed | 0444 300 880 | |
| 3-38 enclosed | 0444 301 880 | |
| 6-76 enclosed | 0444 302 880 | |
| Tuk | be welding tool POC 12-60 with wire feed unit | 0443 930 880 |
| TIG | hand torch TXH 400W (4 m OKC) | 0460 014 840 |
| Wir | re feed unit MFL 10 | |
| for PRB 17-49 | 0444 211 880 | |
| for PRB 33-90 | 0444 212 880 | |
| for PRB 60-170 | 0444 213 880 | |
| Wir | 0443 830 880 | |
| Dor | 0460 181 880 | |
| 0400 181 880 | ||
| Ŵ | 0459 554 880 | |
| 5 III | 0459 554 881 | |
| 10 m | 0459 554 882 | |
| 15 m | 0459 554 883 | |
| 0459 554 884 | ||
| _ | 0.25 m | |
| Doo | 0457 440 000 | |
| 0457 410 880 | ||
| 0457 072 881 | ||
| 0457 072 882 | ||
| 8 | Connection set between power source and control unit | 0.400 0.40 0.00 |
| 1.7 m | ||
| 8 m | 0460 210 881 | |
| Ret | urn cable 5 m, 70 mm 2 | 0700 006 895 |
| Ext | ension cable | |
| 1 | for wire feed unit and CAN 42 V, 10 m | 0456 904 880 |
| 2 | for rotation, 10 m | 0456 906 880 |
| Ext | ension set | |
| 5 | for current, water and gas, 8 m | 0456 905 880 |
| 6) | for current, water, gas and torch contact 8 m | 0466 705 881 |
MechTig 4000i

| Produc | t | Ordering number |
|---|---|---|
| Automa | atic welding machine A25 | |
| wit | h floating head and TIG torch BTE 250 | 0443 912 880 |
| wit | th floating head and TIG torch BTE 500 | 0443 912 881 |
| Termin | al box | 0457 591 880 |
| VEC-m | otor with gear and pulse generator | 0457 258 880 |
| Co | onnection cable | |
| 10 for | CAN 42 V | 0456 527 881 |
| for | rotation | 0457 222 880 |
| Remote | e control unit MechT1 CAN | 0460 181 880 |
| ⑦ Re | mote cable CAN 4 pole - 12 pole | |
| 5 n | n | 0459 554 880 |
| 10 | m | 0459 554 881 |
| 15 | m | 0459 554 882 |
| 25 | m | 0459 554 883 |
| 0.2 | 25 m | 0459 554 884 |
| Docum | entation system | |
| We | elddoc™ WMS 4000 | 0457 410 880 |
| SP | PS 4000 | 0457 410 881 |
| Ор | 0457 072 881 | |
| Ορ | 0457 072 882 | |
| 8 Co | onnection set between power source and control unit | |
| 1.7 | 7 m | 0460 210 880 |
| 8 n | n | 0460 210 881 |
| Return | cable 5 m, 70 mm 2 | 0700 006 895 |
| Extens | ion cable | |
| ① for | wire feed unit and CAN 42V, 10 m | 0456 904 880 |
| 2 for | rotation, 10 m | 0456 906 880 |
| Extens | ion set | |
| ⑤ for | current, water and gas, 8 m | 0456 905 880 |
MechTig 4000i

| Pro | duct | Ordering number |
|---|---|---|
| Tuk | be welding tool PRB | |
| 17-49 watercooled | 0443 750 882 | |
| 33-90 watercooled | 0443 760 882 | |
| 60-170 watercooled | 0443 770 882 | |
| 17-49 aircooled | 0443 750 883 | |
| 33-90 aircooled | 0443 760 883 | |
| 60-170 aircooled | 0443 770 883 | |
| Tuk | be welding tool PRD | |
| 160 (for meltwelding with floating head) | 0444 151 880 | |
| 160 with wire feeder | 0444 151 881 | |
| Tuk | be welding tool PRH | |
| 3-12 enclosed | 0444 300 880 | |
| 3-38 enclosed | 0444 301 880 | |
| 6-76 enclosed | 0444 302 880 | |
| Tuk | be welding tool POC 12-60 with wire feed unit | 0443 930 880 |
| TIG | hand torch TXH 400W (4 m OKC) | 0460 014 840 |
| Wir | re feed unit MFL 10 | |
| for PRB 17-49 | 0444 211 880 | |
| for PRB 33-90 | 0444 212 880 | |
| for PRB 60-170 | 0444 213 880 | |
| Wir | 0443 830 880 | |
| Dor | 0460 181 880 | |
| 0400 181 880 | ||
| Ŵ | 0459 554 880 | |
| 5 III | 0459 554 881 | |
| 10 m | 0459 554 882 | |
| 15 m | 0459 554 883 | |
| 0459 554 884 | ||
| _ | 0.25 m | |
| Doo | 0457 440 000 | |
| 0457 410 880 | ||
| 0457 072 881 | ||
| 0457 072 882 | ||
| 8 | Connection set between power source and control unit | 0.400 0.40 0.00 |
| 1.7 m | ||
| 8 m | 0460 210 881 | |
| Ret | urn cable 5 m, 70 mm 2 | 0700 006 895 |
| Ext | ension cable | |
| 1 | for wire feed unit and CAN 42 V, 10 m | 0456 904 880 |
| 2 | for rotation, 10 m | 0456 906 880 |
| Ext | ension set | |
| 5 | for current, water and gas, 8 m | 0456 905 880 |
| 6) | for current, water, gas and torch contact 8 m | 0466 705 881 |
MechTig 3000i

| Pro | duct | Ordering number |
|---|---|---|
| Aut | comatic welding machine A25 | |
| with floating head and TIG torch BTE 250 | 0443 912 880 | |
| with floating head and TIG torch BTE 500 | 0443 912 881 | |
| Ter | minal box | 0457 591 880 |
| VE | C-motor with gear and pulse generator | 0457 258 880 |
| Connection cable | ||
| 锄 | for CAN 42 V | 0456 527 881 |
| for rotation | 0457 222 880 | |
| Rer | note control unit MechT1 CAN | 0460 181 880 |
| Ø | Remote cable CAN 4 pole - 12 pole | |
| 5 m | 0459 554 880 | |
| 10 m | 0459 554 881 | |
| 15 m | 0459 554 882 | |
| 25 m | 0459 554 883 | |
| 0.25 m | 0459 554 884 | |
| Doo | cumentation system | |
| Welddoc™ WMS 4000 | 0457 410 880 | |
| SPS 4000 | 0457 410 881 | |
| 0457 072 881 | ||
| 0457 072 882 | ||
| 8 | Connection set between power source and control unit | |
| 1.7 m | 0460 210 880 | |
| 8 m | 0460 210 881 | |
| Ret | urn cable 5 m, 70 mm 2 | 0700 006 895 |
| Ext | ension cable | |
| 1 | for wire feed unit and CAN 42V, 10 m | 0456 904 880 |
| 2 | for rotation, 10 m | 0456 906 880 |
| Ext | ension set | |
| 5 | for current, water and gas, 8 m | 0456 905 880 |
MechTig 3000i

| Product | Ordering number |
|---|---|
| Tube welding tool PRB 17-49 watercooled 33-90 watercooled 60-170 watercooled 17-49 aircooled 33-90 aircooled 60-170 aircooled |
0443 750 882
0443 760 882 0443 770 882 0443 750 883 0443 760 883 0443 770 883 |
| Tube welding tool PRC 17-49 watercooled with AVC 33-90 watercooled with AVC 60-170 watercooled with AVC 17-49 watercooled with AVC 33-90 watercooled with AVC and weaving 33-90 watercooled with AVC and weaving 60-170 watercooled with AVC and weaving 60-170 watercooled with AVC and weaving 60-170 watercooled with AVC and weaving |
0443 751 881
0443 761 881 0443 771 881 0443 752 881 0443 762 881 0443 772 881 |
| Tube welding tool PRD 100 160 (for meltwelding with floating head) 160 with wire feed unit 160 with AVC 160 with AVC and wire feed unit 160 with AVC, weaving and wire feed unit |
0444 016 880
0444 151 880 0444 151 881 0444 151 882 0444 151 883 0444 151 883 |
| Tube welding tool PRH 3-12 enclosed 3-38 enclosed 6-76 enclosed |
0444 300 880
0444 301 880 0444 302 880 |
| Tube welding tool POC 12-60 with wire feed unit | 0443 930 880 |
| TIG hand torch TXH 400W (4 m OKC) | 0460 014 840 |
| Wire feed unit MEI 10 for PRB 17-49 PRC for PRB 33-90 PRC 33-90 for PRB 60-170 PRC 60-170 |
0444 211 880
0444 212 880 0444 213 880 |
| Wire feed unit MEI 21 | 0443 830 880 |
| Remote control unit MechT1 CAN ⑦ Remote cable CAN 4 pole - 12 pole 5 m 10 m 10 m 25 m 25 m 0.25 m |
0460 181 880
0459 554 880 0459 554 881 0459 554 882 0459 554 883 0459 554 884 |
|
Documentation system
Welddoc ™ WMS 4000 SPS 4000 Opto cable, 15 m Opto cable, 2 m |
0457 410 880
0457 410 881 0457 072 881 0457 072 882 |
| Image: Second set between power source and control unit 1.7 m |
0460 210 880
0460 210 881 |
| Return cable 5 m, 70 mm 2 | 0700 006 895 |
| Extension cable ① for wire feed unit, weaving and CAN 42 V, 10 m ② for rotation, 10 m ③ for AVC, 10 m ④ for measurement cable, 10 m |
0456 904 880
0456 906 880 0457 219 880 0457 219 881 |
| Extension set ⑤ for current, water and gas, 8 m ⑥ for current, water, gas and torch contact, 8 m |
0456 905 880
0466 705 881 |
MechTig 4000i

| Product | Ordering number |
|---|---|
|
Welding station A25 with connection cables
with TIG torch BTE 250 with TilG torch BTE 500 |
0443 910 880
0443 910 881 |
| Automatic welding machine A25 with connection cables with AVC and TIG torch BTE 250 with AVC and TIG torch BTE 500 with AVC, weaving and TIG torch BTE 250 with AVC, weaving and TIG torch BTE 500 with AVC, manual slide and TIG torch BTE 250 with AVC, manual slide and TIG torch BTE 500 with AVC, manual slide and TIG torch BTE 500 with AVC, manual slide and TIG torch BTE 500 with floating head and TIG torch BTE 500 with floating head and TIG torch BTE 250 with floating head and TIG torch BTE 500 |
0443 911 880
0443 911 881 0443 911 882 0443 911 883 0443 911 884 0443 911 885 0443 911 885 0443 911 886 0443 911 887 0443 912 880 0443 912 881 |
| Remote control unit MechT1 CAN ⑦ Remote cable CAN 4 pole - 12 pole 5 m 10 m 15 m 25 m 0.25 m |
0460 181 880
0459 554 880 0459 554 881 0459 554 882 0459 554 883 0459 554 883 |
|
Documentation system
Welddoc ™ WMS 4000 SPS 4000 Opto cable, 15 m Opto cable, 2 m |
0457 410 880
0457 410 881 0457 072 881 0457 072 882 |
| Connection set between power source and control unit 1.7 m 8 m |
0460 210 880
0460 210 881 |
| Return cable 10 m, 95 mm 2 | 0152 349 888 |
| Extension cable ① for wire feed unit, weaving and CAN 42V, 10 m ② for rotation, 10 m ③ for AVC, 10 m ④ for measurement cable, 10 m |
0456 904 880
0456 906 880 0457 219 880 0457 219 881 |
| Extension set | 0456 905 880 |
MechTig 4000i

| Product | Ordering number |
|---|---|
| Tube welding tool PRB 17-49 watercooled 33-90 watercooled 60-170 watercooled 17-49 aircooled 33-90 aircooled 60-170 aircooled |
0443 750 882
0443 760 882 0443 770 882 0443 750 883 0443 760 883 0443 770 883 |
| Tube welding tool PRC 17-49 watercooled with AVC 33-90 watercooled with AVC 60-170 watercooled with AVC 17-49 watercooled with AVC and weaving 33-90 watercooled with AVC and weaving 60-170 watercooled with AVC and weaving 60-170 watercooled with AVC and weaving 60-170 watercooled with AVC and weaving |
0443 751 881
0443 761 881 0443 771 881 0443 752 881 0443 762 881 0443 772 881 |
| Tube welding tool PRD 100 160 (for meltwelding with floating head) 160 with wire feed unit 160 with AVC 160 with AVC and wire feed unit 160 with AVC, weaving and wire feed unit |
0444 016 880
0444 151 880 0444 151 881 0444 151 882 0444 151 883 0444 151 883 |
| Second stress Second stress 3-12 enclosed 3-38 enclosed 3-38 enclosed 6-76 enclosed |
0444 300 880
0444 301 880 0444 302 880 |
| Tube welding tool POC 12-60 with wire feed unit | 0443 930 880 |
| TIG hand torch TXH 400W (4 m OKC) | 0460 014 840 |
|
Wire feed unit MEI 10
for PRB 17-49 , PRC 17-49 for PRB 33-90 , PRC 33-90 for PRB 60-170 , PRC 60-170 |
0444 211 880
0444 212 880 0444 213 880 |
| Wire feed unit MEI 21 | 0443 830 880 |
| Remote control unit MechT1 CAN ⑦ Remote cable CAN 4 pole - 12 pole 5 m 10 m 10 m 25 m 25 m 0.25 m |
0460 181 880
0459 554 880 0459 554 881 0459 554 882 0459 554 883 0459 554 883 |
|
Documentation system
Welddoc ™ WMS 4000 SPS 4000 Opto cable, 15 m Opto cable, 2 m |
0457 410 880
0457 410 881 0457 072 881 0457 072 882 |
|
8 Connection set between power source and control unit
1.7 m |
0460 210 880
0460 210 881 |
| Return cable 5 m, 70 mm 2 | 0700 006 895 |
| Extension cable ① for wire feed unit, weaving and CAN 42 V, 10 m ② for rotation, 10 m ③ for AVC, 10 m ④ for measurement cable, 10 m |
0456 904 880
0456 906 880 0457 219 880 0457 219 881 |
| Extension set ⑤ for current, water and gas, 8 m ⑥ for current, water, gas and torch contact, 8 m |
0456 905 880
0466 705 881 |
MechTig 3000i

|
Welding station A25 with connection cables
with TIG torch BTE 250 0443 910 880 With TilG torch BTE 500 0443 910 881 Automatic welding machine A25 with connection cables with AVC and TIG torch BTE 250 0443 911 880 with AVC and TIG torch BTE 500 0443 911 881 with AVC, weaving and TIG torch BTE 250 0443 911 882 with AVC, weaving and TIG torch BTE 250 0443 911 883 with AVC, manual slide and TIG torch BTE 250 0443 911 883 with AVC, manual slide and TIG torch BTE 250 0443 911 884 with AVC, manual slide and TIG torch BTE 250 0443 911 885 manual slide and TIG torch BTE 250 0443 911 886 manual slide and TIG torch BTE 250 0443 911 886 with floating head and TIG torch BTE 500 0443 911 886 with floating head and TIG torch BTE 500 0443 911 886 with floating head and TIG torch BTE 500 0443 912 880 with floating head and TIG torch BTE 500 0443 912 881 Remote cable CAN 4 pole - 12 pole 0459 554 881 5 m 0459 554 881 0459 554 882 10 m 0459 554 883 0459 554 884 Documentation system 0457 410 880 0457 410 880 SPS 4000 0457 410 8 |
|---|
| Automatic welding machine A25 with connection cables 0443 911 880 with AVC and TIG torch BTE 250 0443 911 881 with AVC, and TIG torch BTE 500 0443 911 881 with AVC, weaving and TIG torch BTE 250 0443 911 882 with AVC, weaving and TIG torch BTE 250 0443 911 883 with AVC, manual slide and TIG torch BTE 250 0443 911 883 with AVC, manual slide and TIG torch BTE 250 0443 911 885 manual slide and TIG torch BTE 250 0443 911 885 manual slide and TIG torch BTE 250 0443 911 886 manual slide and TIG torch BTE 250 0443 911 886 manual slide and TIG torch BTE 250 0443 911 887 with floating head and TIG torch BTE 250 0443 911 887 with floating head and TIG torch BTE 250 0443 912 880 with floating head and TIG torch BTE 500 0443 912 880 with floating head and TIG torch BTE 500 0443 912 881 Remote control unit MechT1 CAN 0460 181 880 ⑦ Remote cable CAN 4 pole - 12 pole 0459 554 881 5 m 0.25 m 0459 554 883 0.25 m 0.25 m 0459 554 883 0.25 m 0.25 m 0459 554 884 Documentation syst |
| Remote control unit MechT1 CAN 0460 181 880 ⑦ Remote cable CAN 4 pole - 12 pole 0459 554 880 5 m 0459 554 881 0459 554 881 10 m 0459 554 881 0459 554 882 25 m 0459 554 883 0459 554 883 0.25 m 0459 554 884 0459 554 883 Documentation system 0457 410 880 0457 410 881 0 > to soluble 45 and |
| Documentation system 0457 410 880 Welddoc™ WMS 4000 0457 410 880 SPS 4000 0457 410 881 Output 0457 070 001 |
| Opto cable, 15 m |
| Image: Second set between power source and control unit 0460 210 880 0460 210 881 0460 210 881 |
| Image: Second system Image: Se |
| Extension cable 0456 904 880 ① for wire feed unit, weaving and CAN 42V, 10 m 0456 904 880 ② for rotation, 10 m 0456 906 880 ③ for AVC, 10 m 0457 219 880 ④ for measurement cable, 10 m 0457 219 881 |
| Extension set |
MechTig 3000i

ESAB subsidiaries and representative offices
Europe
AUSTRIA ESAB Ges.m.b.H Vienna-Liesing Tel: +43 1 888 25 11 Fax: +43 1 888 25 11 85
BELGIUM S.A. ESAB N.V. Brussels Tel: +32 2 745 11 00 Fax: +32 2 745 11 28
BULGARIA ESAB Kft Representative Office Sofia Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC ESAB VAMBERK s.r.o. Vamberk Tel: +420 2 819 40 885 Fax: +420 2 819 40 120
DENMARK Aktieselskabet ESAB Herlev Tel: +45 36 30 01 11 Fax: +45 36 30 40 03
FINLAND ESAB Oy Helsinki Tel: +358 9 547 761 Fax: +358 9 547 77 71
FRANCE ESAB France S.A. Cergy Pontoise Tel: +33 1 30 75 55 00 Fax: +33 1 30 75 55 24
GERMANY ESAB GmbH Solingen Tel: +49 212 298 0 Eax: +49 212 298 218
GREAT BRITAIN ESAB Group (UK) Ltd Waltham Cross Tel: +44 1992 76 85 15 Fax: +44 1992 71 58 03
ESAB Automation Ltd Andover Tel: +44 1264 33 22 33 Fax: +44 1264 33 20 74
HUNGARY ESAB Kft Budapest Tel: +36 1 20 44 182 Fax: +36 1 20 44 186
ITALY ESAB Saldatura S.p.A. Bareggio (Mi) Tel: +39 02 97 96 8.1 Fax: +39 02 97 96 87 01
THE NETHERLANDS ESAB Nederland B.V. Amersfoort Tel: +31 33 422 35 55 Fax: +31 33 422 35 44

POLAND ESAB Sp.zo.o. Katowice Tel: +48 32 351 11 00 Fax: +48 32 351 11 20
PORTUGAL ESAB Lda Lisbon Tel: +351 8 310 960 Fax: +351 1 859 1277
ROMANIA ESAB Romania Trading SRL Bucharest Tel: +40 316 900 600 Fax: +40 316 900 601
RUSSIA LLC ESAB Moscow Tel: +7 (495) 663 20 08 Fax: +7 (495) 663 20 09
SLOVAKIA ESAB Slovakia s.r.o. Bratislava Tel: +421 7 44 88 24 26 Fax: +421 7 44 88 87 41
SPAIN ESAB Ibérica S.A. Alcalá de Henares (MADRID) Tel: +34 91 878 3600 Fax: +34 91 802 3461
SWEDEN ESAB Sverige AB Gothenburg Tel: +46 31 50 95 00 Fax: +46 31 50 92 2
ESAB international AB Gothenburg Tel: +46 31 50 90 00 Fax: +46 31 50 93 60
SWITZERLAND ESAB AG Dietikon Tel: +41 1 741 25 2
UKRAINE ESAB Ukraine LLC
Tel: +38 (044) 501 23 24 Fax: +38 (044) 575 21 88
North and South America
ARGENTINA CONARCO Buenos Aires Tel: +54 11 4 753 4039 Fax: +54 11 4 753 6313
BRAZIL ESAB S.A. Contagem-MG Tel: +55 31 2191 4333 Fax: +55 31 2191 4440
CANADA ESAB Group Canada Inc. Missisauga, Ontario Tel: +1 905 670 02 20 Fax: +1 905 670 48 79
MEXICO ESAB Mexico S.A. Monterrey Tel: +52 8 350 5959 Fax: +52 8 350 7554
USA ESAB Welding & Cutting Products Florence, SC Tel: +1 843 669 44 11 Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA ESAB South Pacific Archerfield BC QLD 4108 Tel: +61 1300 372 228 Fax: +61 7 3711 2328
CHINA Shanghai ESAB A/P Shanghai Tel: +86 21 2326 3000 Fax: +86 21 6566 6622
INDIA ESAB India Ltd Calcutta Tel: +91 33 478 45 17 Fax: +91 33 468 18 80
INDONESIA P.T. ESABindo Pratama Jakarta Tel: +62 21 460 0188 Fax: +62 21 461 2929
JAPAN ESAB Japan Tokyo Tel: +81 45 670 7073 Fax: +81 45 670 7001
MALAYSIA ESAB (Malaysia) Snd Bhd USJ Tel: +603 8023 7835 Fax: +603 8023 0225
SINGAPORE ESAB Asia/Pacific Pte Ltd Singapore Tel: +65 6861 43 22 Fax: +65 6861 31 95
SOUTHKOREA
ESAB SeAH Corporation Kyungnam Tel: +82 55 269 8170 Fax: +82 55 289 8864
UNITED ARAB EMIRATES ESAB Middle East FZE Dubai Tel: +971 4 887 21 11 Fax: +971 4 887 22 63
Africa
EGYPT ESAB Egypt Dokki-Cairo Tel: +20 2 390 96 69 Fax: +20 2 393 32 13
SOUTH AFRICA ESAB Africa Welding & Cutting Ltd Durbanvill 7570 - Cape Town Tel: +27 (0)21 975 8924
Distributors For addresses and phone numbers to our distributors in other countries, please visit our home page
www.esab.com

www.esab.com


































 Loading...
Loading...