


MA25 Pulse, Pulse
Istruzioni per l'uso
0463 459 101 IT 20200417
Valid for: from program version 1.90H

SOMMARIO
1
INTRODUZIONE
2
PANORAMICA DEL PANNELLO
2.1 Come navigare
2.2 Significato dei simboli
3
FUNZIONI
3.1 Generalità
3.2 Memoria dati di saldatura
3.3 Saldatura MIG/MAG
3.3.1 Funzioni MIG/MAG nascoste ............................................................... 11
3.4 Saldatura MMA
3.4.1 Funzioni MMA nascoste ....................................................................... 14
4
IMPOSTAZIONI
4.1 MIG/MAG
4.2 ELETTRODO
5
CODICI DI GUASTO
5.1 Elenco dei codici di guasto
5.2 Descrizione dei codici di guasto
.....................................................................................................
..........................................................................................
................................................................
........................................................................................
...........................................................................
................................................................................................
......................................................................
................................................................................
........................................................................................
............................................................................................
.................................................................................................
...........................................................................................
....................................................................................
...................................................................
...........................................................
3
4
4
5
6
6
6
6
13
16
16
17
18
18
18
6
ORDINAZIONE RICAMBI
DIMENSIONI DI FILO E GAS
Feed 3004/4804 MA25 Pulse alluminio - curve di sinergia
Feed 3004/4804 MA25 Pulse alluminio, versione per il Nord America - curve di
sinergia
Feed 3004/4804 MA25 Pulse acciaio - curve di sinergia
Feed 3004/4804 MA25 Pulse acciaio, versione per il Nord America - curve di
sinergia
Robust Feed Pulse - curve di sinergia
Robust Feed Pulse - versione per il Nord America - curve di sinergia
NUMERI D'ORDINE
.......................................................................................................................
.......................................................................................................................
.............................................................................................
............................................................................
..............................................................................
....................................
........................................
....................................................................
................
21
22
22
22
22
23
24
24
26
Diritti riservati di modifica delle specifiche senza preavviso.
0463 459 101 © ESAB AB 2020

1 INTRODUZIONE
1 INTRODUZIONE
Questo manuale descrive come utilizzare i pannelli di controllo "MA25Pulse" e "Pulse".
Per informazioni generali sul funzionamento, consultare il manuale di istruzioni
rispettivamente del generatore o del gruppo trainafilo.
Quando alimentata elettricamente, l'unità esegue un'autodiagnosi
dei LED e del display. Vengono presentate le versioni del
programma o del pannello, "Acciaio", "Alluminio", "AcciaioNA". (In
questo esempio, la versione del programma è 0.17A e la versione
del pannello è "Acciaio".)
(I testi lunghi vengono adattati automaticamente in modo che sia
possibile scorrerli nel display.)
I manuali di istruzioni in altre lingue possono essere scaricati dal sito Internet:
manuals.esab.com
0463 459 101
- 3 -
© ESAB AB 2020

2 PANORAMICA DEL PANNELLO
2 PANORAMICA DEL PANNELLO
Le norme generali di sicurezza per la movimentazione dell'apparecchio sono riportate
nel capitolo "SICUREZZA" del manuale d'istruzioni del generatore o del gruppo
trainafilo. Le informazioni generali sul funzionamento sono riportate nel capitolo
"FUNZIONAMENTO" del manuale d'istruzioni del generatore o del gruppo trainafilo.
Leggere attentamente entrambi i capitoli prima di iniziare a utilizzare l'apparecchio!
2.1 Come navigare
Nota! L'immagine sopra raffigura il pannello di controllo "MA25 Pulse", tuttavia, le funzioni di tutti i
pulsanti e tutte le manopole sono le stesse sia per "MA25Pulse" che per "Pulse".
1. Pulsanti per la memoria dei dati di
9. Commutazione tra 2 tempi e 4 tempi
saldatura
2. Commutazione tra Tempo riempimento
crateri, Induttanza, Tempo di
postflussaggio del gas e Selezione
sinergia
10. Commutazione tra Regolazione dal
pannello, Cambio programma con
interruttore grilletto torcia di saldatura e
Unità telecomando
3. Selezione di Avanzamento filo 11. Selezione di Hot start
4. Selezione di Spurgo dei gas 12. Regolazione della tensione/QSet™
5. Display 13. Indicazione delle variabili e delle unità
visualizzate sul display
0463 459 101
- 4 -
© ESAB AB 2020

2 PANORAMICA DEL PANNELLO
6. Commutazione tra metodo di saldatura
MIG/MAG e MMA
7. Commutazione tra Sinergia, QSet™ e
regolazione manuale
8. Commutazione tra Avvio micrometrico
e Riempimento crateri
2.2 Significato dei simboli
Metodo di saldatura MIG/MAG Metodo di saldatura MMA
Regolazione Sinergia Regolazione QSet™
Regolazione manuale Avvio micrometrico
14. Commutazione tra impostazione della
corrente stimata e velocità di
avanzamento filo (la stima della
corrente può essere selezionata solo in
modalità Sinergia.)
15. Impostazione del parametro
selezionato con il pulsante 2
16. Indicazione del dispositivo di riduzione
della tensione (Voltage Reducing
Device, VRD)
Riempimento dei crateri 2 tempi
4 tempi Regolazione dal pannello
Cambio di programma con
grilletto della torcia di saldatura
Selezione di Hot Start V / QS
Telecomando
Regolazione della tensione /
QSet™
Velocità del gruppo trainafilo o
Spurgo dei gas
Avanzamento filo (il significato dei
simboli cambia in base al
contesto)
Impostazione della corrente
stimata
Tempo di riempimento crateri
Induttanza Tempo di postflussaggio del gas
Selezione sinergia V Tensione
A Corrente % Percentuale
IT Secondi VRD (Voltage Reduction Device)
0463 459 101
- 5 -
© ESAB AB 2020

3 FUNZIONI
3 FUNZIONI
3.1 Generalità
• Saldatura di elettrodi MIG/MAG e MMA
• Versioni disponibili:
○ Saldatura di componenti in acciaio a impulsi MA25 con 54 curve di sinergia
○ Saldatura di componenti in alluminio a impulsi MA25 con 30 curve di sinergia
○ Saldatura di componenti in acciaio a impulsi MA25 con 55 curve di sinergia
(versione NA)
○ Saldatura di componenti in alluminio a impulsi MA25 con 29 curve di sinergia
(versione NA)
○ Saldatura di componenti in acciaio e alluminio a impulsi (66 curve di sinergia per
acciaio e 27 per alluminio)
○ Saldatura di componenti in acciaio e alluminio a impulsi (versione NA, 61 curve di
sinergia per acciaio e 17 per alluminio)
• Possibilità di passare dalla velocità di avanzamento del filo all'impostazione della
corrente stimata durante la saldatura sinergica
• Automazione del parametro QSet™
• Attivazione dell'interruttore della torcia a 2/4 tempi
• Test del gas e avanzamento filo
• Impostazioni di pre- e post-flussaggio del gas
• Avvio micrometrico e riempimento dei crateri
• Impostazione di induttanza continua
• 3 slot di memoria, richiamate dal pulsante di attivazione della torcia o dal pannello di
controllo
• MMA: Regolazione ArcPlus™ II, è possibile impostare Hot Start e Forza arco
3.2 Memoria dati di saldatura
Nella memoria del pannello di controllo possono essere memorizzati tre diversi
programmi di dati di saldatura.
Tenere premuto il pulsante di selezione 1, 2 o 3 per 5 secondi per salvare i dati di
saldatura in memoria. I dati di saldatura vengono memorizzati quando la spia verde
inizia a lampeggiare.
Per passare da una memoria di dati di saldatura all’altra, premere il pulsante 1, 2 o
3.
La memoria dei dati di saldatura dispone di una batteria tampone che consente di
memorizzare le regolazioni anche quando l'apparecchiatura viene spenta.
3.3 Saldatura MIG/MAG
Saldatura MIG/MAG
La saldatura MIG/MAG avviene fondendo un filo di apporto alimentato in modo
continuo, mentre il bagno di fusione viene protetto dal gas di protezione.
Velocità di avanzamento del filo
0463 459 101
Regola la velocità di avanzamento necessaria per il filo di apporto espressa in
percentuale o in cm/min.
- 6 -
© ESAB AB 2020

3 FUNZIONI
Sinergia
Per garantire la stabilità e l'efficacia dell'arco, per ciascuna combinazione di tipo
di filo, diametro del filo e miscela di gas è richiesta una relazione univoca tra
velocità di avanzamento del filo e tensione (lunghezza dell'arco). La tensione
(lunghezza dell'arco) si "adatta" automaticamente in base alla curva di sinergia
preprogrammata selezionata, semplificando notevolmente l'identificazione dei
parametri di saldatura corretti. La relazione fra la velocità di avanzamento del filo
e gli altri parametri è detta linea sinergica.
In modalità Sinergia è possibile visualizzare la velocità di avanzamento del filo
impostata o la corrente stimata, per maggiori dettagli vedere "Visualizzazione
della corrente stimata".
Per informazioni dettagliate sulle curve di sinergia incluse nei pannelli di
controllo "MA25Pulse" e "Pulse", vedere il capitolo "DIMENSIONI DI FILO E
GAS".
È inoltre possibile ordinare altre linee sinergiche che devono però essere
installate dai tecnici di assistenza autorizzati dalla ESAB.
Quando si attiva la sinergia, ricordarsi di selezionare anche la curva di sinergia
corretta mediante la manopola di regolazione.
I numeri delle curve di sinergia corrette si trovano sull'adesivo all'interno del
trainafilo.
0463 459 101
- 7 -
© ESAB AB 2020

3 FUNZIONI
Visualizzazione della corrente stimata
Durante la saldatura con il pannello di controllo in modalità sinergica, è possibile
utilizzare come impostazione la velocità di avanzamento del filo o la corrente
stimata. L'opzione di visualizzazione della corrente funge da riferimento per
l'operatore qualora non si conosca la velocità di avanzamento del filo da
impostare.
Utilizzare l'apposita manopola per regolare la stima della corrente. Quando si
modifica la stima della corrente, la velocità di avanzamento del filo cambia di
conseguenza. È possibile passare dalla visualizzazione della velocità di
avanzamento del filo alla stima della corrente premendo il pulsante ~A/WFS.
Durante la saldatura, la velocità di avanzamento del filo sarà costante,
garantendo così un risultato certo e un giunto dalla saldatura uniforme.
Utilizzando come impostazione la velocità di avanzamento del filo o la corrente
stimata si otterranno gli stessi risultati di saldatura.
Una velocità di avanzamento del filo costante comporta anche una leggera
differenza tra la stima della corrente e la corrente effettiva misurata, in base al
tipo di giunto e alla sporgenza utilizzata dall'operatore (distanza tra la punta di
contatto e il pezzo). Non sussistono differenze tra la semplice impostazione
della velocità di avanzamento del filo e la regolazione della stima della corrente.
Se la differenza è significativa, regolare la sporgenza per ottenere risultati di
saldatura ottimali; vedere le sezioni che seguono.
Durante la saldatura, la corrente misurata effettiva viene visualizzata sul
display. Se durante la saldatura si preme il pulsante (elemento 14
nell'illustrazione nel capitolo "PANORAMICA DEL PANNELLO"), sul display
viene visualizzata la stima della corrente per due secondi, quindi viene
nuovamente visualizzata la corrente misurata. La corrente misurata rimane
visualizzata fino a quando non si modifica l'impostazione.
Se per qualche motivo la corrente misurata differisce dalla stima della
corrente di ±10%, il LED Corrente e la corrente misurata visualizzata sul display
cominciano a lampeggiare. Una sporgenza dell'elettrodo di saldatura
estremamente lunga o estremamente corta potrebbe comportare una differenza
significativa tra la stima della corrente e la corrente misurata. Ciò significa che i
risultati della saldatura potrebbero essere migliori regolando una sporgenza più
adatta. Se la corrente misurata è significativamente inferiore al valore stimato,
potrebbe essere necessario utilizzare una sporgenza più corta. Se la corrente
misurata è significativamente superiore al valore stimato, potrebbe essere
necessario utilizzare una sporgenza più lunga. Si tenga presente che la corrente
misurata effettiva è influenzata anche dai diversi tipi di giunto. È possibile
regolare la differenza "consentita” tra la corrente misurata e la stima della
corrente. Il valore predefinito è ±10 %. Vedere la sezione "Funzioni MIG/MAG
nascoste".
0463 459 101
- 8 -
© ESAB AB 2020

3 FUNZIONI
QSet™
QSet™ viene utilizzato per facilitare la regolazione dei parametri di saldatura.
Come utilizzare QSet™:
1. Velocità di avanzamento filo impostata. QSet™ regolerà
dinamicamente la tensione per ottenere risultati ottimali di saldatura.
2. Durante la modifica del materiale o dello spessore: prima di eseguire la
saldatura del pezzo da lavorare attuale, eseguire la prima saldatura (6
secondi) con QSet™ su un pezzo di prova per ottenere tutti i dati
corretti.
Fine regolazione di QSet™:
• Ruotando la manopola in senso orario, si aumenta (+) la lunghezza
dell’arco.
• Ruotando la manopola in senso antiorario, si riduce (-) la lunghezza
dell’arco.
ARCO CORTO
La prima volta che si avvia la saldatura con un tipo di filo / gas, QSet™ definisce
automaticamente tutti i parametri di saldatura necessari. Dopodiché, QSet™
memorizza tutti i dati per produrre una buona saldatura. La tensione verrà
automaticamente adeguata ai cambiamenti della velocità di avanzamento del
filo.
ARCO A SPRUZZO
Quando ci si avvicina all'area di arco a spruzzo, il valore per QSet™ deve
essere aumentato. Disattivare la funzione Qset™ quando si salda con arco a
spruzzo puro. Tutte le regolazioni sono determinate da Qset™, ad eccezione
della tensione che deve essere regolata.
Manuale
Funzionamento manuale. L’operatore deve definire i valori appropriati di
avanzamento filo e tensione.
Avvio micrometrico
L’avvio micrometrico fa avanzare il filo a 1,5 m/min (4,9poll./min) fino a quando
esso non entra in contatto elettrico con il pezzo da saldare.
Riempimento dei crateri
Il riempimento dei crateri evita la porosità, la criccatura e la formazione dei
crateri al termine della saldatura.
Tempo di riempimento crateri
In fase di attivazione del riempimento crateri, selezionare anche il tempo di
riempimento crateri utilizzando la manopola di regolazione.
0463 459 101
Questa funzione non può essere utilizzata con QSet™.
2 tempi
Con 2 tempi, il preflussaggio del gas inizia quando si preme il grilletto della
torcia di saldatura. dando inizio al processo di saldatura. Rilasciando il grilletto si
interrompe definitivamente la saldatura e si attiva il postflussaggio del gas.
- 9 -
© ESAB AB 2020
3 FUNZIONI
4 tempi
Con 4 tempi, il preflussaggio del gas inizia quando si preme il grilletto della
torcia di saldatura e l’avanzamento del filo inizia quando lo si rilascia. Il processo
di saldatura continua finché il grilletto viene premuto nuovamente,
l'avanzamento del filo si arresta e quando il grilletto viene rilasciato ha inizio il
postflussaggio del gas.
Pannello attivo
Le regolazioni sono eseguite dal pannello di controllo.
Cambiamento dei dati di saldatura
Questa funzione consente di scorrere tra diverse memorie dei dati di saldatura
premendo il grilletto della torcia di saldatura.
Per cambiare senza la saldatura in corso premere rapidamente. Se si preme il
grilletto troppo a lungo, il programma interpreta il comando come un avvio della
saldatura.
Cambiamento dei dati di saldatura durante la saldatura a 2 tempi
Durante la saldatura in corso, il grilletto della torcia di saldatura è premuto; per
modificare la memoria dei dati di saldatura, rilasciare il grilletto e premerlo
rapidamente.
Cambiamento dei dati di saldatura durante la saldatura a 4 tempi
Durante la saldatura in corso a 4 tempi, il grilletto della torcia di saldatura è
rilasciato; per modificare la memoria dei dati di saldatura, premere il grilletto e
rilasciarlo rapidamente.
In fase di attivazione dei dati di saldatura 1 - 3, selezionare la memoria dei dati
di saldatura 1, 2 o 3.
Telecomando
Le regolazioni sono eseguite dal telecomando.
Il telecomando deve essere collegato alla relativa presa sull'attrezzatura prima
dell’attivazione. Quanto è attivato il telecomando, il pannello non è attivo.
Con la funzione telecomando attivata, è possibile passare da una memoria di
dati di saldatura all'altra utilizzando una torcia di saldatura con il selettore di
programma (RS3).
Dispositivo di riduzione della tensione (Voltage Reducing Device, VRD)
La funzione VRD assicura che la tensione a circuito aperto non superi 35 V
quando non si effettua alcuna saldatura. La sua attivazione è indicata
dall'accensione del LED VRD.
0463 459 101
Quando il sistema rileva l'inizio della saldatura, la funzione VRD si blocca.
Se, con la funzione VRD attiva, la tensione a circuito aperto supera il limite di 35
V, sul display appare un messaggio di errore (16) e la saldatura non può avere
inizio fintanto che tale messaggio resta visualizzato.
- 10 -
© ESAB AB 2020

3 FUNZIONI
Spurgo dei gas
Utilizzare la funzione di spurgo dei gas serve per misurare il flusso del gas o per
spurgare i tubi flessibili del gas dall'aria o dall'umidità prima di dare inizio alla
saldatura. Lo spurgo prosegue fintantoché si tiene premuto il pulsante,
bloccando il flusso della corrente o l'avvio del trainafilo.
Avanzamento filo
L'avanzamento del filo serve quando si desidera fare avanzare il filo senza
attivare la tensione di saldatura. Il filo avanza fintantoché si tiene premuto il
pulsante.
Induttanza
Un'induttanza superiore causa un bagno di fusione più ampio e un minor
numero di gocce di saldatura. Un'induttanza inferiore produce una rumorosità
superiore, ma un arco stabile e concentrato.
Postflussaggio del gas
La regolazione del postflussaggio del gas controlla la durata del flusso del gas
protettivo dopo l'estinzione dell'arco.
Hot start
La funzione Hot start aumenta la corrente di saldatura per un intervallo di tempo
regolabile all'inizio del processo di saldatura, riducendo in tal modo il rischio di
una fusione insufficiente all'inizio della giunzione.
3.3.1 Funzioni MIG/MAG nascoste
Nel pannello di controllo sono presenti delle funzioni nascoste.
Per accedere a queste funzioni nascoste, tenere premuto il pulsante di
selezione per 5 secondi. Sul display appariranno una lettera e un valore. La
manopola per la regolazione dell'avanzamento del filo viene utilizzata per
modificare il valore della funzione selezionata.
Lettera
funzione
A Tempo di preflussaggio del gas
C Unità di misura
I Tempo di bruciatura (disponibile solo quando la funzione SCT non è
t Posizione di memoria per i valori di attivazione
h Tempo di Hot start
Funzione
attiva)
o Attivazione/disattivazione della funzione SCT
IT Parametro di avviamento R (visibile solo in Arco corto e quando la
funzione Sinergia non è selezionata)
d Tolleranza dell'impostazione della corrente stimata
P Velocità di avanzamento finale del filo di riempimento dei crateri
b Tensione finale di riempimento dei crateri
O Tempo di saldatura necessario per il riempimento dei crateri
H Delta velocità di avanzamento del filo Hot Start
0463 459 101
- 11 -
© ESAB AB 2020

3 FUNZIONI
Per uscire dalla funzione, tenere premuto il pulsante di selezione per 5 secondi.
A Preflussaggio del gas
La regolazione del preflussaggio del gas controlla la durata del flusso del gas di
protezione prima dell'innesco dell'arco.
C Unità di misura
0 = poll/min, 1 = mm/min, valore predefinito = 1
I Tempo di bruciatura finale del filo
Per impostazione predefinita il tempo di bruciatura è disattivato a causa della
funzione SCT (Short Circuit Termination, terminazione in cortocircuito).
L'impostazione del tempo di bruciatura è disponibile solo quando la funzione
SCT non è attiva. Questo è il caso se l'impostazione SCT=1, o se
l'impostazione SCT=0 e se per la curva di sinergia scelta SCT è impostato su
OFF.
Il tempo di bruciatura finale del filo rappresenta il ritardo fra il momento in cui il
filo di apporto inizia a rallentare e quello in cui il generatore disattiva la tensione
di saldatura. Un tempo di bruciatura finale del filo troppo breve causa un
inceppamento del filo di apporto, che rischia di bloccarsi nel bagno di fusione in
solidificazione. Un tempo di bruciatura finale troppo lungo riduce il tratto di filo
sporgente, e aumenta il rischio che l’arco colpisca la punta di contatto.
t Posizione di memoria per i valori di attivazione
Questa funzione consente di scegliere se utilizzare i valori di attivazione presi da
2 o 3 programmi.
h Tempo di Hot start
È possibile regolare il tempo di Hot start da 0,0 a 9,9 secondi a intervalli di 0,1
secondi.
o SCT (Short Circuit Termination, terminazione in cortocircuito)
La funzione SCT provoca piccoli e ripetuti cortocircuiti al termine della saldatura,
che terminano al completo arresto dell'alimentazione del filo e all'interruzione del
contatto con il pezzo da saldare.
Sono disponibili le seguenti impostazioni:
0 = Il valore (ON/OFF) è stabilito dalla curva di sinergia (opzione predefinita)
1 = SCT OFF
2 = SCT ON
IT Parametro di avviamento R
Il parametro di avviamento R consente la regolazione accurata dell'arco elettrico
durante il movimento di avvio della saldatura. È possibile regolare il parametro
da 8,0 a 60,0 a intervalli di 0,25. Questa funzione è visibile e regolabile quando
la sinergia non è attiva (quindi il metodo scelto è Arco corto).
0463 459 101
- 12 -
© ESAB AB 2020

3 FUNZIONI
d Tolleranza dell'impostazione della corrente stimata
Questo parametro corrisponde alla massima differenza relativa consentita tra il
valore della stima della corrente e la corrente misurata. È possibile regolare la
differenza consentita da 5 a 50%, con intervalli di 5%. Se la differenza
consentita viene superata durante la saldatura, il LED Corrente e la corrente
misurata lampeggiano sul display.
P Velocità di avanzamento finale del filo di riempimento dei crateri
Questa funzione consente all'utente di controllare la velocità di avanzamento del
filo per il riempimento dei crateri.
La velocità di avanzamento finale del filo di riempimento dei crateri può essere
impostata da 0,0 a 9,9m/min (390poll./min), in incrementi di 0,1m/min
(3,9poll./min). Il valore predefinito è 3,0 m/min (120poll./min).
b Tensione finale di riempimento dei crateri
Questa funzione consente all'utente di controllare la tensione per il riempimento
dei crateri.
La tensione finale per il riempimento dei crateri può essere impostata dalla
tensione predefinita di 8,0V a quella impostata effettiva (non disponibile con
sinergia).
O Tempo di saldatura necessario per il riempimento dei crateri
Questa funzione consente all'utente di impostare il tempo di saldatura minimo
necessario per attivare il riempimento dei crateri.
È possibile regolare il tempo di saldatura minimo da 1,0 a 3,0secondi a intervalli
di 0,1secondi. Il valore predefinito è 3,0secondi. Questo tempo di saldatura
minimo può essere impostato separatamente per Short/Spray e Pulse.
H Delta velocità di avanzamento del filo Hot Start
Il delta velocità di avanzamento del filo Hot Start può essere impostato da 0,0 a
9,9m/min (390poll./min), in incrementi di 0,1m/min (3,9poll./min). Il valore
predefinito è 2,0m/min (79poll./min). Il valore delta velocità di avanzamento del
filo Hot Start può essere impostato separatamente per Short/Spray e Pulse.
Questo "Delta velocità di avanzamento del filo Hot Start" verrà aggiunto alla
velocità di alimentazione del filo impostata effettiva per calcolare la tensione di
Hot Start. Questa funzione è disponibile solo con sinergia.
3.4 Saldatura MMA
Saldatura MMA
La saldatura MMA viene anche detta saldatura con elettrodi rivestiti. Innescando
l'arco si provoca la fusione dell'elettrodo, il cui rivestimento forma una scoria
protettiva.
0463 459 101
Pannello attivo
Le regolazioni sono eseguite dal pannello di controllo.
- 13 -
© ESAB AB 2020
3 FUNZIONI
Telecomando
Le regolazioni sono eseguite dal telecomando.
Il telecomando deve essere collegato alla relativa presa sull'attrezzatura prima
dell’attivazione. Quanto è attivato il telecomando, il pannello non è attivo.
Con la funzione telecomando attivata, è possibile passare da una memoria di
dati di saldatura all’altra utilizzando una torcia di saldatura con il selettore di
programma (RS3).
Hot start
La funzione Hot start aumenta la corrente di saldatura per un intervallo di tempo
regolabile all'inizio del processo di saldatura, riducendo in tal modo il rischio di
una fusione insufficiente all'inizio della giunzione.
Dispositivo di riduzione della tensione (Voltage Reducing Device, VRD)
La funzione VRD assicura che la tensione a circuito aperto non superi 35 V
quando non si effettua alcuna saldatura. La sua attivazione è indicata
dall'accensione del LED VRD.
Quando il sistema rileva l'inizio della saldatura, la funzione VRD si blocca.
Se, con la funzione VRD attiva, la tensione a circuito aperto supera il limite di 35
V, sul display appare un messaggio di errore (16) e la saldatura non può avere
inizio fintanto che tale messaggio resta visualizzato.
Per attivare/disattivare il VRD, contattare un rappresentante dell'assistenza
tecnica.
3.4.1 Funzioni MMA nascoste
Nel pannello di controllo sono presenti delle funzioni nascoste.
Per accedere a queste funzioni nascoste, tenere premuto il pulsante di
selezione per 5 secondi. Sul display appariranno una lettera e un valore. La
manopola per la regolazione dell'avanzamento del filo viene utilizzata per
modificare il valore della funzione selezionata.
Lettera
funzione
C Forza dell'arco
d Saldatura a goccia
F Tipo di regolatore di saldatura (regolatore di saldatura ArcPlus™)
H Ampiezza hot start
Funzione
I Corrente min. telecomando
h Tempo di Hot start
Per uscire dalla funzione, tenere premuto il pulsante di selezione per 5 secondi.
C Forza dell'arco
La forza dell'arco è importante per determinare il grado di variazione della
corrente in relazione alla variazione della lunghezza dell'arco. Un valore inferiore
produce un arco più stabile con meno gocce di saldatura.
0463 459 101
- 14 -
© ESAB AB 2020

3 FUNZIONI
d Saldatura a goccia
La saldatura a goccia può essere utilizzata durante la saldatura con elettrodi in
acciaio inossidabile. Questa funzione prevede l'innesco e l'estinzione dell'arco,
in modo alternato, per ottenere un miglior controllo dell'alimentazione del calore.
Per estinguere l'arco è sufficiente sollevare leggermente l'elettrodo.
F Regolatore ArcPlus™
Il regolatore ArcPlus™ è un nuovo tipo di controllo che produce un arco più
intenso, più concentrato e più stabile. L'arco riprende più velocemente dopo un
cortocircuito, riducendo il rischio che l'elettrodo resti bloccato al pezzo in
lavorazione.
• ArcPlus™ (0) è raccomandato per gli elettrodi basici
• ArcPlus™ ll (1) è raccomandato per gli elettrodi rutilici e cellusosici
H Ampiezza hot start
Quando la funzione Hot start viene attivata, è possibile utilizzare il parametro di
ampiezza Hot start per regolare il livello preferito per la corrente di saldatura
durante il tempo di hot start, come percentuale della corrente di saldatura
impostata. Se ad esempio la corrente di saldatura impostata è pari a 100°A e
l'ampiezza Hot start è impostata al 10%, la corrente di saldatura durante il tempo
Hot start sarà pari a 110°A.
I Corrente min. telecomando
Utilizzata per impostare la corrente minima per il telecomando.
Se la corrente max è 100 A e quella min deve essere di 50 A, impostare la
corrente min della funzione nascosta a 50 %.
Se la corrente max è 100 A e quella min deve essere di 90 A, impostare la
corrente min a 90 %.
h Tempo di Hot start
È possibile regolare il tempo di Hot start da 0,0 a 9,9 secondi a intervalli di 0,1
secondi.
0463 459 101
- 15 -
© ESAB AB 2020

4 IMPOSTAZIONI
4 IMPOSTAZIONI
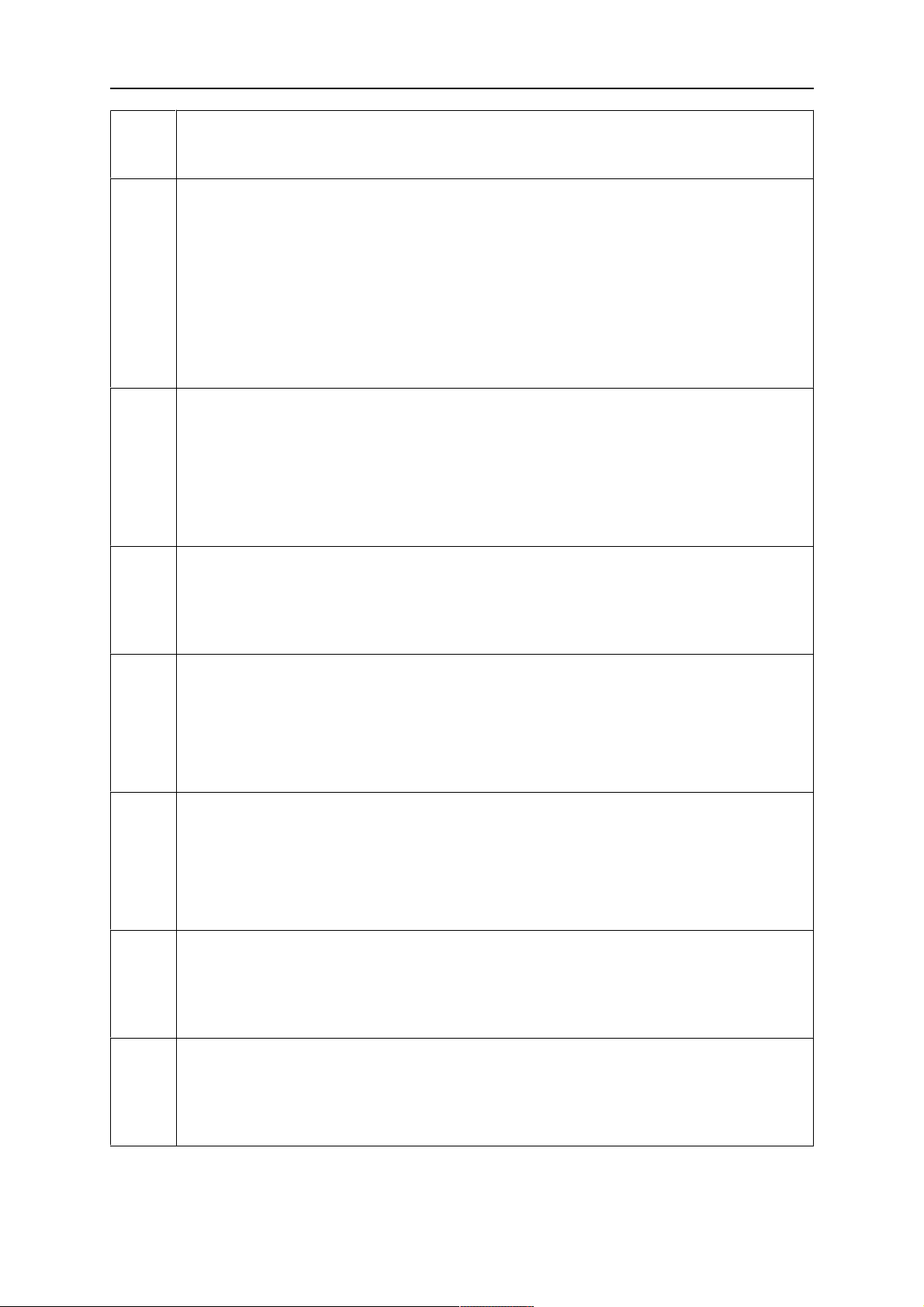
4.1 MIG/MAG
Funzioni Intervallo di regolazione Valore di default
Tensione 8 -60 V 12 V
Velocità di avanzamento del filo 0,8-25 m/min (32-980
poll./min)
5m/min
(200poll./min)
Sinergia OFF oppure ON ON
"MA25 Pulse": Curve di sinergia
30 selezioni -
alluminio
"MA25 Pulse": Curve di sinergia acciaio 54 selezioni "MA25 Pulse": Curve di sinergia
29 selezioni -
alluminio versioneNA
"MA25 Pulse": Curve di sinergia acciaio
55 selezioni -
versioneNA
"Pulse": Curve di sinergia acciaio e
93 selezioni -
alluminio
"Pulse": Curve di sinergia acciaio e
78 selezioni -
alluminio versioneNA
Impostazione della corrente stimata /
velocità di avanzamento del filo
Velocità di avanzamento finale del filo
di riempimento dei crateri
Impostazione della corrente
stimata o velocità di
avanzamento del filo
0,0-9,9m/min (0,0-390
poll./min)
Velocità di
avanzamento del
filo
3,0m/min
(120poll./min)
Tensione finale di riempimento dei
crateri
Tempo di saldatura necessario per il
Da 8,0 V alla tensione
8,0 V
impostata effettiva
1,0-3,0 s 3,0 s
riempimento dei crateri
Delta velocità di avanzamento del filo
Hot Start
0,0-9,9m/min (0,0-390
poll./min)
2,0m/min
(79poll./min)
QSet™ OFF oppure ON SPENTO
Regolazione manuale OFF oppure ON ON
Avvio micrometrico 0 = OFF oppure 1 = ON ON
Riempimento dei crateri OFF oppure ON ON
Tempo di riempimento crateri 0,0-5,0 s 1,0 s
2/4 tempi
2)
2 o 4 tempi 2 tempi
Pannello attivo OFF oppure ON ON
Modifica dei valori di attivazione OFF oppure ON SPENTO
Posizioni di memoria per i valori di
attivazione
1)
2 o 3 posizioni di memoria 3
Telecomando OFF oppure ON SPENTO
Spurgo dei gas
2)
- -
Avanzamento filo - Induttanza 0-100% 70%
0463 459 101
- 16 -
© ESAB AB 2020

4 IMPOSTAZIONI
Funzioni Intervallo di regolazione Valore di default
Memoria dati di saldatura 1, 2, 3 Tempo di preflussaggio del gas
Unità di misura
1)
Tempo di bruciatura finale del filo
1)
SCT
Parametro di avviamento R
1)
1)
1)
0,1 - 9,9 s 0,1 s
0 = pollici, 1 = mm 1
50 - 250 ms 80 ms
0, 1 o 2 0
8,0-60,0 25,0
Tempo di postflussaggio del gas 0,1-25,0 s 1 s
Hot start OFF oppure ON SPENTO
Tempo di Hot start
1)
0,0-9,9 s 1,5 s
Tolleranza dell'impostazione della
5-50 % 10 %
corrente stimata
VRD - -
1)
Queste funzioni sono funzioni nascoste; consultare la sezione "Funzioni MIG/MAG
nascoste".
2)
Queste funzioni non possono essere modificate durante la saldatura.
4.2 ELETTRODO
Funzioni Intervallo di regolazione Valore di default
Corrente
16- max A
Pannello attivo OFF oppure ON ON
Telecomando OFF oppure ON SPENTO
Forza dell'arco
1)
Saldatura a goccia
1)
0 - 99% 5 %
0=OFF oppure 1=ON SPENTO
Hot start OFF oppure ON SPENTO
Ampiezza hot start
Tempo di Hot start
Regolatore
1)
1)
1)
0 - 99% 20%
0,0-9,9 s 1,0 s
1 = ArcPlus™ II o 0 =
ArcPlus™
Corrente min. telecomando
1)
0 - 99% 0%
2)
100 A
1
1)
Queste sono funzioni nascoste, vedere la descrizione riportata nella sezione "Funzioni
MMA nascoste".
2)
L'intervallo di regolazione dipende dal generatore.
0463 459 101
- 17 -
© ESAB AB 2020

5 CODICI DI GUASTO
5 CODICI DI GUASTO
I codici di guasto servono per indicare che si è verificato un guasto
nell'apparecchiatura. Vengono visualizzati nella parte inferiore del
display con una E seguita da un codice di guasto.
Viene inoltre visualizzato un numero di unità per indicare quale unità
ha provocato il guasto.
I codici di guasto e i numeri di unità appaiono in modo alternato.
L'esempio riportato nei due grafici a sinistra, indica che il pannello di
controllo (U0) ha perso il contatto con il generatore (E18).
Se i guasti rilevati sono diversi, viene visualizzato soltanto il codice
dell'ultimo guasto occorso. Premere un tasto funzione qualsiasi o
ruotare una manopola qualsiasi per eliminare l'indicazione di guasto
dal display.
NOTA:
Se il telecomando è attivo, disattivarlo mediante il pulsante di selezione che si trova
sotto il relativo simbolo per rimuovere l'indicazione di guasto.
5.1 Elenco dei codici di guasto
U 0 = unità dati di saldatura U 2 = generatore U 5 = multitensione
U 1 = gruppo di
raffreddamento
U 4 = telecomando
5.2 Descrizione dei codici di guasto
I codici di guasto che gli operatori possono correggere da soli sono riportati di seguito. Se
appare un codice diverso, rivolgersi a un tecnico addetto alla manutenzione.
0463 459 101
- 18 -
© ESAB AB 2020
5 CODICI DI GUASTO
Codice
Descrizione
di
guasto
E 6 Temperatura alta
L'interruttore termico di sovraccarico si è attivato.
Il processo di saldatura in corso si arresta e non può essere riavviato fino a quando
la temperatura non scende.
Intervento: controllare che gli ingressi e le uscite dell'aria di raffreddamento non
siano ostruiti da residui di sporcizia.
Controllare il tempo caldo di saldatura in uso per verificare che l'apparecchio non
sia sovraccarico.
E 12 Errore di comunicazione (avvertenza)
Il carico istantaneo sul bus CAN del sistema è troppo elevato.
Il generatore / gruppo trainafilo ha perso contatto con il pannello di controllo.
Intervento: controllare l'apparecchio per verificare che siano collegati un solo
gruppo trainafilo o un solo telecomando. Se il guasto persiste, rivolgersi a un
tecnico dell'assistenza.
E 16 Tensione a circuito aperto elevata
La tensione a circuito aperto è stata troppo elevata.
Intervento: Disinserire l'alimentazione elettrica per ripristinare il gruppo. Se il
guasto persiste, rivolgersi a un tecnico dell'assistenza.
E 17 Perdita contatto
Il pannello di controllo ha perso contatto con il gruppo trainafilo.
Il processo di saldatura in corso si arresta.
Intervento: Controllare i cavi. Se il guasto persiste, rivolgersi a un tecnico
dell'assistenza.
E 18 Perdita contatto
Il pannello di controllo ha perso contatto con il generatore.
Il processo di saldatura in corso si arresta.
Intervento: Controllare i cavi. Se il guasto persiste, rivolgersi a un tecnico
dell'assistenza.
E 21 Software errato nel pannello
Esiste una mancata corrispondenza tra il software installato e il pannello di
controllo.
Intervento: Rivolgersi a un tecnico addetto alla manutenzione.
E 27 Filo esaurito
Il gruppo trainafilo non fa avanzare il filo. Il processo di saldatura in corso si arresta
e non può essere riavviato.
Intervento: caricare un nuovo filo.
0463 459 101
- 19 -
© ESAB AB 2020

5 CODICI DI GUASTO
Codice
Descrizione
di
guasto
E 29 Nessun flusso acqua di raffreddamento
Il flussostato del refrigerante si è attivato.
Il processo di saldatura in corso si arresta e non può essere riavviato.
Intervento: controllare il circuito e la pompa dell'acqua di raffreddamento.
E 32 Nessun flusso di gas
Il flusso del gas è inferiore a 6 l/min. Impossibile avviare.
Intervento: controllare la valvola, i tubi e i connettori del gas.
E 40 Unità incompatibili
È stato collegato un gruppo trainafilo non corretto. Impossibile avviare.
Intervento: collegare il gruppo trainafilo corretto.
E 41 Perdita di contatto con il gruppo di raffreddamento
Il pannello di controllo ha perso contatto con il gruppo di raffreddamento. Spegnere
il generatore!
Intervento: controllare il cablaggio. Se il guasto persiste, rivolgersi a un tecnico
dell'assistenza.
E 44 Pannello di controllo non configurato per l'alimentazione collegata
L'alimentazione attualmente disponibile è di tipo differente rispetto a quella
precedentemente collegata al pannello.
Intervento: Collegare il pannello di controllo a un tipo di alimentazione dello stesso
tipo rispetto a quella collegata in precedenza oppure configurare il pannello di
controllo per il tipo appropriato di alimentazione.
E 45 Linea short/spray corrispondente mancante
Il pannello ha rilevato che la curva short/spray corrispondente alla curva di sinergia
scelta per la saldatura a impulsi non è disponibile. Applicabile solo quando si
utilizza un gruppo di parametri di sinergia 99 con curve di sinergia definite
dall'utente.
Intervento: Scaricare la curva di sinergia mancante utilizzando ESAT; quindi
riavviare.
0463 459 101
- 20 -
© ESAB AB 2020

6 ORDINAZIONE RICAMBI
6 ORDINAZIONE RICAMBI
I ricambi e i componenti usurati possono essere ordinati dal più vicino rivenditore ESAB; fare
a riferimento al sito Web esab.com. Al momento dell’ordine, indicare il tipo di prodotto, il
numero di serie, la denominazione e il numero del ricambio specificati nell’elenco dei
ricambi. In questo modo si facilita l’invio del pezzo desiderato.
0463 459 101
- 21 -
© ESAB AB 2020

DIMENSIONI DI FILO E GAS
DIMENSIONI DI FILO E GAS
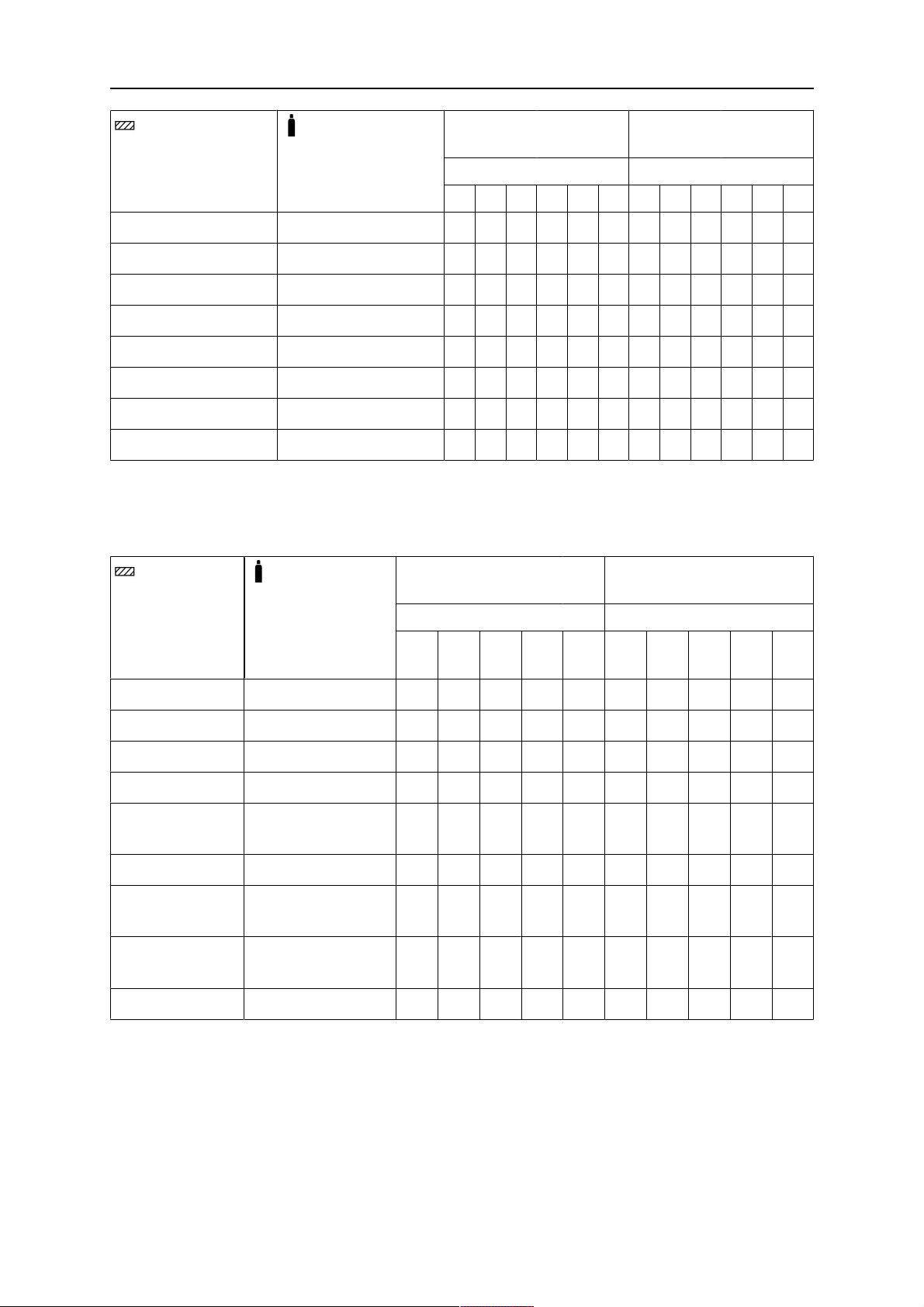
Feed 3004/4804 MA25 Pulse alluminio - curve di sinergia
Arco corto / arco a
Materiale Gas
0,9 1 1,2 1,6 0,9 1 1,2 1,6
AlMg (ER5356) Ar (I1) 1 2 3 4 15 16 17 18
AlMg (ER5356) Ar+30%He (I3) 5 19 20
AISi (ER4043) Ar (I1) 6 7 8 9 21 22 23 24
AISi (ER4043) Ar+30%He (I3) 10 11 25 26
AlMg (ER5183) Ar (I1) 12 13 14 27 28 29 30
spruzzo
Diametro (mm) Diametro (mm)
Impulsi
Feed 3004/4804 MA25 Pulse alluminio, versione per il Nord America - curve di sinergia
Arco corto / arco a spruzzo Impulsi
Materiale Gas
AlMg (ER5356) Ar (I1) 1 2 3 20 21 22
Diametro (pollici) Diametro (pollici)
0,0300,0350,0450,0521/16 0,0300,0350,0450,0521/16
AlMg (ER5356) Ar+30%He (I3) 4 23 24
AISi (ER4043) Ar (I1) 5 6 7 25 26 27
AISi (ER4043) Ar+30%He (I3) 8 9 28 29
Fe (ER70S) Ar+10%CO
(M20)
Ss (ER316LSi) Ar+2%CO
(M12)
Ss (ER316LSi) Ar+55%He+2
%CO2(M12)
2
2
10 11 12
13 14 15 16
17 18 19
Feed 3004/4804 MA25 Pulse acciaio - curve di sinergia
Arco corto / arco a
Materiale Gas
0,8 0,9 1 1,2 1,4 1,6 0,8 0,9 1 1,2 1,4 1,6
Fe (ER70S) CO2(C1) 1 2 3 4
Fe (ER70S) Ar+18%CO2(M21) 5 6 7 8 33 34 35 36
spruzzo
Diametro (mm) Diametro (mm)
Impulsi
Ss (ER316LSi) Ar+2%CO2(M12) 9 10 11 12 37 38 39 40
Duplex (ER2209) Ar+2%O2(M13) 13 41 42
Fe MCW (E70C) Ar+18%CO2(M21) 14 15 16 43 44 45
0463 459 101
- 22 -
© ESAB AB 2020
DIMENSIONI DI FILO E GAS
Materiale Gas
Arco corto / arco a
spruzzo
Impulsi
Diametro (mm) Diametro (mm)
0,8 0,9 1 1,2 1,4 1,6 0,8 0,9 1 1,2 1,4 1,6
Fe RFCW (E71T) CO2(C1) 17 18 19
Fe RFCW (E71T) Ar+18%CO2(M21) 20 21 22
Fe RFCW (E71T) Ar+25%CO2(M21) 23 24 25
Fe BFCW (E71T) Ar+18%CO2(M21) 26 27 28
CuSi3 (ERCuSi-A) Ar+1%O2(M13) 29 30 46 47
CuAI8(ERCuAIA1) Ar+1%O2(M13) 31 32 48 49
Ss (ER308LSi) Ar+2%CO2(M12) 50 51 52
Ss (ER309LSi) Ar+2%CO2(M12) 53 54
Feed 3004/4804 MA25 Pulse acciaio, versione per il Nord America - curve di sinergia
Materiale Gas
Arco corto / arco a
spruzzo
Diametro (pollici) Diametro (pollici)
Impulsi
0,0300,0350,0450,0521/16 0,0300,0350,0450,0521/16
Fe (ER70S) CO
2
1 2 3
Fe (ER70S) Ar+8%CO2(M20) 31 32 33
Fe (ER70S) Ar+10%CO2(M20) 7 8 9 10 11 35 36 37 38 39
Fe (ER70S) Ar+25%CO2(M21) 4 5 6 34
Fe (ER70S) Ar+8%CO2+2%O
12 13 14 15 16 40 41 42 43 44
2
(M24)
Ss (ER316LSi) Ar+2%CO2(M12) 17 18 19 20 45 46 47 48
Ss (ER316LSi) Ar+55%He+2%CO
(M12)
2
Ss (ER316LSi) He+7.5%Ar+2.5%
21 22 23 24 49 50 51 52
25 26 27
CO2(M12)
Fe MCW (E70C) Ar+10%CO2(M20) 28 29 30 53 54 55
0463 459 101
- 23 -
© ESAB AB 2020

DIMENSIONI DI FILO E GAS
Robust Feed Pulse - curve di sinergia
Arco corto / arco a
Materiale Gas
0,8 0,9 1 1,2 1,4 1,6 0,8 0,9 1 1,2 1,4 1,6
Fe (ER70S) CO2(C1) 1 2 3
Fe (ER70S) Ar+8%CO2(M20) 56 57
Fe (ER70S) Ar+18%CO2(M21) 4 5 6 7 58 59 60 61
Fe MCW (E70C) Ar+8%CO2(M20) 8 62
Fe MCW (E70C) Ar+18%CO2(M21) 9 10 11 63 64 65
Fe RFCW (E71T) CO2(C1) 12 13 14
Fe RFCW (E71T) Ar+18%CO2(M21) 15 16 17
Fe RFCW (E71T) Ar+25%CO2(M21) 18 19 20
Fe RFCW (E71T) Ar+18%CO2(M21) 21 22 23
CuSi3(ERCuSi-A) Ar+1%O2(M13) 25 26 66 67
CuAI8(ERCuAIA1) Ar+1%O2(M13) 28 29 68 69
Ss (ER316LSi) Ar+2%CO2(M12) 30 31 32 33 70 71 72
spruzzo
Diametro (mm) Diametro (mm)
Impulsi
Ss (ER308LSi) Ar+2%CO2(M12) 35 36 73 74
Ss (ER309LSi) Ar+2%CO2(M12) 37 38 75 76
Ss (ER 347LSi) ArCO22.5 (M12) 39 40 77 78 79
Ss RFCW Ar+18%CO2(M21) 41
Ss Duplex (ER2209) Ar+2%O2(M13) 42 43 81 82
AlMg (ER5356) Ar (I1) 44 45 46 83 84 85
AlMg (ER5356) Ar+30%He (I3) 86 87
AISi (ER4043) Ar (I1) 47 48 49 88 89 90
AISi (ER4043) Ar+30%He (I3) 91
AIMg (ER5183) Ar (I1) 50 51 52 93 94 95
AIMg (ER5087) Ar (I1) 53 54 55 96 97 98
Robust Feed Pulse - versione per il Nord America - curve di sinergia
Materiale Gas
Arco corto / arco a
spruzzo
Diametro (pollici) Diametro (pollici)
Impulsi
0,0300,0350,0450,0520,0620,3000,0350,0450,0520,06
Fe (ER70S) CO2(C1) 1 2 3
Fe (ER70S) Ar+8%CO2(M20) 54 55 56
0463 459 101
- 24 -
© ESAB AB 2020
2

DIMENSIONI DI FILO E GAS
Materiale Gas
Arco corto / arco a
spruzzo
Impulsi
Diametro (pollici) Diametro (pollici)
0,0300,0350,0450,0520,0620,3000,0350,0450,0520,06
2
Fe (ER70S) Ar+10%CO2(M20) 7 8 9 10 11 57 58 59 60 61
Fe (ER70S) Ar+25%CO2(M21) 4 5 6 62
Fe (ER70S) Ar+8%CO2+2%O
12 13 14 15 16 63 64 65 66 67
2
(M24)
FeMCW (E70C) Ar+10%CO2(M20) 17 18 19 68 69 70
Fe RFCW
CO2(C1) 20 21 22
(E71T)
Fe RFCW
Ar+25%CO2(M21) 23 24 25
(E71T)
Ss (ER316LSi) Ar+2%CO2(M12) 26 27 28 29 71 72 73 74
Ss (ER316LSi) Ar+55He+2%CO
30 31 32 33 75 76 77 78
2
(M12)
Ss (ER316LSi) He+7.5%Ar+2.5%
34 35 36
CO2(M12)
AlMg (ER5356) Ar (I1) 41 42 43 83 84 85
AlMg (ER5356) Ar+30%He (I3) 44 86 87
AISi (ER4043) Ar (I1) 45 46 47 88 89 90
AISi (ER4043) Ar+30%He (I3) 48 91
0463 459 101
- 25 -
© ESAB AB 2020

NUMERI D'ORDINE
NUMERI D'ORDINE
Per i numeri d'ordine, fare riferimento all'elenco dei ricambi per il generatore di saldatura o
per il gruppo trainafilo.
0463 459 101
- 26 -
© ESAB AB 2020

NUMERI D'ORDINE
0463 459 101
- 27 -
© ESAB AB 2020

ESAB AB, Lindholmsallén 9, Box 8004, 402 77 Gothenburg, Sweden, Phone +46 (0) 31 50 90 00
http://manuals.esab.com
For contact information visit esab.com
 Loading...
Loading...