

Page 1

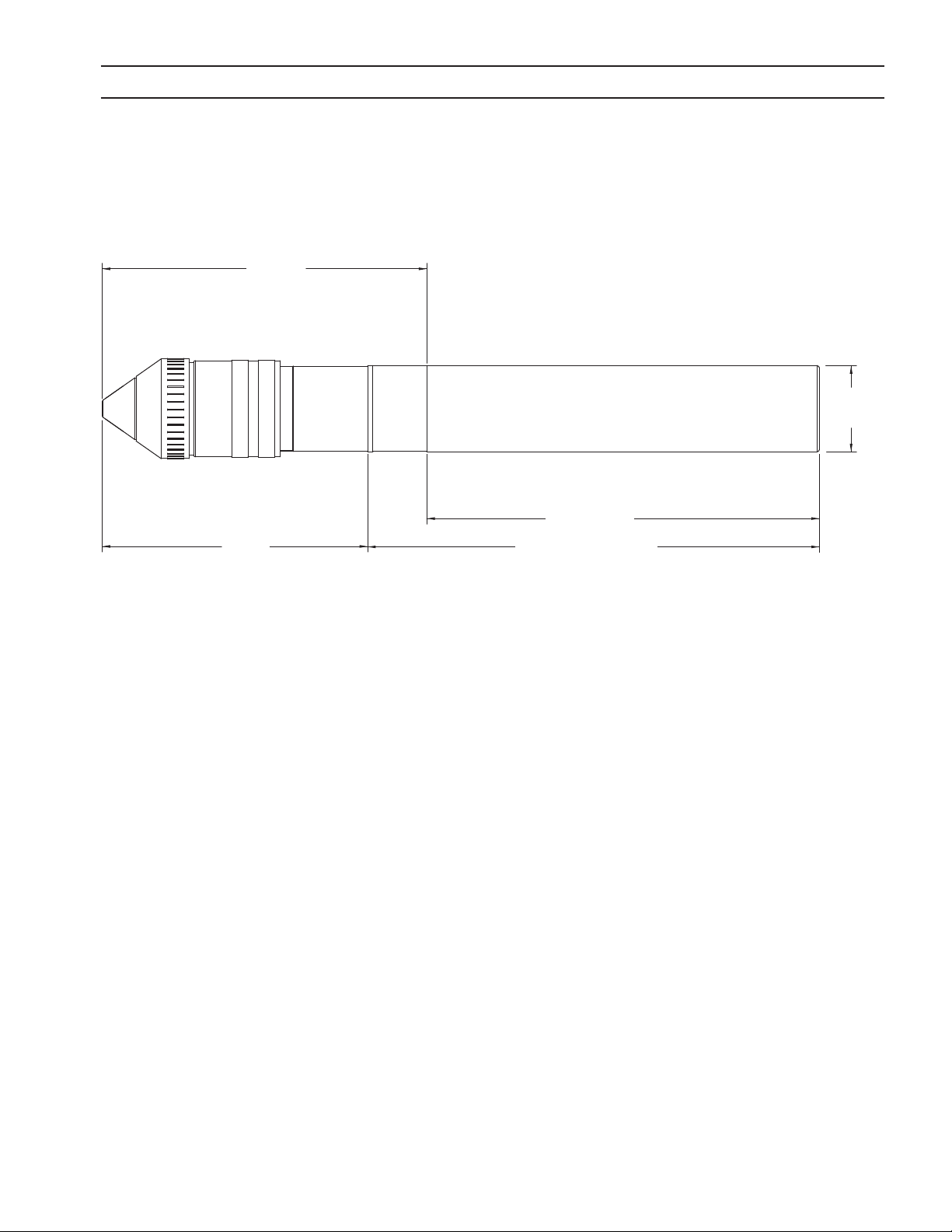
System Interconnection
m3 G2 Plasma System
Systeemhandleiding (NL)
0558011888 01/2012
Page 2

ZORG DAT DEZE INFORMATIE AAN DE GEBRUIKER WORDT OVERHANDIGD.
U KUNT EXTRA EXEMPLAREN KRIJGEN VIA UW LEVERANCIER.
VOORZICHTIG
Deze HANDLEIDING is bestemd voor ervaren gebruikers. Als u niet helemaal vertrouwd
bent met de bedieningsprincipes en veilige praktijken voor booglas- en snijapparatuur,
raden wij u dringend aan onze brochure “Precautions and Safe Practices for Arc Welding,
Cutting, and Gouging (Voorzorgsmaatregelen en veilige praktijken voor booglassen, snijden en gutsen)”, formulier 52-529 door te lezen. Geef niet-opgeleide personen GEEN toestemming om dit apparaat te installeren, te bedienen of te onderhouden. Probeer NIET dit
apparaat te installeren of te bedienen voordat u deze handleiding hebt gelezen en volledig
begrijpt. Als u deze handleiding niet helemaal begrijpt, kunt u contact opnemen met uw
leverancier voor nadere informatie. Zorg dat u de voorzorgsmaatregelen leest voordat u
dit apparaat installeert of bedient.
VERANTWOORDELIJKHEDEN VAN DE GEBRUIKER
Dit apparaat zal werken volgens de beschrijving in deze handleiding en meegeleverde etiketten en/of inlegvellen als het wordt geïnstalleerd, bediend, onderhouden en gerepareerd volgens de betreende instructies. Dit
apparaat moet regelmatig worden gecontroleerd. Gebruik geen apparatuur dat niet goed werkt of slecht is onderhouden. Vervang gebroken, ontbrekende, versleten, vervormde of verontreinigde onderdelen onmiddellijk.
Als een dergelijke reparatie of vervanging noodzakelijk wordt, raadt de fabrikant u aan telefonisch of schriftelijk
een betreend verzoek in te dienen bij de Erkende distributeur bij wie u het apparaat heeft gekocht.
Dit apparaat of haar onderdelen mogen niet worden gewijzigd zonder de voorafgaande schriftelijke goedkeuring van de fabrikant. De gebruiker van dit apparaat is alleen verantwoordelijk voor storingen die het gevolg
zijn van verkeerd gebruik, gebrekkig onderhoud, beschadiging, verkeerde reparatie of wijziging door iemand
anders dan de fabrikant of een door de fabrikant aangewezen servicebedrijf.
LEES EN BEGRIJP DE INSTRUCTIEHANDLEIDING VOORDAT
U DIT APPARAAT INSTALLEERT OF GEBRUIKT.
BESCHERM UZELF EN ANDEREN!
Page 3

INHOUDSOPGAVE
Hoofdstuk / Titel pagina
1.0 Voorzorgsmaatregelen ................................................................................5
2.0 m3 CAN System Interconnection schema, inleiding en installatie ........................................7
2.1 Besturingskast beschermgas (0558010155) .............................................................8
2.2 Functies en kenmerken ........................................................................11
2.3 Leidingschema ................................................................................13
2.4 Elektrisch schema..............................................................................14
2.5 Aansluitingen..................................................................................15
2.6 Oplossen van problemen ......................................................................16
2.7 Reserveonderdelen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16
3.0 Besturingskast plasmagas (0558010156) ..............................................................19
3.1 Functies en kenmerken ........................................................................21
3.2 Leidingschema ............................................................................... 23
3.3 Elektrisch schema..............................................................................24
3.4 Aansluitingen................................................................................. 25
3.5 Oplossen van problemen ..................................................................... 25
4.0 RAS-kast (0558008150) ...............................................................................27
4.1 Voedingsaansluitingen........................................................................ 29
4.1 Voedingsaansluitingen (vervolg)............................................................... 30
4.2 Snijbranderaansluitingen ......................................................................31
4.3 Montage van de RAS-kast ......................................................................33
4.4 Typische/aanbevolen noodstopaansluiting .................................................... 34
5.0 Kabels en slangen....................................................................................35
5.0 Kabels en slangen (vervolg) ................................................................... 36
5.0 Kabels en slangen (vervolg) ................................................................... 38
5.0 Kabels en slangen (vervolg) ................................................................... 40
6.1 Algemeen .......................................................................................... 43
6.2 Toepassingsgebied ........................................................................... 43
6.3 Beschikbare pakketopties ..................................................................... 43
Page 4

INHOUDSOPGAVE
Hoofdstuk / Titel pagina
6.4 Optionele accessoires: ........................................................................ 44
6.4.1 Verbruiksmaterialensets voor de PT-36 snijbrander............................................. 45
6.5 PT-36 Technische specicaties ..................................................................47
6.5.1 Aanbevolen regelaars ..........................................................................47
6.5.2 Technische specicaties van PT-36 snijbrander ................................................. 48
6.6 Aansluiting van snijbrander op plasmasysteem ................................................ 49
6.6.1 Aansluiting op de RAS-kast.................................................................... 49
6.7 Aansluiting van snijbrander op machine ...................................................... 50
6.8 Installatie ......................................................................................53
6.8.1 Spiegelsnijden.................................................................................53
6.9 Snijkwaliteit ...................................................................................53
6.9.1 Inleiding.......................................................................................53
6.9.2 Snijhoek ...................................................................................... 54
6.9.3 Snijvlakheid ...................................................................................55
6.9.4 Oppervlakteafwerking . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
6.9.5 Slak .......................................................................................... 56
6.9.6. Maatnauwkeurigheid ......................................................................... 57
6.10 Flowkanalen van de snijbrander .............................................................. 58
6.11 Inleiding .....................................................................................59
6.12 Demontage van het voorste uiteinde van de snijbrander . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .59
6.13 Montage van het voorste uiteinde van de snijbrander .......................................... 62
6.13.1 Gebruik van de snellader voor het voorste uiteinde van de snijbrander......................... 63
6.14
Demontage van het voorste uiteinde van de snijbrander (voor de verwerking van dikke platen) .........64
6.15
Montage van het voorste uiteinde van de snijbrander (voor de verwerking van dikke platen)..........67
6.16 Onderhoud van het snijbranderhuis ......................................................... 69
6.17 Verwijderen en vervangen van het snijbranderhuis..............................................70
6.18 Beperkte levensduur van verbruiksmaterialen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
6.19 Reserveonderdelen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .75
6.19.1 Algemeen .....................................................................................75
6.19.2 Bestellen ......................................................................................75
4
Page 5
HOOFDSTUK 1 VEILIGHEIDSVOORSCHRIFTEN
1.0 Veiligheidsvoorschriften
Gebruikers van ESAB-las- en plasmasnijapparaten moeten er zelf voor zorgen dat iedereen die met of in de buurt
van het apparaat werkt zich aan de betreende veiligheidsvoorschriften houdt. De veiligheidsvoorschriften
moeten aan de eisen voor dit type las- of plasmasnijapparaat voldoen. Houd u aan de volgende aanbevelingen
en aan de standaardreguleringen die voor de werkplek gelden.
Het werk moet worden uitgevoerd door getraind personeel dat goed bekend is met de bediening van las- of
plasmijsnijapparaten. Onjuiste bediening van de apparatuur kan leiden tot gevaarlijke situaties, die kunnen
leiden tot persoonlijk letsel en schade aan het apparaat.
1. Iedereen die las- of plasmasnijapparaten gebruikt, moet bekend zijn met:
- de bediening
- de plaats van noodstop
- de werking
- de relevante veiligheidsvoorschriften
- lassen en/of plasmasnijden
2. Degene die het apparaat bedient, moet ervoor zorgen dat:
- er zich geen ongeautoriseerd personeel in het werkgebied van het apparaat bevindt wanneer dit wordt
opgestart
- niemand onbeschermd is wanneer de boog wordt gestart
3. Het werkgebied moet:
- geschikt zijn voor het doel
- vrij zijn van tocht
4. Artikelen voor uw persoonlijke veiligheid:
- Draag altijd de aanbevolen artikelen voor persoonlijke veiligheid, zoals een veiligheidsbril,
vlambestendige kleding en veiligheidshandschoenen.
- Draag geen loszittende artikelen, zoals dassen, armbanden, ringen, enz. Deze kunnen verstrikt raken en
brandwonden veroorzaken.
5. Algemene voorzorgsmaatregelen:
- Zorg dat de retourkabel veilig is aangesloten.
- Werkzaamheden met apparatuur van een hoog voltage mogen alleen door een gekwaliceerde
elektricien worden uitgevoerd.
- De juiste brandblusapparatuur moet duidelijk zijn aangegeven en binnen handbereik staan.
- Tijdens de bediening van het apparaat mag geen smering en onderhoud worden uitgevoerd.
Behuizingsklasse
De IP-code geeft de behuizingsklasse aan, bijv. de bestendigheid tegen doordringing van vaste voorwerpen
of water. Het is bestendig tegen vingeraanrakingen, doordringing van vaste voorwerpen die groter zijn dan
12 mm en opspattend water tot 60 graden vanaf een verticaal oppervlak. Apparatuur met de markering IP23S
mag buiten worden opgeslagen, maar is niet bedoeld voor gebruik buitenshuis bij neerslag tenzij de apparatuur is afgeschermd.
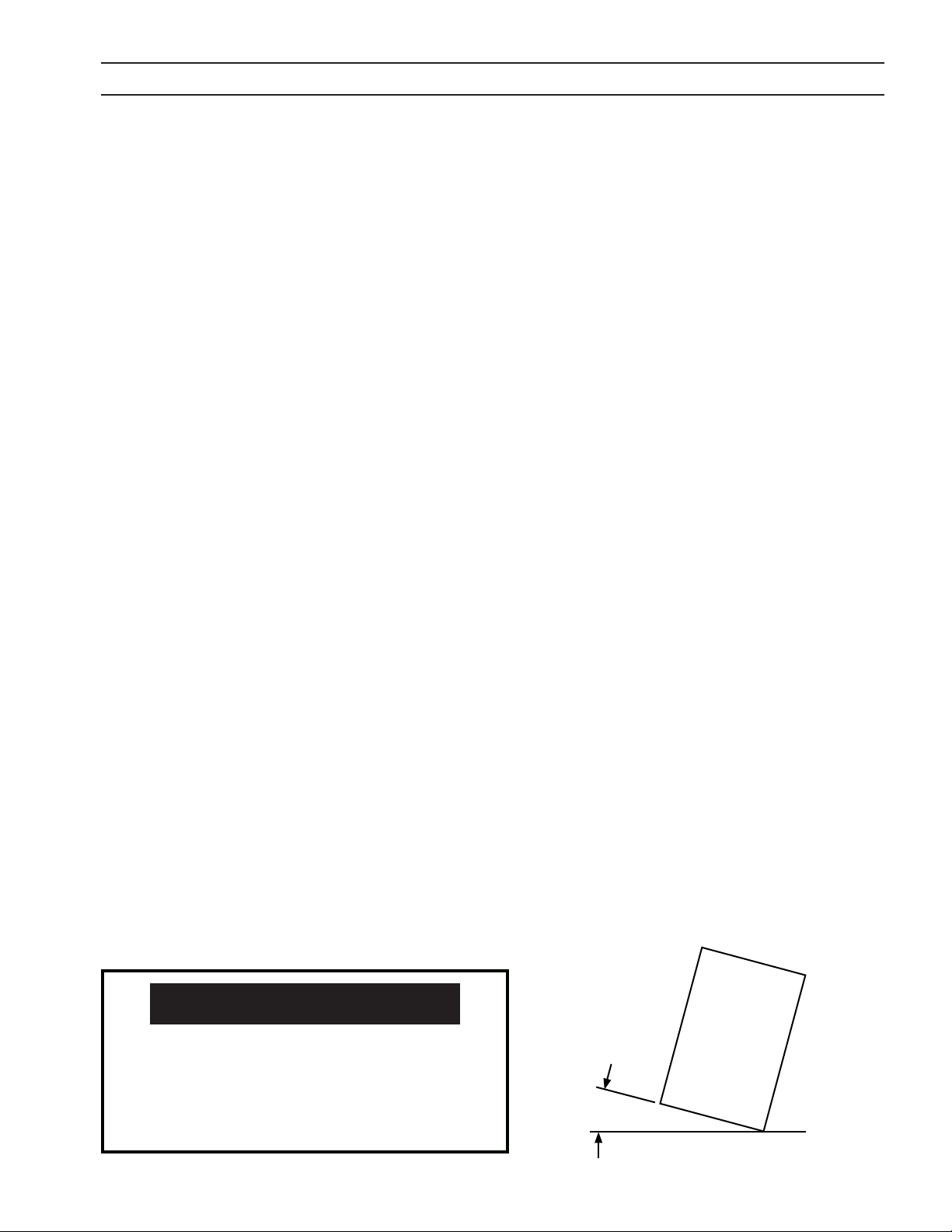
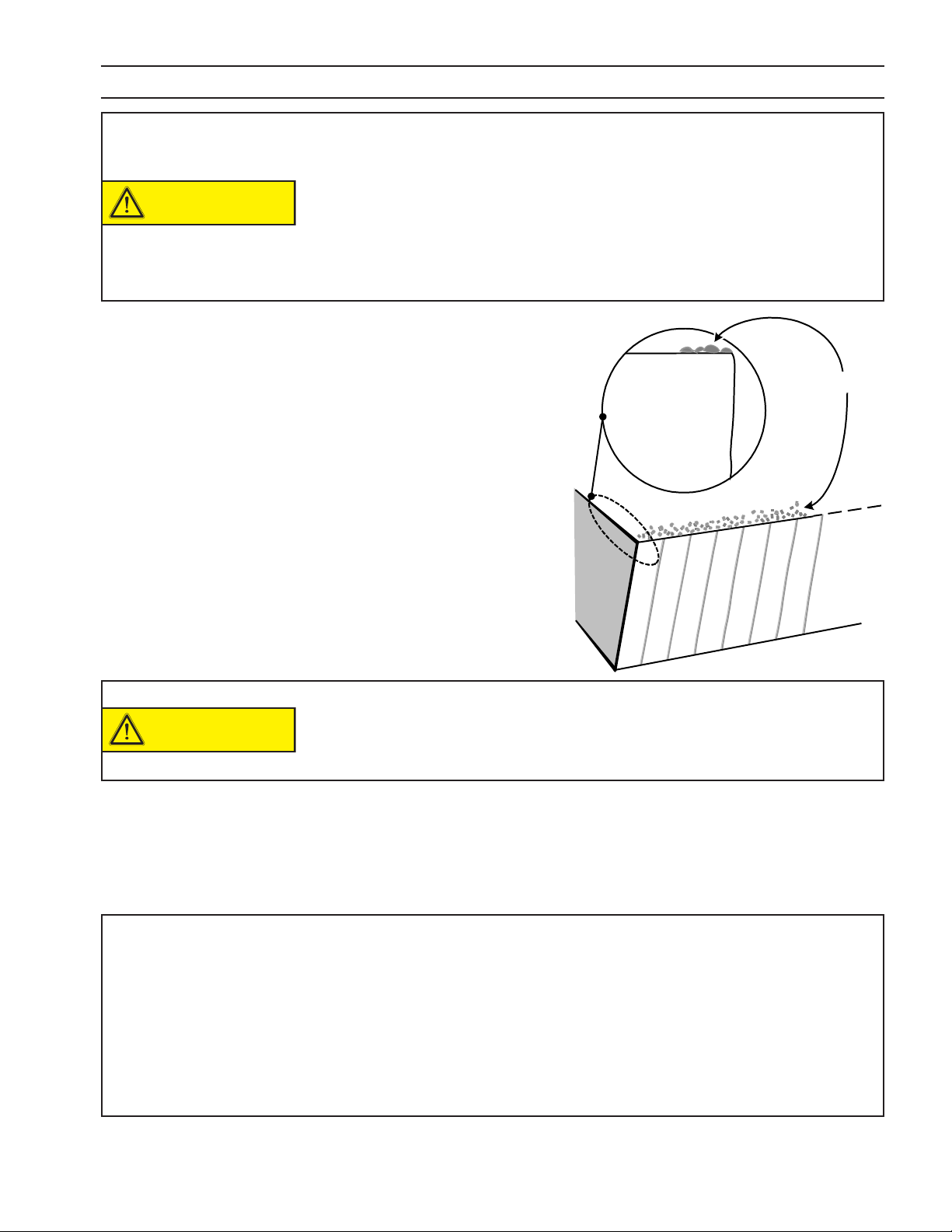
WAARSCHUWING
Wanneer de apparatuur op een schuin oppervlak met een helling van meer dan 15°
wordt geplaatst, kan deze omkiepen. Dit
kan persoonlijk letsel en/of ernstige schade
aan de apparatuur tot gevolg hebben.
Maximale
toegestane
schuine stand
15°
5
Page 6

HOOFDSTUK 1 VEILIGHEIDSVOORSCHRIFTEN
LASSEN EN PLASMASNIJDEN KUNEN PERSOONLIJK LETSEL EN LETSEL BIJ
WAARSCHUWING
ELEKTRISCHE SCHOK - kan dodelijk zijn.
- Installeer en aard de las- of plasmasnijunit volgens de geldende normen.
- Raak geen elektrische onderdelen of elektrodes die onder stroom staan met de blote huid, natte hand
schoenen of natte kleding aan.
- Isoleer uzelf van de aarde en het werkstuk.
- Zorg voor een goede werkhouding.
ROOK EN GAS - kunnen gevaarlijk voor de gezondheid zijn.
- Houd uw hoofd uit de rook.
- Gebruik ventilatie of boogextractie, of beide, om rook en gassen uit de ademzone en de algemene ruimte
te verwijderen.
BOOGSTRALEN - kunnen letsel aan ogen en huid veroorzaken.
- Bescherm uw lichaam en uw ogen. Gebruik het juiste las/plasmasnijscherm en lterlens, en draag bescher
- mende kleding.
- Bescherm omstanders met geschikte schermen of gordijnen.
ANDEREN VEROORZAKEN. NEEM VOORZORGSMAATREGELEN WANNEER
U LAST OF SNIJDT. VRAAG UW WERKGEVER WELKE MAATREGELEN U
MOET TREFFEN, OP BASIS VAN DE RISICOGEGEVENS VAN DE FABRIKANT.
BRANDGEVAAR
- Vonken (spatten) kunnen brand veroorzaken. Zorg daarom dat er geen ontvlambare materialen in de
buurt staan.
LAWAAI - te veel lawaai kan het gehoor beschadigen.
- Bescherm uw oren. Gebruik oorbeschermers of een andere gehoorbescherming.
- Wijs omstanders op het risico.
DEFECTEN - bel voor assistentie van een expert als het apparaat defect is.
LEES EN BEGRIJP DE INSTRUCTIEHANDELING VOORDAT U HET APPARAAT BEDIENT.
BESCHERM UZELF EN ANDEREN!
Dit product is uitsluitend bedoeld voor plasmasnijden. Elk
WAARSCHUWING
ander gebruik kan persoonlijk letsel en/of schade aan de
apparatuur tot gevolg hebben.
WAARSCHUWING
Ter voorkoming van persoonlijk letsel en/of
schade aan de apparatuur, zijn hier de wijze
waarop getild moet worden en de bevestigingspunten afgebeeld.
6
Page 7

HOOFDSTUK 2 BESTURINGSKAST BESCHERMGAS
(optie)
Luchtgordijn
Luchtgordijnslang
Beschermgasslang
Plasmagasslang
AHC /
(optie)
hefvoorziening
Voeding, ontstekingsboog, koelvloeistof
VDR-kabel
CAN
Voeding
plasmagas
Besturingskast
PG2
PG2 (lucht/N2/O2)
O2
CH4
H35
H35
Argon
Argon
CAN
PG1
Boogstarter
PG1 (lucht/N2/O2)
Voeding
Luchtgordijnslang
Beschermgasslang
CAN
Noodstop
beschermgas
Besturingskast
N2
Lucht
Koelvloeistofretourslang
Voedingskabel
Ontstekingsboogkabel
Koelvloeistoftoevoerslang
CAN (5)
Voedingskabel AHC/hefvoorziening
CAN (2)
CAN (3)
Voedingskabel gasregelaars
Luchtgordijnslang
CAN (4)
2.0 m3 CAN System Interconnection schema, inleiding en installatie
PS- & CC-stuurkabel
Voeding
Vision 50P
Besturingsinterface
Ext. noodstop
Digitale in-
& uitgangen naar
externe CNC
Ext. 120/230 V
gebruik van AHC)
(Moet 230 V zijn bij
CAN (1)
PN 0558 007515
7
CC-stuurkabel
circulatiesysteem
CC-11 koelvloeistof-
Page 8

HOOFDSTUK 2 BESTURINGSKAST BESCHERMGAS
2.1 Besturingskast beschermgas (0558010155)
Vision 50P
Besturings-
interface
Overzicht van componenten
(Zie onderstaande afbeeldingen van componenten)
Voedingskabel gasregelaars
CAN
Luchtgordijn
Lucht
N2
O2
CH4
H35
ARG
A
B
L
C
D
E
F
M
N
K
J
I
H
beschermgas
G
Besturingskast
PT-36
m3 CAN
plasmasnij-
brander/
luchtgordijn
Luchtgordijnslang
Beschermgasslang
Voeding
PG1 (lucht/N2/O2)
PG2 (lucht/N2/O2)
Besturingskast
plasmagas
H35
ARG
Besturingskast beschermgas - overzicht van componenten
Opm.:
Raadpleeg de bijgevoegde tabellen voor alle beschikbare slangen en kabels.
8
Page 9

HOOFDSTUK 2 BESTURINGSKAST BESCHERMGAS
B
I
E
C
D
F
M
A
L
N
K
J
H
9
G
Page 10
HOOFDSTUK 2 BESTURINGSKAST BESCHERMGAS
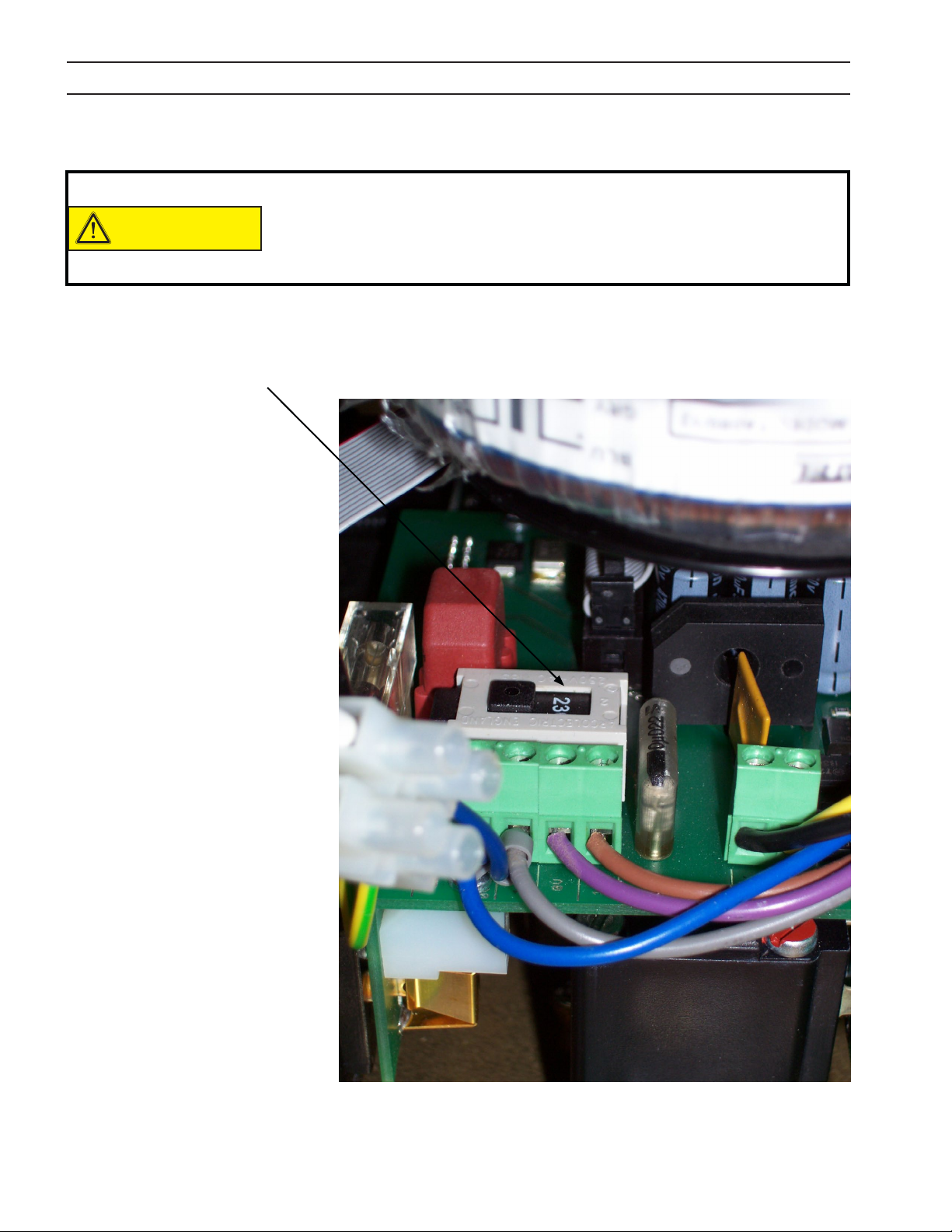
De spanningskeuzeschakelaar MOET op de juiste ingangsspanning
(115 of 230 V - standaardinstelling is 230 V) worden ingesteld, voor-
VOORZICHTIG
Spanningskeuzeschakelaar
(deksel moet worden ver-
wijderd voor toegang tot de
schakelaar)
dat het systeem wordt ingeschakeld. Anders kan persoonlijk letsel
of schade aan de machine ontstaan.
10
Page 11

HOOFDSTUK 2 BESTURINGSKAST BESCHERMGAS
2.2 Functies en kenmerken
De besturingskast van het beschermgas (verder kort beschermgaskast genoemd) kiest verschillende gassen
(lucht, N2, O2, CH4) om beschermgas (SG), plasmagas 1 (PG1) en plasmagas 2 (PG2) te mengen. Daarvoor wordt
een groep elektromagnetische kleppen gebruikt, die in een verdeelstuk zijn geïntegreerd. De CNC zendt opdrachten via de CAN-bus om al deze elektromagnetische kleppen aan te sturen. De gasuitgang van de beschermgaskast wordt bewaakt en teruggeleid naar de CAN-bus voor een zelfdiagnose door de CNC. De beschermgaskast stuurt ook de elektromagnetische klep van het luchtgordijn aan.
De standaard ingangsspanning van de beschermgaskast is 230 VAC. De ingangsspanning van de beschermgaskast kan echter door de klant worden aangepast, en wel tussen 115 VAC en 230 VAC. Daarvoor moet de ingangsspanningsschakelaar in de beschermgaskast worden gewijzigd. De beschermgaskast levert 24 VDC en 24 VAC
aan de plasmagaskast.
Opm.:
De drukregelaar is in de fabriek
ingesteld op koolstofstaal voor
2,8 bar (40 psi). Bij het snijden van
roestvrij staal of aluminium, moet
de drukregelaar op 1,4 bar (20 psi)
worden ingesteld.
8.00”
(203,2 mm)
8.00”
(203,2 mm)
Gewicht:
13,6 kg (30,0 lbs)
Opm.:
Voor de vereiste gasspecicaties zie
handleiding 0558008682,
paragraaf 7.1
9.50”
(241,3 mm)
8.25”
(209,6 mm)
tot onderste
poten
9.25”
(235,0 mm)
11
Page 12
HOOFDSTUK 2 BESTURINGSKAST BESCHERMGAS
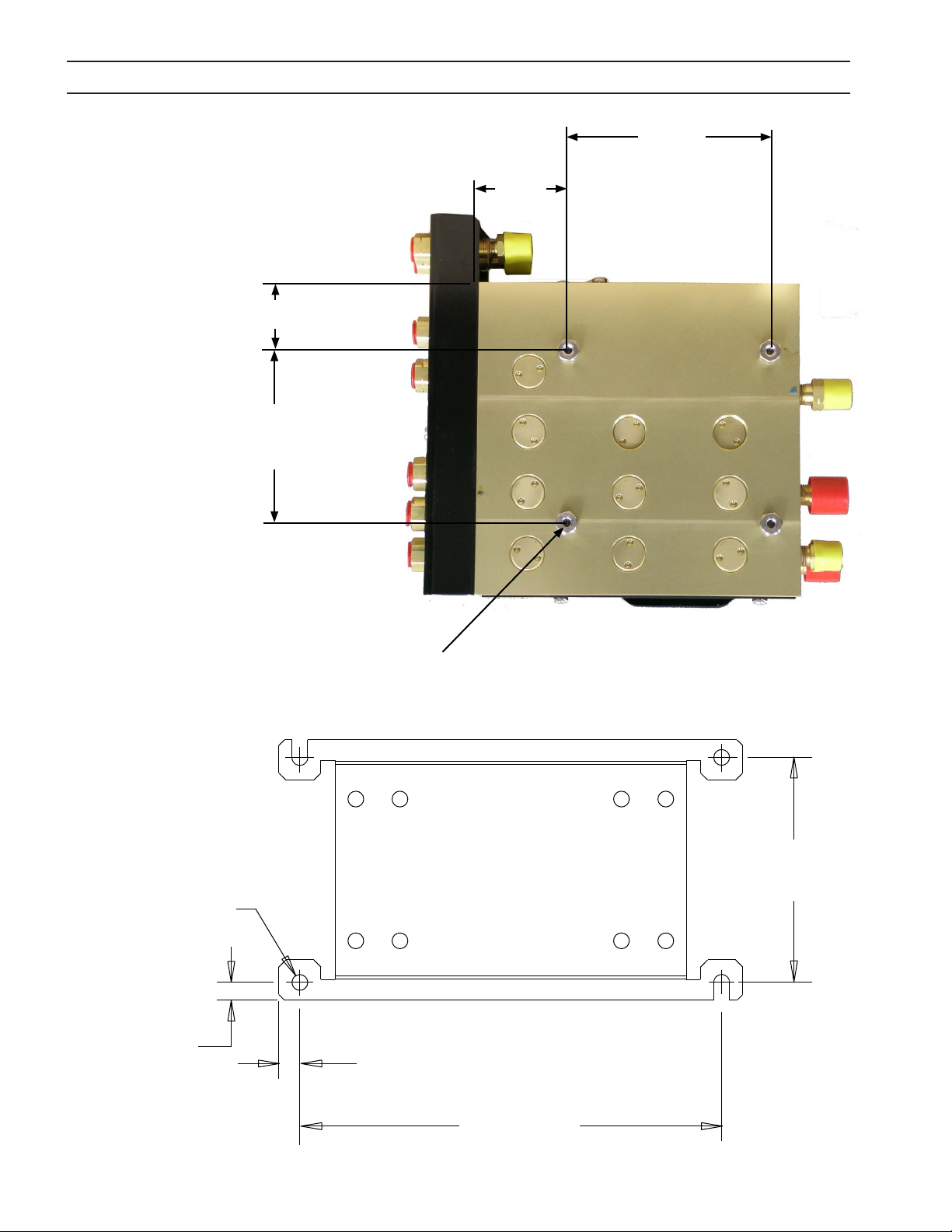
5.00”
Locaties van de montagegaten van de
beschermgaskast
(Onderaanzicht)
1.75”
(44,5 mm)
4.25”
(108,0 mm)
2.25”
(57, 2 mm)
(127, 0 m m)
Locaties van de montagegaten in de plaat van de
beschermgaskast
(0558008794)
0.281
(7,1 m m )
0.313”
(8,0 mm)
M6-1
5.75”
(146,0 mm)
0.50”
(12,7 mm)
(241,3 mm)
12
9.50”
Page 13
HOOFDSTUK 2 BESTURINGSKAST BESCHERMGAS
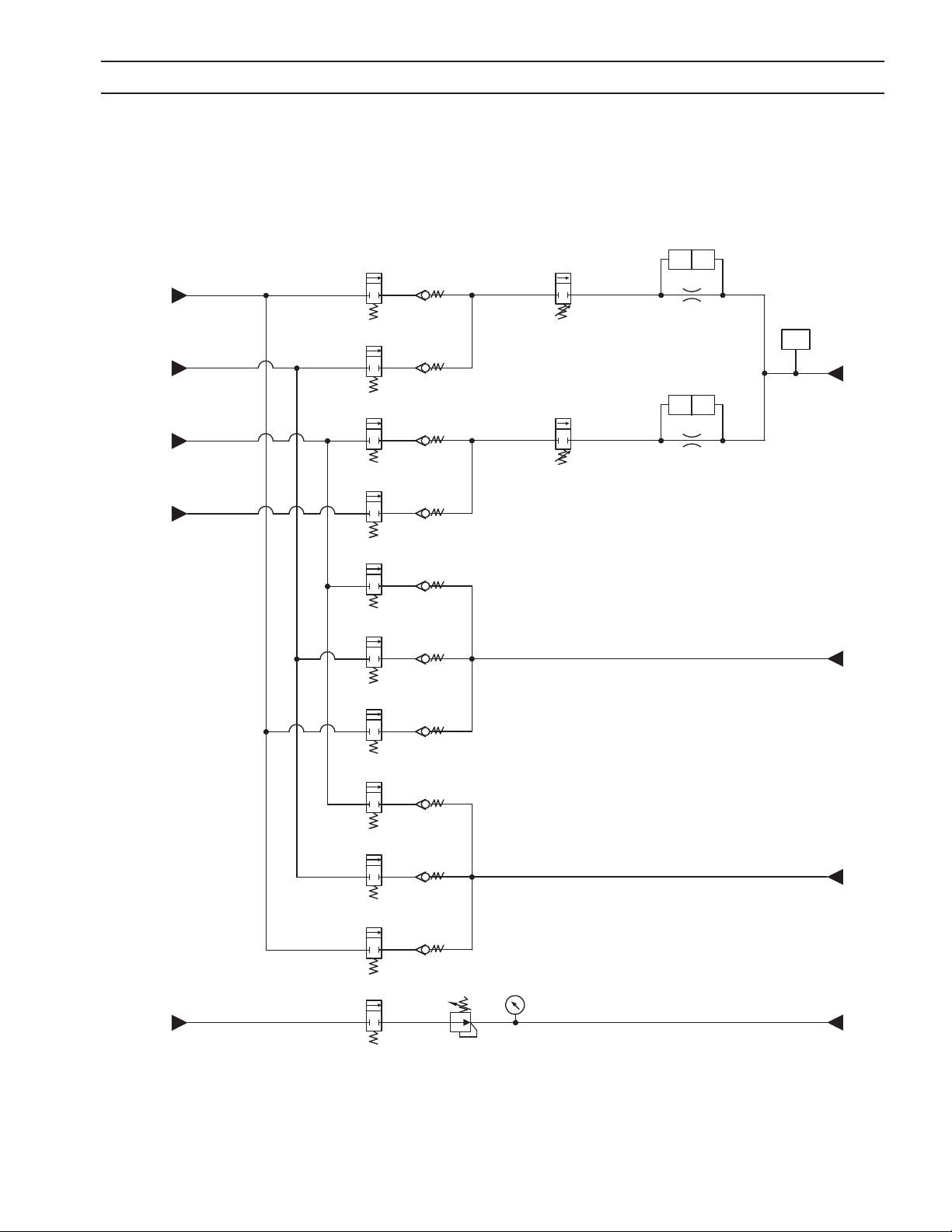
2.3 Leidingschema
∆P
P
P
1
2
SG1
Lucht
S2,2
Lucht
PV1
N2
O2
CH4
S2,1
S3,2
S3,1
S0,1
S0,2
S0,3
S1,1
N2
O2
CH4
O2
N2
Lucht
O2
PV2
∆P
P
P
1
2
PT = drukomzetter
PV = mengklep
PT
SG
SG2
PG1
Lucht
S1,2
S1,3
S4,1
N2
Lucht
13
Luchtgordijn
PG2
Lucht
Page 14

HOOFDSTUK 2 BESTURINGSKAST BESCHERMGAS
2.4 Elektrisch schema
2
1
3
4
Con 6
klep
luchtgordijn
Elektromagn.
Transformator
115 VAC
24 VDC
-
AC2
AC1
DC Com
Regelaar
+24 VDC
24 VAC
CO 11
Ventilator
4
2
6
3
1
5
12
10
8
7
14
16
LED 2
9
13
11
15
LED 1
230 VAC
Schakelaar
Zekering
Con 3
NC
2
1
3
4
115 / 230 VAC
Con 1
CAN H In
CAN L In
CAN Massa
CAN H Uit
CAN L Uit
NCNCNC
1
2
3
4
5
6
7
8
14
Page 15

HOOFDSTUK 2 BESTURINGSKAST BESCHERMGAS
2.5 Aansluitingen
Er zijn drie kabels op de beschermgaskast aangesloten. Dit zijn: 115/230 VAC ingangsspanning, 24 V uitgangsspanning en CAN. Er zijn vijf gasingangen (lucht, N2, O2, CH4 en luchtgordijn), vier gasuitgangen (SG, PG1, PG2
en luchtgordijn) en twee externe aansluitingen (H35 en argon). De vijf ingangen en twee externe aansluitingen
zijn voorzien van poreus bronzen lters en "G-1/4" (BSPP) rechtsdraaiende en linksdraaiende inwendige draad. Er
zijn twee adapterkits beschikbaar voor standaard metrische of CGA-slangaansluitingen. De gashulpstukken en
-adapters worden hieronder genoemd.
Opm.:
Het chassis moet met de aarde van de machine worden verbonden.
Metrische
ingang-
adapters
CGA
ingang-
adapters
Uitgan-
gen
Gas Fitting
Lucht G-1/4" R man x G-1/4" R man 0558010163
N2 G-1/4" R man x G-1/4" R man 0558010163
O2 G-1/4" R man x G-1/4" R man 0558010163
CH4 G-1/4" L man x G-1/4" L man 0558010164
Lucht-
gordijn
H-35
(buitenkant)
Argon
(buitenkant)
Lucht G-1/4” R man x “B” lucht/water R man 0558010165
N2 G-1/4" R man x "B" inert gas R vrouw 0558010166
O2 G-1/4" R man x "B" lucht/water R man 0558010167
CH4 G-1/4" L man x "B" brandstof R man 0558010168
Lucht-
gordijn
H-35
(buitenkant)
Argon
(buitenkant)
SG 1/4” NPT x 5/8"-18 L man 0558010223
PG1 1/4” NPT x “B” inert gas R vrouw 74S76
PG2 1/4” NPT x “B” zuurstof R man 3389
Lucht-
gordijn
H-35
(buitenkant)
Argon
(buitenkant)
G-1/4" R man x G-1/4" R man 0558010163
G-1/4" L man x G-1/4" L man 0558010164
G-1/4" R man x G-1/4" R man 0558010163
G-1/4" R man x "B" lucht/water R man 0558010165
G-1/4" L man x "B" brandstof R man 0558010168
G-1/4" R man x "B" inert gas R vrouw 0558010166
1/4” NPT x “B” inert gas L vrouw 11N16
1/8” NPT x “B” brandstof L man 11Z 93
1/8” NPT x “A” inert gas R vrouw 631475
ESAB
ond.nr.
15
Page 16

HOOFDSTUK 2 BESTURINGSKAST BESCHERMGAS
2.6 Oplossen van problemen
De beschermgaskast is uitgerust met twee LED's, die de status van de CAN-busmodule weergeven. De betreffende status van deze LED's wordt in de onderstaande tabel beschreven.
LED Status Betekenis
UIT Uitgeschakeld
Groen
Geel AAN Station is geselecteerd
Bij normale bediening geeft de groene LED aan dat de stroomvoorziening ingeschakeld (AAN) moet zijn. Als het
station is geselecteerd, moet de gele LED altijd branden, terwijl de groene LED knippert: 90% AAN en 10% UIT.
Anders is er een probleem.
10% AAN, 90% UIT Bootloader draait
50% AAN, 50% UIT Applicatie draait
90% AAN, 10% UIT Applicatie draait, CAN is beschikbaar
1. Als de groene LED niet brandt, moet u de ingangsspanning (mannelijke aansluiting) en de zekering
controleren.
2. Als de gele LED niet brandt, maar de groene LED wel, moet u de CAN-busaansluiting controleren.
Zorg dat het station is geselecteerd.
2.7 Reserveonderdelen
De beschermgaskast is in hoge mate geïntegreerd en slechts enkele onderdelen kunnen worden vervangen
door een gekwaliceerde servicemonteur of door de klant. Deze onderdelen vindt u in de onderstaande tabel.
Anders moet de gehele beschermgaskast ter reparatie worden teruggestuurd. Wij raden klanten aan contact op
te nemen met de afdeling Technische ondersteuning voordat men deze kast(en) probeert te repareren.
Itemnr. Beschrijving ESAB-ond.nr.
1 Transformator 0558008612
2 Ventilator 0558008614
3 Zekering - T630mA 250V, 5 x 20mm 0558008613
4
5 Manometer 0558008616
6 Drukregelaar 0558008617
Elektromagn. klep 6240 voor
luchtgordijn
0558008615
16
Page 17

HOOFDSTUK 2 BESTURINGSKAST BESCHERMGAS
6
5
1
4
3
2
17
Page 18

HOOFDSTUK 2 BESTURINGSKAST BESCHERMGAS
18
Page 19

HOOFDSTUK 3 BESTURINGSKAST PLASMAGAS
3.0 Besturingskast plasmagas (0558010156)
OPM.:
De PT-36 snijbrander wordt geleverd met slangen met een zodanige lengte dat de besturingskast van het plasmagas (verder kort plasmagaskast genoemd) op een afstand van max. 2 meter (6,6 feet) van de brander kan
worden gemonteerd. Zorg dat de standaardslangen zodanig worden aangelegd dat ze kunnen buigen en goed
kunnen worden aangesloten voordat ze permanent op de plasmagaskast worden bevestigd.
Als een grotere afstand tussen de snijbrander en besturingskast nodig is, kunnen verlengslangen worden gebruikt om het bereik van de standaard branderslang te vergroten. U kunt verlengslangen bestellen die op de
bestaande slang kunnen worden aangesloten.
BEIDE SLANGEN MOETEN WORDEN BESTELD
Verlengslang, plasmagas, 1 m (3,3 ft.) ESAB onderdeelnr. 0558008996
Verlengslang, beschermgas, 1 m (3,3 ft.) ESAB onderdeelnr. 0558008997
Als langere slangen worden gebruikt, moet de ponstijd worden vergroot en moet een langere inbrengtijd worden gespeciceerd. Dit is noodzakelijk vanwege de extra tijd die vereist is om het N2-startgas uit de slang te
spoelen voordat het O2-snijgas wordt aangetast. Deze toestand ontstaat bij het snijden van koolstofstaal met
zuurstof.
PT-36
m3 CAN
plasmasnij-
brander/
luchtgordijn
Vision 50P
Besturings-
interface
Besturingskast
beschermgas
(Zie onderstaande afbeeldingen van componenten)
Luchtgordijnslang
Beschermgasslang
Voeding
PG1 (lucht/N2/O2)
PG2 (lucht/N2/O2)
H35
ARG
CAN
Overzicht van componenten
K
J
B
C
D
E
F
G
Besturingskast plasmagas - overzicht van componenten
Opm.:
Raadpleeg de bijgevoegde tabellen voor alle beschikbare slangen en kabels.
19
Plasmagasslang
H
plasmagas
Besturingskast
Page 20

HOOFDSTUK 3 BESTURINGSKAST PLASMAGAS
B
G
J
K
C E
F
D
H
20
Page 21

HOOFDSTUK 3 BESTURINGSKAST PLASMAGAS
3.1 Functies en kenmerken
De plasmagaskast regelt de uitgang van het plasmagas (PG) dat is geselecteerd uit de vier gasingangen (argon,
H35, PG1 en PG2). Het wordt gevoed met 24 V (gelijk- en wisselspanning) vanuit de beschermgaskast en ontvangt via CAN-bus direct opdrachten van de CNC.
Net zoals de beschermgaskast, wordt de gasuitgang van de plasmagaskast bewaakt en teruggeleid naar de
CAN-bus voor een zelfdiagnose door de CNC.
Opm.: Voor de vereiste gasspecicaties zie handleiding 0558008682, paragraaf 7.1
* 6.25”
(158, 8 mm)
4.50”
(114, 3 m m)
OPM.:
De CAN-kabel moet apart van de
snijbranderkabels worden
aangelegd.
* 203,2 mm (8.00 ft) inclusief hulpstukken aan
de voor- en achterkant
Gewicht:
4,2 kg (9,15 lbs.)
4.50”
(114, 3 m m)
6.50”
(165,1 mm)
Beschermgasbeugel
(0558010161)
21
Page 22

HOOFDSTUK 3 BESTURINGSKAST PLASMAGAS
Locaties van de montagegaten
van de plasmagaskast
(Onderaanzicht)
M6 x 1
2.52”
(64,0 mm)
0.90”
(22,9 mm)
0.37”
(9,5 mm)
Locaties van de gaten in
de montageplaat van de
plasmagaskast
(0558008793)
0.281
(7,1 m m )
0.313”
(8,0 mm)
4.72”
(120, 0 mm)
4.00”
(101,6 mm)
0.37”
(9,5 mm)
(190, 5 mm)
22
7. 50 ”
Page 23

HOOFDSTUK 3 BESTURINGSKAST PLASMAGAS
3.2 Leidingschema
Ar
H35
N2/O2/lucht
V1
V2
V3
PT1
PT2
PV1
V4
Uitlaatpoort
PT3
Plasmagas
N2/O2/lucht
0,5 mm
Spoelopening
∆P
P
P
1
2
PV2
PT = drukomzetter
PV = mengklep
23
Page 24

HOOFDSTUK 3 BESTURINGSKAST PLASMAGAS
3.3 Elektrisch schema
Con 1
1
2
3
4
CAN
5
6
7
8
Con 2
1
2
3
VOEDING
4
CAN H Uit
CAN L Uit
CAN Massa
CAN H In
CAN L In
NC
NC
NC
24 VAC In
24 VAC In
-24 VDC In
+24 VDC In
CO 1
1
2
3
4
5
6
7
8
9
10
12
11
14
13
15 16
LED 1
24
LED 2
Page 25

HOOFDSTUK 3 BESTURINGSKAST PLASMAGAS
3.4 Aansluitingen
Er zijn twee kabels op de plasmagaskast aangesloten: de ene is 24 V voeding, de andere is CAN. Er zijn vier gasingangen (argon, H35, PG1 en PG2) en één gasuitgang (PG). De gashulpstukken worden hieronder genoemd.
Opm.:
Het chassis moet met de aarde van de machine worden verbonden.
Gas Fitting ESAB ond.nr.
Argon 1/8” NPT x “A” inert gas R vrouw 631475
Ingan-
gen
Uitgang PG
H-35 1/4" NPT x "B" brandstof L man 83390
PG1 1/4" NPT x "B" inert gas R vrouw 74S76
PG2 1/4" NPT x "B" zuurstof R man 83389
Aansluiting, man 0,125 NPT
naar "A"-maat
206 4113
3.5 Oplossen van problemen
De plasmagaskast is voorzien van twee LED's die de status van de kast weergeven. Als de GROENE LED brandt,
betekent dit dat de stroomvoorziening van de kast is ingeschakeld en de snelheid waarmee de LED knippert,
geeft bedrijfsstatus van de kast aan (zie tabel hieronder). Als de groene LED niet brandt, moet u de voedingskabel controleren, waarmee 24 VDC en 24 VAC vanaf de beschermgaskast wordt aangevoerd.
Als de gele LED niet brandt, wordt de kast niet van stroom voorzien of het station is niet geselecteerd.
De plasmagaskast is in hoge mate geïntegreerd en wordt beschouwd als een “black box”. Als een of meer functies van de kast niet meer werken, moet de kast ter reparatie worden teruggestuurd. Neem contact op met de
afdeling Technische ondersteuning voor het oplossen van problemen en RMA-ondersteuning.
LED Status Betekenis
UIT Uitgeschakeld
Groen
Geel AAN Station is geselecteerd
10% AAN, 90% UIT Bootloader draait
50% AAN, 50% UIT Applicatie draait
90% AAN, 10% UIT Applicatie draait, CAN is beschikbaar
25
Page 26

HOOFDSTUK 3 BESTURINGSKAST PLASMAGAS
26
Page 27

HOOFDSTUK 4 RASKAST
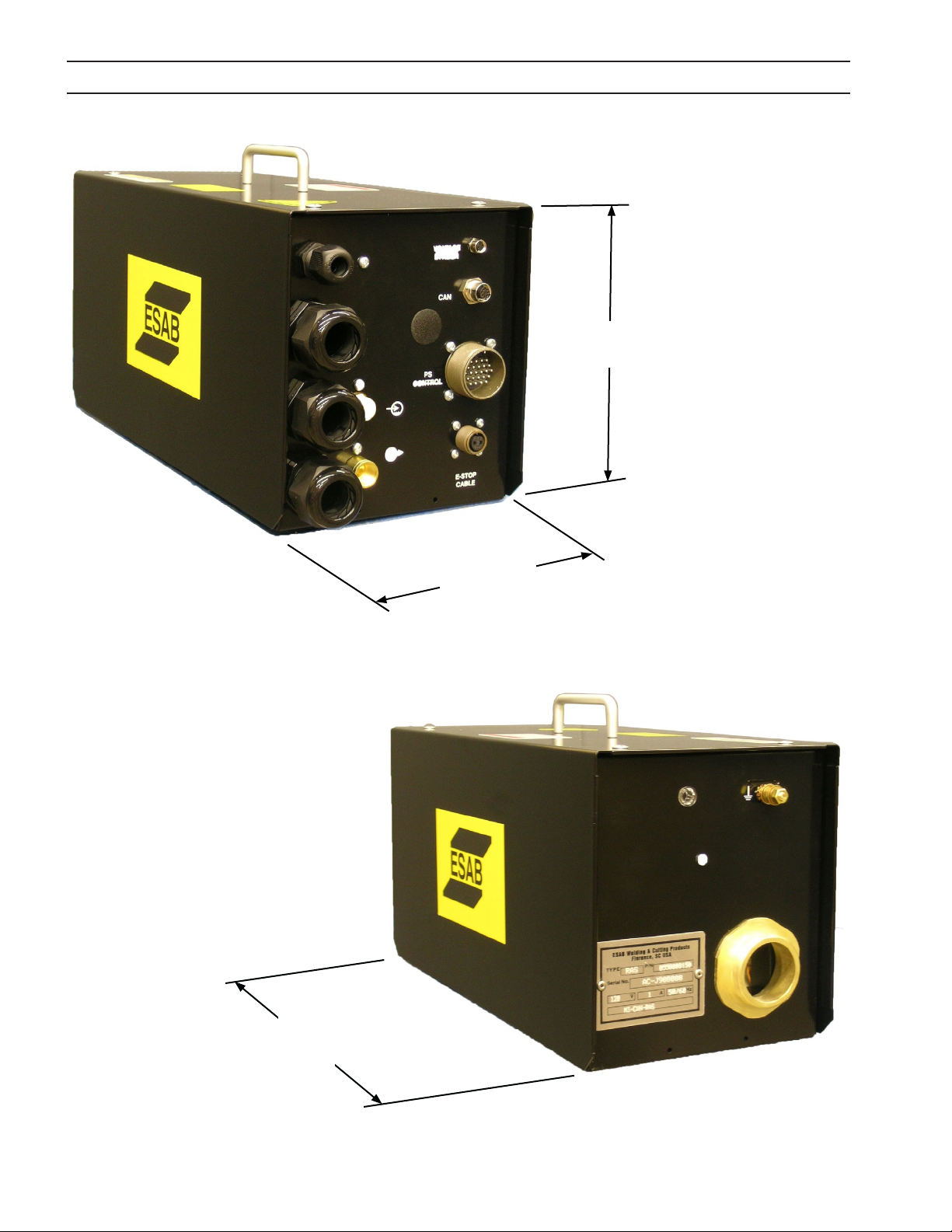
4.0 RAS-kast (0558008150)
Overzicht van componenten
(Zie onderstaande afbeeldingen van componenten)
Voeding
CC-11
Koelvloeistof-
circulatie-
systeem
PS- & CC-stuurkabel
Voedingskabel
Ontstekingsboogkabel
Koelvloeistoftoevoerslang
Koelvloeistofretourslang
Noodstop
Vision 50P
besturingsinterface
of
Relaiskast
snijmachine
CAN
A
B
C
D
E
F
G
Boogstarter
Voeding, ontstekings-
I
boog, koelvloeistof
VDR-kabel
H
AHC /
hefvoorziening
(optie)
PT-36
m3 CAN
plasma-
snijbrander
Relaiskast
snijmachine
Overzicht van componenten - RAS-kast
OPM.: Raadpleeg de bijgevoegde tabellen voor alle beschikbare slangen en kabels.
27
Page 28

HOOFDSTUK 4 RASKAST
De besturingskast van de externe (vlam)boogstarter (Remote Arc Starter Box) wordt meestal aangeduid als RASkast. De RAS-kast fungeert als interface tussen de Vision 50P CNC en de EPP-groep van Plasma Power Supplies,
waarmee de plasmaboog wordt gevormd. De RAS-kast geeft ook feedback over de spanning aan de hefvoorziening van de plasmasnijder. Deze spanning wordt gebruikt om de snijbranderhoogte tijdens het snijden te
regelen, waardoor de snijbrander zich altijd op de juiste hoogte boven het werkstuk bevindt.
De RAS-kast is voorzien van een ACON-module voor communicatie met de CNC en een printplaat met de hoge
frequentie/spanningsdeler, die zorgt voor de ionisatie van de ontstekingsboog en diverse spanningsdelerfuncties heeft voor het regelen van de snijbranderhoogte.
De koelvloeistoeidingen en snijbrandervoedingskabels worden op de RAS-kast aangesloten en fungeren als
een interface tussen de voeding, het koelvloeistofcirculatiesysteem en de brander.
H
GND
B, C
G
A
D
E
Letter Beschrijving
A 24-pins amfenol voedingsaansluiting
B
C
D Koelvloeistonlaat - stroomt naar de snijbrander
Koelvloeistofretour - stroomt vanaf de snijbrander
E
F Noodstop
G 8-pins Can-busaansluiting naar CNC of interface
H
I Snijbranderhuisaansluiting
GND Aardaansluiting van de machine
terug naar het koelvloeistofcirculatiesysteem
3-pins spanningsdeleraansluiting naar de
Trekontlastingen
hefvoorziening
F
I
Opm.:
Het chassis moet met de aarde
van de machine worden
verbonden.
28
Page 29

HOOFDSTUK 4 RASKAST
4.1 Voedingsaansluitingen
1. Om de voeding op de RAS-kast aan te sluiten, moet u de kast eerst openen: verwijder of ontgrendel de dekselschroeven en til het deksel van de kast zodat de interne componenten zichtbaar zijn.
Het deksel is geaard aan de binnenkant van de RAS-kast met een
VOORZICHTIG
2. Om de ontstekingsboog- en voedingskabels aan de RAS-kast te bevestigen, moet u deze door de trekont-
lastingen leiden.
korte beschermingsleiding. Verwijder het deksel voorzichtig om te
voorkomen dat de draad wordt beschadigd of de beschermingsleiding losraakt.
Trekontlastingen
Ontstekingsboogkabel
Voedingskabels
29
Page 30

HOOFDSTUK 4 RASKAST
4.1 Voedingsaansluitingen (vervolg)
Nomex-isolatie
Verzamelrail/-blok
Borgschroef
Aansluiting voor
ontstekingsboogkabel
1. Strip de isolatie van de 95 mm2 (4/0) kabel, ca. 38 mm.
2. Steek de 95 mm2 (4/0) kabel in het gat van de verzamelrail/-blok totdat het koper de rand van de
verzamelrail/-blok raakt.
3. Zorg dat de kabel onder de borgschroef (/-schroeven) zit en draai deze dan vast.
Raadpleeg de onderstaande tabel om het aantal vereiste 95 mm2 (4/0) geleiders te bepalen dat
voor uw toepassing noodzakelijk is.
Stroomsterkte Vereist aantal 1/0-kabels
Tot 200 A 1
Stroomsterkte Vereist aantal 4/0-kabels
Tot 400 A 1
Tot 800 A 2
Tot 1000 A 3
Het voorzichtig strippen van de isolatie van de 95 mm2 (4/0) kabel
LET OP
vergemakkelijkt de montage in de verzamelrail. Spreid en waaier de
koperen geleiders niet uit.
Opm.:
Het chassis moet met de aarde van de machine worden verbonden.
30
Page 31

HOOFDSTUK 4 RASKAST
4.2 Snijbranderaansluitingen
Voor de installatie van de snijbrander moeten voedingskabels, koelvloeistofslangen en de ontstekingsboogkabel worden aangesloten en moet de beschermingsleiding met het chassis worden verbonden. Voor de PT36
snijbrander geldt dat de koelvloeistofslangen vanaf de RAS-kast ook de stroom leveren voor de elektrode.
Voedingskabel-/
Ontstekingsboog-
aansluiting
Massa-
kabelschoen
koelvloeistofaansluitingen
Chassis
beschermings-
leiding
Ontstekingsboog kabel
Voedingskabel-/
koelvloeistof
31
Page 32
HOOFDSTUK 4 RASKAST
* 8.75”
(222,3 mm)
* 9.75” (247.7 mm) inclusief handvat aan de bovenkant
Gewicht:
7. 50 ”
(190, 5 mm)
12,9 kg (28,5 lbs.)
17. 0 0 ”
(431,8 mm)
32
Page 33

HOOFDSTUK 4 RASKAST
4.3 Montage van de RAS-kast
De kast heeft vier M6 x 1 schroefdraadmontagegaten (zie afbeelding hieronder).
Als de schroeven vanaf de onderkant in de kast worden gedraaid, moeten de
VOORZICHTIG
5.00
(127, 00)
schroeven niet zo lang zijn dat ze verder dan 6,35 mm (0,25 inc) buiten de rand
van de interne inwendige schroefdraden uitsteken. Als de schroeven te lang zijn
kunnen ze componenten binnenin de kast belemmeren.
7.50 "
(190 ,5 mm)
(165,1 mm)
6.50"
1.00
(2,54)
3.25"
(82,6 mm)
2.75
(69,85)
13.75
(349,25)
Locaties van de montagegaten van de RAS-kast
(onderaanzicht)
18. 50"
(469,9 mm)
17. 50"
(444,5 mm)
8.75"
(222,3 mm)
Locaties van de gaten in de optionele montageplaat voor de RAS-kast (0558008461)
33
Page 34

HOOFDSTUK 4 RASKAST
4.4 Typische/aanbevolen noodstopaansluiting
Noodstopdraad, M3 CAN System
Voeding
24 VAC circuit
Noodstop
Stuurspanning geleverd
door de kla nt
Contact sl uit als noodstop n iet
is geactiveeerd
Noodstopcircuit
Noodstop naar voeding
Noodstop van voeding
Noodstop
RAS-kast
PS-besturing
Typische klantbedrading
Geef altijd het serienummer aan van het apparaat waarvoor de onderdelen zullen worden gebruikt. Het serienummer is in het typeplaatje van het apparaat gestanst.
Om een goede werking te garanderen, raden wij u aan uitsluitend originele ESAB-onderdelen en -producten
voor dit apparaat te gebruiken. Door het gebruik van niet-ESAB-onderdelen kan uw garantie vervallen.
Reserveonderdelen kunnen bij uw ESAB-distributeur worden besteld.
Zorg dat u eventuele speciale verzendinstructies aangeeft als u reserveonderdelen bestelt.
Raadpleeg de Communicatiegids op de achterkant van deze handleiding voor een lijst met telefoonnummers
voor klanten.
Opm.
Onderdelen afgebeeld in de montagetekening Stuklijst
(achterin deze handleiding) waarvan geen onderdeelnummer is vermeld,
zijn niet verkrijgbaar bij ESAB als een reserveonderdeel en kunnen niet
worden besteld. De beschrijvingen worden alleen ter illustratie afgebeeld.
Koop deze onderdelen bij uw plaatselijke metaalwarenwinkel.
34
Page 35

HOOFDSTUK 5 KABELS EN SLANGEN
5.0 Kabels en slangen
OPM.:
Deze kabel wordt alleen
gebruikt bij een Vision 50P
voor de aansluiting van de
tweede interfacekast.
Gebruik bij meerdere
CAN-aansluitingen op
ESAB-snijmachines kabelnr.
0558008824.
Beschrijving
kabel/slang
CAN-buskabel
CAN-buscrossoverkabel 0,5 m (1,7’) 0558008524
115 / 230 VAC
ingangsvoedingskabel
Voedingskabel plasmagaskast
Elementaire exibele kabel
Beschikbare
lengtes
m (ft.)
1 m (3,3’) 0558008464
2 m (6,5’) 0558008465
3 m (10’) 0558008466
4 m (13’) 0558008467
5 m (16’) 0558008468
6 m (19’) 0558008469
7 m (23’) 0558008470
8 m (26’) 0558008471
9 m (30’) 0558008472
10 m (33’) 0558008473
11 m (36’) 0558008474
12 m (39’) 0558008475
13 m (43’) 0558008476
14 m (46’) 0558008477
15 m (49’) 0558008478
20 m (66’) 0558008479
25 m (82') 0558008809
36 m (118') 0558008480
5 m (16’) 0558008261
10 m (33’) 0558008262
15 m (49') 0558008810
20 m (66’) 0558008811
25 m (82') 0558008812
1,5 m (5’) 0560947079
3 m (10’) 0560947080
4 m (13’) 05609 470 61
5 m (16’) 0560947081
6 m (19’) 0560947062
7 m (23’) 0560947063
8 m (26’) 0560947064
9 m (30’) 0560947065
10 m (33’) 0560947082
12,8 m (42') 0560946780
15 m (49’) 0560947066
20 m (66’) 0560947083
4,6 m (15’) 0560936665
7,6 m (25’) 0560936666
15 m (50’) 0560936667
22,8 m (75’) 0560936668
25 m (82’) 056 094 8159
ESAB
onderdeelnummer
35
Page 36
HOOFDSTUK 5 KABELS EN SLANGEN
5.0 Kabels en slangen (vervolg)
Beschrijving
kabel/slang
Noodstopkabel
Voedingskabel gasregelaars
Beschrijving
kabel/slang
VDR-kabel
Beschikbare
lengtes
m (ft.)
5 m (16’) 0558008329
10 m (33’) 0558008330
15 m (49’) 0558008331
20 m (66') 0558008807
25 m (82') 0558008808
1 m (3,3’) 0560947962
2 m (6,4’) 0560946776
3 m (10’) 0560947964
4 m (13’) 0560947087
5 m (16’) 0560947088
6 m (19’) 0560947089
7 m (23’) 0560947090
Beschikbare
lengtes
m (ft.)
0,5 m (1,7’) 0560947067
1,5 m (5’) 0560947075
3 m (10’) 0560947076
4 m (13’) 0560947068
5 m (16’) 0560947077
6 m (19’) 0560947069
6,1 m (20') 0560946782
7 m (23’) 0560947070
8 m (26’) 0560947071
9 m (30’) 0560947072
10 m (33’) 0560947078
15 m (49’) 0560947073
20 m (66’) 0560 947074
25 m (82') 0560946758
ESAB
onderdeelnu m
mer
ESAB
onderdeelnummer
36
Page 37

HOOFDSTUK 5 KABELS EN SLANGEN
Beschrijving
kabel/slang
Ontstekingsboogkabel
Beschrijving
snijbrander
PT-36 m3 CAN
plasmasnijbrander
Beschikbare
lengtes
m (ft.)
1,4 m (4,5’) 0558008310
1,8 m (6’) 0 5580 0 8 311
3,6 m (12’) 0558008312
4,6 m (15’) 0558008313
5,2 m (17’) 0558008314
6,1 m (20’) 05580 08315
7,6 m (25’) 0558008316
4,5 m (14,5’) 0558 0 0 8317
Beschikbare
lengtes
m (ft.)
1,4 m (4,5’) 0558008301
1,8 m (6’) 0558008302
3,6 m (12’) 0558008303
4,3 m (14’) 0558008308
4,6 m (15’) 0558008304
5,2 m (17’) 0558008305
6,1 m (20’) 0558008306
7,6 m (25’) 0558008307
ESAB
onderdeelnummer
ESAB
onderdeelnummer
Beschrijving
snijbrander
P2 stuurkabel
37
Beschikbare
lengtes
m (ft.)
7,6 m (25’) 0558004651
10 m (33’) 0558008360
15 m (50’) 0558004652
22,8 m (75’) 0558004653
30,5 m (100’) 0558004654
40 m (131’) 0558003978
45,7 m (150’) 0558004655
50 m (164’) 0558008355
60 m (200’) 0558008356
ESAB
onderdeelnummer
Page 38

HOOFDSTUK 5 KABELS EN SLANGEN
5.0 Kabels en slangen (vervolg)
Kabels/slangen van beschermgaskast naar plasmagaskast
Beschrijving
kabel/slang
N2 / PG-1 slang
Beschrijving
kabel/slang
O2 / PG-2 slang
Beschikbare
lengtes
m (ft.)
3 m (10’) 0558008443
4 m (13’) 0558008357
5 m (16’) 0558006090
6 m (20’) 0558006091
7 m (23’) 0558006092
8 m (26’) 0558006093
9 m (30’) 0558006094
10 m (33’) 0558006095
15 m (50’) 0558006100
Beschikbare
lengtes
m (ft.)
3 m (10’) 0558008446
4 m (13’) 0558008358
5 m (16’) 0558006107
6 m (20’) 055800 6108
7 m (23’) 055800 6109
8 m (26’) 055 8 006110
9 m (30’) 055 8 0 06111
10 m (33’) 0558 006112
15 m (50’) 055800 6117
ESAB
onderdeelnummer
ESAB
onderdeelnummer
38
Page 39
HOOFDSTUK 5 KABELS EN SLANGEN
Kabels/slangen van beschermgaskast naar plasmagaskast
Beschrijving
kabel/slang
H35 / CH4 slang
Beschrijving
slang
Koelvloeistofslang
Beschikbare
lengtes
m (ft.)
3 m (10’) 0558010193
4 m (13’) 0558010194
5 m (16’) 0558010195
6 m (20’) 0558010196
7 m (23’) 0558010197
8 m (26’) 0558010198
9 m (30’) 0558010199
10 m (33’) 0558010200
15 m (50’) 0558010201
Beschikbare
lengtes
m (ft.)
5 m (16') 0558005246
10 m (33') 0558005563
15 m (49') 0558005564
20 m (66') 0558005565
30 m (98') 0558005247
40 m (131') 0558005248
50 m (164') 0558005567
60 m (196') 0558005249
ESAB
onderdeelnummer
ESAB
onderdeelnummer
39
Page 40

HOOFDSTUK 5 KABELS EN SLANGEN
5.0 Kabels en slangen (vervolg)
Kabels/slangen van beschermgaskast naar plasmagaskast
Beschrijving
kabel/slang
Argonslang
Beschrijving
kabel/slang
Lucht-/beschermgasslang
Beschikbare
lengtes
m (ft.)
3 m (10’) 0558010182
4 m (13’) 0558010183
5 m (16’) 0558010184
6 m (20’) 0558010185
7 m (23’) 0558010186
8 m (26’) 0558010187
9 m (30’) 0558010188
10 m (33’) 0558010189
15 m (50’) 0558010190
Beschikbare
lengtes
m (ft.)
3 m (10’) 0558010171
4 m (13’) 0558010172
5 m (16’) 0558010173
6 m (20’) 0558010174
7 m (23’) 0558010175
8 m (26’) 0558010176
9 m (30’) 0558010177
10 m (33’) 0558010178
15 m (50’) 0558010179
ESAB
onderdeelnummer
ESAB
onderdeelnummer
40
Page 41
HOOFDSTUK 5 KABELS EN SLANGEN
Kabels/slangen van beschermgaskast naar plasmagaskast
Beschrijving
kabel/slang
Luchtgordijnslang
Beschikbare
lengtes
m (ft.)
3 m (10’) 0558010205
4 m (13’) 0558010207
5 m (16’) 0558010208
6 m (20’) 0558010209
7 m (23’) 0558010210
8 m (26’) 0 558010211
9 m (30’) 0558 010212
10 m (33’) 0558010213
15 m (50’) 0558010214
onderdeelnummer
Slangen van plasmagaskast naar luchtgordijn
Beschrijving
kabel/slang
Luchtgordijnslang
Beschikbare
lengtes
m (ft.)
2,3 m (7,5’) 0558010204
3,4 m (11’) 0558010206
onderdeelnummer
ESAB
ESAB
41
Page 42

HOOFDSTUK 5 KABELS EN SLANGEN
42
Page 43

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
6.1 Algemeen
De PT-36 gemechaniseerde Plasmarc-snijbrander is een plasmaboogsnijbrander, waarvan de componenten in
de fabriek zijn gemonteerd en waardoor een uitstekende concentriciteit van de snijbrandercomponenten en
consistente snijnauwkeurigheid worden verkregen. Daarom kan het snijbranderhuis niet in de praktijk worden
gedemonteerd en weer gemonteerd. Alleen het voorste uiteinde van de snijbrander heeft componenten die
kunnen worden vervangen.
6.2 Toepassingsgebied
Het doel van deze handleiding is de gebruiker alle informatie te geven die nodig is voor de installatie en de bediening
van de PT-36 gemechaniseerde Plasmarc-snijbrander. Verder wordt technisch referentiemateriaal verstrekt als hulp bij het
oplossen van problemen met het snijsysteem.
6.3 Beschikbare pakketopties
PT-36 pakketopties zijn verkrijgbaar via uw ESAB-dealer. Zie het gedeelte Reserveonderdelen voor de onderdeelnummers.
BSCHRIJVINGEN VAN PT-36 SNIJBRANDERS ONDERDEELNUMMER
PT-36 snijbrander 1,4 m (4,5 ft) 0558008301
PT-36 snijbrander 1,8 m (6 ft) 0558008302
PT-36 snijbrander 3,6 m (12 ft) 0558008303
PT-36 snijbrander 4,3 m (14 ft) Mini-Bevel 0558008308
PT-36 snijbrander 4,6 m (15 ft) 0558008304
PT-36 snijbrander 5,2 m (17 ft) 0558008305
PT-36 snijbrander 6,1 m (20 ft) 0558008306
PT-36 snijbrander 7,6 m (25 ft) 0558008307
43
Page 44

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
6.4 Optionele accessoires:
Luchtbeldemper - Bij gebruik in combinatie met een waterpomp die water recircu-
leert vanaf de tafel en bij gebruik van perslucht, maakt dit onderdeel een luchtbel,
waardoor een PT-36 Plasmarc-snijbrander onder water kan worden gebruikt zonder
dat daarbij de snijkwaliteit aanzienlijk wordt verminderd. Daardoor kan het ook boven
water worden gebruikt omdat de stroming door de demper dampen, geluid en boogUV-straling vermindert.
(voor installatie-/bedieningsinstructies zie handleidingnr. 0558006722) ...............37439
Luchtgordijn - Als dit onderdeel van perslucht wordt voorzien, kan het de prestatie
van de PT-36 Plasmarc-snijbrander verhogen bij onderwatersnijden. Het onderdeel
wordt op de snijbrander gemonteerd en produceert een luchtgordijn. Daardoor kan
de plasmaboog in een relatief droge zone worden gebruikt, zelfs als de snijbrander is
ondergedompeld om geluid, dampen en boogstraling te verminderen. Mag alleen
voor onderwatertoepassingen worden gebruikt.
(voor installatie-/bedieningsinstructies zie handleidingnr. 0558006404) ...............374 40
Snellader, handbediend ..................................................................................055800616 4
OPM.:
Kan niet worden gebruikt met mondstukken met ventilatieopening.
44
Page 45
HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
6.4.1 Verbruiksmaterialensets voor de PT-36 snijbrander
PT-36 reparatie- en accessoireset ..............................................................................0558005221
PT-36 200A startset .....................................................................................................0558010622
PT-36 360A startset .....................................................................................................0558010623
PT-36 450A startset .....................................................................................................0558010624
PT-36 600A startset .....................................................................................................0558010625
PT-36 H35 startset voor zware platen ........................................................................ 0558005225
45
Page 46

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
46
Page 47
HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
6.5 PT-36 Technische specicaties
7. 5 4 "
(191, 5 mm)
6.17"
(156,7 mm)
Alleen vastklemmen op een geïsoleerde snijbran-
derhuls niet kleiner dan 31,7 mm (1,25 inch) vanaf
het snijbranderuiteinde van de huls.
(231,9 mm)
10.50" (266,7 mm)
hulslengte
OPM.:
2.00"
(50,8 mm)
9.13"
6.5.1 Aanbevolen regelaars
Voor vloeibare cilinder:
O2 : R-76-150-540LC .............................................................................................Onderdeelnr. 19777
N2 : R-76-150-580LC .............................................................................................Onderdeelnr. 19977
Voor hogedrukcilinder:
O2 : R-77-150-540 ............................................................................................... Onderdeelnr. 998337
Ar & N2 : R-77-150-580 ....................................................................................... Onderdeelnr. 998344
H2 & CH4 : R-77-150-350 .................................................................................. Onderdeelnr. 998342
Industriële lucht: R-77-150-590 ................................................................... Onderdeelnr. 998348
Voor station/pijleiding:
O2 : R-76-150-024 ..................................................................................................Onderdeelnr. 19151
Ar & N2 : R-76-150-034 ..........................................................................................Onderdeelnr. 19155
Lucht, H2, & CH4 : R-6703 ....................................................................................Onderdeelnr. 22236
47
Page 48

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
6.5.2 Technische specicaties van PT-36 snijbrander
Type: watergekoelde, voor dubbel gas bestemde, gemechaniseerde Plasmarc-snijbrander
Nominale stroomsterkte: 1.000 A bij 100% arbeidscyclus
Montagediameter: 50,8 mm (2 inch)
Snijbranderlengte zonder kabels: 42 cm (16,7 inch)
Nominale spanning volgens IEC 60974-7: 500 V piekspanning
Aanslagspanning (maximumwaarde van de HOOGFREQUENTE spanning): 8.000 VAC
Minimum koelvloeistofdebiet: 5,9 L/min (1,3 GPM)
Minimum koelvloeistofdruk bij de inlaat: 12,1 bar (175 psig)
Maximum koelvloeistofdruk bij de inlaat: 13,8 bar (200 psig)
Toegestane nominale minimumwaarde van de koelvloeistofrecirculator:
4,9 kW (16,830 BTU/H) bij hoge koelvloeistoftemperatuur - omgeving = 25 °C (45 °F) en 6 L/min (1,6 USGPM)
Veilige maximum gasdruk bij inlaten naar de snijbrander: 8,6 bar (125 psig)
Veiligheidsvergrendelingen: Deze snijbrander is bestemd voor gebruik in combinatie met ESAB Plasmarc-snijsystemen
en -regelaars, waarbij gebruik wordt gemaakt van een waterdebietschakelaar in de koelvloeistofretourleiding vanaf de
snijbrander. Door het verwijderen van de opsluitdop van het mondstuk voor onderhoud van de snijbrander, wordt het
koelvloeistofretourpad onderbroken.
48
Page 49

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
6.6 Aansluiting van snijbrander op plasmasysteem
Raadpleeg de systeemhandleiding en de handleiding voor de plasma-/beschermgaskast.
GEVAAR
Elektrische schokken kunnen dodelijk zijn!
•Schakel de primaire voeding uit voordat u veranderingen aanbrengt.
•Schakel de primaire voeding uit voordat u onderhoud aan de
systeemonderdelen uitvoert.
•
Raak de snijbranderonderdelen aan het voorste uiteinde (mondstuk,
opsluitdop etc.) niet aan zonder de primaire voeding uit te schakelen.
voedingskabels
6.6.1 Aansluiting op de RAS-kast
De PT-36 heeft twee watergekoelde voedingskabels, die op de negatieve uitgang van de voeding moeten worden aangesloten. De rechter 7/16-20 tting bevindt zich op de kabel voor de koelvloeistofaanvoer naar de snijbrander. De linker 7/16-20 tting bevindt zich op de kabel voor de koelvloeistofretour vanaf de snijbrander. Deze
twee kabels hebben een groen/gele draad, die op het hieronder afgebeelde aardpunt moet worden aangesloten.
De ontstekingsboogkabel wordt aangesloten op de RAS-kast (zie handleiding voor de plasma-/beschermgaskast). Ook de ontstekingsboogkabel heeft een groen/gele draad, die op een aardpunt is aangesloten.
49
Page 50

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
6.7 Aansluiting van snijbrander op machine
Raadpleeg de machinehandleiding.
BIJ VASTKLEMMEN OP HET SNIJBRANDERHUIS KAN EEN GEVAAR
WAARSCHUWING
Monteer snijbrander hier
op de geïsoleerde huls.
Monteer snijbrander
NIET hier op het stalen snijbranderhuis.
LIJKE STROOM DOOR HET MACHINECHASSIS STROMEN.
• Monteer de snijbrander niet op het stalen snijbranderhuis.
• Het snijbranderhuis is weliswaar elektrisch geïsoleerd, maar
een hoogfrequente startstroom kan naar de aarding doorslaan.
• Door vastklemmen in de buurt van het snijbranderhuis kan
vonkontlading tussen het snijbranderhuis en de machine
ontstaan.
• Bij een dergelijke vonkontlading is het mogelijk dat het snijbranderhuis moet worden vervangen, wat niet onder de garantie valt.
• Machineonderdelen kunnen worden beschadigd.
• Klem de snijbrander alleen vast op een geïsoleerde snijbran-
derhuls (direct boven de sticker) niet kleiner dan 31,75 mm
(1,25 inch) vanaf het snijbranderuiteinde van de huls.
• De PT-36 snijbrander heeft een buitendiameter van 50 mm
voor standaardmontage.
50
Page 51

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
GEVAAR
Gevaar voor waterstofexplosie. Lees het volgende voordat u probeert met een watertafel te
snijden.
Een gevaar bestaat telkens als een watertafel wordt gebruikt voor plasmaboogsnijden. Ernstige explosies zijn het gevolg
van opeenhoping van waterstof onder de plaat die wordt gesneden. Deze explosies hebben voor duizenden euro's aan
materiële schade veroorzaakt en kunnen leiden tot persoonlijk of dodelijk letsel. Uit de beste, momenteel beschikbare
informatie blijkt dat drie mogelijke bronnen van waterstof aanwezig zijn in watertafels:
1. Gesmolten metaalreactie
De meeste waterstof komt vrij door een snelle reactie van gesmolten metaal uit de snijvoeg in het water, waarbij
metaaloxiden worden gevormd. Deze reactie verklaart waarom bij reactieve metalen met een grotere aniteit voor
zuurstof, zoals aluminium en magnesium, grotere hoeveelheden waterstof vrijkomen tijdens het snijden dan bij ijzer
of staal. Het grootste gedeelte van deze waterstof komt direct aan het oppervlak, maar een klein gedeelte zal blijven
hangen aan kleine metalen deeltjes. Deze deeltjes slaan neer op de bodem van de watertafel en de waterstof zal
geleidelijk aan naar het oppervlak omhoogborrelen.
2. Langzame chemische reactie
Waterstof kan ook ontstaan door de langzamere chemische reacties van koude metalen deeltjes met het water, onge-
lijke metalen of chemische stoen in het water. De waterstof borrelt geleidelijk aan omhoog naar het oppervlak.
3. Plasmagas
Waterstof kan ook van plasmagas komen. Bij een stroomsterkte van meer dan 750 A wordt H-35 als snijgas gebruikt.
Dit gas bevat 35% waterstof (volumepercentage) en in totaal ca. 3,54 m3/h (125 cfh) waterstof zal vrijkomen.
Ongeacht de bron kan het waterstofgas zich ophopen in insluitingen die worden gevormd door de plaat die wordt
gesneden en ribben op de tafel of insluitingen van de kromgetrokken platen. Waterstof kan zich ook ophopen onder
de slakbak of zelfs in het luchtreservoir, als de tafel daarmee is uitgerust. De waterstof, bij aanwezigheid van zuurstof
of lucht, kan dan worden ontstoken door de plasmaboog of een vonk van een of andere bron.
4. Volg deze procedures om waterstofvorming en -opeenhoping te verminderen:
A. Verwijder de slak (met name jne deeltjes) regelmatig van de bodem van de tafel. Vul de tafel met schoon wa-
ter.
B. Laat platen niet 's nachts of in het weekend op de tafel liggen.
C. Als een watertafel een aantal uren niet is gebruikt, schud deze dan op de een of andere manier voordat de
eerste plaat erop wordt gelegd. Daardoor zal opgehoopte waterstof in het afval losbreken en zich verspreiden
voordat het wordt ingesloten door een plaat op de tafel. Dit kan worden bereikt door de eerste plaat met een
kleine schok op de tafel te leggen, en vervolgens de plaat op te tillen zodat waterstof kan ontsnappen, voordat
de plaat denitief wordt neergelegd om te worden gesneden.
D. Installeer bij bovenwatersnijden ventilatoren om de lucht tussen de plaat en het wateroppervlak te laten circu-
leren.
E. Roer bij onderwatersnijden het water onder de plaat om opeenhoping van waterstof te voorkomen. Dit kan
worden bereikt door het water met perslucht te beluchten.
F. Wijzig, indien mogelijk, het waterpeil tussen snijwerkzaamheden zodat opgehoopte waterstof zich kan versprei-
den.
G. Houd de pH-waarde van het water op ca. 7 (neutraal). Daardoor wordt de snelheid van de chemische reactie
tussen water en metalen verlaagd.
51
Page 52
HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
WAARSCHUWING
Ontplongsgevaar door plasmasnijden van aluminium/lithiumlegeringen!
Aluminium/lithium (Al-Li) legeringen worden in de luchtvaartindustrie gebruikt vanwege de 10% gewichtsbesparing ten
opzichte van traditionele aluminiumlegeringen. Uit diverse rapporten blijkt dat gesmolten Al-Li-legeringen explosies
kunnen veroorzaken als ze in contact komen met water. Daarom moet plasmasnijden van deze legeringen niet worden
geprobeerd in aanwezigheid van water. Deze legeringen mogen alleen droog worden gesneden op een droge tafel. Alcoa
heeft vastgesteld dat "droog" snijden op een droge tafel veilig is en goede snijresultaten oplevert. NIET droog snijden
boven water. NIET waterjetsnijden.
Hieronder worden enkele momenteel beschikbare Al-Li-legeringen genoemd:
Alithlite (Alcoa) X8192 (Alcoa)
Alithally (Alcoa) Navalite (Amerikaanse marine)
2090 Alloy (Alcoa) Lockalite (Lockhead)
X8090A (Alcoa) Kalite (Kaiser)
X8092 (Alcoa) 8091 (Alcan)
Voor meer gedetailleerde informatie en informatie over het veilige gebruik gezien de gevaren die verband houden met
deze legeringen, dient u contact op te nemen met uw aluminiumleverancier.
WAARSCHUWING
Olie en vet kunnen hevig branden!
• Gebruiknooitolieofvetvoordezesnijbrander.
• Hanteerdesnijbranderalleenmetschonehandenopeenschoonoppervlak.
• Gebruikeensiliconensmeermiddelalleenalsditwordtvoorgeschreven.
•
Olie en vet kunnen gemakkelijk ontsteken en hevig branden bij aanwezigheid van zuurstof onder druk.
WAARSCHUWING
Gevaar voor waterstofexplosie.
Niet onderwatersnijden met H-35! Gevaarlijke ophoping van waterstofgas in de watertafel is mogelijk.
Waterstofgas is uiterst explosief. Verlaag het waterpeil tot minimaal 10 cm onder het werkstuk. Schud de
plaat en verplaats de lucht en het water regelmatig om opeenhoping van waterstofgas te voorkomen.
WAARSCHUWING
Vonkgevaar.
Warmte, spetters en vonken kunnen brand en brandwonden veroorzaken.
• Snijnietindebuurtvanbrandbaarmateriaal.
• Snijgeencontainersdieeerderbrandbarestoen/gassenbevatten.
• Haaleventuelebrandbarestoenuituwzakken(bijv.butaanaansteker).
• Deontstekingsboogkanbrandwondenveroorzaken.Houdhetmondstukvandesnijbranderuitde
buurt van uzelf en anderen als u met plasmasnijden begint.
• Draagdejuisteoog-enlichaamsbescherming.
• Draagkaphandschoenen,veiligheidsschoeneneneenhelm.
• Draagbrandvertragendekledingdieallelichaamsdelenafdekt.
• Draagbroekenzonderomslagenzodatvonkenenslakzichnietdaarinkunnenophopen.
52
Page 53

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
6.8 Installatie
• Selecteer de gewenste situatie uit de procesgegevens (SDP-bestand) en installeer de aanbevolen
onderdelen aan het voorste uiteinde van de snijbrander (mondstuk, elektrode etc.). Zie de procesgegevens voor onderdelen en instellingen.
• Plaats de snijbrander boven het materiaal op de gewenste startplaats.
• Zie Voedingshandleiding voor de juiste instellingen.
• Zie Debietregelingshandleiding voor de gasregelprocedures.
• Zie de handleidingen voor de besturingskasten en machine voor de startprocedures.
6.8.1 Spiegelsnijden
Voorspiegelsnijdenzijneen omgekeerdewervelgasstuwbuisenomgekeerdediuservereist.Dezeomgekeerde
onderdelen zullen het gas in tegenovergestelde richting “wervelen”, waardoor de “goede” kant van de snede wordt
omgekeerd.
Omgekeerde 4 x 0,032 stuwbuis OND.NR. 0558002534
Omgekeerde 8 x 0,047 stuwbuis OND.NR. 0558002530
Omgekeerdediuser OND.NR. 0004470115
6.9 Snijkwaliteit
6.9.1 Inleiding
Factoren die van invloed zijn op de snijkwaliteit zijn onderling afhankelijk. Door wijziging van een variabele kunnen alle andere worden beïnvloed. Het kan dan moeilijk zijn om een oplossing te bepalen. De volgende handleiding biedt mogelijke oplossingen voor verschillende ongewenste snijresultaten. Begin met het selecteren van
de meest prominente variabele:
6.9.2 Snijhoek, negatief of positief
6.9.3 Snijvlakheid
6.9.4 Oppervlakteafwerking
6.9.5 Slak
6.9.6 Maatnauwkeurigheid
Meestal zorgen de aanbevolen snijparameters voor optimale snijkwaliteit, maar soms verschillen de condities
zodanig dat geringe wijzigingen noodzakelijk zijn. Als dat het geval is:
• Breng kleine stapsgewijze veranderingen/correcties aan.
• Pas de boogspanning aan in stappen van 5 V, omlaag of omhoog.
• Pas de snijsnelheid 5% of minder aan totdat de condities verbeteren.
53
Page 54

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
Voordat u EVENTUELE correcties probeert aan te brengen, moet u de
VOORZICHTIG
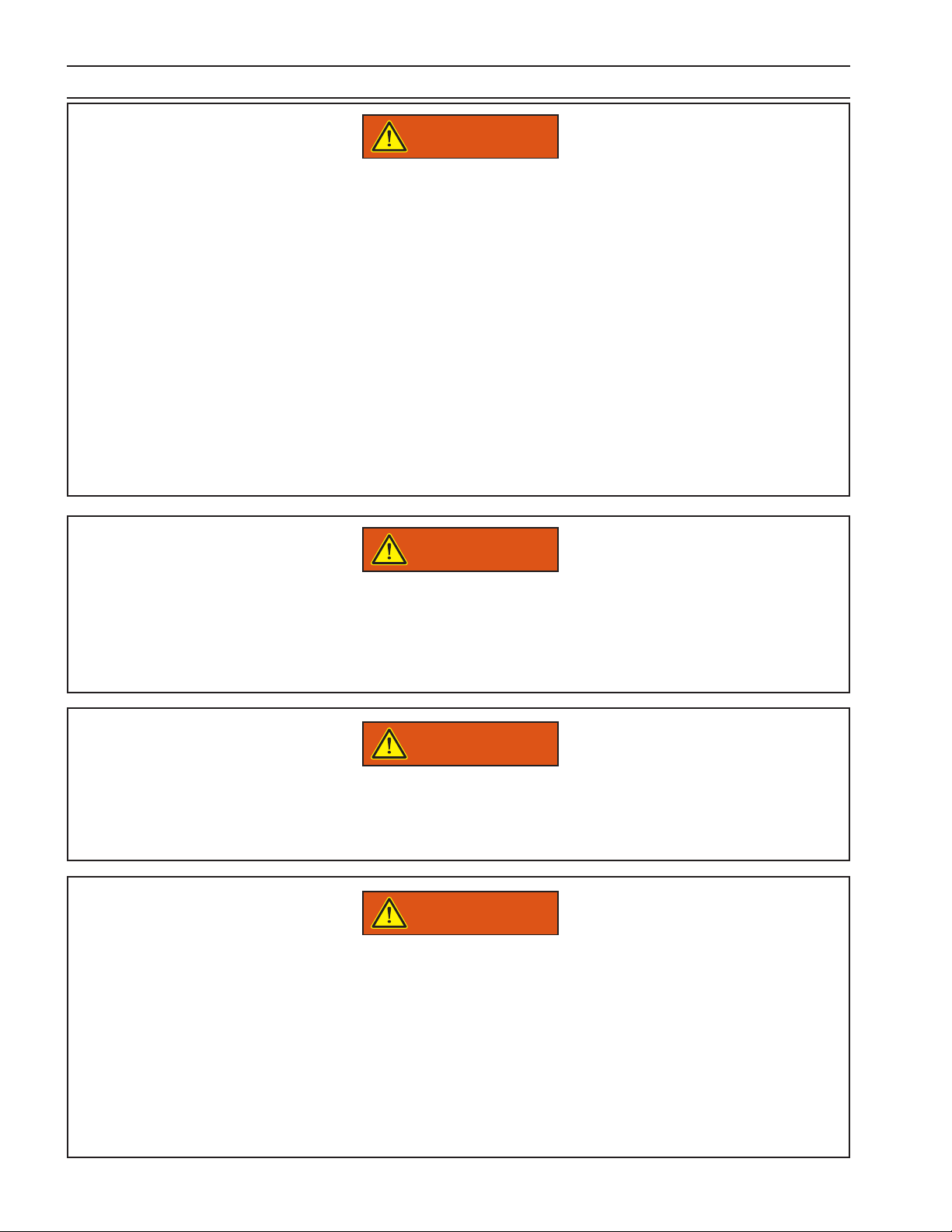
6.9.2 Snijhoek
Negatieve snijhoek
Bovenkant is groter dan onderkant.
• Niet goed uitgelijnde snijbrander
• Gebogen of kromgetrokken materiaal
• Versleten of beschadigde verbruiksmaterialen
• Lage stando (boogspanning)
• Lage snijsnelheid (bewegingssnelheid machine)
snijvariabelen vergelijken met de aanbevolen fabrieksinstellingen/
nummers van verbruiksmaterialen zoals genoemd onder Procesgegevens.
Deel
Positieve snijhoek
Bovenkant is kleiner dan onderkant.
• Niet goed uitgelijnde snijbrander
• Gebogen of kromgetrokken materiaal
• Versleten of beschadigde verbruiksmaterialen
• Hoge stando (boogspanning)
• Lage snijsnelheid
• Hoge of lage stroom. (Zie Procesgegevens voor
aanbevolen stroomsterkte voor specieke
mondstukken).
Omlaagval-
lend stuk
Omlaagval-
lend stuk
Deel
Deel
Deel
54
Page 55
HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
6.9.3 Snijvlakheid
Boven- en onderkant afgerond. Dit komt meestal voor als het
materiaal 6,4 mm (0,25 inch) dik of minder is.
• Hoge stroom voor de betreende materiaaldikte
(zie Procesgegevens voor juiste instellingen).
Bovenrand ondersneden
• Lage stando (boogspanning)
Omlaagval-
lend stuk
Omlaagval-
lend stuk
Deel
Deel
55
Page 56

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
6.9.4 Oppervlakteafwerking
Door proces veroorzaakte ruwheid
Snijvlak is consistent ruw. Kan al of niet beperkt zijn tot één
as.
• Verkeerd beschermgasmengsel (zie Procesgegevens).
• Versleten of beschadigde verbruiksmaterialen.
Door machine veroorzaakte ruwheid
Kan moeilijk te onderscheiden zijn van door proces veroorzaakte ruwheid. Vaak beperkt tot slechts één as. Ruwheid is inconsistent.
• Vuile rails, wielen en/of rondsel/tandheugelstuur-
• inrichting. (Zie gedeelte Onderhoud in de ma-
chinebedieningshandleiding).
• Aanpassing sledewiel
6.9.5 Slak
Slak is een bijproduct van het snijproces. Het is ongewenst materiaal dat op het deel achterblijft. In de meeste gevallen kan slak
worden verminderd of geëlimineerd door een goede instelling
van de snijbrander en snijparameters. Zie procesgegevens.
Bovenaan-
zicht
Door proces
veroorzaakte
ruwheid
Nalooplijnen
Snijvlak
of
Door machine
veroorzaakte
ruwheid
Snijvlak
Rollover
Slak door hoge snelheid
Materiaallasnaad of rollover (overslaan) op onderste oppervlak
langs snijvoeg. Moeilijk te verwijderen. Slijpen of weghakken kan
noodzakelijk zijn. “S”-vormige nalooplijnen.
• Hoge stando (boogspanning)
• Hoge snijsnelheid
Slak door lage snelheid
Vormt zich als bolletjes op de onderkant langs de snijvoeg.
Gemakkelijk te verwijderen.
• Lage snijsnelheid
56
Zijaanzicht
Snijvlak
Nalooplijnen
Bolletjes
Zijaanzicht
Page 57
HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
De aanbevolen snijsnelheid en boogspanning zullen in de meeste
gevallen optimale snijresultaten opleveren. Kleine stapsgewijze
aanpassingen kunnen noodzakelijk zijn vanwege de kwaliteit en
VOORZICHTIG
Slak aan de bovenkant
Verschijnt als spetters bovenop het materiaal. Meestal gemakkelijk te
verwijderen.
• Hoge snijsnelheid
• Hoge stando (boogspanning)
Afwisselende slak
Verschijnt aan de boven- of onderkant langs snijvoeg. Niet-continu. Kan
voorkomen als een willekeurige slakvorm.
• Wellicht versleten verbruiksmaterialen
temperatuur van het materiaal en een specieke legering. De gebruiker dient er zich bewust van te zijn dat alle snijvariabelen elkaar
beïnvloeden. Verandering van de ene variabele heeft invloed op alle
andere variabelen, waardoor de snijkwaliteit kan verminderen. Start
altijd met de aanbevolen instellingen.
Zijaanzicht
Spetters
Andere factoren die slak beïnvloeden:
• Materiaaltemperatuur
• Ernstige walshuid of roest
• Legeringen met veel koolstof
Snijvlak
Voordat u EVENTUELE correcties probeert aan te brengen, moet u de
VOORZICHTIG
snijvariabelen vergelijken met de aanbevolen fabrieksinstellingen/nummers van verbruiksmaterialen zoals genoemd in de Procesgegevens.
6.9.6. Maatnauwkeurigheid
Meestal wordt de optimale maatnauwkeurigheid verkregen als de laagst mogelijke snelheid (binnen passende grenzen)
wordt gebruikt. Kies verbruiksmaterialen die een lagere boogspanning en lagere snijsnelheid mogelijk maken.
LET OP
De aanbevolen snijsnelheid en boogspanning zullen optimale snijresultaten opleveren.
Kleine stapsgewijze aanpassingen kunnen noodzakelijk zijn vanwege de kwaliteit en temperatuur van het materiaal
en een specieke legering. De gebruiker dient er zich bewust van te zijn dat alle snijvariabelen elkaar beïnvloeden.
Verandering van de ene variabele heeft invloed op alle andere variabelen, waardoor de snijkwaliteit kan verminderen.
Start altijd met de aanbevolen instellingen. Voordat u EVENTUELE correcties probeert aan te brengen, moet u de snijvariabelen vergelijken met de aanbevolen fabrieksinstellingen/nummers van verbruiksmaterialen zoals genoemd in
de Procesgegevens.
57
Page 58

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
6.10 Flowkanalen van de snijbrander
Ontstekingsboog
Beschermgas In
Plasmagas In
Ontstekingsboog
58
Water In
Water Uit
Page 59
HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
6.11 Inleiding
Slijtage van snijbranderonderdelen is een normaal verschijnsel bij plasmasnijden. Het starten van een plasmaboog is een erosief proces zowel voor de elektrode als voor het mondstuk. De onderdelen van de PT-36 snijbrander moeten regelmatig worden gecontroleerd en vervangen om de snijkwaliteit en consistente afmetingen van
het te snijden deel te behouden.
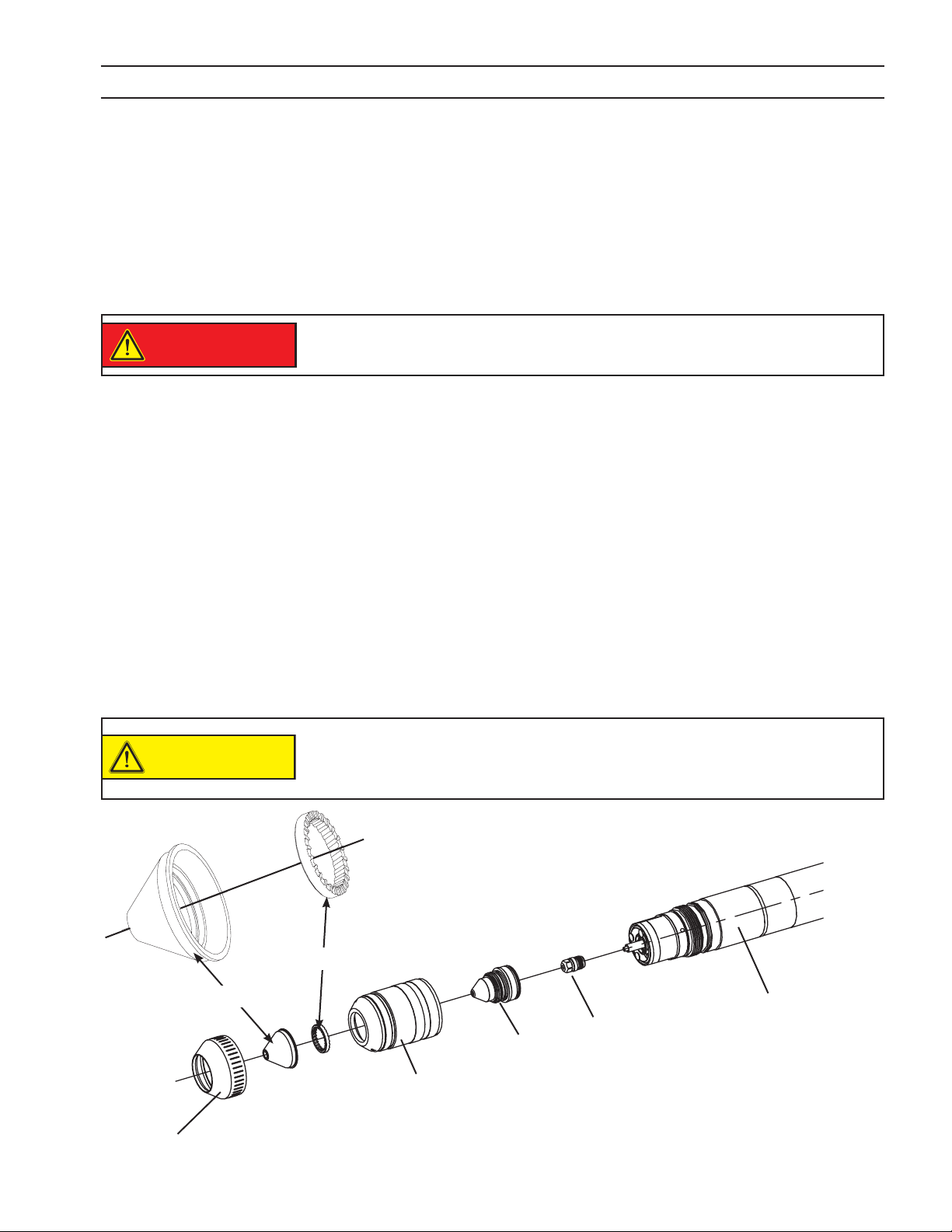
6.12 Demontage van het voorste uiteinde van de snijbrander
GEVAAR
1. Verwijder de afschermdophouder.
EEN HETE SNIJBRANDER VEROORZAAKT BRANDWONDEN OP DE HUID!
LAAT DE SNIJBRANDER AFKOELEN VOORDAT U MET HET ONDERHOUD BEGINT.
OPM.:
Als de afschermdophouder moeilijk kan worden verwijderd, probeer dan eerst de opsluitdop
van het mondstuk strakker aan te draaien om de druk op de afschermdophouder te verlagen.
2. Controleer de bij elkaar passende metalen oppervlakken van de afschermdop en de afschermdophouder
op inkepingen of vuil, waardoor deze twee delen mogelijk geen goed metaal-op-metaal-contact kunnen
maken. Let op putjes of tekenen van vonkontlading aan de binnenkant van de afschermdop. Let op tekenen
van smelten van de tip van de afschermdop. Vervang deze indien ze beschadigd zijn.
3. Controleer de diuser op vuil en verwijder dit, indien nodig. De groeven aan de bovenkant kunnen slijten, met
negatieve gevolgen voor het gasvolume. Vervang dit onderdeel om de andere vervanging van de afschermdop. Vanwege de hitte bij het snijden van vele kleine onderdelen op een geconcentreerde plaats of bij het
snijden van materiaal groter dan 19,1 mm (0,75 inch), kan een meer frequente vervanging noodzakelijk zijn.
Doorverkeerdemontagevandediuserindeafschermdopkandesnij-
VOORZICHTIG
brandernietgoedwerken.Degroevenindediusermoetenzoworden
gemonteerd dat ze van de afschermdop af wijzen (zie afbeelding).
Afschermdop
Afschermdophouder
Diuser
Snijbranderhuis
Elektrode
Mondstuk
Opsluitdop van mondstuk
59
Page 60
HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
4. Schroef de opsluitdop van het mondstuk los en trek het mondstuk recht uit het snijbranderhuis. Controleer
het isolatiegedeelte van de opsluitdop van het mondstuk op scheuren of barsten. Vervang de opsluitdop als
ze beschadigd zijn.
Controleer het mondstuk op:
• smelten of overmatige stroomoverdracht.
• groeven door interne vonkontlading.
• kerven of diepe krassen op de zittingvlakken van de O-ring.
• sneden of inkepingen in of slijtage van de O-ring.
• verwijder hafniumdeeltjes met staalwol (van het mondstuk).
Vervang als het beschadigd is.
OPM.:
Verkleuring van de inwendige oppervlakken en kleine zwarte startmarkeringen zijn normaal en
hebben geen negatieve invloed op de snijprestatie.
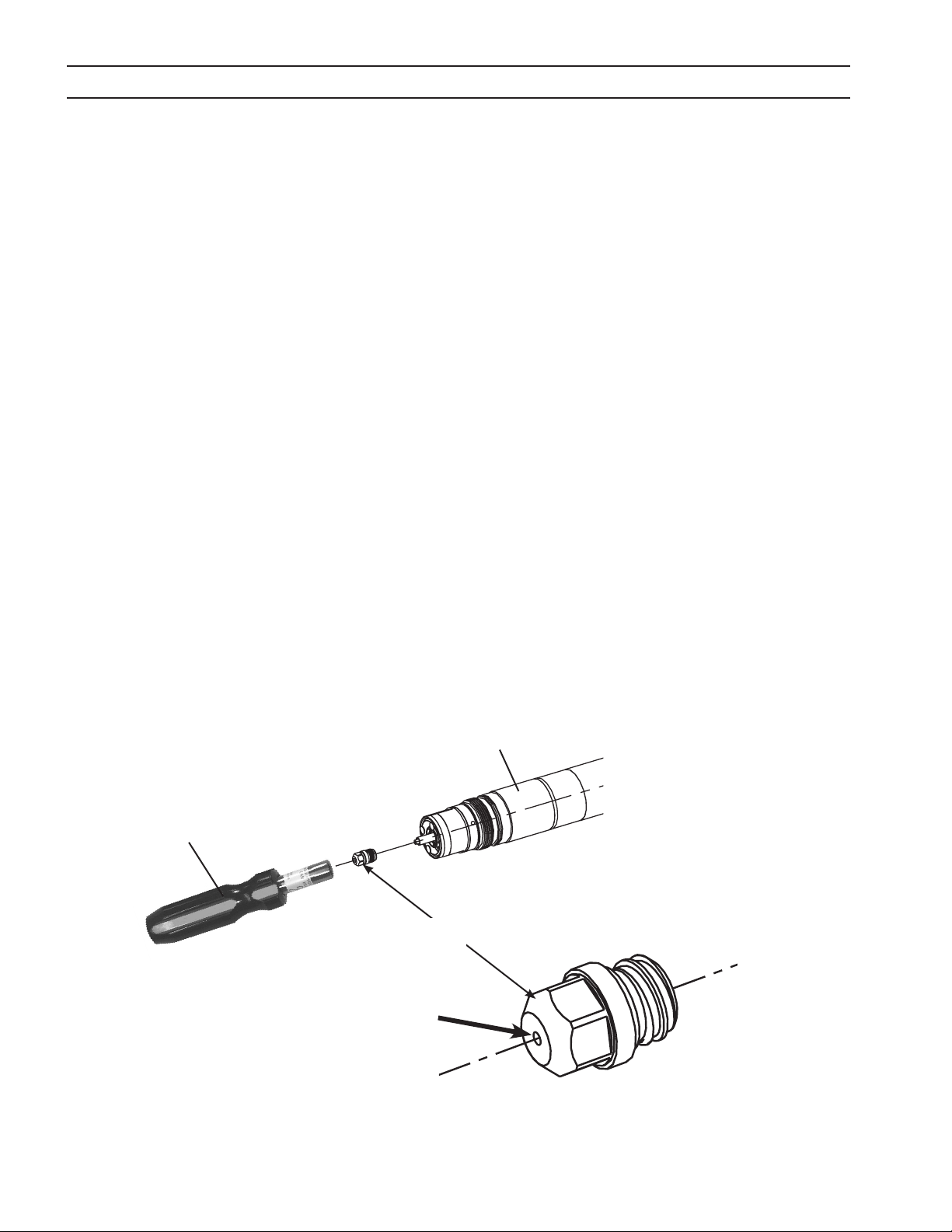
Als de houder voldoende strak is aangedraaid, kan de elektrode eruit worden gedraaid zonder dat deze aan de
elektrodehouder vastzit. Bij het installeren van de elektrode mag u alleen net voldoende kracht gebruiken voor
het vastdraaien van de elektrode.
5. Verwijder de elektrode met het elektrodeverwijderingsgereedschap.
6. Verwijder de elektrode uit de elektrodehouder. Steek de platte delen van de houder in een 5/16" sleutel.
Draai de elektrode met het elektrodegereedschap linksom eruit. Vervang de elektrode als de putjes in het
middelste inzetstuk meer dan 2,29 mm (0,09 inch) diep zijn.
Snijbranderhuis
Elektrodeverwijderingsgereedschap
Elektrode
Vervang de elektrode als de putjes in
het middelste inzetstuk meer dan
2,29 mm (0,09 inch) diep zijn.
60
Page 61
HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
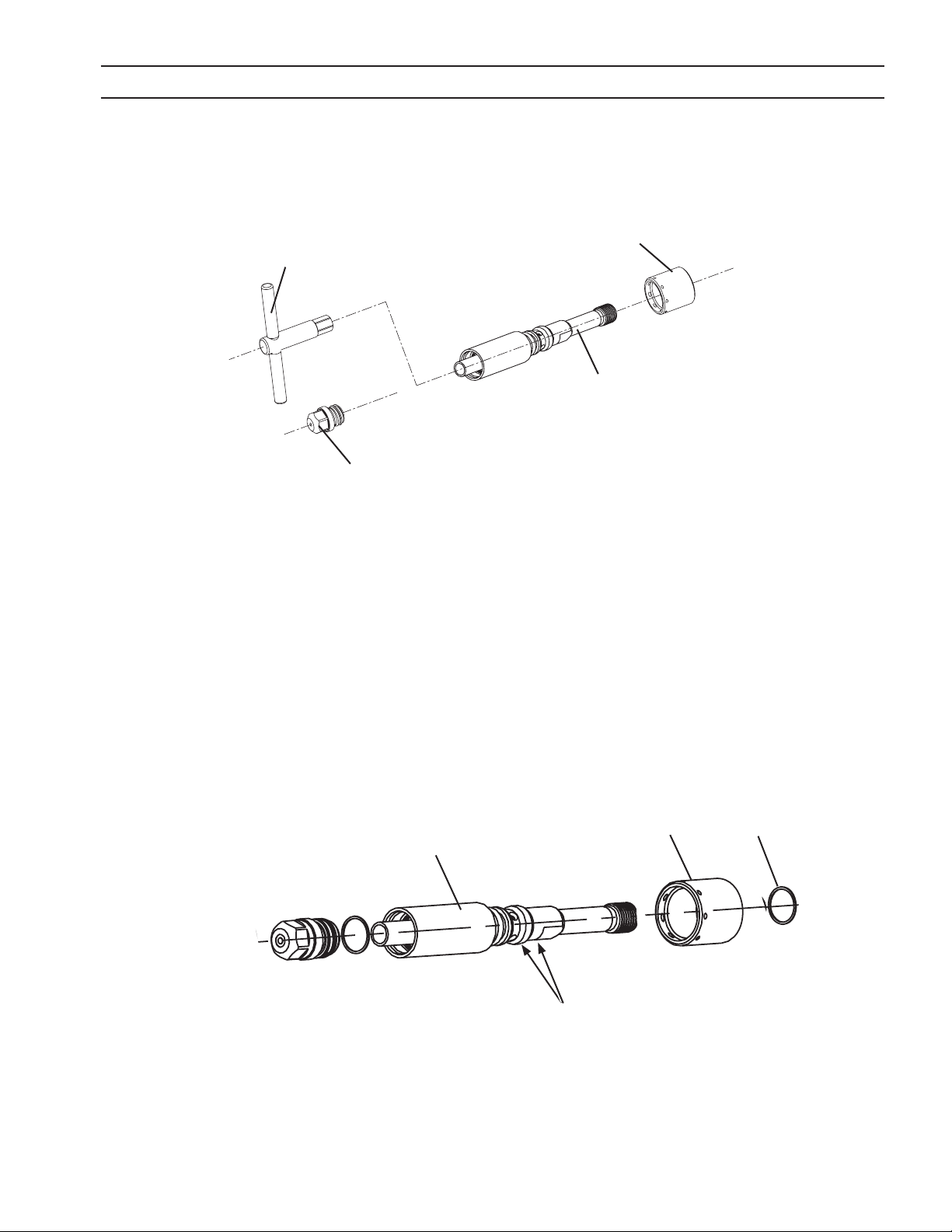
7. Verwijder de elektrodehouder uit het snijbranderhuis. De zeskant aan het uiteinde van het elektrodehouderverwijderingsgereedschap past in een zeshoek van de elektrodehouder.
Gasstuwbuis
Verwijderingsgereedschap
Elektrodehouder
Elektrode
OPM.:
De elektrodehouder bestaat uit twee delen. Demonteer de houder niet. Als de houder is bescha-
digd, moet de gehele elektrodehouder worden vervangen.
8. Demonteer de elektrodehouder en gasstuwbuis. Verwijder de O-ring voorzichtig uit de elektrodehouder en
schuif de stuwbuis van de houder. Controleer het zittingvlak (voorste rand) op schilfers. Let op barsten of
verstopte gaten. Probeer de gaten niet te reinigen. Vervang de stuwbuis als deze beschadigd is.
OPM.:
Controleer alle O-ringen op inkepingen op andere schade waardoor de O-ring niet voor een
gas-/waterdichte afsluiting kan zorgen.
Gasstuwbuis
Elektrodehouder
O-ring
OPM.:
Verklaring van deze oppervlakken door
gebruik is normaal. Dit wordt veroorzaakt
door galvanische corrosie.
61
Page 62

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
6.13 Montage van het voorste uiteinde van de snijbrander
Te strak aangedraaide onderdelen kunnen moeilijk worden gedemonteerd en kunnen de snijbrander beschadigen. Draai onderdelen
VOORZICHTIG
• Omgekeerde volgorde van de demontage.
• Breng een zeer dunne laag siliconenvet aan op de O-ringen voordat u de betreende delen weer
monteert. Dit vergemakkelijkt de toekomstige montage en demontage bij onderhoudswerkzaamheden.
• Bij de montage hoeft de elektrode slechts enigszins te worden vastgedraaid. Als de elektrodehouder strakker wordt vastgedraaid dan de elektrode, kunnen versleten elektroden worden vervangen
zonder de elektrodehouder te moeten verwijderen.
Plaats het mondstuk bij de montage in de opsluitdop van het mondstuk en draai de opsluitdop
van het mondstuk/mondstuk op het snijbranderhuis. Daardoor wordt het mondstuk goed uitgelijnd. De afschermdop en de afschermdophouder moeten pas worden gemonteerd nadat de
opsluitdop van het mondstuk en het mondstuk zijn gemonteerd.
Anders zullen de onderdelen niet goed op hun plaats zitten en kan lekkage ontstaan.
tijdens de hermontage niet te strak vast. Schroefdraadonderdelen
zijn zo ontworpen dat ze goed met de hand kunnen worden vastgedraaid, ca. 4,52 tot 6,78 N·m (40 tot 60 inch/pound).
OPM.:
Diuser
Afschermdop
Afschermdophouder
Snijbranderhuis
Elektrode
Mondstuk
Opsluitdop van mondstuk
62
Page 63

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
6.13.1 Gebruik van de snellader voor het voorste uiteinde van de snijbrander
Het gebruik van een snellader, onderdeelnr. 0558006164,
zal de montage van de onderdelen aan het voorste uiteinde van de snijbrander vergemakkelijken.
stap 1. Om de snellader te gebruiken, moet eerst het mond-
stuk in de opsluitdop van het mondstuk worden
gestoken.
stap 2. Schroef de snellader in de opsluitdop van het mond-
stuk om het mondstuk te beveiligen.
Mondstuk
Opsluitdop van mondstuk
stap 3. Draai de borgmoer op het mondstuk m.b.v. het voor-
montagegereedschap, onderdeelnr. 0558005917, dat
bij de snellader wordt geleverd.
stap 4. Verwijder de snellader. Het is zeer belangrijk om de
snellader te verwijderen om de juiste montage van de
resterende delen te verzekeren.
stap 5. Steek de diuser in de afschermdop.
Diuser
stap 6. Steek de opsluitdop van het mondstuk in de af-
schermdophouder.
Opsluitdop van het mondstuk
Voormontagegereedschap
Borgmoer
ond.nr. 0558005916
Afschermdop
Afschermdophouder
Afschermdophouder
step 7. Schroef de afschermdophouder op de opsluitdop van
het mondstuk.
63
Page 64

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
6.14
1. Verwijder de opsluitdop van het hoge-stroom-mondstuk. Tenzij een van deze onderdelen moet worden
Demontage van het voorste uiteinde van de snijbrander (voor de verwerking van dikke platen)
EEN HETE SNIJBRANDER VEROORZAAKT BRANDWONDEN OP DE HUID!
GEVAAR
VOORZICHTIG
vervangen, kunnen ze aan elkaar blijven zitten. Controleer of de afschermdop tekenen van smelten heeft en
controleer het isolatiegedeelte van de opsluitdop van het mondstuk op slijtage of beschadiging.
LAAT DE SNIJBR ANDER AFKOELEN VOOR DAT U ME T HET ONDER HOUD BEGINT.
Doorverkeerdemontagevandediuserindeafschermdopkandesnijbrandernietgoedwerken.Degroevenindediusermoetenzoworden
gemonteerd dat ze van de afschermdop af wijzen (zie afbeelding).
Snijbranderhuis
Hoge-stroom-afschermdop
Mondstuk
Opsluitdop van het hoge-stroom-mondstuk
64
Page 65

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
2. Trek het mondstuk recht uit het snijbranderhuis.
Controleer het mondstuk op:
• smelten of overmatige stroomoverdracht.
• groeven door interne vonktontlading.
• kerven of diepe krassen op de zittingvlakken van de O-ring.
• sneden of inkepingen in of slijtage
van de O-ring.
• verwijder wolfraamdeeltjes met
staalwol (van het mondstuk).
Snijbranderhuis
Opsluitdop van mondstuk
Vervang als het beschadigd is.
Mondstuk
OPM.:
Verkleuring van de inwendige oppervlakken en kleine zwarte startmarkeringen zijn normaal en
hebben geen negatieve invloed op de snijprestatie.
3. Verwijder de elektrode met het elektrodeverwijderingsgereedschap.
4. Verwijder de elektrode uit de elektrodehouder. Steek de platte delen van de houder in een 5/16" sleutel.
Draai het spanhulshuis met het elektrodegereedschap linksom eruit. Vervang de elektrode als de putjes in
het midden meer dan 1,52 mm (0,06 inch) diep zijn of als het platte gedeelte een onregelmatig vorm heeft of
is versleten (grotere diameter). Gebruik alleen net voldoende kracht voor het vastdraaien van de elektrode.
Snijbranderhuis
Opm.:
De elektrode heeft twee bruikbare uiteinden. Als het ene uiteinde is versleten,
draait u de elektrode om en gebruikt
het andere uiteinde.
Elektrode
Elektrodeverwijderingsgereedschap
Spanhuls
Spanhulshuis
Elektrode, wolfraam
65
Page 66

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
5. Als u de elektrodehouder bij stap 3 niet kon verwijderen, verwijdert u de elektrodehouder uit het snijbranderhuis met behulp van het elektrodehouderverwijderingsgereedschap. De zeskant aan het uiteinde van
het elektrodehouderverwijderingsgereedschap past in de zeskant van de elektrodehouder.
Snijbranderhuis
Elektrodehouder
Elektrodehouderverwijderingsgereedschap
6. Demonteer de elektrodehouder en gasstuwbuis. Verwijder de O-ring voorzichtig uit de elektrodehouder en
schuif de stuwbuis van de houder. Controleer het zittingvlak (voorste rand) op schilfers. Let op barsten of
verstopte gaten. Probeer de gaten niet te reinigen. Vervang de stuwbuis als deze beschadigd is.
OPM.:
Controleer alle O-ringen op inkepingen op andere schade waardoor de O-ring niet voor een
gas-/waterdichte afsluiting kan zorgen.
Elektrodehouder
O-ring (achter stuwbuis)
Gasstuwbuis
66
Page 67

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
6.15
Montage van het voorste uiteinde van de snijbrander (voor de verwerking van dikke platen)
Te strak aangedraaide onderdelen kunnen moeilijk worden gedemonteerd en kunnen de snijbrander beschadigen. Draai onderdelen
VOORZICHTIG
tijdens de hermontage niet te strak vast. Schroefdraadonderdelen
zijn zo ontworpen dat ze goed met de hand kunnen worden vastgedraaid, ca. 4,52 tot 6,78 N·m (40 tot 60 inch/pound).
• Omgekeerde volgorde van de demontage.
• Breng een zeer dunne laag siliconenvet aan op de O-ringen voordat u betreende delen weer mon-
teert. Dit vergemakkelijkt de toekomstige montage en demontage bij onderhoudswerkzaamheden.
• Bij de montage hoeft de elektrode slechts enigszins te worden vastgedraaid.
Snijbranderhuis
1. Vervang de elektrodehouder in het snijbranderhuis.
De zeskant aan het uiteinde van het elektrodehouderverwijderingsgereedschap past in de zeskant van de
elektrodehouder.
Spanhuls
Spanhulshuis
Elektrode, wolfraam
2. Om de elektrode te vervangen, moet u de spanhuls,
het spanhulshuis en de elektrode in elkaar zetten.
Steek de elektrode in het elektrodeverwijderingsgereedschap en zorg dat de elektrode contact maakt
met de bodem van het gereedschapsgat (elektrode zal
op zijn plaats vallen).
67
Page 68

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
3. Schroef de elektrode rechtsom in het snijbranderhuis. De elektrode zal in de
juiste positie worden opgesloten als de spanhuls sluit. Als u de opsluitdop van
het hoge-stroom-mondstuk gebruikt, moet u de aangegeven O-ring verwijderen en deze vervangen door O-ring met onderdeelnr. 488158 (zie afbeelding).
Verwijder deze O-ring
Plaats O-ring, ond.nr. 488158, hier
Opsluitdop van mondstuk
Snijbranderhuis
Mondstuk
OPM.:
Plaats het mondstuk bij de montage in de opsluitdop van het hoge-stroom-mondstuk en draai
de opsluitdop van het hoge-stroom-mondstuk/mondstuk op het snijbranderhuis. Daardoor
wordt het mondstuk goed uitgelijnd. De hoge-stroom-afschermdop kan op elk gewenst mo-
ment op de opsluitdop van het hoge-stroom-mondstuk worden bevestigd.
68
Page 69

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
6.16 Onderhoud van het snijbranderhuis
• Controleer de O-ringen dagelijks en vervang deze als ze beschadigd of versleten zijn.
• Breng een zeer dunne laag siliconenvet aan op de O-ringen voordat u de snijbrander weer in elkaar
zet. Dit vergemakkelijkt de toekomstige montage en demontage bij onderhoudswerkzaamheden.
• O-ring (41 mm (1,61 inch) I.D. x 1,8 mm (0,07 inch) BUNA-70A) ond.nr. 996528.
ELEKTRISCHE SCHOKKEN KUNNEN DODELIJK ZIJN!
WAARSCHUWING
VOORDAT U ONDERHOUD AAN DE SNIJBRANDER VERRICHT:
• Zet de aan/uit-schakelaar van de voeding in de UIT-stand
• Schakel de primaire voeding uit.
Locaties van de O-ringen
• Zorg dat er geen vet of vuil in de elektrische contactring komt.
• Controleer de ring bij vervanging van het mondstuk.
• Reinig met een wattenstaae dat in isopropylalcohol is gedompeld.
Contactringpunten
Contactringschroef
Contactringpunten
69
Contactring
Page 70

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
6.17 Verwijderen en vervangen van het snijbranderhuis
ELEKTRISCHE SCHOKKEN KUNNEN DODELIJK ZIJN!
WAARSCHUWING
VOORDAT U ONDERHOUD AAN DE SNIJBRANDER VERRICHT:
• Zet de aan/uit-schakelaar van de voeding in de UIT-stand
• Schakel de primaire voeding uit.
1. Draai de wormwielslangklem los zodat de snijbranderhuls los kan komen en van de kabelbundel kan worden
getrokken. Ca. 177 mm (7 inch) moet ver genoeg zijn. Schroef de snijbranderhuls los en schuif deze terug
totdat de ontstekingsboogaansluiting zichtbaar wordt.
Handvat
Snijbranderhuis
2. Ontkoppel de voedingskabels, die op de kortere stelen aan de achterkant van de snijbrander zijn gedraaid.
Let erop dat een van deze aansluitingen linkshandig is. Schroef de gasslangen van de snijbranderkop met
een 11, 1 mm (7/16 inch) en een 12,7 mm (1/2 inch) sleutel. De gasslangen kunnen gemakkelijker worden
verwijderd als eerst de voedingskabels worden verwijderd.
1/2" voedingskabel-
1/2" beschermgas-
aansluiting
aansluitingen
7/16" plasmagas-
aansluiting
70
Page 71

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
3. Verwijder het isolatietape aan de achterkant van de grijze kunststosolator over de ontstekingsboogaansluiting. Schuif de isolator terug en maak de mesconnectors ongedaan.
Ontstekingsboogkabel
Draadlas
Isolatietape
(hier verwijderd afgebeeld)
Mesaftakverbinding
4. Om de nieuwe branderkop te installeren, sluit u de ontstekingsboogkabel en de hoofdvoedingskabel aan
door de demontagestappen in omgekeerde volgorde uit te voeren. Zorg dat de gas- en wateraansluitingen
goed vastzitten, om lekkage te voorkomen, maar gebruik daarvoor geen een of ander afdichtmiddel. Als de
mesverbinding los lijkt te zitten, maakt u deze vast door na de montage met een punttang op de onderdelen
te drukken. Bescherm de grijze ontstekingsboogisolator met 10 omwikkelingen met isolatietape.
Nieuwe snijbranderkop
5. Schuif het handvat naar voren en schroef het stevig in het snijbranderhuis.
71
Page 72

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
6.18 Beperkte levensduur van verbruiksmaterialen
1. Opsnijden van materiaalresten
Het opsnijden van materiaalresten (afvalmateriaal dat is achtergebleven nadat alle stukken van een plaat zijn
verwijderd) van de tafel kan de levensduur van de elektrode verkorten omdat:
• de snijbrander van het werkstuk glijdt.
• de startfrequentie aanzienlijk wordt verhoogd. Dit is vooral een probleem bij O
den verholpen door een pad te kiezen met een minimumaantal starts.
• het waarschijnlijker is dat de plaat omhoog zal komen tegen het mondstuk waardoor een dubbele
boog ontstaat. Dit kan worden beperkt als de gebruiker voorzichtig te werk gaat en door verhoging
van de stando en verlaging van de snijsnelheid.
Gebruik, indien mogelijk, een OXWELD-snijbrander voor het opsnijden van materiaalresten of gebruik de PT-36
met een hoge stando.
2. Problemen met de hoogteregeling
• Het omlaag "duiken" van de snijbrander wordt meestal veroorzaakt door een verandering van de
boogspanning, als een automatische hoogteregeling (AHC) wordt gebruikt. De verandering van de
spanning is meestal het gevolg van een plaat die van de boog wegvalt. Door de hoogteregeling uit
te schakelen en de boog eerder te stoppen, bij het voltooien van de snede bij een dalende plaat,
kunnen deze problemen op eectieve wijze worden geëlimineerd.
• "Duiken" kan ook ontstaan bij de start, nl. bij excessieve verplaatsingsvertraging. Dit is waarschijnlijker bij dun materiaal. Verlaag de vertraging of schakel de hoogteregeling uit.
• "Duiken" kan ook worden veroorzaakt door een defecte hoogteregeling.
-snijden en kan wor-
2
3. Pons-standotelaag Verhoog pons-stando
4. Starten met randen met
continue ontstekingsboog Positioneer de snijbrander voorzichtiger of start met aangrenzend
afvalmateriaal.
5. Opstaand werkstukgedeelte Het mondstuk kan beschadigd worden als de snijbrander een
opstaand gedeelte raakt.
6. Opvangen van ponsspetters Verhoog stando of start met langere opstarttijd.
7. Ponsen niet voltooid vóór
het starten Verhoog de beginvertragingstijd.
8. Koelvloeistofdebiet laag, Juiste instellingen
Plasmagasdebiet hoog,
Stroomsterkte te hoog ingesteld
9. Koelvloeistoekkage Verhelp de lekkage
in snijbrander
72
Page 73

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
Controleren op koelvloeistoflekkage:
Koelvloeistoekkage kan ontstaan bij de afdichtingen op de elektrode, de elektrodehouder, het mondstuk en het
snijbranderhuis. Lekkage kan ook ontstaan door een scheur in het isolatiemateriaal van de snijbrander of de opsluitdop
van het mondstuk of van een voedingskabel.
Om op lekkage te controleren, moet u de afschermdop verwijderen, de snijbrander afvegen, spoelen en op een schone,
droge plaat zetten. Laat de waterkoeler, bij uitgeschakelde gassen, enkele minuten lopen en kijk of u lekkage ziet. Schakel
het plasmagas in en kijk of er nevel uit het mondstuk komt. Als dit niet het geval, schakelt u het plasmagas uit en schakelt
u het beschermgas in, waarna u kijkt of er nevel uit de beschermgaskanalen in de opsluitdop van het mondstuk komt.
Als een lekkage blijkbaar wordt veroorzaakt door een opening in het mondstuk, verwijdert en controleert u de O-ringen op
het mondstuk, de elektrode en de elektrodehouder. Controleer de afdichtvlakken van de elektrodehouder en roestvrijstalen
snijbrandervoering.
Als u denkt dat een lek door de elektrode zelf wordt veroorzaakt, kunt u een PT-19XL 100 tot 200 A, tweedelige
mondstukbasis zonder een mondstuktip installeren. Na het spoelen laat u de waterkoeler lopen, bij uitgeschakeld gas, en bekijkt u het uiteinde van de elektrode. Als u ziet dat zich daar water ophoopt, zorg dan dat het niet
langs de zijkant van de elektrode stroomt vanaf een lek bij de O-ringafdichting.
Het is niet nodig om de voeding van stroom te voorzien om de wa-
WAARSCHUWING
terkoeler te laten draaien; het is mogelijk om hoge spanningen bij
de snijbrander te hebben zonder dat er een boog aanwezig is. Raak
de snijbrander nooit aan als de voeding is ingeschakeld.
73
Page 74

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
74
Page 75

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
6.19 Reserveonderdelen
6.19.1 Algemeen
Geef altijd het serienummer aan van het apparaat waarvoor de onderdelen zullen worden gebruikt. Het serienummer is in het typeplaatje van het apparaat gestanst.
6.19.2 Bestellen
Om een goede werking te garanderen, raden wij u aan uitsluitend originele ESAB-onderdelen en -producten
voor dit apparaat te gebruiken Door het gebruik van niet-ESAB-onderdelen kan uw garantie vervallen.
Reserveonderdelen kunnen bij uw ESAB-distributeur worden besteld.
Zorg dat u eventuele speciale verzendinstructies aangeeft als u reserveonderdelen bestelt.
Raadpleeg de Communicatiegids op de achterkant van deze handleiding voor een lijst met telefoonnummers
voor klanten.
Opm.
Stuklijstitems zonder onderdeelnummers worden alleen ter informatie van de klant vermeld.
Bevestigingsmaterialen zijn bij plaatselijke speciaalzaken verkrijgbaar.
75
Page 76
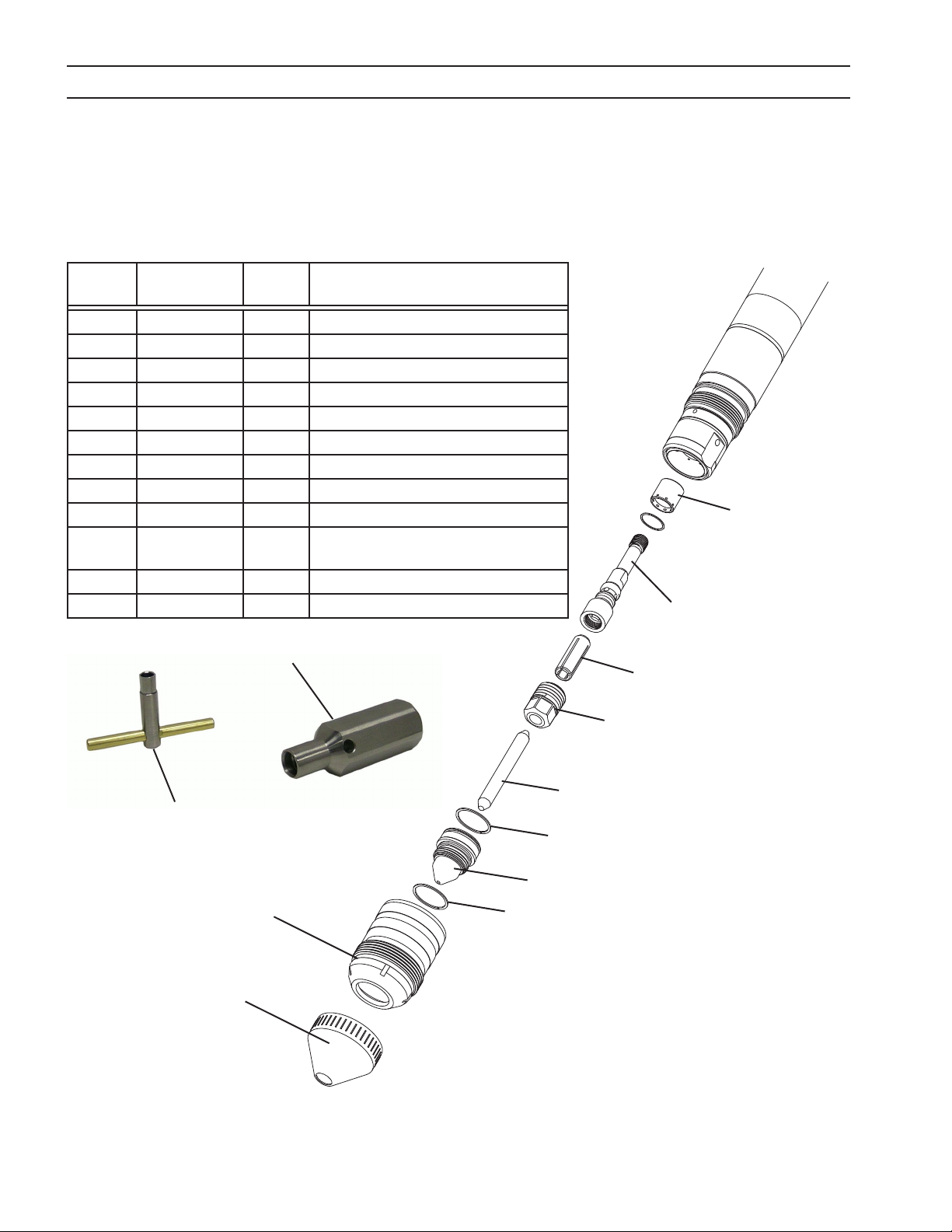
HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
PT-36
gemechaniseerde Plasmarc-snijbrander
voor de verwerking van dikke platen
Gebruik:
PT-36 H35 startset voor zware platen ............................. 0558005225
Itemnr. onderdeel-
nummer
1 0558003963 1 Elektrode, wolfraam 4,9 mm (0,19')D
2 0558003965 1 Mondstuk H35 5,0 mm (0,198") divergerend
3 0558003964 1 Spanhuls 4,8 mm (0,19")D elektrode
4 0558005689 1 Elektrode/spanhulshouder PT-36
5 0558003967 1 Spanhulshuis
6 0558002532 1 Stuwbuis, 32 gaten x 0,6 mm (0,023")
7 0558006688 1 Hoge-stroom-afschermdop
8 0558003918 1 Elektrodehoudergereedschap PT-36
9 0558003962 1 Wolfraamelektrodegereedschap
10 0558006690 1 Opsluitdop van hoge-stroom-mond-
11 488158 1
12 181W89 1
8
Aantal Beschrijving
stuk
9
10
7
76
6
4
3
5
OPM.:
Dit zijn de enige onderdelen
die afwijken voor de verwer-
1
king van dikke platen. Raad-
pleeg de Snijgegevenshandlei-
ding (0558008434/0558008435)
181W89
voor volledige installatie-
instructies en parameters.
2
488158
OPM.:
Ond.nr. 0558003965 wordt geleverd met
(2) ond.nr. 181W89 geïnstalleerd & (1) ond.
nr. 488158 los in de doos. Bij gebruik van de
opsluitdop van het hoge-stroom-mondstuk
en de hoge-stroom-afschermdop moet u,
zoals aanbevolen, de O-ring die zich het
dichtst bij de opening bevindt, verwijderen
en weggooien en ond.nr. 488158 monteren
tijdens de stap die oorspronkelijk is
bedoeld voor de diuser.
Page 77

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
* Stuklijst vermeld op 11 x 17 uitklappagina's (0558008300)
10
O-ringen, meegeleverd bij snijbranderhuis, ond.nr. 996528
17
O-ring, meegeleverd
bij elektrohouder,
ond.nr. 86W99
33
O-ring, meegeleverd
bij elektrode
O-ringen, ond.nr. 181W89,
meegeleverd bij mondstuk
3
6
21
9
11
16
18
8
19
15
77
OPM.:
Onderdelen 8, 15, 18 & 33 worden ge-
leverd in een zak bij de snijbrander.
Page 78

HOOFDSTUK 6 PT36 PLASMASNIJBRANDER
PT-36 snijbranderkabelsets
Itemnr. Onderdeelnummer Beschrijving
1 0558007031 Kabelset PT-36 1,4 m (4.5')
2 0558007032 Kabelset PT-36 1,8 m (6')
3 0558007034 Kabelset PT-36 3,6 m (12')
4 0558007035 Kabelset Beveling PT-36 4,3 m (14')
5 0558007036 Kabelset PT-36 4,6 m (15')
6 0558007037 Kabelset PT-36 5,2 m (17')
7 0558007038 Kabelset PT-36 6,1m (20')
8 0558007039 Kabelset PT-36 7,6 m (25')
78
Page 79

OPMERKINGEN
79
Page 80

OPMERKINGEN
80
Page 81

OPMERKINGEN
81
Page 82

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: + 4 2 0 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen-- Valby
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: + 4 4 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: + 4 4 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatu ra S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NO RWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibéric a S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-- MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Shah Alam Selangor
Tel: +60 3 5511 3615
Fax: +60 3 5512 3552
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA-- CIS
ESAB Representative Office
Moscow
Tel: +7 095 937 98 20
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel: +7 812 325 43 62
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
 Loading...
Loading...