



Aristo® MechControl 2 MechControl 4

Istruzioni per l'uso
0444 536 001 IT 20121031

DECLARATION OF CONFORMITY
According to
The Low Voltage Directive 2006/95/EC, entering into force 16 January 2007 The EMC Directive 2004/108/EC, entering into force 20 July 2007
Type of equipment Wire feed control
Type designation etc. MechControl 2, from serial number 652 xxx xxxx (2006 w.52) MechControl 2 is a member of the ESAB product family Aristo
Brand name or trade mark ESAB
Manufacturer or his authorised representative established within the EEA Name, address, telephone No, telefax No:
ESAB AB, Welding Equipment Esabvägen, SE-695 81 LAXÅ, Sweden Phone: +46 584 81 000, Fax: +46 584 411 924
The following harmonised standard in force within the EEA has been used in the design:
EN 60974-3, Arc welding equipment – Part 3: Arc striking and stabilizing devices EN 60974-5, Arc welding equipment – Part 5: Wire feeders EN 60974-10, Arc welding equipment – Part 10: Electromagnetic compatibility (EMC) requirements
Additional information: Restrictive use, this control box is used with equipment of Class A, intended for use in locations other than residential
By signing this document, the undersigned declares as manufacturer, or the manufacturer's authorised representative established within the EEA, that the equipment in question complies with the safety requirements stated above.
Date Laxå 2007-03-14
Tintos
Position Global Director Equipment and Automation

DECLARATION OF CONFORMITY
According to
The Low Voltage Directive 2006/95/EC, entering into force 16 January 2007 The EMC Directive 2004/108/EC, entering into force 20 July 2007
Type of equipment Wire feed control
Type designation etc. MechControl 4, from serial number 652 xxx xxxx (2006 w.52) MechControl 4 is a member of the ESAB product family Aristo
Brand name or trade mark ESAB
Manufacturer or his authorised representative established within the EEA Name, address, telephone No, telefax No:
ESAB AB, Welding Equipment Esabvägen, SE-695 81 LAXÅ, Sweden Phone: +46 584 81 000, Fax: +46 584 411 924
The following harmonised standard in force within the EEA has been used in the design:
EN 60974-3, Arc welding equipment – Part 3: Arc striking and stabilizing devices EN 60974-5, Arc welding equipment – Part 5: Wire feeders EN 60974-10, Arc welding equipment – Part 10: Electromagnetic compatibility (EMC) requirements
Additional information: Restrictive use, this control box is used with equipment of Class A, intended for use in locations other than residential
By signing this document, the undersigned declares as manufacturer, or the manufacturer's authorised representative established within the EEA, that the equipment in question complies with the safety requirements stated above.
Date Laxå 2007-03-14
Tintal
Position Global Director Equipment and Automation
| 1 | SICL | JREZZA | 5 |
|---|---|---|---|
| 2 | INTR | ODUZIONE | 7 |
| 2.1 | Apparecchio | 7 | |
| 2.2 | Pannello di controllo WO100 | 7 | |
| 3 | DAT | 7 | |
| 4 | INST | 8 | |
| 4.1 | Alimentazione di rete | 8 | |
| 4.2 | Dispositivo di sospensione | 8 | |
| 4.3 | Collegamento della resistenza terminale | 9 | |
| 5 | FUN | 10 | |
| 5.1 | Collegamenti e dispositivi di controllo | 10 | |
| 5.2 | Flussimetro gas | 11 | |
| 5.3 | Collegamento USB | 11 | |
| 5.4 | Attacco acqua | 11 | |
| 5.5 | Protezione del flusso, gas | 11 | |
| 5.6 | Spiegazioni dei simboli | 11 | |
| 6 | MAN | 12 | |
| 6.1 | Controllo e pulizia | 12 | |
| 6.2 | Stampante | 13 | |
| 7 | ORD | 13 | |
| SC | HEM | Α | 14 |
| NC | ). DI ( | 18 | |
| AC | CES | SORI | 19 |

1 SICUREZZA
L'utilizzatore dell'apparecchiatura ESAB è responsabile delle misure di sicurezza per il personale che opera con il sistema o nelle vicinanze dello stesso. Le misure di sicurezza devono soddisfare le norme previste per questo tipo di apparecchiatura. Queste indicazioni sono da considerarsi un complemento alle norme di sicurezza vigenti sul posto di lavoro.
Il sistema di saldatura automatica deve essere manovrato secondo quanto indicato nelle istruzioni e solo da personale adeguatamente addestrato. Una manovra erronea, causata da un intervento sbagliato, oppure l'attivazione di una sequenza di funzioni non desiderata, può provocare anomalie che possono causare danni all'operatore o all'impianto.
-
1. Tutto il personale che opera con saldatrici automatiche deve conoscere:
- l'uso e il funzionamento dell'apparecchiatura
- la posizione dell'arresto di emergenza
- il suo funzionamento
- le vigenti disposizioni di sicurezza
- l'attività di saldatura e taglio
-
2. L'operatore deve accertarsi:
- che nessun estraneo si trovi all'interno dell'area di lavoro dell'impianto per saldatura prima che guesto venga messo in funzione
- che nessuno si trovi esposto al momento di far scoccare l'arco luminoso
-
3. La stazione di lavoro deve essere:
- adeguata alla funzione
- senza correnti d'aria
-
4. Abbigliamento protettivo
- Usare sempre le attrezzature di protezione consigliate, come occhiali di sicurezza, abiti ignifughi e guanti di sicurezza.
- Non usare abiti troppo ampi o accessori quali cinture, bracciali o anelli che possano impigliarsi o provocare ustioni.
-
5. Alltro
- Controllare che i previsti cavi di ritorno siano correttamente collegati.
- Ogni intervento sui componenti elettrici deve essere effettuato solo da personale specializzato.
- Le attrezzature antincendio devono essere facilmente accessibili in luogo adeguatamente segnalato.
- Non eseguire mai lubrificazioni e interventi di manutenzione sull'apparecchiatura quando è in esercizio.

PROTEGGETE VOI STESSI E GLI ALTRI!
Questo prodotto può essere utilizzato esclusivamente per saldatura ad arco.
L'apparecchiatura di Class A non è destinata all'uso in luoghi residenziali in cui l'energia elettrica viene fornita dalla rete pubblica di alimentazione a bassa tensione. A causa di disturbi sia condotti che radiati, potrebbe essere difficile assicurare la compatibilità elettromagnetica di apparecchiature di Class A in questi luoghi.

AVVERTENZA!
Leggere attentamente le istruzioni prima dell'installazione e dell'uso.



Lo smaltimento delle apparecchiature elettroniche deve essere effettuato presso la struttura di riciclaggio.
In osservanza della direttiva europea 2002/96/CE sui rifiuti di apparecchiature elettriche ed elettroniche e della relativa attuazione nella legislazione nazionale, le apparecchiature elettriche e/o elettroniche che giungono a fine vita operativa devono essere smaltite presso una struttura di riciclaggio.
In quanto responsabile delle apparecchiature, è tenuto/a ad informarsi sulle stazioni di raccolta autorizzate.
Per ulteriori informazioni contattare il rivenditore ESAB più vicino.
ESAB è in grado di fornire tutte le protezioni e gli accessori necessari per la saldatura.
2 INTRODUZIONE
MechControl è un'unità di controllo per saldatura meccanizzata abbinata al generatore MechTig 4000i / MechTig 3000i.
L'unità di controllo è disponibile in diverse varianti, vedere pagina 18.
Per ulteriori dettagli sugli accessori ESAB del prodotto, consultare la pagina 19.
2.1 Apparecchio
L'unità di controllo è provvista di:
- manuale di istruzioni per l'unità di controllo
- manuale di istruzioni per il pannello di controllo
- resistenza terminale.
2.2 Pannello di controllo WO100

Per una descrizione dettagliata del pannello di controllo, consultare il manuale di istruzioni corrispondente.
3 DATI TECNICI
| MechControl 2, | MechControl 4 |
|---|---|
| Tensione alimentazione di rete | 42 V, 50/60 Hz |
| Velocità di avanzamento del filo | Consultare il manuale di istruzioni dedicato al gruppo trainafilo |
| Velocità di rotazione | Consultare il manuale di istruzioni dedicato all'utensile di saldatura |

| MechControl 2 | , MechControl 4 |
|---|---|
| Peso | |
| MechControl 2 | 17,4 kg |
| MechControl 4 | 18,4 kg |
| Dimensioni I x p x h | 471 x 403 x 364 mm |
| Temperatura di esercizio | da -10 a +40° C |
| Gas di protezione | Tutti i tipi idonei per saldatura a TIG |
| Pressione max | 0,5 MPa ( 5 bar) |
| Tipo di raffreddamento | 50 % di acqua / 50 % di glicole monoetilenico |
| Pressione max | 0,5 MPa ( 5 bar) |
| Classe di protezione | IP 23C |
| Classe di applicazione | S |
Classe di protezione
Il codice IP corrisponde alla classe di protezione, cioè il grado di protezione contro l'infiltrazione di particelle metalliche e acqua. Un impianto contrassegnato IP 23 è designato sia per uso interno che per uso esterno.
Classe d'uso
Il simbolo S significa che il generatore di corrente è costruito per uso in ambienti con alto rischio elettrico.
4 INSTALLAZIONE
La connessione a rete deve essere eseguita da personale adeguatamente addestrato.

4.1 Alimentazione di rete
Nota!
Requisiti dell'alimentazione elettrica di rete
A causa della corrente primaria prelevata dall'alimentazione di rete, l'apparecchiatura ad elevato assorbimento potrebbe influenzare la qualità di alimentazione della rete. Pertanto, per alcuni tipi di apparechiatura, potrebbero applicarsi restrizioni o requisiti di connessione relativi all'impedenza di rete massima ammessa o alla capacità di alimentazione minima richiesta nel punto di interfacciamento con la rete pubblica (vedere i dati tecnici). In questo caso, è di responsabilità dell'installatore o dell'utente dell'apparecchiatura assicurare, previa consultazione con l'operatore della rete di distribuzione, se necessario, che l'apparecchiatura possa essere di fatto collegata.
4.2 Dispositivo di sospensione
NOTA! Quando l'unità viene utilizzata sospesa durante la saldatura, è necessario isolare elettricamente il dispositivo di sospensione dall'unità.

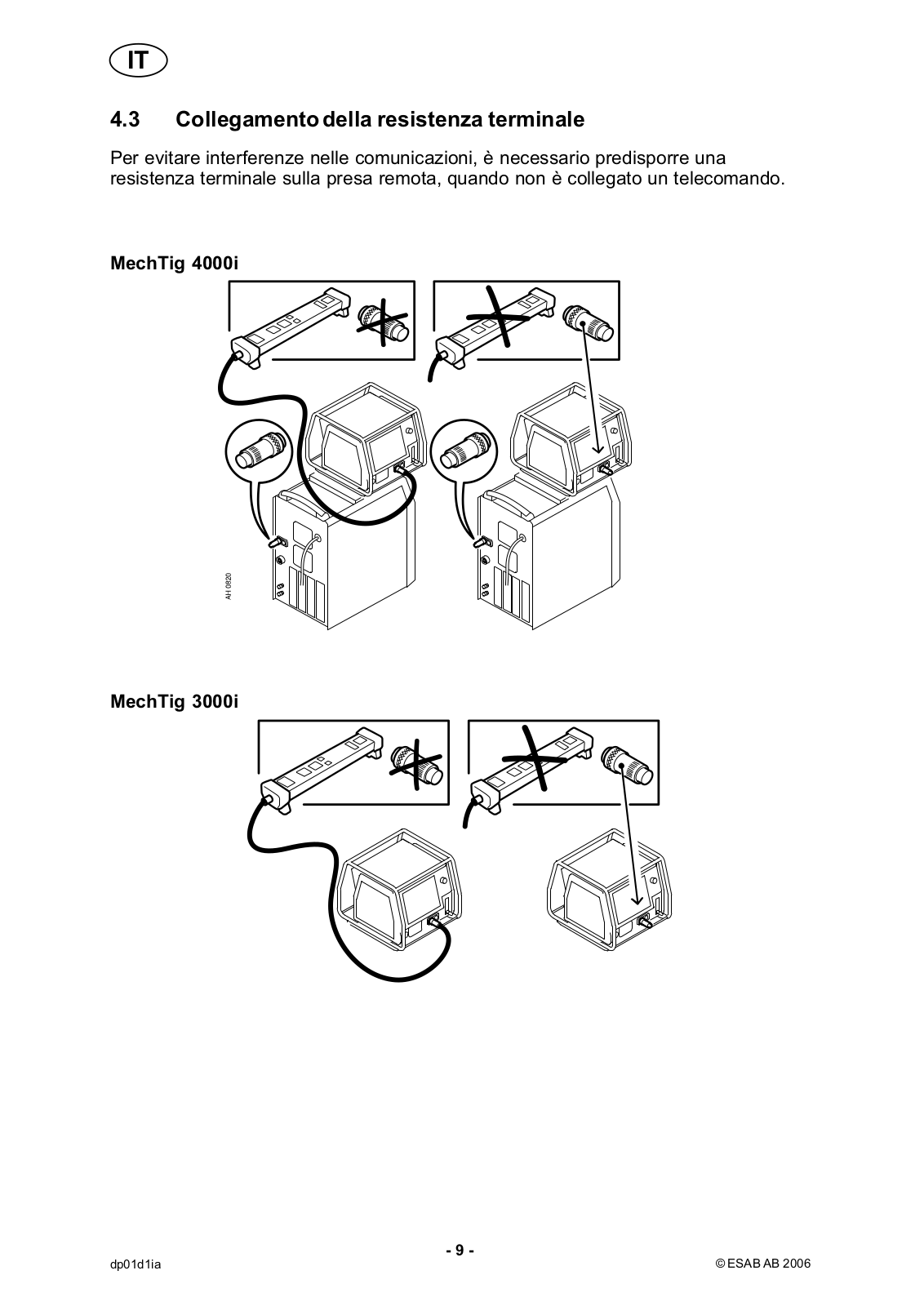
4.3 Collegamento della resistenza terminale
Per evitare interferenze nelle comunicazioni, è necessario predisporre una resistenza terminale sulla presa remota, quando non è collegato un telecomando.
MechTig 4000i

MechTig 3000i


5 FUNZIONAMENTO
Le norme generali di sicurezza per utilizzare questo impianto sono descritte a pagina 5, leggerle attentamente prima dell'uso dell'impianto.
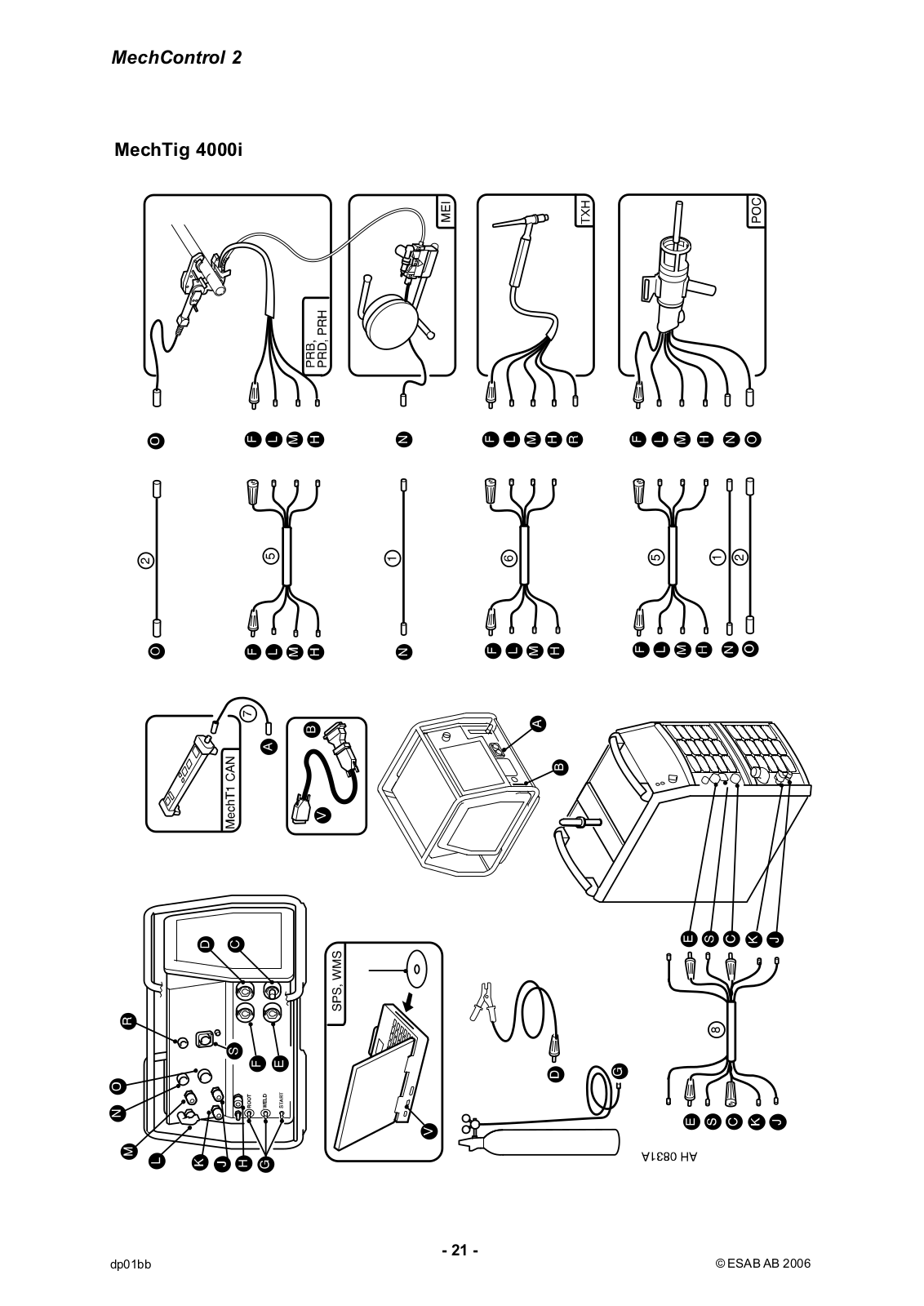
5.1 Collegamenti e dispositivi di controllo
- 1 Collegamento per ingresso gas d'inizio
- 2 Collegamento per ingresso gas saldatura
- 3 Collegamento per ingresso gas di protezione
- 4 Uscita collegamento gas di protezione
- 5 Uscita collegamento gas saldatura e d'inizio
- 6 Collegamento per alimentazione refrigerante -BLU
- 7 Collegamento per alimentazione refrigerante -ROSSO
- 8 Collegamento con *ELP per utensile di saldatura tubi raffreddato ad acqua BLU
- 9 Collegamento per utensile di saldatura tubi raffreddato ad acqua ROSSO
- 10 Collegamento per rotazione
- 11 Collegamento per trainafilo
- 12 Collegamento per pendolamento si applica solo a MechControl 4
- 13 Collegamento per AVC (Regolazione della tensione dell'arco) si applica solo a MechControl 4
- 14 Collegamento per torcia TIG manuale
- 15 Collegamento (CAN) per il cavo di comando proveniente dal generatore
- 16 Collegamento per cavo di misurazione AVC da utensile di saldatura, si applica solo a MechControl 4
- 17 Collegamento per cavo di misurazione AVC al generatore, si applica solo a MechControl 4
- 18 Targhetta con i dati relativi al collegamento all'alimentazione elettrica
- 19 Collegamento (OKC) per la corrente di saldatura fornita (+) dal generatore
- 20 Collegamento (OKC) per il cavo di ritorno (+)
- 21 Collegamento (OKC) per la corrente di saldatura fornita (-) dal generatore
- 22 Collegamento (OKC) per la corrente di saldatura (-) all'utensile di saldatura
- 23 Pannello di controllo, consultare il manuale di istruzioni corrispondente
- 24 Misuratore del flusso di gas
- 25 Collegamento (CAN) per telecomando, resistenza terminale o stazione di saldatura A25
- 26 Stampante
- 27 Collegamento USB, vedere il punto 5.3.
- 28 Collegamento per il sistema di documentazione WMS 4000
- * ELP = ESAB Logic Pump, vedere il punto 5.4.



5.2 Flussimetro gas
NOTA! Per ottenere la portata corretta, il flusso deve essere misurato sull'utensile.
Il flussimetro è tarato per gas Argon a 4 bar di pressione. Il flusso di gas ottenuto dallo strumento può variare a seconda dell'utensile collegato. Se vengono utilizzate altre pressioni o altri gas, il flusso di gas deve essere misurato sul pezzo da saldare.
ESAB consiglia di utilizzare un regolatore di pressione tarato a 4 bar.
5.3 Collegamento USB
La memoria USB esterna può essere utilizzata per trasferire i programmi tra i sistemi.
Nota!
Durante l'uso normale non vi è il rischio che dei virus "infettino" l'apparecchiatura. Per eliminare interamente questo rischio, si consiglia di non utilizzare la memoria (usata assieme a questa apparecchiatura) per scopi diversi da quelli per i quali è stata prevista.
Certe memorie USB potrebbero non funzionare con questa apparecchiatura. Si consiglia di utilizzare memorie USB di un fornitore affidabile.
ESAB non si assume alcuna responsabilità per qualsiasi danno causato dall'uso non corretto della memoria USB.
5.4 Attacco acqua
L'unità di controllo è dotata di un sistema di rilevamento ELP ( E SAB Logic P ump) che rileva l'effettivo collegamento dei tubi dell'acqua. Quando si collega una torcia / attrezzatura di saldatura raffreddata ad acqua, la pompa dell'acqua si attiva.
5.5 Protezione del flusso, gas
Il flussostato arresta il processo di saldatura se il flusso del gas scende sotto 4 l/min. Se ciò si dovesse verificare, sul pannello di controllo viene visualizzato un messaggio di errore.
Per ulteriori informazioni consultare il manuale di istruzioni relativo al pannello di controllo.
|
Utensile di saldatura per
tubi |
⊖⇒ Root | Uscita gas di protezione |
|---|---|---|
| Trascinamento del filo |
Uscita gas saldatura e
d'inizio, utensile saldatura tubi |
|
| Pendolamento | ->> Root | Ingresso gas di protezione |
| Torcia TIG | ->> Weld | Ingresso gas saldatura |
5.6 Spiegazioni dei simboli

| Acqua di raffreddamento | ->>> Start | Ingresso gas d'inizio | |
|---|---|---|---|
| Rotazione | Gas | ||
| AVC |
Regolazione della
tensione dell'arco |
MechTig | Generatore |
Per la descrizione dettagliata della funzione, vedere il manuale di istruzioni relativo al pannello di controllo.
6 MANUTENZIONE
Per garantire un funzionamento corretto e sicuro, eseguire sempre una manutenzione regolare.
Le piastre di sicurezza possono essere rimosse solo da personale autorizzato con adeguate competenze nel settore elettrico.

AVVERTENZA!
Tutte le garanzie del fornitore sono da considerarsi nulle nel caso in cui l'acquirente tenti di intervenire sul prodotto durante il periodo di garanzia al fine di correggere eventuali difetti.
6.1 Controllo e pulizia
Unità di controllo
Controllare con regolarità che l'unità di controllo non sia ostruita dalla sporcizia.
La frequenza e il metodo di pulizia dipendono da:
- processo di saldatura
- durata dell'arco
- collocazione
- ambiente circostante.
Di solito è sufficiente pulire l'unità con aria compressa secca (bassa pressione) una volta all'anno.
Gli ingressi e le uscite dell'aria intasati o bloccati potrebbero provocare surriscaldamento.
Utensile di saldatura per tubi
I componenti dell'attrezzatura di saldatura soggetti ad usura dovrebbero essere puliti e sostituiti ad intervalli regolari per garantire il buon esito della saldatura.

6.2 Stampante
Sostituzione del rullo di carta
Per sostituire il rullo di carta, procedere come descritto in basso:
- 1. Aprire il coperchio della stampante come mostrato in figura.
- 2. Posizionare il rullo di carta verificando che si srotoli nella direzione corretta, come mostrato in figura.



Posizionamento del rullo di carta
- 3. Estrarre la carta e chiudere il coperchio, come mostrato in figura.
- 4. La stampante è pronta all'uso.

Chiusura del coperchio della stampante

Pronta per la stampa
7 ORDINAZIONE DEI PEZZI DI RICAMBIO
MechControl 2 / MechControl 4 sono disignate e collaudate secondo le norme internazionali ed europee 60974-3, 60974-5 ed 60974-10. Dopo l'effettuata assistenza oppure riparazione è di responsabilità dell'agenzia di servizio di accertarsi che il prodotto non si differenzi dalle summenzionate vigenti norme.
Le riparazioni e gli interventi a livello elettrico devono essere effettuati solamente da tecnici autorizzati dalla ESAB.
Utilizzare solo pezzi di ricambio originali ESAB.
Per ordinare i pezzi di ricambio, rivolgersi al più vicino rivenditore ESAB; vedere l'ultima pagina di questo documento.



dp01e
© ESAB AB 2006

dp01e
© ESAB AB 2006
No. di codice

| Ordering no. | Denomination | Туре |
|---|---|---|
| 0444 500 880 | Control unit | Aristo ™ MechControl 2, WO100 |
| 0444 500 881 | Control unit | Aristo ™ MechControl 4, WO100 |
| 0459 839 010 | Spare parts list |
Aristo
™
MechControl 2, WO100
Aristo ™ MechControl 4, WO100 |
| 0444 536 | Instruction manual | Control panel WO100 for MechControl 2 |
| 0444 405 | Instruction manual | Control panel WO100 for MechControl 4 |
Instruction manuals and the spare parts list are available on the Internet at www.esab.com
Accessori

| Pro | duct | Ordering number |
|---|---|---|
| Tuk | be welding tool PRB | |
| 17-49 watercooled | 0443 750 882 | |
| 33-90 watercooled | 0443 760 882 | |
| 60-170 watercooled | 0443 770 882 | |
| 17-49 aircooled | 0443 750 883 | |
| 33-90 aircooled | 0443 760 883 | |
| 60-170 aircooled | 0443 770 883 | |
| Tuk | be welding tool PRD | |
| 160 (for meltwelding with floating head) | 0444 151 880 | |
| 160 with wire feeder | 0444 151 881 | |
| Tuk | be welding tool PRH | |
| 3-12 enclosed | 0444 300 880 | |
| 3-38 enclosed | 0444 301 880 | |
| 6-76 enclosed | 0444 302 880 | |
| Tuk | be welding tool POC 12-60 with wire feed unit | 0443 930 880 |
| TIG | hand torch TXH 400W (4 m OKC) | 0460 014 840 |
| Wir | re feed unit MFL 10 | |
| for PRB 17-49 | 0444 211 880 | |
| for PRB 33-90 | 0444 212 880 | |
| for PRB 60-170 | 0444 213 880 | |
| Wir | 0443 830 880 | |
| Dor | 0460 181 880 | |
| 0400 181 880 | ||
| Ŵ | 0459 554 880 | |
| 5 III | 0459 554 881 | |
| 10 m | 0459 554 882 | |
| 15 m | 0459 554 883 | |
| 0459 554 884 | ||
| _ | 0.25 m | |
| Doo | 0457 440 000 | |
| 0457 410 880 | ||
| 0457 072 881 | ||
| 0457 072 882 | ||
| 8 | Connection set between power source and control unit | 0.400 0.40 0.00 |
| 1.7 m | ||
| 8 m | 0460 210 881 | |
| Ret | urn cable 5 m, 70 mm 2 | 0700 006 895 |
| Ext | ension cable | |
| 1 | for wire feed unit and CAN 42 V, 10 m | 0456 904 880 |
| 2 | for rotation, 10 m | 0456 906 880 |
| Ext | ension set | |
| 5 | for current, water and gas, 8 m | 0456 905 880 |
| 6) | for current, water, gas and torch contact 8 m | 0466 705 881 |
MechTig 4000i

| Produc | t | Ordering number |
|---|---|---|
| Automa | atic welding machine A25 | |
| wit | h floating head and TIG torch BTE 250 | 0443 912 880 |
| wit | th floating head and TIG torch BTE 500 | 0443 912 881 |
| Termin | al box | 0457 591 880 |
| VEC-m | otor with gear and pulse generator | 0457 258 880 |
| Co | onnection cable | |
| 10 for | · CAN 42 V | 0456 527 881 |
| for | rotation | 0457 222 880 |
| Remote | e control unit MechT1 CAN | 0460 181 880 |
| ⑦ Re | mote cable CAN 4 pole - 12 pole | |
| 5 n | n | 0459 554 880 |
| 10 | m | 0459 554 881 |
| 15 | m | 0459 554 882 |
| 25 | m | 0459 554 883 |
| 0.2 | 25 m | 0459 554 884 |
| Docum | entation system | |
| We | elddoc™ WMS 4000 | 0457 410 880 |
| SP | PS 4000 | 0457 410 881 |
| Ор | 0457 072 881 | |
| Ορ | 0457 072 882 | |
| 8 Co | onnection set between power source and control unit | |
| 1.7 | 7 m | 0460 210 880 |
| 8 n | n | 0460 210 881 |
| Return | cable 5 m, 70 mm 2 | 0700 006 895 |
| Extens | ion cable | |
| ① for | wire feed unit and CAN 42V, 10 m | 0456 904 880 |
| 2 for | rotation, 10 m | 0456 906 880 |
| Extens | ion set | |
| ⑤ for | current, water and gas, 8 m | 0456 905 880 |
MechTig 4000i

| Pro | duct | Ordering number |
|---|---|---|
| Tuk | be welding tool PRB | |
| 17-49 watercooled | 0443 750 882 | |
| 33-90 watercooled | 0443 760 882 | |
| 60-170 watercooled | 0443 770 882 | |
| 17-49 aircooled | 0443 750 883 | |
| 33-90 aircooled | 0443 760 883 | |
| 60-170 aircooled | 0443 770 883 | |
| Tuk | be welding tool PRD | |
| 160 (for meltwelding with floating head) | 0444 151 880 | |
| 160 with wire feeder | 0444 151 881 | |
| Tuk | be welding tool PRH | |
| 3-12 enclosed | 0444 300 880 | |
| 3-38 enclosed | 0444 301 880 | |
| 6-76 enclosed | 0444 302 880 | |
| Tuk | be welding tool POC 12-60 with wire feed unit | 0443 930 880 |
| TIG | hand torch TXH 400W (4 m OKC) | 0460 014 840 |
| Wir | re feed unit MFL 10 | |
| for PRB 17-49 | 0444 211 880 | |
| for PRB 33-90 | 0444 212 880 | |
| for PRB 60-170 | 0444 213 880 | |
| Wir | 0443 830 880 | |
| Dor | 0460 181 880 | |
| 0400 181 880 | ||
| Ŵ | 0459 554 880 | |
| 5 III | 0459 554 881 | |
| 10 m | 0459 554 882 | |
| 15 m | 0459 554 883 | |
| 0459 554 884 | ||
| _ | 0.25 m | |
| Doo | 0457 440 000 | |
| 0457 410 880 | ||
| 0457 072 881 | ||
| 0457 072 882 | ||
| 8 | Connection set between power source and control unit | 0.400 0.40 0.00 |
| 1.7 m | ||
| 8 m | 0460 210 881 | |
| Ret | urn cable 5 m, 70 mm 2 | 0700 006 895 |
| Ext | ension cable | |
| 1 | for wire feed unit and CAN 42 V, 10 m | 0456 904 880 |
| 2 | for rotation, 10 m | 0456 906 880 |
| Ext | ension set | |
| 5 | for current, water and gas, 8 m | 0456 905 880 |
| 6) | for current, water, gas and torch contact 8 m | 0466 705 881 |
MechTig 3000i

| Product | Ordering number | |
|---|---|---|
| Automati | ic welding machine A25 | |
| with | floating head and TIG torch BTE 250 | 0443 912 880 |
| with | floating head and TIG torch BTE 500 | 0443 912 881 |
| Terminal | box | 0457 591 880 |
| VEC-mot | or with gear and pulse generator | 0457 258 880 |
| Con | nection cable | |
| 1 for C | AN 42 V | 0456 527 881 |
| for ro | otation | 0457 222 880 |
| Remote of | control unit MechT1 CAN | 0460 181 880 |
| ⑦ Rem | ote cable CAN 4 pole - 12 pole | |
| 5 m | 0459 554 880 | |
| 10 m | ۱ | 0459 554 881 |
| 15 m | ۱ | 0459 554 882 |
| 25 m | ۱ | 0459 554 883 |
| 0.25 | m | 0459 554 884 |
| Documer | ntation system | |
| Weld | ddoc™ WMS 4000 | 0457 410 880 |
| SPS | 4000 | 0457 410 881 |
| Opto | o cable, 15 m | 0457 072 881 |
| Opto | o cable, 2 m | 0457 072 882 |
| 8 Con | nection set between power source and control unit | |
| 1.7 n | n | 0460 210 880 |
| 8 m | 0460 210 881 | |
| Return c | able 5 m, 70 mm 2 | 0700 006 895 |
| Extensio | n cable | |
| ① for w | vire feed unit and CAN 42V, 10 m | 0456 904 880 |
| ② for ro | otation, 10 m | 0456 906 880 |
| Extensio | n set | |
| ⑤ for c | urrent, water and gas, 8 m | 0456 905 880 |
MechTig 3000i

| Product | Ordering number |
|---|---|
| Tube welding tool PRB 17-49 watercooled 33-90 watercooled 60-170 watercooled 17-49 aircooled 33-90 aircooled 60-170 aircooled |
0443 750 882
0443 760 882 0443 770 882 0443 750 883 0443 760 883 0443 770 883 |
| Tube welding tool PRC 17-49 watercooled with AVC 33-90 watercooled with AVC 60-170 watercooled with AVC 17-49 watercooled with AVC 33-90 watercooled with AVC and weaving 33-90 watercooled with AVC and weaving 60-170 watercooled with AVC and weaving 60-170 watercooled with AVC and weaving 60-170 watercooled with AVC and weaving |
0443 751 881
0443 761 881 0443 771 881 0443 752 881 0443 762 881 0443 772 881 |
| Tube welding tool PRD 100 160 (for meltwelding with floating head) 160 with wire feed unit 160 with AVC 160 with AVC and wire feed unit 160 with AVC, weaving and wire feed unit |
0444 016 880
0444 151 880 0444 151 881 0444 151 882 0444 151 883 0444 151 883 |
| Tube welding tool PRH 3-12 enclosed 3-38 enclosed 6-76 enclosed |
0444 300 880
0444 301 880 0444 302 880 |
| Tube welding tool POC 12-60 with wire feed unit | 0443 930 880 |
| TIG hand torch TXH 400W (4 m OKC) | 0460 014 840 |
| Wire feed unit MEI 10 for PRB 17-49 PRC for PRB 33-90 PRC 33-90 for PRB 60-170 PRC 60-170 |
0444 211 880
0444 212 880 0444 213 880 |
| Wire feed unit MEI 21 | 0443 830 880 |
| Remote control unit MechT1 CAN ⑦ Remote cable CAN 4 pole - 12 pole 5 m 10 m 10 m 25 m 25 m 0.25 m |
0460 181 880
0459 554 880 0459 554 881 0459 554 882 0459 554 883 0459 554 884 |
|
Documentation system
Welddoc ™ WMS 4000 SPS 4000 Opto cable, 15 m Opto cable, 2 m |
0457 410 880
0457 410 881 0457 072 881 0457 072 882 |
| Image: Second set between power source and control unit 1.7 m |
0460 210 880
0460 210 881 |
| Return cable 5 m, 70 mm 2 | 0700 006 895 |
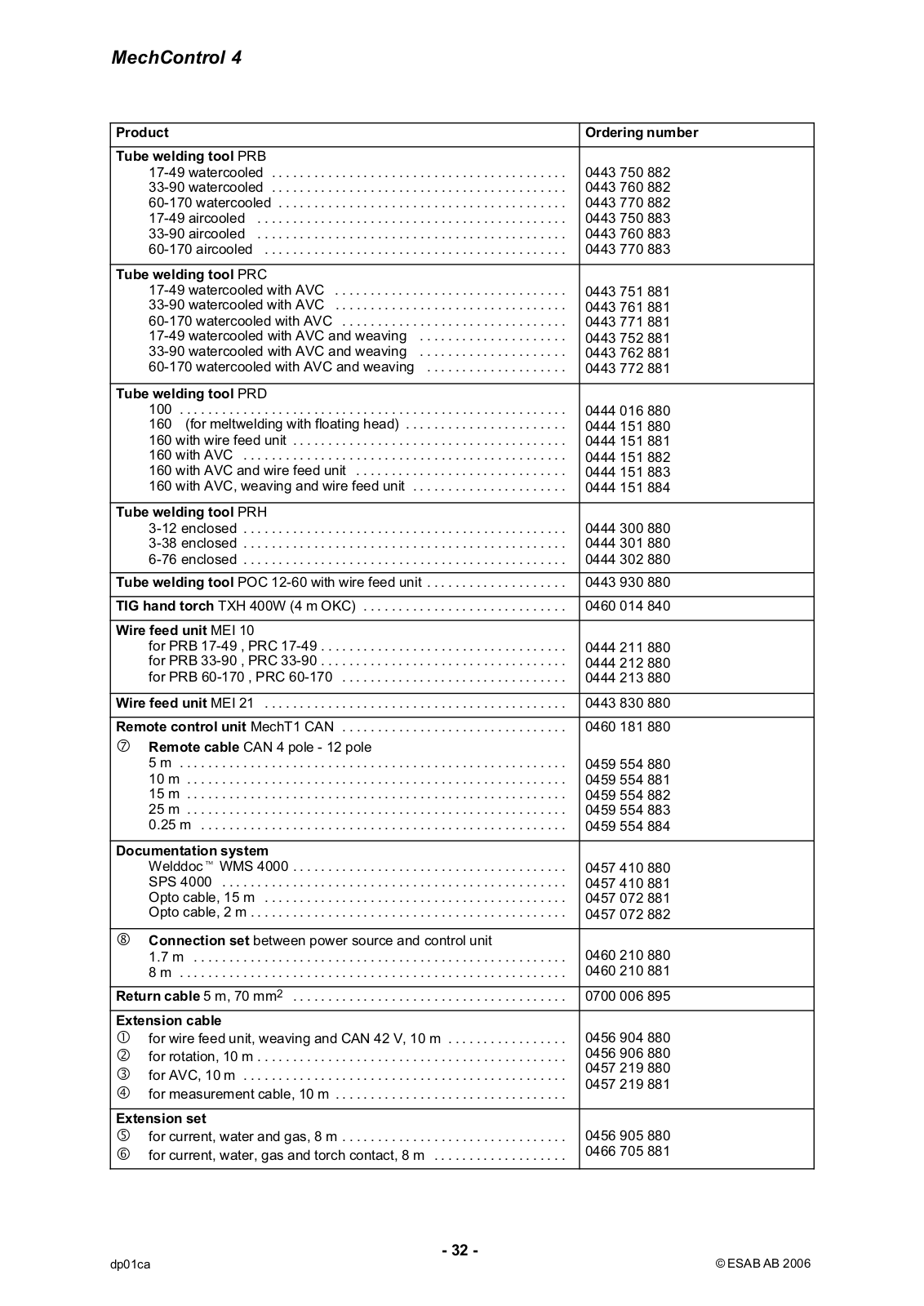
| Extension cable ① for wire feed unit, weaving and CAN 42 V, 10 m ② for rotation, 10 m ③ for AVC, 10 m ④ for measurement cable, 10 m |
0456 904 880
0456 906 880 0457 219 880 0457 219 881 |
| Extension set ⑤ for current, water and gas, 8 m ⑥ for current, water, gas and torch contact, 8 m |
0456 905 880
0466 705 881 |
MechTig 4000i

|
Welding station A25 with connection cables
with TIG torch BTE 250 0443 910 880 With TilG torch BTE 500 0443 910 881 Automatic welding machine A25 with connection cables with AVC and TIG torch BTE 250 0443 911 880 with AVC and TIG torch BTE 500 0443 911 881 with AVC, weaving and TIG torch BTE 250 0443 911 882 with AVC, weaving and TIG torch BTE 250 0443 911 883 with AVC, manual slide and TIG torch BTE 250 0443 911 883 with AVC, manual slide and TIG torch BTE 250 0443 911 884 with AVC, manual slide and TIG torch BTE 250 0443 911 885 manual slide and TIG torch BTE 250 0443 911 886 manual slide and TIG torch BTE 250 0443 911 886 with floating head and TIG torch BTE 500 0443 911 886 with floating head and TIG torch BTE 500 0443 911 886 with floating head and TIG torch BTE 500 0443 912 880 with floating head and TIG torch BTE 500 0443 912 881 Remote cable CAN 4 pole - 12 pole 0459 554 881 5 m 0459 554 881 0459 554 882 10 m 0459 554 883 0459 554 884 Documentation system 0457 410 880 0457 410 880 SPS 4000 0457 410 8 |
|---|
| Automatic welding machine A25 with connection cables 0443 911 880 with AVC and TIG torch BTE 250 0443 911 881 with AVC, and TIG torch BTE 500 0443 911 881 with AVC, weaving and TIG torch BTE 250 0443 911 882 with AVC, weaving and TIG torch BTE 250 0443 911 883 with AVC, manual slide and TIG torch BTE 250 0443 911 883 with AVC, manual slide and TIG torch BTE 250 0443 911 885 manual slide and TIG torch BTE 250 0443 911 885 manual slide and TIG torch BTE 250 0443 911 886 manual slide and TIG torch BTE 250 0443 911 886 manual slide and TIG torch BTE 250 0443 911 887 with floating head and TIG torch BTE 250 0443 911 887 with floating head and TIG torch BTE 250 0443 912 880 with floating head and TIG torch BTE 500 0443 912 880 with floating head and TIG torch BTE 500 0443 912 881 Remote control unit MechT1 CAN 0460 181 880 ⑦ Remote cable CAN 4 pole - 12 pole 0459 554 881 5 m 0.25 m 0459 554 883 0.25 m 0.25 m 0459 554 883 0.25 m 0.25 m 0459 554 884 Documentation syst |
| Remote control unit MechT1 CAN 0460 181 880 ⑦ Remote cable CAN 4 pole - 12 pole 0459 554 880 5 m 0459 554 881 0459 554 881 10 m 0459 554 881 0459 554 882 25 m 0459 554 883 0459 554 883 0.25 m 0459 554 884 0459 554 883 Documentation system 0457 410 880 0457 410 881 0 > to soluble 45 and |
| Documentation system 0457 410 880 Welddoc™ WMS 4000 0457 410 880 SPS 4000 0457 410 881 Output 0457 070 001 |
| Opto cable, 15 m |
| Image: Second set between power source and control unit 0460 210 880 0460 210 881 0460 210 881 |
| Image: Second system Image: Se |
| Extension cable 0456 904 880 ① for wire feed unit, weaving and CAN 42V, 10 m 0456 904 880 ② for rotation, 10 m 0456 906 880 ③ for AVC, 10 m 0457 219 880 ④ for measurement cable, 10 m 0457 219 881 |
| Extension set |
MechTig 4000i

| Product | Ordering number |
|---|---|
| Tube welding tool PRB 17-49 watercooled 33-90 watercooled 60-170 watercooled 17-49 aircooled 33-90 aircooled 60-170 aircooled |
0443 750 882
0443 760 882 0443 770 882 0443 750 883 0443 760 883 0443 770 883 |
| Tube welding tool PRC 17-49 watercooled with AVC 33-90 watercooled with AVC 60-170 watercooled with AVC 17-49 watercooled with AVC and weaving 33-90 watercooled with AVC and weaving 60-170 watercooled with AVC and weaving 60-170 watercooled with AVC and weaving 60-170 watercooled with AVC and weaving |
0443 751 881
0443 761 881 0443 771 881 0443 752 881 0443 762 881 0443 772 881 |
| Tube welding tool PRD 100 160 (for meltwelding with floating head) 160 with wire feed unit 160 with AVC 160 with AVC and wire feed unit 160 with AVC, weaving and wire feed unit |
0444 016 880
0444 151 880 0444 151 881 0444 151 882 0444 151 883 0444 151 884 |
| Tube welding tool PRH 3-12 enclosed 3-38 enclosed 6-76 enclosed |
0444 300 880
0444 301 880 0444 302 880 |
| Tube welding tool POC 12-60 with wire feed unit | 0443 930 880 |
| TIG hand torch TXH 400W (4 m OKC) | 0460 014 840 |
|
Wire feed unit MEI 10
for PRB 17-49 , PRC 17-49 for PRB 33-90 , PRC 33-90 for PRB 60-170 , PRC 60-170 |
0444 211 880
0444 212 880 0444 213 880 |
| Wire feed unit MEI 21 | 0443 830 880 |
| Remote control unit MechT1 CAN ⑦ Remote cable CAN 4 pole - 12 pole 5 m 10 m 10 m 25 m 25 m 0.25 m |
0460 181 880
0459 554 880 0459 554 881 0459 554 882 0459 554 883 0459 554 883 |
|
Documentation system
Welddoc ™ WMS 4000 SPS 4000 Opto cable, 15 m Opto cable, 2 m |
0457 410 880
0457 410 881 0457 072 881 0457 072 882 |
|
0460 210 880
0460 210 881 |
| Return cable 5 m, 70 mm 2 | 0700 006 895 |
| Extension cable ① for wire feed unit, weaving and CAN 42 V, 10 m ② for rotation, 10 m ③ for AVC, 10 m ④ for measurement cable, 10 m |
0456 904 880
0456 906 880 0457 219 880 0457 219 881 |
| Extension set ⑤ for current, water and gas, 8 m ⑥ for current, water, gas and torch contact, 8 m |
0456 905 880
0466 705 881 |
MechTig 3000i

|
Welding station A25 with connection cables
with TIG torch BTE 250 0443 910 880 With TilG torch BTE 500 0443 910 881 Automatic welding machine A25 with connection cables with AVC and TIG torch BTE 250 0443 911 880 with AVC and TIG torch BTE 500 0443 911 881 with AVC, weaving and TIG torch BTE 250 0443 911 882 with AVC, weaving and TIG torch BTE 250 0443 911 883 with AVC, manual slide and TIG torch BTE 250 0443 911 883 with AVC, manual slide and TIG torch BTE 250 0443 911 884 with AVC, manual slide and TIG torch BTE 250 0443 911 885 manual slide and TIG torch BTE 250 0443 911 886 manual slide and TIG torch BTE 250 0443 911 886 with floating head and TIG torch BTE 500 0443 911 886 with floating head and TIG torch BTE 500 0443 911 886 with floating head and TIG torch BTE 500 0443 912 880 with floating head and TIG torch BTE 500 0443 912 881 Remote cable CAN 4 pole - 12 pole 0459 554 881 5 m 0459 554 881 0459 554 882 10 m 0459 554 883 0459 554 884 Documentation system 0457 410 880 0457 410 880 SPS 4000 0457 410 8 |
|---|
| Automatic welding machine A25 with connection cables 0443 911 880 with AVC and TIG torch BTE 250 0443 911 881 with AVC, and TIG torch BTE 500 0443 911 881 with AVC, weaving and TIG torch BTE 250 0443 911 882 with AVC, weaving and TIG torch BTE 250 0443 911 883 with AVC, manual slide and TIG torch BTE 250 0443 911 883 with AVC, manual slide and TIG torch BTE 250 0443 911 885 manual slide and TIG torch BTE 250 0443 911 885 manual slide and TIG torch BTE 250 0443 911 886 manual slide and TIG torch BTE 250 0443 911 886 manual slide and TIG torch BTE 250 0443 911 887 with floating head and TIG torch BTE 250 0443 911 887 with floating head and TIG torch BTE 250 0443 912 880 with floating head and TIG torch BTE 500 0443 912 880 with floating head and TIG torch BTE 500 0443 912 881 Remote control unit MechT1 CAN 0460 181 880 ⑦ Remote cable CAN 4 pole - 12 pole 0459 554 881 5 m 0.25 m 0459 554 883 0.25 m 0.25 m 0459 554 883 0.25 m 0.25 m 0459 554 884 Documentation syst |
| Remote control unit MechT1 CAN 0460 181 880 ⑦ Remote cable CAN 4 pole - 12 pole 0459 554 880 5 m 0459 554 881 0459 554 881 10 m 0459 554 881 0459 554 882 25 m 0459 554 883 0459 554 883 0.25 m 0459 554 884 0459 554 883 Documentation system 0457 410 880 0457 410 881 0 > to soluble 45 and |
| Documentation system 0457 410 880 Welddoc™ WMS 4000 0457 410 880 SPS 4000 0457 410 881 Output 0457 070 001 |
| Opto cable, 15 m |
| Image: Second set between power source and control unit 0460 210 880 0460 210 881 0460 210 881 |
| Image: Second system Image: Se |
| Extension cable 0456 904 880 ① for wire feed unit, weaving and CAN 42V, 10 m 0456 904 880 ② for rotation, 10 m 0456 906 880 ③ for AVC, 10 m 0457 219 880 ④ for measurement cable, 10 m 0457 219 881 |
| Extension set |
MechTig 3000i

ESAB subsidiaries and representative offices
Europe
AUSTRIA ESAB Ges.m.b.H Vienna-Liesing Tel: +43 1 888 25 11 Fax: +43 1 888 25 11 85
BELGIUM S.A. ESAB N.V. Brussels Tel: +32 2 745 11 00 Fax: +32 2 745 11 28
BULGARIA ESAB Kft Representative Office Sofia Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC ESAB VAMBERK s.r.o. Vamberk Tel: +420 2 819 40 885 Fax: +420 2 819 40 120
DENMARK Aktieselskabet ESAB Herlev Tel: +45 36 30 01 11 Fax: +45 36 30 40 03
FINLAND ESAB Oy Helsinki Tel: +358 9 547 761 Fax: +358 9 547 77 71
FRANCE ESAB France S.A. Cergy Pontoise Tel: +33 1 30 75 55 00 Fax: +33 1 30 75 55 24
GERMANY ESAB GmbH Solingen Tel: +49 212 298 0 Eax: +49 212 298 218
GREAT BRITAIN ESAB Group (UK) Ltd Waltham Cross Tel: +44 1992 76 85 15 Fax: +44 1992 71 58 03
ESAB Automation Ltd Andover Tel: +44 1264 33 22 33 Fax: +44 1264 33 20 74
HUNGARY ESAB Kft Budapest Tel: +36 1 20 44 182 Fax: +36 1 20 44 186
ITALY ESAB Saldatura S.p.A. Bareggio (Mi) Tel: +39 02 97 96 8.1 Fax: +39 02 97 96 87 01
THE NETHERLANDS ESAB Nederland B.V. Amersfoort Tel: +31 33 422 35 55 Fax: +31 33 422 35 44

POLAND ESAB Sp.zo.o. Katowice Tel: +48 32 351 11 00 Fax: +48 32 351 11 20
PORTUGAL ESAB Lda Lisbon Tel: +351 8 310 960 Fax: +351 1 859 1277
ROMANIA ESAB Romania Trading SRL Bucharest Tel: +40 316 900 600 Fax: +40 316 900 601
RUSSIA LLC ESAB Moscow Tel: +7 (495) 663 20 08 Fax: +7 (495) 663 20 09
SLOVAKIA ESAB Slovakia s.r.o. Bratislava Tel: +421 7 44 88 24 26 Fax: +421 7 44 88 87 41
SPAIN ESAB Ibérica S.A. Alcalá de Henares (MADRID) Tel: +34 91 878 3600 Fax: +34 91 802 3461
SWEDEN ESAB Sverige AB Gothenburg Tel: +46 31 50 95 00 Fax: +46 31 50 92 2
ESAB international AB Gothenburg Tel: +46 31 50 90 00 Fax: +46 31 50 93 60
SWITZERLAND ESAB AG Dietikon Tel: +41 1 741 25 2
UKRAINE ESAB Ukraine LLC
Tel: +38 (044) 501 23 24 Fax: +38 (044) 575 21 88
North and South America
ARGENTINA CONARCO Buenos Aires Tel: +54 11 4 753 4039 Fax: +54 11 4 753 6313
BRAZIL ESAB S.A. Contagem-MG Tel: +55 31 2191 4333 Fax: +55 31 2191 4440
CANADA ESAB Group Canada Inc. Missisauga, Ontario Tel: +1 905 670 02 20 Fax: +1 905 670 48 79
MEXICO ESAB Mexico S.A. Monterrey Tel: +52 8 350 5959 Fax: +52 8 350 7554
USA ESAB Welding & Cutting Products Florence, SC Tel: +1 843 669 44 11 Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA ESAB South Pacific Archerfield BC QLD 4108 Tel: +61 1300 372 228 Fax: +61 7 3711 2328
CHINA Shanghai ESAB A/P Shanghai Tel: +86 21 2326 3000 Fax: +86 21 6566 6622
INDIA ESAB India Ltd Calcutta Tel: +91 33 478 45 17 Fax: +91 33 468 18 80
INDONESIA P.T. ESABindo Pratama Jakarta Tel: +62 21 460 0188 Fax: +62 21 461 2929
JAPAN ESAB Japan Tokyo Tel: +81 45 670 7073 Fax: +81 45 670 7001
MALAYSIA ESAB (Malaysia) Snd Bhd USJ Tel: +603 8023 7835 Fax: +603 8023 0225
SINGAPORE ESAB Asia/Pacific Pte Ltd Singapore Tel: +65 6861 43 22 Fax: +65 6861 31 95
SOUTHKOREA
ESAB SeAH Corporation Kyungnam Tel: +82 55 269 8170 Fax: +82 55 289 8864
UNITED ARAB EMIRATES ESAB Middle East FZE Dubai Tel: +971 4 887 21 11 Fax: +971 4 887 22 63
Africa
EGYPT ESAB Egypt Dokki-Cairo Tel: +20 2 390 96 69 Fax: +20 2 393 32 13
SOUTH AFRICA ESAB Africa Welding & Cutting Ltd Durbanvill 7570 - Cape Town Tel: +27 (0)21 975 8924
Distributors For addresses and phone numbers to our distributors in other countries, please visit our home page
www.esab.com

www.esab.com
































 Loading...
Loading...