


MA25 Pulse
Технологическая инструкция
0463 459 001 RU 20170119
Valid for: from program version 1.79H

СОДЕРЖАНИЕ
1
ВВЕДЕНИЕ ...................................................................................................
2
ОБЗОР ПАНЕЛИ ..........................................................................................
2.1 Навигация ................................................................................................
2.2 Условные обозначения .........................................................................
3
ФУНКЦИИ......................................................................................................
3.1 Общие сведения .....................................................................................
3.2 Сохранение параметров сварки ..........................................................
3.3 Сварка в среде инертного или активного газа (MIG/MAG) ..............
3.3.1 Скрытые функции MIG/MAG ................................................................ 11
3.4 Сварка покрытым электродом (ММА) ................................................
3.4.1 Скрытые функции MMA........................................................................ 14
4
НАСТРОЙКИ.................................................................................................
4.1 MIG/MAG ...................................................................................................
4.2 MMA...........................................................................................................
5
КОДЫ НЕИСПРАВНОСТЕЙ........................................................................
5.1 Перечень кодов неисправностей ........................................................
5.2 Описание кодов неисправностей........................................................
3
4
4
5
6
6
6
6
13
16
16
17
18
18
18
6
ЗАКАЗ ЗАПАСНЫХ ЧАСТЕЙ......................................................................
21
РАЗМЕРЫ ПРОВОЛОКИ И ГАЗ ........................................................................ 22
НОМЕРА ДЛЯ ЗАКАЗА....................................................................................... 23
Производитель оставляет за собой право изменять технические характеристики без предварительного уведомления.
0463 459 001 © ESAB AB 2017

1 ВВЕДЕНИЕ
1 ВВЕДЕНИЕ
В данном руководстве описывается порядок работы с панелью управления MA25
Pulse.
Общую информацию об эксплуатации см. в руководстве по эксплуатации источника
питания или блока подачи проволоки соответственно.
При подаче сетевого питания на устройство начинается
самопроверка светодиодных индикаторов и дисплея.
Представлены версия программы и версия панели («Сталь»,
«Алюминий», «СтальNA» или «АлюминийNA»). (В данном
примере рассматривается версия программы 0.17A и версия
панели «Сталь»).
(Длинные тексты автоматически прокручиваются на дисплее).
Руководства по эксплуатации на других языках можно загрузить с веб-сайта
www.esab.com.
0463 459 001
- 3 -
© ESAB AB 2017

2 ОБЗОР ПАНЕЛИ
2 ОБЗОР ПАНЕЛИ
Общие правила техники безопасности, которые необходимо соблюдать при
эксплуатации оборудования, содержатся в главе «БЕЗОПАСНОСТЬ»
руководства по эксплуатации блока питания. Общие сведения об эксплуатации
представлены в главе «ЭКСПЛУАТАЦИЯ» руководства по эксплуатации блока
питания. Прочтите обе главы перед началом эксплуатации оборудования!
2.1 Навигация
1. Кнопки для введения параметров
сварки в запоминающее устройство
2. Переключение между временем
заполнения кратера, индуктивностью,
временем подачи газа после
гашения дуги и выбором
синергического режима
3. Выбор толчкового режима подачи
проволоки
4. Выбор функции продувки газом 12. Регулировка напряжения/QSet™
5. Дисплей 13. Обозначение тех значений и единиц
0463 459 001
9. Переключение между 2-шаговым и
4-шаговым
10. Переключение между настройкой с
панели, сменой программы с
помощью пускового переключателя
сварочной горелки и блоком
дистанционного управления
11. Выбор горячего пуска
измерения, которые отображаются
на дисплее
- 4 -
© ESAB AB 2017

2 ОБЗОР ПАНЕЛИ
6. Переключение между способами
сварки MIG/MAG и MMA
7. Переключение между настройкой
синергического режима, QSet™ и
ручной настройкой
8. Переключение между режимом
плавного пуска и заполнением
кратера
2.2 Условные обозначения
Сварка MIG/MAG Сварка MMA
Настройка синергического
режима
Ручная настройка Плавный пуск
14. Переключение между настройкой
расчетной силы тока и скоростью
подачи проволоки (силу тока можно
настроить только при выборе
синергического режима)
15. Настройка параметра, выбранного
кнопкой 2
16. Индикатор включения VRD (Voltage
Reduction Device — устройство
понижения напряжения)
Настройка QSet™
Заварка кратера 2-шаговое
4-шаговое Настройка с панели
Смена программы с помощью
пускового переключателя
сварочной горелки
Выбор горячего пуска В / QS
Пульт дистанционного
управления
Регулировка напряжения /
QSet™
Скорость подачи проволоки или
Продувка газа
толчковый режим подачи
проволоки (значение символа
зависит от контекста).
Настройка расчетной силы тока Время заварки кратера
Индуктивность
Время подачи газа после
прекращения дуги
Выбор синергического режима В Напряжение питания
А Сила тока % Процент
S Секунды
0463 459 001
- 5 -
VRD (устройство понижения
напряжения)
© ESAB AB 2017

3 ФУНКЦИИ
3 ФУНКЦИИ
3.1 Общие сведения
• Электродная сварка методом MIG/MAG и MMA
• Доступны четыре версии:
○ Сварка стали MA25 Pulse с 54 графиками синергии
○ Сварка алюминия MA25 Pulse с 30 графиками синергии
○ Сварка стали MA25 Pulse с 55 графиками синергии (версия NA)
○ Сварка алюминия MA25 Pulse с 29 графиками синергии (версия NA)
• Возможность переключения между скоростью подачи проволоки и настройкой
расчетной силы тока во время сварки в синергическом режиме
• Параметрическая автоматизация QSet™
• Активация переключателя 2-/4-шагового режима горелки
• Проверка газа и толчковая подача проволоки
• Настройки предварительной и последующей подачи газа
• Медленный пуск и заполнение кратера
• Постоянная настройка индуктивности
• 3 гнезда для модулей памяти, выбираемые с помощью кнопки горелки или
панели управления
• MMA: Могут быть установлены такие функции, как горячий пуск, давление дуги и
регулировка ArcPlus™ II
3.2 Сохранение параметров сварки
В запоминающем устройстве панели управления можно сохранить три
различные программы сварки.
Для сохранения параметров сварки в запоминающем устройстве удерживайте
кнопку выбора 1, 2 или 3 в нажатом положении в течение 5 секунд. Мигание
зеленого индикатора свидетельствует о том, что параметры сварки
сохранены в запоминающем устройстве.
Чтобы перейти от одного комплекта параметров сварки к другому, нажмите
кнопку 1, 2 или 3.
Запоминающее устройство для сохранения параметров сварки снабжено
элементом питания для автономной подпитки, который обеспечивает
сохранность настроек даже после выключения оборудования.
3.3 Сварка в среде инертного или активного газа (MIG/MAG)
Сварка MIG/MAG
При сварке MIG/MAG происходит расплавление непрерывно подаваемой
сварочной проволоки, при этом сварочная зона защищена защитным газом.
0463 459 001
Скорость подачи проволоки
Этот параметр определяет требуемую скорость подачи присадочной
проволоки в % или м/мин.
- 6 -
© ESAB AB 2017

3 ФУНКЦИИ
Синергия
Чтобы получить стабильную дугу, для каждой комбинации типа и диаметра
проволоки и газовой смеси требуется обеспечить индивидуальную
зависимость между скоростью подачи проволоки и напряжением (длиной
дуги). Напряжение (длина дуги) автоматически «согласовывается» с
выбранным запрограммированным графиком синергии, что позволяет
существенно упростить быстрое вычисление верных параметров сварки.
Корреляция скорости подачи проволоки и других параметров называется
графиком синергии.
В синергическом режиме доступно отображение заданной скорости подачи
проволоки или расчетной силы тока, более подробную информацию см. в
разделе «Отображение расчетной силы тока».
Более подробную информацию о синергических графиках MA25 Pulse см. в
разделе «РАЗМЕРЫ ПРОВОЛОКИ И ГАЗ».
Кроме того, возможно программирование других видов синергических
графиков по индивидуальным требованиям, однако их установка должна
осуществляться уполномоченным инженером по обслуживанию компании
ESAB.
При активации синергического режима также выберите корректный график
синергии при помощи регулятора.
Корректный номер синергического графика находится на наклейке внутри
блока подачи проволоки.
0463 459 001
- 7 -
© ESAB AB 2017

3 ФУНКЦИИ
Отображение расчетной силы тока
Выполняя сварку при помощи панели управления MA25 Pulse в
синергическом режиме, в качестве настройки можно использовать скорость
подачи проволоки или расчетную силу тока. Функция сварочного аппарата,
позволяющая отобразить расчетную силу тока, используется для
информации, если аппарат не может выбрать скорость подачи проволоки.
Отрегулируйте расчетную силу тока при помощи регулятора.
Установленная скорость подачи проволоки изменится в соответствии с
изменением расчетной силы тока. Нажимая кнопку ~A/WFS (А/СПП), можно
переключаться назад и вперед между отображением скорости подачи
проволоки или расчетной силы тока на дисплее.
Во время сварки скорость подачи проволоки останется неизменной, что
обеспечит предсказуемый результат и равномерно заполненные сварные
швы. Сварочный аппарат может выбрать в качестве параметра настройки
скорость подачи сварки или заданную силу тока — результаты сварки от
этого не зависят.
Кроме того, при постоянной скорости подачи проволоки во время сварки
возникнет некоторое отклонение фактической измеренной силы тока от
расчетной, в зависимости от типа шва и выступа, которые использует
сварочный аппарат (расстояние от контактного наконечника до материала).
То же самое происходит при обычной настройке скорости подачи
проволоки или регулировке расчетной силы тока. Если отклонение
является значительным, необходимо отрегулировать выступы и получить
оптимальные результаты сварки (см. разделы ниже).
Во время сварки фактическая измеренная сила тока отображается на
дисплее. При нажатии кнопки (пункт 14 на изображении в главе
«ОБЗОР ПАНЕЛИ») во время сварки расчетная сила тока отображается
на дисплее в течение двух секунд, затем снова появляется измеренная
сила тока. Измеренная сила тока будет отображаться на дисплее, пока
настройки не будут изменены.
Если по каким-либо причинам отклонение измеренной силы тока
составляет более ±10% от расчетной силы тока, светодиодный индикатор
тока и значение измеренной силы тока, отображаемое на дисплее, начнут
мигать. Если выступ сварочного электрода слишком длинный или слишком
короткий, это может привести к значительному отклонению измеренной
силы тока от заданной. В этом случае для получения лучшего результата
сварки необходимо отрегулировать выступ. Если измеренная сила тока
значительно ниже заданной, используйте более короткий выступ. Если
измеренная сила тока значительно выше заданной, используйте более
длинный выступ. Фактическая измеренная сила тока зависит от типа шва.
«Допустимую» разницу между измеренной и заданной силой тока можно
отрегулировать. Значение по умолчанию составляет ±10%. См. раздел
«Скрытые функции MIG/MAG».
0463 459 001
- 8 -
© ESAB AB 2017

3 ФУНКЦИИ
QSet™
Функция QSet™ служит для упрощения настройки параметров сварки.
Использование QSet™:
1. Установите скорость подачи проволоки. QSet™ динамически
отрегулирует напряжение, чтобы получить оптимальные результаты
сварки.
2. Замена материала или толщины: до сварки необходимой детали
сначала выполните первый сварной шов (6 секунд) с использованием
функции QSet™ на пробном образце с целью проверки правильности
всех параметров.
Точная настройка значений QSet™:
• При вращении ручки по часовой стрелке длина дуги увеличивается
(+).
• При вращении ручки против часовой стрелки длина дуги уменьшается
(-).
КОРОТКАЯ ДУГА
При выполнении сварки в первый раз с новым типом проволоки/типом газа
функция QSet™ автоматически задает все необходимые параметры сварки.
После этого функция QSet™ сохраняет все данные для обеспечения
качественного сварного шва. При этом обеспечивается автоматическая
корректировка напряжения в соответствии с изменениями скорости подачи
проволоки.
РАСПЫЛЯЮЩАЯ ДУГА
При подходе к участку разбрызгивающей дуги значение функции QSet™
должно быть увеличено. При сварке с помощью лишь разбрызгивающей
дуги отключите функцию QSet™. Значения всех параметров берутся из
функции QSet™, за исключением напряжения, величину которого
необходимо задать.
Ручной
Работа в ручном режиме. Оператор должен задать соответствующие
значения скорости подачи проволоки и напряжения.
Плавный пуск
При плавном пуске проволока подается со скоростью 1,5м/мин до
электрического контакта с материалом.
Заполнение кратера
Заполнение кратера позволяет предотвратить образование пор,
термическое растрескивание и образование кратера в сварном шве, когда
процесс сварки прекращается.
Время заполнения кратера
0463 459 001
При активации заполнения кратера также выберите время заполнения
кратера при помощи регулятора.
Использование данной функции совместно с QSet™ не допускается.
- 9 -
© ESAB AB 2017

3 ФУНКЦИИ
2-шаговое
В 2-тактном режиме предварительная подача защитного газа начинается
при нажатии пускового выключателя сварочной горелки. При этом
начинается процесс сварки. При отпускании пускового выключателя
процесс сварки полностью прекращается и начинается заключительная
подача защитного газа.
4-тактное управление
В 4-тактном режиме предварительная подача газа начинается при нажатии
переключателя, а подача проволоки начинается после его отпускания.
Процесс сварки продолжается до тех пор, пока переключатель не будет
снова нажат, после чего подача проволоки останавливается. Когда
переключатель отпускается, начинается заключительная подача газа.
Активная панель
Настройки выполняются с панели управления.
Изменение параметров сварки
Эта функция позволяет перейти от одного набора сохраненных параметров
сварки к другому, путем нажатия на спусковой механизм сварочной горелки.
Для изменения при отсутствии запущенного процесса сварки нажмите
кратко. Программа расценивает длительное нажатие пускового
переключателя как команду к началу сварки.
Изменение параметров сварки в двухтактном режиме
Во время сварки пусковой переключатель горелки нажат. Чтобы изменить
параметры сварки, отпустите переключатель и кратко его нажмите.
Изменение параметров сварки в четырехтактном режиме
При сварке в четырехтактном режиме пусковой переключатель горелки не
нажат. Чтобы изменить параметры сварки, нажмите переключатель и
кратко его отпустите.
Для активации параметров сварки 1 - 3 выберите память параметров
сварки 1, 2 или 3.
Пульт дистанционного управления
Настройки выполняются с блока дистанционного управления.
До включения устройства пульт дистанционного управления должен быть
подключен к соответствующему разъему аппарата. После включения
пульта дистанционного управления панель управления отключается.
0463 459 001
После того как будет активизирована функция блока дистанционного
управления, можно переходить от одного набора сохраненных параметров
сварки к другому, с помощью сварочной горелки с переключателем выбора
программ (RS3).
- 10 -
© ESAB AB 2017

3 ФУНКЦИИ
Устройство понижения напряжения (VRD)
Когда сварка не выполняется, функция VRD обеспечивает удержание
значения напряжения разомкнутой цепи на уровне, не превышающем 35 В.
На ее включение указывает светодиод VRD.
Когда система обнаруживает начало процесса сварки, функция VRD
блокируется.
Если при включенной функции VRD напряжение разомкнутой цепи
превышает предел в 35 В, на это указывает сообщение об ошибке (16),
появляющееся на дисплее. Сварка не может быть начата до исчезновения
данного сообщения.
Продувка газа
Продувка газом выполняется для измерения расхода газа или для
удаления воздуха и влаги из газовых шлангов перед началом сварки.
Продувка газом выполняется, пока нажата кнопка, при этом напряжение
отсутствует и проволока не подается.
Толчковый режим подачи проволоки
Толчковый режим подачи проволоки используется, когда нужно обеспечить
подачу проволоки без подачи сварочного напряжения. Подача проволоки
производится, пока нажата кнопка.
Индуктивность
Чем выше индуктивность, тем больше размер зоны сварки и меньше
разбрызгивание. При низкой индуктивности получаются более резкий звук
и более стабильная плотная дуга.
Подача газа после прекращения дуги
Регулировка времени подачи защитного газа после гашения дуги.
Горячий старт
Горячий пуск увеличивает сварочный ток в течение заданного промежутка
времени в начале процесса сварки, снижая тем самым вероятность
плохого сплавления в начале сварного шва.
3.3.1 Скрытые функции MIG/MAG
На панели управления имеются скрытые функции.
Для получения доступа к этим скрытым функциям нажмите кнопку выбора и
в течение 5 секунд удерживайте ее. На дисплее появится буква и числовое
значение. Ручка для подачи проволоки используется для изменения
численного значения выбранной функции.
Буква,
Функция
соответст
вующая
функции
А Время предварительной подачи газа
C Единицы измерения
0463 459 001
- 11 -
© ESAB AB 2017

3 ФУНКЦИИ
Буква,
Функция
соответст
вующая
функции
I Время послегорения (доступно только при выключенной
функции SCT)
t, время Положения памяти для данных пуска
h Время горячего пуска
o SCT вкл./выкл.
S Параметр пуска R (отображается, если выбран метод короткой
дуги и выключен синергический режим)
d Допустимые отклонения расчетной силы тока
Для выхода из функции нажмите кнопку выбора и удерживайте ее в
течение 5 секунд.
А Подача газа до возбуждения дуги
Задание продолжительности предварительной подачи защитного газа до
момента зажигания дуги.
C Единицы измерения
0 = дюйм/мин, 1 = мм/мин, значение по умолчанию = 1
I Время послегорения
Из-за завершения по короткому замыканию (SCT) время послегорения
отключено по умолчанию.
Время послегорения (доступно только при отключенной функции SCT) Это
происходит, если уставка SCT=1 или уставка SCT=0 и для выбранного
графика синергии функция SCT отключена.
Время послегорения проволоки — это задержка между моментом, когда
начинается торможение проволоки, и моментом, когда источник питания
отключает сварочное напряжение. Слишком короткое время послегорения
приводит к образованию длинного выступающего конца присадочной
проволоки после сварки, в результате чего возникает опасность того, что
проволока окажется вплавлена в затвердевающий сварочный шов.
Слишком продолжительное время послегорения проволоки приводит к
образованию короткого выступающего конца, в результате чего возникает
опасность того, что дуга перекинется на контактную кромку.
t, время Положения памяти для данных пуска
Эта функция позволяет выбрать данные пуска из 2 или 3 программ.
h Время горячего пуска
Время горячего пуска можно задать в диапазоне от 0,0 до 9,9 секунды, с
шагом 0,1 секунды.
0463 459 001
- 12 -
© ESAB AB 2017

3 ФУНКЦИИ
o SCT (Завершение по короткому замыканию)
Завершение по короткому замыканию (SCT) — это функция, которая
обеспечивает кратковременные, повторяющиеся короткие замыкания в
конце сварки до полной остановки подачи сварочной проволоки и разрыва
контакта со свариваемой деталью.
Существуют следующие настройки:
0 = Значение (ВКЛ/ВЫКЛ) определяется по графику синергии (по
умолчанию).
1 = SCT отключена
2 = SCT включена
S Параметр пуска R
Параметр пуска R также позволяет отрегулировать электрическую дугу в
начале сварки. Параметр можно задать в диапазоне от 8,0 до 60,0, с шагом
0,25. Отображение и регулировка данной функции доступны, только если
синергический режим не активирован (это означает, что выбран метод
короткой дуги).
d Допустимые отклонения расчетной силы тока
С помощью этого параметра устанавливается максимально допустимая
относительная разность между значениями расчетной и измеренной силы
тока. Допустимую разницу можно задать в диапазоне от 5 до 50процентов,
с шагом 5процентов. Если во время сварки допустимая разница
превышена, светодиод тока и измеренная сила тока, отображаемая на
дисплее, начнут мигать.
3.4 Сварка покрытым электродом (ММА)
Сварка покрытым электродом (ММА)
Способ MMA называется также сваркой покрытыми электродами.
Возбуждение дуги расплавляет электрод, а его покрытие образует
защитный шлак.
Активная панель
Настройки выполняются с панели управления.
Пульт дистанционного управления
Настройки выполняются с блока дистанционного управления.
До включения устройства пульт дистанционного управления должен быть
подключен к соответствующему разъему аппарата. После включения
пульта дистанционного управления панель управления отключается.
0463 459 001
После включения функции блока дистанционного управления можно
переходить от одного набора сохраненных параметров сварки к другому с
помощью сварочной горелки с переключателем выбора программ (RS3).
Горячий старт
Горячий пуск увеличивает сварочный ток в течение заданного промежутка
времени в начале процесса сварки, снижая тем самым вероятность
плохого сплавления в начале сварного шва.
- 13 -
© ESAB AB 2017

3 ФУНКЦИИ
Устройство понижения напряжения (VRD)
Когда сварка не выполняется, функция VRD обеспечивает удержание
значения напряжения разомкнутой цепи на уровне, не превышающем 35 В.
На ее включение указывает светодиод VRD.
Когда система обнаруживает начало процесса сварки, функция VRD
блокируется.
Если при включенной функции VRD напряжение разомкнутой цепи
превышает предел в 35 В, на это указывает сообщение об ошибке (16),
появляющееся на дисплее. Сварка не может быть начата до исчезновения
данного сообщения.
Чтобы включить/выключить VRD, свяжитесь с представителем сервисного
центра.
3.4.1 Скрытые функции MMA
На панели управления имеются скрытые функции.
Для получения доступа к этим скрытым функциям нажмите кнопку выбора и
в течение 5 секунд удерживайте ее. На дисплее появится буква и числовое
значение. Ручка для подачи проволоки используется для изменения
численного значения выбранной функции.
Буква,
Функция
соответст
вующая
функции
C Давление дуги
d Капельная сварка
F Тип сварочного регулятора (сварка ArcPlus™)
H Амплитуда горячего старта
I Минимальный ток (пульт дистанционного управления)
h Время горячего пуска
Для выхода из функции нажмите кнопку выбора и удерживайте ее в
течение 5 секунд.
C Давление дуги
Давление дуги имеет большое значение для определения того, как
изменяется сила тока при изменении длины дуги. Чем меньше давление
дуги, тем дуга спокойнее и тем меньше разбрызгивание.
d
Капельная сварка
0463 459 001
Метод капельной сварки может быть использован при сварке электродами
из нержавеющей стали. В этом режиме происходит попеременное
зажигание и гашение дуги, для того чтобы лучше контролировать
выделение тепла. Для того чтобы погасить дугу, достаточно немного
приподнять электрод.
- 14 -
© ESAB AB 2017

3 ФУНКЦИИ
F
Сварочный регулятор ArcPlus™
Сварочный регулятор ArcPlus™ представляет собой орган регулирования
нового типа, который позволяет получить более интенсивную, более
концентрированную и спокойную дугу. Она быстрее восстанавливается
после капельного короткого замыкания, что уменьшает риск прилипания
электрода.
• ArcPlus™ (0) рекомендуется к применению с электродами основного
типа
• ArcPlus™ ll (1) рекомендуется к применению с рутиловыми
электродами и электродами из целлюлозы
H Амплитуда горячего старта
При включении "горячего старта" допускается использование параметра
амплитуды "горячего старта" для установки предпочтительного уровня
сварочного тока для "горячего старта" в процентах от заданного значения
тока. Например, если задано значение сварочного тока 100А и амплитуда
"горячего пуска" 10%, сварочный ток начала "горячего пуска" будет 110А.
I Минимальный ток (пульт дистанционного управления)
Используется для задания минимального тока для пульта дистанционного
управления.
Если значение максимальной силы тока составляет 100 А, а значение
минимальной силы тока должно равняться 50 А, задайте значение скрытой
функции минимального тока на 50 %.
Если значение максимальной силы тока составляет 100A, а значение
минимальной силы тока должно равняться 90А, установите минимальный
ток на 90 %.
h Время горячего пуска
Время горячего пуска можно задать в диапазоне от 0,0 до 9,9 секунды, с
шагом 0,1 секунды.
0463 459 001
- 15 -
© ESAB AB 2017

4 НАСТРОЙКИ
4 НАСТРОЙКИ
4.1 MIG/MAG
Функции Диапазон регулировки Значение по
умолчанию
Напряжение питания 8 - 60 В +12В
Скорость подачи проволоки 0,8 - 25 м/мин
(2,6-82фут/мин)
5 м/мин
(16,4фут/мин)
Синергия ВЫКЛ или ВКЛ ON (ВКЛ.)
Графики синергии, алюминий 30 вариантов Графики синергии, сталь 54 вариантов Графики синергии, алюминий,
29 вариантов -
версия NA
Графики синергии, сталь, версияNA55 вариантов -
Настройка расчетной силы тока /
скорости подачи проволоки
Настройка расчетной силы
тока или скорости подачи
Скорость подачи
проволоки
проволоки
QSet™ ВЫКЛ или ВКЛ ВЫКЛ
Ручная настройка ВЫКЛ или ВКЛ ON (ВКЛ.)
Плавный пуск 0 = ОТКЛ или 1 = ВКЛ ON (ВКЛ.)
Заполнение кратера ВЫКЛ или ВКЛ ON (ВКЛ.)
Время заполнения кратера 0,0 - 5,0с 1,0с
2/4-шаговое
2)
2 такта или 4 такта 2-шаговое
Активная панель ВЫКЛ или ВКЛ ON (ВКЛ.)
Изменение данных спускового
ВЫКЛ или ВКЛ ВЫКЛ
механизма
Положения памяти для данных
пуска
1)
2 или 3 положения памяти 3
Пульт дистанционного управления ВЫКЛ или ВКЛ ВЫКЛ
Продувка газа
2)
Толчковый режим подачи
- -
- -
проволоки
Индуктивность 0 – 100% 70%
Сохранение параметров сварки 1, 2, 3 Время предварительной подачи
1)
газа
Единицы измерения
Время послегорения
1)
SCT
Параметр пуска R
1)
1)
1)
Время подачи газа после
0,1 - 9,9с 0,1с
0 = дюймы, 1 = мм 1
50-250 мс 80 мс
0, 1 или 2 0
8,0 - 60,0 25,0
0,1 - 25,0с 1 с
прекращения дуги
0463 459 001
- 16 -
© ESAB AB 2017

4 НАСТРОЙКИ
Функции Диапазон регулировки Значение по
умолчанию
Горячий старт ВЫКЛ или ВКЛ ВЫКЛ
Время горячего пуска
1)
0,0 - 9,9с 1,5с
Настройка пределов расчетной
5 – 50 % 10 %
силы тока
Функция VRD - -
1)
Эти функции являются скрытыми, см. раздел "Скрытые функции MIG/MAG".
2)
Эти функции нельзя изменить в процессе сварки.
4.2 MMA
Функции Диапазон регулировки Значение по
умолчанию
Сила тока
16- макс. А
Активная панель ВЫКЛ или ВКЛ ON (ВКЛ.)
Пульт дистанционного управления ВЫКЛ или ВКЛ ВЫКЛ
Давление дуги
1)
Капельная сварка
1)
0 – 99 % 5 %
0=ОТКЛ или 1=ВКЛ ВЫКЛ
Горячий старт ВЫКЛ или ВКЛ ВЫКЛ
Амплитуда горячего старта
Время горячего пуска
Сварочный регулятор
1)
1)
1)
0 – 99% 20%
0,0 - 9,9с 1,0с
1=ArcPlus™ II или
0=ArcPlus™
2)
100 A
1
Минимальный ток (пульт
дистанционного управления)
1)
Эти функции являются скрытыми функциями, см. описание в разделе "Скрытые
1)
0 – 99 % 0%
функции MMA".
2)
Диапазон настроек зависит от источника питания.
0463 459 001
- 17 -
© ESAB AB 2017
5 КОДЫ НЕИСПРАВНОСТЕЙ
5 КОДЫ НЕИСПРАВНОСТЕЙ
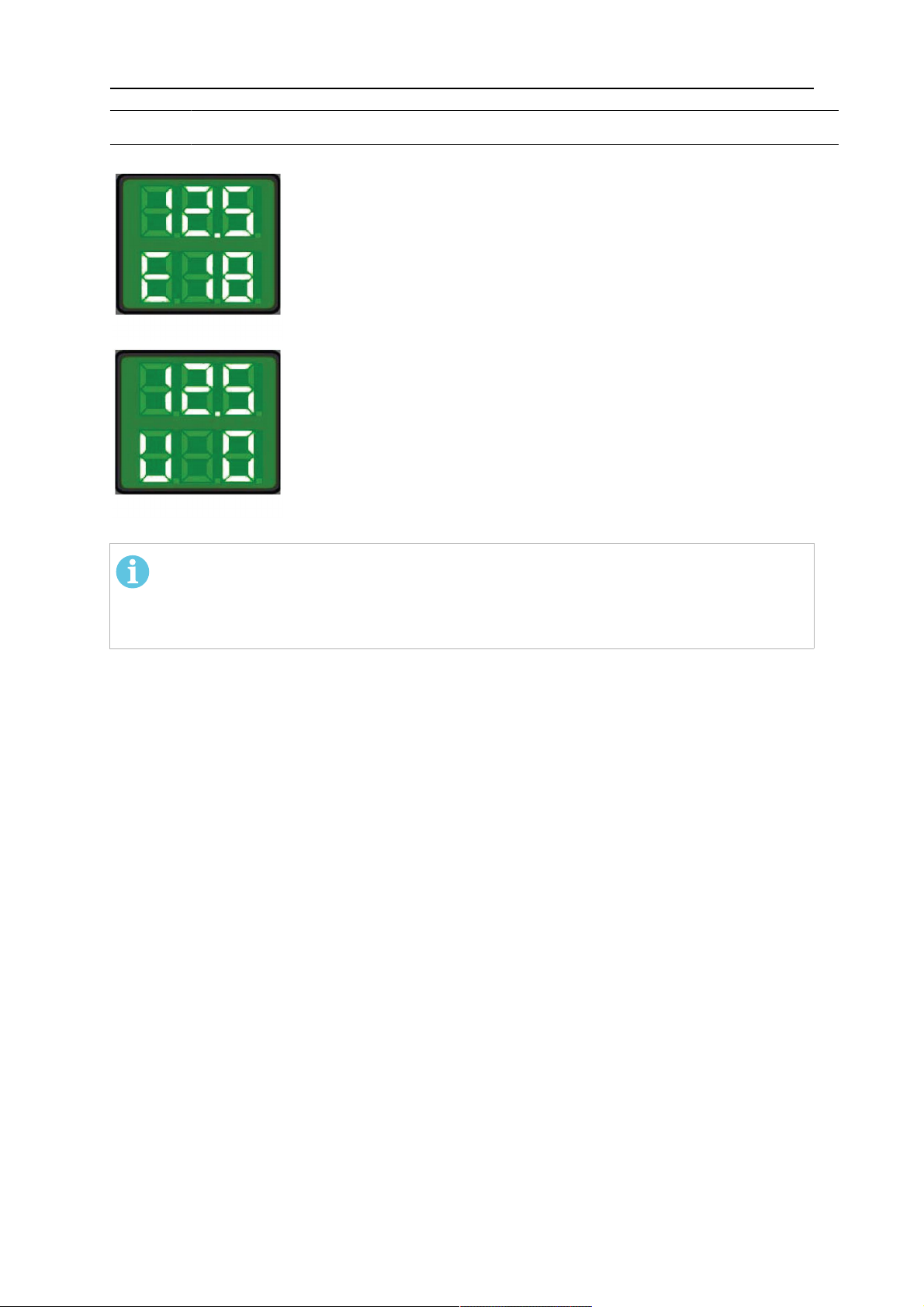
Коды неисправностей используются для индикации отказа в
оборудовании. Они отображаются на дисплее в виде буквы E, за
которой следует кодовый номер неисправности.
Отображаемый номер устройства позволяет определить, в
каком устройстве произошла неисправность.
Номер кода неисправности и номер устройства отображаются
поочередно.
Например, два графика слева указывают, что потерян контакт
панели управления (U0) с источником питания (E18).
Если обнаружено несколько неисправностей, на экран будет
выведен только код последней обнаруженной неисправности.
Для удаления отображения кода ошибки с дисплея нажмите
любую кнопку или поверните любую ручку.
ПРИМЕЧАНИЕ!
Если дистанционное управление включено, выключите его с помощью
кнопки выбора, расположенной под символом дистанционного управления,
чтобы удалить отображение кода ошибки.
5.1 Перечень кодов неисправностей
U 0 = блок сварочных
параметров
U 1 = блок охлаждения U 4 = блок дистанционного
U 2 = источник питания U 5 = несколько уровней
напряжения
управления
5.2 Описание кодов неисправностей
Коды ошибок, которые пользователь может исправить самостоятельно, представлены
ниже. При отображении на дисплее другого кода свяжитесь со специалистом по
обслуживанию.
0463 459 001
- 18 -
© ESAB AB 2017

5 КОДЫ НЕИСПРАВНОСТЕЙ
Код
Описание
неисп
равно
сти
E 6 Высокая температура
Сработала защита от тепловой перегрузки.
Сварочный процесс остановлен и не может быть запущен повторно до тех
пор, пока не понизится температура.
Действие: Убедитесь в том, что отверстия для забора и выпуска
охлаждающего воздуха не перекрыты и не забиты грязью.
Проверьте используемый рабочий цикл, чтобы убедиться в отсутствии
перегрузки оборудования.
E 12 Ошибка связи (предупреждение)
Нагрузка на шине CAN системы временно очень высока.
Отсутствует контакт блока питания / блока подачи проволоки с панелью
управления.
Действие: Проверьте оборудование и убедитесь в том, что установлен
только один блок подачи проволоки или блок дистанционного управления.
Если неисправность не устраняется, вызовите специалиста по обслуживанию.
E 16 Высокое напряжение холостого хода
Слишком высокое напряжение разомкнутой цепи.
Действие: Выключите питание от сети, чтобы перевести устройство в
исходное состояние. Если неисправность не устранилась, вызовите
специалиста по обслуживанию.
E 17 Отсутствие контакта
Отсутствие соединения панели управления с блоком подачи проволоки.
Выполняемый процесс сварки прекращается.
Действие: Проверьте кабели. Если неисправность не устраняется, вызовите
специалиста по обслуживанию.
E 18 Отсутствие контакта
Отсутствие соединения панели управления с источником питания.
Выполняемый процесс сварки прекращается.
Действие: Проверьте кабели. Если неисправность не устраняется, вызовите
специалиста по обслуживанию.
E 21 Несоответствие панели управления и ПО
Установленное программное обеспечение не соответствует панели
управления.
Действие: Вызовите техника по обслуживанию.
E 27 Закончилась проволока
Из блока подачи проволоки не подается проволока. Процесс сварки
остановлен, и повторный его пуск заблокирован.
Действие: Загрузите новую проволоку.
0463 459 001
- 19 -
© ESAB AB 2017

5 КОДЫ НЕИСПРАВНОСТЕЙ
Код
Описание
неисп
равно
сти
E 29 Отсутствие подачи охлаждающей воды
Сработало реле контроля потока.
Процесс сварки остановлен, и его пуск заблокирован.
Действие: Проверьте контур подачи охлаждающей воды и насос.
E 32 Отсутствие подачи газа
Расход газа составляет менее 6 л/мин. Пуск заблокирован.
Действие: Проверьте газовый клапан, шланги и соединители.
E 40 Несовместимость устройств
Подключен ненадлежащий блок подачи проволоки. Пуск заблокирован.
Действие: Выберите верный блок подачи проволоки.
E 41 Отсутствие контакта с блоком охлаждения
Отсутствие соединения панели управления с блоком охлаждения.
Обязательно отключите источник питания.
Действие: Проверьте проводку. Если неисправность не устраняется,
вызовите специалиста по обслуживанию.
E 44 Панель управления не подходит для подключенного источника питания
Подключенный в настоящее время источник питания относится к другому типу,
чем источник, подключенный к панели в прошлый раз.
Действие: Подключите панель управления к источнику питания того же типа,
что в прошлый раз, или настройте панель управления для соответствующего
типа источника питания.
E 45 Соотв. линия корот./разбр. дуги отс.
Панель MA25 Pulse обнаружила, что кривая корот./разбр., соответствующая
выбранному графику синергии импульсной сварки, недоступна. Применимо
только при использовании синергической группы 99 с пользовательскими
синергическими графиками.
Действие: Загрузите отсутствующий синергический график с помощью ESAT
и выполните перезапуск.
0463 459 001
- 20 -
© ESAB AB 2017

6 ЗАКАЗ ЗАПАСНЫХ ЧАСТЕЙ
6 ЗАКАЗ ЗАПАСНЫХ ЧАСТЕЙ
Дополнительные и изнашиваемые детали можно заказать через ближайшего дилера
компании ESAB, см. заднюю обложку данного документа. При заказе указывайте тип
изделия, серийный номер и номер запасной части по перечню запасных частей. Это
упростит отправку и обеспечит ее правильность.
0463 459 001
- 21 -
© ESAB AB 2017

РАЗМЕРЫ ПРОВОЛОКИ И ГАЗ
РАЗМЕРЫ ПРОВОЛОКИ И ГАЗ
Графики синергии для сварки алюминия
Графики синергии для сварки стали
0463 459 001
- 22 -
© ESAB AB 2017

НОМЕРА ДЛЯ ЗАКАЗА
НОМЕРА ДЛЯ ЗАКАЗА
См. техническую информацию и условные обозначения в главе «ОБЗОР ПАНЕЛИ».
Ordering no. Denomination Note
0459 773 670 MA25 Pulse Aluminium
0459 773 671 MA25 Pulse Steel
0459 773 680 MA25 Pulse Aluminum With NA synergy lines
0459 773 681 MA25 Pulse Steel With NA synergy lines
0459 839 003 Spare parts list
Техническая документация доступна в интернете на сайте: www.esab.com
0463 459 001
- 23 -
© ESAB AB 2017

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 15 25 79 30
Fax: +32 15 25 79 44
BULGARIA
ESAB Kft Representative Office
Sofia
Tel: +359 2 974 42 88
Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB Welding & Cutting GmbH
Langenfeld
Tel: +49 2173 3945-0
Fax: +49 2173 3945-218
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
San Fernando de Henares
(MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB Europe GmbH
Baar
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 0220
Fax: +1 905 670 4879
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 4411
Fax: +1 843 664 5748
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
 Loading...
Loading...