


Precision Plasmarc
Skrzynka gazu plazmowego i skrzynka gazu ochronnego
Skrzynka gazu ochronnego
Skrzynka gazu plazmowego
Instrukcja obsługi (PL)
0558007536
NALEŻY SIĘ UPEWNIĆ, ŻE OPERATOR OTRZYMA
PONIŻSZE INFORMACJE.
MOŻNA OTRZYMAĆ DODATKOWE KOPIE OD DOSTAWCY.
PRZESTROGA
Niniejsze INSTRUKCJE są przeznaczone dla doświadczonych operatorów. W przypadku
niepełnego obeznania z zasadami działania oraz z praktykami bezpieczeństwa związanymi
ze spawaniem łukowym oraz dotyczącymi sprzętu służącego do cięcia, wskazane jest
przeczytanie naszej broszury „Środki oraz praktyki bezpieczeństwa podczas łukowego
spawania, cięcia oraz żłobienia”, formularz 52-529. Osobom niewykwalikowanym NIE
zezwala się na instalowanie, obsługiwanie ani dokonywanie konserwacji niniejszego
sprzętu. NIE wolno rozpoczynać instalacji lub pracy ze sprzętem bez uprzedniego przeczytania oraz całkowitego zrozumienia niniejszych instrukcji. W przypadku niecałkowitego
zrozumienia niniejszych instrukcji, należy skontaktować się z dostawcą w celu uzyskania
dalszych informacji. Przed rozpoczęciem instalacji lub pracy ze sprzętem należy zapoznać
się ze Środkami ostrożności.
ODPOWIEDZIALNOŚĆ UŻYTKOWNIKA
Sprzęt ten będzie funkcjonował zgodnie z opisem zawartym w niniejszej instrukcji obsługi oraz zgodnie
z dołączonymi etykietkami i/lub wkładkami jeśli instalacja, praca, konserwacja oraz naprawy przeprowadzane
będą zgodnie z dostarczonymi instrukcjami. Sprzęt musi być okresowo sprawdzany. Nie należy używać sprzętu
działającego wadliwie lub niewłaściwie konserwowanego. Części zepsute, brakujące, zużyte, odkształcone
lub zanieczyszczone muszą być niezwłocznie wymienione. Producent zaleca wystosowanie telefonicznej lub
pisemnej prośby o poradę do autoryzowanego dystrybutora, od którego został zakupiony sprzęt, czy naprawa
lub wymiana części jest konieczna.
Nie należy przerabiać całego sprzętu ani żadnej z jego części składowych bez uprzedniego pisemnego zezwolenia producenta. Użytkownik ponosi wyłączną odpowiedzialność za jakiekolwiek usterki spowodowane
niewłaściwym użytkowaniem, wadliwą konserwacją, uszkodzeniem, niewłaściwą naprawą lub przeróbkami nie
przeprowadzonymi przez producenta lub przez osoby przez niego wyznaczone.
NALEŻY PRZECZYTAĆ ORAZ ZROZUMIEĆ INSTRUKCJĘ OBSŁUGI PRZED INSTALOWANIEM
LUB PRACĄ. CHROŃ SIEBIE I INNYCH!
114

SPIS TREŚCI
Rozdział / Tytuł Strona
1.0 Środki ostrożności...................................................................................117
2.0 Opis ................................................................................................119
2.1 Wprowadzenie do systemu ......................................................................11 9
2.2 Skrzynka gazu plazmowego systemu m3 Plasma System, skrzynka gazu ochronnego i palnik PT-36 11 9
2.3 Wymagania dotyczące gazu ....................................................................12 0
2.4 Skrzynka gazu plazmowego - wymagania dotyczące wody ...................................... 12 0
2.5 Skrzynka gazu plazmowego - wymagania dotyczące wejść elektrycznych........................ 12 0
2.6 Skrzynka gazu ochronnego - wymagania dotyczące wejść elektrycznych......................... 12 0
2.7 Akcesoria ...................................................................................... 12 0
2.8 Wymiary skrzynki gazu plazmowego ............................................................12 1
2.9 Wymiary skrzynki gazu ochronnego ............................................................ 12 2
3.0 Montaż ............................................................................................ 12 3
3.1 Skrzynka gazu plazmowego - wstęp ............................................................ 12 3
3.2 Mocowanie skrzynki gazu plazmowego (widok od dołu)......................................... 123
3.3 Skrzynka gazu plazmowego - podłączenia ...................................................... 124
3.4 Skrzynka gazu plazmowego - izolacja Nomex ................................................... 13 0
3.5 Skrzynka gazu plazmowego - podłączenia gazu..................................................131
3.6 Skrzynka gazu ochronnego - wstęp ............................................................. 133
3.7 Mocowanie skrzynki gazu ochronnego (widok od dołu) .........................................13 3
3.8 Skrzynka gazu ochronnego - podłączenia ....................................................... 13 4
3.9 Schemat blokowy relacji pomiędzy elementami................................................. 13 6
4.0 Obsługa............................................................................................. 143
4.1 Skrzynka gazu plazmowego - obsługa ..........................................................143
4.2 Ciśnieniomierze skrzynki gazu plazmowego .................................................... 143
4.3 Skrzynka gazu plazmowego - przełączniki ciśnienia ............................................. 144
4.4 Skrzynka gazu ochronnego - obsługa ...........................................................145
4.5 Skrzynka gazu ochronnego - regulator powietrza dla kurtyny powietrznej ....................... 14 6
4.6 Skrzynka gazu ochronnego - zawory zwrotne ................................................... 147
115

SPIS TREŚCI
116

ROZDZIAŁ 1 ŚRODKI OSTROŻNOŚCI
1.0 Środki ostrożności
Użytkownicy sprzętu do spawania oraz cięcia plazmowego posiadają obowiązek upewnienia się, że każdy, kto
pracuje ze sprzętem lub w jego pobliżu zachowuje wszystkie stosowne środki ostrożności. Środki ostrożności
muszą spełniać wymagania dotyczące tego typu sprzętu do spawania oraz do cięcia plazmowego. Oprócz
standardowych regulacji dotyczących miejsca pracy należy przestrzegać poniższych zaleceń.
Całość prac musi być wykonywana przez wykwalikowany personel dobrze zaznajomiony z działaniem sprzętu
do spawania i cięcia plazmowego. Niewłaściwa obsługa sprzętu może doprowadzić do niebezpiecznych sytuacji,
które mogą skutkować zranieniem operatora oraz uszkodzeniem sprzętu.
1. Każda osoba używająca sprzętu do spawania lub cięcia plazmowego musi być obeznana z:
– jego obsługą
– umiejscowieniem wyłączników bezpieczeństwa
– jego funkcjonowaniem
– odpowiednimi środkami ostrożności
– spawaniem i / lub cięciem plazmowym
2. Operator musi upewnić się, że:
– w miejscu, gdzie znajduje się sprzęt, w chwili jego uruchamiania, nie przybywa żadna
nieuprawniona osoba.
– każdy posiada odpowiednią ochronę w momencie zapalania łuku.
3. Miejsce pracy musi:
– być odpowiednie dla danego celu
– być wolne od przeciągów
4. Osobiste wyposażenie bezpieczeństwa (ochronne):
– Należy zawsze nosić zalecane osobiste wyposażenie ochronne, takie jak okulary ochronne, ognioodporne
ubranie, rękawice ochronne.
– Nie wolno nosić luźnych części ubioru, takich jak szaliki, oraz bransoletek, pierścionków itp., które mogą
zostać uwięzione lub mogą spowodować poparzenia.
5. Ogólne środki ostrożności:
– Należy upewnić się, że przewód powrotny jest bezpiecznie podłączony.
– Praca ze sprzętem pod wysokim napięciem może być wykonywana wyłącznie przez wykwalikowanego
elektryka.
– W pobliżu miejsca pracy musi znajdować się odpowiedni, wyraźnie oznaczony sprzęt przeciwpożarowy.
– Nie wolno smarować oraz przeprowadzać konserwacji sprzętu w trakcie jego działania.
117

ROZDZIAŁ 1 ŚRODKI OSTROŻNOŚCI
SPAWANIE ORAZ CIĘCIE PLAZMOWE MOŻE SPOWODOWAĆ OBRAŻENIA
OSTRZEŻENIE
PORAŻENIE PRĄDEM ELEKTRYCZNYM - Grozi śmiercią.
– Należy zainstalować oraz uziemić jednostkę do spawania lub cięcia plazmowego zgodnie z odpowiedni-
mi standardami.
– Nie wolno dotykać części elektrycznych lub elektrod odsłoniętą skórą, wilgotnymi rękawicami lub wilgot-
nym ubraniem.
– Należy odizolować się od ziemi oraz od ciętego lub spawanego przedmiotu.
– Należy upewnić się, że stanowisko pracy jest bezpieczne.
ZARÓWNO OPERATORA JAK I OSÓB POSTRONNYCH. W TRAKCIE
SPAWANIA LUB CIĘCIA PLAZMOWEGO NALEŻY PRZEDSIĘWZIĄĆ WSZELKIE
ŚRODKI OSTROŻNOŚCI. NALEŻY ZAPYTAĆ O PRAKTYKI BEZPIECZEŃSTWA
PRACODAWCY, KTÓRE POWINNY BYĆ OPARTE NA DANYCH DOTYCZĄCYCH
RYZYKA PODANYCH PRZEZ PRODUCENTA.
OPARY ORAZ GAZY - Mogą stanowić zagrożenie dla zdrowia.
– Należy trzymać głowę jak najdalej od oparów.
– Należy użyć systemu wentylacji, systemu odprowadzania wyziewów na łuku lub obydwu tych systemów
w celu odprowadzania oparów oraz gazów daleko od obszaru oddychania oraz obszaru pracy.
PROMIENIOWANIE WYTWARZANE PODCZAS SPAWANIA - Może uszkodzić oczy oraz poparzyć skórę.
– Należy chronić oczy oraz całe ciało. Należy stosować właściwe ekrany do spawania / cięcia plazmowego
oraz odpowiednie ltry spawalnicze oraz nosić ubranie ochronne.
– Należy chronić osoby postronne poprzez stosowanie odpowiednich ekranów lub zasłon.
NIEBEZPIECZEŃSTWO POŻARU
– Iskry (rozpryski) mogą spowodować pożar. Z tego powodu należy się upewnić, że w pobliżu nie ma żad-
nych łatwopalnych materiałów.
HAŁAS - Nadmierny hałas może uszkodzić słuch.
– Należy chronić uszy. Należy stosować osłony na uszy lub inną ochronę słuchu.
– Należy ostrzec osoby postronne o grożącym im ryzyku.
WADLIWE DZIAŁANIE - W przypadku wadliwego działania należy zadzwonić do eksperta po pomoc.
NALEŻY PRZECZYTAĆ ORAZ ZROZUMIEĆ INSTRUKCJĘ OBSŁUGI PRZED INSTALOWANIEM
LUB PRACĄ. CHROŃ SIEBIE I INNYCH!
118

ROZDZIAŁ 2 OPIS
2.0 Opis
2.1 Wprowadzenie do systemu
System plazmowy m3 Plasma System jest usprawnionym, wysokowydajnym pakietem do cięcia, zaprojektowanym do wyłącznego użytku ze sterowaniem CNC ESAB. Ta zaawansowana technologia łączy sterowanie gazem
i wodą w sterowaniu CNC maszyny.
Stosując układ zaworów elektronicznych sterowanych przez wyjścia CNC, system ten:
zdecydowanie zmniejsza ilość urządzeń gazu plazmowego niezbędnych do sterowania palnikiem.•
skraca czas oczyszczania/zwiększa przerób materiału.•
upraszcza pracę z gazem i wodą, przepływy są kontrolowane przez ekran parametrów procesu sterow-•
ania CNC ESAB.
pozwala na zaprogramowane/automatyczne sterowanie szybkościami przepływu płynu oraz wody •
dzięki stosowaniu plików SDP (SchneidDatenPaket = Cutting Data Package - pakiet danych cięcia), patrz Vision control i podręczniki programowania w celu zapoznania się ze szczegółami dotyczącymi
plików SDP. Dane używane do tworzenia plików SDP mogą być znalezione w instrukcji do właściwego
palnika). Pliki SDP mogą być również nazywane plikami TDF (Technology Data Files-pliki danych technologicznych).
do użytku z palnikiem do cięcia PT-36. •
Skrzynka gazu
Skrzynka gazu
ochronnego
plazmowego
2.2 Skrzynka gazu plazmowego systemu m3 Plasma System, skrzynka gazu ochronnego i palnik PT-36
Kompletny system do cięcia m3 wymaga różnych elementów. Patrz rozdział 3.9, Schemat relacji pomiędzy
elementami i podłączenia.
119

ROZDZIAŁ 2 OPIS
2.3 Wymagania dotyczące gazu
Argon 125 PSI (8,6 bar) z 0,25” (cala) NPT, czystość 99,995%, przeltrowany do 25 mikronów
Azot 125 PSI (8,6 bar) z 0,25” (cala) NPT, czystość 99,99%, przeltrowany do 25 mikronów
Tlen 125 PSI (8,6 bar) z 0,25” (cala) NPT, czystość 99,5%, przeltrowany do 25 mikronów
H-35 (Argon/Wodór) 75 PSI (5,2 bar), gaz specjalny, czystość 99,995%, przeltrowany do 25 mikronów
Metan 75 PSI (5,2 bar) z 0,25” (cala) NPT, czystość 93%, przeltrowany do 25 mikronów
Sprężone powietrze
(Kurtyna powietrzna)
Sprężone powietrze
(Pro ces)
2.4 Skrzynka gazu plazmowego - wymagania dotyczące wody
Woda chłodząca ...................................................................................175 PSI (12,1 bar), 1,5 galonu na minutę (5,68 litrów/minutę)
80 PSI (5,5 bar) z 0,25” (cala) NPT, czyste, suche, wolne od oleju i przeltrowane do 25 mikronów
80 PSI przy przepływie 1200cfh (stóp sześciennych na godzinę) (5,5 bar przy przepływie 35 m3h),
przeltrowane do 25 mikronów
Jakość DIN ISO 8573-1
Jakość oleju mg/m3 = 0,1 klasa 2
Rozmiar cząstek 0,1um klasa 1
Temperatura +3 C klasa 4
2.5 Skrzynka gazu plazmowego - wymagania dotyczące wejść elektrycznych
Napięcie zasilania +24 V (prąd stały) dla zaworów proporcjonalnych, mfc
+15 V (prąd stały) dla przełącznika ciśnienia
Sygnały napięciowe 24 V (prąd zmienny) wejście, aby uruchomić zawór elektromagnetyczny gazu
120 V (prąd zmienny) wejście inicjatora łuku
0-10 V (prąd stały) wejście zaworów proporcjonalnych
0-10 V (prąd stały) dla zaworu przepływu masowego
2.6 Skrzynka gazu ochronnego - wymagania dotyczące wejść elektrycznych
Napięcie zasilania +24 V (prąd stały) dla transformatora 120/230 i tablicy I/O (wejść/wyjść)
+24 V (prąd stały) dla zaworów proporcjonalnych i mfc
2.7 Akcesoria
Zestaw adaptera węża chłodziwa ............................................................................. 0558006698
Adapter chłodziwa EPP-200 .......................................................................................... 0558 00 6162
120

ROZDZIAŁ 2 OPIS
2.8 Wymiary skrzynki gazu plazmowego
11, 2 8 ”
286,5 mm
17, 13 ”
435,1 mm
7, 2 5 ”
184,2 mm
121

ROZDZIAŁ 2 OPIS
2.9 Wymiary skrzynki gazu ochronnego
12 .0 0 ”
304.8 mm
8.00”
203.2 mm
20.00”
508.0 mm
122

ROZDZIAŁ 3 MONTAŻ
2.00”
50,8 mm
3.0 Montaż
ELEKTRYCZNOŚĆ PORAŻENIE GROZI ŚMIERCIĄ!
PRZED PRZYSTĄPIENIEM DO JAKICHKOLWIEK CZYNNOŚCI
OSTRZEŻENIE
3.1 Skrzynka gazu plazmowego - wstęp
Skrzynka gazu plazmowego systemu m3 jest połączona z kontrolerami urządzenia Vision ESAB i z linią produktu EPP źródeł zasilania plazmy. Tablica pc interfejsów otrzymuje sygnały napięciowe z układu sterowania CNC
urządzenia, które steruje elektronicznymi zaworami. W rezultacie sterowanie CNC zarządza dostarczaniem gazu
plazmowego lub gazu ochronnego do palnika plazmowego. Do sterowania CNC wysyłany jest jako sprzężenie
zwrotne sygnał analogowy, co tworzy pętlę sterowania.
3.2 Mocowanie skrzynki gazu plazmowego (widok od dołu)
SERWISOWYCH LUB MONTAŻU NINIEJSZEGO URZĄDZENIA
NALEŻY BYĆ PEWNYM, ŻE ŹRÓDŁO ZASILANIA EPP JEST
WYŁĄCZONE I ODŁĄCZONE.
Gdy wymagane jest mocowanie skrzynki:
Skrzynka posiada cztery gwintowane otwory mocujące (1,10”) 28 mm, których położenie jest przesunięte
względem poziomej linii poprowadzonej przez środek skrzynki. Należy zwrócić uwagę na relację pomiędzy
ułożeniem tych otworów, a ciśnieniomierzami i klamrą kabla.
,75”
19,1 mm
4,50”
114,3 mm
tył
przód
4,13”
104,9 mm
11, 0 0 ”
279,4 mm
123
2,00”
50,8 mm

ROZDZIAŁ 3 MONTAŻ
3.3 Skrzynka gazu plazmowego - podłączenia
1. Aby mieć dostęp do środka skrzynki należy: odkręcić
lub odblokować śruby oraz podnieść pokrywę skrzynki
w celu odsłonięcia elementów wewnętrznych.
2. Rozebrać dławnicę/blok klamry. (Po rozebraniu, dławnica
pozwoli na umieszczenie kabli i węży bez konieczności
usuwania z nich zatyczek i mocowań.)
A. Usunąć dwie śruby trzymające blok razem.
B. Wsunąć kable, aby móc podłączyć je wewnątrz
skrzynki.
C. Ponownie przymocować blok.
Dławnica / blok klamry
Uwaga:
Przewody mogą być włożone do któregokolwiek
z trzech otworów, na zdjęciu poniżej używany
jest tylko jeden kabel.
Kabel łuku pilotującego
Kabel zasilania elektrycznego
124
ROZDZIAŁ 3 MONTAŻ
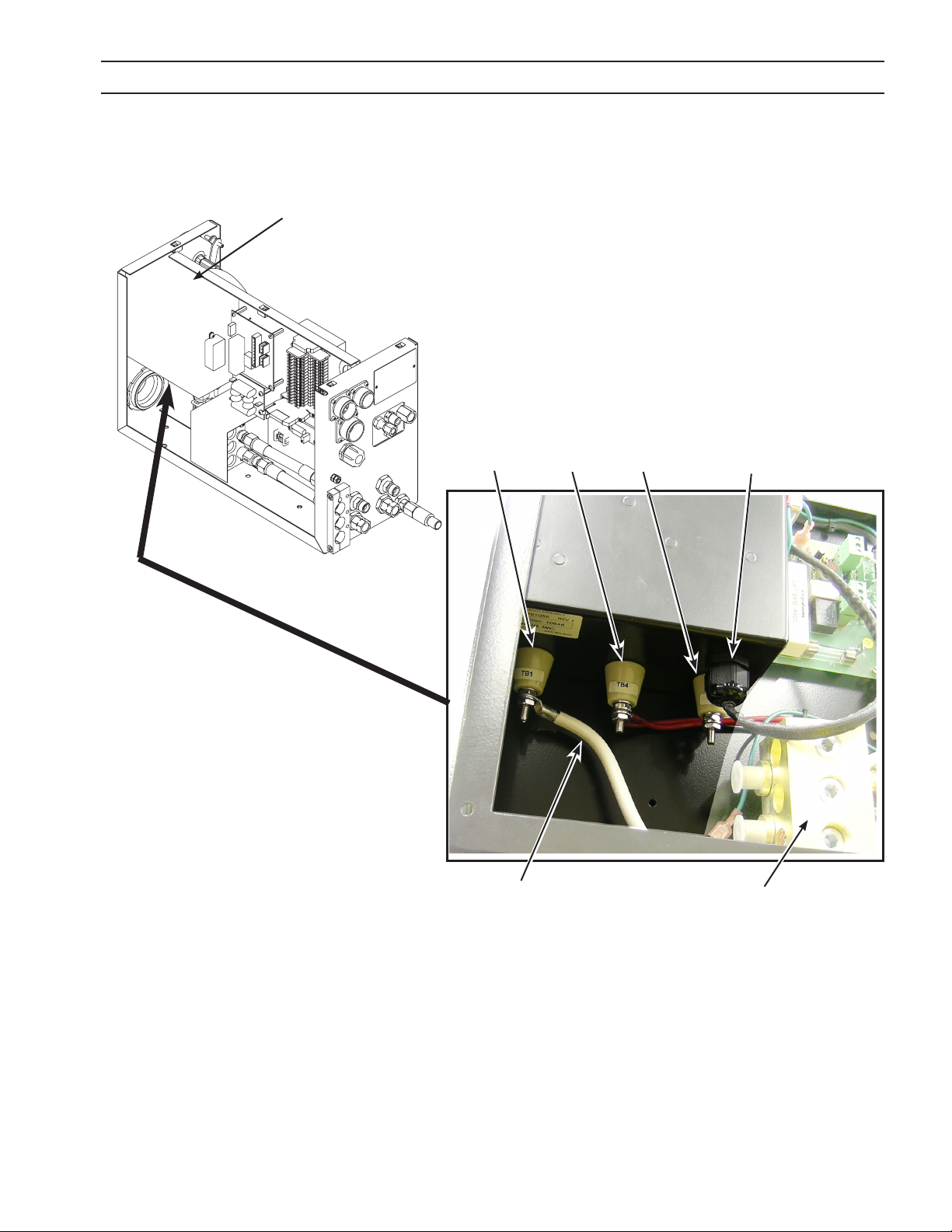
3.3.1 Skrzynka gazu plazmowego - podłączenia skrzynki zapłonu
Skrzynka zapłonu łuku
TB1 – Kabel łuku pilotującego ze źródła zasilania
plazmy.
TB4 – Podłączony do szyny zbiorczej (poniżej z tyłu
w prawym rogu).
TB2 – Kabel łuku pilotującego palnika z doprowadzeń
palnika.
Czarny przewód - wejście 120 V prądu stałego
TB1 TB4 TB2 Czarny przewód
Kabel łuku pilotującego
Szyna zbiorcza
Widok od spodu skrzynki zapłonu łuku
125

ROZDZIAŁ 3 MONTAŻ
3.2.3 Skrzynka gazu plazmowego - podłączenia palnika
Aby podłączyć palnik należy zapoznać się z poniższymi rysunkami. Połączenia wymagają przewody gazu do
cięcia i gazu rozruchowego, przewód gazu ochronnego, przewody chłodziwa, przewód kurtyny powietrznej,
kabel łuku pilotującego (TB2) oraz dziób palnika / przewód elektryczny „soft touch” na tablicy PC terminalu X4.
Podłączenia przewodów wiązki kabla
palnika
2
5
4
7
1
3
1 - Szczelna nakrętka z gwintem wewnętrznym starego typu
dla podłączenia gazu ochronnego
2 - Przyłącza B-IG dla gazu rozruchowego oraz gazu do cięcia
plazmowego. Dowolny wąż można podłączyć do dowolnego przyłącza.
3 - Podłączenia wody chłodzącej.
4 - kabel łuku pilotującego - podłączany do TB2 pod skrzynką
zapłonu łuku.
5 - Dziób palnika / przewód elektryczny „soft touch” -
podłączany do tablicy PC przy terminalu X4.
6 - przewód kurtyny powietrznej - do kurtyny powietrznej na
dziobie palnika
7 - Przewody uziemiające (żółty/zielony) – do podłączenia do
kołka uziemiającego za podłączeniem palnika wewnątrz
skrzynki
2
1
6
3
126
5

ROZDZIAŁ 3 MONTAŻ
3.3.3 Skrzynka gazu plazmowego - podłączenia wody chłodzącej palnik
Podłączenia chłodziwa do i ze źródła zasilania
Podłączenia są oznakowane po spakowaniu w fabryce wraz
z palnikiem i źródłem zasilania. Dostępne są dodatkowe naklejki,
H2O OUT (wylot wody)
gdy konieczne jest ponowne oznakowanie. Prześledzenie
wewnętrznych przewodów w skrzynce gazu plazmowego
pozwala na zidentykowanie prawidłowego podłączenia.
Przełącznik przepływu znajduje się na przewodzie „IN” (wlot).
H2O IN (wlot wody)
Skrzynka gazu plazmowego -
widok z tyłu
Przewody chłodziwa są podłączane tak, jak jest to pokazane, od chłodnicy wody do
Podłączenia chłodziwa Do i Z palnika
Należy zwrócić uwagę na strzałki na mocowaniach, które
wskazują kierunek przepływu chłodziwa.
Wylot chłodziwa ma gwint prawy.
Wlot chłodziwa ma gwint lewy.
Uwaga:
skrzynki gazu plazmowego.
Skrzynka gazu
plazmowego
- widok z tyłu
Chłodnica wody
127

ROZDZIAŁ 3 MONTAŻ
3.3.4 Podłączenie źródła zasilania elektrycznego do szyny zbiorczej skrzynki gazu plazmowego
1. Usunąć izolację z kabla 4/0 (95 mm2), około 38 mm.
2. Wsuwać kabel 4/0 (95 mm2) do otworu szyny zbiorczej
do momentu, gdy przewód miedziany dojdzie do
krawędzi bloku szyny zbiorczej.
3. Zacisnąć blokującą śrubę (śruby) na kablu.
Uwaga:
Szyna zbiorcza jest przystosowana do
poniższych kabli.
(1) 4/0 (95 mm2) - 400 Amperów
(2) 4/0 (95 mm2) - 800 Amperów
(3) 4/0 (95 mm2) - 1000 Amperów
Kabel łuku
pilotującego
Blok szyny zbiorczej
Kabel zasilania elektrycznego
Ostrożne zdzieranie izolacji ułatwi instalację kabla konsoli do szyny.
UWAGA
Nie rozciągać ani nie rozszerzać przewodów miedzianych.
3.3.5 Skrzynka gazu plazmowego - podłączenia tablicy PC
X1-10 - +24 V prąd stały wejście
X1-9 - Wejście czujnika
X1-2 - Wspólne uziemienie / obudowa
X4 - Dziób palnika / przewód elektryczny „soft
PE - Uziemienie obudowy
Bardziej szczegółowe informacje znajdują się
na schemacie tablicy PC na następnej stronie.
touch”
Uwaga:
128

ROZDZIAŁ 3 MONTAŻ
25.07.2005 12:51:42 C:\Programme\EAGLE_V4-11\projects\2256510\2256510.sch (Sheet: 1/1)
Schemat tablicy PC
129

ROZDZIAŁ 3 MONTAŻ
3.4 Skrzynka gazu plazmowego - izolacja Nomex
Izolacja Nomex
1. Aby mieć dostęp do środka skrzynki należy:
odkręcić lub odblokować śruby oraz
podnieść pokrywę skrzynki
w celu odsłonięcia elementów
wewnętrznych.
2. Ulokować izolację Nomex, aby zapobiec
wystąpieniu wyładowania łukowego
pomiędzy szyną zbiorczą a terminalami
skrzynki łuku rozruchowego.
3. Umieścić obudowę skrzynki gazu
plazmowego systemu plazmowego m3 na
swoim miejscu.
130

ROZDZIAŁ 3 MONTAŻ
3.5 Skrzynka gazu plazmowego - podłączenia gazu
Podłączenia gazu znajdują się na zewnątrz skrzynki. Przewody gazu ze źródeł zasilania są podłączane z tyłu
skrzynki gazu plazmowego. Przewody gazu z palnika są podłączane z przodu skrzynki gazu plazmowego.
UWAGA
Nieprzeltrowany gaz zablokuje zawory proporcjonalne
Cząstki brudu zapchają małe kryzy w zaworach proporcjonalnych.
Wszystkie zasilania gazem muszą być wyposażone w ltr 25
mikronów, zamontowany pomiędzy źródłem zasilania gazem
a panelem regulatora gazu. Filtr ESAB nr części 56998133 (wkład
ltra wymiennego, nr części 0560988406). Zawory proporcjonalne
nie posiadają części, które należy serwisować. Wymieniać zespół
zaworu częściami fabrycznymi.
Skrzynka gazu plazmowego
- podłączenia gazu z tyłu
Skrzynka gazu plazmowego
- podłączenia gazu z przodu
131

ROZDZIAŁ 3 MONTAŻ
Zanieczyszczenie przewodów gazu spowoduje uszkodzenie zaworów proporcjonalnych.
Oczyścić linie gazu.
UWAGA
Przed podłączeniem przewodów doprowadzających gaz do skrzynki gazu plazmowego systemu plazmowego m3, należy dokładnie
oczyścić wszystkie przewody. Pozostałości z procesu produkcji
węża mogą zapchać/uszkodzić zawory proporcjonalne skrzynki
gazu plazmowego systemu plazmowego m3.
1
2
5
6
4
7
20
3
8
10
12
11
9
13
19
15
1. Przed podłączeniem do ltrów gazu (25 mikronów),
należy dokładnie przeczyścić przewody gazu
i powietrza.
2. Podłączyć przewody tlenu, H-35, azotu, powietrza
do ltrów gazu.
3. Oczyścić przewody gazu/powietrza pomiędzy
skrzynką gazu ochronnego a skrzynką gazu
plazmowego systemu plazmowego m3.
4. Podłączyć przewody gazu/powietrza z tyłu skrzynki
gazu plazmowego.
1 PG1
2 PG2
3 Kurtyna powietrzna
4 PG2 OUT (wylot)
5 PG1 OUT (wylot)
6 Osłona
7 Palnik
8 14 wtyków do podnośnika B3
9 8 wtyków do skrzynki gazu ochronnego
10 10 wtyków do podnośnika B3
11 H-35
12 Wybór gazu rozruchowego (O2 N2 AIR) (tlen, azot,
powietrze)
13 Argon
14 H2O IN (wlot wody)
15 Osłona
16 Kurtyna powietrzna
17 Wybór gazu do cięcia (O2 N2 AIR) (tlen, azot,
powietrze)
18 H2O OUT (wylot wody)
19 Woltomierz LED
20 Kołek uziemiający kabla/przewodów palnika
14
18
16
17
132

ROZDZIAŁ 3 MONTAŻ
,75”
19,1 mm
ELEKTRYCZNOŚĆ PORAŻENIE GROZI ŚMIERCIĄ!
OSTRZEŻENIE
3.6 Skrzynka gazu ochronnego - wstęp
Skrzynka gazu ochronnego systemu m3 jest połączona z kontrolerami urządzenia Vision ESAB i z linią produktu EPP źródeł zasilania plazmy. Tablica pc interfejsów otrzymuje sygnały napięciowe z układu sterowania CNC
urządzenia, które steruje zaworami proporcjonalnymi i elektromagnetycznymi. W rezultacie sterowanie CNC
zarządza dostarczaniem gazu plazmowego lub gazu ochronnego do palnika plazmowego. Do sterowania CNC
wysyłany jest jako sprzężenie zwrotne sygnał analogowy, co tworzy pętlę sterowania.
3.7 Mocowanie skrzynki gazu ochronnego (widok od dołu)
Gdy wymagane jest mocowanie skrzynki:
PRZED PRZYSTĄPIENIEM DO JAKICHKOLWIEK CZYNNOŚCI SER
WISOWYCH LUB MONTAŻU NINIEJSZEGO URZĄDZENIA NALEŻY
BYĆ PEWNYM, ŻE ŹRÓDŁO ZASILANIA EPP JEST WYŁĄCZONE
I ODŁĄCZONE.
Skrzynka posiada cztery gwintowane otwory mocujące (1,10”) 28 mm, których położenie jest przesunięte
względem poziomej linii poprowadzonej przez środek skrzynki. Należy zwrócić uwagę na relację pomiędzy
ułożeniem tych otworów, a ciśnieniomierzami i klamrą kabla.
,75”
19,1 mm
6,50”
tył
165,1 mm
przód
1,50”
38,1 mm
16, 00”
406,4 mm
2,50”
63,5 mm
133

ROZDZIAŁ 3 MONTAŻ
3.8 Skrzynka gazu ochronnego - podłączenia
Podłączenia gazu znajdują się na zewnątrz skrzynki. Patrz na poniższe schematy i tabele.
Zanieczyszczenie w przewodach z gazem spowoduje uszkodzenie
części wewnętrznych.
Oczyścić linie gazu.
UWAGA
3.8.1 Przednie podłączenia skrzynki gazu ochronnego
Przed podłączeniem przewodów doprowadzających gaz do skrzynki gazu ochronnego systemu plazmowego m3, należy dokładnie
oczyścić wszystkie przewody. Pozostałości z procesu produkcji
przewodu mogą zapchać/uszkodzić zawory proporcjonalne skrzynki gazu ochronnego systemu plazmowego m3.
13
10
4
5
12
1
11
6
2
1 Kabel zasilania elektrycznego
2 Podłączenie uziemienia
3 Komunikacja połączenia szyny zbiorczej
4
Wyjście sterowania CNC do źródła zasilania elektrycznego
5 Do skrzynki gazu plazmowego
6 Wolny
7 Do kurtyny powietrznej
8 Do gazu plazmowego 2
9 Do gazu plazmowego 1
10 Wolny
11 Kabel zasilania elektrycznego
12 Gniazdo żeńskie X100
13 Wspornik
3
7
8
9
4
5
6
Widok od wewnątrz przedstawiający
podłączenia elementów 4, 5 i 6
134

ROZDZIAŁ 3 MONTAŻ
3.8.2 Tylne podłączenia skrzynki gazu ochronnego
1
7
2
1 Wylot gazu ochronnego
2 Wlot kurtyny powietrznej
3 Wlot tlenu
4 Wlot azotu
5 Wlot powietrza
6 Zawory zwrotne (typowe)
7 Wlot CH4 (metanu)
3
4
5
6
Zestaw mocowań dla gazu systemu m3 (0558005229, stanowiący część systemu m3) składa się
z poniższych elementów:
Nr części Opis Ilość
36Z40 NAKRĘTKA WĄŻ B-A/W 0,63-18F PRAWA 2
136Z08 NAKRĘTKA WĄŻ B-I/G 0,63-18M PRAWA 1
3380 NAKRĘTKA WĄŻ B-OXY 0,56-18F PRAWA 1
3381 NAKRĘTKA WĄŻ B/ACET 0,56-18F LEWA 2
136Z07 NAKRĘTKA WĄŻ A-I/G 0,38-24M PRAWA 1
2064114 NPL PUSH A/A-W 3/16 ID WĄŻ 1
03Z74 NPL PUSH B/ROZMIAR 3/8 WĄŻ 5
3479 95 NPL PUSH B/A-W 3/8 ID WĄŻ 1
0558006336 ZESPÓŁ FILTRA SYSTEMU PLAZMOWEGO m3 1
20373 ZESTAW WSKAŹNIKA LAMPKOWEGO 1
135

ROZDZIAŁ 3 MONTAŻ
3.9 Schemat blokowy relacji pomiędzy elementami
3
2
5
4
N2
(azot)
Powietrze
(czyste, suche,
wolne od oleju
powietrze tech-
nologiczne do
zasilania kurtyny
powietrznej)
(met an)
jakość DIN ISO
O
CH
4
(tlen)
Powietrze
(zasilanie
osłony
plazmowej
85 73 -1)
2
Argon
H-35
Przewody kontrolne PS i WC
3-fazy
z uziemieniem
3a
1
CNC
Kabel zasilania
Kabel łuku
elektrycznego
pilotującego
13
Kabel 4c
dwużyłowa
Przewód 4 skrętka
Filtry 25 mikronów
Uwaga:
Może być tutaj stosowana
kurtyna powietrzna lub osłona
pęcherzykowa. Odnośnie
warunków patrz instrukcja palnika.
9
10
14
Kabel łuku
pilotującego
11
Kabel zasilania elektrycznego
7
8
6
16
12
Woltomierz LED
15a = 10 wtyków
15b = 14 wtyków
Urządzenie kodujące / Kon-
Przewód palnika
trola wysokości napięcia
17
Obrabiany element
Uziemienie
Stół do pracy
136

ROZDZIAŁ 3 MONTAŻ
NUMER ELEMENTU NUMER CZĘŚCI OPIS
1 0 558 00 4315 EPP-200, 200,230,380,415,460,575V
0558006470 EPP-400 400V, 50/60Hz CE
0558006471 EPP-400 460V, 60Hz
0558006472 EPP-400 575V, 60Hz
0558006473 EPP-600 400V, 50/60Hz CE
05 5800 6474 EPP-600 460V, 60Hz
0558006475 EPP-600 575V, 60Hz
0558007800 EPP-201, 380/400V, 50/60Hz, CCC/CE
0558007801 EPP-201, 460V, 60Hz
0558007802 EPP-201, 575V, 60Hz
0558007831 EPP-360, 380/400V, 50/60Hz, CCC/CE
0558006832 EPP-360, 460V, 60Hz
0558006833 EPP-360, 575V, 60Hz
0558007730 EPP-401/450, 380/400V, 50/60Hz CE
0558007731 EPP-450, 460V, 60Hz
0558007732 EPP-450, 575V, 60Hz
0558007733 EPP-601, 380/400V, 50/60Hz, CCC/CE
0558007734 EPP-601, 460V, 60Hz
0558007735 EPP-601, 575V, 60Hz
2 0558006086 Skrzynka połączeń, PS & WC
3 0558004837 Przewód Sterowanie, WC, 5 m (16 stóp)
0558004838 Przewód Sterowanie, WC, 10 m (33 stopy)
0558004839 Przewód Sterowanie, WC, 20 m (66 stóp)
3a 0558004849 Przewód Sterowanie, PS & WC, 5 m (16 stóp)
0558004850 Przewód Sterowanie, PS & WC, 10 m (33 stopy)
05580 04851 Przewód Sterowanie, PS & WC, 20 m (66 stóp)
0558004852 Przewód Sterowanie, PS & WC, 40 m (131 stóp)
0558004853 Przewód Sterowanie, PS & WC, 50 m (164 stopy)
0558004854 Przewód Sterowanie, PS & WC, 60 m (196 stóp)
0558005237 Przewód Sterowanie, PS & WC, 15 m (49 stóp)
0558005238 Przewód Sterowanie, PS & WC, 30 m (98 stóp)
4 0558005246 Wąż chłodziwa, 5 m (16 stóp)
0558005563 Wąż chłodziwa, 10 m (33 stopy)
0558005564 Wąż chłodziwa, 15 m (49 stóp)
0558005565 Wąż chłodziwa, 20 m (66 stóp)
0558005247 Wąż chłodziwa, 30 m (98 stóp)
0558005248 Wąż chłodziwa, 40 m (131 stóp)
0558005567 Wąż chłodziwa, 50 m (164 stopy)
0558005249 Wąż chłodziwa, 60 m (196 stóp)
137

ROZDZIAŁ 3 MONTAŻ
NUMER ELEMENTU NUMER CZĘŚCI OPIS
5 0558004400 Cyrkulator chłodziwa PCC-10
05 5800 7515 Cyrkulator chłodziwa PCC-11
6 0558006089 Wąż, gaz plazmowy nr 1; 1,5 m (5 stóp)
0558006090 Wąż, gaz plazmowy nr 1; 5 m (16 stóp)
0558006091 Wąż, gaz plazmowy nr 1; 6 m (19 stóp)
0558006092 Wąż, gaz plazmowy nr 1; 7 m (23 stopy)
0558006093 Wąż, gaz plazmowy nr 1; 8 m (26 stóp)
0558006094 Wąż, gaz plazmowy nr 1; 9 m (30 stóp)
0558006095 Wąż, gaz plazmowy nr 1; 10 m (33 stopy)
0558006096 Wąż, gaz plazmowy nr 1; 11 m (36 stóp)
0558006097 Wąż, gaz plazmowy nr 1; 12 m (39 stóp)
0558006098 Wąż, gaz plazmowy nr 1; 13 m (43 stopy)
0558006099 Wąż, gaz plazmowy nr 1; 14 m (46 stóp)
0558006100 Wąż, gaz plazmowy nr 1; 15 m (49 stóp)
0558 006101 Wąż, gaz plazmowy nr 1; 16 m (52 stopy)
0558 006102 Wąż, gaz plazmowy nr 1; 17 m (56 stóp)
0558 006103 Wąż, gaz plazmowy nr 1; 18 m (59 stóp)
0558 006104 Wąż, gaz plazmowy nr 1; 19 m (62 stopy)
0558006105 Wąż, gaz plazmowy nr 1; 20 m (66 stóp)
7 0558006106 Wąż, gaz plazmowy nr 2; 1,5 m (5 stóp)
0558 006107 Wąż, gaz plazmowy nr 2; 5 m (16 stóp)
0558006108 Wąż, gaz plazmowy nr 2; 6 m (19 stóp)
0558 006109 Wąż, gaz plazmowy nr 2; 7 m (23 stóp)
0 55 8 0 0 6 110 Wąż, gaz plazmowy nr 2; 8 m (26 stóp)
0 55 8 0 0 6 111 Wąż, gaz plazmowy nr 2; 9 m (30 stóp)
0 55 8 0 0 6 112 Wąż, gaz plazmowy nr 2; 10 m (33 stopy)
0 55 8 0 0 6 113 Wąż, gaz plazmowy nr 2; 11 m (36 stóp)
0 55 8 0 0 6 114 Wąż, gaz plazmowy nr 2; 12 m (39 stóp)
0 55 8 0 0 6 115 Wąż, gaz plazmowy nr 2; 13 m (43 stopy)
0 55 8 0 0 6 116 Wąż, gaz plazmowy nr 2; 14 m (46 stóp)
0 55 8 0 0 6 117 Wąż, gaz plazmowy nr 2; 15 m (49 stóp)
0 55 8 0 0 6 118 Wąż, gaz plazmowy nr 2; 16 m (52 stopy)
0 55 8 0 0 6 119 Wąż, gaz plazmowy nr 2; 17 m (56 stóp)
05 58 00 612 0 Wąż, gaz plazmowy nr 2; 18 m (59 stóp)
05 58 00 6121 Wąż, gaz plazmowy nr 2; 19 m (62 stopy)
05 58 00 612 2 Wąż, gaz plazmowy nr 2; 20 m (66 stóp)
138

ROZDZIAŁ 3 MONTAŻ
NUMER ELEMENTU NUMER CZĘŚCI OPIS
8 0558006200 Wąż, gaz ochronny; 1,5 m (5 stóp)
0558006201 Wąż, gaz ochronny; 5 m (16 stóp)
0558006202 Wąż, gaz ochronny; 6 m (19 stóp)
0558006203 Wąż, gaz ochronny; 7 m (23 stopy)
0558006204 Wąż, gaz ochronny; 8 m (26 stóp)
0558006205 Wąż, gaz ochronny; 9 m (30 stóp)
0558006206 Wąż, gaz ochronny; 10 m (33 stopy)
0558006207 Wąż, gaz ochronny; 11 m (36 stóp)
0558006208 Wąż, gaz ochronny; 12 m (39 stóp)
0558006209 Wąż, gaz ochronny; 13 m (43 stopy)
05580 06210 Wąż, gaz ochronny; 14 m (46 stóp)
0 55 8 0 0 6 211 Wąż, gaz ochronny; 15 m (49 stóp)
05 58 00 62 12 Wąż, gaz ochronny; 16 m (52 stopy)
05 58 00 6213 Wąż, gaz ochronny; 17 m (56 stóp)
0558 006214 Wąż, gaz ochronny; 18 m (59 stóp)
05 5800 6215 Wąż, gaz ochronny; 19 m (62 stopy)
055 800 6216 Wąż, gaz ochronny; 20 m (66 stóp)
9 0 558 0 06 217 Wąż, kurtyna powietrzna; 1,5 m (5 stóp)
055 8006218 Wąż, kurtyna powietrzna; 5 m (16 stóp)
0558 00 6219 Wąż, kurtyna powietrzna; 6 m (19 stóp)
0558006865 Wąż, kurtyna powietrzna; 6,1m (20 stóp)
0558006220 Wąż, kurtyna powietrzna; 7 m (23 stopy)
05580 06221 Wąż, kurtyna powietrzna; 8 m (26 stóp)
0558006222 Wąż, kurtyna powietrzna; 9 m (30 stóp)
0558006223 Wąż, kurtyna powietrzna; 10 m (33 stopy)
0558006224 Wąż, kurtyna powietrzna; 11 m (36 stóp)
0558006225 Wąż, kurtyna powietrzna; 12 m (39 stóp)
0558006226 Wąż, kurtyna powietrzna; 13 m (43 stopy)
0558006227 Wąż, kurtyna powietrzna; 14 m (46 stóp)
0558006228 Wąż, kurtyna powietrzna; 15 m (49 stóp)
0558006229 Wąż, kurtyna powietrzna; 16 m (52 stopy)
0558006230 Wąż, kurtyna powietrzna; 17 m (56 stóp)
055800 6231 Wąż, kurtyna powietrzna; 18 m (59 stóp)
0558006232 Wąż, kurtyna powietrzna; 19 m (62 stopy)
0558006233 Wąż, kurtyna powietrzna; 20 m (66 stóp)
139
ROZDZIAŁ 3 MONTAŻ
NUMER ELEMENTU NUMER CZĘŚCI OPIS
10 05 5800 48 41 Wąż, kurtyna powietrzna; 1,4 m (4,5 stopy)
0558004842 Wąż, kurtyna powietrzna; 1,8 m (6 stóp)
0558004843 Wąż, kurtyna powietrzna; 3,6 m (12 stóp)
0558004844 Wąż, kurtyna powietrzna; 4,6 m (15 stóp)
0558004845 Wąż, kurtyna powietrzna; 5,2 m (17 stóp)
0558004846 Wąż, kurtyna powietrzna; 7,6 m (25 stóp)
11 056 09 42 312 Skrzynka gazu ochronnego
12 0560 9414 91 Skrzynka gazu plazmowego
13 2239606 Zasilanie elektryczne skrzynka połączeń
14 3 744 0 Zespół kurtyny powietrznej
37439 Osłona pęcherzykowa
15a 05 609 40129 Przewód, PGC-B3, 10p; 1,4 m (4,5 stopy) - 2
0 56 09 4170 0 Przewód, PGC-B3, 10p; 1,8 m (6 stóp) - 2
05 60 94 0135 Przewód, PGC-B3, 10p; 3,6 m (12 stóp) - 2
0 56 09 4170 1 Przewód, PGC-B3, 10p; 4,6 m (15 stóp) - 2
0560940138 Przewód, PGC-B3, 10p; 5,2 m (17 stóp) - 2
05 60 94 0141 Przewód, PGC-B3, 10p; 7,6 m (25 stóp) - 2
05 6094 0142 Przewód, PGC-B3, 10p; 10,7 m (35 stóp) - 2
05 60 9414 82 Przewód, PGC-B3, 10p; 7,6 m (25 stóp) - 1
05 60 9414 83 Przewód, PGC-B3, 10p; 10,7 m (35 stóp) - 1
05 60 9414 84 Przewód, PGC-B3, 10p; 13,7 m (45 stóp) - 1
05 60 9414 85 Przewód, PGC-B3, 10p; 16,8 m (55 stóp) - 1
140

ROZDZIAŁ 3 MONTAŻ
NUMER ELEMENTU NUMER CZĘŚCI OPIS
15b 056 094 0144 Przewód, PGC-B3, 14p; 1,4 m (4,5 stopy) - 2
0 56 09 4170 2 Przewód, PGC-B3, 14p; 1,8 m (6 stóp) - 2
05 6094 0147 Przewód, PGC-B3, 14p; 3,6 m (12 stóp) - 2
0 56 09 4170 3 Przewód, PGC-B3, 14p; 4,6 m (15 stóp) - 2
05 6094 0148 Przewód, PGC-B3, 14p; 5,2 m (17 stóp) - 2
05 6094 0149 Przewód, PGC-B3, 14p; 7,6 m (25 stóp) - 2
05 60 94 0152 Przewód, PGC-B3, 14p; 10,7 m (35 stóp) - 2
05 60 9414 87 Przewód, PGC-B3, 14p; 7,6 m (25 stóp) - 1
05 60 9414 88 Przewód, PGC-B3, 14p; 10,7 m (35 stóp) - 1
05 60 9414 89 Przewód, PGC-B3, 14p; 13,7 m (45 stóp) - 1
05 60 941490 Przewód, PGC-B3, 14p; 16,8 m (55 stóp) - 1
16 0560939938 Przewód, GS-PGC, 8p; 1,8 m (6 stóp)
0560939939 Przewód, GS-PGC, 8p; 7,6 m (25 stóp)
0560939940 Przewód, GS-PGC, 8p; 10,7 m (35 stóp)
05 60 939 941 Przewód, GS-PGC, 8p; 13,7 m (45 stóp)
0560939942 Przewód, GS-PGC, 8p; 16,8 m (55 stóp)
17 0558006745 Palnik plazmowy PT-36; 1,4 m (4,5 stopy)
0558006746 Palnik plazmowy PT-36; 1,8 m (6 stóp)
0558006747 Palnik plazmowy PT-36; 3,6 m (12 stóp)
0558006748 Palnik plazmowy PT-36; 4,3m (14 stóp)
0558006749 Palnik plazmowy PT-36; 4,6 m (15 stóp)
0558006750 Palnik plazmowy PT-36; 5,2 m (17 stóp)
0558006779 Palnik plazmowy PT-36; 6,1m (20 stóp)
0558006751 Palnik plazmowy PT-36; 7,6 m (25 stóp)
141

ROZDZIAŁ 3 MONTAŻ
142

ROZDZIAŁ 4 OBSŁUGA
4.0 Obsługa
4.1 Skrzynka gazu plazmowego - obsługa
Główną zaletą skrzynki gazu plazmowego systemu plazmowego m3 jest to, że parametrami pracy zarządza sterowanie CNC urządzenia. W przypadku skrzynki gazu plazmowego systemu plazmowego m3 nie są konieczne
żadne procedury obsługi. Zarządzanie ma miejsce poprzez wejścia ręczne na ekranie parametrów cięcia Vision
lub poprzez użycie plików parametrów procesu systemu ESAB.
Uwaga:
Pliki parametrów procesu (znane pod skrótami … SDP lub TDF) są to pliki gromadzone w pamięci sterowania urządzenia, zawierają one wszystkie informacje niezbędne dla cięcia o danej grubości i w danym typie materiału. Są one specyczne dla danego materiału, grubości, modelu palnika, gazu i typu materiału.
Informacje stosowane do stworzenia takich plików znajdują się w podręczniku palnika. Więcej informacji
o tworzeniu oraz używaniu plików parametrów znajduje się w podręczniku programowania CNC ESAB.
Patrz PODRĘCZNIK DANYCH CIĘCIA, nr części 0558006263, dla
UWAGA
ustawień parametrów cięcia do użytku ze skrzynką gazu plazmowego
systemu plazmowego m3.
4.2 Ciśnieniomierze skrzynki gazu plazmowego
Ciśnieniomierze wyświetlają faktyczne ciśnienie gazu plazmowego dostarczanego do palnika. Pomagają one
operatorowi zauważyć, czy są jakieś problemy z palnikiem.
Uwaga:
Gaz rozruchowy
(P G1)
Gaz do cięcia
(PG2)
PG1 i PG2 najczęściej odnoszą się do gazu
rozruchowego i gazu do cięcia. Pewne war-
unki cięcia wymagają tylko PG1.
143

ROZDZIAŁ 4 OBSŁUGA
4.3 Skrzynka gazu plazmowego - przełączniki ciśnienia
Przełączniki ciśnienia monitorują ciśnienie w układzie i dostarczają informacje wejściowe do sterowania CNC.
Jeśli ciśnienie spadnie poniżej 50 psi, to sterowanie CNC może wyłączyć proces. Przełączniki są wbudowane
pomiędzy zaworem elektromagnetycznym a proporcjonalnym dla gazu ochronnego 1 i 2, gazu rozruchowego
i gazu do cięcia.
Skrzynka gazu
plazmowego
Przełącznik ciśnienia gazu
144

ROZDZIAŁ 4 OBSŁUGA
4.4 Skrzynka gazu ochronnego - obsługa
Główną zaletą skrzynki gazu ochronnego systemu plazmowego m3 jest to, że parametrami pracy zarządza sterowanie CNC urządzenia. W przypadku skrzynki gazu ochronnego systemu plazmowego m3 nie są konieczne
żadne procedury obsługi. Zarządzanie ma miejsce poprzez wejścia ręczne na ekranie parametrów cięcia Vision
lub poprzez użycie plików parametrów procesu systemu ESAB.
Uwaga:
Pliki parametrów procesu (znane pod skrótami … SDP lub TDF) są to pliki gromadzone w pamięci sterowania urządzenia, zawierają one wszystkie informacje niezbędne dla cięcia o danej grubości i w danym typie materiału. Są one specyczne dla danego materiału, grubości, modelu palnika, gazu i typu materiału.
Informacje używane do stworzenia takich plików znajdują się w podręczniku palnika. Więcej informacji
o tworzeniu oraz używaniu plików parametrów znajduje się w podręczniku programowania CNC ESAB.
Patrz PODRĘCZNIK DANYCH CIĘCIA, nr części 0558006263 dla
UWAGA
ustawień parametrów cięcia do użytku ze skrzynką gazu ochronnego
systemu plazmowego m3.
145

ROZDZIAŁ 4 OBSŁUGA
4.5 Skrzynka gazu ochronnego - regulator powietrza dla kurtyny powietrznej
Regulator powietrza wyświetla faktyczne
ciśnienie powietrza dostarczanego do palnika.
Pomaga on operatorowi zauważyć, czy są jakieś
problemy z palnikiem.
Aby mieć dostęp do regulatora powietrza:
1. Usunąć pokrywę. Nie powinny być konieczne
żadne zmiany ustawień regulatora. Regulator
jest ustawiony fabrycznie na ciśnienie 40 psi
w trakcie przepływu powietrza.
146

ROZDZIAŁ 4 OBSŁUGA
4.6 Skrzynka gazu ochronnego - zawory zwrotne
Zawory zwrotne zatrzymują przepływ wsteczny pomiędzy wyborami gazu. Aby oczyścić linie gazu konieczne
jest okresowe upuszczanie gazu. Aby oczyścić przewody gazu należy odkręcić nasadki na zaworach zwrotnych,
aby upuścić ciśnienie gazu.
147
Zawory zwrotne
(zazwyczaj 9)

ROZDZIAŁ 4 OBSŁUGA
148
 Loading...
Loading...