

ESAB m3 plasma Vision 50P CNC and Interface Box m3 G2 Plasma System Instruction manual [es]

CNC Vision 50P y caja de interfaz
Sistema de plasma G2 m3
Manual del operario (ES)
0558009105 02/2012

ASEGURE DE QUE ESTA INFORMACIÓN ALCANCE EL OPERADOR.
USTED PUEDE CONSEGUIR COPIAS ADICIONALES A TRAVÉS DE SU DISTRIBUIDOR ESAB.
PRECAUCIÓN
Estas INSTRUCCIONES están para los operadores experimentados. Si usted no es completamente familiar con la teoría de operación y las prácticas seguras para la soldadura de arco
y equipos de corte, le pedimos leer nuestro librete, “precautions and safe practices for arc
welding, cutting, and gouging,” la forma 52-529. No permita a personas inexperimentadas
instale, opere, o mantenga este equipo. No procure instalar o funcionar este equipo hasta
que usted ha leído completamente estas instrucciones. Si usted no entiende completamente
estas instrucciones, entre en contacto con a su distribuidor ESAB para información adicional. Asegure leer las medidas de seguridad antes de instalar o de operar este equipo.
RESPONSABILIDAD DEL USUARIO
Este equipo se funcionará en conformidad con la descripción contenida en este manual y las etiquetas de acompañamiento, y también de acuerdo con las instrucciones proporcionadas. Este equipo se debe comprobar periódicamente. La operación incorrecta o el equipo mal mantenido no deben ser utilizados. Las piezas que están
quebradas, faltantes, usadas, torcidas o contaminadas se deben sustituir inmediatamente. Si tal reparación o el
reemplazo llegan a ser necesario, el fabricante recomienda que una llamada por teléfono o un pedido escrito de
servicio esté hecha al distribuidor ESAB de quien fue comprado.
Este equipo o cualquiera de sus piezas no se deben alterar sin la previa aprobación escrita del fabricante. El usuario de este equipo tendrá la responsabilidad única de cualquier malfuncionamiento que resulte de uso incorrecto, de mantenimiento inadecuado, daños, reparaciones o de la alteración incorrecta por cualquier persona
con excepción del fabricante o de un distribuidor autorizado señalado por el fabricante.
LEER Y ENTENDER EL MANUAL ANTES DE INSTALAR U OPERAR EL EQUIPO.
PROTEJA A USTED Y LOS OTROS!

ÍNDICE
Sección / Titulo Página
1.0 Precauciones de seguridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
Clase de cubierta protectora. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
2.0 CNC Vision 50P con caja de interfaz . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
2.1 CNC Vision 50P (0558008253) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
2.2 Caja de interfaz de CNC Vision 50P (0558008250) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
2.3 Parámetros del proceso de plasma . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
2.4 Funcionamiento del CNC Vision 50P . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .21
2.4.1 Cambiar y guardar el archivo TDF. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
2.4.2 Cambio de proceso de corte a marcado. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
2.4.3 Prueba de gas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .31
2.4.4 Localización y resolución de problemas de la caja de interfaz de CNC remoto . . . . . . . . . . . . . . . . . . . 34
2.5 Funcionamiento sin control de altura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .41
2.5.1 Señales del CNC remoto al sistema de plasma CAN m3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .41
2.5.2 Señales del sistema de plasma CAN m3 al CNC remoto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .41
2.6 Secuencia de funcionamiento sin control de altura. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .41
2.7 Funcionamiento con control de altura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .42
2.7.1 Señales del CNC remoto al sistema de plasma CAN m3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .42
2.7.2 Señales del sistema de plasma CAN m3 al CNC remoto:. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .42
2.8 Secuencia de funcionamiento con control de altura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
2.9 Cortar oricios con plasma . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
2.9.1 Introducción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
2.9.2 Control de altura del codicador. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
2.9.3 Regulación de la velocidad de corte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .47
2.9.4 Fuente de alimentación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
2.9.5 Técnicas de programación de piezas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
2.9.6 Códigos que pueden afectar a la calidad del oricio. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
2.9.7 Selección del tipo de introducción inicial. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
2.9.7 Selección del tipo de introducción inicial (continuación). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .51

ÍNDICE
4

SECCIÓN 1 PRECAUCIONES DE SEGURIDAD
1.0 Precauciones de seguridad
Los usuarios de los equipos de corte y soldadura ESAB tienen la responsabilidad de asegurar que las personas
que trabajan o están cerca del equipo sigan las normas de seguridad.
Las precauciones de seguridad deben estar de acuerdo con equipos de corte y soldadura. Las recomendaciones
abajo deben ser seguidas adicionalmente a las normas estándar.
1. Cualquier persona que utilice un equipo de soldadura o corte plasma debe ser familiar con:
-su operación
-localización de los paros de emergencia
-sus funciones
-precauciones de seguridad
-corte plasma y soldadura
2. El operador debe asegurar que:
-ninguna otra persona este en la área de trabajo durante el arranque de la maquina
-ninguna persona este sin protección al momento de la partida del arco
3. La área de trabajo debe:
-estar de acuerdo con el trabajo
-estar libre de corrientes de aire
4. Equipo de seguridad individual:
-siempre utilice equipos de seguridad, lentes, prendas ignífugas, guantes, etc.
-no utilice artículos sueltos, como bufandas, pulseras, anillos, etc.
5. Precauciones generales:
-este seguro que el cable de retorno esta bien conectado
-el trabajo con alta voltaje debe ser realizado por un técnico calicado.
-un extintor de incendios apropiado debe estar acerca de la maquina.
-lubricación de la maquina no debe ser realizada durante la operación.
Clase de cubierta protectora
El código IP indica la clase de cubierta protectora, por ejemplo, el grado de protección contra la penetración
de objetos sólidos o agua. Se proporciona protección contra toques con dedo, penetración de objetos sólidos
de más de 12 mm y contra la pulverización de agua con una inclinación de hasta 60 grados. El equipo con el
código IP23S puede almacenarse pero no está previsto para su uso en exteriores en caso de lluvia, a no ser que
se cubra.
Inclinación
PRECAUCIÓN
Si el equipo se sitúa en una supercie con
una inclinación mayor a 15°, es posible que
vuelque, lo cual puede causar daños personales y/o daños importantes al equipo.
máxima
permitida
15°
5

SECCIÓN 1 PRECAUCIONES DE SEGURIDAD
ADVERTENCIA
DESCARGA ELÉCTRICA puede matar.
- Instale un cable tierra de acuerdo con las normas
- No toque partes eléctricas o consumibles que estén energizados.
- Mantengas aislado del piso y de la pieza de trabajo.
- Certique que su situación de trabajo es segura
HUMOS Y GASES- Son peligrosos a su salud
- Mantenga su cabeza alejada de los humos
- utilice ventilación o aspiración para eliminar los humos del área de trabajo.
RAYO DEL ARCO. Puede quemar la piel o dañar los ojos.
- Protege sus ojos y piel con lentes y ropa apropiadas.
- Proteja las personas en la área de trabajo utilizando una cortina
PELIGRO DE INCENDIO
- Chispas pueden provocar incendio. Este seguro que no hagan materiales inamables al rededor de
la maquina.
Soldadura y corte plasma puede ser fatal a usted o otros. Tome las
precauciones de seguridad para corte plasma y soldadura.
RUIDO – El ruido en exceso puede dañar los oídos.
- Proteja sus oídos. utilice protección auricular.
- Avise las personas al rededor sobre el riesgo.
AVERÍAS – Llame a ESAB en caso de una avería con el equipo.
LEER Y ENTENDER EL MANUAL ANTES DE INSTALAR U OPERAR EL EQUIPO.
PROTEJA A USTED Y LOS OTROS!
Este producto está diseñado exclusivamente para el corte por
PRECAUCIÓN
plasma. Cualquier otro uso puede causar daños personales y/o
daños al equipo.
PRECAUCIÓN
Para evitar daños personales y/o daños al
equipo, elévelo usando el método y los puntos de agarre que se muestran aquí.
6

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
2.0 CNC Vision 50P con caja de interfaz
El sistema de plasma CAN M3 se compone de varios elementos: Vision 50P, caja de interfaz (o concentrador
CAN), caja de gas de protección, caja de gas de plasma, arranque en arco remoto (RAS), fuente de alimentación,
circulación de refrigeración, soplete, elevador (opcional) y CNC cliente.
Designación de la ubicación de componentes
CNC externo
( E/S digital )
J
(Véanse las siguientes ilustraciones de
componentes)
Remoto
Arco
Arranque
CAN
(RAS)
B
C
Externo
120V / 3A sin AHC
230V / 3A con AHC
Control
Vision 50P
D
CAN
K
Vision 50P
CNC
Interfaz
AHC/Cable de alimentación de elevación
I
H
Cable de alimentación de
G
F
E
controles de gas
CAN
CAN
CAN
AHC / Elevación
( Opcional )
Gas de
protección
Control
Plasma
Control de
gas
Designaciones de la ubicaciones de componentes del CNC Vision 50P y la caja de interfaz
7

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
2.1 CNC Vision 50P (0558008253)
Vision 50P es una pantalla táctil basada en CNC y empleada para controlar el proceso de marcado y corte de
plasma, el control de gas, el control de corriente y el control de secuencia. Sin embargo, no tiene funciones
relacionadas con el movimiento de la máquina. Vision50P es un panel operativo basado en el PC para controlar
componentes periféricos con el protocolo ACON. Vision50P cuenta con una pantalla TFT VGA de 8,4 pulg.
(213,4 mm) con un control táctil y un potenciómetro de incremento con un botón de presión para navegación y
reconocimiento y un conmutador de llave para la gestión de autorización. El bus CAN y la fuente de alimentación
están conectados a través de un conector CAN de 8 pines. Vision50P proporciona un Ethernet y una interfaz USB
adicionales para la comunicación y el mantenimiento.
9,25”
(235,0 mm)
Peso:
10 lbs. (4,5 kg)
12,75”
(323,9 mm)
La caja del Vision 50P tiene una anchura de
4,62 pulg. (117,5 mm). Y tiene una anchura de
5,12 pulg. (130,2 mm) si incluye botones en el
panel frontal
El Vision 50P puede ejecutarse en dos modos diferentes: Modo de funcionamiento o modo de mantenimiento.
El modo predeterminado es el modo de funcionamiento y permite que el operario realice todas las operaciones
necesarias. El modo de mantenimiento es necesario para las labores de mantenimiento, como por ejemplo la
actualización de constantes de la estación, diagnosis, etc. Algunos parámetros de proceso se muestran solamente
en el modo de mantenimiento. El modo de mantenimiento puede activarse si se enchufa un teclado USB o la
llave se coloca en posición "0".
En el panel frontal hay un potenciómetro de incremento. Si el operario no tiene un teclado, los dos dispositivos
de entrada para el Vision 50P son el potenciómetro de incremento y la pantalla táctil. Con este potenciómetro de
incremento, el operario puede avanzar y retroceder en el texto a otro parámetro. Mientras presiona, el operario
también puede cambiar el valor de ese parámetro.
8
MAINTENANCE
PCU: Process Control unit •
ACU: Axis Control Unit •
SCU: Serial Control Unit•
The Motor Control Unit (MCU) primarily replaces the
lift functionality of the ATHC and ATAS Servo cards.
The Process Control Unit (PCU) controls all process-
related functions of the station, whether a tooled or
central station (i.e. Solenoid valve action, automatic
ignition, ow controls, etc).
The Axis Control Unit (ACU) takes over controlling
movements of a multi-axis device. This unit replaces
the functionality of the AT2PE positioning card.
The Serial Control Unit (SCU) has been designed
as a general purpose controller, typically to control
third party peripherals, such as an ink jet marker or
pin stamp unit.
Unit Select Switches
ACON units are designated through use of select
switches. These will be set correctly at the factory - if
a unit needs to be replaced, locate the dual address
rotary switches and set them to corresponding
station(s), using chart below:
APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
2.1 CNC Vision 50P (0558008253) (continuación)
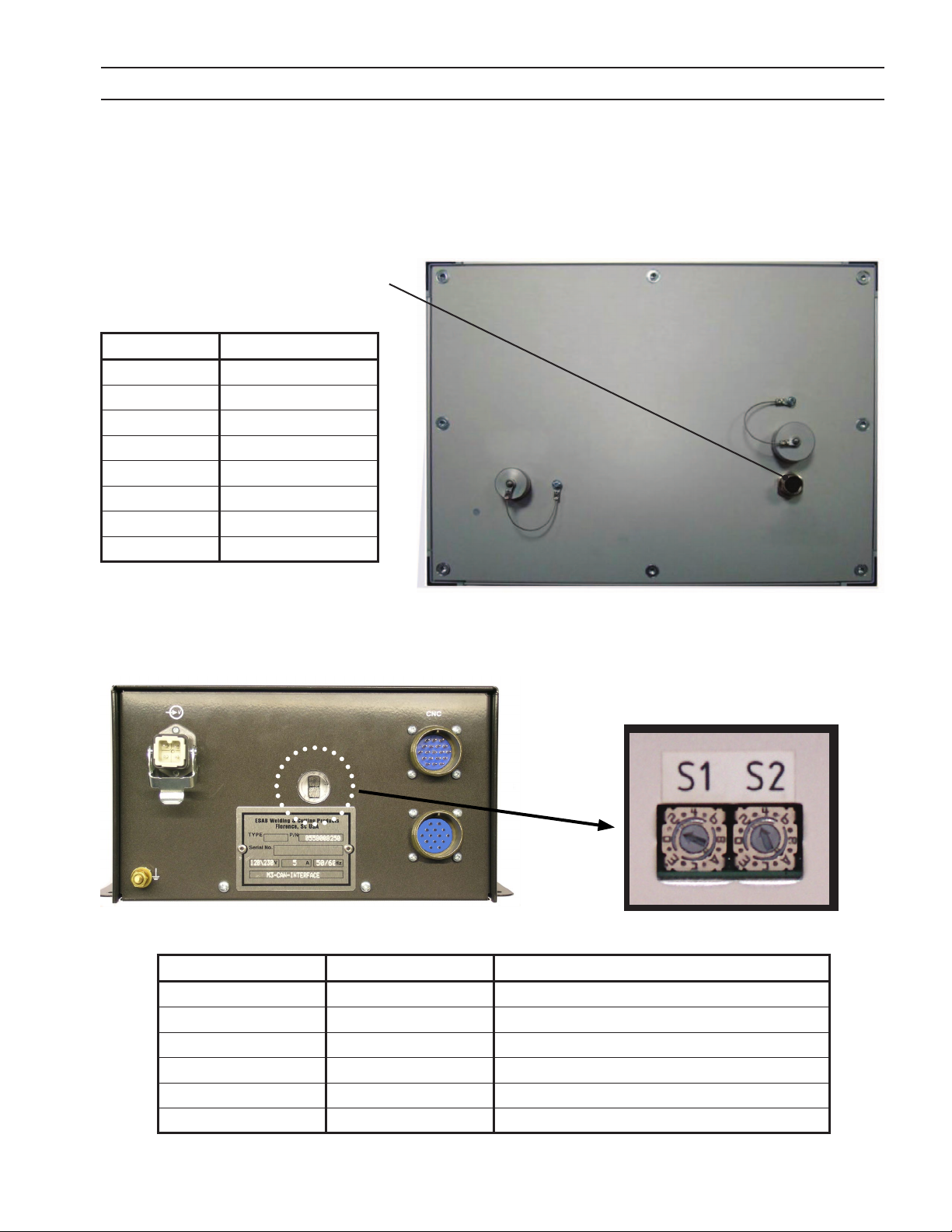
Vision 50 cuenta con tres puertos en el panel trasero: CAN+Alimentación, USB y puerto de internet. CAN se
utiliza siempre para la comunicación y también suministrar alimentación de 24VDC al 50P. El USB se utiliza para
el teclado, el lápiz USB, etc. El puerto de internet se emplea sólo para el mantenimiento.
Bus CAN y fuente de
alimentación
Nº de pin Nombre
1 (Blanco) No se utiliza
2 (Marrón) No se utiliza
3 (Rosa) CONEX. TIERRA CAN
4 (Amarillo) CAN-H Salida
5 (Gris) CAN-L Salida
6 (Verde) CONEX. TIERRA CAN
7 (Azul) +24VDC
8 (Rojo) DC COM
K
LAN
USB
ALIMENTACIÓN +
CAN
Cada dispositivo contiene dos conmutadores de dirección. La combinación de estos conmutadores identican
la estación y las subestaciones en el bus CAN. El conmutador 1 designa el número de estación. El conmutador 2
designa las subestaciones.
S1 S2 Dispositivo
1 - 12 0 UCM – B4 / Montaje del elevador A6
1 - 12 1 Caja de gas de protección
1 - 12 2 Caja de gas de plasma
1 - 12 3 Caja de arranque de arco remoto (RAS)
1 - 12 4 Caja de interfaz
1 - 12 5 Caja de inyección hidraúlica
Sistema de plasma CAN m3
9

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
2.1 CNC Vision 50P (0558008253) (continuación)
Condiciones de funcionamiento:
Temperatura de funcionamiento: 5 - 50°C
Humedad máxima: 95%
Grado de cerramiento de protección: IP54
Alimentación: 24V +/- 20%
CUIDADO
El oricio en la placa de montaje permite
una correcta circulación del aire de
refrigeración a través de Vision 50P. No
bloquee la abertura o la caliente, pues
podrían provocar daños.
Piezas de recambio
Se recomienda que los clientes se pongan en
contacto con el servicio de Asistencia Técnica antes
de tratar de reparar estas unidades.
Nº
objeto
1
2 Potenciómetro 0558008729
Descripción ESAB PN
Complete el control con
todos los componentes
excluyendo la cabina.
0558008728
3,74”
(95mm)
1,87”
(47,5mm)
0,274”
(6,96mm)
1,69”
(43mm)
0,79”
(20mm)
1,57”
(40mm)
10
Ubicaciones de los oricios de montaje del
CNC Vision 50P
(Vista trasera)

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
2.2 Caja de interfaz de CNC Vision 50P (0558008250)
I
G
D JEFH
( Muestra de una estación de plasma con AHC )
Peso:
Conmutador ID
10,1 lbs. (4,6 kg)
La caja de interfaz tiene una anchura de 6,00 pulg. (152,4 mm).
Y tiene una anchura de 8,50 pulg. (215,9 mm) si incluye los
accesorios en la parte frontal y la parte trasera
B ( J3 )
19 pines
J5
14 pines
Alimentación
Conmutador
Cable CAN
( P1 )
PIN Función
A Predeterminado
B
C COM CNC
D Modo de marcado
E Arranque del ciclo
F Esquina / IHS
G ENC_0 / ARC_1
H Estación activada
J +24 VDC
K Estación abajo
L Estación arriba
M
N
P
R
S
T
U
V
Permite el
movimiento
Salida digital 9
Salida digital 11
24 DC COM
Error de gas
Error AHC
Límite superior SW
Límite inferior SW
Salida digital 8
C
Nota:
La carcasa debe
estar conectada
a la toma a tierra
de la máquina.
Conex. a
tierra
10,75”
(273,1 mm)
11
7,50”
(190,5 mm)
12,75”
(323,9 mm)

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
2.2 Caja de interfaz del CNC Vision 50P (0558008250) (continuación)
11.50”
(292.1 mm)
3.00”
(76.2 mm)
0.281”
(7.14 mm)
12

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
2.2 Caja de interfaz del CNC Vision 50P (0558008250) (continuación)
Un plasma con AHC
Nº CAN Función
1 No se utiliza
2 Unidad de control de plasma
3 * AHC / Elevación
4 * Control de gas de protección
5 * Control de gas de plasma
6 * Arranque en arco
7 * Interfaz
Dos plasmas con AHC
Nº CAN Función
1 Unidad de control de plasma
2 * AHC / Elevación
3 * Control de gas de protección
4 * Control de gas de plasma
5 * Arranque en arco
6 * Interfaz
7 Cruce
Un plasma sin AHC
Nº CAN Función
1 No se utiliza
2 No se utiliza
3 Unidad de control de plasma
4 * Control de gas de protección
5 * Control de gas de plasma
6 * Arranque en arco
7 * Interfaz
Dos plasmas sin AHC
Nº CAN Función
1 No se utiliza
2 Unidad de control de plasma
3 * Control de gas de protección
4 * Control de gas de plasma
5 * Arranque en arco
6 * Interfaz
7 Cruce
Dos plasmas con AHC
Nº CAN Función
1 No se utiliza
2 Cruce
3 * AHC / Elevación nº2
4 * Control de gas de protección nº2
5 * Control de gas de protección nº2
6 * Arranque en arco nº2
7 * Interfaz #2
* Estos componentes pueden conectarse en cualquier orden. Consulte los diagramas adjuntos.
Nº CAN Función
1 No se utiliza
2 No se utiliza
3 Cruce
4 * Control de gas de protección nº2
5 * Control de gas de protección nº2
6 * Arranque en arco nº2
7 * Interfaz #2
13
Dos plasmas sin AHC

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
2.2 Caja de interfaz del CNC Vision 50P (0558008250) (continuación)
Una estación de plasma con AHC
(ALIMENTACIÓN DE ENTRADA 230 VAC)
Conmutador ID: S1 = 1, S2 = 4
CAJA DE INTERFAZ
Dos estaciones de plasma con AHC
Conmutador ID: S1 = 1, S2 = 4 Conmutador ID: S1 = 2, S2 = 4
CAJA DE INTERFAZ
CABLE DE CRUCE
NOTA:
Este cable sólo se utiliza con
un Vision 50P para conectar la
segunda caja de interfaz.
14
CAJA DE INTERFAZ

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
2.2 Caja de interfaz del CNC Vision 50P (0558008250) (continuación)
Una estación de plasma sin AHC
(ALIMENTACIÓN DE ENTRADA 115/230 VAC)
Conmutador ID: S1 = 1, S2 = 4
CAJA DE INTERFAZ
Dos estaciones de plasma sin AHC
Conmutador ID: S1 = 1, S2 = 4 Conmutador ID: S1 = 2, S2 = 4
CAJA DE INTERFAZ
CABLE DE CRUCE
NOTA:
Este cable sólo se utiliza con
un Vision 50P para conectar la
segunda caja de interfaz.
CAJA DE INTERFAZ
15

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
Conector J3 en la caja de interfax (0558008250)
PIN (Nº Cable ) Señal Función
1. Salida de señal de la caja de interfaz.
2. Errores, como el error de gas, el error de la fuente de alimentación y el
A
(# 1)
B
(# 2)
C
(# 3)
D
(# 4)
E
(# 5)
F
(# 6)
G
(# 7)
Predeterminado
(PCUA X63-2)
Movimiento permitido
(PCUA X62-2)
COM CNC
(PCUA X63-1 y X62-1)
Modo de marcado
(PCUA X61-4)
Arranque de ciclo (PCUA X61-1)
Esquina / IHS
(PCUA X60-4)
ENC_0 / VOLT_1
(PCUA X60-1)
error de refrigeración activarán (alto) esta señal predeterminada.
3. Una vez que la señal predeterminada sea alta, el Vision 50P detendrá
el plasma y retirará el "permiso de movimiento", después el CNC
cliente tiene que retirar la señal del "Arranque de ciclo".
1. Salida de señal de la caja de interfaz y el CNC cliente.
2. Esta señal se puede seleccionar entre "Movimiento permitido",
"Arco activado", "Arco activado tras el retardo de perforación"
dependiendo de la constante de la estación nº 214 en SPS.KON.
3. "Movimiento permitido" se activa después del retardo de perforación.
El CNC del cliente puede mover el soplete cuando "Movimiento
permitido" es VERDADERO una vez que el ciclo comienza. Asegúrese
de comprobar esta señal durante el corte y el marcado. Una vez que
vuelva a posición FALSO, "Arranque de ciclo" debe retirarse.
4. "Arco activado": se activa inmediatamente después de que el arco
principal esté ACTIVADO.
5. "Arco activado después del retardo de perforación" se activa
después de que pase el retardo de perforación y el arco debe estar
ACTIVADO.
1. Suministrado por el CNC cliente. Esto afectará al nivel de señal de
"Predeterminado" y "Movimiento permitido".
2. Dependiendo del nivel de señal del CNC cliente, puede ser AC o DC.
Max 130 VAC/3A o 30VDC/3A.
1. Selecciona el modo de marcado (1) o corte (0).
2. El nivel de señal es de 24VDC.
1. Activa el sistema de plasma.
2. Retira la señal de "arranque de ciclo" al nal del movimiento
geométrico durante el marco/corte normal.
3. Durante el corte de oricios, el CNC debe retirar el "arranque de ciclo"
antes del nal de la geometría para mejorar la circularidad y la
calidad general.
1. Durante el corte, esta señal actúa como señal "de esquina"; antes del
corte, actúa como "IHS".
2. La esquina evita que el soplete se hunda cuando la máquina se frene
en la esquina geométrica o al principio/n de la línea si se selecciona
el modo de voltaje en arco.
3. Una señal de esquina falsa (0) signica que el CNC se mueve a una
velocidad de corte constante. Una señal de esquina verdadera (1)
signica que el CNC se acerca a una esquina y el AHC se bloqueará.
4. Cuando se alcanza una velocidad constante, elimine la señal "Esquina"
para activar el control de altura. En una esquina o en cualquier
momento en que la máquina frene, la señal "Esquina" debe estar
ACTIVADA para evitar que el soplete se hunda en las esquinas.
5. El CNC cliente debe proporcionar esta señal si la función AHC se utiliza
por parte del Vision50P.
6. La señal "IHS" encenderá o apagará el prefujo de gas si no se utiliza
el AHC del Vision 50P.
1. Selecciona el modo de control de altura: Codicador (FALSO) o Voltaje
en arco (verdadero).
2. El control de altura del codicador es útil durante el corte de
oricios.
16

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
2.2 Caja de interfaz del CNC Vision 50P (0558008250) (continuación)
Conector J3 en la caja de interfax (0558008250)
PIN (Nº Cable ) Señal Función
1. Apaga o enciende la estación.
2. El cliente también puede apagar o encender la estación del Vision
H
(# 8)
J
(# 9)
K
(# 10)
L
(# 11)
M
(# 12)
N
(# 13)
P
(# 14)
R
(# 15)
S
(# 16)
T
(# 17)
U
(# 18)
V
(# 19)
Selección de estación
(PCUA X48-1)
+24VDC
(PCUA X48-2)
Estación abajo
(PCUA X48-4)
Estación arriba
(PCUA X49-1)
Salida digital 9
(PCUA X66-2)
Salida digital 11
(PCUA X66-5)
24VDC COM
(PCUA X40-2)
Error de gas
(PCUA X62-5)
Error AHC
(PCUA X63-5)
Límite superior SW
(PCUA X65-2)
Límite inferior SW
(PCUA X64-5)
Salida digital 8
(PCUA X65-5)
50P. La última acción, independientemente de que provenga del
CNC cliente o del Vision 50P, controlará el estado ACTIVADO/
DESACTIVADO.
3. No depende del tiempo.
1. 24VDC suministrados al CNC cliente.
2. EL CNC cliente utilizará esta señal para proporcionar las entradas
digitales para la caja de interfaz.
1. Mueve hacia abajo el soplete.
2. No depende del tiempo.
1. Mueve hacia abajo el soplete.
2. No depende del tiempo.
1. Salida digital 9
1. Salida digital 11
1. 24VDC COM
2. Sólo para prueba de producción.
1. Indica fallo en el ujo de gas / agua.
2. Fallo (Pin A) debe ser alto.
1. Indica fallo del AHC.
2. Fallo (Pin A) debe ser alto.
1. El elevador está en la posición del límite superior.
1. El elevador está en la posición del límite inferior.
1. Salida digital 8
Para corte bajo el agua sin cortina de aire, el cliente puede activar el preujo adicional congurando la constante
de la estación nº 213 en SPS.KON.
17

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
2.3 Parámetros del proceso de plasma
Los siguientes parámetros se utilizan con el sistema de plasma CAN m3. Algunos de ellos se muestran sólo en el
modo de mantenimiento, pero no están visibles en el modo de funcionamiento.
Parámetros Descripción
Selección de gas
Arco piloto Congura la corriente de arco piloto adecuada. SÓLO PARA EPP-201 Y EPP-360.
Voltaje en arco principal
Incisión
Velocidad de recorrido
Grosor de la placa Se emplea para calcular la altura de frenado.
Altura de encendido Distancia del soplete a la placa durante la secuencia de arranque piloto.
Altura de la perforación
Altura del corte
Tiempo de perforación
Tiempo de introducción inicial
Retardo THC tras esquina Tiempo antes de que el control de altura del voltaje se reactive tras una esquina.
Levanta el soplete cuando
termina
Presión de arranque PG1
(ARG, H35, N2/O2/AIR)
Presión de corte PG1
(ARG, H35, N2/O2/AIR)
Presión de arranque PG2
(O2/N2/AIR)
Presión de corte PG2 (O2/N2/AIR) Presión de corte del gas de plasma 2.
Flujo de arranque SG1 (AIR/N2) Flujo de arranque del gas de protección 1.
Flujo de arranque SG1 (AIR/N2) Flujo de corte del gas de protección 1.
Flujo de arranque SG2 (O2/CH4) Flujo de arranque del gas de protección 2.
Flujo de corte SG2 (O2/CH4) Flujo de corte del gas de protección 2.
Especica el tipo de gas para los gases de protección, corte y arranque de plasma.
Consulte la siguiente tabla para más detalles sobre la selección de gas.
Especica el voltaje en arco utilizado durante el corte y el marcado de plasma.
Esta conguración es importante porque controla la altura del soplete si no hay
control de altura de codicación.
La medida predicha para el material retirado durante el proceso de corte. Es
el hueco entre la pieza y la placa. La velocidad de corte, el punto muerto del
soplete (voltaje en arco) y la corriente de corte afectarán a la incisión.
Velocidad de recorrido recomendada para la condición de corte solicitada.
Normalmente se reduce para los oricios pequeños.
Distancia del soplete a la placa durante la secuencia de perforación. Una altura de
perforación considerable para evitar el contacto del soplete con las salpicaduras
fundidas que pueden dañar la protección y/o la boquilla, a su vez, disminuirá la
calidad del oricio.
Distancia del soplete a la placa durante el corte. Se emplea durante el control de
altura del codicador con los elevadores de ESAB; en caso contrario, es una altura
de referencia para los elevadores OEM. Mantener esta altura durante el ciclo de
corte es muy importante.
Tiempo durante el que soplete de plasma debe permanecer a la altura de
perforación. Optimizado para garantizar que el soplete se encuentre a la altura
correcta y el arco esté estable antes de que comience la introducción inicial.
Retardo de tiempo de la activación de control de altura para permitir que el
soplete se introduzca en el patrón de la pieza. Optimizado para garantizar que
el soplete se encuentre a la altura correcta y el arco esté estable antes de que
comience la introducción inicial.
Tiempo antes de elevar el soplete después de que el corte haya terminado.
Presión de arranque del gas de plasma 1.
Presión de corte del gas de plasma 1.
Presión de arranque del gas de plasma 2.
No
visibles
No
Sí
No
No
No
No
No
No
No
No
Sí
Sí
Sí
Sí
Sí
Sí
Sí
Sí
Sí
Sí
Sí
18

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
Current Value Current used for cutting. No
Current Off Value Current used when cutting is done. No
Current Ramp Up Time
Time needs for cutting current to ramp up from
Current Start Value to Current Value.
Yes
Current Ramp Down Time
Time needs for cutting current to ramp down from
Current Value to Current Off Value.
Yes
Gas Off Delay
Time delay to shut down gases after the cutting
current starts ramping down.
Yes
Plasma Station Number
Plasma station number from 1 to 12. Used to
diagnose and monitor the process.
Yes
Quality Type or Marking Yes
Material Type Carbon Steel, Stainless, or Aluminum. Yes
Nozzle Code Code to identify different nozzle. Yes
Water Flow Cut water flow for waterinjection only. Yes
2.3 Parámetros de proceso de plasma (continuación)
Parámetros de proceso de plasma
Parámetros Descripción
Corriente utilizada después de que se haya establecido un arco con un
Valor de arranque de la
corriente
Valor de la corriente
Valor de desactivación de la
corriente
Tiempo de aumento de la
corriente
Tiempo de descenso de la
corriente
Retardo de desactivación del
gas
Número de estación de plasma
Código de la boquilla Código para identicar las diferentes boquillas. Sí
Flujo de agua Flujo de agua de corte sólo para la inyección hidraúlica. Sí
piloto. Este valor es típicamente tan bajo como la mitad de la corriente
de corte real, así que asegúrese de permitir suciente tiempo como para
alcanzar la corriente de corte completa antes de completar el movimiento.
Corriente utilizada para el corte. En ocasiones, este valor puede reducirse
para potenciar aún más la calidad del oricio.
Corriente antes de que el arco se desactive. Esta conguración inuye en el
acabado del oricio. Cuanto más alto es el valor, hay más perforación. Una
conguración menor puede ayudar a mejorar la calidad de acabado.
Tiempo necesario para que la corriente de corte aumente del valor de
arranque de corriente al valor de corriente. En materiales muy nos, este
tiempo debe minimizarse o el arco se saldrá debido a la falta de material.
Tiempo necesario para que la corriente de corte descienda del valor de
corriente al valor de desactivación de la corriente.
Retardo de tiempo para apagar los gases después de la corriente de corte
comience a descender.
Número de estación de plasma de 1 a 12. Se emplea para el diagnóstico y
la supervisión del proceso.
Valor
de corriente
Valor
de arranque de
corriente
de desactivación
Presión de
de la corriente
No
visibles
No
No
No
Sí
Sí
Sí
Sí
Valor
AMPERIOS
TIEMPO
gas
Tiempo de
descenso
de la corriente
El gráco es sólo ilustrativo. Los valores no guardan
necesariamente la proporción.
Retardo
de desactivación
del gas
19
Tiempo de descenso
de la corriente

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
2.3 Parámetros de proceso de plasma (continuación)
Selección de gas, plasma CAN m3
GS TIPO DE GAS SG-SG1 SG-SG2 SG-PG1 SG-PG2 PG-PG1 PG-PG2
GS_N2_O2_N2O2 1 2 2 1 3 1
10
11
12
13
14
1
2
3
4
5
6
7
8
9
(ARRANQUE PG1, CORTE PG2) N2 O2 N2 O2
GS_AIRE_O2_AIRO2 2 2 3 1 3 1
(ARRANQUE PG1, CORTE PG2) AIRE O2 AIRE O2
GS_N2_N2_N2CH4 1 1 2 2 3 2
(ARRANQUE N2-PG2,
CORTE N2-PG2)
GS_N2_H35_AIRE 2 - 2 2 2 2
(ARRANQUE PG2, CORTE PG1) AIRE N2 N2 H35 N2
GS_N2_H35_N2CH4 1 1 2 2 2 2
(ARRANQUE PG2, CORTE PG1) N2 CH4 N2 N2 H35 N2
GS_ARG_ARG_AIRE 2 - 2 1 1 1
(ARRANQUE PG1, CORTE PG1) AIRE N2 O2 ARG O2
GS_ARG_ARG_N2 1 - 2 1 1 1
(ARRANQUE PG1, CORTE PG1) N2 N2 O2 ARG O2
GS_AIRE_AIRE_AIRE 2 - 3 3 3 3
(ARRANQUE PG2, CORTE PG2) N2 N2 O2
GS_N2_O2_AIRE 1 - 2 1 3 1
(ARRANQUE PG1, CORTE PG2) AIRE N2 O2
GS_N2_N2_AIRE 2 - 2 2 3 2
(ARRANQUE PG2, CORTE PG2) AIRE N2 N2
GS_ARG_O2_N2O2 1 2 2 1 1 1
(ARRANQUE PG1, CORTE PG2) N2 O2 N2 O2 ARG O2
GS_ARG_O2_AIREO2 2 - 2 1 1 1
(ARRANQUE PG1, CORTE PG2) AIRE N2 O2 ARG O2
GS_ARG_ARG_H2O 1 1
(ARRANQUE PG1, CORTE PG2) ARG ARG
GS_N2_N2_H2O 2 2 3 2
(ARRANQUE PG1, CORTE PG2) N2 N2 N2 N2
N2 CH4 N2 N2
N2/O2/
AIRE
N2/O2/
AIRE
N2/O2/
AIRE
N2/O2/
AIRE
N2/O2/
AIRE
N2/O2/
AIRE
O2
O2
N2
O2
O2
N2
20

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
2.4 Funcionamiento del CNC Vision 50P
Cada vez que se activa el Vision 50P, la pantalla de proceso se cargará como muestra la Figura 2.1.
NOTA:
Todas las capturas de pantalla que se muestran a continuación han sido tomadas
en el modo de "mantenimiento".
Figura 2.1 Pantalla de proceso
Antes de presionar el botón "ARRANQUE" o F7, el operario necesita asegurarse de que se esté
utilizando el archivo TDF. El archivo TDF contiene importantes datos y parámetros de corte. Los procesos de
corte y los procesos de marcado tienen archivos TDF diferentes. Para seleccionar el archivo TDF
correcto, presione el botón o F8 para cambiar a la pantalla de datos tecnológicos en la Figura 2.2.
21

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
En la parte superior de la pantalla de datos tecnológicos, se mostrará el TDF actual seleccionado. Presione F5 o
para cambiar el archivo TDF. Como se muestra en la Figura 2.3, el cliente puede seleccionar calidad,
corriente, grosor y tipo de gas. El nombre del archivo TDF de ESAB tiene un formato predenido. Si es
necesario, el cliente puede tener extensiones denidas por el usuario para los archivos TDF. En la parte inferior
de la pantalla, los consumibles necesarios para los TDF o procesos seleccionados se enumeran e iluminan con
imágenes.
Figura 2.2 Pantalla de datos tecnológicos
22

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
Para seleccionar el archivo TDF para el marcado de plasma, presiones F2 o . El "marcado de plasma"
estará iluminado en verde, tal y como se muestra en la Figura 2.4. Presione F2 de nuevo para cambiar al "corte de
plasma". Para el marcado, el cliente puede seleccionar materiales, corriente, grosor, tipo de gas, etc. De nuevo, se
mostrarán los consumibles necesarios para realizar el proceso de marcado seleccionado. Esto puede contribuir
a que el cliente pueda seleccionar los consumibles correctos.
Figura 2.3 Selección de archivos TDF de corte
23

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
Figura 2.4 Selección de TDF de marcado
Presione F1 o para conrmar la selección. Presione F8 o para cancelar la selección.
Entonces, el Vision 50P volverá a la pantalla de datos tecnológicos de nuevo, como en la Figura 2.5.
24

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
Figura 2.5 Pantalla de datos tecnológicos
Presione el botón de ESC , cambiará la pantalla de proceso como en la Figura 2.6. Si todo está
congurado, al presionar el botón o F7 comenzará el corte o el marcado. El estado de proceso se
mostrará en la pantalla, como la altura del codicador, posición del elevador, voltaje en arco, corriente de corte,
presión de salida PG, ujo PG2, ujo SG1, ujo SG2, presión PG1, presión PG2, presión de mezcla SG, ujo PG
necesario y ujo de agua de corte, presión de agua de corte. Todos los estados mencionados
anteriormente pueden verse presionando el botón o F1. Si el botón no se muestra, presione F9 o
y avance hasta la siguiente pantalla, como en la Figura 2.7.
25

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
Figura 2.6 Pantalla de proceso
26

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
Figura 2.7 Pantalla de proceso
27

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
A continuación, se muestran algunas características avanzadas disponibles para el ingeniero de mantenimiento,
pero apenas las utilizan los clientes. Sólo se puede acceder a estas características desde el modo de
mantenimiento.
2.4.1 Cambiar y guardar el archivo TDF
Si los archivos TDF estándar no funcionan en algún caso especial, el cliente puede modicar y guardar los archivos
TDF. En la pantalla de datos tecnológicos (Figura 2.5), cambie los parámetros según lo necesite, presione
F7 o . Surgirá una ventana y le permitirá guardar los cambios (F1 o ) o cancelar los cambios
( F 8 o ) (Figura 2.8). Después, volverá a la pantalla de datos tecnológicos.
Figura 2.8 Guardar cambios al TDF
28

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
En la pantalla de datos tecnológicos (Figura 2.5), presione el botón o F6 para visualizar una vista
aumentada de los consumibles. (Figura 2.9). Presione "X" en la esquina superior derecha para cerrar esta ventana.
Figura 2.9 Vista aumentada de los consumibles
29

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
2.4.2 Cambio de proceso de corte a marcado
Presione el botón "ESC" o ESC en el teclado para regresar a la pantalla de proceso. Después,
presione la tecla "F1" para cambiar entre el proceso de "corte" y el de "marcado". El número de proceso debe
cambiar de 1 (corte) a 5 (marcado). (véase Figura 2.10). Esto puede vericarse en el nombre del TDF mostrado en
la parte superior de la pantalla.
Figura 2.10 Proceso cambiado a marcado
30

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
2.4.3 Prueba de gas
En la pantalla de proceso, presiones el botón "MÁS" o para obtener los botones de los comandos de
prueba de gas (véase Figura 2.11).
Figura 2.11 Prueba de gas
31

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
Presione el "F1" o para visualizar los diferentes parámetros: altura del codicador, voltaje en
arco, posición del elevador, corriente de corte, presión de salida PG, ujo SG1, ujo SG2, presión de entrada PG1,
presión mixta, presión de entrada PG2 y ujo PG necesario. Presione el botón "Prueba de gas de inicio" para
probar el gas de arranque sin cortar. Los valores de ujo sólo se muestran cuando se utiliza el PG2 como gas
de inicio. Presione el botón de "gas de inicio" otra vez para detener la prueba de gas de inicio. Presione el botón
"Prueba de gas de corte" para probar el gas de corte. Mostrará la presión de corte de salida durante el corte, pero
el ujo será mayor sin el arco. Presione el botón "prueba de gas de corte" para detener la prueba.
Presione el botón "prueba de gas de protección" y el botón "prueba de gas de inicio" para mostrar el ujo de gas
de protección real durante el inicio del plasma (véase la Figura 2.12). Presione el botón "prueba de gas de inicio"
de nuevo para detener la prueba.
Figura 2.12 Gas de protección de prueba durante el inicio del plasma
32

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
Mientras el botón "prueba del gas de protección" esté seleccionado, presione el botón "prueba de gas de corte"
para mostrar que el gas de protección uye durante el corte. El arco de plasma no inuye en el ujo de gas de
protección.
Figura 2.12a Gas de protección de prueba durante el corte.
33

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
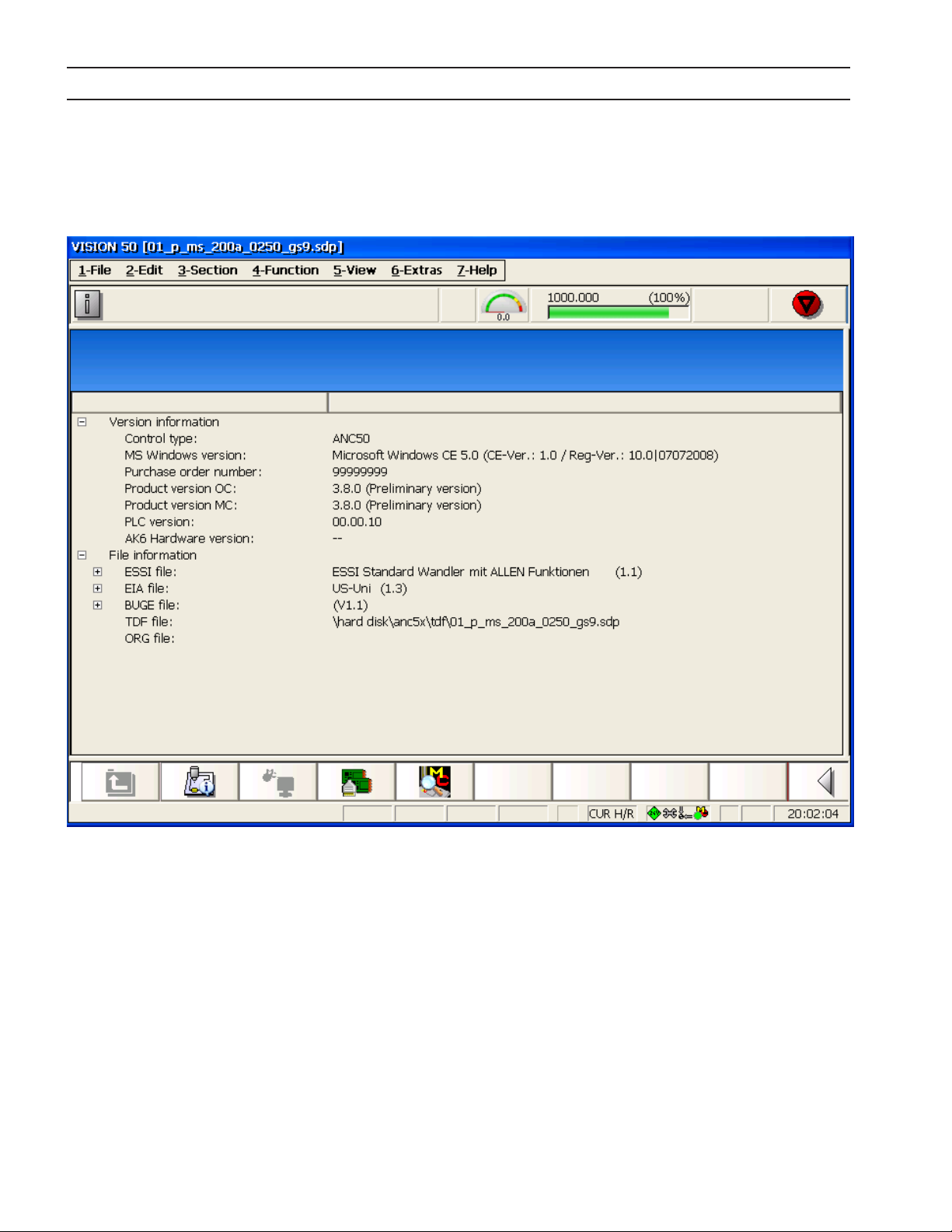
2.4.4 Localización y resolución de problemas de la caja de interfaz de CNC remoto
Para la localización y resolución de problemas, presione las teclas del teclado "Alt+3" o haga clic en el menú
superior de la pantalla táctil directamente para mostrar el menú desplegable (véase la Figura 2.13), y después
seleccione "Mayús. P5 - Diagnóstico" (véase la Figura 2.14) en esta pantalla. Mostrará la versión PLC.
Figura 2.13 Menú
34

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
Figura 2.14 Ventana de diagnóstico
Presione el botón "Más" o (véase la Figura 2.15), después F3 o (véase Figura 2.16),
expanda estaciones y subestaciones y seleccione la subestación 1.4 (véase Figura 2.17). Los números
de versión para el hardware, rmware y el PC pueden encontrarse en la pantalla de diagnóstico.
35
APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
Figura 2.15. Botones adicionales de diagnóstico
36

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
Figura 2.16. Estaciones y subestaciones
37

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
Figura 2.17. Seleccione la subestación 1.4
38

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
Presione "F2" o para comprobar las señales para la caja de interfaz CNC (Figura 2.18). Puede
utilizar "F6" y "F7" para cambiar entre las pantallas de salida/entrada digital y de salida/
entrada analógica. La Figura 2.18 muestra la pantalla de salida digital.
Se pueden forzar esas señales de salida a un valor especíco. Por ejemplo, en la Figura 2.19, se fuerza la señal
Rem_Movimiento_Permitido. Desde el CNC cliente, se puede comprobar si el movimiento permitido se recibe
como "1".
Figura 2.18. Señales en la caja de interfaz del CNC
39

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
Figura 2.19 Se fuerza la salida digital
40

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
2.5 Funcionamiento sin control de altura
Las siguientes señales son necesarias entre el CNC cliente/remoto y el control de Vision50P.
2.5.1 Señales del CNC remoto al sistema de plasma CAN m3
La señal del pin "E" (cable nº5), "arranque del ciclo" activa el sistema de plasma. Y la señal del pin "D" (cable
nº4), "modo de marcado" selecciona el modo de marcado o corte. La señal de "modo de marcado" debe estar
ACTIVADA para seleccionar el modo de marcado. Si los parámetros o archivos TDF se seleccionan de manera
adecuada, el Vision50P puede cambiar automáticamente entre los archivos de marcado y corte seleccionados.
2.5.2 Señales del sistema de plasma CAN m3 al CNC remoto
La señal del pin "B" (cable nº2), "movimiento permitido" pasará por el CNC remoto una vez que el retardo de
perforación haya terminado. El CNC remoto debe comenzar el movimiento de corte cuando la señal "movimiento
permitido" sea verdadera una vez que el ciclo comience. La señal del pin "A" (cable nº1) es predeterminada.
Cualquier error del gas, error de la fuente de alimentación o error del CC-11 puede activar esta señal (que se
intensica). Cuando el valor predeterminado está alto, el sistema de plasma se desactivará y "movimiento
permitido" se eliminará de modo que el CNC remoto pueda retirar el "arranque de ciclo".
2.6 Secuencia de funcionamiento sin control de altura
1. Seleccione el archivo de corte y de marcado del Vision50P. La información se guardará en la memoria
ash del Vision50P, una vez que el Vision50P se active, dicha información se cargará de nuevo. No
necesita cargar los archivos de nuevo hasta que cambie la boquilla, el material o el grosor del material.
2. Asegúrese de que el control de altura ( ) no esté ACTIVADO (toque la pantalla o presione "F2").
Esto informa al Vision50P que no se está utilizando el control de altura.
3. El modo predeterminado es corte. Encienda el modo de marcado si se desea.
41

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
4. Encienda y mantenga la señal "arranque de ciclo" del CNC cliente. Tras el retardo de perforación
(aproximadamente 100 mseg), compruebe la señal "movimiento permitido". Si la señal "movimiento
permitido" es verdadera, el CNC cliente puede comenzar el movimiento.
5. Compruebe siempre la señal "movimiento permitido" durante el corte/marcado. Si la señal
"movimiento permitido" se apaga, el arco se ha perdido y el CNC debe retirar "arranque de ciclo". El
Vision50P apagará automáticamente el plasma si el arco no se detecta en un tiempo de retardo.
6. Retire la señal de "arranque de ciclo" al nal del movimiento geométrico durante el marco/corte
normal. Durante el corte de oricios, el CNC debe retirar el "arranque de ciclo" antes del nal de la
geometría para mejorar la circularidad y la calidad general. El tiempo de pre-parada depende del
tipo de material, el grosor y la corriente.
7. Repita los pasos (1)-(6) para la segunda parte.
2.7 Funcionamiento con control de altura
Asegúrese de que el "Sin control de altura" esté DESACTIVADO (presione o presione F2) para informar al
Vision50P de que esa operación requiere control de altura. Esto necesita realizarse solamente una vez porque
esta información se guarda en una memoria ash después de que el Vision50P se desactive. Las siguientes
señales son necesarias entre el CNC remoto y el Vision50P.
2.7.1 Señales del CNC remoto al sistema de plasma CAN m3
1. La señal del pin "E" (cable nº5), ‘arranque del ciclo‘ activa el sistema de plasma.
2. El pin "D" (cable nº4), ‘modo de marcado‘ selecciona el modo de marcado o corte. La señal de ‘modo de
marcado‘ debe estar ACTIVADA para seleccionar el modo de marcado. Si los parámetros o archivos TDF
se seleccionan de manera adecuada, el Vision50P puede cambiar automáticamente entre los archivos
de marcado y corte seleccionados.
3. El pin "H" (cable nº8), ‘estación activada‘ cambia entre la estación ACTIVADO/DESACTIVADO. El
Vision50P también puede cambiar las estaciones entre ACTIVADO/DESACTIVADO. El último comando
ACTIVADO/DESACTIVADO del Vision50P y el CNC remoto será el que permanecerá vigente.
4. El pin "K" (cable nº10), ‘estación abajo‘ desplaza hacia abajo los sopletes. Esta señal no depende del
tiempo.
5. El pin "L" (cable nº11), ‘estación arriba‘ desplaza hacia arriba los sopletes. Esta señal no depende del
tiempo.
6. El pin "F" (cable nº5), ‘esquina‘. Esta señal evita que el soplete descienda cuando la máquina se frena en
la esquina geométrica o al principio/n de la línea. Una señal de esquina falsa (0) signica que el CNC se
mueve a una velocidad de corte constante. Una señal de esquina verdadera (1) signica que el CNC se
acerca a una esquina y se bloqueará el AHC. El CNC cliente debe proporcionar esta señal si la función
de control de altura se utiliza.
7. El pin "G" (cable nº7), "Voltaje enc/arco" selecciona el control de altura del codicador o el
control de altura de voltaje en arco. Verdadero o "1" signica Voltaje en arco: falso o "0" signica
codicador. El control de altura del codicador es útil durante el corte de oricios. En la pantalla
de proceso, el botón o F4 puede hacer la misma función. Cuando está ACTIVADO, se
selecciona Voltaje en arco; en caso contrario, se selecciona el codicador. Esta señal también se
graba en la tarjeta de memoria y se cargará automáticamente cuando el Vision50P se active.
2.7.2 Señales del sistema de plasma CAN m3 al CNC remoto:
1. El pin "B" (cable nº2): Esta señal será diferente dependiendo de la constante de estación nº214 en
SPS.KON. "Movimiento permitido" pasará por el CNC remoto una vez que se complete el retardo de
perforación. El CNC remoto debe comenzar el movimiento de corte cuando la señal "movimiento
permitido" sea verdadera una vez que el ciclo comience. "Arco activado": se activa inmediatamente
después de que el arco principal esté ACTIVADO. “"Arco activado después del retardo de perforación"
se activa después de que pase el retardo de perforación y el arco debe estar ACTIVADO.
2. La señal del pin "A" (cable nº1) es predeterminada. Cualquier error del gas, error de la fuente
de alimentación o error del CC-11 puede activar esta señal (que se intensica). Cuando el valor
predeterminado está alto, el sistema de plasma se desactivará y "movimiento permitido" se eliminará
de modo que el CNC remoto pueda retirar el "arranque de ciclo".
42

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
2.8 Secuencia de funcionamiento con control de altura
1. Seleccione el archivo de corte y de marcado del Vision50P. La información se guardará en la memoria
ash del Vision50P, una vez que el Vision50P se active, dicha información se cargará de nuevo.
No necesita cargar los archivos de nuevo hasta que cambie la boquilla, el material o el grosor del
material.
2. Asegúrese de que el "Sin control de altura" esté DESACTIVADO. Esto informa al Vision50P que
no se está utilizando el control de altura.
3. El modo predeterminado es corte. Encienda el modo de marcado si se desea.
4. Encienda y mantenga la señal "arranque de ciclo" del CNC cliente. Tras un corto retardo
(aproximadamente 100 mseg), compruebe la señal "movimiento permitido". Si la señal "movimiento
permitido" es verdadera, el CNC cliente puede comenzar el movimiento. Cuando se alcanza una
velocidad constante, elimine la señal "Esquina" para activar el control de altura si se selecciona el
modo de voltaje en arco. En una esquina o en cualquier momento en que la máquina frene, la señal
"Esquina" debe estar ACTIVADA para evitar que el soplete se hunda en las esquinas.
5. Compruebe siempre la señal "movimiento permitido" durante el corte/marcado. Si la señal
"movimiento permitido" se apaga, el arco se ha perdido y el CNC debe retirar "arranque de ciclo". El
Vision50P apagará automáticamente el plasma si el arco no se detecta en un tiempo de retardo.
6. Retire la señal de "arranque de ciclo" al nal del movimiento geométrico durante el marco/corte
normal. Durante el corte de oricios, el CNC debe retirar el "arranque de ciclo" antes del nal de la
geometría para mejorar la circularidad y la calidad general. El tiempo de pre-parada depende del
tipo de material, el grosor y la corriente.
7. Repita los pasos (1)-(6) para la segunda parte.
43

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
Durante el corte de pequeños oricios, las partes se caen antes de que se complete el corte geométrico,
puede ser que el arco no se detecta. El botón o "F8" en la pantalla de proceso puede activar o desactivar
la señal de pérdida. Si este botón está ACTIVADO, ignorará cualquier pérdida de corte una vez que se establezca
el arco, pero para cortes normales, este botón debe estar DESACTIVADO.
44

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
2.9 Cortar oricios con plasma
2.9.1 Introducción
El propósito de este apartado es proporcionar la información necesaria para producir una buena calidad de corte
cuando se utiliza el proceso de plasma. Esta capacidad se convierte más en una necesidad a medida que los
clientes esperan cada vez más del proceso de plasma. Existen varias áreas diferentes que tienen que gestionarse
para obtener los resultados necesarios. Estas áreas son control de altura, una buena regulación de la velocidad a
través del dispositivo de movimiento, una fuente de alimentación capaz de proporcionar una salida de corriente
estable para cualquier amperaje y un buen paquete de programación que le permita programar los segmentos
necesarios de entrada inicial y de salida nal de arco. Cada una de estas áreas se tratarán de manera individual.
2.9.2 Control de altura del codicador
El control de altura puede dividirse en tres áreas diferenciadas. Es muy importante entender que cada una de
estas áreas afecta a la calidad general del oricio.
La primera área es el control de altura del codicador. Este control establece tres alturas diferentes que son
esenciales para el funcionamiento.
La primera área es la altura inicial. Ésta es la altura por encima de la pieza de trabajo, en pulgadas, el soplete está
congurado para establecer la altura correcta para el arco piloto para transferir la altura de corte principal.
La segunda área en la que el control de altura del codicador está congurado es la altura de perforación,
que es la altura que el soplete se eleva una vez que ha tenido lugar la transferencia del arco principal. Esta
conguración se utiliza para proteger la boquilla y la protección de cualquier golpe de material como resultado
de la transferencia del principal arco.
45

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
A6 Plasma Lift Assembly
Introduction
The A6 lift assembly provides vertical motion for the
PT-36 plasma torch, using a typical motor, screw, and
slide con guration. The motor turns an enclosed
spindle screw, which in turn raises/lowers the lifting
plate along linear rails. Directional commands given
from CNC determines direction of lift travel. Fixed
limit switches are included to prevent upper and
lower over travel.
The lift assembly also contains components
necessary to control height over work surfaces;
initial, piercing, and cornering heights are encoder-
controlled during the plasma cycle through use
of SDP les. During part production, stando
is automatically controlled by taking voltage
measurements between torch nozzle and work
surface.
Finally, the A6 lift includes Omni Soft Touch® to
protect the system during station crashes. Proximity
switches monitor torch position in the mounting.
If the torch is jarred in any direction, machine/
station movement will stop and an error report will
be sent to CNC. Illustrations on the following page
2.9.2 Controles de altura del codicador (continuación)
La tercera área es la altura de corte real a la que cortar la pieza necesaria. Cuando corte oricios, esta característica
controla directamente la rectitud de las paredes laterales del oricio. No utilice el control del voltaje en arco
para mantener la altura del soplete mientras corte oricios. Normalmente, el diámetro de estos oricios es tan
pequeño que el voltaje en arco nunca se activa. En su lugar, utilice el control de altura del codicador. Al aumentar
la altura de corte se eleva el soplete a una posición más alta por encima de la pieza de trabajo. Esto aumenta el
voltaje en arco (punto muerto), por lo que se aumenta la punta de las paredes laterales del oricio. Esto provoca
lo que se conoce como ángulo de corte positivo. Al disminuir el punto muerto físicamente desciende el soplete,
provocando que el voltaje sea menor, lo que produce un ángulo de corte negativo. La denición de un ángulo
de corte positivo es uno en el que la parte superior del oricio tiene un diámetro más ancho que el diámetro
inferior. La denición de un ángulo de corte negativo es uno en el que el diámetro superior del oricio es más
pequeño que el diámetro de la parte inferior del oricio.
La altura de corte del codicador controla la rectitud de la pared lateral, que contribuye a hacer que los diámetros
tanto superior como inferior del oricio tengan la misma dimensión. Si se cortan oricios con diámetros de
2,00 pulg. (50,8 mm) o menores, debe utilizarse el control de altura del codicador. Los oricios con diámetros
mayores de 2,00 pulg. (50,8 mm) deben cortarse mediante el control del voltaje en arco.
Elevador B4
Elevador A6
46

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
2.9.3 Regulación de la velocidad de corte
La máquina de corte debe tener una buena regulación de corte. Durante años, se ha asumido que cuando
se cortan oricios pequeños, es necesario reducir la velocidad de corte de la velocidad normal de cuando se
corta una pieza más grande. La norma general es reducir la velocidad de corte en un 50% de la velocidad de
recorrido normal. Un ejemplo sería si se cortan 0,50 pulg. (12,7 mm) de grosor de acero al carbono a 100 ipm
(2540 mmpm), por lo que para un oricio de diámetro 0,50 pulg. (12,7 mm) serían 50ipm (1270 mmpm). Este es
le punto inicial. Puede que sea necesario reducir la velocidad de corte aun más.
Cuando trate de cortar oricios pequeños, es necesario reducir la velocidad de corte. Esta reducción de la
velocidad contribuye a controlar la circularidad del oricio. La mayoría de las máquinas tienen dicultades a la
hora de intentar cortar oricios a alta velocidad. Esto se debe a la masa y el peso de la máquina. La inercia de la
máquina tira del soplete de manera circular, por lo que se produce un oricio oblongo u oval. Además, reducir
la velocidad de la máquina también contribuye a mejorar la rectitud de la pared.
Es muy importante que el diseño de la máquina tenga un contragolpe mínimo. Cualquier movimiento no
deseado hará que se resienta la calidad del corte.
En resumen: La velocidad a la que el oricio se corte contribuye a la circularidad del oricio.
47

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
2.9.4 Fuente de alimentación
Todas las fuentes de alimentación que ESAB fabrica actualmente se mencionan como dispositivos de corriente
constante. A diferencia de las fuentes de alimentación antiguas, estas unidades son capaces de sostener una
salida de corriente constante a cualquier voltaje de corte, siempre que estén dentro de la especicación de diseño
de esa unidad. Los controles del CNC actuales interactúan con estas fuentes de alimentación y pueden controlar
remotamente la salida de corriente de estas unidades. Además, debido a la capacidad remota, el control puede
regular la salida de corriente al principio, durante el corte y al nal. En muchos casos cuando se cortan oricios de
diámetros pequeños, es necesario un control de corriente para controlar la calidad del oricio, especialmente al
completar el corte. Además, todas las fuentes de alimentación de ESAB para aplicaciones de plasma mecanizado
están diseñadas para el 100% de los ciclos de servicio. Esto supone un funcionamiento continuo de 60 minutos
por hora.
48

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
Part Programming Techniques
2.9.5 Técnicas de programación de piezas
Aunque hay varias técnicas para programar los oricios pequeños (diámetro de 1,5 x grosor de placas e inferior),
revisaremos dos técnicas en profundidad.
49

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
2.9.6 Códigos que pueden afectar a la calidad del oricio
El comando M57 hará dos cosas. En primer lugar, si no hay control de altura de codicación,
M57
F
M174
simplemente se congelará el control de altura de voltaje. En segundo lugar, puede emplearse
para activar el control de altura del codicador colocando el M57 antes del M65 (plasma en
comando).
El "F" puede insertarse para llamar a diferentes aceleraciones (por ejemplo F50.0) que mejorarán
la calidad del oricio.
"Despedida": Este código desactiva el plasma en el punto en el que se inserte en el programa sin
detener el movimiento de la máquina. Esta función no empleará los parámetros de descenso de
corriente, el valor de corriente desactivada ni el retardo de desactivación del gas.
2.9.7 Selección del tipo de introducción inicial
Esto depende del tamaño del oricio. Una introducción inicial recta funciona bien en la mayoría de los casos frente
a la introducción inicial radial, que funciona bien en la mayoría de los oricios grandes. Esto puede comprobarse
en las ilustraciones a continuación. La ruta verde es la ruta programada y la ruta roja es la ruta del soplete. Mire
donde intersectan ambas rutas en la introducción radial en la ilustración. Esta área normalmente deja una zona
plana o un montículo. Esto puede atribuirse a que el arco se está expandiendo a medida que recorre la ruta de
corte previa. La introducción inicial recta tiene una ruta de corte previa mucho menor, por lo que se reduce la
zona plana.
50

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
2.9.7 Selección del tipo de introducción inicial (continuación)
51

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
In the graphic below, notice we led in from the center of the hole at 90 degrees.
(Refer to point 1 and red code).
The M57 inserted before the M65 tells the controller that we are going to use the encoder
for height control. The encoder height value can be optimized to give us the best cutting
height for the hole which may be different from standard contour cutting. After the
piercing routing completes, the machine will lead into the contour at 90 degrees and
continue in a counter-clockwise direction to cut the hole. As the machine approaches the
lead in kerf, there are a couple of different things we can do. One is to use the M174. This
will turn the plasma off at the entry point of the lead in or shortly after it. This code
should not be limited to either before or after. Material type, amperage, hole size and gas
selection all influence on where this code should be placed to optimize the hole quality.
(Refer to point 2 and blue code). Remember that the M174 is a “Flying Off” command
and will shut off the plasma on the fly. We use an over burn (refer to point 3 and green
code) to keep the machine moving beyond the intersection of the lead in and the end of
the hole contour as the plasma goes out.
2.9.7 Selección del tipo de introducción inicial (continuación)
En el siguiente gráco, fíjese en que realizamos la introducción inicial desde el centro del oricio a 90°. (Consulte el
punto 1 y el código rojo).
El M57 insertado antes del M65 le dice al controlador que utilice el codicador para el control de altura. El valor de
altura del codicador puede optimizarse para proporcionar la mejor altura de corte para el oricio que pueda ser
diferente del corte de contorno estándar. Después de que el enrutado de perforación se complete, la máquina se
introducirá en el contorno a 90° y continuará en dirección contraria a las agujas del reloj para cortar el oricio. A
medida que la máquina aproxima la introducción a la incisión, hay un par de cosas distintas que se pueden hacer.
Una es utilizar el M174. Esto apagará el plasma en el punto de entrada de la introducción inicial o poco después
de pasarlo. Este código no debe limitarse a antes o después. El tipo de material, el amperaje, el tamaño del oricio
y la selección del gas inuyen dónde debe colocarse este código para optimizar la calidad del oricio. (Consulte
el punto 2 y el código azul). Recuerde que el M174 es un comando "Despedida" y apagará el plasma al vuelo.
Utilizamos un sobrequemado (consulte el punto 3 del código verde) para mantener la máquina moviéndose más
allá de la intersección de la introducción inicial y el nal del contorno del oricio a medida que el plasma sale.
N0031 G41
N0032 M57
N0033 M65
N0034 G01 X1.442 Y-1.231
N0035 G03 X1.548 Y-1.014 I1.718 J-1.231
N0036 G03 X1.442 Y-1.231 I1.718 J-1.231
N0037 M174
N0038 G03 X1.447 Y-1.281 I1.718 J-1.231
N0039 M66
N0040 G40
52

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
Another way to program the hole is to follow the example below. Here we still use the
encoder for height control, still lead in at 90 degrees but do not use the M174 at the end
of the cut. Instead, we use the parameter “Current Off Value” to turn the current down
after the over burn move. You see that the M66 code comes after the over burn which
turns the plasma off. When the controller sees this code, the current goes to the current
off value which can be optimized in conjunction with the ramp down time and the over
burn distance for the hole and material you are cutting. If the Current Off Value is at the
same value as the cutting current value, then the plasma will gouge the contour of the
hole instead of leaving a smooth area at the lead out point.
2.9.7 Selección del tipo de introducción inicial (continuación)
Otro método de programar el oricio es seguir el ejemplo que se muestra a continuación. Aquí utilizamos el
codicador para el control de altura, con una prueba inicial a 90° pero no utilice el M174 al nal del corte. En
su lugar, utilice el parámetro "Valor de desactivación de corriente" para disminuir la corriente después de que
se mueva el sobrequemado. El código M66 viene después del sobrequemado que apaga el plasma. Cuando
el controlador ve este código, la corriente pasa a un valor de corriente desactivada que puede optimizarse en
conjunto con el tiempo de descenso y la distancia de sobrequemado para el oricio y el material que se está
cortando. Si el valor de desactivación de la corriente está al mismo valor que el valor de corriente de corte, el
plasma sacará el contorno del oricio en lugar de dejar una área suave en el punto de la prueba nal.
53

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
One should be careful also to check for the kerf offset when cutting very small holes. The
angle of the straight lead in will have to be modified to allow the start position to remain
in the center of the hole. Ignoring this offset can lead to the plasma starting on the edge or
outside the edge of the hole.
2.9.7 Selección del tipo de introducción inicial (continuación)
Compruebe siempre la compensación de la incisión cuando corte oricios pequeños. El ángulo de la introducción
inicial recta tendrá que modicarse para permitir que la posición de inicio permanezca el centro del oricio. Si se
ignora esta compensación puede suponer que el plasma se inicie en el borde o fuera del borde del oricio.
• Asegúrese de que el plasma se inicie en el centro del oricio.
• Asgúrese de que el soplete de plasma está en la altura correcta antes de que alcance el borde del contorno.
• Asegúrese de que la velocidad de alimentación es correcta.
• Siga cualquiera de los dos ejemplos anteriores para nalizar el corte con una deformación mínima del
oricio.
54

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
Lista de errores para el Vision 50P SPS
Identicador Descripción Posibles soluciones
11002 Pausa IHS
11003
11004 Pérdida del corte
11005
11006 Colisión del soplete
11007
11012
11014
11016
11019 Error de refrigeración
11024 El ujo SG1 está bajo
11025 El ujo SG2 está bajo
11026
11027
11028
Encendido
predeterminado
Ha tenido lugar un
error durante
la lecutra del SPS.Kon
No hay fuente de
alimentación
En la subestación
Límite inferior
Conmutador activado
El proceso no está
disponible
No se ha seleccionado
una estación válida
El retardo de
desactivación del gas
es demasiado largo
El voltaje en arco es
demasiado bajo
El voltaje en arco es
demasiado alto
1. La señal táctil ya está cerrada.
2. Compruebe la referencia corta del sensor nº1 o nº2.
1. Si no hay chispa en el soplete, la presión del gas es alta o el voltaje de circuito
abierto bajo.
2. Si hay chispa en el soplete, pero no transferencia, la altura inicial es demasiado
alta o la corriente de arranque es demasiado baja.
3. El retardo de arco piloto no está activado.
4. El contacto del retardo de arco piloto es malo.
5. El resistor del arco piloto está abierto.
1. La altura de perforación está demasiado alta durante el arranque.
2. No hay placa bajo el soplete durante el corte.
3. El tiempo de perforación es demasiado largo.
1. El SPS.KON no se puede leer.
2. Asegúrese de que el SPS.KON existe y no está siendo utilizado por otro
programa.
1. Recongure el soporte del soplete.
2. El voltaje en arco es demasiado bajo.
3. Cruce de una incisión grande sin que se bloquee el AHC.
4. La máquina se mueve demasiado lenta.
1. Compruebe la fuente de alimentación de 24VDC a la subestación
2. Compruebe las conexiones de cable CAN.
1. El elevador está en el conmutador del límite inferior. Puede que la máquina no
sea capaz de moverse.
1. Por favor, seleccione el proceso disponible.
1. Por favor, seleccione una estación válida
1. La refrigeración a través del soplete es menor de 1,0 GPM (4,5 l/min). El ujo
mínimo a través del soplete es de 1,4 GPM (5,9 l/min) a 175 PSI (12,1 bares).
2. Compruebe la presión de salida desde la bomba hidraúlica (175PSI/12,1 bares).
3. EPP-360 está en modo esclavo.
1. La copa de protección es demasiado pequeña.
2. Asegúrese de que los consumibles son correctos.
3. Compruebe los tubos en busca de bloqueos.
4. Compruebe las presiones de entrada de la caja de SG.
1. La copa de protección es demasiado pequeña.
2. Asegúrese de que los consumibles son correctos.
3. Compruebe los tubos en busca de bloqueos.
4. Compruebe las presiones de entrada de la caja de SG.
1. El retardo de desactivación del gas debe ser más corto que el tiempo de descenso
de la corriente.
2. El retardo de desactivación del gas debe ser igual al tiempo de descenso de la
corriente.
1. El voltaje en arco es 10 voltios más bajo de lo necesario.
2. Por favor, disminuya el radio VDR en el SPS.KON.
1. El voltaje en arco es 10 voltios más alto de lo necesario.
2. Por favor, aumente el radio VDR en el SPS.KON.
55
APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
Lista de errores para el Vision 50P SPS
Identicador Descripción Posibles soluciones
Descenso de la corriente
11029
11030 No se utiliza
11031
11032
11049
11062 Toque de alta velocidad
11063
11064 El ujo PG2 está bajo
11065
11066
11067 El ujo SG1 está alto
11068 El ujo SG2 está alto
11069
11070
11071 El ujo PG2 está alto
11072 El sensor es corto
11073
11074
11075
El tiempo es demasiado
corto
La presión de salida del
PG2 es alta
La presión de salida del
PG1 es alta
El nivel de refrigerante
es bajo
La presión de entrada del
PG2 es alta
La presión de salida del
PG1 es baja
La presión de salida del
PG2 es baja
La presión de entrada del
PG1 es baja
La presión de entrada del
PG2 es baja
Valor predeterminado
de la alimentación de la
válvula proporcional
La fuente de
alimentación no puede
proporcionar la corriente
solicitada
Se ha bloqueado el ujo
de agua de corte.
1. El tiempo de descenso de la corriente debe ser mayor que el retardo de
desactivación del gas.
2. El tiempo de descenso de la corriente debe ser igual que el retardo de
desactivación del gas.
1. La boquilla es demasiado pequeña.
1. La boquilla es demasiado pequeña.
1. Por favor, añada más refrigerante.
2. Compruebe el código para la activación cuando el refrigerante esté lleno.
1. Por favor, congure la distancia de ralentización correcta en la constante de la
estación y corrija el grosor de la placa en el archivo TDF.
1.La presión de entrada PG2 (entrada de la caja de PG) es alta.
1. La boquilla es demasiado pequeña.
2. El tubo está bloqueado entre la caja PG y el soplete.
1. La boquilla es demasiado grande.
1. La boquilla es demasiado grande.
1. La copa de protección es demasiado grande.
2. Asegúrese de que los consumibles son correctos.
3. Compruebe los tubos en busca de fugas.
4. Compruebe las presiones de entrada de la caja de SG.
1. La copa de protección es demasiado grande.
2. Asegúrese de que los consumibles son correctos.
3. Compruebe los tubos en busca de fugas.
4. Compruebe las presiones de entrada de la caja de SG.
1. La presión de entrada PG1 (entrada de la caja de PG) es demasiado baja.
1. La presión de entrada PG2 (entrada de la caja de PG) es demasiado baja.
1. La boquilla es demasiado grande.
2. Hay una fuga entre la caja del PG y el soplete.
1. Es corto entre la boquilla y la copa de protección.
2. Limpie la suciedad dentro del soplete.
1. La válvula proporcional (sólo injección hidráulica) no tiene alimentación.
2. Compruebe la alimentación de 24VDC dentro de la caja de inyección
hidráulica.
1. La corriente de salida solicitada no está disponible para la fuente de
alimentación seleccionada.
2. Compruebe el SPS.Kon para asegurarse de que se selecciona la fuente de
alimentación correcta.
1. El tubo de agua de corte está bloqueado.
2. La válvula de agua de corte no está ACTIVADA.
3. Boquilla muy pequeña.
4. La válvula proporcionar no funciona.
56

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
Lista de errores para el Vision 50P SPS
Identicador Descripción Posibles soluciones
11076
11077
11078
11079
11080
11081
11082
11083
11084
11085
11086
11087
11088
11089
11090
11091
11092
La corriente en arco es
menor que la solicitada
La corriente en arco es
mayor que la solicitada
La presión de entrada del
PG1 es alta
La fuente de alimentación
falló.
La presión de agua de corte
es demasiado baja
La presión de agua de corte
es demasiado alta
El ujo de agua de corte es
demasiado bajo
El ujo de agua de corte es
demasiado alto
El archivo de marcado se
selecciona manualmente
cuando se activa la
selección de automarcado
El marcado no está disponible
para corriente por encima
de 400A
El grosor de placa no es válido
para esta boquilla
El marcado no está disponible
para la boquilla seleccionada
El marcado no está disponible
para el aluminio
No hay datos de corte para el
grosor seleccionado
No hay datos de corte para la
corriente seleccionada
No hay datos de corte
para el código de boquilla
seleccionado
La presión de agua de corte
está fuera de rango
1. La corriente real es menor que la corriente solicitada.
2. Compruebe el cable de control entre la caja RAS y la fuente de
alimentación.
1. La corriente real es mayor que la corriente solicitada.
1. La presión de entrada PG1 (entrada de la caja de PG) es demasiado alta.
Compruebe el panel frontal para ver el código de error. Mire la
1.
solución en el manual para la fuente de alimentación de plasma.
Compruebe la bomba hidráulica
1.
Compruebe la válvula proporcional.
1.
Compruebe la válvula hidráulica.
1.
Compruebe la válvula proporcional.
1.
1. Desactivar la selección de automarcado (SPS.KON#220).
2. Seleccionar el archivo de marcado correcto manualmente.
3. Seleccione cualquier otro archivo de corte y seleccione remotamente
el archivo de corte necesario.
1. Seleccione cualquier archivo de marcado.
1. Por favor, seleccione el grosor correcto para esta boquilla.
1. Por favor, seleccione una boquilla de menos de 450 amperios
para el marcado.
1. Por favor, seleccione MS o SS para el marcado.
1. Por favor, cargue o cree los datos de corte para este grosor.
2. Si está utilizando la autoselección, pero selecciona manualmente el archivo
TDF, por favor, seleccione remotamente cualquier otro archivo de corte y
después seleccione el archivo de corte necesario.
1. Por favor, cargue o cree los datos de corte para esta corriente.
2. Si está utilizando la autoselección, pero selecciona manualmente el archivo
TDF, por favor, seleccione remotamente cualquier otro archivo de corte y
después seleccione el archivo de corte necesario.
1. Por favor, cargue o cree los datos de corte para este código de corriente.
2. Si está utilizando la autoselección, pero selecciona manualmente el archivo
TDF, por favor, seleccione remotamente cualquier otro archivo de corte y
después seleccione el archivo de corte necesario.
1. Por favor, compruebe la presión de agua de corte.
57

APARTADO 2 CNC VISION 50P CON CAJA DE INTERFAZ
Códigos de error para las cajas de SG y PG
Identicador
de error
89 El error de CRC durante la descarga de constantes de estación
90 El módulo ha vuelto a cero
200 El rango de valor de la conguración de referencia se ha superado
201 La presión de entrada del PG1 es demasiado baja
202 La presión de entrada del PG1 es demasiado alta
203 La presión de entrada del PG2 es demasiado baja
204 La presión de entrada del PG2 es demasiado alta
Descripción
58

REVISION HISTORY
1. Initial release - 04 / 2009
2. Revision 04/2010 - added vision 50P mounting diagram.
3. Revision 02/2012 - updates per K. Li.
59

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Shah Alam Selangor
Tel: +60 3 5511 3615
Fax: +60 3 5512 3552
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel: +7 095 937 98 20
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel: +7 812 325 43 62
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
 Loading...
Loading...