

ESAB m3 plasma Vision 50P CNC and Interface Box m3 G2 Plasma System Instruction manual [fr]

Vision 50P CNC et boîte d'interface
m3 G2 Plasma System
Manuel de l'opérateur (FR)
0558009100 02/2012

ASSUREZVOUS QUE CETTE INFORMATION EST DISTRIBUÉE À L'OPÉRATEUR.
VOUS POUVEZ OBTENIR DES COPIES SUPPLÉMENTAIRES CHEZ VOTRE FOURNISSEUR.
ATTENTION
Les INSTRUCTIONS suivantes sont destinées aux opérateurs qualiés seulement. Si
vous n’avez pas une connaissance approfondie des principes de fonctionnement et des
règles de sécurité pour le soudage à l’arc et l’équipement de coupage, nous vous
suggérons de lire notre brochure « Precautions and Safe Practices for Arc Welding, Cutting
and Gouging, » Formulaire 52-529. Ne permettez PAS aux personnes non qualiées
d’installer, d’opérer ou de faire l’entretien de cet équipement. Ne tentez PAS d’installer
ou d’opérer cet équipement avant de lire et de bien comprendre ces instructions. Si vous
ne comprenez pas bien les instructions, communiquez avec votre fournisseur pour plus
de renseignements. Assurez-vous de lire les Règles de Sécurité avant d’installer ou
d’opérer cet équipement.
RESPONSABILITÉS DE L'UTILISATEUR
Cet équipement opérera conformément à la description contenue dans ce manuel, les étiquettes
d’accompagnement et/ou les feuillets d’information si l’équipement est installé, opéré, entretenu
et réparé selon les instructions fournies. Vous devez faire une vérication périodique de
l’équipement. Ne jamais utiliser un équipement qui ne fonctionne pas bien ou n’est pas bien
entretenu. Les pièces qui sont brisées, usées, déformées ou contaminées doivent être remplacées
immédiatement. Dans le cas où une réparation ou un remplacement est nécessaire, il est
recommandé par le fabricant de faire une demande de conseil de service écrite ou par téléphone
chez le Distributeur Autorisé de votre équipement.
Cet équipement ou ses pièces ne doivent pas être modiés sans permission préalable écrite par
le fabricant. L’utilisateur de l’équipement sera le seul responsable de toute défaillance résultant
d’une utilisation incorrecte, un entretien fautif, des dommages, une réparation incorrecte ou une
modication par une personne autre que le fabricant ou un centre de service désigné par le
fabricant.
ASSUREZ-VOUS DE LIRE ET DE COMPRENDRE LE MANUEL D'UTILISATION AVANT
D'INSTALLER OU D'OPÉRER L'UNITÉ.
PROTÉGEZ-VOUS ET LES AUTRES !

TABLE DES MATIÈRES
Section / Titre Page
1.0 Précautions de sécurité. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
Classe de boîtier . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
2.0 Vision 50P CNC avec boîte d'interface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
2.1 Vision 50P CNC (0558008253). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
2.2 Boîte d'interface Vision 50P CNC (0558008250) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
2.3 Paramètres du procédé plasma . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
2.4 Fonctionnement de Vision 50P CNC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .21
2.5 Fonctionnement sans contrôle de la hauteur. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .41
2.6 Séquence du fonctionnement sans contrôle de la hauteur. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .41
2.7 Fonctionnement avec contrôle de la hauteur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .42
2.8 Séquence du fonctionnement avec contrôle de la hauteur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
2.9 Coupe de trous avec plasma. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45

TABLE DES MATIÈRES
4
SECTION 1 PRÉCAUTIONS DE SÉCURITÉ
1.0 Précautions de sécurité
Les utilisateurs du matériel de soudage et de coupage plasma ESAB ont la responsabilité ultime d'assurer que
toute personne qui opère ou qui se trouve dans l'aire de travail observe les précautions de sécurité pertinentes. Les
précautions de sécurité doivent répondre aux exigences applicables à ce type de matériel de soudage ou de coupage
plasma. Les recommandations suivantes doivent être observées en plus des règles standard qui s'appliquent au lieu
de travail.
Tous les travaux doivent être eectués par un personnel qualié possédant de bonnes connaissances par rapport
au fonctionnement du matériel de soudage et de coupage plasma. Un fontionnement incorrect du matériel peut
produire des situations dangereuses qui peuvent causer des blessures à l'opérateur ou des dommages au matériel.
1. Toute personne travaillant avec le matériel de soudage ou de coupage plasma doit connaître :
- son fonctionnement;
- l'emplacement des interrupteurs d'arrêt d'urgence;
- sa fonction;
- les précautions de sécurité pertinentes;
- les procédures de soudage et/ou de coupage plasma.
2. L'opérateur doit assurer que :
- seules les personnes autorisées à travailler sur l'équipement se trouvent dans l'aire de travail lors de la mise en
marche de l'équipement;
- toutes les personnes dans l'aire de travail sont protégées lorsque l'arc est amorcé.
3. Le lieu de travail doit être :
- aménagé convenablement pour acquérir le matériel en toute sécurité;
- libre de courants d'air.
4. Équipement de sécurité personnelle
- Vous devez toujours utiliser un équipement de sécurité convenable tels que les lunettes de protection, les
vêtement ininammables et des gants de protection.
- Vous ne devez jamais porter de vêtements amples, tels que foulards, bracelets, bagues, etc., qui pourraient
se prendre dans l'appareil ou causer des brûlures.
5. Précautions générales :
- Assurez-vous que le câble de retour est bien branché.
- La réparation d'un équipement de haute tension doit être eectuée par un électricien qualié
seulement.
- Un équipement d'extinction d'incendie approprié doit être à proximité de l'appareil et l'emplacement doit
être clairement indiqué.
- Vous ne devez jamais procéder à la lubrication ou l'entretien du matériel lorsque l'appareil est en marche.
Classe de boîtier
Le code IP indique la classe du boîtier, à savoir le niveau de protection oert contre toute pénétration par
des objets solides ou de l’eau. La protection est fournie contre le contact d’un doigt, la pénétration d’objets
solides d’une taille supérieure à 12mm et contre l’eau pulvérisée jusqu’à 60 degrés de la verticale. L’équipement
marqué IP23S peut être stocké mais ne doit pas être utilisé à l’extérieur quand il pleut à moins d’être sous abri.
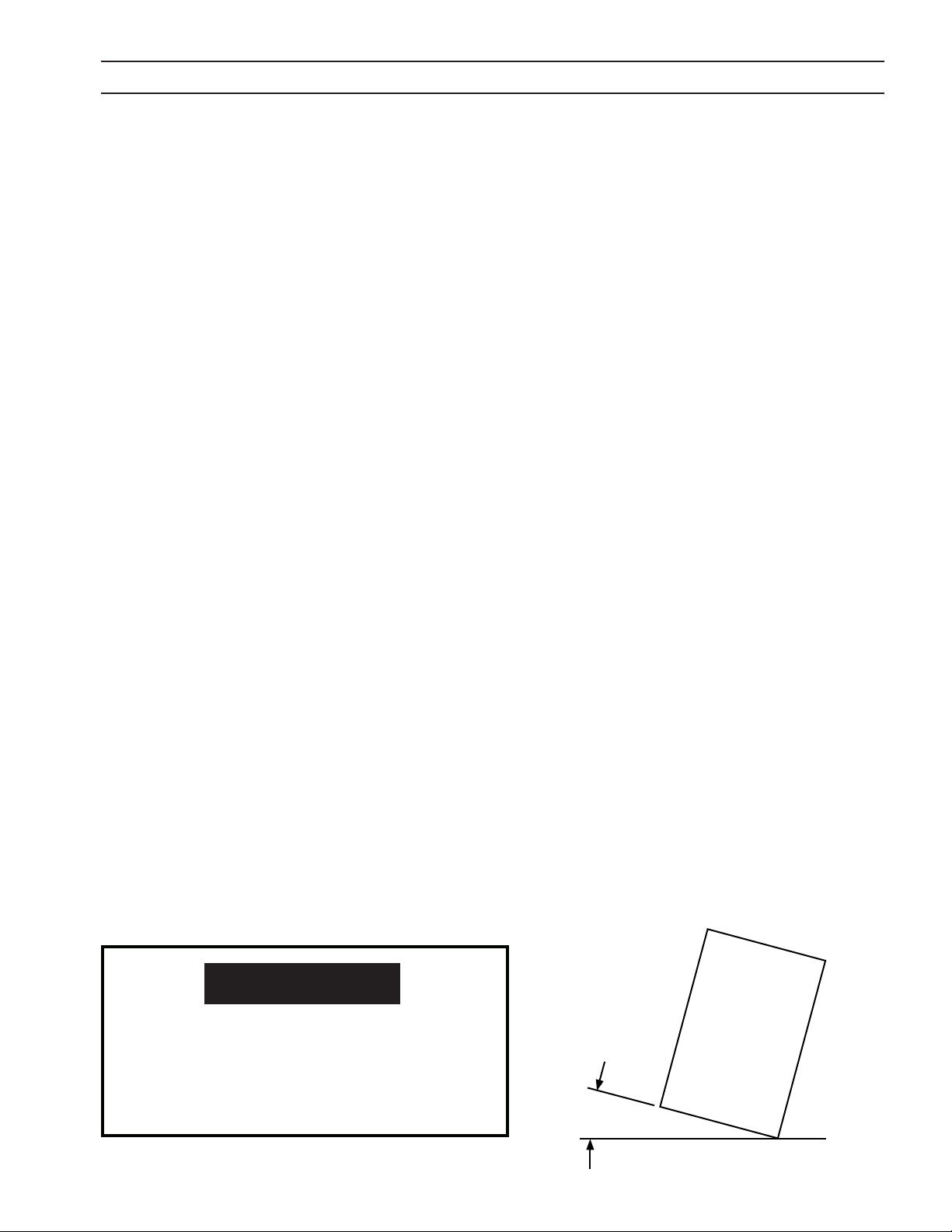
ATTENTION
Si l’équipement est placé sur une surface
inclinée de plus de 15°, il y a danger de
basculement et en conséquence, des
blessures personnelles et/ou des dommages
importants à l’équipement.
Inclinaison
maximum
autorisée
15°
5
SECTION 1 PRÉCAUTIONS DE SÉCURITÉ
LE SOUDAGE ET LE COUPAGE À L'ARC PEUVENT CAUSER DES
BLESSURES À L'OPÉRATEUR OU LES AUTRES PERSONNES
SE TROUVANT DANS L'AIRE DE TRAVAIL. ASSUREZ-VOUS
AVERTISSEMENT
CHOC ÉLECTRIQUE - peut être mortel.
- Assurez-vous que l'unité de soudage ou de coupage plasma est installée et mise à la terre conformément
aux normes applicables.
- Ne touchez pas aux pièces électriques sous tension ou les électrodes si vos mains ne sont pas bien
protégées ou si vos gants ou vos vêtements sont humides.
- Assurez-vous que votre corps est bien isolé de la mise à la terre et de la pièce à traiter.
- Assurez-vous que votre position de travail est sécure.
VAPEURS ET GAZ - peuvent être danereux pour la santé.
- Gardez votre tête éloignée des vapeurs.
- Utilisez un système de ventilation et/ou d'extraction à l'arc pour évacuer les vapeurs et les gaz de votre
zone respiratoire.
RAYONS DE L'ARC - peuvent endommager la vue ou brûler la peau.
- Protégez vos yeux et votre corps. Utilisez un écran de soudage/coupage plasma convenable équipé de
lentilles teintées et portez des vêtements de protection.
- Protégez les personnes se trouvant dans l'aire de travail à l'aide d'un écran ou d'un rideau protecteur
convenable.
DE PRENDRE TOUTES LES PRÉCAUTIONS NÉCESSAIRES
LORS D'UNE OPÉRATION DE SOUDAGE OU DE COUPAGE.
DEMANDEZ À VOTRE EMPLOYEUR UNE COPIE DES
MESURES DE SÉCURITÉ QUI DOIVENT ÊTRE ÉLABORÉES À
PARTIR DES DONNÉES DES RISQUE DU FABRICANT.
RISQUE D'INCENDIE
- Les étincelles (projections) peuvent causer un incendie. Assurez-vous qu'il n'y a pas de matériel
inammable à proximité de l'appareil.
BRUIT - un bruit excessif peut endommager la capacité auditive.
- Protégez vos oreilles. Utilisez des protecteurs d'oreilles ou un autre type de protection auditive.
- Avertissez les personnes se trouvant dans l'aire de travail de ce risque.
FONCTIONNEMENT DÉFECTUEUX - Dans le cas d'un fonctionnement défectueux demandez l'aide d'une
personne qualiée.
ASSUREZ-VOUS DE LIRE ET DE COMPRENDRE LE MANUEL D'UTILISATION AVANT
D'INSTALLER OU D'OPÉRER L'UNITÉ. PROTÉGEZ-VOUS ET LES AUTRES !
Ce produit est uniquement destiné à la découpe du plasma.
ATTENTION
Toute autre utilisation peut entraîner des blessures ou
endommager l’équipement.
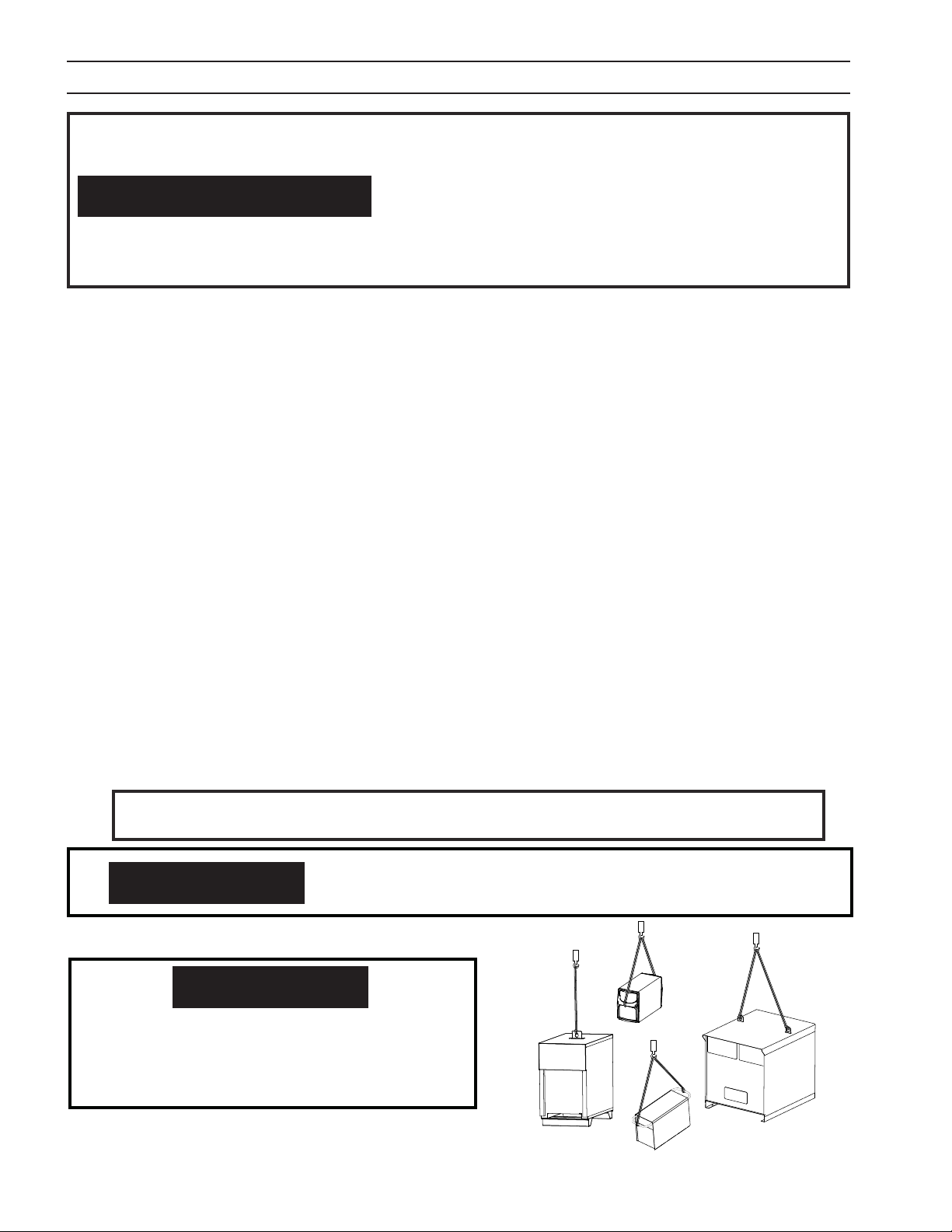
ATTENTION
Pour éviter toute blessure personnelle et/ou
endommagement à l’équipement, soulever
à l’aide de la méthode et des points d’attache
indiqués ici.
6

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
2.0 Vision 50P CNC avec boîte d'interface
Le M3-CAN Plasma System est composé de plusieurs éléments : Vision 50P, boîte d'interface (ou concentrateur
CAN), coret de gaz de protection, coret de gaz plasma, démarreur d'arc distant (RAS), bloc d'alimentation,
circulateur du liquide frigorique, torche, appareil de levage (optionnel) et CNC du client.
CNC externe
( E/S numériques )
B
C
Interface
de commande
Vision 50P
D
CAN
K
Vision 50P
CNC
Désignation du localisateur de composants
(voir les illustrations suivantes des composants)
J
Câble d'alimentation
I
H
Câble d'alimentation des
G
F
E
commandes de gaz
CAN
CAN
AHC/Lift
CAN
CAN
Démarreur
d'arc
distant
(RAS)
AHC / Lift
(Optionnel)
Commande
de gaz de
protection
Commande
de gaz
plasma
Externe
120V / 3A sans AHC
230V / 3A avec AHC
Vision 50P CNC avec boîte d'interface - Désignations du localisateur de composants
7

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
2.1 Vision 50P CNC (0558008253)
Vision 50P est un écran tactile basé sur CNC utilisé pour le contrôle de la coupe plasma et du processus de
marquage, de la commande du gaz, de la commande du courant et de la commande séquentielle. Il n'a toutefois
aucune fonction liée au mouvement de la machine. Vision50P est un panneau basé sur PC permettant de
contrôler les composants périphériques avec le protocole ACON. L'écran VGA TFT de Vision50P mesure 8,4 po
(213,4mm) avec une commande tactile et un potentiomètre incrémentiel doté d'un bouton pour la navigation
et l'accusé de réception ainsi qu'un interrupteur à clé pour la gestion des autorisations. Le CAN-Bus et le bloc
d'alimentation sont connectés via un connecteur CAN à 8 broches. Vision50P ore une interface Ethernet et USB
additionnelle pour la communication et la maintenance.
9,25 po
(235,0 mm)
Poids :
10 lb (4,5 kg)
12,75 po
(323,9 mm)
La largeur du coret de Vision 50P est de 4,62 po
(117,5 mm). Elle est de 5,12 po (130,2 mm) avec le
bouton sur le panneau avant
Vision 50P peut fonctionner sous deux modes : Mode Opération ou Mode Service. Le mode Opération est le
mode par défaut. Il permet à l'opéreur d'exécuter toutes les opérations nécessaires. Le mode Service est utile
pour les opérations de maintenance, telles que la mise à jour de la constante de la station, les diagnostics, etc.
Certains paramètres de procédé s'achent uniquement en mode Service. Vous pouvez activer le mode Service
avec un clavier USD branché ou lorsque la clé est en position 0.
Sur le panneau frontal se trouve un potentiomètre incrémentiel. Si l'opérateur ne dispose pas de clavier, les deux
appareils d'entrée pour Vision 50P sont le potentiomètre incrémentiel et l'écran tactile. Avce ce potentiomètre
incrémentiel, l'opérateur peut eectuer un délement en haut/bas vers un autre paramètre. En appuyant vers le
bas, l'opérateur peut également changer la valeur de ce paramètre.
8

MAINTENANCE
PCU: Process Control unit •
ACU: Axis Control Unit •
SCU: Serial Control Unit•
The Motor Control Unit (MCU) primarily replaces the
lift functionality of the ATHC and ATAS Servo cards.
The Process Control Unit (PCU) controls all process-
related functions of the station, whether a tooled or
central station (i.e. Solenoid valve action, automatic
ignition, ow controls, etc).
The Axis Control Unit (ACU) takes over controlling
movements of a multi-axis device. This unit replaces
the functionality of the AT2PE positioning card.
The Serial Control Unit (SCU) has been designed
as a general purpose controller, typically to control
third party peripherals, such as an ink jet marker or
pin stamp unit.
Unit Select Switches
ACON units are designated through use of select
switches. These will be set correctly at the factory - if
a unit needs to be replaced, locate the dual address
rotary switches and set them to corresponding
station(s), using chart below:
SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
2.1 Vision 50P CNC (0558008253) (suite)
Vision 50 dispose de trois ports situés sur le panneau arrière : Port CAN+Power, USB et Internet. CAN est toujours
utilisé pour la communication et également l'alimentation 24VCC vers 50P. L'USB est utilisé pour le clavier, la clé
USB, etc. Le port Internet est utilisé uniquement pour le service.
USB
LAN
K
ALIMENTATION +
CAN
CAN-Bus et alimentation
N° broche Nom
1 (blanc) Inutilisé
2 (marron) Inutilisé
3 (rose) CAN TERRE
4 (jaune) CAN-H Sortie
5 (gris) CAN-L Sortie
6 (vert) CAN TERRE
7 (bleu) +24VCC
8 (rouge) CC COM
Les appareils contiennent deux interrupteurs d'adresse. La combinaison de ces interrupteurs identient la station
et les sous-stations sur le CAN Bus. L'interrupteur1 (S1) désigne le numéro de la station. L'interrupteur 2 (S2)
désigne les sous-stations.
S1 S2 Appareil
1 - 12 0 MCU – Ensemble de levage B4 / A6
1 - 12 1 Coret de gaz de protection
1 - 12 2 Coret de gaz plasma
1 - 12 3 Coret du démarrteur de l'arc distat (RAS)
1 - 12 4 Boîte d'interface
1 - 12 5 Boîte d'injection d'eau
m3 CAN Plasma System
9

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
2.1 Vision 50P CNC (0558008253) (suite)
Conditions de fonctionnement :
Température de service : 5 - 50°C
Humidité max : 95%
Degré de protection de la boîte : IP54
Bloc d’alimentation : 24V +/- 20%
ATTENTION
Le trou dans la plaque de montage
permet d'assurer une bonne circulation
de l'air de refroidissement dans le Vision
50P. Ne pas bloquer l'ouverture sous
risque d'entraîner des dommages liés à
la chaleur.
Pièces de rechange
Il est recommandé que les clients contactent le
service d'assistance technique avant de réparer ces
unités.
No.
article
Commande totale avec tous
1
2 Potentiomètre 0558008729
Description Réf. ESAB
les composants sauf pour
l'armoire
0558008728
3,74po
(95mm)
1,87po
(47,5mm)
0,274po
(6,96mm)
1,69po
(43mm)
0,79po
(20mm)
1,57po
(40mm)
10
Emplacements des trous de montage pour
Vision 50P CNC
(vue de dessous)

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
2.2 Boîte d'interface Vision 50P CNC (0558008250)
I G
D JEFH
( Une station plasma illustrée avec AHC )
Poids :
Commutateur ID
10,1 lb (4,6 kg)
La largeur de la boîte de l'interface est de 6,00 po
(152,4 mm). Elle est de 8,50 po (215,9 mm) avec les
raccords à l'avant et l'arrière
Alimentation
Interrupteur
Câbles CAN
B ( J3 )
19 broches
J5
14 broches
( P1 )
BROCHE Fonction
A Problème
B
C CNC COM
D Mode Marque
E Début du cycle
F Coin / IHS
G ENC_0 / ARC_1
H Station Active
J +24 VCC
K Station inactive
L Station Haut
M
N Sortie numérique 11
P 24 CC COM
R Erreur gaz
S Erreur AHC
T Int. fin course Haut
U Int. n course Bas
V Sortie numérique 8
Activation
mouvement
Sortie
numérique 9
Remarque :
Le châssis doit
être connecté à
la mise à la terre
de la machine.
TERRE
7,50po
C
(190,5 mm)
10,75po
(273,1 mm)
12,75po
(323,9 mm)
11

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
2.2 Boîte d'interface de Vision 50P CNC (0558008250) (suite)
11.50”
(292.1 mm)
3.00”
(76.2 mm)
0.281”
(7.14 mm)
12
SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
2.2 Boîte d'interface de Vision 50P CNC (0558008250) (suite)
Un plasma illustré avec AHC
N° CAN Fonction
1 Non utilisé
2 Unité de commande plasma
3 * AHC / Lift
4 * Commande de gaz de protection
5 * Commande de gaz plasma
6 * Démarreur d'arc
7 * Interface
Deux plasmas illustrés avec AHC
N° CAN Fonction
1 Unité de commande plasma
2 * AHC / Lift
3 * Commande de gaz de protection
4 * Commande de gaz plasma
5 * Démarreur d'arc
6 * Interface
7 Croisement
Un plasma illustré sans AHC
N° CAN Fonction
1 Non utilisé
2 Non utilisé
3 Unité de commande plasma
4 * Commande de gaz de protection
5 * Commande de gaz plasma
6 * Démarreur d'arc
7 * Interface
Deux plasmas illustrés sans AHC
N° CAN Fonction
1 Non utilisé
2 Unité de commande plasma
3 * Commande de gaz de protection
4 * Commande de gaz plasma
5 * Démarreur d'arc
6 * Interface
7 Croisement
Deux plasmas illustrés avec AHC
N° CAN Fonction
1 Non utilisé
2
3 * AHC / Lift №2
4 * Commande de gaz de protection №2
5 * Commande de gaz plasma №2
6 * Démarreur d'arc №2
7 * Interface №2
* L'ordre de connexion de ces composants n'a aucune importance. Voir les schémas inclus.
Croisement
13
Deux plasmas illustrés sans AHC
N° CAN Fonction
1 Non utilisé
2 Non utilisé
3 Croisement
4 * Commande de gaz de protection №2
5 * Commande de gaz plasma №2
6 * Démarreur d'arc №2
7 * Interface №2

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
2.2 Boîte d'interface de Vision 50P CNC (0558008250) (suite)
Une station plasma illustrée avec AHC
Interrupteur ID : S1 = 1, S2 = 4
BOITE D'INTERFACE
Deux stations plasmas illustrées avec AHC
Interrupteur ID : S1 = 1, S2 = 4 Interrupteur ID : S1 = 2, S2 = 4
BOITE D'INTERFACE
CABLE DE CROISEMENT
REMARQUE :
Ce câble est utilisé uniquement
avec un Vision 50P pour
connecter la deuxième boîte
d'interface.
14
BOITE D'INTERFACE

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
2.2 Boîte d'interface de Vision 50P CNC (0558008250) (suite)
Une station plasma illustrée sans AHC
ID interrupteur : S1 = 1, S2 = 4
BOITE D'INTERFACE
Deux stations plasmas illustrées sans AHC
ID interrupteur : S1 = 1, S2 = 4 ID interrupteur : S1 = 2, S2 = 4
BOITE D'INTERFACE
CABLE DE CROISEMENT
REMARQUE :
Ce câble est utilisé uniquement
avec un Vision 50P pour connecter
la deuxième boîte d'interface.
BOITE D'INTERFACE
15

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Connecteur J3 sur boîte d'interface (0558008250)
CODE ( l) Signal Fonction
1. Sortie du signal de la boîte d'interface.
2. Les erreurs, telles que gaz, bloc d'alimentation et liquide frigorique, activent
A
(№ 1)
B
(№ 2)
C
(№ 3)
D
(№ 4)
E
(№ 5)
F
(№ 6)
G
(№ 7)
Problème
(PCUA X63-2)
Mouvement autorisé
(PCUA X62-2)
CNC COM
(PCUA X63-1 et X62-1)
Mode Marque
(PCUA X61-4)
Début du cycle (PCUA
X61-1)
Coin / IHS
(PCUA X60-4)
ENC_0 / VOLT_1
(PCUA X60-1)
ce signal de problème (élevé).
3. Lorsque le signal de problème est élevé, Vision 50P arrête le plasma et
supprime “l'activation du mouvement“. Le CNC du client doit ensuite eacer
le signal de démarrage du cycle.
1. Sortie du signal de la boîte d'interface vers CNC du client.
2. Ce signal est sélectionnable entre “Activation du mouvement“, “Arc activé“
ou “Arc activé“ après délai de perçage selon la constante de la station № 214
dans SPS.KON.
3. “L'activation de mouvement“ a lieu après le délai de perçage. Le CNC du
client peut déplacer la torche lorsque l'option Activation du mouvement est
VRAIE après le début du cycle. Toujours vérier ce signal pendant la coupe
ou le marquage. Lorsque l'activation du mouvement passe à FAUX, il faut
supprimer le Début du cycle.
4. “Arc activé“ : est activé immédiatement après l'activation de l'arc principal.
5. “L'activation de l'arc“ après le délai de perçage est en marche après le délai de
perçage et l'arc doit être ACTIF.
1. Fourni par le CNC du client. Ceci aectera le niveau du signal de Problème et
“Activation du mouvement“.
2. En fonction du niveau du signal du CNC du client, il peut être CA ou CC.
130VCA/3A ou 30VCC/3A maximum.
1. Sélectionne le mode de marquage (1) ou le mode de coupe (0).
2. Le niveau du signal est 24VCC.
1. Active le système plasma.
2. Supprimez le signal du “Début du cycle“ à la n du mouvement géométrique
pendant un marquage/découpe normal.
3. Pendant la coupe d'un trou, le CNC doit supprimer le “Début de cycle“ avant la
n de la géométrie pour améliorer l'arrondi et la qualité globale.
1. Pendant la coupe, ce signal agit comme un signal de coin avant la coupe, il
agit comme IHS.
2. Le coin empêche la torche de plonger au ralentissement de la machine dans
le coin de la géométrie ou au début/n de la ligne si le mode de tension de
l'arc est sélectionné.
3. Un signal de coin faux (0) signie que le CNC se déplace à une vitesse de
coupe constante. Un signal de coin vrai (1) signie que le CNC approche le
coin et que l'AHC sera bloqué.
4. Lorsqu'une vitesse de constante est atteinte, supprimez le signal de coin pour
activer le contrôle de la hauteur automatique. Au coin ou chaque fois que la
machine ralentit, le signal du coin doit être ACTIF pour éviter que la torche
ne pénètre les coins.
5. Le CNC du client doit fournir ce signal si la fonction AHC de Vision 50P est
utilisée.
6. Le signal “IHS“ active/désactive le pré-ux de gaz si la fonction AHC de Vision
50P n'est pas utilisée.
1. Sélectionne le mode de contrôle de la hauteur : Encodeur (FAUX) ou tension
de l'arc (VRAI).
2. Le contrôle de la hauteur de l'encodeur est utile pendant la coupe d'un trou.
16

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
2.2 Boîte d'interface de Vision 50P CNC (0558008250) (suite)
Connecteur J3 sur boîte d'interface (0558008250)
BROCHE ( l) Signal Fonction
1. Permet d'activer/désactiver la station.
H
(№ 8)
J
(№ 9)
K
(№ 10)
L
(№ 11)
M
(# 12)
N
(# 13)
P
(# 14)
R
(# 15)
S
(# 16)
T
(# 17)
U
(# 18)
V
(# 19)
Sélection de la station
(PCUA X48-1)
+24VCC
(PCUA X48-2)
Station Bas
(PCUA X48-4)
Station Haut
(PCUA X49-1)
Sortie numérique 9
(PCUA X66-2)
Sortie numérique 11
(PCUA X66-5)
24VCC COM
(PCUA X40-2)
Erreur gaz
(PCUA X62-5)
Erreur AHC
(PCUA X63-5)
Int n course Haut
(PCUA X65-2)
Int n course Bas
(PCUA X64-5)
Sortie numérique 8
(PCUA X65-5)
2. Le client peut également activer/désactiver la station depuis
Vision 50P. La dernière action, soit du CNC du client soit de
Vision 50P contrôle le statut d'activation/désactivation.
3. N'est pas sensible au facteur du temps.
1. 24VCC fournis au CNC du client.
2. Le CNC du client se sert de ce signal pour fournir des entrées
numériques pour la boîte d'interface.
1. Déplace la torche vers le bas.
2. N'est pas sensible au facteur du temps.
1. Déplace la torche vers le haut.
2. N'est pas sensible au facteur du temps.
1. Sortie numérique 9
1. Sortie numérique 11
1. 24VCC COM.
2. Uniquement pour les essais de production.
1. Indique un défaut dans le débit de gaz/eau.
2. Le défaut (broche A) doit être élevé.
1. Indique une faute de l’AHC.
2. Le défaut (broche A) doit être élevé.
1. L’arbre de levage est en position levée limite.
1. L’arbre de levage est en position abaissée limite.
1. Sortie numérique 8
Pour la découpe sous l'eau sans rideau d'air, le client peut activer un préux supplémentaire en réglant la
constante de la station №213 dans SPS.KON.
17

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
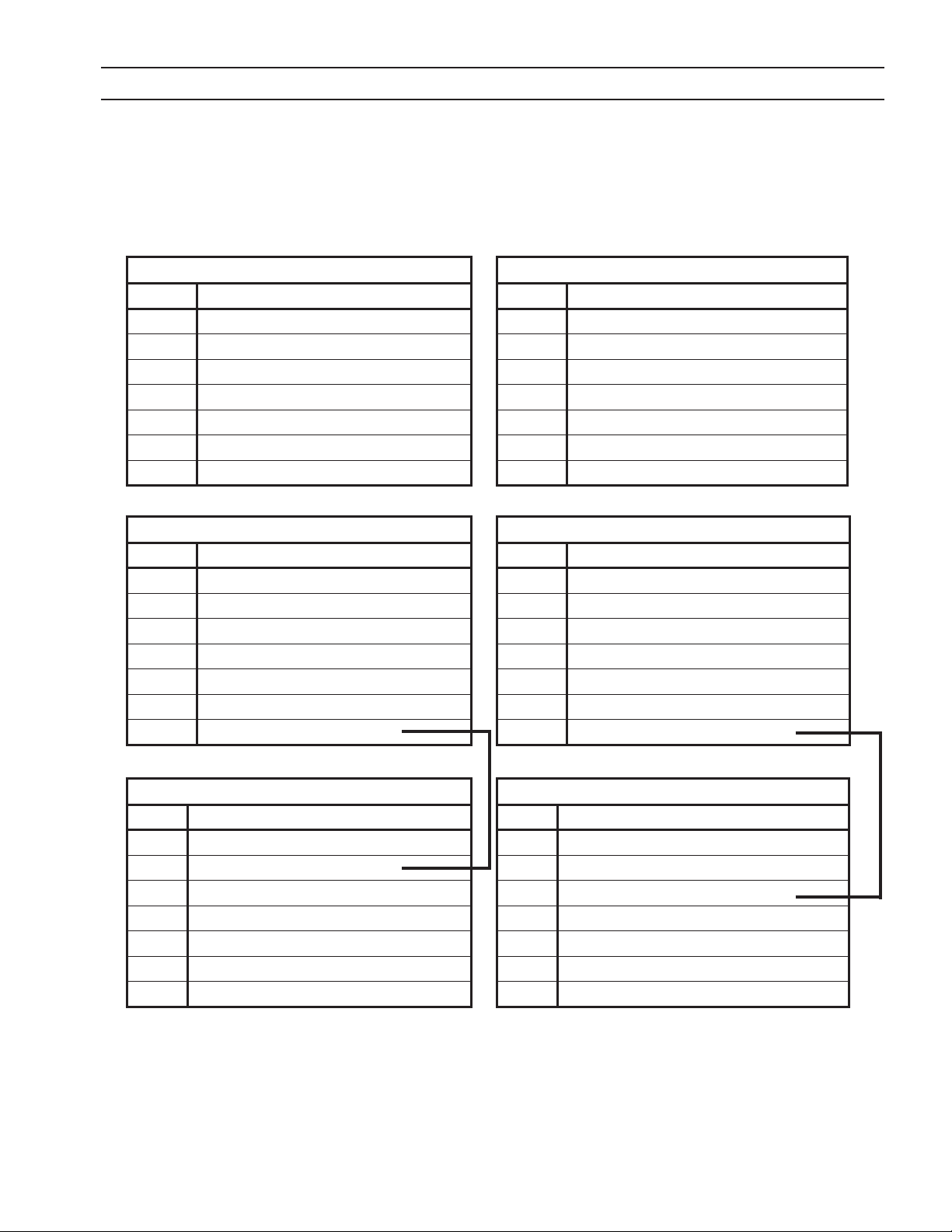
2.3 Paramètres du procédé plasma
Les paramètres suivantes sont utilisés dans le système plasma m3 CAN. Certains s'achent uniquement en
mode Service mais ils sont masqués en mode Opération.
Paramètres Description Caché
Indique le type de gaz pour le début du plasma, la coupe et les gaz de
Sélection du gaz
Arc pilote
Tension principale de l'arc
Entaille
Vitesse déplacement
Epaisseur de la plaque Utilisée pour calculer la hauteur du ralentissement.
Hauteur d'allumage
Hauteur de perçage
Hauteur de coupe
Temps de perçage
Temps d'entrée
Délai THC après le coin
Surélever la torche une fois
terminé
Pression de démarrage PG1
(ARG, H35, N2/O2/AIR)
Pression de coupe PG1
(ARG, H35, N2/O2/AIR)
Pression de démarrage PG2
(O2/N2/AIR)
Pression de coupe PG2 (O2/N2/AIR) Pression de coupe du gaz plasma 2.
Flux de démarrage SG1 (AIR/N2) Flux de démarrage du gaz protection 1.
Flux de coupe SG1 (AIR/N2) Flux de coupe du gaz protection 1.
Flux de démarrage SG2 (O2/CH4) Flux de démarrage du gaz protection 2.
Flux de coupe SG2 (O2/CH4) Flux de coupe du gaz protection 2.
protection. Voir le tableau ci-dessous pour de plus amples informations sur
la sélection du gaz.
Régle le courant approprié à l'arc du pilote. UNIQUEMENT POUR EPP-201
ET EPP-360.
Indique la tension de l'arc utilisée pendant la coupe et le marquage plasma.
Ce réglage est important puisqu'il contrôle la hauteur de la torche en
l'absence de contrôle de la hauteur de l'encodeur.
Mesure prévue du matériau enlevé pendant la coupe. Il s'agit de l'intervalle
entre la pièce de production et la plaque. La vitesse de coupe, l'écartement
de la torche (tension de l'arc) et le courant de coupe auront une incidence
sur l'entaille.
Vitesse de déplacement recommandée pour la condition de coupe
demandée. En principe réduite pour les petits trous.
Distance entre la torche et la plaque pendant la séquence de démarrage
du pilote.
Distance entre la torche et la plaque pendant la séquence de perçage.
Susamment de hauteur de perçage pour éviter le contact de la torche
avec les éclaboussures fusionnées pouvant endommager la protection et/
ou la buse ce qui aectera la qualité du trou.
Distance entre la torche et la plaque pendant la coupe. Utilisée pendant le
contrôle de la hauteur de l'encodeur avec les levages ESAB; sinon, il s'agit
d'une hauteur de référence pour les appareils de levage OEM. Le maintien
de cette hauteur pendant le cycle de coupe est très important.
Intervalle pendant lequel la torche plasma reste à la hauteur de perçage.
Optimisé pour garantir que la torche est à la bonne hauteur et que l'arc est
stable avant le début de l'entrée.
Délai de l'activation du contrôle de la hauteur pour permettre à la torche
d'entrer dans le modèle de la pièce. Optimisé pour garantir que la torche
est à la bonne hauteur et que l'arc est stable avant le début de l'entrée.
Temps avant que le contrôle de la hauteur de la tension soit réactivé
après le coin.
Intervalle avant de surélever la torche après la n de la coupe.
Pression de démarrage du gaz plasma 1.
Pression de coupe du gaz plasma 1.
Pression de démarrage du gaz plasma 2.
Non
Oui
Non
Non
Non
No
Non
Non
Non
Non
Oui
Oui
Oui
Oui
Oui
Oui
Oui
Oui
Oui
Oui
Oui
18
SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Current Value Current used for cutting. No
Current Off Value Current used when cutting is done. No
Current Ramp Up Time
Time needs for cutting current to ramp up from
Current Start Value to Current Value.
Yes
Current Ramp Down Time
Time needs for cutting current to ramp down from
Current Value to Current Off Value.
Yes
Gas Off Delay
Time delay to shut down gases after the cutting
current starts ramping down.
Yes
Plasma Station Number
Plasma station number from 1 to 12. Used to
diagnose and monitor the process.
Yes
Quality Type or Marking Yes
Material Type Carbon Steel, Stainless, or Aluminum. Yes
Nozzle Code Code to identify different nozzle. Yes
Water Flow Cut water flow for waterinjection only. Yes
2.3 Paramètres de procédé du plasma (suite)
Paramètres du procédé du plasma
Paramètres Description Caché
Le courant utilisé après un arc est établi avec un pilote. Cette valeur
Valeur de démarrage du courant
Valeur du courant
Valeur d'arrêt du courant
Temps d'accélération du courant
Temps de décélération du
courant
Délai d'arrêt du gaz
Numéro de station plasma
Code de la buse Code d'identication d'une buse. Oui
Débit d’eau Flux d'eau de coupe pour l'injection de l'eau uniquement. Oui
Valeur
de démarrage du
courant
est en principe aussi basse que la moitié du courant de coupe actuel.
En conséquence, attendez susamment longtemps pour obtenir le
courant de coupe total avant de commencer.
Courant utilisé pour la coupe. Cette valeur peut parfois être réduite
pour améliorer davantage la qualité du trou.
Le courant avant l'arc est désactivé. Ce réglage inuence la sortie du
trou. Plus la valeur est élevée, plus il y a de rainures. Un réglage plus
bas peut améliorer la qualité de la sortie.
Les besoins temporels pour faire passer le courant de coupe depuis
la valeur de démarrage du courant vers la valeur de courant. Sur un
matériau très mince, ce temps doit être réduit sinon l'arc sort en raison
du manque de matériel
Les besoins temporels pour le courant de coupe pour décélérer depuis
la valeur du courant vers la valeur d'arrêt du courant.
Le temps requis à l'arrêt des gaz après le début de décélération du
courant de coupe.
Le numéro de la station plasma entre 1 et 12. Utilisé pour le diagnostic
du procédé et la surveillance.
Valeur
du courant
Non
Non
Non
Oui
Oui
Oui
Oui
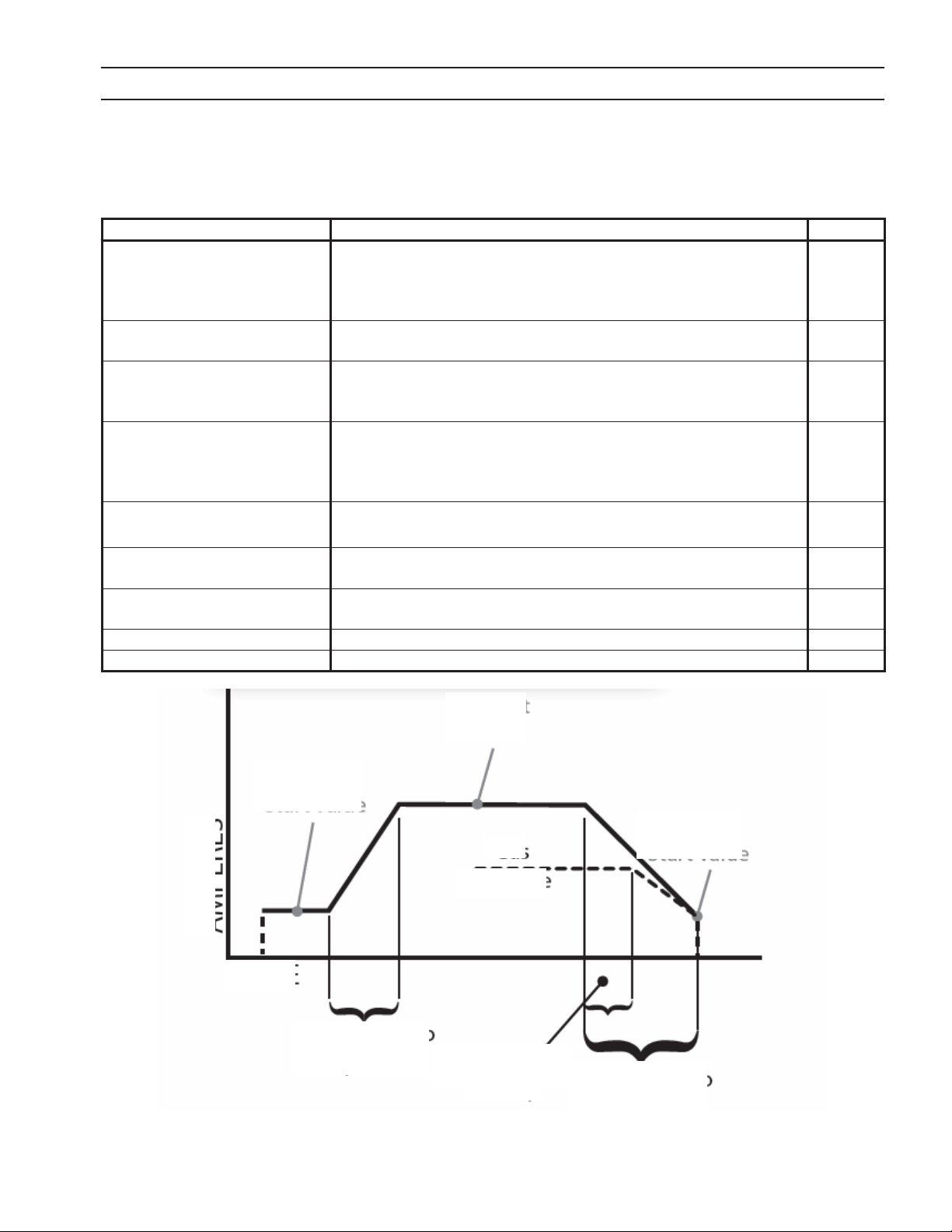
Valeur
Pression
d'arrêt du courant
du gaz
AMPERES
TEMPS
Rampe du courant
Temps
d'accélération
Le graphique est à titre de référence uniquement. Les valeurs ne sont pas
nécessairement proportionnelles.
Gaz à l'arrêt
Délai
19
Rampe du courant
Temps de décélération

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
2.3 Paramètres de procédé du plasma (suite)
Sélection du gaz, m3 CAN Plasma
GS TYPE DE GAZ SG-SG1 SG-SG2 SG-PG1 SG-PG2 PG-PG1 PG-PG2
1
2
3
(DÉMARRAGE N2-PG2, COUPE N2-PG2) N2 CH4 N2 N2 N2/O2/AIR N2
4
5
6
7
8
9
10
11
12
13
14
GS_N2_O2_N2O2 1 2 2 1 3 1
(PG1 DÉMARRAGE, COUPE PG2) N2 O2 N2 O2 N2/O2/AIR O2
GS_AIR_O2_AIRO2 2 2 3 1 3 1
(PG1 DÉMARRAGE, COUPE PG2) AIR O2 AIR O2 N2/O2/AIR O2
GS_N2_N2_N2CH4 1 1 2 2 3 2
GS_N2_H35_AIR 2 - 2 2 2 2
(DÉMARRAGE PG2 , COUPE PG1) AIR N2 N2 H35 N2
GS_N2_H35_N2CH4 1 1 2 2 2 2
(DÉMARRAGE PG2 , COUPE PG1) N2 CH4 N2 N2 H35 N2
GS_ARG_ARG_AIR 2 - 2 1 1 1
(DÉMARRAGE PG1, COUPE PG1) AIR N2 O2 ARG O2
GS_ARG_ARG_N2 1 - 2 1 1 1
(DÉMARRAGE PG1, COUPE PG1) N2 N2 O2 ARG O2
GS_AIR_AIR_AIR 2 - 3 3 3 3
(DÉMARRAGE PG2, COUPE PG2) N2 N2 O2 N2/O2/AIR O2
GS_N2_O2_AIR 1 - 2 1 3 1
(DÉMARRAGE PG1 , COUPE PG2) AIR N2 O2 N2/O2/AIR O2
GS_N2_N2_AIR 2 - 2 2 3 2
(DÉMARRAGE PG2, COUPE PG2) AIR N2 N2 N2/O2/AIR N2
GS_ARG_O2_N2O2 1 2 2 1 1 1
(DÉMARRAGE PG1, COUPE PG2) N2 O2 N2 O2 ARG O2
GS_ARG_O2_AIRO2 2 - 2 1 1 1
(DÉMARRAGE PG1, COUPE PG2) AIR N2 O2 ARG O2
GS_ARG_ARG_H2O 1 1
(PG1 DÉMARRAGE, PG2 COUPE) ARG ARG
GS_N2_N2_H2O 2 2 3 2
(PG1 DÉMARRAGE, PG2 COUPE) N2 N2 N2 N2
20

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
2.4 Fonctionnement de Vision 50P CNC
Chaque fois que le Vision 50P est mis sous tension, l'écran du procédé sera chargé (voir la Figure 2.1).
REMARQUE :
Les captures d'écran ci-dessous ont été saisies en mode Service.
Figure 2.1 Écran de procédé
Avant d'appuyer sur le bouton “DEMARRER“ ou sur la touche F7, l'opérateur doit s'assurer que
le chier TDF utilisé est correct. Le chier TDF contient des données et paramètres de coupe importants.
Les procédés de coupe et de marquage disposent de chiers TDF distincts. Pour sélectionner le chier TDF
approprié, appuyez sur le bouton ou F8 pour passer à l'écran des données technologiques illlustré
sur la Figure 2.2.
21

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Le TDF actuel s'ache sur la partie supérieure de l'écran des données technologiques. Appuyez sur la touche
F5 ou pour modier le chier TDF. Tel qu'indiqué sur la Figure 2.3, le client peut choisir la qualité, le
matériau, le courant, l'épaisseur et le type de gaz. Le format du nom du chier TDF d'ESAB est prédéni. Si
besoin, le client peut avoir des extensions dénies par l'utilisateur pour les chiers TDF. Sur la partie inférieure
de l'écran, les produits consomptibles nécessaires au TDF ou procédé sélectionné sont indiqués et éclaircis avec
des images.
Figure 2.2 Ecran de données technologiques
22

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Pour sélectionner le chier TDF du marquage plasma, appuyez sur F2 ou Le “marquage plasma“ sera
en surbrillance verte (voir la Figure 2.4). Appuyez à nouveau sur F2 pour revenir à Coupe plasma. Pour le marquage,
le client peut sélectionner Matériaux, Courant, Epaisseur, Type de gaz, etc. Les produits consomptibles requis à
l'exécution du procédé de marquage sélectionné s'achent. Il est ensuite plus facile au client de sélectionner les
produits consomptibles appropriés.
Figure 2.3 Sélection du chier TDF de coupe
23

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Figure 2.4 Sélection TDF de marquage
Appuyez sur F1 ou pour conrmer la sélection. Appuyez sur F8 ou pour annuler la
sélection. Le Vision 50P ache à nouveau l'écran des données technologiques (voir la Figure 2.5).
24

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Figure 2.5 Ecran de données technologiques
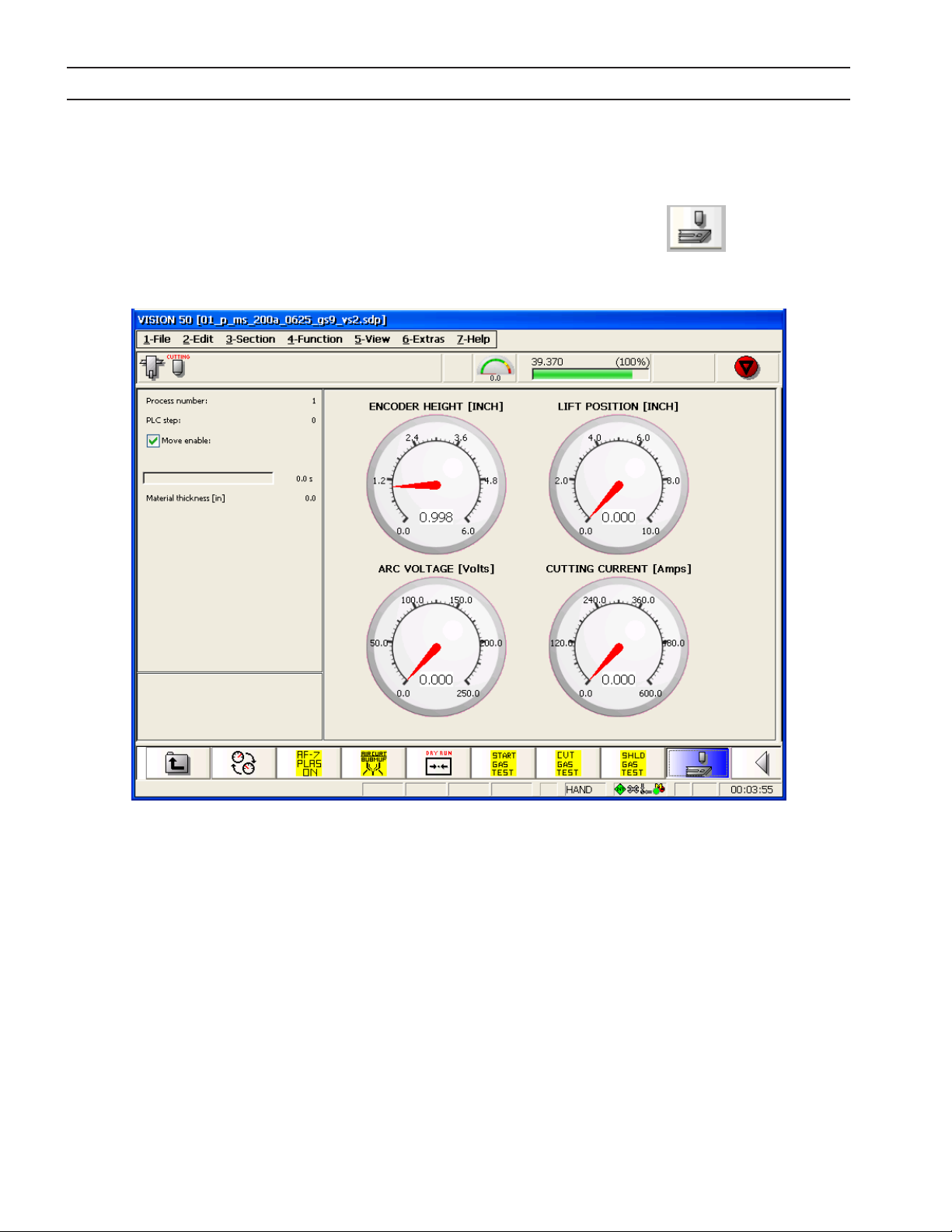
Appuyez sur le bouton ECHAP pour passer à l'écran Procédé (voir la Figure 2.6). Si les données sont
correctes, appuyez sur le bouton
procédé s'ache à l'écran, tel que la hauteur de l'encodeur, la position du levage, la tension de l'arc, le courant de
la coupe, la pression de sortie PG, le ux PG2, le ux SG1, le ux SG2, la pression PG1, la pression PG2, la pression
de mélange SG, le ux PG requis et le débit d'eau de coupe, la pression de l'eau de coupe. Appuyez sur le bouton
ou sur la touche F1 pour acher les statuts ci-dessus. Si le bouton n'est pas visible, appuyez sur F9
ou sur
et eectuez un délement jusqu'à la page suivante (voir la Figure 2.7).
ou sur la touche F7 pour lancer la coupe ou le marquage. Le statut du
25

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Figure 2.6 Écran de procédé
26

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Figure 2.7 Écran de procédé
27
SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Vous trouverez ci-dessous quelques fonctions avancées dont l'ingénieur de service peut disposer mais qui sont
rarement utilisées par le client. Ces fonctions sont accessibles uniquement en mode Service.
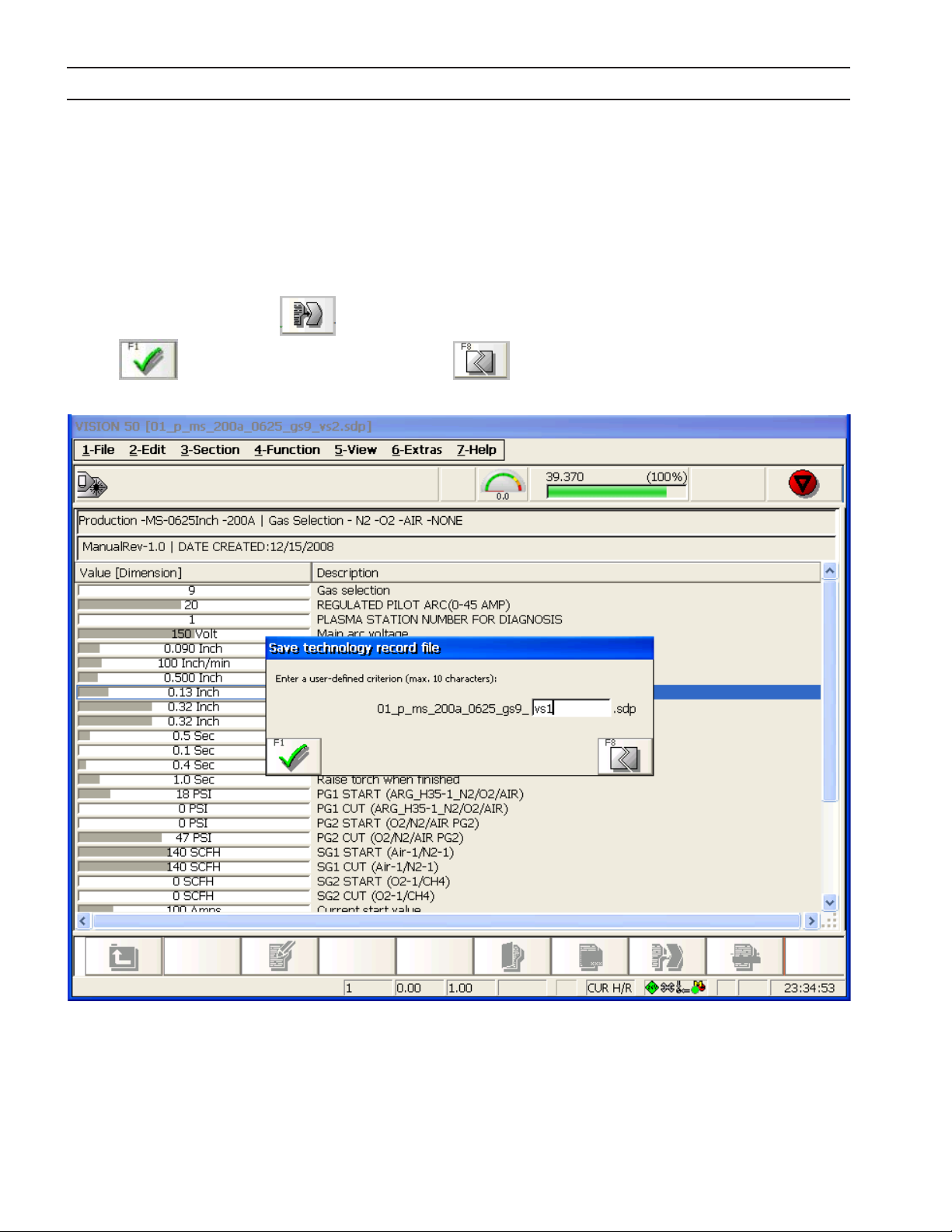
2.4.1 Changer et enregistrer un chier TDF
Si les chiers TDF standard ne fonctionnent pas pour un cas spécial, le client peut modier et enregistrer les
chiers TDF. Sur l'écran des données technologiques (Figure 2.5), changez les paramètres selon les besoins et
appuyez ensuite sur F7 ou
(F1 ou
s'ache à nouveau.
) ou annuler les changements (F8 ou ) (Figure 2.8). L'écran des données technologies
. Une fenêtre s'ache vous permettant d'enregistrer les modications
Figure 2.8 Enregistrer les modications vers TDF
28

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Sur l'écran des données technologiques (Figure 2.5), appuyez sur le bouton ou sur F6 pour acher
une vue agrandie des produits consomptibles. (Figure 2.9). Appuyez sur X en haut à droite pour fermer cette
fenêtre.
Figure 2.9 Vue agrandie des produits consomptibles
29

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
2.4.2 Changer le procédé de coupe à marquage
Appuyez sur le bouton “ECHAP“ ou sur la touche ECHAP du clavier pour revenir à l'écran du procédé.
Appuyez ensuite sur la touche “F1“ pour permuter entre le procédé “Coupe“ et “Marquage“. Le numéro du
procédé passe de 1 (coupe) à 5 (marquage). (voir la Figure 2.10) Vous pouvez le vérier du nom du chier TDF
aché en haut de l'écran.
Figure 2.10 Procédé changé au marquage
30

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
2.4.3 Test de gaz
Sur l'écran de procédé, appuyez sur le bouton PLUS ou pour obtenir les boutons des commandes
d'essais de gaz (voir la Figure 2.11).
Figure 2.11 Essais de gaz
31

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Appuyez sur “F1“ ou pour acher les divers paramètres : Hauteur de l'encodeur, Tension de l'arc,
Position de levage, Courant de coupe, pression de sortie PG, Flux SG1, Flux PG2, Flux SG2, Pression d'entrée PG1,
Pression de mélange SG, Pression d'entrée PG2 et ux PG requis. Appuyez à nouveau sur le bouton Essai du gaz
de démarrage pour tester le gaz de démarrage sans coupe. Les valeurs de ux sont uniquement achées avec
PG2 comme gaz de démarrage. Appuyez sur le bouton Gas de démarrage pour arrêter l'essai du gaz de
démarrage. Appuyez sur le bouton Essai de gas de coupe pour tester le gaz de coupe. Il permet d'acher la
pression de coupe de sortie pendant la coupe mais le ux sera plus important sans l'arc. Appuyez sur le bouton
Essai de gas de coupe pour arrêter l'essai.
Appuyez sur le bouton “Essai de gaz“ de protection et celui d'Essai de gaz de démarrage pour acher le ux
de gaz de protection actuel pendant le démarrage du plasma (voir la Figure 2.12). Appuyez à nouveau sur le
bouton Essaid de gas de démarrage pour arrêter l'essai.
Figure 2.12 Essai du gaz de protection pendant le démarrage du plasma
32

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Avec le bouton “Essai de gaz“ de protection sélectionné, appuyez sur le bouton “Essai de gaz“ de coupe
pour acher les ux de gaz de protection pendant la coupe. L'arc plasma n'inuence pas le ux de gaz de
protection.
Figure 2.12a Essai du gaz de protection pendant la coupe
33

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
2.4.4 Dépannage de la boîte d'interface CNC distant
Pour le dépannage, appuyez sur “Alt+3“ sur le clavier ou cliquez sur le menu supérieur de l'écran tactile pour
acher le menu déroulant (voir la Figure 2.13) et sélectionnez ensuite “Maj P5-Diagnostic“ (voir la Figure 2.14) sur
cet écran. La version du PLC s'ache.
Figure 2.13 Menu
34

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Figure 2.14 Fenêtre Diagnostic
Appuyez sur le bouton “Plus“ ou (voir la Figure 2.15) puis sur F3 ou (voir la Figure 2.16),
développez les stations et les sous-stations et sélectionnez la Sous-station 1.4 (voir la Figure 2.17). Les versions du
matériel, micrologiciel et PC gurent sur l'écran de diagnostics.
35

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Figure 2.15. Boutons supplémentaires pour les diagnostics
36

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Figure 2.16. Stations et sous-stations
37

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Figure 2.17. Sélectionner la sous-station 1-4
38

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Appuyez sur “F2“ ou pour vérier les signaux de la boîte d'interface CNC (Figure 2.18). Vous pouvez
utiliser F6
sortie analogique. La Figure 2.18 ache l'écran de sortie numérique.
Ces signaux de sortie peuvent être forcés à une valeur spécique. A titre d'exemple, sur la Figure 2.19, le signal
Rem_Motion_Enable est forcé. Depuis le CNC du client, on peut vérier si l'activation du mouvement est reçue
comme “1”.
et “F7“ pour permuter entre les écrans d'entrée/sortie numérique et entrée/
Figure 2.18. Signaux sur la boîte d'interface CNC
39

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Figure 2.19 Sortie numérique forcée
40

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
2.5 Fonctionnement sans contrôle de la hauteur
Les signaux suivants sont requis entre le CNC distant/client et la commande Vision 50P.
2.5.1 Signaux depuis CNC distant vers le système plasma M3-CAN
Le signal de la broche “E“ (l 5), début du cycle, active le système de plasma. Le signal depuis la broche “D“ (l 4), le
mode de marquage sélectionne le mode du marquage ou de la coupe. Le signal du mode Marquage doit être
ACTIVE pour pouvoir sélectionner le mode de marquage. Si les paramètres ou chiers TDF sont sélectionnés
correctement, Vision50P peut automatiquement passer entre les chiers de marquage et ceux de coupe
sélectionnés.
2.5.2 Signaux depuis le système de plasma M3-CAN vers CNC distant
Le signal depuis la broche “B“ (l 2), Activation du mouvement passe sur le CNC distant à la n du délai de
perçage. Le CNC distant doit lancer le mouvement de coupe lorsque l'option Activation du mouvement est vraie
après le début du cycle. Le signal de la broche “A“ (Fil 1) est Problème. Toute erreur de gaz, erreur d'alimentation
et erreur CC-11 peut activer ce signal (qui devient élevé). Lorsque le problème est "élevé", le système de plasma
sera désactivé et l'activation du mouvement sera supprimée de sorte que le CNC distant puisse supprimer le
début du cycle.
2.6 Séquence du fonctionnement sans contrôle de la hauteur
1. Sélectionnez le chier Coupe et marquage de Vision50P. Les informations sont enregistrées dans
la mémoire ash de Vision50P après la mise sous tension de Vision50P, ces informations sont
rechargées. Vous n'aurez besoin de rechanger les chiers que lorsque vous changez la buse, le
matériel ou l'épaisseur du matériel.
2. Assurez-vous que l'option Sans contrôle de la hauteur ( ) est activée (touchez l'écran ou
appuyez sur F2). Vision50P est alors informé que la fonction Sans contrôle de hauteur est utilisée.
3. Le mode par défaut est Coupe. Activez le mode de marquage si besoin.
41

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
4. Activez le signal du début du cycle que vous maintenez enfoncé depuis le CNC du client. Après
le délai de perçage (environ 100 msec), vériez le signal d'activation du mouvement. Si le signal
d'activation du mouvement est vrai, le CNC du client peut démarrer le mouvement.
5. Vériez toujours le signal d'activation du mouvement pendant la coupe/le marquage. Si le signal
d'activation du mouvement est désactivé, l'arc a été perdu et le CNC doit supprimer le début du cycle.
Vision50P désactive automatiquqment le plasma si l'arc n'est pas détecté après un intervalle donné.
6. Supprimez le signal du Début du cycle à la n du mouvement géométrique pendant un marquage/
découpe normal. Pendant la coupe d'un trou, le CNC doit supprimer le Début de cycle avant la n
de la géométrie pour améliorer l'arrondi et la qualité globale. Le temps d'arrêt préalable dépend du
type de matériau, de l'épaisseur et du courant.
7. Répétez (1)-(6) pour la deuxième partie.
2.7 Fonctionnement avec contrôle de la hauteur
Assurez-vous que l'option Sans contrôle de la hauteur est désactivée (appuyez sur ou sur la touche F2)
pour informer Vision50P que l'opération a besoin d'un contrôle de la hauteur. Il est nécessaire de le faire une
fois seulement puisque cette information est enregistrée dans la mémoire ash après la mise hors tension du
Vision50P. Les signaux suivants sont requis entre le CNC distant et Vision 50P.
2.7.1 Signaux depuis CNC distant vers le système plasma M3-CAN
1. La broche E (l 5), ‘Début de cycle’, active le système de plasma.
2. La broche D (l 4), le ‘Mode de marquage’ sélectionne le mode du marquage ou de la coupe. Le
signal du mode Marquage doit être ACTIVE pour pouvoir sélectionner le mode de marquage. Si
les paramètres ou chiers TDF sont sélectionnés correctement, Vision50P peut automatiquement
passer entre les chiers de marquage et ceux de coupe sélectionnés.
3. La broche H (l 8) ‘Station activée’ permet de permuter entre activation/désactivation de la station.
Vision50P peut également permuter entre l'activation/désactivation des stations. La dernière
commande d'activation/désactivation de Vision 50P et du CNC distant sera en vigueur.
4. La broche K (l 10), ’Station Bas’, déplace les torches vers le bas. Ce signal n'est pas sensible au
facteur du temps.
5. La broche L (l 11), ’Station Haut’, déplace les torches vers le haut. Ce signal n'est pas sensible au
facteur du temps.
6. Broche F (l 5), ‘Coin’ : Ce signal empêche la torche de plonger au ralentissement de la machine dans
le coin de la géométrie ou au début/n de la ligne. Un signal de coin faux (0) signie que le CNC se
déplace à une vitesse de coupe constante. Un signal de coin vrai (1) signie que le CNC approche le coin
et que l'AHC sera bloqué. Le CNC du client doit fournir ce signal si le contrôle de la hauteur est utilisé.
7. La broche “G“ (l 7), ’Encodeur/Tension arc’ permet de sélectionner le contrôle de la hauteur ou celui
de la tension de l'arc. Vrai ou 1 signie tension de l'arc; faux ou 0 signie encodeur. Le contrôle de
la hauteur de l'encodeur est utile pendant la coupe d'un trou. Sur l'écran Procédé, le bouton
ou la touche F4 peuvent exécuter la même fonction. Lorque
est sélectionnée; sinon, c'est l'encodeur qui est sélectionné. Ce signal est également enregistré en
mémoire ash et sera automatiquement chargé lorsque Vision50P est mis sous tension.
2.7.2 Signal entre le système de plasma M3-CAN et le CNC distant :
1. Broche “B“ (l 2) : Ce signal dière en fonction de la constante de la station 214 dans SPS.KON.
“L'activation du mouvement“ passe sur le CNC distant à la n du délai de perçage. Le CNC distant
doit lancer le mouvement de coupe lorsque le signal de l'option “Activation du mouvement“ est
vraie après le début du cycle. “Arc activé“ : est activé immédiatement après l'activation de l'arc
principal. “L'activation de l'arc après le délai de perçage“ est en marche après le délai de perçage
et lorsque l'arc est donc ACTIF.
2. La broche “A“ (l 1) est un Problème. Toute erreur de gaz, erreur d'alimentation et erreur CC-11 peut
activer ce signal (qui devient élevé). Lorsque le problème est “élevé“, le système de plasma sera
désactivé et l'activation du mouvement sera supprimée de sorte que le CNC distant puisse supprimer
le début du cycle.
42
est activé, la tension de l'arc

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
2.8 Séquence du fonctionnement avec contrôle de la hauteur
1. Sélectionnez le chier Coupe et marquage de Vision50P. Les informations sont enregistrées dans
la mémoire ash de Vision50P après la mise sous tension de Vision50P, ces informations sont
rechargées. Vous n'aurez besoin de rechanger les chiers que lorsque vous changez la buse, le
matériel ou l'épaisseur du matériel.
2. Assurez-vous que l'option Sans contrôle de la hauteur
informé que la fonction Contrôle de la hauteur est utilisée.
3. Le mode par défaut est Coupe. Activez le mode de marquage
4. Activez le signal du début du cycle que vous maintenez enfoncé depuis le CNC du client. Après un
bref délai (environ 100 msec), vériez le signal d'activation du mouvement. Si le signal d'activation
du mouvement est vrai, le CNC du client peut démarrer le mouvement. Lorsqu'une vitesse constante
est atteinte, supprimez le signal de coin pour activer le contrôle de la hauteur automatique si le
mode de tension d'arc est sélectionné. Au coin ou chaque fois que la machine ralentit, le signal du
coin doit être ACTIF pour éviter que la torche ne plonge dans les coins.
5. Vériez toujours le signal d'activation du mouvement pendant la coupe/le marquage. Si le signal
d'activation du mouvement est désactivé, l'arc s'est perdu et le CNC doit supprimer le début du cycle.
Vision50P désactive automatiquqment le plasma si l'arc n'est pas détecté après un intervalle donné.
6. Supprimez le signal du Début du cycle à la n du mouvement géométrique pendant un marquage/
découpe normal. Pendant la coupe d'un trou, le CNC doit supprimer le Début de cycle avant la n
de la géométrie pour améliorer l'arrondi et la qualité globale. Le temps d'arrêt préalable dépend du
type de matériau, de l'épaisseur et du courant.
7. Répétez (1)-(6) pour la deuxième partie.
est désactivée Vision50P est alors
si besoin.
43
SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Pendant la coupe de petits trous, les pièces tombent avant que la coupe géométrique ne soit terminée, l'arc
peut ne pas être
détecté. Vous pouvez activer/désactiver le signal de perte de coupe via le bouton
Procédé. Si ce bouton est activé, il ignorera les pertes de coupe après avoir établi l'arc; mais pour une coupe
normale, ce bouton doit être désactivé.
ou F8 sur l'écran
44
SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
2.9 Coupe de trous avec plasma
2.9.1 Introduction
Cette section porte sur la bonne qualité d'un trou pendant l'emploi d'un procédé plasma. Cette capacité est
de plus en plus nécessaire dans la mesure où les clients commencent à attendre plus du procédé du plasma. Il
existe plusieurs zones diérentes qui devront être étudiées pour obtenir les résultats requis. Ces zones sont le
contrôle de la hauteur, le réglage approprié de la vitesse via l'appareil de mouvement, une alimentation capable
de fournir une sortie de courant stable à tous les ampérages et un bon progiciel qui vous permet de programmer
les segments d'entrée et de sortie de l'arc. Chacune de ces zones sera traitée individuellement.
2.9.2 Contrôle de la hauteur de l'encodeur
Le contrôle de la hauteur peut être classé en trois zones distinctes. Il est très important de comprendre comment
chacune de ces zone aectent la qualité totale du trou.
La première zone est le contrôle de la hauteur de l'encodeur. Cette commande dénit trois hauteurs distinctes
qui sont importantes à l'opération.
La première zone est la hauteur initiale. Il s'agit de la hauteur au-dessus de la pièce de travail, en pouces, à
laquelle la torche est réglée pour établir la hauteur correcte pemettant à l'arc du pilote d'eectuer un transfert
vers la hauteur de coupe principale.
La deuxième zone à laquelle le contrôle de la hauteur de l'encodeur est réglée est la hauteur de perçage qui est
la hauteur à laquelle la torche s'élève après le transfert de l'arc principal. Ce réglage permet de protéger la buse
et la protection des matériaux renvoyés suite au transfert de l'arc principal.
45

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
A6 Plasma Lift Assembly
Introduction
The A6 lift assembly provides vertical motion for the
PT-36 plasma torch, using a typical motor, screw, and
slide con guration. The motor turns an enclosed
spindle screw, which in turn raises/lowers the lifting
plate along linear rails. Directional commands given
from CNC determines direction of lift travel. Fixed
limit switches are included to prevent upper and
lower over travel.
The lift assembly also contains components
necessary to control height over work surfaces;
initial, piercing, and cornering heights are encoder-
controlled during the plasma cycle through use
of SDP les. During part production, stando
is automatically controlled by taking voltage
measurements between torch nozzle and work
surface.
Finally, the A6 lift includes Omni Soft Touch® to
protect the system during station crashes. Proximity
switches monitor torch position in the mounting.
If the torch is jarred in any direction, machine/
station movement will stop and an error report will
be sent to CNC. Illustrations on the following page
2.9.2 Contrôle de la hauteur de l'encodeur (suite)
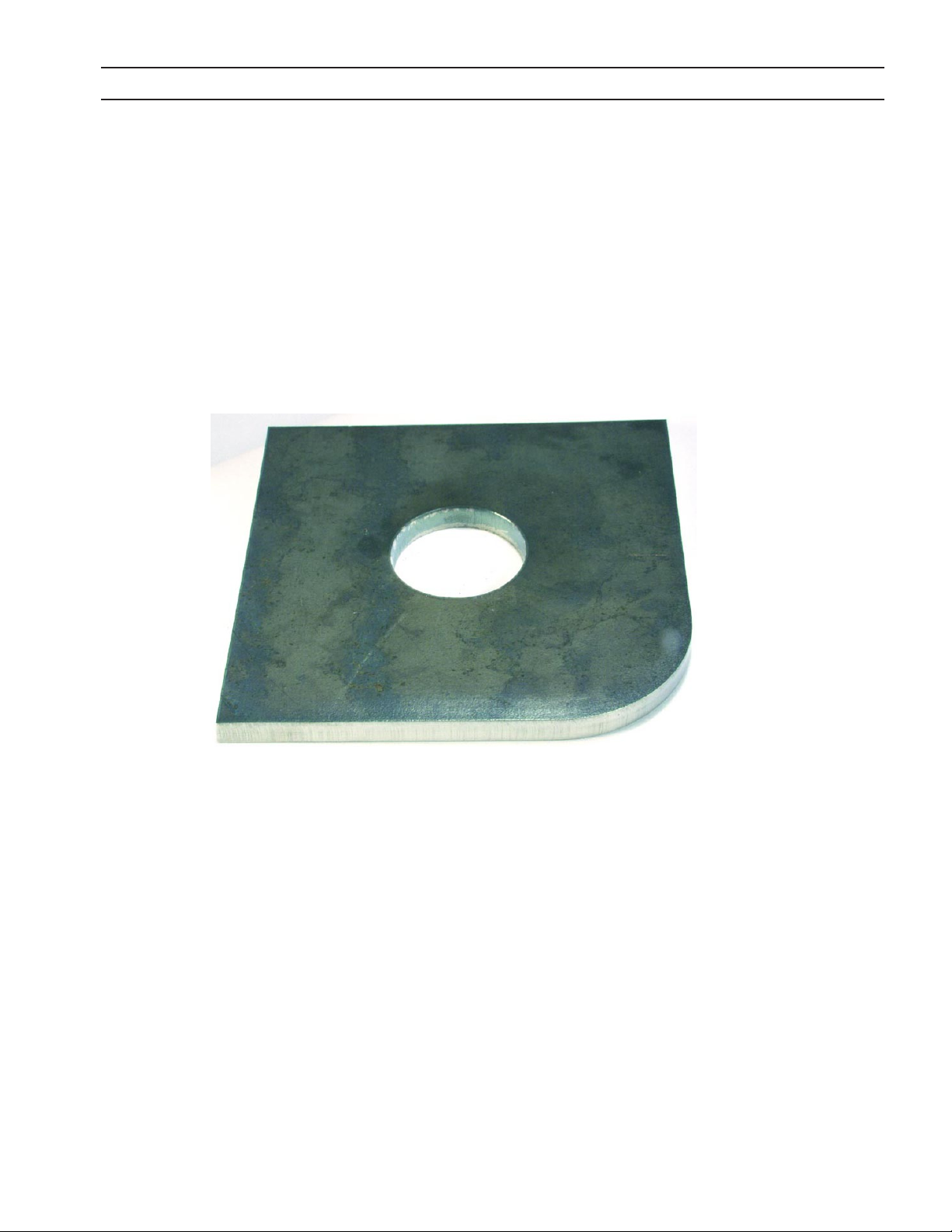
La troisième zone est la hauteur de la coupe actuelle à laquelle couper la pièce requise. Lors de la coupe de
trous, cette fonction contrôle directement la rectitude de la paroi latérale du trou. N'utilisez pas le contrôle de
la tension de l'arc pour maintenir la hauteur de la torche lors la coupe des trous. En principe, le diamètre de ces
trous est si petit que la tension de l'arc n'est jamais activée. Utilisez plutôt le contrôle de la hauteur de l'encodeur.
L'augmentation de cette hauteur de coupe surélève la torche à une position supérieure au-dessus de la pièce
de travail. La tension de l'arc est augmentée (écartement) ainsi que la conicité des parois latérales du trou. C'est
ce qui s'appelle un angle de coupe positif. La réduction physique d'un écartement abaisse la torche, réduisant
la tension et produisant un angle de coupe négatif. Un angle de coupe positif est caractérisé par le dessus d'un
trou dont le diamètre est plus large que le diamètre inférieur. Un angle de coupe négatif est caractérisé par le
diamètre supérieur du trou qui est plus petit que le diamètre de la partie inférieure du trou
La hauteur de coupe de l'encodeur contrôle la rectitude de la paroi latérale ce qui permet d'uniformiser la
dimension du diamètre supérieur et inférieur du trou. Si les trous de coupe ayant des diamètres de 2,00 po
(50,8 mm) et plus petits, il faut utiliser le contrôle de la hauteur de l'encodeur. Les trous ayant des diamètres
supérieurs à 2,00 po (50,8 mm) doivent être coupés à l'aide du contrôle de la tension de l'arc.
B4 Lever
A6 Lever
46

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
2.9.3 Réglage de la vitesse de coupe
La vitesse de la machine de coupe doit être bien réglée. Pendant des années, il était dit que lorsqu'on coupait
des petits trous, il fallait réduire la vitesse de coupe par rapport à la vitesse normale pendant la coupe d'une
grande pièce. La règle générale consiste à réduire la vitesse de coupe de 50% par rapport à la vitesse normale de
déplacement. Un exemple serait une coupe d'acier de carbone épais de 0,50 po (12,7mm) à 100ipm (2540mmpm)
et le trou d'un diamètre de 0,50 po (12,7mm) serait une coupe de 50ipm (1270mmpm). Ce n'est que le point de
départ. Il peut s’avérer nécessaire de réduire la vitesse de coupe encore plus bas.
Lorsqu'on essaie de couper de petits trous, il faut réduire la vitesse de coupe. Cette réduction de vitesse permet
de mieux contrôler la rondeur du trou. La plupart des machines épouvent des dicultés à couper des trous à
une vitesse élevée. Et cela en raison de la masse et du poids de la machine. L'inertie de la machine veut passer la
torche autour et produire ainsi un trou oblong ou un trou oval. En outre, le ralentissement de la machine permet
d'améliorer la rectitude de la paroi.
Il est très important que la conception de la machine est un minimum de réaction défavorable. Tout mouvement
qui ne serait pas souhaitable aura une incidence sur la qualité de la coupe.
Récapitulatif : La vitesse à laquelle le trou est coupé a une incidence sur la rondeur du trou.
47

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
2.9.4 Bloc d'alimentation
Tous les blocs d'alimentation fabriqués par ESAB aujourd'hui font référence à des appareils à courant continu.
Contrairement aux blocs d'alimentation précédents, ces unités peuvent prendre en charge une sortie à courant
continu à n'importe quelle tension de coupe sous condition qu'elle s'inscrive dans les spécications de cette
unité. Les commandes CNC de l'interaction aujourd'hui commmniquent avec ces blocs d'alimentation et sont
capables de contrôler à distance la sortie du courant de ces unités. En outre et en raison de la capacité à distance,
la commande peut régulariser la sortie du courant au début de la coupe, pendant et à la n. Dans plusieurs cas
de coupes aux petits diamètres, une commande complète du courant est requis pour contrôler la qualité du
trou, plus particulièrement lors de la n de la coupe. Tous les blocs d'alimentation ESAB pour les applications de
plasma mécanisées sont conçues pour des cycles de service à 100%. Cela signie un fonctionnement continu
de 60 minutes à l'heure.
48

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Part Programming Techniques
2.9.5 Techniques de programmation des pièces
Bien que plusieurs techniques de programmation de petits trous (d'un diamètre de 1,5 x épaisseur de la plaque
et moins) soient disponibles, nous avons sélectionné deux techniques que nous allons étudier en détail.
49

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
2.9.6 Codes aectant la qualité du trou
La commande M57 permet d'exécuter deux choses. Tout d'abord, s'il n'y a pas de contrôle de
M57
F
M174
hauteur d'encodeur, elle gèle tout simplement la commande de la hauteur de la tension. Elle peut
être utilisée pour activer la commande de la hauteur de l'encodeur en plaçant M57 avant M65
(plasma sur la commande).
Le F peut être inséré pour apppeler une autre vitesse d'avance (par ex. F50.0) qui vont améliorer la
qualité du trou.
“Flying O” - Ce code permet d'arrêter le plasma au point d'insertion dans le programme sans arrêter
le mouvement de la machine. Cette fonction ne se sert pas des paramètres de la décélération du
courant, des valeur d'arrêt courant et hors délais d'arrêt du gaz.
2.9.7 Sélection du type d'entrée
Cela dépend de la taille du trou. Une entrée directe fonctionne bien dans la plupart des cas contrairement à
l'entrée en forme radiale qui fonctionne bien pour la plupart des trous plus larges. Voir l'illustration ci-dessous. Le
chemin vert est le chemin programmé et le chemin rouge est celui de la torche. Regardez le point d'intersection
des chemins sur l'entrée en forme radiale sur l'illustration. Cette zone laisse en principe un point plat ou une
bosse. L'origine peut être l'expansion de l'arc à mesure qu'il se déplace dans le chemin de coupe précédent.
L'entrée droite dispose d'un chemin de coupe précédent plus petit permettant de réduire le point plat.
50

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
2.9.7 Sélection du type d'entrée (suite)
51

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
In the graphic below, notice we led in from the center of the hole at 90 degrees.
(Refer to point 1 and red code).
The M57 inserted before the M65 tells the controller that we are going to use the encoder
for height control. The encoder height value can be optimized to give us the best cutting
height for the hole which may be different from standard contour cutting. After the
piercing routing completes, the machine will lead into the contour at 90 degrees and
continue in a counter-clockwise direction to cut the hole. As the machine approaches the
lead in kerf, there are a couple of different things we can do. One is to use the M174. This
will turn the plasma off at the entry point of the lead in or shortly after it. This code
should not be limited to either before or after. Material type, amperage, hole size and gas
selection all influence on where this code should be placed to optimize the hole quality.
(Refer to point 2 and blue code). Remember that the M174 is a “Flying Off” command
and will shut off the plasma on the fly. We use an over burn (refer to point 3 and green
code) to keep the machine moving beyond the intersection of the lead in and the end of
the hole contour as the plasma goes out.
2.9.7 Sélection du type d'entrée (suite)
Sur le graphique ci-dessous, remarquez que nous entrons depuis le centre du trou à 90°. (voir le point 1 et le code
rouge).
Le M57 introduit avant M65 indique au contrôleur d'utiliser l'encodeur pour le contrôle de la hauteur. La valeur
de la hauteur de l'encodeur peut être optimisée pour obtenir la meilleure hauteur de coupe pour le trou qui
peut diérer de la coupe de contour standard. Après avoir exécuté la routine de perçage, la machine entre dans
le contour à 90° et continue dans le sens anti-horaire pour couper le trou. A mesure que la machine approche
l'entaille de l'entrée, vous pouvez procéder comme suit. Vous devez d'abord utiliser M174. Cette fonction
permet de désactiver le plasma au point d'entrée de la connexion ou peu de temps après. Ce code ne doit pas
être limité à avant ni après. Le type de matériel, l'ampérage, la taille du trou et la sélection du gaz inuencent
l'emplacement du code en vue d'optimiser la qualité du trou. (Voir le point 2 et le code bleu). Rappelez-vous
que M174 est une commande “Flying O” et qu'elle arrêtera le plasma d'un seul coup. Nous nous servons d'une
surcuisson (voir le point 3 et le code vert) pour continuer le mouvement de la machine au-delà de l'intersection
de l'entrée et de l'extrémité du contour du trou lorsque le plasma sort.
N0031 G41
N0032 M57
N0033 M65
N0034 G01 X1.442 Y-1.231
N0035 G03 X1.548 Y-1.014 I1.718 J-1.231
N0036 G03 X1.442 Y-1.231 I1.718 J-1.231
N0037 M174
N0038 G03 X1.447 Y-1.281 I1.718 J-1.231
N0039 M66
N0040 G40
52

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Another way to program the hole is to follow the example below. Here we still use the
encoder for height control, still lead in at 90 degrees but do not use the M174 at the end
of the cut. Instead, we use the parameter “Current Off Value” to turn the current down
after the over burn move. You see that the M66 code comes after the over burn which
turns the plasma off. When the controller sees this code, the current goes to the current
off value which can be optimized in conjunction with the ramp down time and the over
burn distance for the hole and material you are cutting. If the Current Off Value is at the
same value as the cutting current value, then the plasma will gouge the contour of the
hole instead of leaving a smooth area at the lead out point.
2.9.7 Sélection du type d'entrée (suite)
Utilisez l'exemple suivant pour programmer le trou diéremment. Dans ce cas, nous utilisons un encodeur pour
le contrôle de la hauteur, avec une entrée toujours à 90° mais n'utilisez pas la M174 à la n de la coupe. Utilisez
par contre le paramètre de la valeur d'arrêt du courant après le mouvement de surcuisson. Le code M66 vient
après la surcuission qui arrête le plasma. Lorsque le contrôle voit ce code, le courant passe au paramètre hors
valeur du courant qui peut être optimisé conjointement au temps de décélération et à la distance de surcuisson
pour le trou et le matériel coupé. Si la valeur d'arrêt du courant a la même valeur que le courant de coupe, le
plasma creuse des entailles sur le contour du trou au lieu de laisser une zone lisse au point de sortie.
53

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
One should be careful also to check for the kerf offset when cutting very small holes. The
angle of the straight lead in will have to be modified to allow the start position to remain
in the center of the hole. Ignoring this offset can lead to the plasma starting on the edge or
outside the edge of the hole.
2.9.7 Sélection du type d'entrée (suite)
Vériez toujours le décalage des entailles lorsque vous coupez de très petits trous. L'angle de l'entrée droite devra
être modié pour permettre à la position de départ de rester au centre du trou. Si vous ignorez ce décalage, vous
risquez d'avoir le plasma qui commence au bord ou à l'extérieur du bord du trou.
• Assurez-vous que le trou commence au niveau du centre du trou.
• Assurez-vous que la torche plasma est à la hauteur appropriée avant qu'elle n'atteigne le bord du contour.
• Assurez-vous que le taux d'alimentation est correct.
• Procédez selon l'un des deux exemples précédents pour terminer la coupe en déformant le trou au
minimum.
54

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Liste des erreurs pour Vision 50P SPS
ID Description Solutions possibles
11002 Temporisation IHS
11003
11004 Perte de coupe
11005
11006 Collision de la torche
11007
11012
11014
11016
11019
11024 Flux SG1 bas
11025 Flux SG2 bas
11026
11027 Tension d'arc trop basse
11028
Problème avec
l'allumage
Erreur pendant
La lecture de SPS.Kon
Pas de tension
d’alimentation
Sur la sous-station
Limite inférieure
Commutateur activé
Le procédé n'est pas
disponible
Pas de station valide
sélectionnée
Erreur du liquide
frigorique
Délai d'arrêt du gaz trop
long
Tension d'arc trop
élevée
1. Le signal du contact est déjà fermé.
2. Vérier la présence d'un court-circuit sur le capteur de référence 1 ou 2.
1. Si la torche n'a pas d'étincelle, la pression du gaz est élevé ou la tension du circuit ouvert
est basse.
2. S'il y a des étincelles sur la torche mais pas de transfert, la hauteur initiale est trop élevée
ou le courant de démarrage est trop bas.
3. Le relais de l'arc pilote n'est pas sous tension.
4. Le contact du relais de l'arc pilote est mauvais.
5. La résistance de l'arc pilote est ouverte.
1. La hauteur du perçage est trop élevée pendant le démarrage.
2. Pas de plaque sous la torche pendant la coupe.
3. La durée du perçage est trop longue.
1. SPS.KON n'est pas lisible.
2. Assurez-vous que SPS.KON existe et n'est pas utilisé par un autre programme.
1. Remettre le porte-torche à zéro.
2. La tension de l'arc est trop basse.
3. Traverse d'une large entaille sans AHC bloqué.
4. La machine se déplace trop lentement.
1. Vérier que l'alimentation à la sous-station est de 24VCC.
2. Vérier les connexions au câble CAN.
1. Le levage est au commutateur de n de course inférieure. La machine ne devrait pas
bouger.
1. Veuillez sélectionner un procédé disponible.
1. Veuillez sélectionner une station valide.
1. Le liquide frigorique passant dans la torche est inférieur à 1,0 GPM (4,5 l/min). Le débit
minimum passant dans la torche est 1,3 GPM (5,9 l/min.) @175PSI (12,1 bars).
2.Vérier la pression de sortie de la pompe d'eau (175PSI / 12,1 bars).
3. EPP-360 est en mode esclave.
1. Coupe de protection trop petite.
2. Vérier que les produits consomptibles sont appropriés.
3. S'assurer que les tuyaux ne sont pas obstrués.
4. Vérier les pressions d'entrée de la boîte SG.
1. Coupe de protection trop petite.
2. Vérier que les produits consomptibles sont appropriés.
3. S'assurer que les tuyaux ne sont pas obstrués.
4. Vérier les pressions d'entrée de la boîte SG.
1. Le délai d'arrêt du gaz doit être plus court que le temps de décélération du courant.
2. Le délai d'arrêt du gaz sera réglé à une valeur égale au temps de décélération du
courant.
1. La tension de l'arc est de 10 V plus basse que requis.
2. Réduire le taux VDR dans SPS.KON.
1. La tension de l'arc est de 10 V plus élevée que requis.
2. Augmenter le taux VDR dans SPS.KON.
55

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Liste des erreurs pour Vision 50P SPS
ID Description Solutions possibles
11029
11030 Inutilisé
11031
11032
11049
11062 Contact à vitesse élevée
11063 PG2 Pression d'entrée élevée 1.PG2 Pression d'entrée (entrée de la boîte PG) trop élevée.
11064 SG2 Flux bas
11065 PG1 Pression de sortie basse 1.Buse trop large.
11066 PG2 Pression de sortie basse 1.Buse trop large.
11067 SG1 Flux élevé
11068 SG2 Flux élevé
11069 PG1 Pression d'entrée basse 1.PG1 Pression d'entrée (entrée de la boîte PG) trop basse.
11070 PG2 Pression d'entrée basse 1.PG2 Pression d'entrée (entrée de la boîte PG) trop basse.
11071 PG2 Flux élevé
11072 Court-circuit capteur
11073
11074
11075
11076
Décélération du courant
Temps trop court
PG2 Pression de sortie trop
élevée
PG1 Pression de sortie trop
élevée
Niveau du liquide
frigorique bas
Problème d'alimentation de
la vanne proportionnelle
L'alimentation ne peut pas
fournir le courant appelé
Le débit d'eau de coupe est
bloqué.
Le courant d'arc est plus bas
que demandé
1. Le temps de décélération doit être plus long que le délai d'arrêt du gaz.
2. Le temps de décélération du courant sera réglé à la valeur égale au délai d'arrêt du
gaz.
1. Buse trop petite.
1. Buse trop petite.
1. Ajouter du liquide frigorique.
2. Vérier le commutateur d'activation lorsque le refroidisseur est plein.
1.Rectier la distance de ralentissement dans la constante de la station ainsi que
l'épaisseur de la plaque dans le chier TDF.
1. Buse trop petite.
2.Tuyau bloqué entre la boîte PG et la torche.
1.Coupe de protection trop large.
2. Vérier que les produits consomptibles sont appropriés.
3. S'assurer que les tuyaux ne fuient pas.
4. Vérier les pressions d'entrée de la boîte SG.
1.Coupe de protection trop large.
2. Vérier que les produits consomptibles sont appropriés.
3. S'assurer que les tuyaux ne fuient pas.
4. Vérier les pressions d'entrée de la boîte SG.
1.Buse trop large.
2.Fuite entre la boîte PG et la torche.
1.Court-circuit entre buse et coupe de protection.
2.Nettoyer les impuretés dans la torche.
1.La vanne proportionnelle (injection d'eau uniquement) n'est pas alimentée.
2. Vérier que l'alimentation 24 VCC à l'intérieur de la boîte d'injection d'eau est
présente.
1.Le courant de sortie appelé n'est pas disponible pour l'alimentation sélectionnée.
2.Consulter SPS.Kon pour garantir que l'alimentation appropriée a été sélectionnée.
1. Le tuyau d'eau de coupe est bloqué.
2. La vanne d'eau de coupe n'est pas ouverte.
3. Buse plus petite.
4. La vanne proportionnelle ne fonctionne pas.
1.Le courant actuel est inférieur au courant demandé.
2.Vérier le câble de contrôle entre la boîte RAS et l'alimentation.
56

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Liste des erreurs pour Vision 50P SPS
ID Description Solutions possibles
11077
Le courant d'arc est plus élevé
que demandé
1. Le courant actuel est supérieur au courant demandé.
11078 PG1 Pression d'entrée élevée 1. PG1 Pression d'entrée (entrée de la boîte PG) trop élevée.
Rechercher le code d'erreur sur le panneau frontal. Consulter le
11079
11080
11081
11082
11083
11084
11085
11086
11087
11088
11089
11090 Aucune donnée de coupe
11091
11092
Échec de l’alimentation
plasma.
La pression d'eau de coupe
est trop basse
La pression d'eau de coupe
est trop élevée
Le débit d'eau de coupe est
trop bas
Le débit d'eau de coupe est
trop élevé
Le chier de marquage est
sélectionné manuellement tandis
que la sélection de marquage
automatique est activée
Le marquage n’est pas disponible
pour un courant supérieur à 400A
L’épaisseur de plaque pour cette
buse n’est pas valide
Le marquage pour la buse
sélectionnée n’est pas disponible
Le marquage l’aluminium n’est
pas disponible
Aucune donnée de coupe pour
l’épaisseur sélectionnés
Aucune donnée de coupe pour le
code de buse sélectionné
Pression d’eau de coupe hors
plage
1.
manuel sur l'alimentation du plasma.
Vérier la pompe à eau.
1.
Examiner la vanne proportionnelle.
1.
Examiner la vanne d'eau.
1.
Examiner la vanne proportionnelle.
1.
1. Désactivez la sélection de marquage automatique (SPS.KON#220).
2. Sélectionnez le chier de marquage approprié manuellement.
3. Sélectionnez un autre chier de coupe et choisissez à distance le chier de
coupe nécessaire.
1. Sélectionnez un autre chier de marquage.
1. Sélectionnez l’épaisseur appropriée pour cette buse.
1. Sélectionnez une buse inférieure à 450A pour ce marquage.
1. Sélectionnez MS ou SS pour le marquage.
1. Chargez ou créez des données de coupe pour cette épaisseur.
2. Vous utilisez une sélection automatique mais vous sélectionnez un chier
TDF manuellement;Resélectionnez un autre chier de coupe à distance
puis choisissez le chier de coupe nécessaire.
1. Chargez ou créez des données de coupe pour ce courant.
2. Vous utilisez une sélection automatique mais vous sélectionnez un chier
TDF manuellement;Resélectionnez un autre chier de coupe à distance puis
choisissez le chier de coupe nécessaire.
1. Chargez ou créez des données de coupe pour ce code de buse.
2. Vous utilisez une sélection automatique mais vous sélectionnez un chier
TDF manuellement; Resélectionnez un autre chier de coupe à distance puis
choisissez le chier de coupe nécessaire.
1. Vériez la pression d’eau de coupe.
57

SECTION 2 VISION 50P CNC AVEC BOÎTE D'INTERFACE
Codes d'erreur pour les corets SG et PG
ID d'erreur Description
89 Erreur CRC pendant le téléchargement des constantes de la station
90 Le module a exécuté une réinitialisation
200 La plage des valerus du réglage référentiel CAN a été dépassée
201 La pression de l'entrée pour PG1 est trop basse
202 La pression de l'entrée pour PG1 est trop élevée
203 La pression de l'entrée pour PG2 est trop basse
204 La pression de l'entrée pour PG2 est trop élevée
58

REVISION HISTORY
1. Initial release - 04 / 2009
2. Revision 04/2010 - added vision 50P mounting diagram.
3. Revision 02/2012 - updates per K. Li.
59

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Shah Alam Selangor
Tel: +60 3 5511 3615
Fax: +60 3 5512 3552
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel: +7 095 937 98 20
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel: +7 812 325 43 62
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
 Loading...
Loading...