


MA25 Pulse
Bruksanvisning
0463 459 001 NO 20170119
Valid for: from program version 1.79H

INNHOLD
1
INNLEDNING .................................................................................................
2
OVERSIKT FOR PANEL................................................................................
2.1 Navigere ....................................................................................................
2.2 Symbolreferanse ......................................................................................
3
FUNKSJONER...............................................................................................
3.1 Generelt.....................................................................................................
3.2 Sveisedataminne ......................................................................................
3.3 MIG/MAG-sveising....................................................................................
3.3.1 Skjulte MIG/MAG-funksjoner.................................................................. 11
3.4 MMA-sveising ...........................................................................................
3.4.1 Skjulte MMA-funksjoner ......................................................................... 13
4
INNSTILLINGER............................................................................................
4.1 MIG/MAG ...................................................................................................
4.2 MMA...........................................................................................................
5
FEILKODER...................................................................................................
5.1 Liste over feilkoder ..................................................................................
5.2 Beskrivelser av feilkoder .........................................................................
3
4
4
5
6
6
6
6
12
15
15
16
17
17
17
6
BESTILLING AV RESERVEDELER ..............................................................
20
TRÅDSTØRRELSE OG GASSMENGDE............................................................. 21
ORDRENUMRE .................................................................................................... 22
Vi forbeholder oss retten til å endre spesifikasjoner uten varsel.
0463 459 001 © ESAB AB 2017

1 INNLEDNING
1 INNLEDNING
Håndboken beskriver hvordan innstillingspanelet MA25 Pulse skal betjenes.
Du finner generelle driftsopplysninger i brukerhåndboken til henholdsvis strømkilden og
trådmateenheten.
Ved tilkobling av enheten foretar den en selvtest av lysdiodene og
displayet. Programversjonen og panelversjonen, Steel, Alu, SteelNA
eller AluNA, vises. (I dette eksempelet er programversjonen 0.17A,
og panelversjonen er Steel.)
(Lang tekst ruller automatisk over displayet.)
Bruksanvisninger på andre språk kan lastes ned fra Internett: www.esab.com
0463 459 001
- 3 -
© ESAB AB 2017

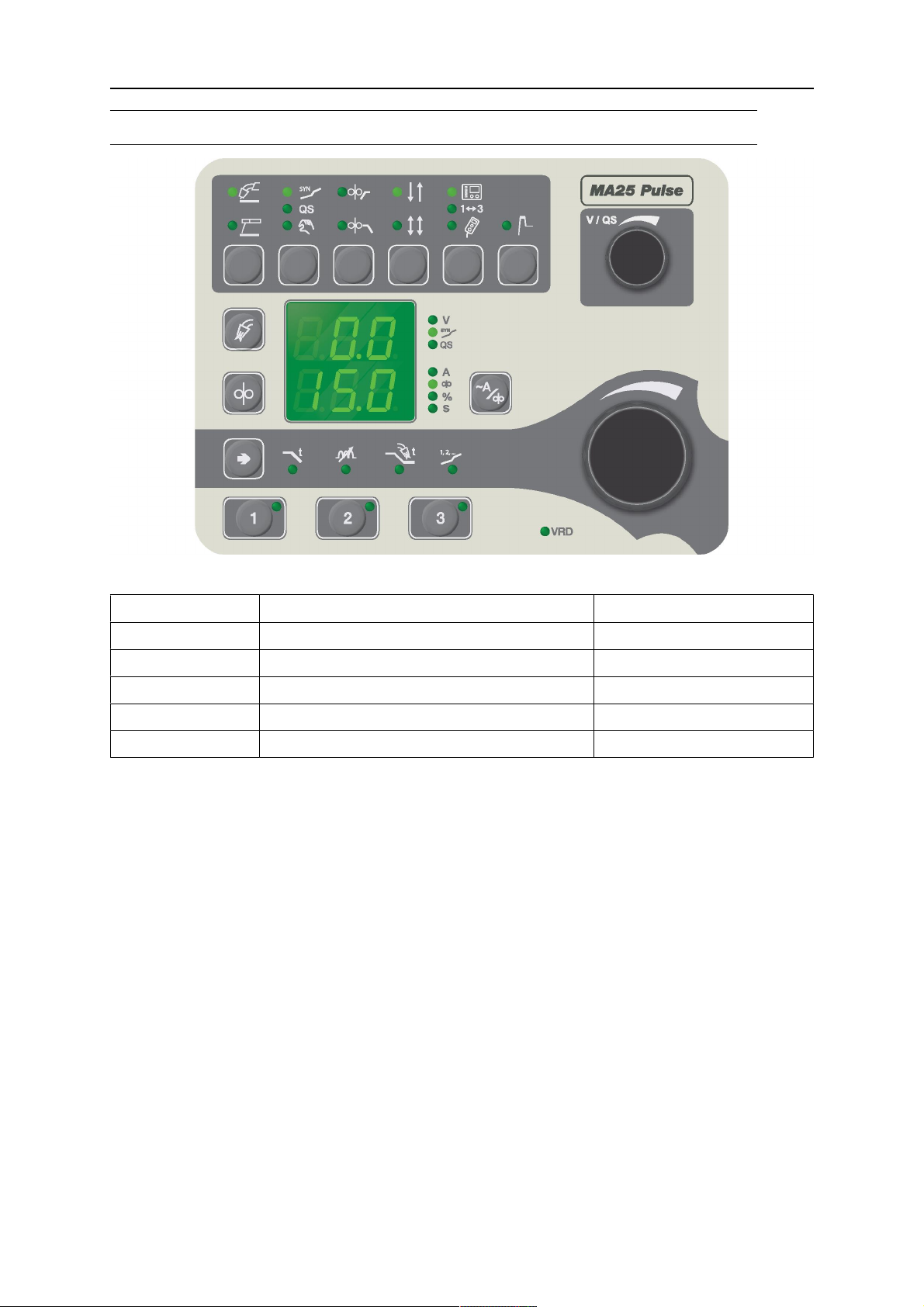
2 OVERSIKT FOR PANEL
2 OVERSIKT FOR PANEL
Generelle sikkerhetsregler for håndtering av utstyret finner du i kapittelet SIKKERHET
i brukerhåndboken for strømkilden. Generell informasjon om drift finner du i
kapittelet DRIFT i håndboken for strømkilden. Les begge kapitlene nøye før du
begynner å bruke utstyret!
2.1 Navigere
1. Taster for sveisedataminne 9. Veksle mellom 2-takt og 4-takt
2. Veksling mellom kraterfyllingstid,
induktans, gassetterstrømningstid og
synergivalg
3. Valg av rykkvis trådmating 11. Valg av varmstart
4. Valg av gasskylling 12. Innstilling av spenning/QSet™
5. Display 13. Indikasjon av hvilke variabler og
6. Veksling mellom sveisemetode
MIG/MAG og MMA
0463 459 001
10. Veksling mellom innstilling fra panel,
programskifte med
sveisebrennerutløser samt
fjernkontrollenhet
enheter som vises i displayet
14. Veksling mellom innstilling for
estimering for strømstyrke og
trådmatehastighet (estimering for
strømstyrke er bare mulig å velge i
synergimodus).
- 4 -
© ESAB AB 2017
2 OVERSIKT FOR PANEL
7. Veksling mellom synergi, QSet™ og
manuell innstilling
8. Veksling mellom krypstart og
kraterfylling
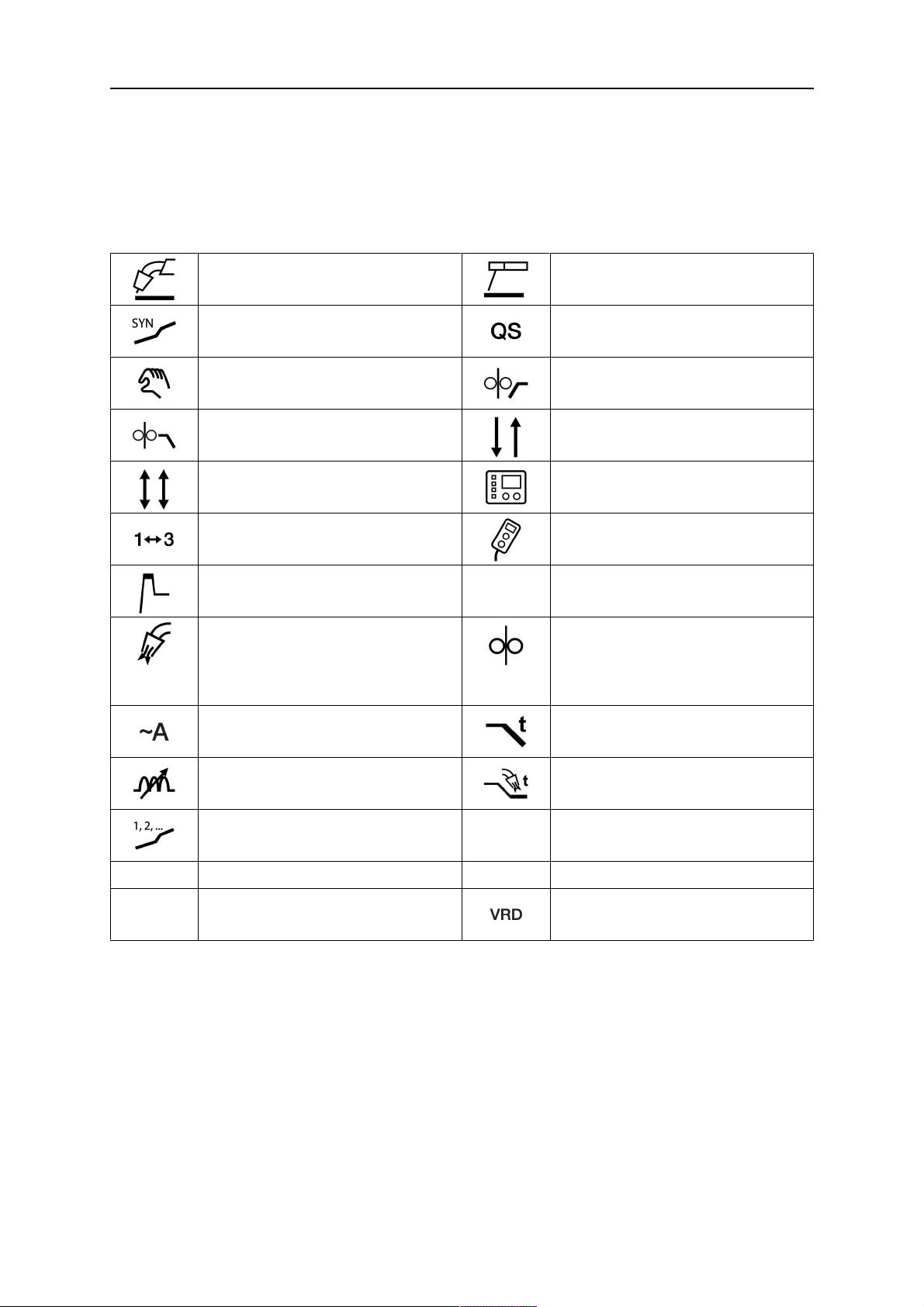
2.2 Symbolreferanse
MIG/MAG-sveisemetode MMA-sveisemetode
Synergiinnstilling QSet™-innstilling
Manuell innstilling Krypstart
Kraterfylling 2-takts
4-takts Innstilling via panel
Programendring med
sveisebrennerutløser
15. Innstilling av parameteren som velges
av tast 2
16. Indikasjon av aktivert VRD
(spenningsreduksjonsenhet)
Fjernkontrollenhet
Valg av varmstart V/QS Innstilling av spenning/QSet™
Trådmatehastighet eller rykkvis
Gasskylling
trådmating (betydningen av
symbolet avviker avhengig av
kontekst).
Innstilling for estimering for
strømstyrke
Kraterfyllingstid
Induktans Gassetterstrømningstid
Synergivalg V Spenning
A Strøm % Prosent
S Sekunder VRD (spenningsreduksjonsenhet)
0463 459 001
- 5 -
© ESAB AB 2017

3 FUNKSJONER
3 FUNKSJONER
3.1 Generelt
• MIG/MAG- og MMA-elektrodesveising
• Fire tilgjengelige versjoner:
○ MA25 Pulse-stålsveising med 54 synergilinjer
○ MA25 Pulse-aluminiumssveising med 30 synergilinjer
○ MA25 Pulse-stålsveising med 55 synergilinjer (NA-versjon)
○ MA25 Pulse-aluminiumssveising med 29 synergilinjer (NA-versjon)
• Mulighet for å veksle mellom trådmatehastighet og innstilling for estimering for
strømstyrke under synergisveising
• QSet™-parameterautomasjon
• 2/4-takts aktivering av brennerbryter
• Gasstest og rykkvis trådmating
• Gassinnstillinger for forstrømning og etterstrømning
• Krypstart og kraterfylling
• Kontinuerlig induktansinnstilling
• Tre minneposisjoner, som hentes frem med brennerknappen eller innstillingspanelet
• MMA: ArcPlus™ II-regulering, varmstart og buekraft kan angis
3.2 Sveisedataminne
Tre forskjellige sveisedataprogrammer kan lagres i minnet til innstillingspanelet.
Hold valgtasten 1, 2 eller 3 inne i fem sekunder for å lagre sveisedata i minnet. Når
den grønne indikasjonslampen begynner å blinke, er sveisedataene lagret.
Når du skal bytte mellom de ulike sveisedataminnene, trykker du på knappen 1, 2
eller 3.
Det blir tatt sikkerhetskopi av sveisedataminnet, slik at innstillingene ikke blir borte
selv om du slår av utstyret.
3.3 MIG/MAG-sveising
MIG/MAG-sveising
Ved MIG/MAG-sveising smeltes en kontinuerlig fremmatet sveisetråd, mens
smeltebadet beskyttes av dekkgass.
Trådmatehastighet
Angir hvilken matehastighet for tråden i prosent eller meter per minutt.
0463 459 001
- 6 -
© ESAB AB 2017

3 FUNKSJONER
Synergi
Hver kombinasjon av trådtype, -diameter og gassblanding krever et unikt forhold
mellom trådmatehastighet og spenning (lengde på lysbue) for å opprettholde en
bue som fungerer stabilt. Spenningen (lengden på lysbuen) følger automatisk
med i henhold til den valgte forprogrammerte synergilinjen. Dermed blir det mye
enklere å finne de riktige sveiseparametrene raskt. Sammenhengen mellom
trådmatehastighet og øvrige parametre kalles en synergilinje.
I synergimodus er det mulig å vise enten angitt trådmatehastighet eller
estimering for strømstyrke. Hvis du vil ha flere detaljer, kan du se Vise
estimering for strømstyrke.
Hvis du vil ha detaljert informasjon om synergilinjer som er inkludert i MA25
Pulse, kan du se delen TRÅDSTØRRELSE OG GASSMENGDE.
Det er også mulig å bestille andre synergilinjer, men de må installeres av en
autorisert ESAB-tekniker.
Når du aktiverer synergi, må du også huske å velge riktig synergilinje med
innstillingsbryteren.
De riktige synergilinjenumrene er plassert på merket på innsiden av
trådmateren.
0463 459 001
- 7 -
© ESAB AB 2017

3 FUNKSJONER
Vise estimering for strømstyrke
Når du sveiser ved bruk av MA25 Pulse-innstillingspanelet i synergimodus, er
det mulig å bruke enten trådmastehastighet eller estimering for strømstyrke som
innstilling. Muligheten til å vise estimering for strømstyrke er til hjelp hvis
sveiseren ikke vet hvilken trådmatehastighet som skal angis.
Bruk innstillingsbryteren til å justere estimering for strømstyrke. Den angitte
trådmatehastigheten vil endres tilsvarende ved endring av estimering for
strømstyrke. Det er mulig å veksle frem og tilbake mellom visning av
trådmatehastighet eller estimert strømstyrke på displayet ved å trykke på
knappen ~A/WFS.
Under sveising vil trådmatehastigheten være konstant, noe som sikrer et
forutsigbart resultat og en jevnt utfylt sveiseskjøt. Sveiseresultatet vil være
nøyaktig det samme, uavhengig av om sveiseren bruker trådmatehastighet eller
estimering for strømstyrke som innstillingsmetode.
En konstant trådmatehastighet under sveising betyr også at det vil være noe
avvik mellom den estimerte strømstyrken og den faktiske målte strømstyrken,
avhengig av skjøttype og utstikk sveiseren bruker (avstand mellom
kontaktmunnstykke og arbeidsstykke). Dette er ikke annerledes enn ved
innstilling av trådmatehastighet eller justering av den estimerte strømstyrken.
Hvis avviket er stort, justerer du utstikket for optimale sveiseresultater og ser
delene nedenfor.
Ved sveising vises den faktiske målte strømstyrken på displayet. Hvis
-knappen (element 14 i illustrasjonen i kapittelet OVERSIKT FOR PANEL)
trykkes inn under sveising, vises den estimerte strømstyrken på displayet og
blir synlig i to sekunder, hvorpå den målte strømstyrken vises igjen. Den målte
strømstyrken blir værende på displayet til innstillingen endres.
Hvis den målte strømstyrken av en eller annen grunn avviker mer enn ±10%
fra den estimerte strømstyrken, begynner strøm-LED-en og den målte
strømstyrken som vises på displayet, å blinke. En veldig lang eller veldig kort
utstikklengde på sveiseelektroden kan føre til et stort avvik mellom den estimerte
og den målte strømstyrken. Dette betyr at sveiseren kanskje kan få bedre
sveiseresultater ved å justere til et mer egnet utstikk. Hvis den målte
strømstyrken er betydelig lavere enn den estimerte strømstyrken, kan det være
bedre å bruke et kortere utstikk. Hvis den målte strømstyrken er betydelig
høyere enn den estimerte strømstyrken, kan det være bedre å bruke et lengre
utstikk. Merk at forskjellige skjøttyper vil også påvirke den faktiske målte
strømstyrken. Det er mulig å justere den "tillatte" forskjellen mellom den målte
strømstyrken og den estimerte strømstyrken. Standardverdien er ±10%. Se
delen Skjulte MIG/MAG-funksjoner.
0463 459 001
- 8 -
© ESAB AB 2017
3 FUNKSJONER
QSet™
QSet™ brukes til å forenkle innstillingen av sveiseparametere.
Slik bruker du QSet™:
1. Innstilling av hastighet for kaldtrådmating QSet™ vil justere spenningen
2. Ved endring av materiale eller tykkelse: Utfør første sveising (6sekunder)
Fininnstilling av QSet™-verdi:
• Når du dreier bryteren med klokken, økes (+) lengden på lysbuen.
• Når du dreier bryteren mot klokken, reduseres (–) lengden på lysbuen.
KORT LYSBUE
Når du først har begynt å sveise med en trådtype/gasstype, stiller QSet™
automatisk inn alle nødvendige sveiseparametere. Deretter lagrer QSet™ alle
dataene for å oppnå en god sveisesøm. Spenningen tilpasses da automatisk
etter endringene i trådmatingshastigheten.
SPRØYTEBUE
dynamisk for å gi deg optimale sveiseresultater.
med QSet™ på et teststykke for å få alle riktige data før sveising på det
faktiske arbeidsstykket.
Når du nærmer deg sprøytebueområdet, må verdien for QSet™ økes. Koble ut
funksjonen QSet™ når du sveiser med ren sprøytebue. Alle innstillingene
overføres fra QSet™, unntatt spenningen, som må stilles inn.
Manuell
Manuell drift. Operatøren må stille inn egnede verdier for trådmatingen og
spenningen.
Krypstart
Ved krypstart mates tråden ut med 1,5m/min til den får elektrisk kontakt med
arbeidsstykket.
Kraterfylling
Kraterfylling gjør det lettere å unngå porer, varmsprekker og kraterdannelse i
arbeidsstykket etter at sveisingen er avsluttet.
Kraterfyllingstid
Når du aktiverer kraterfylling, skal du også velge kraterfyllingstid med
innstillingsbryteren.
Denne funksjonen kan ikke brukes med QSet™.
0463 459 001
2-takt
Med 2-takt starter gassforstrømningen når sveisebrennerutløseren trykkes ned.
Deretter starter sveiseprosessen. Når du slipper utløseren, stanser sveisingen
helt, og gassetterstrømmingen starter.
- 9 -
© ESAB AB 2017

3 FUNKSJONER
4-takt
Med 4-takt starter gassforstrømningen når sveisebrennerutløseren trykkes ned,
og trådmatingen starter når den slippes. Sveiseprosessen fortsetter til utløseren
trykkes inn på nytt. Da stopper trådmatingen, og når utløseren slippes, starter
gassetterstrømningen.
Aktivt panel
Innstillingene gjøres fra kontrollpanelet.
Endre sveisedata
Med denne funksjonen kan du ved å trykke på bryteren til sveisebrenneren skifte
mellom ulike forhåndsinnstilte sveisedataminner.
Trykk raskt for å endre uten pågående sveising. Hvis utløseren trykkes inn for
lenge, tolker programmet dette som en sveisestart.
Endre sveisedata under sveising med 2-takt
Under pågående sveising trykkes sveisebrennerens utløser inn. For å endre
sveisedataminne må du slippe utløseren opp og trykke på den raskt.
Endre sveisedata under sveising med 4-takt
Under pågående sveising med 4-takts trykkes sveisebrennerens utløser inn. For
å endre sveisedataminne må du trykkes utløseren inn og slippe den opp raskt.
Når du aktiverer sveisedata 1–3, må du velge sveisedataminne 1, 2 eller 3.
Fjernkontrollenhet
Innstillingene gjøres fra fjernkontrollenheten.
Fjernkontrollen må kobles til kontakten for fjernkontrollenheten på utstyret før
den aktiveres. Når fjernkontrollen er aktivert, er panelet inaktivt.
Når fjernkontrollenhetsfunksjonen er aktivert, kan du skifte mellom
sveisedataminnene med en sveisebrenner med programvalg (RS3).
Spenningsreduksjonsenhet (VRD)
VRD-funksjonen sørger for at tomgangsspenningen ikke overstiger 35 V når det
ikke utføres sveising. Dette angis ved at VRD-lysdioden lyser.
VRD-funksjonen blokkeres når systemet registrerer at sveising har startet.
Hvis VRD-funksjonen aktiveres og tomgangsspenningen overstiger grensen på
35 V, angis dette ved at en feilmelding (16) vises i displayet, og sveising kan ikke
påbegynnes så lenge feilmeldingen vises.
0463 459 001
Gasskylling
Gasskylling brukes ved måling av gasstrømmen eller for å fjerne luft eller
fuktighet fra gasslangene før sveisingen starter. Gasskyllingen fortsetter så
lenge knappen holdes inne og skjer uten spenning og uten at trådmatingen
starter.
Rykkvis trådmating
Rykkvis trådmating brukes når man trenger å mate ut tråd uten at det brukes
sveisespenning. Tråden mates frem så lenge knappen holdes inne.
- 10 -
© ESAB AB 2017

3 FUNKSJONER
Induktans
Høyere induktans fører til bredere smeltebad og mindre sprut. Lavere induktans
gir sterkere lyd, men en stabil, konsentrert bue.
Gassetterstrømning
Angir hvor lang tid dekkgassen skal strømme etter at lysbuen slukkes.
Varmstart
Varmstart øker sveisestrømmen for et innstillbart tidsrom ved begynnelsen av
sveisingen, og reduserer på den måten faren for dårlig sammensmelting ved
begynnelsen av skjøten.
3.3.1 Skjulte MIG/MAG-funksjoner
Det finnes skjulte funksjoner i innstillingspanelet.
Hvis du vil ha tilgang til disse skjulte funksjonene, holder du valgtasten inne i
5sekunder. Displayet vil vise en bokstav og en verdi. Bryteren for trådmating
brukes for å endre verdien på valgt funksjon.
Funksjons
Funksjon
bokstav
A Gassforstrømningstid
C Måleenhet
I Avbrenningstid (bare tilgjengelig når SCT=av)
t Minneposisjoner for utløserdata
h Varmstarttid
o SCT på/av
S Start parameter R (bare synlig i Kortbue og når Synergi ikke er
valgt)
d Toleranse for innstiling av estimering for strømstyrke
For å oppheve funksjonen holder du valgtasten inne i 5sekunder.
A Gassforstrømning
Angir hvor lang tid dekkgassen skal strømme før lysbuen tennes.
C Måleenhet
0=tommer/min, 1=mm/min, standardverdi=1
I Avbrenningstid
Avbrenningstid er som standard slått av, på grunn av kortslutningterminering
(SCT).
0463 459 001
- 11 -
© ESAB AB 2017

3 FUNKSJONER
Avbrenningstiden er bare tilgjengelig når SCT er AV. Dette vil være tilfelle hvis
SCT-innstillingen =1 eller 0, og den valgte synergilinjen har SCT innstilt til AV.
Avbrenningstiden er en forsinkelse mellom tidspunktet da tråden begynner å
bremse og tidspunktet da strømkilden slår av sveisespenningen. For kort
avbrenningstid resulterer i en lang utstikkende tråd etter avsluttet sveising, med
fare for at tråden kan bli sittende fast i det størknende sveisebadet. For lang
avbrenningstid resulterer i en kortere tråd, med økt fare for at lysbuen slår
tilbake til kontaktpunktet.
t Minneposisjoner for utløserdata
Denne funksjonen gir mulighet for å velge om utløserdata skal brukes mellom 2
eller 3 programmer.
h Varmstarttid
Varmstarttiden kan angis fra 0,0 til 9,9sekunder, i trinn på 0,1sekunder.
o SCT (kortslutningterminering)
SCT er en funksjon som gir små, gjentatte kortslutninger på slutten av
sveisingen til trådmatingen har stoppet helt og kontakten med arbeidsstykket er
brutt.
De følgende innstillingene finnes:
0 = Verdien (PÅ/AV) avgjøres av synergilinjen (standardalternativ).
1 = SCT er AV
2 = SCT er PÅ
S Start parameter R
Start parameter R lar deg fininnstille lysbuen under startbevegelsen ved
sveising. Parameteren kan angis fra 8,0 til 60,0, i trinn på 0,25. Denne
funksjonen er bare synlig og justerbar når synergi ikke er aktiv (noe som betyr at
den valgte metoden er kortbue).
d Toleranse for innstiling av estimering for strømstyrke
Denne parameteren utgjør maksimal tillatt relativt avvik mellom verdien for
estimert strømstyrke og den målte strømstyrken. Det tillatte avviket kan angis fra
5 til 50%, i trinn på 5%. Hvis det tillatte avviket overskrides under sveising,
blinker strøm-LED-en og den målte strømstyrken i displayet.
3.4 MMA-sveising
0463 459 001
MMA-sveising
MMA-sveising kan også betegnes som sveising med belagte elektroder. Tenning
av lysbuen smelter elektroden, og elektrodebelegget danner et beskyttende
slagg.
Aktivt panel
Innstillingene gjøres fra kontrollpanelet.
- 12 -
© ESAB AB 2017

3 FUNKSJONER
Fjernkontrollenhet
Innstillingene gjøres fra fjernkontrollenheten.
Fjernkontrollen må kobles til kontakten for fjernkontrollenheten på utstyret før
den aktiveres. Når fjernkontrollen er aktivert, er panelet inaktivt.
Når fjernkontrollenhetsfunksjonen er aktivert, kan du skifte mellom
sveisedataminnene med en sveisebrenner med programvalg (RS3).
Varmstart
Varmstart øker sveisestrømmen for et innstillbart tidsrom ved begynnelsen av
sveisingen, og reduserer på den måten faren for dårlig sammensmelting ved
begynnelsen av skjøten.
Spenningsreduksjonsenhet (VRD)
VRD-funksjonen sørger for at tomgangsspenningen ikke overstiger 35 V når det
ikke utføres sveising. Dette angis ved at VRD-lysdioden lyser.
VRD-funksjonen blokkeres når systemet registrerer at sveising har startet.
Hvis VRD-funksjonen aktiveres og tomgangsspenningen overstiger grensen på
35 V, angis dette ved at en feilmelding (16) vises i displayet, og sveising kan ikke
påbegynnes så lenge feilmeldingen vises.
Kontakt en servicerepresentant for å aktivere/deaktivere VRD.
3.4.1 Skjulte MMA-funksjoner
Det finnes skjulte funksjoner i innstillingspanelet.
Hvis du vil ha tilgang til disse skjulte funksjonene, holder du valgtasten inne i
5sekunder. Displayet vil vise en bokstav og en verdi. Bryteren for trådmating
brukes for å endre verdien på valgt funksjon.
Funksjons
bokstav
C Buekraft
d Pulssveising
F Sveiseregulatortype (sveiseregulator ArcPlus™)
H Varmstartstrøm
I Min. strøm, fjernkontroll
h Varmstarttid
For å oppheve funksjonen holder du valgtasten inne i 5sekunder.
Funksjon
C Buekraft
0463 459 001
Buekraften er viktig for å bestemme hvordan strømmen endres som reaksjon på
en endring av lengden på lysbuen. En lavere verdi gir roligere lysbue med
mindre sprut.
- 13 -
© ESAB AB 2017

3 FUNKSJONER
d
Dråpesveising
Dråpesveising kan brukes når du sveiser med rustfrie elektroder. Funksjonen
innebærer vekselvis tenning og slukking av lysbuen for å få bedre kontroll over
varmetilførselen. Elektroden trenger bare å løftes litt for å slukke lysbuen.
F
Sveiseregulator ArcPlus™
Sveiseregulator ArcPlus™ er en ny type kontroll som produserer en mer intens,
mer konsentrert og roligere lysbue. Den kommer seg raskere etter en
punktkortslutning, noe som reduserer faren for at elektroden skal bli sittende
fast på arbeidsstykket.
• ArcPlus™ (0) anbefales med grunnleggende elektrodetyper
• ArcPlus™ II (1) anbefales med rutil- og celluloseelektroder
H Varmstartstrøm
Når varmstart er aktivert, kan amplitudeparameteren for varmstart brukes til å
angi foretrukket nivå av sveisestrøm under varmstarttiden, i prosent av den
angitte sveisestrømmen. Hvis den angitte sveisestrømmen for eksempel er
100A og varmstartamplituden er angitt til 10%, vil sveisestrømmen under
varmstarttiden være 110A.
I Min. strøm, fjernkontroll
Brukes for å sette minimumsstrømmen for fjernkontrollen.
Om maks strøm er 100A og min strøm skal være 50A, stiller du inn den skjulte
funksjonen min. strøm til 50 %.
Hvis maks. strøm er 100 A, og min. strøm skal være 90 A, setter du min. strøm
til 90 %.
h Varmstarttid
Varmstarttiden kan angis fra 0,0 til 9,9sekunder, i trinn på 0,1sekunder.
0463 459 001
- 14 -
© ESAB AB 2017

4 INNSTILLINGER
4 INNSTILLINGER
4.1 MIG/MAG
Funksjoner Innstillingsområde Standardverdi
Spenning 8–60V 12 V
Trådmatingshastighet 0,8–25m/min 5m/min
Synergi AV eller PÅ PÅ
Synergilinjer, aluminium 30 alternativer Synergilinjer, stål 54 alternativer Synergilinjer, aluminium, NA-versjon 29 alternativer Synergilinjer, stål, NA-versjon 55 alternativer Innstilling for estimering for
strømstyrke/ trådmatehastighet
Innstilling for estimering for
strømstyrke eller
Trådmatehastighet
trådmatehastighet
QSet™ AV eller PÅ AV
Manuell innstilling AV eller PÅ PÅ
Krypstart 0 = AV eller 1 = PÅ PÅ
Kraterfylling AV eller PÅ PÅ
Kraterfyllingstid 0,0–5,0s 1,0 s
2/4-takt
2)
2-takts eller 4-takts 2-takts
Aktivt panel AV eller PÅ PÅ
Endre utløserdata AV eller PÅ AV
1)
Minneposisjoner for utløserdata
2 eller 3 minneposisjoner 3
Fjernkontrollenhet AV eller PÅ AV
Gasskylling
2)
- -
Rykkvis trådmating - Induktans 0–100% 70%
Sveisedataminne 1, 2, 3 -
Gassforstrømningstid
Måleenhet
Avbrenningstid
SCT
Start parameter R
1)
1)
1)
1)
1)
0,1–9,9s 0,1 s
0=tomme, 1=mm 1
50–250ms 80ms
0, 1 eller 2 0
8,0–60,0 25,0
Gassetterstrømningstid 0,1–25,0s 1s
Varmstart AV eller PÅ AV
Varmstarttid
1)
Toleranse for innstiling av estimering
0,0–9,9s 1,5s
5–50% 10 %
for strømstyrke
VRD - -
1)
Disse funksjonene er skjulte, se avsnittet Skjulte MIG/MAG-funksjoner.
2)
Disse funksjonene kan ikke endres mens sveisingen pågår.
0463 459 001
- 15 -
© ESAB AB 2017

4 INNSTILLINGER
4.2 MMA
Funksjoner Innstillingsområde Standardverdi
Strøm
16–maks. A
Aktivt panel AV eller PÅ PÅ
Fjernkontrollenhet AV eller PÅ AV
Buekraft
1)
Pulssveising
1)
0–99% 5 %
0 = AV eller 1 = PÅ AV
Varmstart AV eller PÅ AV
Varmstartstrøm
Varmstarttid
1)
Sveiseregulator
1)
1)
0–99% 20%
0,0–9,9s 1,0 s
1=ArcPlus™II eller
0=ArcPlus™
Min. strøm, fjernkontroll
1)
Disse funksjonene er skjulte MMA-funksjoner, se beskrivelse i avsnittet Skjulte
1)
0–99% 0%
MMA-funksjoner.
2)
100 A
1
2)
Innstillingsområdet avhenger av strømkilden.
0463 459 001
- 16 -
© ESAB AB 2017

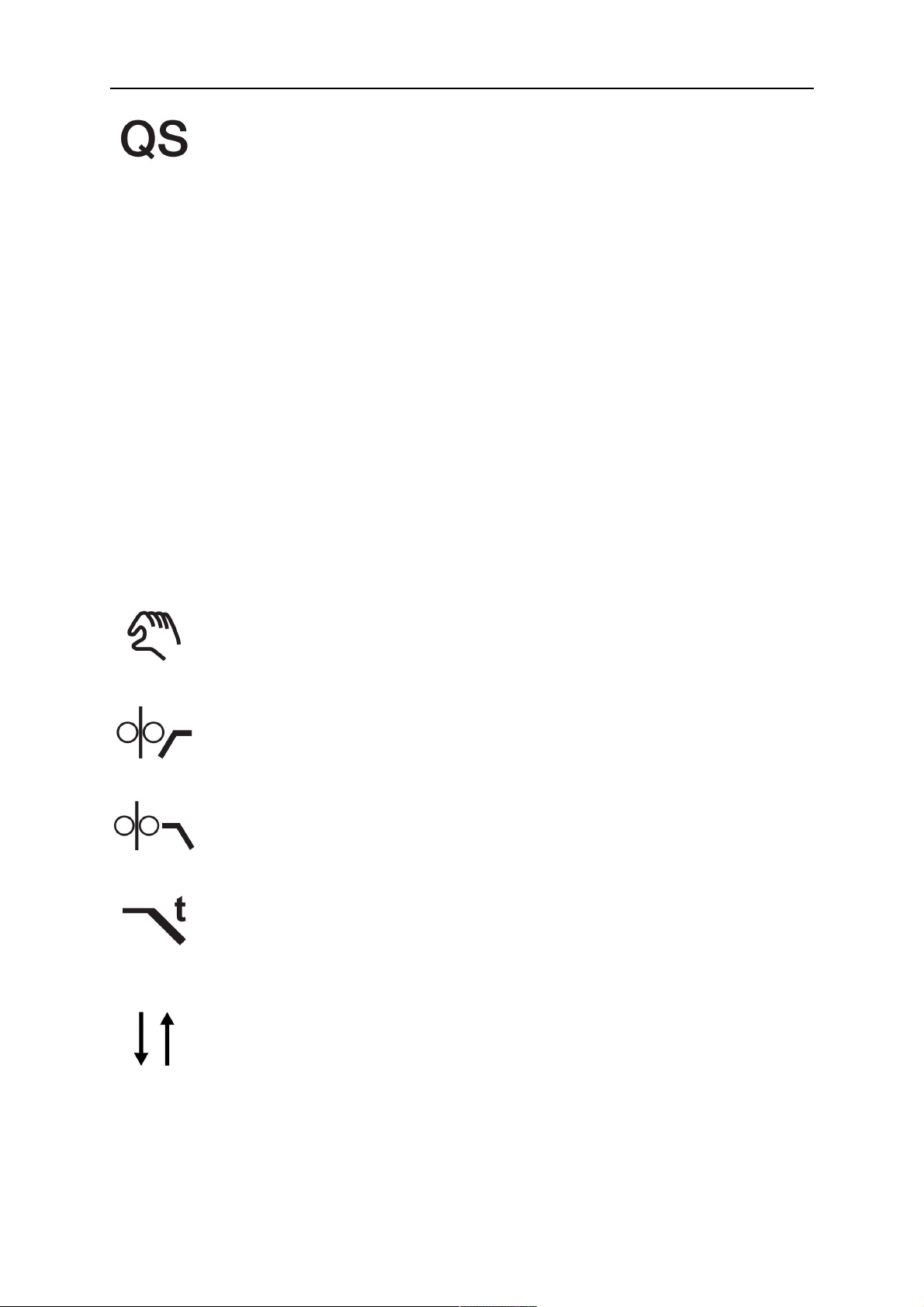
5 FEILKODER
5 FEILKODER
Feilkoder brukes for å indikere at det har oppstått en feil i utstyret.
Feilkoden angis nederst på displayet med en E etterfulgt av
feilkodenummer.
Et enhetsnummer vises for at du skal vite hvilken enhet det har
oppstått feil i.
Feilkodenumre og enhetsnumre vises vekselsvis.
Det viste eksemplene i de to illustrasjonene til venstre angir at
innstillingspanelet (U0) har mistet kontakten med strømkilden
(E18).
Dersom det er oppdaget flere feil, vises bare koden for den sist
inntrufne feilen. For å fjerne feilindikasjonen fra displayet trykker du
på en funksjonsknapp eller vrir på en bryter.
OBS!
Hvis fjernkontrollen er aktivert, deaktiverer du den ved å bruke valgtasten under
fjernkontrollsymbolet for å fjerne feilindikasjonen.
5.1 Liste over feilkoder
U 0 = sveisedataenhet U 2 = strømkilde U 5 = multispenning
U 1 = kjøleaggregat U 4 = fjernkontrollenhet
5.2 Beskrivelser av feilkoder
Nedenfor finner du en beskrivelse av feilkoder som brukerne selv kan gjøre noe med.
Dersom det vises andre koder, må du tilkalle en servicetekniker.
FeilkodeBeskrivelse
E 6 Høy temperatur
Termisk overbelastningsvern er utløst.
Pågående sveiseprosess stoppes, og du får ikke startet før temperaturen har
sunket.
Tiltak: Kontroller at områdene for inntak og utslipp av kaldluft ikke er tilstoppet eller
skittent.
Kontroller arbeidssyklusen som benyttes for å forvisse deg om at utstyret ikke
overbelastes.
E 12 Kommunikasjonsfeil (advarsel)
Belastningen på systemets CAN-buss er for høy.
Strømkilden/trådmateenheten har mistet kontakten med innstillingspanelet.
Tiltak: Kontroller utstyret og sørg for at bare én trådmateenhet eller
fjernkontrollenhet er tilkoblet. Kontakt en tekniker hvis feilen fortsetter.
0463 459 001
- 17 -
© ESAB AB 2017

5 FEILKODER
FeilkodeBeskrivelse
E 16 Høy tomgangsspenning
Tomgangsspenningen har vært for høy.
Tiltak: Slå av strømforsyningen for å nullstille enheten. Tilkall en servicetekniker
dersom feilen vedvarer.
E 17 Mistet kontakt
Betjeningspanelet har mistet kontakten med trådmateenheten.
Den pågående sveiseprosessen stanses.
Tiltak: Kontroller kablene. Kontakt en tekniker hvis feilen fortsetter.
E 18 Mistet kontakt
Innstillingspanelet har mistet kontakten med strømkilden.
Den pågående sveiseprosessen stanses.
Tiltak: Kontroller kablene. Kontakt en tekniker hvis feilen fortsetter.
E 21 Feil programvare i panelet
Den installerte programvaren og innstillingspanelet samsvarer ikke.
Tiltak: Tilkall en tekniker.
E 27 Tomt for tråd
Trådmateenheten mater ikke fram tråd. Den pågående sveiseprosessen vil bli
stanset og hindrer sveisestart.
Tiltak: Fyll på ny tråd.
E 29 Ingen kjølevannflyt
Flytovervåkningsbryteren er utløst.
Den pågående sveiseprosessen stanses og kan ikke startes igjen.
Tiltak: Kontroller kjølevannkretsen og pumpen.
E 32 Ingen gasstrøm
Gasstrømmen er mindre enn 6l/min. Start forhindres.
Tiltak: Kontroller gassventilen, slangene og tilkoblingene.
E 40 Inkompatible enheter
Feil trådmateenhet er tilkoblet. Start forhindres.
Tiltak: Kople til riktig trådmateenhet.
E 41 Mistet kontakten med kjøleenheten
Innstillingspanelet har mistet kontakten med kjøleaggregatet. Slå av strømkilden!
Tiltak: Kontroller kablene. Kontakt en tekniker hvis feilen fortsetter.
0463 459 001
- 18 -
© ESAB AB 2017

5 FEILKODER
FeilkodeBeskrivelse
E 44 Innstillingspanelet er ikke konfigurert for den tilkoblede strømkilden
Den nåværende tilkoblede strømkilden er av en annen type enn den forrige som
var koblet til panelet.
Tiltak: Koble innstillingspanelet til en strømkilde av samme type som den forrige
som var koblet til, eller konfigurer innstillingspanelet for den riktige strømkildetypen.
E 45 Korresp. kort-/sprøytelinje mangler
MA25 Pulse-panelet har registrert at kort-/sprøytelinjen som korresponderer med
den valgte synergilinjen for pulssveising, ikke er tilgjengelig. Gjelder bare ved bruk
av synergigruppe 99 med brukerdefinerte synergilinjer.
Tiltak: Last ned den manglende synergilinjen ved hjelp av ESAT, og start på nytt.
0463 459 001
- 19 -
© ESAB AB 2017

6 BESTILLING AV RESERVEDELER
6 BESTILLING AV RESERVEDELER
Reservedeler og slitedeler kan bestilles gjennom nærmeste ESAB-forhandler. Se baksiden
av dette dokumentet. Når du bestiller, må du angi produkttype, serienummer, betegnelse og
reservedelsnummer i samsvar med reservedelslisten. Dette forenkler forsendelsen og sikrer
riktig levering.
0463 459 001
- 20 -
© ESAB AB 2017

TRÅDSTØRRELSE OG GASSMENGDE
TRÅDSTØRRELSE OG GASSMENGDE
Synergilinjer for aluminiumssveising
Synergilinjer for stålsveising
0463 459 001
- 21 -
© ESAB AB 2017
ORDRENUMRE
ORDRENUMRE
Se detaljer om teknisk informasjon og symbolreferanse i kapittelet OVERSIKT FOR PANEL.
Ordering no. Denomination Note
0459 773 670 MA25 Pulse Aluminium
0459 773 671 MA25 Pulse Steel
0459 773 680 MA25 Pulse Aluminum With NA synergy lines
0459 773 681 MA25 Pulse Steel With NA synergy lines
0459 839 003 Spare parts list
Teknisk dokumentasjon er tilgjengelig på Internett på følgende adresse: www.esab.com
0463 459 001
- 22 -
© ESAB AB 2017

ORDRENUMRE
0463 459 001
- 23 -
© ESAB AB 2017

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 15 25 79 30
Fax: +32 15 25 79 44
BULGARIA
ESAB Kft Representative Office
Sofia
Tel: +359 2 974 42 88
Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB Welding & Cutting GmbH
Langenfeld
Tel: +49 2173 3945-0
Fax: +49 2173 3945-218
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
San Fernando de Henares
(MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB Europe GmbH
Baar
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 0220
Fax: +1 905 670 4879
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 4411
Fax: +1 843 664 5748
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
 Loading...
Loading...