


Süsteemiühendus
m3 G2 plasmasüsteemiga
Süsteemijuhend (ET)
0558010309 01/2012
KINDLUSTA, ET SEE INFO JÕUAKS KASUTAJANI.
LISAKOOPIAID ON VÕIMALIK SAADA SEADME HANKIJALT.
TÄHELEPANU
Need JUHISED on mõeldud kogenud kasutajatele. Kui te ei ole tutvunud kaarkeevituse
ja kaarlõikuse seadmete tööpõhimõtedega, me soovitame teile läbi lugeda meie
brošuuri “Ettevaatusabinõud ja ohutud töövõtted kaarkeevitusel, kaarlõikusel ja
kaarpinnalõikamisel”, vorm 52-529. ÄRGE lubage välja õpetamata personaalile paigaldada,
kasutada ja hooldada seadet. ÄRGE proovige paigaldada või kasutada seda seadet ilma
läbi lugemata ja täielikult arusaamata käesolevaid juhiseid. Kui te käesolevastest juhistest
täielkult ei saa aru pöörduge hankijate poole lisainformatsiooni saamiseks. Kindlasti
lugege läbi OHUTUSNÕUETE EELDUSED enne seadme paigaldamist või kasutamist.
KASUTAJA VASTUTUS
See seade töötab kooskõlas kirjeldusega antud käesolevas kasutusjuhendis ja kleebistega lisajuhendites ja/või
tekstilisades juhul kui seade on paigaldatakse, töödatakse, hooldatakse ja parandatakse vastavalt kasutusjuhendi
instruktsioonidele. Seadet on vaja perioodiliselt kontrollida. Rikutu või mitte töökorras seadet ei tohi kasutada.
Rikutuid, puuduvaid, kulunuid, väändunuid ja määrdunuid osi on vaja koheselt vahetada.
Juhul kui selline vahetus või parandus on vajalik, tootja soovitab pöörduda kirjalikult või telefoni teel autoriseeritud
distribjutori poole kellelt seade oli ostetud.
Seadet või tema ükskõik milliseid osi ei tohi muuta ilma eelneva kirjaliku tootja nõusolekuta.
Seadme kasutaja vastutab täielikult ükskõik millise rikke eest, mis tekkis seadme väärkasutusel, vigasel hooldusel,
kahjustusel, väärparandusel või seadme ümbertegemisel ükskõik kellega peale tootja või tootja poolt määratud
teenindusservise.
ENNE SEADME PAIGALDAMIST VÕI KASUTAMIST LOE LÄBI JA MÕISTA KASUTUSJUHENDIT.
KAITSKE END JA TEISI!

SISUKORD
Peatükk / Pealkiri Lk
1.0 Ohutusnõuded . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
2.0 Kaitsegaasi plokk. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17
2.1 Kaitsegaasi plokk (0558008251). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
2.2 Funktsioonid ja omadused . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .21
2.3 Torustiku skeem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
2.4 Elektriskeem. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .24
2.5 Ühendused. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
2.6 Tõrkeotsing. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
2.7 Varuosad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
3.0 Plasmagaasi plokk (0558008252). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .27
3.1 Funktsioonid ja omadused . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
3.2 Torustiku skeem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .31
3.3 Elektriskeem. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .32
3.4 Ühendused. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .33
3.5 Tõrkeotsing. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .33
4.0 Kaare kaugstarter (0558008150). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .35
4.1 Toiteühendused . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .37
4.2 Põletiühendused . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
4.3 Kaare kaugstarteri ploki paigaldamine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .41
4.4 Tüüpiline/soovitatav E-stopi ühendus. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .42
5.0 Voolikud ja kaablid . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43

SISUKORD
Peatükk / Pealkiri Lk
6.0 Plasmapõleti PT-36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .51
6.1 Üldist . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .51
6.2 Temaatika . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .51
6.3 Pakendivariandid . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .51
6.4 Lisavarustus . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .51
6.4.1 Põleti PT-36 kulukomplektid. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .52
6.5 PT-36 tehnilised andmed. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .55
6.5.1 Soovitatava regulaatorid . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .55
6.5.2 Põleti PT-36 tehnilised andmed . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
6.6 Põleti ja plasmasüsteemi vaheline ühendus. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
6.6.1 Ühendus kaare kaugstarteri plokiga . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
6.7 Põleti paigaldamine seadmele . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
6.8 Ülesseadmine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .61
6.8.1 Peegellõikamine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .61
6.9 Lõike kvaliteet . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .61
6.9.1 Sissejuhatus . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .61
6.9.2 Lõikamisnurk . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
6.9.3 Lõike ühetasasus . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
6.9.4 Pinnaviimistlus. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
6.9.5 Räbu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
6.9.6 Mõõtmete täpsus . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
6.10 Põleti voolukanalid . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
6.11 Sissejuhatus . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .67
6.12 Põleti esiosa demonteerimine. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .67
6.13 Põleti esiosa kokkupanek . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .70
6.13.1 Põleti esiosa kokkupanek kiirlaaduriga . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .71
6.14 Põleti esiosa demonteerimine (paksu plaadi tootmistöö jaoks) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
6.15 Põleti esiosa kokkupanek (paksu plaadi tootmistöö jaoks). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .75
6.16 Põletikere hooldamine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
6.17 Põletikere eemaldamine ja paigaldamine. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
6.18 Kulumaterjalide lühenenud tööaeg . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80
6.19 Varuosad. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
6.19.1 Üldist . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
6.19.2 Tellimine. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
4
OSA 1 OHUTUSE ETTEVAATUSABINÕUD
1.0 Ohutuse Ettevaatusabinõud
ESAB keevitus- ja plasmalõikusseadme kasutajad omavad lõplikut vastutust kindlustamaks, et kõik kes
töötavad seadmega ja asuvad seadme kõrval järgivad vastavaid tööohutuse ettevaatusabinõusid. Ohutuse
ettevaatusabinõud peavad vastama nõudeile, mis kehtivad sellist tüüpi keevitus ja plasmalõikuse seadmetele.
Järgnevaid soovitusi on vaja järgida lisaks tavalistele reeglitele, mis rakendatakse töökohas.
Ainult välja õppetatud personaal, kes tunneb töövõtteid keevitus ja plasmalõikuse seadmega, peab teostama
kõiki töid. Seadme väärkasutamine võib tekitada ohtlikke olukordi mille tulemusena võib olla kasutaja vigastus
või seadme rikke.
1. Ükskõik, kes kasutab keevituse ja plasmalõikuse seadet peab tundma:
- tema tööd
- avariilülitide asukohti
- tema töövõimalusi
- vastavaid ohutuse ettevaatusabinõusid
- keevitust ja / või plasmalõikust
2. Kasutaja peab kindlustama:
- et loata ja mittevajalikud isikuid ei paikneks seadme töötsoonis tema käivitamisel.
- et kõik kasutavad kaitsevahendeid kaarleegi süttimisel.
3. Töökoht peab:
- sobima oma eesmärgiks
- olema vaba tuuletõmbest
4. Isiklikud kaitsevahendid:
- Alati peab kandma soovitatavaid isiklikuid kaitsevahendeid, nagu näiteks kaitseprille, tulekindlaid
kaitseriideid ja sobivaid kindaid.
- Ärge kandke liiga vabat riietust ja aksessuarid, nagu näiteks salle, käevõrusid, jne. Nende tööpinkidesse
sattumise tulemuseks on kehavigastus või põletus.
5. Üldised ettevaatusabinõud:
- Peab kindlustama tagasipöörduva kaabli turvalise ühenduse.
- Töid kõrgepingeseadmetega võib teostada ainult kvalitseeritud elektrik.
- Vastavad tulekustutamisseaded peavad olema silmnähtavalt märgistatud ja paiknema ligidal.
- Seadme määrimist ja hooldust ei tohi teostada seadme kasutamise ajal.
Kaitseklass
IP kood näitab kaitseklassi, st kaitstusastet tahkete esemete või vee läbitungimise vastu. Kaitse on mõeldud
sõrmega puudutamise, enam kui 12 mm suuruste tahkete esemete ja vertikaaltelje suhtes kuni 60º all langevate
veepritsmete vastu. Seadet märgistusega IP23S võib hoida välitingimustes, kuid see pole mõeldud väljas
kasutamiseks saju korral, kui puudub kaitsevari.
Maksimaalne
ETTEVAATUST!
Kui seade asetatakse pinnale, mille kalle on
enam kui 15º, võib see ümber kukkuda. See
võib põhjustada kehavigastusi ja/või ulatuslikku kahju.
lubatud kalle
15°
5
OSA 1 OHUTUSE ETTEVAATUSABINÕUD
KEEVITUS JA PLASMALÕIKUS VÕIVAD TEKITADA KEHAVIGASTUSI TEILE
JA TEISTELE. VÕTKE TARVITUSELE ETTEVAATUSABINÕUSID KEEVITAMISE
TÄHELEPANU
Elektrilöök - võib tappa!
- Paigaldage ja maandage keevituse või plasmalõikuse seade vastavalt rakendavatele reeglitele.
- Ärge puudutage voolu all olevaid osi paljaste kätega, niiskete kinnastega või niiskete rõivastega.
- Isoleerige end maast ja tööldetavast detailist.
- Töötamise ajal hoia end ohutus kehaasendis.
SIUTS JA GAASID - On kahjulikud teie tervisele.
- Hoidke pead eemal suitsust.
- Kasutage ventilatsiooni või õhutõmmet, või mõlemaid, suitsu ja gaaside eemaldamiseks töökohast ja
tööruumist.
KAARE KIIRGUS - Võib vigastada silmi ja põletada nahka.
- Kaitske oma silmi ja keha. Kasutage keevituse / plasmalõikuse kaitseekraani ja keevitusmaski ja kandke
kaitseriideid.
- Kaitske kõrvalseisjaid sobivate ekraanidega ja sirmidega.
JA LÕIKUSE AJAL. KÜSIGE OMA TÖÖANDJALT TÖÖOHUTUSE
INSTRUKTAAŽI, MIS PÕHINEB TOOTJALT SAADUD INFORMATSIOONIL
OHTUDEST SEADMEGA TÖÖTAMISEL.
TULEOHT
- Sädemed võivad tekkitada tulekahju. Veenduge, et lähedal ei ole kergsüttivaid materjale.
MÜRA - Liigne müra võib kahjustada kuulmist.
- Kaitske oma kõrvu. Kasutage kaitsekõrvaklappe või teisi kaitsevahendeid.
- Hoiatage kõrvalolijaid ohust.
RIKE - Juhul kui esineb rike kutsuge asjatundja.
ENNE SEADME PAIGALDAMIST VÕI KASUTAMIST LOE LÄBI JA MÕISTA KASUTUSJUHENDIT.
KAITSKE END JA TEISI!
See seade on üksnes plasmalõikuseks. Mis tahes muu kasutus
ETTEVAATUST!
võib põhjustada kehavigastusi ja/või kahjustada seadet.
ETTEVAATUST!
Kehavigastuste ja/või seadme kahjustuste
vältimiseks tõstke seadet näidatud meetodil
ja haakepunkte kasutades.
6
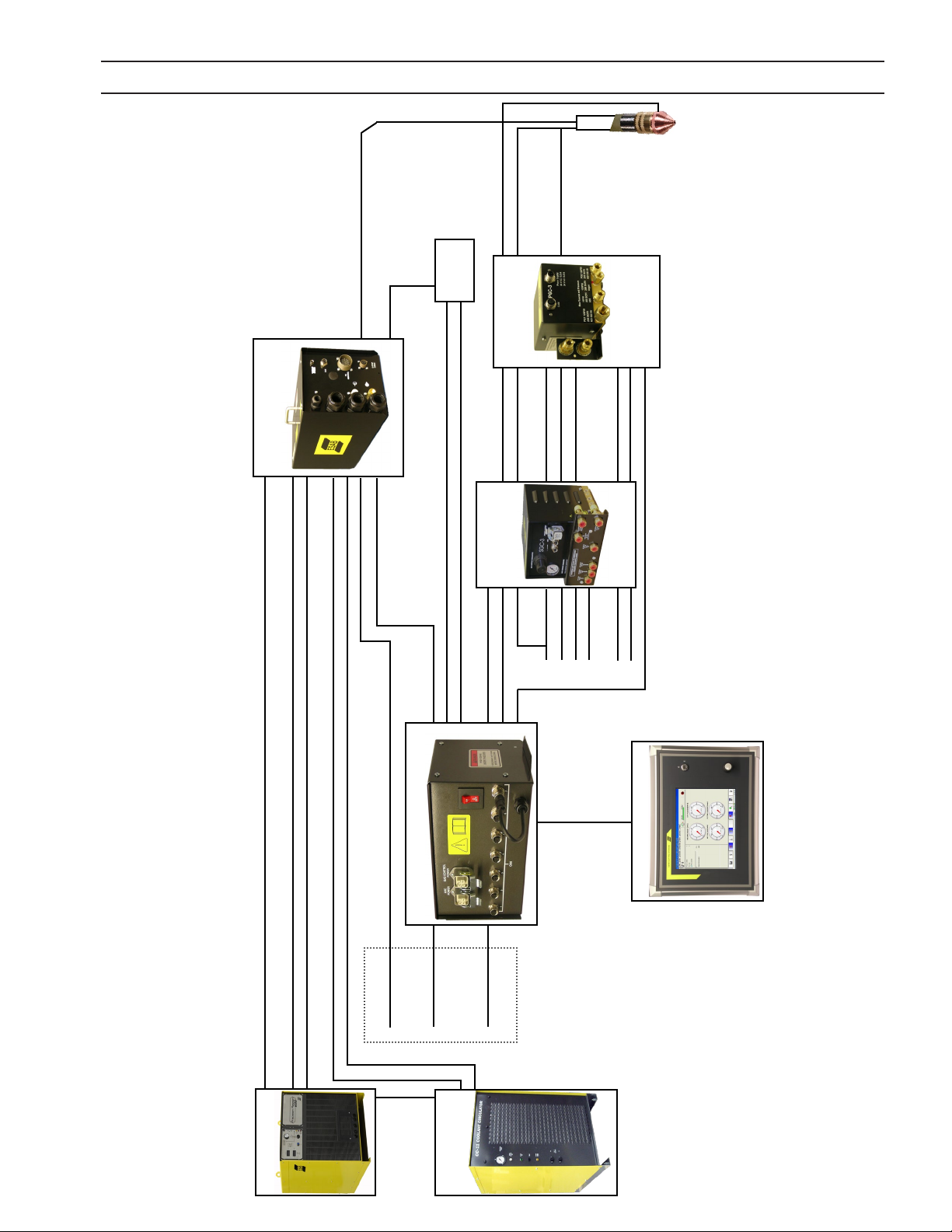
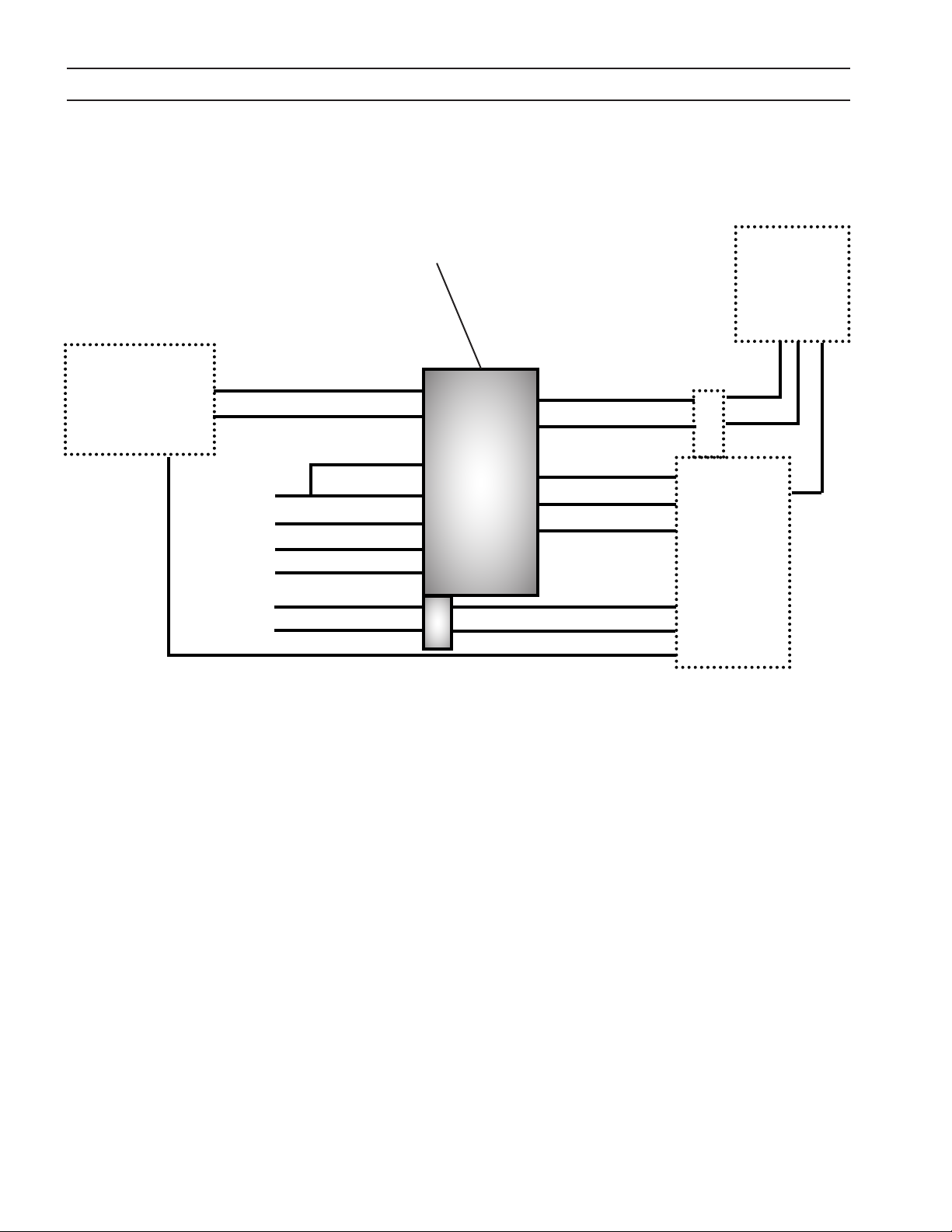
2. PEATÜKK KAITSEGAASI PLOKK
Õhkkardin
(lisavarustus)
Kaitsegaasi voolik
Plasmagaasi voolik
reguleerimine
Toide, pilootkaar, jahutusvedelik
VDR-kaabel
Toide
AHC/lift
CAN
Õhkkardina voolik
(lisavarustus)
Plasmagaasi
Kaare startersõlm
PS ja CC juhtimiskaabel
Toitekaabel
Pilootkaare kaabel
Jahutusvedeliku toitevoolik
Jahutusvedeliku tagasivoolu voolik
E-stopp
PG1
PG1 (õhk/N2/O2)
Toide
Kaitsegaasi voolik
Õhkkardina voolik
CAN
Kaitsegaasi
reguleerimine
Air
N2
Õhkkardina
voolik
CAN (5)
AHC/lifti toitekaablid
CAN (2)
Gas Controls Power Cable
CAN (3)
CAN (4)
H35
PG2
PG2 (õhk/N2/O2)
O2
H35
CH4
CAN (1)
Argon
Argon
CAN
Vision 50P
230 V)
CNC-sse
välisesse
ja -väljundid
Väline E-stopp
Digisisendid
2.0 m3 CAN-süsteemi ühenduseskeem, sissejuhatus ja paigaldamine
Toideplokk
CC juhtimiskaabel
ringlusseadis
CC-11 jahutusvedeliku
Väline 120/230V
(AHC korral ainult
7
PN 0558007515
2. PEATÜKK KAITSEGAASI PLOKK
2.1 Kaitsegaasi plokk (0558010155)
Juhtimis-
liides
Vision 50P
Komponentide asukohad ja tähistus
(vt järgnevaid komponentide pilte)
Gaasi reguleerimise toitekaabel
CAN
Õhkkardin
Õhk
N2
O2
CH4
H35
ARG
A
B
L
C
D
E
F
M
N
Õhkkardina voolik
K
Kaitsegaasi voolik
J
Toide
I
PG1 (õhk/N2/O2)
H
Kaitsegaasi
reguleerimine
PG2 (õhk/N2/O2)
G
PT-36
m3 CAN
Plasmapõleti
Õhkkardin
Plasmagaasi
reguleerimine
H35
ARG
Kaitsegaasi plokki komponentide asukohad ja tähistus
Märkus.
Vt juuresolevaid kõigi voolikute ja kaablite koodntabeleid.
8

2. PEATÜKK KAITSEGAASI PLOKK
B
I
E
C
D
F
M
A
L
N
K
J
H
9
G

2. PEATÜKK KAITSEGAASI PLOKK
Enne süsteemi pingestamist TULEB pinge valikulüliti seada
õige sisendpinge asendisse (115 või 230 V - vaikimisi on va-
ETTEVAATUST!
Pinge valikulüliti
(juurdepääsuks lülitile
eemaldada kate)
litud 230 V). Vastasel korral võib järgneda kehavigastus või
seadme kahjustus.
10
2. PEATÜKK KAITSEGAASI PLOKK
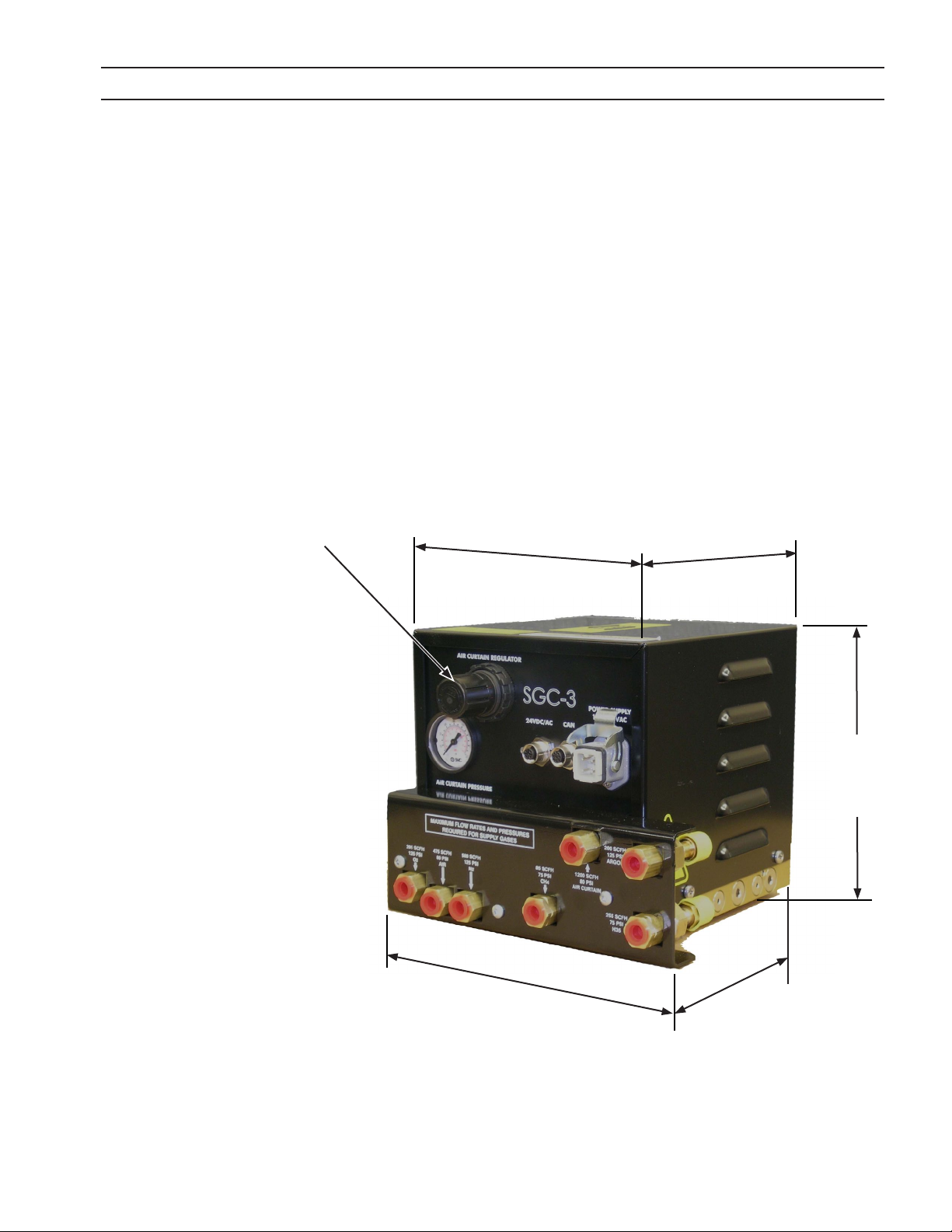
2.2 Funktsioonid ja omadused
Kaitsegaasi plokiga valitakse erinevate gaaside (Air, N2, O2, CH4) vahel kaitsegaasi (SG), plasmagaasi 1 (PG1) ja
plasmagaasi 2 (PG2) segamiseks. Valimine toimub kollektorisse paigaldatud solenoididegrupi abil. CNC edastab
solenoididele CAN-siini kaudu juhtimiskäske. Kaitsegaasi ploki gaasiväljundit jälgitakse ja CNC saab sellest CANsiini kaudu tagasisidet enesediagnostika läbiviimiseks. Lisaks sellele juhib kaitsegaasi plokk õhkkardina käitamise solenoidi.
Kaitsegaas töötab vaikimisi toitepingega 230 VAC. Klient saab kaitsegaasi ploki sisendpingeks valida ka 115 VAC.
Selleks tuleb muuta kaitseklaasi ploki sisendpinge lüliti asendit. Kaitsegaasi plokk varustab plasmagaasi plokki
24 VDC ja 24 VAC toitepingega.
Märkus.
Rõhuregulaator on süsinikterase
jaoks tehases reguleeritud 40 psi
(2,8 bar) peale. Roostevaba terase
või alumiiniumi lõikamiseks valige
20 psi (1,4 bar).
8.00”
(203.2 mm)
8.00”
(203.2 mm)
Kaal:
30.0 lbs. (13.6 kg)
Kaal:
Vaadake teavet gaasi nõutavate
omaduste kohta juhendi 0558008682
jaotisest 7.1
9.50”
(241.3 mm)
8.25”
(209.6 mm)
to bottom
feet
9.25”
(235.0 mm)
11

2. PEATÜKK KAITSEGAASI PLOKK
5.00”
Kaitsegaasi ploki kinnitusaukude asukohad
(vaade alt)
1.75”
(44.5mm)
4.25”
(108.0mm)
2.25”
(57.2mm)
(127.0mm)
Kaitsegaasi ploki kinnitus-
plaadi aukude asukohad
(0558008794)
0,281
(7,1 mm)
0,313”
(8,0 mm)
M6-1
5,75”
(146,0 mm)
0,50”
(12,7 mm)
(241,3 mm)
12
9,50”

2. PEATÜKK KAITSEGAASI PLOKK
2.3 Torustiku skeem
∆P
P
P
1
2
SG1
PT
SG
∆P
P
P
1
2
SG2
Õhk
N2
O2
S2,2
S2,1
S3,2
PV1
Õhk
N2
PV2
O2
CH4
S3,1
S0,1
S0,2
S0,3
S1,1
S1,2
S1,3
CH4
O2
N2
Õhk
O2
N2
Õhk
PT = rõhu mõõtemuundur
PV = seadeventiil
PG1
PG2
Õhk
S4,1
13
Õhkkardin
Õhk

2. PEATÜKK KAITSEGAASI PLOKK
2.4 Elektriskeem
2
1
3
4
Con 6
solenoid
Õhkkardina
24 VDC
AC2
AC1
DC Com
Regulaator
+ 24 VDC
24 VAC
Trafo
laator
Venti-
CO 11
2
1
4
6
3
5
12
10
8
7
14
16
LED 2
9
13
11
15
LED 1
230 VAC
115 VAC
Lüliti
Kaitse
Con 3
NC
2
1
3
4
115 / 230 VAC
CAN H sisse
1
Con 1
CAN L sisse
CAN maa
CAN H välja
2
3
CAN L välja
NCNCNC
4
5
6
7
8
14
2. PEATÜKK KAITSEGAASI PLOKK
2.5 Ühendused
Kaitsegaasi plokiga on ühendatud kolm kaablit. Nendeks on 115/230 VAC toitesisend, 24 V toiteväljund ja CAN.
Plokil on viis gaasisisendit (Air, N2, O2, CH4 ja õhkkardin), neli gaasiväljundit (SG, PG1, PG2 ja õhkkardin), ning
kaks välisühendust (H35 ja Argon). Viis sisendit ja kaks välisühendust on varustatud poorsest pronksist ltri
ning "G-1/4" (BSPP) parema või vasaku käe sisekeermega. Kokkusobivuse jaoks standardse meeter- või CGAvoolikuühendusega saab valida kahe sobituskomplekti vahel. Gaasiliitmikud ja siirdmikud on loetletud allpool.
Märkus
Kere tuleb ühendada masina maandusega.
Gaas Liitmik
Meetermõõdus
sisend
Siirdmikud
CGA
Sisend
Siirdmikud
Väljundid
ESAB
P/N
Õhk G-1/4” PK isas x G-1/4” PK isas 0558010163
N2 G-1/4” PK isas x G-1/4” PK isas 0558010163
O2 G-1/4” PK isas x G-1/4” PK isas 0558010163
CH4 G-1/4” VK isas x G-1/4” VK isas 0558010164
Õhkkardin G-1/4” PK isas x G-1/4” PK isas 0558010163
H-35
(välisühendus)
Argoon
(välisühendus)
Õhk G-1/4” PK isas x “B” õhk/vesi PK isas 0558010165
N2 G-1/4” PK isas x “B” inertgaas PK emas 0558010166
O2 G-1/4” PK isas x “B” hapnik PK isas 0558010167
CH4 G-1/4” VK isas x “B” kütus PK isas 0558010168
Õhkkardin G-1/4” PK isas x “B” õhk/vesi PK isas 0558010165
H-35
(välisühendus)
Argoon
(välisühendus)
SG 1/4” NPT x 5/8"-18 VK isas 0558010223
PG1 1/4” NPT x “B” inertgaas parem sise 74S76
PG2 1/4” NPT x “B” hapnik parem välis 3389
Õhkkardin 1/4” NPT x “B” inertgaas vasak sise 11N16
H-35
(välisühendus)
Argoon
(välisühendus)
G-1/4” VK isas x G-1/4” VK isas 0558010164
G-1/4” PK isas x G-1/4” PK isas 0558010163
G-1/4” VK isas x “B” kütus PK isas 0558010168
G-1/4” PK isas x “B” inertgaas PK emas 0558010166
1/8” NPT x “B” kütus vasak välis 11Z93
1/8” NPT x “A” inertgaas parem sise 631475
15
2. PEATÜKK KAITSEGAASI PLOKK
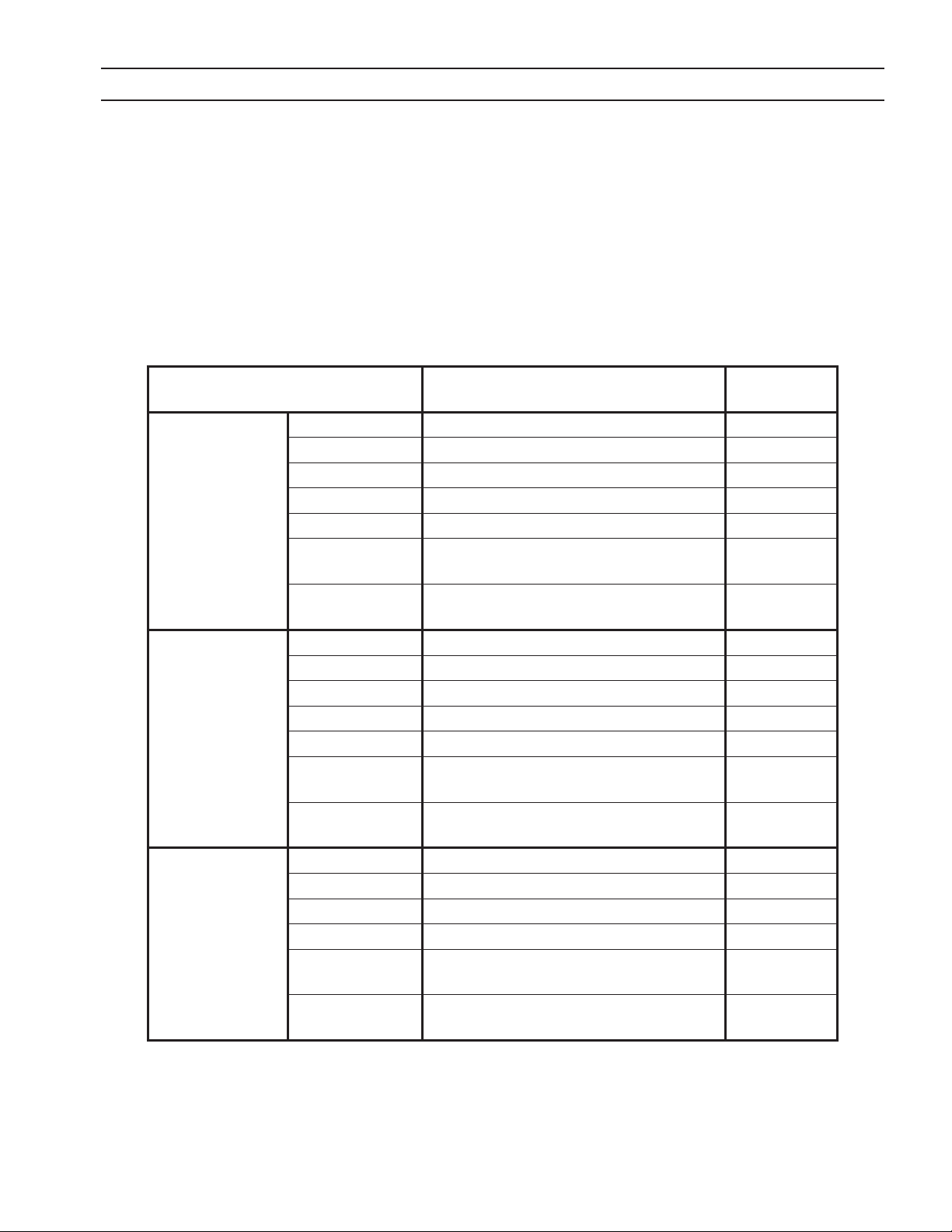
2.6 Tõrkeotsing
Kaitsegaasi plokis on kaks CAN-siini mooduli olekuid näitavat LED-i. Alljärgnev tabel kirjeldab nende dioodide
põlemise tähendust.
LED Olek Tähendus
Väljas Toide VÄLJAS
Roheline
Kollane Sees Jaam on valitud
Normaaltalitluse korral näitab roheline LED, et toide peab olema sisse lülitatud. Kui jaam on valitud, peab kollane
LED püsivalt põlema; roheline LED vilgub, põledes 90% ajast ja olles 10% ajast kustunud. Teistsugune põlemine
viitab probleemile.
1. Kui roheline tuli ei põle, kontrollige voolusisendit (ühenduskaablit) ja kaitset.
2. Kui kollane tuli ei põle ning roheline põleb, kontrollige CAN-siini ühendust. Veenduge, et jaam on
valitud.
10% sees, 90% väljas Toimub käivutusprotsess
50% sees, 50% väljas Rakendus töötab
90% sees, 10% väljas Rakendus töötab, CAN on ligipääsetav
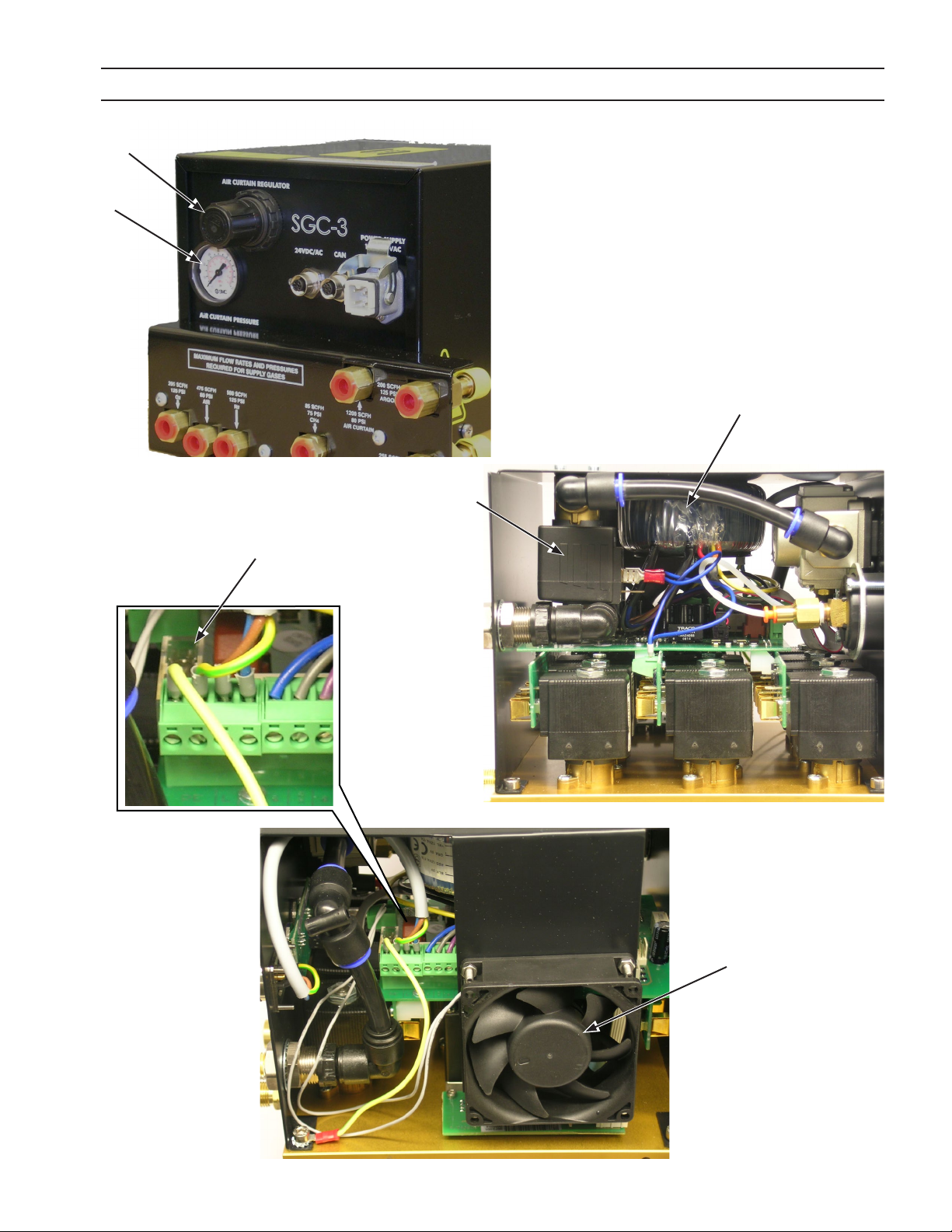
2.7 Varuosad
Suurel määral integreeritud kaitsegaasi plokis on võimalik vahetada ainult üksikuid osi, mida saab teha hooldustehnik või klient ise. Need osad on loetletud allpool. Muude remonttööde jaoks tuleb kaitsegaasi plokk tehasesse saata. Enne seadmete remontimist tuleks kliendil pöörduda meie tehnilise toe poole.
Osa nr Kirjeldus ESAB PN
1 Trafo 0558008612
2 Ventilaator 0558008614
3 Kaitse - T630 mA 250 V, 5 x 20 mm 0558008613
4 Solenoid 6240 õhkkardinale 0558008615
5 Manomeeter 0558008616
6 Rühuregulaator 0558008617
16
2. PEATÜKK KAITSEGAASI PLOKK
6
5
1
4
3
2
17

2. PEATÜKK KAITSEGAASI PLOKK
18

3. PEATÜKK PLASMAGAASI PLOKK
3.0 Plasmagaasi plokk (0558010156)
MÄRKUS.
Põleti PT-36 tarnitakse koos voolikutega, mis võimaldavad plasmagaasi ploki paigutada põletist kuni kahe meetri (6,6 jala) kaugusele. Vältige standardvoolikute kokkumurdmist ja ühendage need nõuetekohaselt enne plasmagaasi ploki püsivat paigaldamist.
Kui põleti on tarvis plokist kaugemale paigutada, tuleb lisaks põleti standardvoolikutele kasutada pikendusvoolikuid. Tellida saab olemasoleva voolikukomplektiga ühendatavaid pikendusvoolikuid.
TELLIDA TULEB MÕLEMAD VOOLIKUD
Pikendusvoolik, plasmagaas, 1 m (3,3 jalga) ESAB P/N 0558008996
Pikendusvoolik, kaitsegaas, 1 m (3,3 jalga) ESAB P/N 0558008997
Mida pikemad on voolikud, seda pikem on läbilõikamisaeg ja seda pikem sissejuhtimise kestus tuleb määratleda.
Seda põhjustab voolikust käivitusgaasi N2 eemaldamisele kuluv aeg enne lõikamisgaasiga O2 täitumist. Antud
tingimused esinevad süsinikterase lõikamisel hapnikuga.
Juhtimis-
liides
Vision 50P
Kaitsegaasi
reguleerimine
Õhkkardina voolik
Kaitsegaasi voolik
Toide
PG1 (õhk/N2/O2)
PG2 (õhk/N2/O2)
H35
Argoon
CAN
PT-36
m3 CAN
Plasma-
põleti
K
J
B
C
D
E
F
G
H
Plasmagaasi voolik
Komponentide asukohad ja tähistus
(vt järgnevaid komponentide pilte)
Plasmagaasi ploki komponentide asukohad ja tähistus
Märkus.
Vt juuresolevaid kõigi voolikute ja kaablite koodntabeleid.
19

3. PEATÜKK PLASMAGAASI PLOKK
B
G
J
K
C E
F
D
H
20

3. PEATÜKK PLASMAGAASI PLOKK
3.1 Funktsioonid ja omadused
Plasmagaasi plokk reguleerib nelja gaasisisendi (argoon, H35, PG1 ja PG2) vahelt valitud plasmagaasi (PG) väljavoolu. Plokk töötab kaitsegaasi plokist saadaval 24 V (AC ja DC) toitel ning võtab CAN-siini kaudu vastu otse
CNC-st saadetud signaale.
Sarnaselt kaitsegaasi plokile jälgitakse plasmagaasi plokki ning CNC saab sellest CAN-siini kaudu tagasisidet enesediagnostika läbiviimiseks.
Märkus. Vaadake teavet gaasi nõutavate omaduste kohta juhendi 0558008682 jaotisest 7.1
* 6.25”
(158.8 mm)
4.50”
(114.3 mm)
MÄRKUS.
CAN-siini kaabel tuleb põletijuhtme-
test eraldi paigutada.
* 8.00” (203.2 mm)koos esimeste ja tagumis-
te liitmikega
Kaal:
9.15 lbs. (4.2 kg)
4.50”
(114.3 mm)
6.50”
(165.1 mm)
Komplektne kaitsegaasi plokk
(0558010161)
21

3. PEATÜKK PLASMAGAASI PLOKK
Plasmagaasi ploki kinnitusaukude asukohad
(vaade alt)
M6 x 1
2.52”
(64.0mm)
0.90”
(22.9mm)
0.37”
(9.5mm)
Plasmagaasi ploki kinnitus-
plaadi aukude asukohad
(0558008793)
0,281
(7,1 mm)
0,313”
(8,0 mm)
4.72”
(120.0mm)
4,00”
(101,6 mm)
0,37”
(9,5 mm)
(190,5 mm)
22
7,50”

3. PEATÜKK PLASMAGAASI PLOKK
3.2 Torustiku skeem
Ar
H35
N2/O2/õhk
V1
V2
V3
PT1
PT2
PV1
V4
Väljalaskeport
PT3
Plasmagaas
N2/O2/õhk
0,5mm
tühjendusava
∆P
P
P
1
2
PV2
PT = rõhu mõõtemuundur
PV = seadeventiil
23

3. PEATÜKK PLASMAGAASI PLOKK
3.3 Elektriskeem
Con 1
CAN H välja
CAN L välja
CAN maa
CAN H sisse
CAN L sisse
NC
NC
NC
24 VAC sisend
24 VAC sisend
-24 VDC sisend
+24 VDC sisend
CO 1
1
2
3
4
5
6
7
8
9
10
12
11
14
13
15 16
LED 1
CAN
Con 2
1
2
3
TOIDE
4
1
2
3
4
5
6
7
8
24
LED 2

3. PEATÜKK PLASMAGAASI PLOKK
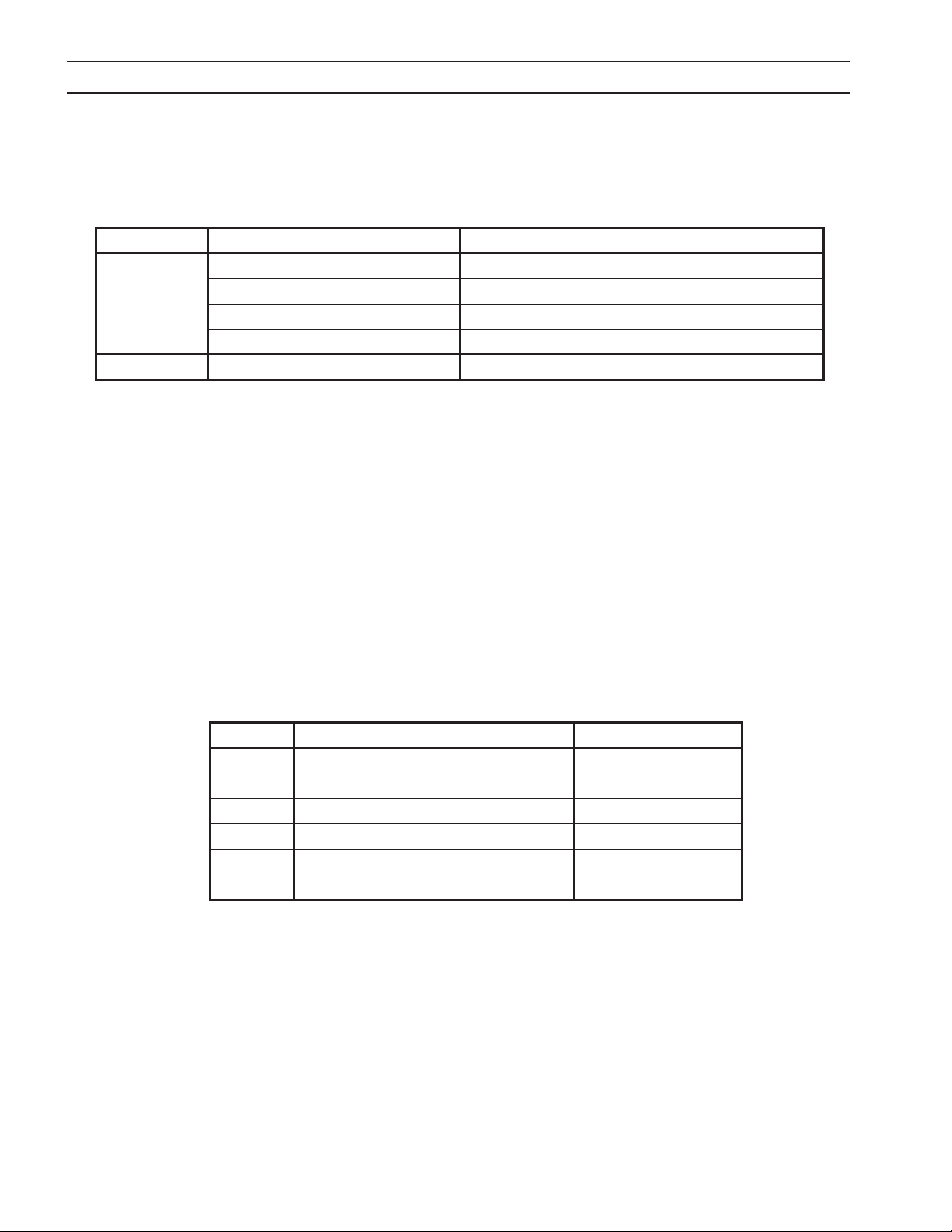
3.4 Ühendused
Plasmagaasi plokiga on ühendatud kaks kaablit: 24 V toide ja CAN. Plokil on neli gaasisisendit (argoon, H35, PG1
ja PG2) ja üks gaasiväljund (PG). Gaasiliitmikud on loetletud allpool.
Märkus.
Kere tuleb ühendada masina maandusega.
Gaas Liitmik
Argoon 1/8” NPT x “A” inertgaas parem sise 631475
H-35 1/4” NPT x “B” kütus vasak välis 83390
Sisendid
PG1 1/4” NPT x “B” inertgaas parem sise 74S76
PG2 1/4” NPT x “B” hapnik parem välis 83389
Väljund PG
Ühendus, väliskeere 0,125 NPT
mõõdule "A"
ESAB
P/N
2064113
3.5 Tõrkeotsing
Plasmagaasi plokil on kaks LED-indikaatorit, mis näitavad ploki olekut. ROHELINE LED näitab et plokk on ühendatud vooluallikaga ning dioodi vilkumine näitab ploki tööolekut (vt alljärgnevat tabelit). Kui roheline LED ei põle,
kontrollige toitekaablit, milles peab olema kaitsegaasi plokist tuleb 24 VDC ja 24 VAC toitepinge.
Kui kollane LED ei põle, puudub plokis elektritoide või jaama ei ole valitud.
Plasmagaasi plokk on suurel määral integreeritud ja seda tuleb käidelda kui “musta karpi”. Kui üks või mitu ploki
funktsiooni lõpetab töötamise, tuleb plokk remonti saata. Pöörduge tehnilise toe poole tõrkeotsingu läbiviimiseks ja abi saamiseks RMA asjus.
LED Olek Tähendus
Väljas Toide VÄLJAS
Roheline
Kollane Sees Jaam on valitud
10% sees, 90% väljas Toimub käivutusprotsess
50% sees, 50% väljas Rakendus töötab
90% sees, 10% väljas Rakendus töötab, CAN on ligipääsetav
25

3. PEATÜKK PLASMAGAASI PLOKK
26
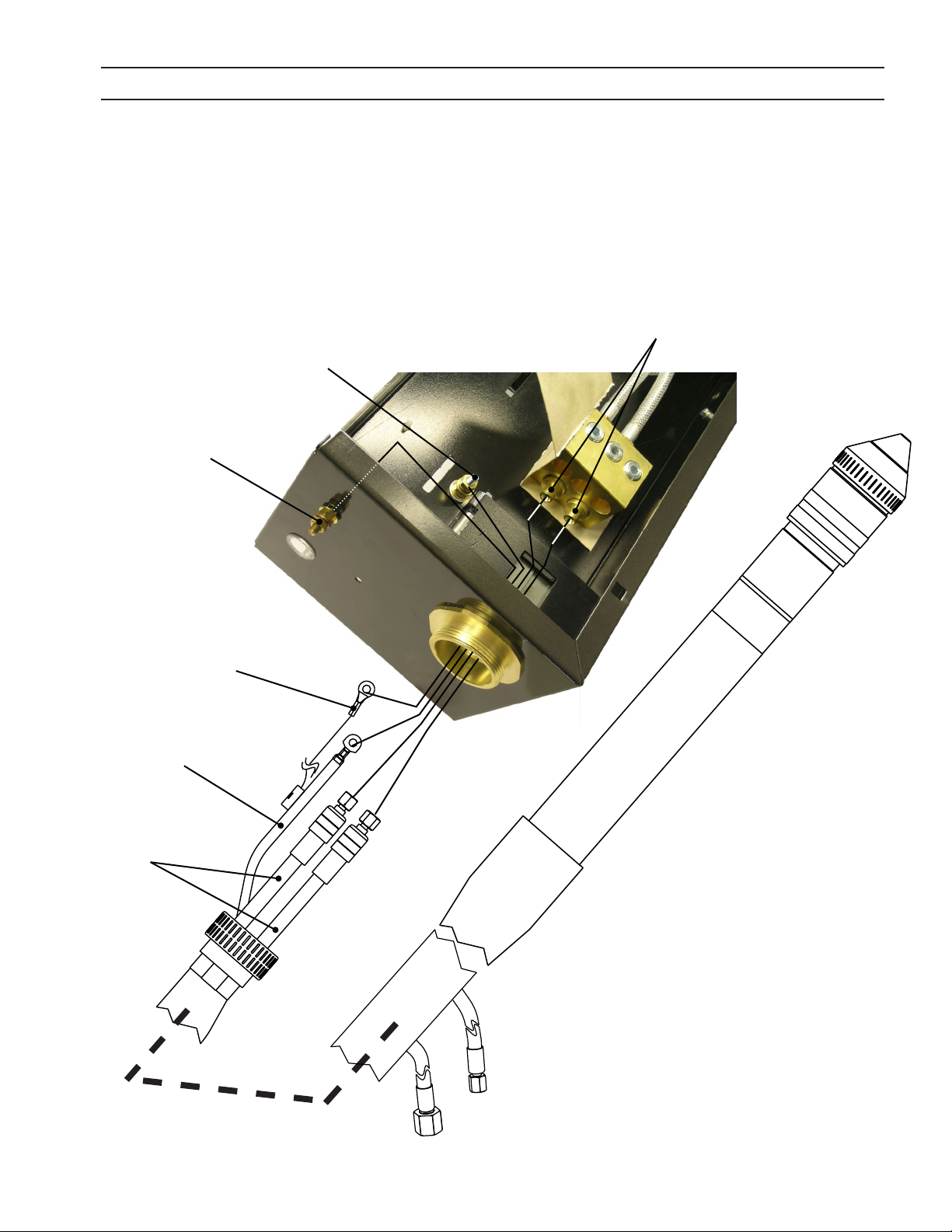
4. PEATÜKK KAARE KAUGSTARTER
4.0 Kaare kaugstarter (0558008150)
Komponentide asukohad ja tähistus
(vt järgnevaid komponentide pilte)
Toide-
plokk
CC-11
jahutusvedeliku
ringlusseadis
PS ja CC juhtimiskaabel
Toitekaabel
Pilootkaare kaabel
Jahutusvedeliku toitevoolik
Jahutusvedeliku tagasivoolu voolik
E-stopp
Juhtimisliides
CAN
Vision 50P
või
Lõikuri
releeplokk
A
B
C
D
E
F
G
sõlm
Kaare
starter-
Toide, pilootkaar, jahutusvedelik
I
VDR-kaabel
H
AHC/lift
(lisavarustus)
PT-36
m3 CAN
Plasma-
põleti
Lõikuri
releeplokk
Kaare kaugstarteri ploki komponentide asukohad ja tähistus
MÄRKUS. Vt juuresolevaid kõigi voolikute ja kaablite koondtabeleid.
27

4. PEATÜKK KAARE KAUGSTARTER
Kaare kaugstarteri plokki nimetatakse enamasti RAS-plokiks. RAS-plokk töötab liidesena Vision 50P CNC ja EPPseeria plasmatoiteseadiste vahel, aidates plasmakaart luua. RAS-plokk annab ka pinge abil tagasisidet plasmapõleti tõstmise kohta. Selle pingega reguleeritakse põleti kõrgust lõikamise ajal, et säilitada põleti ettenähtud
kaugust lõigatavast detailist.
RAS-plokis on ACON-moodul ühenduse pidamiseks CNC-ga, kõrgsageduse/pingejaoturi skeemiplaat, mille ülesanne on pilootkaare ioniseerimine, ning pingejaotur, mis reguleerib põleti kõrgust.
Jahutusvedeliku ühendused ja põleti toiteühendused asuvad RAS-plokis ning moodustavad liidese toiteallika,
jahutusvedeliku ringlusseadise ning põleti vahel.
GND
H
B, C
G
A
D
E
Letter Kirjeldus
A 24 viiguga Amphenoli toiteühendus
B
C
D Jahutusvedeliku sisselase - põletisse
E
F E-stopp
G 8 viiguga CAN-siini ühendus CNC või liidesega
H 3 tihvtiga pingejaoturi ühendus tõstukile
I Põleti kaitseümbrise ühendus
GND Seadme maandusühendus
Jahutusvedeliku tagasivool - põletist jahu-
Tõmbetõkisega liitmik
tussüsteemi
F
I
Märkus.
Kere tuleb ühendada masina
maandusega.
28
4. PEATÜKK KAARE KAUGSTARTER
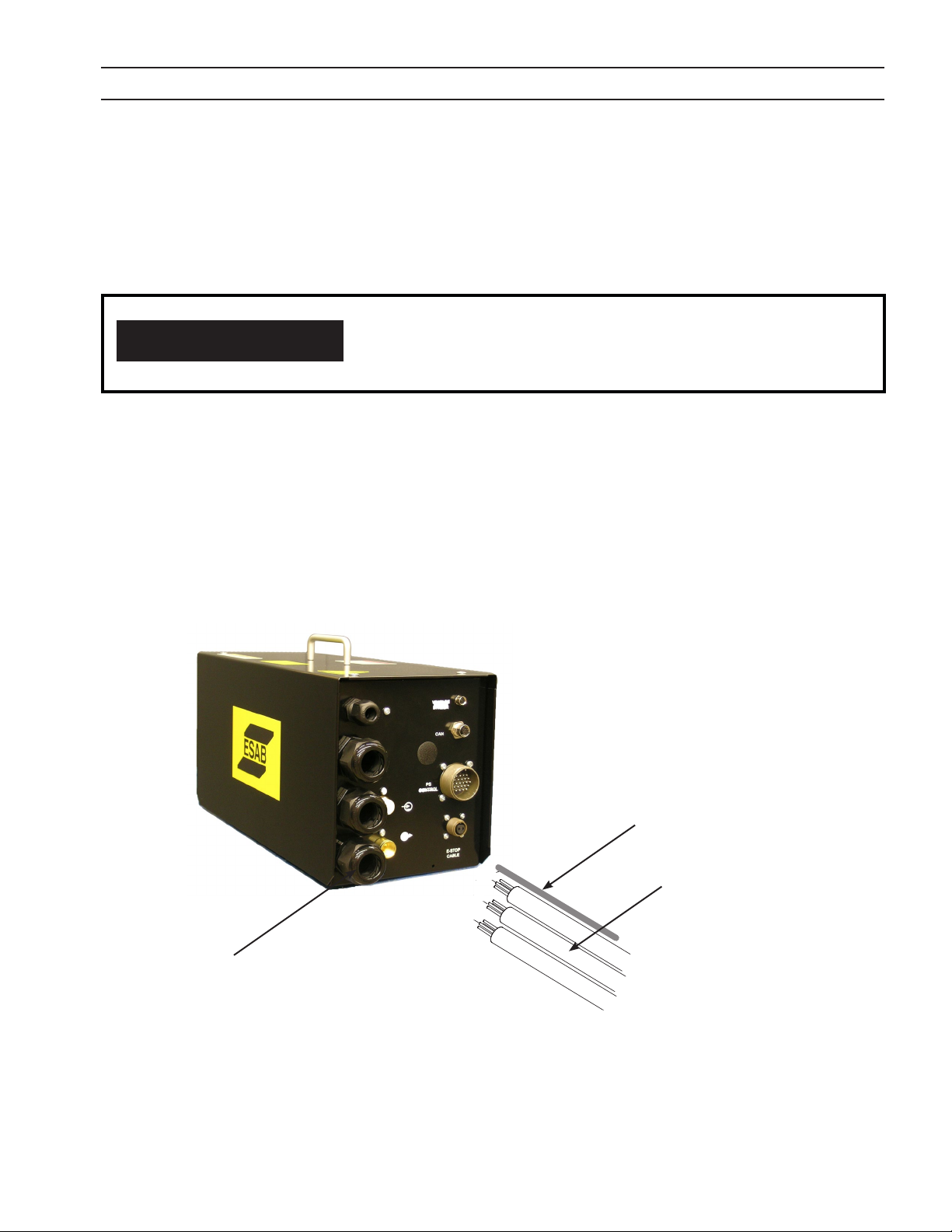
4.1 Toiteühendused
1. RAS-ploki toiteallikaga ühendamiseks tuleb plokk esmalt avada: eemaldage või vabastage katte kruvid ja
tõstke ploki kate sisemistelt osadelt maha.
Katte ja on kaare kaugstarteri ploki vahel on sisemine maan-
ETTEVAATUST!
2.
Pilootkaare- ja toitekaabli ühendamiseks RAS-plokiga tuleb need kaablid sisestada läbi tõmbetõkisega liitmike.
dusühendus, mis on üsna lühike. Avage kate ettevaatlikult, et
vältida osade kahjustamist või maandusjuhtme lahtitulekut.
Tõmbetõkisega liitmik
Pilootkaare kaabel
Toitekaablid
29
4. PEATÜKK KAARE KAUGSTARTER
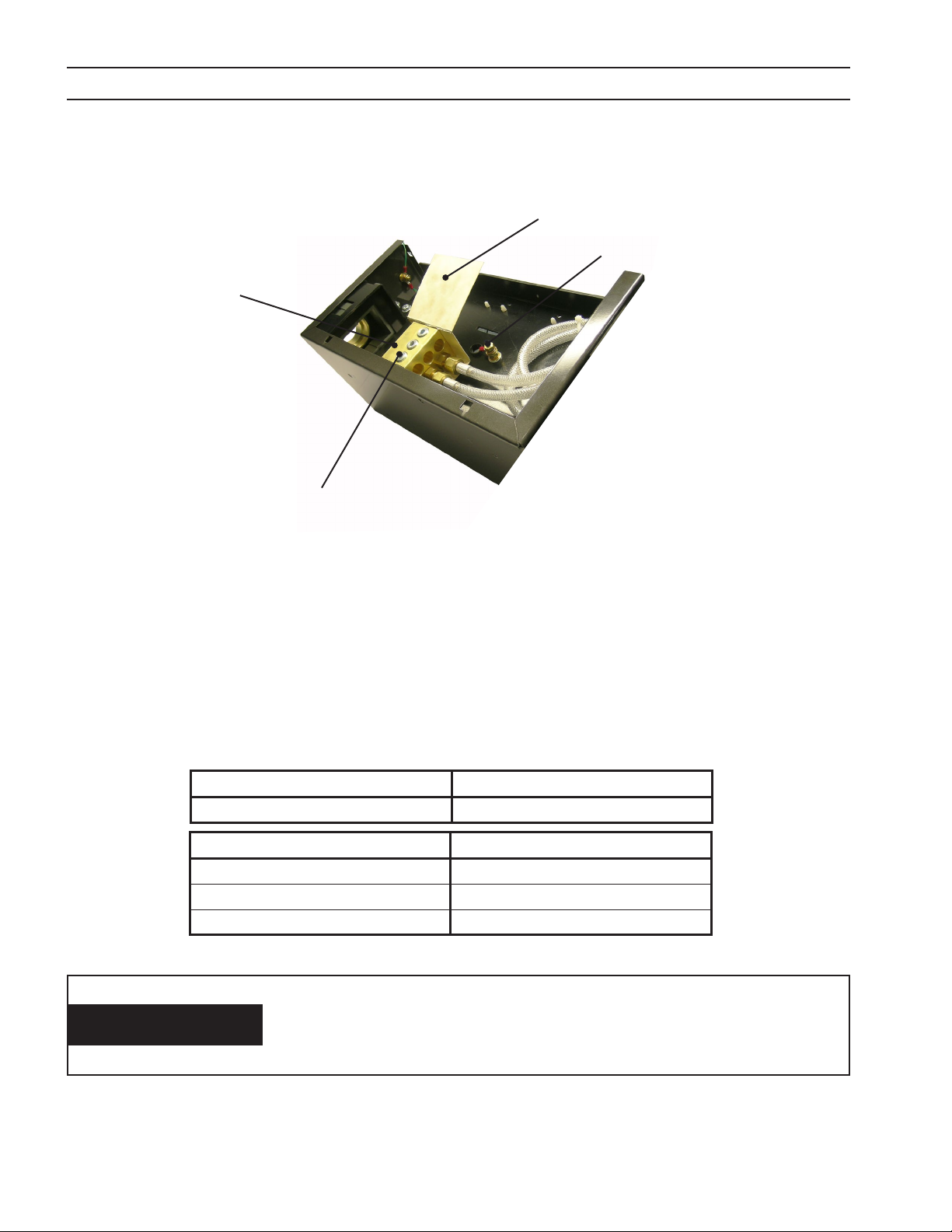
4.1 Toiteühendused (järg)
Nomex-isolatsioon
Ühendus pilootkaare kaabli jaoks
Jaotuslatt/klemmplokk
Lukustuskruvi
1. Koorige 4/0 (95 mm2) kaabli juhtmed umbes 38 mm ulatuses.
2. Sisestage 4/0 (95 mm2) kaabel jaotuslati/klemmploki auku, kuni vaskjuhe ulatub jaotuslati/
klemmploki servani.
3. Keerake lukustuskruvi(d) kinni ja pingutage.
Vaadake alljärgnevast tabelist 4/0 (95 mm2) kaabli soonte arvu, mida oma rakenduse jaoks vajate
Voolutugevus 1/0 kaabli soonte vajalik arv
Kuni 200 A 1
Voolutugevus 4/0 kaabli soonte vajalik arv
Kuni 400 A 1
Kuni 800 A 2
Kuni 1000 A 3
4/0 (95 mm2) kaabli soonte isolatsiooni hoolikas eemaldamine lihtsus-
MÄRKUS
tab latiklambrite ühendamist. Ärge laiendage vasest soonetraate.
.
Märkus.
Kere tuleb ühendada masina maandusega.
30
4. PEATÜKK KAARE KAUGSTARTER
4.2 Põletiühendused
Põleti puhul tuleb ühendada toitekaablid / jahutusvedeliku voolikud, pilootkaare kaabel ja keremaandus. Põleti
PT36 puhul sisaldavad RAS-plokki ja põletit ühendavad voolikud ka elektroodi toiteühednust.
Toitekaabli/
Pilootkaare
ühendus
Maanduse
klemm
jahutusvedeliku ühendused
maandus-
Pilootkaare
kaabel
Toitekaabel/
jahutusvedelik
Kere
juhe
31

4. PEATÜKK KAARE KAUGSTARTER
* 8,75”
(222,3 mm)
* 9,75” (247,7 mm) koos ülemise käepidemega
Kaal:
7,50”
(190,5 mm)
28,5 naela (12,9 kg)
17,00”
(431,8 mm)
32

4. PEATÜKK KAARE KAUGSTARTER
4.3 Kaare kaugstarteri ploki paigaldamine
Plokil on neli M6 x 1 keermega kinnitusauku, mille paigutus on näidatud allpool.
Kui kruvid keeratakse plokki altpoolt, ei tohi kruvid sisekeerme ülaservast ulatu-
ETTEVAATUST!
5,00
(127,00)
da kaugemale kui 0,25”. Liiga pikad kinnituskruvid võivad ploki siseseid komponente mõjutada.
7,50"
(190,5 mm)
(165,1 mm)
6,50"
1,00
(2,54)
3,25"
(82,6 mm)
2,75
(69,85)
13,75
(349,25)
Kaare kaugstarteri ploki kinnitusaukude asukohad (vaade alt)
18,50”
(469,9 mm)
17,50"
(444,5 mm)
8,75"
(222,3 mm)
Kaare kaugstarteri ploki lisavarustuses oleva paigaldusplaadi (0558008461) kinnitusaukude asukohad
33

4. PEATÜKK KAARE KAUGSTARTER
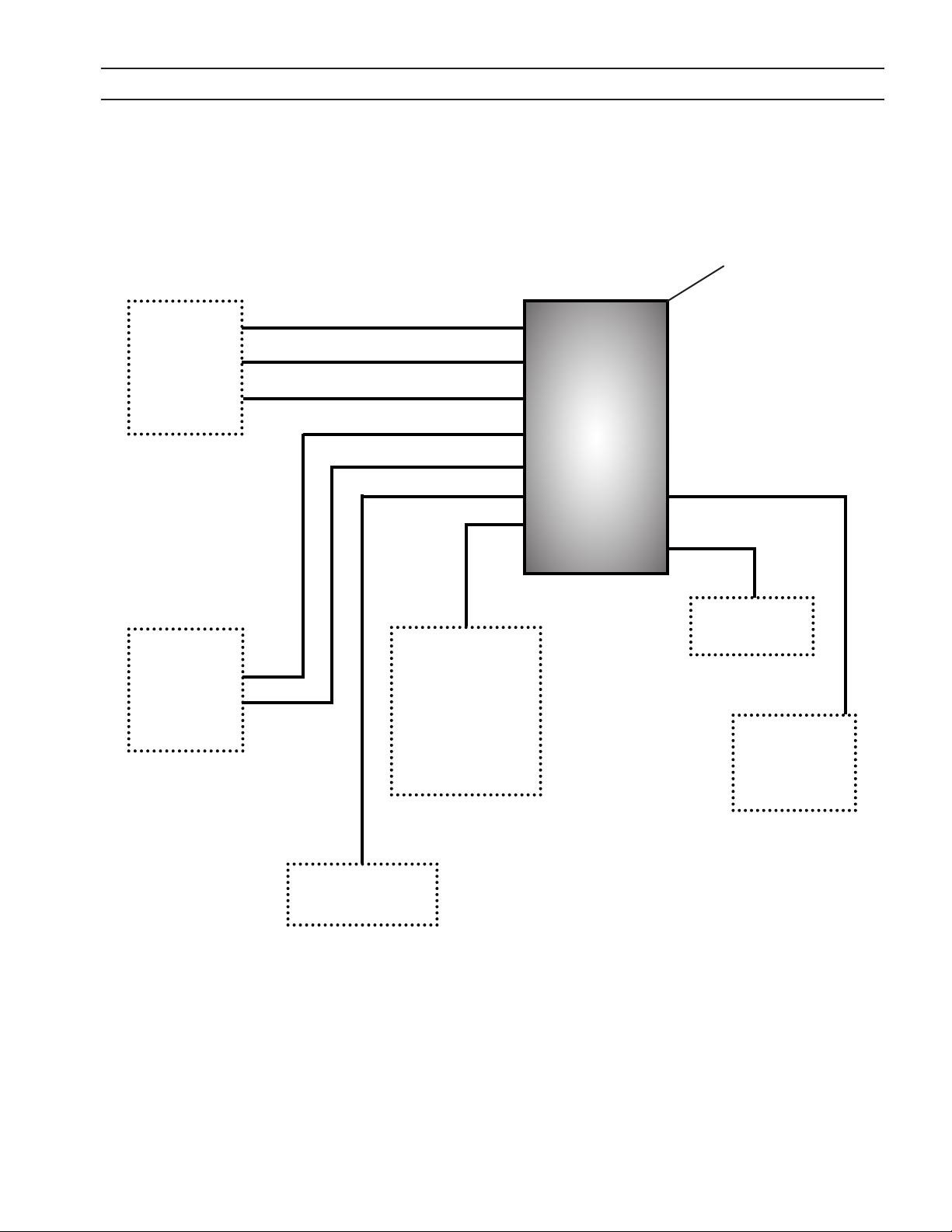
4.4 Tüüpiline/soovitatav E-stopi ühendus
E-stopi juhtmestik,
M3 CAN süsteem
Toideplokk
24 VAC ahel
Kontakt su lgub, kui e-sto pp ei
ole pinges tatud
E-stopis t toiteplokki
E-stopp
Kaare kaugstarter
PS-juhti mine
Kliendi p oolne
juhtpinge
E-stopi ah el
E-stopp to iteplokist
E-stopp
Tüüpiline kliendi juhtmestik
Teatage alati selle seadme seerianumber, mille jaoks osi kasutatakse. Seerianumbri leiate seadme andmesildilt.
Nõuetekohase toimimise tagamiseks soovitame koos seadmega kasutada ainult ESAB-i originaalosi ja -materjale. Muu päritoluga osade kasutamine võib katkestada seadme garantii.
Varuosi saab tellida ESAB-i esindajalt.
Varuosade tellimisel ärge unustage teatamast võimalikke transporti puudutavaid erijuhiseid.
Klienditeenindajate telefoninumbrid leiate juhendi lõpus olevast suhtlemisjuhisest.
Märkus.
Koostejoonise materjalide koondis (mille leiate selle väljaande lõpust) loet-
letud osi, millel ei ole tootenumbrit, pole võimalik ESAB-ist vauosadena
tellida. Nende osade kirjeldused on viitava iseloomuga. Vajadusel hankige
need osad kohalikust seadmeosade müügikohast.
34

5. PEATÜKK VOOLIKUD JA KAABLID
5.0 Voolikud ja kaablid
MÄRKUS.
Seda kaablit kasutatakse
ainult liidese Vision 50P
ühendamiseks teise liidesplokiga.
Kui ESAB-i plasmalõikur ühendatakse mitme
CAN-jaoturiga, kasutage
kaablit 0558008824.
Kaabli/vooliku
Kirjeldus
CAN-siini kaabel
CAN-siini siirdekaabel 0,5 m (1,7’) 0558008524
115/230 VAC toitesisendi kaabel
Plasmagaasi reguleerimise toitekaabel
Lihtne painduv kaabel
35
Saadavad
pikkused
m (jalg)
1 m (3,3’) 0558008464
2 m (6,5’) 0558008465
3 m (10’) 0558008466
4 m (13’) 0558008467
5 m (16’) 0558008468
6 m (19’) 0558008469
7 m (23’) 0558008470
8 m (26’) 0558008471
9 m (30’) 0558008472
10 m (33’) 0558008473
11 m (36’) 0558008474
12 m (39’) 0558008475
13 m (43’) 0558008476
14 m (46’) 0558008477
15 m (49’) 0558008478
20 m (66’) 0558008479
25 m (82') 0558008809
36 m (118') 0558008480
5 m (16’) 0558008261
10 m (33’) 0558008262
15 m (49') 0558008810
20 m (66’) 0558008811
25 m (82') 0558008812
1,5 m (5’) 0560947079
3 m (10’) 0560947080
4 m (13’) 0560947061
5 m (16’) 0560947081
6 m (19’) 0560947062
7 m (23’) 0560947063
8 m (26’) 0560947064
9 m (30’) 0560947065
10 m (33’) 0560947082
12,8 m (42') 0560946780
15 m (49’) 0560947066
20 m (66’) 0560947083
4,6 m (15’) 0560936665
7,6 m (25’) 0560936666
15 m (50’) 0560936667
22,8 m (75’) 0560936668
25 m (82’) 0560948159
ESAB
P/N

5. PEATÜKK VOOLIKUD JA KAABLID
5.0 Voolikud ja kaablid (järg)
Kaabli/vooliku
Kirjeldus
E-stopi kaable
Gaasi reguleerimise toitekaable
Kaabli/vooliku
Kirjeldus
VDR-kaabel
Saadavad
pikkused
m (jalg)
5 m (16’) 0558008329
10 m (33’) 0558008330
15 m (49’) 0558008331
20 m (66') 0558008807
25 m (82') 0558008808
1 m (3,3’) 0560947962
2 m (6,4’) 0560946776
3 m (10’) 0560947964
4 m (13’) 0560947087
5 m (16’) 0560947088
6 m (19’) 0560947089
7 m (23’) 0560947090
Saadavad
pikkused
m (jalg)
0,5 m (1,7’) 0560947067
1,5 m (5’) 0560947075
3 m (10’) 0560947076
4 m (13’) 0560947068
5 m (16’) 0560947077
6 m (19’) 0560947069
6,1 m (20') 0560946782
7 m (23’) 0560947070
8 m (26’) 0560947071
9 m (30’) 0560947072
10 m (33’) 0560947078
15 m (49’) 0560947073
20 m (66’) 0560947074
25 m (82') 0560946758
ESAB
P/N
ESAB
P/N
36

5. PEATÜKK VOOLIKUD JA KAABLID
Kaabli/vooliku
Kirjeldus
Pilootkaare kaabel
Põleti
Kirjeldus
PT-36 m3 CAN
Plasmapõleti
Saadavad
pikkused
m (jalg)
1,4 m (4,5’) 0558008310
1,8 m (6’) 0558008311
3,6 m (12’) 0558008312
4,6 m (15’) 0558008313
5,2 m (17’) 0558008314
6,1 m (20’) 0558008315
7,6 m (25’) 0558008316
4,5 m (14,5’) 0558008317
Saadavad
pikkused
m (jalg)
1,4 m (4,5’) 0558008301
1,8 m (6’) 0558008302
3,6 m (12’) 0558008303
4,3 m (14’) 0558008308
4,6 m (15’) 0558008304
5,2 m (17’) 0558008305
6,1 m (20’) 0558008306
7,6 m (25’) 0558008307
ESAB
P/N
ESAB
P/N
Põleti
Kirjeldus
P2 juhtimiskaabel
37
Saadavad
pikkused
m (jalg)
7,6 m (25’) 0558004651
10 m (33’) 0558008360
15 m (50’) 0558004652
22,8 m (75’) 0558004653
30,5 m (100’) 0558004654
40 m (131’) 0558003978
45,7 m (150’) 0558004655
50 m (164’) 0558008355
60 m (200’) 0558008356
ESAB
P/N

5. PEATÜKK VOOLIKUD JA KAABLID
5.0 Voolikud ja kaablid (järg)
Kaabli/vooliku
Kirjeldus
O2/PG-2 voolik
Saadavad
pikkused
m (jalg)
1,5 m (5’) 0558006106
5 m (16’) 0558006107
6 m (19’) 0558006108
7 m (23’) 0558006109
8 m (26’) 0558006110
9 m (30’) 0558006111
10 m (33’) 0558006112
11 m (36’) 0558006113
12 m (39’) 0558006114
13 m (43’) 0558006115
14 m (46’) 0558006116
15 m (49’) 0558006117
16 m (52’) 0558006118
17 m (56’) 0558006119
18 m (59’) 0558006120
19 m (62’) 0558006121
20 m (66’) 0558006122
30 m (98') 0558008815
2,3 m (7,5’) 0558007314
4 m (13’) 0558008358
0,5 m (1,7’) 0558008444
1 m (3,3’) 0558008445
3 m (10’) 0558008446
ESAB
P/N
38
5. PEATÜKK VOOLIKUD JA KAABLID
Kaabli/vooliku
Kirjeldus
H35 / CH4 voolik
Saadavad
pikkused
m (jalg)
0,5 m (1,7’) 0558008371
1 m (3,3’) 0558008372
2,3 m (7,5’) 0558008373
3 m (10’) 0558008374
4 m (13’) 0558008375
5 m (16’) 0558008376
6 m (19’) 0558008377
7 m (23’) 0558008378
8 m (26’) 0558008379
9 m (30’) 0558008380
10 m (33’) 0558008381
11 m (36’) 0558008382
12 m (39’) 0558008383
13 m (43’) 0558008384
14 m (46’) 0558008385
15 m (49’) 0558008386
16 m (52’) 0558008387
17 m (56’) 0558008388
ESAB
P/N
Vooliku
Kirjeldus
Jahutusvedeliku voolik
39
Saadavad
pikkused
m (jalg)
5 m (16') 0558005246
10 m (33') 0558005563
15 m (49') 0558005564
20 m (66') 0558005565
30 m (98') 0558005247
40 m (131') 0558005248
50 m (164') 0558005567
60 m (196') 0558005249
ESAB
P/N

5. PEATÜKK VOOLIKUD JA KAABLID
5.0 Voolikud ja kaablid (järg)
Kaabli/vooliku
Kirjeldus
Argoonivoolik
Kaabli/vooliku
Kirjeldus
Õhkkardina voolik
Saadavad
pikkused
m (jalg)
5 m (16’) 0558008390
6 m (19’) 0558008391
7 m (23’) 0558008392
8 m (26’) 0558008393
9 m (30’) 0558008394
10 m (33’) 0558008395
11 m (36’) 0558008396
12 m (39’) 0558008397
13 m (43’) 0558008398
14 m (46’) 0558008399
15 m (49’) 0558008400
16 m (52’) 0558008401
17 m (56’) 0558008402
40 m (132’) 0558008816
Saadavad
pikkused
m (jalg)
1,4 m (4,5’) 0558004841
1,8 m (6’) 0558004842
3,6 m (12’) 0558004843
4,6 m (15’) 0558004844
5,2 m (17’) 0558004845
7,6 m (25’) 0558004846
6 m (20’) 0558006865
7 m (23’) 0558008502
8 m (26’) 0558008503
9 m (30’) 0558008504
10 m (33’) 0558008505
11 m (36’) 0558008506
12 m (40’) 0558008507
ESAB
P/N
ESAB
P/N
40

5. PEATÜKK VOOLIKUD JA KAABLID
Kaabli/vooliku
Kirjeldus
N2/PG-1 voolik
Saadavad
pikkused
m (jalg)
1,5 m (5’) 0558006089
5 m (16’) 0558006090
6 m (19’) 0558006091
7 m (23’) 0558006092
8 m (26’) 0558006093
9 m (30’) 0558006094
10 m (33’) 0558006095
11 m (36’) 0558006096
12 m (39’) 0558006097
13 m (43’) 0558006098
14 m (46’) 0558006099
15 m (49’) 0558006100
16 m (52’) 0558006101
17 m (56’) 0558006102
18 m (59’) 0558006103
19 m (62’) 0558006104
20 m (66’) 0558006105
30 m (98') 0558008814
2,3 m (7,5’) 0558007313
4 m (13’) 0558008357
0,5 m (1,7’) 0558008441
1 m (3,3’) 0558008442
3 m (10’) 0558008443
ESAB
P/N
41
5. PEATÜKK VOOLIKUD JA KAABLID
5.0 Voolikud ja kaablid (järg)
Kaabli/vooliku
Kirjeldus
Õhu/kaitsegaasi voolik
Saadavad
pikkused
m (jalg)
1,5 m (5’) 0558006200
5 m (16’) 0558006201
6 m (19’) 0558006202
7 m (23’) 0558006203
8 m (26’) 0558006204
9 m (30’) 0558006205
10 m (33’) 0558006206
11 m (36’) 0558006207
12 m (39’) 0558006208
13 m (43’) 0558006209
14 m (46’) 0558006210
15 m (49’) 0558006211
16 m (52’) 0558006212
17 m (56’) 0558006213
18 m (59’) 0558006214
19 m (62’) 0558006215
20 m (66’) 0558006216
30 m (98') 0558008813
2,3 m (7,5’) 0558007315
4 m (13’) 0558008359
0,5 m (1,7’) 0558008447
1 m (3,3’) 0558008448
3 m (10’) 0558008449
ESAB
P/N
42
6. PEATÜKK PLASMAPÕLETI PT36
6.1 Üldist
Mehhaniseeritud plasmakaarlõikuse põleti PT-36 on tehases suure täpsusega paigaldatud kontsentriliste komponentidega plasmakaarpõleti, mis võimaldab saavutada ühtlast lõikamistäpsust. Põleti keret ei ole võimalik
kasutuskohas uuesti kokku panna. Vahetatavaid osi on ainult põleti esiosa piirkonnas.
6.2 Temaatika
Käesolev juhend sisaldab seadme operaatorile mõelduid teavet mehhaniseeritud plasmakaarlõikuse põleti PT36 paigaldamise ja hooldamise kohta. Juhendis on ka tehnilist teatmematerjali lõikamiskomplekti tõrkeotsingu
läbiviimiseks.
6.3 Pakendivariandid
Teavet PT-36 pakendivariantide saate ESAB-i esindajalt. Komponentide tootenumbrid leiate varuosade peatükist.
PT-36 PÕLETISÕLMEDE KIRJELDUSED TOOTE NUMBER
PT-36 põletisõlm 4.5 jalga (1,4 m) 0558008301
PT-36 põletisõlm 6 jalga (1,8 m) 0558008302
PT-36 põletisõlm 12 jalga (3,6 m) 0558008303
PT-36 põletisõlm 14 jalga mini-Bevel (4,3 m) 0558008308
PT-36 põletisõlm 15 jalga (4,6 m) 0558008304
PT-36 põletisõlm 17 jalga (5,2 m) 0558008305
PT-36 põletisõlm 20 jalga (6,1 m) 0558008306
PT-36 põletisõlm 25 jalga (7,6 m) 0558008307
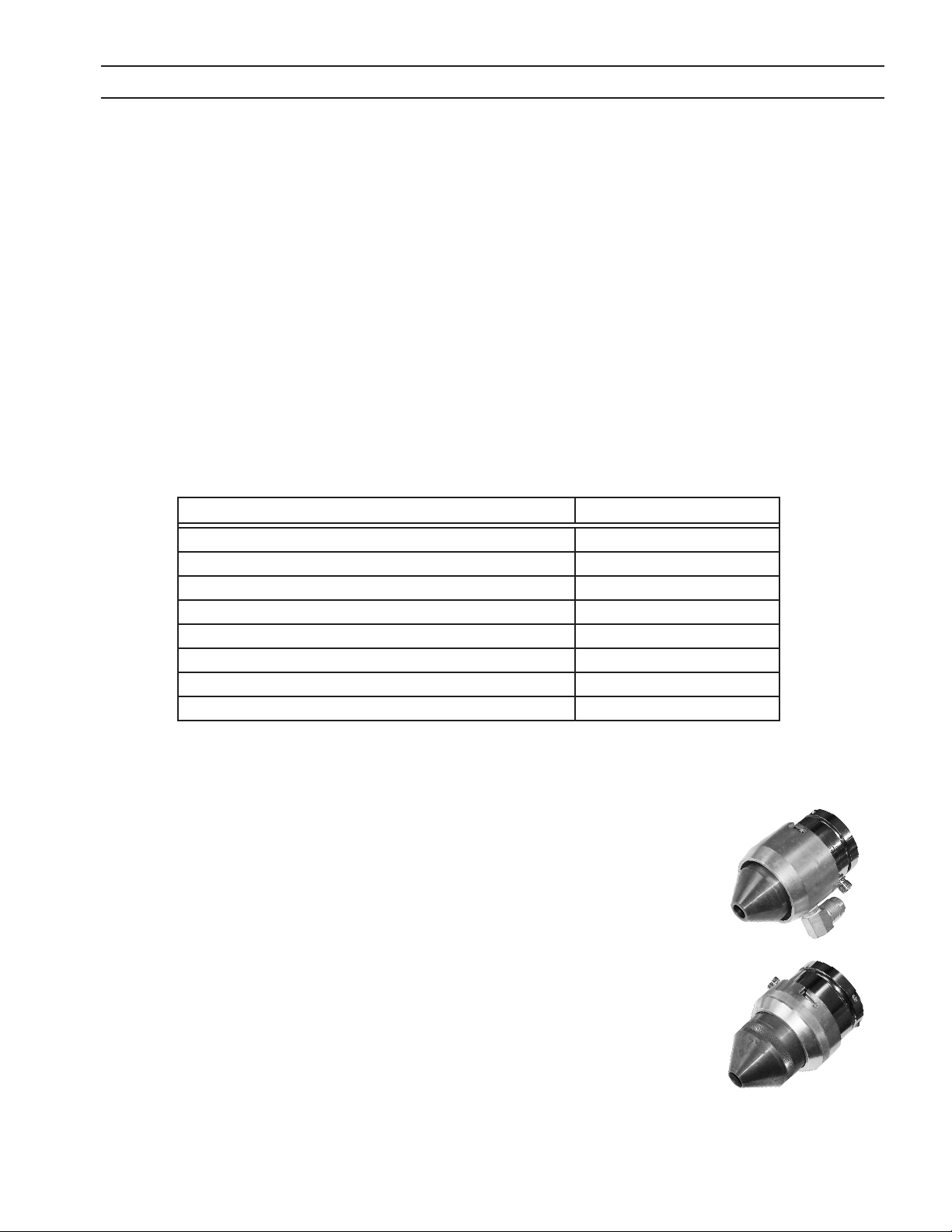
6.4 Lisavarustus
Mullsummuti - Kasutamisel koos laua veeringlust andva veepumbaga ning suruõhu-
ga tekitab seade õhumulle, mis võimaldavad plasmakaarpõletit PT-36 kasutada vee
all, ilma et lõikamiskvaliteet oluliselt halveneks. Süsteemi saab kasutada ka vee kohal,
sest summutit läbiv veevool vähendab auru teket, müra ja kaare UV-kiirgust.
(Paigaldamise ja käitamise juhiseid vaadake juhendist 0558006722) ....................... 37439
Õhkkardin - Suruõhuallikaga ühendatuna kasutatakse seadet plasmakaarpõleti PT36 tööjõudluse parandamiseks vee all töötamise ajal. Seade kinnitatakse põleti peale,
kus see tekitab õhkkardina. Seade võimaldab vee all oleva põleti plasmakaarega töötada suhteliselt kuivas tsoonis, vähendades müra, suitsu eraldumist ja kaare kiirgust.
Kasutatakse ainult vee all töötamiseks.
(Paigaldamise ja käitamise juhiseid vaadake juhendist 0558006722) .......................37440
43

6. PEATÜKK PLASMAPÕLETI PT36
Komplektne kiirlaadur, käsiseade ................................................................0558006164
MÄRKUS.
Mitte kasutada koos õhutusavaga otsakutega.
Komplektne kiirlaadur, 5 armatuuri ............................................................0558006165
6.4.1 Põleti PT-36 kulukomplektid
PT-36 remondi- ja lisatarvikute komplekt .................................................................0558005221
Toote nr Hulk Kirjeldus
0558003804 1 Põleti kere PT-36 rõngasteta
996528 10 Rõngastihend 1,614" (41 mm) ID x 0,07" (1,8 mm)
0558002533 5 Summuti, 4 auku x 0,032" (0,81 mm)
0558001625 5 Summuti, 8 auku x 0,047" (1.2mm)
0558002534 5 Summuti, 4 x 0,032" (0,81 mm) revers
0558002530 1 Summuti, 8 x 0,047" (1.2mm) revers
0558005457 5 Summuti, 4 auku x 0,022" (0.6mm)
0558003924 3 Elektroodihoidik PT-36 rõngasteta
86W99 10 Rõngastihend 0,364 ID x 0,07" (1,8 mm)
0004470045 2 Otsaku kinnituskuppel, standardne
0004470030 5 Kaitsegaasi difuusor, nõrkvool
0004470031 5 Kaitsegaasi difuusor, standardne
0004470115 1 Kaitsegaasi difuusor, revers
0004470046 2 Kaitsekatte kinnitus, standardne
0558003858 2 Kontaktrõngas, kruviga
37073 6 Kontaktrõnga kruvi
93750010 2 Mutrivõti, 0,109" (2,8 mm)
0004485649 1 Mutrivõti 0,44" (11,1 mm) (elektroodivõti)
0558003918 1 Elektroodi hoidetööriist PT-36
77500101 1 Silikoonmääre DC-111 5,3 untsi (150 g)
44

6. PEATÜKK PLASMAPÕLETI PT36
PT-36 käivituskomplekt ...................................................................................................................
0558010625
600 AMP
5 5 5 5 0558009400 Elektrood MICRO PT-36
5 5 5 5 0558003914 Elektrood O2 UltraLife, standardne
5 - - - 0558003928 Elektrood N2/H35, satandardne
5 5 5 5 0558009406 Otsak PT-36 0.6mm (.024") MICRO
5 5 5 5 0558009411 Otsak PT-36 1.1mm (.043") MICRO
5 5 5 5 0558006018 Otsak PT-36 1,8 mm (0,070")
5 5 5 5 0558006020 Otsak PT-36 2,0 mm (0,080")
5 5 5 - 0558006030 Otsak PT-36 3,0 mm (0,120")
5 5 - - 0558006028 Otsak PT-36 2.8mm (.109") Divergent (O2)
5 - - - 0558006041 Otsak PT-36 4.1mm (.161")
1 1 - - 0558009550 Otsiku hoidik CUP HD PT-36
5 5 5 5 0558009425 Kaitse PT-36 2.5mm (.099") MICRO
5 5 5 5 0558006141 Kaitse PT-36 4,1 mm (0,160")
5 5 5 - 0558006166 Kaitse PT-36 6,6 mm (0,259")
5 5 - - 0558009551 Kaitse PT-36 5.1mm (.200") HD
5 - - - 0558006199 Kaitse PT-36 9,9 mm (0,390")
1 1 - - 0558009548 Kaitse hoidik HD PT-36
5 5 5 5 181W89 O-RING 1.114 ID x .070 CR
0558010624
450 AMP
0558010623
360 AMP
0558010622
200 AMP
Toote nr Kirjeldus
45

6. PEATÜKK PLASMAPÕLETI PT36
PT-36 H35 paksu plaadi käivituskomplekt ................................................................0558005225
Hulk Toote nr Kirjeldus
2 0558005689 Elektroodi/padruni hoidik PT-36
2 0558003967 Padruni kere
2 0558003964 Padrun 3/16"D elektroodile
5 0558002532 Summuti, 32 auku x 0,023
5 0558003963 Elektrood, volfram 3/16"D
5 0558003965 Otsak H35 0,198" Divergent
2 0558008737 Otsiku hoidik CUP HIGH CURRENT PT-36
5 0558006688 Tugevvoolu kaitse
1 0558003918 Elektroodi hoidetööriist PT-36
1 0558003962 Volframelektroodi tööriist
46

6. PEATÜKK PLASMAPÕLETI PT36
6.5 PT-36 tehnilised andmed
7,54”
(191,5 mm)
6,17"
(156,7 mm)
MÄRKUS.
Kinnitada klamber ainult isoleeritud põletimuhvi
külge, mitte lähemale kui 1,25" (31,7 mm) muhvi
põleti poolsest servast.
2,00"
(50,8 mm)
9,13"
(231,9 mm)
10,50" (266,7 mm)
Muhvi pikkus
6.5.1 Soovitatava regulaatorid
Vedelgaasi süsteem:
O2: R-76-150-540LC ................................................................................................................P/N 19777
N2: R-76-150-580LC ................................................................................................................ P/N 19977
Kõrgrõhuballooni süsteem:
O2: R-77-150-540 .................................................................................................................. P/N 998337
Ar ja N2: R-77-150-580 ......................................................................................................... P/N 998344
H2 ja CH4: R-77-150-350 .................................................................................................... P/N 998342
Tööstusõhk: R-77-150-590 .............................................................................................. P/N 998348
Jaama/torustiku süsteem:
O2: R-76-150-024 .....................................................................................................................P/N 19151
Ar ja N2: R-76-150-034 ............................................................................................................P/N 19155
Õhk, H2 ja CH4: R-6703 ............................................................................................................P/N 22236
47

6. PEATÜKK PLASMAPÕLETI PT36
6.5.2 Põleti PT-36 tehnilised andmed
Tüüp: vesijahutuseaga, kahe gaasiga töötav, mehhaniseeritud plasmakaarlõikuse põleti
Töövool: 1000 A (100% töökoormusel)
Ühenduse läbimõõt: 2 tolli (50,8 mm)
Põleti pikkus ilma juhtmeteta: 16,7 tolli (42 cm)
Tööpinge IEC 60974-7 kohaselt: 500 V (maksimum)
Löögipinge (KÕRGSAGEDUSLIKU pinge maksimaalne väärtus): 8000 VAC
Min jahutusvedeliku vooluhulk: 1,3 g/min (5,9 l/min)
Min jahutusvedeliku rõhk sisselaskes: 175 psig (12,1 bar)
Max jahutusvedeliku rõhk sisselaskes: 200 psig (13,8 bar)
Ringlusseadise min lubatud võimsus:
16 830 BTU/HR (4,9 kW), kui jahutusvedeliku kõrge temp - kk temp = 45 °F (25 °C) ja 1,6 USGPM (6 l/min)
Max kaitsegaasi rõhk põleti sisselaskes: 125 psig (8,6 bar)
Kaitseblokeeringud: põleti on mõeldud kasutamiseks koos ESAB-i plasmakaarlõikuriga ja juhtseadistega, mis on varustatud
jahutusvedeliku tagasivoolus oleva vee voolulülitiga. Põleti hooldamiseks selle kinnituskupli eemaldamine katkestab
jahutusvee tagasivoolu.
48

6. PEATÜKK PLASMAPÕLETI PT36
6.6 Põleti ja plasmasüsteemi vaheline ühendus
Vaadake süsteemi juhendit ja plasma- / kaitsegaasi ploki juhendit.
OHT
Elektrilöök võib tappa!
• Enne reguleerimist katkestage ühendus primaarse toiteallikaga.
• Katkestage ühendus primaarse toiteallikaga enne süsteemi komponentide hooldamist.
• Ärge puudutage põleti esiosa komponente (otsak, kinnituskuppel
jms), kui primaartoide pole isoleeritud.
Toitekaablid
6.6.1 Ühendus kaare kaugstarteri plokiga
Põletil PT-36 on kaks vesijahutusega toitekaablit, mis tuleb ühendada toiteallika negatiivse väljundiga. Parempoolne liitmik 7/16-20 paikneb kaablil, mis varustab põletit jahutusvedelikuga. Vasakpoolne liitmik 7/16-20 paikneb kaablil, mis juhib jahutusvedeliku põleti juurest tagasi. Mõlemal kaablil on roheline/kollane juhe, mis tuleb
ühendada allpool näidatud maandusklemmiga.
Pilootkaare kaabel ühendatakse kaare starterplokiga (vt plasma- / kaitsegaasi ploki juhendit). Pilootkaare kaablil
on samuti roheline/kollane juhe, mis tuleb ühendada maandusklemmiga.
49

6. PEATÜKK PLASMAPÕLETI PT36
6.7 Põleti paigaldamine seadmele
Järgige seadme juhendit.
Paigaldage põleti siia isoleeritud muhvile
Klambri kinnitamisel põleti kerele võib keevitusseadme korpuses
tekkita ohtlikult tugev vool.
• Ärge paigaldage roostevabast terasest põleti kerele.
• Põleti kere on elektriliselt isoleeritud, kuid kõrgsageduslik käivitusvoolu läbilöögikaar võib maanduseni ulatuda.
ÄRGE kinnitage
põleti teraskeret
siia
• Klambri kinnitamine põleti kere lähedale võib kaasa
tuua kaarlahenduse kere ja keevitusseadme vahel.
• Kaarlahendus võib põleti keret tõsiselt kahjustada ning
sellest tingitud kerevahetus ei kuulu garantii alla.
• Kaarlahendus võib põhjustada ka keevitusseadme komponentide kahjustusi.
• Kinnitage klamber ainult isoleeritud põletimuhvi külge
(vt eelnevat joonist), mitte lähemale kui 1,25" (31,75mm)
muhvi põleti poolsest servast.
50

6. PEATÜKK PLASMAPÕLETI PT36
OHT
Vesiniku plahvatusoht. Enne veelaual lõikamist lugege läbi järgmised hoiatused.
Veelaua kasutamine plasmakaarega lõikamiseks ei ole kunagi päris ohutu. Lõigatava plaadi alla kogunenud vesinik on
põhjustanud mitmeid tugevaid plahvatusi. Sellised plahvatused on kaasa toonud suuri rahalisi kahjusid. Lisaks võib
plahvatus põhjustada tõsiseid vigastusi ja surma. Olemasoleva teabe kohaselt tuleb veelauale vesinikku kolmest allikast.
1. Reaktsioon sulametalliga
Suurem osa vesinikust tekib metallioksiidide moodustumise käigus, räbu sulametalli kiirel reageerimisel veega. Selle
reaktsiooni käigus eraldub vesinikku enam suure hapnikuaninsusega metallidest, nagu alumiinium ja magneesium,
võrreldes näiteks raua ja terase lõikamisega. Suurem osa vesinikust tõuseb kohe vee pinnale, kuid osa jääb väikeste
metalliosakeste külge. Metallitükid settivad veelaua põhja ning vesinik tõuseb pikkamisi vee pinnale.
2. Aeglane keemiline reaktsioon
Vesinikku eraldub ka külmade metalliosakeste aeglasel reageerimisel veega, muude metallidega või vees olevate
kemikaalidega. Vesinik tõuseb pikkamisi mullidena vee pinnale.
3. Plasma ja kaitsegaas
Plasma- ja kaitsegaasi kasutamise ajal võib moodustuda vesinikku ja muid põlevaid gaase, näiteks metaani (CH4). H-35
on levinud plasmagaas. See gaas sisaldab 35 mahuprotsenti vesinikku. Suure H-35 kulu korral, nt 125 cfh (kuupjalga
tunnis), eraldub gaasist vesinikku.
Tekkeallikast olenemata võib vesinikku koguneda lõigatava plaadi taskutesse ja lõikelaua õnarustesse, samuti kaa-
rdunud plaadi lohkudesse. Vesinikku võib koguneda ka räbukoguri alla ja isegi õhumahutisse, kui need kuuluvad
lõikelaua juurde. Kui keskkonnas on õhku või hapnikku, võib vesinik plasmakaare või mis tahes sädeme tõttu süttida.
4. Vesiniku moodustumise ja kogunemise vältimiseks pidage kinni järgmistest reeglitest.
A. Puhastage laua põhja sageli räbust (ennekõike peenest purust). Lisage lauale puhast vett.
B. Ärge jätke plaate ööseks või nädalalõpuks lauale.
C. Kui veelaud on onud tunde kasutamata, raputage seda sobival viisil enne esimese plaadi kohale asetamist. Sel-
lega lõhute tekkinud taskuid ja hajutate lauale kogunenud vesinikku. Esimest plaati lauale asetades raputage
seda kergelt ja kergitage, et vesinik eemaldada, enne kui plaadi lõikamiseks kohale paigutate.
D. Vee kohal lõigates kasutage plaadi ja veepinna vahel õhuringluse tekitamiseks ventilaatoreid.
E. Vee all lõigates segage plaadi all olevat vett, et vältida vesiniku kogunemist. Võite selleks kasutada vee õhustamist
suruõhu abil.
F. Võimalusel muutke veetaset lõikamiste vahel, et kogunenud vesinikku hajutada.
G. Hoidke veenivoo 7 (neutraalne) lähedal. See aitab vähendada keemilist reaktsiooni vee ja metallide vahel.
51

6. PEATÜKK PLASMAPÕLETI PT36
HOIATUS
Plahvatusoht alumiiniumi-liitiumi sulamite plasmalõikamisel!
Alumiiniumi-liitiumi (Al-Li) sulameid kasutatakse lennukitööstuses, kuna need sulamid võimaldavad 10% kaalusäästu
võrreldes tavaliste alumiiniumisulamitega. Teadaolevalt on sulanud Al-Li sulamid veega kokkupuutel plahvatusi põhjustanud. Seega ei tohi neid sulameid plasmalõikuriga lõigata, kui läheduses on vett. Neid võib lõigata ainult kuival laual.
Alcoa sulami “kuiv” lõikamine kuival laual ohutu ja võimaldab saavutada häid töötulemusi. ÄRGE lõigake kuivalt vee kohal.
ÄRGE kasutage veepritsega lõikust.
Loetelu levinumatest Al-Li sulamitest:
Alithlite (Alcoa) X8192 (Alcoa)
Alithally (Alcoa) Navalite (U. S. Navy)
2090 Alloy (Alcoa) Lockalite (Lockhead)
X8090A (Alcoa) Kalite (Kaiser)
X8092 (Alcoa) 8091 (Alcan)
Täiendavaid andmeid ja teavet nende sulamitega seotud ohtude ja ohutusnõuete kohta hankige alumiiniumi tarnijalt.
HOIATUS
Õli ja määre võivad väga ägedalt põleda!
• Ärge kasutage selle põleti juures õli või määret.
• Käsitsege põletit ainult puhastage kätega ja puhtal pinnal.
• Kasutage vajadusel ainult silikoonmääret.
• Õli ja määre võivad kokkuuutel rõhu all oleva hapnikuga süttida ja ägedalt põleda.
HOIATUS
Vesiniku plahvatusoht.
Ärge lõigake H-35-ga vee all. Veelauale võib koguneda vesinikku, mis on väga ohtlik. Gaasiline vesinik
on äärmiselt plahvatusohtlik. Alandage veetase vähemalt 4 tolli võrra madalamale lõigatavast detailist. Raputage sageli plaati ning segage õhku ja vett, et vältida vesiniku kogunemist.
HOIATUS
Sädemeoht.
Kuumus, pritsmed ja sädemed põhjustavad tuleohtu ja põletusi.
• Ärge lõigake süttivate ainete lähedal.
• Ärge lõigake mahuteid, milles on olnud süttivaid aineid.
• Ärge hoidke enda juures tuleohtlikke materjale (nt gaasiga tulemasinat).
• Pilootkaar võib tekitada põletusi. Hoidke põletiotsak plasmaprotsessi käivitamise ajal endast ja teistest eemal.
• Kasutage ettenähtud silmade ja keha kaitsevahendeid.
• Kandke kätiskindaid, kaitsejalanõusid ja peakatet.
• Kandke leegikindlat riietust, mis katab kogu keha.
• Kandke mansetita pükse, et vältida sädemete ja räbu sattumist mansetti.
52

6. PEATÜKK PLASMAPÕLETI PT36
6.8 Ülesseadmine
• Valige protsessiandmetest (SDP-fail) asjakohane tingimus ja paigaldage soovitatavad põleti esimese
osa komponendid (otsak, elektrood jms). Vaadake osade ja sätete üksikasju protsessiandmetest.
• Paigutage põleti lõike alustamiskohta lõigatava plaadi kohale.
• Nõuetekohased sätted on loetletud toiteallika juhendis.
• Gaasi reguleerimisprotseduuri kirjeldatakse voolu reguleerimise juhendis.
• Käivitamisprotseduure vaadake juhtploki ja keevitusaparaadi juhenditest.
6.8.1 Peegellõikamine
Peegellõikamise jaoks on vajalik reverspöörise gaasisummuti ja reversdifuusor. Need reversosad panevad gaasi
vastassuunas “pöörlema”, muutes lõike “tõhusa” külje vastassuunaliseks.
Revers 4 x 0,032 summuti P/N 0558002534
Revers 8 x 0,047 summuti P/N 0558002530
Revers-difuusor P/N 0004470115
6.9 Lõike kvaliteet
6.9.1 Sissejuhatus
Lõikamiskvaliteeti mõjutavad põhjused on üksteisest sõltuvad. Ühe teguri muutmine põhjustab muutusi ka
teistes. Sobivaima lahenduse leidmine võib olla raske. Alljärgnev juhis kirjeldab võimalikke lahendusi erinevate
lõikamisvigade parandamiseks. Alustuseks valige kõige lähedasemad tingimused.
6.9.2 Lõikamisnurk - negatiivne või positiivne
6.9.3 Lõike ühetasasus
6.9.4 Pinnaviimistlus
6.9.5 Räbu
6.9.6 Mõõtmete täpsus
Soovitatavad lõikamisparameetrid võimaldavad tavaliselt saavutada optimaalse kvaliteediga lõike, kuid tingimused võivad ka varieeruda ja parameetreid tuleb veidi muuta. Vajadusel:
• korrigeerige, tehes muudatusi vähehaaval.
• reguleerige kaarepinget 5 voldi kaupa kõrgemaks või madalamaks.
• korrigeerige lõikamiskiirust 5% võrra või veelgi vähem, kuni tingimused paranevad.
53

6. PEATÜKK PLASMAPÕLETI PT36
Enne igasugust korrigeerimist kontrollige lõikamismuutujate vas-
ETTEVAATUST!
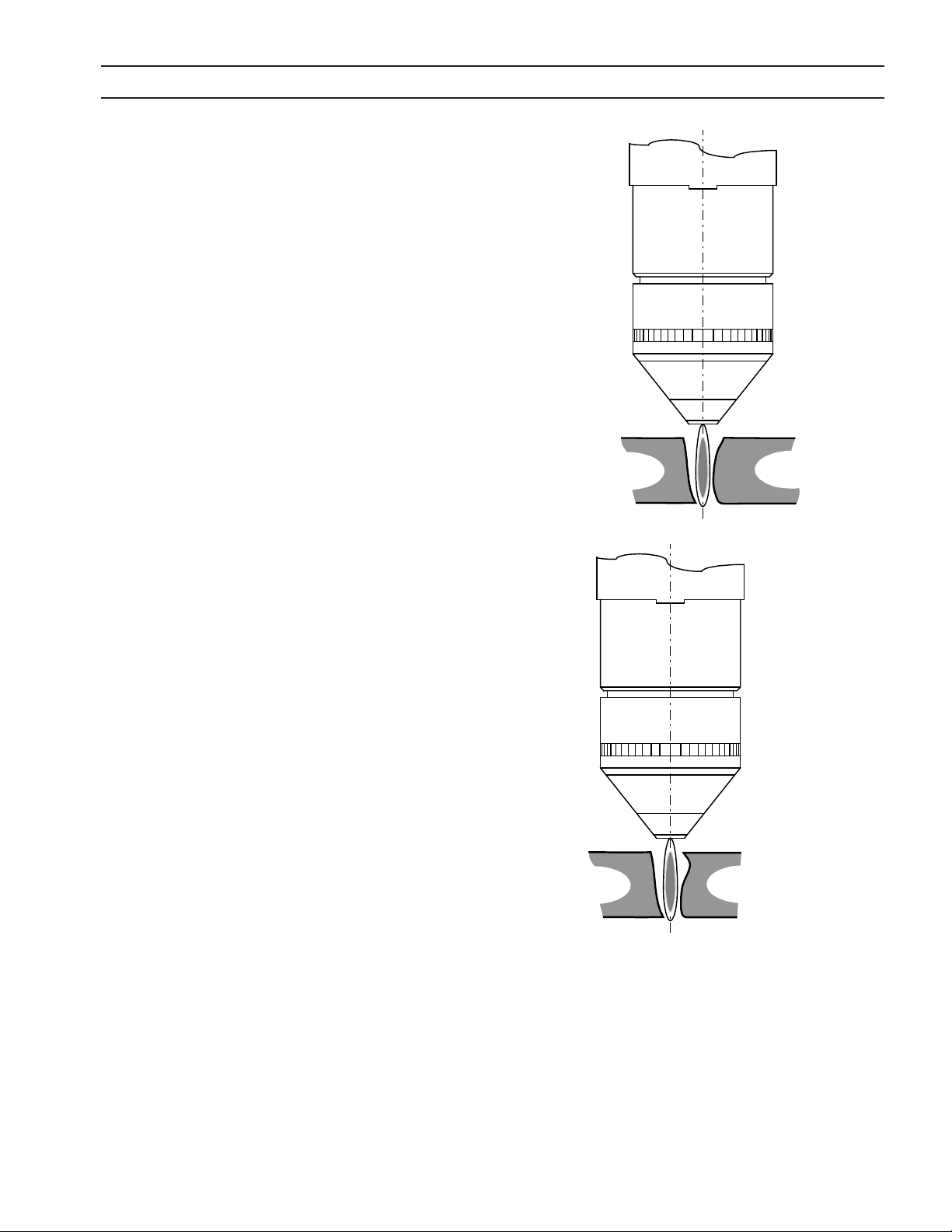
6.9.2 Lõikamisnurk
Negatiivne lõikamisnurk
Ülemine mõõt on suurem kui alumine mõõt.
• Põleti on materjali suhtes viltu
• Materjal on kaldu või kaardu
• Kulunud või kahjustatud tarvikud
• Vähene voolukontakt (kaarepinge)
• Lõikamine on aeglane (seadme liikumiskiirus)
tavust tehase soovitustele ja protsessiandmetes loetletud tarvikute
tootenumbritele.
Deatil
Positiivne lõikamisnurk
Ülemine mõõt on väiksem kui alumine mõõt.
• Põleti on materjali suhtes viltu.
• Materjal on kaldu või kaardu.
• Kulunud või kahjustatud tarvikud
• Liiga suur voolukontakt (kaarepinge)
• Lõikamine on kiire
• Voolutugevus on suur või väike. (Vaadake protsessiandmetest otsaku jaoks soovitatavat voolutugevust).
Jääk
Jääk
Deatil
Deatil
Deatil
54
6. PEATÜKK PLASMAPÕLETI PT36
6.9.3 Lõike ühetasasus
Üla- ja alaserv on ümar. Tekib tavaliselt kuni 0,25" (6,4 mm)
paksuse materjali korral.
• Antud materjalipaksuse jaoks liiga tugev vool (vaadake protsessiandmetest sobivaid sätteid).
Eend ülaservas
• Vähene voolukontakt (kaarepinge)
Jääk
Jääk
Deatil
Deatil
55

6. PEATÜKK PLASMAPÕLETI PT36
6.9.4 Pinnaviimistlus
Protsessist tingitud karedus
Lõikepind on ühtlaselt kare. Võib olla ka ühe telje suunaline.
• Sobimatu kaitsegaasisegu (vaadake protsessiandmeid).
• Kulunud või kahjustatud tarvikud.
Keevitusseadmest tingitud karedus
Eristamine protsessist tingitud karedusest võib olla raske.
Sageli vaid ühe telje suunaline. Karedus on ebaühtlane.
• Määrdunud siinid, rattad ja/või ajami ülekandehambad.
(Vaadake keevitusseadme juhendi hoolduse peatükki).
• Kanderatta reguleerimine.
Vaade ülalt
Protsessist
tingitud
karedus
või
Lõikepind
Seadmest
tingitud
karedus
6.9.5 Räbu
Räbu on lõikamisprotsessi kaasprodukt. Lõigatud detaili külge
jääb mittesoovitavat materjali. Räbu teket saab enamasti vähendada või vältida sobiva põleti ja lõikamisparameetrite kasutamise
teel. Vaadake protsessiandmeid.
Liiga suurest lõikamiskiirusest tingitud räbu
Räbu on kinnitunud või valgunud piki lõike alumist serva. Räbu
on raske eemaldada. Eemaldamine võib nõuda käiamist või meiseldamist. S-kujulised jooned.
• Liiga suur voolukontakt (kaarepinge)
• Lõikamine on liiga kiire
Väikesest lõikamiskiirusest tingitud räbu
Lõike allserva moodustuvad tilgakesed. Kerge eemaldada.
• Lõikamine on liiga aeglane
Lõikepind
Lõikejooned
Valgumine
Vaade küljelt
Lõikepind
Lõikejooned
Tilgad
56
Vaade küljelt

6. PEATÜKK PLASMAPÕLETI PT36
Soovitatava lõikamiskiiruse ja kaarepinge kasutamine annab enamasti optimaalse lõikamistulemuse. Materjali kvaliteedi ja temperatuuri
varieerumisest ning erisulamite omadustest tingituna võib olla va-
ETTEVAATUST!
Räbu üleval
Materjali peale tekivad räbutilgad. Enamasti kerge eemaldada
• Lõikamine on liiga kiire
• Liiga suur voolukontakt (kaarepinge)
Aeg-ajalt tekkiv räbu
Piki lõike üla- ja allserva. Ei ole pidev. Esineda võib igat tüüpi räbu.
• Kulunud tarvikud
jalik vähene reguleerimine. Seadme kasutaja peab arvestama lõikamismuutujate sõltuvusega üksteisest. Ühe sätte muutmine mõjutab
ka kõiki teisi ning võib lõikamistulemuse vastuvõetamatuks muuta.
Alustage alati soovitavate sätetega.
Vaade küljelt
Tilgad
Muud räbu teket mõjutavad tegurid
• Materjali temperatuur
• Palju treitagi või roostet
• Suure süsinikusisaldusega sulamid
Lõikepind
Enne igasugust korrigeerimist kontrollige lõikamismuutujate vas-
ETTEVAATUST!
tavust tehase soovitustele ja protsessiandmetes loetletud tarvikute
tootenumbritele.
6.9.6 Mõõtmete täpsus
Optimaalset täpsust võimaldab tavaliselt saavutada kõige väiksem võimalik töökiirus (lubatud tasemetest kinni pidades).
Valige tarvikud, mis võimaldavad vähendada kaarepinget ja kasutada väiksemat lõikamiskiirust.
MÄRKUS
Soovitatava lõikamiskiiruse ja kaarepinge kasutamine annab optimaalse lõikamistulemuse.
Materjali kvaliteedi ja temperatuuri varieerumisest ning erisulamite omadustest tingituna võib olla vajalik vähene
reguleerimine. Seadme kasutaja peab arvestama lõikamismuutujate sõltuvusega üksteisest. Ühe sätte muutmine
mõjutab ka kõiki teisi ning võib lõikamistulemuse vastuvõetamatuks muuta. Alustage alati soovitavate sätetega. Enne
igasugust korrigeerimist kontrollige lõikamismuutujate vastavust tehase soovitustele ja protsessiandmetes loetletud
tarvikute tootenumbritele.
57

6. PEATÜKK PLASMAPÕLETI PT36
6.10 Põleti voolukanalid
Pilootkaar
Kaitsegaasi sisselase
Plasmagaasi sisselase
Pilootkaar
58
Vee sisselase
Vee väljalase
6. PEATÜKK PLASMAPÕLETI PT36
6.11 Sissejuhatus
Põleti osade kulumine on plasmalõikuse juures tavaline. Plasmakaare käivitamine põhjustab nii elektroodi kui
otsaku erosiooni. PT-36 osade regulaarne kontrollimine ja vahetamine on tähtis lõikekvaliteedi ja osade ühtlase
suuruse tagamiseks.
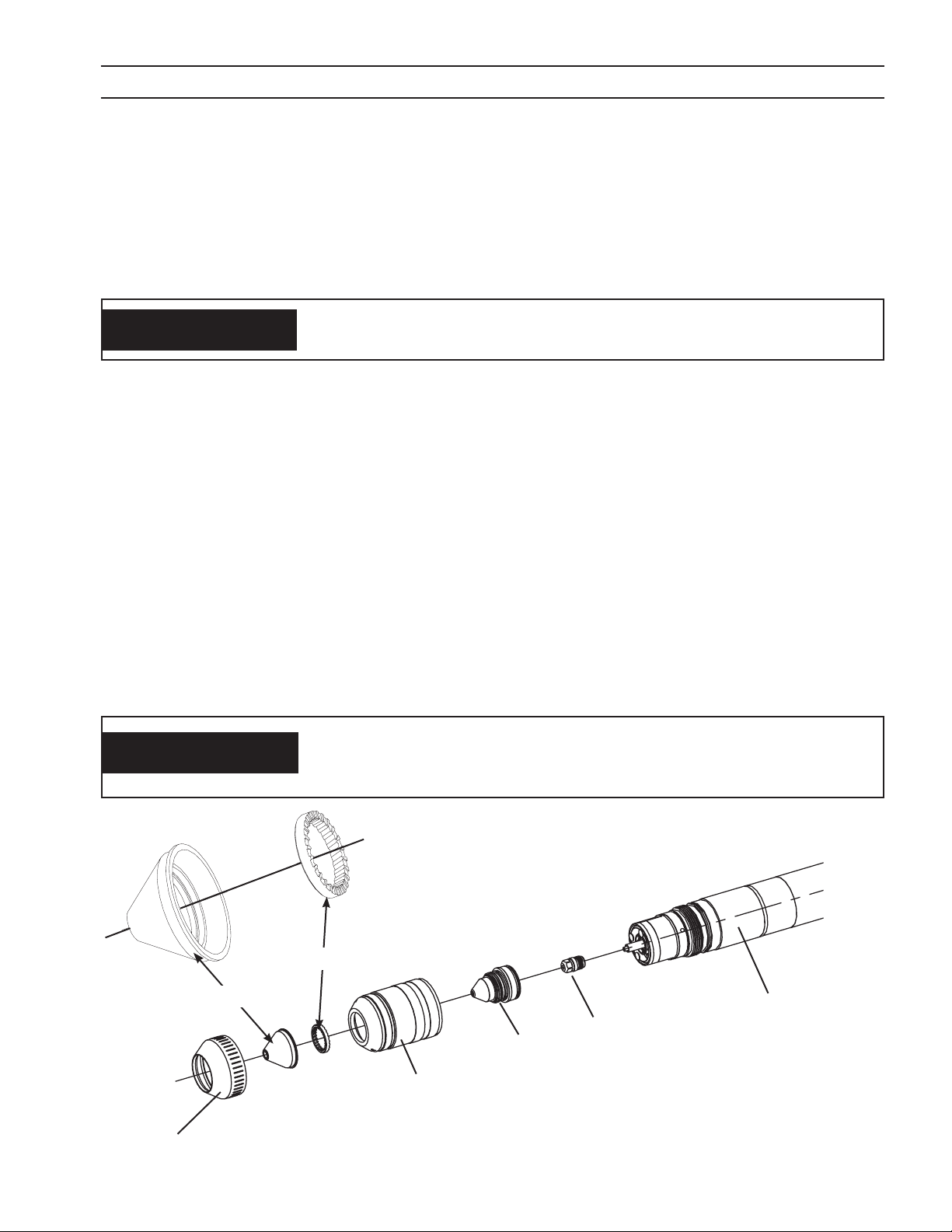
6.12 Põleti esiosa demonteerimine
OHT
KUUM PÕLETI TEKITAB NAHAPÕLETUSI.
ENNE HOOLDAMIST LASKE PÕLETIL JAHTUDA.
1. Eemaldage kaitsegaasi kupli kinnitus.
MÄRKUS.
Kui kaitsekupli hoidikut on raske eemaldada, proovige esmalt otsaku kinnituskuplit pingutada,
et kaitsekupli kinnitust surve alt vabastada.
2. Kontrollige kaitsekupli ja hoidiku kokkupuutepindu täkete ja mustuse suhtes, mis võivad nende osade metallpindade vahelist kontakti takistada. Pöörake tähelepanu kaitsekupli sisestele täppkahjustustele ja kaarejälgedele. Otsige märke kaitse tipu suilamisest. Vahetage kahjustatud osad.
3. Kontrollige difuusorit mustuse suhtes ja puhastage vajadusel. Esineda võib ülemiste sälkude kulumist, mis
mõjutab gaasi vooluhulka. Vahetage see osa välja iga teise kaitsevahetuse käigus. Sagedasel väikeste detailide lõikamisel või suurema kui 0,75" (19,1 mm) paksusega materjali lõikamisel eralduva kuumuse tõttu
võivad osad vajada sagedasemat vahetamist.
Kui difuusor on kaitsesse ebaõigesti paigaldatud, ei saa põleti kor-
ETTEVAATUST!
ralikult töötada. Difuusori sälgud tuleb paigutada kaitsest eemale,
nagu kujutatud joonisel.
Kaitsekuppel
Kaitsekupli hoidik
Difuusor
Põleti kere
Elektrood
Otsak
Otsaku kinnituskuppel
59

6. PEATÜKK PLASMAPÕLETI PT36
4. Kruvige otsaku hoidik lahti ja tõmmake otsak põletikerest otse välja. Kontrollige otsaku hoidiku isolaatoriosa
pragude ja kahjustuste suhtes. Vahetage kahjustatud osad.
Kontrollige otsakut:
• sulamise või ülemäärase voolusiirde jälgede suhtes.
• sisemisest kaarlahendusest tingitud õõnsuste suhtes.
• märkide või sügavate kriimustuste olemasolu suhtes rõngastihendi kontaktpinnal.
• sisselõiked, sälgud, kulumine rõngastihendil.
• kõrvaldage (otsakult) hafniumijäägid teraskäsna abil.
Vahetage kõik kahjustatud osad välja.
MÄRKUS.
Sisemiste pindade värvimuutused ja väiksemad mustad käivitusjäljed on tavapärased ega mõ-
juta lõikamistulemust.
Kui hoidikut on pingutatud ebapiisavalt, võib elektrood lahtikeeramisel elektroodihoidikust eraldatud olla.
Elektroodi paigaldamisel pingutage piisavalt hoidikut, et elektrood oleks korralikult kseeritud.
5. Eemaldage elektrood vastava tööriista abil.
6. Võtke elektrood hoidikust välja. Asetage hoidiku lamedad pinnad 5/16" mutrivõtme vahele. Keerake elektroodi eemaldustööriista abil vastupäeva ja eemaldage. Vahetage elektrood välja, kui selle tsentriava mõõt
on suurem kui 0,09" (3/32").
Põleti kere
Elektroodi eemaldustööriist
Elektrood
Vahetage elektrood välja, kui selle
tsentriava mõõt on suurem kui 0,09"
(3/32")
60

6. PEATÜKK PLASMAPÕLETI PT36
7. Eemaldage elektroodihoidik põleti kerest. Elektroodihoidiku eemaldustööriista kuuskantosa haakuv hoidiku
kuukantosaga.
Eemaldustööriist
Elektrood
Gaasisummuti
Elektroodihoidiku sõlm
MÄRKUS.
Elektroodihoidik on kaheosaline. Ärge eemaldage osi üksteisest. Kui hoidik on kahjustatud, va-
hetage terve elektroodihoidiku sõlm välja.
Demonteerige elektroodihoidik ja gaasisummuti. Eemaldage rõngastihend ettevaatlikult elektroodihoidikult
8.
ja lükake summuti hoidikult maha. Kontrollige otsaku kontaktpinda (esiserva) täkete suhtes. Püüdke avastada
praod ja avade ummistused. Ärge üritage avasid puhastada. Vahetage kahjustatud summuti välja.
MÄRKUS.
Kontrollige rõngastihendeid täkete ja muude kahjustuste suhtes, mis võivad vähendada rõngas-
tihendi gaasi- ja veetihedust.
Gaasisummuti
Elektroodihoidiku sõlm
Rõngastihend
MÄRKUS.
Nende pindade värvimuutus on tavaline.
Seda põhjustab galvaaniline korrosioon.
61
6. PEATÜKK PLASMAPÕLETI PT36
6.13 Põleti esiosa kokkupanek
Ülepingutatud osi on raske lahti võtta ning need võivad põletit kahjustada. Ärge osi montaaži ajal üle pingutage. Keermestatud osad
ETTEVAATUST!
• Kokkupanek toimub vastupidiselt lahtivõtmisele.
• Enne paigaldamist katke rõngastihendid väga õhukese silikoonmäärde kihiga. See on vajalik tihendite
lahtivõtmise hõlbustamiseks järgmise hoolduse käigus.
• Elektroodi paigaldades tuleb pingutada mõõdukalt. Kui elektroodihoidik on pingutatud elektroodist
tugevamalt, saab kulunud elektroodid vahetada ka hoidikut eemaldamata.
Kokkupanemisel asetage otsak hoidekuplisse ja kruvige otsak koos hoidekupliga põleti kere
külge. Nii on hõlpsam osade samateljelisust saavutada. Kaitsekuppel ja kaitsekupli hoidik tuleb
paigaldada alles pärast otsaku hoidekupli ja otsaku paigaldamist.
on konstrueeritud nõuetekohaselt toimima käsitsi pingutatuna momendiga 40 kuni 60 toll/nael.
MÄRKUS.
Vastasel korral ei asetu osad ettenähtud kohale ja tekib leke.
Kaitsekuppel
Kaitsekupli hoidik
Difuusor
Otsaku
hoidekuppel
Otsak
Elektrood
Põleti
kere
62
6. PEATÜKK PLASMAPÕLETI PT36
6.13.1 Põleti esiosa kokkupanek kiirlaaduriga
Kiirlaadur (p/n 0558006164) hõlbustab põleti esimese osa
komponentide monteerimist.
1. samm. Kiirlaaduri kasutamiseks sisestage otsak esmalt kinni
tuskuplisse.
Otsak
Otsaku kinnituskuppel
2. samm. Kruvige kiirlaadur otsaku kinnituskuplisse, et otsak
kseerida.
3. samm. Kruvige kseerimismutter otsakule, kasutades eelkooste tööriista p/n 0558005917, mis kuulub kiirlaaduri komplekti.
4. samm. Eemaldage kiirlaadur. Ülejäänud osade nõuetekohase istu saavutamiseks tuleb kiirlaadur kindlasti
eemaldada.
5. samm. Sisestage difuusor kaitsekuplisse.
Difuusor
6. samm. Sisestage otsaku hoidekupli sõlm kaitsekupli hoidikusse.
Standardne otsaku kinnituskuppel
Kaitsekupli hoidiku sõlm
Eelkoostetööriist
Kinnitusmutter
p/n 0558005916
Kaitsekuppel
Kaitsekupli hoidik
7. samm. Kruvige kaitsekupli hoidiku sõlm otsaku hoidekupli
sõlme külge.
63

6. PEATÜKK PLASMAPÕLETI PT36
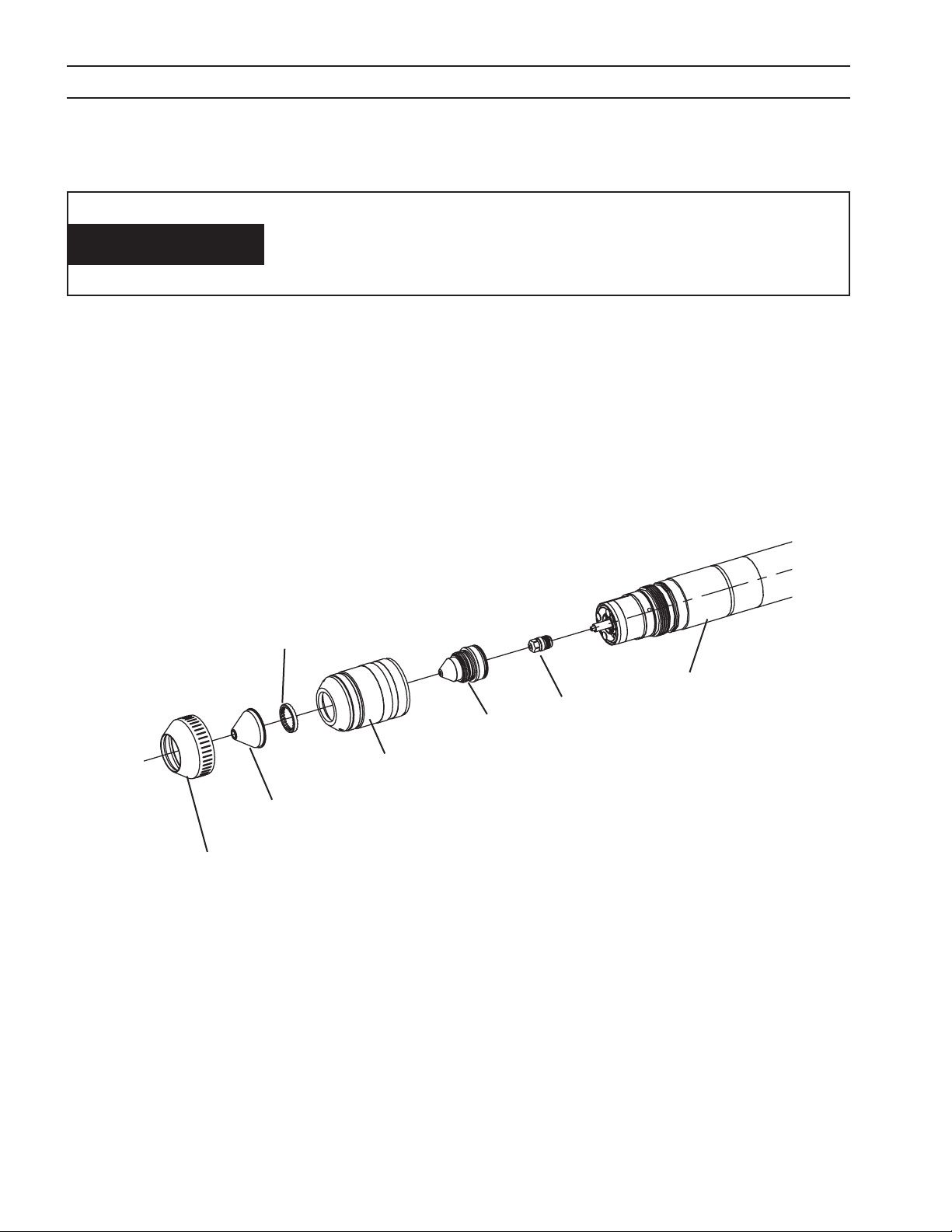
6.14 Põleti esiosa demonteerimine (paksu plaadi tootmistöö jaoks)
OHT
ETTEVAATUST!
1. Eemaldage tugevvoolu otsaku hoidekupli sõlm. Kui sõlme osi pole tarvis vahetada, võib sõlme lahti võtmata
jätta. Kontrollige katisekupli osi sulamismärkide suhtes ning kontrollige otsaku hoidekupli isolaatoriosa kulumise ja kahjustuste suhtes.
KUUM PÕLETI TEKITAB NAHAPÕLETUSI.
ENNE HOOLDAMIST LASKE PÕLETIL JAHTUDA.
Kui difuusor on kaitsesse ebaõigesti paigaldatud, ei saa põleti korralikult töötada. Difuusori sälgud tuleb paigutada kaitsest eemale,
nagu kujutatud joonisel.
Tugevvoolu kaitse
Põleti kere
Otsak
Tugevvoolu otsaku kinnituskupli sõlm
64

6. PEATÜKK PLASMAPÕLETI PT36
2. Tõmmake otsak põleti kerest otse välja.
Kontrollige otsakut:
• sulamise või ülemäärase voolusiirde
jälgede suhtes.
• sisemisest kaarlahendusest tingitud
õõnsuste suhtes.
• märkide või sügavate kriimustuste
olemasolu suhtes rõngastihendi
kontaktpinnal.
• sisselõiked, sälgud, kulumine rõngastihendil.
• kõrvaldage (otsakult) karbiidijäägid
teraskäsna abil.
Põleti kere
Otsaku kinnituskuppel
Vahetage kõik kahjustatud osad välja.
Otsak
MÄRKUS.
Sisemiste pindade värvimuutused ja väiksemad mustad käivitusjäljed
on tavapärased ega mõjuta lõikamistulemust.
3. Eemaldage elektrood vastava tööriista abil.
4. Võtke elektrood hoidikust välja. Asetage hoidiku lamedad pinnad 5/16" mutrivõtme vahele. Keerake padrunikere eemaldustööriista abil vastupäeva ja eemaldage. Vahetage elektrood välja, kui selle tsentriava on suurem
kui 0,06" (1/16") või kui selle lamedad pinna on muutunud ebatasaseks või kulunud. Elektroodi paigaldamisel
rakendage ainult piisavat pingutusmomenti.
Põleti kere
Märkus.
Elektrood on kahe kasutatava otsaga.
Ühe otsa kulumisel pöörake elektrood
ümber ja jätkake selle kasutamist.
Elektrood
Elektroodi eemaldustööriist
Padrun
Padruni kere
Volframelektrood
65

6. PEATÜKK PLASMAPÕLETI PT36
5. Kui elektroodihoidik 3. etapi kestel lahti ei tulnud, eemaldage elektroodihoidik põleti kere küljest elektroodihoidiku eemaldustööriista abil. Elektroodihoidiku eemaldustööriista kuuskantosa haakuv hoidiku kuukantosaga.
Põleti kere
Elektroodihoidik
Elektroodihoidiku eemaldustööriist
Demonteerige elektroodihoidik ja gaasisummuti. Eemaldage rõngastihend ettevaatlikult elektroodihoidikult
8.
ja lükake summuti hoidikult maha. Kontrollige otsaku kontaktpinda (esiserva) täkete suhtes. Püüdke avastada
praod ja avade ummistused. Ärge üritage avasid puhastada. Vahetage kahjustatud summuti välja.
MÄRKUS.
Kontrollige rõngastihendeid täkete ja muude kahjustuste suhtes,
mis võivad vähendada rõngastihendi gaasi- ja veetihedust.
Elektroodihoidik
Rõngastihend (asub summuti taga)
Gaasisummuti
66

6. PEATÜKK PLASMAPÕLETI PT36
6.15 Põleti esiosa kokkupanek (paksu plaadi tootmistöö jaoks)
Ülepingutatud osi on raske lahti võtta ning need võivad põletit kah-
ETTEVAATUST!
• Kokkupanek toimub vastupidiselt lahtivõtmisele.
• Enne paigaldamist katke rõngastihendid väga õhukese silikoonmäärde kihiga. See on vajalik tihendite lahtivõtmise hõlbustamiseks järgmise hoolduse käigus.
• Elektroodi paigaldades tuleb pingutada mõõdukalt.
justada. Ärge osi montaaži ajal üle pingutage. Keermestatud osad
on konstrueeritud nõuetekohaselt toimima käsitsi pingutatuna momendiga 40 kuni 60 toll/nael.
Põleti kere
1. Vahetage elektroodihoidik põleti kerest. Elektroodihoidiku eemaldustööriista kuuskantosa haakuv hoidiku kuukantosaga.
Padrun
Padruni kere
Volframelektrood
2. Elektroodi paigaldamiseks monteerige kokku padrun,
padruni kere ja elektrood. Sisestage elektroodisõlm
elektroodi eemaldustööriista ja veenduge, et elektrood puudutab tööriista ava põhja (elektrood on kohale langenud).
67

6. PEATÜKK PLASMAPÕLETI PT36
3. Kruvige elektroodisõlm päripäeva põleti keresse. Elektrood on nõuetekohaselt
pingutatud, kui padrun sulgub. Tugevvoolu otsaku hoidekupli kasutamisel eemaldage osutatud rõngastihend ja vahetage see välja rõngastihendi p/n 488158
vastu vastavalt joonisele.
Eemaldage see rõngastihend
Paigaldage siia rõngastihend p/n 488158
Otsaku kinnituskuppel
Põleti kere
Otsak
MÄRKUS.
Kokkupanemisel asetage otsak tugevoolu otsaku hoidekuplisse ja kruvige tugevvoolu otsak
koos hoidekupliga põleti kere külge. Nii on hõlpsam osade samateljelisust saavutada. Tugev-
voolu hoidekupli saab igal ajal tugevvoolu otsaku hoidekupli külge kinnitada.
68

6. PEATÜKK PLASMAPÕLETI PT36
6.16 Põletikere hooldamine
• Kontrollige rõngastihendeid iga päev ja vahetage kahjustatud või kulunud tihendid välja.
• Enne paigaldamist katke rõngastihendid väga õhukese silikoonmäärde kihiga. See on vajalik tihendite lahtivõtmise hõlbustamiseks järgmise hoolduse käigus.
• Rõngastihend (1,61" (41 mm) I.D. x 0,07" (1,8 mm) BUNA-70A) p/n 996528.
ELEKTRILÖÖK VÕIB TAPPA!
ENNE PÕLETI HOOLDAMIST:
HOIATUS
• Pöörake vooluallika toitelüliti VÄLJAS-asendisse.
• Katkestage ühendus primaartoiteallikaga.
Rõngastihendite asukohad
• Hoidke kontaktrõnga elektriklemmid määrdest ja mustusest puhtana.
• Kontrollige rõngast otsaku vahetamise ajal.
• Puhastage isopropüülalkoholis niisutatud puuvillase tampooniga.
Kontaktrõnga klemmid
Kontaktrõnga kruvi
Kontaktrõnga klemmid
69
Kontaktrõngas

6. PEATÜKK PLASMAPÕLETI PT36
6.17 Põleti kere eemaldamine ja paigaldamine
ELEKTRILÖÖK VÕIB TAPPA!
ENNE PÕLETI HOOLDAMIST:
HOIATUS
• Pöörake vooluallika toitelüliti VÄLJAS-asendisse.
• Katkestage ühendus primaartoiteallikaga.
1. Vabastage kulunud ühenduse voolikuklamber, et põleti hülsi saaks vabastada ja kuni kaablikimbuni tagasi
tõmmata. Umbes 7 tollist peaks piisama. Kruvige põleti hülss lahti ja tõmmake tagasi, kuni pilootkaare ühendus nähtavale ilmub.
Käepide
Põleti kere
2. Vabastage toitekaablid, mis on kruvitud lühemate varte külge põleti taga. Pange tähele, et üks ühendustest
on vasaku käe keermega. Kruvige gaasivoolikut põleti pea küljest lahti, kasutades 7/16" (11,1 mm) ja 1/2"
(12,7mm) mutrivõtit. Gaasivoolikute eemaldamine on kergem, kui toitekaablid on esmalt eemaldatud.
1/2" toitekaali
ühendused
1/2" kaitsegaasi
ühendus
7/16" plasmagaasi
ühendus
70

6. PEATÜKK PLASMAPÕLETI PT36
3. Eemaldage pilootkaare ühendusel oleva halli plastisolaatori tagant isoleerpael. Tõmmake isolaator tagasi ja
vabastage ühenusklemmid.
Pilootkaare kaabel
Traatümbris
Isoleerpael
(joonisel eemaldatud)
Ühendusklemm
4. Uue põletipea sõlme paigaldamine: ühendage pilootkaare kaabel ja toitekaabel vastupidises järjekorras
nende lahtivõtmisele. Lekete vältimiseks veenduge, et gaasi- ja veeliitmikud on piisavalt pingutatud, kuid
ärge kasutage tiitmike tihendamiseks hermeetikut. Kui ühendusklemm tundub lahtine, pingutage ühendust
klemmi osade kokkupigistamise teel näpitstangidega pärast klemmi ühendamist. Veenduge, et pilootkaare
isolaatori ümber on 10 keerdu isoleerpaela.
Uus põletipea sõlm
5. Lükake käepidet edasi ja kruvige see kindlalt põleti kerele.
71

6. PEATÜKK PLASMAPÕLETI PT36
6.18 Kulumaterjalide lühenenud tööaeg
1. Raamidetailide lõikamine
Raamidetailide lõikamine (pärast väljalõigatud detailide eemaldamist jäävad lauale materjalijäägid). Nende eemaldamine laualt võib elektroodi tööaega lühendada, kuna:
• see põhjustab põleti töökohalt eemaldamise.
• alustamiste sagedus suureneb oluliselt. See on probleemiks enamasti O2-ga lõikamisel ning vältimiseks tuleks valida võimalikult väheste alustuskohtadega lõikamisjoon.
• suureneb tõenäosus, et plaat tõuseb üles ja puudutab otsakut, mille tõttu tekib topeltkaar. Selle vältimiseks peab operaator toimingut tähelepanelikult jälgima ning voolukontakti suurendama ja lõikamiskiirust vähendama.
Võimalusel lõigake raamidetaile OXWELD-i põletiga või kasutage põletit PT-36 suure voolukontaktiga.
2. Probleemid kõrguse reguleerimisel
• Põleti uppumist põhjustab sageli kaarepinge muutmine automaatse kõrguse reguleerimise kasutamisel. Pingemuutus on enamasti tingitud plaadi langemisest kaarest eemale. Kõrguse reguleerimise
väljalülitamine ja kaare kustutamine enne langeva plaadi lõikamise lõpetamist aitab neid probleeme
tõhusalt vältida.
• Uppumine võib aset leida ka lõike alustamisel, liiga suure liikumise viivituse korral. See on tõenäolisem õhukese materjali lõikamisel. Vähendage viivitust või lülitage kõrguse reguleerimine välja.
• Uppumine võib olla tingitud ka kõrguse regulaatori tõrkest.
3. Voolukontakt on läbistamisel
liiga väike Suurendage läbistamise voolukontakti.
4. Lõike alustamine servast
katkematu pilootkaareg
5. Detail libiseb
6.
Tilkade kinnitumine läbistushetkel
Asetage põleti täpsemalt või alustage lõikamist lähedal olevast jääkmaterjalist.
Otsak võib kahjustada saada, kui põleti puudutab ülespoole painutatud osa.
Suurendage voolukontakti või kasutage pikemat sissejuhtimisaega.
7. Detail pole enne lõikamise
algust läbistatud Pikendage algset viibeaega.
8.
Jahutusvedeliku vooluhulk väike
Plasmagaasi vooluhulk suur
Voolutugevus liiga suur Korrigeerige sätteid.
9. Jahutusvedelik lekib põletisse Kõrvaldage lekked.
72

6. PEATÜKK PLASMAPÕLETI PT36
Jahutusvedeliku lekete kontrollimine:
Jahutusvedelik võib lekkida elektroodi, elektroodihoidiku, otsaku ja põleti kere tihendite kaudu. Vedelik võib lekkida ka
põleti, otsaku hoidekupli ning toitekaabli isolatsiooni pragudest.
Lekkekoha otsimiseks eemaldage kaitsekuppel, puhastage ja tühjendage põleti ning asetage see puhtale kuivale plaadile. Kui
gaaside juurdevool on suletud, avage jahutusvedelik mitmeks minutiks ja otsige lekkekohti. Avage plasmagaasi juurdevool
ja vaadake kas otsakust tuleb udu. Kui ei tule, sulgege plasmagaas, avage kaitsegaas ning vaadake kas kaitsegaasi kanalist
otsaku hoidekuplis tuleb udu.
Kui lekkekoht asub otsaku avas, eemaldage otsak ning kontrollige otsaku, elektroodi ja elektroodihoidiku rõngastihendeid.
Kontrollige elektroodihoidiku ja roostevabast terasest põletiümbrise kontaktindu.
Kui arvate, et lekkekoht asub elektroodis, võite paigaldada PT-19XL 100 kuni 200 A kaheosalise otsakualuse ilma
otsaku tiputa. Pärast tühjendamist käivitage vedelikjahuti, kui gaasi juurdevool on suletud, ja jälgige elektroodiotsa. Kui sinna koguneb vett, kontrollige, kas see ei ole voola alla lekkivast rõngastihendist, piki elektroodi
külge.
Kui vedelikjahuti käitamiseks on vaja voolu, saab põleti varustada
kõrgema toitepingega ka ilma kaareta. Ärge puudutage põletit, kui
HOIATUS
toiteallikas on ühendatud.
73

6. PEATÜKK PLASMAPÕLETI PT36
74

6. PEATÜKK PLASMAPÕLETI PT36
6.19 Varuosad
6.19.1 Üldist
Teatage alati selle seadme seerianumber, mille jaoks osi kasutatakse. Seerianumbri leiate seadme andmesildilt.
6.19.2 Tellimine
Nõuetekohase toimimise tagamiseks soovitame koos seadmega kasutada ainult ESAB-i originaalosi ja -materjale. Muu päritoluga osade kasutamine võib katkestada seadme garantii.
Varuosi saab tellida ESAB-i esindajalt.
Varuosade tellimisel ärge unustage teatamast võimalikke transporti puudutavaid erijuhiseid.
Klienditeenindajate telefoninumbrid leiate juhendi lõpus olevast suhtlemisjuhisest.
Märkus.
Tootenumbrita osad on materjalide koondis loetletud vaid informatiivsel otstarbel.
Vastavad osad tuleb hankida kohapeal.
75

6. PEATÜKK PLASMAPÕLETI PT36
PT-36
Mehhaniseeritud plasmakaarlõikuri põleti
paksu plaadi lõikamiseks tootmisel
Kasutage:
PT-36 H35 paksu plaadi käivituskomplekt ..................... 0558005225
Osa nr Toote nr Hulk Kirjeldus
1 0558003963 1 Elektrood, volfram 0,19" (4,8 mm) D
2 0558003965 1 Otsak H35 0,198" (5,0 mm) Divergent
3 0558003964 1 Padrun 0,19" (4,8 mm) D elektroodile
4 0558005689 1 Elektroodi/padruni hoidik PT-36
5 0558003967 1 Padruni kere
6 0558002532 1 Summuti, 32 auku x 0,023" (0,6 mm)
7 0558006688 1 Tugevvoolu kaitse
8 0558003918 1 Elektroodi hoidetööriist PT-36
9 0558003962 1 Volframelektroodi tööriist
10 0558006690 1 Otsaku kinnituskupli sõlm, tugevvool
6
4
9
3
5
MÄRKUS.
Need on ainsad paksu plaadi
lõikamiskomplektis erine-
1
8
181W89
2
10
488158
vad osad. Vaadake seadistusjuhiseid ja parameetreid
lõikamisandmete juhendist
(0558008434/0558008435).
MÄRKUS.
7
76
P/N 0558003965 tarnitakse koos kahe (2)
paigaldatud tootega p/n 181W89 ning ühe
(1) karbis lahtiselt oleva tootega p/n 488158.
Tugevvoolu otsaku hoidekupli ja tugev-
voolu kaitse kasutamisel vastavalt soovitu-
sele eemaldage ja kõrvaldage avale lähim
rõngastihend ning paigaldage toode p/n
488158 astmele, mis on algselt mõeldud
difuusori jaoks.
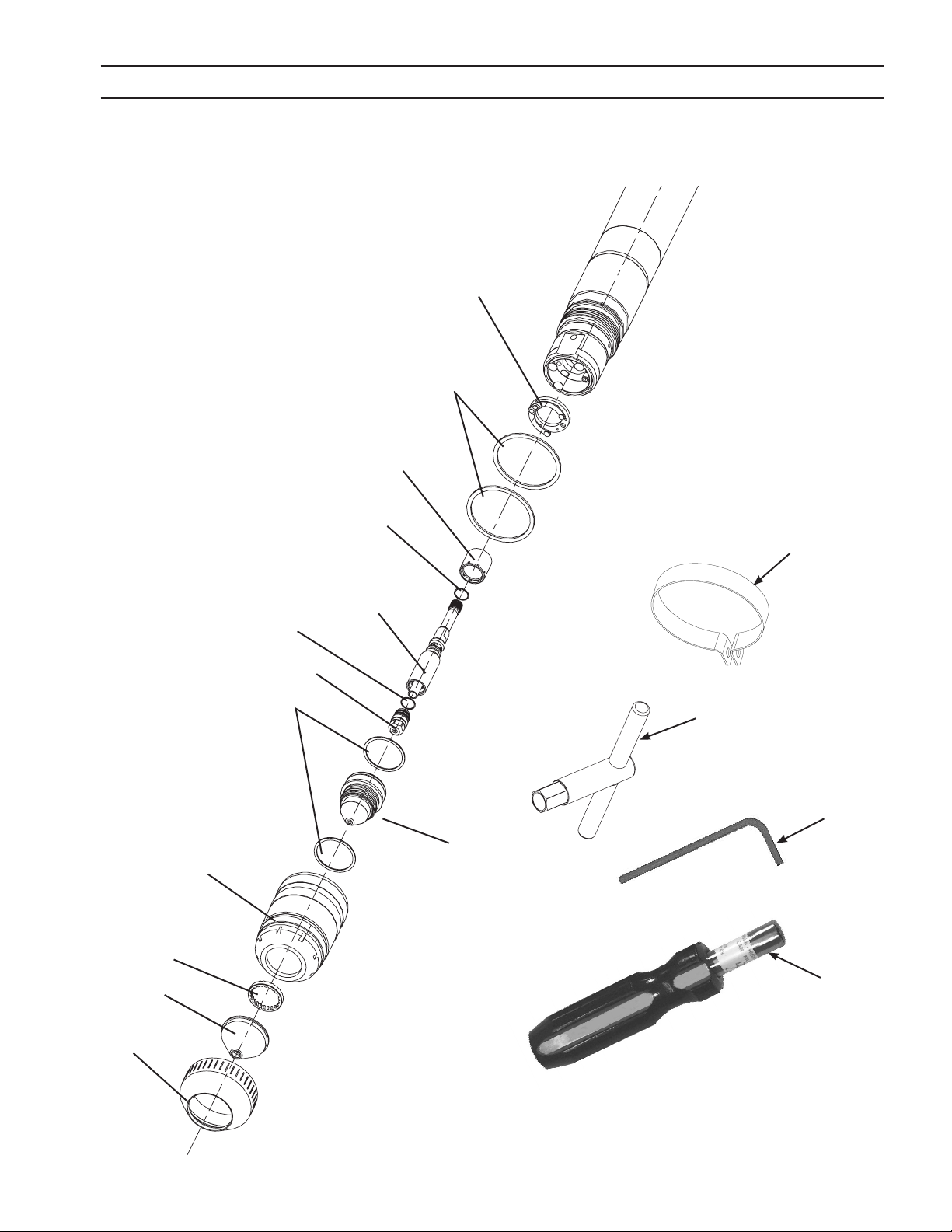
6. PEATÜKK PLASMAPÕLETI PT36
* materjalide koond asub 11 x 17 lahtipööratavatel lehtedel (0558008300)
10
Rõngastihendid,
mis tarnitakse
koos
põleti kerega,
P/N 996528
17
Rõngastihend, mis
tarnitakse koos
elektroodihoidikuga,
P/N 86W99
33
Koos elektroodiga
tarnitav rõngastihend
Koos otsakuga tarnitavad rõngastihendid,
p/n 181W89
3
6
21
9
11
16
18
8
19
15
77
MÄRKUS.
Osad 8, 15, 18 ja 33 tarnitakse kotis
koos põletiga.

6. PEATÜKK PLASMAPÕLETI PT36
78

MÄRKUSED
79

MÄRKUSED
80

REVISION HISTORY
1. Initial release - 05/2011
2. Revision 06/2011 - updated kit numbers
3. Revision 01/2012 - removed Torch Lead sets per N. Dortman.
81

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-- Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Shah Alam Selangor
Tel: +60 3 5511 3615
Fax: +60 3 5512 3552
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel: +7 095 937 98 20
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel: +7 812 325 43 62
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
 Loading...
Loading...