


集成气体控制系统
®
说明手册
日 期 :O c t 1 2
零件号:0558010096
语 言 :中 文

集成气体控制系统
修订历史:
· 2011 - 初始发行版
本手册中描述的设备具有潜在危险性。安装、操作及维护此设
备时需要谨慎为之。
购买者对所购买全部产品的安全操作与使用负责,包括
遵守使用所在国的全部适用标准。关于伊萨责任和赔
偿义务限制的具体陈述,请见标准的伊萨销售条款与条
件。
本手册为伊萨 零件号0558010296 。
本文件中的信息可能不经通知而变更。 本手册系为切割
机购买者的方便和使用而提供,并非伊萨全球切割技术
公司(ESAB Global Cutting Technology)的合同或
任何义务。
伊萨全球切割技术公司(ESAB Global Cutting
Technology),2011年
前言
本产品设计为提供多年的可信赖、准确且可重复的工件
切割,具有高度的可靠性和操作容易性。本产品备有的
一些选用特征和配置在本手册中未必一定述及。此外,
本手册亦未涵盖日后可能添加的更多能力与特征。伊萨
全球切割技术公司保留不经通知而改变或添加特征与能
力的权利。 在操作机器前,应完全了解本手册,特别是
安全章节。
2

集成气体控制系统
Table of Contents
安全
1.0 安全 .......................................................................................................................................................................................... 11
引言 ����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������11
描述
2.0 系统示意图 ...............................................................................................................................................................................19
基本系统 ������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 20
基本系统 + AHC ���������������������������������������������������������������������������������������������������������������������������������������������������������������������� 21
基本系统 + ACC ���������������������������������������������������������������������������������������������������������������������������������������������������������������������� 22
基本系统 + WIC �����������������������������������������������������������������������������������������������������������������������������������������������������������������������23
基本系统 + AHC + WIC �������������������������������������������������������������������������������������������������������������������������������������������������������� 24
基本系统 + AHC + ACC ������������������������������������������������������������������������������������������������������������������������������������������������������� 25
基本系统 + WIC + ACC ��������������������������������������������������������������������������������������������������������������������������������������������������������26
基本系统 + AHC + WIC + ACC �����������������������������������������������������������������������������������������������������������������������������������������27
2.1 电源 ...........................................................................................................................................................................................28
380/400伏电源 ����������������������������������������������������������������������������������������������������������������������������������������������������������������������� 28
460/575伏电源 ����������������������������������������������������������������������������������������������������������������������������������������������������������������������� 29
2.2 冷却液循环器 (CC-11) ..........................................................................................................................................................30
规格 ��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 30
2.3 接口控制中枢(ICH) ..............................................................................................................................................................31
规格 ��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 31
ICH固定尺寸 ������������������������������������������������������������������������������������������������������������������������������������������������������������������������������ 31
CNC Direct板 ��������������������������������������������������������������������������������������������������������������������������������������������������������������������������32
2.4 组合气体控制(CGC) (CGC) ................................................................................................................................................33
规格 ��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 33
CGC流动示意图 �����������������������������������������������������������������������������������������������������������������������������������������������������������������������34
CGC固定尺寸 ���������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 35
CGC底视图 �������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 35
3

集成气体控制系统
2.5 配电箱(PDB) ........................................................................................................................................................................36
规格 ��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 36
PDB固定尺寸 ���������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 36
PDB固定板尺寸 ������������������������������������������������������������������������������������������������������������������������������������������������������������������������ 37
PDB电路图 �������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 37
2.6 遥控起弧器(RAS) ................................................................................................................................................................38
规格 ��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 38
遥控起弧器连接 ������������������������������������������������������������������������������������������������������������������������������������������������������������������������ 38
RAS箱固定尺寸 ������������������������������������������������������������������������������������������������������������������������������������������������������������������������39
RAS箱固定板尺寸 ��������������������������������������������������������������������������������������������������������������������������������������������������������������������39
2.7 PT-36等离子割炬 ....................................................................................................................................................................40
规格 ��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 40
2.8 空气幕控制(ACC) ................................................................................................................................................................41
规格 ��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 41
ACC固定尺寸 ���������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 42
ACC部件连接 ����������������������������������������������������������������������������������������������������������������������������������������������������������������������������42
2.9 注水控制(WIC) .....................................................................................................................................................................43
规格 ��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 43
2.10 自动高度控制(AHC) ..........................................................................................................................................................44
规格 ���������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������44
B4固定尺寸 �������������������������������������������������������������������������������������������������������������������������������������������������������������������������������45
安装
3.0 接地 ...........................................................................................................................................................................................49
引言 ���������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������49
接地概述 ������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 50
基本布局 ������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 51
接地系统的要素 ������������������������������������������������������������������������������������������������������������������������������������������������������������������������ 52
等离子电流返回路径 ���������������������������������������������������������������������������������������������������������������������������������������������������������������� 52
等离子系统安全接地 ����������������������������������������������������������������������������������������������������������������������������������������������������������������53
导轨系统安全接地 �������������������������������������������������������������������������������������������������������������������������������������������������������������������� 56
4

集成气体控制系统
接地桩 ����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 57
接地桩 ����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 57
土壤电阻率 ��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 57
市电接地 ������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 58
多根接地桩 ��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 59
机器接地示意图 ������������������������������������������������������������������������������������������������������������������������������������������������������������������������ 60
3.1 电源放置 ...................................................................................................................................................................................61
供电连接 ������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 61
供电导线 ������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 61
输入连接程序 ���������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 62
输出连接程序 ���������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 62
接口电缆与连接 ������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 63
3.2 CC-11型冷却液循环器的放置 .................................................................................................................................................64
供电连接 �������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������64
冷却液连接和选用的设备 �������������������������������������������������������������������������������������������������������������������������������������������������������65
3.3 RAS箱放置 ..............................................................................................................................................................................66
RAS箱上的连接 ������������������������������������������������������������������������������������������������������������������������������������������������������������������������ 66
3.4 割炬连接 ...................................................................................................................................................................................68
3.5 在机器上固定割炬 ..................................................................................................................................................................69
3.6 ICH放置 ...................................................................................................................................................................................70
3.7 PDB放置 ..................................................................................................................................................................................70
3.8 CGC放置 ..................................................................................................................................................................................70
单个部件连接 ����������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 71
ACC部件连接 ���������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 72
部件放置示例 ����������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 73
5

集成气体控制系统
操作
4.0 接口控制中枢 ............................................................................................................................................................................77
4.1 操作 ...........................................................................................................................................................................................79
ICH连接器 ���������������������������������������������������������������������������������������������������������������������������������������������������������������������������������79
显示屏幕 ������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 80
编辑显示器上的参数 ���������������������������������������������������������������������������������������������������������������������������������������������������������������� 80
设置描述 ������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 83
通讯选项 �������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������84
工位选项 �������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������85
数字I/O ��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 87
数字输入 ������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 87
数字输出 ������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 87
4.2 操作模式: ..............................................................................................................................................................................88
无串行通讯遥控接口 ���������������������������������������������������������������������������������������������������������������������������������������������������������������� 88
配有伊萨供应的等离子升降机构的操作序列: ������������������������������������������������������������������������������������������������������������������� 90
配备客户提供的等离子升降机构的操作序列: �������������������������������������������������������������������������������������������������������������������92
有串行通讯的遥控接口 ������������������������������������������������������������������������������������������������������������������������������������������������������������ 93
本机接口 - 只限诊断 ���������������������������������������������������������������������������������������������������������������������������������������������������������������� 94
操作序列: ��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 95
接口配线描述 ����������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 97
接口配线 ������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 97
4.3 维护与故障排除 ......................................................................................................................................................................101
通讯问题 �����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������101
数字输入问题 ��������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 101
数字输出问题 ��������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 101
气体问题 �����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������101
电源问题 �����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������101
ICH显示器上的出错消息 �������������������������������������������������������������������������������������������������������������������������������������������������������10 2
工艺错误 �����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������103
通讯错误 �����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������104
6

集成气体控制系统
附录
伊萨串行通信接口 ......................................................................................................................................................................... 109
引言 �������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������109
系统要求 �����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������109
安装 ������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 110
操作 ������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������� 113
ICH串行通讯协议 ......................................................................................................................................................................... 128
命令 �������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������128
ICH通讯错误 ���������������������������������������������������������������������������������������������������������������������������������������������������������������������������135
ICH登录序列 ���������������������������������������������������������������������������������������������������������������������������������������������������������������������������135
ICH通讯出错消息 �������������������������������������������������������������������������������������������������������������������������������������������������������������������136
ICH参数加载 ���������������������������������������������������������������������������������������������������������������������������������������������������������������������������139
PT-36机用Plasmarc割炬 ......................................................................................................................................................... 140
备有的总成选项 ���������������������������������������������������������������������������������������������������������������������������������������������������������������������14 0
选用的附件 �������������������������������������������������������������������������������������������������������������������������������������������������������������������������������14 0
PT-36割炬易损件套包 ����������������������������������������������������������������������������������������������������������������������������������������������������������141
割炬与等离子系统连接 ����������������������������������������������������������������������������������������������������������������������������������������������������������145
与远程起弧器箱连接 ��������������������������������������������������������������������������������������������������������������������������������������������������������������145
在机器上固定割炬 ������������������������������������������������������������������������������������������������������������������������������������������������������������������146
切割准备 �����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������149
割炬前端分解���������������������������������������������������������������������������������������������������������������������������������������������������������������������������155
割炬前端组装 ���������������������������������������������������������������������������������������������������������������������������������������������������������������������������158
利用快速装载器的割炬前端组装 �����������������������������������������������������������������������������������������������������������������������������������������159
割 炬 前 端 分 解( 厚 板 生 产 ) ���������������������������������������������������������������������������������������������������������������������������������������������������160
割 炬 前 端 组 装( 厚 板 生 产 ) ���������������������������������������������������������������������������������������������������������������������������������������������������163
割炬本体维护 �����������������������������������������������������������������������������������������������������������������������������������������������������������������������165
拆除与更换割炬本体 ��������������������������������������������������������������������������������������������������������������������������������������������������������������166
易损件寿命缩短 ��������������������������������������������������������������������������������������������������������������������������������������������������������������������168
查找冷却液泄漏 ����������������������������������������������������������������������������������������������������������������������������������������������������������������������169
7

集成气体控制系统
8

安全
安全
描述 安装 维护操作
更换零件
附录

安全
安全
请您务必将本手册的信息传达给操作人员。
更多的副本可以从供应商那里得到。
警告
这些操作说明是为有经验的操作员准备的。如果您不是十分熟悉电弧焊接
和切割设备的操作原则和安全措施,我们敦促您阅读我们的小册子“弧焊、切割
和气刨的安全规则和注意事项”(编号52-529)。请不要让未经训练的人安装、
操作、维护本设备。在您未阅读并充分了解这些操作说明前,请不要尝试安装或
操作本设备。如果您不能完全明白这些说明,请联系您的供应商来索取更多的信
息。在安装或操作本设备前,请务必阅读以上的安全和注意事项。
用户责任
只有按照使用说明的要求来安装、操作、保养和修理,该设备才能达到本手册及
附带标签所描述的性能。该设备必须进行定期检查;有故障或维修不善时设备不应使
用。如果部件有损坏、丢失、磨损、变形或污染,应立即更换。请电话或者书面联系向
您供货的分销商确认是否有维修或更换零件的必要。
未经制造商的事先书面批准,请不要擅自改动该设备或其任何一部分。该设备
的用户应对使用不当、保养不当、损坏、不正确的维修、或经非制造商或其指定服务机
构改装而导致的任何故障负完全责任。
10
安装或操作之前,请务必阅读和理解本说明手册,以保护自己与他人!
安全
安全
1.0 安全
引言
伊萨公司的切割机均设计为安全有效地工作。为了全面
达到这些机器的实用目的,必须对操作程序、注意事项
及安全实践有明智的关注。无论是操作或维修人员,还
是旁观者,都必须遵守已确立的注意事项。失于如此就
可能导致设备毁损和严重人身受伤或死亡。下面的注意
事项是在切割机和相关设备上工作的指导原则。更明确
的注意事项可在本说明文献内找到。如需具体的安全信
息,请取得和阅读“推荐的参考资料”中列出的出版物。
本手册各处使用下列字词和符号来指明必要的安全注意
事项的不同等级:
危险
警告
注意
用于提醒注意高风险危害;此类危害如未避免定
会导致死亡或严重伤害。
用于提醒注意中等风险危害;此类危害如未避免
能够导致死亡或严重伤害。
用于提醒注意低风险危害;此类危害如未避免能
够导致轻微或中度伤害。
用于提醒注意与安全危害非直接相关或可能造成
设备毁损的重要信息。
11
安全
安全
注意:这些安全及注意事项是您安
全的保障。这些是后面提到的附加安
全 信 息 的 总 结 。在 执 行 任 何 安 装 或 操
作 前 ,请 务 必 阅 读 并 遵 守 以 下 及 其 他
手册、材料安全数据表及标签中列出的预防措
施。不遵守安全注意事项可能导致人身伤害或
死亡。
保护自己和他人 - 有些焊接、切
割和气刨过程有噪音,需要保护耳
朵。电弧,就像太阳一样,发出紫
外线(UV)和其他放射线,可能会伤害皮肤和
眼睛。灼热金属可引起灼伤。为防止发生意外,
关于工艺和设备正确使用的培训是必不可少的。
因此:
1� 在任何工作区域,必须戴有护边的防护眼镜;
即使在戴了焊接头盔、面罩和护目镜时。
2� 在操作或观察别人操作时,请使用装有合适
的过滤片和保护片的面罩来保护您的眼睛、
面部、颈部不受火花和电弧光的伤害。警告围
观者不要看电弧,不把自己暴露在电弧或热金
属的 光 芒 下。
3� 请佩戴用防火材料制作的长手套、长袖厚衬
衫、无腰长裤、高帮鞋以及电焊面罩或防护帽
来保护头发免受电弧光、热火花或铁水的伤
害;也可以用防火材料做成的围裙来保护免受
辐射热及火花的伤害。
4� 热火花或金属很容易落在卷起的袖子、裤腿、
袖口或口袋中,所以袖子、领口应保持扣紧;衣
服的前面不能有开口的口袋。
5� 使用适当的非易燃的隔板或帘子来保护把其
他人员免受电弧光和热火花的伤害。
火灾和爆炸 - 火焰和电弧热可以造
成火灾。热的焊渣或火花也能引起
火灾和爆炸。因此:
1�清除所有易燃物品,使之远离工作区或用不
易燃的材料覆盖。易燃材料包括木材、布
料、木屑、液体和气体燃料、溶剂,油漆和
涂料、纸张等
2�热的火花或金属会落到地板或墙壁开口裂
缝,导致一个隐藏的阴燃火灾。请确保正确
处理这些开口裂缝。
3�因为有的工件上可能会产生易燃或有毒气
体,在工件被完全清除前,不要进行焊接、
切割或其他加热作业。不要在密闭容器内进
行高温作业。这可能会引起爆炸。
4�准备好灭火设备如花园水管、水桶、沙桶、
或手提式灭火器。并且要确保你知道如何使
用这些工具。
5�不要超过设备的额定输出。例如过载焊接电
缆可能会过热并造成火灾。
6�在完成作业后,检查工作区确保没有会导致
火灾的热火花或金属。必要时要用火灾观测
器。
7�有关其他信息,请参阅美国消防协会标准
51B“切割和焊接过程中的防火知识”。美
国消防协会,Batterymarch Park, Quincy,
麻省 02269。
电击 – 接触带电的电器件及其接地
可导致严重的伤害或死亡。如果运动
受限或有跌落的危险时,不要在潮湿
的地方使用交流焊接。
6� 打磨和除渣时,请使用护目镜外加安全防护眼
镜。焊渣可能会很热;打磨下来的渣可以飞远。
旁观者也应戴护目镜外加防护眼镜。
12

安全
安全
1� 要确保焊接电源外壳连接到输入电源的接地
(零点)。
2� 工件要有一个良好的接地。
3� 确保连接工作电缆到工件。一个很差的接地
或地线断开可能会给你或他人带来致命的电
击。
4� 使用维护良好的设备。更换陈旧或损坏的电
缆。
5� 保持一切干燥,包括服装、工作区、电缆、
焊炬/电极夹持器和电源。
6� 请确保你的身体各部分和工件以及接地绝
缘。
7� 在狭小或潮湿区域工作时,不要直接站在
金属或土地上;要站在干燥的绝缘板或平
台上,并且要穿胶鞋。
8� 在启动电源前带上干燥无孔的手套。
3�焊工应遵循下列程序,以尽量减少暴露在电
磁场:
A�把工件和接地电缆绑在一起;必要时用胶
带使之固定。
B�永远不要把焊炬或工件电缆缠到身体上。
C�不要把身体置于焊炬和工作电缆之间;所
有电缆应置于你身体的同一侧。
D�工件电缆尽可能连接到工件的被焊区域。
E�焊接电源和电缆应尽可能的远离你的身
体。
烟雾和气体 - 烟雾和气体可能导
致不适或伤害,特别是在密闭空
间内。不要吸入烟雾和气体。屏
蔽气体可导致窒息。因此:
9� 先切断电源再摘掉你的手套。
10�关于接地的具体建议,请参照美国ANSI/
ASC标准Z49�1(将在下页列出)。请不
要把工件接线和接地线混淆。
电场和磁场 – 可能非常危险的。
电流流过任何导体都会产生局部
电磁场(EMF)。焊接和切割电
流在焊接电缆及焊接机周围也会
产生电磁场。因此:
1�装有心脏起搏器的焊工焊接前应咨询自己的
医生。电磁场有可能会干扰某些心脏起搏
器。
2�暴露在电磁场可能对健康有其他未知的影
响。
1�在工作区要用自然或机械的方法提供足够的
通风。除非有正确的机械通风,不要进行镀
锌钢、不锈钢、铜、锌、铅、铍、镉等材料
的焊接、切割、或气刨。不要吸入这些材料
产生的烟雾。
2�不要在靠近脱脂和喷涂作业的地方进行操
作。电弧热或射线可以和挥发的氯化烃发生
反应形成光气(一种高毒性气体)及其他刺
激性气体。
3�如果您在操作时感觉眼睛、鼻子或喉咙受刺
激,这个迹象表明没有足够的通风。请停止
工作并采取必要措施改善工作区域的通风。
如果感觉身体还有不适,就不要继续操作。
4�关于通风的具体建议,请参照美国ANSI/
ASC标准Z49�1(具体参见下面)。
13

安全
安全
5�注意: 焊接或切割时,本产品产生的烟雾
或气体含有的化学物质在加利福尼
亚州证实能够造成胎儿缺陷;在某
些情况下会造成癌症。(加利福尼
亚州卫生与安全法规 §25249.5)
气瓶处理 – 如果处理不当,气瓶
会破裂并剧烈地释放气体。如果气
瓶、阀门、减压设备突然破裂,可
导致受伤或死亡。因此:
1�操作过程中使用正确的气体和使用适当的减
压调压阀。这些调压阀必须是为压缩气瓶专
用的。不要使用适配器。保持气管和接头在
良好的状态。请按照供货商的操作说明把安
装稳压器安装到压缩气瓶上。
2�总是用锁链或皮带以垂直方位把气瓶固定到
合适的手推车、起落架、长凳、墙壁、柱子
或者机架上。永远不要把气瓶固定到可能成
为一部分电路的工作台或其他装置。
3�不使用时,请保持气瓶阀门关闭。如果没有
连接调压器,请把阀门保护帽戴好。请用手
推车来固定和移动气瓶;不要粗暴对待气
瓶。
1�总是由持证人员来进行安装、调试和维修工
作。除非你有执业资格,不要进行任何电力
安装和操作。
2�在进行任何电源内部的维护时,请先断开输
入电源。
3�保持电缆、接地线、连接、电源线、供电电
源在安全的工作状态。不要在出错状态下操
作任何设备。
4�不要滥用任何设备或配件;保持设备远离热
源,比如炉子;潮湿的环境,比如积水、油
或油脂;以及腐蚀性气体和恶劣天气。
5�保持所有安全装置和控制柜到位及良好的维
修。
6�设备只能用于其设计的用途;不要以任何方
式修改设备的用途。
其他安全信息 - 如需关于电弧焊接和
切割设备的安全操作信息,请从您的
供应商那里索取“关于弧焊、切割和
气刨的注意事项和安全实践”(编号
52-529)。
4�气瓶要远离热源、火花和火焰放置;永远不
要在气瓶上尝试起弧。
5�其他有关信息,请参阅海关总署的标准
P–1“安全使用瓶装压缩气体的注意事项”
。美国压缩气体协会,1235 Jefferson Davis Highway, Arlington, VA 22202。
设备维修 – 缺少保养或保养不当的
设备可以造成伤害或死亡。因此:
14
我们向您推荐以下来自美国焊接学
会的出版物。他们的通讯地址是550 N�W�
LeJuene Road, Miami, FL 33126:
1�ANSI/ASC Z49�1 - “焊接及切割安全”
2�AWS C5�1 - “关于等离子弧焊的操作的建议”
3�AWS C5�2 - “关于等离子切割的操作的建议”
4�AWS C5�3 - “关于碳弧气刨切割操作的建议”
5�AWS C5�5 - “关于钨极氩弧焊操作的建议”
6�AWS C5�6 - "关于气体保护金属电弧焊操
作的建议"
7�AWS SP – “安全操作” – 重印,焊接手册。
8�ANSI/AWS F4�1 -“关于焊接和切割盛有有
害物质容器的安全操作建议。”
在本手册中符号的涵义
意味着注意!警惕!涉及您的
人身安全。
安全
安全
危险
警告
注意
指即时的危害,如果不避免,
将导致直接的严重人身伤害或
生命损失。
意味着潜在的危险,可能导致
人身伤害或生命损失。
指危害,可能导致轻微人身伤
害。
15

安全
安全
16

描述
安全
描述
安装 维护操作
更换零件
附录

以下是本手册各处使用的一些英文缩写。
缩写:
A/C - 空气幕(Air Curtain)
ACC - 空气幕控制(Air Curtain Control)
描述
AHC - 自动高度控制(Automatic Height Control)
CGC - 组合气体控制(Combined Gas Control)
ICH - 接口控制中枢(Interface Control Hub)
IGC - 集成气体控制(Integrated Gas Control)
PDB - 配电箱(Power Distribution Box)
RAS - 遥控起弧器(Remote Arc Starter)
WIC - 注水控制(Water Injection Control)
描述
18

描述
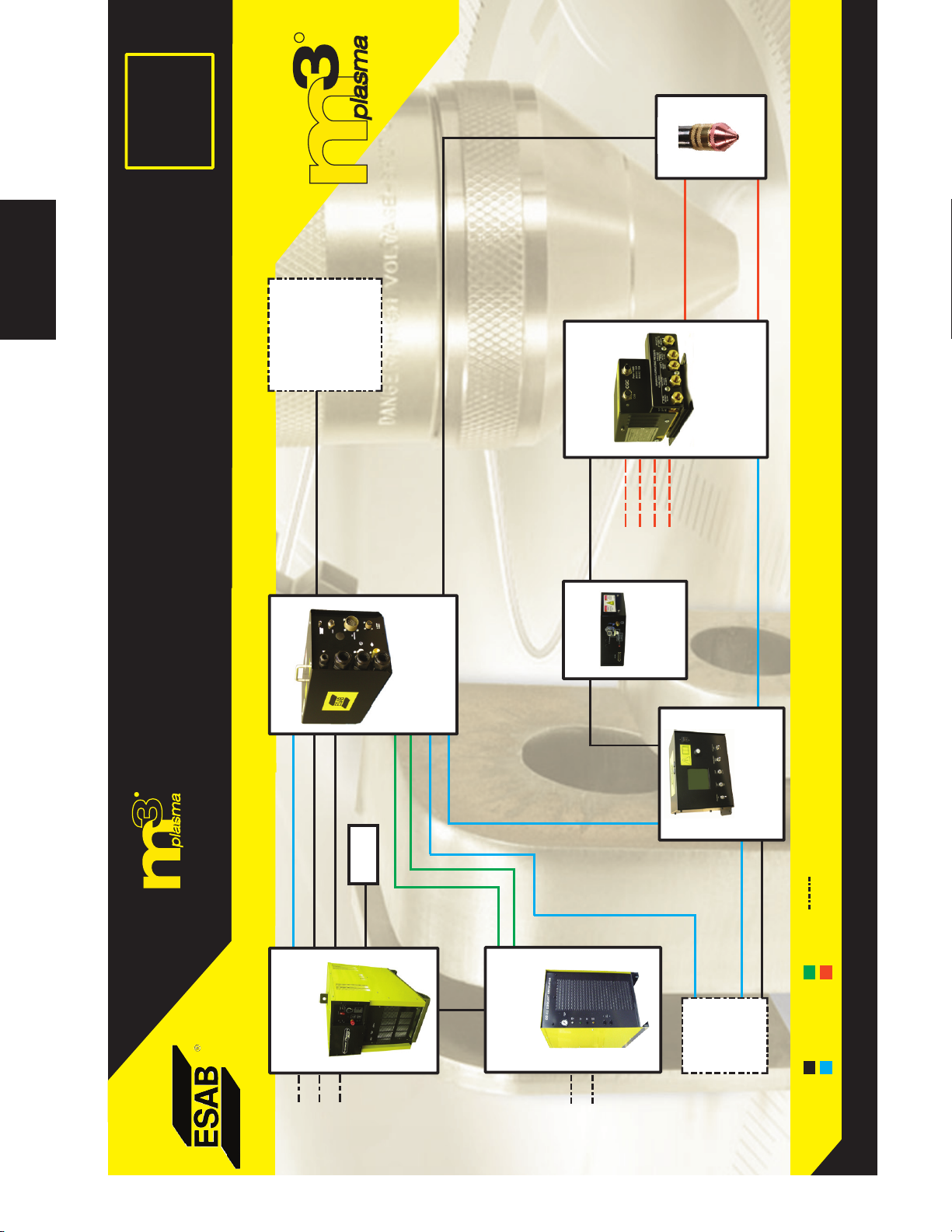
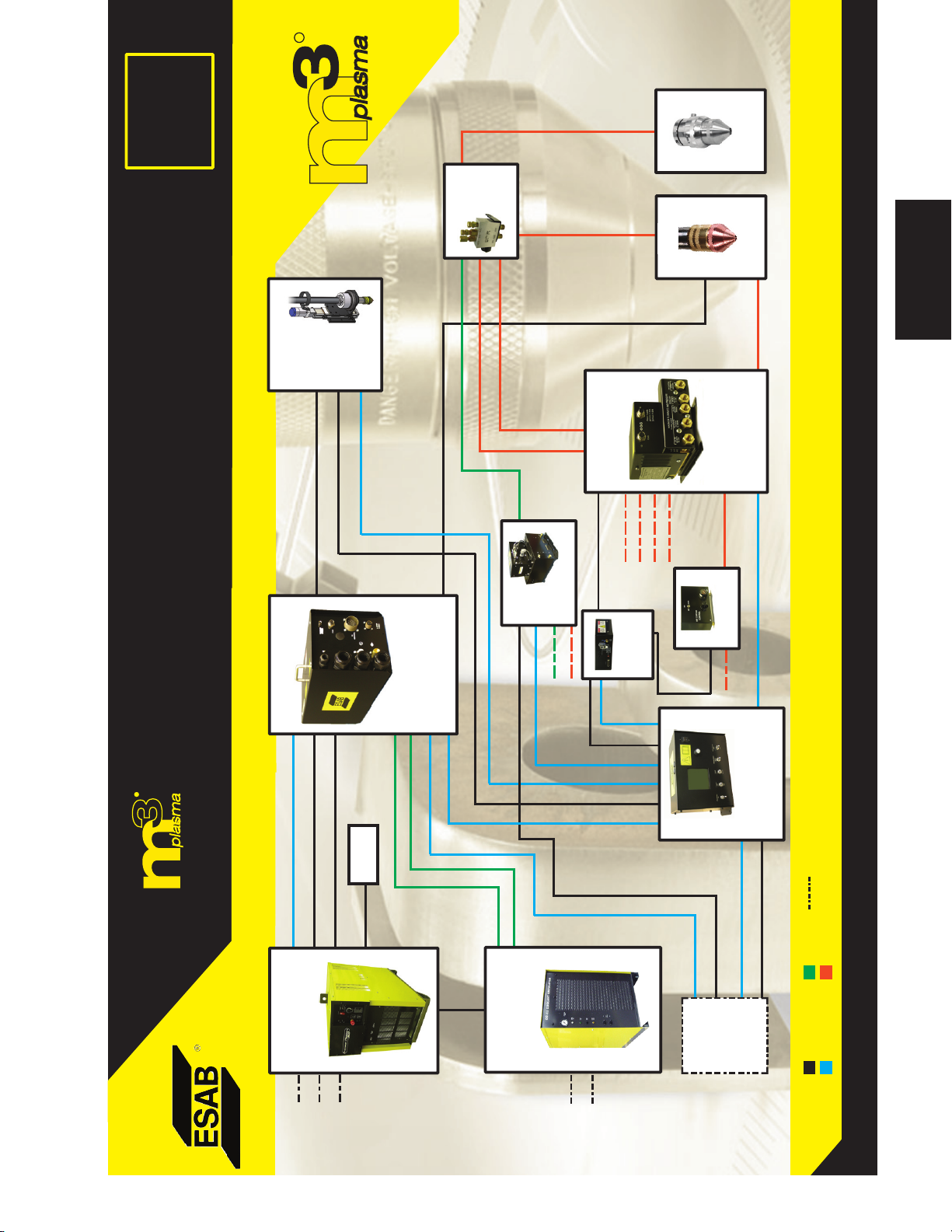
2.0 系统示意图
后面几页图示说明了集成气体控制(IGC)系统可有的一些不同系统配置。就此系统而言,伊萨备有八种不同的配置以
满足客户的要求。以下是对每个配置的描述。
1. 基本系统
这套系统是IGC等离子系统的基本配置,包含所有主要部件,例如电源(EPP201/360/450/601诸型)、冷却液
循环器、PT-36割炬、遥控起弧器(RAS)、组合气体控制(CGC)、配电箱(PDB)、接口控制中枢(ICH)。 这
套系统将满足大多数客户切割碳钢、不锈钢及铝材的需求,并且具有使用相同的割炬和易损件在碳钢和不锈钢
上划线的能力。通过在工作中简单地转换切割和划线模式,此系统能够在同一个工件程序中完成切割和划线而
无需更换易损件。
为了使用此系统,客户的数控需要发出启动信号和在几何转角处发出拐角信号。与此同时,客户的数控需要监视
由ICH发出的故障信号和能够运动信号。这套基本系统没有配备自动高度控制(AHC)。客户将必须提供AHC和
控制其序列。
2. 基本系统 + AHC
这套系统包括基本系统和称为“B4升降机构”的伊萨AHC。在此配置中,ICH将控制等离子序列和AHC序列。
客户的数控需要提供正常切割作业的启动信号和拐角信号。
3. 基本系统 + ACC
这套系统包括前述基本系统和伊萨空气幕控制(ACC)。空气幕是在水下切割中改善等离子弧性能的装置。基本
系统中的接口控制中枢将控制其序列和开关空气供应。
4. 基本系统 + WIC
这套系统配置为增加了注水控制(WIC)单元,后者用于调节保护切割工艺的切割水流。此配置可以满足客户想
要不用H35气而切割不锈钢的需求。这套系统依然使用标准的PT-36割炬,但有一套不同的易损件。与干式系统
相似,此WIC系统也能够使用水保护完成划线作业。
5. 基本系统 + AHC + WIC
这套系统向客户提供基本系统、AHC(自动高度控制)、以及WIC(注水控制)。利用此系统,客户在进行注水切
割不锈钢作业时只需提供启动信号和拐角信号。
6. 基本系统 + AHC + ACC
这套系统让客户能够使用伊萨自动高度控制(AHC)完成水下切割作业。
7. 基本系统 + WIC + ACC
这套系统是在基本系统中添加了注水控制(WIC)和空气幕控制(ACC)。客户需要自行提供高度控制和控制其
序列。
8. 基本系统 + AHC + WIC + ACC
这套完整的系统让客户可以用伊萨自动高度控制(AHC)切割碳钢、不锈钢及铝材。客户能够用注水控制(WIC)
切割不锈钢,以及在空气幕控制(ACC)的协助下进行水下切割。
描述
19
R
0558010538-OR
描述
基本系统
AHC
(自动高度控制)
AHC-VDR
RAS-VDR
电源、引弧、冷却液
CGC-PWR
PDB-PWR1
CGC-Ar
CGC-N2/空气
CGC-O2/H35/F5
CGC-N2/空气
CGC-SG
保护气体软管
CGC
PT-36割炬
等离子气体软管
CGC-PG
(组合气体控制)
CGC-CAN
电话:1-843-664-5550
电邮:oemplasma@esab.com
PDB
(配电箱)
RAS
(遥控起弧器)
PDB-AC入
集成气体控制系统互连示意图
R
R
RAS-PA
RAS-E(-)
RAS-PSC
供电电缆
引弧电缆
PS和CC控制电缆
PS-PSC
PS(-)
PS-PA
PS
(电源)
工件台
PS-W
RAS-TC入
RAS-TC出
RAS-ESTOP
冷却液供应软管
冷却液回流软管
RAS-CAN
PS-IC
CC-TC出
CC-TC入
CC-IC
CC
(冷却液循环器)
ICH-GAS-PWR
ICH-RAS-CAN
CNC-ESTOP
ICH-CGC-CAN
ICH-CNC
CNC-IO
数控
ICH
(接口控制中枢)
ICH-PWR入
CNC-PWR
粗体字 = 缆线连接标签
由客户提供
液体
气体
供电
数据
20
基本系统
{
三相电源
{
单相电源

AHC
R
0558010536-OR
PT-36割炬
描述
电源、引弧、冷却液
CGC-SG
保护气体软管
等离子气体软管
CGC-PG
电话:1-843-664-5550
电邮:oemplasma@esab.com
AHC
(自动高度控制)
CGC
AHC-VDR
AHC-CAN
AHC-AC入
CGC-N2/空气
CGC-O2/H35/F5
PDB-
A/C
控制
CGC-Ar
CGC-N2/空气
PDB
(配电箱)
ICH-AUX
ICH-GAS-PWR
ICH-AHC-CAN
ICH-AHC-PWR
ICH-RAS-CAN
CGC-PWR
PDB-PWR1
RAS-VDR
RAS
(遥控起弧器)
集成气体控制系统互连示意图
R
RAS-PA
RAS-E(-)
RAS-PSC
RAS-TC出
RAS-TC入
RAS-ESTOP
AHC 输入电源
RAS-CAN
CAN母线
PDB-AC入
(组合气体控制)
CGC-CAN
ICH-CGC-CAN
粗体字 = 缆线连接标签
ICH
(接口控制中枢)
基本系统 + AHC
供电电缆
引弧电缆
PS-PA
{
三相电源
工件台
PS-W
冷却液回流软管
冷却液供应软管
PS-IC
CC-IC
CC-TC出
CC-TC入
CC
(冷却液循环器)
单相电源
ICH-CNC
ICH-PWR入
CNC-PWR
CNC-ESTOP
CNC-IO
数控
{
PS和CC控制电缆
PS-PSC
PS(-)
PS
R
(电源)
由客户提供
液体
气体
供电
数据
21

R
0558010537-OR
描述
ACC
AHC
(自动高度控制)
AHC-VDR
RAS-VDR
电源、引弧、冷却液
CGC
PDB
-PWR
-PWR1
空气幕软管
CGC-A/C出
CGC-N2/空气
CGC-O2/H35/F5
空气幕
PT-36割炬
电话:1-843-664-5550
电邮:oemplasma@esab.com
CGC-SG
保护气体软管
等离子气体软管
CGC-PG
CGC
(组合气体控制)
入
CGC
CGC-Ar
CGC-N2/空气
-A/C
出
ACC
-A/C
CGC-CAN
ACC
空气
ACC-
(空气幕控制)
ICH
ICH-CNC
ICH-PWR入
CNC-PWR
CNC-IO
数控
ICH-CGC-CAN
粗体字 = 缆线连接标签
(接口控制中枢)
由客户提供
液体
气体
供电
数据
PDB
(配电箱)
入
A/C
控制
PDB-A/C1
ICH-AUX
ICH-GAS-PWR
ICH-RAS-CAN
CNC-ESTOP
ACC
RAS
(遥控起弧器)
集成气体控制系统互连示意图
R
R
RAS-PA
RAS-E(-)
RAS-PSC
供电电缆
引弧电缆
PS和CC控制电缆
PS-PSC
PS(-)
PS-PA
PS
(电源)
工件台
PS-W
RAS-TC入
RAS-TC出
RAS-ESTOP
冷却液供应软管
冷却液回流软管
RAS-CAN
PS-IC
CC-TC出
CC-TC入
CC-IC
CC
(冷却液循环器)
PDB-
PDB-AC入
22
基本系统 + ACC
{
三相电源
{
单相电源

R
0558010535-OR
WIC
AHC
(自动高度控制)
AHC-VDR
RAS-VDR
BPR
BPR-H2O
BPR-SG/H2O
(背压调节器)
BPR-SG
WIC-H2O出
CGC-SG
保护气体软管
CGC-PWR
CGC-N2/空气
PDB-PWR1
CGC-Ar
CGC-N2/空气
CGC-O2/H35/F5
PT-36割炬
等离子气体软管
CGC-PG
CGC
(组合气体控制)
CGC-CAN
电话:1-843-664-5550
电邮:oemplasma@esab.com
描述
WIC
(注水控制)
PDB
(配电箱)
WIC-CAN
CC-TC出
CC-IC
WIC-AC-入
CC-TC入
CC
RAS
(遥控起弧器)
RAS-PA
集成气体控制系统互连示意图
R
R
RAS-E(-)
RAS-PSC
供电电缆
引弧电缆
PS和CC控制电缆
PS-PSC
PS(-)
PS-PA
PS
(电源)
PS-W
工件台
RAS-TC入
RAS-TC出
RAS-ESTOP
冷却液供应软管
冷却液回流软管
RAS-CAN
PS-IC
WIC-空气入
WIC-H2O入
(冷却液循环器)
ICH-CGC-CAN
PDB-AC入
ICH-GAS-PWR
ICH-GAS-PWR
ICH-WIC-CAN
粗体字 = 缆线连接标签
ICH
(接口控制中枢)
ICH-RAS-CAN
ICH-CNC
ICH-PWR入
CNC-PWR
CNC-IO
CNC-WIC PWR
CNC-ESTOP
数控
由客户提供
液体
气体
供电
数据
基本系统 + WIC
{
三相电源
{
单相电源
23

R
0558010532-OR
描述
WIC
AHC
AHC
(自动高度控制)
AHC-VDR
AHC-AC入
RAS-VDR
BPR
(背压调节器)
BPR-H2O
AHC-CAN
电源、引弧、冷却液
BPR-SG/H2O
BPR-SG
WIC-H2O出
CGC-SG
保护气体软管
CGC
-PWR
PDB
-PWR1
CGC-Ar
CGC-N2/空气
CGC-O2/H35/F5
CGC
CGC-N2/空气
PT-36割炬
等离子气体软管
CGC-PG
(组合气体控制)
CGC-CAN
电话:1-843-664-5550
电邮:oemplasma@esab.com
WIC
(注水控制)
PDB
WIC-CAN
RAS
(遥控起弧器)
RAS-PA
RAS-E(-)
RAS-PSC
RAS-TC入
RAS-CAN
RAS-TC出
RAS-ESTOP
CAN母线
AHC输入电源
WIC-AC-入
WIC-空气入
WIC-H2O入
PDB-AC入
集成气体控制系统互连示意图
R
供电电缆
引弧电缆
PS-PA
工件台
PS-W
冷却液供应软管
冷却液回流软管
PS-IC
CC-IC
CC-TC出
CC-TC入
CC
(冷却液循环器)
PS和CC控制电缆
PS-PSC
PS(-)
PS
(电源)
R
(配电箱)
ICH-GAS-PWR
ICH-WIC-CAN
ICH-AHC-CAN
ICH-AHC-PWR
ICH-RAS-CAN
CNC-ESTOP
CNC-WIC PWR
ICH-CGC-CAN
ICH-CNC
CNC-IO
数控
ICH
(接口控制中枢)
ICH-PWR入
CNC-PWR
粗体字 = 缆线连接标签
由客户提供
液体
气体
供电
数据
24
基本系统 + AHC + WIC
{
三相电源
{
单相电源

R
0558010533-OR
ACC
AHC
AHC
(自动高度控制)
AHC-VDR
AHC-AC入
RAS-VDR
空气幕
PT-36割炬
描述
空气幕软管
保护气体软管
CGC-A/C出
电源、引弧、冷却液
AHC-CAN
CGC
-PWR
CGC-N2/空气
PDB
-PWR1
CGC-SG
CGC-Ar
CGC-N2/空气
CGC-O2/H35/F5
CGC
CGC-PG
CGC
(组合气体控制)
入
-A/C
ACC-A/C出
等离子气体软管
CGC-CAN
电话:1-843-664-5550
电邮:oemplasma@esab.com
ACC
ACC-空气
(空气幕控制)
ICH
ICH-CNC
ICH-PWR入
CNC-PWR
CNC-IO
数控
ICH-CGC-CAN
粗体字 = 缆线连接标签
(接口控制中枢)
由客户提供
液体
气体
供电
数据
PDB
(配电箱)
PDB-A/C1
RAS
(遥控起弧器)
集成气体控制系统互连示意图
R
R
RAS-PA
RAS-E(-)
RAS-PSC
供电电缆
引弧电缆
PS和CC控制电缆
PS-PSC
PS(-)
PS-PA
PS
(电源)
工件台
PS-W
RAS-TC出
RAS-TC入
RAS-ESTOP
冷却液回流软管
冷却液供应软管
RAS-CAN
PS-IC
CAN母线
AHC 输入电源
CC-IC
CC-TC出
CC-TC入
CC
PDB-AC入
(冷却液循环器)
PDB-
A/C
控制
ACC入
ICH-AUX
ICH-GAS-PWR
ICH-AHC-CAN
ICH-AHC-PWR
ICH-RAS-CAN
CNC-ESTOP
基本系统 + AHC + ACC
{
三相电源
{
单相电源
25

描述
WIC
ACC
R
AHC
AHC-VDR
(自动高度控制)
BPR-A/C
BPR-H2O
电源、引弧、冷却液
WIC-H2O出
BPR
(背压调节器)
BPR-SG
BPR-A/C
0558010534-OR
空气幕软管
BPR
-SG/H2O
出
保护气体软管
CGC-SG
CGC-A/C
空气幕
PT-36割炬
CGC
-PG
(组合气体控制)
电话:1-843-664-5550
电邮:oemplasma@esab.com
CGC
(组合气体控制)
CGC
-PWR
WIC
(注水控制)
PDB
-PWR1
RAS-VDR
WIC-CAN
WIC-AC-入
WIC-空气入
WIC-H2O入
RAS
(遥控起弧器)
PDB-AC入
集成气体控制系统互连示意图
R
RAS-PA
RAS-E(-)
RAS-PSC
供电电缆
引弧电缆
PS和CC控制电缆
PS-PSC
PS(-)
PS-PA
工件台
PS-W
RAS-TC入
RAS-TC出
RAS-ESTOP
冷却液供应软管
冷却液回流软管
RAS-CAN
CC-TC出
CC-TC入
CGC-N2/空气
CGC-O2/H35/F5
PDB
(配电箱)
PDB-
A/C
控制
CGC-Ar
CGC-N2/空气
PDB-A/C1
ICH-AUX
ICH-GAS-PWR
ICH-WIC-CAN
ICH-RAS-CAN
CGC
ACC入
入
-A/C
ACC
(空气幕控制)
ACC-空气
ICH-CNC
CGC-CAN
ICH-CGC-CAN
ICH
(接口控制中枢)
ICH-PWR入
粗体字 = 缆线连接标签
由客户提供
液体
气体
26
基本系统 + WIC + ACC
CNC-IO
数控
CNC-PWR
供电
数据
CNC-WIC PWR
CNC-ESTOP
CC-IC
CC
(冷却液循环器)
{
单相电源
PS
R
(电源)
PS-IC
{
三相电源
WIC
AHC
ACC
R
AHC
(自动高度控制)
AHC-AC入
AHC-VDR
0558010531-OR
空气幕软管
BPR-A/C
空气幕
BPR
(背压调节器)
BPR-A/C
BPR-H2O
AHC-CAN
电源、引弧、冷却液
BPR-SG/H2O
保护气体软管
PT-36割炬
BPR-SG
CGC
-PG
CGC-SG
出
CGC-A/C
CGC
(组合气体控制)
等离子气体软管
电话:1-843-664-5550
电邮:oemplasma@esab.com
描述
WIC-H2O出
CGC-PWR
RAS-VDR
PDB-PWR1
WIC
(注水控制)
WIC-CAN
RAS
(遥控起弧器)
集成气体控制系统互连示意图
R
RAS-PA
RAS-E(-)
RAS-PSC
供电电缆
引弧电缆
PS和CC控制电缆
PS-PSC
PS(-)
PS-PA
工件台
PS-W
RAS-TC入
RAS-TC出
RAS-ESTOP
冷却液供应软管
冷却液回流软管
RAS-CAN
CAN母线
AHC输入电源
CC-TC出
WIC-AC-入
CC-TC入
WIC-空气入
WIC-H2O入
PDB-AC入
CGC-N2/空气
CGC-O2/H35/F5
PDB
PDB-
A/C
控制
CGC-Ar
CGC-N2/空气
(配电箱)
PDB-A/C1
ICH-AUX
ICH-GAS-PWR
ICH-WIC-CAN
ICH-AHC-CAN
ICH-AHC-PWR
ICH-RAS-CAN
CGC
ACC
入
ACC-
入
-A/C
-A/C出
ACC
(空气幕控制)
空气
ACC-
ICH-CNC
CGC-CAN
ICH-CGC-CAN
ICH
(接口控制中枢)
入
ICH-PWR
粗体字 = 缆线连接标签
由客户提供
液体
气体
基本系统 + AHC + WIC + ACC
CNC-PWR
CNC-IO
CNC-WIC PWR
CNC-ESTOP
CC-IC
CC
(冷却液循环器)
{
单相电源
数控
供电
数据
PS
R
(电源)
PS-IC
{
三相电源
27

400伏
m3 601
描述
50/60赫
描述
m3等离子电源输入输出信息
TAPS
380伏
400伏
m3 601
50/60赫
TAPS
380伏
380伏
m3 601
50/60赫
400伏
m3 450
50/60赫
TAPS
380伏
400伏
m3 450
50/60赫
950 x 1050 x 1150 950 x 1050 x 1150
TAPS
380伏
380伏
m3 450
50/60赫
28
2.1 电源
IGC系统能够使用多种等离子电源。伊萨供应具有多种输入电压和电流输出的EPP-201/360/450/601等型电源以满足客户的要求。有关本公司电源的详
细资料,请参阅该电源的具体手册。
380/400伏电源
m3 360,
m3 201,
1195
50 / 60赫
380 / 400伏,
输出划线范围(安) (100%负载) 10 - 36 10 - 36 10 - 100 10 - 100
32 72 90 120
输 出 功 率( 千 瓦 )
2/0 2/0 2/0 2/0 2/0 4/0 4/0 4/0
50 / 60赫
380 / 400伏,
输入功率(千瓦) 35�5 82�5 98�9 98�9 99�1 128�5 128�5 128�4
输入功率因数(%) 90�0 90�0 90 90 90 90 90 90
输 入 电 压( 3 相 ,伏 ) 380 / 400 380 / 400 380 380 400 380 380 400
输 入 电 流( 3 相 ,安 ,均 方 根 值 ) 60 / 57 140 / 132 167 167 159 217 217 206
输 入 频 率( 赫 ) 50 / 60 50 / 60 50/60 50/60 50/60 50/60 50/60 50/60
输入千伏安 39�5 91�6 109�9 109�9 110�2 142�8 142�8 142�7
输入
推 荐 供 电 电 缆( AWG美规线号)
输 入 保 险 丝( 推 荐 ,安 ) 100 200 200 200 200 250 250 250 输出输出开路电压 (OCV) (高范围切
360 360 430 406 427 430 406 427
割 ,直 流 伏 )
输出切割范围(安) (100%负载) 30 - 200 30 - 360 35 - 450 35 - 600
(100%负载)
保护等级 IP 21 IP 21 IP 21 IP 21
585 x 1040 x
尺 寸( 毫 米 ) 585 x 1040 x 1195
重 量( 公 斤 ) 493 493 850 850

描述
m3 601
575伏, 60赫
描述
m3 601
460伏, 60赫
m3 450
575伏, 60赫
m3 450
460伏, 60赫
m3等离子电源输入输出信息
m3 360
m3 360
m3 201
m3 201
575伏, 60赫
460伏, 60赫
575伏, 60赫
460伏, 60赫
360 360 431 4 31
30 - 200 30 - 360 35 - 450 35 - 600
51 41 115 92 138 110 179 143
60 60 60 60 60 60 60 60
460 575 460 575 460 575 460 575
40�6 40�6 91�6 91�6 110�0 109�6 142�6 142�4
35�5 35�5 82�5 82�5 99�0 98�6 128�4 128�2
90�0 90�0 90�0 90�0 90 90 90 90
2/0 2/0 2/0 2/0 1/ 0 2/0 1/0 1/ 0
100 60 150 12 5 200 150 250 200
32 72 90 120
10 - 36 10 - 36 10 - 100 10 - 100
IP 21 IP 21 IP 21 IP 21
493 493 850 850
585 x 1040 x 1195 585 x 1040 x 1195 950 x 1050 x 1150 950 x 1050 x 1150
460/575伏电源
输 入 电 压( 3 相 ,伏 )
输 入 电 流( 3 相 ,安 ,均 方 根 值 )
输 入 频 率( 赫 )
输入千伏安
输入功率(千瓦)
输入功率因数(%)
推 荐 供 电 电 缆( AWG美规线号)
输 入 保 险 丝( 推 荐 ,安 )
输出开路电压 (OCV) (高范围切
割 ,直 流 伏 )
输出切割范围(安) (100%负载)
输出划线范围(安) (100%负载)
输 出 功 率( 千 瓦 )
(100%负载)
保护等级
尺 寸( 毫 米 )
输入
输出
重 量( 公 斤 )
29
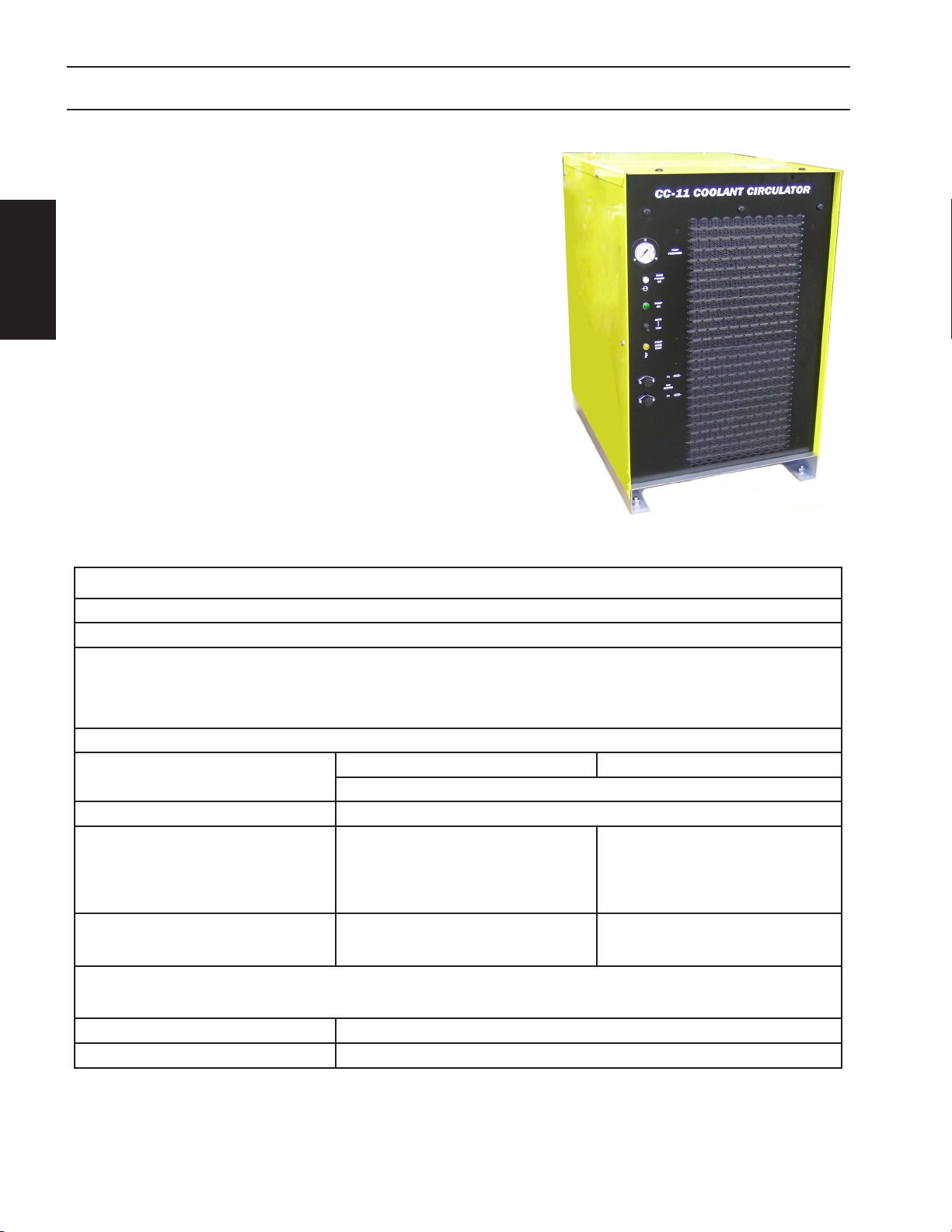
2.2 冷却液循环器 (CC-11)
零 件 号 :0 5 5 8 0 0 7 5 1 5
冷却液循环器(CC-11)通过再循环冷却液来冷却割
炬、电极及喷嘴。如需更多具体细节,请参阅CC-11说
明手册。
描述
描述
规格
尺寸:34�00英寸 (864毫米) 高 x 21�75英寸 (552毫米) 宽 x 28�00 (711毫米) 深
重量:215磅干 (97�5公斤) / 249磅湿 (113公斤)
泵类型:
转叶容积式,带可调旁通阀 (200磅/平方英寸 / 13�8巴最大),
由铭牌查看为顺时针旋转。
散热器类型:铜管铝翅片空气水交换型,带镀锌钢机架。
交流输入电压
交流输入电流
泵容量
冷却容量于1.60加仑/分钟
(6.0升/分钟)
高温冷却液和环境空气的温差为45°F (25°C),使用伊萨冷却液(零件号:0558004297,25%丙二醇
和75%蒸馏水)。
最大输送压力
水箱容量
50赫单相电 60赫单相电
200 / 230 / 400 / 460 / 575 伏 , + / - 10%
9 / 8 / 5 / 4 / 3 安
1�60加仑/分钟于175磅/平方英寸
(6�0升/分钟于12巴)
16,830英热单位/小时 (4900瓦)
175磅/平方英寸表压(12巴)
4加仑(15�2公升)
1�60加仑/分钟于175磅/平方
英寸
(6�0升/分钟于12巴)
20,200英热单位/小时 (5900瓦)
30

描述
2.3 接口控制中枢(ICH)
零件号:0558009607
接口控制中枢(ICH)提供等离子工艺控制,包括电流、气体及割炬高度(若适用),此外也是客户数控与伊萨IGC等离
子系统之间的接口,同时还用作CAN通讯的中枢。
描述
规格
尺寸:7�50英寸 (190�5毫米) 高 x 10�125英寸 (257�2毫米) 宽 x 6�50英寸 (165�1毫米) 深
重量:8�5磅 (3�9公斤)
工作温度
最大湿度
外壳保护程度
输入功率
ICH固定尺寸
D=0�28”
(7�1 mm)
3�00”
(76�2 mm)
5-40°C (41-104°F)
95%无凝结
IP54
交流230伏5安
交流120伏3安
11�50”
(292�1 mm)
31

描述
CNC Direct板
零件号:0558009991
CNC Direct板是ICH内的控制与接口板,提供工艺控制、与客户数控的接口、系统设置、面板接口等等。下图是此数控
板的骨架图,显示了该板上的主要部件和主要连接器。下面的表中列出了这些连接的功能。
描述
32
端口 功能 端口 功能
X1 数控控制,DB37
X2 RS232
X3 CAN1和直 流24伏输入 XP1 编程端口1
X4 CAN2 XP2 编程端口2
X6 备用I/O S2, S3 标识开关,默认值为S2=1、S3=4
X7 保留 V12 集成电路,主处理器
X8 辅 助 控 制 ,D B 2 5 V13 EEPROM,保存系统配置、错误历史等数据
X9 ASIOB1通讯 V41 ASIOB1的集成电路
XS1 开 关 : 等 离 子 启 动 、气 体 测 试 J1
XS2 开关:本机/遥控、工位选择及屏幕选择
DIP开关:
1- CAN1的120R、2- CAN2的120R、
3- VCC至ASIOB1、4- 接地至ASIOB1
默认:1 - 开、2 - 开、3 - 关、4 - 关

描述
2.4 组合气体控制(CGC) (CGC)
零 件 号 :0 5 5 8 0 1 0 2 4 1
组合气体控制(CGC)调节从三个等离子气体入口(N2/空气、O2/
H35/F5及氩气)中选定之等离子气体(PG)的输出,并且控制保护
气体(SG)的流量。此控制使用来自配电箱的24伏(交流和直流)
电,经由CAN母线接收命令。
共有四个气体输入(三个等离子气体、一个保护气体),两个气体输出
(保护气体、等离子气体),以及一个外部连接(空气幕)。四个输入均配备了多孔青铜过滤器和“G-1/4” (BSPP) 右
旋阴螺纹。备有两组管接头套件,用于配合标准公制或CGA软管连接。气体配件和管接头在下面的表中列出。
规格
尺寸:8�5英寸 (215�9 mm) 长 x 6�0英寸 (152�4 mm) 宽 x 4�5英寸 (114�3 mm) 高
重量:8�65 磅 (3�9 kg)
电源输入:24伏交流/直流
伊萨
零件号
ESAB Kit p/n
ESAB Kit p/n
公制输入
管接头
CGA
输入
管接头
气体 接头
氩气
等离子
保护 N2/空气 G-1/4英寸右旋阳 x G-1/4英寸右旋阳 0558010163
空气幕 空气 G-1/4英寸右旋阳 x “B”空气/水右旋阳 0 558010165
N2/空气 G-1/4英寸右旋阳 x G-1/4英寸右旋阳 0558010163
O2/H35/F5* G-1/4英寸右旋阳 x G-1/4英寸右旋阳 0558010163
零件号 - 0558010246 (G-1/4英寸右旋阴 x G-1/4英寸左旋阳)
氩气
等离子
保护 N2/空气 G-1/4英寸右旋阳 x “B”空气/水右旋阳 0 558010165
空气幕 空气 G-1/4英寸右旋阳 x “B”空气/水右旋阳 0 558010165
输出
N2/空气 G-1/4英寸右旋阳 x “B”惰性气体右旋阴 0558010166
O2/H35/F5* G-1/4英寸右旋阳 x “B”氧气右旋阳 0558010167
零件号 - 0558010245 (“B”氧气右旋阴 x “B”燃气左旋阳)
保护气体 1/4英寸NPT x 5/8英寸-18左旋阳 10Z 30
等离子气体 1/4" NPT x “B”惰性气体右旋阴 2064113
空气幕 1/8 NPT x “B”惰性气体左旋阴 08030280
G-1/4英寸右旋阳 x G-1/4英寸右旋阳 0558010163
* 连接H35/F5气体时需要另一个管接头。
G-1/4英寸右旋阳 x “B”惰性气体右旋阴 0558010166
* 连接H35/F5气体时需要另一个管接头。
描述
0558000254
0558000253
33

描述
注意
气,必须格外谨慎地确定从输入到割炬的所有管线都得到彻底吹扫。建议在
重新连接前,用氮气把整个系统和割炬管线吹扫60秒,然后在切割前用新的
如要将燃气管线与氧气等离子气体输入连接,或者在用过燃气后重新连接氧
附注
描述
每种气体都有如下表所示的最大流量与压力规定:
气体
氩气 125磅/平方英寸 (8�6巴),200标立英尺/时 (5�7标立米/时)
等离子
保护
空气幕 空气
O2/H35/
F5
N2/空气 125磅/平方英寸 (8�6巴),255标立英尺/时 (7�2标立米/时)
N2/空气 125磅/平方英寸 (8�6巴),353标立英尺/时 (10�0标立米/时)
供给气体吹扫60秒。
O2为125磅/平方英寸 (8�6巴),H35/F5为75磅/平方英寸 (5�2巴);255标立英
尺/时 (7�2标立米/时)
80磅/平方英寸 (5�5巴),1200标立英尺/时 (34�0标立米/时)
CGC流动示意图
压力
N2/空气
34
N2/空气
C2/H35/F5
AR
流量反馈
至割炬
小孔
至割炬

CGC固定尺寸
零 件 号 :0 5 5 8 0 0 8 4 5 9
D=0�281
(7�1mm)
0�313 ”
(8�0mm)
描述
描述
4�00”
(101�6mm)
0�37”
(9�5mm)
CGC底视图
7�50”
(19 0� 5m m)
4�72”
(12 0� 0mm )
0�37”
(9�5mm)
M6
0�90”
(22�9mm)
2�52”
(64�0mm)
35

2.5 配电箱(PDB)
零件号:0558010242
取决于开关的设置,配电箱(PDB)接收交流230伏或
115伏电压。直流24伏和交流24伏输出向组合气体控制
(CGC)供电。 配电箱也经由空气幕控制端口接收来
描述
自ICH的命令,用于控制空气幕输出。配电箱的默认配
置能够控制一部CGC和一个空气幕。如有需要,配电箱
内可加装另一个电源模块和必要的连接器,从而控制第
二个CGC和空气幕。电源模块和连接器套件的零件号为
0558010 247。
描述
规格
尺寸:10英寸 (254毫米) 长 x 9�5英寸 (241�3毫米) 宽 x 4�25英寸 (108毫米) 高
重量:9�0磅 (4�1公斤)
输入功率
输出电力
PDB固定尺寸
交流230伏2安
交 流115 伏3安
交直流24伏
8�00”
(203�2 mm)
6�50”
(165�1 mm)
M6
36
�875”
(22�2 mm)
3�00”
(76�2 mm)
4�25”
(108�0 mm)
10� 00 ”
(254�0 mm)

PDB固定板尺寸
零件号:0558008794
D=0�281
(7�1mm)
0�313 ”
(8�0mm)
描述
描述
5�75”
(14 6�0mm)
0�50”
(12 �7mm)
9�50”
(2 41�3m m)
PDB电路图
PDB的交流230/115伏开关在出厂时设置为交流230伏。如果客户需要不同的输入电压,请把该开关转换到交流115伏。
交 流2 30/115 伏
直流公共
直流24伏
空气幕2 (+)
空气幕1 (+)
空气幕2 (-)
空气幕1 (-)
接地
黑
白
绿/黄
黑
白
交流公共
交流24伏
直流24伏公共
直流24伏
交流公共
交流24伏
空气幕1
棕*
白*
蓝*
黑*
灰*
棕*
黑*
蓝*
交 流2 30/115 伏 开关
配电印刷板
零件号:0580038 383
37

2.6 遥控起弧器(RAS)
零 件 号 :0 5 5 8 0 0 8 1 5 0
遥控起弧器更常称为RAS箱。RAS箱是等离子控制器与EPP
系列等离子电源之间的接口,可帮助取得稳定的等离子弧。
RAS箱也向等离子割炬升降机构提供一个电压反馈,用于在
描述
切割中调整割炬高度,从而让割炬在工件上方保持适当的高
度。
RAS箱内有一个I/O模块和一个高频/分压器电路板,前者用
于与等离子控制器通讯,后者提供电弧离子化和分压器功能
以调节割炬高度。
冷却液连接和割炬电源连接均在RAS箱内完成,提供了电
源、冷却液循环器及割炬之间的接口。
描述
规格
尺寸:8�75英寸 (222�3 mm) 高 x 7�50英寸 (190�5 mm) 宽 x 17�00英寸 (431�8 mm) 深
重量:28�5 磅 (12�9 kg)
遥控起弧器连接
附注:
G, H
机框必须与机器地线连接。
A
B
字母 描述
C
D
EF
J
A 至升降机构的3针分压器连接
B 至数控或接口的8针Can母线连接
C 24针Amphenol电源连接
D 紧急停机
E 冷却液入口 - 流向割炬
F 冷却液回流 - 从割炬流回到冷却液循环器
G, H 张力释放配件
I 割炬护罩连接
J 机器地线连接
38
I

RAS箱固定尺寸
如下图所示,此箱带有四个M6 x 1螺纹固定孔。
描述
注意
5�00”
(127�00 mm)
1�0 0”
(2�54 mm)
倘若紧固件由下面穿入箱内,其长度不得令其伸出内部阴螺纹超过0�25英寸
(6mm)。过长的紧固件能够干扰箱的部件。
2�75”
(69�85 mm)
13�75”
(349�25 mm)
描述
RAS箱固定板尺寸
零 件 号 :0 5 5 8 0 0 8 4 6 1
3�25"
(82�6 mm)
7�50"
(190�5 mm)
6�50"
(165�1 mm)
18�50"
(469�9 mm)
17�50"
(444�5 mm)
8�75"
(222�3 mm)
39

2.7 PT-36等离子割炬
零件号:0558008300
PT-36机用Plasmarc割炬是一种原厂组装的等离子弧
割炬,因而具有割炬部件的同心性和整齐划一的切割准
确性。
描述
7�54 "
(191�5 mm)
描述
(50�8 mm)
9�13 "
(231�9 mm)
6�17"
(156�7 mm)
10�50" (266�7 mm)
套管长度
规格
类型:水冷双气机用Plasmarc割炬
电流额定值:1000安培于100%负载持续率
固定直径:2英寸 (50�8毫米)
割炬长度(不带引线):16�7英寸 (42厘米)
IEC 60974-7电压额定值:500伏峰值
起弧电压(高频电压的最大值):交流8000伏
冷却液最小流量:1�3加仑/分钟(5�9升/分钟)
冷却液入口处最小压力:175磅/平方英寸表压 (12�1 巴)
冷却液入口处最大压力:200磅/平方英寸表压 (13�8 巴)
冷却液再循环器的最低合格额定值:16,830英热单位/小时于高温冷却液 - 环境 = 45癋 (25癈) 和1�6美制加仑/分
钟(6升/分钟)
至割炬入口处最大安全气体压力:125磅/平方英寸表压(8�6巴)
安全互锁:此割炬设计为与在割炬的冷却液回流管线上采用一个水流开关的伊萨Plasmarc切割系统和控制装置合用。
取下喷嘴护杯以维修割炬,就会切断冷却液回流路径。
2�00"
40

2.8 空气幕控制(ACC)
零 件 号 :3 7 4 4 0
描述
描述
零 件 号 :0 5 5 8 0 1 0 2 4 3
规格
尺寸:6�00英寸 (152�4 mm) 高 x 9�56英寸 (242�8 mm) 宽 x 2�50英寸 (63�5 mm) 深
重量:4�00 磅 (1�81 kg)
输入电源:交流24伏
空气幕是在水下切割中改善等离子弧性能的装置。此装置固定在割炬上,用于产生一道空气幕。如此一来,即使割炬
是浸泡在水中时,仍可让等离子弧在相对干燥的区域内工作,从而减少噪声、烟雾及电弧辐射。
空气幕需要洁净、干燥、无油的压缩空气源,其压力和流量应为80磅/平方英寸下1200立英尺/时(5�5巴下34立
米 / 时 )。
41

描述
描述
ACC固定尺寸
9� 31”
(236�5 mm)
5� 81”
(147�6 mm)
ACC部件连接
2�91”
(74�0 mm)
1�16”
(29�5 mm)
�312” x
�500” 英寸孔
7�00 ”
(177�8 mm)
附注:
A缆和B缆均列在本手册“安装”一节的“ACC部
件 连 接 ”中 。
A
42
B
压缩空气

描述
2.9 注水控制(WIC)
零 件 号 :0 5 5 8 0 0 9 3 7 0
注水控制(WIC)负责调节向等离子割炬供应的切割水流量。 此水
用作切割工艺的保护介质,可以协助等离子弧的形成和冷却切口表
面。切割水的选择和输出由数控完成和控制。WIC由水量调节器、
泵及比例阀和流量传感器之间的闭合反馈回路构成。这由一个本
机工艺控制单元(PCU)加以控制。PCU在控制比例阀和电磁阀的
同时,经由CAN与ICH通讯。WIC得到监视,并且经由CAN母线向
ICH发送反馈信号以供诊断使用。
规格
尺寸(电单元) 163毫米 x 307毫米 x 163毫米 (6�4英寸 x 12�1英寸 x 6�4英寸)
尺寸(泵单元) 465毫米 x 465毫米 x 218毫米 (18�3英寸 x 18�3英寸 x 8�6英寸)
重 量( 电 单 元 ) 15磅 (6�8公斤) 干
重 量( 泵 单 元 ) 60磅 (27�2公斤) 干
供水要求
送 风( 防 冻 功 能 ) 250立英尺/时于80磅/平方英寸(7�1立米/时于5�5巴)
泵
马达
压力调节器
压力传感器
比例阀
流量传感器
空气电磁阀
自来水,允许水硬度 <2 ppm CaCO3且导电率 >200,000 欧姆/英寸,过滤尺
寸5微米。于20 磅/平方英寸(1�4巴)的最小流量1加仑/分钟(3�8升/分钟)。
转叶容积式,带可调旁通阀 (250磅/平方英寸 / 17�2巴最大),顺时针旋转,容
量:1� 33加仑/分 钟于150磅/平方英寸(5�0 4升/分钟于10�3巴),
标称转速:1725转/分钟,温度额定值:华氏150度(66℃)
1/2马力,交流230伏单相,60赫,1725转/分钟,3�6安电流,
温度额定值:华氏150度(66℃)
入口水压:100磅/平方英寸(6�9巴)最大
出口水压:20磅/平方英寸(1�4巴)工厂设置
最大压力范围:0 - 200磅/平方英寸(0 - 13�8巴)
温度范围:华氏-40 - 257度(-40 - 125℃)
供应电压:直流24伏
压力信号输出:0磅/平方英寸4毫安,200磅/平方英寸(13�8巴)20毫安。用
250 欧 姆电阻调 节至直流1至5 伏 。
供应电压:直流24伏
满载电流:500毫安,输入控制信号:直流0-10伏。
线圈:标准电压:直流24伏,工作电流:100-500毫安,
阀门:节流孔通径:3/32英寸,Cv:0�14 (全开)
工作差压:115磅/平方英寸(8�0巴),最大流量:1�5加仑/分钟
最高流体温度:华氏150度(66℃)
最大工作压力:200磅/平方英寸表压 (13�8 巴),
工作温度:华氏-4 - 212度(-20 - 100℃),输入电力:直流5 - 24伏于50毫安
最大,输出信号:58 - 575赫兹,流量范围:0�13 - 1�3加仑/分钟
供电电压:直流24伏,最大工作压力:140磅/平方英寸(9�7巴),工作温度:华
氏32 - 77度(0 - 25℃)
描述
43

描述
2.10 自动高度控制(AHC)
零件号:0560947166
B4升降机构总成使用典型的马达、螺杆及滑块配置,让PT-36等离子割炬可以垂直运
动。马达转动一根封闭在总成内的心轴螺杆,后者于是沿着直线导轨升起或降低升降
板。等离子控制器发出的方向命令决定了行进的方向。固定的限位开关可以防止升降机构
描述
的过度上下行进。
升降机构总成也包含控制工作表面上方高度的必要部件,等离子作业循环中的初始、穿孔
及切割等高度由编码器控制。在工件生产中,高度由在割炬电极和工作表面之间测得的电
压值自动控制。
B4升降机构利用一套Omni Soft Touch 总成为整个系统提供工位碰撞防护。接近
开关会监视割炬固定架内的割炬位置。倘若割炬在任何方向上遭到剧烈撞击,整个工艺
将会停止,并且会有错误报告发送给控制器。
R
规格
尺寸:
6�0英寸 (152�4毫米) 宽 x 8�5英寸 (215�9毫米) 深 x 31�5英寸
(800�1毫米) 高
升降机构速度:315英寸/分钟(8�0米/分钟)
垂直行程:8�00英寸(200�0毫米)
约 重 ,包 括 割 炬 固 定 架 :85磅(38�5公斤)
割炬筒径:85�7毫米
初始高度传感器精度:± 0�5毫米
部件公差
编码器精度:± 0�25毫米
电压精度:± 1伏
44

描述
B4固定尺寸
下面的B4升降机构孔图是为了帮助最终用户固定等离子工位。备有选用的等离子支架/螺母板。如需更多具体细节,请
参阅B4升降机构手册。
描述
2.50”
[63.5mm]
4.47”
[113.5mm]
(6) M8 x 1�25 x 40凹头螺钉
4.13” [104.9mm]
3.64” [92.4mm]
0.49” [12.4mm]
0.53”
[13.5mm]
x6 M8x1.25 - 6H
THRU HOLES
5.00”
[127.0mm]
推荐使用的固定支架/螺母板
45

描述
描述
46

安装
安全 描述
安装
维护操作
更换零件
附录

安装
安装
48

安装
3.0 接地
引言
机器接地是安装过程的重要组成部分;此工作在事先已有准备时能够大大简化。接地过程最困难的部分是设计和安装
一根低阻抗接地桩。该接地桩越好,安装完成后出现电磁干扰问题的可能性就越小。
大多数国家电气规范只论述防火和短路保护的接地要求,没有涉及设备保护和电磁干扰降噪。因此,本手册提出了对
机器接地更严格的要求。
警告
安装
触电危害。
不正确的接地能够造成严重受伤或死亡。
不正确的接地能够毁损机器的电气部件。
机器在投入使用前必须得到适当接地。
切割台必须与机器接地桩连接。
49

安装
安装
接地概述
接地系统有三个部分:
· 部件或“机框”接地
· 大地
· 保护接地
部件接地把所有零件与一个部件连接,例如机框,后者
于是连接到一个称为星点的共同点。这样就为电磁干扰
(EMI)提供了从机壳到接地的路径。
大地提供电磁干扰(EMI)返回其来源的路径。
在图纸上指明机框接地的常用符号。
保护接地为故障电流提供一条安全的路径。没有适当接
地的系统可能出现经由人体或敏感设备的意外路径,从
而导致严重伤害、死亡和(或)设备提前失灵。
本节的焦点是带有等离子切割系统的机器。具有等离子
切割能力的机器尤其易受电磁干扰的影响且经常使用危
险的电压和电流。无论工艺类型(形状切割、划线或其他
材料制备),所有机器的电气部件都必须接地。
在图纸上指明大地的常用符号。
指明保护接地的常用符号。
50

安装
基本布局
电接地的布局对于大小机器来说是相似的。机框地线④、等离子正引线⑥及导轨接地电缆⑦与切割台上的一个共同点
⑧连接。此共同连接称为星点(见下面的图示)。电缆③将此星点与接地桩①连接。接地电缆的规格取决于等离子电
源⑤的最大电流输出。本手册后面会讨论缆线规格的规定。某些国家标准或指令规定等离子电源要有单独的接地桩
⑨�如需更多信息,请参阅您的机器电路图。
安装
附注:等离子电源的三相输入线②必需包括一根
电接地线。
8
上图展示了多根接地电缆连接到一根螺栓上以形成星点
⑧。此星点在切割台上的位置并不固定。
51

安装
接地系统的要素
接地系统由五个主要部分组成:
· 等离子电流返回路径,
· 等离子系统安全接地,
· 市电接地,
· 切割机机框接地,
· 导轨系统安全接地。
请确定在安装过程中为其中每个要素都做好准备,从而形成一套完整的接地系统。
安装
等离子电流返回路径
返回路径接地电缆是接地系统的最重要元素。它完成等离子电流的路径。在此有必要提供可靠、低阻抗且维护良好的
电连接。
等离子切割电流由等离子电源①产生。焊接电缆将此电流从等离子电源的负(-)连接②经由x轴缆链③输送。该电流于
是经由电弧④传到切割台上的工件。此电流路径必须闭合,才能让电流轻易地返回其源头。这将通过把切割台与等离
子电源上的正(+)连接⑤相连来完成。 倘若没有连接返回路径接地电缆,等离子系统就不会工作,在割炬与工件之间
将无法建立电弧。倘若此电缆已经连接,但连接电阻很高;那么就会限制电弧的电流,并且在系统部件之间形成危险的
电压水平。
1
3
2
4
52
5

安装
要确保所有部件都处于相同电压水平(相同电势),并且因此消除触电的可能性,唯一方法是确定全部连接点都有良好
的电接触。良好的电接触要求用裸金属对裸金属的接触来完成连接,这些连接需要很紧密,并且要做防锈和防腐蚀处
理。在将电缆接线片与任何金属表面连接前,用砂轮或钢丝轮清除其上的所有油漆、锈迹、尘土及脏污。在电缆接线片
和金属表面之间涂电力复合脂,以防日后生锈和腐蚀。尽可能使用尺寸最大的螺栓、螺母及垫圈,并且完全上紧。使用
锁紧垫圈来确保连接始终紧密。
等离子系统安全接地
等离子系统安全接地(或接地桩)有若干项重要用途:
· 提供框架电压,通过确保在系统部件和建筑物部
件没有电位差来实现人员安全。
· 为切割机上的所有数字和模拟电信号提供一个稳
定的信号参照。
· 帮助控制电磁干扰(EMI)。
· 为短路和高电压尖峰(例如由闪电造成的电压尖
峰 )提 供 放 电 路 径 。
安装
53

安装
关于接地桩及其在减少电磁干扰中的作用有许多误解。理论上说,接地桩的存在是为了消除设备和建筑物结构之间可
能有的电势差。然而,许多人相信接地桩会让全部射频噪声①得到吸收和消失在大地内。经验表明,良好的接地桩将消
除射频噪声问题。
关于接地桩的误解。
安装
1
54

安装
现实是,接地桩提供了一条低阻抗路径,由此噪声电流①可以返回其源头②。
接地桩的现实。
安装
2
1
55

安装
安装
导轨系统安全接地
导轨系统安全接地用于确定整个导轨均为大地电势,因
此消除任何可能的触电危害,以及在等离子电流短路的
情况下做为机框接地的后备。导轨系统的全部四个角落
都应与切割台连接。
56

安装
接地桩
确定接地得到优化的最佳方式是请专业人员来做。许多工程设计公司专精于接地系统的设计和安装。然后倘若不走这
条路的话,为了确保实现良好的接地,有几件事是能够做的:
接地桩
接地桩本身能够从两个方面进行优化:长度和直径。接地桩越长,连接就越好。直径也是一样:直径越大,连接就越
好。然而,倘若土壤电阻很小,长度超过3米(10英尺)的接地桩就不会有显著差别。鉴于土壤电阻率很少达到最好水
平 ,标 准 接 地 桩 应 为 2 5 毫 米( 1 英 寸 )直 径 和 6 米( 2 0 英 尺 )长 。
土壤电阻率
土壤电阻率能够用两种方法加以改变:改变矿物质成分和(或)水分含量。土壤电阻率不良的理想解决办法是挖掘周围
区域,然后回填经过调整的土壤添加物。在极度干燥的地区,可通过安装滴灌系统来改善水分含量;该系统会不断润
湿接地桩周围土壤。影响土壤水分和成分的一个粗糙办法是用盐水或岩盐来调整周围土壤。
安装
57

安装
市电接地
所有三相和单相馈线都必须附带市电接地线。此接地为所有输入的电力提供适当的参照。失于提供此接地将违反大多
数电气规程,并且是严重的安全危害。
取决于三相电的接法(三角形或星形),相线与地线之间的电压可能等于或小于相线之间的电压。任何时候如果相对地
电压超过任何一个相间电压(电势差),就肯定有问题。如果不确定您的三相电是否有适当的地线,请洽询当地的电力
公司。请确定您的电气承包商为所有三相和单相电力馈线安装地线。
此地线必须与等离子电源内的适当端子连接。请按照当地电气规程确定导线规格。
安装
1
市电接地
三相供电
2
等离子电源
3
3
2
1
58

安装
多根接地桩
不应使用多根接地桩的理由有好几个。尽管安装多根接地桩可能改善安全接地或避雷接地,但对于减少电磁干扰并无
益 处 ,而 且 可 能 弊 大 于 利 。
多根接地桩的问题在于每根桩都会使用半径为其长度之1�1倍的一个“相互作用电磁干扰球”①。重叠的电磁干扰球②
会使得接地有效性因重叠的程度按比例损失。
多个接地点也能够形成无法探测的射频噪声电流“潜
行”路径,实际上造成更多的干扰!与其说考虑多根接地
桩,不如采取步骤将单一接地桩做成尽可能完善的地线
连接。
1.1
l
安装
l
1
2.5 l
2
多根接地桩应尽可能避免。然而,倘若为了减轻系统的
电子干扰,所有其他途径都已经考虑,多根接地桩是一个
选择。
这样的系统应由专业人员安装,并且各桩之间的距离应
大于桩长的2�5倍。
59

安装
安装
机器接地示意图
10
1
主控制机壳。
部件机壳。
2
主星形接地。
3
导轨。
4
切割台。
5
系统星形接地(在台子上)。
6
接地桩。
7
等离子电源。
8
等离子电源接地(按欧盟标准必备)。
9
电系统接地。
10
2
1
3
4
8
5
(+)
6
9
7
· 所有电气外壳都用螺栓固定在机框上
· 机框由切割台上的星点接地。
· 导轨由切割台接地。
· 等离子地线连接至切割台上的星点。
· 接地杆连接至切割台上的星点。
· 有些条例和指令规定等离子电源必需有一根单独
的接地桩。请查看当地条例,确定此附加接地桩是
否必要。
60

安装
到货时检查
1� 确认您订单上的全部系统部件都已收到。
2� 查看系统部件有无在运输中可能发生的物理伤损。如有伤损迹象,请使用铭牌上的型号和序号与供应商联系。
安装前
电气系统和管道系统的所有安装和维修都必须遵从国家和当地的电气与管
警告
在进行电、气体及接口连接前,先把各主要部件放在正确的位置。主要部件的放置请参阅系统互连示意图。在同一点将
所有主要部件接地。为了防止泄漏,请确定用规定扭矩旋紧全部气体与水管连接。
道规程。安装应只由持有执照的合格人员完成。任何监管事项请与当地政府
部门联系。
3.1 电源放置
安装
警告
失于遵循指示能够导致死亡、受伤或财产毁损。请遵循下列指示以防受伤或
财产毁损。您必须遵从本地、州省及国家电气和安全规程。
· 正面和背面至少1米(3英尺)净空以供冷却风流动。
· 为取下顶板和侧板以进行维护、清洁及检查做好规划。
· 电源的位置应相对接近带有适当保险丝的电力来源。
· 保持电源底下空旷无物以便冷却风流动。
· 环境应大体没有粉尘、烟雾及过度热量。这些因素会影响冷却效率。
供电连接
警告
输入的电力必须由线路(墙上)隔离开关提供;该开关必须依照当地或州法规包含保险丝或断路器。
供电导线
触电能够致命!请提供最大限度的触电防护。在机器内完成任何连接前,将
线路的墙上隔离开关拉闸以切断供电。
· 客户需要提供供电导线;这可为带有厚橡胶护套的铜导线(三根电力线和一根地线)或经由刚性或柔性导管布线。
· 供电导线的规格取决于电流大小,请参阅具体电源的手册。
61

安装
安装
输入连接程序
1� 取下盖板。
2� 把电缆由进入孔穿进去。
3� 用张力释放套在进入孔处固定电缆。
4� 把接地引线与机框上的螺栓连接。
5� 把供电引线连接到主端子上。
6� 把供电导线与线路(墙上)隔离开关连接。
7� 通电前请装回盖板。
触电能够致命!在取下盖板的等离子电源上工作时可能存在危险的电压和
电流:
警告
· 在线路(墙上)隔离开关处切断供电。
· 让合格人员用伏特计检测输出汇流排(正极和负极)。
EPP-360连接示例
机框接地
主端子
输出连接程序
1� 打开电源正面下方的面板。
2� 把输出电缆从电源底部的开孔(就在前面板后面)
穿入。
3� 使用UL列名的压线连接器将电缆连接到电源内的
指定端子上。
4� 关闭前面板。
62
EPP-360连接示例
工件连接
引弧连接
电极连接

接口电缆与连接
安装
EPP-360连接示例
安装
数控接口电缆
RAS箱前视图
数控接口电缆
零件号 长度 零件号 长度
0558004651 7.6m 0558004654 30.5m
0558004652 15 .0 m 0558003978 38.1m
0558004653 22.8m 0558004655 45.7m
水冷却器接口电缆
C C -11后 视 图
水冷却器接口电缆
零件号 长度
0558004837 5.0m
0558004838 10.0m
0558004839 20.0m
63

安装
3.2 CC-11型冷却液循环器的放置
把CC-11安装在适当位置,确保有充分、无障碍的气流进出机柜。
供电连接
必须安装一根适合所需输入功率的三芯供电电缆。此电缆的机器端必须装有0�25英寸(6�4 mm)环型接线片。将供电
引线连接到L1和L2端子上,接地引线到背板附近底座上的接地片上。将供电电缆经由机箱背板穿入的张力释放配件已
经提供。具体细节请参阅CC-11说明手册。电气安装必须依照此类设备的当地电气规程。
安装
注意
倘若设备的工作电压不是575伏,就必须移动电压连接片。如不把电压连接片
转移到与输入电压匹配的位置,就能够导致设备毁损。
供电电缆
64
L1和L2端子
附注:
电压连接片在出厂时处于适合
575伏工作电压的这个位置。
交流460伏的典型连接

冷却液连接和选用的设备
将软管相应地连接到CC-11上。
安装
当CC-11装置的安装位置高于等离子
割炬时,应订购和安装截流阀(零件
号:0558008364)。此阀使用背板上标
记为Coolant Supply To Torch(至割炬
冷却液供应)的接头。当输送压力降到低
于 大 约 2 5 磅 / 平 方 英 寸 表 压( 1 � 7 巴 )时 ,截
流阀就会关闭。如此就可以保证在更换易
损 件 时 ,冷 却 水 不 会 从 装 置 中 流 出 。
截流阀
零件号:0558008364
C C -11后 视 图
冷却液连接 控制电缆
安装
背板上有一个8针插座J1,用于向CC-11供应泵马达接触器控制所需的
交流115伏控制电压。为了让泵和风扇工作,CC-11通常会得到此控制电
压。J1也为符合条件的1�00加仑/分钟(3�8升/分钟)流量开关(D针和C
针)和符合条件的冷却 液位开关(E针和H针)提供触点闭合 信号。
RAS箱前视图
EPP-360连接示例
65

安装
这些接头在装置的背面。将软管相应地连接到CC-11上。割炬软管端头应带有一个5/8”-18空气/水软管左旋阳接头
和一个5/8”-18空气/水软管右旋阴接头。
将割炬与CC-11连接完毕后,在水箱中注入特别配制的
割炬冷却液。请勿使用普通防冻液(例如汽车防冻液)
,因为其中的添加剂将会伤害泵机和割炬。在温度不
低于华氏12度(摄氏-11度)时建议使用伊萨零件号为
0558004297的产品。当温度介于华氏12度(摄氏-11
度)和华氏-34度(摄氏-36度)时建议使用伊萨零件号
为156F05的产品。
安装
水箱加满后,开着盖子运行泵机,排除散热器、软管及割
炬中的空气。重新检查冷却液位,确定水箱是满的。排气
和检查冷却液位后盖好水箱盖。
3.3 RAS箱放置
RAS箱上的连接
1� 取下盖板螺丝或将其解锁,露出内部元件。
警告
盖板用一根短地线在内部接地。取下盖板时请小心避免损坏该导线或令地
线松动。
冷却液连接
66

2� 经由张力释放配件穿入供电电缆。
引弧电缆经由张力释放配件进入
至分压器
至CAN
安装
汇流排 / 块
至PS控制
冷却液入
至紧急停机
冷却液出
供电电缆经由张力释放配件进入
Nomex绝缘
安装
引弧电缆连接
锁定螺钉
3� 向后剥除4/0 (95 mm2) 电缆的绝缘层约38 mm。
4� 将4/0 (95 mm2) 缆插入汇流排/块的孔中,直到铜头伸至汇流排/块边缘。
5� 在电缆 上旋紧锁定螺钉。
67

安装
3.4 割炬连接
割炬连接包括对供电电缆/冷却液软管、引弧电缆及机框接地的连接。在PT-36割炬上,由RAS箱到割炬的冷却液软
管也输送电极电流。
引弧电缆在起弧器箱内连接。引弧电缆也带有一根绿色/黄色导线,用于与接地螺栓连接。
供电电缆 /
冷却液连接
引弧连 接
安装
接地螺栓
引弧电缆
供电电缆 / 冷却液
机框地线
等离子气体 软管
68
保护气体软管

3.5 在机器上固定割炬
安装
警告
请勿于此夹持钢制
割炬本体。
夹上割炬本体可能导致危险的电流流经机框
请于此在绝缘套上夹持割炬。
· 请勿夹持不锈钢的割炬本体。
· 割炬本体带有电绝缘层,但高频启动电流可能形成击穿电弧而与地线
连接。
· 在割炬本体附近夹持可能导致在本体和机器之间形成电弧。
· 倘若发生此电弧,割炬本体可能需要没有保修的更换。
· 可能造成机器部件的毁损。
· 请只夹持绝缘的割炬套管(就在标签上方)距离该套管的割炬端不少于
1�25英寸(31�75 mm)处。
· PT-36割炬有标准固定的50毫米外径。
安装
69

安装
3.6 ICH放置
ICH应靠近操作员安置以便使用。
依适用在ICH和其他CAN节点(例如遥控起弧器(RAS)、B4升降机
构)之间连接必要的缆线。CAN连接总是由左至右完成,倘若要将某个
节点从CAN母线上拆除,其 右边的所有节点都需要向左移动。全 部节点
都连接完毕后,需要一个终结器。让所有未用的CAN端口空着。
将DB37电缆与ICH上的数控端口连接,然后把另一端经由一个DB37
阳连接器与客户的数控连接。可使用选用的分接板。
依适用连接从ICH到PDB和B4升降机构的供电电缆。请确定ICH上的
电源开关已关断。
安装
连接ICH箱的供电。
3.7 PDB放置
PDB用于向CGC供电,因此应该放置在甲板上。
3.8 CGC放置
CGC负责调节等离子气体和保护气体。为了达到最优性能,CGC应
总是接近割炬放置。取决于所切割的材料,客户需要选择和连接正
确的输入气体。入口配件内装有在线过滤器。请确定所有输入气体都
达到压力和流量的要求。
与PDB的交直流24伏电源连接,然后用CAN电缆与ICH连接。
70

单个部件连接
下图所示缆线的零件号与长度在下一页上给出。
安装
PDB正面
CGC front
ICH背面
A
B
C
安装
A - 从ICH到PDB的供电电缆(115/230伏)
零件号 长度 零件号 长度
0560947962 1m (3.3’) 0560947088 5m (16’)
0560946776 2m (6.4’) 0560947089 6m (19’)
0560947964 3m (10’) 0560947090 7m (23’)
0560947087 4m (13’)
C - 从PDB到CGC的供电电缆(交直流24伏)
零件号 长度 零件号 长度
0560947079 1. 5m (5’) 0560947064 8m (26’)
0560947080 3m (10’) 0560947065 9m (30’ )
05609 47061 4m (13’ ) 0560947082 10m (33’)
0560947081 5m (16’) 0560946780 12.8m (42')
0560947062 6m (19’ ) 0560947066 15m (49’)
0560947063 7m (23’) 0560947083 20 m (66’)
PDB背面
B - 从ICH到CGC的CAN电缆
零件号 长度 零件号 长度
0558008464 1m (3.3’) 0558008473 10m (33’)
0558008465 2m (6.5’) 0558008474 11m (3 6’ )
0558008466 3m (10’) 0558008475 12m (39 ’)
0558008467 4 m (13’ ) 0558008476 13m (43’)
0558008468 5m (16’) 0558008477 14m (46’)
0558008469 6 m (19’ ) 0558008478 15m (49 ’)
0558008470 7m (23’) 0558008479 20m (66’)
05580 08471 8m (26’) 0558008809 25m (82')
0558008472 9m (30’) 0558008480 36m (118')
71

安装
安装
ACC部件连接
A
B
压缩空气
A - 从ACC到PDB的VDR电缆
零件号 长度 零件号 长度
0560947067 0.5m (1.7’) 0560947070 7m (23’)
0560947075 1.5m (5’) 0560947071 8m (26’)
0560947076 3m (10’) 0560947072 9m (30’)
0560947068 4 m (13’ ) 0560947078 10m (33’)
0560947077 5m (16’) 0560947073 15m (49’ )
0560947069 6m (19 ’) 0560947074 20m (66’)
0560946782 6.1m (20') 0560946758 25m (82')
B - 从ACC到CGC的空气幕软管
零件号 长度 零件号 长度
0558004841 1.4m (4.75’) 0558004846 7.6m (25’)
0558004842 1.8m (6’) 0558008503 8.0m (26.25’)
0558004843 3.7m (12’) 0558008504 9.1m (30’ )
0558004844 4.6m (15.25’) 0558008505 10.1m (33')
0558004845 5.3m (17.2 5’ ) 0558008506 11. 0m (3 6.25 ’ )
0558006865 6 .1m (20’) 0558008507 11.9m (39.5’)
0558008502 7.0m ( 23’ )
72

部件放置示例
安装
6
5
7
2
1
可选的固定位置
8
6
安装
4
3
部件
1 数控
2 接 口 控 制 中 枢( I C H )
3 PT-36割炬
4 B4升降机构
5 组合气体控制(CGC)
6 遥 控 起 弧 器 箱( R A S )
7 电源
8 配 电 箱( P D B )
73

安装
安装
74

操作
安全 描述 安装 维护
操作
更换零件
附录

操作
操作
76

操作
4.0 接口控制中枢
ICH(接口控制中枢)使用RS232/RS422/RS485和数字I/O提供伊萨m3工艺控制与客户数控的接口。
对m3 IGC系统的操作能够经由ICH(接口控制中枢)用下列模式完成。
1� 遥控模式,无串行通讯。(默认模式)
2� 遥控模式,有串行通讯。
3� 本机模式 - 只限诊断。
后面几页描述了如何操作ICH。
操作
77

操作
7
6
操作
接地
16
15
1 2 3 4 5
ICH前视图
8 9 10 11
12
13
14
机框必须与机器地线连接。
附注:
78
ICH后视图

操作
4.1 操作
ICH连接器
项目编号 项目 描述
当处于本机模式时,这个开关将启动等离子工艺。如果气体测试开关设定为
1 等离子启动
2 气体测试
3 本机/遥控
4 工位选择
5 屏幕选择
6
7 电源开关
8 输入电力
9 AHC供电
10 气体电源
11 RS232
12 ASIOB1
13 数控
14 辅助控制
15 CAN Vision 5x
16 保险丝
带按钮的编码器手
轮
开,则工艺将进入测试模式。在测试模式中,电源故障、错误及警告均被忽
视,同时启动电源和接通高频的步骤会被跳过。
当处于本机模式时,这个开关将按照等离子气体和保护气体的启动值启动
这些气体。 如果等离子启动开关在此后接通,等离子工艺将用测试模式启
动。
这个开关会把ICH系统从由数控通过串行通讯和数字输入而遥控,改换为用
接口控制中枢上的开关进行本机控制。
这是一个瞬时开关,用于改变将在屏幕上显示信息的工位。如果系统处于本
机模式,则选取的工位将只改变为所显示的工位。
这个开关让用户可以选择不同的屏幕。
只有在正常运行中处于本机模式、当通讯设置为无时、以及当处于设置模式,
此手轮才会有作用。这个手轮让用户可以更改光标当前所在的参数。其按钮
也让用户能够在错误日志屏上看到更详细的出错消息。
如要使用手轮编辑某个参数,按一下手轮,转动手轮以改变数值,然后再按一
下手轮锁定该数值。
这个开关用于将接口控制中枢开机。
客户向ICH的供电。电力要求请见规格。
伊 萨 升 降 机 构( B 4 或 A 6 )的 电 源 连 接 。
至配电箱(PDB)的电源连接,向组合气体控制(CGC)供应交直流24伏电
力。
在需要时用于遥控的RS232协议
ASIOB1协议,用于翻新较老的伊萨系统。
与客户I/O接口的DB37连接器。这也有RS422/485连接。
DB25连接器,用于空气幕等辅助选项。
未用。
用相同类型与规格的保险丝更换。
操作
79

显示屏幕
启动屏
开机时ICH屏幕会显示以下信息三秒钟:
操作
软件版本
操作
编辑显示器上的参数
只有当通讯设置为无或本机/遥控开关处于本机时才可使用。
1� 用编码器手轮滚动到该参数。
2� 按动编码器手轮。
3� 转动编码器手轮以编辑数值。
4� 再次按动编码器手轮锁定数值。
气体选择屏
L = 本机
C = 切割
M = 划线
参数集类型
气 体 选 择( 见 表 )
等 离 子 启 动( 巴 )
保护启动(立米/时)
等 离 子 切 割( 巴 )
保护切割(立米/时)
切割电流(安)
启 动 电 流( 安 )
等 离 子 输 出( 巴 )
保护输出(立米/时)
电 流 输 出( 安 )
气体选择表
气
等离子 保护
体
选
启动 切割 启动 切割
择
1 N2 O2 N2 N2
2 空气 O2 空气 空气
3 N2 N2 N2 N2
4 N2
5 N2
6 Ar Ar 空气 空气
7 Ar Ar N2 N2
8 空气 空气 空气 空气
9 N2 O2 空气 空气
10 N2 N2 空气 空气
11 Ar O2 N2 N2
12 Ar O2 空气 空气
13 Ar Ar H2O
14 N2 N2 H2O
H35
H35
空气 空气
N2 N2
H2O
H2O
80

计时器屏
操作
计时器
电流上升时间(秒)
穿 孔 时 间( 秒 )
厚 板 穿 孔 延 时( 秒 )
电 流 下 降 时 间( 秒 )
从取消等离子启动到气体关闭的延迟时间(秒)
切割完毕时升起割炬的时间(需要高度控制选项)(秒)
操作
高度控制屏(需要高度控制选项)
高度设定值
初 始 / 点 火 高 度( m m )
穿 孔 高 度( m m )
切 割 高 度( m m )
板 厚 度( m m )
电 弧 电 压( 伏 )
编 码 器 高 度( m m )
电弧电压输出(伏)
81

数控输入屏
操作
操作
数控输出屏
输入
等离子启动 0 0
拐角 0 0
阻挡AHC 0 0
等离子测试 0 0
划线模式 0 0
工位1开 0 0
工位2开 0 0
工位1上升 ** 0** 0**
工位1下降** 0** 0**
工位2上升** 0** 0**
工位2下降** 0** 0**
**只在有高度控制选项时才会出现
数控的直接
输入
ACT (选择程序目
前在运行)
输出
由运动信号定义
系统有故障
在切割或划线工艺中电弧消失
系统尚未做好切割或划线准备
工位1于上限位开 关
工位2于上限 位 开 关
运动信号选项:
电弧开 - 能够运动只在电弧开时进入高位。通常用于未
配备割炬升降机构的等离子系统。
运动 - 能够运动只在允许运动时进入高位。通常用于配
备了割炬升降机构的等离子系统。
82

操作
设置描述
设置 - 通过在将接口控制中枢开机时把Plasma Start( 等 离 子 启 动 )设 定 为 ON( 开 )和 把 Remote/Local(遥控/
本 机 )设 定 为 LOCAL(本机),即可进入接口控制中枢的“设置屏”。此屏可通过关闭和重新接通电源而退出。请确定
把相应开关还原至参数显示的原始状态。带按钮的编码器手轮用于选取项目和更改数值或选取子菜单。
下面是设置具有右边配置之等离子系统的示例:
1� m3集成气体控制系统
2� EPP-360型等离子电源
3� 配备了伊萨升降机构
4� 没有注水选项
长 预 流 计 时 器( 秒 )
短 预 流 计 时 器( 秒 )
初 始 高 度 感 测 前 气 体 吹 扫( 秒 )
电源类型
伊萨升降机构已安装
伊萨注水单元已安装
能够运动信号含义
气体控制类型
气 体 测 试 超 时( 秒 )
错误日志
通讯选项
工位1升降 选 项
工位2升降选项
保存常数
重新加载常数
操作
倘若该系统没有配备伊萨升降机构,上面配置的ICH设置屏将显示如下:
长 预 流 计 时 器( 秒 )
短 预 流 计 时 器( 秒 )
初 始 高 度 感 测 前 气 体 吹 扫( 秒 )
电源类型
伊萨升降机构已安装
伊萨注水单元已安装
能够运动信号含义
气体控制类型
气 体 测 试 超 时( 秒 )
错误日志
通讯选项
保存常数
重新加载常数
83

操作
下面描述了在设置等离子系统以供操作之前要修改的一些选项:
操作
长预流
短预流
电源
伊萨升降机构
伊萨注水
运动信号
气体控制
气体超时
错误日志
通讯
长预流是系统在启动电源前等候气体流动的时间(以毫秒为单位)。这个时间只用于每次启动,直至有了成功
的启动(接通电源后);或者在所用的气体与之前使用的气体不兼容时使用。
短预流是系统在启动电源前等候气体流动的时间(以毫秒为单位)。只有在能够断言上次使用的气体与当前使
用的气体兼容时,才会使用这个时间。
电源选项用于指定系统所连接的电源,可用的选择为EPP-201、EPP-360、EPP-450、EPP-601。
如果已为与此系统合用购置了伊萨升降机构,则伊萨升降机构选项设置为YES(是)。
伊萨注水选项指明已为与此系统合用购置了伊萨注水单元。
电弧开 - 能够运动只在电弧开时进入高位。通常用于未配备割炬升降机构的等离子系统。
运动 - 能够运动只在允许运动时进入高位。通常用于配备了割炬升降机构的等离子系统。
这个选项指定所用的是哪种气体控制,其选择为:(1) 水 - 注水是唯一可用的保护,(2) CGC - 所用的是组合气
体控制,(3) 全 - 所用的是全自动气体控制系统。
这将指定在气体测试中气体被自动截流前的最长允许流动时间(以秒为单位)。
错误日志按照检测顺序一次最多可以储存由ICH报告的13条错误。 这些错误只有在选取CLEAR(清除)时
才会被清除。选取一个错误,然后按编码器手轮的按钮,就可以看到关于该错误的更多细节。
通讯部分用于更改ICH与数控之间的串行通讯。
P r o t o c o l( 协 议 )- 有 四 个 选 项 :N o n e( 无 )、R S - 2 3 2 、R S - 4 2 2 、R S - 4 8 5 。 当 选 择 无 时 串 行 通 讯 就 会 停
用。 RS-422协议使用四条导线,而RS-485用两条。
Baud Rate(波特率)- 波特率必须设置为与数控的串行通讯传输速率相同,可用的选项为:300、1200
、2400、9600、19200。
Parity(奇偶校验)- 奇偶校验需要与数控的串行通讯奇偶校验相符,可用的选项为:None(无)、Even(偶校
验)、Odd(奇校验)。
Stop Bits(停止位)- 停止位需要与数控的串行通讯停止位相符,可用的选项为:1或2。
通讯选项
通讯选项
协议
波特率
奇偶校验
停止位
上一屏
84

工位选项
下面列出了工位1和工位2项下的选项:
操作
升降机构类型
电弧电压切割
电弧电压划线
上限位开关至切
割台
快速
慢速
升降机构类型指定所用的升降机构,可用的选项为:A6或B4。
当处于切割模式时使用的电弧电压校准。使用一个经过校准的伏特计,当工艺处于切割模式时,测量遥控起弧
器箱的汇流排与地线之间的电压。如果该电压高于所请求的电弧电压,则升高此数值。如果该电压较低,则降
低此数值。
当处于划线模式时使用的电弧电压校准。 使用一个经过校准的伏特计,当工艺处于划线模式时,测量遥控起
弧器箱的汇流排与地线之间的电压。如果该电压高于所请求的电弧电压,则升高此数值。 如果该电压较低,则
降低此数值。其结果应大约为“电弧电压切割”选项的一半。
当处于上限位开关时从割炬前端到切割台板条顶面的距离(以微米为单位)。
这是升降机构当不在减速区内、当使用高度控制、或者当向上移动时的移动速度。减速区是切割台板条上方板
材的厚度加25毫米。
这是升降机构当在减速区内或使用高度控制时的移动速度。减速区是切割台板条上方板材的厚度加25毫米。
工位1升降 选 项
升降机构类型
切割电弧电压
划线电弧电压
上限位开关至切割台(微米)
快速(相对速度0-500)
慢速(相对速度0-500)
上一屏
操作
工位2升降选项
升降机构类型
切割电弧电压
划线电弧电压
上限位开关至切割台(微米)
快速(相对速度0-500)
慢速(相对速度0-500)
上一屏
85

操作
一旦设置完毕,请确定选择Save Constants(保存常数)选项卡,保存这些常数。下面的屏幕将会显示数秒,证实更
改已经收到。
保存完毕
操作
如果不想保留已经做出的修改,而是想要还原到上次保存的设定值,请选取Reload Constants( 重 新 加 载 常 数 )选
项卡。下面的屏幕将会显示数秒,证实更改已经收到。
加载完毕
86

操作
数字I/O
数字输入
数字输入只可使用直流24伏。任何其他电压都可能毁损电路板或导致不可预知的结果。最好的方法是经由一个继电
器或光隔离器芯片,把DB37连接器的直流24伏发回给该输入。
信号名称 描述
拐角 告知ICH把电流降低到拐角电流和阻挡高度控制(若已启用)
阻挡AHC 阻挡高度控制
等离子测试
等离子启动 启动等离子工艺
划线 切换到划线模式且使用上次装载的划线数据
工位1上升 把工位1的升降机构向上移动(若已安装)
工位1下降 把工位1的升降机构向下移动(若已安装)
工位2上升 把工位2的升降机构向上移动(若已安装)
工位2下降 把工位2的升降机构向下移动(若已安装)
工位2开 开启工位2。
工位1开 开启工位1。
阻止ICH在等离子启动中向高频单元和电源发出启动信号。电源故障将被忽
视。
操作
数字输出
数字输出只可使用直流24伏,电流要求小于80毫安。
信号名称 描述
若运动信号在设置屏内设置为Motion(运动),当电弧为开或工艺为关时这
能够运动/电弧开
系统故障
电弧丢失 在切割或划线作业中失去电弧。这会在下次等离子启动时重置。
未就绪
工位1上限 位开关 工位1于上限位开关。
工位2上限位开关 工位2于上限位开关。
个信号处于高位。若运动信号在设置屏内设置为Arc On(电弧开),当电弧为
开时这个信号处于高位 。
ICH已检测到需要工艺停止的问题。发送消息003或检查错误日志以获得准
确的错误集合。这可用000命令重置,但将保留在错误日志内。
ICH没有做好启动工艺的准备。可能的原因:未选定工位,没有处于遥控模式,等离子
启动在开机时处于高位且依然处于高位,气体设定值缺失,启动电流缺失,切割电流
缺失,计时器缺失,高度控制设定值缺失(若已安装升降机构)。
87

操作
4.2 操作模式:
无串行通讯遥控接口
这个模式描述了数控控制一切(经由数字输入和输出的参数选择除外)的情形。如要用此模式操作,请进入设置屏,然
后把Communications( 通 讯 )项 下 的 Protocol( 协 议 )更 改 为 None( 无 )。
· 数控每次需要更改切割或划线参数时,都需要在ICH屏幕上修改工艺参数。ICH系统支持一个切割参数集和一个
划线参数集。最后一次使用的集合将在重新启动ICH时可供使用。这需要用该集合启动工艺至少一次。
· 切割参数和划线参数能够加载到ICH中的不同表内。在载入了全部参数后,可通过按气体选择屏内参数行上的按
钮进行切换。
· 气体测试 - 气体测试功能设计为允许对气体控制系统进行诊断。 气体测试功能可通过开启Plasma Test(等
离子测试)数字输入并发出Plasma Start(等离子启动)而启用。在每项测试中流动的气体及其设定的压力和
流量将基于在ICH显示器上当时已载入的参数。
· ICH能够运行两个可能的序列。一个是升降机构高度由ICH控制,另一个是升降机构高度由数控控制。
操作
下面描述了由数控控制而切割工件的一些示例。下面的设置所用的切割数据手册参数在下一页上详细列出。
材料类型
材料厚度
切割质量
电流
启动气
切割气
保护气体
碳钢
12毫米
生产
200安
N2
O2
空气
88

OPERATION
柄
导流件
电极
喷嘴
分流环
操作
P MS 100A GS9 ncode112 pic2
操作
喷嘴锁件
12(0.500)
(0.375)
保护罩锁件 保护罩
(0.250) 10
(0.125) 6
3
生产
(0.250)
(0.250) 6
(0.250) 6
(0.250) 6
6
(0.125)
(0.125) 3
(0.125) 3
(0.125) 3
3
(0.500)
12
10(0.375)
(0.250)
(0.125) 6
3
142 149 153 155
(75) 1524(60)
1905
(140)
3556
(225)
5715
2.5(0.100)
2.5(0.100)
2.0(0.080)
(0.065)
1.7
(0.160)
(0.160) 4(0.160) 4
9 9 9 9
1.7 1.7 1.7 1.7
2.8 2.8 2.8 2.8
4.1 4.1 4.1 4.1
2.8 2.8 2.8 2.8
100 100 100 100
50 50 50 50
0.6 0.6 0.6 0.6
0.1 0.1 0.2 0.4
0.0 0.0 0.0 0.0
0.6 0.6 0.6 0.6
0.35 0.35 0.35 0.35
1.0 1.0 1.0 1.0
(0.160) 4
4
等离子气体 - 巴
安培 100
材料 碳钢
气体选择 9
切割气 氧气
启动气 氮气/ 空气
保护气体 氮气/ 空气
代码 描述 材料厚度 - mm(英寸)
P1 气体选择
气体参数
P3 保护启动 - 立米/时
P2
切割电流 - 安
保护切割 - 立米/时
P4 等离子切割 - 巴
P6
P5
上升
计时器:(秒)
P7 启动电流 - 安
T1
T2 穿孔
厚板
T3
下降
T4
提起升降机构
气体关
T5
点火
高度参数 - mm(英寸)
H1
T6
穿孔
H2
切割
H3
厚度
电弧电压 - 伏
H4
H5
机器参数:
速度 - 毫米/分钟 (英寸/分钟)
割缝 - mm (英寸)
89

操作
操作
配有伊萨供应的等离子升降机构的操作序列:
1� 在数控上设置需要切割的工件程序。
2� 前去ICH的C:Cutting Parameters(切割参数)屏幕,依照切割数据手册设置参数:
L = 本机
C = 切割
M = 划线
参数集类型
气 体 选 择( 见 显示屏幕节中的表)
等 离 子 启 动( 巴 )
保护启动(立米/时)
等 离 子 切 割( 巴 )
保护切割(立米/时)
切割电流(安)
启 动 电 流( 安 )
等 离 子 输 出( 巴 )
保护输出(立米/时)
电 流 输 出( 安 )
3� 前去ICH的Timers(计时器)屏幕,依照切割数 据手册设置计时器数值:
计时器
电流上升时间(秒)
穿 孔 时 间( 秒 )
厚 板 穿 孔 延 时( 秒 )
电 流 下 降 时 间( 秒 )
从取消等离子启动到气体关闭的延迟时间(秒)
切割完毕时升起割炬的时间(需要高度控制选项)(秒)
90

操作
4� 前去ICH的Height Settings(高度设定值)屏幕,依照切割数据手册设置高度参数:
高度设定值
初 始 / 点 火 高 度( m m )
穿 孔 高 度( m m )
切 割 高 度( m m )
板 厚 度( m m )
电 弧 电 压( 伏 )
编 码 器 高 度( m m )
电弧电压输出(伏)
操作
5� 在ICH上完成全部设置后,请参阅切割数据手册,对数控工件程序完成速度和割缝输入。
6� 在数控上执行该程序,并向ICH发出Plasma Start( 等 离 子 启 动 )信 号 。
7� 在数控等候能够运动时会发生下列事情。
a� ICH启动初始高度感测前的吹扫。
b� 割炬下降,进行初始高度感测和完成预流。
c� ICH启动电源。
d� ICH等候电弧转移和主电流启动,并在电弧转移后关闭高频发生器。倘若运动信号常数被设置为Arc On
( 电 弧 开 ),Motion Enable(能够运动)信号就会被发回给数控。
e� 气体开关由启动转换成切割数值和气体。
f� ICH将电流逐渐提高到理想的切割或划线电流。
g� ICH提升至穿孔高度。
h� ICH按照参数等待一段时间,让电流把板材穿孔。
i� ICH下降至切割高度。倘若运动信号常数被设置为Motion( 运 动 ),Motion Enable( 能 够 运 动 )信 号 就
会被发回给数控。
8� 开始按照希望的形状移动机器,在没有按照所发送的参数全速行进时接通拐角信号。
9� 在切割结束时取消发送给ICH的Plasma Start( 等 离 子 启 动 )信 号 。
10� 以下是在数控等待Motion Enable(能够运动)被取消和再次出现时发生的事情(倘若运动信号常数被设置为
Motion( 运 动 ))。
a� Motion Enable(能够运动)被取消,倘若运动信号常数被设置为Motion( 运 动 )。
b� 电流逐渐下降。
c� 电源关闭,在等待参数规定的时间后,气体停止流动。
倘若运动信号常数被设置为Arc On( 电 弧 开 ),Motion Enable(能够运动)信号就会被取消。
d� 升降机构按照工艺参数的规定升起一段时间。
e� 倘若运动信号常数被设置为Motion( 运 动 ),Motion Enable(能够运动)就会被发回。
91

操作
操作
配备客户提供的等离子升降机构的操作序列:
1� 在数控上设置需要切割的工件程序。
2� 前去ICH的C:Cutting Parameters(切割参数)屏幕,依照切割数据手册设置参数:
L = 本机
C = 切割
M = 划线
参数集类型
气 体 选 择( 见 显示屏幕节中的表)
等 离 子 启 动( 巴 )
保护启动(立米/时)
等 离 子 切 割( 巴 )
保护切割(立米/时)
切割电流(安)
启 动 电 流( 安 )
等 离 子 输 出( 巴 )
保护输出(立米/时)
电 流 输 出( 安 )
3� 前去ICH的Timers(计时器)屏幕,依照切割数 据手册设置计时器数值:
计时器
电流上升时间(秒)
穿 孔 时 间( 秒 )
厚 板 穿 孔 延 时( 秒 )
电 流 下 降 时 间( 秒 )
从取消等离子启动到气体关闭的延迟时间(秒)
切割完毕时升起割炬的时间(需要高度控制选项)(秒)
92

操作
4� 在ICH上完成全部设置后,请参阅切割数据手册,对数控工件程序完成速度和割缝输入。
5� 此外,由数控根据切割数据手册设置高度参数。
6� 在数控上执行该程序。
7� 由数控控制的割炬下降并开始点火高度感测。“阻挡AHC”和“拐角”能够设置为启动吹扫和预流。发送等离子
启动以启动。
8� 在割炬处于点火高度时发送Plasma Start( 等 离 子 启 动 )信 号 给 I C H 。
9� 以下是在数控等待Motion Enable(能够运动)时发生的事情。
a� ICH启动吹扫。
b� ICH启动电源。
c� ICH等候电弧转移和主电流启动,并在电弧转移后关闭高频发生器。 倘若运动信号常数被设置为Arc
On( 电 弧 开 ),Motion Enable(能够运动)就会被发回。
d� 气体开关由启动转换成切割数值和气体。
e� ICH将电流逐渐提高到理想的切割或划线电流。此时割炬需要提升到穿孔高度。
f� ICH等待一段固定的时间,让电流把板材穿孔。 倘若运动信号常数被设置为Motion( 运 动 ),Motion
Enable(能够运动)就会被发回。
10� 开始按照希望的形状移动机器,在没有按照所发送的参数全速行进时接通拐角信号。
11� 在切割结束时取消发送给ICH的Plasma Start( 等 离 子 启 动 )信 号 。
12� 以下是在数控等待Motion Enable(能够运动)被取消和再次出现时发生的事情(倘若运动信号常数被设置为
Motion( 运 动 ))。
a� Motion Enable(能够运动)被取消,倘若运动信号常数被设置为Motion( 运 动 )。
b� 电流逐渐下降。
c� 电源关闭,在等待参数规定的时间后,气体停止流动。
倘若运动信号常数被设置为Arc On( 电 弧 开 ),Motion Enable(能够运动)信号就会被取消。
d� 倘若运动信号常数被设置为Motion( 运 动 ),Motion Enable(能够运动)就会被发回。
操作
有串行通讯的遥控接口
这个操作模式在客户需要由数控控制等离子参数选择时使用。这可以两种方式实现:
1. 伊萨串行通讯接口(简称ESCI)。
ESCI是一个带有图形界面的方便软件,用于向ICH下载必要的参数以取得最佳切割质量。操作员只需要知道材
料类型、材料厚度、切割安培数及等离子气体的类型就可以了。关于此软件和系统要求的更多细节在附录中描
述。
2. 由客户数控控制的串行协议。
关于此协议的详细信息在附录中描述。
93

操作
P MS 200A GS8 ncode124 pic23
本机接口 - 只限诊断
本机接口用于出于诊断目的而测试等离子系统。这允许对本系统的有限使用(例如一次一个工位),通常用于故障排
除。这将停用数控控制本系统的能力,但仍旧允许数控取得状态(包括气体压力和流量)和错误信息。
自最后一次重新启动以来首次进入本机模式时,载入的参数将是200安培碳钢空气生产切割的参数。
柄
操作
导流件
电极
喷嘴
分流环
(6)
152
(0.148)
3.8
(0.140)
3.6
(0.130)
3.3
(0.128)
喷嘴锁件
保护罩锁件 保护罩
空气空气空气
200
碳钢
生产
安培
材料
启动气
切割气
保护气体
代码 描述 材料厚度 - mm(英寸)
20(0.750) 25(1.000) 32(1.250) 38(1.500) 45(1.750) 50(2.000)
8 8 8 8 8 8 8 8 8 8 8
2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0 2.0
4.3 4.3 4.3 4.3 3.7 3.7 4.3 2.6 2.6 2.6 2.6
3.0 3.0 3.0 3.0 3.0 3.0 3.0 3.0 3.0 3.0 3.0
4.3 4.3 4.3 4.3 3.7 3.7 4.3 2.6 2.6 2.6 2.6
200 200 200 200 200 200 200 200 200 200 200
5(0.188) 6(0.250) 10(0.375) 12(0.500) 16(0.625)
气体选择
等离子气体 - 巴
保护启动 - 立米/时
等离子切割 - 巴
气体参数
P1P2P3P4P5P6P7 T1T2T3T4T5
100 100 100 100 100 100 100 100 100 100 100
保护切割 - 立米/时
切割电流 - 安
启动电流 - 安上升穿孔厚板下降
计时器:(秒)
0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6
0.1 0.1 0.2 0.3 0.3 0.4 0.7 1.0 1.0 1.0 1.0
0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0
0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6 0.6
1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0
0.35 0.35 0.35 0.35 0.35 0.35 0.35 0.35 0.35 0.35 0.35
提起升降机构
气体关
高度参数 - mm(英寸)
T6
4(0.160) 4(0.160) 4(0.160) 4(0.160) 4(0.160) 4(0.160)
6(0.250) 10(0.375) 10(0.375) 10(0.375) 10(0.375) 10(0.375)
20(0.750) 25(1.000) 32(1.250) 38(1.500) 45(1.750) 50(2.000)
13(0.500) 13(0.500) 20(0.800) 20(0.800) 20(0.800) 20(0.800)
2413(95) 1905(75) 1651(65) 889(35) 635(25) 380(15) 255(10)
(200) 3810(150) 2540(100)
3(0.125) 3(0.125) 3(0.125) 6(0.218) 6(0.218)
5(0.188) 6(0.250) 10(0.375) 12(0.500) 16(0.625)
143 143 146 158 160 165 180 182 189 201 211
5080
速度 - 毫米/分钟 (英寸/分钟)
机器参数:
(0.160) 4(0.160) 4(0.160) 4(0.160) 4(0.160)
4
10(0.375) 10(0.375) 10(0.375) 10(0.375) 13(0.500)
点火穿孔切割厚度电弧电压 - 伏
H1H2H3H4H5
2.8(0.110) 2.8(0.112) 2.9(0.116) 3.2(0.126) 3.3
2.5(0.100) 2.5(0.100) 2.6(0.103)
割缝 - mm (英寸)
94

操作
附注:
在此模式中不应进行实际切割作业,因为数控没有在控制整个工艺。
L = 本机
C = 切割
M = 划线
参数集类型
气 体 选 择( 见 表 )
等 离 子 启 动( 巴 )
保护启动(立米/时)
等 离 子 切 割( 巴 )
保护切割(立米/时)
切割电流(安)
启 动 电 流( 安 )
等 离 子 输 出( 巴 )
保护输出(立米/时)
电 流 输 出( 安 )
操作
操作序列:
1� 如要启用本机接口,需要把Local/Remote(本机/遥控)开关转到Local(本机)位置。
2� 依照切割数据手册视需要设置工艺参数。
3� 如要启用等离子,将Plasma Start( 等 离 子 启 动 )设 定 为 ON(开),把气体测试开关设置在OFF(关)位置。
4� 如果等离子升降机构是伊萨供应的,那么升降机构将完成初始高度感测作业。
5� 当割炬到达点火高度后会发生下列事情:
a� ICH启动吹扫。
b� ICH启动电源。
c� ICH等候电弧转移和主电流启动,并在电弧转移后关闭高频发生器。倘若运动信号常数被设置为Arc
On( 电 弧 开 ),Motion Enable(能够运动)就会被发回。
d� 气体开关由启动转换成切割数值和气体。
e� ICH将电流逐渐提高到理想的切割或划线电流。
f� ICH等待一段固定的时间,让电流把板材穿孔。
6� 倘若在Plasma Start(等离子启动)处于开前已经接通Gas Test(气体测试),那么上述所有步骤都会重复,
但ICH不会向电源发出信号。
95

时序
操作
结束工艺 空闲
结束工艺 空闲
升起升降机构
升起升降机构
操作
96
使用伊萨供应升降机构的切割模式
0�0毫秒 100�0毫秒 200�0毫秒 300�0毫秒 400�0毫秒 500�0毫秒 600�0毫秒 700�0毫秒
空闲 吹扫 IHS 预流 电源启动 OCV延迟 高频启动 电弧开 电流上升 穿孔 前往切割高度 切割 电流下降
工艺步骤
空闲 吹扫 IHS 预流 电源启动 OCV延迟 高频启动 电弧开 电流上升 穿孔 前往切割高度 切割 电流下降
0�0毫秒 100�0毫秒 200�0毫秒 300�0毫秒 400�0毫秒 500�0毫秒 600�0毫秒 700�0毫秒
等离子测试
等离子启动
划线拐角工位开
阻挡AHC
能够运动
系统错误
使用伊萨供应升降机构的划线模式
工艺步骤
等离子测试
等离子启动
划线拐角工位开
阻挡AHC
能够运动
系统错误

操作
接口配线描述
接口配线
DB37连接器
此电缆应为双绞线电缆,带有与两端外壳连接的总体屏蔽,每端各有一个DB37阳连接器。
导线编号 信号名称 功能
1 RS422 RX- 串行接收负
2 RS422/485 TX- 串行发送负
3 RS422/485 GND 通讯接地
4 数字输出1 (-) 能够运动发射器
5 数字输出2 (-) 系统故障发射器
6 数字输出3 (-) 电弧丢失发射器
7 数字输出4 (-) 未就绪发射器
8 数字输出5 (-) 工位1上限位开关发射器
9 数字输出6 (-) 工位2上限位开关发射器
10 数字输出7 (-) 备用输出发射器
11 数字输出8 (-) 备用输出发射器
12 数字输入1 拐角
13 数字输入2 阻挡AHC
14 数字输入3 等离子测试
15 数字输入4 循环启动
16 数 字输入10 工位2开
17 直流24伏 直流24伏电
18 接地 接地
19 数字输入5 划线
20 RS422 RX+ 串行接收正
21 RS422/485 TX+ 串行发送正
22 接地 接地
23 数字输出1 (+) 能够运动收集器
24 数字输出2 (+) 系统故障收集器
25 数字输出3 (+) 电弧丢失收集器
26 数字输出4 (+) 未就绪收集器
27 数字输出5 (+) 工位1上限位开关收集器
28 数字输出6 (+) 工位2上限位开关收集器
29 数字输出7 (+) 备用输出收集器
30 数字输出8 (+) 备用输出收集器
31 数字输入6 工位1上升(若已安装)
32 数字输入7 工 位 1 下 降( 若 已 安 装 )
33 数字输入8 工位2上升(若已安装)
34 数字输入9 工 位 2 下 降( 若 已 安 装 )
35 数 字输入11 工位1开
36 接地 接地
37 直流24伏 直流24伏电
FG 场接地 电缆屏蔽接地(经由连接器外壳连接)
操作
97

DB37连接器
就给DB37连接器配线而言,客户有下面显示的两个选择:
ICH与数控接口的连接总成。
第一选择:
伊萨提供DB37电缆(阳至阳)和与数控连接使用的接线板总成。
DB37分接板示例:
ICH箱
操作
制造商 零件号
海平面 TB02-KT
Winford BRK37F系列
Advantech * ADAM-3937
操作
DB37电缆
DB37
接线板总成
*伊萨推荐的零件可用ESAB零件号0558009990获得。
第二选择:
伊萨提供DB37电缆(阳至阳),客户提供DB37(阴)连接器。客户自制与数控连接的DB37接口。
DB37电缆
ICH箱
DB37电缆
零件号 长度 零件号 长度
0558010071 2 m 0558010076 7 m
0558010072 3 m 0558010077 10 m
0558010073 4 m 0558010078 15 m
0558010 074 5 m 0558010079 20 m
0558010075 6 m 0558010080 25 m
至客户提供的
DB37接口
98

操作
RS422电缆配线:
客户提供的电缆 - 必须为带屏蔽的双绞线电
缆,并且其屏蔽需要接地。
RS422适配器 ICH经由DB37
1 TXD + 21 TXD +
2 TXD - 2 TXD -
3 RXD + 20 RXD +
4 RXD - 1 RXD -
5 GND 3 GND
操作
串行转换器示例:
制造商 零件号
B & B Electronics 485DRCI
B & B Electronics 4WSSD9OTB
Comm Front CVT-485-422-4
Axeon * STS-1915SI
*伊萨推荐的零件可用ESAB零件号0558009988获得。
DB25连接器 - 空气幕选项
DB25连接器用于把ICH与配电箱(PDB)连接。此电缆应为带屏蔽的双绞线电缆,一端带DB25阳连接器,另一端为
DB25阴连接器。DB25连接器用于空气幕选项。
导线编号 信号名称 功能
1 模拟输入1 备用
2 模拟输入2 备用
3 模拟输出1 备用
4 模拟输出2 备用
5 数控模拟公共 数控模拟COM
6 模拟输入3 备用
7 模拟输入4 备用
8 模拟输出3 备用
9 模拟输出4 备用
10 输 入1 备用
11 输入2 备用
12 输入3 备用
13 输入4 备用
导线编号 信号名称 功能
14 工位1空气幕(-) 工位1空气幕
15 工位2空气幕(-) 工位2空气幕
16 备用3 备用输出发射器
17 备用4 备用输出发射器
18 备用5 备用输出发射器
19 工位1空气幕(+) 工位1空气幕
20 工位2空气幕(+) 工位2空气幕
21 备用3 备用输出收集器
22 备用4 备用输出收集器
23 备用5 备用输出收集器
24 直流24伏 电源
25 机框接地 接地
99

DB9连接器
DO+ 1
24V
B
A
coil
DO- 1
这是一根标准的DB9 RS232电缆。这个通讯端口不建议用于生产。
导线编号 信号名称 功能
1 NC 未连接
2 RS232 RX 接收
3 RS232 TX 发送
4 NC 未连接
5 NC 未连接
6 接地 接地
7 RS232 RTS 发送就绪
8 RS232 CTS 清除发送
9 NC 未连接
电力连接器
导线编号 信号名称 功能
1 线1 交流230伏的火线1或交流115伏的火线(无高度控制)
操作
2 线2 交流230伏的火线2或交流115伏的中线(无高度控制)
3 NC 未连接
4 接地 接地
操作
数字输出配线示例
数字输出只可使用直流24伏,电流要求小于80毫安。有两个好办法可以满足这项要求。跨接口控制中枢内的光隔离器
有一个小电压降,因此为了针对等离子系统启动电路产生的噪声提供保护,建议使用至少直流12伏的电压。
24伏
方法一:使用直流24伏驱动数控输入上的某个数字输入电路。
24V
DO+ 1
24伏
24V
R2
1M
5VDO- 1
5伏
方法二:使用直流24伏驱动一个继电器绕组,然后按照数控的需要使用该绕组上的触点。
R1
10K
R3
2.74K
DO+ 1
B
A
coil
DO- 1
绕组
100
 Loading...
Loading...