


MA25Pulse
Lietošanas pamācība
0463 459 001 LV 20170119
Valid for: from program version 1.79H

SATURA RĀDĪTĀJS
1
IEVADS ..........................................................................................................
2
PANEĻA PĀRSKATS ....................................................................................
2.1 Navigācija..................................................................................................
2.2 Simbolu atsauces .....................................................................................
3
FUNKCIJAS...................................................................................................
3.1 Vispārīgā informācija ...............................................................................
3.2 Metināšanas datu atmiņa.........................................................................
3.3 MIG/MAG metināšana...............................................................................
3.3.1 Slēptās MIG/MAG funkcijas ................................................................... 11
3.4 MMA metināšana ......................................................................................
3.4.1 Slēptās MMA funkcijas ........................................................................... 13
4
IESTATĪJUMI..................................................................................................
4.1 MIG/MAG ...................................................................................................
4.2 MMA...........................................................................................................
5
KĻŪDU KODI .................................................................................................
5.1 Kļūdu kodu saraksts ................................................................................
5.2 Kļūdu kodu apraksti .................................................................................
3
4
4
5
6
6
6
6
12
15
15
16
17
17
17
6
REZERVES DAĻU PASŪTĪŠANA .................................................................
20
STIEPLES UN GĀZES PARAMETRI ................................................................... 21
PASŪTĪŠANAS NUMURI...................................................................................... 22
Tiek paturētas tiesības bez brīdinājuma veikt izmaiņas specifikācijās.
0463 459 001 © ESAB AB 2017
1 IEVADS
1 IEVADS
Rokasgrāmatā aprakstīta MA25Pulse kontroles paneļa izmantošana.
Vispārīgo informāciju par ekspluatāciju skatiet attiecīgi barošanas avota un stieples padeves
ierīces lietošanas rokasgrāmatā.
Kad iekārta ir pieslēgta strāvas avotam, tā veic LED un displeja
pašdiagnostiku. Tiek parādīta programmas un paneļa versija “Steel”,
“Alu”, “SteelNA” vai “AluNA”. (Šajā piemērā programmas versija ir
0.17A un paneļa versija ir “Steel”.)
(Gari teksti ekrānā tiek automātiski ritināti.)
Lietošanas rokasgrāmatas citās valodās var lejupielādēt no interneta: www.esab.com
0463 459 001
- 3 -
© ESAB AB 2017
2 PANEĻA PĀRSKATS
2 PANEĻA PĀRSKATS
Vispārīgie drošības noteikumi par iekārtas izmantošanu ir pieejami barošanas avota
lietošanas rokasgrāmatas nodaļā “DROŠĪBAS PASĀKUMI”. Vispārīga informācija par
darbību ir pieejama barošanas avota lietošanas rokasgrāmatas nodaļā “DARBĪBA”.
Pirms sākat izmantot iekārtu, rūpīgi izlasiet abas nodaļas.
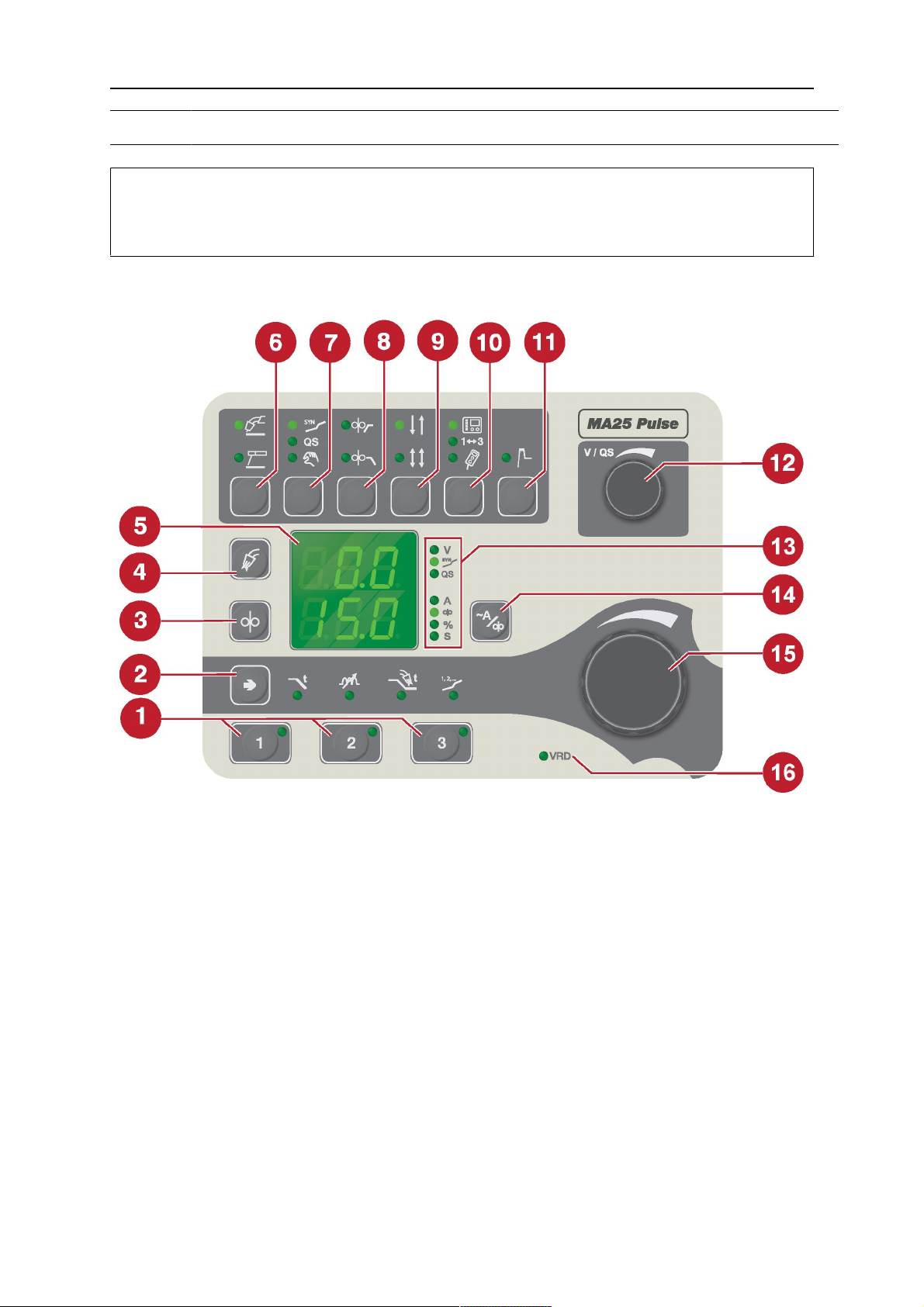
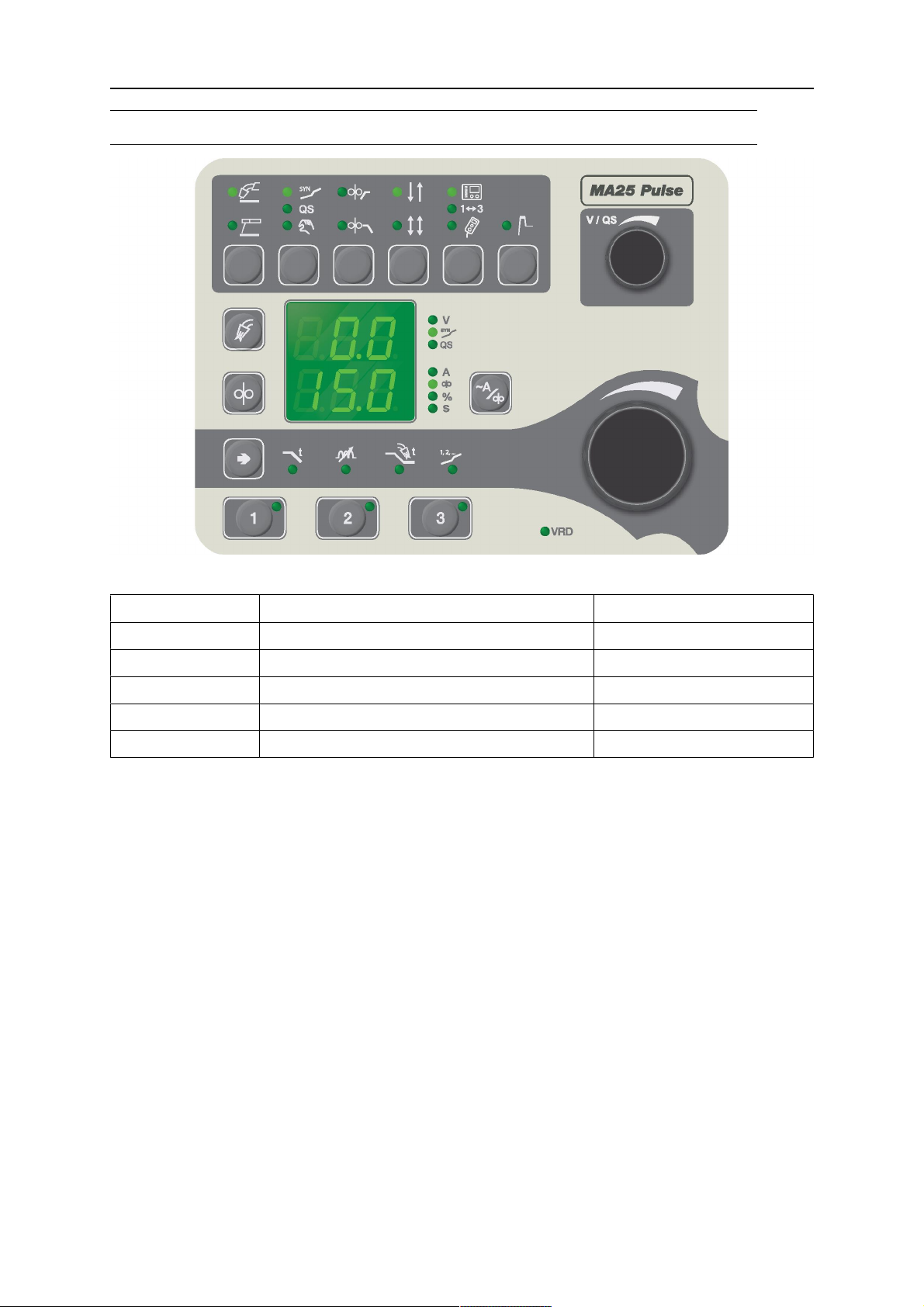
2.1 Navigācija
1. Metināšanas datu atmiņas pogas 9. Pārslēgšana starp 2taktu un 4taktu
režīmu
2. Pārslēgšana starp krātera piepildīšanas
laika, induktivitātes, gāzes pēcplūsmas
laika un sinerģijas izvēli
3. Pakāpeniskas stieples padeves izvēle 11. Karstā starta izvēle
4. Gāzes izpūšanas izvēle 12. Sprieguma iestatīšana/QSet™
5. Displejs 13. Norāde, kuri mainīgie un iekārtas ir
6. Pārslēgšanās starp metināšanas
metodēm MIG/MAG unMMA
0463 459 001
10. Pārslēgšana starp iestatīšanu no
paneļa, programmu maiņu ar
metināšanas pistoles slēdzi un
tālvadības ierīci
redzamas ekrānā
14. Pārslēgšanās starp aprēķinātā strāvas
stipruma iestatījumu un stieples
padeves ātrumu (aprēķināto strāvas
stiprumu var izvēlēties tikai sinerģijas
režīmā).
- 4 -
© ESAB AB 2017
2 PANEĻA PĀRSKATS
7. Pārslēgšanās starp sinerģijas režīmu,
QSet™ funkciju un manuālo iestatīšanu
8. Pārslēgšana starp palēninātu
startēšanu un krātera piepildīšanu
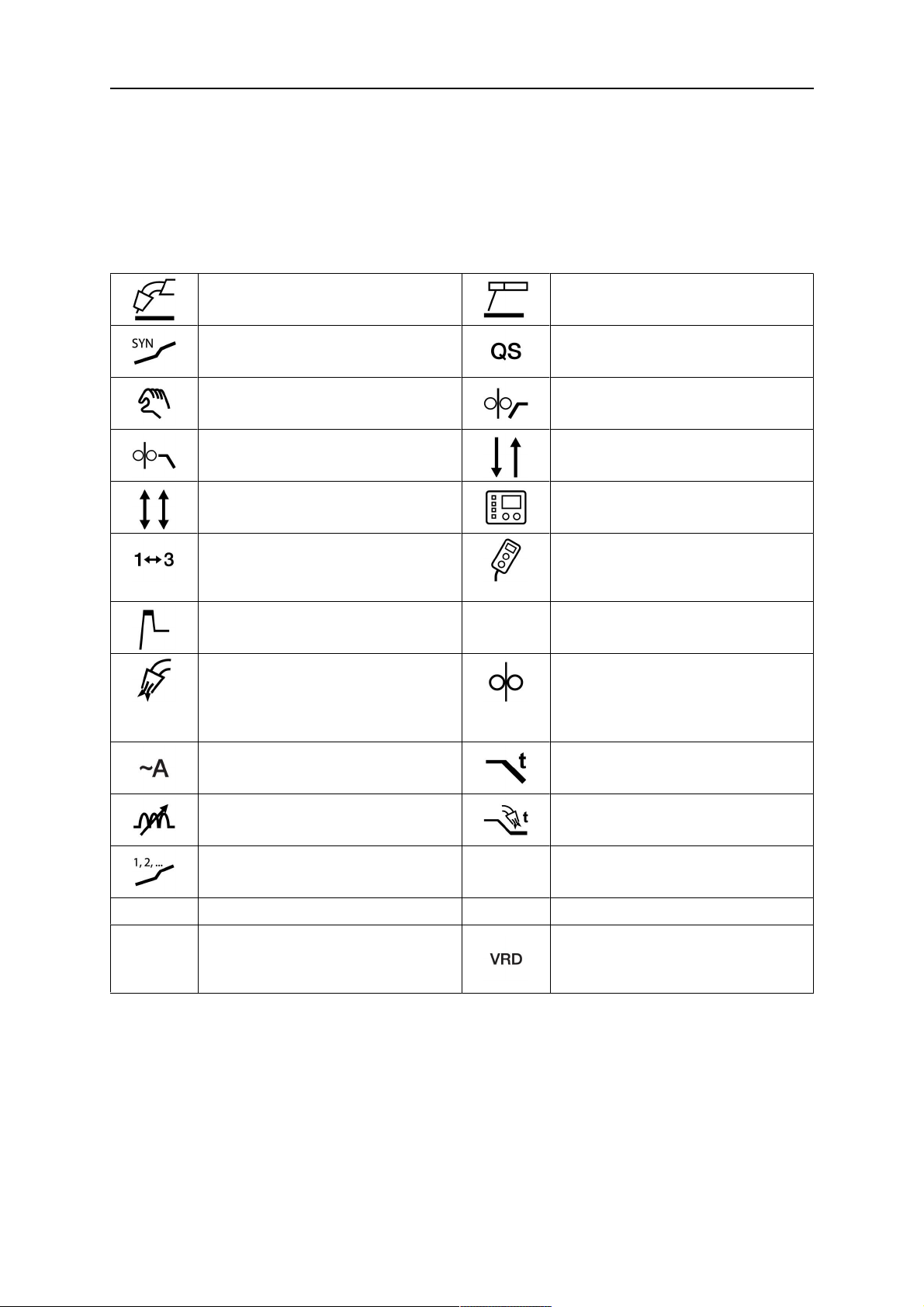
2.2 Simbolu atsauces
MIG/MAGmetināšanas metode MMAmetināšanas metode
Sinerģijas režīma iestatīšana QSet™ iestatīšana
Manuālā iestatīšana Palēnināta startēšana
Krātera piepildīšana 2taktu režīms
4taktu režīms Iestatīšana no paneļa
Programmu mainīšana,
izmantojot metināšanas pistoles
slēdzi
15. Ar pogas2 palīdzību izvēlētā
parametra iestatīšana
16. Aktivizētas sprieguma samazināšanas
ierīces (Voltage Reducing
Device—VRD) indikators
Tālvadības ierīce
Karstā starta izvēle V/QS Sprieguma iestatīšana / QSet™
Stieples padeves ātrums vai
Gāzes izpūšana
pakāpeniska stieples izvilkšana
(simbola nozīme atšķiras atkarībā
no konteksta).
Aprēķinātā strāvas stipruma
iestatījums
Krātera piepildīšanas laiks
Induktivitāte Gāzes pēcplūsmas laiks
Sinerģijas režīma izvēle V Spriegums
A Strāvas stiprums % Procenti
Sprieguma samazināšanas ierīce
S Sekundes
(Voltage Reducing Device–
VRD)
0463 459 001
- 5 -
© ESAB AB 2017
3 FUNKCIJAS
3 FUNKCIJAS
3.1 Vispārīgā informācija
• MIG/MAG un MMAelektrodu metināšana
• Ir pieejamas četras versijas:
○ MA25Pulse metināšana ar tēraudu (54sinerģijas līnijas)
○ MA25Pulse metināšana ar alumīniju (30sinerģijas līnijas)
○ MA25Pulse metināšana ar tēraudu (55sinerģijas līnijas) (NAversija)
○ MA25Pulse metināšana ar alumīniju (29sinerģijas līnijas) (NAversija)
• Iespēja pārslēgties starp stieples padeves ātruma un aprēķinātā strāvas stipruma
iestatījumu sinerģiskās metināšanas laikā
• QSet™parametra automatizācija
• 2/4takšu pistoles slēdža aktivizācija
• Gāzes pārbaude un pakāpeniska stieples izvilkšana
• Gāzes priekšplūsmas un pēcplūsmas iestatījumi
• Palēnināta startēšana un krātera piepildīšana
• Nemainīgas induktivitātes iestatīšana
• 3atmiņas ieraksti, izsaukti no pistoles pogas vai kontroles paneļa
• MMA: var iestatīt ArcPlus™II regulēšanu, karsto startu un loka spēku.
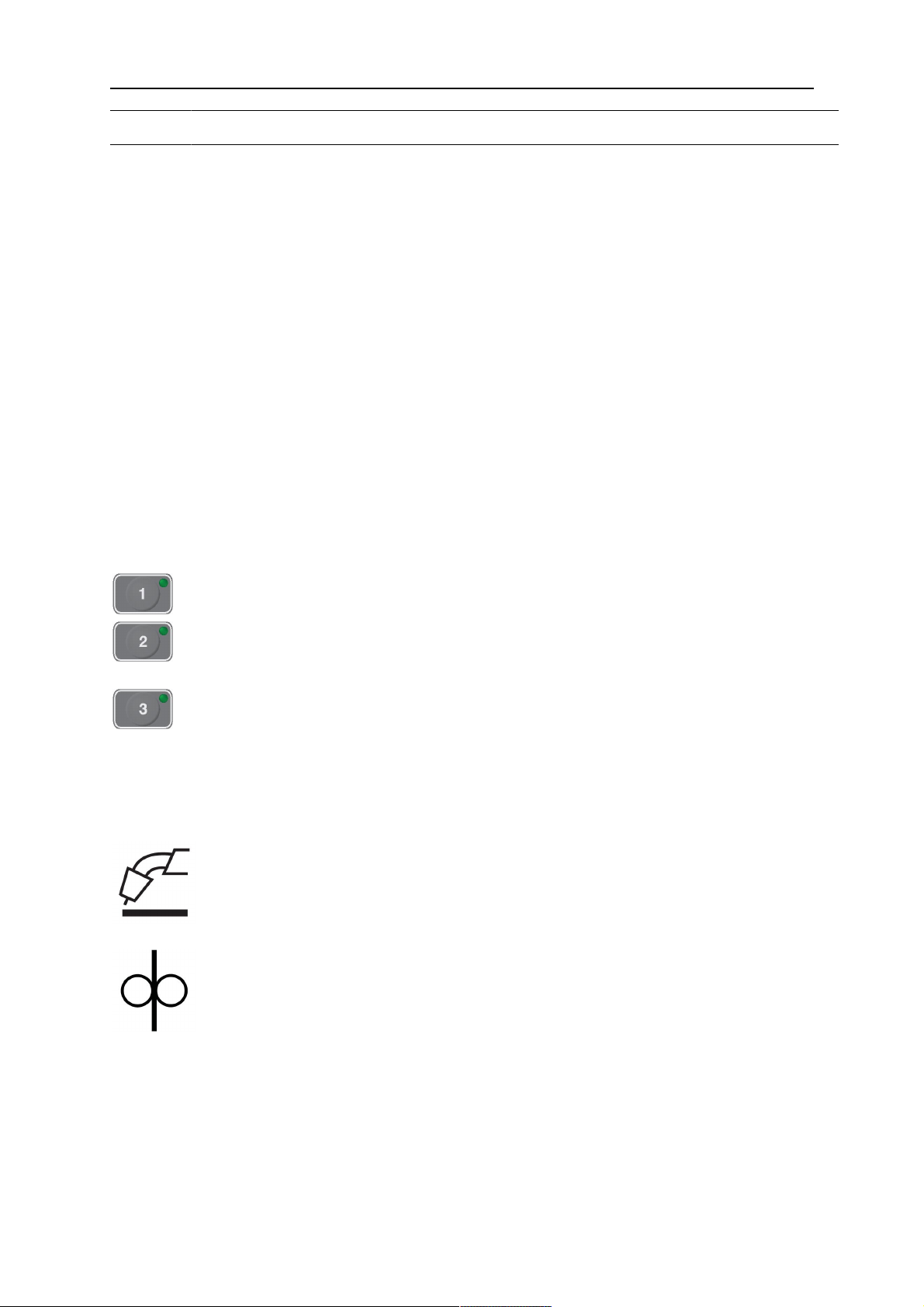
3.2 Metināšanas datu atmiņa
Kontroles paneļa atmiņā var saglabāt trīs dažādas metināšanas datu programmas.
Turiet izvēles pogu1, 2 vai3 nospiestu 5sekundes, lai saglabātu metināšanas
datus atmiņā. Metināšanas dati ir saglabāti, kad sāk mirgot zaļais gaismas
indikators.
Lai pārslēgtos starp dažādām metināšanas datu atmiņām, nospiediet pogu1, 2
vai3.
Metināšanas atmiņai ir dublējoša baterija, tādējādi iestatījumi saglabājas arī tad, ja
iekārta tiek izslēgta.
3.3 MIG/MAG metināšana
MIG/MAG metināšana
MIG/MAG metināšanas procesā tiek kausēta nepārtraukti padota pildīšanas
stieple, bet metināšanas laukumu aizsargā ekranējoša gāze.
Stieples padeves ātrums
Šī funkcija iestata nepieciešamo pildīšanas stieples padeves ātrumu procentos
vai metros minūtē.
0463 459 001
- 6 -
© ESAB AB 2017
3 FUNKCIJAS
Sinerģija
Katrai vada tipa, vada diametra un gāzes maisījuma kombinācijai ir
nepieciešama īpaša saskaņošana starp stieples padeves ātrumu un spriegumu
(loka garums), lai iegūtu stabilu, funkcionējošu loku. Spriegums (loka garums)
tiek automātiski “saskaņots” ar iepriekš ieprogrammēto izvēlēto sinerģijas līniju,
kas palīdz ātrāk noteikt pareizos metināšanas parametrus. Saikne starp stieples
padeves ātrumu un citiem parametriem tiek saukta par sinerģijas līniju.
Sinerģijas režīmā ir iespējams parādīt iestatīto stieples padeves ātrumu vai
aprēķināto strāvas stiprumu. Papildinformāciju skatiet sadaļā “Aprēķinātā
strāvas stipruma parādīšana”.
Papildinformāciju par ierīcē MA25Pulse iekļautajām sinerģijas līnijām skatiet
sadaļā STIEPLES UN GĀZES PARAMETRI.
Ir iespējams pasūtīt arī citas sinerģiskās līnijas, taču to uzstādīšana jāveic
apstiprinātam ESAB tehniskā dienesta inženierim.
Aktivizējot sinerģijas režīmu, izvēlieties pareizo sinerģijas līniju, izmantojot
iestatījumu kloķi.
Pareizās sinerģijas līnijas numuri ir atrodami uz uzlīmes stieples padevēja
iekšpusē.
0463 459 001
- 7 -
© ESAB AB 2017
3 FUNKCIJAS
Aprēķinātā strāvas stipruma parādīšana
Metināšanas laikā izmantojot MA25Pulse kontroles paneli sinerģijas režīmā, ir
iespējams kā iestatījumu izmantot stieples padeves ātrumu vai aprēķināto
strāvas stiprumu. Metinātājam pieejamā opcija parādīt aprēķināto strāvas
stiprumu ir paredzēta kā atsauce, ja metinātājs nezina, kādu stieples padeves
ātrumu iestatīt.
Lai pielāgotu aprēķināto strāvas stiprumu, izmantojiet iestatījumu kloķi.
Iestatītais stieples padeves ātrums mainās atbilstoši mainītajam aprēķinātajam
strāvas stiprumam. Ir iespējams pārslēgties no stieples padeves ātruma
parādīšanas displejā uz aprēķinātā strāvas stipruma parādīšanu un atpakaļ,
nospiežot pogu~A/WFS.
Metināšanas laikā stieples padeves ātrums ir nemainīgs, nodrošinot paredzamu
rezultātu un vienmērīgi aizpildītu metināšanas šuvi. Metināšanas rezultāti ir
vienādi neatkarīgi no tā, vai metinātājs kā iestatījumu izmanto stieples padeves
ātrumu vai aprēķināto strāvas stiprumu.
Nemainīgs stieples padeves ātrums metināšanas laikā nozīmē arī, ka rodas
novirze starp aprēķināto strāvas stiprumu un faktisko mērīto strāvas stiprumu
atkarībā no šuves tipa un metinātāja izmantotā izvirzījuma (attāluma starp
metināšanas uzgali un apstrādājamo sagatavi). Tas pats notiek, vienkārši
iestatot stieples padeves ātrumu vai pielāgojot aprēķināto strāvas stiprumu. Ja
novirze ir būtiska, pielāgojiet izvirzījumu, lai panāktu optimālus metināšanas
rezultātus. Informāciju skatiet tālāk redzamajās sadaļās.
Metināšanas laikā displejā ir parādīts faktiskais mērītais strāvas stiprums. Ja
metināšanas laikā tiek nospiesta poga (14.vienums nodaļas “PANEĻA
PĀRSKATS” ilustrācijā), displejā tiek parādīts aprēķinātais strāvas stiprums.
Tas tiek rādīts divas sekundes, un pēc tam atkal tiek parādīts mērītais strāvas
stiprums. Mērītais strāvas stiprums tiek rādīts displejā līdz iestatījuma
mainīšanai.
Ja kāda iemesla dēļ mērītā strāvas stipruma novirze no aprēķinātā strāvas
stipruma pārsniedz±10%, uzmirgo strāvas LED un mērītā strāvas stipruma
rādījums displejā. Ja metināšanas elektroda izvirzījums ir ļoti garš vai ļoti īss, var
veidoties liela novirze starp aprēķināto un mērīto strāvas stiprumu. Tas nozīmē,
ka metinātājs var panākt labākus metināšanas rezultātus, pielāgojot izvirzījumu
līdz piemērotam garumam. Ja mērītais strāvas stiprums ir būtiski mazāks par
aprēķināto strāvas stiprumu, ieteicams izmantot mazāku izvirzījumu. Ja mērītais
strāvas stiprums ir būtiski lielāks par aprēķināto strāvas stiprumu, ieteicams
izmantot lielāku izvirzījumu. Ņemiet vērā, ka faktisko mērīto strāvas stiprumu
ietekmē arī dažādi šuvju tipi. Ir iespējams pielāgot “pieļaujamo” mērītā un
aprēķinātā strāvas stipruma starpību. Noklusējuma vērtība ir±10%. Skatiet
sadaļu “Slēptās MIG/MAG funkcijas”.
0463 459 001
- 8 -
© ESAB AB 2017
3 FUNKCIJAS
QSet™
QSet™ lieto, lai atvieglotu metināšanas parametru noteikšanu.
Funkcijas QSet™ izmantošana
1. Iestatiet stieples padeves ātrumu. QSet™ dinamiski pielāgo spriegumu, lai
panāktu optimālus metināšanas rezultātus.
2. Mainot materiālu vai tā biezumu, pirmo metināšanu (6sekundes)
arQSet™ veiciet ar pārbaudes sagatavi, lai iegūtu pareizus datus pirms
īstās darba sagataves metināšanas.
QSet™ vērtības precizēšana.
• Pagriežot pogu pulksteņrādītāju kustības virzienā, palielina (+) elektriskā
loka garumu.
• Pagriežot pogu pretēji pulksteņrādītāju kustības virzienam, samazina (-)
elektriskā loka garumu.
ĪSAIS LOKS
Sākot metināšanu ar stieples tipu/gāzes tipu, QSet™ automātiski noregulē visus
nepieciešamos metināšanas parametrus. Pēc tam QSet™ saglabā visus datus,
kas nepieciešami kvalitatīvai metināšanai. Spriegums tiek automātiski pielāgots
stieples padeves ātruma izmaiņām.
SMIDZINĀŠANAS LOKS
Sasniedzot smidzināšanas loka zonu, QSet™ vērtība ir jāpalielina. Metinot tikai
ar smidzināšanas loku, QSet™ funkcija ir jāizslēdz. Visi iestatījumi tiek pārņemti
no QSet™, izņemot spriegumu, kas ir jānoregulē atsevišķi.
Manuāls darbs
Manuāla darbība. Operatoram jāiestata piemērotas stieples padeves un
sprieguma vērtības.
Palēnināta startēšana
Palēninātas startēšanas gadījumā stieple tiek padota ar ātrumu 1,5m/min, līdz
tā izveido elektrisko kontaktu ar sagatavi.
Krātera piepildīšana
Krātera piepildīšana ļauj izvairīties no porām, termālu plaisu veidošanās un
krātera formēšanās šuvē, kad metināšana ir pabeigta.
Krātera piepildīšanas laiks
Aktivizējot krātera piepildīšanu, izvēlieties arī krātera piepildīšanas laiku,
izmantojot iestatīšanas kloķi.
0463 459 001
Šo funkciju nevar izmantot kopā ar QSet™.
2 taktu režīms
2taktu režīmā gāzes priekšplūsma ieslēdzas, tiklīdz ir nospiests metināšanas
degļa palaidēja slēdzis. Šajā brīdī sākas metināšanas process. Atlaižot palaidēja
slēdzi, metināšanas process tiek pilnībā pārtraukts un ieslēdzas gāzes
pēcplūsma.
- 9 -
© ESAB AB 2017
3 FUNKCIJAS
4 taktu režīms
4 taktu režīmā gāzes priekšplūsma sākas brīdī, kad tiek nospiests metināšanas
degļa palaidēja slēdzis, bet stieples padeve sākas brīdī, kad tas tiek atlaists.
Metināšanas process turpinās, līdz atkārtoti tiek nospiests palaidēja slēdzis, tiek
pārtraukta stieples padeve, bet, šo slēdzi atlaižot, sākas gāzes pēcplūsma.
Aktīvais panelis
Iestatījumus veic no kontroles paneļa.
Metināšanas datu maiņa
Šī funkcija ļauj nomainīt metināšanas datu atmiņu, nospiežot metināšanas
pistoles palaidēja slēdzi.
Lai nomainītu, neturpinot metināšanu, nospiediet ātri. Ja slēdzis tiek turēts
nospiests pārāk ilgi, programma to interpretē kā metināšanas sākšanu.
Metināšanas datu maiņa, metinot 2 taktu režīmā
Metināšanas laikā metināšanas pistoles slēdzis ir nospiests; lai mainītu
metināšanas datu atmiņu, atlaidiet un ātri nospiediet slēdzi.
Metināšanas datu maiņa, metinot 4 taktu režīmā
Metinot 4taktu režīmā, metināšanas pistoles slēdzis ir atlaists; lai mainītu
metināšanas datu atmiņu, nospiediet un ātri atlaidiet slēdzi.
Aktivizējot metināšanas datus 1–3, izvēlieties metināšanas datu atmiņu1, 2
vai3.
Tālvadības ierīce
Iestatījumus veic ar tālvadības ierīci.
Pirms aktivizācijas tālvadības ierīce jāpievieno iekārtas tālvadības
kontaktligzdai. Kad tālvadības ierīce ir aktivēta, vadības panelis ir neaktīvs.
Kad aktivēta tālvadības funkcija, iespējams izvēlēties starp dažādām
metināšanas datu atmiņām, izmantojot metināšanas pistoli ar programmu izvēlni
(RS3).
Sprieguma samazināšanas ierīce (Voltage Reducing Device — VRD)
VRD funkcija nodrošina, ka atvērtas ķēdes spriegums nepārsniedz 35 V, ja
metināšana nav veikta. To norāda degoša VRD gaismas diode.
Kad sistēma konstatē metināšanas sākšanos, VRD funkcija tiek bloķēta.
Ja VRD funkcija ir aktivēta un atvērtas ķēdes spriegums pārsniedz 35 V robežu,
uz to norāda kļūdas ziņojums (16), kas tiek parādīts displejā, un, kamēr kļūdas
ziņojums ir redzams ekrānā, metināšana netiek sākta.
0463 459 001
Gāzes izpūšana
Gāzes izpūšanu izmanto, lai izmērītu gāzes plūsmu vai izpūstu gaisu vai
mitrumu no gāzes šļūtenēm pirms metināšanas sākšanas. Gāzes izpūšanas
process norit tik ilgi, kamēr poga tiek turēta nospiesta. Šis process norit bez
sprieguma vai stieples padeves.
- 10 -
© ESAB AB 2017
3 FUNKCIJAS
Pakāpeniska stieples izvilkšana
Pakāpenisku stieples padevi izmanto, ja nepieciešams padot stiepli bez
metināšanas sprieguma. Stieple tiek padota, kamēr ir nospiesta poga.
Induktivitāte
Augstāka induktivitāte rada platāku metināšanas laukumu un mazāk dzirksteļu.
Zemāka induktivitāte rada spalgāku skaņu, bet tajā pašā laikā stabilāku,
koncentrētāku elektrisko loku.
Gāzes pēcplūsma
Šādi tiek kontrolēts, cik ilgi ekranējošā gāze plūst pēc loka nodzišanas.
Karstais starts
Karstais starts palielina metināšanas strāvu uz regulējamu laiku metināšanas
sākumā, samazinot sliktas kušanas risku salaiduma sākumā.
3.3.1 Slēptās MIG/MAG funkcijas
Kontroles panelim ir slēptās funkcijas.
Lai piekļūtu šīm slēptajām funkcijām, turiet izvēles pogu nospiestu 5sekundes.
Ekrānā parādīsies burts un lielums. Vada padeves grozāmslēdzis tiek izmantots,
lai mainītu izvēlētās funkcijas lielumu.
Funkcijas
Funkcija
burts
A Gāzes priekšplūsmas laiks
C Mērvienība
I Stieples atlaidināšanas laiks (pieejams tikai tad, ja SCTfunkcija ir
izslēgta)
t Palaidēja datu atmiņas pozīcijas
h Karstā starta laiks
o SCT ieslēgšana/izslēgšana
S Sākuma parametrsR (redzams tikai tad, ja izvēlēta īsā loka metode
un nav izvēlēts sinerģijas režīms)
d Strāvas stipruma iestatījuma aprēķinātā pielaide
Lai izietu no funkcijas, turiet izvēles pogu nospiestu 5sekundes.
A Gāzes priekšplūsma
Kontrolē, cik ilgi pirms loka aizdegšanas plūst ekranējošā gāze.
C Mērvienība
0=collas/min, 1=mm/min, noklusējuma vērtība=1
0463 459 001
- 11 -
© ESAB AB 2017
3 FUNKCIJAS
I Stieples atlaidināšanas laiks
Īsslēguma pārtraukšanas (Short Circuit Termination— SCT) funkcijas dēļ
stieples atlaidināšanas laika funkcija pēc noklusējuma ir izslēgta.
Stieples atlaidināšanas laika iestatījums ir pieejams tikai tad, ja SCTfunkcija ir
izslēgta. Tas būs gadījumā, ja SCTiestatījums=1 vai SCTiestatījums=0 un
izvēlētajai sinerģijas līnijai funkcija SCT būs iestatīta uz OFF (Izslēgts).
Stieples atlaidināšanas laiks ir laika periods starp brīdi, kad sāk lūzt stieple, un
brīdi, kad barošanas avots izslēdz metināšanas spriegumu. Pārāk īss stieples
atlaidināšanas laiks izraisa gara stieples gabala izvirzīšanos pēc metināšanas
beigām, radot risku, ka stieple var iesprūst atdzišanas laukumā. Pārāk garš
stieples atlaidināšanas laiks rada pārāk īsu stieples izvirzījumu, kas rada
elektriskā loka izlādes risku saskares vietā.
t Palaidēja datu atmiņas pozīcijas
Šī funkcija ļauj izvēlēties, vai izmantot palaidēja datus 2 vai 3 programmās.
h Karstā starta laiks
Karstā starta laiku var iestatīt diapazonā no 0,0līdz 9,9sekundēm soļos pa
0,1sekundei.
o SCT (īsslēguma pārtraukšana)
SCTfunkcija metināšanas beigās nodrošina nelielus atkārtotus īsslēgumus, līdz
stieples padeve ir pilnībā pārtraukta un vairs nav saskares ar sagatavi.
Pastāv šādi iestatījumi:
0= vērtību (ieslēgts/izslēgts) nosaka sinerģijas līnija (noklusējuma opcija)
1= SCT ir izslēgta
2= SCT ir ieslēgta
S Sākuma parametrsR
Ar sākuma parametruR metināšanas sākšanas brīdī tiek precīzi noregulēts
elektriskais loks. Parametru var iestatīt diapazonā no 8,0 līdz 60,0 soļos pa 0,25.
Šī funkcija ir redzama un pielāgojama tikai tad, ja sinerģija nav aktīva (tātad
izvēlēta īsā loka metode).
d Strāvas stipruma iestatījuma aprēķinātā pielaide
Šajā parametrā ir ietverta maksimālā pieļaujamā relatīvā starpība starp strāvas
stipruma aprēķināto vērtību un mērīto strāvas stiprumu. Pieļaujamo starpību var
iestatīt diapazonā no 5līdz 50procentiem soļos pa 5procentiem. Ja
metināšanas laikā tiek pārsniegta pieļaujamā starpība, uzmirgo strāvas LED un
mērītā strāvas stipruma rādījums displejā.
3.4 MMA metināšana
MMA metināšana
MMA metināšana var būt dēvēta arī par metināšanu ar pārklātiem elektrodiem.
Lokam degot, elektrods kūst, un tā pārklājums veido aizsargājošus izdedžus.
0463 459 001
- 12 -
© ESAB AB 2017
3 FUNKCIJAS
Aktīvais panelis
Iestatījumus veic no kontroles paneļa.
Tālvadības ierīce
Iestatījumus veic ar tālvadības ierīci.
Pirms aktivizācijas tālvadības ierīce jāpievieno iekārtas tālvadības
kontaktligzdai. Kad tālvadības ierīce ir aktivēta, vadības panelis ir neaktīvs.
Kad aktivēta tālvadības ierīces funkcija, iespējams izvēlēties starp dažādām
metināšanas datu atmiņām, izmantojot metināšanas pistoli ar programmu
izvēlni(RS3).
Karstais starts
Karstais starts palielina metināšanas strāvu uz regulējamu laiku metināšanas
sākumā, samazinot sliktas kušanas risku salaiduma sākumā.
Sprieguma samazināšanas ierīce (Voltage Reducing Device — VRD)
VRD funkcija nodrošina, ka atvērtas ķēdes spriegums nepārsniedz 35 V, ja
metināšana nav veikta. To norāda degoša VRD gaismas diode.
Kad sistēma konstatē metināšanas sākšanos, VRD funkcija tiek bloķēta.
Ja VRD funkcija ir aktivēta un atvērtas ķēdes spriegums pārsniedz 35 V robežu,
uz to norāda kļūdas ziņojums (16), kas tiek parādīts displejā, un, kamēr kļūdas
ziņojums ir redzams ekrānā, metināšana netiek sākta.
Lai aktivizētu vai deaktivizētuVRD, sazinieties ar apkopes dienesta pārstāvi.
3.4.1 Slēptās MMA funkcijas
Kontroles panelim ir slēptās funkcijas.
Lai piekļūtu šīm slēptajām funkcijām, turiet izvēles pogu nospiestu 5sekundes.
Ekrānā parādīsies burts un lielums. Vada padeves grozāmslēdzis tiek izmantots,
lai mainītu izvēlētās funkcijas lielumu.
Funkcijas
burts
C Loka stiprums
d Punktmetināšana
F Metināšanas regulatora tips (metināšanas regulators ArcPlus™)
Funkcija
H „Hot start” amplitūda
I Minimālās strāvas tālvadība
h Karstā starta laiks
Lai izietu no funkcijas, turiet izvēles pogu nospiestu 5sekundes.
0463 459 001
- 13 -
© ESAB AB 2017
3 FUNKCIJAS
C Loka stiprums
Loka stiprums ir svarīgs, lai noteiktu, kā strāva mainās atkarībā no loka garuma
maiņas. Zemāka vērtība rada mierīgāku loku ar mazāku šļakatu daudzumu.
d
Punktmetināšana
Punktmetināšanu var izmantot, metinot ar nerūsējošiem elektrodiem. Funkcija ir
saistīta ar pārmaiņus loka aizdegšanu un nodzēšanu, lai iegūtu labāku kontroli
pār karstuma padevi. Lai nodzēstu loku, elektrods tikai nedaudz jāpaceļ.
F
Metināšanas regulators ArcPlus™
Metināšanas regulators ArcPlus™ ir jauns kontroles veids, kas rada
intensīvāku, koncentrētāku un mierīgāku loku. Pēc punktveida īssavienojuma
tas atjaunojas daudz ātrāk, tādējādi samazinot risku, ka elektrods var iesprūst
sagatavē.
• ArcPlus™ (0) tiek ieteikts ar pamata tipa elektrodu
• ArcPlus™ ll (1) tiek ieteikts ar rutila un celulozes tipa elektrodu
H „Hot start” amplitūda
Aktivizējot Hot start jeb karsto startu, tā amplitūdas parametru var izmantot, lai
karstā starta laikā iestatītu vēlamo metināšanas strāvas līmeni kā skaitli
procentos no iestatītās metināšanas strāvas. Piemēram, ja iestatītā metināšanas
strāva ir 100A, bet karstā starta amplitūda tiek iestatīta uz 10%, karstā starta
laikā metināšanas strāva būs 110A.
I Minimālās strāvas tālvadība
Tiek izmantota, lai iestatītu minimālo strāvas stiprumu tālvadības ierīcei.
Ja maksimālā strāva ir 100 A un minimālā strāva ir 50 A, iestatiet slēptās
funkcijas minimālo strāvu uz 50 %.
Ja maksimālais strāvas stiprums ir 100A un minimālais strāvas stiprums ir 90A,
iestatiet minimālo strāvas stiprumu 90 %.
h Karstā starta laiks
Karstā starta laiku var iestatīt diapazonā no 0,0līdz 9,9sekundēm soļos pa
0,1sekundei.
0463 459 001
- 14 -
© ESAB AB 2017
4 IESTATĪJUMI
4 IESTATĪJUMI
4.1 MIG/MAG
Funkcijas Iestatījumu diapazons Noklusējuma vērtība
Spriegums 8–60V 12 V
Stieples padeves ātrums 0,8–25m/min
(2,6–82pēdas/min)
5m/min
(16,4pēdas/min)
Sinerģija IZSL. vai IESL. IESL.
Sinerģijas līnijas ar alumīniju 30izvēles iespējas Sinerģijas līnijas ar tēraudu 54izvēles iespējas Sinerģijas līnijas ar alumīniju,
29izvēles iespējas -
NAversija
Sinerģijas līnijas ar tēraudu,
55izvēles iespējas -
NAversija
Strāvas stipruma aprēķinātais
iestatījums/stieples padeves ātrums
Strāvas stipruma aprēķinātais
iestatījuma vai stieples
Stieples padeves
ātrums
padeves ātrums
QSet™ IZSL. vai IESL. IZSL.
Manuālā iestatīšana IZSL. vai IESL. IESL.
Palēnināta startēšana 0 = IZSLĒGTS vai 1 =
IESL.
IESLĒGTS
Krātera piepildīšana IZSL. vai IESL. IESL.
Krātera piepildīšanas laiks 0,0–5,0s 1,0 s
2/4 taktu
2)
Divtaktu vai četrtaktu 2 taktu režīms
Aktīvais panelis IZSL. vai IESL. IESL.
Palaidēja datu maiņa IZSL. vai IESL. IZSL.
1)
Palaidēja datu atmiņas pozīcijas
2 vai 3 atmiņas pozīcijas 3
Tālvadības ierīce IZSL. vai IESL. IZSL.
Gāzes izpūšana
2)
- -
Pakāpeniska stieples izvilkšana - Induktivitāte 0–100% 70%
Metināšanas datu atmiņa 1, 2, 3 -
Gāzes priekšplūsmas laiks
Mērvienība
1)
Stieples atlaidināšanas laiks
1)
SCT
Sākuma parametrsR
1)
1)
1)
0,1–9,9s 0,1 s
0=collas, 1=mm 1
50 – 250 ms 80 ms
0, 1 vai 2 0
8,0 - 60,0 25,0
Gāzes pēcplūsmas laiks 0,1–25,0s 1s
Karstais starts IZSL. vai IESL. IZSL.
Karstā starta laiks
1)
0,0–9,9s 1,5 s
0463 459 001
- 15 -
© ESAB AB 2017
4 IESTATĪJUMI
Funkcijas Iestatījumu diapazons Noklusējuma vērtība
Strāvas stipruma iestatījuma
5–50% 10 %
aprēķinātā pielaide
VRD - -
1)
Šīs ir slēptās funkcijas, skatiet sadaļu „Slēptās MIG/MAG funkcijas”.
2)
Šīs funkcijas nevar mainīt metināšanas laikā.
4.2 MMA
Funkcijas Iestatījumu diapazons Noklusējuma vērtība
Strāvas stiprums
16–maks.A
Aktīvais panelis IZSL. vai IESL. IESL.
Tālvadības ierīce IZSL. vai IESL. IZSL.
Loka stiprums
1)
Punktmetināšana
1)
0–99% 5 %
0=IZSLĒGTS vai
1=IESLĒGTS
Karstais starts IZSL. vai IESL. IZSL.
„Hot start” amplitūda
Karstā starta laiks
1)
1)
Metināšanas regulators
1)
0–99% 20%
0,0–9,9s 1,0 s
1=ArcPlus™ II vai
0=ArcPlus™
Minimālās strāvas tālvadība
1)
0–99% 0%
2)
100 A
IZSL.
1
1)
Šīs ir slēptās funkcijas; aprakstu skatiet sadaļā „Slēptās MMA funkcijas”.
2)
Iestatījumu diapazons ir atkarīgs no barošanas avota.
0463 459 001
- 16 -
© ESAB AB 2017
5 KĻŪDU KODI
5 KĻŪDU KODI
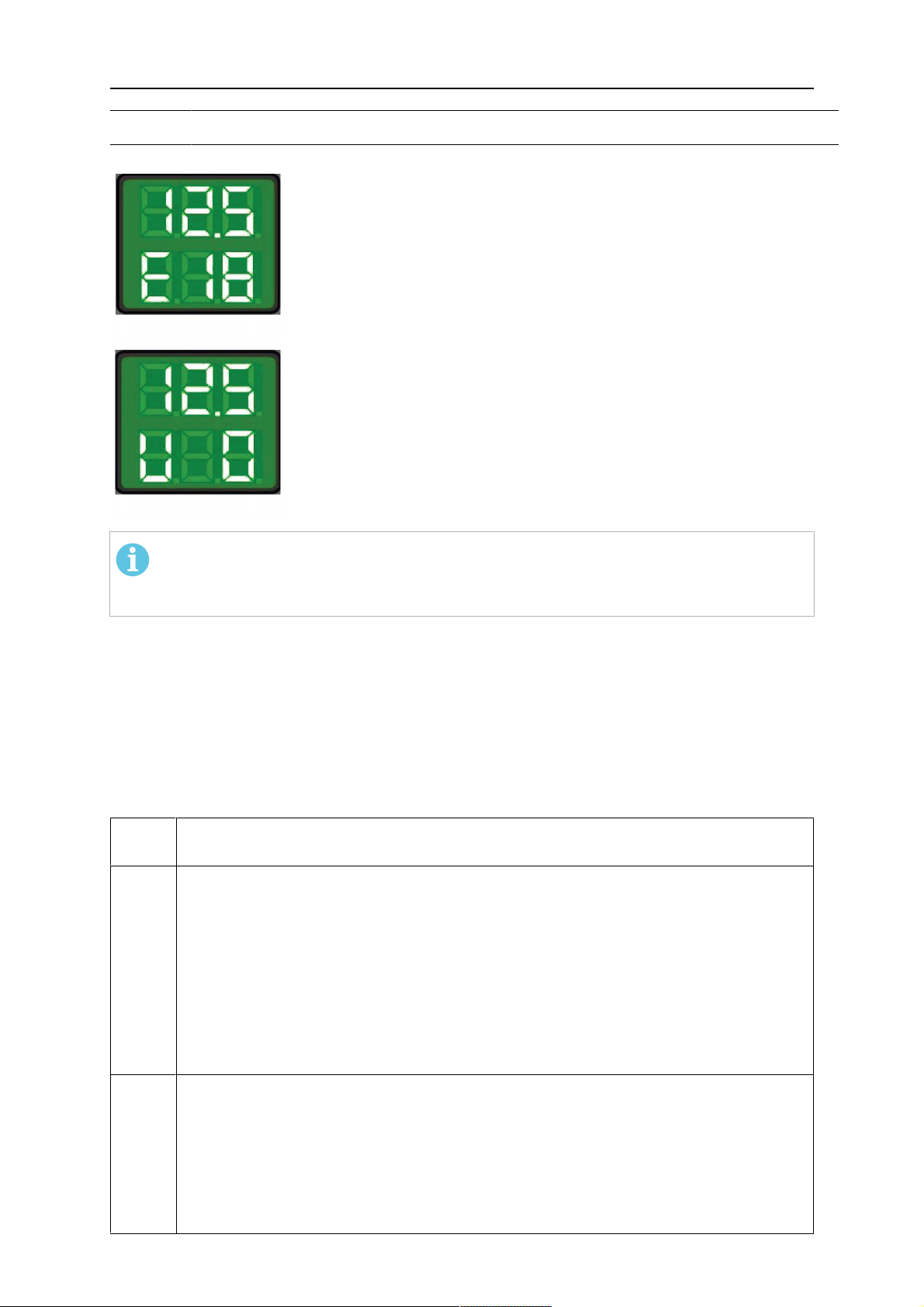
Kļūdu kodus izmanto, lai norādītu uz kļūdu aprīkojumā. Tie parādās
ekrāna apakšējā daļā kā burts E, kam seko kļūdas koda skaitlis.
Tiek parādīts ierīces numurs, lai noteiktu, kura ierīce radījusi kļūdu.
Kļūdas koda numuri un ierīces numurs tiek rādīti pārmaiņus.
Abās grafikās kreisajā pusē attēlotajā piemērā ir parādīts, ka
vadības panelis(U0) ir zaudējis kontaktu ar barošanas avotu(E18).
Ja tiek noteiktas vairākas kļūdas, tiek parādīts tikai pēdējās kļūdas
kods. Lai ekrānā nodzēstu kļūdas rādījumu, nospiediet jebkuras
funkcijas pogu vai pagrieziet jebkuru grozāmslēdzi.
PIEZĪME.
Ja ir aktivizēta tālvadība, deaktivizējiet to, izmantojot izvēles simbolu zem
tālvadības simbola un noņemot kļūdas rādījumu.
5.1 Kļūdu kodu saraksts
U 0 =metināšanas datu ierīce U 2 =strāvas avots U 5 =daudzspriegumu ierīce
U 1 =dzesēšanas ierīce U 4 =tālvadības ierīce
5.2 Kļūdu kodu apraksti
Tālāk ir sniegti to kļūdu kodi, kurus lietotājs var novērst pats. Ja parādās cits kods,
sazinieties ar apkopes tehniķi.
Kļūdas
kods
E 6 Augsta temperatūra
Apraksts
Noticis termiskās pārslodzes ķēdes pārrāvums.
Pašreizējais metināšanas process ir apturēts, un to nevar atsākt, kamēr nav
samazinājusies temperatūra.
Darbība: pārbaudiet, vai dzesēšanas gaisa ieplūde un izplūde nav bloķēta vai
aizsērējusi.
Pārbaudiet izmantoto noslodzes ciklu, lai pārliecinātos, vai aprīkojums nav
pārslogots.
E 12 Sakaru kļūda (brīdinājums)
Sistēmas CAN kopnei īslaicīgi ir pārāk liela slodze.
Barošanas avotam/stieples padeves ierīcei nav kontakta ar kontroles paneli.
Darbība: pārbaudiet aprīkojumu un pārliecinieties, ka ir uzstādīta tikai viena
stieples padeves ierīce vai tālvadības ierīce. Ja kļūda netiek novērsta, vērsieties
pie apkopes mehāniķa.
0463 459 001
- 17 -
© ESAB AB 2017
5 KĻŪDU KODI
Kļūdas
Apraksts
kods
E 16 Augsts atvērtās ķēdes spriegums
Atvērtās ķēdes spriegums ir bijis pārāk augsts.
Darbība: izslēdziet tīkla strāvas padevi, lai atiestatītu ierīci. ja kļūda netiek
novērsta, vērsieties pie apkopes mehāniķa.
E 17 Nav kontakta
Vadības panelim nav kontakta ar stieples padeves ierīci.
Pašreizējais metināšanas process ir pārtraukts.
Darbība: pārbaudiet kabeļus. Ja kļūda netiek novērsta, vērsieties pie apkopes
mehāniķa.
E 18 Nav kontakta
Kontroles panelim nav kontakta ar barošanas avotu.
Pašreizējais metināšanas process ir pārtraukts.
Darbība: pārbaudiet kabeļus. Ja kļūda netiek novērsta, vērsieties pie apkopes
mehāniķa.
E 21 Nepareiza programmatūra panelī
Instalētā programmatūra neatbilst vadības panelim.
Darbība: vērsieties pie apkalpojošā mehāniķa.
E 27 Beigusies stieple
Stieples padeves ierīce nepadod stiepli. Pašreizējais metināšanas process tiks
apturēts, un tiks aizkavēta metināšanas uzsākšana.
Darbība: nomainiet stiepli.
E 29 Neplūst dzesēšanas ūdens
Nostrādājis plūsmas uzraudzības slēdzis.
Pašreizējais metināšanas process tiek apturēts, un startēšana nav iespējama.
Darbība: pārbaudiet dzesēšanas ūdens kontūru un sūkni.
E 32 Neplūst gāze
Gāzes plūsma ir mazāka par 6l/min. Startēšana nav iespējama.
Darbība: pārbaudiet gāzes vārstu, šļūtenes un savienotājus.
E 40 Nesaderīgas ierīces
Pievienota nepareiza stieples padeves ierīce. Startēšana ir aizkavēta.
Darbība: pievienojiet pareizo stieples padeves ierīci.
E 41 Pazudis kontakts ar dzesēšanas ierīci
Kontroles panelim nav kontakta ar dzesēšanas ierīci. Izslēdziet barošanas avotu!
Darbība: pārbaudiet vadus. Ja kļūda netiek novērsta, vērsieties pie apkopes
mehāniķa.
0463 459 001
- 18 -
© ESAB AB 2017

5 KĻŪDU KODI
Kļūdas
Apraksts
kods
E 44 Kontroles panelis nav konfigurēts atbilstoši pievienotajam barošanas avotam
pašlaik pievienotā barošanas avota tips atšķiras no tā barošanas avota tipa, kas
pēdējoreiz tika pievienots panelim.
Darbība: pievienojiet kontroles paneli tāda paša tipa barošanas avotam, kāds tika
izmantots pēdējās pievienošanas reizē, vai konfigurējiet kontroles paneli, lai to
varētu izmantot ar attiecīgā tipa barošanas avotu.
E 45 Trūkst atbilstošās DIP/izsmidzināšanas līnijas
MA25Pulse panelī tika konstatēts, ka nav pieejama DIP/izsmidzināšanas līnija, kas
atbilst izvēlētajai impulsu metināšanas sinerģijas līnijai. Attiecas tikai uz
gadījumiem, kad tiek izmantota sinerģijas grupa99 ar lietotāja definētām sinerģijas
līnijām.
Darbība: Izmantojiet ESAT, lai lejupielādētu trūkstošo sinerģijas līniju, un veiciet
restartēšanu.
0463 459 001
- 19 -
© ESAB AB 2017

6 REZERVES DAĻU PASŪTĪŠANA
6 REZERVES DAĻU PASŪTĪŠANA
Rezerves daļas un dilstošās daļas var pasūtīt no tuvākā ESAB preču izplatītāja; skatiet šī
dokumenta aizmugures vāku. Pasūtot rezerves daļu, norādiet produkta tipu, sērijas numuru,
paredzēto lietojumu un rezerves daļas numuru saskaņā ar rezerves daļu sarakstu. Tas
atvieglos piegādi un nodrošinās pareizu piegādi.
0463 459 001
- 20 -
© ESAB AB 2017
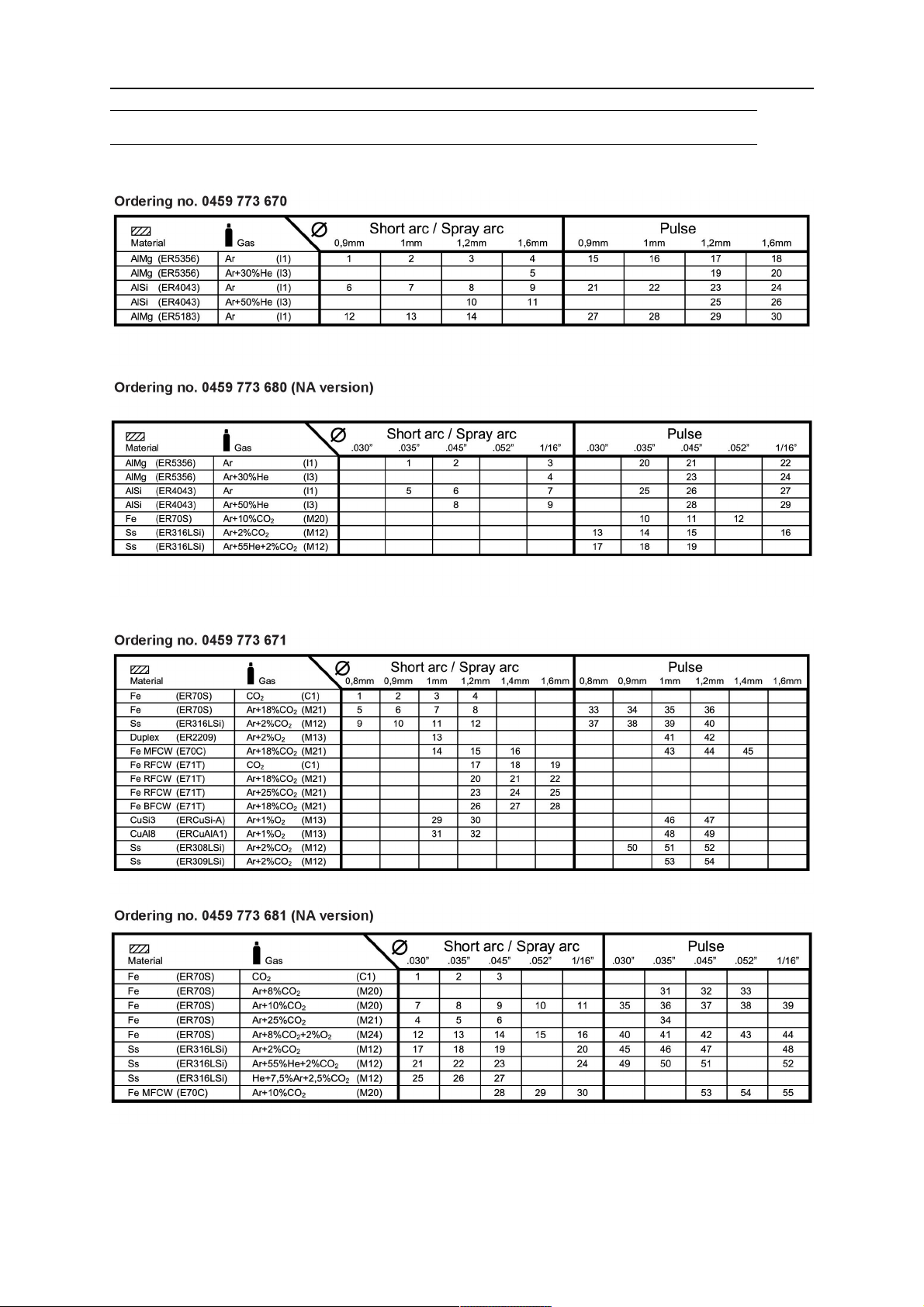
STIEPLES UN GĀZES PARAMETRI
STIEPLES UN GĀZES PARAMETRI
Sinerģijas līnijas metināšanai ar alumīniju
Sinerģijas līnijas metināšanai ar tēraudu
0463 459 001
- 21 -
© ESAB AB 2017
PASŪTĪŠANAS NUMURI
PASŪTĪŠANAS NUMURI
Tehnisko papildinformāciju un simbolu atsauces skatiet nodaļā “PANEĻA PĀRSKATS”.
Ordering no. Denomination Note
0459 773 670 MA25 Pulse Aluminium
0459 773 671 MA25 Pulse Steel
0459 773 680 MA25 Pulse Aluminum With NA synergy lines
0459 773 681 MA25 Pulse Steel With NA synergy lines
0459 839 003 Spare parts list
Tehniskā dokumentācija ir pieejama šādā vietnē: www.esab.com
0463 459 001
- 22 -
© ESAB AB 2017

PASŪTĪŠANAS NUMURI
0463 459 001
- 23 -
© ESAB AB 2017
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 15 25 79 30
Fax: +32 15 25 79 44
BULGARIA
ESAB Kft Representative Office
Sofia
Tel: +359 2 974 42 88
Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB Welding & Cutting GmbH
Langenfeld
Tel: +49 2173 3945-0
Fax: +49 2173 3945-218
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
San Fernando de Henares
(MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB Europe GmbH
Baar
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 0220
Fax: +1 905 670 4879
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 4411
Fax: +1 843 664 5748
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
 Loading...
Loading...