


MA25 Pulse
Kezelési utasítás
0463 459 001 HU 20170119
Valid for: from program version 1.79H

TARTALOMJEGYZÉK
1
BEVEZETÉS ..................................................................................................
2
A PANEL ÁTTEKINTÉSE ..............................................................................
2.1 Útmutató a navigációhoz .........................................................................
2.2 Szimbólumreferencia ...............................................................................
3
FUNKCIÓK.....................................................................................................
3.1 Általános ...................................................................................................
3.2 Hegesztési adattár....................................................................................
3.3 MIG/MAG hegesztés .................................................................................
3.3.1 Rejtett MIG/MAG funkciók...................................................................... 11
3.4 MMA-hegesztés ........................................................................................
3.4.1 Rejtett MMA funkciók ............................................................................. 13
4
BEÁLLÍTÁSOK..............................................................................................
4.1 MIG/MAG ...................................................................................................
4.2 MMA...........................................................................................................
5
HIBAKÓDOK .................................................................................................
5.1 A hibakódok jegyzéke ..............................................................................
5.2 A hibakódok leírása .................................................................................
3
4
4
5
6
6
6
6
13
15
15
16
17
17
17
6
PÓTALKATRÉSZEK RENDELÉSE ...............................................................
20
HUZAL- ÉS GÁZMÉRETEK ................................................................................. 21
RENDELÉSI SZÁM............................................................................................... 22
A műszaki adatok külön értesítés nélküli módosításának joga fenntartva.
0463 459 001 © ESAB AB 2017

1 BEVEZETÉS
1 BEVEZETÉS
Az útmutató az MA25 Pulse típusú vezérlőpanel használatát ismerteti.
Az üzemeltetésre vonatkozó általános információkat megtalálja az áramforrás és a
huzalelőtoló egységkezelési utasításaiban.
Bekapcsolás után a berendezés végrehajtja a LED-ek és a kijelző
diagnosztikai tesztjét. Megjelenik a programverzió és a panelverzió
(„Steel”„Alu” „SteelNA vagy „AluNA). (Ebben a példában a
programverzió 0.17A, a panelverzió pedig „Steel”.)
(A hosszú szövegek automatikusan gördülnek a kijelzőn.)
A használati útmutatók más nyelveken letölthetők az internetről: www.esab.com
0463 459 001
- 3 -
© ESAB AB 2017

2 A PANEL ÁTTEKINTÉSE
2 A PANEL ÁTTEKINTÉSE
A készülék kezelésére vonatkozó általános biztonsági szabályok az áramforrás
kézikönyvének „BIZTONSÁG” c. fejezetében találhatók. A készülék üzemeltetésére
vonatkozó általános információk az áramforrás kézikönyvének „ÜZEMELTETÉS” c.
fejezetében találhatók. A berendezés használata előtt alaposan tanulmányozza
mindkét fejezetet!
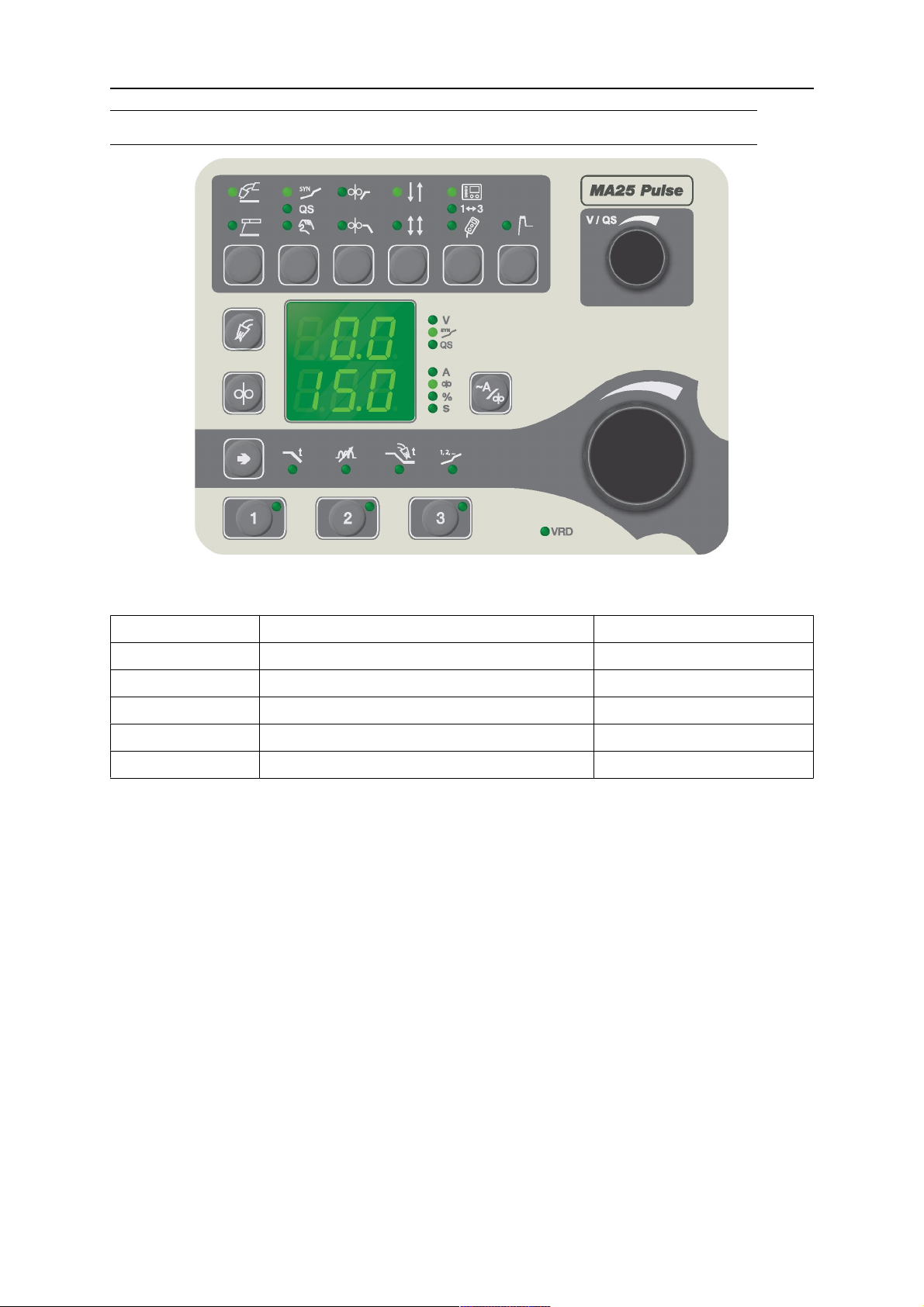
2.1 Útmutató a navigációhoz
1. A hegesztési adattár gombjai 9. Váltás kétütemű és négyütemű
működés között
2. Váltás a Kráterkitöltési idő, az
Induktancia, a Gázutánáramlás és a
Szinerga között
3. A huzalbefűzés kiválasztása 11. A melegindítás kiválasztása
4. A gázlefúvatás kiválasztása 12. A feszültség/QSet™ beállítása
5. Kijelző 13. Annak jelzése, hogy mely változók és
6. Váltás a MIG/MAG és az MMA
hegesztési módszer között
0463 459 001
10. Váltás a Beállítás a panelről, a Program
módosítása a hegesztőpisztoly
kapcsolójával és a Távvezérlő egység
között
értékek jelennek meg a kijelzőn
14. Váltás a megközelítőleges
áramerősség és a
huzaladagoló-sebesség között (a
megközelítőleges áramerősség csak
Szinergia módban választható ki)
- 4 -
© ESAB AB 2017

2 A PANEL ÁTTEKINTÉSE
7. Váltás a Szinergia, a QSet™ és a
Manuális beállítások között
8. Váltás a kúszóstart és a Kráterkitöltés
között
2.2 Szimbólumreferencia
MIG/MAG hegesztési mód MMA hegesztés mód
Szinergia beállítás QSet™ beállítás
Manuális beállítás Kúszóstart
Krátertöltés 2 ütem
4 ütem Beállítás a panelről
Program módosítása a
hegesztőpisztoly kapcsolójával
15. A 2. gombbal kiválasztott paraméter
beállítása
16. A bekapcsolt VRD
(Feszültségcsökkentő eszköz) jelzése
Távvezérlő egység
A melegindítás kiválasztása V / QS A feszültség beállítása / QSet™
Huzaladagolási sebesség vagy
Gáz kifúvatás
Huzalbefűzés (a szimbólum
jelentése a kontextustól függ)
Megközelítőleges áramerősség
beállítása
Kráterkitöltés ideje
Inductancia A hegesztőgáz utóáramlás ideje
Szinergia kiválasztása V Feszültség
A Áram % Százalék
S Másodperc
VRD (feszültségcsökkentő
eszköz)
0463 459 001
- 5 -
© ESAB AB 2017

3 FUNKCIÓK
3 FUNKCIÓK
3.1 Általános
• MIG/MAG és MMA elektródás hegesztés
• Négy változat elérhető:
○ MA25 Pulse acélhegesztő 54 szinergikus görbével
○ MA25 Pulse alumíniumhegesztő 30 szinergikus görbével
○ MA25 Pulse acélhegesztő 55 szinergikus görbével (NA verzió)
○ MA25 Pulse alumíniumhegesztő 29 szinergikus görbével (NA verzió)
• Lehetőség a huzaladagolási sebesség és a megközelítőleges áramerősség közötti
váltásra szinergikus hegesztés közben
• QSet™ paraméterautomatizálás
• Kettő-/négyütemű pisztolykapcsoló-aktiválás
• Gázteszt és huzalbefűzés
• Gázelőáramlás és gázutóáramlás beállítása
• Kúszóindítás és kráterkitöltés
• Folyamatos induktancia
• 3 memóriahely, amelyek a pisztolygombbal vagy a vezérlőpanellel érhetők el
• MMA: ArcPlus™ II szabályozás, melegindítás és íverősség állítható be
3.2 Hegesztési adattár
Három különböző hegesztési adatprogram tárolható a vezérlőpanel memóriájában.
Tartsa nyomva 5 másodpercig az 1., 2. vagy 3. választógombot a hegesztési
adatok tárolásához. A hegesztési adatok tárolása akkor valósul meg, amikor a zöld
kijelző villogni kezd.
A különböző hegesztőadat-memóriák között az 1., 2. és 3. gombokkal válthat.
A hegesztési adattár rendelkezik akkumulátorral is, hogy a beállítások akkor se
vesszenek el, ha a berendezést kikapcsolják.
3.3 MIG/MAG hegesztés
MIG/MAG hegesztés
A MIG/MAG hegesztés során folyamatosan adagolt hegesztőhuzalt olvasztanak
meg, az olvadékot védőgáz védi.
Huzalelőtolási sebesség
Ezzel a kitöltőhuzal előtolási sebességét lehet megadni százalékban vagy
méter/percben.
0463 459 001
- 6 -
© ESAB AB 2017

3 FUNKCIÓK
Szinergia
Minden huzaltípus, huzalátmérő és gázkeverék kombinációja egyedi
huzalelőtolási sebességet és feszültséget (ívhosszat) kíván a stabil ívhez. A
feszültség (az ív hossza) automatikusan igazodik a kiválasztott, előre
programozott szinergikus görbéhez, ami nagymértékben megkönnyíti a helyes
hegesztési paraméterek gyors meghatározását. A huzalelőtolási sebesség és a
többi paraméter közötti kapcsolat a szinergikus görbe.
Szinergikus módban megjeleníthető vagy a beállított huzaladagolási sebesség,
vagy a becsült áramerősség – további részletek: „A becsült áramerősség
megjelenítése”.
Az MA25 Pulse szinergikus görbéire vonatkozó részleteket megtalálja a
„HUZAL- ÉS GÁZMÉRETEK” című szakaszban.
Más szinergikus görbék is megrendelhetők, de ezeket csak arra jogosult ESAB
szervizmérnök telepítheti.
A szinergia aktiválásakor ne feledje el a beállítógomb segítségével kiválasztani
a megfelelő szinergikus görbét.
A helyes szinergikusgörbe-számokat a huzaladagolóban lévő matricán találja.
0463 459 001
- 7 -
© ESAB AB 2017

3 FUNKCIÓK
A becsült áramerősség megjelenítése
Ha szinergikus módban hegeszt az MA25 Pulse vezérlőpanellel, a huzaladagoló
sebesség és a becsült áramerősség közül választhat beállítást. A becsült
áramerősség megjelenítése hasznos referenciaként szolgál, ha a hegesztő nem
tudja megállapítani a helyes huzaladagolási sebességet.
A becsült áramerősség a beállítógombbal módosítható. A beállított
huzaladagolási sebesség a becsült áramerősség módosításának megfelelően
változik. Válthat a huzalelőtolási sebesség és a becsült áramerősség
megjelenítése között az ~A/WFS gomb megnyomásával.
A hegesztés során a huzalelőtolási sebesség állandó marad, biztosítva a
kiszámítható eredményt és az egyenletesen feltöltött kötést. A hegesztés a
huzalelőtolási sebességet és a megközelítőleges áramerősséget megjelenítve is
ugyanolyan eredményt hoz.
Az állandó huzalelőtolási sebesség mellett hegesztés azt is jelenti, hogy némi
eltérés lesz a becsült áramerősség és a valós, mért áramerősség között – a
kötés típusától és a hegesztő által alkalmazott túllógástól (a csúcs és a
munkadarab távolságától) függően. Ez nem különbözik a huzaladagolási
sebesség beállításától vagy a becsült áramerősség módosításától. Ha az eltérés
nagy, módosítsa a túllógást a lenti szakaszok szerint.
Hegesztés közben a mért áramerősség megjelenik a kijelzőn. Hegesztés
közben a gombot megnyomva (14. elem az „A PANEL ÁTTEKINTÉSE”
szakasz ábráján) két másodpercre megjelenik a kijelzőn a becsült
áramerősség, majd visszatér a mért áramerősség. A mért áramerősség marad
a kijelzőn, amíg a beállítást meg nem változtatják.
Ha a mért áramerősség több mint ±10%-kal eltér a becsült áramerősségtől, az
áramerősség LED és a kijelzőn látható mért áramerősség villogni kezd. Ha a
hegesztő elektróda túllógása túlságosan rövid vagy hosszú, nagy eltérés lehet a
becsült áramerősség és a mért áramerősség között. Ez azt jelenti, hogy a
hegesztő jobb eredményeket érhet el, ha jobb túllógást állít be. Ha a mért
áramerősség jelentősen alacsonyabb a becsült áramerősségnél, érdemes
rövidebb túllógást használni. Ha a mért áramerősség jelentősen magasabb a
becsült áramerősségnél, érdemes hosszabb túllógást használni. Fontos, hogy
az eltérő kötéstípusok és befolyásolják a mért áramerősséget. Lehetőség van a
mért és a becsült áramerősség közötti „megengedett” különbség módosítására.
Az alapértelmezett érték ±10%. Erre vonatkozóan tekintse át a „Rejtett
MIG/MAG funkciók” szakaszt.
0463 459 001
- 8 -
© ESAB AB 2017

3 FUNKCIÓK
QSet™
A QSet™ a hegesztési paraméterek beállítását segíti elő.
A QSet™ használata:
1. A huzaladagolási idő beállítása. A QSet™ dinamikusan módosítja a
feszültséget az optimális hegesztési eredmények érdekében.
2. Ha anyagot vagy vastagságot vált: az első (hat másodperces)
QSet™-hegesztés próbadarabon végezze, hogy begyűjthesse a megfelelő
adatokat mielőtt a tényleges munkadarabon kezdene dolgozni.
QSet™ értékek finomhangolása:
• Ha a gombot az óramutató járásával azonos irányba forgatják, nő (+) az ív
hossza.
• Ha a gombot az óramutató járásával ellentétes irányba forgatják, csökken
(-) az ív hossza.
RÖVID ÍV
Amikor egy új huzal-/gáztípussal első alkalommal hegesztenek, a QSet™
automatikusan beállítja az összes szükséges hegesztési paramétert. Ezt
követően a QSet™ tárolja a jó hegesztéshez szükséges valamennyi adatot. A
feszültség automatikusan igazodik a huzaladagolási sebességben bekövetkezett
változásokhoz.
SPRAY ÍV
A spray ív területéhez közeledve a QSet™ értékét növelni kell. A sima spray
ívvel végzett hegesztéskor kapcsolja ki a QSet funkciót. Minden beállítás a
QSet™-ből származik a feszültség kivételével, amelyet be kell állítani.
Manuális
Manuális működtetés Az üzemeltetőnek kell beállítania a huzaladagolás és a
feszültség megfelelő értékekeit.
Kúszóstart
Kúszóstartkor a berendezés a huzalt 1,5 m/perc sebességgel adagolja, amíg
elektromosan érintkezik a munkadarabbal.
Krátertöltés
A kráter kitöltésével meg lehet előzni a pórusok, repedések kialakulását és a
kráterek képződését a hegesztés leállításakor.
Kráterkitöltés ideje
A kráterkitöltés aktiválásakor a kráterkitöltés idejét is válassza ki a beállítógomb
segítségével.
0463 459 001
Ez a funkció a QSet™-tel nem használható.
2 ütem
Két ütem esetén az előzetes gázáram akkor indul be, amikor a hegesztőpisztoly
működtető kapcsolóját megnyomják. Ezután kezdődik a hegesztés folyamata. A
működtető kapcsoló elengedésekor a hegesztés teljesen leáll, és megindul az
utólagos gázáramlás.
- 9 -
© ESAB AB 2017

3 FUNKCIÓK
4 ütem
Négy ütem esetén az előzetes gázáram akkor indul, amikor megnyomják a
hegesztőpisztoly működtető kapcsolóját, és akkor ér véget, amikor azt
elengedik. A hegesztési folyamat addig tart, amíg újból meg nem nyomják a
kapcsolót, ekkor leáll a huzaladagolás, és amikor a kapcsolót elengedik, beindul
az utólagos gázáramlás.
Aktív panel
A beállításokat a vezérlőpanelről hajtják végre.
Hegesztési adatok módosítása
Ez a funkció lehetővé teszi a hegesztőpisztoly működtető kapcsolójának
megnyomásával a különféle hegesztési adatmemóriák közötti váltást.
Amennyiben épp nem hegeszt, a váltáshoz nyomja meg gyorsan. Ha a
működtető kapcsolót túl sokáig tartják nyomva, a program ezt a hegesztés
indításaként értelmezi.
A hegesztési adatok módosítása hegesztés közben kétütemű módban
Amennyiben épp hegeszt és a hegesztőpisztoly kapcsolója le van nyomva, a
hegesztési adattár tartalmának módosításához engedje fel a hegesztőpisztoly
kapcsolóját, majd gyorsan nyomja le.
A hegesztési adatok módosítása hegesztés közben négyütemű módban
Amennyiben épp négyütemű módban hegeszt és a hegesztőpisztoly kapcsolóját
felengedte, a hegesztési adattár tartalmának módosításához nyomja le a
hegesztőpisztoly kapcsolóját, majd gyorsan engedje fel.
Az 1–3. hegesztési adatok aktiválásakor válassza ki az 1., 2. vagy 3. hegesztési
adattárat.
Távvezérlő egység
A beállításokat a távvezérlő egységről adják meg.
A távvezérlő egységet bekapcsolás előtt csatlakoztatni kell a készüléken a
távvezérlő egység számára kialakított csatlakozóhoz. Ha a távvezérlő egység
aktiválva van, a panel inaktív.
Amennyiben a távvezérlőegység-funkció aktív, a programválasztóval (RS3)
felszerelt hegesztőpisztollyal lehet váltani a különféle hegesztési adatmemóriák
között.
Feszültségcsökkentő eszköz (VRD)
0463 459 001
A VRD-funkció biztosítja, hogy az üresjárási feszültség ne haladja meg a 35 V-t,
amikor nem folyik hegesztés. Ezt a világító VRD LED jelzi.
A VRD-funkció blokkolódik, amikor a rendszer érzékeli, hogy megkezdődött a
hegesztés.
Ha a VRD-funkció aktiválva van, és az üresjárási feszültség meghaladja a 35
V-os határt, ezt a kijelzőn látható hibaüzenet (16) jelzi; a hegesztés nem
kezdhető meg, amíg a hibaüzenet látható.
- 10 -
© ESAB AB 2017

3 FUNKCIÓK
Gáz kifúvatás
A gázzal való lefúvatást akkor alkalmazzák, ha mérni kívánják a gázáramot,
vagy ha a hegesztés megkezdése előtt el kívánják távolítani a levegőt vagy a
nedvességet a tömlőkből. A gázzal való lefúvatás addig tart, ameddig a gombot
lenyomva tartják, és feszültség nélkül, a huzaladagolás beindulása előtt történik.
Huzalbefűzés
Huzalbetolást akkor alkalmaznak, amikor hegesztőfeszültség nélkül van
szükség a hegesztőhuzal adagolására. A huzal előtolása addig történik,
ameddig a gombot lenyomva tartják.
Inductancia
A nagyobb induktív ellenállás mélyebb beolvadást és kevesebb fröcskölést
eredményez. A kisebb induktanciát erőteljesebb hang kíséri, de stabil,
koncentrált ívet eredményez.
Gázutóáramlás
Ez szabályozza azt az időt, ameddig a védőgáz még kiáramlik az ív kioltása
után.
Melegindítás
A melegindítás a hegesztés megkezdésekor szabályozható időtartamig
megnöveli a hegesztőáramot, ezáltal csökkentve a varrat kezdésénél a kezdési
kötéshiba veszélyét.
3.3.1 Rejtett MIG/MAG funkciók
A vezérlőpanel rejtett funkciókkal is rendelkezik.
A rejtett funkciók eléréséhez 5 másodpercig tartsa lenyomva a választógombot.
A kijelzőn egy betű és egy érték látható. A huzalelőtolás gombbal lehet
megváltoztatni a kiválasztott funkció értékét.
A funkciót
jelző betű
A A hegesztőgáz-előáramlás ideje
C Mértékegység
I Kioltási idő (csak akkor elérhető, ha SCT=ki)
t Memóriahelyek trigger adatokhoz
h Melegindítási idő
o SCT be/ki
Funkció
S R paraméter indítása (csak Rövid ív módban látható, ha a Szinergia
nincs kiválasztva)
d Megközelítőleges áramerősség toleranciája
A funkcióból való kilépéshez tartsa nyomva a választógombot 5 másodpercig.
0463 459 001
- 11 -
© ESAB AB 2017

3 FUNKCIÓK
A Gázelőáramlás
Ez szabályozza azt az időt, ameddig az ívhúzást megelőzően a védőgáz
kiáramlik.
C Mértékegység
0 = hüvelyk/perc, 1 = mm/perc, alapértelmezett érték = 1
I Kioltási idő
A kioltási idő a rövidzárlati leállás (SCT) miatt alapértelmezetten ki van
kapcsolva.
A kioltási idő beállítása csak akkor elérhető, ha az SCT KI VAN KAPCSOLVA.
Ez akkor valósul meg, ha az SCT beállítás=1 vagy az SCT beállítás=0, és a
kiválasztott szinergikus görbe esetében az STC KIKAPCSOLT állapotban van.
A kioltási idő a huzal letörésének kezdetétől tart addig, amíg a tápegység
lekapcsolja a hegesztőáramot. Ha a kioltási idő túl rövid, a hegesztés befejezése
után túl hosszú huzal áll ki, ami azzal a veszéllyel jár, hogy beleragad a
megszilárduló ömledékbe. Ha a kioltási idő túl hosszú, rövidebb lesz a huzal, de
nagyobb lesz a veszélye, hogy a hegesztőív visszaugrik az érintkező csúcsra.
t Memóriahelyek trigger adatokhoz
Ez a funkció lehetővé teszi a trigger adatok 2 vagy 3 program közti használatát.
h Melegindítási idő
A a melegindítási idő 0,0-tól 9,9 másodpercig állítható be, 0,1 másodperces
lépésekben.
o SCT (rövidzárlati leállás)
Az SCT az a funkció, amely rövid, ismételt rövidzárlatokat idéz elő a hegesztés
végén, ameddig a huzalelőtolás teljesen leáll, és megszűnik az érintkezés a
munkadarabbal.
Az alábbi beállítások lehetségesek:
0 = Az értéket (BE/KI) a szinergikus görbe határozza meg (alapértelmezett
opció)
1 = SCT KI
2 = SCT BE
S R kezdőparaméter
Az R kezdőparaméter lehetővé teszi az elektromos ív finomhangolását a
hegesztés kezdő pillanatában. A paraméter 8,0-tól 60,0-ig állítható be, 0,25-ös
lépésekben. Ez a funkció csak akkor látható és módosítható, ha a szinergia nem
aktív (tehát a kiválasztott mód a Rövid ív).
d Megközelítőleges áramerősség toleranciája
Ez a paraméter a becsült áramerősség és a mért áramerősség közötti
maximálisan megengedett különbséget jelenti. A paraméter 5-tól 50 százalékig
állítható be, 5 százalékos lépésekben. Ha hegesztés közben túllépik a
megengedett különbséget, az áramerősség LED és a kijelzőn látható mért
áramerősség villogni kezd.
0463 459 001
- 12 -
© ESAB AB 2017
3 FUNKCIÓK
3.4 MMA-hegesztés
MMA hegesztés
Az MMA hegesztést bevonatos elektródával végzett hegesztésnek is nevezik.
Az ívhúzás megolvasztja az elektródát, annak bevonata védőréteget képez.
Aktív panel
A beállításokat a vezérlőpanelről hajtják végre.
Távvezérlő egység
A beállításokat a távvezérlő egységről adják meg.
A távvezérlő egységet bekapcsolás előtt csatlakoztatni kell a készüléken a
távvezérlő egység számára kialakított csatlakozóhoz. Ha a távvezérlő egység
aktiválva van, a panel inaktív.
Amennyiben a távvezérlőegység-funkció aktív, a programválasztóval (RS3)
felszerelt hegesztőpisztollyal lehet váltani a különféle hegesztési adatmemóriák
között.
Melegindítás
A melegindítás a hegesztés megkezdésekor szabályozható időtartamig
megnöveli a hegesztőáramot, ezáltal csökkentve a varrat kezdésénél a kezdési
kötéshiba veszélyét.
Feszültségcsökkentő eszköz (VRD)
A VRD-funkció biztosítja, hogy az üresjárási feszültség ne haladja meg a 35 V-t,
amikor nem folyik hegesztés. Ezt a világító VRD LED jelzi.
A VRD-funkció blokkolódik, amikor a rendszer érzékeli, hogy megkezdődött a
hegesztés.
Ha a VRD-funkció aktiválva van, és az üresjárási feszültség meghaladja a 35
V-os határt, ezt a kijelzőn látható hibaüzenet (16) jelzi; a hegesztés nem
kezdhető meg, amíg a hibaüzenet látható.
A VRD be- vagy kikapcsolása ügyében vegye fel a kapcsolatot egy
szervizmunkatárssal.
3.4.1 Rejtett MMA funkciók
A vezérlőpanel rejtett funkciókkal is rendelkezik.
A rejtett funkciók eléréséhez 5 másodpercig tartsa lenyomva a választógombot.
A kijelzőn egy betű és egy érték látható. A huzalelőtolás gombbal lehet
megváltoztatni a kiválasztott funkció értékét.
A funkciót
Funkció
jelző betű
C Az ív ereje
d Cseppentő hegesztés
F Hegesztésszabályozó típusa (ArcPlus™ hegesztésszabályozás)
H Melegindítási amplitúdó
0463 459 001
- 13 -
© ESAB AB 2017
3 FUNKCIÓK
A funkciót
Funkció
jelző betű
I Min áram távvezérlő
h Melegindítási idő
A funkcióból való kilépéshez tartsa nyomva a választógombot 5 másodpercig.
C Az ív ereje
Az ív erőssége fontos annak meghatározásában, hogy az áram hogyan változik
az ívhossz változásának hatására. Kisebb érték esetén nyugodtabb, kevesebb
anyagot kifröcskölő ív keletkezik.
d
Cseppentő hegesztés
Cseppentő hegesztés rozsdamentes elektródákkal való hegesztéskor
alkalmazható. E funkció alkalmazása esetén az ívet felváltva gyújtják és
kioltják, hogy jobban lehessen szabályozni a hőtermelést. Csak kismértékben
kell felemelni az elektródát, hogy az ív kihúnyjon.
F
ArcPlus™ hegesztésszabályozás
Az ArcPlus™ hegesztésszabályozás olyan új típusú vezérlés, amellyel
intenzívebb, koncentráltabb és egyenletesebb ív érhető el. Helyi rövidzárlat
után gyorsabb a helyreállítás, ami csökkenti az elektróda munkadarabhoz
tapadásának kockázatát.
• Az ArcPlus™ (0) bázikus elektródatípussal ajánlott
• Az ArcPlus™ II (1) rutil és cellulóz elektródatípussal ajánlott
H Melegindítási amplitúdó
A melegindítás aktiválásakor a melegindítási amplitúdó paramétere
felhasználható a hegesztési áram előnyben részesített szintjének megadásához
a melegindítás során, a megadott hegesztési áram százalékaként. Ha a
hegesztési áram például 100 A, a melegindítás amplitúdója pedig 10%, akkor a
hegesztési áram a melegindítás idején 110 A lesz.
I Min áram távvezérlő
A távvezérlőn a min. áram beállításához használandó.
Ha a max. áram 100 A, és a min. áramnak 50 A-nak kell lennie, a rejtett min.
áram funkciót 50 %-ra kell beállítani.
Ha a max. áram 100 A, és a min. áramnak 90 A-nak kell lennie, a min. áram
funkciót 90 %-ra kell beállítani.
h Melegindítási idő
A a melegindítási idő 0,0-tól 9,9 másodpercig állítható be, 0,1 másodperces
lépésekben.
0463 459 001
- 14 -
© ESAB AB 2017

4 BEÁLLÍTÁSOK
4 BEÁLLÍTÁSOK
4.1 MIG/MAG
Funkciók Beállítási tartomány Alapértelmezett
érték
Feszültség 8–60 V 12 V
Huzalelőtolási sebesség 0,8 - 25 m/perc
(2,6-82láb/perc)
5 m/perc
(16,4láb/perc)
Szinergia KI vagy BE BE
Szinergikus görbék alumíniumhoz 30 lehetőség Szinergikus görbék acélhoz 54 lehetőség Szinergikus görbék alumíniumhoz
29 lehetőség -
(NA verzió)
Szinergikus görbék acélhoz (NA
55 lehetőség -
verzió)
Becsült
áramerősség/Huzaladagolási
Becsült áramerősség vagy
Huzaladagolási sebesség
Huzalelőtolási
sebesség
sebesség
QSet™ KI vagy BE KI
Manuális beállítás KI vagy BE BE
Kúszóstart 0 = KI vagy 1 = BE BE
Krátertöltés KI vagy BE BE
Kráterkitöltés ideje 0,0–5,0 mp 1,0 másodperc
2/4 ütem
2)
2 ütem vagy 4 ütem 2 ütem
Aktív panel KI vagy BE BE
A működtető kapcsoló adatainak
KI vagy BE KI
módosítása
1)
Memóriahelyek trigger adatokhoz
2. vagy 3. memóriahely 3
Távvezérlő egység KI vagy BE KI
Gáz kifúvatás
2)
- Huzalbefűzés - -
Inductancia 0–100% 70%
Hegesztési adattár 1, 2, 3 -
1)
A hegesztőgáz-előáramlás ideje
Mértékegység
Kioltási idő
1)
SCT
R kezdőparaméter
1)
1)
1)
0,1–9,9 mp 0,1 másodperc
0 = hüvelyk, 1 = mm 1
50 - 250 ms 80 mp
0, 1 vagy 2 0
8,0–60,0 25,0
A hegesztőgáz utóáramlás ideje 0,1 - 25,0 másodperc 1 másodperc
Melegindítás KI vagy BE KI
Melegindítási idő
1)
0,0–9,9 mp 1,5 másodperc
0463 459 001
- 15 -
© ESAB AB 2017

4 BEÁLLÍTÁSOK
Funkciók Beállítási tartomány Alapértelmezett
érték
Megközelítőleges áramerősség
5 - 50 % 10 %
toleranciája
VRD - -
1)
Ezek a funkciók rejtettek; lásd a „Rejtett MIG/MAG funkciók” című részt.
2)
Ezeket a funkciókat mindaddig nem lehet megváltoztatni, ameddig a hegesztés folyik.
4.2 MMA
Funkciók Beállítási tartomány Alapértelmezett
érték
Áram
16 - max A
Aktív panel KI vagy BE BE
Távvezérlő egység KI vagy BE KI
Az ív ereje
1)
Cseppentő hegesztés
1)
0–99% 5 %
0=KI vagy 1=BE KI
Melegindítás KI vagy BE KI
Melegindítási amplitúdó
Melegindítási idő
1)
Hegesztésszabályozó
1)
1)
0–99% 20%
0,0–9,9 mp 1,0 másodperc
1=ArcPlus™ II vagy
0=ArcPlus™
Min. áram távvezérlő
1)
0–99% 0%
2)
100 A
1
1)
Ezek a funkciók rejtett funkciók; a leírásért lásd a „Rejtett MMA funkciók” című részt
2)
A beállítási tartomány az alkalmazott áramforrástól függ.
0463 459 001
- 16 -
© ESAB AB 2017

5 HIBAKÓDOK
5 HIBAKÓDOK
A hibakódok azt jelzik, hogy hiba keletkezett a berendezésben. A
kijelző alsó részén egy E betű jelenik meg, amit a hibakód számjele
követ.
Az egység száma is látható, hogy jelezze, melyik egységben
keletkezett a hiba.
A hibakódok és az egységek számai külön jelennek meg.
A bal oldalon látható képeken bemutatott példa azt jelzi, hogy a
vezérlőpanel (U0) és az áramforrás (E18) közötti kapcsolat
megszakadt.
Ha egyszerre több hibát érzékelnek, csak az utoljára előforduló hiba
kódja jelenik meg. Nyomja meg bármelyik funkciógombot vagy
fordítsa el bármelyik gombot, hogy a kijelzőről eltűnjön a hibajelzés.
MEGJEGYZÉS!
Ha a távvezérlés aktiválva van, a távvezérlő szimbólum alatti választógombbal
kapcsolja ki azt a hibaüzenet megszüntetéséhez.
5.1 A hibakódok jegyzéke
U 0 = hegesztési adatokat
tartalmazó egység
U 1 = hűtőegység U 4 = távvezérlő egység
U 2 = áramforrás U 5 = többszörös feszültség
5.2 A hibakódok leírása
Az alábbiakban felsoroljuk azokat a hibakódokat, amelyeket a felhasználók is kijavíthatnak.
Ha másféle kód jelenik meg, hívja a szerviztechnikust.
0463 459 001
- 17 -
© ESAB AB 2017

5 HIBAKÓDOK
HibakódLeírás
E 6 Magas hőmérséklet
A hővédő megszakító működésbe lépett.
Az aktuális hegesztési folyamat leállt és a hőmérséklet csökkenéséig nem lehet
újraindítani.
Intézkedés: Ellenőrizze, hogy a hűtőlevegő bemeneti vagy kimeneti nyílásai
szennyeződés miatt nincsenek elzáródva vagy eltömődve.
Ellenőrizze az alkalmazott működési ciklust, hogy meggyőződjön róla, hogy a
berendezés nincs túlterhelve.
E 12 Kommunikációs hiba (figyelmeztetés)
A rendszerben a CAN-busz terhelése átmenetileg túl nagy.
Megszakadt a tápegység / huzalelőtoló egység kapcsolata a vezérlőpanellel.
Intézkedés: Ellenőrizze a berendezést, hogy csak egyetlen huzaladatoló egység
vagy távvezérlő egység legyen telepítve. Ha a hiba nem szüntethető meg, hívja a
szerviztechnikust.
E 16 Magas üresjárási feszültség
Az üresjárási feszültség túl magas.
Intézkedés: Az egység újraindításához kapcsolja ki a hálózati áramellátást. Ha a
hiba nem szüntethető meg, hívja a szerviztechnikust.
E 17 Megszakadt a kapcsolat
Megszűnt az összeköttetés a vezérlőpanel és a huzaladagoló egység között.
Az aktuális hegesztési folyamat leállt.
Intézkedés: Ellenőrizze a kábeleket. Ha a hiba nem szüntethető meg, hívja a
szerviztechnikust.
E 18 Megszakadt a kapcsolat
Megszűnt az összeköttetés a vezérlőpanel és az áramforrás között.
Az aktuális hegesztési folyamat leállt.
Intézkedés: Ellenőrizze a kábeleket. Ha a hiba nem szüntethető meg, hívja a
szerviztechnikust.
E 21 Nem megfelelő szoftver a panelben
Eltérés van a telepített szoftver és a vezérlőpanel között.
Intézkedés: Hívja a szerviztechnikust.
E 27 Elfogyott a huzal
A huzalelőtoló egységből egyáltalán nem érkezik huzal. Az aktuális hegesztési
folyamat leáll és gátolja a hegesztés indítását.
Intézkedés: Töltsön be új huzaltekercset.
E 29 Nincs hűtővízáramlás
Kioldott a vízőr.
Az aktuális hegesztési folyamat leállt, és nem lehet újraindítani.
Intézkedés: Ellenőrizze a hűtővízkört és a szivattyút.
0463 459 001
- 18 -
© ESAB AB 2017

5 HIBAKÓDOK
HibakódLeírás
E 32 Nincs gázáram
A gázáram 6 l/percnél alacsonyabb. A rendszer nem indítható.
Intézkedés: Ellenőrizze a gázszelepet, a tömlőket és a csatlakozásokat.
E 40 Inkompatibilis egységek
Nem megfelelő huzaladagoló egység van csatlakoztatva. Az indítás meghiúsult
Intézkedés: Csatlakoztassa a megfelelő huzaladagoló egységet.
E 41 Nincs kapcsolat a hűtőegységgel
Megszűnt az összeköttetés a vezérlőpanel és a tápegység között. Kapcsolja ki az
áramforrást.
Intézkedés: Ellenőrizze a vezetékeket. Ha a hiba nem szüntethető meg, hívja a
szerviztechnikust.
E 44 A vezérlőpanel nincs konfigurálva a csatlakoztatott áramforráshoz
A jelenleg a panelhez csatlakoztatott áramforrás a legutóbbitól eltérő típusú.
Intézkedés: Csatlakoztassa a vezérlőpanelt az előzővel megegyező típusú
áramforráshoz, vagy konfigurálja a vezérlőpanelt a megfelelő áramforrástípushoz.
E 45 Hiányzó megfelelő dip/spontán görbe
Az MA25 Pulse panel azt értékelte, hogy az impulzushegesztéshez kiválasztott
szinergiavonalhoz megfelelő dip/spontán görbe nem elérhető. Csak akkor
érvényes, ha a 99-es szinergiacsoportot felhasználó által megadott
szinergiavonalakkal használják.
Intézkedés: Töltse le a hiányzó szinergikus görbét az ESAT segítségével, majd
indítsa újra.
0463 459 001
- 19 -
© ESAB AB 2017

6 PÓTALKATRÉSZEK RENDELÉSE
6 PÓTALKATRÉSZEK RENDELÉSE
Pót- és kopó alkatrészek rendelhetők a legközelebbi ESAB forgalmazótól. Lásd e kiadvány
legutolsó oldalát. Rendeléskor adja meg a termék típusát, sorozatszámát, megnevezését és
a pótalkatrész listának megfelelően a pótalkatrész számát. Ez lehetővé teszi a rendelés
összeállítását és a pontos szállítást.
0463 459 001
- 20 -
© ESAB AB 2017

HUZAL- ÉS GÁZMÉRETEK
HUZAL- ÉS GÁZMÉRETEK
Szinergikus ívek alumíniumhegesztéshez
Szinergikus ívek acélhegesztéshez
0463 459 001
- 21 -
© ESAB AB 2017
RENDELÉSI SZÁM
RENDELÉSI SZÁM
A műszaki részleteket és a szimbólumok magyarázatát az „A PANEL ÁTTEKINTÉSE”
fejezetben találja.
Ordering no. Denomination Note
0459 773 670 MA25 Pulse Aluminium
0459 773 671 MA25 Pulse Steel
0459 773 680 MA25 Pulse Aluminum With NA synergy lines
0459 773 681 MA25 Pulse Steel With NA synergy lines
0459 839 003 Spare parts list
A műszaki dokumentáció a következő oldalon érhető el: www.esab.com.
0463 459 001
- 22 -
© ESAB AB 2017

RENDELÉSI SZÁM
0463 459 001
- 23 -
© ESAB AB 2017

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 15 25 79 30
Fax: +32 15 25 79 44
BULGARIA
ESAB Kft Representative Office
Sofia
Tel: +359 2 974 42 88
Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB Welding & Cutting GmbH
Langenfeld
Tel: +49 2173 3945-0
Fax: +49 2173 3945-218
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
San Fernando de Henares
(MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB Europe GmbH
Baar
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 0220
Fax: +1 905 670 4879
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 4411
Fax: +1 843 664 5748
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
 Loading...
Loading...