



Aristo® MechControl 2 MechControl 4

Manuel d'instructions

DECLARATION OF CONFORMITY
According to
The Low Voltage Directive 2006/95/EC, entering into force 16 January 2007 The EMC Directive 2004/108/EC, entering into force 20 July 2007
Type of equipment Wire feed control
Type designation etc. MechControl 2, from serial number 652 xxx xxxx (2006 w.52) MechControl 2 is a member of the ESAB product family Aristo
Brand name or trade mark ESAB
Manufacturer or his authorised representative established within the EEA Name, address, telephone No, telefax No:
ESAB AB, Welding Equipment Esabvägen, SE-695 81 LAXÅ, Sweden Phone: +46 584 81 000, Fax: +46 584 411 924
The following harmonised standard in force within the EEA has been used in the design:
EN 60974-3, Arc welding equipment – Part 3: Arc striking and stabilizing devices EN 60974-5, Arc welding equipment – Part 5: Wire feeders EN 60974-10, Arc welding equipment – Part 10: Electromagnetic compatibility (EMC) requirements
Additional information: Restrictive use, this control box is used with equipment of Class A, intended for use in locations other than residential
By signing this document, the undersigned declares as manufacturer, or the manufacturer's authorised representative established within the EEA, that the equipment in question complies with the safety requirements stated above.
Date Laxå 2007-03-14
Tintos
Position Global Director Equipment and Automation

DECLARATION OF CONFORMITY
According to
The Low Voltage Directive 2006/95/EC, entering into force 16 January 2007 The EMC Directive 2004/108/EC, entering into force 20 July 2007
Type of equipment Wire feed control
Type designation etc. MechControl 4, from serial number 652 xxx xxxx (2006 w.52) MechControl 4 is a member of the ESAB product family Aristo
Brand name or trade mark ESAB
Manufacturer or his authorised representative established within the EEA Name, address, telephone No, telefax No:
ESAB AB, Welding Equipment Esabvägen, SE-695 81 LAXÅ, Sweden Phone: +46 584 81 000, Fax: +46 584 411 924
The following harmonised standard in force within the EEA has been used in the design:
EN 60974-3, Arc welding equipment – Part 3: Arc striking and stabilizing devices EN 60974-5, Arc welding equipment – Part 5: Wire feeders EN 60974-10, Arc welding equipment – Part 10: Electromagnetic compatibility (EMC) requirements
Additional information: Restrictive use, this control box is used with equipment of Class A, intended for use in locations other than residential
By signing this document, the undersigned declares as manufacturer, or the manufacturer's authorised representative established within the EEA, that the equipment in question complies with the safety requirements stated above.
Date Laxå 2007-03-14
Tintal
Position Global Director Equipment and Automation
| 1 | SÉC | URITÉ | 5 |
|---|---|---|---|
| 2 | INTE | 7 | |
| 2.1 | Équipement | 7 | |
| 2.2 | Panneau de commande WO100 | 7 | |
| 3 | CAR | ACTÉRISTIQUES TECHNIQUES | 7 |
| 4 | INST | 8 | |
| 4.1 | Alimentation | 8 | |
| 4.2 | Dispositif de suspension | 8 | |
| 4.3 | Connexion des résistances de terminaison | 9 | |
| 5 | UTIL | ISATION | 10 |
| 5.1 | Appareils de contrôle et connexion | 10 | |
| 5.2 | Débitmètre | 11 | |
| 5.3 | Connexion USB | 11 | |
| 5.4 | Raccordement pour eau | 11 | |
| 5.5 | Capteur de débit de gaz | 11 | |
| 5.6 | Symboles | 11 | |
| 6 | ENT | RETIEN | 12 |
| 6.1 | Inspection et nettoyage | 12 | |
| _ | 6.2 | Imprimante | 13 |
| 7 | CON | IMANDE DE PIECES DE RECHANGE | 13 |
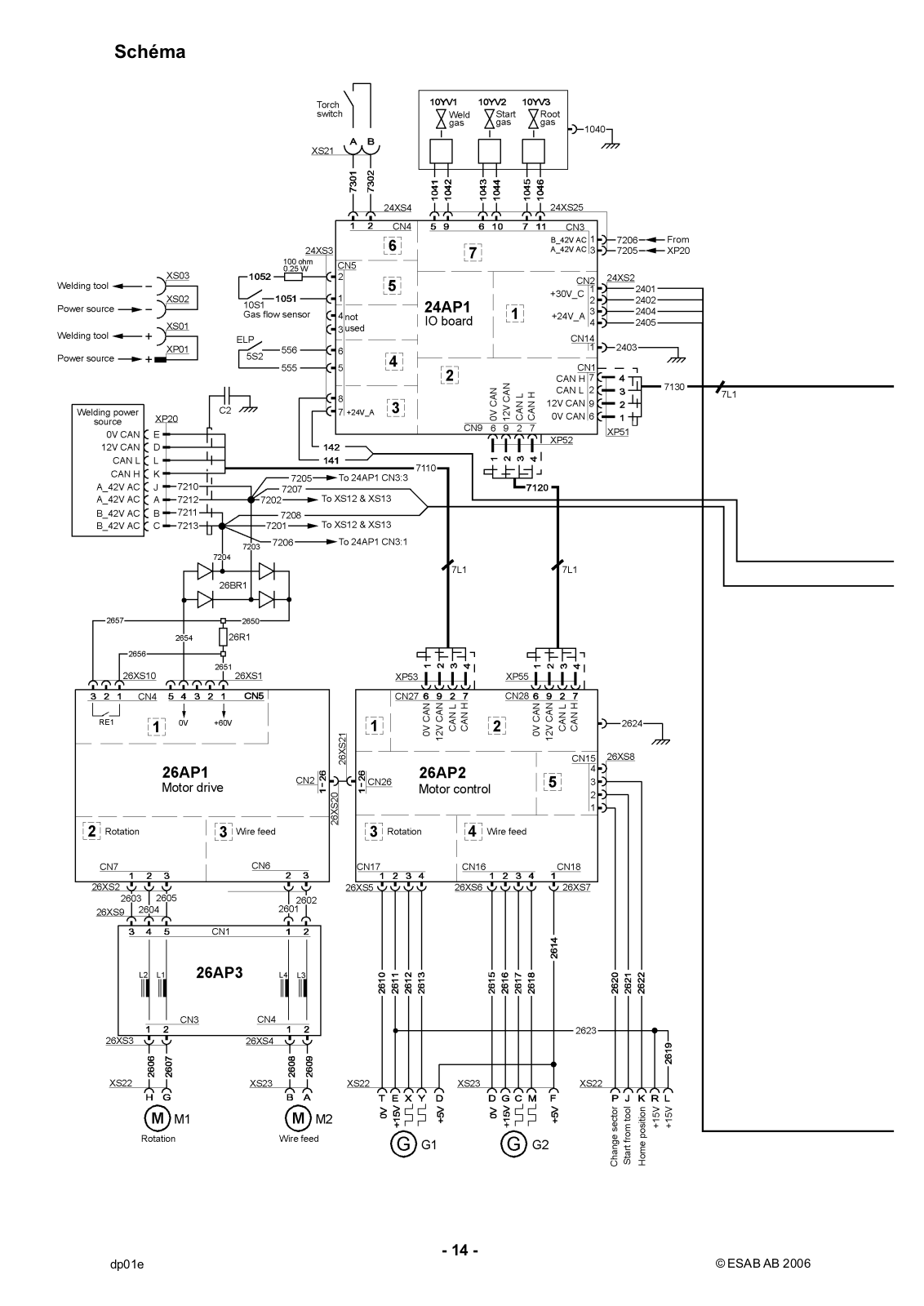
| SC | CHÉM | Α | 14 |
| NUMÉRO DE RÉFÉRENCE 18 | |||
| ACCESSOIRES 19 | |||

1 SÉCURITÉ
Il incombe à l'utilisateur d'un équipement ESAB de prendre toutes les mesures nécessaires pour garantir la sécurité du personnel utilisant le système ou se trouvant à proximité. Les mesures de sécurité doivent répondre aux normes correspondant à ce type d'appareil. Le contenu de ces recommandations peut être considéré comme un complément à la réglementation ordinaire relative à la sécurité sur le lieu de travail.
L'utilisation de l'appareil doit être conforme au mode d'emploi et exclusivement réservée à des opérateurs habilités. Toute utilisation incorrecte risque de créer une situation anormale pouvant soit blesser l'opérateur, soit endommager le matériel.
-
1. Toute personne utilisant la machine de soudage devra bien connaître :
- sa mise en service
- l'emplacement de l'arrêt d'urgence
- son fonctionnement
- les règles de sécurité en vigueur
- le processus de soudage et de coupage
-
2. L'opérateur doit s'assurer :
- que personne ne se trouve dans la zone de travail de l'équipement au moment de sa mise en service.
- que personne n'est sans protection lorsque l'arc est amorcé.
-
3. Le poste de travail doit être :
- conforme au type de travail.
- non soumis à des courants d'air.
-
4. Protection personnelle
- Toujours utiliser l'équipement de protection individuelle recommandé : lunettes, vêtements ignifuges, gants, etc.
- Éviter de porter des vêtements trop larges ou par exemple une ceinture, un bracelet, etc. pouvant s'accrocher en cours d'opération ou occasionner des brûlures.
-
5. Divers
- S'assurer que les câbles sont bien raccordés.
- Seul du personnel spécialement qualifié est habilité à intervenir sur le système électrique.
- Un équipement de lutte contre l'incendie doit se trouver à proximité et clairement signalé.
- Ne pas effectuer de graissage ou d'entretien en cours de marche.

| AVE | RTISS | ΝΤ |
|---|---|---|

- DÉCHARGE ÉLECTRIQUE Danger de mort Installer et mettre à la terre l'équipement en suivant les normes en vigueur.
- Ne pas toucher les parties conductrices. Ne pas toucher les électrodes avec les mains nues ou des gants de protection humides
- S'isoler du sol et de la pièce à souder.
- S'assurer que la position de travail adoptée est sûre
FUMÉES ET GAZ - Peuvent nuire à la santé
- Éloigner le visage des fumées.
- Ventiler et aspirer les fumées pour assurer un environnement de travail sain
RADIATIONS I UMINEUSES DE L'ARC - Peuvent abîmer les veux et brûler la peau
- Se protéger les veux et la peau. Utiliser un écran soudeur et porter des gants et des vêtements de protection
- Protéger les personnes voisines des effets dangereux de l'arc par des rideaux ou des écrans protecteurs
RISQUES D'INCENDIE
Les étincelles (ou "puces" de soudage) peuvent causer un incendie. S'assurer qu'aucun obiet inflammable ne se trouve à proximité du lieu de soudage.
BRUIT - Un niveau élevé de bruit peut réduire les facultés auditives
- Se protéger. Utiliser des protecteurs d'oreilles ou toute autre protection auditive.
- Avertir des risques encourus les personnes se trouvant à proximité.
EN CAS DE MAUVAIS FONCTIONNEMENT - Faire appel à un technicien qualifié.
PROTÉGEZ-VOUS ET PROTÉGEZ LES AUTRES
Ce produit est uniquement destiné au soudage à l'arc
PRUDENCE!
Les équipements de "Class A" ne sont pas conçus pour un usage résidentiel alimenté par de la basse tension. Dans ce cas, des problèmes de compatibilité électromagnétique des équipements de "Class A" peuvent se produire en raison de perturbations liées à la conduction et au ravonnement


PRUDENCE!
l ire attentivement le mode d'emploi avant d'installe la machine et de l'utiliser.



Jetez votre équipement électronique dans les centres de recyclage agréés ! Conformément à la Directive européenne 2002/96/EC relative aux déchets d'équipements électroniques et électriques et à sa transposition dans la législation
nationale en vigueur, les équipements électriques et a sa transposition dans la legislation de vie doivent être confiés à un centre de recyclage agréé.
En tant que responsable de l'équipement, il est de votre responsabilité d'obtenir des informations sur les centres de recyclage agréés.
Pour plus d'informations, contactez votre fournisseur ESAB le plus proche.
ESAB fournit tous les accessoires et équipements de protection nécessaires pour le soudage.
2 INTRODUCTION
MechControl est une unité de commande conçue pour le soudage mécanisé avec générateur MechTig 4000i / MechTig 3000i.
Il existe différents modèles d'unités de commande, voir page 18.
Voir les accessoires ESAB en page 19.
2.1 Équipement
L'unité de commande comprend :
- le mode d'emploi de l'unité de commande
- le mode d'emploi du panneau de commande
- une résistance d'extrémité.
2.2 Panneau de commande WO100

Pour une description détaillée du panneau de commande, voir le mode d'emploi correspondant.
3 CARACTÉRISTIQUES TECHNIQUES
| MechControl 2, MechControl 4 | |||
|---|---|---|---|
| Tension d'alimentation | 42 V, 50/60 Hz | ||
| Vitesse de dévidage | Voir le mode d'emploi du dévidoir. | ||
| Vitesse de rotation | Voir mode d'emploi de l'outil | ||
| Poids | |||
| MechControl 2 | 17,4 kg | ||
| MechControl 4 | 18,4 kg | ||

| MechControl 2, MechControl 4 | |||
|---|---|---|---|
| Dimensions L x I x h | 471 x 403 x 364 mm | ||
| Température de fonctionnement | de -10 à +40° C | ||
|
Gaz de protection
Pression max. |
Tous les modèles sont conçus pour le soudage
TIG 0,5 MPa (5 bar) |
||
| Type de refroidissement | 50 % eau / 50 % mono-éthylène glycol | ||
| Pression max. | 0,5 MPa (5 bar) | ||
| Classe d'étanchéité | IP 23 | ||
| Classe d'application | S | ||
Classe de protection
Le code IP indique la classe de protection, c'est-à-dire le degré d'étanchéité à l'eau et aux particules solides. Les machines marquées IP 23 sont utilisables à l'intérieur et à l'extérieur.
Classe d'utilisation
Le symbole S signifie quele générateur est conçu est conçue pour une utilisation dans des environnements où il existe un danger électrique.
4 INSTALLATION
L'installation doit être assurée par un technicien qualifié.

4.1 Alimentation
Remarque!
Alimentation électrique requise
Les équipements à grande puissance, vu l'importance du courant primaire requis, peuvent influencer la qualité de la grille de puissance. C'est pourquoi, pour certains types d'équipements (voir les caractéristiques techniques), des restrictions ou exigences relatives à l'impédance maximale admissible ou à la puissance d'alimentation minimale requise peuvent être appliquées au point d'interface avec le réseau public. Dans ce cas, il incombe à l'installateur ou à l'utilisateur de vérifier auprès du gestionnaire de réseau de distribution si l'équipement peut être connecté.
4.2 Dispositif de suspension
ATTENTION ! Lorsqu'un dispositif de suspension est utilisé pour le soudage, celui-ci doit être électriquement isolé de l'unité.

4.3 Connexion des résistances de terminaison
Pour éviter les interférences de communication, la prise déportée doit être munie d'une résistance de terminaison lorsqu'aucune unité de commande à distance n'est connectée.
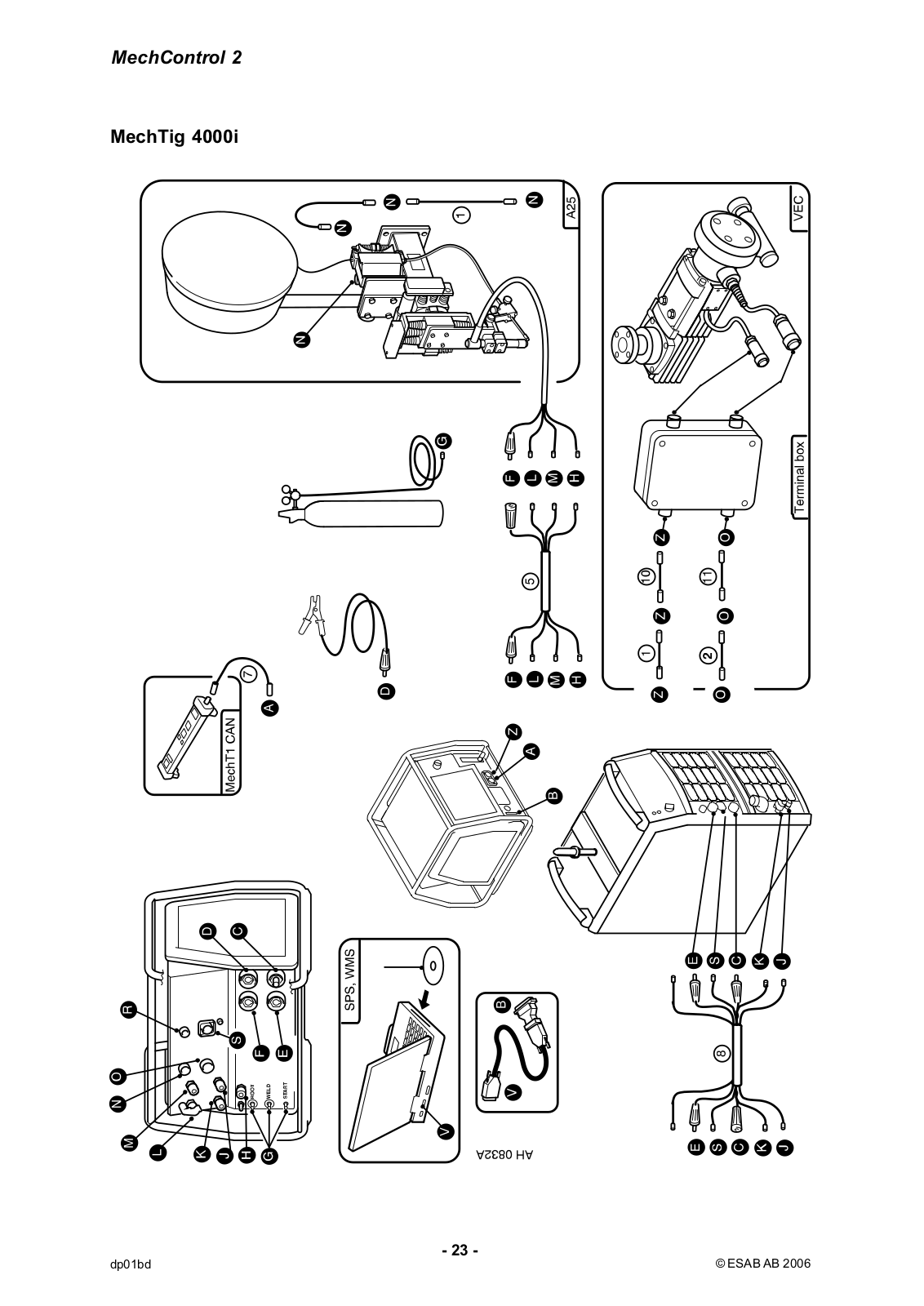
MechTig 4000i

MechTiq 3000i


5 UTILISATION
Les prescriptions générales de sécurité pour l'utilisation de l'équipement figurent en page 5. En prendre connaissance avant d'utiliser l'équipement.
5.1 Appareils de contrôle et connexion
- 1 Raccordement d'entrée du gaz de démarrage
- 2 Raccordement d'entrée du gaz de soudage
- 3 Raccordement d'entrée du gaz de protection
- 4 Raccordement de sortie du gaz de protection
- 5 Raccordement de sortie du gaz de soudage et de démarrage
- 6 Connexion pour liquide de refroidissement BLEU
- 7 Connexion pour liquide de refroidissement ROUGE
- 8 Connexion avec ELP* pour liquide de refroidissement d'outil de soudage de tubes BLEU
- 9 Connexion pour liquide de refroidissement d'outil de soudage de tubes ROUGE
- 10 Connexion pour rotation
- 11 Connexion pour dévidoir de fil
- 12 Connexion pour oscillation uniquement pour MechControl 4
- 13 Connexion pour AVC (Arc Voltage Control) uniquement pour MechControl 4
- 14 Connexion torche TIG manuelle
- 15 Raccordement (CAN) pour câble de contrôle venant du générateur
- 16 Connexion pour câble de mesure AVC en provenance de l'outil de soudage, uniquement pour MechControl 4
- 17 Connexion pour câble de mesure AVC vers le générateur, uniquement pour MechControl 4
- 18 Plaque signalétique avec informations de connexion
- 19 Raccordement (OKC) pour le courant de soudage (+) venant du générateur
- 20 Connexion (OKC) pour câble de retour (+)
- 21 Raccordement (OKC) pour le courant de soudage (-) venant du générateur
- 22 Raccordement (OKC) pour le courant de soudage (-) vers l'outil de soudage
- 23 Panneau de commande, voir mode d'emploi correspondant.
- 24 Débitmètre
- 25 Connexion (CAN) pour commande à distance, résistance d'extrémité ou poste de soudage A25
- 26 Imprimante
- 27 Connexion USB, voir point 5.3.
- 28 Connexion pour système de documentation WMS 4000
- * ELP = ESAB Logic Pump, voir point 5.4



5.2 Débitmètre
Attention! Pour atteindre le flux correct, celui-ci doit être mesuré au niveau de l'outil.
Le débitmètre est étalonné à une pression de 4 bar pour l'argon. Le débit en sortie dépend de l'outil connecté. Lorsque d'autres pressions ou gaz sont utilisés, le flux de gaz doit être mesuré au niveau de l'élément à souder.
ESAB recommande l'utilisation d'un régulateur de pression réglé sur 4 bar.
5.3 Connexion USB
Une clé USB externe peut être utilisée pour transférer les programmes d'un système à l'autre.
Remarque :
Dans des conditions d'utilisation normales, il n'y a pas de risque de contamination des équipements par des virus informatiques. Pour éliminer totalement ce risque, il est conseillé de ne pas utiliser la mémoire avec d'autres équipements.
Certaines clés USB ne sont pas compatibles. Nous recommandons l'utilisation de mémoires USB de margues connues.
ESAB décline toute responsabilité en cas de dégâts résultant d'une utilisation incorrecte de mémoires USB.
5.4 Raccordement pour eau
L'unité de commande est munie d'un système de détection ELP (ESAB Logic P ump) qui vérifie si les tuyaux d'eau sont connectés. La pompe à eau se met en service lorsqu'une torche ou un outil de soudage de tubes refroidi à l'eau est connecté.
5.5 Capteur de débit de gaz
Le capteur de débit interrompt le soudage lorsque le flux de gaz descend sous les 4 l/minute. Dans ce cas, un message d'erreur s'affiche sur le panneau de commande.
Pour plus d'informations, voir le mode d'emploi du panneau de commande.
| Outil de soudage de tubes | ⊖⇒ Root | Sortie du gaz de protection |
|---|---|---|
| Dévidage |
Sortie gaz de démarrage
et de soudage, outil de soudage de tubes |
|
| Oscillation | ->> Root |
Entrée du gaz de
protection |
| Torche TIG | ->> Weld | Entrée du gaz de soudage |
5.6 Symboles

| Eau de refroidissement | ->>> Start |
Entrée du gaz de
démarrage |
|
|---|---|---|---|
| Rotation | Gaz | ||
| AVC | AVC, Arc Voltage Control | MechTig | Générateur de courant de soudage |
Pour plus d'informations sur les différentes fonctions, voir le mode d'emploi du panneau de commande.
6 ENTRETIEN
Un entretien régulier garantit la sécurité et la fiabilité du matériel.
Seul des électriciens spécialisés (personnel agréé) sont habilités à démonter les plaques de sécurité.

La garantie du fabricant cesse d'être valable si le matériel a été ouvert par l'utilisateur pendant la période de garantie pour réparer quelque panne que ce soit.
6.1 Inspection et nettoyage
Unité de commande
Vérifier régulièrement si l'unité de commande n'est pas colmatée.
La fréquence et la méthode de nettoyage dépendent
- du procédé de soudage
- de la durée de l'arc
- de l'endroit
- de l'environnement.
En général, il suffit de nettoyer l'unité à l'air comprimé sec (à pression réduite) une fois par an.
Des grilles de ventilation colmatées peuvent entraîner une surchauffe de l'équipement.
Outil de soudage de tubes
Pour éviter tout problème, nettoyer et remplacer régulièrement les pièces d'usure de l'outil de soudage de tubes.

6.2 Imprimante
Remplacement du rouleau de papier
Pour remplacer le rouleau de papier, procéder comme suit :
- 1. Ouvrir le couvercle de l'imprimante (voir illustration).
- 2. Positionner le rouleau de papier en veillant à ce qu'il se déroule dans le bon sens (voir illustration).

Ouvrir l'imprimante
Positionner le rouleau de papier
- 3. Faire sortir le papier et fermer le couvercle (voir illustration).
- 4. L'imprimante est prête à fonctionner.

Fermer le couvercle

Prêt à l'emploi
7 COMMANDE DE PIÈCES DE RECHANGE
MechControl 2 / MechControl 4 est conçue et éprouvée conformément à la norme internationale et européenne 60974-3, 60974-5 et 60974-10. Il incombe à l'entreprise chargée de tout travail de maintenance ou de réparation de s'assurer que le produit demeure conforme à la norme susmentionnée après leur intervention.
Les interventions électriques et travaux de réparation doivent être confiés à du personnel ESAB agréé.
Utiliser exclusivement des pièces de rechange et pièces d'usure ESAB d'origine.
Les pièces de rechange peuvent être commandées auprès de votre vendeur ESAB. Voir dernière page.



dp01e
© ESAB AB 2006

dp01e
© ESAB AB 2006
Numéro de référence

| Ordering no. | Denomination | Туре |
|---|---|---|
| 0444 500 880 | Control unit | Aristo ™ MechControl 2, WO100 |
| 0444 500 881 | Control unit | Aristo ™ MechControl 4, WO100 |
| 0459 839 010 | Spare parts list |
Aristo
™
MechControl 2, WO100
Aristo ™ MechControl 4, WO100 |
| 0444 536 | Instruction manual | Control panel WO100 for MechControl 2 |
| 0444 405 | Instruction manual | Control panel WO100 for MechControl 4 |
Instruction manuals and the spare parts list are available on the Internet at www.esab.com
Accessoires

| Pro | duct | Ordering number |
|---|---|---|
| Tuk | be welding tool PRB | |
| 17-49 watercooled | 0443 750 882 | |
| 33-90 watercooled | 0443 760 882 | |
| 60-170 watercooled | 0443 770 882 | |
| 17-49 aircooled | 0443 750 883 | |
| 33-90 aircooled | 0443 760 883 | |
| 60-170 aircooled | 0443 770 883 | |
| Tuk | be welding tool PRD | |
| 160 (for meltwelding with floating head) | 0444 151 880 | |
| 160 with wire feeder | 0444 151 881 | |
| Tuk | be welding tool PRH | |
| 3-12 enclosed | 0444 300 880 | |
| 3-38 enclosed | 0444 301 880 | |
| 6-76 enclosed | 0444 302 880 | |
| Tuk | be welding tool POC 12-60 with wire feed unit | 0443 930 880 |
| TIG | hand torch TXH 400W (4 m OKC) | 0460 014 840 |
| Wir | re feed unit MFL 10 | |
| for PRB 17-49 | 0444 211 880 | |
| for PRB 33-90 | 0444 212 880 | |
| for PRB 60-170 | 0444 213 880 | |
| Wir | 0443 830 880 | |
| 0460 181 880 | ||
| 0400 181 880 | ||
| Ŵ | 0459 554 880 | |
| 5 III | 0459 554 881 | |
| 10 m | 0459 554 882 | |
| 15 m | 0459 554 883 | |
| 0459 554 884 | ||
| _ | 0.25 m | |
| Doo | 0457 440 000 | |
| 0457 410 880 | ||
| 0457 072 881 | ||
| 0457 072 882 | ||
| 8 | Connection set between power source and control unit | 0.400 0.40 0.00 |
| 1.7 m | ||
| 8 m | 0460 210 881 | |
| Return cable 5 m, 70 mm 2 | 0700 006 895 | |
| Ext | ension cable | |
| 1 | for wire feed unit and CAN 42 V, 10 m | 0456 904 880 |
| 2 | for rotation, 10 m | 0456 906 880 |
| Ext | ension set | |
| 5 | for current, water and gas, 8 m | 0456 905 880 |
| 6 | for current, water, gas and torch contact 8 m | 0466 705 881 |
MechTig 4000i

| Produc | t | Ordering number |
|---|---|---|
| Automa | atic welding machine A25 | |
| wit | h floating head and TIG torch BTE 250 | 0443 912 880 |
| wit | th floating head and TIG torch BTE 500 | 0443 912 881 |
| Termin | al box | 0457 591 880 |
| VEC-m | otor with gear and pulse generator | 0457 258 880 |
| Co | onnection cable | |
| 10 for | · CAN 42 V | 0456 527 881 |
| for | rotation | 0457 222 880 |
| Remote | e control unit MechT1 CAN | 0460 181 880 |
| ⑦ Re | mote cable CAN 4 pole - 12 pole | |
| 5 n | n | 0459 554 880 |
| 10 | m | 0459 554 881 |
| 15 | m | 0459 554 882 |
| 25 | m | 0459 554 883 |
| 0.2 | 25 m | 0459 554 884 |
| Documentation system | ||
| We | elddoc™ WMS 4000 | 0457 410 880 |
| SP | PS 4000 | 0457 410 881 |
| Ор | 0457 072 881 | |
| Ορ | 0457 072 882 | |
| 8 Co | onnection set between power source and control unit | |
| 1.7 | 7 m | 0460 210 880 |
| 8 n | n | 0460 210 881 |
| Return cable 5 m, 70 mm 2 | 0700 006 895 | |
| Extens | ion cable | |
| ① for | wire feed unit and CAN 42V, 10 m | 0456 904 880 |
| 2 for | rotation, 10 m | 0456 906 880 |
| Extens | ion set | |
| ⑤ for | current, water and gas, 8 m | 0456 905 880 |
MechTig 4000i

| Pro | duct | Ordering number |
|---|---|---|
| Tuk | be welding tool PRB | |
| 17-49 watercooled | 0443 750 882 | |
| 33-90 watercooled | 0443 760 882 | |
| 60-170 watercooled | 0443 770 882 | |
| 17-49 aircooled | 0443 750 883 | |
| 33-90 aircooled | 0443 760 883 | |
| 60-170 aircooled | 0443 770 883 | |
| Tuk | be welding tool PRD | |
| 160 (for meltwelding with floating head) | 0444 151 880 | |
| 160 with wire feeder | 0444 151 881 | |
| Tuk | be welding tool PRH | |
| 3-12 enclosed | 0444 300 880 | |
| 3-38 enclosed | 0444 301 880 | |
| 6-76 enclosed | 0444 302 880 | |
| Tuk | be welding tool POC 12-60 with wire feed unit | 0443 930 880 |
| TIG | hand torch TXH 400W (4 m OKC) | 0460 014 840 |
| Wir | re feed unit MFL 10 | |
| for PRB 17-49 | 0444 211 880 | |
| for PRB 33-90 | 0444 212 880 | |
| for PRB 60-170 | 0444 213 880 | |
| Wir | 0443 830 880 | |
| 0460 181 880 | ||
| 0400 181 880 | ||
| Ŵ | 0459 554 880 | |
| 5 III | 0459 554 881 | |
| 10 m | 0459 554 882 | |
| 15 m | 0459 554 883 | |
| 0459 554 884 | ||
| _ | 0.25 m | |
| Doo | 0457 440 000 | |
| 0457 410 880 | ||
| 0457 072 881 | ||
| 0457 072 882 | ||
| 8 | Connection set between power source and control unit | 0.400 0.40 0.00 |
| 1.7 m | ||
| 8 m | 0460 210 881 | |
| Return cable 5 m, 70 mm 2 | 0700 006 895 | |
| Ext | ension cable | |
| 1 | for wire feed unit and CAN 42 V, 10 m | 0456 904 880 |
| 2 | for rotation, 10 m | 0456 906 880 |
| Ext | ension set | |
| 5 | for current, water and gas, 8 m | 0456 905 880 |
| 6 | for current, water, gas and torch contact 8 m | 0466 705 881 |
MechTig 3000i

| Product | Ordering number | |
|---|---|---|
| Automati | ic welding machine A25 | |
| with | floating head and TIG torch BTE 250 | 0443 912 880 |
| with | floating head and TIG torch BTE 500 | 0443 912 881 |
| Terminal | box | 0457 591 880 |
| VEC-mot | or with gear and pulse generator | 0457 258 880 |
| Con | nection cable | |
| 1 for C | AN 42 V | 0456 527 881 |
| for ro | otation | 0457 222 880 |
| Remote of | control unit MechT1 CAN | 0460 181 880 |
| ⑦ Rem | ote cable CAN 4 pole - 12 pole | |
| 5 m | 0459 554 880 | |
| 10 m | ۱ | 0459 554 881 |
| 15 m | ۱ | 0459 554 882 |
| 25 m | ۱ | 0459 554 883 |
| 0.25 | m | 0459 554 884 |
| Documentation system | ||
| Weld | ddoc™ WMS 4000 | 0457 410 880 |
| SPS | 4000 | 0457 410 881 |
| Opto | o cable, 15 m | 0457 072 881 |
| Opto | o cable, 2 m | 0457 072 882 |
| 8 Con | nection set between power source and control unit | |
| 1.7 n | n | 0460 210 880 |
| 8 m | 0460 210 881 | |
| Return cable 5 m, 70 mm 2 | 0700 006 895 | |
| Extensio | n cable | |
| ① for w | vire feed unit and CAN 42V, 10 m | 0456 904 880 |
| ② for ro | otation, 10 m | 0456 906 880 |
| Extensio | n set | |
| ⑤ for c | urrent, water and gas, 8 m | 0456 905 880 |
MechTig 3000i

| Product | Ordering number |
|---|---|
| Tube welding tool PRB 17-49 watercooled 33-90 watercooled 60-170 watercooled 17-49 aircooled 33-90 aircooled 60-170 aircooled |
0443 750 882
0443 760 882 0443 770 882 0443 750 883 0443 760 883 0443 770 883 |
| Tube welding tool PRC 17-49 watercooled with AVC 33-90 watercooled with AVC 60-170 watercooled with AVC 17-49 watercooled with AVC 33-90 watercooled with AVC and weaving 33-90 watercooled with AVC and weaving 60-170 watercooled with AVC and weaving 60-170 watercooled with AVC and weaving 60-170 watercooled with AVC and weaving |
0443 751 881
0443 761 881 0443 771 881 0443 752 881 0443 762 881 0443 772 881 |
| Tube welding tool PRD 100 160 (for meltwelding with floating head) 160 with wire feed unit 160 with AVC 160 with AVC and wire feed unit 160 with AVC, weaving and wire feed unit |
0444 016 880
0444 151 880 0444 151 881 0444 151 882 0444 151 883 0444 151 883 |
| Tube welding tool PRH 3-12 enclosed 3-38 enclosed 6-76 enclosed |
0444 300 880
0444 301 880 0444 302 880 |
| Tube welding tool POC 12-60 with wire feed unit | 0443 930 880 |
| TIG hand torch TXH 400W (4 m OKC) | 0460 014 840 |
| Wire feed unit MEI 10 for PRB 17-49 PRC for PRB 33-90 PRC 33-90 for PRB 60-170 PRC 60-170 |
0444 211 880
0444 212 880 0444 213 880 |
| Wire feed unit MEI 21 | 0443 830 880 |
| Remote control unit MechT1 CAN ⑦ Remote cable CAN 4 pole - 12 pole 5 m 10 m 10 m 25 m 25 m 0.25 m |
0460 181 880
0459 554 880 0459 554 881 0459 554 882 0459 554 883 0459 554 884 |
|
Documentation system
Welddoc ™ WMS 4000 SPS 4000 Opto cable, 15 m Opto cable, 2 m |
0457 410 880
0457 410 881 0457 072 881 0457 072 882 |
| Image: Second set between power source and control unit 1.7 m |
0460 210 880
0460 210 881 |
| Return cable 5 m, 70 mm 2 | 0700 006 895 |
| Extension cable ① for wire feed unit, weaving and CAN 42 V, 10 m ② for rotation, 10 m ③ for AVC, 10 m ④ for measurement cable, 10 m |
0456 904 880
0456 906 880 0457 219 880 0457 219 881 |
| Extension set ⑤ for current, water and gas, 8 m ⑥ for current, water, gas and torch contact, 8 m |
0456 905 880
0466 705 881 |
MechTig 4000i

|
Welding station A25 with connection cables
with TIG torch BTE 250 0443 910 880 With TilG torch BTE 500 0443 910 881 Automatic welding machine A25 with connection cables with AVC and TIG torch BTE 250 0443 911 880 with AVC and TIG torch BTE 500 0443 911 881 with AVC, weaving and TIG torch BTE 250 0443 911 882 with AVC, weaving and TIG torch BTE 250 0443 911 883 with AVC, manual slide and TIG torch BTE 250 0443 911 883 with AVC, manual slide and TIG torch BTE 250 0443 911 884 with AVC, manual slide and TIG torch BTE 250 0443 911 885 manual slide and TIG torch BTE 250 0443 911 886 manual slide and TIG torch BTE 250 0443 911 886 with floating head and TIG torch BTE 500 0443 911 886 with floating head and TIG torch BTE 500 0443 911 886 with floating head and TIG torch BTE 500 0443 912 880 with floating head and TIG torch BTE 500 0443 912 881 Remote cable CAN 4 pole - 12 pole 0459 554 881 5 m 0459 554 881 0459 554 882 10 m 0459 554 883 0459 554 884 Documentation system 0457 410 880 0457 410 880 SPS 4000 0457 410 8 |
|---|
| Automatic welding machine A25 with connection cables 0443 911 880 with AVC and TIG torch BTE 250 0443 911 881 with AVC, and TIG torch BTE 500 0443 911 881 with AVC, weaving and TIG torch BTE 250 0443 911 882 with AVC, weaving and TIG torch BTE 250 0443 911 883 with AVC, manual slide and TIG torch BTE 250 0443 911 883 with AVC, manual slide and TIG torch BTE 250 0443 911 885 manual slide and TIG torch BTE 250 0443 911 885 manual slide and TIG torch BTE 250 0443 911 886 manual slide and TIG torch BTE 250 0443 911 886 manual slide and TIG torch BTE 250 0443 911 887 with floating head and TIG torch BTE 250 0443 911 887 with floating head and TIG torch BTE 250 0443 912 880 with floating head and TIG torch BTE 500 0443 912 880 with floating head and TIG torch BTE 500 0443 912 881 Remote control unit MechT1 CAN 0460 181 880 ⑦ Remote cable CAN 4 pole - 12 pole 0459 554 881 5 m 0.25 m 0459 554 883 0.25 m 0.25 m 0459 554 883 0.25 m 0.25 m 0459 554 884 Documentation syst |
| Remote control unit MechT1 CAN 0460 181 880 ⑦ Remote cable CAN 4 pole - 12 pole 0459 554 880 5 m 0459 554 881 0459 554 881 10 m 0459 554 881 0459 554 882 25 m 0459 554 883 0459 554 883 0.25 m 0459 554 884 0459 554 883 Documentation system 0457 410 880 0457 410 881 0 > to soluble 45 and |
| Documentation system 0457 410 880 Welddoc™ WMS 4000 0457 410 880 SPS 4000 0457 410 881 Output 0457 070 001 |
| Opto cable, 15 m |
| Image: Second set between power source and control unit 0460 210 880 0460 210 881 0460 210 881 |
| Image: Second system Image: Se |
| Extension cable 0456 904 880 ① for wire feed unit, weaving and CAN 42V, 10 m 0456 904 880 ② for rotation, 10 m 0456 906 880 ③ for AVC, 10 m 0457 219 880 ④ for measurement cable, 10 m 0457 219 881 |
| Extension set |
MechTig 4000i

| Product | Ordering number |
|---|---|
| Tube welding tool PRB 17-49 watercooled 33-90 watercooled 60-170 watercooled 17-49 aircooled 33-90 aircooled 60-170 aircooled |
0443 750 882
0443 760 882 0443 770 882 0443 750 883 0443 760 883 0443 770 883 |
| Tube welding tool PRC 17-49 watercooled with AVC 33-90 watercooled with AVC 60-170 watercooled with AVC 17-49 watercooled with AVC and weaving 33-90 watercooled with AVC and weaving 60-170 watercooled with AVC and weaving 60-170 watercooled with AVC and weaving 60-170 watercooled with AVC and weaving |
0443 751 881
0443 761 881 0443 771 881 0443 752 881 0443 762 881 0443 772 881 |
| Tube welding tool PRD 100 160 (for meltwelding with floating head) 160 with wire feed unit 160 with AVC 160 with AVC and wire feed unit 160 with AVC, weaving and wire feed unit |
0444 016 880
0444 151 880 0444 151 881 0444 151 882 0444 151 883 0444 151 884 |
| Tube welding tool PRH 3-12 enclosed 3-38 enclosed 6-76 enclosed |
0444 300 880
0444 301 880 0444 302 880 |
| Tube welding tool POC 12-60 with wire feed unit | 0443 930 880 |
| TIG hand torch TXH 400W (4 m OKC) | 0460 014 840 |
|
Wire feed unit MEI 10
for PRB 17-49 , PRC 17-49 for PRB 33-90 , PRC 33-90 for PRB 60-170 , PRC 60-170 |
0444 211 880
0444 212 880 0444 213 880 |
| Wire feed unit MEI 21 | 0443 830 880 |
| Remote control unit MechT1 CAN ⑦ Remote cable CAN 4 pole - 12 pole 5 m 10 m 10 m 25 m 25 m 0.25 m |
0460 181 880
0459 554 880 0459 554 881 0459 554 882 0459 554 883 0459 554 883 |
|
Documentation system
Welddoc ™ WMS 4000 SPS 4000 Opto cable, 15 m Opto cable, 2 m |
0457 410 880
0457 410 881 0457 072 881 0457 072 882 |
|
0460 210 880
0460 210 881 |
| Return cable 5 m, 70 mm 2 | 0700 006 895 |
| Extension cable ① for wire feed unit, weaving and CAN 42 V, 10 m ② for rotation, 10 m ③ for AVC, 10 m ④ for measurement cable, 10 m |
0456 904 880
0456 906 880 0457 219 880 0457 219 881 |
| Extension set ⑤ for current, water and gas, 8 m ⑥ for current, water, gas and torch contact, 8 m |
0456 905 880
0466 705 881 |
MechTig 3000i

| Product | Ordering number |
|---|---|
| Welding station A25 with connection cables with TIG torch BTE 250 with TilG torch BTE 500 |
0443 910 880
0443 910 881 |
| Automatic welding machine A25 with connection cables with AVC and TIG torch BTE 250 with AVC and TIG torch BTE 500 with AVC, weaving and TIG torch BTE 250 with AVC, weaving and TIG torch BTE 500 with AVC, manual slide and TIG torch BTE 250 with AVC, manual slide and TIG torch BTE 250 with AVC, manual slide and TIG torch BTE 500 manual slide and TIG torch BTE 250 with floating head and TIG torch BTE 250 with floating head and TIG torch BTE 250 with floating head and TIG torch BTE 250 |
0443 911 880
0443 911 881 0443 911 882 0443 911 883 0443 911 884 0443 911 885 0443 911 885 0443 911 886 0443 912 880 0443 912 881 |
| Remote control unit MechT1 CAN ⑦ Remote cable CAN 4 pole - 12 pole 5 m 10 m 15 m 25 m 0.25 m 0.25 m |
0460 181 880
0459 554 880 0459 554 881 0459 554 882 0459 554 883 0459 554 884 |
|
Documentation system
Welddoc ™ WMS 4000 SPS 4000 Opto cable, 15 m Opto cable, 2 m |
0457 410 880
0457 410 881 0457 072 881 0457 072 882 |
| Connection set between power source and control unit 1.7 m 8 m |
0460 210 880
0460 210 881 |
| 9 Return cable 10 m, 95 mm 2 | 0152 349 888 |
| Extension cable ① for wire feed unit, weaving and CAN 42V, 10 m ② for rotation, 10 m ③ for AVC, 10 m ④ for measurement cable, 10 m |
0456 904 880
0456 906 880 0457 219 880 0457 219 881 |
| Extension set | 0456 905 880 |
MechTig 3000i

ESAB subsidiaries and representative offices
Europe
AUSTRIA ESAB Ges.m.b.H Vienna-Liesing Tel: +43 1 888 25 11 Fax: +43 1 888 25 11 85
BELGIUM S.A. ESAB N.V. Brussels Tel: +32 2 745 11 00 Fax: +32 2 745 11 28
BULGARIA ESAB Kft Representative Office Sofia Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC ESAB VAMBERK s.r.o. Vamberk Tel: +420 2 819 40 885 Fax: +420 2 819 40 120
DENMARK Aktieselskabet ESAB Herlev Tel: +45 36 30 01 11 Fax: +45 36 30 40 03
FINLAND ESAB Oy Helsinki Tel: +358 9 547 761 Fax: +358 9 547 77 71
FRANCE ESAB France S.A. Cergy Pontoise Tel: +33 1 30 75 55 00 Fax: +33 1 30 75 55 24
GERMANY ESAB GmbH Solingen Tel: +49 212 298 0 Eax: +49 212 298 218
GREAT BRITAIN ESAB Group (UK) Ltd Waltham Cross Tel: +44 1992 76 85 15 Fax: +44 1992 71 58 03
ESAB Automation Ltd Andover Tel: +44 1264 33 22 33 Fax: +44 1264 33 20 74
HUNGARY ESAB Kft Budapest Tel: +36 1 20 44 182 Fax: +36 1 20 44 186
ITALY ESAB Saldatura S.p.A. Bareggio (Mi) Tel: +39 02 97 96 8.1 Fax: +39 02 97 96 87 01
THE NETHERLANDS ESAB Nederland B.V. Amersfoort Tel: +31 33 422 35 55 Fax: +31 33 422 35 44

POLAND ESAB Sp.zo.o. Katowice Tel: +48 32 351 11 00 Fax: +48 32 351 11 20
PORTUGAL ESAB Lda Lisbon Tel: +351 8 310 960 Fax: +351 1 859 1277
ROMANIA ESAB Romania Trading SRL Bucharest Tel: +40 316 900 600 Fax: +40 316 900 601
RUSSIA LLC ESAB Moscow Tel: +7 (495) 663 20 08 Fax: +7 (495) 663 20 09
SLOVAKIA ESAB Slovakia s.r.o. Bratislava Tel: +421 7 44 88 24 26 Fax: +421 7 44 88 87 41
SPAIN ESAB Ibérica S.A. Alcalá de Henares (MADRID) Tel: +34 91 878 3600 Fax: +34 91 802 3461
SWEDEN ESAB Sverige AB Gothenburg Tel: +46 31 50 95 00 Fax: +46 31 50 92 2
ESAB international AB Gothenburg Tel: +46 31 50 90 00 Fax: +46 31 50 93 60
SWITZERLAND ESAB AG Dietikon Tel: +41 1 741 25 2
UKRAINE ESAB Ukraine LLC
Tel: +38 (044) 501 23 24 Fax: +38 (044) 575 21 88
North and South America
ARGENTINA CONARCO Buenos Aires Tel: +54 11 4 753 4039 Fax: +54 11 4 753 6313
BRAZIL ESAB S.A. Contagem-MG Tel: +55 31 2191 4333 Fax: +55 31 2191 4440
CANADA ESAB Group Canada Inc. Missisauga, Ontario Tel: +1 905 670 02 20 Fax: +1 905 670 48 79
MEXICO ESAB Mexico S.A. Monterrey Tel: +52 8 350 5959 Fax: +52 8 350 7554
USA ESAB Welding & Cutting Products Florence, SC Tel: +1 843 669 44 11 Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA ESAB South Pacific Archerfield BC QLD 4108 Tel: +61 1300 372 228 Fax: +61 7 3711 2328
CHINA Shanghai ESAB A/P Shanghai Tel: +86 21 2326 3000 Fax: +86 21 6566 6622
INDIA ESAB India Ltd Calcutta Tel: +91 33 478 45 17 Fax: +91 33 468 18 80
INDONESIA P.T. ESABindo Pratama Jakarta Tel: +62 21 460 0188 Fax: +62 21 461 2929
JAPAN ESAB Japan Tokyo Tel: +81 45 670 7073 Fax: +81 45 670 7001
MALAYSIA ESAB (Malaysia) Snd Bhd USJ Tel: +603 8023 7835 Fax: +603 8023 0225
SINGAPORE ESAB Asia/Pacific Pte Ltd Singapore Tel: +65 6861 43 22 Fax: +65 6861 31 95
SOUTHKOREA
ESAB SeAH Corporation Kyungnam Tel: +82 55 269 8170 Fax: +82 55 289 8864
UNITED ARAB EMIRATES ESAB Middle East FZE Dubai Tel: +971 4 887 21 11 Fax: +971 4 887 22 63
Africa
EGYPT ESAB Egypt Dokki-Cairo Tel: +20 2 390 96 69 Fax: +20 2 393 32 13
SOUTH AFRICA ESAB Africa Welding & Cutting Ltd Durbanvill 7570 - Cape Town Tel: +27 (0)21 975 8924
Distributors For addresses and phone numbers to our distributors in other countries, please visit our home page
www.esab.com

www.esab.com


































 Loading...
Loading...