

ESAB m3 plasma PT-36 Integrated Gas Control (IGC) System - Vision 5x Instruction manual [fr]
Page 1

Régulateur de gaz intégré (IGC) - Vision 5x
Manuel d’utilisation (FR)
(à utiliser avec des sources d’alimentation EPP-202/362)
0558012320 09/2014
Page 2

G2 Plasma System - Vision 5x
2
Page 3

ASSUREZ-VOUS QUE CETTE INFORMATION EST DISTRIBUÉE À L'OPÉRATEUR.
VOUS POUVEZ OBTENIR DES COPIES SUPPLÉMENTAIRES CHEZ VOTRE FOURNISSEUR.
G2 Plasma System - Vision 5x
ATTENTION
Les INSTRUCTIONS suivantes sont destinées aux opérateurs qualiés seulement. Si
vous n’avez pas une connaissance approfondie des principes de fonctionnement et des
règles de sécurité pour le soudage à l’arc et l’équipement de coupage, nous vous
suggérons de lire notre brochure « Precautions and Safe Practices for Arc Welding, Cutting and Gouging, » Formulaire 52-529. Ne permettez PAS aux personnes non qualiées
d’installer, d’opérer ou de faire l’entretien de cet équipement. Ne tentez PAS d’installer
ou d’opérer cet équipement avant de lire et de bien comprendre ces instructions. Si vous
ne comprenez pas bien les instructions, communiquez avec votre fournisseur pour plus
de renseignements. Assurez-vous de lire les Règles de Sécurité avant d’installer ou
d’opérer cet équipement.
RESPONSABILITÉS DE L'UTILISATEUR
Cet équipement opérera conformément à la description contenue dans ce manuel, les étiquettes
d’accompagnement et/ou les feuillets d’information si l’équipement est installé, opéré, entretenu
et réparé selon les instructions fournies. Vous devez faire une vérication périodique de
l’équipement. Ne jamais utiliser un équipement qui ne fonctionne pas bien ou n’est pas bien
entretenu. Les pièces qui sont brisées, usées, déformées ou contaminées doivent être remplacées
immédiatement. Dans le cas où une réparation ou un remplacement est nécessaire, il est
recommandé par le fabricant de faire une demande de conseil de service écrite ou par téléphone
chez le Distributeur Autorisé de votre équipement.
Cet équipement ou ses pièces ne doivent pas être modiés sans permission préalable écrite par
le fabricant. L’utilisateur de l’équipement sera le seul responsable de toute défaillance résultant
d’une utilisation incorrecte, un entretien fautif, des dommages, une réparation incorrecte ou une
modication par une personne autre que le fabricant ou un centre de service désigné par le
fabricant.
ASSUREZ-VOUS DE LIRE ET DE COMPRENDRE LE MANUEL D'UTILISATION AVANT
D'INSTALLER OU D'OPÉRER L'UNITÉ.
PROTÉGEZ-VOUS ET LES AUTRES !
3
Page 4
G2 Plasma System - Vision 5x
4
Page 5

G2 Plasma System - Vision 5x
Table of Contents
Précautions de sécurité
Précautions de sécurité - French .................................................................................................................................................. 11
Schéma du système
Schéma du système .......................................................................................................................................... 17
Système de base + WIC + ACC (toutes les options) .........................................................................................................18
Descriptions
Bloc d’alimentation ..........................................................................................................................................21
380/400V Bloc d’alimentation .......................................................................................................................................................21
460/575V Bloc d’alimentation ....................................................................................................................................................... 21
380/400V Bloc d’alimentation ....................................................................................................................................................... 22
460/575V Bloc d’alimentation ....................................................................................................................................................... 22
Régulateur de gaz combinés (CGC) .................................................................................................................23
Spécications ...................................................................................................................................................................................... 23
Connexions ................................................................................................................................................................................... 24
Schéma de débit CGC ................................................................................................................................................................ 27
Schéma de plomberie de régulateur de gaz combinés ................................................................................................28
Schéma électrique de régulateur de gaz combinés ....................................................................................................... 29
Dimensions de montage CGC ................................................................................................................................................ 30
CGC - Vue du dessous ................................................................................................................................................................ 30
Dépannage ................................................................................................................................................................................... 31
Coret du démarreur d'arc distant (RAS) ......................................................................................................32
Spécications ...................................................................................................................................................................................... 32
Coret du démarreur d’arc distant (RAS) Connexion .......................................................................................................... 33
Connexion E-stop typique/recommandée ..............................................................................................................................36
De pièces de rechange ....................................................................................................................................................................36
5
Page 6

G2 Plasma System - Vision 5x
Contrôle de rideau d’air (Acc) ..........................................................................................................................37
Spécications ...................................................................................................................................................................................... 37
Dimensions de montage Acc ..................................................................................................................................................38
Connexions des composants Acc .........................................................................................................................................38
Système de contrôle d’injection d’eau (WIC) .................................................................................................39
Spécications ...................................................................................................................................................................................... 39
Contrôle automatique de la hauteur (AHC) ................................................................................................... 40
Spécications ......................................................................................................................................................................................40
Dimensions de montage B4 .................................................................................................................................................... 41
Tuyaux et câbles ................................................................................................................................................................................ 42
Torche plasma PT-36 ........................................................................................................................................47
Généralités ...........................................................................................................................................................................................47
Portée .............................................................................................................................................................................................. 47
Spécications techniques de la torche PT-36 .......................................................................................................................... 47
Options en bloc disponibles .........................................................................................................................................................48
Accessoires optionnels: ................................................................................................................................................................... 48
Installation
MONTAGE ..........................................................................................................................................................55
Général ..................................................................................................................................................................................................55
Le déballage ........................................................................................................................................................................................55
Vériez lors de la réception ...........................................................................................................................................................55
Avant de l’installation ......................................................................................................................................................................55
Introduction ........................................................................................................................................................................................56
Mise à la terre - Vue d'ensemble ..................................................................................................................................................57
Conguration de base ...............................................................................................................................................................58
Éléments d'un système de mise à la terre ................................................................................................................................59
Circuit de retour du plasma ..................................................................................................................................................... 59
Prise de terre de sécurité du système plasma...................................................................................................................60
Prise de terre de sécurité du système de rails ...................................................................................................................63
6
Page 7

G2 Plasma System - Vision 5x
Piquet de prise de terre ................................................................................................................................................................... 64
Piquet de terre .............................................................................................................................................................................64
Résistance au sol .........................................................................................................................................................................64
Prise de terre de la source d'alimentation électrique .....................................................................................................65
Piquets de terre électrolytiques ............................................................................................................................................66
Piquets de terre multiples ........................................................................................................................................................ 66
Dimensions des conducteurs de terre ....................................................................................................................................... 67
Schéma de mise à la terre de la machine .................................................................................................................................67
Placement de l’alimentation électrique ........................................................................................................ 68
Procédures de connexion ..............................................................................................................................................................68
Placement de RAS Box .....................................................................................................................................69
Connexions de la source d'alimentation ................................................................................................................................... 69
Connexions des torches ..................................................................................................................................................................72
Connexion de la torche au système plasma ............................................................................................................................ 73
Connexion au coret du démarreur d'arc distant .................................................................................................................73
Montage de la torche sur la machine ........................................................................................................................................74
Placement de la CGC .........................................................................................................................................75
Connexions des composants ........................................................................................................................................................ 76
Installation ..................................................................................................................................................................................... 80
Qualité de la coupe .................................................................................................................................................................... 80
Angle de coupe ........................................................................................................................................................................... 81
Planéité de la coupe ...................................................................................................................................................................82
Finition de la surface ..................................................................................................................................................................83
Passages du ux de la torche .................................................................................................................................................85
7
Page 8

G2 Plasma System - Vision 5x
Entretien / Dépannage
Introduction .................................................................................................................................................................................89
Démontage de l'extrémité frontale de la torche .............................................................................................................89
Montage de l'extrémité frontale de la torche ................................................................................................................... 92
Montage de l'extrémité frontale de la torche à l'aide d'un porte-charge rapide ................................................. 93
Démontage de l'extrémité frontale de la torche (pour la plaque épaisse de production) ............................... 94
Montage de l'extrémité frontale de la torche (pour la plaque épaisse de production) ..................................... 97
Maintenance du corps de la torche ..................................................................................................................................... 99
Dépose et remplacement du corps de la torche ...........................................................................................................100
Vie utile des produits consomptibles réduite ................................................................................................................ 102
Vérication des fuites du liquide frigorique ..................................................................................................................103
Pièces de rechange
Pièces de rechange .........................................................................................................................................107
Généralités .........................................................................................................................................................................................107
Commande ........................................................................................................................................................................................107
8
Page 9

Précautions de sécurité
Page 10

Précautions de sécurité
10
Page 11
Précautions de sécurité
Précautions de sécurité - French
Les utilisateurs du matériel de soudage et de coupage plasma ESAB ont la responsabilité ultime d'assurer que
toute personne qui opère ou qui se trouve dans l'aire de travail observe les précautions de sécurité pertinentes. Les
précautions de sécurité doivent répondre aux exigences applicables à ce type de matériel de soudage ou de coupage
plasma. Les recommandations suivantes doivent être observées en plus des règles standard qui s'appliquent au lieu
de travail.
Tous les travaux doivent être eectués par un personnel qualié possédant de bonnes connaissances par rapport
au fonctionnement du matériel de soudage et de coupage plasma. Un fontionnement incorrect du matériel peut
produire des situations dangereuses qui peuvent causer des blessures à l'opérateur ou des dommages au matériel.
1. Toute personne travaillant avec le matériel de soudage ou de coupage plasma doit connaître :
- son fonctionnement;
- l'emplacement des interrupteurs d'arrêt d'urgence;
- sa fonction;
- les précautions de sécurité pertinentes;
- les procédures de soudage et/ou de coupage plasma.
2. L'opérateur doit assurer que :
- seules les personnes autorisées à travailler sur l'équipement se trouvent dans l'aire de travail lors de la mise en
marche de l'équipement;
- toutes les personnes dans l'aire de travail sont protégées lorsque l'arc est amorcé.
3. Le lieu de travail doit être :
- aménagé convenablement pour acquérir le matériel en toute sécurité;
- libre de courants d'air.
4. Équipement de sécurité personnelle
- Vous devez toujours utiliser un équipement de sécurité convenable tels que les lunettes de protection, les
vêtement ininammables et des gants de protection.
- Vous ne devez jamais porter de vêtements amples, tels que foulards, bracelets, bagues, etc., qui pourraient
se prendre dans l'appareil ou causer des brûlures.
5. Précautions générales :
- Assurez-vous que le câble de retour est bien branché.
- La réparation d'un équipement de haute tension doit être eectuée par un électricien qualié
seulement.
- Un équipement d'extinction d'incendie approprié doit être à proximité de l'appareil et l'emplacement doit
être clairement indiqué.
- Vous ne devez jamais procéder à la lubrication ou l'entretien du matériel lorsque l'appareil est en marche.
Classe de boîtier
Le code IP indique la classe du boîtier, à savoir le niveau de protection oert contre toute pénétration par des
objets solides ou de l’eau. La protection est fournie contre le contact d’un doigt, la pénétration d’objets solides
d’une taille supérieure à 12mm et contre l’eau pulvérisée jusqu’à 60 degrés de la verticale. L’équipement marqué
IP21S peut être stocké mais ne doit pas être utilisé à l’extérieur quand il pleut à moins d’être sous abri.
ATTENTION
Si l’équipement est placé sur une surface
inclinée de plus de 15°, il y a danger de basculement et en conséquence, des blessures
personnelles et/ou des dommages importants à l’équipement.
Inclinaison
maximum
autorisée
15°
11
Page 12

Précautions de sécurité
LE SOUDAGE ET LE COUPAGE À L'ARC PEUVENT CAUSER DES
BLESSURES À L'OPÉRATEUR OU LES AUTRES PERSONNES
SE TROUVANT DANS L'AIRE DE TRAVAIL. ASSUREZ-VOUS
AVERTISSEMENT
CHOC ÉLECTRIQUE - peut être mortel.
- Assurez-vous que l'unité de soudage ou de coupage plasma est installée et mise à la terre conformément
aux normes applicables.
- Ne touchez pas aux pièces électriques sous tension ou les électrodes si vos mains ne sont pas bien
protégées ou si vos gants ou vos vêtements sont humides.
- Assurez-vous que votre corps est bien isolé de la mise à la terre et de la pièce à traiter.
- Assurez-vous que votre position de travail est sécure.
VAPEURS ET GAZ - peuvent être danereux pour la santé.
- Gardez votre tête éloignée des vapeurs.
- Utilisez un système de ventilation et/ou d'extraction à l'arc pour évacuer les vapeurs et les gaz de votre
zone respiratoire.
DE PRENDRE TOUTES LES PRÉCAUTIONS NÉCESSAIRES
LORS D'UNE OPÉRATION DE SOUDAGE OU DE COUPAGE.
DEMANDEZ À VOTRE EMPLOYEUR UNE COPIE DES
MESURES DE SÉCURITÉ QUI DOIVENT ÊTRE ÉLABORÉES À
PARTIR DES DONNÉES DES RISQUE DU FABRICANT.
RAYONS DE L'ARC - peuvent endommager la vue ou brûler la peau.
- Protégez vos yeux et votre corps. Utilisez un écran de soudage/coupage plasma convenable équipé de
lentilles teintées et portez des vêtements de protection.
- Protégez les personnes se trouvant dans l'aire de travail à l'aide d'un écran ou d'un rideau protecteur
convenable.
RISQUE D'INCENDIE
- Les étincelles (projections) peuvent causer un incendie. Assurez-vous qu'il n'y a pas de matériel
inammable à proximité de l'appareil.
BRUIT - un bruit excessif peut endommager la capacité auditive.
- Protégez vos oreilles. Utilisez des protecteurs d'oreilles ou un autre type de protection auditive.
- Avertissez les personnes se trouvant dans l'aire de travail de ce risque.
FONCTIONNEMENT DÉFECTUEUX - Dans le cas d'un fonctionnement défectueux demandez l'aide d'une
personne qualiée.
ASSUREZ-VOUS DE LIRE ET DE COMPRENDRE LE MANUEL D'UTILISATION AVANT
D'INSTALLER OU D'OPÉRER L'UNITÉ. PROTÉGEZ-VOUS ET LES AUTRES !
Ce produit est uniquement destiné à la découpe du plasma. Toute autre
ATTENTION
utilisation peut entraîner des blessures ou endommager l’équipement.
ATTENTION
Pour éviter toute blessure personnelle et/
ou endommagement à l’équipement, soulever à l’aide de la méthode et des points d’attache indiqués ici.
12
Page 13

Schéma du système
Page 14

Schéma du SyStème
Voici quelques abréviations utilisées tout au long de ce manuel.
ABRÉVIATIONS:
A/C - Air Curtain [Rideau d’air]
ACC - Air Curtain Control [Contrôle de rideau d’air]
AHC - Automatic Height Control [Contrôle automatique de hauteur]
CGC - Combined Gas Control [Régulateur de gaz combinés]
ICH - Interface Control Hub [Plateforme de contrôle des interfaces]
IGC - Integrated Gas Control [Régulateur de gaz intégré]
PDB - Power Distribution Box [Boîte de distribution d’alimentation]
RAS - Remote Arc Starter [Démarreur à arc à distance]
WIC - Water Injection Control [Contrôle d’injection d’eau]
14
Page 15

Schéma du SyStème
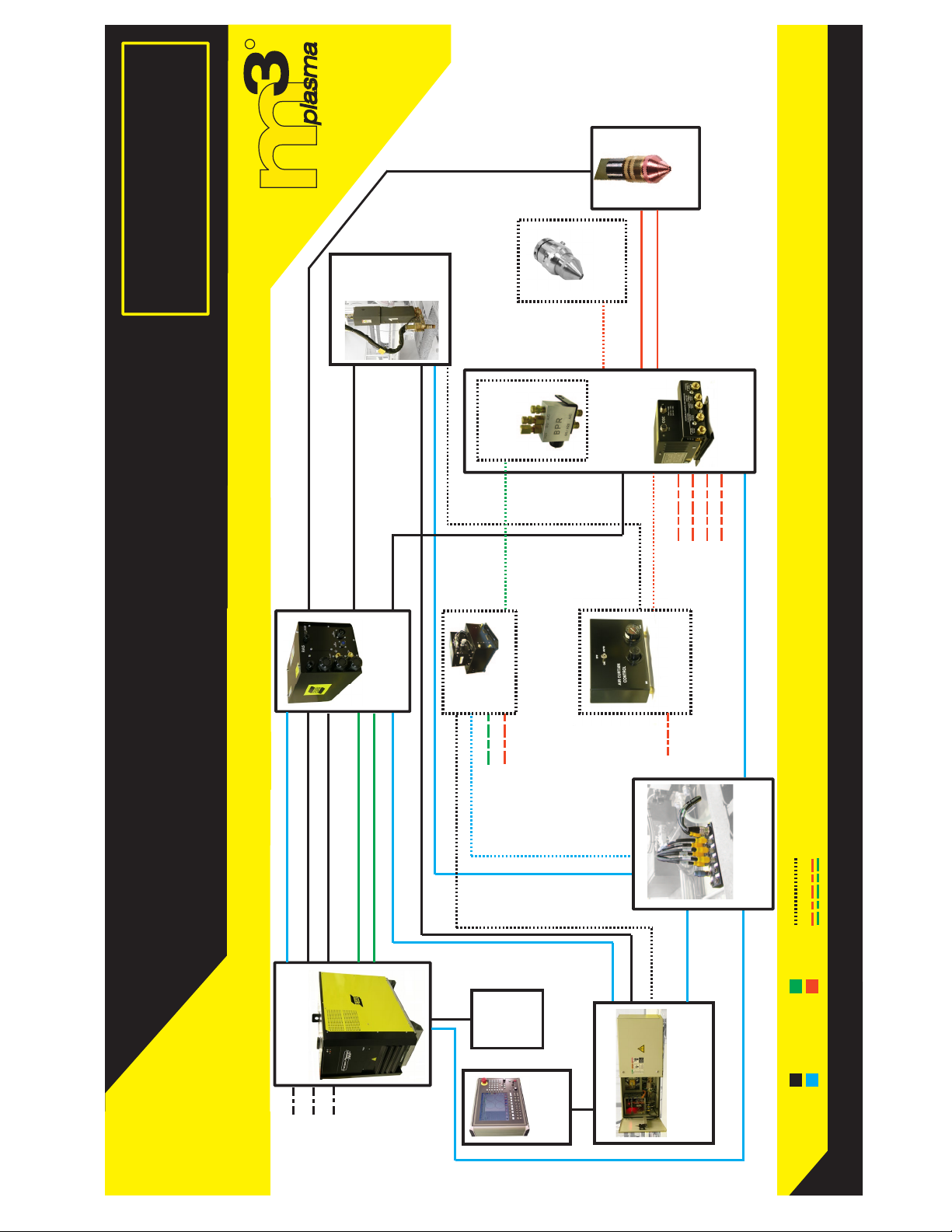
Schéma du système
L’illustration suivante représente les congurations disponibles dans le système d’Integrated Gas Control (IGC).
Grâce à ce système, ESAB ore toute une variété de congurations pour satisfaire les exigences du client. Voici
les descriptions de chaque conguration.
1. Système de base
Ce système est la conguration de base du système IGC Plasma. Il comporte les composants principaux tels que
la source d’alimentation, la torche PT-36, le démarreur à arc à distance [Remote Arc Starter] (RAS), le régulateur de
gaz combinés [Combined Gas Control] (CGC), la boîte de distribution d’alimentation [Power Distribution Box] (PDB),
le contrôle automatique de hauteur [Automatic Height Control] (AHC) et la Vision CNC. Ce système répondra à la
majorité des besoins des clients en matière de coupage d’acier au carbone, d’acier inoxydable et d’aluminium. Il
possède également la fonctionnalité de marquer sur l’acier au carbone et l’acier inoxydable avec la même torche et
les mêmes biens consommables. Par le simple fait d’alterner entre le mode coupage et marquage instantanément,
ce système peut couper et marquer dans le même programme donné sans changer les biens consommables.
2. Système de base + ACC
Ce système inclut le système de base ci-dessus et l’ESAB Air Curtain Control (ACC). Le rideau d’air est un dispositif
utilisé pour améliorer la performance du plasma à arc lors du coupage sous l’eau. La sortie du rideau d’air est
déclenchée à partir de l’armoire électrique AHC.
3. Système de base + WIC
Ce système est conguré pour introduire le contrôle d’injection d’eau [Water Injection Control] (WIC), un module
utilisé pour réguler le débit d’eau de coupe pour protéger le processus de coupage. Cette conguration a pour but
de répondre aux besoins d’un client qui souhaite couper de l’acier inoxydable sans utiliser H35. Ce système utilise
toujours la torche standard PT-36 mais un jeu diérent de biens consommables. Tout comme le système à sec, ce
système WIC peut également eectuer le marquage avec un écran d’eau.
4. Système de base + WIC + ACC (le schéma montre toutes les options)
Ce système complet ore l’opportunité au client de couper de l’acier au carbone, de l’acier inoxydable et de
l’aluminium. Le client a la capacité de couper de l’acier inoxydable avec le contrôle d’injection d’eau [Water
Injection Control[ (WIC) sous l’eau avec l’aide du contrôle de rideau d’air [Air Curtain Control] (ACC).
15
Page 16
R
Vision 5X
(EPP-202/362)
IGC Base System
Height
AHC
(Automatic
Control)
Air Curtain
Hose
Air Curtain
CGC-SG or BPR-SG/H2O
PT-36 Torch
Shield Gas Hose
Plasma Gas Hose
CGC-PG
Interconnect Diagram
Power, Pilot Arc, Coolant
RAS-PA
RAS-E(-)
RAS-PSC
Power Cable
Pilot Arc Cable
PS & CC Control Cable
AHC-VDR
RAS-VDR
PDM-PWR
RAS
(Remote Arc Starter)
RAS-TC IN
RAS-ESTOP
RAS-TC OUT
Coolant Return Hose
Coolant Supply Hose
AHC-CAN
AHC-AC IN
AHC-ACC OUT
CAN BUS
AHC Input Power
WIC-AC-IN
BPR
Regulator)
(Back Pressure
BPR-H2O
WIC-H2O OUT
WIC
(Water Injection Control)
WIC-CAN
WIC-AIR IN
WIC-H2O IN
CGC-PWR
ACC-AIR OUT
ACC-IN
CAN-WIC-CAN
CAN-AHC-CAN
CGC-N2/Air
CGC-AIR IN
CGC-O2/H35/F5
ACC
(Air Curtain Control)
ACC-AIR
CGC-Ar
CGC-N2/Air
CGC
CGC-CAN
CGC-CAN
(Combined Gas Control)
BOLD FONT = Cable Connection Label
Optional
Customer Supplied
CAN Hub
PS-PSC
PS-PA
PS(-)
CNC-CAN
CNC-WIC PWR
AHC-PWR
PS-W
Integrated Gas Control Machine Version
R
Système de base + WIC + ACC (toutes les options)
PS
(Power Supply)
{
THREE
PHASE
POWER
P/S-CAN
Table
Work
Vision
CNC-ESTOP
CNC
P/S-CAN
Control Box
LIQUID
GAS
POWER
DATA
Page 17

Descriptions
Page 18
Description
18
Page 19

Description
Bloc d’alimentation
La source d’alimentation EPP-202 est conçue pour le coupage plasma mécanisé et les applications de marquage.
Elle peut être utilisée avec d’autres produits ESAB tels que la torche PT-36 avec interface de gaz m3, qui est un
système de commutation et de régulation du gaz informatisé.
380/400V Bloc d’alimentation 460/575V Bloc d’alimentation
EPP-202,
Référence
200/230/460 V,
60 Hz,
055 8011310
Tension 160 V c.c.
Sortie
(cycle de
service à
100 %)
Entrée
Poids (kg) 427 426 434 492
Plage de courant c.c.
(marquage)
Plage de courant c.c.
(coupage)
Puissance 32 kW
Tension en circuit ouvert 360 V c.c. 342/360 V c.c. 360 V c.c. 360 V c.c.
Tension (triphasé) 200/230/460 V 380/400 V 400 V 575 V
Courant (triphasé) 115/96/50 A RMS 60/57 A RMS 57 A RMS 43 A RMS
Fréquence 60 Hz 50 Hz 50 Hz 60 Hz
kVA 39,5 kVA 39,5 kVA 39,5 kVA 39,5 kVA
Puissance 35,5 kW 35,5 kW 35,5 kW 35,5 kW
Facteur de puissance 90% 90% 90% 90%
Fusible d’entrée
(recommandé)
150/125/70 A 80/75 A 75 A 60 A
EPP-202,
380/400 V CCC,
50 Hz,
055 8011311
10 A à 36 A
30 A à 200 A
EPP-202,
400 V CE,
50 Hz,
0558011312
EPP-202,
575 V,
60 Hz,
0558011313
19
Page 20

Description
La source d’alimentation EPP-362 est conçue pour le coupage plasma mécanisé et les applications de marquage.
Elle peut être utilisée avec d’autres produits ESAB tels que la torche PT-36 avec interface de gaz m3, qui est un
système de commutation et de régulation du gaz informatisé.
380/400V Bloc d’alimentation 460/575V Bloc d’alimentation
EPP-362,
Référence
460 V,
60 Hz,
0558011314
Tension 200 V c.c.
Sortie
(cycle de
service à
100 %)
Entrée
Poids (kg) 514 514 518 512
Plage de courant c.c.
(marquage)
Plage de courant c.c.
(coupage)
Puissance 72 kW
Tension en circuit ouvert 360 V c.c. 364 V c.c. 360 V c.c. 360 V c.c.
Tension (triphasé) 460 V 380 V 400 V 575 V
Courant (triphasé) 109 A RMS 134 A RMS 128 A RMS 88 A RMS
Fréquence 60 Hz 50 Hz 50 Hz 60 Hz
kVA 88,7 kVA 88,5 kVA 88,6 kVA 87,7 KVA
Puissance 83,7 kW 85,1 kW 84,7 kW 84,0 kW
Facteur de puissance 94 % 96 % 96 % 96 %
Fusible d’entrée
(recommandé)
150 A 175 A 175 A 125 A
EPP-362,
380 V CCC,
50 Hz,
055 8011315
10 A à 36 A
30 A à 360 A
EPP-362,
400 V CE,
50 Hz,
055 8011316
EPP-362,
575 V,
60 Hz,
055 8011317
20
Page 21
Description
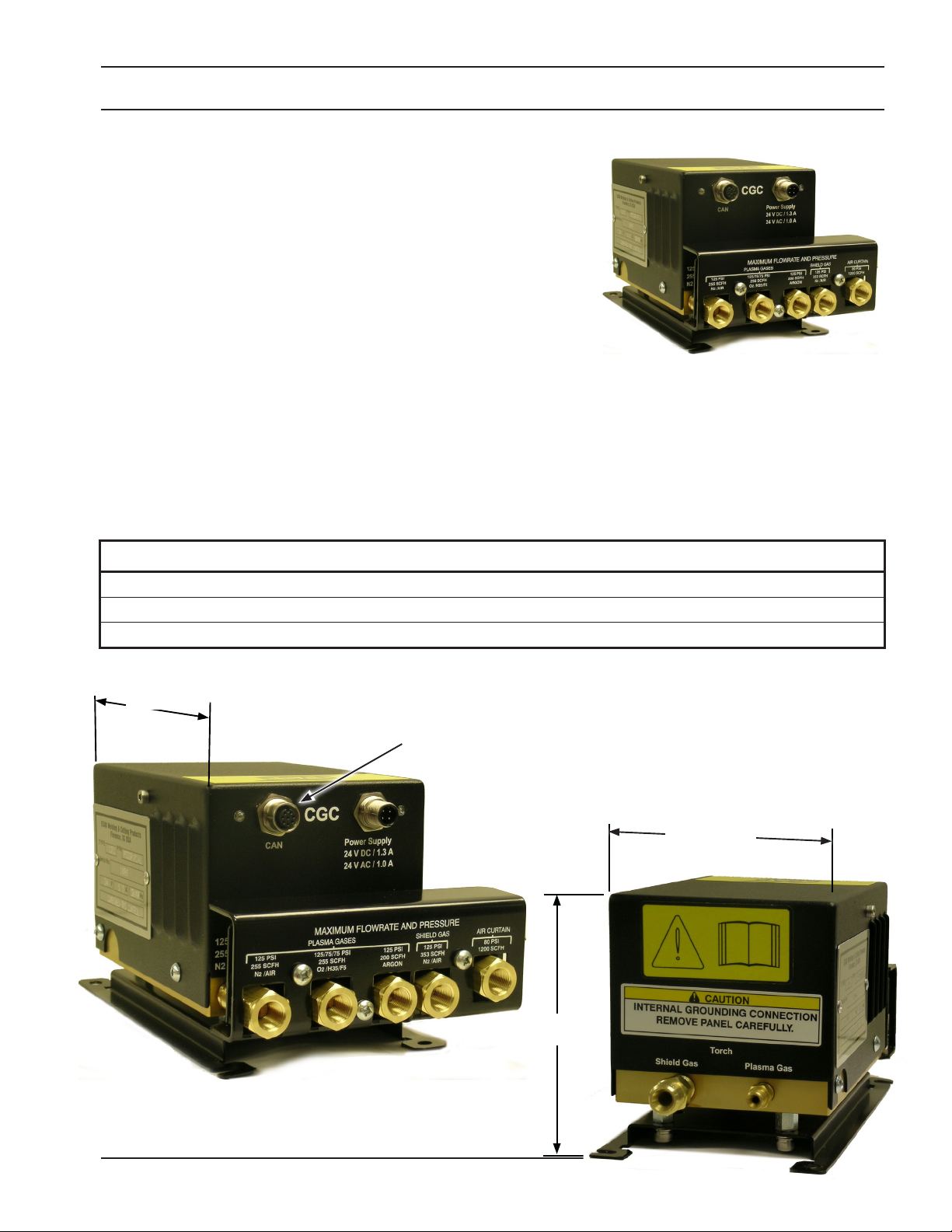
Régulateur de gaz combinés (CGC)
Référence 0558010241
Le régulateur de gaz combinés [Combined Gas Control] (CGC)
règle la sortie du gaz plasma [plasma gas] (PG) sélectionné à partir des trois arrivées de gaz plasma (N2/Air, O2/H35/F5 et Argon)
et contrôle le débit du gaz de protection [shield gas] (SG). Il est
alimenté par du 24 volts (CA et CC) à partir de la boîte d’alimentation de contrôles et reçoit des commandes via le CAN-bus directement du CNC.
Tout comme la boîte de gaz de protection et la boîte de gaz plasma, la sortie de gaz du régulateur de gaz combinés est surveillée et réalimentée à travers le CAN-bus vers le CNC pour autodiagnostic.
Il y a quatre entrées de gaz (trois gaz plasma, un gaz de protection), deux sorties de gaz (SG, PG) et une connexion
extérieure (rideau d’air). Les quatre entrées sont munies de ltres en bronze poreux et d’un letage femelle à
droite «G-1/4» (BSPP). Les deux kits de raccords d’adaptateur sont disponibles pour s’adapter sur des connexions
de tuyaux standard métriques ou CGA. Les raccords et adaptateurs de gaz sont listés dans les tableaux suivants.
Spécications
Dimensions: 215,9 mm longueur x 152,4 mm largeur x 114,3 mm hauteur
Poids: 3,9 kg
Entrée d’alimentation: 24 V c.a./c.c.
* 6.25”
(158.8 mm)
Le câble CAN doit être acheminé
REMARQUE :
séparé des ls de la torche.
* 215,9 mm y compris
des raccords sur
l’avant et l’arrière
4.75”
(120.7 mm)
4.50”
(114.3 mm)
21
Page 22

Description
Désignation du localisateur de composants
(voir les illustrations suivantes des composants)
Boîte RAS
PT-36
m3 G2
CNC ou
régulateur de
processus
Contrôle combiné de gaz désignations de localisation des composants
Connexions
Des gaz
fournis par le
client
Puissance
N2/Air
O2/H35
Air
N2/Air
Argon
CAN
B
C
Contrôle de
gaz combiné
D
J
F
E
A
Remarque:
Voir les tuyaux et câbles disponibles dans les tableaux ci-contre.
Tuyau de gaz plasma
G
H
J
Tuyau rideau d’air
Tuyau de gaz bouclier
Il y a deux câbles connectés au régulateur de gaz combinés: un est le courant de 24 V et l’autre est CAN. Il y a
quatre entrées de gaz (N2/Air, O2/H35, Argon et SG) et deux sorties de gaz (PG et SG). Les raccords de gaz sont
listés ci-dessous.
Remarque :
Le châssis doit être connecté à la terre de la machine.
Référence
ESAB
2064113
22
Entrées
Sortie
Gaz Raccord
N2/Air 1/8” NPT x « A » femelle droit gaz inerte 631475
O2/H35 1/4” NPT x « B » mâle gauche carburant 83390
Argon 1/4” NPT x « B » femelle droit gaz inerte 74S76
SG 1/4” NPT x « B » mâle droit oxygène 83389
PG
SG
Connexion, mâle
Taille 0,125 NPT à « A »
Page 23

Description
BA
C EFD
J
J
H
G
23
Page 24

ATTENTION
Description
Lors de la connexion des lignes de gaz combustible à l’entrée de gaz
plasma oxygène, ou de la reconnexion de l’oxygène après utilisation
de gaz combustible, faire preuve d’extrême prudence pour s’assurer que toutes les lignes de l’entrée via la torche sont complètement
purgées. Il est recommandé de purger le système et les lignes de la
torche avec de l’azote pendant 60 secondes avant toute reconnexion,
puis purger l’azote pendant 60 secondes avec le nouveau gaz d’alimentation avant de couper.
Référence
ESAB
Réf. Kit ESAB
0558000254
Réf. Kit ESAB
0558000253
Adap-
tateurs
d’e ntr ée
métri-
ques
Adap-
tateurs
d’e ntr ée
CGA
Gaz Raccord
Argon G-1/4” mâle droit x G-1/4” mâle droit 0558010163
Plasma
Protection N2/Air G-1/4” mâle droit x G-1/4” mâle droit 0558010163
Rideau
d’air
Plasma
Protection N2/Air G-1/4” mâle droit x «B» mâle droit air/eau 0558010165
Rideau
d’air
Sorties
N2/Air G-1/4” mâle droit x G-1/4” mâle droit 0558010163
O2/H35/F5* G-1/4” mâle droit x G-1/4” mâle droit 0558010163
Air G-1/4” mâle droit x «B» mâle droit air/eau 0558010165
* Un autre adaptateur est requis lors de la connexion H35/F5.
Référence - 0558010246 (G-1/4” femelle droit x G-1/4” mâle gauche)
Argon G-1/4” mâle droit x «B» mâle droit gaz inerte 0558010166
N2/Air G-1/4” mâle droit x «B» mâle droit gaz inerte 0558010166
O2/H35/F5* G-1/4” mâle droit x «B» mâle droit oxygène 0558 010167
Air G-1/4” mâle droit x «B» mâle droit air/eau 0558010165
* Un autre adaptateur est requis lors de la connexion H35/F5.
Référence - 0558010245 («B» femelle droit oxygène x «B » mâle gauche gaz combustible)
SG 1/4” NPT x 5/8"-18 mâle gauche 10Z30
PG 1/4” NPT x « B » femelle droit gaz inerte 206 4113
Rideau d’air 1/8” NPT x « B » femelle gauche gaz inerte 08030280
REMARQUE :
La torche PT-36 est expédiée avec des longueurs de tuyau qui ne permettront pas de monter le régulateur de
gaz combinés à plus de deux mètres (6,6 pieds) de la torche. S’assurer que l’acheminement des tuyaux standard
leur permettra de se plier et de se connecter correctement avant de monter de manière permanente le régulateur de gaz combinés.
Si une distance additionnelle entre la torche et la boîte est requise, l’ensemble de tuyau de torche standard aura
besoin de rallonges pour créer des longueurs plus longues. Les tuyaux de rallonge peuvent être commandés
pour connecter à l’ensemble du tuyau existant.
LES DEUX TUYAUX DOIVENT ÊTRE COMMANDÉS
Tuyau de rallonge, gaz plasma, 1 m (3,3 pi) ESAB Réf. 0558008996
Tuyau de rallonge, gaz de protection, 1 m (3,3 pi) ESAB Réf. 0558008997
Les longueurs de tuyau plus longues exigeront d’augmenter le temps de perforage et de spécier un temps
d’adaptation plus long. Ceci, en raison du temps additionnel requis pour purger le gaz de départ N2 du tuyau
avant que le gaz de coupe O2 devienne eectif. Cette condition se produit lors du coupage d’acier au carbone
avec de l’oxygène.
24
Page 25

Description
Chaque gaz a une condition requise de débit et de pression maximum comme indiqué dans le tableau ci-dessous :
Gaz Pression
Argon 125 psi (8,6 bar), 200 SCFH (5,7 SCMH)
Plasma
Protection N2/Air 125 psi (8,6 bar), 353 SCFH (10,0 SCMH)
Rideau d’air Air 80 psi (5,5 bar), 1200 SCFH (34,0 SCMH)
O2/H35/F5 125 psi (8,6 bar) pour O2, 75 psi (5,2 bar) pour H35/F5, 255 SCFH (7,2 SCMH)
N2/Air 125 psi (8,6 bar), 255 SCFH (7,2 SCMH)
Gas &
Pressure
Air (85psi / 5.9bar)
Process
Nitrogen
(125psi / 8.6bar)
Oxygen
(125psi / 8.6bar)
Schéma de débit CGC
ARGON
N2/AIR
Maximum Gas Flow Rates - CFH (CMH)
With PT-36 Torch
269
(7.6)
385
(10.9)
66
(1.9)
PT2
PV-PG
Gas Purity
Clean, Dry, Oil Free
Filtered to 25 microns
99.99%, Filtered to 25 microns
99.5%, Filtered to 25 microns
PT
PG
VERS TORCHE
N2/AIR
O2
PT1
ORIFICE
FEEDBACK DE FLUX
PT2
PV-SG
SG
VERS TORCHE
25
Page 26
Description
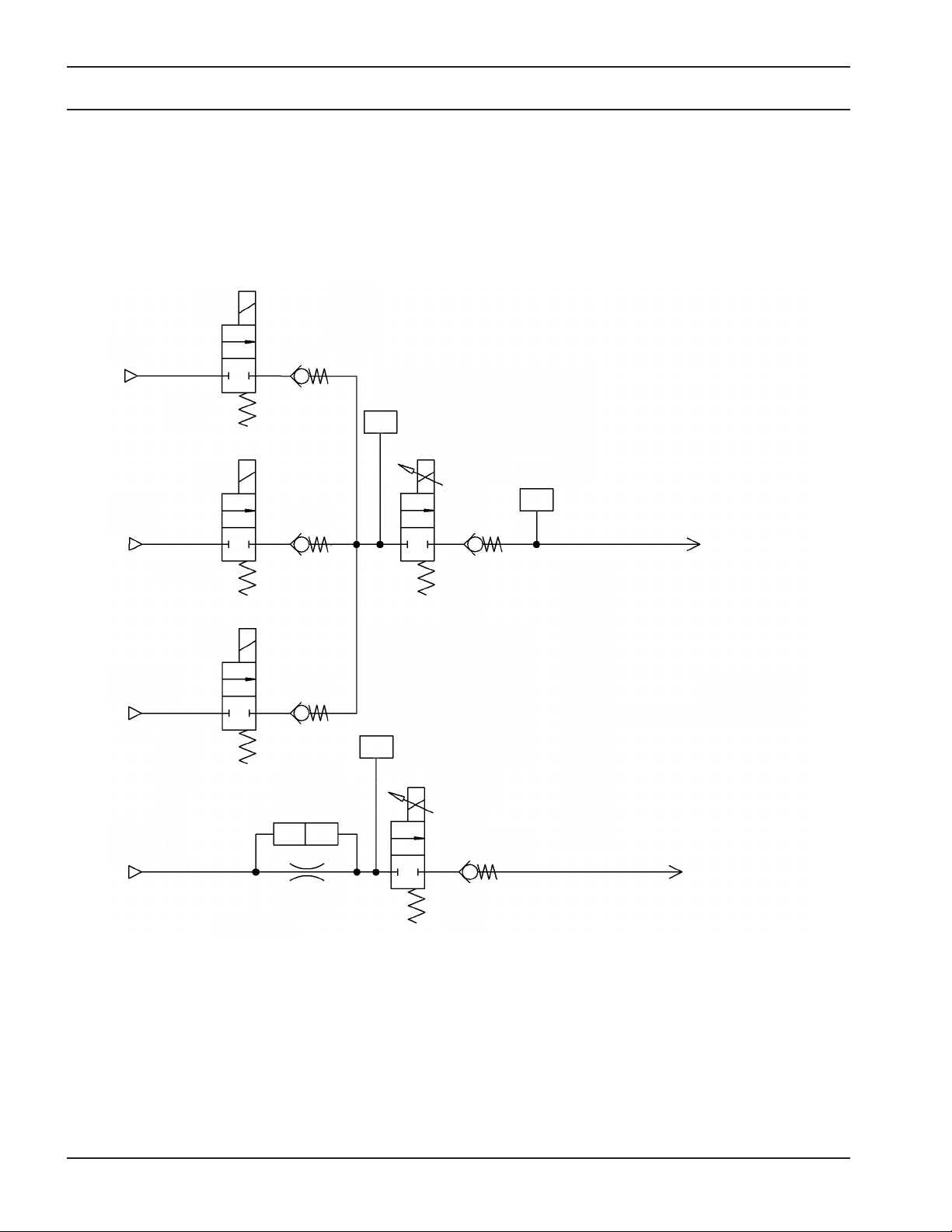
Schéma de plomberie de régulateur de gaz combinés
V1
Ar
PT1
V2
PV1
O2/H35/F5
PT3
Gaz plasma
N2/Air
N2/Air
V3
PT = Pressure Transducer [Transducteur de pression]
PV = Proportional Valve [Valve proportionnelle]
PT2
∆P
P
P
1
2
PV2
Gaz de protection
26
Page 27
Description
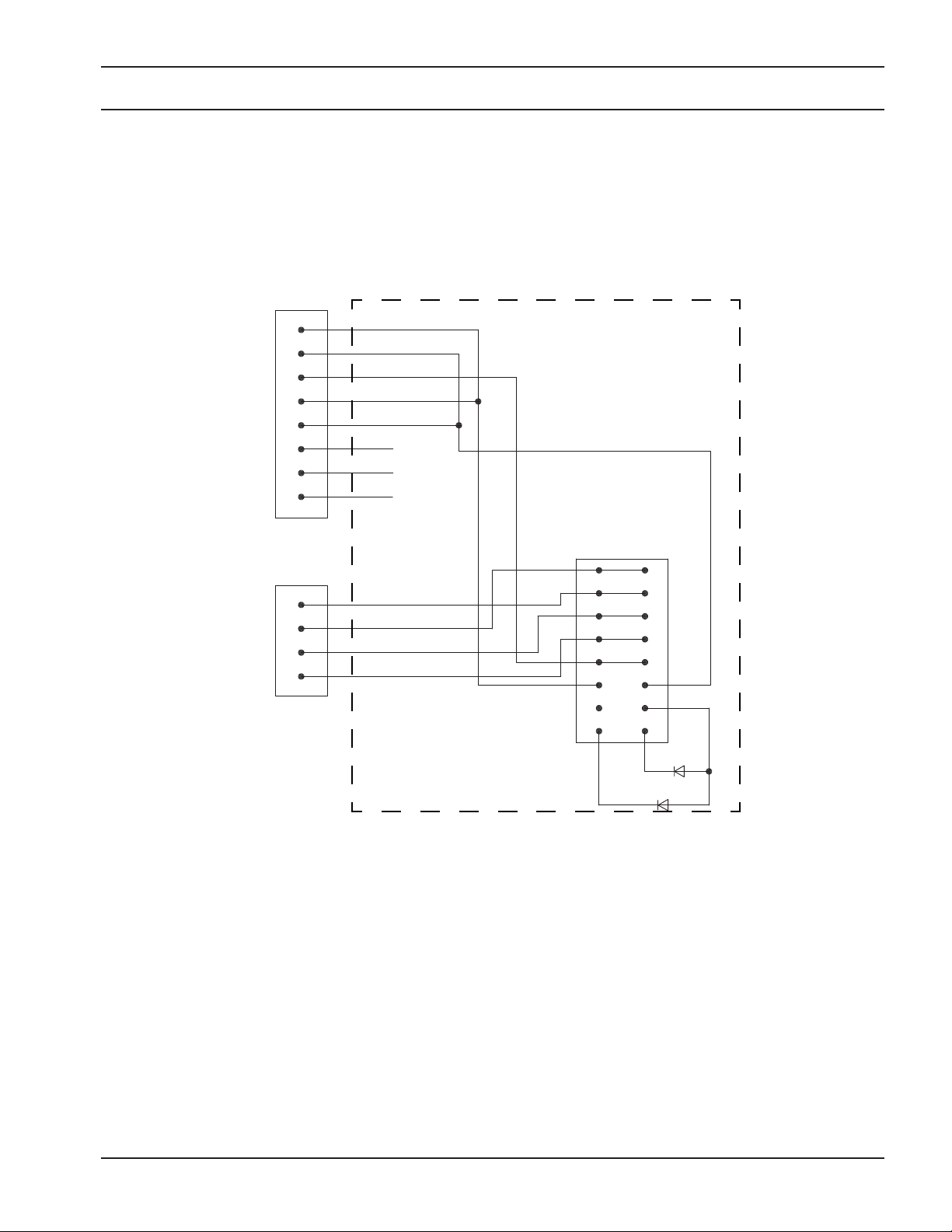
Schéma électrique de régulateur de gaz combinés
Con 1
CAN H Sortie
CAN L Sortie
CAN Terre
CAN H Entrée
CAN L Entrée
NF
NF
NF
CAN
1
2
3
4
5
6
7
8
Con 2
1
2
3
4
ALIMENTATION
24 V c.a. Entrée
24 V c.a. Entrée
-24 V c.c. Entrée
+24 V c.c. Entrée
CO 1
1
3
5
7
9
11
13
15 16
DEL 2
2
4
6
8
10
12
14
DEL 1
27
Page 28

Dimensions de montage CGC
Réf : 0558008459
D 7,1 mm
Description
101,6 mm
8,0 mm
CGC - Vue du dessous
9,5 mm
190,5 mm
120,0 mm
9,5 mm
M6
22,9 mm
28
64,0 mm
Page 29
Description
Dépannage
Le régulateur de gaz combinés a deux DEL visibles indiquant son statut. Lorsque la DEL verte est allumée, elle
indique que l’alimentation est appliquée sur l’unité et la vitesse à laquelle elle clignote indique le statut opérationnel de l’unité (consulter le tableau ci-dessous). Si la DEL verte n’est pas allumée, vérier le câble d’alimentation, qui devrait transporter 24V c.c. et 24V c.a. de la boîte d’alimentation de contrôle.
Si la DEL jaune n’est pas allumée, c’est que, soit il n’y a pas d’alimentation vers l’unité soit la station n’est pas
sélectionnée.
Le régulateur de gaz combinés est hautement intégré et est traité comme «Boîte noire». Si une ou plusieurs
fonctions de l’unité s’arrêtent de fonctionner, l’unité doit être retournée pour réparation. Contacter l’assistance
technique pour tout dépannage et toute assistance de RMA.
DEL État Signication
OFF/ARRÊT NON ACTIF
Verte
Jaune ON/MARCHE La station est sélectionnée
10 % marche, 90 % arrêt Le chargeur de démarrage fonctionne
50 % marche, 50 % arrêt L’application fonctionne
90 % marche, 10 % arrêt L’application fonctionne, CAN est disponible
29
Page 30
Description
Coret du démarreur d'arc distant (RAS)
p/n 0558012260
Le démarrage d'arc à distance est plus communément appelée la
boîte RAS. La boîte RAS sert d'interface entre le contrôleur de plasma et de la famille du PPE des alimentations de plasma, visant à garantir un arc de plasma stable. La boîte RAS fournit également un
retour de tension de l'ascenseur de la torche à plasma. Cette tension
est utilisée pour réguler la hauteur de la torche pendant la coupe, le
maintien de la bonne hauteur de la torche au-dessus de la pièce à
usiner.
Dans les RAS boîte, il ya une carte de circuit Fréquence / diviseur
de tension haute qui fournit des fonctions arc pilote d'ionisation et
diviseur de tension pour réguler la hauteur de la torche.
Connexions de liquide de refroidissement et les connexions électriques de la torche sont eectués dans la boîte
de RAS et fournissent une interface entre l'alimentation, de refroidissement circulateur et la torche.
Spécications
Dimensions: 8.75” (222.3 mm) high x 7.50” (190.5 mm) wide x 17.00” (431.8 mm) deep
Weight: 28.5 lbs. (12.9 kg)
8.75”
(222.3 mm)
17.0 0 ”
(431.8 mm)
30
7.50”
(190.5 mm)
Page 31
Description
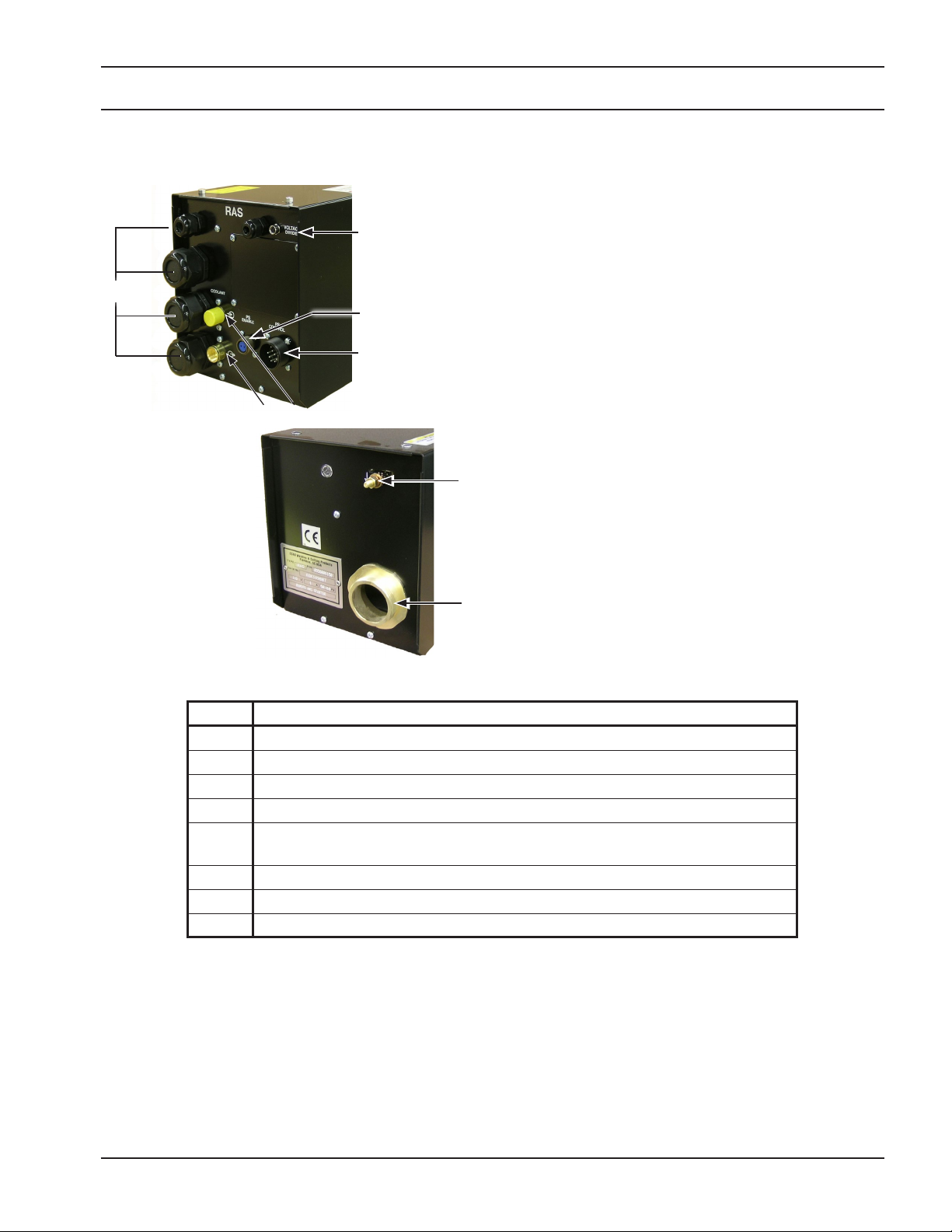
Coret du démarreur d’arc distant (RAS) Connexion
A
G, H
D
C
Remarque:
Le châssis doit être connecté à la mise à la terre de la machine.
EF
J
I
Lettre Description
A Connexion du diviseur de tension vers le levage à 3 broches
C Connexion amphénole au bloc d'alimentation à 24 broches
D Arrêt d’urgence
E Entrée du liquide frigorique - Ecoulement vers la torche
F
Retour du liquide frigorique - Retour d'écoulement vers le circulateur du liquide
frigorique de la torche
G, H Raccords de serrage
I Connexion de renforcement de la torche
J Connexion de mise à la terre de la machine
31
Page 32

Description
Désignation du localisateur de composants
(voir les illustrations suivantes des composants)
Alimentation
CvStck
Control
Box
Câble de commande PS et CC
Câble d’alimentation
Câble d'arc pilote
Tuyau d’alimentation du liquide
frigorique
Tuyau de retour du liquide
frigorique
Arrêt d’urgence
C
G
H
E
Démarreur
F
Montage
D
Arc
Alimentaiton, arc pilote, uide
I
Câble VDR
A
ugorique
AHC / Lift
(Optionnel)
PT-36
m3 G2
Emplacements du localisateur de composants pour le coret du démarreur d'arc distant
REMARQUE : Voir les tuyaux et câbles disponibles dans les tableaux ci-contre.
32
Page 33

Description
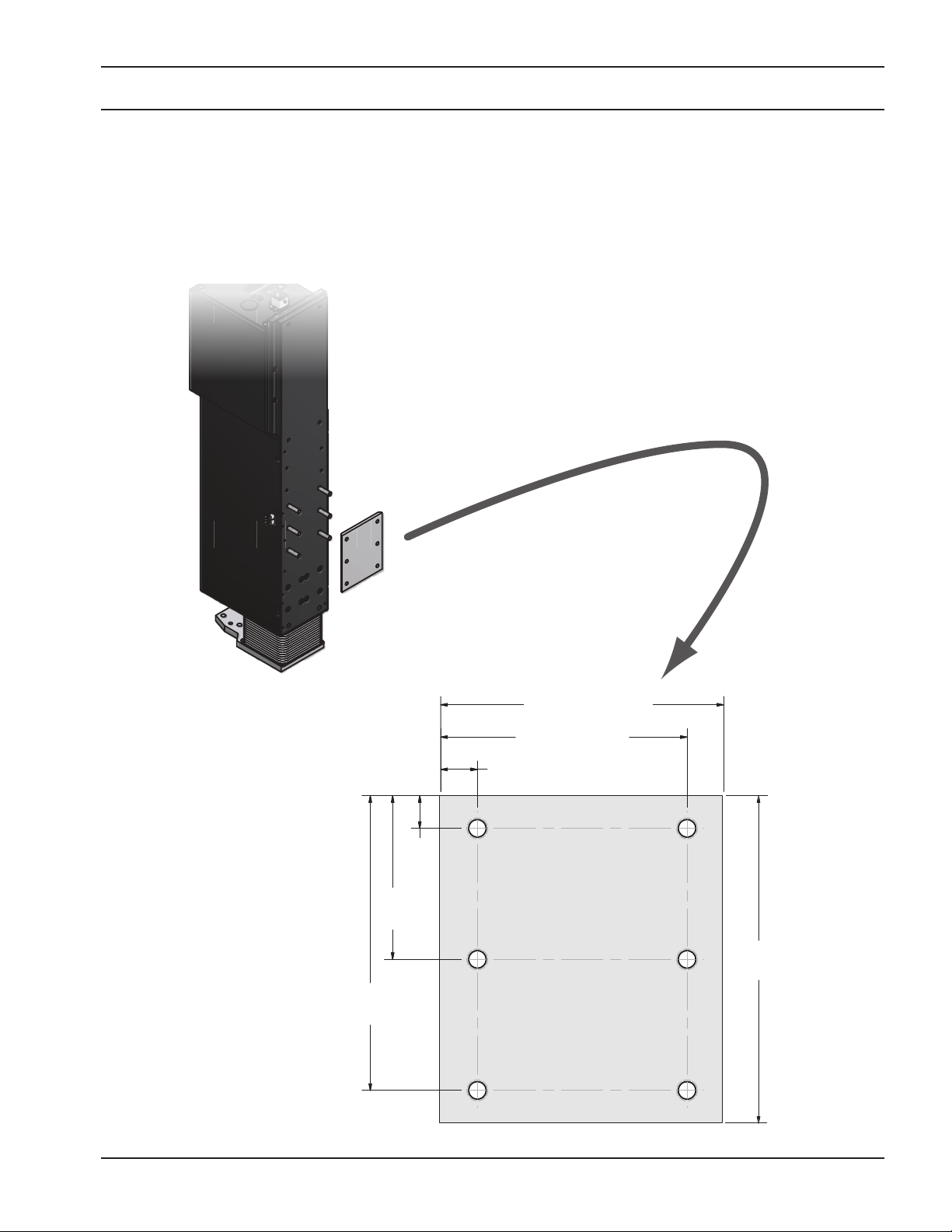
Montage du coret du démarreur d'arc distant
Le coret est doté de quatre trous de montage letés M6 x 1 illustrés dans le modèle ci-dessous.
Si les xations sont letées dans le coret de dessous, la
ATTENTION
5.00
(127. 0 0)
longueur des xations ne doit pas leur permettre une prolongation de plus de
0,25 po au-delà du bord des lets femelles internes. Si les xations sont trop
longues, elles risquent de gêner les composants situés à l'intérieur du coret.
1.00
(2.54)
2.75
(69.85)
13.75
(349.25)
Emplacements des trous de montage pour le coret du démarreur d'arc distant (vue de dessous)
18,50p o
(469,9 mm)
17, 50po
(444,5 mm)
8,75po
(222,3 mm)
3,25po
(82,6 mm)
7,50 po
(190,5 mm)
6,50po
(165,1 mm)
Emplacements des trous de la plaque de montage optionnelle pour le coret du démarreur d'arc distant
(0558008461)
33
Page 34

Description
Connexion E-stop typique/recommandée
Toujours fournir le numéro de série de l’appareil sur lequel les parties seront utilisées. Le numéro de série est
gravé sur la plaque signalétique.
Pour assurer un bon fonctionnement, il est recommandé que les parties et produits ESAB que de véritables être
utilisés avec cet équipement. L’utilisation de pièces non-ESAB peut annuler votre garantie.
Les pièces de rechange peuvent être commandées auprès de votre distributeur ESAB.
N’oubliez pas d’indiquer toutes les instructions spéciales d’expédition lors de la commande des pièces de rechange.
Se référer au guide des communications situé sur la dernière page de ce manuel pour une liste de numéros de
téléphone du service à la clientèle.
De pièces de rechange
Remarque:
Pièces supplémentaires listes, schémas et des diagrammes de câblage sur 279,4 mm x
431,8 mm (11 “x 17”) sont inclus dans la couverture de ce manuel.
34
Page 35

Description
Contrôle de rideau d’air (Acc)
p/n 37440
p/n 0558010243
Spécications
Dimensions: 6,00” hauteur (152,4 mm) x 9,56” largeur (242,8 mm) x 2,50” profondeur (63,5 mm)
Poids: 4,00 livres. (1,81 kg)
Puissance d’entrée: 24 VAC
Le rideau d’air est un dispositif utilisé pour améliorer les performances de l’arc de plasma lors de la coupe sous
l’eau. Le dispositif se monte sur la torche et produit un rideau d’air. Cela permet à l’arc de plasma de fonctionner
dans une zone relativement sèche pour réduire le bruit, de la fumée, et un rayonnement à l’arc, même si la lampe
a été immergée.
Le rideau d’air nécessite une source d’air comprimé qui doit être propre, sec et exempt d’huile. Il devrait être livré
à 80 psi @ 1200 cfh (5,5 bar @ 34 CMH).
35
Page 36

Dimensions de montage Acc
Description
9.31”
(236.5 mm)
5.81”
(147.6 mm)
2.91”
(74.0 mm)
1.16”
(29.5 mm)
Connexions des composants Acc
.312” x .500”
slots
7.00 ”
(17 7.8 mm)
REMARQUE:
Câbles “A” et “B” sont indiqués dans les
connexions de composants, Section IN-
STALLATION de ce manuel.
A
Air comprimé
36
B
Page 37

Description
Système de contrôle d’injection d’eau (WIC)
p/n 0558009370
La commande d’injection d’eau (WIC) régule le débit d’eau de coupe
fourni à la torche à plasma. Cette eau est utilisée comme un écran dans le
processus de coupe. Ce bouclier aide à former l’arc de plasma et refroidit
également la surface de coupe. La sélection et la sortie d’eau de coupe
sont réalisées et contrôlés par l’ICH. La WIC est constitué d’un régulateur
d’eau, une pompe et une boucle de contre-réaction fermée entre la soupape proportionnelle et le capteur de débit. Ceci est contrôlé par une
unité de contrôle du processus local (PCU). L’UCP communique via CAN à
l’ICH, tout en contrôlant les valves proportionnelles et électrovannes. La
WIC est contrôlée et envoie des signaux de retour par le bus CAN à l’ICH
ou à des ns de diagnostic.
Pour plus d’informations sur le contrôle d’injection d’eau (WIC), voir le
manuel # 0558009491.
Spécications
Dimensions (module électrique) 163 mm x 307 mm x 163 mm (6,4 in x 12,1 in x 6,4 in)
Dimensions (module de la pompe) 465 mm x 465 mm x 218 mm (18,3 in x 18,3 in x 8,6 in)
Poids (module électrique) 15 livres à sec (6,8 kg)
Poids (module de la pompe) 60 livres à sec (27,2 kg)
Besoins en eau
Approvisionnement en air (fonction antigel) 250 CFH à 80 psi (7,1 cmh à 5,5 bar)
Pompe
Moteur
Régulateur de pression
Capteur de pression
Vanne proportionnelle
Capteur de débit
Vanne électromagnétique d'air
L’eau du robinet souple avec une dureté de l’eau admissible de <10 ppm de CaCO3 ou moins, ltré à 5
microns, et d’un débit minimum 1 gpm (3,8 l / min) @ à 20 psi (1,4 bar). Résistivité doit être d’au moins
15 k ohm par cm.
Déplacement positif, palette rotative avec vanne de dérivation réglable (250 psi /17,2 bar maximum),
rotation dans le sens des aiguilles d'une montre, capacité: 1,33 gpm à 150 psi (5,04 l/min à 10,3 bar).
Vitesse nominale: 1725 tr/min, température nominale: 150o F (66o C)
1/2 HP, 230 VAC monophasé, 50/60 Hz, 1725/1425 RPM, 3.6A,
Cote de température: 150 ° F (66o C)
Pression d'entrée de l'eau: 100 psi (6,9 bar) maximum
Pression de sortie de l'eau: 20 psi (1,4 bar) (réglage d'usine)
Plage de pression maximum: 0 - 200 psi (0 - 13,8 bar)
Plage de température: -40 - 257o F (-40 - 125o C)
Tension d'alimentation: 24 V CC
Sortie du signal de pression: 4 mA pour 0 psi, 20 mA pour 200 psi (13,8 bar). Réglé de 1 à 5 V CC avec
une résistance de 250 ohms.
Tension d'alimentation: 24 V CC
Courant de pleine charge: 500 mA, signal de commande d'entrée: 0-10 V CC.
Bobine: tension standard de 24 V CC, courant de fonctionnement: 100-500 mA,
Vanne: taille de l'orice de 3/32”, Cv: 0,14 (complètement ouverte)
Pression diérentielle de fonctionnement: 115 psi (8,0 bar); Débit max.1,5 gpm
Température maximum du uide: 150o F (66o C)
Pression de fonctionnement maximum: 200 psi (13,8 bar),
Température de fonctionnement: -4 - 212o F (-20 - 100o C), puissance d'entrée: 5 - 24 V CC à 50 mA
maximum, signal de sortie: 58 - 575 Hz, zone d'écoulement: 0,13 - 1,3 gpm
Tension d'alimentation: 24 V CC, pression de fonctionnement maximum: 140 psi (9,7 bar), température de fonctionnement: 32 - 77o F (0 - 25o C)
37
Page 38

Description
Contrôle automatique de la hauteur (AHC)
p/n 0560947166
Ensemble de levage B4 fournit un mouvement vertical de la torche à plasma PT36, en utilisant un moteur classique, à vis, et la conguration de la lame. Le moteur
tourne une vis d’axe clos, qui à son tour soulève / abaisse la plaque de levage sur
des rails linéaires. Commandes directionnelles fournies par le contrôleur de plasma
déterminer la direction du Voyage. Fin de courses xes sont inclus pour empêcher
ascenseurs supérieures et inférieures de dépassement.
L’ensemble de levage comprend également les éléments nécessaires pour contrôler
la hauteur au-dessus de surfaces de travail; perçage, et la hauteur de coupe initiale,
sont codeur contrôlée au cours du cycle de plasma. Lors de la fabrication de la pièce,
la hauteur est commandée automatiquement en prenant des mesures de tension
entre l’électrode de la torche et la surface de travail.
Les ascenseurs B4 utilisent un ensemble Omni Soft Touch® pour protéger le système
en cas de plantage de la station. Interrupteurs de proximité contrôler la position de la
torche dans le porte-ambeau. Si la torche est coincée dans n’importe quelle direction, le processus s’arrête et un rapport d’erreur sera envoyé au contrôleur.
Spécications
Dimensions: 6,0” (152,4 mm) largeur x 8,5” (215,9 mm) profondeur x 31,5”
(800,1 mm) hauteur
Vitesse de levage: 315 IPM [8,0m par minute]
Mouvement vertical: 8,00” [200,0 mm]
Poids approximatif avec support de la torche: 85 livres [38,5 kg]
Taille du fût de torche: 85,7 mm
Précision IHS: ± 0,5 mm
Tolérances des
composants
La précision du codeur: ± 0,25 mm
La précision de la tension: ± 1 volt
38
Page 39
Description
Dimensions de montage B4
Congurations de trous de levage B4 sont fournies ci-dessous pour aider l’utilisateur nal dans la station de montage de plasma. Un support plasma/plaque écrou est disponible en option. Pour plus de détails plus spéciques,
s’il vous plaît se référer au manuel B4 Ascenseur.
2.50”
[63.5mm]
4.47”
[113.5mm]
(6) M8 x 1,25 x 40 vis de
chapeau
4.13” [104.9mm]
3.64” [92.4mm]
0.49” [12.4mm]
0.53”
[13.5mm]
x6 M8x1.25 - 6H
THRU HOLES
5.00”
[127.0mm]
Équerre de xation recommandée/plaque écrou
39
Page 40

Tuyaux et câbles
Description
Description
câble / tuyau
CâbleCAN Bus
Longueurs
disponibles
m ( pi )
1m (3,3 pi) 0558008464
2m (6,5 pi) 0558008465
3m (10 pi) 0558008466
4m (13 pi) 0558008467
5m (16 pi) 0558008468
6m (19 pi) 0558008469
7m (23 pi) 0558008470
8m (26 pi) 0558008471
9m (30 pi) 0558008472
10m (33 pi) 0558008473
11m (36 pi) 0558008474
12m (39 pi) 0558008475
13m (43 pi) 0558008476
14m (46 pi) 0558008477
15m (49 pi) 0558008478
20m (66 pi) 0558008479
25m (82 pi) 0558008809
36m (118 pi) 0558008480
30m (100 pi) 0558008481
40m (131 pi) 0558008482
45m (150 pi) 0558008483
50m (164 pi) 0558008484
55m (180 pi) 0558008485
60m (200 pi) 0558008486
Réf. pièce
ESAB
40
Page 41
Description
Description
câble / tuyau
Câble d'arrêt d’urgence
Description
câble / tuyau
Câble VDR
Longueurs
disponibles
m ( pi )
5m (16 pi) 0558008329
10m (33 pi) 0558008330
15m (49 pi) 0558008331
20m (66 pi) 0558008807
25m (82 pi) 0558008808
Longueurs
disponibles
m ( pi )
0.5m (1.7’) 0560947067
1.5m (5’) 0560947075
3m (10’) 0560947076
4m (13’) 0560947068
5m (16’) 0560947077
6m (19’) 0560947069
6.1m (20') 0560946782
7m (23’) 0560947070
8m (26’) 0560947071
9m (30’) 0560947072
10m (33’) 0560947078
15m (49’) 0560947073
20m (66’) 05609 47074
25m (82') 0560946758
Réf. pièce
ESAB
Réf. pièce
ESAB
Description
câble / tuyau
Pilot Arc Cable
Longueurs
disponibles
m ( pi )
1.4m (4.5’) 0558008310
1.8m (6’) 0558008311
3.6m (12’) 0558008312
4.6m (15’) 0558008313
5.2m (17’) 0558008314
6.1m (20’) 05580 08315
7.6m (25’) 0558008316
4.5m (14.5’) 0558008317
Réf. pièce
ESAB
41
Page 42

Description
Description
câble / tuyau
Tuyau de liquide réfrigérant
Longueurs
disponibles
m ( pi )
10m (33 pi) 0558005563
15m (49 pi) 0558005564
20m (66 pi) 0558005565
45m (115 pi) 0558005566
50m (164 pi) 0558005567
5m (16 pi) 0558005246
30m (98 pi) 0558005247
40m (131 pi) 0558005248
77m (196 pi) 0558005249
32m (82 pi) 0558006629
59m (150 pi) 0558006630
71m (180 pi) 0558006631
Réf. pièce
ESAB
Plasma de contrôle du gaz à des tuyaux de rideau d'air
42
Description
câble / tuyau
Tuyau de rideau d'air
Longueurs
disponibles
m ( pi )
2.3m (7.5 pi) 0558010204
3.4m (11 pi) 0558010206
Réf. pièce
ESAB
Page 43
REMARQUE :
Description
Pour les concentrateurs CAN
multiples sur les machines
de coupe ESAB, utilisez le
câble 0558008824.
Description
câble / tuyau
Câble d'alimentation des comman-
des de gaz plasma
Câble Flex de base
Longueurs
disponibles
m ( pi )
1,5m (5 pi) 0560947079
3m (10 pi) 0560947080
4m (13 pi) 0560947061
5m (16 pi) 0560947081
6m (19 pi) 0560947062
7m (23 pi) 0560947063
8m (26 pi) 0560947064
9m (30 pi) 0560947065
10m (33 pi) 0560947082
12,8m (42 pi) 0560946780
15m (49 pi) 0560947066
20m (66 pi) 0560947083
4,6m (15 pi) 0560936665
7,6m (25 pi) 0560936666
15m (50 pi) 0560936667
22,8m (75 pi) 0560936668
25m (82 pi) 05609 48159
Réf. pièce
ESAB
43
Page 44

Description
Description
torche
PT-36 m3 CAN
Torche plasma
Description
torche
Câble de commande P2
Longueurs
disponibles
m ( pi )
1.4m (4.5’) 0558008301
1.8m (6’) 0558008302
3.6m (12’) 0558008303
4. 3m (14’) 0558008308
4.6m (15’) 0558008304
5.2m (17’) 0558008305
6.1m (20’) 0558008306
7.6m (25’) 0558008307
Longueurs
disponibles
m ( pi )
7.6m (25’) 0558 011631
10m (33’) 0558011632
15m (50’) 0558011633
20m (66’) 0 558011634
23m (75’) 055 8 011635
25m (82’) 0558011636
30m (100’) 055 8 0116 37
40m (131’) 055 8 0116 38
50m (164’) 055 8 0116 39
60m (200’) 0 558011640
Réf. pièce
ESAB
Réf. pièce
ESAB
44
Page 45

Description
Torche plasma PT-36
p/n 0558008300
Généralités
La torche de coupe d'arc plasma mécanisée PT-36 est une
torche d'arc plasma assemblée à l'usine conférant la concentricité des composants de la torche et une précision systématique de la coupe. C'est pour cette raison que le corps de la
torche ne peut pas être reconstruit sur site. Seule l'extrémité
frontale de la torche dispose de pièces remplaçables.
Portée
L'objectif de ce manuel consiste à fournir à l'opérateur toutes
les informations nécessaires à l'installation et aux opérations
d'entretien/réparation de la torche coupe d'arc plasma mécanisé PT-36. Un matériel de référence technique est
également fourni pour vous aider lors du dépannage avec les options en bloc de coupe.
Spécications techniques de la torche PT-36
Type : Eau refroidi, gaz double, torche de coupe d'arc plasma
Courant nominal : Cycle de service 1000 Amp à 100%
Diamètre de montage : 2 po (50,8 mm)
Longueur de la torche sans raccords : 16,7 po (42 cm)
IEC 60974-7 Tension nominale : Crête de 500 volts
Tension d'impact (valeur maximum de la tension HAUTE FREQUENCE) : 8000 VCA
Débit minimum du liquide frigorique : 1,3 GPM (5,9 l/min)
Pression minimum du liquide frigorique à l'entrée : 175 psig (12,1 bars)
Pression maximum du liquide frigorique à l'arrivée : 200 psig (13,8 bars)
Débit minimum acceptable du recirculateur de liquide frigorique :
16.830 BTU/HR (4,9 kW) à une température ambiante élevée du liquide frigorique = 45°F (25°C) et 1,6 USGPM (6 L/min)
Pressions du gaz sécurisées maximum aux arrivées de la torche : 125 psig (8,6 bars)
Coupe-circuits : Cette torche est destinée à être utilisée avec les systèmes et les commandes de coupe arc plasma ESAB se
servant d'un interrupteur de débit d'eau sur la conduite de retour du liquide frigorique depuis la torche. Le démontage
de la coupelle xant la buse pour eectuer des opérations d'entretien/réparation brise le chemin de retour du liquide
frigorique.
45
Page 46

Description
7,54po
(191,5mm)
6,17po
(156,7mm)
Options en bloc disponibles
REMARQUE :
Serrer uniquement sur le manchon de la torche
isolée à 12,5po (31,7 mm) minimum de l'extrémité
de la torche du manchon.
2,00po
(50,8mm)
9,13po
(231,9mm)
10,50po (266,7mm)
Longueur du manchon
Les options en bloc de PT36 sont disponibles auprès
de votre représentant ESAB.
Voir les numéros de pièces
des composants dans la
section sur les Pièces de rechange.
Description
torche
PT-36 m3 CAN
Torche plasma
Longueurs
disponibles
m ( pi )
1.4m (4.5’) 0558008301
1.8m (6’) 0558008302
3.6m (12’) 0558008303
4. 3m (14’) 0558008308
4.6m (15’) 0558008304
5.2m (17’) 0558008305
6.1m (20’) 0558008306
7.6m (25’) 0558008307
Accessoires optionnels:
Bubble Muer - Lorsque ce produit est utilisé conjointement avec une pompe à eau
recirculant l'eau de la table et avec de l'air comprimé, cet appareil crée une bulle d'air
qui permet d'utiliser la torche de coupe d'arc plasma PT-36 sous l'eau en sacriant
moins la qualité de la coupe. Ce système permet également les opérations au-dessus
de l'eau puisque l'eau passant par le silencieux réduit les émanations, le bruit et le
rayonnement UV de l'arc.
(voir les instructions d'installation/opération dans le manue 0558006722) ........... 37439
Réf. pièce
ESAB
Rideau d'air - Cet appareil si fourni avec de l'air comprimé est utilisé pour améliorer
la performance de la torche de coupe PT-36 Plasmarc avec les coupes eectuées sous
l'eau. L'appareil s'installe sur la torche et génère un rideau d'air. Ce rideau permet à
l'arc plasma de fonctionner dans une zone relativement sèche, bien que la torche soit
submergée pour réduire le bruit, les émanations et le rayonnement d'arc. A utiliser
uniquement dans des applications submergées.
(voir les instructions d'installation/opération dans le manue 0558006404) ...........374 40
46
Page 47

Description
Porte-charge rapide, portable ......................................................................0558006164
REMARQUE :
Ne pas utiliser avec les buses dotées de trous pour les évents.
Porte-charge rapide, 5 appareils ................................................................. 0558006165
Kits de produits consomptibles de la torche PT-36
Kit d'accessoires et de réparation de PT-36 ............................................................... 0558005221
Part Number Quantity Description
0558003804 1 Corps de la torche PT-36 sans anneaux
0004485648 10 Joint torique DI 1,614po (41mm) x 0,07po (1,8mm)
0558002533 2 Déecteur, 4 trous x 0,032po (0,81mm)
0558001625 2 Déecteur, 8 trous x 0,047po (1,2mm)
0558002534 1 Déecteur, 4 x 0,032po (0,81mm) Arrière
0558002530 1 Déecteur, 8 x 0,047po (1,2mm) Arrière
0558005457 1 Déecteur, 4 trous x 0,022po (0,6mm)
0558003924 3 Porte-électrode PT-36 sans anneaux
0004485671 10 Joint torique DI 0,364 (41mm) x 0,07po (1,8mm)
0004470045 2 Coupe de retenue de buse, standard
0004470030 1 Diuseur de gaz de protection, courant faible
0004470031 5 Diuseur de gaz de protection, standard
0004470115 1 Diuseur de gaz de protection, arrière
0004470046 2 Retenue de protection, standard
0558003858 2 Anneau de contact avec vis
0004470044 6 Vis, anneau de contact
0004470049 2 Clé hex 0,109po (2,8mm)
0558007105 1 Tourne-écrou 0,44po ( 11,1mm)(outil d'électrode)
0558003918 1 Outil du porte-électrode PT-36
0004470869 1 CC Graisse de silicium 111 5,3oz (150g)
47
Page 48
Description
Kit de démarrage du PT-36 ..............................................................................................................
0558010625
600 AMP
0558010624
450 AMP
0558010623
360 AMP
0558010622
200 AMP
Réf. pièce Description
5 5 5 5 0558009400 Electrode PT-36
5 5 5 5 0558003914 Electrode O2 UltraLife, standard
5 - - - 0558003928 Electrode N2/H35, standard
5 5 5 5 0558009406 Buse PT-36
5 5 5 5 0558009411 Buse PT-36
5 5 5 5 0558006018 Buse PT-36 1,8mm (0,070po)
5 5 5 5 0558006020 Buse PT-36 2,0mm (0,080po)
5 5 5 - 0558006030 Buse PT-36 3,0mm (0,120po)
5 5 - - 0558006028 Buse PT-36 Divergent (O2)
5 - - - 0558006041 Buse PT-36
1 1 - - 0558009550 Disp. retenue buse PT-36
5 5 5 5 0558009425 Protection PT-36 MICRO
5 5 5 5 0558006141 Protection PT-36 4,1mm (0,160po)
5 5 5 - 0558006166 Protection PT-36 6,6mm (0,259po)
5 5 - - 0558009551 Protection PT-36 HD PT-36
5 - - - 0558006199 Protection PT-36 9,9mm (0,390po)
1 1 - - 0558009548 Disp. retenue protec PT-36
5 5 5 5 181W89 Joint torique DI 1.114 ID x .070 CR
48
Page 49

Description
Kit de démarrage de la plaque lourde PT-36 H35 ...................................................... 0558005225
Quantité
2 0558005689 Porte-électrode/Pince de serrage PT-36
2 0558003967 Corps de la pince de serrage
2 0558003964 Electrode, pince de serrage 3/16 po D
5 0558002532 Déecteur, 32 trous x 0,023
5 0558003963 Electrode, Tungsten 3/16 poD
5 0558003965 Buse H35 .Divergent 198 po
2 0558008737 Disp. retenue protec HIGH CURRENT PT-36
5 0558006688 Courant élevé de protection
1 0558003918 Outil du porte-électrode PT-36
1 0558003962 Outil d’électrode Tungsten
Réf. pièce Description
Régulateurs recommandés
Service des cylindres liquides :
O2 : R-76-150-540LC ................................................................................................................Réf. 19777
N2 : R-76-150-580LC ...............................................................................................................Réf. 19977
Service des cylindres à pression élevée :
O2 : R-77-150-540 ........................................................................................................Réf. 0558010676
Ar et N2 : R-77-150-580...............................................................................................Réf. 0558010682
H2 et CH4 : R-77-150-350 ...........................................................................................Réf. 0558010680
Air industriel : R-77-150-590 ....................................................................................Réf. 0558010684
Service station/tuyauterie :
O2 : R-76-150-024 ........................................................................................................Réf. 0558010654
Ar et N2 : R-76-150-034...............................................................................................Réf. 0558010658
Air, H2 et CH4 : R-6703 ............................................................................................................ Réf. 22236
49
Page 50

Description
50
Page 51

Installation
Page 52

InstallatIon
52
Page 53

InstallatIon
MONTAGE
Général
Le non-respect de ces instructions peut entraîner la mort, des blessures
ATTENTION
ou des dommages. Suivez ces instructions pour éviter les blessures ou
des dommages matériels. Vous devez vous conformer à la réglementation
locale, étatique et codes électriques et de sécurité nationales.
Le déballage
•Inspecter les dommages de transport immédiatement après réception.
•Retirez tous les composants de conteneur d’expédition et vérier les pièces détachées dans le conteneur.
•Inspectez les persiennes pour obstruction d’air.
Vériez lors de la réception
1. Vériez que tous les composants du système sur votre commande ont été reçus.
2. Inspecter les composants du système pour les dommages physiques qui peuvent avoir eu lieu pendant le
transport. S’il ya des preuves de dommages, s’il vous plaît contacter votre fournisseur avec le numéro de
modèle et le numéro de série de la plaque signalétique.
Toute installation et l’entretien de systèmes électriques et de
plomberie doivent être conformes aux codes électriques et de
ATTENTION
plomberies nationales et locales. L’installation doit être eectuée
uniquement par du personnel qualiés et agréés. Consulter les
autorités locales pour des questions de réglementation.
Avant de l’installation
Repérez les principales composantes de la bonne position avant d’eectuer les connexions électriques, de gaz,
et de l’interface. Se reporter aux schémas d’interconnexion du système pour les principaux composants placement. Mettre tous les composants majeurs à la terre à un moment donné. Pour éviter les fuites, assurez-vous de
serrer tous les raccords de gaz et d’eau avec un couple spécique.
53
Page 54

InstallatIon
Introduction
Les informations contenues dans ce livret sont destinées à aider à la préparation de l'installation d'une
découpeuse ESAB. La mise à la terre de la machine est une étape importante du processus d'installation qui
peut être considérablement simpliée si elle est préparée à l'avance. La partie la plus dicile du processus
de mise à la terre est la conception et l'installation d'un piquet de terre de faible impédance. Toutefois, plus
le piquet de terre est de bonne qualité, plus les risques d'interférences magnétiques après l'installation sont
faibles.
La plupart des codes électriques nationaux traitent de la mise à la terre en vue pour la prévention des incendies
et la protection contre les courts-circuits ; ils ne traitent pas de la protection de l'équipement ni de la réduction
du bruit résultant des interférences électromagnétiques. En conséquence, ce manuel présente des exigences
de mise à la terre de la machine plus strictes.
AVERTISSEMENT
Risque d'électrocution.
Une mise à la terre inadéquate peut causer
des blessures graves, voire mortelles.
Une mise à la masse inadéquate peut
endommager les composants électriques de
la machine.
La machine doit être correctement mise à la
terre avant d'être mise en service.
La table de découpe doit être connectée au
piquet de terre de la machine.
54
Page 55

Un symbole commun utilisé pour
identier une masse de châssis sur
les schémas.
InstallatIon
Mise à la terre - Vue d'ensemble
Un système de mise à la terre est constitué de deux
parties ;
•Masse ou connexion de masse
•Prise de terre
La connexion de masse relie toutes les pièces à une
masse unique, comme le châssis de la machine, qui
est ensuite connectée à un point commun appelé le
point central. Ceci fournit un circuit électrique sûr en
cas de défaut.
Une prise de terre permet au courant de défaut
et aux interférences électromagnétiques (IEM) de
revenir de manière sécurisée à leur source. Sans un
système correctement mis à la terre, un courant
électrique non prévu peut avoir lieu et se propager
par les personnes ou l'équipement sensible, causant
de graves blessures, des décès et/ou des défaillances
matérielles prématurées.
Un symbole commun utilisé pour
identier une prise de terre sur les
schémas.
Ce manuel traite en particulier des machines avec
système de coupage au plasma. Ces machines
sont particulièrement sujettes aux problèmes
d'interférences électromagnétiques et utilisent
souvent des tensions et des courants dangereux.
Tous les composants électriques des machines
doivent être mis à la masse et reliés à une prise
de terre, indépendamment du type de processus
(découpe à gabarit, marquage ou autre étape de
préparation).
55
Page 56

InstallatIon
Conguration de base
La conguration de la prise de terre électrique est similaire pour les machines de petites dimensions et de
grandes dimensions. Les conducteurs de masse 4, du l électrique du plasma positif 6 et du l de masse des
rails 7 sont attachés à un point commun 8 sur la table de découpe. Cette connexion commune est appelée
point central (voir l'illustration ci-dessous). Un conducteur 3 relie le point central au piquet de terre 1. La
dimension des conducteurs de terre dépend du courant de sortie maximum de l'alimentation du plasma 5.
Les caractéristiques des dimensions des conducteurs sont traitées plus loin dans ce manuel. Certaines normes
ou directives nationales requièrent la présence d'un piquet de terre séparé 9 pour l'alimentation du plasma.
Consulter les schémas de la machine pour plus d'informations.
56
Remarque : L'entrée électrique triphasée
Q vers l'alimentation du plasma doit
inclure une masse électrique.
8
Cette illustration démontre les multiples
conducteurs de masse attachés par un boulon
unique pour créer un point central 8. L'emplacement
du point central sur la table de découpe peut varier.
Page 57

InstallatIon
Éléments d'un système de mise à la terre
Le système de mise à la terre comprend cinq
composants principaux :
•Le circuit de retour du plasma
•La prise de terre de sécurité pour le système
plasma
•La prise de terre de la source d'alimentation
électrique
•La masse (châssis) de la découpeuse
•La prise de terre de sécurité du système des rails.
Prendre les dispositions nécessaires durant
l'installation de chacun de ces éléments pour créer
un système de mise à la terre complet.
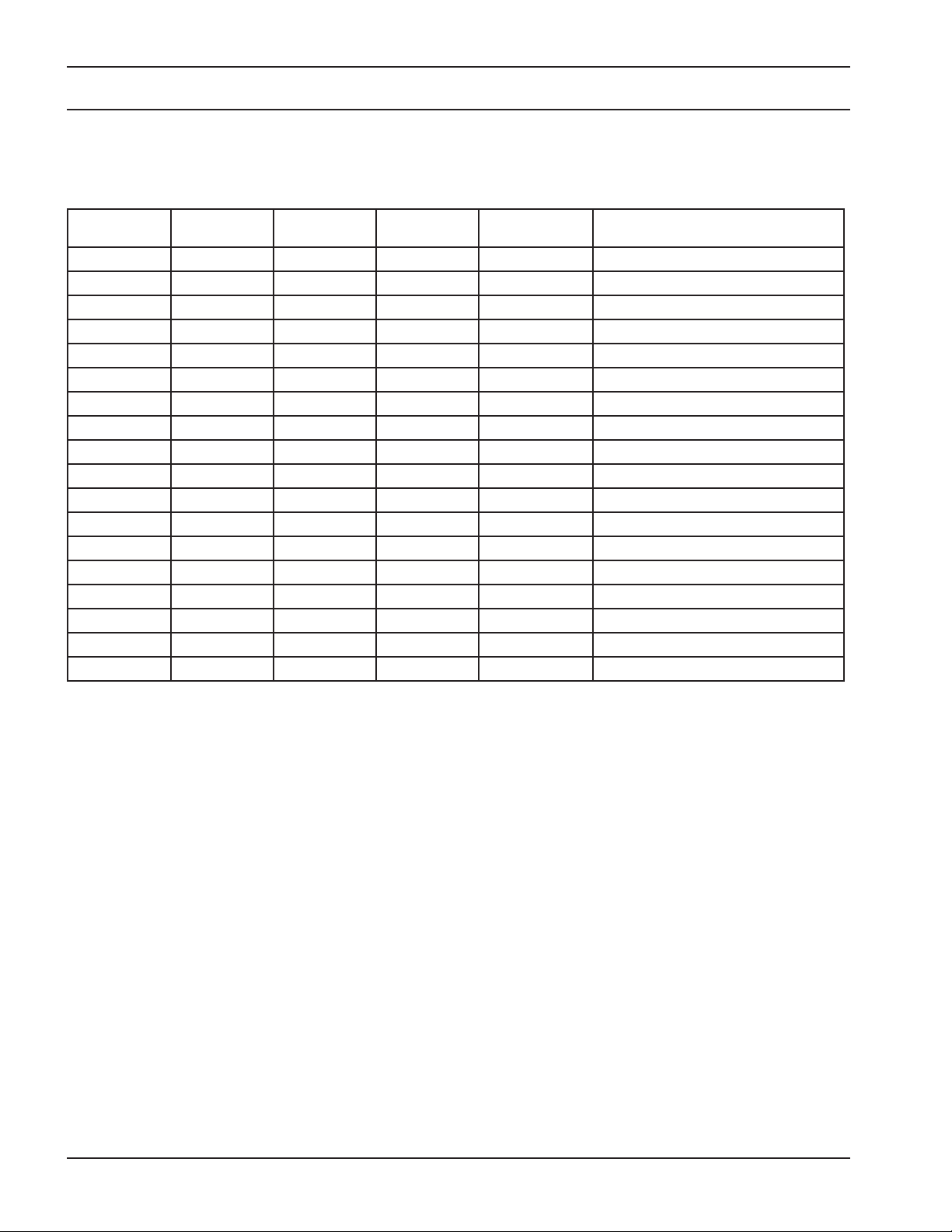
Circuit de retour du plasma
Le conducteur de courant de retour du plasma est
l'élément le plus important du système de mise à la
terre. Il complète le circuit du courant d'alimentation
du plasma. Des connexions de faible impédance
robustes et bien entretenues sont essentielles.
Le courant de découpe au plasma est généré par
l'alimentation du plasma P. Un câble de soudage
transporte ce courant de la connexion négative (-)
Q à l'alimentation du plasma par la chaîne de
câble de l'axe des abscisses R au chalumeau. Le
courant est ensuite transmis par arc électrique S
à la pièce de travail sur la table de découpe. Le
circuit doit être fermé pour que le courant revienne
facilement à sa source. Ceci est obtenu en reliant la
table de découpe à la connexion positive (+) T de
l'alimentation de plasma. Si le câble de masse du
courant de retour n'est pas connecté, le système
de plasma ne fonctionne pas. L'arc ne pourra pas
s'établir entre le chalumeau et la pièce de travail. Si le
câble est connecté mais que les connexions ont une
résistance très élevée, le courant de l'arc sera limité et
entraînera des niveaux de tension dangereux entre
les composants du système.
1
3
2
4
5
57
Page 58
InstallatIon
La seule façon de garantir que tous les composants
ont la même tension (le même potentiel) et
d'éliminer les risques d'électrocution consiste à
s'assurer que toutes les interconnexions présentent
un bon contact électrique. Un bon contact électrique
nécessite que les connexions soient réalisées avec un
contact métal nu sur métal, très serrées et protégées
contre la rouille et la corrosion. Utiliser une meule ou
une brosse métallique pour ôter toute la peinture, la
rouille et la saleté des surfaces lors de la connexion
des cosses de câble à toute surface métallique.
Utiliser un mastic électrique entre les cosses des
câbles et les surfaces métalliques pour éviter la
rouille et la corrosion futures. Utiliser des boulons,
des écrous et des rondelles de la plus grande taille
possible et bien serrer. Utiliser des rondelles de
blocage pour s'assurer que les connexions restent
serrées.
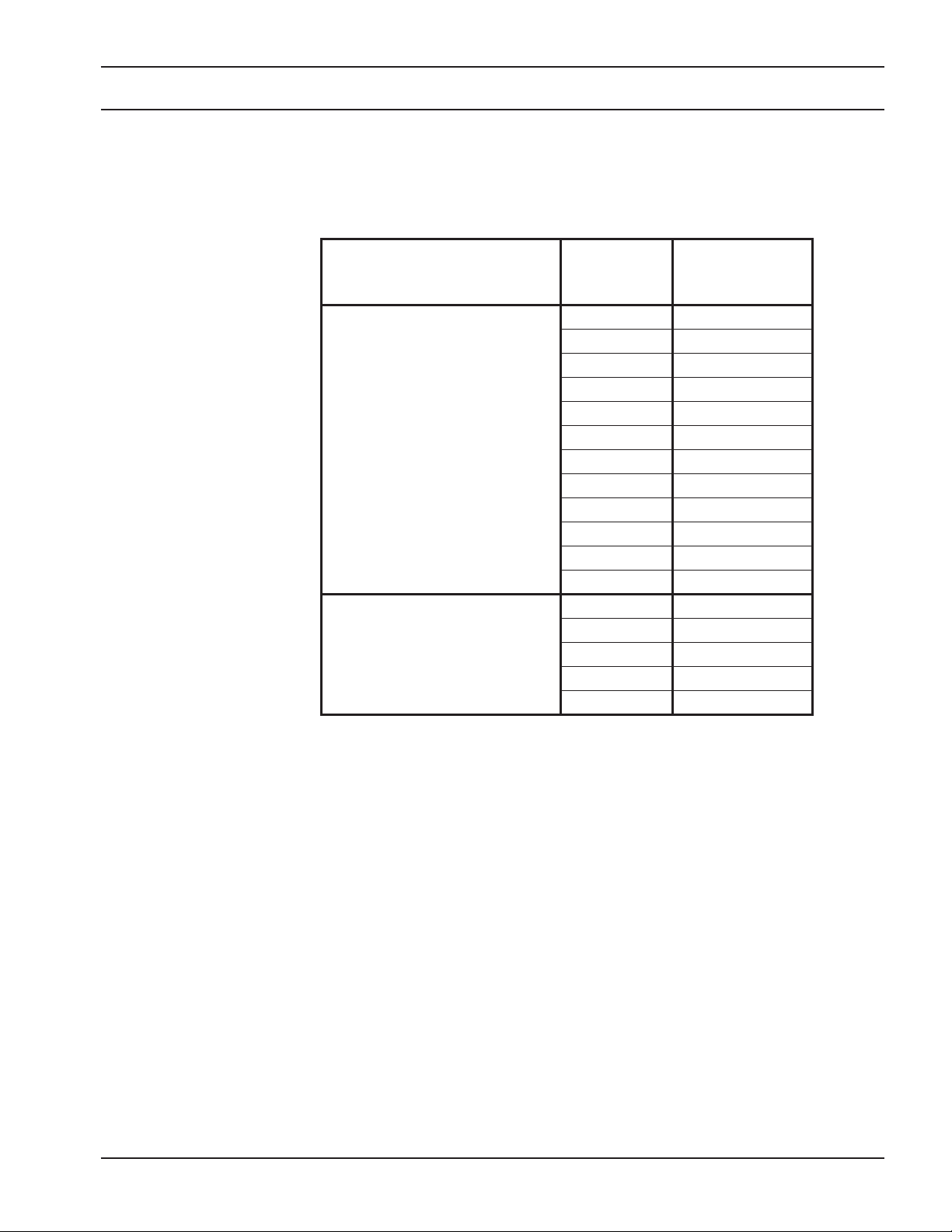
Prise de terre de sécurité du système plasma
La prise de terre de sécurité du système plasma (ou
le piquet de terre) a plusieurs fonctions importantes.
EIle fournit :
•Une tension de masse pour la sécurité du
personnel en garantissant qu'il n'y a aucune
diérence de potentiel entre les composants du
système et les composants du bâtiment.
•Une référence de signal stable pour tous les
signaux électriques numériques et analogiques
sur la table de découpe.
•Une aide pour contrôler les interférences
électromagnétiques (ou IEM).
•Un circuit de décharge pour les courts-circuits et
les pointes de tension, telles que celles causées
par la foudre.
58
Page 59
InstallatIon
Il existe de nombreuses méprises sur le piquet de terre et son rôle dans la réduction des interférences
électromagnétiques. En théorie, le piquet de terre sert à éliminer les diérences de potentiel entre
l'équipement et les structures du bâtiment. Toutefois, nombreux sont ceux qui pensent que le piquet de
terre permet d'absorber tous les bruits radioélectriques P et de les faire disparaître dans la terre. L'expérience
démontre qu'un bon piquet de terre élimine les problèmes de bruits radioélectriques.
Méprise concernant les piquets de terre.
1
59
Page 60
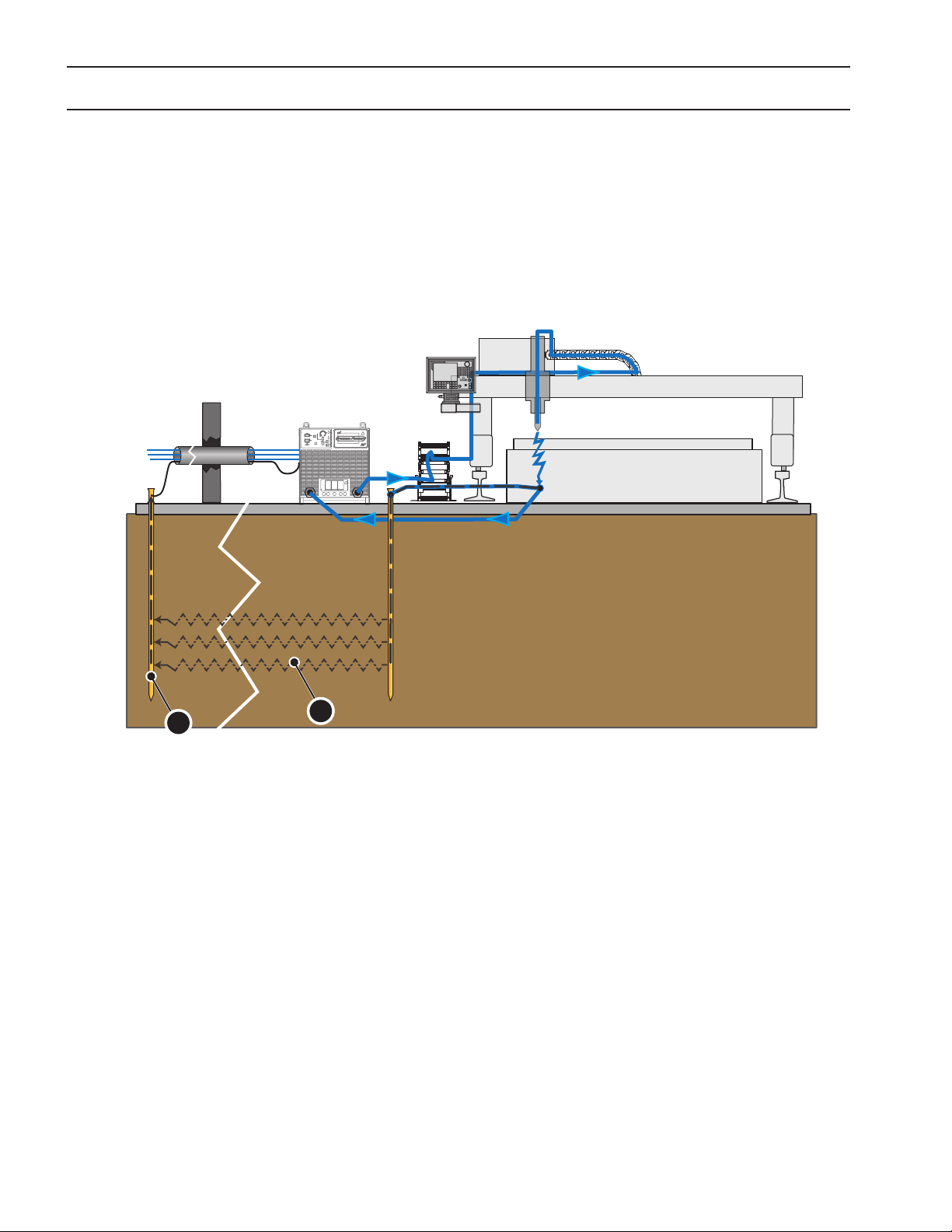
InstallatIon
En réalité, le piquet de terre fournit une voie de faible impédance par laquelle les courants de bruit P peuvent
retourner à leur source Q.
Fonction réelle du piquet de terre.
2
1
60
Page 61
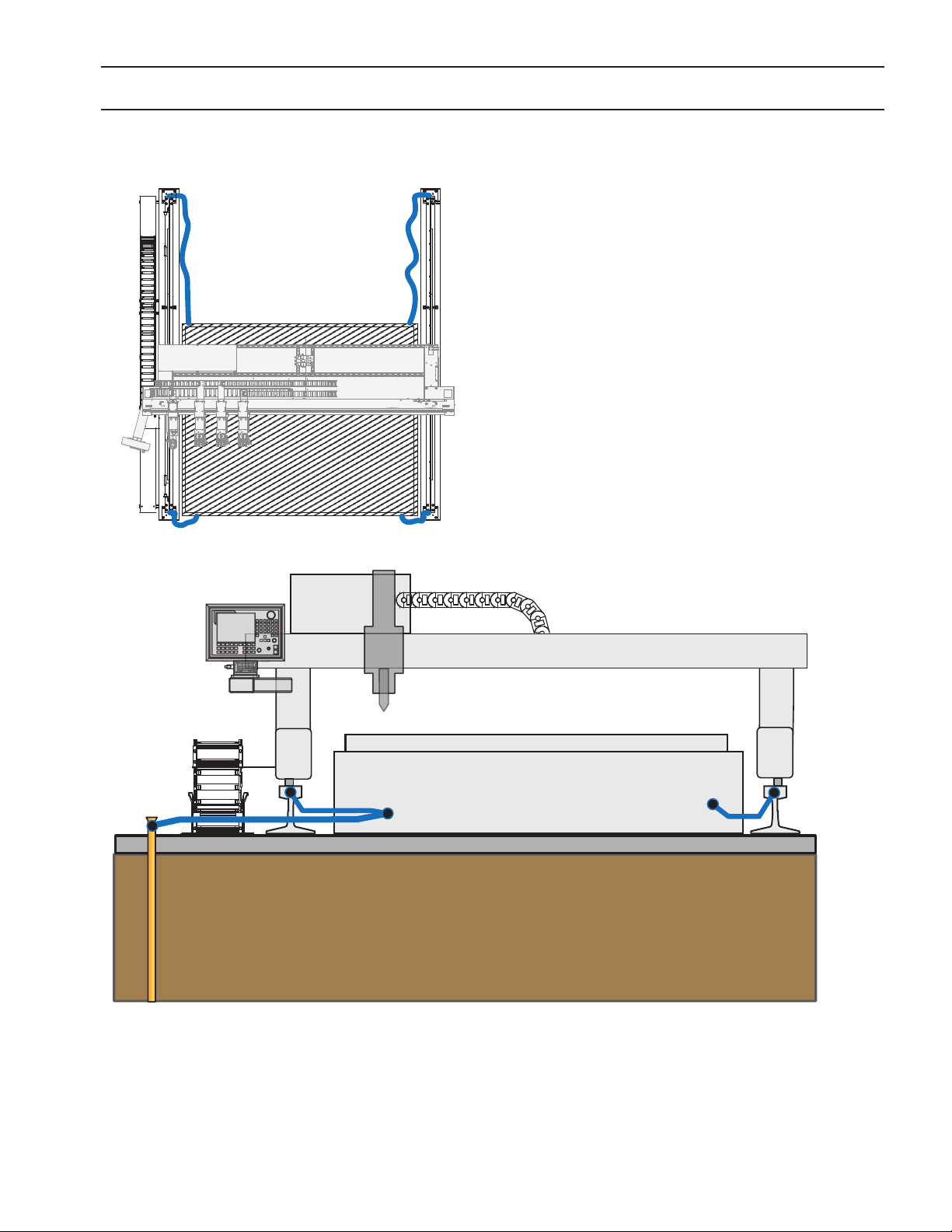
InstallatIon
Prise de terre de sécurité du système de rails
La prise de terre de sécurité du système de rails
permet d'assurer que tout le système de rails
est au potentiel de masse, éliminant tout risque
d'électrocution et fournissant une masse de secours
au châssis de la machine en cas de court-circuit du
courant du plasma. Les quatre coins du système de
rails doivent être connectés à la table de découpe.
61
Page 62

InstallatIon
Piquet de prise de terre
La meilleure façon de garantir que la meilleure connexion de mise à la terre est de faire appel à un
professionnel. Il existe plusieurs sociétés d'ingénierie spécialisées dans la conception et l'installation de
système de mise à la terre. Toutefois, si cette option n'est pas disponible, plusieurs actions peuvent être prises
pour s'assurer que la connexion à la terre est adéquate :
Piquet de terre
Le piquet de terre lui-même peut être optimisé de deux façons : par sa longueur et son diamètre. Plus il est
long, meilleure est la connexion. Ceci vaut également pour le diamètre : plus le diamètre est grand, meilleure
est la connexion. Toutefois, si la résistance au sol est très faible, un piquet de terre d'une longueur supérieure à
3 m [10 pieds] ne fera pas grande diérence.
piquet de terre standard doit avoir un diamètre de 25 mm [1 pouce] et une longueur de 6 m [20 pieds].
Résistance au sol
La résistance au sol peut être modiée de deux façons : en modiant la teneur en minéraux, en humidité,
ou les deux. La solution idéale à une résistance au sol insusante consiste à creuser dans la zone immédiate
et à remplir avec de la terre conditionnée par des additifs. Dans les zones extrêmement sèches, la teneur en
humidité peut être améliorée en instaIlant un système goutte à goutte qui humidie en continu le sol autour
du piquet de terre. Une façon rudimentaire d'aecter l'humidité et le contenu du sol consiste à utiliser de l'eau
salée ou du sel de roche pour conditionner le sol environnant.
La résistance au sol étant rarement aussi bonne que souhaité, un
62
Page 63
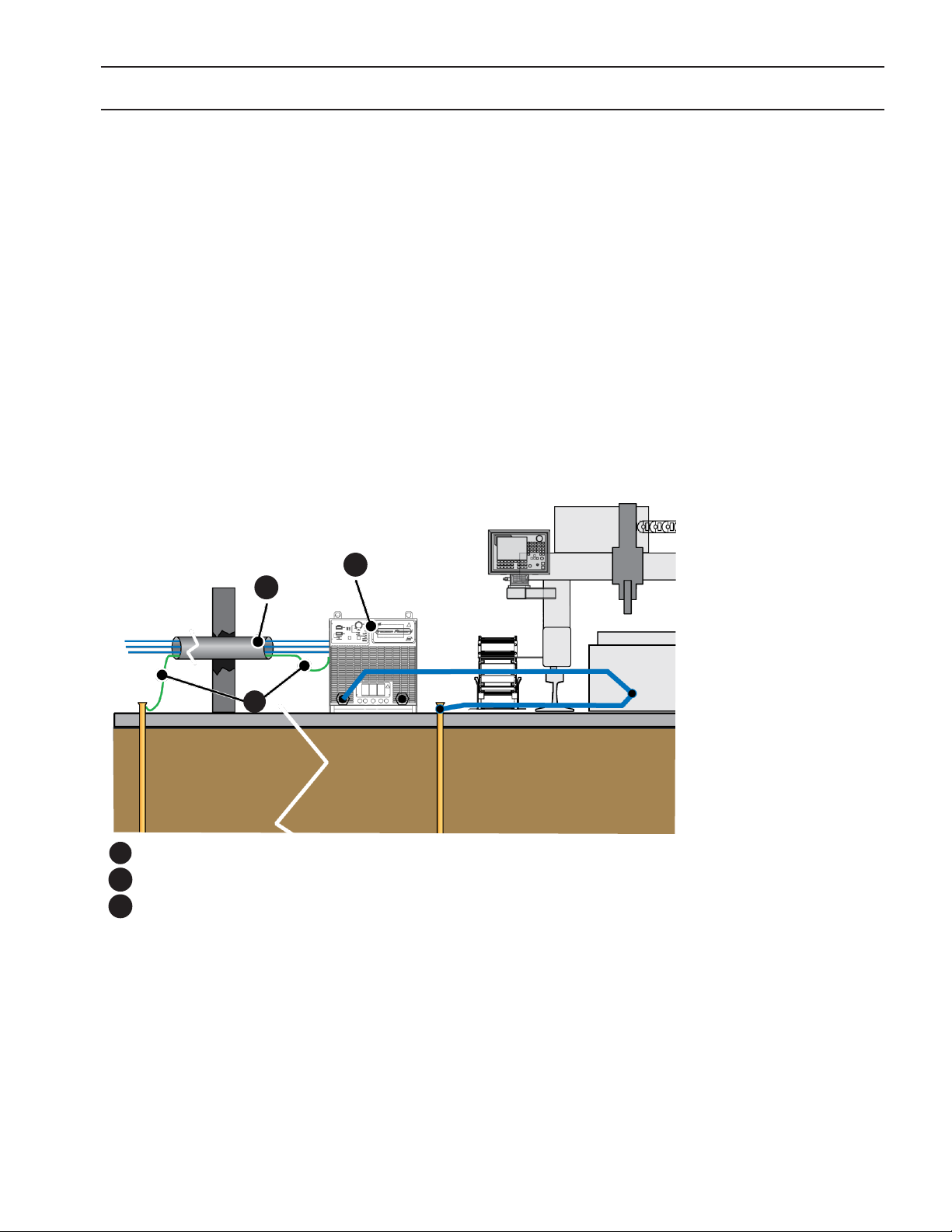
InstallatIon
Prise de terre de la source d'alimentation électrique
La prise de terre de la source d'alimentation électrique doit accompagner toutes les alimentations en énergie
monophasées et triphasées. La prise de terre électrique assurer la référence adéquate pour toutes les arrivées
électriques. Tout manquement à cette règle constitue une violation de la plupart des codes électriques et
présente un grave danger.
En fonction de la conguration de l'alimentation triphasée (en delta ou en Y), la tension phase-neutre peut être
égale ou inférieure à la tension phase à phase. Un problème survient dès que la tension phase-neutre dépasse
toute tension phase à phase individuelle (diérence de potentiel). Contacter le fournisseur d'électricité local
s'il n'est pas certain que le réseau triphasé a une prise de terre électrique adéquate. S'assurer que l'électricien
installe correctement le l de masse électrique avec tous les réseaux triphasés et monophasés.
La prise de terre électrique doit être connectée à la borne appropriée à l'intérieur de l'alimentation de plasma.
Dimensionner les ls conformément aux codes électriques locaux.
3
2
1
1
Prise de terre de la source d'alimentation électrique
2
Alimentation électrique triphasée
3
Alimentation de plasma
63
Page 64
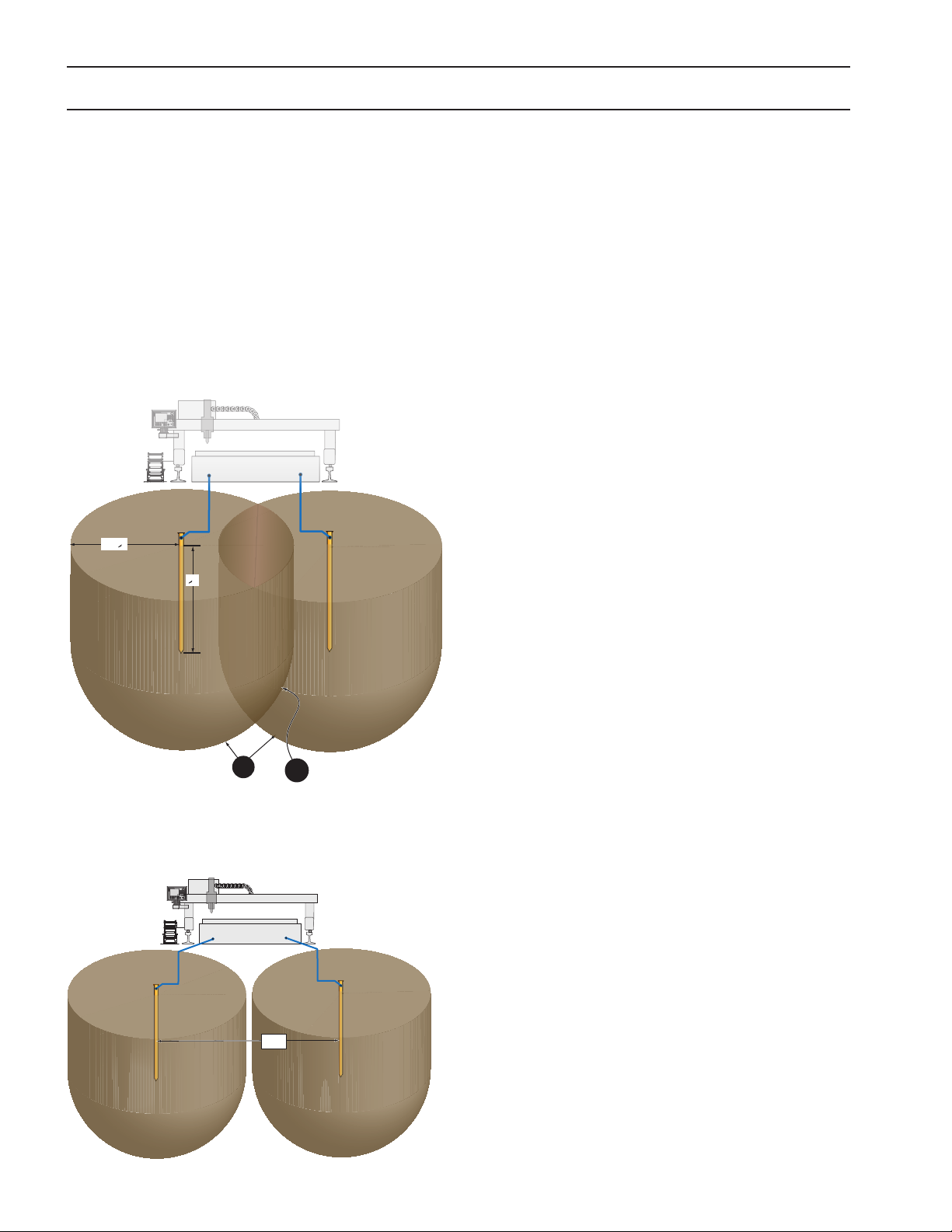
InstallatIon
Piquets de terre électrolytiques
Une solution pouvant être suggéré par un expert en mise à la terre consiste à utiliser un piquet de terre
électrolytique avec un remblai conditionné. Cette option peut être onéreuse mais ore la meilleure connexion
de terre possible. Pour installer l'un de ces piquets, le sol doit être creusé ou foré, le piquet installé, et de la terre
conditionnée doit être utilisée pour remblayer autour du piquet. Le résultat est une prise de terre de très faible
impédance, qui se maintiendra pour toute la durée de vie de la découpeuse. Si le bloc de béton sur lequel
la découpeuse sera installée n'a pas encore été coulé, un piquet de terre électrolytique peut représenter la
meilleure option de mise à la terre du système.
Piquets de terre multiples
Il existe plusieurs raisons pour lesquelles des piquets
de terre multiples ne doivent pas être utilisés. Bien
que l'installation de plusieurs piquets de terre
puisse améliorer une prise de terre de sécurité ou
contre la foudre, elle n'ore aucune réduction des
interférences électromagnétiques et peut causer
plus d'inconvénients que d'avantages.
1.1
l
l
Le problème des piquets de terre multiples est que
chaque piquet utilise une « sphère d'interférence
magnétique à interface » P de terre avec un rayon de
1,1 x la longueur du piquet. Le chevauchement de
ces sphères électromagnétiques Q cause une perte
de l'ecacité de la mise à la terre proportionnelle au
degré de chevauchement.
64
Des points de terre multiples peuvent aussi créer des
1
2
chemins d'accès « furtifs » non détectables pour les
courants de bruit radioélectrique, ce qui cause en
fait encore plus d'interférence ! Au lieu d'envisager
plusieurs piquets de terre, il est préférable de
prendre les étapes nécessaires pour améliorer autant
que possible la connexion de terre obtenue avec un
seul piquet de terre.
Éviter autant que possible les piquets de terre
multiples. Toutefois, si d'autres possibilités ont
été explorées pour réduire les interférences
électroniques du système, des piquets de terre
multiples peuvent représenter une option.
2.5 l
Un tel système doit être installé par un professionnel
et la distance entre les piquets doit être supérieure à
2,5 x la longueur des piquets.
Page 65

InstallatIon
Dimensions des conducteurs de terre
Les dimensions des conducteurs doivent pouvoir gérer le défaut de courant de la machine le plus important
possible. Un chalumeau à plasma nécessitant généralement le plus de courant, les dimensions des conducteurs
dépendent de la taille du système de plasma. En règle générale, la dimension des câbles de terre de plasma
doit être égale à au moins la moitié de la dimension des câbles d'alimentation de plasma. Une machine à
découpage oxygaz uniquement peut nécessiter un câble point central à piquet d'une taille de 35 mm2 [calibre
américain des ls AWG 2]. La même machine avec une alimentation de plasma ESAB EPP-360 et un chalumeau
PT-36 nécessite un câble point central à piquet avec une section transversale de 70 mm2 [00 AWG]. Consulter
un représentant ESAB pour plus d'informations sur les caractéristiques des dimensions des conducteurs de
terre.
Schéma de mise à la terre de la machine
8
10
(+)
1
Boîtier de commande principal
2
Boîtiers des composants
3
Point de masse central de la machine
Rails
4
9
7
•Tous les boîtiers électriques boulonnés sur le
châssis de la machine
•Châssis de la machine relié à la terre au point
central sur la table de découpe.
•Rails reliés à la terre sur la table de découpe
Table de découpe
5
•Prise de terre du plasma reliée au point
Masse du point central du système (sur la machine)
6
Piquet de terre
7
Alimentation de plasma
8
Prise de terre de l'alimentation de plasma (requise par
9
les normes de l'UE)
Prise de terre du circuit électrique
10
central sur la table de découpe
•Piquet de terre connecté au point central sur
la table de découpe.
•Certains règlements et directives requièrent
un piquet de terre séparé pour l'alimentation
de plasma. Consulter les règlement locaux
pour déterminer si un piquet de terre
supplémentaire est requis.
2
1
3
4
5
6
65
Page 66
InstallatIon
Placement de l’alimentation électrique
Le non-respect de ces instructions peut entraîner la mort, des
blessures ou des dommages. Suivez ces instructions pour éviter les
ATTENTION
blessures ou des dommages matériels. Vous devez vous conformer
à la réglementation locale, étatique et codes électriques et de
sécurité nationales.
•Un minimum de 1 mètre (3 pi.) de dégagement à l’avant et à
l’arrière pour l’air de refroidissement.
•Plan pour panneau supérieur et des panneaux latéraux ayant à
enlever pour l’entretien, le nettoyage et l’inspection.
•Localisez l’alimentation relativement proche d’une alimentation
électrique correctement fusionné.
•Maintenir la zone sous-alimentation clair pour l’air de
refroidissement.
•Environnement devrait être relativement exempt de poussières,
de fumées et de la chaleur excessive. Ces facteurs auront une
incidence sur l’ecacité du refroidissement.
Procédures de connexion
Un choc électrique peut tuer! Orir une protection maximale contre
les chocs électriques. Avant toute connexion sont faites à l’intérieur
ATTENTION
Alimentation d’entrée doit être fournie par une ligne (mur) sectionneur qui contient des fusibles ou des disjoncteurs conformément aux réglementations locales ou d’État.
ATTENTION
de la machine, ouvrir l’interrupteur mural de déconnexion de la
ligne pour éteindre l’appareil.
Poussière conductrice et saleté à l’intérieur de l’alimentation
peut provoquer l’embrasement général arc. Dommages matériels
peuvent se produire. court-circuit électrique peut se produire
si la poussière est autorisée à accumulation à l’intérieur de
l’alimentation. voir la section de maintenance.
66
Page 67

InstallatIon
Placement de RAS Box
Le couvercle est mis à la terre au coret du démarreur d'arc distant
ATTENTION
Connexions de la source d'alimentation
Pour eectuer la connexion de la source d'alimentation au coret RAS, vous devez d'abord ouvrir l'unité : enlevez ou déverrouillez les vis du couvercle et soulevez le couvercle du coret pour exposer les composants internes.
Pour xer les câbles en arc pilote et les câbles d'alimentation au coret RAS, vous devez les passer par les raccords de serrage.
en interne avec un l de terre court. Enlevez le couvercle avec soin
pour éviter d'endommager le l ou de desserrer le l de terre.
Câble d'arc pilote
à diviseur de tension (VDR)
liquide de refroidissement dans
à Alimentation Activer
à Alimentation
Liquide de refroidissement OUT
Raccords de serrage
Câbles de la source
d’alimentation
67
Page 68

InstallatIon
Barre omnibus/
bloc
Vis de verrouillage
Dénudez l'isolation du câble de 4/0 (95 mm2) environ 38 mm.
Insérez le câble 4/0 (95 mm2) dans le trou de la barre omnibus/bloc jusqu'à ce que le cuivre s'étende jusqu'au bord de la
barre omnibus/block.
Serrez la ou les vis de blocage située sur le câble.
Voir le tableau suivant pour déterminer le nombre de conducteurs 4/0 (95 mm2) requis pour votre application.
Isolation Nomex
Connexion pour câble d'arc
pilote
AVIS
Ampérage
Jusqu'à 200 amps 1
Nombre requis pour les
câbles 1/0
Ampérage Nombre requis de câbles 4/0
Jusqu'à 400 amps 1
Jusqu'à 800 amps 2
Jusqu'à 1000 amps 3
Prendre toutes les précautions nécessaires pour enlever l'isolation
du câble de 4/0 (95 mm2) pour pouvoir installer facilement la pince
de l'omnibus. Ne pas étaler ni écarter les conducteurs en cuivre.
Remarque:
Le châssis doit être connecté à la mise à la terre de la machine.
68
Page 69

InstallatIon
Câble VDR standard
Câble VDR (avec extrémité libre)
Si un non-ESAB palonnier est utilisé avec un système VDR le câble fourni seulement d’un connecteur à
une extrémité. L’autre extrémité du câble n’aura pas de connecteur. L’extrémité du connecteur est fournie pour être connecté à la boîte de son support RAS correspondant, qui est marqué “diviseur de tension.”
L’extrémité libre du câble VDR est reliée à l’élévateur. Bien que ce soit un câble à trois conducteurs, seulement deux des ls
sont utilisés, BRN (VDR-) et BLU (TRAVAUX). Le l noir est une pièce de rechange et doit être terminé et plafonné à l’intérieur
de l’élévateur. La broche correspondant à la boîte de RAS vient n de l’usine. La boîte de RAS ne doit pas être modiée.
Il est impératif que le l BLEU être relié à la masse. Le l MARRON est la sortie VDR(-).
Customer
Supplied
Lifter
Le sol dans
le Lifter est
VDR (Voltage Divider Cable)
nécessaire
pour
référence
69
Page 70

InstallatIon
Connexions des torches
Le branchement de la torche requiert la connexion des câbles d'alimentation/tuyaux du liquide frigorique, le
câble d'arc pilote et la mise à la terre du châssis. Sur la torche PT36, les tuyaux du liquide de refroidissement du
coret RAS à la torche transporte également l'alimentation d'électrode.
Câble d’alimentation/
Connexion
arc pilote
Cosse
terre
Connexions du liquide frigorique
du châssis
Cable
d'arc pilote
Câble d’alimentation/
Liquide frigorique
Fil de
terre
70
PG Hose
SG Hose
Page 71

InstallatIon
Connexion de la torche au système plasma
Voir le manuel du système et celui du coret de gaz de protection/plasma.
DANGER
Un choc électrique peut être mortel!
• Déconnecterlasourced'alimentationavantd'eectuerdesréglages.
• Déconnecterlasourced'alimentationavantd'eectuerdesopérations
de maintenance sur les composants du système.
• Nepastoucherlespiècesdelatorcheàl'extrémitéfrontale(buse,coupe
de retenue, etc.) sans couper d'abord l'alimentation principale.
Ground Stud
Ground cable
Câbles d’alimentation
Pilot Arc cable
Connexion au coret du démarreur d'arc distant
Le PT-36 dispose de deux câbles d'alimentation refroidis à l'eau qui doivent être connectés à la sortie négative
depuis l'alimentation. Le raccord droit 7/16-20 est situé sur le câble alimentant le liquide frigorique alimentant à
la torche. Le raccord gauche 7/16-20 est situé sur le câble renvoyant le liquide frigorique de la torche. Ces deux
câbles disposent d'un l vert/jaune à connecter au goujon de terre illustré ci-dessous.
Le câble en arc pilote est connecté au coret de démarreur d'arc (vor le manuel du coret de gaz de protection/
plasma). Le câble en arc pilote dispose également d'un l vert/jaune connecté à la cosse de mise à la terre.
71
Page 72

InstallatIon
Montage de la torche sur la machine
Voir le manuel de la machine.
DANGER
CLAMPING ON TORCH BODY MAY CAUSE DANGEROUS CURRENT
TO FLOW THROUGH MACHINE CHASSIS.
Installer la torche sur le manchon isolé ici
Ne pas serrer le corps de la torche pour ne pas entraîner de courant
dangereux qui passerait pas le châssis de la machine.
•Ne pas installer sur le corps de la torche en acier inoxydable.
•Le corps de la torche est isolé électriquement, toutefois un
courant de démarrage à fréquence élevée peut entraîner des
NE PAS installer
sur le corps de la
torche ici
décharges électrostatiques pour trouver une mise à la terre.
•Un serrage près du corps de la torche peut entraîner des
décharges électrostatiques entre le corps et la machine.
•Si ces décharges sont présentez, le corps de la torche devra
être remplacé mais ne sera pas couvert par la garantie.
•Les composants de la machine peuvent subir des dommages.
•Serrer uniquement sur le manchon de la torche isolée
(directement au-dessus de l'étiquette) à 12,5 po (31,75mm)
minimum de l'extrémité de la torche du manchon.
72
Page 73

InstallatIon
Placement de la CGC
La CGC réglemente le gaz de plasma et le gaz de protection. Pour
des performances optimales, il doit toujours être placé près de
la torche. Selon le matériau à couper, le client doit sélectionner
et connecter les gaz d’entrée corrects. Les ltres en ligne sont
intégrés dans les raccords d’entrée. S’il vous plaît Assurez-vous
que tous les gaz d’entrée répondent aux exigences de pression
et de débit.
Connectez puissance 24V AC/DC de l’APB, puis brancher le câble CAN
à l’ICH.
Gaz Pression
Argon 125 psi (8,6 bar), 200 SCFH (5,7 SCMH)
Plasma
Bouclier N2/Air 125 psi (8,6 bar), 353 SCFH (10,0 SCMH)
Rideau d’air Air 80 psi (5,5 bar), 1200 SCFH (34,0 SCMH)
Gaz et pression
Processus de l’air
(85psi/5,9bar)
(125psi/8,6bar)
Oxygène
(125psi/8,6bar)
O2/H35/F5 125 psi (8,6 bar) pour O2, 75 psi (5,2 bar) pour H35/F5, 255 SCFH (7,2 SCMH)
N2/Air 125 psi (8,6 bar), 255 SCFH (7,2 SCMH)
Maximum des débits de gaz - cFH (cMH)
Avec torche pt-36
Azote
269
(7,6)
385
(10,9)
66
(1,9)
Propre, sec, sans huile ltrée à
Pureté de gaz
25 microns
99,99%, ltré à 25 microns
99,5%, ltré à 25 microns
73
Page 74
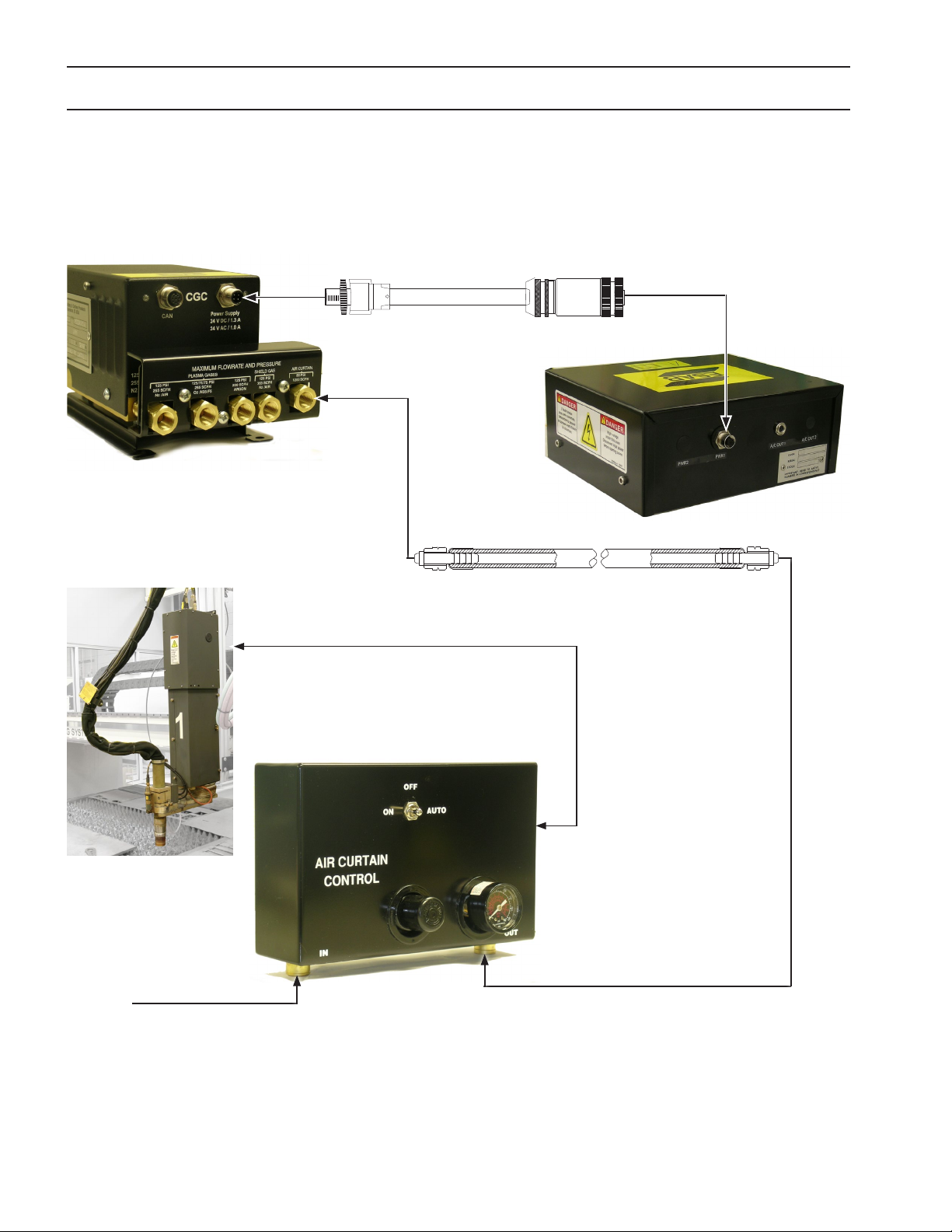
InstallatIon
Connexions des composants
Les références et les longueurs des câbles ci-dessous sont disponibles sur la page suivante.
CGC frontale
C
B
PDB arrière
Air comprimé
A
74
Page 75
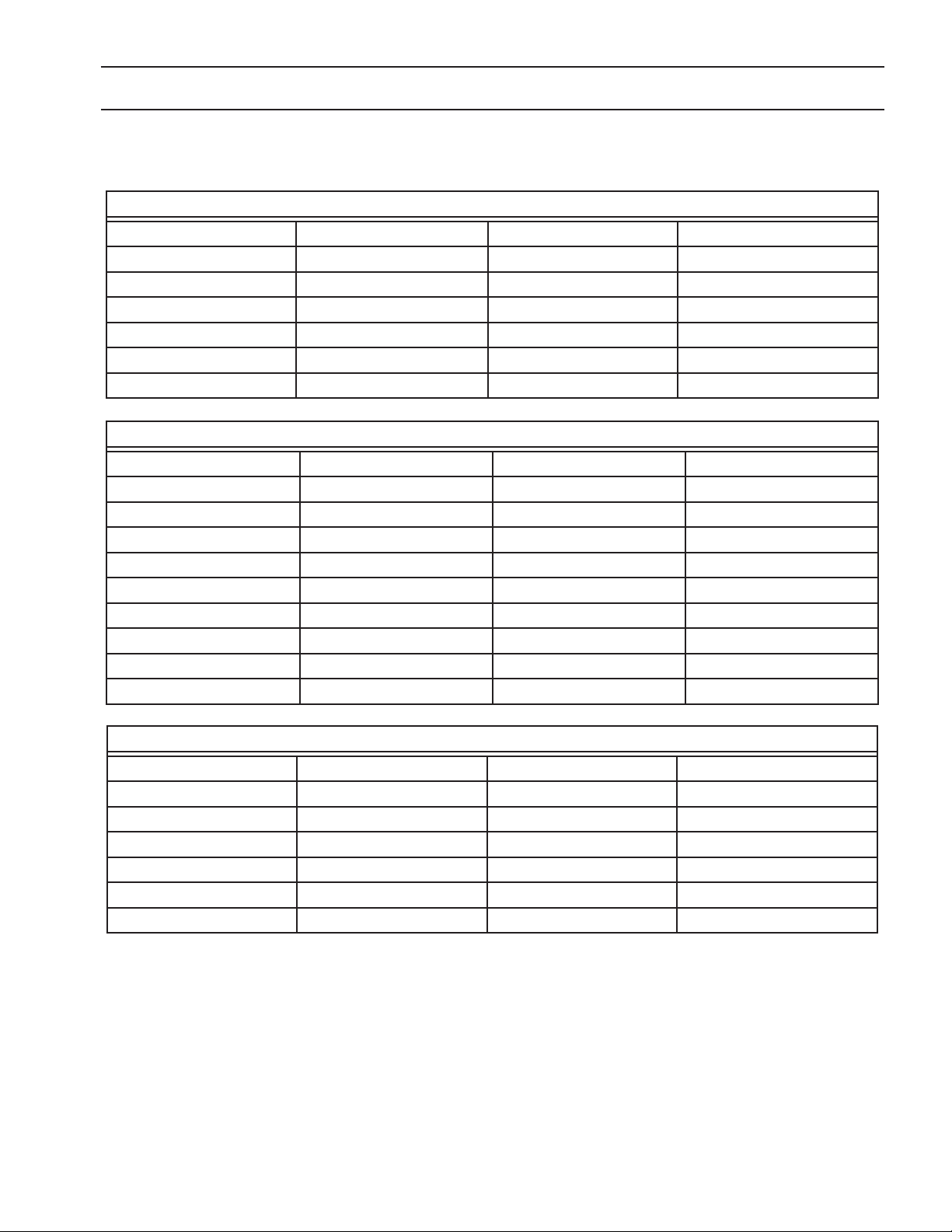
InstallatIon
“A” - Câble de ACC au Dispositif de levage
Numéro de pièce Longueur Numéro de pièce Longueur
0560947067 0,5m (20") 0560947070 7m (23')
0560947075 1,5m (5') 0560947071 8m (26')
0560947076 3m (10') 0560947072 9m (30')
0560947068 4m (13') 0560947078 10m (33')
0560947077 5m (16') 0560947073 15m (50')
0560947069 6m (20') 056 0947074 20m (66')
“B” - Tuyau rideau d’air de l’ACC à la CGC
Numéro de pièce Longueur Numéro de pièce Longueur
055800 6217 1,5m (5’) 0558006226 13m (43’)
0558007316 2,3m (7,5’) 0558006227 14m (46')
0558006218 5m (16') 0558006228 15m (50')
0558006219 6m (20') 0558006229 16m (52')
0558006220 7m (23') 0558006230 17m (56')
0558006221 8m (126') 0558006231 18m (59')
0558006222 9m (30') 0558006232 19m (62')
0558006224 11m (30’) 0558006233 20m (66')
0558006225 12m (39')
“C” - Câble d’alimentation APB à CGC (24 VAC/DC)
Numéro de pièce Longueur Numéro de pièce Longueur
0560947079 1,5m (5’) 0560947064 8m (26’)
0560947080 3m (10’) 0560947065 9m (30’)
0560947061 4m (13’ ) 0560947082 10m (33’)
0560947081 5m (16’) 0560946780 12, 8m (42')
0560947062 6m (19’) 0560947066 15m (49’ )
0560947063 7m (23’) 0560947083 20m (66’)
75
Page 76

InstallatIon
DANGER
Danger d'explosion d'hydrogène! Lire ce qui suit avant de couper avec une table à eau.
Il peut y avoir danger lorsqu'une table à eau est utilisée pour la coupe d'arc plasma. De sérieuses explosions peuvent
provenir de l'accumulation de l'hydrogène se trouvant sous la plaque coupée. Ces explositions peuvent causer des
dommages revenant particulièrement chers. Elles peuvent également blesser ou entraîne la mort. Les meilleurs
informations disponibles indiquent que trois sources possibles d'hydrogène existent dans les tables à eau :
1. Réaction du métal en fusion
L'hydrogène est en grande partie dégagée par une réaction rapide du métal en fusion depuis l'entaille dans l'eau pour
former des oxydes métalliques. Cette réaction explique pourquoi les métaux réactifs ayant de grandes anités avec
l'oxygène, tels que l'aluminium et le magnésium, dégagent volumes d'hydrogène pendant la coupe plus importants
que le fer ou l'acier. La majorité de cet hydrogène arrive immédiatement à la surface mais une certaine quantité colle
aux petites paticules métalliques. Ces particulies se posent au fond de la table à eau et l'hydrogène se transforme en
bulle sur la surface.
2. Réaction chimique lente
L'hydrogène peut également résulter de réactions chimiques plus lentes de particules métalliques froides avec l'eau,
des métaux dissemblables ou des produits chimiques dans l'eau. L'hydrogène forme peu à peu des bulles à la surface.
3. Gaz plasma et gaz de protection
De l'hydrogène gazeux ou des gaz de chaue, tels que le méthane (CH4), peuvent se dégager du gaz plasma et du
gaz de protection. Le H-35 est un gaz plasma communément utilisé. Ce gaz contient 35 % d’hydrogène par volume.
Lorsque le H-35 est utilisé à forte intensité, une quantité d’hydrogène pouvant aller jusqu’à 125 pi3/h se dégage.
Indépendamment de la source, le gaz d’hydrogène peut être recueilli dans des poches formées par la plaque en
cours de coupe et des lamelles sur la table, ou des poches provenant d’une plaque gauchie. Il peut aussi y avoir une
accumulation d’hydrogène sous le plateau de scories ou même dans le réservoir d’air, ci ceux-ci font partie de la
conception de la table. L’hydrogène, en présence d’oxygène ou d’air, peut être allumé par l'arc plasma ou l'étincelle
d'une source quelconque.
4. Procédez selon ces pratiques pour réduire la génération et l'accumulation d'hydrogène :
A. Nettoyez fréquemment le crassier (plus particulièrement les particules nes) du fond de la table. Remplissez la
tableau avec de l'eau propre.
B. Ne laissez pas de plaques sur la table pendant la nuit ou le week-end.
C. Si une table à eau n'a pas été utilisée pendant plusieurs heures, faites-la vibrer d'une manière ou d'une autre
avant de poser la première plaque. L'hydrogène accumulée se brisera et se dissipera et ne sera pas conné par
une plaque sur la table. Pour ce faire, posez la première plaque sur la table avec une légère secousse, surélevez
ensuite la plaque pour permettre à l'hydrogène de s'échapper avant qu'elle ne s'installe pour la coupe.
D. En cas de coupe au-dessus de l'eau, installez des ventilateurs pour faire circuler l'air entre la plaque et la surface
de l'eau.
E. En cas de coupe sous l'eau, agitez l'eau sous la plaque pour éviter que l'hydrogène ne s'accumule. Pour ce faire,
aérez l'eau avec de l'air comprimé.
F. Dans la mesure du possible, changez le niveau de l'eau entre les coupes pour dissiper l'hydrogène accumulé.
G. Maintenez le niveau du pH de l'eau à environ 7 (neutre). Ce niveau permet de réduire le taux de réaction chimique
entre l'eau et les métaux.
76
Page 77
InstallatIon
AVERTISSEMENT
Danger d'explosion potentielle pendant la coupe plasma des mélanges aluminimium-lithium!
Les alliages aluminium-lithium (Al-Li) sont utilisés dans l'industrie aérospatiale en raison des économies de poids de
10% réalisées sur les alliages d'aluminium traditionnels. Il a été rapporté que les alliages Al-Li fusionnés sont propices aux
explosions lorsqu'ils sont en contact avec l'eau. En conséquence, la coupe plasma de ces alliages ne doit pas être eectuée
en présence d'eau. Ces alliages ne doivent être coupés qu'à sec sur une table sèche. Alcoa a déterminé qu'une coupe à sec
sur une table sèche n'ore pas de danger et donne de bons résultats de coupe. NE PAS couper à sec au-dessus de l'eau.
NE PAS couper avec injection d'eau.
La liste suivante énumère quelques alliages Al-Li disponibles :
Alithlite (Alcoa) X8192 (Alcoa)
Alithally (Alcoa) Navalite (U. S. Navy)
2090 Alliage (Alcoa) Lockalite (Lockhead)
X8090A (Alcoa) Kalite (Kaiser)
X8092 (Alcoa) 8091 (Alcan)
Pour de plus amples informations sur l'emploi sécuritaire concernant les dangers associés à ces alliages, contactez votre
fournisseur d'aluminium.
AVERTISSEMENT
L'huile et la graisse peuvent sérieusement brûler!
•Nejamaisutiliserd'huilenidegraissesurcettetorche.
•Manipulerlatorcheavecdesmainspropresuniquementsurunesurfacepropre.
•Utiliserlelubriantausiliciumuniquementselonlesinstructions.
•L'huileetlagraisses'enammentfacilementetpeuventsérieusementbrûlerenprésenced'oxygène
sous pression.
Danger d'explosion d'hydrogène.
Ne pas eectuer de coupe sous l'eau avec H-35! L'accumulation dangereuse de l'hydrogène
est possible dans la table à eau. L'hydrogène est particulièrement explosive. Réduire le niveau
d'eau à 4 po minimum en dessous de la pièce de travail. Faire vibrer la plaque, agiter l'air et l'eau
fréquemment pour éviter que l'hydrogène ne s'accumule.
AVERTISSEMENT
AVERTISSEMENT
Danger d'étincelle.
La chaleur, les éclaboussures et les étincelles peuvent entraîner des incendies et des brûlures.
• Nepascouperprèsdematériauxcombustibles.
• Nepascouperdeconteneursdanslesquelssetrouvaientdescombustibles.
• Ne pas porter de combustibles sur soi, tel qu'un briquet au butane.
• L'arcpilotepeutentraînerdesbrûlures.Tenirlabusedelatorcheàl'écartdesoietd'autres
personnes lorsque le processus du plasma est activé.
• Porteruneprotectionappropriéepourlesyeuxetlecorps.
• Porterdesgantsàmanchette,deschaussuresdesécuritéetunchapeau.
• Porterdesvêtementsignifugeantsrecouvranttouteslespartiesexposées.
• Porterdespantalonssansreverspouréviterquelesétincellesetéclaboussuresnepénètrent.
77
Page 78
InstallatIon
Installation
•Sélectionnez un état approprié des données de procédé (chier SDP) et installez les pièces recommandées
de l'extrémité frontale de la torche (buse, électrode, etc.). Voir les données de procédé pour identier les
pièces et les réglages.
•Placez la torche sur le matériel à l'endroit du démarrage souhaité.
•Voir les réglages corrects dans le Manuel de la source d'alimentation.
•Voir les procédures de commande du gaz dans le Manuel de contrôle du débit.
•Voir les procédures de démarrage dans les manuels des machines et des commandes.
Coupe de miroir
Encoupedemiroir,undéecteurdegazinverséetundiurseurinversésontrequis.Cespiècesinverséesfonttourner
le gaz dans le sens contraire, inversant le bon côté de la coupe.
Déecteur4x0,032poinverse Réf. 0558002534
Déecteur8x0,047poinverse Réf. 0558002530
Diuseur inverse Réf. 0004470115
Qualité de la coupe
Introduction
Les causes aectant la qualité de la coupe sont interdépendantes. Le changement d'une variable a une incidence
sur toutes les autres. Il est parfois dicile de déterminer la solution. Le guide suivant ore des solutions possibles
à plusieurs résultats de coupe non désirables. Pour commencer, sélectionnez l'état le plus important :
•Angle de coupe, négative ou positive
•Planéité de la coupe
•Finition de la surface
•Ecume
•Précision dimmensionnelle
En principe, les paramètres de coupe recommandés permettent d'obtenir une qualité de coupe optimale. De
temps à autres, des conditions peuvent varier au point d'exgier de légers réglages. Si c'est le cas :
•Eectuez des petits réglages incrémentiels pour rectier.
•Réglez la tension d'arc par incrément de 5 volts, croissant ou décroissant selon les besoins.
•Réglez la vitesse de coupe de 5% ou moins selon les besoins jusqu'à ce que les conditions se soient
améliorées.
78
Page 79
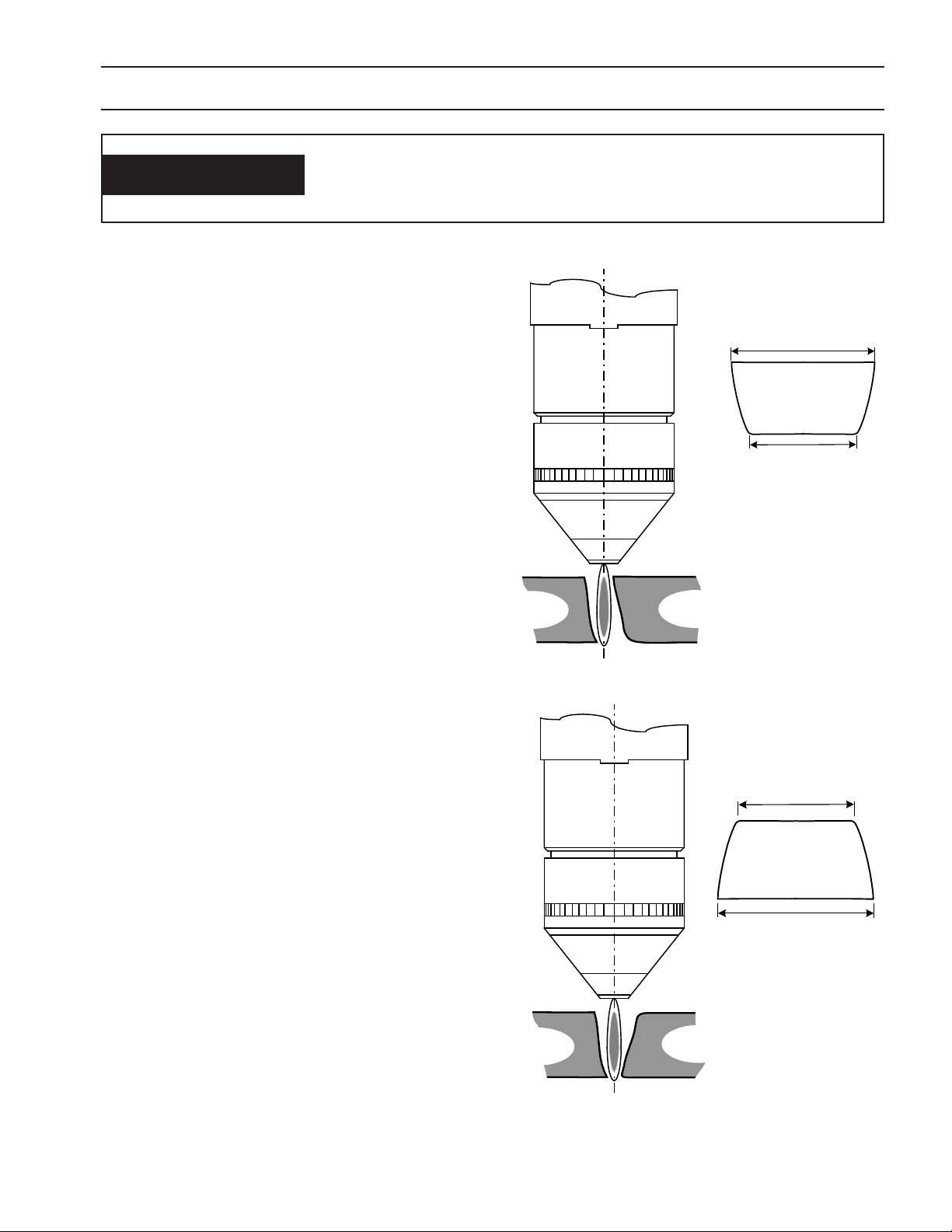
Avant d'apporter des corrections, vériez toujours les variables de
ATTENTION
coupe avec les références des produits consomptibles/réglages
recommandés à l'usine et indiquées dans les données de procédé.
Angle de coupe
Angle de coupe négative
La dimension supérieure est supérieure à la
dimension inférieure.
InstallatIon
•Alignement de la torche incorrect
•Matériau plié ou faussé
•Produits consomptibles usés ou endommagés
•Montant bas (tension de l'arc)
•Vitesse de coupe lente (taux de parcours
de la machine)
Angle de coupe positive
La dimension supérieure est inférieure à la dimension
inférieure.
•Alignement de la torche incorrect
•Matériau plié ou faussé
•Produits consomptibles usés ou endommagés
•Ecartement élevé (tension de l'arc)
•Vitesse de coupe rapide
•Courant élevé ou bas. (Voir le niveau du courant
recommandé pour des buses spéciques dans les
données de procédé).
Chute
Pièce
Pièce
Pièce
Chute
Pièce
79
Page 80

InstallatIon
Planéité de la coupe
Dessus et dessous arrondis. La condition se produit généralement
lorsque le matériau est d'une épaisseur de 0,25 po (6,4 mm) ou
moins.
•Courant élevé pour l'épaisseur du matériau (voir les réglages
corrects dans les données du procédé)
Contre-dépouille bord supérieur
•Ecartement faible (tension de l'arc)
Chute
Chute
Pièce
Pièce
80
Page 81
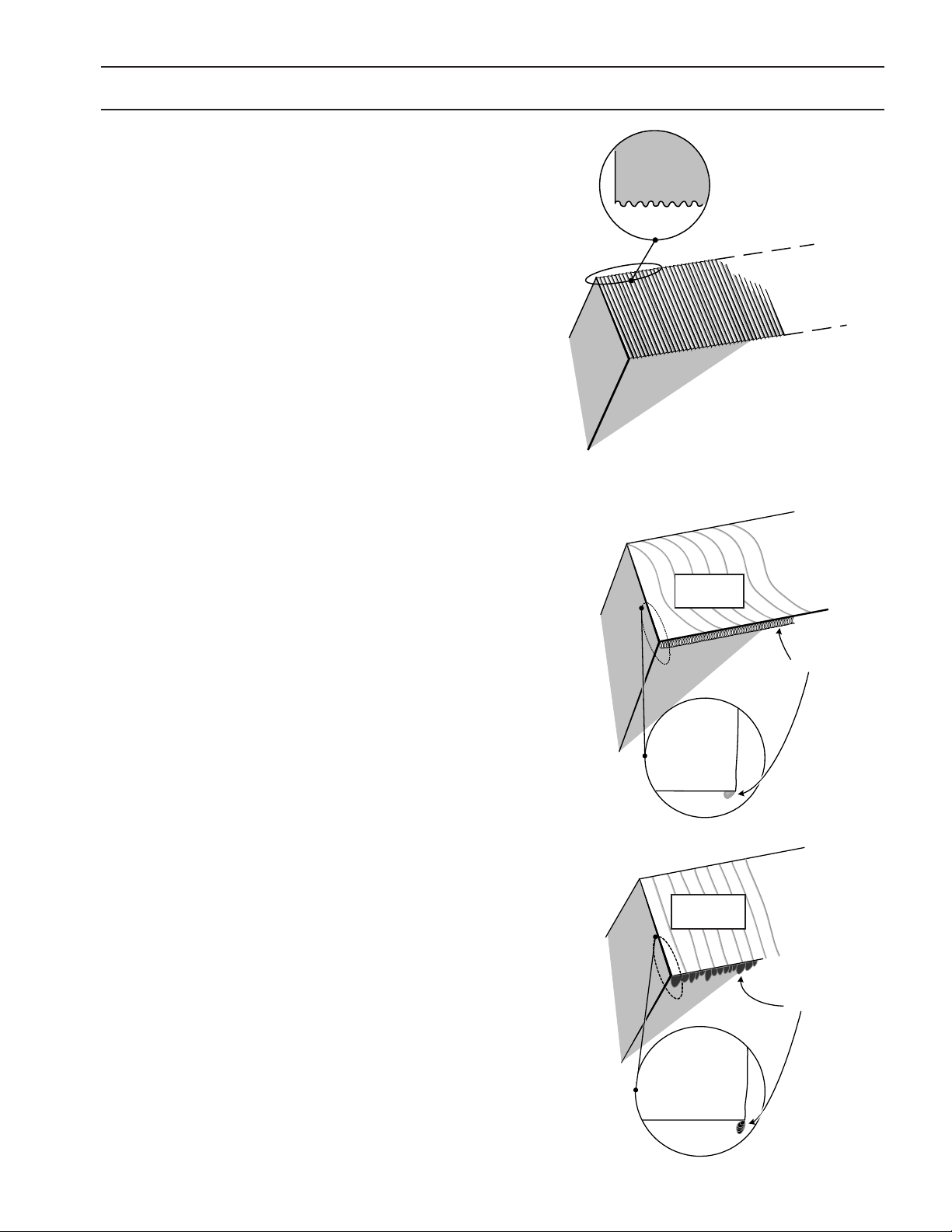
Finition de la surface
InstallatIon
Rugosité induite par le procédé
La face de la coupe est systématiquement rugueuse. Elle peut
être connée à un axe.
•Mélangedegazdeprotectionincorrect
(voir les données du procédé).
•Produitsconsomptiblesusésouendommagés.
Rugosité induite par la machine
Il peut s'avérer dicile de distinguer de la rugosité induite par
le procédé. Elle est souvent conné à un axe. La rugosité est
incohérente.
•Rails,roueset/oupignonetcrémaillère
d'entraînement sales.
( Voir la section Maintenance dans le manuel d'exploitation
de la machine).
•Réglagedelaroueduchariot.
Ecume
L'écume est un sous-produit des coupes. Il s'agit de la matière
non souhaitable qui reste attachée à la pièce. Dans la plupart des
cas, il est possible de réduire ou supprimer l'écume en utilisant la
torche appropriée et en réglant correctement les paramètres de
coupe. Voir les données du procédé.
Vue de
dessus
Rugosité
induite
par le
procédé
ou
Lignes d'arrêt
de croissance
Face de coupe
Rugosité
induite
par la machine
Face de coupe
Tombée de découpage
Ecume à vitesse élevée
Soudure du matériau ou tombée de découpage sur la surface
inférieure le long de l'entaille. Dicile à enlever. Meulage ou
burinage peuvent être requis. Lignes en forme de S.
•Ecartementélevé(tensiondel'arc)
•Vitessedecouperapide
Ecume à vitesse lente
Forme des globules en bas le long de l'entaille. S'enlève
facilement.
•Vitessedecoupelente
Vue de côté
Lignes d'arrêt
de croissance
Vue de côté
Face de coupe
Globules
81
Page 82

InstallatIon
La tension de l'arc et la vitesse de la coupe recomandées permettent
d'obtenir une performance de coupe optimale dans la plupart des cas.
Il peut s'avérer nécessaire d'eectuer de petits réglages incrémentiel
ATTENTION
Ecume supérieure
Apparaît comme des éclaboussures en haut du matériau. S'enlève
facilement en principe.
•Vitessedecouperapide
•Ecartementélevé(tensiondel'arc)
Ecume intermittente
Apparaît en haut ou en bas le long de l'entaille. Non continu. Peut
apparaître comme n'importe quel type d'écume.
•Produitsconsomptiblesprobablementusés
en raison de la qualité du matériau, de la température du matériau et
de l'alliage en question. L'opérateur doit se rappeler que les variables
de coupe sont interdépendantes. Le changement d'un réglage a une
incidence sur tous les autres et la qualité de la coupe peut en sourir.
Toujours commencer par les réglages recommandés.
Vue de
côté
Eclaboussure
Autres facteurs aectant l'écume :
•Températuredumatériau
•Calaminelourdeourouille
•Alliagesaucarbonneélevé
Face de
coupe
Avant d'apporter des corrections, vériez toujours les variables de
ATTENTION
coupe avec les références des produits consomptibles/réglages recommandés à l'usine dans les données de procédé.
Précision dimmensionnelle
L'emploi d'une vitesse plus basse (dans les niveaux approuvé) permet généralement d'optimiser la précision de la pièce.
Sélectionnez les prodiuts consomptibles permettant de baisser la tension de l'arc ou de ralentir la vitesse de coupe.
AVIS
La tension de l'arc et la vitesse de la coupe recomandées permettent d'obtenir une performance de coupe optimale.
Il peut s'avérer nécessaire d'eectuer de petits réglages incrémentiels en raison de la qualité du matériau, de la température du matériau et de l'alliage en question. L'opérateur doit se rappeler que les variables de coupe sont interdépendantes. Le changement d'un réglage a une incidence sur tous les autres et la qualité de la coupe peut en sourir.
Toujours commencer par les réglages recommandés. Avant d'apporter des corrections, vériez toujours les variables de
coupe avec les références des produits consomptibles/réglages recommandés à l'usine dans les données de procédé.
82
Page 83

Passagesduuxdelatorche
Arc pilote
Entrée de gaz plasma
InstallatIon
Gaz de protection Entrée
Arc pilote
Sortie d'eau
Entrée d'eau
83
Page 84

InstallatIon
84
Page 85

Entretien / Dépannage
Page 86

EntrEtiEn / DépannagE
86
Page 87

EntrEtiEn / DépannagE
Introduction
L'usure des pièces de la torche est une occurrence normale des coupes plasma. Le démarrage d'un arc plasma est
un processus d'érosion pour l'électrode et la buse. Une inspection planiée régulièrement et le remplacement
des pièces de PT-36 doivent avoir lieu pour maintenir la qualité de la coupe et une taille uniforme de la pièce.
Démontage de l'extrémité frontale de la torche
DANGER
1. Enlevez le dispositif de retenue de la coupe de protection.
S'il est dicile d'enlever le dispositif de retenue de la coupe de protection, essayer de revisser la coupe de
retenue de la buse pour alléger la pression exercée sur le dispositif de retenue de la coupe de protection.
2. Inspectez la surface métallique correspondante de la coupe de protection et du dispositif de retenue de
protection pour détecter les rayures ou les impuretés pouvant empêcher ces deux pièces de former une
adhésion métal à métal. Recherchez les piqûres ou les signes de décharges électrostatiques à l'intérieur de la
coupe de protection. Déterminez si l'embout de la protection est fondue. Remplacez si elle est endommagée.
3. Inspectez la présence de débris sur le diuseur et nettoyer si besoin. Les crans supérieurs peuvent s'user
aectant le volume du gaz. Remplacez cette pièce tous les deux remplacements de la protection. La chaleur
dégagée par la coupe de petites pièces dans une zone congnée ou la coupe de matériau plus épaisse de
0,75 po (19,1mm) peuvent exgier un remplacement plus fréquent.
ATTENTION
UNE TORCHE TRÈS CHAUDE BRÛLERA LA PEAU!
LAISSER LA TORCHE REFROIDIR AVANT D'EFFECTUER DES
OPÉRATIONS D'ENTRETIEN/RÉPARATION.
REMARQUE :
Un montage incorrect du diuseur dans la protection empêchera le
bon fonctionnement de la torche. Les crans du diuseur doivent être
montés à l'écart de la protection (voir illustration).
Diuseur
Coupe de protection
Coupe de retenue de buse
Dispositif de retenue de la coupe de protection
Corps de la torche
Electrode
Buse
87
Page 88

EntrEtiEn / DépannagE
4. Dévissez le dispositif de retenue de la buse et tirez la buse pour la dégager du corps de la torche. Inspectez la
partie d'isolation du dispositif de retenue de la buse an de détecter la présence de ssures ou de burinage.
Remplacez si elle est endommagée.
Inspectez la buse an de détecter :
• partie fondue ou transfert de courant excessif.
• rainures provenant de décharges électrostatiques internes.
• rayures ou entailles profondes sur les surfaces de positionnement des joints toriques.
• Coupes, rayures ou usures des joints toriques.
• Enlevez les particules d'hafnium (de la buse) avec une laine d'acier.
Remplacez en cas de dommages.
REMARQUE :
La décoloration des surfaces internes et les petites marques noires au démarrage sont normales
et n'aectent pas la performance de la coupe.
Si le porte-électrode a été bien serré, l'électrode peut se dévisser sans être attaché au porte-électrode. Lors de
l'installation de l'électrode, exercez uniquement une force susamment puissante pour sécuriser l'électrode.
5. Enlevez l'électrode à l'aide d'un outil extracteur d'électrode.
6. Démontez l'électrode du support. Insérez les méplats sur le support dans une clé de 5/16 po. Avec un
outil d'électrode, faites tourner l'électrode dans le sens anti-horaire pour l'enlever. Remplacez l'électrode si
l'insertion centrale est piquée de plus de 0,09 po (3/32 po).
Corps de la torche
Outil extracteur d'électrode
Electrode
88
Remplacez l'électrode si l'insertion
centrale est piquée de plus de
0,09 po (3/32 po).
Page 89

EntrEtiEn / DépannagE
7. Détachez le support d'électrode du corps de la torche. La partie hexagonale à l'extrémité de l'outil extracteur
du support d'électrode s'engage dans une partie hexagonale du support.
Déecteur
Outil extracteur
Electrode
de gaz
Porte-électrode
REMARQUE :
Le support d'électrode est fabriqué en deux pièces. Ne pas le démonter. Si le support est
endommagé, remplacez le support d'électrode.
8. Démontez le support d'électrode et le déecteur de gaz. Enlevez soigneusement le joint torique du support
d'électrode et sortez le déecteur du support. Inspectez la surface de logement de la buse (extrémité
frontale) an de détecter tout dommage. Recherchez les ssures ou les trous obstrués. N'essayez pas de
nettoyer les trous. Remplacez le déecteur si endommagé.
REMARQUE :
Inspectez les joints toriques an de détecter les rayures ou tout autre dommage pouvant
empêcher le joint torique de former une bonne étanchéité gaz/eau.
Déecteur
de gaz
Porte-électrode
Joint torique
REMARQUE :
La décoloration de ces surfaces résultant
de l'usure est normale. Elle provient de la
corrosion galvanique.
89
Page 90
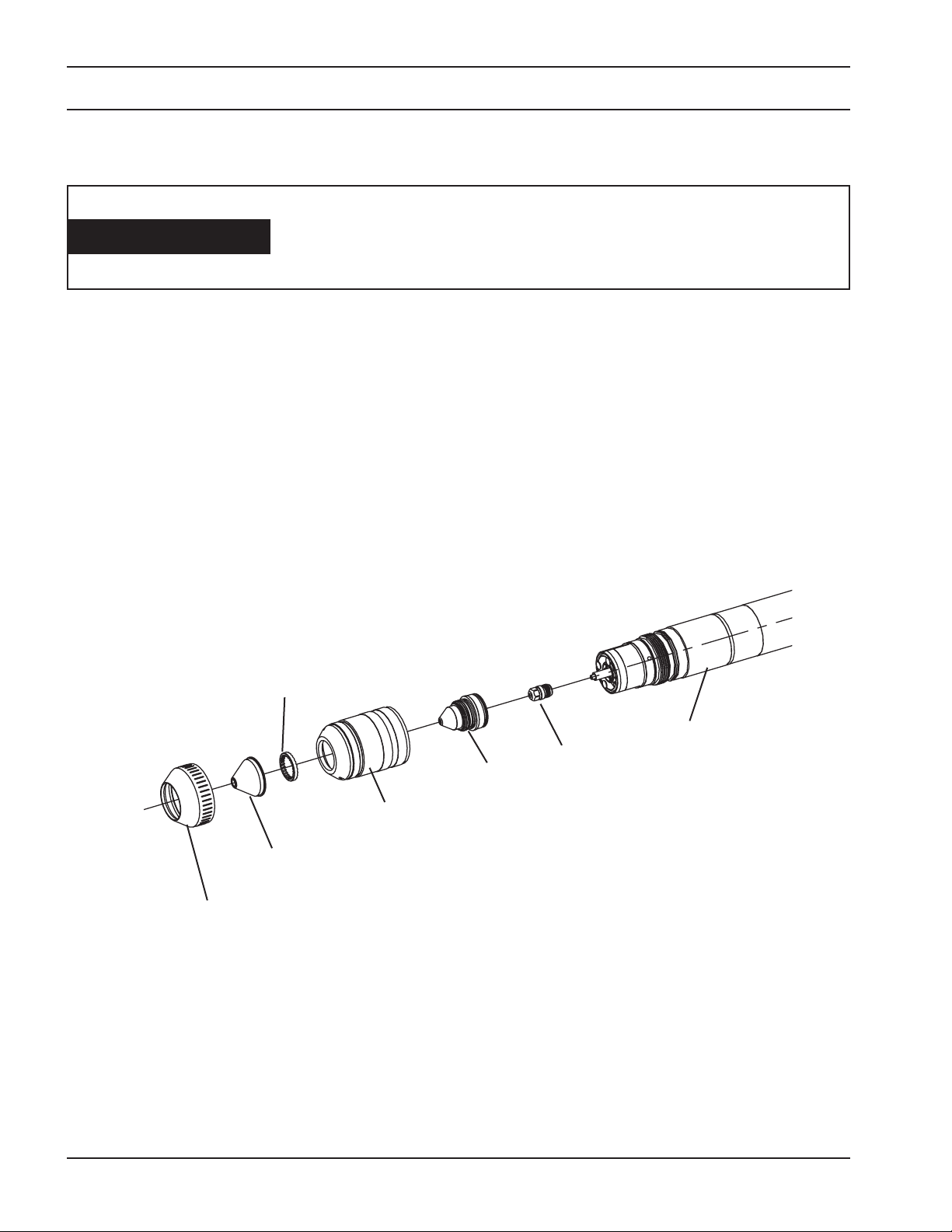
EntrEtiEn / DépannagE
Montage de l'extrémité frontale de la torche
En cas d'excès de serrage des pièces, le démontage peut s'avérer dicile
et la torche risque de subir des dommages. Ne pas trop serrer les pièces
ATTENTION
pendant le remontage. Les pièces letées ont été conçues pour travailler
correctement avec un serrage manuel, environ 40 à 60 po/lb.
•Inservez l'ordre du démontage.
• Appliquez une couche très ne de graisse au silicium sur le joints toriques avant d'assembler les pièces de
contact. Cette couche facilite le montage et le démontage futurs aux ns d'opérations d'entretien.
•L'installation de l'électrode requiert un serrage moyen. Si le porte-électrode est plus serré que l'électrode, il
est possible de changer les électrodes usés sans enlever le porte-électrode.
REMARQUE :
Lors de l'assemblage, placez la buse à l'intérieur de la coupe de retenue et vissez la combinaison coupe
de retenue/buse sur le corps de la torche. Il sera ensuite plus facile d'aligner la buse dans le montage.
La coupe de protection et le dispositif de retenue de la coupe doivent être installés uniquement après
l'installation de la coupe de retenue de la buse et de la buse.
Si ce n'est pas le cas, les pièces ne se logeront pas correctement et des fuites peuvent se produire.
Diuseur
Coupe de
protection
Dispositif de retenue de
la coupe de protection
Buse
Dispositif de retenue
de la buse
Coupe
Electrode
Corps de la
torche
90
Page 91
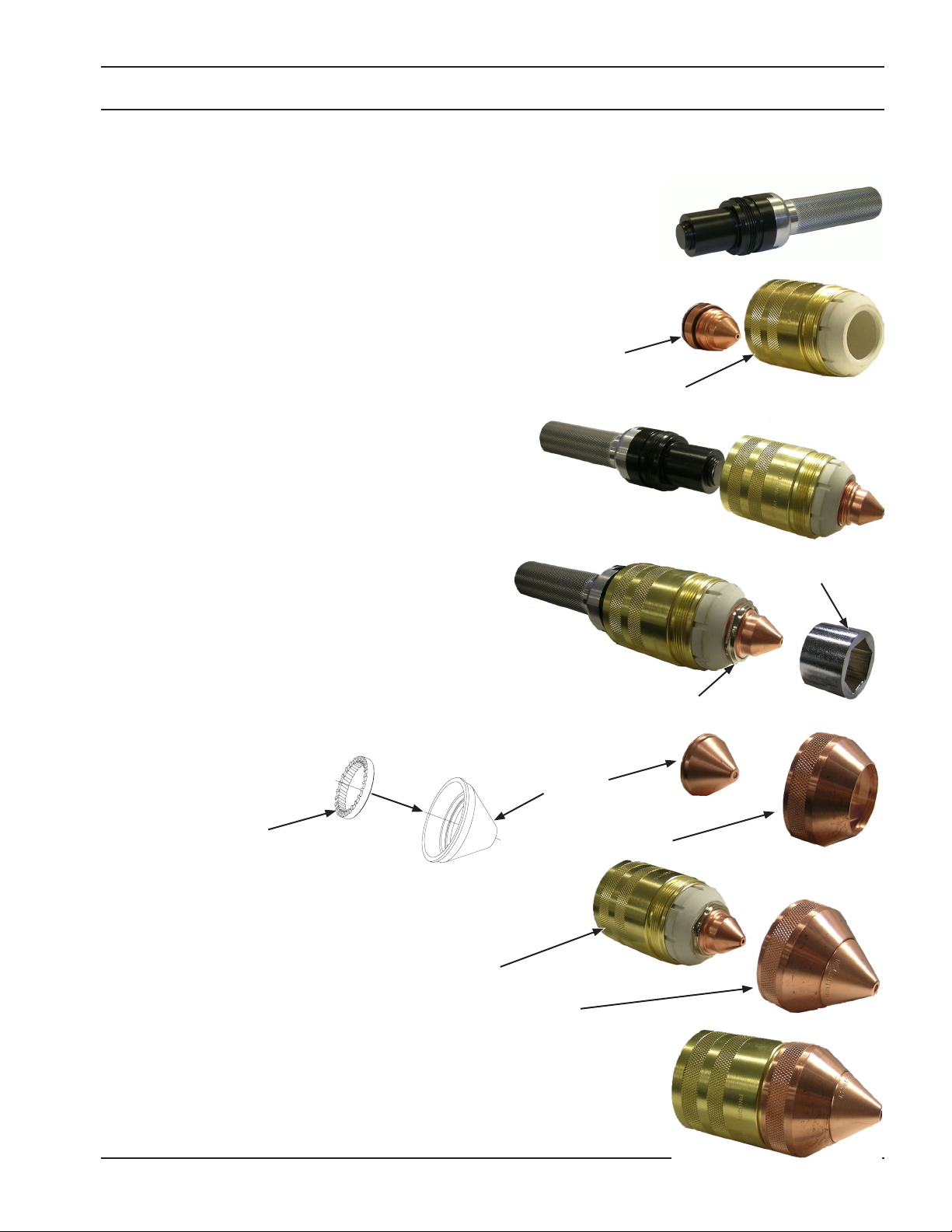
EntrEtiEn / DépannagE
Montage de l'extrémité frontale de la torche à l'aide d'un porte-charge rapide
Utilisez un porte-charge rapide, réf. 0558006164 pour
monter facilement les pièces de l'extrémité frontale sur la
torche.
Etape 1. Pour utiliser le porte-charge rapide, insérez d'abord la
buse dans la coupe de retenue de la buse.
Buse
Coupe de retenue de buse
Etape 2. Vissez le porte-charge rapide dans la coupe de
retenue de la buse pour xer la buse.
Etape 3. Serrez l'écrou de retenue sur la buse avec l'outil de
pré-assemblage, réf. 0558005917 inclus avec le portecharge rapide.
Etape 4. Enlevez le porte-charge rapide. Il est très important
d'enlever le porte-charge an de garantir une xation
correcte des pièces restantes.
Etape 5. Insérez le diuseur dans la coupe de protection.
Diuseur
Etape 6. Insérez la coupe de retenue de la buse dans le
dispositif de retenue de la coupe de protection.
Coupe de retenue de buse
Dispositif de retenue de
la coupe de protection
Outil de pré-assemblage
Ecrou de retenue
p/n 0558005916
Coupe de
protection
Dispositif de retenue
de la coupe de protection
Etape 7. Vissez le dispositif de retenue de la coupe de
protection dans la coupe de retenue de la buse.
91
Page 92

EntrEtiEn / DépannagE
Démontage de l'extrémité frontale de la torche (pour la plaque épaisse de production)
DANGER
1. Demontez la coupelle de retenue de l'écran.
si elle est dicile à enlever, essayez de serrer la coupelle de retenue de la tuyère pour dégager la
2. Inspectez les surfaces métallisées de jonction de la coupelle de l'écran et de l'agrafe pour repérer tout défaut
ou saleté qui pourrait gêner une parfaite jointure de ces deux pièces. Inspectez l'intérieur de la coupelle de
l'écran à la recherche de tout piquage ou de formation d'étincelles. Vériez que l'extrémité de l'écran n'a pas
fondu. Remplacez si nécessaire.
3. Vérier l'absence de tous détritus dans le diuseur et nettoyez-le si besoin. Une usure sur les crans supérieurs
se produit et a une inuence sur le débit de gaz. Remplacez cette pièce durant tous les deux emplacements
de l'écran. La chaleur dégagée par la découpe de nombreuses petites pièces dans une zone concentrée ou
lors de la découpe d'un matériau d'une épaisseur supérieure à 19,1 mm (0,75 po) peut nécessiter des remplacements plus fréquents.
ATTENTION
UNE TORCHE CHAUDE PEUT ENTRAÎNER DES BRÛLURES DE LA
PEAU !
LAISSEZ LA TORCHE REFROIDIR AVANT TOUT ENTRETIEN.
REMARQUE :
pression sur la coupelle de retenue de l'écran.
Tout assemblage incorrect du diuseur dans l'écran empêchera le
bon fonctionnement de la torche. Les crans du diuseur doivent
être installés à distance de l'écran selon l'illustration.
Corps de la tuyère
Tuyère
Diuseur
Coupelle de l'écran
Coupelle de retenue de
la tuyère
Coupelle de retenue de l'écran
92
Page 93

EntrEtiEn / DépannagE
4. Dévissez la coupelle de rétention de la tuyère et dégagez-la du corps de la torche en la tirant en ligne droite.
Vériez l'absence de toute cassure ou autre endommagement de la partie isolante de la coupelle de rétention de la tuyère. Remplacez si nécessaire.
Inspectez la tuyère à la recherche de :
• traces de fonte ou de transfert
excessif de courant.
entailles causée par des étincelles in-
ternes. écorchures ou rayures profondes des surfaces du support du
joint torique. coupures, écorchures
ou usure du joint torique. Supprimez les particules de tungstène (de
l'électrode) avec de la laine d'acier
Remplacez dans le cas de dégâts constatés.
La décoloration des surfaces internes ainsi que les petites tâches noires de démarrage sont nor-
males et n'aectent nullement la performance de découpe.
Corps de la tuyère
Tuyère
REMARQUE :
Coupelle de retenue
de la tuyère
Si le support n'est pas susamment serré, l'électrode peut se desserrer sans être attachée à son support. Lors de
l'installation de l'électrode, utilisez susamment de force pour simplement assurer son immobilité.
5. Démontez l'électrode à l'aide de l'outil prévu à cet eet.
6. Démontez l'électrode de son support. Installez des rondelles sur le support dans une clé de 5/16 po. À l'aide
de cet outil spécial, faites tourner l'électrode dans le sens anti-horaire pour la démonter. Remplacez l'électrode si les piqûres visibles sur la pièce centrale sont d'une profondeur supérieure à 1,52 mm (1/16 po),si le
méplat a pris une forme irrégulière ou s'il est usé sur un plus grand diamètre.
Corps de la tuyère
Remarque :
L'électrode possède deux extrémités
utilisables. En cas d'usure d'une des
extrémités, retournez l'électrode pour
continuer à l'utiliser avec l'autre.
Électrode
collet
Outil de démontage de
l'électrode
Corps de la pince
Électrode, Tungstène
93
Page 94

EntrEtiEn / DépannagE
7. Retirez le support de l'électrode du corps de la torche. L'extrémité hexagonale de l'outil de démontage du
support de l'électrode se place dans la partie hexagonale du support.
Corps de la
tuyère
Support de l'électrode
Outil de démontage
8. Démontez le support de l'électrode et le déecteur de tourbillonnement de gaz. Enlevez prudemment le
joint torique du support de l'électrode et dégagez le déecteur du support en le faisant glisser. Inspectez
les surfaces d'assise de la tuyère (bord avant) pour détecter la présence d'écaillement éventuel. Recherchez
toute cassure ou trous bouchés. N'essayez pas de dégager les trous. Remplacez le déecteur en cas d'endommagement.
REMARQUE :
Vériez la présence éventuelle d'écorchures ou autres dégâts sur tous les joints toriques, qui
pourraient réduire leurs propriétés d'étanchéité au gaz et à l'eau.
Support de l'électrode
Déecteur de gaz
Dégagez le déecteur de
gaz en le tirant pour accéder au joint torique
Joint torique (situé sous le déecteur)
94
Page 95

EntrEtiEn / DépannagE
Montage de l'extrémité frontale de la torche (pour la plaque épaisse de production)
En cas d'excès de serrage des pièces, le démontage peut s'avérer
dicile et la torche risque de subir des dommages. Ne pas trop serrer
ATTENTION
les pièces pendant le remontage. Les pièces letées ont été conçues
pour travailler correctement avec un serrage manuel, environ 40 à
60 po/lb.
•Inversez l'ordre du démontage.
•Appliquez une couche très ne de graisse au silicium sur le joints toriques avant d'assembler les pièces de
contact. Cette couche facilite le montage et le démontage futurs aux ns d'opérations d'entretien.
•L'installation de l'électrode requiert un serrage moyen.
Corps de la torche
1. Replacez le porte-électrode dans le corps de la torche.
La partie hexagonale à l'extrémité de l'outil extracteur
du porte-électrode s'engage dans une partie
hexagonale du porte-électrode.
Pince de serrage
Corps de la pince de serrage
Electrode, Tungsten
2. Pour replacer l'électrode, assemblez la pince de serrage,
le corps de la pince et l'électrode. Insérez l'électrode
dans l'outil extracteur d'électrode et assurez-vous que
l'électrode entre en contact avec le fond du trou de
l'outil (l'électrode se placera automatiquement).
95
Page 96

EntrEtiEn / DépannagE
3. Vissez l'ensemble de l'électrode dans le sens des aiguilles d'une montre sur
le corps de la torche. L'électrode sera correctement positionnée et serrée
lorsque la pince se referme.
Coupelle de retenue
de la tuyère
Corps de la tuyère
Tuyère
REMARQUE :
Durant l'assemblage, placez la tuyère à l'intérieur de sa coupelle de retenue et vissez l'ensemble
coupelle de retenue/tuyère sur le corps de la torche. Ceci simpliera l'alignement de la tuyère
avec l'ensemble. La coupelle de l'écran et sa coupelle de retenue doivent être installées uniquement après l'installation de la tuyère et de sa coupelle de retenue. Sinon, les pièces ne seront pas
correctement en place et des fuites peuvent se produire.
96
Page 97

EntrEtiEn / DépannagE
Maintenance du corps de la torche
•Inspectez les joints toriques tous les jours et remplacez en cas de dommage ou d'usure.
•Appliquez une couche très ne de graisse au silicium sur le joints toriques avant d'assembler la torche.
Cette couche facilite le montage et le démontage futurs aux ns d'opérations d'entretien.
•Joint torique DI 1,614po (41mm) x 0,07po (1,8mm) BUNA-70A) réf. 996528.
Un choc électrique peut être mortel! Avant d'eectuer la maintenance
de la torche :
AVERTISSEMENT
•Mettez l’interrupteur de la console de la source d'alimentation en position
d'arrêt.
•Coupez l'alimentation d'entrée principale.
Emplacements des
joints toriques
•Les points de contact des anneaux de contact électriques ne doivent comporter ni graisse ni impuretés.
•Inspectez l'anneau lorsque vous changez la buse.
•Nettoyez avec un coton tige trempé dans de l'alcool isopropyle.
Points des anneaux
de contact
Vis des anneaux de
contact
Points des anneaux
de contact
Anneau de contact
97
Page 98

EntrEtiEn / DépannagE
Dépose et remplacement du corps de la torche
Un choc électrique peut être mortel! Avant d'eectuer la maintenance de
la torche :
AVERTISSEMENT
•Mettez l’interrupteur de la console de la source d'alimentation en position
d'arrêt.
•Coupez l'alimentation d'entrée principale.
1. Desserrez la bride de serrage de la vis sans n de manière à ce que le manchon de la torche puisse être
dégagé et tiré par le faisceau de câbles. Une distance de 7 po devrait sure. Dévissez le manchon de la
torche et glissez-le vers l'arrière jusqu'à ce que la connexion de l'arc pilote soit exposée.
Poignée
Corps de la torche
2. Déconnectez les câbles d'alimentation qui ont été letés dans les tiges plus courtes à l'arrière de la torche.
Remarquez que l'une de ces connexions tourne sur la gauche. Dévissez les tuyaux de gaz de la tête de la
torche avec une clé de 7/16 po (11,1mm) et une de 1/2 (12,7mm) L'extraction des tuyaux de gaz est plus facile
si les câbles d'alimentation sont enlevés en premier.
Raccords pour câble
d'alimentation 1/2 po
Raccord
gaz de protection
1/2 po
98
Raccord pour
gaz plasma 7/16 po
Page 99

EntrEtiEn / DépannagE
3. Enlevez le ruban isolant à l'arrière de l'isolateur en plastique gris placé sur la connexion de l'arc pilote. Replacez
l'isolateur et détachez les connecteurs du couteau.
Câble d'arc pilote
Dénudeur
Ruban isolant
(illustré sans)
Connexion du couteau
4. Pour installer la nouvelle tête de la torche : connectez le câble de l'arc pilote et le câble d'alimentation
principale en inversant les étapes de la déconnexion. Assurez-vous que les raccords du gaz et de l'eau sont
susamment serrés pour éviter toute fuite mais ne les enduisez pas de produits d'étanchéité. Si la connexion
couteau semble desserrée, resserrez-la en appuyant sur les pièces avec des pinces à becs pointus après les
avoir assemblées. Fixes l'isolateur d'arc pilote gris en l'entourant 10 fois de ruban isolant.
Nouvelle tête de la torche
5. Déplacez la poignée vers l'avant et serrez fermement sur le corps de la torche.
99
Page 100

EntrEtiEn / DépannagE
Vie utile des produits consomptibles réduite
1. Déchets de découpe
Les déchets de découpe sont des matériaux jetés après avoir enlevé toutes les pièces d'une plaque. Leur
nettoyage de la table peut avoir une incidence sur la vie utile de l'électrode en :
•Entraînant la torche hors du plan de travail.
•Augmentant considérablement la fréquence de démarrage. Ce problème est plus particulièrement
évident pour une coupe O
de démarrage pour countourner le problème.
. Il est possible toutefois de choisir un chemin avec un nombre minimum
2
•Possibilité accrue que la plaque saute contre la buse en raison d'un arc double. Il est possible
de contourner ce problème en exerçant une attention soutenue de la part de l'opérateur et en
augmentant l'écartement et en réduisant les vitesses de coupe.
Dans la mesure du possible, utilisez une torche OXWELD pour les déchets ou faites fonctionner le PT-36 sur un
écartement élevé.
2. Problèmes de commande de hauteur
•La plongée de la torche est généralement causée par un changment de tension de l'arc lorsqu'une
commande de hauteur automatique est utilisée. Le changement de tension provient en principe de la
plaque tombant loin de l'arc. La désactivation de la commande de la hauteur et l'extinction de l'arc avant
lors de la nition de la coupe sur un plan descendant peuvent supprimer ces problèmes.
•La plongée peut également se produire au démarrage si le délai du parcours est excessif. Cette situation
se produit plus souvent avec des matériaux minces. Réduisez le délai ou désactivez la commande de la
hauteur.
•La plongée peut également provenir d'une défaillance de la commande de la hauteur.
3. Ecartement du perçage trop bas Augmentez l'écartement du perçage
4. Démarrage sur les bords avec
un arc pilote en continu Positionnez la torche plus soigneusement ou commencez par
le matériau de déchets adjacents.
5. Retournement de la pièce de travail La buse peut être endommagée si la torche touche une pièce
retournée.
6. Réception de l'éclaboussure Augmentez l'écartement ou commencez par une entrée plus longue.
de perçage
7. Le perçage n'est pas eectué
avant le démarrage Augmentez le délai initial.
8. Débit du liquide frigorique bas, Réglages corrects
Tauxdeuxdugazplasmaélevé,
Courant réglé trop haut
9. Le liquide frigorique fuit Réparez les fuites
dans la torche
100
 Loading...
Loading...