


MA25 Pulse
Käyttöohjeet
0463 459 001 FI 20170119
Valid for: from program version 1.79H

SISÄLLYSLUETTELO
1
JOHDANTO ...................................................................................................
2
PANEELIN YLEISKATSAUS.........................................................................
2.1 Navigointi ..................................................................................................
2.2 Symboleiden merkitykset ........................................................................
3
TOIMINNOT ...................................................................................................
3.1 Yleistä........................................................................................................
3.2 Hitsausarvomuisti ....................................................................................
3.3 MIG/MAG-hitsaus......................................................................................
3.3.1 Piilotetut MIG/MAG-toiminnot................................................................. 11
3.4 Puikkohitsaus (MMA) ...............................................................................
3.4.1 Piilotetut puikkohitsaustoiminnot ............................................................ 13
4
ASETUKSET..................................................................................................
4.1 MIG/MAG ...................................................................................................
4.2 MMA...........................................................................................................
5
VIKAKOODIT.................................................................................................
5.1 Vikakoodiluettelo......................................................................................
5.2 Vikakoodien kuvaukset............................................................................
3
4
4
5
6
6
6
6
12
15
15
16
17
17
17
6
VARAOSIEN TILAAMINEN ...........................................................................
20
LANKA- JA KAASUTIEDOT ................................................................................ 21
TILAUSNUMEROT ............................................................................................... 22
Pidätämme oikeudet muuttaa erittelyjä ilman eri ilmoitusta.
0463 459 001 © ESAB AB 2017

1 JOHDANTO
1 JOHDANTO
Tässä käyttöohjeessa on selostettu MA25 Pulse -ohjauspaneelin käyttö.
Lisätietoja käytöstä on virtalähteen ja langansyöttölaitteen käyttöohjeissa.
Kun laite kytketään verkkovirtaan, se suorittaa LED-valojen ja näytön
itsetestaustoiminnon. Näyttöön tulee näkyviin ohjelmaversio ja
paneeliversio: Steel (teräs), Alu (alumiini) Steel NA (teräs NA) tai Alu
NA (alumiini NA). (Tässä esimerkissä ohjelmaversio on 0.17A ja
paneeliversio on teräs.)
(Pitkiä tekstejä vieritetään automaattisesti näytössä.)
Muunkieliset käyttöohjeet voi ladata Internet-osoitteesta: www.esab.com
0463 459 001
- 3 -
© ESAB AB 2017
2 PANEELIN YLEISKATSAUS
2 PANEELIN YLEISKATSAUS
Laitteen käsittelyä koskevat yleiset turvallisuusmääräykset löytyvät virtalähteen
käyttöohjeen luvusta TURVALLISUUS. Yleisiä ohjeita käytöstä on virtalähteen
käyttöohjeen luvussa KÄYTTÖ. Lue molemmat luvut huolellisesti ennen kuin otat
laitteen käyttöön!
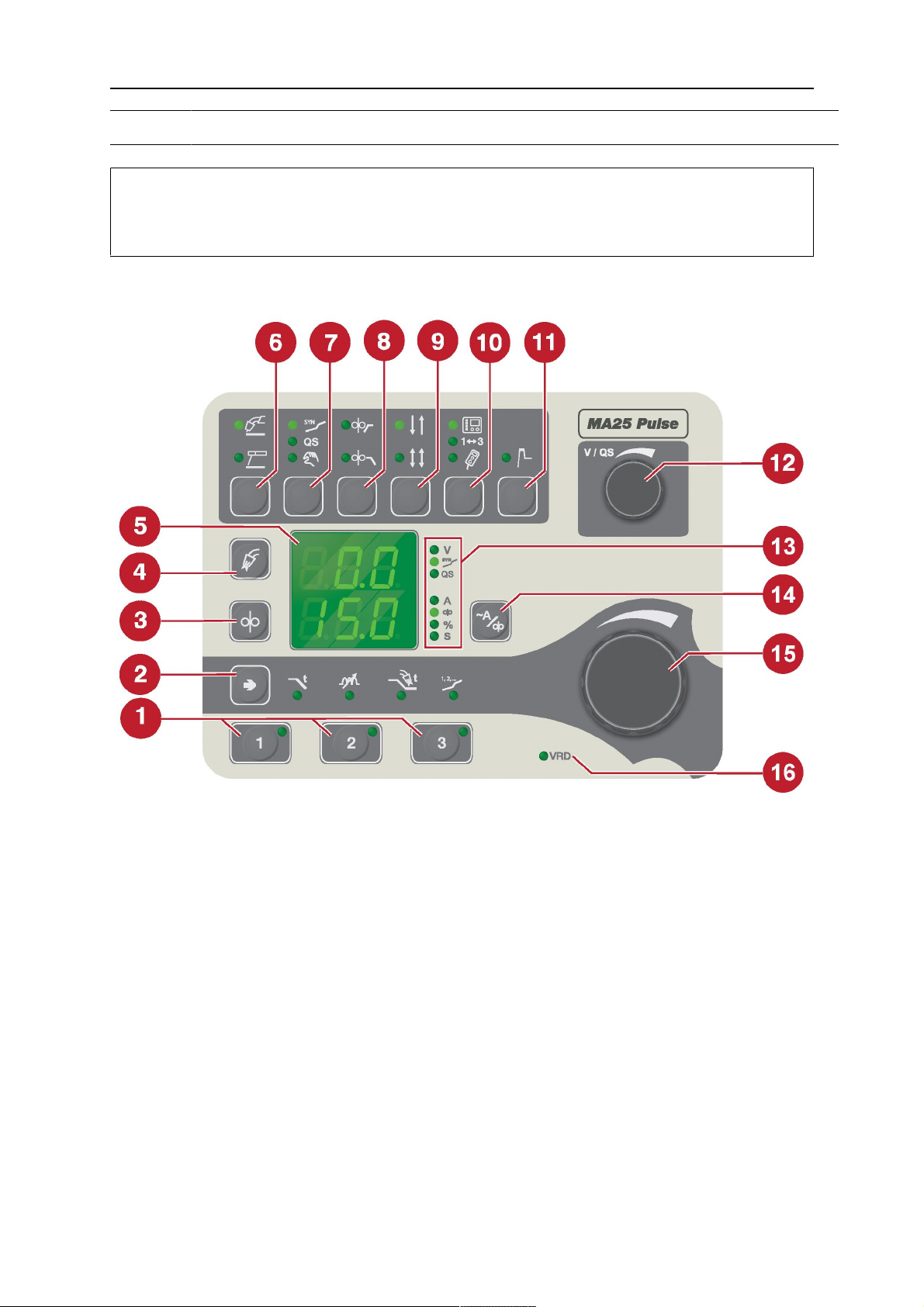
2.1 Navigointi
1. Hitsaustietomuistipainikkeet 9. Vaihto 2-vaiheen ja 4-vaiheen välillä
2. Vaihto kraatteritäytön ajan,
induktanssin, kaasun jälkivirtausajan ja
synergiavalinnan välillä
3. Langan kylmäsyötön valinta 11. Kuumasytytyksen valinta
4. Kaasuhuuhtelun valinta 12. Jännitteen/QSet™-toiminnon säätö
5. Näyttö 13. Näytössä näkyvien muuttujien ja
6. Hitsaustavan valinta: MIG/MAG ja
puikkohitsaus
0463 459 001
10. Vaihto seuraavien välillä: säätö
ohjauspaneelista, ohjelman vaihto
hitsauspolttimen liipaisimella ja
kauko-ohjain
yksiköiden ilmaisu
14. Vaihto seuraavien välillä: arvioitu
hitsausjännitteen asetus ja
langansyöttönopeus (arvioitu
hitsausjännite voidaan valita vain
synergiatilassa.)
- 4 -
© ESAB AB 2017

2 PANEELIN YLEISKATSAUS
7. Vaihto synergian, QSet™-toiminnon ja
manuaalisen asetuksen välillä
8. Vaihto ryömintäkäynnistyksen ja
kraaterintäytön välillä
2.2 Symboleiden merkitykset
MIG/MAG-hitsaustapa Puikkohitsaus
Synergia-asetus QSet™-asetus
Käsinsäätö Ryömintäkäynnistys
Kraatterintäyttö 2-vaihe
4-vaihe Ohjaus paneelista
Ohjelman vaihto hitsauspolttimen
liipaisimella
15. Valitun parametrin määrittäminen
painikkeella 2
16. Aktivoidun jännitteenrajoituslaitteen
(VDR) ilmaisu
Kauko-ohjain
Kuumasytytyksen valinta V / QS
Jännitteen/QSet™-toiminnon
säätö
Langansyöttönopeus tai langan
Kaasuhuuhtelu
kylmäsyöttö (symbolin merkitys
määräytyy kontekstin mukaan)
Arvioidun hitsausjännitteen
asetus
Kraatterintäyttöaika
Induktanssi Kaasun jälkivirtausaika
Synergian valinta V Jännite
A Virta % Prosenttia
S Sekuntia Jännitteenrajoitus (VRD)
0463 459 001
- 5 -
© ESAB AB 2017

3 TOIMINNOT
3 TOIMINNOT
3.1 Yleistä
• MIG/MAG-hitsaus ja puikkohitsaus
• Neljää versiota saatavilla:
○ MA25 Pulse, teräksen hitsaus, 54 synergialinjaa
○ MA25 Pulse, alumiinin hitsaus, 30 synergialinjaa
○ MA25 Pulse, teräksen hitsaus, 55 synergialinjaa (NA-versio)
○ MA25 Pulse, alumiinin hitsaus, 29 synergialinjaa (NA-versio)
• Mahdollisuus vaihtaa langansyöttönopeuden ja arvioidun hitsausjännitteen asetuksen
välillä synergisen hitsauksen aikana
• QSet™-parametrin automaatio
• 2/4-vaiheen liipaisimen aktivointi
• Kaasutesti ja langan kylmäsyöttö
• Kaasun esi- ja jälkivirtauksen asetukset
• Ryömintäkäynnistys ja kraatterintäyttö
• Jatkuvan induktanssin asetus
• 3 muistipaikkaa, jotka voidaan valita liipaisimella tai ohjauspaneelista
• Puikkohitsaus: ArcPlus™ II -säätö, kuumasytytys ja kaaripaine voidaan määrittää
3.2 Hitsausarvomuisti
Ohjauspaneelin muistiin voidaan tallentaa kolme hitsausohjelmaa.
Tallenna hitsaustiedot muistiin pitämällä painiketta 1, 2 tai 3 painettuna 5 sekunnin
ajan. Hitsausarvoja tallennetaan, kun vihreä merkkivalo alkaa vilkkua.
Jos haluat vaihtaa hitsaustietomuistia, paina painiketta 1, 2 tai 3.
Hitsaustietomuistilla on varmennusparisto, joten tallennetut asetukset säilyvät,
vaikka laitteistosta on kytketty virta pois.
3.3 MIG/MAG-hitsaus
MIG/MAG-hitsaus
MIG/MAG-hitsaus sulattaa jatkuvasti syötettyä täytelankaa samalla kun hitsisula
on suojattu suojakaasulla.
Langansyöttönopeus
Langansyöttönopeus määrittää hitsauslangan syöttönopeuden prosentteina tai
metreinä minuutissa.
0463 459 001
- 6 -
© ESAB AB 2017

3 TOIMINNOT
Synergia
Jokaisella lankatyypin, langan halkaisijan ja kaasuseoksen yhdistelmällä myös
langansyöttönopeuden ja jännitteen (valokaaren pituus) suhteen on oltava oikea,
jotta valokaari toimii tasaisesti. Jännite (valokaaren pituus) seuraa
automaattisesti valittua esiohjelmoitua synergialinjaa, mikä helpottaa oikeiden
hitsausparametrien valintaa. Langansyöttönopeuden ja muiden parametrien
suhdetta kutsutaan synergialinjaksi.
Synergiatilassa voidaan näyttää joko asetettu langansyöttönopeus tai arvioitu
hitsausvirta. Lisätietoja on kohdassa Arvioidun hitsausvirran näyttäminen.
Lisätietoja MA25 Pulsen synergialinjoista on kohdassa LANKA- JA
KAASUTIEDOT.
Tilauksesta on saatavana muita synergialinjoja, mutta valtuutetun
ESAB-asentajan on asennettava ne.
Kun otat synergian käyttöön, valitse myös oikea synergialinja asetuspyörällä.
Oikeiden synergialinjojen numerot ovat langansyöttöyksikön sisäpuolella
olevassa tarrassa.
0463 459 001
- 7 -
© ESAB AB 2017

3 TOIMINNOT
Arvioidun hitsausvirran näyttäminen
Kun hitsatessa käytetään MA25 Pulse -ohjauspaneelia synergiatilassa,
asetuksena voidaan käyttää joko langansyöttönopeutta tai arvioitua
hitsausvirtaa. Hitsaaja voi valita arvioidun hitsausvirran näytettäväksi näytössä.
Tämä on hyödyllistä siinä tapauksessa, että hitsaaja ei tiedä
langansyöttönopeutta.
Säädä arvioitua hitsausvirtaa asetuspyörällä. Langansyöttönopeus muuttuu sitä
mukaa, kun arvioitua hitsausvirtaa säädetään. Näytössä voidaan vaihtaa
langansyöttönopeuden ja arvioidun hitsausvirran välillä painamalla painiketta
~A/WFS.
Hitsatessa langansyöttönopeus on vakio. Näin voidaan varmistaa
ennustettavissa oleva tulos ja tasaisesti täytetty hitsisauma. Hitsaustulos on
sama huolimatta siitä, onko asetuksena langansyöttönopeus vai arvioitu
hitsausvirta.
Kun langansyöttönopeus on vakio, arvioitu hitsausvirta ja todellinen hitsausvirta
eroavat toisistaan. Ero määräytyy saumatyypin ja vapaalangan pituuden
mukaan (etäisyys kosketuskärjestä työkappaleeseen). Tämä ei eroa mitenkään
langansyöttönopeuden asettamisesta tai arvioidun hitsausvirran säätämisestä.
Jos poikkeama on suuri, säädä vapaalangan pituutta optimaalisten
hitsaustulosten saavuttamiseksi. Katso lisätietoja alta.
Hitsauksen aikana näytössä näkyy todellinen mitattu hitsausvirta. Jos painiketta
(kuvassa kohta 14 luvussa PANEELIN YLEISKATSAUS) painetaan
hitsauksen aikana arvioitu hitsausvirta näkyy näytössä kahden sekunnin ajan,
minkä jälkeen mitattu hitsausvirta tulee jälleen näkyviin. Mitattu hitsausvirta
pysyy näytössä, kunnes asetusta muutetaan.
Jos mitattu hitsausvirta eroaa arvioidusta hitsausvirrasta enemmän kuin ±10
%, virran LED-merkkivalo ja näytössä näkyvä mitattu hitsausvirta alkavat
vilkkua. Suuri ero mitatun ja arvioidun hitsausvirran välillä saattaa johtua erittäin
pitkästä tai erittäin lyhyestä hitsauselektrodin vapaalangan pituudesta. Näin ollen
hitsaaja saattaa saavuttaa paremmat hitsaustulokset säätämällä vapaalankaa
soveltuvaan pituuteen. Jos mitattu hitsausvirta on huomattavasti alhaisempi kuin
arvioitu hitsausvirta, kannattaa käyttää lyhyempää vapaalankaa. Jos mitattu
hitsausvirta on huomattavasti korkeampi kuin arvioitu hitsausvirta, kannattaa
käyttää pidempää vapaalankaa. Huomaa, että erilaiset saumatyypit vaikuttavat
myös todelliseen mitattuun hitsausvirtaan. On mahdollista säätää "sallittu"
poikkeama mitatun ja arvioidun hitsausvirran välille. Oletusarvo on ±10 %. Lue
kohta Piilotetut MIG/MAG-toiminnot.
0463 459 001
- 8 -
© ESAB AB 2017

3 TOIMINNOT
QSet™
QSet™-toiminto helpottaa hitsausparametrien asettamista.
QSet™-toiminnon käyttäminen:
1. Aseta langansyöttönopeus. QSet™ säätää dynaamisesti jännitettä
optimaalisten hitsaustulosten saavuttamiseksi.
2. Kun muutetaan materiaalia tai paksuutta: hitsaa ensin (6 sekuntia)
QSet™-toiminnolla testikappaletta, jotta saat oikeat tiedot ennen
työkappaleeseen siirtymistä.
QSet™-arvon hienosäätö:
• Säätöpyörän kiertäminen myötäpäivään suurentaa (+) kaaren pituutta.
• Säätöpyörän kiertäminen vastapäivään pienentää (-) kaaren pituutta.
LYHYTKAARI
Kun hitsaat ensimmäistä kertaa uudella lankatyypillä/kaasutyypillä, QSet™
asettaa automaattisesti kaikki tarvittavat hitsausparametrit. Sen jälkeen QSet™
tallentaa kaikki tiedot, joita tarvitaan hitsin laadun varmistamiseen.
Langansyöttönopeutta muutettaessa jännite muuttuu automaattisesti.
KUUMAKAARI
Kuumakaarialuetta lähestyttäessä QSet™-arvoa pitää suurentaa. Kytke QSet™
-toiminto pois päältä kuumakaarihitsauksessa. Kaikki QSet™-asetukset pysyvät
käytössä paitsi jännite, joka pitää asettaa.
Käsinsäätö
Manuaalinen käyttö Käyttäjän pitää asettaa oikeat arvot langansyöttönopeudelle
ja jännitteelle.
Ryömintäkäynnistys
Ryömintäkäynnistys syöttää lankaa 1,5 m/min, kunnes se koskettaa
työkappaleeseen.
Kraatterintäyttö
Kraaterintäytön avulla voidaan välttää huokosten, lämpöhalkeamien ja
kraatereiden muodostuminen työkappaleeseen hitsauksen loppuvaiheessa.
Kraatterintäyttöaika
Kun otat kraaterintäytön käyttöön, valitse myös kraaterintäyttöaika
asetuspyörällä.
Toimintoa ei voi käyttää QSet™-ohjauksen kanssa.
0463 459 001
2-vaihe
2-vaihetilassa kaasun esivirtaus käynnistyy, kun hitsauspolttimen liipaisinta
painetaan. Hitsausprosessi käynnistyy. Kun liipaisin vapautetaan, hitsaus
lopetetaan ja kaasun jälkivirtaus käynnistyy.
- 9 -
© ESAB AB 2017

3 TOIMINNOT
4-vaihe
4-vaiheohjauksessa kaasun esivirtaus käynnistyy, kun polttimen liipaisinta
painetaan ja langansyöttö käynnistyy, kun liipaisin vapautetaan. Hitsausprosessi
jatkuu, kunnes liipaisinta painetaan uudelleen. Silloin langansyöttö pysähtyy.
Kaasun jälkivirtaus käynnistyy, kun liipaisin vapautetaan.
Aktiivinen paneeli
Asetukset tehdään ohjauspaneelista.
Hitsaustietojen vaihtaminen
Tällä toiminnolla voit vaihtaa hitsaustietomuistia napsauttamalla polttimen
liipaisinta.
Paina liipaisinta lyhyesti, jos haluat vaihtaa hitsaamatta. Jos liipaisin on
painettuna liian pitkään, ohjelma tulkitsee sen hitsauksen aloittamiseksi.
Hitsaustietojen vaihtaminen hitsauksen aikana 2-vaiheohjauksessa
Jos hitsaus on käynnissä ja liipaisin on painettuna, voit vaihtaa tietomuistia
vapauttamalla liipaisimen ja painamalla sen nopeasti alas.
Hitsaustietojen vaihtaminen hitsauksen aikana 4-vaiheohjauksessa
Jos hitsaus on käynnissä 4-vaiheohjauksessa ja liipaisin on vapautettuna, voit
vaihtaa tietomuistia painamalla liipaisimen alas ja vapauttamalla sen nopeasti.
Kun otat hitsaustiedot 1–3 käyttöön, valitse hitsaustietomuisti 1, 2 tai 3.
Kauko-ohjain
Asetukset tehdään kauko-ohjaimesta.
Kauko-ohjain pitää kytkeä laitteen kauko-ohjainliitäntään ennen kuin se
aktivoidaan. Kun kauko-ohjain on aktivoitu, paneeli ei ole käytössä.
Kun kauko-ohjain on aktivoitu, hitsaustietomuisti voidaan vaihtaa
ohjelmanvalitsimella varustetulla hitsauspolttimella (RS3).
Jännitteenrajoituslaite (VRD)
VRD-toiminto varmistaa, että tyhjäkäyntijännite ei ylitä 35 V silloin, kun hitsaus ei
ole käynnissä. Tämä osoitetaan palavalla VRD-ledillä.
VRD-toiminto on estetty, kun järjestelmä havaitsee, että hitsaus on aloitettu.
Jos VRD-toiminto on aktivoitu ja tyhjäkäyntijännite ylittää 35 V, näyttöön tulee
virheilmoitus (16). Hitsausta ei voi aloittaa virheilmoituksen näkyessä näytössä.
Kaasuhuuhtelu
0463 459 001
Kaasuhuuhtelua käytetään kaasuvirtauksen mittaukseen tai ilman ja kosteuden
poistamiseen letkuista ennen hitsauksen aloitusta. Kaasuhuuhtelu on käynnissä
niin kauan kuin painike pidetään painettuna. Virran ja langan syöttö on katkaistu
huuhtelun aikana.
Langan kylmäsyöttö
Ryömintäsyöttöä käytetään, kun lankaa pitää syöttää ilman jännitettä. Lankaa
syötetään niin kauan kuin painike pidetään painettuna.
- 10 -
© ESAB AB 2017

3 TOIMINNOT
Induktanssi
Suurempi induktanssi tuottaa suuremman hitsisulan ja vähemmän roiskeita.
Pieni induktanssi tuottaa voimakkaamman äänen ja tasaisen, tiiviin valokaaren.
Kaasun jälkivirtaus
Tämä asettaa ajan, jonka suojakaasu virtaa kaaren sammumisen jälkeen.
Kuumakäynnistys
Kuumakäynnistys suurentaa hitsausvirtaa säädettäväksi ajaksi hitsauksen
alussa ja pienentää siten huonon sulatuksen riskiä liitoksen alussa.
3.3.1 Piilotetut MIG/MAG-toiminnot
Ohjauspaneelissa on piilotettuja toimintoja.
Piilotetut toiminnot saa käyttöön pitämällä valintapainiketta painettuna 5
sekunnin ajan. Näytössä näkyy kirjain ja arvo. Langansyöttönopeuden
säätöpyörää käytetään valitun toiminnon arvon säätämiseen.
Toimintoki
Toiminto
rjain
A Kaasun esivirtausaika
C Mittayksikkö
I Jälkipaloaika (käytettävissä vain, kun SCT = poissa käytöstä)
t Liipaisutietojen muistipaikat
h Kuumakäynnistysaika
o SCT käytössä / poissa käytöstä
S Käynnistysparametri R (näkyvissä vain, kun lyhyt kaari käytössä ja
kun Synergia ei ole valittuna)
d Arvioidun hitsausjännitteen sallittu poikkeama
Toiminnosta poistutaan pitämällä valintapainiketta painettuna 5 sekunnin ajan.
A Kaasun esivirtaus
Tämä asettaa ajan, jonka suojakaasu virtaa ennen valokaaren syttymistä.
C Mittayksikkö
0 = tuumaa/min, 1 = mm/min, oletusarvo = 1
I Jälkipaloaika
Jälkipaloaika on oletusarvoisesti poissa käytöstä oikosulkupäätetoiminnon (SCT)
takia.
0463 459 001
- 11 -
© ESAB AB 2017

3 TOIMINNOT
Jälkipaloajan asetus on käytettävissä vain, kun SCT on poissa käytöstä. Tilanne
on tämä, jos SCT-asetus = 1 tai jos SCT-asetus = 0 ja valitun synergialinjan SCT
on poissa käytöstä.
Jälkipaloaika määrittää viiveajan elektrodin jarrutuksen aloitushetkestä siihen
kun virtalähde katkaisee hitsausjännitteen. Liian lyhyt jälkipaloaika aiheuttaa
sen, että liian paljon lankaa pistää esiin hitsauksen jälkeen, jolloin lanka saattaa
tarttua kiinni jäähtyvään hitsisulaan. Liian pitkä jälkipaloaika aiheuttaa sen, että
liian vähän lankaa pistää esiin hitsauksen jälkeen, jolloin kaari lyö
todennäköisemmin takaisin kosketuskärkeen.
t Liipaisutietojen muistipaikat
Tämän toiminnon avulla voi valita, käytetäänkö liipaisimella tapahtuvassa
tietojen vaihdossa kahta vai kolmea ohjelmaa.
h Kuumakäynnistysaika
Kuumakäynnistysaika voidaan määrittää arvoon 0,0–9,9 sekuntia säätöaskelin
0,1 sekuntia.
o SCT (oikosulkupäätetoiminto)
SCT on toiminto, joka muodostaa toistuvia lyhyitä oikosulkuja hitsauksen
lopussa, kunnes langansyöttö on kokonaan loppunut ja yhteys työkappaleeseen
on katkennut.
Olemassa olevat asetukset
0 = Arvon (ON/OFF) määrittää synergiakäyrä (oletusarvo).
1 = SCT on poissa käytöstä (OFF)
2 = SCT on käytössä (ON)
S Käynnistysparametri R
Käynnistysparametri R mahdollistaa sähkökaaren hienosäädön hitsauksen
aloituksen yhteydessä. Parametri voidaan määrittää arvoon 8,0–60,0
säätöaskelin 0,25. Toiminto on näkyvissä ja säädettävissä vain silloin, kun
synergia ei ole aktiivinen (tämä tarkoittaa, että lyhyt kaari on valittu hitsaustapa).
d Arvioidun hitsausjännitteen sallittu poikkeama
Tämä parametri määrää suurimman sallitun suhteellisen eron arvioidun ja
mitatun hitsausjännitteen välillä. Sallittu ero voidaan määrittää arvoon 5–50 %
säätöaskelin 5 %. Jos sallittu ero ylitetään hitsauksen aikana, virran
LED-merkkivalo ja näytössä näkyvä mitattu hitsausvirta vilkkuvat.
3.4 Puikkohitsaus (MMA)
Puikkohitsaus
MMA-hitsauksesta käytetään myös nimitystä puikkohitsaus. Valokaari sulattaa
elektrodin, ja sen pinnoite muodostaa suojaavan kuonan.
Aktiivinen paneeli
Asetukset tehdään ohjauspaneelista.
0463 459 001
- 12 -
© ESAB AB 2017

3 TOIMINNOT
Kauko-ohjain
Asetukset tehdään kauko-ohjaimesta.
Kauko-ohjain pitää kytkeä laitteen kauko-ohjainliitäntään ennen kuin se
aktivoidaan. Kun kauko-ohjain on aktivoitu, paneeli ei ole käytössä.
Kun kauko-ohjain on aktivoitu, hitsaustietomuisti voidaan vaihtaa
ohjelmanvalitsimella varustetulla hitsauspolttimella (RS3).
Kuumakäynnistys
Kuumakäynnistys suurentaa hitsausvirtaa säädettäväksi ajaksi hitsauksen
alussa ja pienentää siten huonon sulatuksen riskiä liitoksen alussa.
Jännitteenrajoituslaite (VRD)
VRD-toiminto varmistaa, että tyhjäkäyntijännite ei ylitä 35 V silloin, kun hitsaus ei
ole käynnissä. Tämä osoitetaan palavalla VRD-ledillä.
VRD-toiminto on estetty, kun järjestelmä havaitsee, että hitsaus on aloitettu.
Jos VRD-toiminto on aktivoitu ja tyhjäkäyntijännite ylittää 35 V, näyttöön tulee
virheilmoitus (16). Hitsausta ei voi aloittaa virheilmoituksen näkyessä näytössä.
Kun haluat kytkeä jännitteenrajoituslaitteen (VRD) käyttöön tai pois käytöstä, ota
yhteys huoltohenkilökuntaan.
3.4.1 Piilotetut puikkohitsaustoiminnot
Ohjauspaneelissa on piilotettuja toimintoja.
Piilotetut toiminnot saa käyttöön pitämällä valintapainiketta painettuna 5
sekunnin ajan. Näytössä näkyy kirjain ja arvo. Langansyöttönopeuden
säätöpyörää käytetään valitun toiminnon arvon säätämiseen.
Toimintoki
rjain
C Kaaripaine
d Täppäyshitsaus
F Hitsaussäätimen tyyppi (hitsaussäädin ArcPlus™)
H Kuumasytytyksen amplitudi
I Kaukosäätimen minimivirta
h Kuumakäynnistysaika
Toiminnosta poistutaan pitämällä valintapainiketta painettuna 5 sekunnin ajan.
Toiminto
C Kaaripaine
0463 459 001
Kaaripaine määrittää, miten virta muuttuu suhteessa kaaren pituuden
muutoksiin. Pienempi arvo tuottaa rauhallisemman kaaren vähemmillä roiskeilla.
- 13 -
© ESAB AB 2017

3 TOIMINNOT
d
Täppäyshitsaus
Täppäyshitsausta voidaan käyttää hitsaukseen ruostumattomilla
teräselektrodeilla. Tämä toiminto käyttää kaaren vuorottaista sytytystä ja
sammutusta lämmönsyötön parempaan hallintaan. Elektrodia on nostettava
vain hieman kaaren sammuttamiseksi.
F
Hitsaussäädin ArcPlus™
ArcPlus™-hitsaussäädin on uudentyyppinen ohjain, joka tuottaa
voimakkaamman, tiiviimmän ja rauhallisemman kaaren. Se palautuu
nopeammin pisaraoikosulun jälkeen, mikä pienentää elektrodin
työkappaleeseen juuttumisen vaaraa.
• ArcPlus™ (0) on suositus perustyypin elektrodille
• ArcPlus™ (1) on suositus rutiili- ja selluloosatyypin elektrodille
H Kuumasytytyksen amplitudi
Kun kuumasytytys aktivoidaan, kuumasytytyksen amplitudiparametria voidaan
käyttää kuumasytytyksen aikaisen hitsausvirran halutun tason määrittämiseen
(prosenttiosuutena määritetystä hitsausvirrasta). Jos esimerkiksi määritetty
hitsausvirta on 100A ja kuumasytytyksen amplitudi on määritetty arvoon 10%,
kuumasytytyksen aikainen hitsausvirta on 110A.
I Kaukosäätimen minimivirta
Asettaa kaukosäätimen minimivirran.
Jos maksimivirta on 100 A ja minimivirran tulee olla 50 A, aseta piilotetussa
toiminnossa minimivirran arvoksi 50 %.
Jos maksimivirta on 100 A ja minimivirran tulee olla 90 A, aseta minimivirran
arvoksi 90 %.
h Kuumakäynnistysaika
Kuumakäynnistysaika voidaan määrittää arvoon 0,0–9,9 sekuntia säätöaskelin
0,1 sekuntia.
0463 459 001
- 14 -
© ESAB AB 2017

4 ASETUKSET
4 ASETUKSET
4.1 MIG/MAG
Toiminnot Säätöalue Oletusarvo
Jännite 8–60V 12 V
Langansyöttönopeus 0,8–25 m/min (2,6–82ft/min) 5 m/min (16,4ft/min)
Synergia OFF tai ON ON
Synergialinjat, alumiini 30 vaihtoehtoa Synergialinjat, teräs 54 vaihtoehtoa Synergialinjat, alumiini (NA-versio) 29 vaihtoehtoa Synergialinjat, teräs (NA-versio) 55 vaihtoehtoa Arvioidun hitsausjännitteen asetus /
langansyöttönopeus
Arvioidun hitsausjännitteen
asetus tai langansyöttönopeus
Langansyöttönopeus
QSet™ OFF tai ON OFF
Käsinsäätö OFF tai ON ON
Ryömintäkäynnistys 0 = OFF tai 1 = ON ON
Kraatterintäyttö OFF tai ON ON
Kraatterintäyttöaika 0,0–5,0 s 1,0 s
2/4-vaihe
2)
2-vaihe tai 4-vaihe 2-vaihe
Aktiivinen paneeli OFF tai ON ON
Tietojen vaihto liipaisimella OFF tai ON OFF
Liipaisutietojen muistipaikat
1)
2 tai 3 muistipaikkaa 3
Kaukosäädin OFF tai ON OFF
Kaasuhuuhtelu
2)
- -
Langan kylmäsyöttö - Induktanssi 0–100% 70%
Hitsausarvomuisti 1, 2, 3 -
Kaasun esivirtausaika
Mittayksikkö
Jälkipaloaika
1)
SCT
1)
1)
Käynnistysparametri R
1)
1)
0,1–9,9 s 0,1 s
0 = tuuma, 1 = mm 1
50 - 250 ms 80 ms
0, 1 tai 2 0
8,0–60,0 25,0
Kaasun jälkivirtausaika 0,1–25,0 s 1 s
Kuumakäynnistys OFF tai ON OFF
Kuumakäynnistysaika
1)
Arvioidun hitsausvirran sallittu
0,0–9,9 s 1,5 s
5–50 % 10 %
poikkeama
VRD - -
1)
Nämä ovat piilotettuja toimintoja, katso luku Piilotetut MIG/MAG-toiminnot.
2)
Näitä toimintoja ei voi muuttaa hitsauksen aikana.
0463 459 001
- 15 -
© ESAB AB 2017

4 ASETUKSET
4.2 MMA
Toiminnot Säätöalue Oletusarvo
Virta
16 – maks. A
Aktiivinen paneeli OFF tai ON ON
Kaukosäädin OFF tai ON OFF
Kaaripaine
1)
Täppäyshitsaus
1)
0–99 % 5 %
0 = OFF tai 1 = ON OFF
Kuumakäynnistys OFF tai ON OFF
Kuumasytytyksen amplitudi
Kuumakäynnistysaika
Hitsaussäädin
1)
Kaukosäätimen minimivirta
1)
Nämä ovat piilotettuja toimintoja, katso luku Piilotetut puikkohitsaustoiminnot.
2)
Säätöalue riippuu virtalähteestä.
1)
1)
1)
0–99 % 20%
0,0–9,9 s 1,0 s
1=ArcPlus™ II tai 0=ArcPlus™ 1
0–99 % 0%
2)
100 A
0463 459 001
- 16 -
© ESAB AB 2017

5 VIKAKOODIT
5 VIKAKOODIT
Vikakoodeilla osoitetaan laitteistossa ilmenneet viat. Ne osoitetaan
näytön alareunassa näkyvällä E kirjaimella ja vikakoodinumerolla.
Näytössä näkyvä yksikkönumero ilmaisee, mikä yksikkö on antanut
vikakoodin.
Vikakoodinumero ja yksikkönumero näytetään vuorotellen.
Vasemmalla esitetyt esimerkkikuvat ilmaisevat tilannetta, jossa
ohjauspaneelin (U 0) yhteys virtalähteeseen (E 18) on katkennut.
Jos useita vikoja on havaittu, näytetään vain viimeisimmän
ilmenneen vian koodi. Vikakoodi poistetaan näytöstä painamalla
jotain toimintopainiketta tai kiertämällä säätöpyörää.
HUOM!
Jos kauko-ohjain otetaan käyttöön, voit poistaa vikakoodin poistamalla
kauko-ohjaimen käytöstä kauko-ohjainkuvakkeen alla olevalla valintapainikkeella.
5.1 Vikakoodiluettelo
U 0 = hitsausarvoyksikkö U 2 = virtalähde U 5 = monijännite
U 1 = jäähdytyslaite U 4 = kauko-ohjain
5.2 Vikakoodien kuvaukset
Alla on selostettu vikakoodit, joiden syyt käyttäjä voi itse poistaa. Jos jokin muu koodi näkyy
näytössä, ota yhteys huoltoon.
Vikako
odi
E 6 Korkea lämpötila
Kuvaus
Lämpösuojus on lauennut.
Hitsausprosessi pysäytetään eikä sitä voi käynnistää, ennen kuin lämpötila on
laskenut.
Toimenpide: Tarkasta, että jäähdytysilman tulo-/poistoaukot eivät ole tukossa tai
likaiset.
Tarkasta kuormitusaikasuhde. Varmista, ettei laitteistoa ylikuormiteta.
E 12 Tiedonsiirtovirhe (varoitus)
Järjestelmän CAN-väylän kuormitus on hetkellisesti liian suuri.
Ohjauspaneelin ja virtalähteen/langansyöttöyksikön välinen yhteys on katkennut.
Toimenpide: Tarkista laitteisto ja varmista, että vain yksi langansyöttöyksikkö tai
kauko-ohjain on kytketty. Ellei vika häviä, ota yhteyttä huoltoon.
0463 459 001
- 17 -
© ESAB AB 2017

5 VIKAKOODIT
Vikako
Kuvaus
odi
E 16 Korkea tyhjäkäyntijännite
Tyhjäkäyntijännite on ollut liian korkea.
Toimenpide: Nollaa laite katkaisemalla jännitteensyöttö. Ellei vika häviä, ota
yhteyttä huoltoon.
E 17 Yhteys katkennut
Ohjauspaneeli on menettänyt yhteyden langansyöttöyksikköön.
Käynnissä oleva hitsausprosessi pysäytetään.
Toimenpide: Tarkasta kaapelit. Ellei vika häviä, ota yhteyttä huoltoon.
E 18 Yhteys katkennut
Ohjauspaneelin ja virtalähteen välinen yhteys on katkennut.
Käynnissä oleva hitsausprosessi pysäytetään.
Toimenpide: Tarkasta kaapelit. Ellei vika häviä, ota yhteyttä huoltoon.
E 21 Väärä ohjelmisto paneelissa
Asennetun ohjelmiston ja ohjauspaneelin välillä on ristiriita.
Toimenpide: Ota yhteys huoltoon.
E 27 Lanka loppu
Langansyöttöyksikkö ei syötä lankaa. Käynnissä oleva hitsausprosessi pysäytetään
ja hitsauksen aloitus estetään.
Toimenpide: Asenna uusi lankakela.
E 29 Ei jäähdytysvesivirtausta
Virtausvahti on lauennut.
Hitsausprosessi on pysäytetty eikä sitä voi käynnistää.
Toimenpide: Tarkista jäähdytysvesipiiri ja pumppu.
E 32 Ei kaasuvirtausta
Kaasun virtaus on alle 6 l/min. Käynnistys estetty.
Toimenpide: Tarkista kaasuventtiili, letkut ja liittimet.
E 40 Yhteensopimattomat yksiköt
Väärä langansyöttöyksikkö. Käynnistys estetään.
Toimenpide: Kytke oikea langansyöttölaite.
E 41 Yhteys jäähdytysyksikköön katkesi
0463 459 001
Ohjauspaneelin ja jäähdytyslaitteen välinen yhteys on katkennut. Katkaise
jännitteensyöttö!
Toimenpide: Tarkista johdotus. Ellei vika häviä, ota yhteyttä huoltoon.
- 18 -
© ESAB AB 2017

5 VIKAKOODIT
Vikako
Kuvaus
odi
E 44 Ohjauspaneelia ei ole määritetty liitettyyn virtalähteeseen
Paneeliin liitetty virtalähde on erityyppinen kuin edellinen liitetty virtalähde.
Toimenpide: Liitä ohjauspaneeliin samantyyppinen virtalähde kuin aiemminkin tai
määritä ohjauspaneeli sopivaksi virtalähteeseen.
E 45 Vast. vakiokaari/kuumakaari puuttuu
MA25 Pulse -paneeli on havainnut, että pulssikaarihitsaukseen valittua
synergiakäyrää vastaava vakiokaari/kuumakaari ei ole käytettävissä. Käytettävissä
vain, kun käytössä on synergiaryhmä 99 ja käyttäjäkohtaiset synergiakäyrät.
Toimenpide: Lataa puuttuva synergiakäyrä käyttämällä ESATia ja aloittamalla
uudelleen.
0463 459 001
- 19 -
© ESAB AB 2017

6 VARAOSIEN TILAAMINEN
6 VARAOSIEN TILAAMINEN
Vara- ja kulutusosia voi tilata lähimmän ESAB-jälleenmyyjän kautta. Yhteystiedot löytyvät
tämän asiakirjan takakannesta. Ilmoita tilatessasi varaosaluettelon mukainen tuotetyyppi,
valmistenumero, nimike ja varaosanumero. Tämä helpottaa lähetystä ja varmistaa oikean
toimituksen.
0463 459 001
- 20 -
© ESAB AB 2017

LANKA- JA KAASUTIEDOT
LANKA- JA KAASUTIEDOT
Synergialinjat alumiinia hitsattaessa
Synergialinjat terästä hitsattaessa
0463 459 001
- 21 -
© ESAB AB 2017

TILAUSNUMEROT
TILAUSNUMEROT
Lue tekniset tiedot ja kuvakkeiden merkitykset luvusta PANEELIN YLEISKATSAUS.
Ordering no. Denomination Note
0459 773 670 MA25 Pulse Aluminium
0459 773 671 MA25 Pulse Steel
0459 773 680 MA25 Pulse Aluminum With NA synergy lines
0459 773 681 MA25 Pulse Steel With NA synergy lines
0459 839 003 Spare parts list
Tekniset asiakirjat ovat saatavilla Internetissä osoitteessa: www.esab.com
0463 459 001
- 22 -
© ESAB AB 2017

TILAUSNUMEROT
0463 459 001
- 23 -
© ESAB AB 2017

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 15 25 79 30
Fax: +32 15 25 79 44
BULGARIA
ESAB Kft Representative Office
Sofia
Tel: +359 2 974 42 88
Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB Welding & Cutting GmbH
Langenfeld
Tel: +49 2173 3945-0
Fax: +49 2173 3945-218
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
San Fernando de Henares
(MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB Europe GmbH
Baar
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 0220
Fax: +1 905 670 4879
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 4411
Fax: +1 843 664 5748
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
 Loading...
Loading...