


PT-36 plazmaíves vágási adatok
Vágási adatok útmutató (HU)
0558007664 Version 8.1 released on 28Oct11

BIZTOSÍTSA, HOGY EZ AZ INFORMÁCIÓ ELJUT A BERENDEZÉS
KEZELŐJÉHEZ.A SZÁLLÍTÓTÓL KÜLÖN PÉLDÁNYOKAT IGÉNYELHET.
FIGYELEM
Ezek az UTASÍTÁSOK gyakorlott személyeknek szólnak. Ha nem teljesen jártas az ívhegesztőés vágó berendezések működtetésében és biztonsági intézkedéseiben, mindenképpen
olvassa el az «az ívhegesztés-, vágás és faragás óvintézkedései és biztonsági előírásai»
című, 52-529. ismertető füzetünket. NE engedje szakképzetlen személyzet számára a
berendezés összeszerelését, működtetését és karbantartását. NE kísérelje meg a berendezés összeszerelését és működtetését azelőtt, hogy elolvasta és teljesen megértette volna
a következőkben leírt utasításokat. Ha nem értené teljesen az utasításokat, kérjük forduljon szállítójához további információért. A berendezés összeállításának és működtetésének
megkezdése előtt olvassa el a biztonsági intézkedéseket.
FELHASZNÁLÓI FELELŐSSÉG
Ez a berendezés ennek a kézikönyvnek és az azt kísérő felirati tábláknak és/vagy betétanyagoknak megfelelően
fog teljesíteni, amennyiben az utasításoknak megfelelően történik a berendezés összeszerelése, működtetése és
karbantartása. Ezt a berendezést rendszeres ellenőrzésnek kell alávetni. Hibásan működő, vagy elégtelenül karbantartott berendezést nem szabad használni. A törött, hiányzó, elhasznált, eldeformálódott vagy szennyezett
alkatrészeket azonnal ki kell cserélni. Amennyiben ilyen jellegű karbantartási, vagy alkatrészcsere igény merülne
fel, a gyártó azt javasolja, hogy telefonos, vagy írásos kéréssel forduljon ahhoz az illetékes forgalmazóhoz, akitől
a berendezést vásárolta.
A berendezésen, vagy annak alkatrészein végzett bármilyen módosításhoz a gyártó írásos beleegyezése szükséges. A gyártó, vagy az általa kijelölt karbantartó eljárását kivéve a helytelen használatból, megfelelőtlen karbantartásból, károkból, helytelen javításból, vagy módosításból eredő bármely működési hibáért egyedül a berendezés működtetője felel.
AZ ÖSSZESZERELÉS ÉS MŰKÖDTETÉS ELŐTT OLVASSA EL A HASZNÁLATI ÚTMUTATÓT.
VÉDJE ÖNMAGÁT ÉS MÁSOKAT!
2

TARTALOMJEGYZÉK
ALFEJEZET CÍME . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . OLDAL
Biztonsági óvintézkedések . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
Szénacél Minőség . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
Alumínium Minőség. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
Rozsdamentes acél Minőség . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .37
Szénacél Gyártás . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
Alumínium Gyártás . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
Rozsdamentes acél Gyártás . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
Szénacél Levegő. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 93
Alumínium Levegő . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 101
Rozsdamentes acél Levegő . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107
Precíziós lyukasztás, szénacél . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .113
3

TARTALOMJEGYZÉK
4

1. SZAKASZ BIZTONSÁGI ÓVINTÉZKEDÉSEK
1.0 Biztonsági óvintézkedések
Az ESAB hegesztő- és plazmaíves vágókészülékek működtetőinek felelőssége annak biztosítása, hogy a készülék
közelében dolgozók betartják a vonatkozó biztonsági utasításokat. A biztonsági utasításoknak meg kell felelniük
az ilyen típusú hegesztő- vagy plazmaíves vágókészülékekre vonatkozó követelményeknek. A munkahelyen
érvényes általános szabályozáson kívül a következő ajánlásokat is be kell tartani.
Mindenfajta munkálatot olyan képzett személynek kell végeznie, aki jól ismeri a hegesztő- és plazmaíves
vágókészülékek működését. A készülék helytelen működtetése olyan veszélyes helyzetet eredményezhet, amely
a berendezés működtetőjének sérülését okozhaztja, illetve kárt tehet a berendezésben.
1. A hegesztő- vagy plazmaíves vágókészüléket működtetőjének ismernie kell a következőket:
- a készülék működését
- a vészleállító kapcsolók elhelyezkedését
- azok működését
- a vonatkozó biztonsági óvintézkedéseket
- hegesztést és / vagy plazmaíves vágást
2. A működtetőnek biztosítania kell a következőket:
- nem tartózkodik jogosulatlan személy a készülék környezetében annak indításakor
- senki nem marad védelem nélkül az ív begyulladása után
3. A munkahely követelményei:
- a célnak való alkalmasság
- huzatmentes környezet
4. Személyes biztonsági készülékek:
- Mindig viseljen olyan biztonsági készüléket, mint védőszemüveg, tűzálló ruházat, védőkesztyű.
- Ne viseljen olyan szabadon álló kellékeket, mint sál, karkötő, gyűrű, stb., amelyek beszorulhatnak,
vagy égési sérüléseket okozhatnak.
5. Általános óvintézkedések:
- Győződjön meg róla, hogy a vezeték biztosan van rögzítve.
- Magasfeszültségű készüléken kizárólag képzett villanyszerelő végezhet munkálatokat.
- Megfelelő tűzoltó készüléknek kell lennie a közelben, egyértelműen megjelölt helyen.
- Kenési és karbantartási munkálatok végzése tilos a készüléken működés közben.
5

1. SZAKASZ BIZTONSÁGI ÓVINTÉZKEDÉSEK
A HEGESZTÉS ÉS PLAZMAÍVES VÁGÁS AZ ÖN ÉS MÁSOK SÉRÜLÉSÉT
OKOZHATJÁK. TEGYEN ÓVINTÉZKEDÉSEKET HEGESZTÉSKOR ÉS
FIGYELEM
ÁRAMÜTÉS - halálos kimenetelű lehet.
- A hegesztő vagy plazmaíves vágókészüléket az alkalmazható szabványoknak megfelelően szerelje össze,
és lássa el földeléssel.
- Ne érintse a készülék elektromos részeit vagy elektródáit bőrhöz, nedves kesztyűhöz vagy ruhához.
- Szigetelje magát a földeléstől és a munkadarabtól.
- Győződjön meg róla, hogy biztonságos munkatávolságban van.
FÜST ÉS GÁZ - egészségre káros lehet.
- Tartsa fejét füstöktől távol.
- Használjon szellőztetést, légelszívást (vagy mindkettőt) az ív helyén a gázok eltávolítására a légzési
és az általános területről.
VÁGÁSKOR. HASZNÁLJA MUNKÁLTATÓJÁNAK BIZTONSÁGI ELŐÍRTÁSAIT,
AMELYEKNEK A GYÁRTÓ BIZTONSÁGI ADATAIN KELL ALAPULNIUK.
ÍVSUGARAK - szem- és bőrsérüléseket okozhatnak.
- Óvja szemét és testét. Viseljen megfelelő hegesztő- / plazmavágó pajzsot és lencsét, illetve
viseljen megfelelő védőruházatot.
- Védje a berendezés közelében állókat megfelelő válaszfallal vagy függönnyel.
TŰZVESZÉLY
- A szikrák (fröccsenés) tüzet okozhatnak. Biztosítsa ezért, hogy nincs a közelben gyúlékony anyag.
ZAJ - a túlzott zaj károsíthatja a hallást.
- Védje a fülét. Viseljen fülvédő vagy egyéb hallásvédő készüléket.
- Figyelmeztesse a veszélyre a berendezés közelében állókat.
MEGHIBÁSODÁS - meghibásodás esetén hívjon szakavatott segítséget.
AZ ÖSSZESZERELÉS ÉS MŰKÖDTETÉS ELŐTT OLVASSA EL A HASZNÁLATI ÚTMUTATÓT.
VÉDJE ÖNMAGÁT ÉS MÁSOKAT!
6

1. SZAKASZ BIZTONSÁGI ÓVINTÉZKEDÉSEK
VESZÉLY
Hidrogén robbanásveszély! A vizes munkaasztalon történő vágás előtt olvassa el a következőket.
Vizes munkaasztal plazmaíves vágás esetén való használatakor veszély áll fenn. A vágandó lemez alatt felgyülemlő
hidrogén számos robbanást okozott már. Több százezer forintnyi anyagi kár keletkezhet az ilyen robbanás következtében.
Az ilyen robbanások személyi, akár halálos kimenetelű sérüléseket okozhatnak. A rendelkezésre álló legjobb információk
vízfelületek esetén három hidrogénforrást jelölnek meg:
1. Olvadt fém reakció
A legtöbb hidrogén a megolvadt fém és a víz gyors reakciója során keletkező fém-oxid képződése során szabadul
fel. E reakcióval magyarázható, hogy a nagyobb oxigén-anitású vegyileg aktív fémek (alumínium, magnézium)
nagyobb mennyiségű hidrogént szabadítanak fel, mint a vas vagy acél. A hidrogén legnagyobb része azonnal a
felületre kerül, egy része azonban a kis fémrészecskékhez kötődik. Ezek a részecskék a víz aljára kerülnek, majd lassan
a felszínre törnek.
2. Lassú vegyi reakció
Hidrogénképződést lassabb vegyi reakciók is eredményezhetnek hideg fémrészecskék vízzel, eltérő fémekkel vagy
vegyi anyagokkal való érintkezése során. A hidrogén lassan a felszínre kerül buborékok formájában.
3. Plazma- és védőgáz
A plazma- vagy védőgázból hidrogén vagy más gáz, például metán (CH4) szabadulhat fel. A H-35 gyakran használt
plazmagáz. E gáz térfogatának 35%-át hidrogén képezi. A H-35 gáz nagy áramerősség melletti alkalmazásakor 125
cfh (köbláb/óra) mennyiségű hidrogén szabadul fel.
A forrástól függetlenül a hidrogéngáz felgyűlhet a vágott lemez vagy az asztal repedéseiben, vagy az elhajlott
lemezeknél. A hidrogén felhalmozódhat még a salaklemez alatt vagy a levegőtartályban is, amennyiben ilyenekkel
rendelkezik az asztal. Oxigén jelenlétében aztán ez a hidrogén a plazmaív vagy bármilyen szikra következtében
begyulladhat.
4. A hidrogén kialakulásának és felgyülemlésének megakadályozása érdekében tartsa be az alábbi pontokat:
A. Gyakran távolítsa el az asztal alján felhalmozódott szennyeződést (különösen nom részecskéket)! Töltse fel az
asztalt tiszta vízzel!
B. Ne hagyjon a vágóasztalon lemezeket éjszakára vagy hétvégére!
C. Ha az asztal több órán keresztül mozdulatlan, mozgassa meg az azt, mielőtt az első lemezt felhelyezné! Ezzel
elérhető, hogy a hidrogén távozhasson mielőtt a lemezek alatt felgyűlhetne. Ez úgy is elérhető, ha lemezt enyhe
rázással helyezi fel, majd ismét felemeli azt, lehetővé téve, hogy a hidrogén eltávozhasson, mielőtt végleges
helyzetbe kerülne a lemez.
D. Víz feletti vágás esetén szereljen fel ventilátorokat a lemez és a víz közötti levegő keringtetésére.
E. Víz alatti vágás esetén keverje a vizet a lemez alatt a hidrogén felgyülemlésének megakadályozása érdekében.
Ezt sűrített levegővel valósíthatja meg.
F. A vágások között növelheti vagy csökkentheti a vízszintet a hidrogén távozásának elősegítése érdekében.
G. A víz pH-értékének 7 közeli (semleges) értékűnek kell lennie. Ez csökkenti a víz és a fémek közti vegyi reakciók
arányát.
7

1. SZAKASZ BIZTONSÁGI ÓVINTÉZKEDÉSEK
FIGYELEM
A plazmaíves vágás robbanásveszéllyel jár alumínium-lítium ötvözetek esetén!
Az alumínium-lítium (Al-Li) ötvözeteket elsősorban az űrrepülés terén alkalmazzák a hagyományos alumínium ötvözetekkel
szembeni 10%-os súlymegtakarítás miatt. Ismert, hogy a megolvadt Al-Li ötvözetek robbanást okozhatnak, ha vízzel
érintkeznek. Ezért az ilyen ötvözetek plazmaíves vágását kerülni kell víz jelenlétében. Ezek az ötvözetek kizárólag szárazon,
száraz munkaasztalon vághatók. Az Alcoa megállapította, hogy a "száraz" vágás, száraz asztalon jó vágási eredményekkel
jár. NE végezzen száraz vágást víz felett! Ne végezzen vízbefecskendezéses vágást!
Az alábbiakban néhány Al-Li ötvözet szerepel:
Alithlite (Alcoa) X8192 (Alcoa)
Alithally (Alcoa) Navalite (U. S. Navy)
2090 ötvözet (Alcoa) Lockalite (Lockhead)
X8090A (Alcoa) Kalite (Kaiser)
X8092 (Alcoa) 8091 (Alcan)
Az ilyen ötvözetek biztonságos használatával és veszélyeivel kapcsolatos további információkért lépjen kapcsolatba
alumíniumszállítójával.
FIGYELEM
Az olaj és a zsír hevesen éghet!
• A pisztollyal soha ne használjon olajat vagy zsírt!
• A pisztolyt csak tiszta kézzel és felületen kezelje!
• Szilikon síkosítót csak az előírt helyeken alkalmazzon!
• Az olaj és a zsír könnyen begyulladhat és hevesen éghet nyomás alatt álló oxigén jelenlétében.
FIGYELEM
Hidrogén robbanásveszély!
Ne végezzen víz alatti vágásokat H-35-tel! A vízben hidrogén képződhet, amely veszélyt jelent. A
hidrogén rendkívül robbanékony. A vízszintet legalább 4 hüvelykre csökkentse a munkadarab alatt.
Rázza meg a lemezt, gyakran keverje meg a levegőt és a vizet a hidrogénképződés megelőzése
érdekében!
FIGYELEM
Szikraveszély.
A hő, fröccsenő anyagok és szikra tüzet és égési sérüléseket okozhat.
• Ne vágjon gyúlékony anyagok közelében!
• Ne vágjon gyúlékony anyagokat tartalmazó tartályok közelében!
• Ne legyen Önnél semmilyen gyúlékony anyag (pl. öngyújtó).
• Az előív égési sérüléseket okozhat. Plazmaíves folyamat közben tartsa távol a fúvókát.
• Viseljen megfelelő szem- és testvédő felszerelést!
• Viseljen védőkesztyűt, cipőt és sapkát!
• Viseljen gyulladásgátló ruházatot, amely minden érintett területre kiterjed!
• Viseljen felhajtás nélküli nadrágot a szikrák és fröccsenőanyagok bejutásának megakadályozása
érdekében!
8

1. SZAKASZ BIZTONSÁGI ÓVINTÉZKEDÉSEK
9

10

Szénacél
Minőség
11

12

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
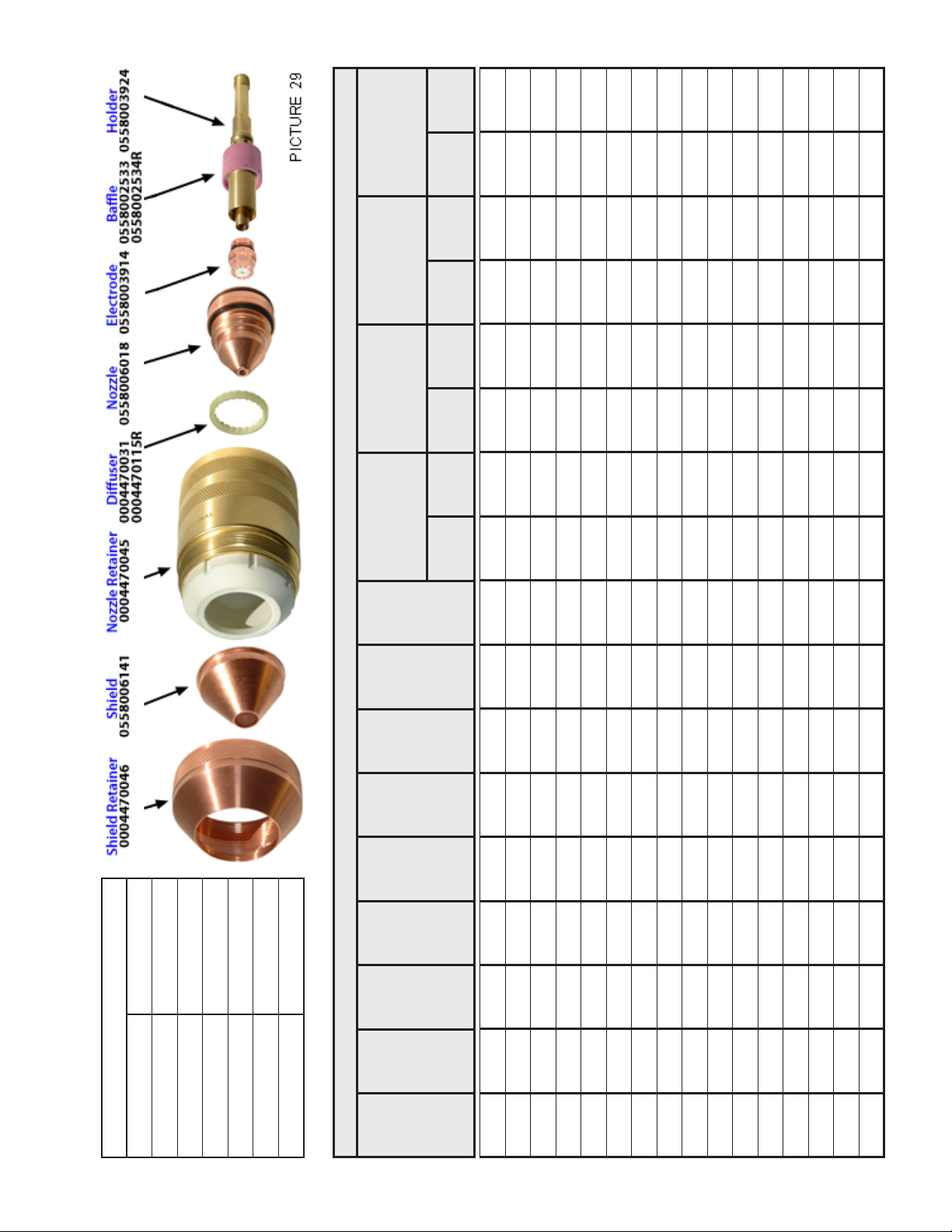
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
JELÖLÉS
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 6
Áramerősség 45
Vágógáz Argon
Indítógáz Argon
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Vas-
Első sor jelölő áramerősség: 14 Második sor jelölő áramerősség: 14
tagság
25 5080 0.0 85 4 4 4.1 0.0 0.1 5.18 5.18 0.00 0.00 2.00 2.00 0.00 0.00
25 2540 0.0 85 4 4 4.1 0.0 0.1 5.18 5.18 0.00 0.00 2.00 2.00 0.00 0.00
P17
ESAB Welding and Cutting Products
13
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
MINŐSÉG
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 2
Áramerősség 45
Vágógáz O2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 O2
mm
Vas-
tagság
1 3810 2.2 123 4 4 3.7 0.3 0.3 0.00 4.50 0.70 0.00 0.00 0.00 0.00 0.00
3 1524 2.7 136 4 4 3.7 0.3 0.3 0.00 4.20 0.70 0.00 0.00 0.00 0.00 0.00
2 1905 2.5 132 4 4 3.7 0.3 0.3 0.00 4.20 0.70 0.00 0.00 0.00 0.00 0.00
P17
ESAB Welding and Cutting Products
14
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
JELÖLÉS
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 6
Áramerősség 55
Vágógáz Argon
Indítógáz Argon
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Vas-
Első sor jelölő áramerősség: 14 Második sor jelölő áramerősség: 14
tagság
25 5080 0.0 85 4 4 4.1 0.0 0.1 5.18 5.18 0.00 0.00 2.00 2.00 0.00 0.00
25 2540 0.0 85 4 4 4.1 0.0 0.1 5.18 5.18 0.00 0.00 2.00 2.00 0.00 0.00
P17
ESAB Welding and Cutting Products
15
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
MINŐSÉG
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 2
Áramerősség 55
Vágógáz O2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 O2
mm
Vas-
tagság
4 1397 2.8 132 4 5 5.0 0.2 0.2 0.00 4.20 0.70 0.00 0.00 0.00 0.00 0.00
6 1143 2.9 137 4 5 5.0 0.2 0.5 0.00 4.20 0.70 0.00 0.00 0.00 0.00 0.00
5 1270 2.8 132 4 5 5.0 0.2 0.5 0.00 4.20 0.70 0.00 0.00 0.00 0.00 0.00
P17
ESAB Welding and Cutting Products
16
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
JELÖLÉS
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 6
Áramerősség 100
Vágógáz Argon
Indítógáz Argon
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Első sor jelölő áramerősség: 12 Második sor jelölő áramerősség: 18
Vas-
tagság
25 7620 0.0 90 4 4 4.1 0.0 0.1 3.59 3.59 0.00 0.00 2.00 2.00 0.00 0.00
25 2540 0.0 90 4 4 4.1 0.0 0.1 3.59 3.59 0.00 0.00 2.00 2.00 0.00 0.00
P2
ESAB Welding and Cutting Products
17
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
MINŐSÉG
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 1
Áramerősség 100
Vágógáz O2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 O2
mm
Vas-
tagság
6 2210 2.2 129 3 8 7.6 0.4 0.5 1.50 0.00 0.00 1.02 3.40 3.40 0.00 0.00
8 2032 2.2 133 3 8 7.6 0.1 0.2 1.50 0.00 0.00 1.02 3.40 3.40 0.00 0.00
12 1778 3.1 144 3 6 5.6 0.4 0.2 1.50 0.00 0.00 1.02 3.68 3.68 0.00 0.00
10 1854 2.2 135 3 6 5.6 0.2 0.2 1.50 0.00 0.00 1.02 3.40 3.40 0.00 0.00
P2
ESAB Welding and Cutting Products
18
Version 8.1 released on 28Oct11
CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
JELÖLÉS
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 6
Áramerősség 130
Vágógáz Argon
Indítógáz Argon
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Vas-
Első sor jelölő áramerősség: 12 Második sor jelölő áramerősség: 18
tagság
25 7620 0.0 80 4 4 4.1 0.0 0.1 3.59 3.59 0.00 0.00 2.00 2.00 0.00 0.00
25 2540 0.0 80 4 4 4.1 0.0 0.1 3.59 3.59 0.00 0.00 2.00 2.00 0.00 0.00
P29
ESAB Welding and Cutting Products
19
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
MINŐSÉG
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 1
Áramerősség 130
Vágógáz O2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 O2
mm
Vas-
tagság
6 2540 2.4 125 4 6 2.5 0.5 0.2 2.07 0.00 0.31 1.13 3.40 3.40 0.00 0.00
8 2350 2.4 129 4 6 3.0 0.4 0.2 2.07 0.00 0.31 1.13 3.33 3.33 0.00 0.00
12 1905 2.4 142 3 7 5.1 0.4 0.2 2.07 0.00 0.31 1.13 4.53 4.53 0.00 0.00
10 2159 2.4 133 3 7 3.4 0.4 0.2 2.07 0.00 0.31 1.13 3.25 3.25 0.00 0.00
19 1270 2.5 153 3 13 8.0 0.4 0.2 2.07 0.00 0.31 1.13 4.53 4.53 0.00 0.00
16 1397 2.5 148 3 13 6.6 0.4 0.2 2.07 0.00 0.31 1.13 4.53 4.53 0.00 0.00
P29
ESAB Welding and Cutting Products
20
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
JELÖLÉS
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 6
Áramerősség 200
Vágógáz Argon
Indítógáz Argon
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Vas-
Első sor jelölő áramerősség: 14 Második sor jelölő áramerősség: 23
tagság
25 7620 0.0 70 4 4 4.1 0.0 0.1 2.76 2.76 0.00 0.00 2.00 2.00 0.00 0.00
25 2540 0.0 70 4 4 4.1 0.0 0.1 2.76 2.76 0.00 0.00 2.00 2.00 0.00 0.00
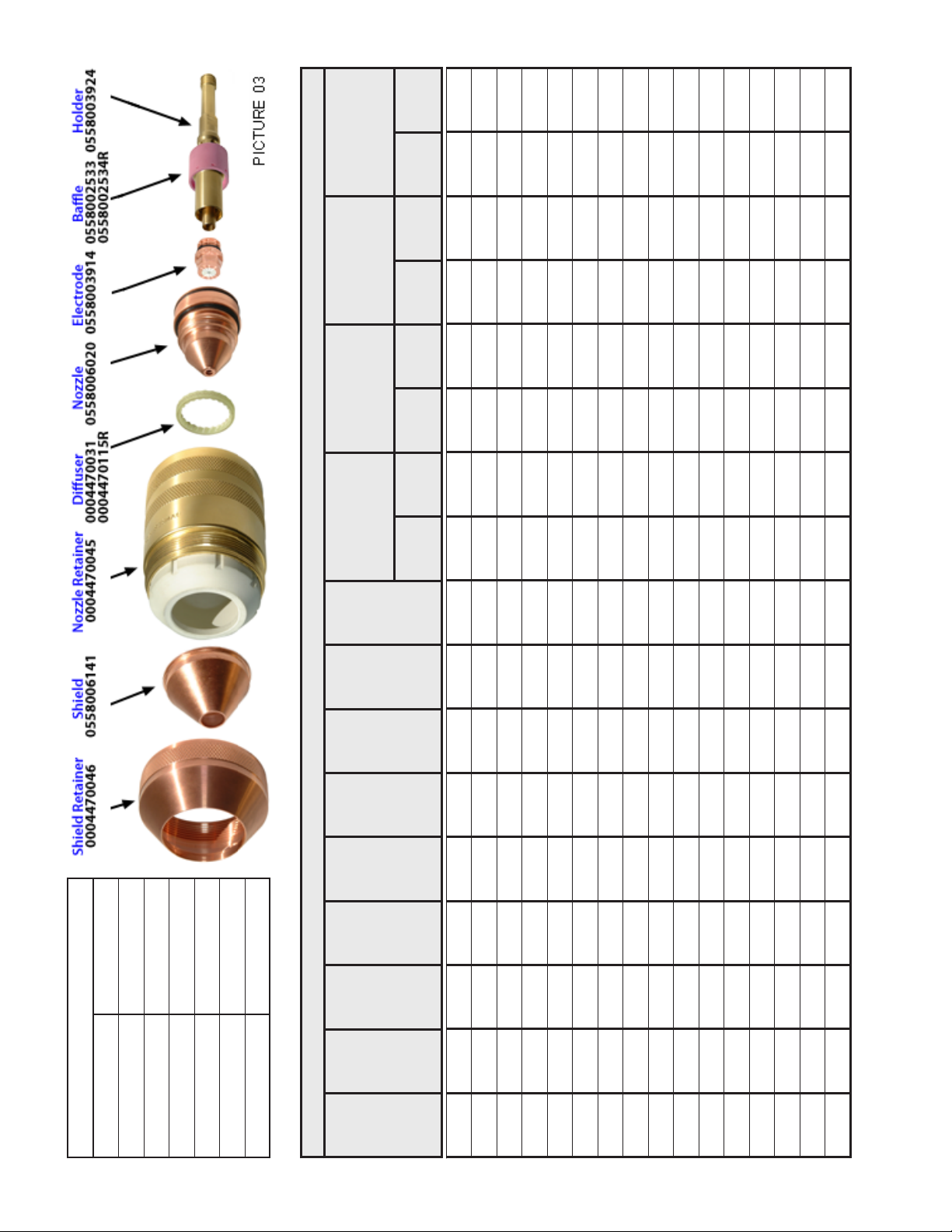
P3
ESAB Welding and Cutting Products
21
Version 8.1 released on 28Oct11
CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
MINŐSÉG
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 1
Áramerősség 200
Vágógáz O2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 O2
mm
Vas-
tagság
12 2159 3.0 125 4 4 2.0 0.4 0.3 1.24 0.00 0.00 1.87 3.11 3.11 0.00 0.00
15 2000 3.3 132 3 4 4.4 0.4 0.3 2.10 0.00 0.00 1.87 3.11 3.11 0.00 0.00
10 2337 3.0 125 4 4 1.9 0.4 0.3 1.24 0.00 0.00 1.87 3.11 3.11 0.00 0.00
16 1900 3.0 136 3 4 4.4 0.4 0.3 2.10 0.00 0.00 1.87 3.11 3.11 0.00 0.00
20 1500 3.6 140 3 5 4.6 0.5 0.4 2.10 0.00 0.00 1.87 3.11 3.11 0.00 0.00
22 1397 3.6 144 4 9 5.3 0.6 0.4 1.24 0.00 0.00 1.87 3.11 3.11 0.00 0.00
25 1150 3.3 148 5 9 5.1 0.6 0.4 2.10 0.00 0.00 1.87 3.11 3.11 0.00 0.00
32 762 4.0 155 3 9 5.6 0.6 0.5 2.10 0.00 0.00 1.87 3.11 3.11 0.00 0.00
30 765 3.8 155 3 9 5.6 0.6 0.5 2.10 0.00 0.00 1.87 3.11 3.11 0.00 0.00
P3
ESAB Welding and Cutting Products
22
Version 8.1 released on 28Oct11
CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
JELÖLÉS
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 6
Áramerősség 280
Vágógáz Argon
Indítógáz Argon
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Vas-
Első sor jelölő áramerősség: 12
tagság
25 2540 0.0 70 4 4 4.1 0.0 0.1 2.07 2.07 0.00 0.00 2.00 2.00 0.00 0.00
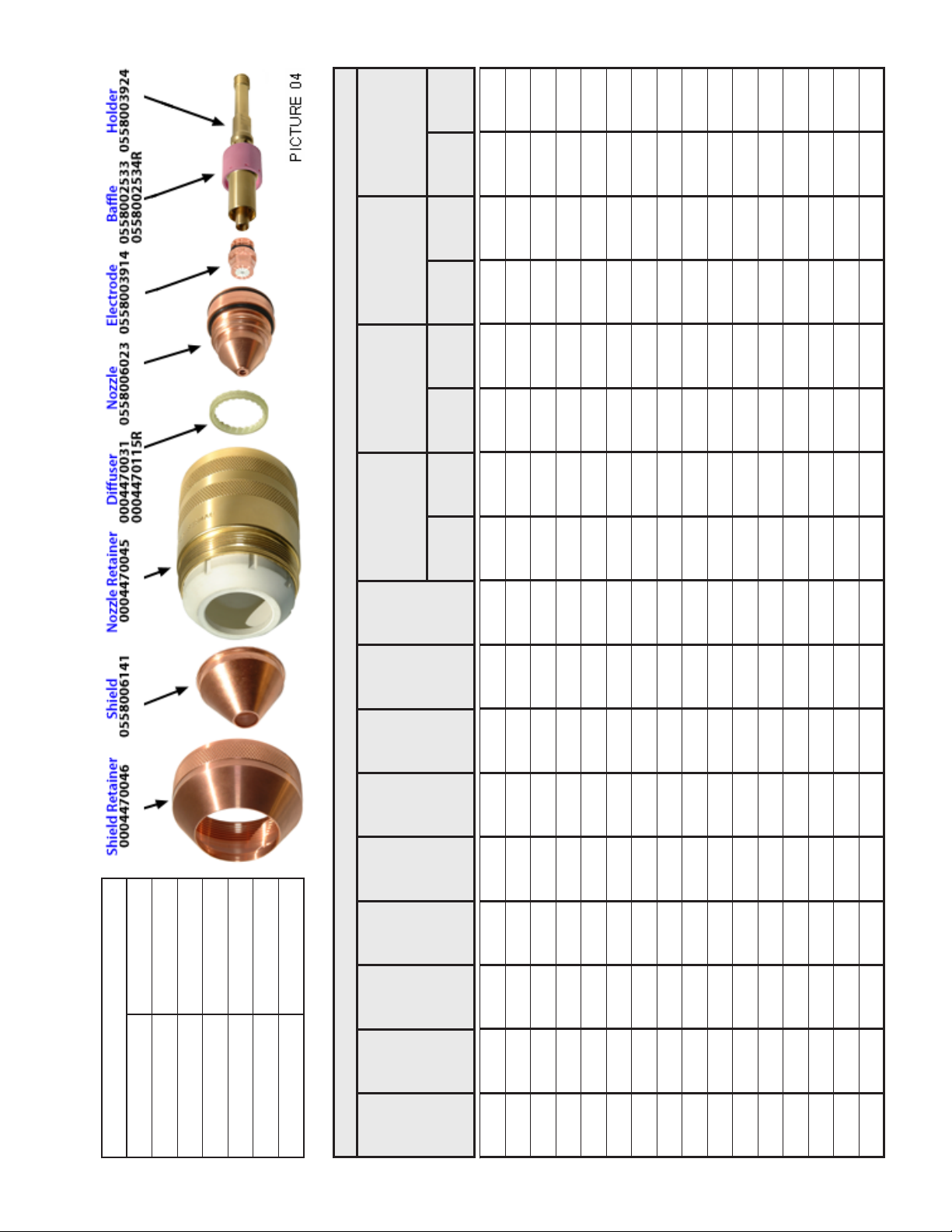
P4
ESAB Welding and Cutting Products
23
Version 8.1 released on 28Oct11
CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
MINŐSÉG
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 1
Áramerősség 280
Vágógáz O2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 O2
mm
Vas-
tagság
12 2667 2.7 130 4 18 2.5 0.7 0.2 1.72 0.00 0.00 1.98 4.67 4.67 0.00 0.00
16 2286 3.6 135 4 6 2.5 0.5 0.5 1.72 0.00 0.00 1.98 4.67 4.67 0.00 0.00
20 1900 3.2 143 4 6 4.0 0.7 0.5 2.10 0.00 0.00 1.98 4.67 4.67 0.00 0.00
22 1854 3.6 155 4 13 9.5 0.7 0.2 1.72 0.00 0.00 1.98 4.67 4.67 0.00 0.00
25 1550 4.2 148 4 6 4.0 1.0 0.6 2.10 0.00 0.00 1.98 4.67 4.67 0.00 0.00
32 1016 4.2 155 4 13 5.0 1.5 0.6 2.10 0.00 0.00 1.98 3.54 3.54 0.00 0.00
30 1150 4.2 152 4 13 5.0 1.3 0.6 2.10 0.00 0.00 1.98 3.54 3.54 0.00 0.00
35 850 4.2 159 4 13 5.0 1.5 0.6 2.10 0.00 0.00 1.98 3.54 3.54 0.00 0.00
P4
ESAB Welding and Cutting Products
24
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
MEGJ.: A vésés nem ajánlott 40 mm-nél nagyobb vastagság esetén.
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
AHC
Lyuk.
késlel-
Vágási
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
Kezdő
magas-
Ív-
bar
Start
mp.
késl.
mp.
tetés
mm
mag.
mm
mag.
ság
mm
ség
feszült-
gás
mm
Bevá-
MINŐSÉG
Anyag Szénacél
Gázkiválasztó 1
ESAB Welding and Cutting Products
Áramerősség 360
Vágógáz O2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 O2
ség
Sebes-
mm/m
32 1143 4.8 157 5 13 7.6 1.7 0.5 1.03 0.00 0.00 4.25 4.10 4.10 0.00 0.00
20 2413 4.4 143 5 13 7.6 1.3 0.5 1.24 0.00 0.00 3.68 3.54 3.54 1.70 1.70
mm
Vas-
tagság
22 2286 4.4 144 5 13 6.9 1.7 0.5 1.24 0.00 0.00 3.68 7.08 7.08 0.00 0.00
30 1270 4.4 150 5 13 7.6 1.7 0.5 1.03 0.00 0.00 3.68 3.54 3.54 0.00 0.00
25 1778 4.4 140 5 13 7.6 1.7 0.5 1.24 0.00 0.00 3.68 3.54 3.54 0.00 0.00
35 1067 4.8 160 5 19 14.0 1.7 0.5 1.03 0.00 0.00 3.68 3.54 3.54 0.00 0.00
25
41 813 6.5 170 5 19 14.0 1.7 0.5 1.03 0.00 0.00 3.68 3.96 3.96 1.98 1.98
38 889 6.4 157 5 19 14.0 1.7 0.5 1.03 0.00 0.00 3.68 3.96 3.96 1.98 1.98
44 635 7.0 165 5 19 14.0 1.7 0.5 1.03 0.00 0.00 3.68 4.53 4.53 1.98 1.98
Version 8.1 released on 28Oct11
P31

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
JELÖLÉS
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 6
Áramerősség 400
Vágógáz Argon
Indítógáz Argon
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Vas-
Első sor jelölő áramerősség: 18 Második sor jelölő áramerősség: 18
tagság
25 2540 0.0 52 4 4 4.1 0.0 0.1 2.07 2.07 0.00 0.00 2.00 2.00 0.00 0.00
25 5080 0.0 52 4 4 4.1 0.0 0.1 2.07 2.07 0.00 0.00 2.00 2.00 0.00 0.00
P32
ESAB Welding and Cutting Products
26
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
MEGJ.: A vésés nem ajánlott 40 mm-nél nagyobb vastagság esetén.
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
AHC
Lyuk.
késlel-
Vágási
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
Kezdő
magas-
Ív-
bar
Start
mp.
késl.
mp.
tetés
mm
mag.
mm
mag.
ság
mm
ség
feszült-
gás
mm
Bevá-
MINŐSÉG
Anyag Szénacél
Gázkiválasztó 1
ESAB Welding and Cutting Products
Áramerősség 400
Vágógáz O2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 O2
ség
Sebes-
mm/m
32 1250 5.1 150 10 19 7.1 1.3 0.6 2.20 0.00 0.00 3.96 4.30 4.30 3.57 3.57
35 1150 5.1 153 10 19 7.6 1.4 0.6 2.20 0.00 0.00 3.96 4.30 4.30 3.57 3.57
mm
Vas-
tagság
30 1400 5.3 148 10 19 11.7 1.3 0.6 2.20 0.00 0.00 3.96 4.30 4.30 3.57 3.57
38 1050 5.7 157 10 19 10.2 2.0 2.0 2.20 0.00 0.00 4.53 4.30 4.30 3.57 3.57
27
41 889 6.4 165 5 19 14.0 0.6 0.6 1.03 0.00 0.00 3.96 5.09 5.09 1.98 1.98
40 960 5.7 160 10 19 12.4 2.0 2.0 2.20 0.00 0.00 5.38 4.30 4.30 3.57 3.57
44 965 7.0 162 5 19 14.0 2.0 0.5 1.03 0.00 0.00 4.81 4.53 4.53 3.57 3.57
50 559 7.9 190 3 23 19.1 1.0 0.6 1.03 0.00 0.00 4.95 3.54 3.54 5.24 5.24
48 635 8.1 173 4 23 19.1 1.0 0.2 1.03 0.00 0.00 4.81 3.54 3.54 4.81 4.81
Version 8.1 released on 28Oct11
P32

28

Alumínium
Minőség
29

30

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
MINŐSÉG
ség
Sebes-
mm/m
Anyag Alumínium
Gázkiválasztó 3
Áramerősség 35
Vágógáz N2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 CH4
mm
Vas-
tagság
1 6096 1.8 166 3 3 3.0 0.4 0.4 2.10 0.00 0.00 1.78 0.57 2.26 0.00 1.19
3 3556 1.5 182 3 3 3.0 1.0 1.0 2.10 0.00 0.00 1.98 0.57 1.13 0.00 2.41
2 4572 1.5 180 3 3 3.0 0.7 0.7 2.10 0.00 0.00 1.78 0.57 2.26 0.00 1.75
P18
ESAB Welding and Cutting Products
31
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
MINŐSÉG
ség
Sebes-
mm/m
Anyag Alumínium
Gázkiválasztó 3
Áramerősség 50
Vágógáz N2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 CH4
mm
Vas-
tagság
4 3048 2.0 176 4 5 5.0 0.2 0.8 1.70 0.00 0.00 0.80 2.26 2.26 2.03 2.03
5 2159 2.0 180 4 5 5.0 0.2 0.8 1.70 0.00 0.00 0.80 1.70 1.70 1.50 1.50
6 1905 2.0 188 4 6 6.0 0.2 0.8 1.70 0.00 0.00 0.80 1.40 1.40 1.75 1.75
P7
ESAB Welding and Cutting Products
32
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
MINŐSÉG
ség
Sebes-
mm/m
Anyag Alumínium
Gázkiválasztó 3
Áramerősség 100
Vágógáz N2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 CH4
mm
Vas-
tagság
6 2032 2.0 153 4 4 3.0 0.4 0.5 2.07 0.00 0.00 0.90 3.40 3.40 1.40 1.40
8 1956 2.0 154 4 4 3.0 0.4 0.5 2.07 0.00 0.00 0.90 3.40 3.40 1.40 1.40
11 1524 2.0 158 4 6 3.0 0.6 0.8 2.07 0.00 0.00 0.90 2.30 2.30 0.70 0.70
10 1905 2.0 155 4 4 3.0 0.6 0.8 2.07 0.00 0.00 0.90 2.30 2.30 0.70 0.70
12 1270 2.0 160 4 6 3.0 0.6 0.8 2.07 0.00 0.00 0.90 2.30 2.30 0.70 0.70
P8
ESAB Welding and Cutting Products
33
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
MINŐSÉG
ség
Sebes-
mm/m
Anyag Alumínium
Gázkiválasztó 3
Áramerősség 200
Vágógáz N2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 CH4
mm
Vas-
tagság
12 2159 2.8 162 4 9 6.0 0.5 0.6 1.00 0.00 0.00 2.00 2.80 2.80 1.30 1.30
10 2667 2.8 145 4 3 2.0 0.5 0.6 1.00 0.00 0.00 2.00 2.80 2.80 1.30 1.30
20 1680 2.9 181 4 12 8.0 0.5 0.6 1.00 0.00 0.00 2.00 2.80 2.80 1.30 1.30
32 889 4.6 178 6 9 6.0 0.6 0.9 1.00 0.00 0.00 2.00 1.98 1.98 0.85 0.85
35 762 4.6 180 6 10 7.0 0.6 0.9 1.00 0.00 0.00 2.00 1.98 1.98 0.85 0.85
25 1143 3.6 187 4 13 9.0 0.7 0.9 1.00 0.00 0.00 2.00 2.80 2.80 1.70 1.70
38 635 4.6 185 8 13 9.0 0.6 0.9 1.00 0.00 0.00 1.75 1.98 1.98 0.85 0.85
P9
ESAB Welding and Cutting Products
34
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
MINŐSÉG
ség
Sebes-
mm/m
Anyag Alumínium
Gázkiválasztó 3
Áramerősség 260
Vágógáz N2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 CH4
mm
Vas-
tagság
6 7620 2.8 160 4 6 6.0 0.5 0.6 1.00 0.00 0.00 2.80 2.80 2.80 1.30 1.30
8 6300 2.8 163 4 8 8.0 0.5 0.6 1.00 0.00 0.00 2.80 2.80 2.80 1.30 1.30
12 3810 2.8 168 4 8 8.0 0.5 0.6 1.00 0.00 0.00 2.80 2.80 2.80 1.30 1.30
10 5080 2.8 165 4 9 9.0 0.5 0.6 1.00 0.00 0.00 2.80 2.80 2.80 1.30 1.30
15 2540 2.8 170 4 7 7.0 0.5 0.6 1.00 0.00 0.00 2.80 2.80 2.80 1.30 1.30
20 2218 2.8 181 5 8 8.0 0.5 0.6 1.00 0.00 0.00 2.80 2.80 2.80 1.30 1.30
25 1828 2.8 188 10 12 10.0 0.5 0.6 1.00 0.00 0.00 2.80 2.80 2.80 1.70 1.70
P10
ESAB Welding and Cutting Products
35
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
MEGJ.: A vésés nem ajánlott 40 mm-nél nagyobb vastagság esetén.
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
AHC
Lyuk.
késlel-
Vágási
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
Kezdő
magas-
Ív-
bar
Start
mp.
késl.
mp.
tetés
mm
mag.
mm
mag.
ság
mm
ség
feszült-
gás
mm
Bevá-
MINŐSÉG
Anyag Alumínium
Gázkiválasztó 5
ESAB Welding and Cutting Products
Áramerősség 360
Vágógáz H35
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 Semmi
ség
Sebes-
mm/m
12 3810 4.1 150 13 16 8.0 0.0 0.5 0.00 3.80 1.42 0.00 9.90 9.90 0.00 0.00
15 3302 4.6 166 13 17 17.0 0.1 0.5 0.00 3.80 1.42 0.00 9.90 9.90 0.00 0.00
20 2172 4.6 169 13 17 17.0 0.1 0.5 0.00 3.80 1.42 0.00 9.90 9.90 0.00 0.00
mm
Vas-
tagság
22 1905 4.6 170 13 16 15.0 0.1 0.6 0.00 3.80 1.42 0.00 9.90 9.90 0.00 0.00
36
32 1143 5.3 185 13 20 20.0 0.3 0.7 0.00 3.80 1.42 0.00 9.90 9.90 0.00 0.00
25 1524 4.8 173 13 16 15.0 0.2 0.6 0.00 3.80 1.42 0.00 9.90 9.90 0.00 0.00
38 838 6.1 193 13 20 20.0 0.4 0.7 0.00 3.80 1.42 0.00 9.90 9.90 0.00 0.00
45 635 6.6 200 16 20 20.0 0.5 0.8 0.00 3.80 1.42 0.00 9.90 9.90 0.00 0.00
40 777 6.2 195 14 20 20.0 0.4 0.7 0.00 3.80 1.42 0.00 9.90 9.90 0.00 0.00
Version 8.1 released on 28Oct11
P11

Rozsdamentes acél
Minőség
37

38

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
acél
Rozsdamentes
Bevá-
mm
magas-
ség
feszült-
gás
mm
JELÖLÉS
ség
Sebes-
mm/m
Anyag
Gázkiválasztó 6
Áramerősség 130
Vágógáz Argon
Indítógáz Argon
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Első sor jelölő áramerősség: 12 Második sor jelölő áramerősség: 18
Vas-
tagság
25 2540 0.0 80 4 2 1.6 0.0 0.1 3.59 3.59 0.00 0.00 4.00 4.00 0.00 0.00
25 7620 0.0 80 4 2 1.7 0.0 0.1 3.59 3.59 0.00 0.00 4.00 4.00 0.00 0.00
P8
ESAB Welding and Cutting Products
39
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
acél
Rozsdamentes
Bevá-
mm
magas-
ség
feszült-
gás
mm
MINŐSÉG
ség
Sebes-
mm/m
Anyag
Gázkiválasztó 5
Áramerősség 130
Vágógáz H35
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 Semmi
mm
Vas-
tagság
12 889 3.3 163 5 6 6.4 0.6 0.7 0.00 3.10 1.87 0.00 5.90 5.90 0.00 0.00
10 1016 3.1 158 4 6 6.4 0.6 0.7 0.00 3.10 1.87 0.00 5.40 5.40 0.00 0.00
15 787 3.6 167 5 9 8.9 0.8 0.9 0.00 3.10 1.87 0.00 5.40 5.40 0.00 0.00
20 678 3.8 172 5 9 8.9 0.8 0.9 0.00 3.10 1.87 0.00 5.40 5.40 0.00 0.00
25 635 4.6 179 5 9 8.9 1.1 1.3 0.00 3.50 1.87 0.00 4.30 4.30 0.00 0.00
P9
ESAB Welding and Cutting Products
40
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
acél
Rozsdamentes
Bevá-
mm
magas-
ség
feszült-
gás
mm
JELÖLÉS
ség
Sebes-
mm/m
Anyag
Gázkiválasztó 6
Áramerősség 200
Vágógáz Argon
Indítógáz Argon
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Első sor jelölő áramerősség: 14 Második sor jelölő áramerősség: 23
Vas-
tagság
25 7620 0.0 70 4 4 4.1 0.0 0.1 2.76 2.76 0.00 0.00 4.00 4.00 0.00 0.00
25 2540 0.0 70 4 4 4.1 0.0 0.1 2.76 2.76 0.00 0.00 4.00 4.00 0.00 0.00
P10
ESAB Welding and Cutting Products
41
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
acél
Rozsdamentes
Bevá-
mm
magas-
ség
feszült-
gás
mm
MINŐSÉG
ség
Sebes-
mm/m
Anyag
Gázkiválasztó 5
Áramerősség 200
Vágógáz H35
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 Semmi
mm
Vas-
tagság
12 1397 4.0 160 5 9 8.9 0.6 0.7 0.00 3.70 1.87 0.00 5.70 5.70 0.00 0.00
10 1651 4.0 155 5 9 8.9 0.6 0.7 0.00 3.70 1.87 0.00 5.70 5.70 0.00 0.00
15 1143 4.0 163 5 9 8.9 0.6 0.7 0.00 3.70 1.87 0.00 5.70 5.70 0.00 0.00
20 978 4.0 167 5 9 8.9 0.6 0.7 0.00 3.70 1.87 0.00 5.70 5.70 0.00 0.00
32 559 5.0 180 5 12 12.0 0.6 0.7 0.00 3.50 1.87 0.00 4.30 4.30 0.00 0.00
25 762 4.7 172 5 12 12.0 0.6 0.7 0.00 3.50 1.87 0.00 4.30 4.30 0.00 0.00
P10
ESAB Welding and Cutting Products
42
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
acél
Rozsdamentes
Bevá-
mm
magas-
ség
feszült-
gás
mm
JELÖLÉS
ség
Sebes-
mm/m
Anyag
Gázkiválasztó 6
Áramerősség 260
Vágógáz Argon
Indítógáz Argon
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Első sor jelölő áramerősség: 25 Második sor jelölő áramerősség: 25
Vas-
tagság
25 5080 0.0 65 4 5 4.6 0.0 0.1 2.07 2.07 0.00 0.00 4.00 4.00 0.00 0.00
25 2540 0.0 65 4 5 4.6 0.0 0.1 2.07 2.07 0.00 0.00 4.00 4.00 0.00 0.00
P13
ESAB Welding and Cutting Products
43
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
acél
Rozsdamentes
Bevá-
mm
magas-
ség
feszült-
gás
mm
MINŐSÉG
ség
Sebes-
mm/m
Anyag
Gázkiválasztó 3
Áramerősség 260
Vágógáz N2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 CH4
mm
Vas-
tagság
6 2286 2.8 150 4 6 5.0 0.5 0.6 1.00 0.00 0.00 2.80 2.80 2.80 1.30 1.30
8 2088 2.7 153 4 6 5.0 0.5 0.6 1.00 0.00 0.00 2.80 3.40 3.40 1.60 1.60
12 1651 3.2 165 4 6 6.4 0.5 0.6 1.00 0.00 0.00 2.80 2.80 2.80 1.50 1.50
10 1905 2.5 155 4 6 6.4 0.5 0.6 1.00 0.00 0.00 2.80 4.00 4.00 1.80 1.80
20 959 3.8 173 5 6 9.9 0.5 0.6 1.00 0.00 0.00 2.80 2.70 2.70 1.20 1.20
25 635 4.6 192 9 13 12.8 0.7 0.9 1.00 0.00 0.00 2.80 1.70 1.70 0.40 0.40
P13
ESAB Welding and Cutting Products
44
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
acél
Rozsdamentes
Bevá-
mm
magas-
ség
feszült-
gás
mm
MINŐSÉG
ség
Sebes-
mm/m
Anyag
Gázkiválasztó 5
Áramerősség 260
Vágógáz H35
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 Semmi
mm
Vas-
tagság
12 1651 3.8 157 4 8 8.0 0.5 0.6 0.00 4.50 0.85 0.00 5.70 5.70 0.00 0.00
10 1905 4.2 151 4 6 6.0 0.5 0.6 0.00 4.50 0.85 0.00 5.70 5.70 0.00 0.00
15 1397 4.0 160 4 8 8.0 0.6 0.7 0.00 4.50 0.85 0.00 5.70 5.70 0.00 0.00
20 1086 4.1 168 4 10 10.0 0.7 0.8 0.00 4.50 0.85 0.00 5.70 5.70 0.00 0.00
32 635 4.7 185 5 14 14.0 1.5 1.7 0.00 4.50 0.85 0.00 5.70 5.70 0.00 0.00
25 762 4.7 180 5 13 13.0 1.2 1.4 0.00 4.50 0.85 0.00 5.70 5.70 0.00 0.00
P13
ESAB Welding and Cutting Products
45
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
acél
Rozsdamentes
Bevá-
mm
magas-
ség
feszült-
gás
mm
JELÖLÉS
ség
Sebes-
mm/m
Anyag
Gázkiválasztó 6
Áramerősség 360
Vágógáz Argon
Indítógáz Argon
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Első sor jelölő áramerősség: 18 Második sor jelölő áramerősség: 45
Vas-
tagság
25 5080 0.0 62 4 4 4.1 0.0 0.1 2.10 2.10 0.00 0.00 4.00 4.00 0.00 0.00
25 2540 0.0 62 4 4 4.1 0.0 0.1 2.10 2.10 0.00 0.00 4.00 4.00 0.00 0.00
P11
ESAB Welding and Cutting Products
46
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
acél
Rozsdamentes
Bevá-
mm
magas-
ség
feszült-
gás
mm
MINŐSÉG
ség
Sebes-
mm/m
Anyag
Gázkiválasztó 5
Áramerősség 360
Vágógáz H35
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 Semmi
mm
Vas-
tagság
12 2032 4.4 177 13 18 10.2 0.6 0.5 0.00 3.30 0.85 0.00 9.90 9.90 0.00 0.00
20 1086 5.8 184 16 18 10.2 0.8 0.5 0.00 3.30 0.85 0.00 9.90 9.90 0.00 0.00
32 508 7.6 200 19 25 12.7 1.2 0.7 0.00 3.30 0.85 0.00 9.90 9.90 0.00 0.00
25 762 6.4 190 19 25 10.2 1.0 0.5 0.00 3.30 0.85 0.00 9.90 9.90 0.00 0.00
38 381 8.8 225 19 25 15.9 1.2 0.8 0.00 3.30 0.85 0.00 9.90 9.90 0.00 0.00
P11
ESAB Welding and Cutting Products
47
Version 8.1 released on 28Oct11

48

Szénacél Gyár-
tás
49

50

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
JELÖLÉS
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 6
Áramerősség 50
Vágógáz Argon
Indítógáz Argon
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Első sor jelölő áramerősség: 14 Második sor jelölő áramerősség: 14
Vas-
tagság
25 10160 0.0 85 4 4 4.1 0.0 0.1 5.18 5.18 0.00 0.00 2.00 2.00 0.00 0.00
25 2540 0.0 85 4 4 4.1 0.0 0.1 5.18 5.18 0.00 0.00 2.00 2.00 0.00 0.00
P1
ESAB Welding and Cutting Products
51
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
GYÁRTÁS
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 1
Áramerősség 50
Vágógáz O2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 O2
mm
Vas-
tagság
2 4572 1.8 126 4 6 1.8 0.1 0.6 3.50 0.00 0.00 0.93 0.00 0.00 0.85 0.85
3 3048 1.8 126 4 6 1.8 0.1 0.6 3.50 0.00 0.00 0.93 0.00 0.00 0.85 0.85
4 2540 1.8 128 4 6 2.3 0.1 0.6 3.50 0.00 0.00 0.93 0.57 0.57 0.85 0.85
5 2159 1.8 132 4 6 2.5 0.2 0.6 3.50 0.00 0.00 0.93 0.57 0.57 0.85 0.85
P1
ESAB Welding and Cutting Products
52
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
GYÁRTÁS
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 9
Áramerősség 100
Vágógáz O2
Indítógáz N2
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Vas-
tagság
3 5715 1.7 142 3 6 3.0 0.1 0.2 2.07 0.00 0.31 1.42 2.83 2.83 0.00 0.00
4 4572 1.8 145 3 6 3.2 0.1 0.2 2.07 0.00 0.31 1.42 2.83 2.83 0.00 0.00
5 4064 1.9 147 3 6 3.0 0.1 0.2 2.07 0.00 0.31 1.42 2.83 2.83 0.00 0.00
6 3556 2.0 149 3 6 3.2 0.1 0.2 2.07 0.00 0.31 1.42 2.83 2.83 0.00 0.00
8 3556 2.0 151 3 6 3.2 0.1 0.2 2.07 0.00 0.31 1.42 2.83 2.83 0.00 0.00
12 1524 2.5 155 3 6 3.2 0.4 0.2 2.07 0.00 0.31 1.42 2.83 2.83 0.00 0.00
10 1905 2.5 153 3 6 3.0 0.2 0.2 2.07 0.00 0.31 1.42 2.83 2.83 0.00 0.00
P2
ESAB Welding and Cutting Products
53
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
JELÖLÉS
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 6
Áramerősség 130
Vágógáz Argon
Indítógáz Argon
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Első sor jelölő áramerősség: 12 Második sor jelölő áramerősség: 18
Vas-
tagság
25 7620 0.0 80 4 4 4.1 0.0 0.1 3.59 3.59 0.00 0.00 2.00 2.00 0.00 0.00
25 2540 0.0 80 4 4 4.1 0.0 0.1 3.59 3.59 0.00 0.00 2.00 2.00 0.00 0.00
P29
ESAB Welding and Cutting Products
54
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
MEGJ.: A vésés nem ajánlott 19 mm-nél nagyobb vastagság esetén.
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
AHC
Lyuk.
késlel-
Vágási
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
Kezdő
magas-
Ív-
bar
Start
mp.
késl.
mp.
tetés
mm
mag.
mm
mag.
ság
mm
ség
feszült-
GYÁRTÁS
Anyag Szénacél
Gázkiválasztó 10
ESAB Welding and Cutting Products
Áramerősség 130
Vágógáz O2
Indítógáz Levegő
Védőgáz -1 Levegő
Védőgáz -2 Semmi
gás
mm
Bevá-
ség
Sebes-
mm/m
5 4826 2.0 127 3 3 2.0 0.3 0.2 2.07 0.00 0.31 1.13 3.11 3.11 0.00 0.00
6 3810 2.0 127 3 3 2.5 0.3 0.2 2.07 0.00 0.31 1.13 3.11 3.11 0.00 0.00
mm
Vas-
tagság
3 6096 2.0 127 3 3 2.0 0.3 0.2 2.07 0.00 0.31 1.13 3.11 3.11 0.00 0.00
55
8 3302 2.0 132 3 5 3.3 0.3 0.2 2.07 0.00 0.31 1.13 3.11 3.11 0.00 0.00
12 2032 2.0 145 3 7 6.1 0.6 0.2 2.07 0.00 0.31 1.13 3.11 3.11 0.00 0.00
15 1524 2.0 146 3 7 6.1 0.6 0.2 2.07 0.00 0.31 1.13 3.11 3.11 0.00 0.00
10 2794 2.0 135 3 7 5.1 0.6 0.2 2.07 0.00 0.31 1.13 3.11 3.11 0.00 0.00
19 1270 2.8 147 3 7 6.1 0.6 0.2 2.07 0.00 0.31 1.13 3.11 3.11 0.00 0.00
Version 8.1 released on 28Oct11
32 381 4.6 175 3 8 7.6 1.5 1.0 2.07 0.00 0.31 1.13 3.11 3.11 0.00 0.00
25 508 4.1 172 3 8 7.6 1.5 1.0 2.07 0.00 0.31 1.13 3.11 3.11 0.00 0.00
40 254 4.6 180 3 8 7.9 1.5 1.0 2.07 0.00 0.31 1.13 3.11 3.11 0.00 0.00
P29

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
MEGJ.: A vésés nem ajánlott 32 mm-nél nagyobb vastagság esetén.
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
AHC
Lyuk.
késlel-
Vágási
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
Kezdő
magas-
Ív-
bar
Start
mp.
késl.
mp.
tetés
mm
mag.
mm
mag.
ság
mm
ség
feszült-
gás
mm
Bevá-
GYÁRTÁS
Anyag Szénacél
Gázkiválasztó 9
ESAB Welding and Cutting Products
Áramerősség 200
Vágógáz O2
Indítógáz N2
Védőgáz -1 Levegő
Védőgáz -2 Semmi
ség
Sebes-
mm/m
8 5096 2.7 131 3 4 3.0 0.2 0.5 2.10 0.00 0.00 1.87 4.00 4.00 0.00 0.00
mm
Vas-
tagság
6 6350 2.5 129 3 4 2.0 0.2 0.5 2.10 0.00 0.00 1.87 4.00 4.00 0.00 0.00
56
12 3048 2.9 148 3 7 7.0 0.2 0.5 2.10 0.00 0.00 1.87 4.00 4.00 0.00 0.00
10 3967 2.8 133 3 4 4.0 0.2 0.5 2.10 0.00 0.00 1.87 4.00 4.00 0.00 0.00
15 2540 3.0 150 3 8 8.0 0.5 0.4 2.10 0.00 0.00 1.87 4.00 4.00 0.00 0.00
20 1814 3.0 152 4 8 8.0 0.5 0.4 2.10 0.00 0.00 1.87 4.00 4.00 0.00 0.00
25 1295 3.3 152 5 9 8.0 0.6 0.4 2.10 0.00 0.00 1.87 4.00 4.00 0.00 0.00
32 889 3.6 155 5 9 7.0 1.3 0.9 2.10 0.00 0.00 1.87 4.00 4.00 0.00 0.00
30 1000 3.5 154 5 9 7.0 1.1 0.8 2.10 0.00 0.00 1.87 4.00 4.00 0.00 0.00
Version 8.1 released on 28Oct11
35 635 4.2 160 5 9 7.0 0.6 0.5 2.10 0.00 0.00 1.87 3.60 3.60 0.00 0.00
50 254 5.2 178 6 9 8.0 0.6 0.5 2.10 0.00 0.00 1.87 3.60 3.60 0.00 0.00
40 508 4.2 168 5 9 8.0 0.6 0.5 2.10 0.00 0.00 1.87 3.60 3.60 0.00 0.00
P3

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
GYÁRTÁS
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 9
Áramerősség 260
Vágógáz O2
Indítógáz N2
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Vas-
tagság
13 2540 2.5 135 4 6 2.5 0.5 0.5 1.72 0.00 0.00 1.98 4.67 4.67 0.00 0.00
16 2286 3.6 135 4 6 2.5 0.5 0.5 1.72 0.00 0.00 1.98 4.67 4.67 0.00 0.00
20 2159 3.6 143 4 6 3.6 0.7 0.5 1.72 0.00 0.00 1.98 4.67 4.67 0.00 0.00
22 1778 3.8 145 4 13 3.7 1.0 0.6 1.72 0.00 0.00 1.98 4.67 4.67 0.00 0.00
32 1016 4.8 155 4 13 5.1 1.5 0.6 1.72 0.00 0.00 1.98 3.51 3.51 0.00 0.00
25 1524 4.1 148 4 6 3.0 1.0 0.6 1.72 0.00 0.00 1.98 4.67 4.67 0.00 0.00
35 838 5.0 159 4 13 5.1 1.5 0.6 1.72 0.00 0.00 1.98 3.51 3.51 0.00 0.00
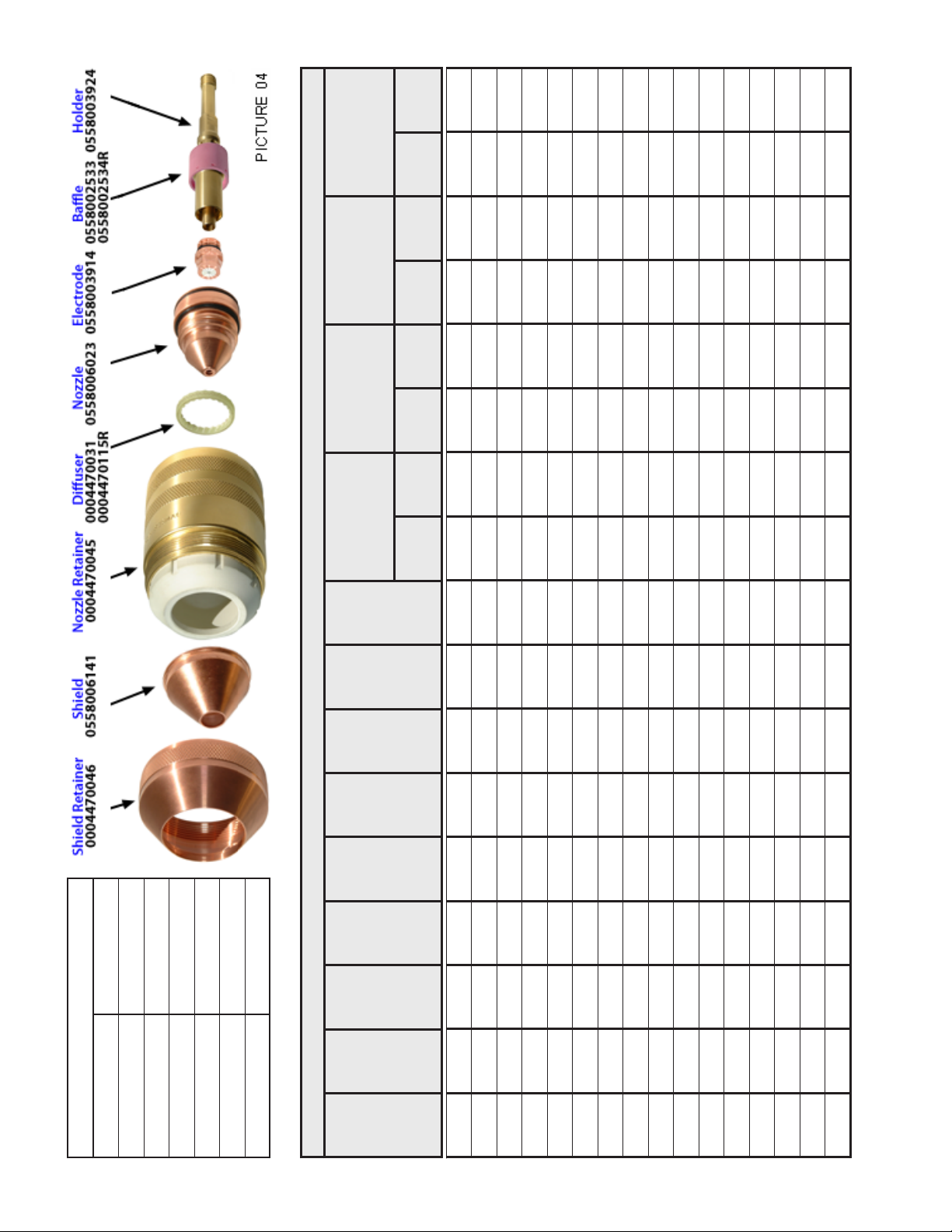
P4
ESAB Welding and Cutting Products
57
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
GYÁRTÁS
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 1
Áramerősség 260
Vágógáz O2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 O2
mm
Megjegyzés: Piercing nem javasolt vastagság nagyobb mint 38 mm Pierce késés megjelölt szélén kezdődik nagyobb mint 38 mm
Vas-
tagság
12 3683 3.8 137 6 13 5.1 0.6 0.1 1.72 0.00 0.00 2.41 7.08 7.08 0.00 0.00
10 4318 3.2 135 5 4 3.8 0.6 0.1 1.72 0.00 0.00 2.41 7.08 7.08 0.00 0.00
16 3200 3.8 142 6 13 5.1 0.6 0.1 1.72 0.00 0.00 2.41 7.08 7.08 0.00 0.00
20 2286 4.1 145 6 13 5.1 0.6 0.1 1.72 0.00 0.00 2.41 7.08 7.08 0.00 0.00
22 1981 4.4 146 6 13 5.1 0.5 0.1 1.72 0.00 0.00 2.41 7.08 7.08 0.00 0.00
32 1143 4.4 154 4 13 5.1 1.5 0.1 1.72 0.00 0.00 2.41 7.08 7.08 0.00 0.00
35 1067 5.1 155 4 15 7.0 1.5 0.1 1.72 0.00 0.00 2.41 7.08 7.08 0.00 0.00
25 1651 4.4 148 6 13 5.1 0.5 0.1 1.72 0.00 0.00 2.41 7.08 7.08 0.00 0.00
38 965 5.1 158 4 15 7.0 1.5 0.1 1.72 0.00 0.00 2.41 7.08 7.08 0.00 0.00
65 254 6.4 188 4 15 11.7 1.5 0.1 1.72 0.00 0.00 2.41 7.08 7.08 0.00 0.00
50 406 5.1 175 4 15 10.2 1.5 0.1 1.72 0.00 0.00 2.41 7.08 7.08 0.00 0.00
P53
ESAB Welding and Cutting Products
58
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
GYÁRTÁS
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 9
Áramerősség 280
Vágógáz O2
Indítógáz N2
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Vas-
tagság
6 4826 3.1 135 4 6 6.0 0.0 0.3 2.10 0.00 0.00 2.80 5.70 5.70 0.00 0.00
5 6604 2.5 132 4 6 5.0 0.0 0.3 2.10 0.00 0.00 2.80 5.70 5.70 0.00 0.00
8 4699 3.1 138 4 6 6.0 0.5 0.3 2.10 0.00 0.00 2.80 5.70 5.70 0.00 0.00
12 3556 3.3 145 4 7 7.0 0.5 0.3 2.10 0.00 0.00 2.80 5.70 5.70 0.00 0.00
10 4572 3.2 140 4 8 8.0 0.5 0.3 2.10 0.00 0.00 2.80 5.70 5.70 0.00 0.00
15 3175 3.6 151 4 9 9.0 0.5 0.5 2.10 0.00 0.00 2.80 5.70 5.70 0.00 0.00
20 2318 3.6 154 4 8 8.0 0.7 0.6 2.10 0.00 0.00 2.80 5.70 5.70 0.00 0.00
25 1778 4.1 160 4 10 10.0 0.7 0.6 2.10 0.00 0.00 2.80 5.70 5.70 0.00 0.00
P5
ESAB Welding and Cutting Products
59
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
MEGJ.: A vésés nem ajánlott 40 mm-nél nagyobb vastagság esetén.
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
AHC
Lyuk.
késlel-
Vágási
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
Kezdő
magas-
Ív-
bar
Start
mp.
késl.
mp.
tetés
mm
mag.
mm
mag.
ság
mm
ség
feszült-
gás
mm
Bevá-
GYÁRTÁS
Anyag Szénacél
Gázkiválasztó 9
ESAB Welding and Cutting Products
Áramerősség 290
Vágógáz O2
Indítógáz N2
Védőgáz -1 Levegő
Védőgáz -2 Semmi
ség
Sebes-
mm/m
32 1143 4.8 170 4 11 11.0 1.3 0.7 2.10 0.00 0.00 3.40 5.70 5.70 0.00 0.00
mm
Vas-
tagság
35 1016 4.8 173 4 12 12.0 1.5 0.7 2.10 0.00 0.00 3.40 5.70 5.70 0.00 0.00
60
41 762 5.1 180 4 13 13.0 1.8 0.8 2.10 0.00 0.00 3.40 5.10 5.10 0.00 0.00
38 889 4.8 175 4 11 11.0 1.7 0.7 2.10 0.00 0.00 3.40 5.10 5.10 0.00 0.00
45 609 5.6 182 4 13 13.0 2.0 0.8 2.10 0.00 0.00 3.40 5.10 5.10 0.00 0.00
50 330 6.4 188 4 12 12.0 2.3 0.9 2.10 0.00 0.00 3.40 5.10 5.10 0.00 0.00
48 457 6.1 185 4 12 11.0 2.2 0.9 2.10 0.00 0.00 3.40 5.10 5.10 0.00 0.00
Version 8.1 released on 28Oct11
P5

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
JELÖLÉS
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 6
Áramerősség 360
Vágógáz Argon
Indítógáz Argon
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Első sor jelölő áramerősség: 18 Második sor jelölő áramerősség: 18
Vas-
tagság
25 2540 0.0 62 4 4 4.1 0.0 0.1 2.07 2.07 0.00 0.00 2.00 2.00 0.00 0.00
25 5080 0.0 62 4 4 4.1 0.0 0.1 2.07 2.07 0.00 0.00 2.00 2.00 0.00 0.00
P31
ESAB Welding and Cutting Products
61
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
MEGJ.: A vésés nem ajánlott 40 mm-nél nagyobb vastagság esetén.
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
AHC
Lyuk.
késlel-
Vágási
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
Kezdő
magas-
Ív-
bar
Start
mp.
késl.
mp.
tetés
mm
mag.
mm
mag.
ság
mm
ség
feszült-
GYÁRTÁS
Anyag Szénacél
Gázkiválasztó 9
ESAB Welding and Cutting Products
Áramerősség 360
Vágógáz O2
Indítógáz N2
Védőgáz -1 Levegő
Védőgáz -2 Semmi
gás
mm
Bevá-
ség
Sebes-
mm/m
12 4191 3.8 140 5 10 6.6 0.5 0.2 2.10 0.00 0.00 3.68 5.66 9.91 0.00 0.00
15 3810 3.8 142 5 10 6.6 0.5 0.2 2.10 0.00 0.00 3.68 5.66 9.91 0.00 0.00
19 3048 4.1 147 5 10 6.6 0.5 0.2 2.10 0.00 0.00 3.68 5.66 9.91 0.00 0.00
mm
Vas-
tagság
25 2032 4.2 150 5 13 6.6 0.7 0.2 2.10 0.00 0.00 3.68 5.66 8.49 0.00 0.00
62
35 1270 4.8 155 5 13 7.6 1.1 0.2 2.10 0.00 0.00 3.68 5.66 5.66 0.00 0.00
30 1575 4.6 152 5 13 6.6 0.9 0.2 2.10 0.00 0.00 3.68 5.66 5.66 0.00 0.00
50 635 8.1 183 5 13 12.7 1.8 0.5 2.10 0.00 0.00 3.68 5.66 5.66 0.00 0.00
38 1016 6.6 160 5 13 7.6 1.3 0.2 2.10 0.00 0.00 3.68 5.66 5.66 0.00 0.00
64 254 9.7 205 5 17 16.5 2.0 0.5 2.10 0.00 0.00 3.68 5.66 5.66 0.00 0.00
Version 8.1 released on 28Oct11
P31

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
MEGJ.: A vésés nem ajánlott 40 mm-nél nagyobb vastagság esetén.
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
AHC
Lyuk.
késlel-
Vágási
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
Kezdő
magas-
Ív-
bar
Start
mp.
késl.
mp.
tetés
mm
mag.
mm
mag.
ság
mm
ség
feszült-
GYÁRTÁS
Anyag Szénacél
Gázkiválasztó 1
ESAB Welding and Cutting Products
Áramerősség 400
Vágógáz O2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 O2
gás
mm
Bevá-
ség
Sebes-
mm/m
5 8000 4.3 120 5 10 4.0 0.1 0.5 2.20 0.00 0.00 4.50 4.30 4.30 3.70 3.70
mm
Vas-
tagság
8 5200 4.3 125 5 10 4.0 0.1 0.5 2.20 0.00 0.00 4.50 4.30 4.30 3.70 3.70
63
12 4150 4.3 132 8 13 7.0 0.5 0.5 2.20 0.00 0.00 4.50 4.30 4.30 3.70 3.70
10 4800 4.3 129 5 10 4.0 0.1 0.5 2.20 0.00 0.00 4.50 4.30 4.30 3.70 3.70
15 3500 4.3 135 8 17 8.0 1.0 1.0 2.20 0.00 0.00 4.50 4.30 4.30 3.70 3.70
20 2946 4.3 136 18 19 9.0 0.3 0.5 2.20 0.00 0.00 4.00 4.30 4.30 3.60 3.60
22 2413 4.6 140 18 19 10.0 0.4 0.5 2.20 0.00 0.00 4.00 4.30 4.30 3.60 3.60
32 1270 5.1 150 18 19 8.0 0.6 0.6 2.20 0.00 0.00 4.00 4.30 4.30 3.60 3.60
25 2000 4.6 139 18 19 10.0 0.5 0.6 2.20 0.00 0.00 4.00 4.30 4.30 3.60 3.60
Version 8.1 released on 28Oct11
35 1143 5.1 153 18 19 10.0 0.6 0.6 2.20 0.00 0.00 4.00 4.30 4.30 3.60 3.60
45 762 6.4 170 18 19 14.0 2.5 2.5 2.20 0.00 0.00 4.50 9.90 9.90 0.00 0.00
38 1016 5.7 157 18 19 12.0 2.0 2.0 2.20 0.00 0.00 4.50 4.30 4.30 3.60 3.60
50 508 8.3 184 18 19 18.0 3.0 3.0 2.20 0.00 0.00 4.50 9.90 9.90 0.00 0.00
64 254 10.2 219 18 19 18.0 5.0 10.0 2.20 0.00 0.00 5.70 9.90 9.90 0.00 0.00
P32

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
GYÁRTÁS
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 2
Áramerősség 400
Vágógáz O2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 O2
mm
Vas-
tagság
5 8001 4.1 120 8 8 4.8 0.1 0.5 0.00 3.10 2.83 0.00 4.25 4.25 3.62 3.62
8 5207 4.1 130 8 8 4.8 0.1 0.5 0.00 3.10 2.83 0.00 4.25 4.25 3.62 3.62
13 4140 4.1 132 8 8 4.8 1.0 1.0 0.00 3.10 2.83 0.00 4.25 4.25 3.62 3.62
10 4826 4.1 129 8 8 3.0 0.1 0.5 0.00 3.10 2.83 0.00 4.25 4.25 3.62 3.62
15 3505 4.4 135 8 8 6.4 1.0 1.0 0.00 3.10 2.83 0.00 4.25 4.25 3.62 3.62
32 1016 6.4 150 18 19 7.9 0.6 0.6 0.00 3.45 2.83 0.00 4.25 4.25 3.57 3.57
35 1143 5.1 153 18 19 8.9 0.6 0.6 0.00 3.45 2.83 0.00 4.25 4.25 3.57 3.57
38 1016 6.4 157 18 19 8.1 2.0 2.0 0.00 4.00 2.83 0.00 4.25 4.25 3.57 3.57
P32
ESAB Welding and Cutting Products
64
Version 8.1 released on 28Oct11

Alumínium
Gyártás
65

66

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
GYÁRTÁS
ség
Sebes-
mm/m
Anyag Alumínium
Gázkiválasztó 3
Áramerősség 35
Vágógáz N2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 Semmi
mm
Vas-
tagság
1 6096 1.8 160 3 3 3.0 0.4 0.4 2.10 0.00 0.00 1.78 0.56 2.26 0.00 0.00
3 3556 1.5 165 3 3 3.0 1.0 1.0 2.10 0.00 0.00 1.98 0.56 1.98 0.00 0.00
2 5080 1.5 160 3 3 3.0 0.7 0.7 2.10 0.00 0.00 1.98 0.56 2.26 0.00 0.00
P18
ESAB Welding and Cutting Products
67
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
GYÁRTÁS
ség
Sebes-
mm/m
Anyag Alumínium
Gázkiválasztó 3
Áramerősség 50
Vágógáz N2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 Semmi
mm
Vas-
tagság
4 3048 1.8 143 4 4 3.0 0.2 0.8 2.00 0.00 0.00 1.00 5.09 5.09 0.00 0.00
5 2159 1.8 155 5 5 4.0 0.2 0.8 2.00 0.00 0.00 1.00 5.09 5.09 0.00 0.00
6 1905 1.8 158 5 5 5.0 0.2 0.8 2.00 0.00 0.00 1.00 5.09 5.09 0.00 0.00
P7
ESAB Welding and Cutting Products
68
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
GYÁRTÁS
ség
Sebes-
mm/m
Anyag Alumínium
Gázkiválasztó 3
Áramerősség 100
Vágógáz N2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 Semmi
mm
Vas-
tagság
8 1956 2.0 154 4 4 3.0 0.4 0.5 2.07 0.00 0.00 0.90 4.80 4.80 0.00 0.00
6 2032 2.0 153 4 4 3.0 0.4 0.5 2.07 0.00 0.00 0.90 4.80 4.80 0.00 0.00
11 1524 2.0 158 4 6 3.0 0.6 0.8 2.07 0.00 0.00 0.90 2.97 2.97 0.00 0.00
10 1905 2.0 155 4 4 3.0 0.6 0.8 2.07 0.00 0.00 0.90 2.97 2.97 0.00 0.00
12 1270 2.0 160 4 6 3.0 0.6 0.8 2.07 0.00 0.00 0.90 2.97 2.97 0.00 0.00
P8
ESAB Welding and Cutting Products
69
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
GYÁRTÁS
ség
Sebes-
mm/m
Anyag Alumínium
Gázkiválasztó 3
Áramerősség 200
Vágógáz N2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 Semmi
mm
Vas-
tagság
12 2159 2.8 162 4 6 6.0 0.5 0.6 2.07 0.00 0.00 2.00 4.10 4.10 0.00 0.00
10 2667 2.8 145 4 6 2.0 0.5 0.6 2.07 0.00 0.00 2.00 4.10 4.10 0.00 0.00
20 1683 2.9 181 4 6 8.0 0.5 0.6 2.07 0.00 0.00 2.00 4.10 4.10 0.00 0.00
32 900 4.0 192 4 10 10.0 1.1 1.1 2.07 0.00 0.00 2.00 4.50 4.50 0.00 0.00
25 1143 3.6 187 4 6 9.0 0.7 0.9 2.07 0.00 0.00 2.00 4.50 4.50 0.00 0.00
P9
ESAB Welding and Cutting Products
70
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
GYÁRTÁS
ség
Sebes-
mm/m
Anyag Alumínium
Gázkiválasztó 3
Áramerősség 260
Vágógáz N2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 Semmi
mm
Vas-
tagság
8 6300 2.8 163 4 8 8.0 0.5 0.6 0.70 0.00 0.00 2.80 4.10 4.10 0.00 0.00
6 7620 2.8 160 4 6 6.0 0.5 0.6 0.70 0.00 0.00 2.80 4.10 4.10 0.00 0.00
12 3810 2.8 168 4 8 8.0 0.5 0.6 0.70 0.00 0.00 2.80 4.10 4.10 0.00 0.00
10 5080 2.8 165 4 9 9.0 0.5 0.6 0.70 0.00 0.00 2.80 4.10 4.10 0.00 0.00
15 2540 2.8 170 4 7 7.0 0.5 0.6 0.70 0.00 0.00 2.80 4.10 4.10 0.00 0.00
20 2286 2.8 180 4 8 8.0 0.5 0.6 0.70 0.00 0.00 2.80 4.10 4.10 0.00 0.00
32 1370 3.0 192 10 15 12.0 0.5 0.6 0.70 0.00 0.00 2.80 4.50 4.50 0.00 0.00
25 1828 2.8 188 10 12 10.0 0.5 0.6 0.70 0.00 0.00 2.80 4.50 4.50 0.00 0.00
P10
ESAB Welding and Cutting Products
71
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
GYÁRTÁS
ség
Sebes-
mm/m
Anyag Alumínium
Gázkiválasztó 3
Áramerősség 360
Vágógáz N2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 Semmi
mm
Vas-
tagság
6 5842 3.0 147 13 16 5.0 0.0 0.5 0.70 0.00 0.00 4.10 9.90 9.90 0.00 0.00
8 5182 3.2 151 13 16 6.0 0.0 0.5 0.70 0.00 0.00 4.10 9.90 9.90 0.00 0.00
12 4064 3.3 161 13 16 7.0 0.0 0.5 0.70 0.00 0.00 4.10 9.90 9.90 0.00 0.00
10 4572 3.3 155 13 16 7.0 0.0 0.5 0.70 0.00 0.00 4.10 9.90 9.90 0.00 0.00
20 2172 3.6 168 16 18 9.0 0.2 0.6 0.70 0.00 0.00 4.10 9.90 9.90 0.00 0.00
32 1016 5.1 190 16 20 10.0 0.3 0.7 0.70 0.00 0.00 4.10 9.90 9.90 0.00 0.00
25 1524 3.8 168 16 20 9.0 0.3 0.7 0.70 0.00 0.00 4.10 9.90 9.90 0.00 0.00
P11
ESAB Welding and Cutting Products
72
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
MEGJ.: A vésés nem ajánlott 38.1 mm-nél nagyobb vastagság esetén.
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
AHC
Lyuk.
késlel-
Vágási
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
Kezdő
magas-
Ív-
bar
Start
mp.
késl.
mp.
tetés
mm
mag.
mm
mag.
ság
mm
ség
feszült-
GYÁRTÁS
Anyag Alumínium
Gázkiválasztó 5
ESAB Welding and Cutting Products
Áramerősség 600
Vágógáz H35
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 Semmi
gás
mm
Bevá-
ség
Sebes-
mm/m
76 381 9.9 212 17 25 22.0 1.2 0.9 0.00 3.20 1.70 0.00 9.90 9.90 0.00 0.00
50 762 9.1 192 17 25 22.0 1.0 0.8 0.00 3.20 1.70 0.00 9.90 9.90 0.00 0.00
38 1651 8.4 177 17 25 23.0 0.8 0.7 0.00 3.20 1.70 0.00 9.90 9.90 0.00 0.00
73
25 2032 8.1 172 17 25 22.0 0.5 0.6 0.00 3.20 1.70 0.00 9.90 9.90 0.00 0.00
Version 8.1 released on 28Oct11
mm
Vas-
tagság
P12

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
GYÁRTÁS
ség
Sebes-
mm/m
Anyag Alumínium
Gázkiválasztó 8
Áramerősség 600
Vágógáz N2
Indítógáz N2
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Vas-
tagság
38 1524 4.8 168 16 25 9.5 1.0 0.7 0.70 0.00 0.00 4.30 9.90 9.90 0.00 0.00
25 2540 4.5 158 16 25 9.5 1.0 0.6 0.70 0.00 0.00 4.30 9.90 9.90 0.00 0.00
P12
ESAB Welding and Cutting Products
74
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
MEGJ.: A vésés nem ajánlott 38.1 mm-nél nagyobb vastagság esetén.
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
AHC
Lyuk.
késlel-
Vágási
Pakzs Fúvókatartó Fúvóka Elektróda Gázterelő Tartó
Lyuk.
Kezdő
magas-
Ív-
bar
Start
mp.
késl.
mp.
tetés
mm
mag.
mm
mag.
ság
mm
ség
feszült-
gás
mm
Bevá-
GYÁRTÁS
ség
Sebes-
mm/m
Anyag Alumínium
Gázkiválasztó 11
Áramerősség 600
Vágógáz H35
Indítógáz N2
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Vas-
tagság
175 203 15.9 230 19 19 19.1 0.0 0.5 0.00 1.70 2.83 0.00 7.10 7.10 0.00 0.00
102 381 12.7 215 19 19 19.1 0.0 0.5 0.00 1.70 2.83 0.00 7.10 7.10 0.00 0.00
P15
75

76

Rozsdamentes
acél Gyártás
77

78

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
acél
Rozsdamentes
Bevá-
mm
magas-
ség
feszült-
gás
mm
JELÖLÉS
ség
Sebes-
mm/m
Anyag
Gázkiválasztó 6
Áramerősség 70
Vágógáz Argon
Indítógáz Argon
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Vas-
Első sor jelölő áramerősség: 14 Második sor jelölő áramerősség: 14
tagság
25 10160 0.0 85 3 2 1.6 0.0 0.1 5.18 5.18 0.00 0.00 4.00 4.00 0.00 0.00
25 2540 0.0 85 3 2 1.6 0.0 0.1 5.18 5.18 0.00 0.00 4.00 4.00 0.00 0.00
P16
ESAB Welding and Cutting Products
79
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
acél
Rozsdamentes
Bevá-
mm
magas-
ség
feszült-
gás
mm
GYÁRTÁS
ség
Sebes-
mm/m
Anyag
Gázkiválasztó 3
Áramerősség 70
Vágógáz N2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 Semmi
mm
Vas-
tagság
2 4826 1.3 140 4 4 4.1 0.2 0.8 2.10 0.00 0.00 1.20 9.90 9.90 0.00 0.00
1 7000 1.2 146 4 4 4.1 0.0 0.1 2.10 0.00 0.00 1.20 9.90 9.90 0.00 0.00
4 2540 1.5 148 4 6 6.4 0.2 0.8 2.10 0.00 0.00 1.20 4.30 4.30 0.00 0.00
3 3302 1.4 146 4 4 4.1 0.2 0.8 2.10 0.00 0.00 1.20 9.90 9.90 0.00 0.00
5 1778 1.7 150 4 6 6.4 0.2 0.8 2.10 0.00 0.00 1.20 4.30 4.30 0.00 0.00
6 1778 1.7 152 4 6 6.4 0.2 0.8 2.10 0.00 0.00 1.20 4.30 4.30 0.00 0.00
P16
ESAB Welding and Cutting Products
80
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
acél
Rozsdamentes
Bevá-
mm
magas-
ség
feszült-
gás
mm
GYÁRTÁS
ség
Sebes-
mm/m
Anyag
Gázkiválasztó 3
Áramerősség 130
Vágógáz N2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 Semmi
mm
Vas-
tagság
6 2159 2.3 149 4 5 3.0 0.6 0.8 1.00 0.00 0.00 0.90 7.40 7.40 0.00 0.00
8 1651 1.8 148 4 4 2.0 0.6 0.8 1.00 0.00 0.00 0.90 6.50 6.50 0.00 0.00
12 762 2.7 160 4 6 4.1 0.6 0.8 1.00 0.00 0.00 0.90 4.30 4.30 0.00 0.00
10 1143 2.7 155 4 4 3.0 0.6 0.8 1.00 0.00 0.00 0.90 5.70 5.70 0.00 0.00
15 686 2.3 170 7 6 6.4 0.8 0.9 1.00 0.00 0.00 0.90 4.00 4.00 0.00 0.00
20 620 2.3 183 7 8 8.1 0.8 0.9 1.00 0.00 0.00 0.90 4.00 4.00 0.00 0.00
P8
ESAB Welding and Cutting Products
81
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
acél
Rozsdamentes
Bevá-
mm
magas-
ség
feszült-
gás
mm
JELÖLÉS
ség
Sebes-
mm/m
Anyag
Gázkiválasztó 6
Áramerősség 200
Vágógáz Argon
Indítógáz Argon
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Első sor jelölő áramerősség: 14 Második sor jelölő áramerősség: 23
Vas-
tagság
25 7620 0.0 70 4 4 4.1 0.0 0.1 2.76 2.76 0.00 0.00 4.00 4.00 0.00 0.00
25 2540 0.0 70 4 4 4.1 0.0 0.1 2.76 2.76 0.00 0.00 4.00 4.00 0.00 0.00
P10
ESAB Welding and Cutting Products
82
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
acél
Rozsdamentes
Bevá-
mm
magas-
ség
feszült-
gás
mm
GYÁRTÁS
ség
Sebes-
mm/m
Anyag
Gázkiválasztó 3
Áramerősség 200
Vágógáz N2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 Semmi
mm
Vas-
tagság
6 2286 2.5 142 4 6 3.0 0.5 0.6 1.00 0.00 0.00 2.00 8.90 8.90 0.00 0.00
8 2154 2.7 143 4 6 3.0 0.5 0.6 1.00 0.00 0.00 2.00 8.70 8.70 0.00 0.00
12 1778 2.8 145 4 6 3.0 0.5 0.6 1.00 0.00 0.00 2.00 7.90 7.90 0.00 0.00
10 2032 2.8 144 4 6 3.0 0.5 0.6 1.00 0.00 0.00 2.00 8.50 8.50 0.00 0.00
20 870 3.0 161 8 11 6.0 0.7 0.9 1.00 0.00 0.00 2.00 6.80 6.80 0.00 0.00
25 762 3.3 175 8 11 10.0 0.9 1.1 1.00 0.00 0.00 2.00 5.10 5.10 0.00 0.00
P10
ESAB Welding and Cutting Products
83
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
acél
Rozsdamentes
Bevá-
mm
magas-
ség
feszült-
gás
mm
JELÖLÉS
ség
Sebes-
mm/m
Anyag
Gázkiválasztó 6
Áramerősség 260
Vágógáz Argon
Indítógáz Argon
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Első sor jelölő áramerősség: 12 Második sor jelölő áramerősség: 20
Vas-
tagság
25 5080 0.0 65 4 5 4.6 0.0 0.1 2.07 2.07 0.00 0.00 4.00 4.00 0.00 0.00
25 2540 0.0 65 4 5 4.6 0.0 0.1 2.07 2.07 0.00 0.00 4.00 4.00 0.00 0.00
P13
ESAB Welding and Cutting Products
84
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
acél
Rozsdamentes
Bevá-
mm
magas-
ség
feszült-
gás
mm
GYÁRTÁS
ség
Sebes-
mm/m
Anyag
Gázkiválasztó 3
Áramerősség 260
Vágógáz N2
Indítógáz N2
Védőgáz -1 N2
Védőgáz -2 Semmi
mm
Vas-
tagság
6 2286 2.8 150 4 6 5.0 0.5 0.6 1.00 0.00 0.00 2.80 4.30 4.30 0.00 0.00
8 2088 2.7 153 4 6 5.0 0.5 0.6 1.00 0.00 0.00 2.80 4.30 4.30 0.00 0.00
12 1651 2.5 160 4 6 6.0 0.5 0.6 1.00 0.00 0.00 2.80 4.30 4.30 0.00 0.00
10 1905 2.5 155 4 6 6.0 0.5 0.6 1.00 0.00 0.00 2.80 4.30 4.30 0.00 0.00
20 959 3.5 173 5 10 10.0 0.5 0.6 1.00 0.00 0.00 2.80 4.30 4.30 0.00 0.00
25 635 4.6 192 9 13 13.0 0.7 0.9 1.00 0.00 0.00 2.80 5.70 5.70 0.00 0.00
P13
ESAB Welding and Cutting Products
85
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
acél
Rozsdamentes
Bevá-
mm
magas-
ség
feszült-
gás
mm
JELÖLÉS
ség
Sebes-
mm/m
Anyag
Gázkiválasztó 6
Áramerősség 360
Vágógáz Argon
Indítógáz Argon
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Első sor jelölő áramerősség: 18 Második sor jelölő áramerősség: 45
Vas-
tagság
25 5080 0.0 62 4 4 4.1 0.0 0.1 2.10 2.10 0.00 0.00 4.00 4.00 0.00 0.00
25 2540 0.0 62 4 4 4.1 0.0 0.1 2.10 2.10 0.00 0.00 4.00 4.00 0.00 0.00
P11
ESAB Welding and Cutting Products
86
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
acél
Rozsdamentes
Bevá-
mm
magas-
ség
feszült-
gás
mm
GYÁRTÁS
ség
Sebes-
mm/m
Anyag
Gázkiválasztó 8
Áramerősség 360
Vágógáz N2
Indítógáz N2
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Vas-
tagság
6 5842 2.5 157 10 16 10.2 0.0 0.5 0.70 0.00 0.00 2.90 9.20 9.20 0.00 0.00
12 3175 3.2 170 13 16 10.2 0.4 0.5 0.70 0.00 0.00 2.90 9.20 9.20 0.00 0.00
15 2413 3.2 175 16 18 10.2 0.4 0.6 0.70 0.00 0.00 2.90 9.20 9.20 0.00 0.00
10 3810 2.7 163 10 16 10.2 0.1 0.5 0.70 0.00 0.00 2.90 9.20 9.20 0.00 0.00
19 1905 3.4 180 16 20 12.7 0.4 0.6 0.70 0.00 0.00 2.90 9.20 9.20 0.00 0.00
32 635 4.4 205 19 20 15.2 1.0 0.8 0.70 0.00 0.00 2.90 9.90 9.90 0.00 0.00
25 1143 3.7 195 19 20 12.7 1.0 0.7 0.70 0.00 0.00 2.90 9.20 9.20 0.00 0.00
P11
ESAB Welding and Cutting Products
87
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
acél
Rozsdamentes
Bevá-
mm
magas-
ség
feszült-
gás
mm
JELÖLÉS
ség
Sebes-
mm/m
Anyag
Gázkiválasztó 6
Áramerősség 400
Vágógáz Argon
Indítógáz Argon
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Első sor jelölő áramerősség: 28 Második sor jelölő áramerősség: 28
Vas-
tagság
25 2540 0.0 54 4 3 3.3 0.0 0.1 2.07 2.07 0.00 0.00 4.00 4.00 0.00 0.00
25 5080 0.0 54 4 3 2.9 0.0 0.1 2.07 2.07 0.00 0.00 4.00 4.00 0.00 0.00
P14
ESAB Welding and Cutting Products
88
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
acél
Rozsdamentes
Bevá-
mm
magas-
ség
feszült-
gás
mm
GYÁRTÁS
ség
Sebes-
mm/m
Anyag
Gázkiválasztó 8
Áramerősség 450
Vágógáz N2
Indítógáz N2
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Vas-
tagság
20 2426 4.5 155 16 19 9.5 0.3 0.5 0.70 0.00 0.00 4.00 9.90 9.90 0.00 0.00
32 1321 4.7 165 16 20 9.5 0.5 0.7 0.70 0.00 0.00 4.00 9.90 9.90 0.00 0.00
25 1778 4.6 160 16 19 9.5 0.5 0.6 0.70 0.00 0.00 4.00 9.90 9.90 0.00 0.00
38 838 5.0 175 16 20 12.7 0.7 0.8 0.70 0.00 0.00 4.00 9.90 9.90 0.00 0.00
P14
ESAB Welding and Cutting Products
89
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
MEGJ.: A vésés nem ajánlott 38.1 mm-nél nagyobb vastagság esetén.
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
AHC
Lyuk.
késlel-
Vágási
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
Kezdő
magas-
Ív-
acél
bar
Start
mp.
késl.
mp.
tetés
mm
mag.
mm
mag.
ság
mm
ség
feszült-
Rozsdamentes
GYÁRTÁS
Anyag
Gázkiválasztó 5
ESAB Welding and Cutting Products
Áramerősség 600
Vágógáz H35
Indítógáz N2
Védőgáz -1 N2
gás
mm
Bevá-
ség
Sebes-
mm/m
Védőgáz -2 Semmi
mm
Vas-
tagság
38 457 8.8 186 17 25 15.9 1.1 0.6 0.00 3.20 1.70 0.00 9.90 9.90 0.00 0.00
25 1016 7.7 163 17 25 12.7 1.0 0.5 0.00 3.20 1.70 0.00 9.90 9.90 0.00 0.00
90
76 229 9.7 206 17 25 19.1 1.7 0.9 0.00 3.20 1.70 0.00 9.90 9.90 0.00 0.00
50 305 9.7 204 17 25 19.1 1.4 0.8 0.00 3.20 1.70 0.00 9.90 9.90 0.00 0.00
Version 8.1 released on 28Oct11
P12

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
acél
Rozsdamentes
Bevá-
mm
magas-
ség
feszült-
gás
mm
GYÁRTÁS
ség
Sebes-
mm/m
Anyag
Gázkiválasztó 8
Áramerősség 600
Vágógáz N2
Indítógáz N2
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Vas-
tagság
25 1778 4.4 160 16 19 12.7 0.8 0.6 0.70 0.00 0.00 4.30 9.90 9.90 0.00 0.00
32 1397 4.5 162 16 19 13.0 1.0 0.7 0.70 0.00 0.00 4.30 9.90 9.90 0.00 0.00
30 1676 4.5 161 16 19 13.0 0.9 0.7 0.70 0.00 0.00 4.30 9.90 9.90 0.00 0.00
38 1016 4.6 163 16 20 12.7 1.1 0.7 0.70 0.00 0.00 4.30 9.90 9.90 0.00 0.00
36 1270 4.6 162 16 19 13.0 1.0 0.7 0.70 0.00 0.00 4.30 9.90 9.90 0.00 0.00
42 838 4.7 166 16 25 16.0 1.4 0.7 0.70 0.00 0.00 5.66 7.08 7.08 0.00 0.00
40 889 4.6 165 16 20 14.0 1.1 0.7 0.70 0.00 0.00 5.66 7.08 7.08 0.00 0.00
45 762 4.8 167 16 25 18.0 1.5 0.7 0.70 0.00 0.00 5.66 7.08 7.08 0.00 0.00
50 559 5.1 200 16 25 22.9 1.8 0.7 0.70 0.00 0.00 5.66 7.08 7.08 0.00 0.00
48 635 4.9 169 16 25 20.0 1.7 0.7 0.70 0.00 0.00 5.66 7.08 7.08 0.00 0.00
P12
ESAB Welding and Cutting Products
91
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
MEGJ.: A vésés nem ajánlott 38.1 mm-nél nagyobb vastagság esetén.
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
AHC
Lyuk.
késlel-
Vágási
Pakzs Fúvókatartó Fúvóka Elektróda Gázterelő Tartó
Lyuk.
Kezdő
magas-
Ív-
acél
bar
Start
mp.
késl.
mp.
tetés
mm
mag.
mm
mag.
ság
mm
ség
feszült-
Rozsdamentes
gás
mm
Bevá-
GYÁRTÁS
ség
Sebes-
mm/m
Anyag
Gázkiválasztó 11
Áramerősség 600
Vágógáz H35
Indítógáz N2
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Vas-
tagság
65 368 12.7 148 13 19 12.7 2.6 1.0 0.00 1.55 2.83 0.00 6.37 6.37 0.00 0.00
60 406 12.7 156 13 19 12.7 2.4 1.0 0.00 1.72 2.83 0.00 7.08 7.08 0.00 0.00
75 330 12.7 138 13 19 12.7 3.0 1.0 0.00 1.38 2.83 0.00 5.66 5.66 0.00 0.00
70 330 12.7 140 13 19 12.7 2.7 1.0 0.00 1.38 2.83 0.00 5.66 5.66 0.00 0.00
80 315 13.3 146 13 19 13.5 3.2 1.1 0.00 1.45 2.83 0.00 5.83 5.83 0.00 0.00
90 284 14.5 163 13 19 15.0 3.6 1.3 0.00 1.59 2.83 0.00 6.17 6.17 0.00 0.00
110 224 15.7 184 13 19 17.5 4.0 1.5 0.00 1.72 2.83 0.00 6.51 6.51 0.00 0.00
120 193 15.7 188 13 19 18.5 5.0 1.5 0.00 1.72 2.83 0.00 6.51 6.51 0.00 0.00
130 162 15.8 195 13 21 19.1 5.2 1.5 0.00 1.72 2.83 0.00 6.65 6.65 0.00 0.00
100 254 15.6 180 13 19 16.5 4.0 1.5 0.00 1.72 2.83 0.00 6.51 6.51 0.00 0.00
140 130 15.8 205 13 24 19.1 5.5 1.5 0.00 1.72 2.83 0.00 6.93 6.93 0.00 0.00
155 95 15.9 210 13 25 20.7 6.2 1.8 0.00 1.72 2.83 0.00 7.08 7.08 0.00 0.00
150 114 15.9 210 13 25 22.4 6.0 1.5 0.00 1.72 2.83 0.00 7.08 7.08 0.00 0.00
P15
160 76 15.9 210 13 25 19.1 6.3 2.0 0.00 1.72 2.83 0.00 7.08 7.08 0.00 0.00
92

Szénacél Levegő
93

94

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
GYÁRTÁS
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 4
Áramerősség 45
Vágógáz Levegő
Indítógáz Levegő
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Vas-
tagság
3 2794 1.2 132 3 4 3.0 0.1 0.5 2.10 3.50 0.00 0.00 1.13 1.13 0.00 0.00
2 5588 1.0 132 3 4 3.0 0.1 0.5 2.10 3.45 0.00 0.00 2.83 2.83 0.00 0.00
5 2413 1.2 146 3 4 3.0 0.1 0.5 2.10 4.83 0.00 0.00 1.13 1.13 0.00 0.00
4 2540 1.2 134 3 4 3.0 0.1 0.5 2.10 3.50 0.00 0.00 1.13 1.13 0.00 0.00
P26
ESAB Welding and Cutting Products
95
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
GYÁRTÁS
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 4
Áramerősség 100
Vágógáz Levegő
Indítógáz Levegő
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Vas-
tagság
5 3810 3.0 148 10 10 3.2 0.3 0.5 2.00 3.10 0.00 0.00 6.96 6.96 0.00 0.00
6 3048 3.1 154 10 10 4.0 0.4 0.5 2.00 3.10 0.00 0.00 5.69 5.69 0.00 0.00
8 2350 3.2 156 10 10 4.0 0.4 0.5 2.00 3.10 0.00 0.00 5.69 5.69 0.00 0.00
12 1270 3.3 162 10 10 4.7 0.5 0.5 2.00 3.10 0.00 0.00 4.23 4.23 0.00 0.00
10 1651 3.2 159 10 10 4.7 0.4 0.5 2.00 3.10 0.00 0.00 5.69 5.69 0.00 0.00
15 889 3.6 175 13 13 7.1 0.6 0.5 2.00 3.10 0.00 0.00 4.23 4.23 0.00 0.00
20 508 3.7 184 13 13 7.9 0.7 0.5 2.00 3.10 0.00 0.00 4.23 4.23 0.00 0.00
ESAB Welding and Cutting Products
96
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
GYÁRTÁS
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 4
Áramerősség 150
Vágógáz Levegő
Indítógáz Levegő
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Vas-
tagság
5 4064 2.5 143 10 10 3.2 0.0 0.1 2.00 2.76 0.00 0.00 5.63 5.63 0.00 0.00
8 2921 2.6 150 10 10 3.2 0.1 0.4 2.00 2.76 0.00 0.00 5.66 5.66 0.00 0.00
6 3556 2.5 145 10 10 3.2 0.0 0.4 2.00 2.76 0.00 0.00 3.06 3.06 0.00 0.00
12 1905 2.8 160 10 10 6.4 0.3 0.5 2.00 2.76 0.00 0.00 4.27 4.27 0.00 0.00
10 2286 2.8 156 10 10 4.7 0.1 0.4 2.00 2.76 0.00 0.00 5.66 5.66 0.00 0.00
15 1270 2.9 164 13 13 6.4 0.5 0.5 2.00 2.76 0.00 0.00 4.27 4.27 0.00 0.00
20 1143 3.2 179 13 13 9.5 0.7 0.5 2.00 2.76 0.00 0.00 4.27 4.27 0.00 0.00
25 635 3.3 184 13 13 9.5 0.8 0.5 2.00 2.76 0.00 0.00 4.27 4.27 0.00 0.00
P22
ESAB Welding and Cutting Products
97
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
MEGJ.: A vésés nem ajánlott 38.1 mm-nél nagyobb vastagság esetén.
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
AHC
Lyuk.
késlel-
Vágási
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
Kezdő
magas-
Ív-
bar
Start
mp.
késl.
mp.
tetés
mm
mag.
mm
mag.
ság
mm
ség
feszült-
GYÁRTÁS
Anyag Szénacél
Gázkiválasztó 4
ESAB Welding and Cutting Products
Áramerősség 200
Vágógáz Levegő
Indítógáz Levegő
Védőgáz -1 Levegő
Védőgáz -2 Semmi
gás
mm
Bevá-
ség
Sebes-
mm/m
5 5080 2.5 143 10 10 3.2 0.1 0.5 2.00 3.03 0.00 0.00 4.27 4.27 0.00 0.00
6 3810 2.5 143 10 10 3.2 0.1 0.5 2.00 3.03 0.00 0.00 4.27 4.27 0.00 0.00
mm
Vas-
tagság
8 3556 2.5 145 10 10 3.2 0.2 0.5 2.00 3.03 0.00 0.00 4.27 4.27 0.00 0.00
98
12 2413 2.8 158 10 10 5.5 0.3 0.5 2.00 3.03 0.00 0.00 4.27 4.27 0.00 0.00
10 2540 2.6 146 10 10 3.2 0.2 0.5 2.00 3.03 0.00 0.00 4.27 4.27 0.00 0.00
15 1905 2.8 160 13 13 5.5 0.3 0.5 2.00 3.03 0.00 0.00 3.68 3.68 0.00 0.00
20 1651 2.9 165 13 13 6.4 0.4 0.5 2.00 3.03 0.00 0.00 3.68 3.68 0.00 0.00
32 635 3.3 182 20 20 9.5 1.0 0.5 2.00 3.03 0.00 0.00 2.58 2.58 0.00 0.00
25 889 3.2 180 13 13 9.5 0.7 0.5 2.00 3.03 0.00 0.00 4.27 4.27 0.00 0.00
Version 8.1 released on 28Oct11
45 255 3.6 201 20 20 9.5 1.0 0.5 2.00 3.03 0.00 0.00 2.58 2.58 0.00 0.00
38 380 3.3 189 20 20 9.5 1.0 0.5 2.00 3.03 0.00 0.00 2.58 2.58 0.00 0.00
50 152 3.8 211 20 20 9.5 1.0 0.5 2.00 3.03 0.00 0.00 2.58 2.58 0.00 0.00

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
GYÁRTÁS
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 4
Áramerősség 325
Vágógáz Levegő
Indítógáz Levegő
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Vas-
tagság
8 4572 3.2 164 10 10 6.0 0.5 0.5 2.00 4.00 0.00 0.00 9.91 9.91 0.00 0.00
12 2794 3.7 166 10 10 8.0 0.7 0.5 2.00 4.00 0.00 0.00 9.91 9.91 0.00 0.00
10 4191 3.4 166 10 10 7.0 0.5 0.5 2.00 4.00 0.00 0.00 9.91 9.91 0.00 0.00
15 2438 3.9 180 13 13 9.0 0.7 0.5 2.00 4.00 0.00 0.00 9.91 9.91 0.00 0.00
20 2286 4.2 193 13 13 9.0 0.7 0.5 2.00 4.00 0.00 0.00 9.91 9.91 0.00 0.00
P24
ESAB Welding and Cutting Products
99
Version 8.1 released on 28Oct11

CMH
Vágás
Start
CMH
CMH
Vágás
CMH
Start
CMH
Vágás
Start
CMH
bar
Vágás
bar
PG-1 plazmagáz PG-2 plazmagáz SG-1 védőgáz SG-2 védőgáz
Start
mp.
késl.
AHC
mp.
tetés
Lyuk.
késlel-
mm
mag.
Vágási
mm
mag.
Lyuk.
Pajzstartó Pajzs Fúvókatartó Diúzor Fúvóka Elektróda Terelő Tartó
ság
Kezdő
Ív-
mm
magas-
ség
feszült-
gás
mm
Bevá-
GYÁRTÁS
ség
Sebes-
mm/m
Anyag Szénacél
Gázkiválasztó 4
Áramerősség 400
Vágógáz Levegő
Indítógáz Levegő
Védőgáz -1 Levegő
Védőgáz -2 Semmi
mm
Vas-
tagság
8 6350 3.0 160 10 10 5.3 0.0 0.5 2.00 2.76 0.00 0.00 8.21 8.21 0.00 0.00
12 4064 3.6 165 10 10 7.1 0.4 0.5 2.00 2.76 0.00 0.00 6.06 6.06 0.00 0.00
10 5334 3.3 165 10 10 8.1 0.0 0.5 2.00 2.76 0.00 0.00 8.21 8.21 0.00 0.00
15 3429 3.8 165 13 13 8.6 0.4 0.5 2.00 2.76 0.00 0.00 6.06 6.06 0.00 0.00
20 2413 4.1 170 13 13 8.1 0.5 0.5 2.00 2.76 0.00 0.00 6.06 6.06 0.00 0.00
P35
ESAB Welding and Cutting Products
100
Version 8.1 released on 28Oct11
 Loading...
Loading...