


DK
Control panel MA4
Brugsanvisning
Valid from program version. 1.300458 818 071 DK 051003

1 INDLEDNING 3......................................................
1.1 Betjeningspanel 3...........................................................
1.2 Fjernbetjening 3.............................................................
2 MENUER 3..........................................................
2.1 Hovedmenu og målemenu 3..................................................
2.2 Indstillingsmenu 4...........................................................
3 MIG/MAG--SVEJSNING 4.............................................
3.1 Elektrode eller tråd? 4.......................................................
3.2 Indstillinger 4...............................................................
3.3 Symboler i displayet 7.......................................................
3.4 Eksempel på indstilling 8.....................................................
4 MMA--SVEJSNING 11.................................................
4.1 Indstillinger 11...............................................................
4.2 Symboler i displayet 12.......................................................
4.3 Eksempel på indstilling 12.....................................................
5 KULBUEMEJSLING 14................................................
5.1 Indstillinger 14...............................................................
5.2 Eksempel på indstilling 14.....................................................
6 FEJLKODER 15.......................................................
6.1 Liste over fejlkoder 15........................................................
6.2 Beskrivelse af fejlkoder 16.....................................................
7 BESTILLING AF RESERVEDELE 19....................................
SKEMA 20..............................................................
BESTILLINGSNUMMER 21...............................................
Ret til ændring af specifikationer uden varsel forbeholdes.
TOCd
-- 2 --
DK
1 INDLEDNING
Denne manual beskriver brugen af betjeningspanelet MA4, som hø rer til
trådfremføringsenhederne AristoFeed 30-- 4 og AristoFeed 48--4.
Generelle oplysninger om drift findes i brugsanvisningen til trådfremføringsenheden
og strømkilden.
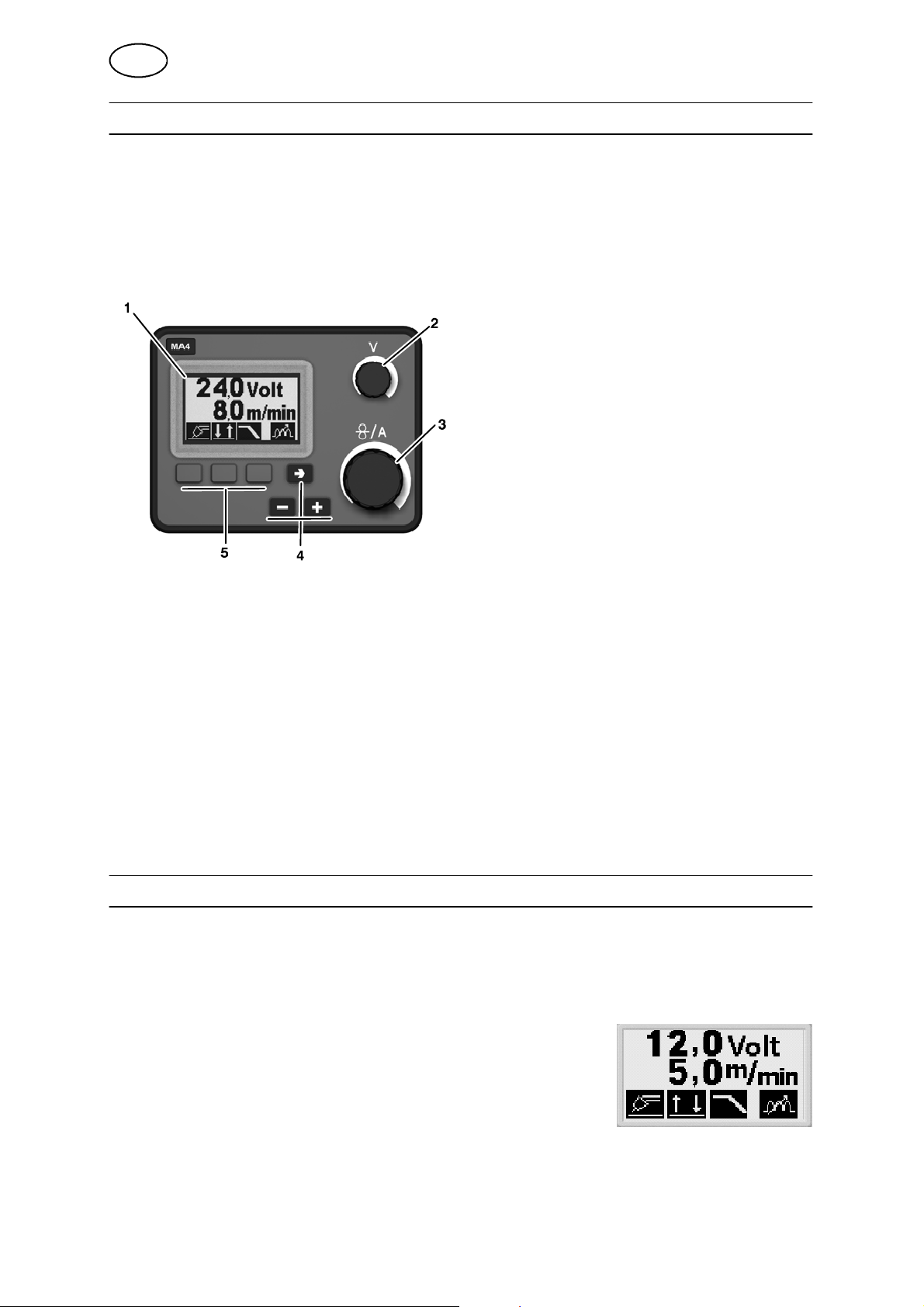
1.1 Betjeningspanel
1 Display
2 Drejeknap til indstilling af spænding
3 Drejeknap til indstilling af trådfremførings-
hastighed og strøm.
4 Øge (+) eller mindske (--) funktion. Funk-
tionen vælges med funktionsknappen →
5 Første, anden og tredje funktionsknap
1.2 Fjernbetjening
Ved fjernbetjening er det muligt at indstille svejseprocessens primære parametre fra
en anden enhed end betjeningspanelet.
Aristomaskiner med indbygget betjeningspanel skal have programversion 1.21 eller
højere, for at fjernbetjeningen skal fungere korrekt.
Betjeningspanelets funktion med tilsluttet fjernbetjening
S Displayet fastfryses i den menu, der er åben, når fjernbetjeningen tilsluttes.
Måle-- og indstillingsværdierne opdateres, men de vises kun i de menuer,
værdierne kan vises i.
S Ved visning af et fejlindikeringssymbol, er det ikke muligt at f jerne dette, før
fjernbetjeningen er koblet fra.
2MENUER
Betjeningspanelet benytter en række for skellige menuer. Menuerne er hoved--,
måle-- og indstillingsmenuerne.
2.1 Hovedmenu og målemenu
Hovedmenuen vises altid umiddelbart efter opstart. Menuen
viser de indstillede værdier. Hvis man begynder at svejse,
mens man befinder sig i hovedmenuen, skifter den
automatisk til at vise målte værdier (Målemenu). De målte
værdier bliver stående på displayet, efter at svejsningen er
afsluttet.
Det er muligt at gå til indstillingsmenuen uden at miste måleværdierne. Drejeknappen
skal aktiveres, hvis der skal vises indstillingsværdier i stedet for målte værdier.
bi02d1da
-- 3 --
DK
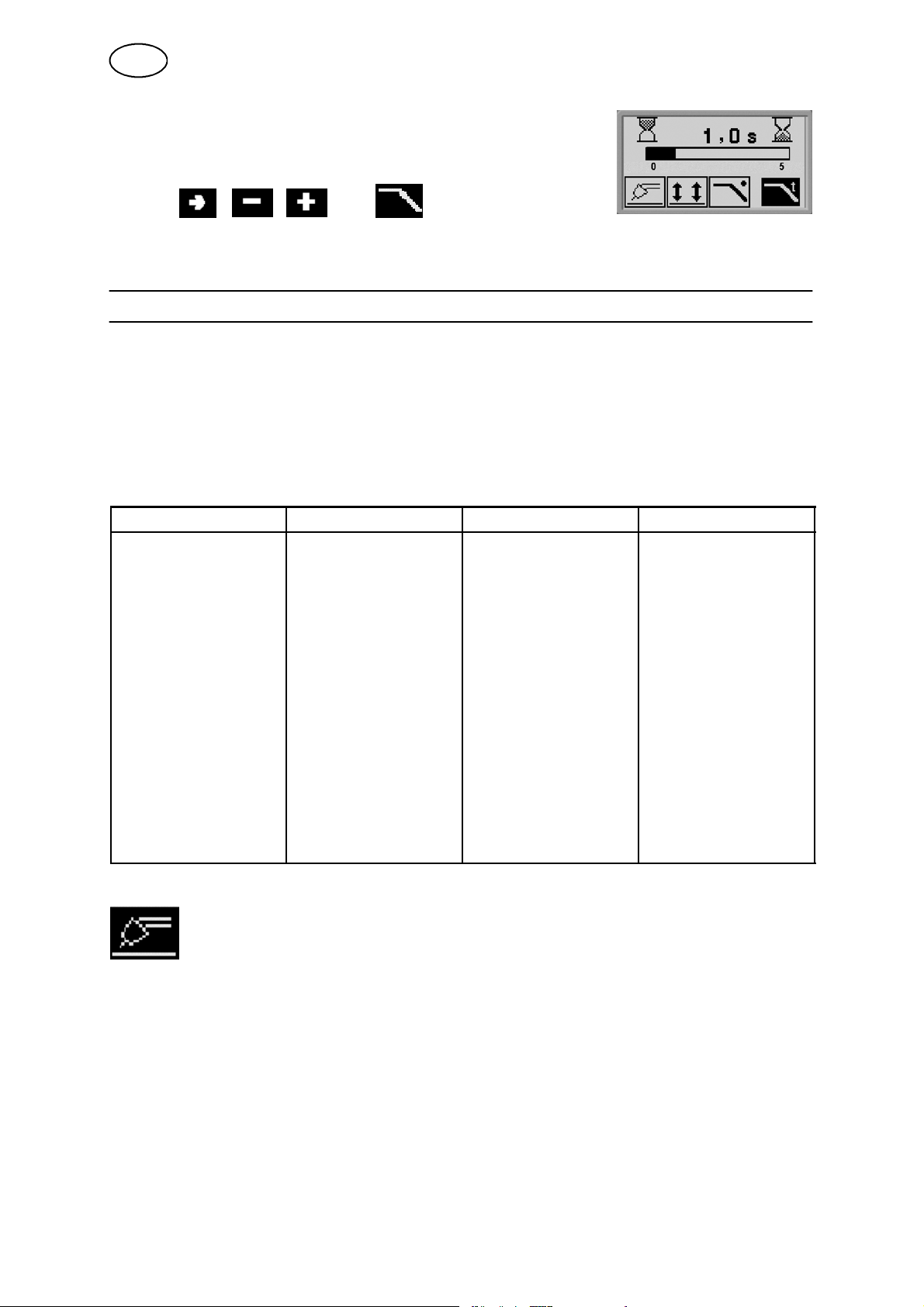
2.2 Indstillingsmenu
I indstillingsmenuen indstilles forskellige værdier.
Tryk på , , eller for at åbne
indstillingsmenuen.
Når strømkilden afbrydes og genstartes, husker den de senest indstillede værdier.
3 MIG/MAG--SVEJSNING
3.1 Elektrode eller tråd?
Ved MIG/MAG--svejsning anvendes en elektrode, som er viklet op på en spole. I
denne manual omtales denne elektrodetype overalt som tråd.
3.2 Indstillinger
Indstillinger Indstillingsområde Indstillingstrin Fabriksindstilling
Proces MIG/MAG, MMA eller
kulbuemejsling
2/4--takt * 2--takt eller 4--takt -- 2--takt
Krateropfyldning * FRA eller TIL -- FRA
Krateropfyldningstid 0--5s 0,1 s 1,7 s
Induktans 0 -- 100 1 70
Gasforstrømning 0,1 --25,0 s 0,1 s 0,1 s
Krybestart FRA eller TIL -- TIL
Efterbrændingstid 1 -- 350 ms 10 ms 100 ms
Gasefterstrømning 0,1 --20 s 1s 1s
Spænding 8--60V 0,25 V (vises med én
Trådfremføringshastighed
*) Disse funktioner kan ikke ændres, mens svejsning finder sted.
0,8--25,0 m/min 0,1 m/min 5m/min
-- MIG/MAG
12 V
decimal)
MIG/MAG
Ved MIG/MAG--svejsning smeltes en kontinuerligt fremført tråd af en lysbue. Smeltebadet beskyttes af en beskyttelsesgas.
bi02d1da
-- 4 --
DK
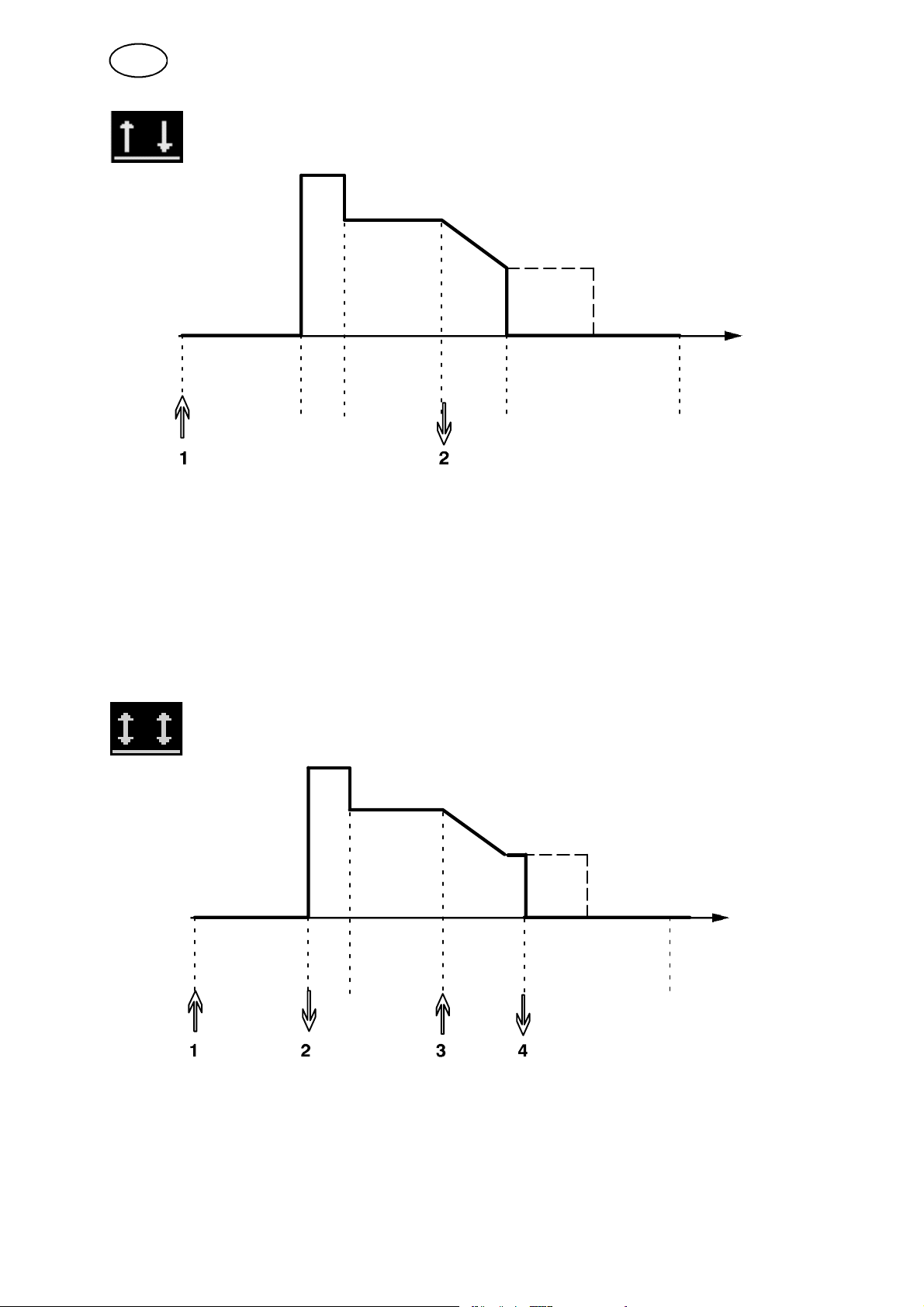
2 -- t akt
Gasforstrømning
Funktioner ved 2--taktsbetjening af pistolkontakten.
Var m
start
Svejsning Krate-
ropfyldning
Gasefterstrømning
Ved 2--taktsb etjenin g starter en eventuel gasforstrømning, når pistolkontakten
trykkes ind (1). Derefter startes svejseprocessen. Når kontakten slippes (2),
påbegyndes eventuel krateropfyldning. Derefter afbrydes svejsningen helt, og evt.
gasefterstrømning starter.
TIPS! Hvis pistolkontakten under krateropfyldningen igen trykkes ind, kan man med
krateropfyldningens slutdata forlænge svejsningen i et valgfrit tidsrum (den stiplede
linje). Krateropfyldningen kan også afbrydes ved, at kontakten under
krateropfyldningen hurtigt igen trykkes ind og slippes.
4 -- t akt
Gasforstrømning
Funktioner ved 4--taktsbetjening af pistolkontakten.
Var m
start
Svejsning Kraterop-
fyldning
Gasefterstrømning
Ved 4--taktsb etjenin g starter gasfor str ø m ning, når pistolkontakten trykkes ind (1).
Når pistolkontakten slippes (2), starter svejseprocessen. Når kontakten igen trykkes
ind (3), indledes eventuel krateropfyldning, og svejsedata falder til lavere værdier.
Når pistolkontakten slippes (4), afbrydes svejsningen helt, og eventuel
gasefterstrømning starter.
bi02d1da
-- 5 --
DK
TIPS! Krateropfyldningen standser, når pistolkontakten slippes. Holdes kontakten i
stedet trykket ind i længere tid, fortsætter svejsningen med kra ter opfyldningens
slutdata (den stiplede linje).
Krateropfyldning
Krateropfyldning gør det lettere at undgå porer, varmerevner og kraterdannelse på
de steder i emnet, hvor svejsningen afsluttes.
Induktans
Lav induktans giver en hårdere lyd og en stabil, koncentreret lysbue. Ved højere
induktans får man et blødere (mindre sprøjt) og varmere forløb, hvor svejsestrengen
flyder noget bedre ud.
Gasførstrømning
Gasforstrømning angiver, hvor lang tid man ønsker at beskyttelsesgassen skal
strømme, inden lysbuen tændes.
Krybestart
Krybestart betyder, at tråden fremføres med 50 % af den indstillede hastighed, indtil
den får elektrisk kontakt med emnet.
Efterbrændingstid
Efterbrændingstiden er en udvidelse af tiden fra det øjeblik, hvor elektroden
begynder at bremses, til det tidspunkt, hvor strømkilden afbryder svejsespændingen.
En for kort efterbrændingstid giver et langt trådudstik efter afsluttet svejsning med
risiko for, at elektroden sidder fast i smeltebadet, når dette størkner. En lang
efterbrændingstid giver kortere trådudstik og større risiko for, at lysbuen brænder op
i kontaktmundstykket.
Gasefterstrømning
Gasefterstrømning angiver, hvor lang tid man ønsker at beskyttelsesgassen skal
strømme, efter at lysbuen er slukket.
Spænding
Højere spænding giver større buelængde samt en varmere og bredere streng.
Det er muligt at ændre indstillingsværdien for spændingen uafhængigt af den viste
menu. Værdien vises kun i hovedmenuen.
bi02d1da
-- 6 --

DK
Trådfremføringshastighed
Trådfremføringshastighed angiver en fremføringshastighed (m/min) for tråden.
Det er muligt at ændre indstillingsværdien for trådfremføringshastigheden
uafhængigt af den viste menu. Værdien vises kun i hovedmenuen.
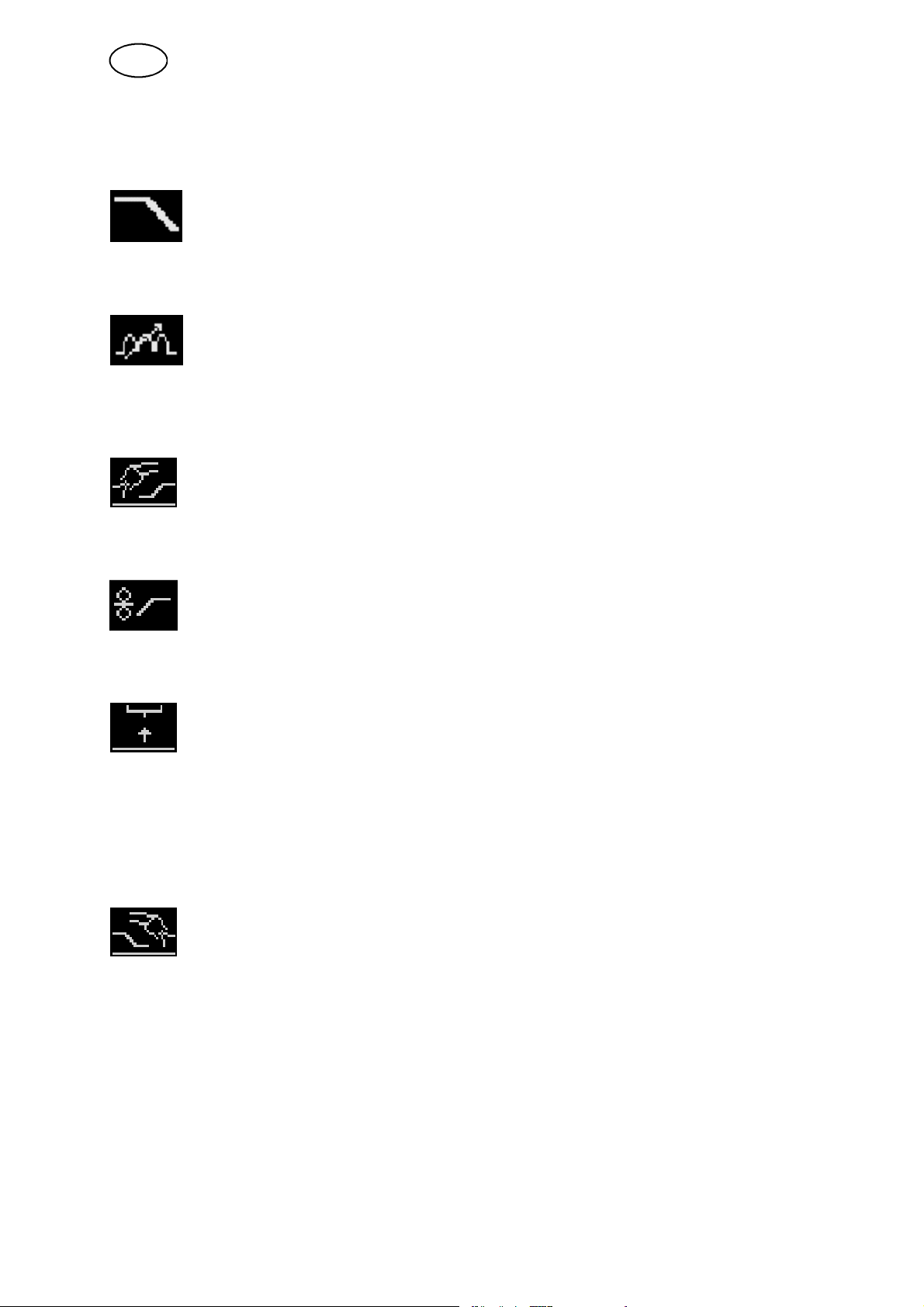
3.3 Symboler i displayet
Funktionssymboler
MIG/MAG Induktans
2--takt 4--takt
Gasførstrømning Gasefterstrømning
Krateropfyldning Krateropfyldningstid
Krybestart Efterbrændingstid
Symbolforklaring
Aktivt symbol (mørk baggrund). Med aktivt menes, at den funktion,
symbolet viser, kan aktiveres. Det er kun muligt at indstille nye værdier, når
symbolerne er aktive.
Inaktivt symbol (lys baggrund). Med inaktiv menes, at det ikke er muligt at
ændre indstillingen for den funktion, symbolerne viser.
Hvis der trykkes på et inaktivt symbol i indstillingsmenuen, vender man tilbage til
hovedmenuen.
En prik i øverste højre hjørne angiver, at krateropfyldning er TIL.
Indstillingssymboler
Værdisymbolerne vises i indstillingsmenuen for de respektive funktioner.
Lav induktans Høj induktans
Ingen gasstrømningstid Lang gasstrømningstid
bi02d1da
-- 7 --

DK
Krybestart TIL Krybestart FRA
Kort efterbrændingstid Lang efterbrændingstid
3.4 Eksempel på indstilling
Herunder ses et eksempel på indstilling ved MIG/MAG--svejsning.
Indstillinger Indstilling
Proces MIG/MAG
2/4--takt 4--takt
Krateropfyldning TIL
Krateropfyldningstid 1s
Induktans 80%
Krybestart FRA
Efterbrændingstid 150 ms
Gasforstrømning 0,7 s
Gasefterstrømning 3s
Spænding 30 V
Trådfremføringshastighed 10,0 m/min
Proces = MIG/MAG--svejsning
S Kald hovedmenuen for MIG/MAG--svejsning frem ved at trykke på den første
funktionsknap.
2/4 -- takt = 4--takt
S Tryk på for at vælge 4--takt.
bi02d1da
-- 8 --
 Loading...
Loading...