

Page 1

Precizinė plazminė lankinė
plazminių dujų dėžė ir apsauginių dujų dėžė
Apsauginių dujų dėžė
Plazminių dujų dėžė
Instrukcijų vadovas (LT)
0558007536
Page 2

UŽTIKRINKITE, KAD ŠI INFORMACIJA PASIEKTŲ OPERATORIŲ.
PAPILDOMŲ KOPIJŲ GALITE GAUTI IŠ TIEKĖJO.
DĖMESIO
Šios INSTRUKCIJOS skirtos patyrusiems operatoriams. Jei nesate visiškai susipažinę su
naudojimo principais ir saugia arkinio suvirinimo ir pjaustymo įrangos praktika, mes
primygtinai reikalaujame perskaityti mūsų brošiūrą „Atsargumo priemonės ir saugus
arkinis suvirinimas, pjaustymas ir skaptavimas“, forma 52-529. NELEISKITE neapmokytiems
asmenims montuoti, naudotis ar tvarkyti šios įrangos. NEBANDYKITE montuoti ar
naudoti šios įrangos, jeigu neperskaitėte ir visiškai nesupratote šių instrukcijų. Jei
nevisiškaisuprantate šias instrukcijas, išsamesnės informacijos kreipkitės į tiekėją. Prieš
montuodami ir naudodami šią įrangą būtinai perskaitykite saugos atsargumo priemones.
VARTOTOJO ATSAKOMYBĖ
Ši įranga veiks pagal šiame vadove pateikiamą instrukciją ir pagal etiketes ir/arba priedus, kuriuose pateikiama
informacija apie montavimą, veikimą, tvarkymą ir remontą. Šią įrangą reikia periodiškai tikrinti. Blogai veikiančios
arba prastai eksploatuojamos įrangos nereikėtų naudoti. Sulūžusias, trūkstamas, nusidėvėjusias, deformuotas ar
nešvarias detales reikia nedelsiant pakeisti.
Jei reikėtų atlikti tokį remontą ar pakeitimus, gamintojas rekomenduoja įgaliotam platintojui, iš kurio buvo pirkta
įranga, telefonu arba raštu pateikti prašymą dėl aptarnavimo.
Ši įranga arba kuri nors jos dalis neturėtų būti keičiama be išankstinio raštiško gamintojo patvirtinimo.
Šios įrangos naudotojas yra visiškai atsakingas už blogą veikimą dėl netinkamo naudojimo, klaidingo aptarnavimo,
sugadinimų, netinkamo remonto ar pakeitimų, kuriuos atliko ne gamintojas arba gamintojo įgaliota remonto
tarnyba.
PRIEŠ MONTUODAMI AR EKSPLOATUODAMI PERSKAITYKITE IR SUPRASKITE INSTRUKCIJŲ VADOVĄ.
APSISAUGOKITE IR APSAUGOKITE KITUS!
42
Page 3

TURINYS
Skyrius / pavadinimas Puslapis
1.0 Saugos atsargumo priemonės ....................................................................... 45
2.0 Aprašymas...........................................................................................47
2.1 Supažindinimas su sistema .......................................................................47
2.2 m3 plazminės sistemos plazminių dujų dėžė, apsauginių dujų dėžė ir PT-36.........................47
2.3 Reikalavimai sistemos dujoms.................................................................... 48
2.4 Reikalavimai vandeniui naudojamam plazminių dujų dėžei ....................................... 48
2.5 Reikalavimai plazminių dujų dėžės elektros maitinimui ........................................... 48
2.6 Reikalavimai apsauginių dujų dėžės elektros maitinimui .......................................... 48
2.7 Sistemos priedai ................................................................................48
2.8 Plazminių dujų dėžės išmatavimai ............................................................... 49
2.9 Apsauginių dujų dėžės išmatavimai .............................................................. 50
3.0 Montavimas .........................................................................................51
3.2 Plazminių dujų dėžės įrengimas (vaizdas iš apačios)................................................51
3.1 Supažindinimas su plazminių dujų dėže...........................................................51
3.3 Plazminių dujų dėžės jungtys .....................................................................52
3.4 Plazminių dujų dėžės nomekso (šilumai atsparus pluoštas iš aromatinio poliamido) izoliacija ...... 58
3.5 Plazminių dujų dėžės jungtys dujoms .............................................................59
3.6 Supažindinimas su apsauginių dujų dėže..........................................................61
3.7 Apsauginių dujų dėžės įrengimas (vaizdas iš apačios) ..............................................61
3.8 Apsauginių dujų dėžės jungtys .................................................................. 62
3.9 Sudedamųjų dalių blokinė schema .............................................................. 64
4.0 Veikimas.............................................................................................71
4.1 Plazminių dujų dėžės veikimas ....................................................................71
4.2 Plazminių dujų dėžės slėgio matuokliai ...........................................................71
4.3 Plazminių dujų dėžės slėgio davikliai............................................................. 72
4.4 Apsauginių dujų dėžės veikimas ................................................................. 73
4.5 Apsauginių dujų dėžės oro reguliatorius, skirtas oro užuolaidai ....................................74
4.6 Apsauginių dujų dėžės valdymo vožtuvai .........................................................75
43
Page 4

TURINYS
44
Page 5

1 SKYRIUS SAUGOS ATSARGUMO PRIEMONĖS
1.0 Saugos atsargumo priemonės
ESAB virinimo ir plazminio pjaustymo įrangos naudotojai yra visiškai atsakingi už tai, kad užtikrintų, jog visi,
dirbantys su ar šalia įrangos, laikosi visų atsargumo priemonių. Atsargumo priemonės turi atitikti reikalavimus,
taikomus šio tipo virinimo ar plazminio pjaustymo įrangai. Be standartinių nuostatų, taikomų darbo vietoje, reikia
atsižvelgti ir į šias rekomendacijas.
Visą darbą turi atlikti apmokytas personalas, kuris yra gerai susipažinęs su virinimo ar plazminio pjaustymo
įrangos eksploatavimu. Netinkamai naudojant įrangą gali įvykti nelaimingi atsitikimai, kurių metu operatorius gali
susižaloti bei sugadinti įrangą.
1. Visi, naudojantys virinimo ar plazminio pjaustymo įrangą, turi susipažinti su:
- jos veikimo principais
- avarinių stabdiklių buvimo vieta
- jos funkcijomis
- atitinkamomis atsargumo priemonėmis
- suvirinimu ir / arba plazminiu pjaustymu
2. Operatorius turi užtikrinti, kad:
- paleidus įrangą darbo vietoje nebūtų nė vieno neįgalioto asmens.
- paleidus arką nė vienas nėra be apsauginių priemonių.
3. Darbo vieta turi būti:
- tinkama tam tikslui
- nesausa
4. Asmeninė apsauginė įranga:
- Visada dėvėkite rekomenduojamą asmeninę apsaugos įrangą, pvz., apsauginius akinius, ugniai atsparius
drabužius, apsaugines pirštines.
- Nedėvėkite laisvai kabančių aksesuarų, pvz., šalikų, apyrankių, žiedų ir t.t., kurie gali įstrigti ir sukelti
nudegimus.
5. Bendros atsargumo priemonės:
- Patikrinkite, ar grįžtamasis kabelis saugiai pritvirtintas.
- Su didelės įtampos įranga dirbti gali tik kvalikuotas elektrikas.
- Atitinkama gaisro gesinimo įranga turi būti aiškiai pažymėta ir lengvai pasiekiama.
- Įrangos sutepimas ir apžiūra neturi būti atliekama eksploatavimo metu.
45
Page 6

1 SKYRIUS SAUGOS ATSARGUMO PRIEMONĖS
VIRINIMAS IR PLAZMINIS PJAUSTYMAS GALI BŪTI ŽALINGAS
JUMS IR KITIEMS. VIRINDAMI AR PJAUSTYDAMI LAIKYKITĖS
ĮSPĖJIMAS
ELEKTROS SMŪGIS - gali būti mirtinas.
- Sumontuokite ir įžeminkite virinimo ar plazminio pjaustymo įrenginį pagal atitinkamus standartus.
- Nelieskite veikiančių elektrinių dalių ar elektrodų plika oda, šlapiomis pirštinėmis ar šlapiais drabužiais.
- Apsisaugokite nuo įžeminimo ir apdirbamos detalės.
- Užtikrinkite, kad jūsų darbo padėtis yra saugi.
DŪMAI IR DUJOS - gali būti pavojingi sveikatai.
- Galvos nelaikykite dujose.
- Dūmams ir dujoms pašalinti iš kvėpavimo srities ir bendrosios srities naudokite ventiliaciją ir ištraukimą ties
arka.
ATSARGUMOPRIEMONIŲ. DARBDAVIO SAUGUMO PRAKTIKA TURI BŪTI
PAGRĮSTA GAMINTOJO PATEIKTAIS DUOMENIMIS APIE PAVOJŲ.
ARKINIAI SPINDULIAI - gali sužaloti akis ir nudeginti odą.
- Apsaugokite akis ir kūną. Naudokite tinkamą virinimo / plazminio pjaustymo ekraną ir ltravimo lęšį bei
dėvėkite apsauginius drabužius.
- Pašalinius asmenis apsaugokite atitinkamais ekranais ar užuolaidomis.
GAISRO PAVOJUS
- Žiežirbos (purslai) gali sukelti gaisrą. Todėl turite patikrinti, ar šalia nėra degių medžiagų.
TRIUKŠMAS - itin didelis triukšmas gali pabloginti klausą.
- Apsaugokite ausis. Naudokite ausines ar kitą klausos apsaugą.
- Pašalinius asmenis įspėkite apie pavojų.
BLOGAS FUNKCIONAVIMAS - blogai funkcionuojant skambinkite ekspertams.
PRIEŠ MONTUODAMI AR EKSPLOATUODAMI PERSKAITYKITE IR SUPRASKITE INSTRUKCIJŲ VADOVĄ.
APSISAUGOKITE IR APSAUGOKITE KITUS!
46
Page 7

2 SKYRIUS APRAŠYMAS
2.0 Aprašymas
2.1 Supažindinimas su sistema
m3 plazminė sistema - tai modernizuotas, didelio efektyvumo pjovimo modulis, skirtas naudoti tik su ESAB CNC.
Ši naujausia technologija integruoja dujų ir vandens valdymą į CNC mašiną.
Naudojama elektroninių vožtuvų, kuriuos valdo CNC išvestys, sistema, todėl:
žymiai sumažėja plazminių dujų techninės įrangos kiekis, būtinas plazminiam pjovikliui valdyti.•
sumažėja pravalymo trukmė/padidėja dalių našumas.•
supaprastėja naudojimas ir dujų bei vandens srautų greičiai valdomi ESAB CNC proceso parametrų •
ekrane.
sudaro galimybes programiniam/automatiniam uidų ir vandens srautų greičių valdymui, naudo-•
jant SDP (chneidDatenPaket = pjovimo duomenų paketas) failus (apie SDP failus plačiau skaitykite
Videotechnikos ir programavimo vadovuose). Duomenis, naudojamus SDP failams generuoti, galima rasti Jūsų modelio specialiame pjoviklio vadove). SDP failai taip pat gali būti vadinami TDF failais
(technologinių duomenų failais).
naudojama kartu su PT-36 pjovikliu. •
Plazminių dujų dėžė
Apsauginių dujų dėžė
2.2 m3 plazminės sistemos plazminių dujų dėžė, apsauginių dujų dėžė ir PT-36
Visoje m3 pjovimo sistemoje naudojama daugybė sudedamųjų dalių. Apie sudedamąsias dalis ir surinkimą, žr.
3.9 skyrių “Sudedamųjų dalių blokinė schema”.
47
Page 8

2 SKYRIUS APRAŠYMAS
2.3 Reikalavimai sistemos dujoms
Argonas 125 lb/in2 (8,6 barų) su 0,25” NPT, 99,995% grynumas, ltruotas iki 25 mikronų
Azotas 125 lb/in2 (8,6 barų) su 0,25” NPT, 99,99% grynumas, ltruotas iki 25 mikronų
Deguonis 125 lb/in2 (8,6 bar) su 0,25” NPT, 99,5% grynumas, ltruotas iki 25 mikronų
H-35 (Argonas/Vandenilis) 75 lb/in2 (5,2 barų), Specialios dujos, 99,995% grynumas, ltruotas iki 25 mikronų
Metanas 75 lb/in2 (5,2 barų) su 0,25” NPT, 93% grynumas, iltruotas iki 25 mikronų
Suslėgtas oras
(oro užuolaida)
Suslėgtas oras
(proceso)
2.4 Reikalavimai vandeniui naudojamam plazminių dujų dėžei
Aušinamasis vanduo .................................................................................175 lb/in2 (12,1barų), 1,5 galonų per minutę (5,68 l/min)
2.5 Reikalavimai plazminių dujų dėžės elektros maitinimui
80 lb/in2 (5,5 barų) su 0,25” NPT, švarus, sausas, be tepalo priemaišų ir ltruotas iki 25
mikronų
80 lb/in2 prie 1200 ft3/h (5,5 barų prie 35 m3h) ltruotas iki 25 mikronų
DIN kokybė ISO 8573-1
Tepalo kokybė mg/m3 = 0,1 - 2 klasė
Dalelių dydis 0,1um - 1 klasė
Temperatūra +3 C - 4 klasė
Įtampos šaltinis +24 VDC proporciniams vožtuvams, mfc
+15 VDC slėgio davikliui
Įtampos signalai ~24 V signalas dujų solenoidiniam vožtuvui paleisti
~120 V signalas lanko paleidikliui
0-10 VDC signalas proporciniams vožtuvams
0-10 VDC masės srauto vožtuvui
2.6 Reikalavimai apsauginių dujų dėžės elektros maitinimui
Įtampos šaltinis +24 VDC 120/230 transformatoriui ir įvesties/išvesties plokštei
+24 VDC proporciniams vožtuvams ir mfc’s
2.7 Sistemos priedai
Aušinamojo skysčio žarnos adaptorių rinkinys ....................................................0558006698
Aušinamojo skysčio perėjimas EPP-200 ...................................................................0558 00 6162
48
Page 9

2 SKYRIUS APRAŠYMAS
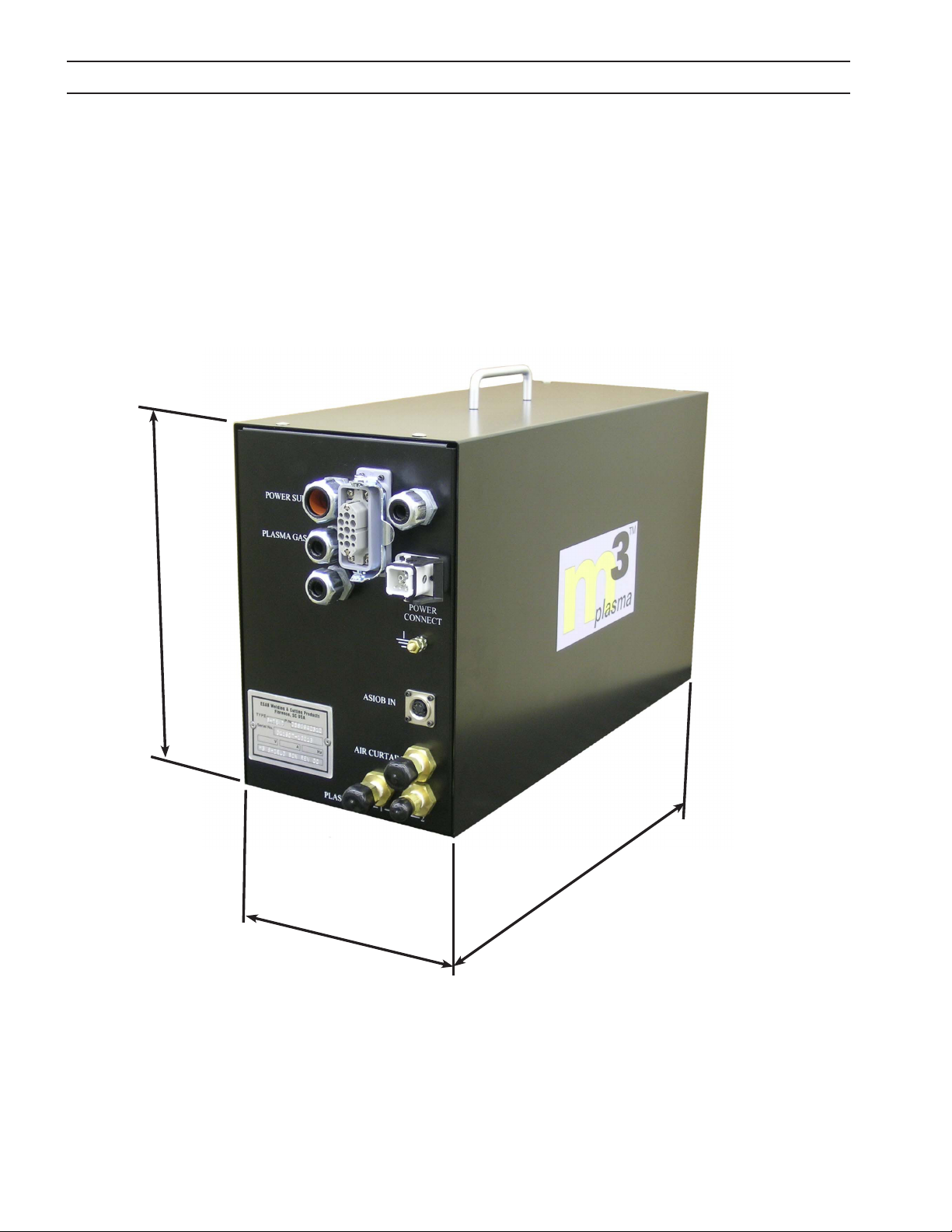
2.8 Plazminių dujų dėžės išmatavimai
11, 2 8 ”
286,5 mm
17, 3 ”
435,1 mm
7, 2 5 ”
184,2 mm
49
Page 10
2 SKYRIUS APRAŠYMAS
2.9 Apsauginių dujų dėžės išmatavimai
12 .0 0 ”
304.8 mm
8.00”
203.2 mm
20.00”
508.0 mm
50
Page 11

3 SKYRIUS MONTAVIMAS
2,00”
50,8 mm
3.0 Montavimas
ELEKTRA GALI SUKELTI MIRTĮ!
PRIEŠ PRADEDANT ŠIOS ĮRANGOS PRIEŽIŪROS AR MONTAVIMO
ĮSPĖJIMAS
3.1 Supažindinimas su plazminių dujų dėže
m3 plazminės sistemos plazminių dujų dėžė jungiama su ESAB video mašinos valdymo elementais ir EPP serijos
plazminiais maitinimo šaltiniais. Interfeisinė spausdintinė plokštė priima įtampos signalus iš CNC mašinos, kuri
valdo elektroninius vožtuvus. Tokiu būdu CNC valdo dujų arba apsauginių dujų tiekimą plazminiam pjovikliui.
Grįžtamieji analoginiai signalai siunčiami atgal į CNC, sudarydami valdymo kontūrą.
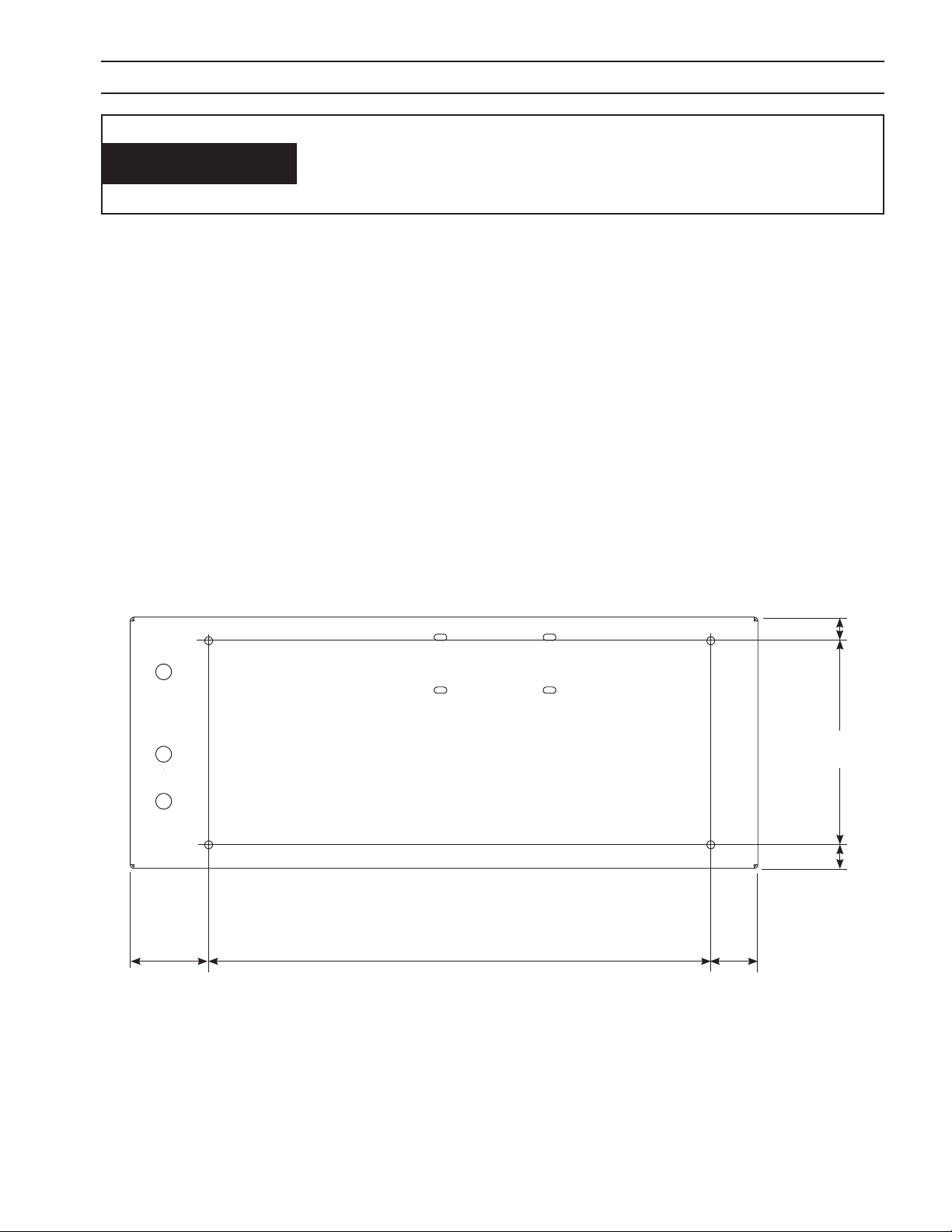
3.2 Plazminių dujų dėžės įrengimas (vaizdas iš apačios)
DARBUS, REIKIA ĮSITIKINTI, KAD MAITINIMO ŠALTINIS EPP YRA
IŠJUNGTAS BEI ATJUNGTAS.
Jei reikia pritvirtinti dėžę:
Ši dėžė turi keturias (1,10”) 28 mm sriegines montavimo skylutes, išsidėsčiusias tam tikru būdu nuo išilginio centro. Atkreipkite dėmesį į skylučių išsidėstymą matuoklių ir kabelio gnybto atžvilgiu.
,75”
19,1 mm
4,50”
114,3 mm
,priekis
galinė dalis
4,13”
104,9 mm
11, 0 0 ”
279,4 mm
2,00”
50,8 mm
51
Page 12
3 SKYRIUS MONTAVIMAS
3.3 Plazminių dujų dėžės jungtys
1. Norėdami prieiti prie dėžės vidaus: pašalinkite ar atsukite
sraigtus ir nukelkite dėžės dangtį, kad pasimatytų vidinės
dalys.
2. Išardykite įtempimo sumažinimo/kabelio gnybto bloką
(išardžius šį įtempimo sumažinimo bloką, bus galima
pravesti laidus ir žarnas nenuimant kištukų ir jungiamųjų
elementų).
A. atsukite du sraigtus, kuriais sujungtos bloko dalys.
B. Praveskite laidus, kurie bus jungiami dėžės viduje.
C. Sujunkite vėl bloką.
Įtempimo sumažinimo/kabelių gnybtų blokas
Pastaba:
Laidukus galima pravesti bet kurioje iš trijų
skylučių. Žemiau pateiktame paveiksle naudoja-
mas tik vienas kabelis.
Budinčio lanko laidas
Maitinimo šaltinio laidas
52
Page 13
3 SKYRIUS MONTAVIMAS
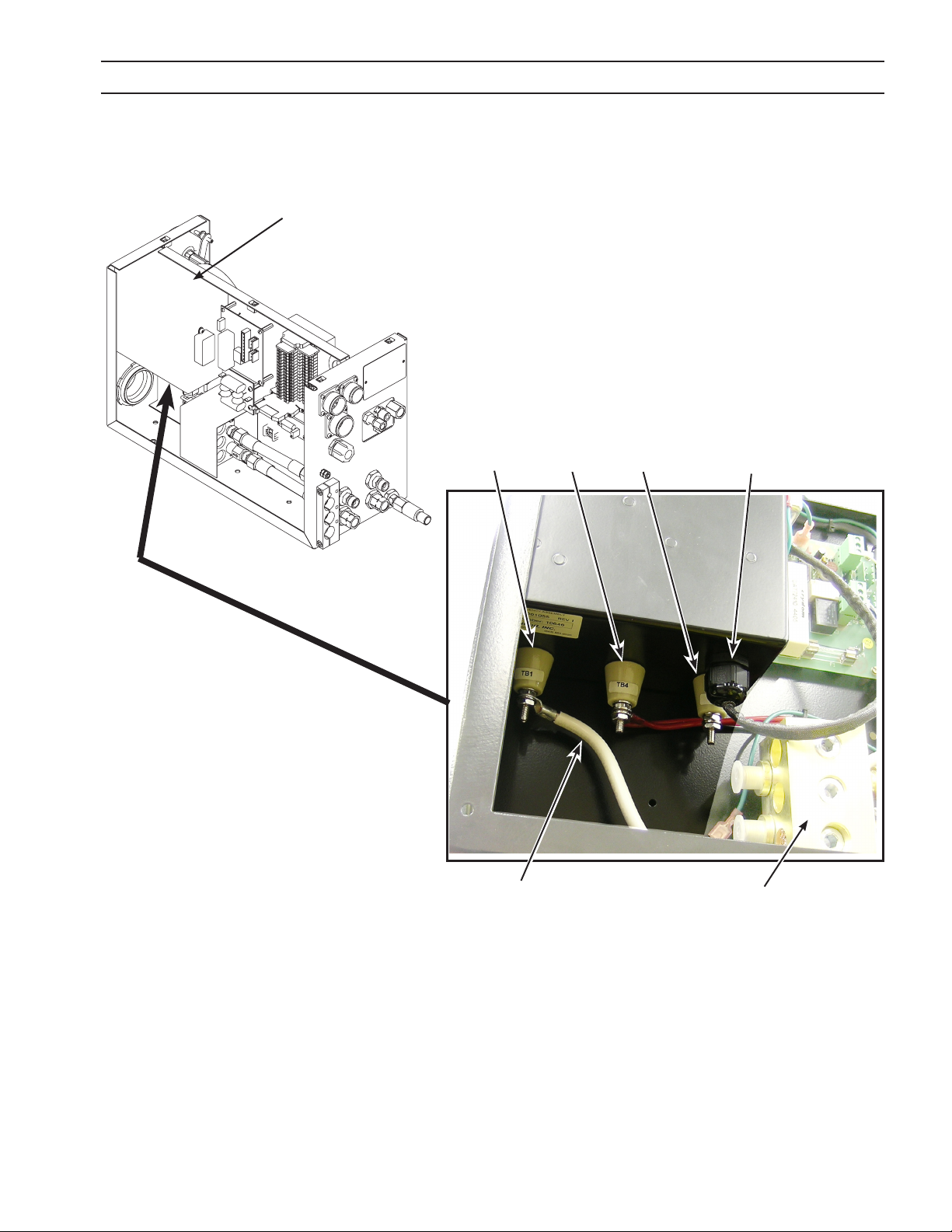
3.3.1 Plazminių dujų dėžės starterio dėžės jungtys
Lanko uždegimo dėžė
TB1 – budinčio lanko laidas iš plazminio maitinimo
šaltinio.
TB4 – prijungtas prie šynos (apatinis galinis dešinysis
kampas).
TB2 – budinčio lanko degiklio laidas iš degiklio.
juodas laidas - 120 VDC įvestis
TB1 TB4 TB2 Juodas laidas
Budinčio lanko laidas
Šyna
Vaizdas iš lanko uždegimo dėžės apačios
53
Page 14

3 SKYRIUS MONTAVIMAS
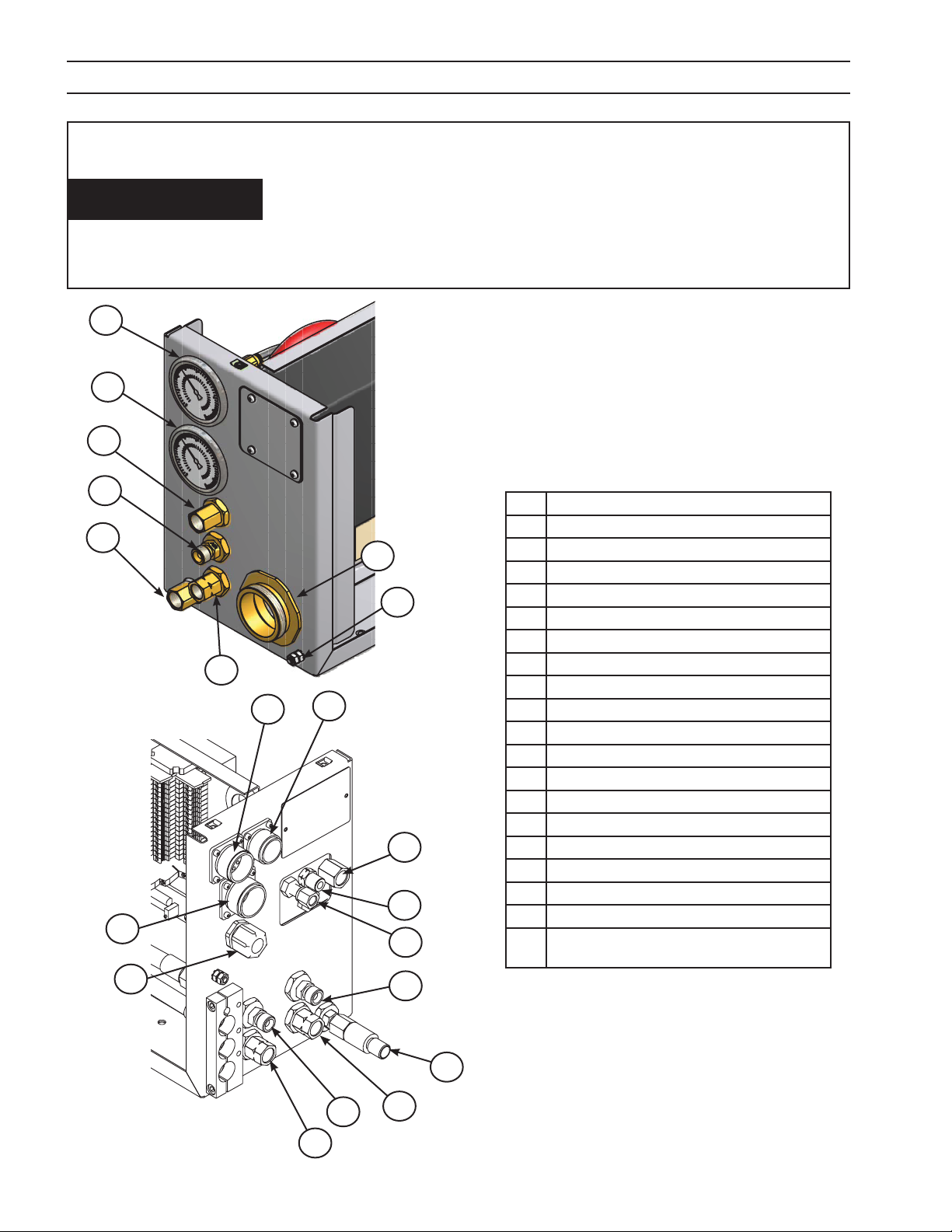
3.3.2 Plazminių dujų dėžės jungtys pjovikliui
Norėdami prijungti pjoviklį, žr. toliau pateiktus paveikslus. Montuojant reikia prijungti pjovimo ir paleidimo dujų
žarnas, apsauginių dujų žarną, aušinamojo skysčio žarnas, oro užuolaidos žarną, budinčio lanko laidą (TB2) ir
pjoviklio antgalio / elektrinį sensorinį laidą prie spausdintinės plokštės X4 gnybto.
Degiklio žarnos žarnų jungtys
2
5
4
7
1 - Apimančioji seno tipo oro vandens veržlė apsauginių dujų
prijungimui
2 - B-IG junglės (tingai) plazminėms paleidimo dujoms ir
plazminėms pjovimo dujoms. Žarnas galima jungti bet
kurioje vietoje.
3 - Aušinamojo vandens jungtys.
4 - budinčio lanko laidas - jungiamas prie TB2 po lanko
uždegimo dėže.
5 - Pjoviklio antgalis / elektrinis sensorinis laidas - jungiamas
prie spausdintinės plokštės X4 gnybto.
6 - oro užuolaidos žarna - prie oro užuolaidos ties pjoviklio
antgaliu.
3
7 - Įžeminimo laidams (geltoniems/žaliems) pajungti prie
įžeminimo kaiščio degiklio apačioje, dėžutės viduje.
1
2
1
6
3
54
5
Page 15

3 SKYRIUS MONTAVIMAS
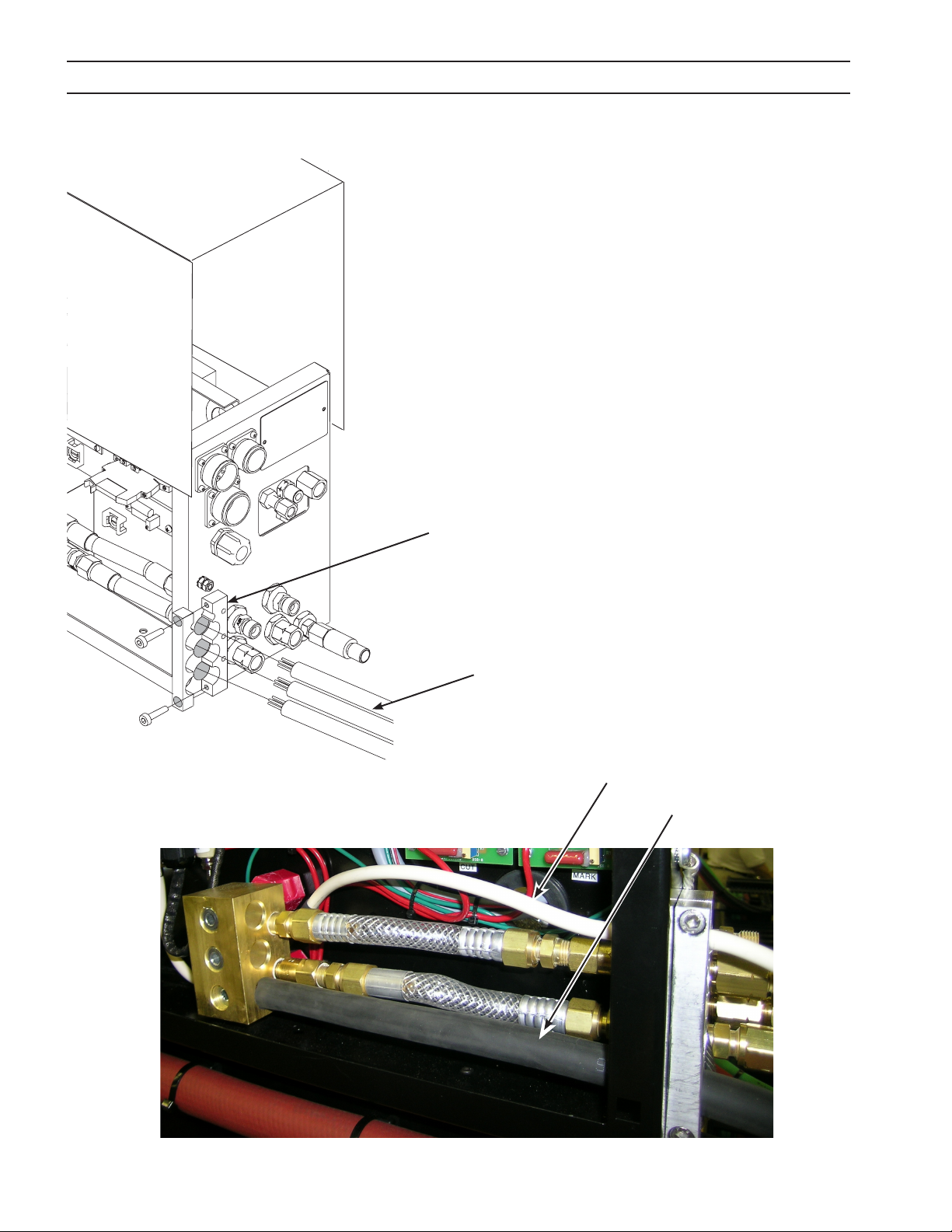
3.3.3 Plazminių dujų dėžės jungtys pjoviklio aušinamajam vandeniui
Aušinamojo skysčio jungtus prie ir iš maitinimo šaltinio
Kai šie sujungimai prie pjoviklio ir maitinimo šaltinio yra atlikti
gamykloje, tada sujungimai yra pažymėti etiketėmis. Galima įsigyti papildomas etiketes, jei reikia iš naujo pažymėti.
Plazminių dujų dėžių vidinių linijų žymėjimas gali padėti nus-
H2O išvestis
tatyti ar sujungimai yra teisingi. Srauto perjungiklis įrengtas
įvesties linijoje.
aušinamojo skysčio jungtys prie pjoviklio ir iš pjoviklio
H2O įvestis
Plazminių dujų dėžės vaizdas iš galo.
Atkreipkite dėmesį į rodykles, esančias ant jungiamųjų dalių ir
rodančių aušinamojo skysčio tekėjimo kryptį.
Aušinamojo skysčio išvestis turi dešininius sriegius.
aušinamojo skysčio įvestis turi kairinius sriegius.
Pastaba:
Aušinamojo skysčio žarnos jungiamos nuo vandens
aušintuvo prie plazminių dujų dėžės kaip pavaizduota.
Plazminių dujų
dėžės vaizdas
iš galo.
Vandens aušintuvas
55
Page 16

3 SKYRIUS MONTAVIMAS
3.3.4 Maitinimo šaltinio jungimas prie plazminių dujų dėžės šynos
1. Pašalinkite 4/0 (95 mm2) izoliacijos, maždaug 38 mm.
2. Prakiškite 4/0 (95 mm2) laidą pro šynos angą taip, kad
varinis laidukas būtų išsikišęs iki šynos bloko krašto.
3. Priveržkite laido ksavimo sraigtą (-us).
Pastaba:
Prie šynos gali būti jungiami tokie laidai.
(1) 4/0 (95 mm2) - 400 A
(2) 4/0 (95 mm2) - 800 A
(3) 4/0 (95 mm2) - 1000 A
Budinčio
lanko laidas
Šynos blokas
Maitinimo šaltinio laidas
Kruopštus dėmesys šalinant izoliaciją nuo laido, padarys lengvesniu
PASTABA
energijos šaltinio kabelio instaliavimą šinoje.Netampykite ir nelyginkite varinių laidų.
3.3.5 Plazminių dujų dėžės jungtys spausdintinei plokštei
X1-10 - +24 VDC įvestis
X1-9 - Jutiklio įvestis
X1-2 - Bendras įžeminimas / šasi įžeminimas
X4 - Pjoviklio antgalis / Elektrinis jutiklinis
laidukas
PE - Šasi įžeminimas
Pastaba:
Norėdami gauti daugiau informacijos, žr.
spausdintinės plokštės principinę schemą,
pateiktą kitame puslapyje.
56
Page 17

3 SKYRIUS MONTAVIMAS
25.07.2005 12:51:42 C:\Programme\EAGLE_V4-11\projects\2256510\2256510.sch (Sheet: 1/1)
57
Spausdintinės plokštės principinė schema
Page 18

3 SKYRIUS MONTAVIMAS
3.4 Plazminių dujų dėžės nomekso (šilumai atsparus pluoštas iš aromatinio poliamido) izoliacija
Nomekso izoliacija
1. Norėdami prieiti prie dėžės vidaus: pašalinkite
ar atsukite sraigtus ir nukelkite dėžės dangtį,
kad pasimatytų vidinės dalys.
2. Įdėkite nomekso izoliaciją, taip kad negalėtų
susidaryti kibirkščiavimas tarp šynos ir lanko
uždegimo dėžės gnybtų.
3. Uždėkite atgal m3 plazminės sistemos
plazminių dujų dėžės dangtį.
58
Page 19

3 SKYRIUS MONTAVIMAS
3.5 Plazminių dujų dėžės jungtys dujoms
Dujų jungtys yra įrengtos dėžės išorėje. Dujų linijos, einančios nuo maitinimo šaltinių, jungiamos prie plazminių
dujų dėžės galinės dalies. Nuo pjoviklio einančios dujų linijos jungiamos prie plazminių dujų dėžės priekio.
ATSARGIAI
Dėl neltruotų dujų gali užsikimšti proporciniai vožtuvai.
Nešvarumai užkemša mažas angas proporciniuose vožtuvuose.
Visi dujų šaltiniai turi turėti 25 mikronų ltrą, įrengtą tarp tiekimo
šaltinio ir dujų reguliatoriaus plokštės. ESAB ltras P/N 56998133
(atsarginis ltravimo elementas P/N 0560988406). Proporciniuose
vožtuvuose nėra jokių taisomų dalių. Vožtuvų keitimui naudokite
gamyklines dalis.
Plazminių dujų dėžės galinės dujų jungtys
Plazminių dujų dėžės priekinės dujų jungtys
59
Page 20
3 SKYRIUS MONTAVIMAS
Nešvarumai dujų linijose gali sugadinti proporcinius vožtuvus.
Pravalykite dujų linijas.
Prieš jungdami dujų tiekimo linijas prieš m3 plazminės sistemos
ATSARGIAI
plazminių dujų dėžės, gerai pravalykite visas linijas. Nešvarumai,
susikaupę žarnų gamybos proceso metu, gali užkimšti.sugadinti proporcinius vožtuvus, esančius Jūsų m3 plazminės sistemos plazminių
dujų dėžėje.
1
2
5
6
4
7
20
3
8
10
12
11
9
13
19
15
1. Prieš jungdami 25 mikronų dujų ltrus, pravalykite
dujų ir oro linijas.
2. Prijunkite deguonies, H-35, azoto ir oro linijas prie
dujų ltrų.
3. Išvalykite dujų/oro linijas tarp apsauginių dujų dėžės
ir m3 plazminės sistemos plazminių dujų dėžės.
4. Prijunkite dujų/oro linijas atgal prie plazminių dujų
dėžės.
1 PG1
2 PG2
3 Oro užuolaida
4 PG2 išvestis
5 PG1 išvestis
6 Apsauginės dujos
7 Degiklis
8 14 kontaktas prie B3 kėliklio
9 8 kontaktas prie apsauginės dėžės
10 10 kontaktas prie B3 kėliklio
11 H-35
12 Paleidimo dujų pasirinkimas (O2 N2 ORAS)
13 Argonas
14 H2O ĮVESTIS
15 Apsauginės dujos
16 Oro užuolaida
17 Pjovimo dujų pasirinkimas (O2 N2 ORAS)
18 H2O IŠVESTIS
19 Diodinis voltmetras
20 Suvirinimo degiklio kabelis/Įžeminimo kaiščio
kabelis
14
18
17
16
60
Page 21
3 SKYRIUS MONTAVIMAS
,75”
19,1 mm
ELEKTRA GALI SUKELTI MIRTĮ!
PRIEŠ PRADEDANT ŠIOS ĮRANGOS PRIEŽIŪROS AR MONTAVIMO
ĮSPĖJIMAS
3.6 Supažindinimas su apsauginių dujų dėže
m3 plazminės sistemos apsauginių dujų dėžė jungiama su ESAB video mašinos valdymo elementais ir EPP serijos
plazminiais maitinimo šaltiniais. Interfeisinė spausdintinė plokštė priima įtampos signalus iš CNC mašinos, kuri
valdo proporcinius ir solenoidinius vožtuvus. Tokiu būdu CNC valdo dujų arba apsauginių dujų tiekimą plazminiam pjovikliui. Grįžtamieji analoginiai signalai siunčiami atgal į CNC, sudarydami valdymo kontūrą.
3.7 Apsauginių dujų dėžės įrengimas (vaizdas iš apačios)
Jei reikia pritvirtinti dėžę:
DARBUS, REIKIA ĮSITIKINTI, KAD MAITINIMO ŠALTINIS EPP YRA
IŠJUNGTAS BEI ATJUNGTAS.
Ši dėžė turi keturias (1,10”) 28 mm sriegines montavimo skylutes, išsidėsčiusias tam tikru būdu nuo išilginio centro. Atkreipkite dėmesį į skylučių išsidėstymą matuoklių ir kabelio gnybto atžvilgiu.
,75”
19,1 mm
6,50”
165,1 mm
priekis
galinė dalis
1,50”
38,1 mm
16, 00”
406,4 mm
2,50”
63,5 mm
61
Page 22

3 SKYRIUS MONTAVIMAS
3.8 Apsauginių dujų dėžės jungtys
Visos jungtys yra įrengtos dėžės išorėje. Žr. toliau pateiktas schemas ir lentelę.
Nešvarumai dujų linijose gali sugadinti vidines dalis.
Pravalykite dujų linijas.
ATSARGIAI
Prieš jungdami dujų tiekimo linijas prie m3 plazminės sistemos
apsauginių dujų dėžės, gerai pravalykite visas linijas. Nešvarumai,
susikaupę žarnų gamybos proceso metu, gali užkimšti/sugadinti
vožtuvus, esančius Jūsų m3 plazminės sistemos apsauginių dujų
dėžėje.
3.8.1 Apsauginių dujų dėžės priekinės jungtys
13
10
4
5
12
1
6
2
3
7
11
1 Maitinimo laidas
2 Įžeminimo jungtis
3 Komunikacinė šynos jungtis
4 CNC išvestis į maitinimo šaltinį
5 į plazminių dujų dėžę
6 Atsarginė jungtis
7 į oro užuolaidą
8 į plazmines dujas 2
9 į plazmines dujas 1
10 Atsarginė jungtis
11 Maitinimo laidas
12 X100 Apkabinantis kištukas
13 Laikytuvas
8
9
4
5
6
Vaizdas iš vidaus, rodantis 4, 5 ir 6 punktų
jungtis
62
Page 23

3 SKYRIUS MONTAVIMAS
3.8.2 Apsauginių dujų dėžės galinės jungtys
1
7
2
1 Apsauginių dujų išvestis
2 Oro užuolaidos įvestis
3 Deguonies įvestis
4 N2 įvestis
5 Oro įvestis
6 Valdymo vožtuvai (tipiniai)
7 CH4 įvestis
3
4
5
6
m3 dujų jungiamųjų dalių rinkinys (0558005229, įeina į m3 sistemą). Susideda iš:
P/N Aprašymas Kiekis
36Z40 ŽARNOS JUNGIAMOJI VERŽLĖ B-A/W .63-18F dešininė 2
136Z08 ŽARNOS JUNGIAMOJI VERŽLĖ B-I/G .63-18M dešininė 1
3380 ŽARNOS JUNGIAMOJI VERŽLĖ B-OXY .56-18F dešininė 1
3381 ŽARNOS JUNGIAMOJI VERŽLĖ B/ACET .56-18F kairinė 2
136Z07 ŽARNOS JUNGIAMOJI VERŽLĖ A-I/G .38-24M dešininė 1
2064114 NPL PUSH A/A-W 3/16ID ŽARNA 1
03Z74 NPL PUSH B/SIZE 3/8 ŽARNA 5
3479 95 NPL PUSH B/A-W* 3/8 ID ŽARNA 1
0558006336 m3 PLAZMINIO FILTRO MAZGAS 1
20373 ŽAIBO IŠKROVIKLIO MONTAŽAS 1
63
Page 24
3 SKYRIUS MONTAVIMAS
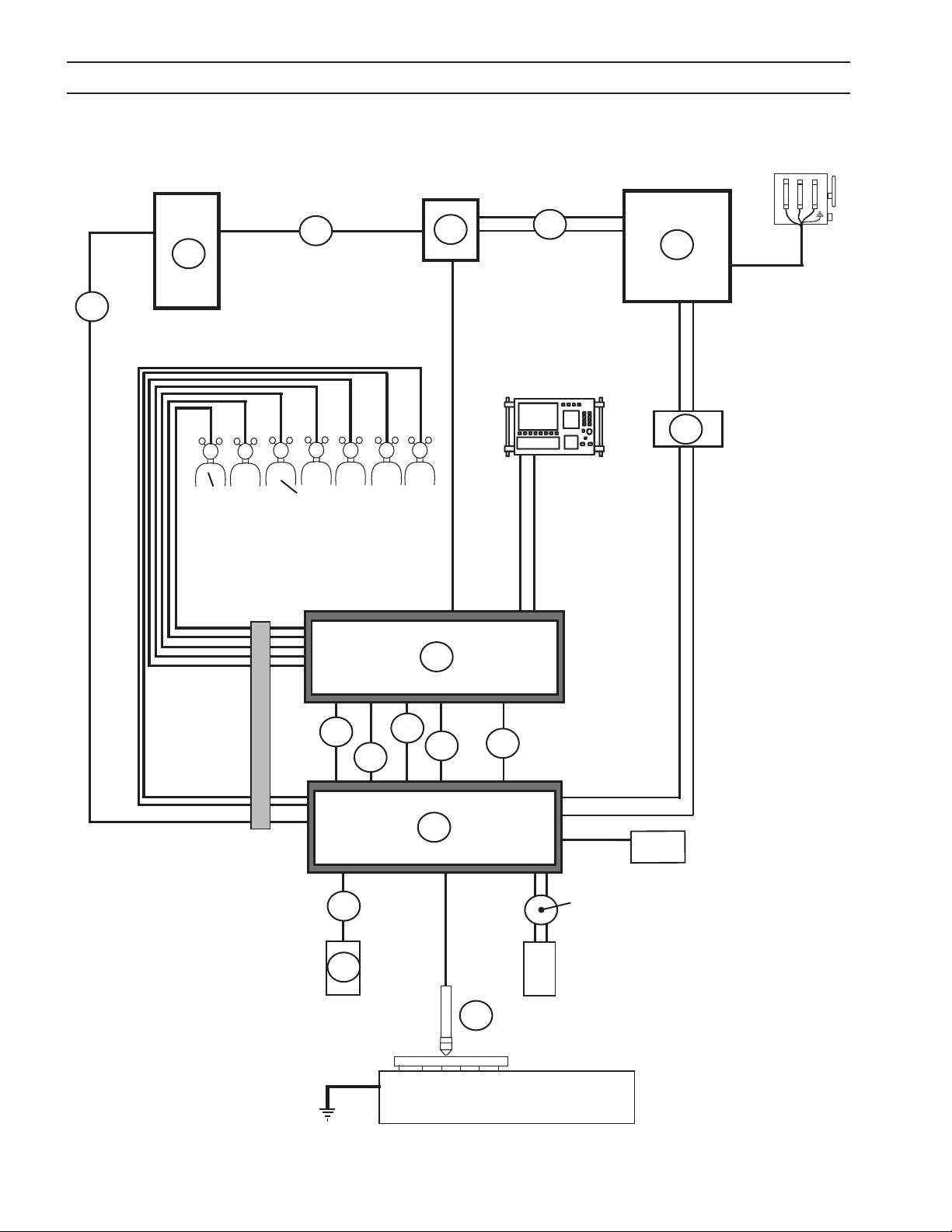
3.9 Sudedamųjų dalių blokinė schema
3
5
4
CH
Oras
O
4
2 :
Argonas
N
2
Oras
(švarus, sausas,
be tepalo
priemaišų
technologinis
oras, skirtas
oro užuolaidos
maitinimui)
(plazminės
apsaugos
maitinimui,
DIN kokybė
ISO 8573-1)
H-35
Trijų fazių su
įžeminimu
2
3a
1
laidas
CNC
Maitinimo
Budinčio
lanko laidas
13
Valdymo laidai, PS & WC
Laidas 4c
4 laidas, dvigyslis
laidas
25 mikronų ltrai
Pastaba:
Čia galima naudoti oro užuolaidą arba
oro burbulą formuojantį mufelinį
įtaisą. Apie sąlygas skaitykite degiklio
vadove.
9
10
14
Budinčio lanko
11
Maitinimo laidas
7
8
6
16
12
Diodinis voltmetras
15a = 10 kontaktų
15b = 14 kontaktų
Analoginis-skaitmeninis
laidas
Pjoviklio jungiamasis
17
Apdirbama dalis
keitiklis / įtampos aukščio
valdymas
Darbinis stalas
Įžeminimas
64
Page 25
3 SKYRIUS MONTAVIMAS
EILĖS NUMERIS DALIES NUMERIS APRAŠYMAS
1 0 558 00 4315 EPP-200, 200,230,380,415,460,575V
0558006470 EPP-400 400V, 50/60Hz CE
0558006471 EPP-400 460V, 60Hz
0558006472 EPP-400 575V, 60Hz
0558006473 EPP-600 400V, 50/60Hz CE
05 5800 6474 EPP-600 460V, 60Hz
0558006475 EPP-600 575V, 60Hz
0558007800 EPP-201, 380/400V, 50/60Hz, CCC/CE
0558007801 EPP-201, 460V, 60Hz
0558007802 EPP-201, 575V, 60Hz
0558007831 EPP-360, 380/400V, 50/60Hz, CCC/CE
0558006832 EPP-360, 460V, 60Hz
0558006833 EPP-360, 575V, 60Hz
0558007730 EPP-401/450, 380/400V, 50/60Hz CE
0558007731 EPP-450, 460V, 60Hz
0558007732 EPP-450, 575V, 60Hz
0558007733 EPP-601, 380/400V, 50/60Hz, CCC/CE
0558007734 EPP-601, 460V, 60Hz
0558007735 EPP-601, 575V, 60Hz
2 0558006086 Jungčių dėžė, PS ir WC
3 0558004837 Valdymo laidas, WC, 5m (16’)
0558004838 Valdymo laidas, WC, 10m (33’)
0558004839 Valdymo laidas, WC, 20m (66’)
3a 0558004849 Valdymo laidas, PS & WC, 5m (16’)
0558004850 Valdymo laidas, PS & WC, 10m (33’)
05580 04851 Valdymo laidas, PS & WC, 20m (66’)
0558004852 Valdymo laidas, PS & WC, 40m (131’)
0558004853 Valdymo laidas, PS & WC, 50m (164’)
0558004854 Valdymo laidas, PS & WC, 60m (196’)
0558005237 Valdymo laidas, PS & WC, 15m (49’)
0558005238 Valdymo laidas, PS & WC, 30m (98’)
4 0558005246 Aušinamojo skysčio žarna, 5m (16’)
0558005563 Aušinamojo skysčio žarna, 10m (33’)
0558005564 Aušinamojo skysčio žarna, 15m (49’)
0558005565 Aušinamojo skysčio žarna, 20m (66’)
0558005247 Aušinamojo skysčio žarna, 30m (98’)
0558005248 Aušinamojo skysčio žarna, 40m (131’)
0558005567 Aušinamojo skysčio žarna, 50m (164’)
0558005249 Aušinamojo skysčio žarna, 60m (196’)
65
Page 26

3 SKYRIUS MONTAVIMAS
EILĖS NUMERIS DALIES NUMERIS APRAŠYMAS
5 0558004400 Aušinamojo skysčio cirkuliatorius PCC-10
05 5800 7515 Aušinamojo skysčio cirkuliatorius PCC-11
6 0558006089 Plazminių dujų žarna #1, 1,5m (5’)
0558006090 Plazminių dujų žarna #1, 5m (16’)
0558006091 Plazminių dujų žarna #1, 6m (19’)
0558006092 Plazminių dujų žarna #1, 7m (23’)
0558006093 Plazminių dujų žarna #1, 8m (26’)
0558006094 Plazminių dujų žarna #1, 9m (30’)
0558006095 Plazminių dujų žarna #1, 10m (33’)
0558006096 Plazminių dujų žarna #1, 11m (36’)
0558006097 Plazminių dujų žarna #1, 12m (39’)
0558006098 Plazminių dujų žarna #1, 13m (43’)
0558006099 Plazminių dujų žarna #1, 14m (46’)
0558006100 Plazminių dujų žarna #1, 15m (49’)
0558 006101 Plazminių dujų žarna #1, 16m (52’)
0558 006102 Plazminių dujų žarna #1, 17m (56’)
0558 006103 Plazminių dujų žarna #1, 18m (59’)
0558 006104 Plazminių dujų žarna #1, 19m (62’)
0558006105 Plazminių dujų žarna #1, 20m (66’)
7 0558006106 Plazminių dujų žarna #2, 1,5m (5’)
0558 006107 Plazminių dujų žarna #2, 5m (16’)
0558006108 Plazminių dujų žarna #2, 6m (19’)
0558 006109 Plazminių dujų žarna #2, 7m (23’)
0 55 8 0 0 6 110 Plazminių dujų žarna #2, 8m (26’)
0 55 8 0 0 6 111 Plazminių dujų žarna #2, 9m (30’)
0 55 8 0 0 6 112 Plazminių dujų žarna #2, 10m (33’)
0 55 8 0 0 6 113 Plazminių dujų žarna #2, 11m (36’)
0 55 8 0 0 6 114 Plazminių dujų žarna #2, 12m (39’):
0 55 8 0 0 6 115 Plazminių dujų žarna #2, 13m (43’)
0 55 8 0 0 6 116 Plazminių dujų žarna #2, 14m (46’)
0 55 8 0 0 6 117 Plazminių dujų žarna #2, 15m (49’)
0 55 8 0 0 6 118 Plazminių dujų žarna #2, 16m (52’)
0 55 8 0 0 6 119 Plazminių dujų žarna #2, 17m (56’)
05 58 00 612 0 Plazminių dujų žarna #2, 18m (59’)
05 58 00 6121 Plazminių dujų žarna #2, 19m (62’)
05 58 00 612 2 Plazminių dujų žarna #2, 20m (66’)
66
Page 27

3 SKYRIUS MONTAVIMAS
EILĖS NUMERIS DALIES NUMERIS APRAŠYMAS
8 0558006200 Apsauginių dujų žarna, 1,5m (5’)
0558006201 Apsauginių dujų žarna, 5m (16’)
0558006202 Apsauginių dujų žarna, 6m (19’)
0558006203 Apsauginių dujų žarna, 7m (23’)
0558006204 Apsauginių dujų žarna, 8m (26’)
0558006205 Apsauginių dujų žarna, 9m (30’)
0558006206 Apsauginių dujų žarna, 10m (33’)
0558006207 Apsauginių dujų žarna, 11m (36’)
0558006208 Apsauginių dujų žarna, 12m (39’)
0558006209 Apsauginių dujų žarna, 13m (43’)
05580 06210 Apsauginių dujų žarna, 14m (46’)
0 55 8 0 0 6 211 Apsauginių dujų žarna, 15m (49’)
05 58 00 62 12 Apsauginių dujų žarna, 16m (52’)
05 58 00 6213 Apsauginių dujų žarna, 17m (56’)
0558 006214 Apsauginių dujų žarna, 18m (59’)
05 5800 6215 Apsauginių dujų žarna, 19m (62’)
055 800 6216 Apsauginių dujų žarna, 20m (66’)
9 0 55 8 00 62 17 Oro užuolaidos žarna, 1,5m (5’)
055 8006218 Oro užuolaidos žarna, 5m (16’)
0558 00 6219 Oro užuolaidos žarna, 6m (19’)
0558006865 Oro užuolaidos žarna, 6,1m (20’)
0558006220 Oro užuolaidos žarna, 7m (23’)
05580 06221 Oro užuolaidos žarna, 8m (26’)
0558006222 Oro užuolaidos žarna, 9m (30’)
0558006223 Oro užuolaidos žarna, 10m (33’)
0558006224 Oro užuolaidos žarna, 11m (36’)
0558006225 Oro užuolaidos žarna, 12m (39’)
0558006226 Oro užuolaidos žarna, 13m (43’)
0558006227 Oro užuolaidos žarna, 14m (46’)
0558006228 Oro užuolaidos žarna, 15m (49’)
0558006229 Oro užuolaidos žarna, 16m (52’)
0558006230 Oro užuolaidos žarna, 17m (56’)
055800 6231 Oro užuolaidos žarna, 18m (59’)
0558006232 Oro užuolaidos žarna, 19m (62’)
0558006233 Oro užuolaidos žarna, 20m (66’)
67
Page 28
3 SKYRIUS MONTAVIMAS
EILĖS NUMERIS DALIES NUMERIS APRAŠYMAS
10 05 580 048 41 Oro užuolaidos žarna 1,4m (4,5’)
0558004842 Oro užuolaidos žarna 1,8m (6’)
0558004843 Oro užuolaidos žarna 3,6m (12’)
0558004844 Oro užuolaidos žarna 4,6m (15’)
0558004845 Oro užuolaidos žarna 5,2m (17’)
0558004846 Oro užuolaidos žarna 7,6m (25’)
11 05 609 42 312 Apsauginių dujų dėžė
12 0560 9414 91 Plazminių dujų dėžė
13 2239606 Galios jungčių dėžė
14 374 40 Oro užuolaidos mazgas
37439 Oro burbulą formuojantis mufelinis įtaisas
15a 05 609 40129 Laidas, PGC-B3, 10p, 1,4m (4,5’) - 2 kištukai
0 56 09 4170 0 Laidas, PGC-B3, 10p, 1,8m (6’) - 2 kištukai
05 60 94 0135 Laidas, PGC-B3, 10p, 3,6m (12’) - 2 kištukai
0 56 09 4170 1 Laidas, PGC-B3, 10p, 4,6m (15’) - 2 kištukai
0560940138 Laidas, PGC-B3, 10p, 5,2m (17’) - 2 kištukai
05 60 94 0141 Laidas, PGC-B3, 10p, 7,6m (25’) - 2 kištukai
05 6094 0142 Laidas, PGC-B3, 10p, 10,7m (35’) - 2 kištukai
05 60 9414 82 Laidas, PGC-B3, 10p, 7,6m (25’) - 1 kištukas
05 60 9414 83 Laidas, PGC-B3, 10p, 10,7m (35’) - 1 kištukas
05 60 9414 84 Laidas, PGC-B3, 10p, 13,7m (45’) - 1 kištukas
05 60 9414 85 Laidas, PGC-B3, 10p, 16,8m (55’) - 1 kištukas
68
Page 29

3 SKYRIUS MONTAVIMAS
EILĖS NUMERIS DALIES NUMERIS APRAŠYMAS
15b 056 09 4014 4 Laidas, PGC-B3, 14p, 1,4m (4.5’) - 2 kištukai
0 56 09 4170 2 Laidas, PGC-B3, 14p, 1,8m (6’) - 2 kištukai
05 6094 0147 Laidas, PGC-B3, 14p, 3,6m (12’) - 2 kištukai
0 56 09 4170 3 Laidas, PGC-B3, 14p, 4,6m (15’) - 2 kištukai
05 6094 0148 Laidas, PGC-B3, 14p, 5,2m (17’) - 2 kištukai
05 6094 0149 Laidas, PGC-B3, 14p, 7,6m (25’) - 2 kištukai
05 60 94 0152 Laidas, PGC-B3, 14p, 10,7m (35’) - 2 kištukai
05 60 9414 87 Laidas, PGC-B3, 14p, 7,6m (25’) - 1 kištukas
05 60 9414 88 Laidas, PGC-B3, 14p, 10,7m (35’) - 1 kištukas
05 60 9414 89 Laidas, PGC-B3, 14p, 13,7m (45’) - 1 kištukas
05 60 941490 Laidas, PGC-B3, 14p, 16,8m (55’) - 1 kištukas
16 0560939938 Laidas, GS-PGC, 8p, 1,8m (6’)
0560939939 Laidas, GS-PGC, 8p, 7,6m (25’)
0560939940 Laidas, GS-PGC, 8p, 10,7m (35’)
05 60 939 941 Laidas, GS-PGC, 8p, 13,7m (45’)
0560939942 Laidas, GS-PGC, 8p, 16,8m (55’)
17 0558006745 Plazminis pjoviklis PT-36, 1,4m (4,5’)
0558006746 Plazminis pjoviklis PT-36, 1,8m (6’)
0558006747 Plazminis pjoviklis PT-36, 3,6m (12’)
0558006748 Plazminis pjoviklis PT-36, 4,3m (14’)
0558006749 Plazminis pjoviklis PT-36, 4,6m (15’)
0558006750 Plazminis pjoviklis PT-36, 5,2m (17’)
0558006779 Plazminis pjoviklis PT-36, 6,1m (20’)
0558006751 Plazminis pjoviklis PT-36, 7,6m (25’)
69
Page 30

3 SKYRIUS MONTAVIMAS
70
Page 31

4 SKYRIUS VEIKIMAS
4.0 Veikimas
4.1 Plazminių dujų dėžės veikimas
m3 plazminės sistemos plazminių dujų dėžės pagrindinis privalumas yra tai, kad darbinius parametrus valdo
CNC mašina. Nereikalingos jokios darbinės procedūros m3 plazminės sistemos plazminių dujų dėžei. Valdymas
atliekamas naudojant rankiniu būdu įvedamus parametrus “Vision” pjovimo parametrų ekrane arba naudojant
ESAB Proceso parametrų failų sistemą.
Pastaba:
Proceso parametrų failai (sutrumpintai vadinami SDP arba TDF failais) - tai failai saugojami mašinos valdymo atmintinėje ir kuriuose yra visa būtina informacija apie pjovimo storį ir medžiagų tipus. Šiuose failuose
nurodoma medžiaga, storis, pjoviklio modelis, dujų ir medžiagų tipai. Informaciją apie šių failų kūrimą
galite rasti savo degiklio instrukcijų vadove. Norėdami gauti daugiau informacijos apie parametrų failų
kūrimą ir naudojimą, žr. ESAB CNC programavimo instrukcijų vadovą.
Norėdami gauti informacijos apie pjovimo parametrų nustatymus,
PASTABA
kai naudojama m3 plazminės sistemos plazminių dujų dėžė, žr. PJOVIMO DUOMENŲ VADOVĄ (P/N 0558006263).
4.2 Plazminių dujų dėžės slėgio matuokliai
Slėgio matuokliai parodo faktinį slėgį į pjoviklį. Jų dėka naudotojas gauna vizualią informaciją, todėl šie matuokliai gali praversti aptinkant pjoviklio problemas.
Pastaba:
Paleidimo dujos
(P G1)
Pjovimo dujos
(PG2)
PG1 ir PG2 dažniausiai vadinami paleidimo
ir pjovimo dujomis. Kai kurioms pjovimo
sąlygoms, naudojamas tik PG1.
71
Page 32
4 SKYRIUS VEIKIMAS
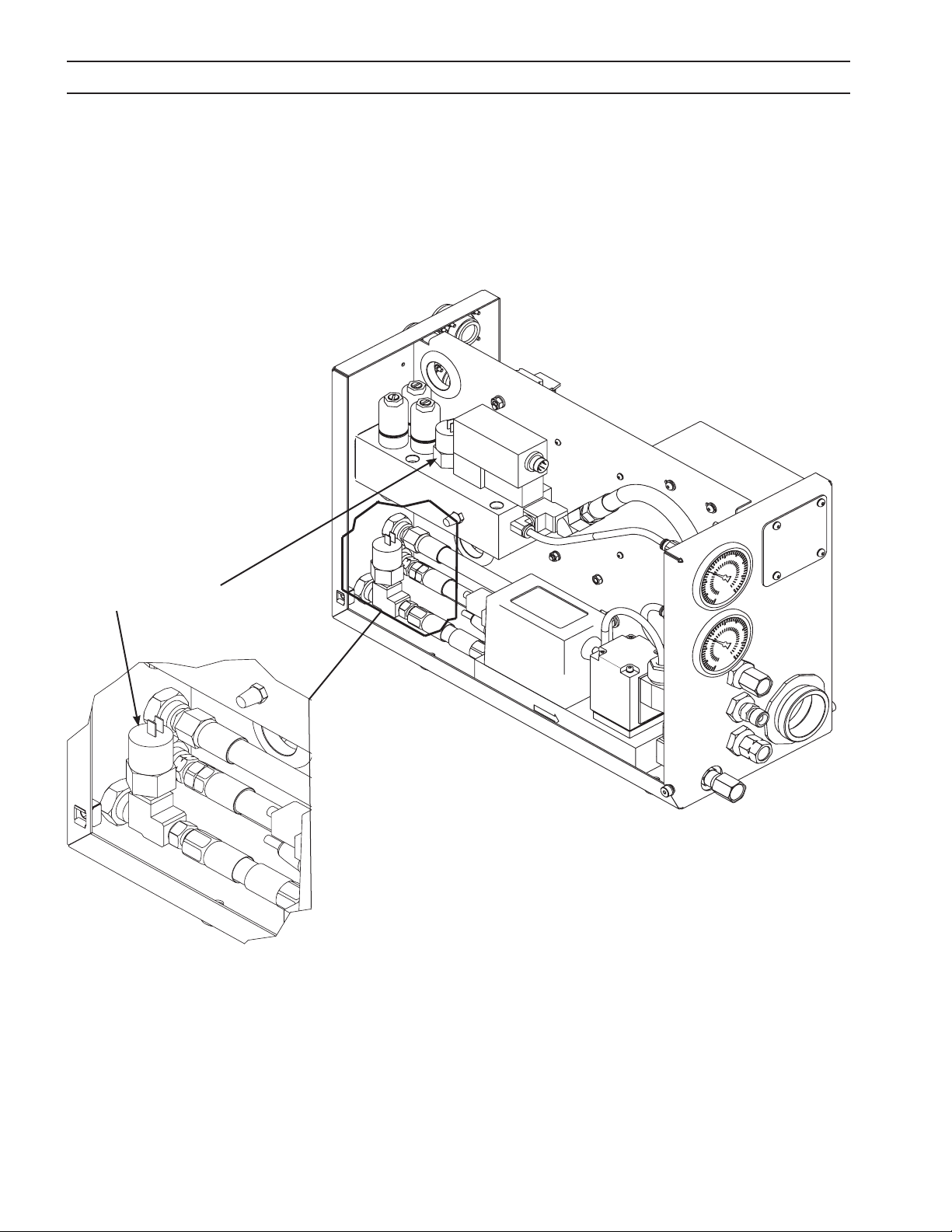
4.3 Plazminių dujų dėžės slėgio davikliai
Slėgio davikliai stebi slėgį linijoje bei siunčia signalus į CNC. Jei slėgis sumažėja iki vertės, mažesnės nei 50
lb/in2, CNC gali nutraukti procesą. Šie davikliai įrengti linijoje tarp solenoidinio ir proporcinio vožtuvų, skirtų
apsauginėms dujoms 1 ir 2, paleidimo dujoms ir pjovimo dujoms.
Plazminių dujų dėžė
Dujų slėgio daviklis
72
Page 33
4 SKYRIUS VEIKIMAS
4.4 Apsauginių dujų dėžės veikimas
m3 plazminės sistemos apsauginių dujų dėžės pagrindinis privalumas yra tai, kad darbinius parametrus valdo
CNC mašina. Nereikalingos jokios darbinės procedūros m3 plazminės sistemos apsauginių dujų dėžei. Valdymas
atliekamas naudojant rankiniu būdu įvedamus parametrus “Vision” pjovimo parametrų ekrane arba naudojant
ESAB Proceso parametrų failų sistemą.
Pastaba:
Proceso parametrų failai (sutrumpintai vadinami SDP arba TDF failais) - tai failai saugojami mašinos valdymo atmintinėje ir kuriuose yra visa būtina informacija apie pjovimo storį ir medžiagų tipus. Šiuose failuose
nurodoma medžiaga, storis, pjoviklio modelis, dujų ir medžiagų tipai. Informaciją apie šių failų kūrimą
galite rasti savo degiklio instrukcijų vadove. Norėdami gauti daugiau informacijos apie parametrų failų
kūrimą ir naudojimą, žr. ESAB CNC programavimo instrukcijų vadovą.
Norėdami gauti informacijos apie pjovimo parametrų nustatymus,
PASTABA
kai naudojama m3 plazminės sistemos apsauginių dujų dėžė,
žr. PJOVIMO DUOMENŲ VADOVĄ (P/N 0558006263).
73
Page 34

4 SKYRIUS VEIKIMAS
4.5 Apsauginių dujų dėžės oro reguliatorius, skirtas oro užuolaidai
Oro reguliatorius rodo faktinė oro slėgį tiekiamą pjovikliui. Šio reguliatoriaus dėka naudotojas gauna vizualią
informaciją, todėl jis gali praversti aptinkant pjoviklio
problemas
Norėdami prieiti prie oro reguliatoriaus:
1. Nuimkite dangtį. Reguliatoriui neturėtų būti reikalingi
jokie reguliavimai. Gamykloje reguliatorius yra nustatytas 40 lb/in2 pratekėjimui.
74
Page 35
4 SKYRIUS VEIKIMAS
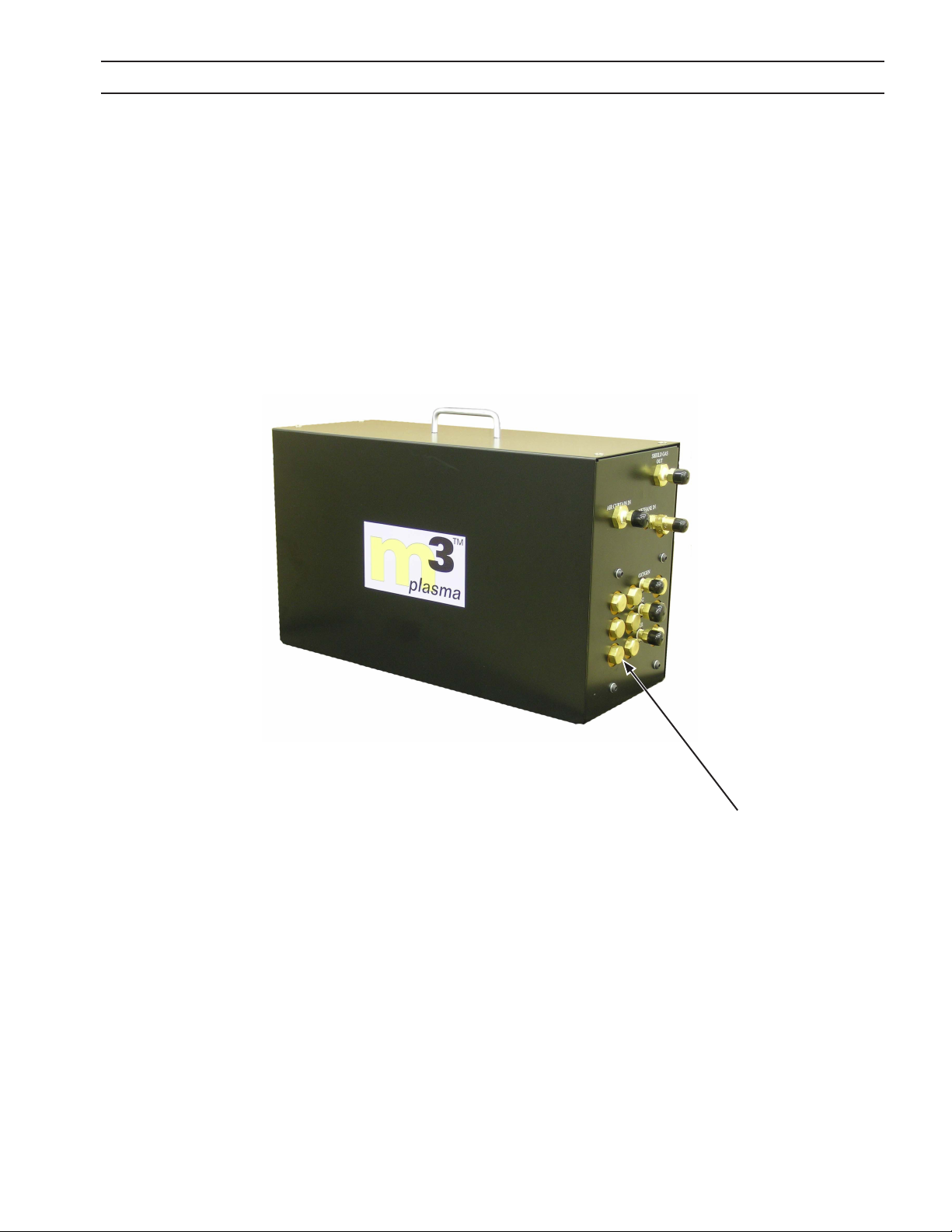
4.6 Apsauginių dujų dėžės valdymo vožtuvai
Valdymo vožtuvai sustabdo atgalinį srautą tarp dujų perjungimų. Dujų linijoms pravalyti būtina periodiškai
išvalyti valdymo vožtuvus. Norėdami pravalyti linijas, paprasčiausiai atsukite gaubtelius ant valdymo vožtuvų
dujų slėgiui sumažinti.
75
Valdymo vožtuvai
(9 tipiniai)
Page 36

4 SKYRIUS VEIKIMAS
76
 Loading...
Loading...