

Page 1
RU
PROTIG 450
Руководство по
программированию
Valid for program version 2.80A, 2.81A0456 638 086 RU 050420
Page 2

1 ВВЕДЕНИЕ 4.......................................................
1.1 Режимы работы блока управления 4........................................
1.2 Программные сектора 4...................................................
1.3 Дисплей и клавиатура 5....................................................
2 СВАРОЧНЫЕ ПАРАМЕТРЫ 9........................................
2.1 Сварочный ток 9..........................................................
2.2 Защитный газ 11...........................................................
2.3 Скорость подачи проволоки 12.............................................
2.4 Предварительный подогрев 12.............................................
2.5 Скорость вращения 12.....................................................
2.6 Управление напряжением дуги (AVC) 13.....................................
2.7 Колебания 14..............................................................
3ПУСКИОСТАНОВКА 14..............................................
3.1 Ïóñê 14.....................................................................
3.2 Остановка 14...............................................................
3.3 Перезапуск 15..............................................................
4 ПОДГОТОВИТЕЛЬНЫЕ ПРОЦЕДУРЫ 15..............................
4.1 Общие сведения 15.........................................................
4.2 Как ввести код оборудования 15.............................................
4.3 Как определить ваш собственный код инструмента 17........................
4.4 Как изменить язык Пользователя 22.........................................
5 СОЗДАНИЕ РАБОЧИХ ПРОГРАММ 24.................................
5.1 Ввод численных значений 24................................................
5.2 Увеличение / уменьшение значения параметра 24............................
5.3 Создание нового сектора 24.................................................
5.4 Изменение координат контрольной точки сектора 25.........................
5.5 Создание транспортного сектора 25.........................................
5.6 Возвращение в исходную точку 26...........................................
5.7 Плавное изменение параметра (Наклон) 26..................................
5.8 Перемещение внутри программы 27.........................................
5.9 Стирание в программе 27...................................................
5.10 Изменение базы данных во время сварки 28.................................
5.11 Переустановка ( обнуление) блока управления 28.............................
6 ПРИМЕРЫ ПРОГРАММИРОВАНИЯ 29.................................
6.1 Пример 1a: 29..............................................................
6.2 Пример 1b: 32..............................................................
6.3 Пример 1c: 34..............................................................
6.4 Пример 1d: 36..............................................................
6.5 Пример 1e: 40..............................................................
7БИБЛИОТЕКАПАМЯТИ 44...........................................
7.1 Хранение программ 44......................................................
7.2 Вызов программ 44.........................................................
7.3 Обзор кодов оборудования 45...............................................
7.4 Стирание программ 45......................................................
8РУЧНОЙРЕЖИМ 46.................................................
8.1 Область применения 46.....................................................
8.2 Корректировка параметров 46...............................................
Оставляем за собой право изменять спецификацию без предупреждения.
TOCr
-- 2 --
Page 3

9 КАРТОЧКА ПАМЯТИ 48.............................................
9.1 Область применения 48.....................................................
9.2 Как установить карточку 48..................................................
9.3 Как вызвать программу 48..................................................
9.4 Как хранить программы на карточке памяти 49...............................
9.5 Как стирать программы 49..................................................
9.6 Как вынуть карточку памяти 50..............................................
10 КОДЫ ОЧИБОК 50...................................................
10.1 Управление сообщениями об ошибках 50....................................
10.2 Коды ошибок при неправильном программировании 56......................
11 ВЫЗОВ ЗНАЧЕНИЙ ИЗМЕРЯЕМЫХ ПАРАМЕТРОВ 57..................
11.1 Область применения 57.....................................................
11.2 Как просмотреть значения параметров 57....................................
12 ОБНОВЛЕНИЕ ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ 58..................
12.1 Область применения 58.....................................................
12.2 Пользование данным меню 58...............................................
12.3 Как проводить обновление программного обеспечение 59....................
12.4 Необходимые меры при неудачном проведении процедуры обновления источника
питания 61..................................................................
12.5 Необходимые меры при неудачном проведении обновления программ блока
управления 61..............................................................
13 КЛАВИЧА SOFTWARE 62.............................................
13.1 Общие сведения 62.........................................................
13.2 Установка защиты на блок управления 62....................................
13.3 Снятие кодовой защиты с блока управления 63...............................
13.4 Изменение кода 63..........................................................
13.5 Çàá ûò êîä? 64..............................................................
13.6 Обозначение предельных значений 64.......................................
14 БЛОКНОТ 66.........................................................
14.1 Область применения 66.....................................................
14.2 Как “отк рыт ь“ блокнот 67....................................................
14.3 Ïðèì åð 2a: 67..............................................................
15 РЕЖИМ РУЧНОЙ СВАРКИ 73........................................
15.1 Область применения 73.....................................................
15.2 Как создать сварочную программу 73........................................
15.3 Ïðèì åð 3a: 73..............................................................
15.4 Êàê âåñ òè ðó÷ íóþ ñâ àðê ó 77.................................................
16 ПРИЛОЖЕНИЕ 77...................................................
16.1 Коды оборудования 77......................................................
16.2 Ñèì âîëû 78................................................................
16.3 Диапазон значений сварочных параметров 78...............................
17 ÑÒ Ð Ó Ê Ò ÓÐÀ ÌÅ Í Þ 79................................................
18 ÒÅ ÐÌÈÍ Û 80........................................................
19 ЗАМЕТКИ ПРОГРАММИРОВАНИЯ 82.................................
НОМЕР ЗАКАЗА 83.....................................................
Оставляем за собой право изменять спецификацию без предупреждения.
TOCr
-- 3 --
Page 4
RU
1 ВВЕДЕНИЕ
1.1 Режимыработыблокауправления
Блок управления состоит из четырех устройств устройства: рабочей памяти,
библиотеки, блокнота и дополнительных функций.
S Â рабочей памяти создаются сварочные программы.
S Â библиотеке программы хранятся..
Во время сварки управление параметрами процесса вед¸тся из рабочей
памяти. Также возможен вызов сварочных программ из библиотеки в
рабочую память.
S Â блокноте Вы можете делать свои собственные пометки, например, о
специальных сварочных параметрах.
S В разделе дополнительных функций Вы можете:
S изменять язык
S просматривать сообщения об ошибках
S показывать действующие значения параметров
S производить обновление программного обеспечения
S менять функции клавиш
1.2 Программные сектора
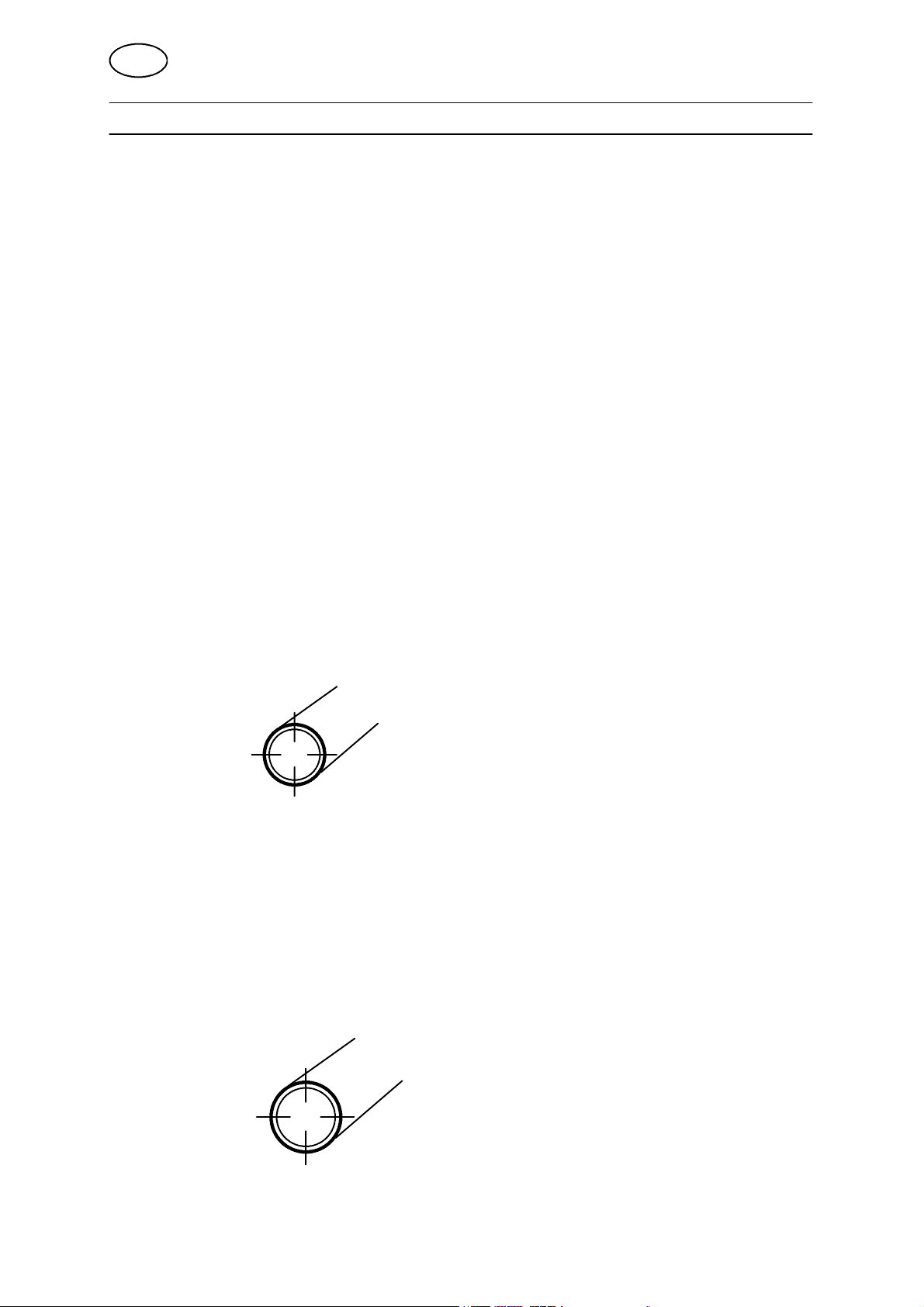
Программа по сварке стыка труб, как правило, делится на несколько участков
или секторов. Каждый сектор соответствует определенному участку сварного
шва трубы. Максимальное их количество - сто (100) секторов в программе.
Cектор4
Cектор3
Каждый сектор может содержать собственный набор параметров таких, как
ток сварки, скорость вращения, скорость подачи проволоки и т.д. Таким
образом процесс сварки трубы можно представить как набор
последовательных сварочных программ, каждая из которых соответствует
определенному участку сварного соединения трубы.
Границы секторов определяются контрольными точками, которые
располагаются по всей длине сварного соединения. Каждая такая
контрольная точка является стартовой точкой очередного нового сектора.
На схеме, привед¸нной ниже контрольная точка 0.000 - является стартовой
для сектора ¹1, точка 0.250 - для сектора ¹ 2 , и т.д.
Cектор1
Cектор2
Контрольная точка 0,000
Cектор4
Контрольная точка
0,750
Cектор3
Контрольная точка 0,500
dpa8d1ra -- 4 --
Cектор1
Контрольная точка
0,250
Cектор2
Page 5

RU
LTP 450 позволяют вести сварку до 10 проходов сварного шва, т.е. сварочная
головка может совершать до 10 оборотов вокруг трубы.
Контрольные точки предыдущего примера сварного соединения состояли из
десятичных дробей, т.е. начинались на 0 и образовывали оборо т 1.
Контрольные точки оборота 2 ( если он будет иметь место) начнутся с целой
цифры 1, èò.ä.
S Оборот 1 = контрольная точка 0.000 - 0.999
S Оборот 2 = контрольная точка 1.000 - 1.999
S Оборот 3 = контрольная точка 2.000 - 2.999
S Оборот 4 = контрольная точка 3.000 - 3.999
S Оборот 5 = контрольная точка 4.000 - 4.999
S Оборот 6 = контрольная точка 5.000 - 5.999
S Оборот 7 = контрольная точка 6.000 - 6.999
S Оборот 8 = контрольная точка 7.000 - 7.999
S Оборот 9 = контрольная точка 8.000 - 8.999
S Оборот 10 = контрольная точка 9.000 - 9.999
При окончании сварки появится индикация так называемого конечного
сектора.
Для того, чтобы сектор считался конечным, необходимо выполнение
следующих двух условий:
S Дальше не должно следовать секторов.
S Конечное значение тока сварки в этом секторе должно быть равно нулю.
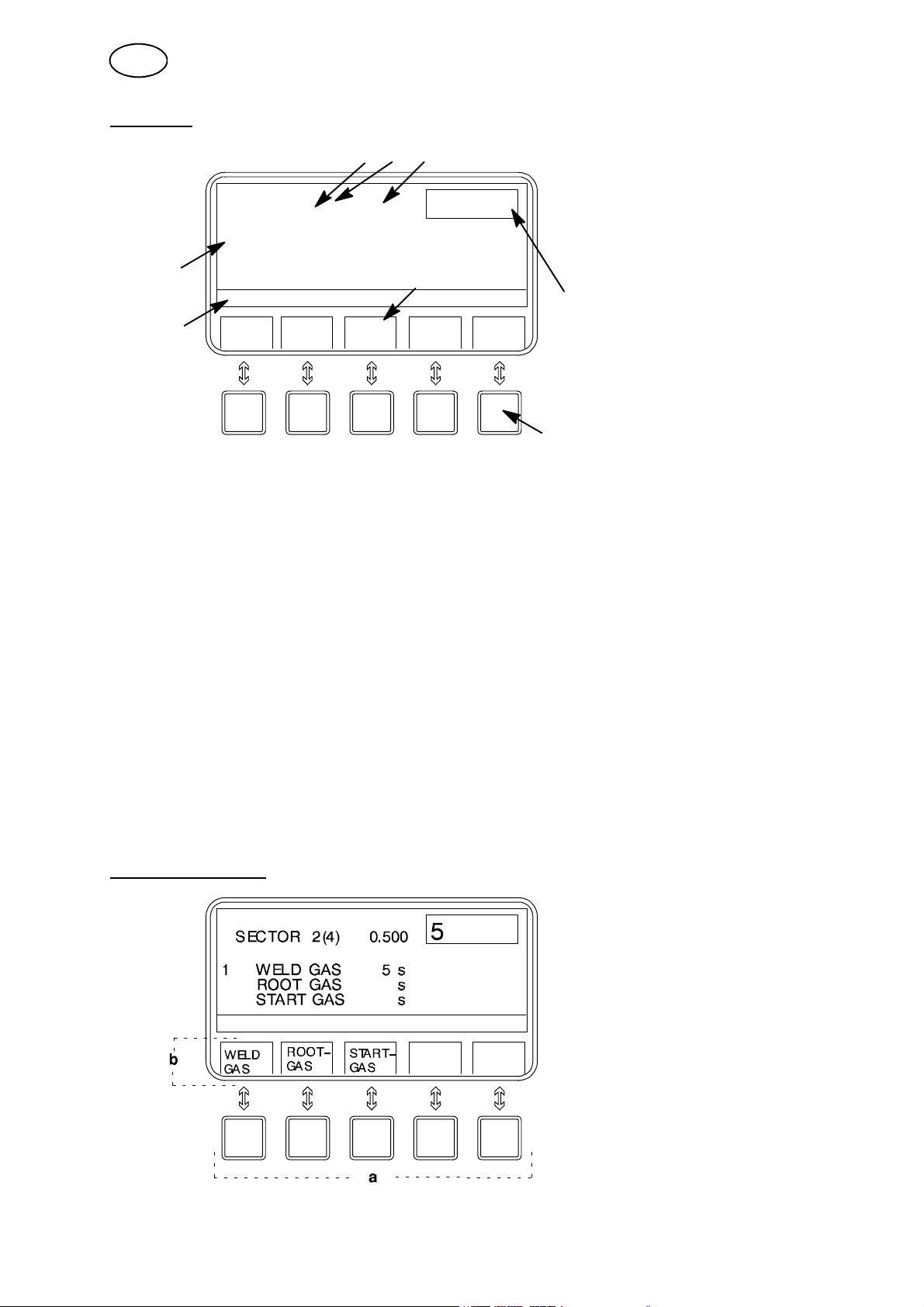
1.3 Дисплей и клавиатура
A Дисплей
B Мягкие клавиши
C Функциональные клавиши
dpa8d1ra -- 5 --
Page 6
RU
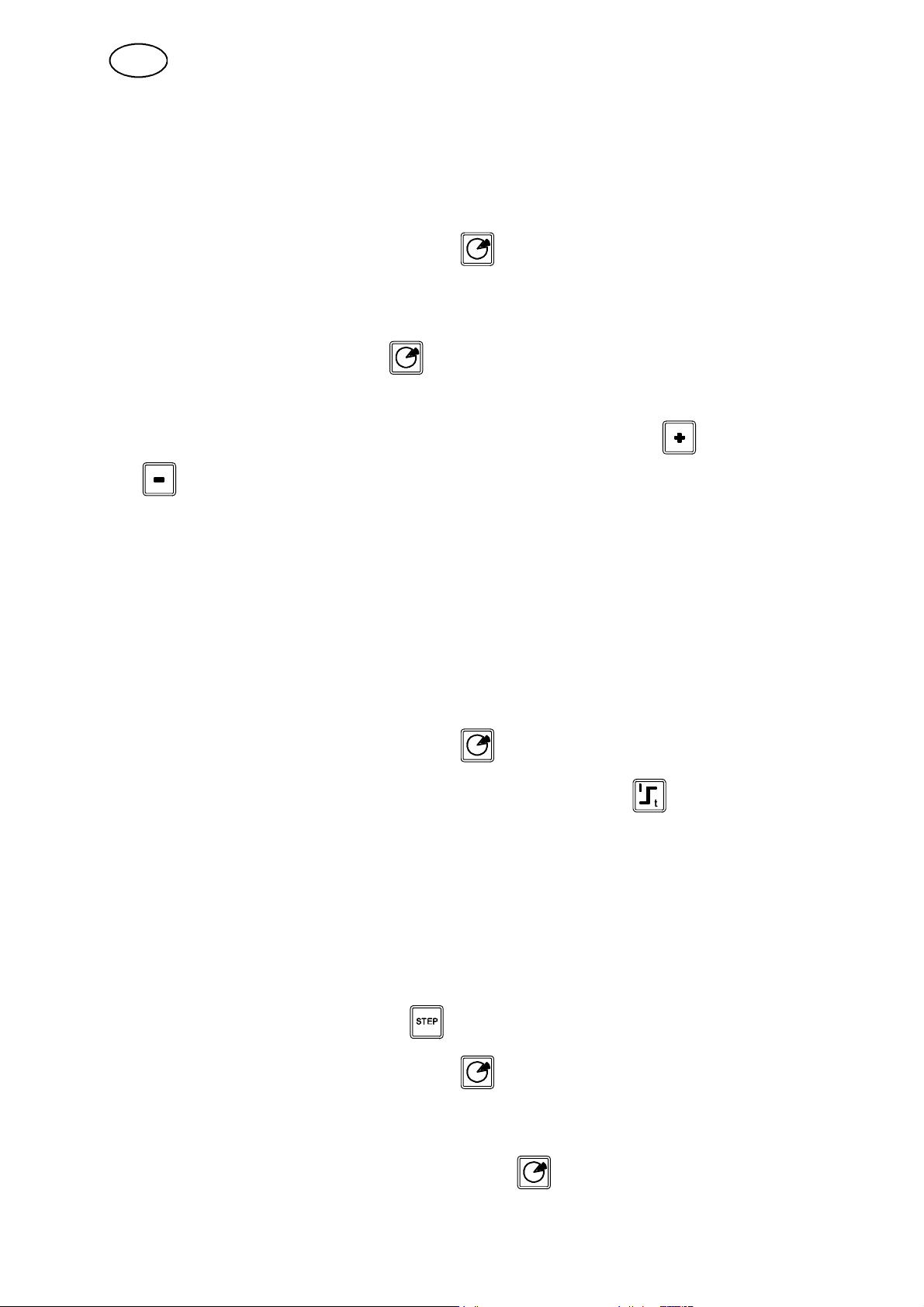
Дисплей
a
SECTOR 2(4)
WELD GAS
1 5
ROOT GAS
e
START GAS
0.500
s
s
s
c
b
5
g
d
h
WELD
GAS
ROOT
GAS
START
GAS
f
На дисплее представлена следующая информация.
a Номер текущего сектора.
b Общее количество секторов в программе.
c Контрольная точка данного сектора (сектор 2 в этом примере).
d Цифровой блок показывает численные значения различных параметров.
Более подробную информацию см. стр. 78.
e Показывает, что значение данного параметра заимствовано из
предыдущего сектора (в данном примере из сектора ¹1).
g 5 текстовых окон, описывающих функцию соответствующих мягких
клавиш (f).
h Строка сообщений, описывающая текущее состояние процессасварки.
WELDING = ид¸т последовательный режим сварки.
END = цикл сварки заверш¸н.
TRANSPORT= транспортный сектор.
STOP = процесс сварки был прерван нажатием клавиши аварийной
остановки.
Мягкие клавиши
dpa8d1ra -- 6 --
Page 7
RU
С помощью мягких клавиш (a) корректируется значения текущих функций на
дисплее (в данном случае - это параметры защитного газа), при этом
функция конкретной клавиши описана в соответствующем окне дисплея (b).
В зависимости от описываемого параметра до 5 мягких клавиш могут быть
задействованы.
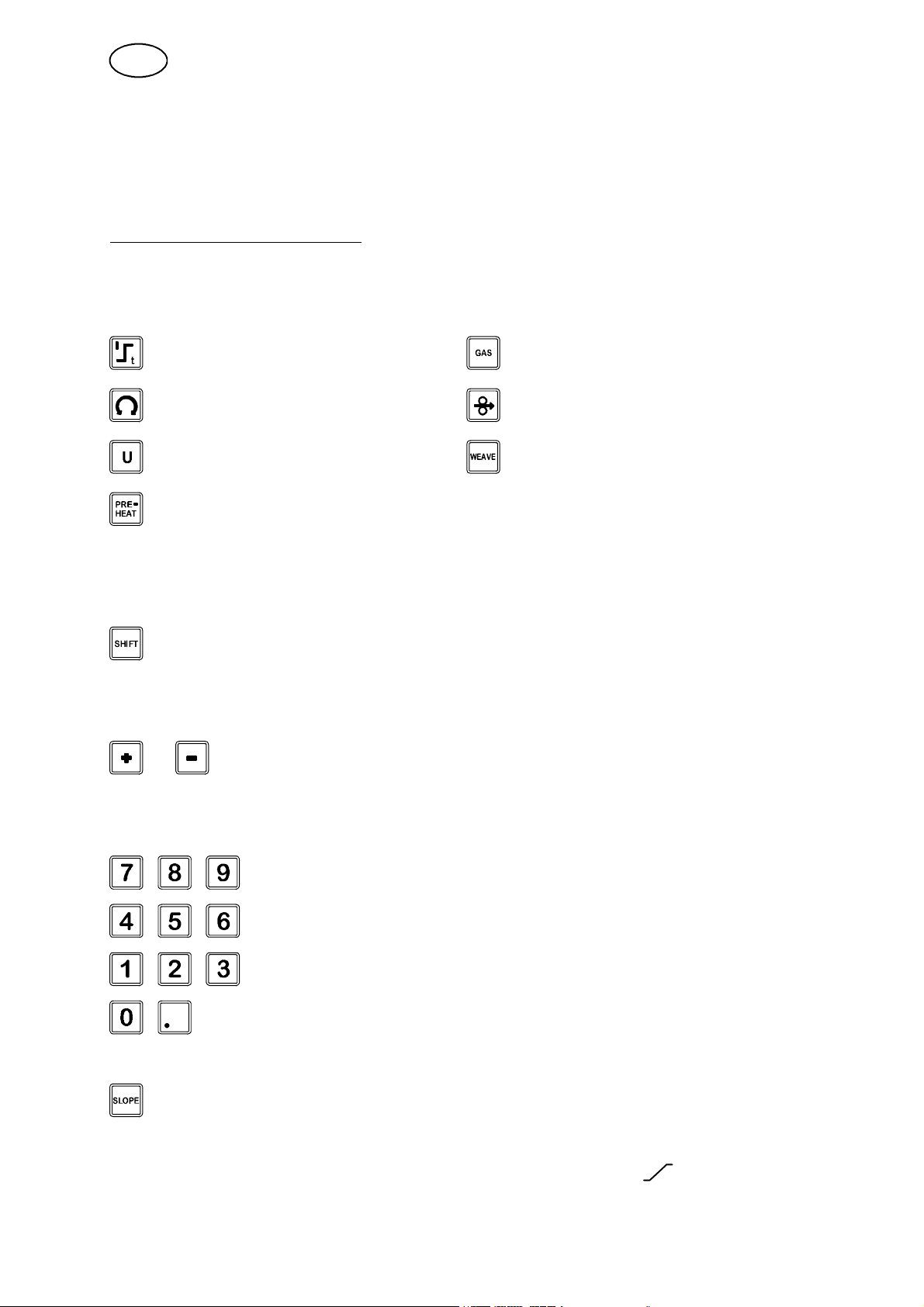
Функциональные клавиши
Клавиши параметров
Сварочные параметры разделены на ñåìü ( ïÿòü) групп, каждая из которых
представлена одной обычной клавишей и набором мягких клавиш.
Сварочный ток Защитный газ
Скорость вращения скорость подачи проволоки
Управление длиной дуги Поперечные колебания (AVC)
Время предварительного подогрева
Клавиша регистра SHIFT
Эта клавиша используется для изменения значений других клавиш на
клавиатуре.
Клавиши PLUS/MINUS
Предназначены для изменений численных значений параметров.
Цифровые клавиши
Предназначены для ввода цифр и разделительного десятичного знака.
Прочие клавиши
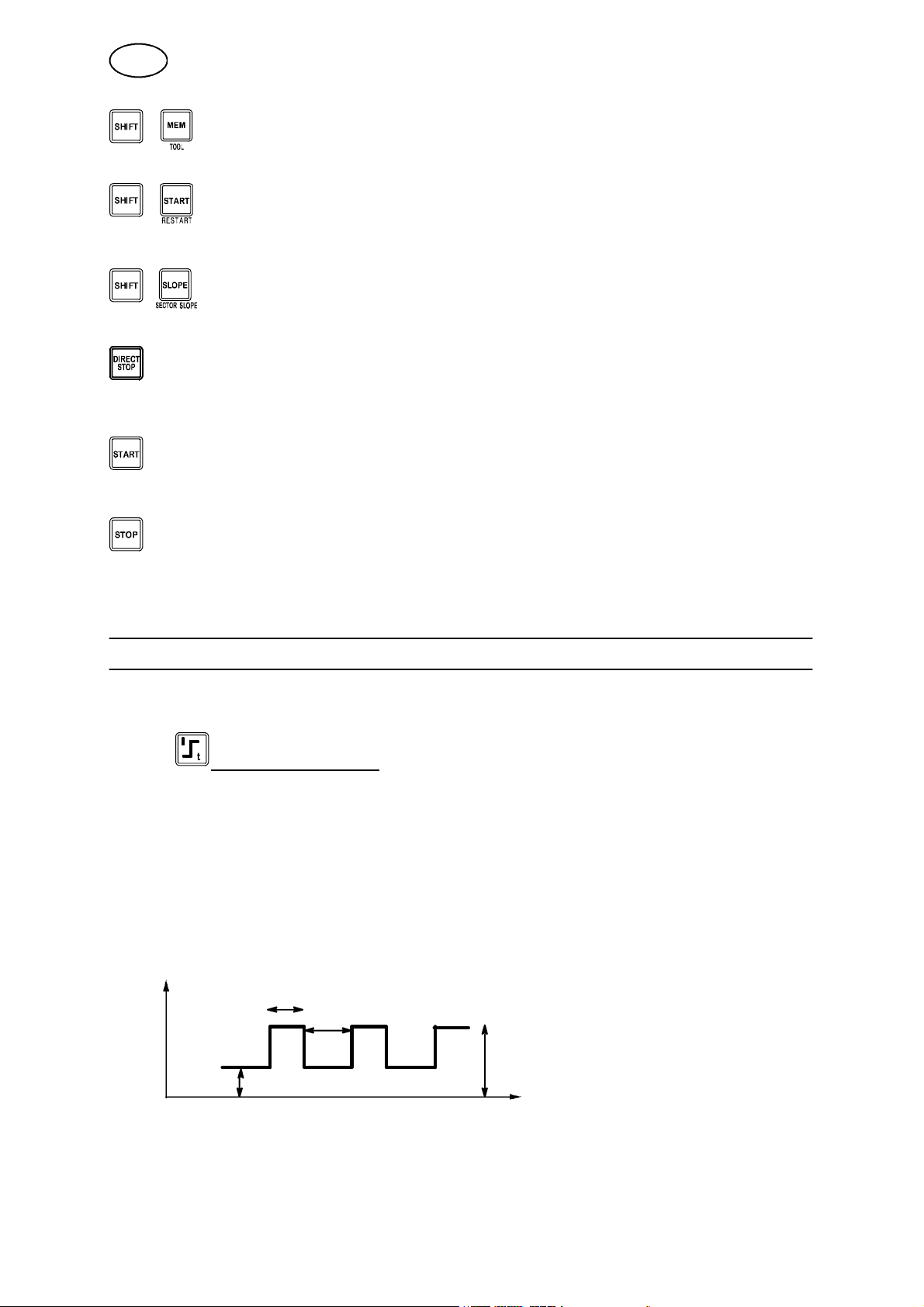
НАКЛОН
Эта клавиша используется при необходимости введения плавного изменения
значения параметра и обозначается на дисплее символом .
dpa8d1ra -- 7 --
Page 8

RU
Под наклоном подразумевается плавное изменение параметра.
Slope up = плавное нарастание
Slope down = плавное снижение
Следующие параметры могут программироваться с плавным изменением:
Ток сварки (ток импульса и базовый ток при импульсной сварке), вращение,
длина дуги, скорость подачи проволоки, амплитуда колебаний.
Функция наклона определена во времени с указанием конкретного
значения в секундах. Функция наклона также может быть определена по
номеру сектора, т. е. между какими двумя контрольными точками она
находится.
СЕКТОР
Эта клавиша да¸т информацию о номере сектора и значении его контрольной
точки.
jÀÃ
Служит для пошагового прохождения программы.
СТИРАНИЕ
Служит для стирания всей программы, части программы или только
определенных значений.
РУЧНОЙ РЕЖИМ
Эта клавиша служит для проверки положения электрода и
функционирования программы в целом.
ПАМЯТЬ (библиотека)
Этаклавишаслужитдлявходавбиблиотекуиливыходаизне¸,атакжедля
хранения и вызова в рабочую память заложенных в ней параметров.
К ОРРЕКТИРОВКА
Эта клавиша служит для корректировки положения электрода при
совершении колебательных движений (настройка нейтральной линии).
РЕЖИМ (дополнительные функции )
Эта клавиша служит для пользования различными дополнительными
функциями такими как, например, язык, сообщение об ошибках, показ
действующих значений параметров и обновления программного
обеспечения.
СЛЕДУЮЩИЙ
Эта клавиша не используется.
БЛОКНОТ
Эти клавиши служат для специальных записей.
dpa8d1ra -- 8 --
Page 9
RU
К ОД ОБОРУДОВАНИЯ
Эти клавиши служат для просмотра кодов подключенного оборудования.
ПЕРЕЗАПУСК
Эти клавиши служат для перезапуска цикла сварки.
НАКЛОН СЕКТОРА
Эти клавиши служат для создания функции наклона сектора.
ПРЯМАЯ ОСТАНОВКА
Эта клавиша служит для прямой остановки процесса сварки. Продувка после
сварки ид¸т согласно запрограммированным значениям.
СТАРТ
Эта клавиша служит для запуска процесса сварки.
ОСТАНОВКА
Эта клавиша служит для прерывания цикла сварки. Сварка прерывается
согласно установкам конечного сектора.
2ÑÂÀÐÎ×ÍÛÅÏÀÐÀÌÅÒÐÛ
Диапазон значений сварочных параметров приведен в приложении на стр.78.
2.1 Сварочный ток
Существует 4 характеристики сварочного тока :
S PEAK CURRENT (ТОК ИМПУЛЬСА)
S BACKGROUND CURRENT (БАЗОВЫЙ ТОК)
S PEAK TIME (ВРЕМЯ ИМПУЛЬСА) (1ñåê)
S BACKGROUND TIME (ВРЕМЯ ПАУЗЫ) (1ñåê)
Значения в скобках являются заранее установленными.
Peak time
Background time
Peak current
Background current
Сварка может вестись либо постоянным, либо импульсным током.
Если сварка ведется в импульсном режиме, то значения должны быть
установлены для всех четырех характеристик. При сварке постоянным током
dpa8d1ra -- 9 --
Page 10

RU
вводится лишь значение пикового тока. При введении значения базового
тока, в случае импульсной сварки, время импульса и паузы являются
величинами, заранее установленным, хотя при желании их можно изменить.
Сварочный ток (импульсный) может быть синхронизирован с поперечным
перемещением так, что пиковое значение тока будет синхронизировано в
положении электрода в крайнем положении поперечного движения. Это
называется специальным импульсным режимом.
(Пиковое значение тока, установленное в крайнем положении поперечного
колебания, имеет место и в том случае, когда специальный импульсный
режим и не установлен.)
Спецпульсирование
Под спецпульсированием подразумевается синхронизация колебаний с
наложением импульсов тока на краевые точки. Время импульса также
зависит от времени задержки электрода в краевых точках.
Спецпульсирование может применяться в сочетании с непрерывным и
импульсным вращением. Спецпульсирование в сочетании с импульсным
вращением - называется квадратноволновой пульсацией, и это означает, что
импульс вращения происходит при нахождении электрода в крайней точке.
Спецпульсирование
тока с непрерывным
вращением
Направление вращения
Спецпульсирование
тока с импульсным
вращением
Направление вращения
A =базовый ток B = ток импульса ( пиковый ток )
Что касается подачи проволоки, то она также может проходить в обычном или
импульсном режимах. При этом также происходит синхронизация с током
сварки аналогично тому, как это описано выше (см. раздел “ Скорость подачи
проволоки “ стр.12).
dpa8d1ra -- 1 0 --
Page 11

RU
SECTOR 1(4)
PEAK CURRENT
BACKGR. CURRENT
PEAK TIME
BACKGR. TIME
CONT/
PEAK
CURR
BACKGR
CURR
0.000
PEAK
TIME
A
A
s
s
BACKGR
TIME
SPEC.
PULS
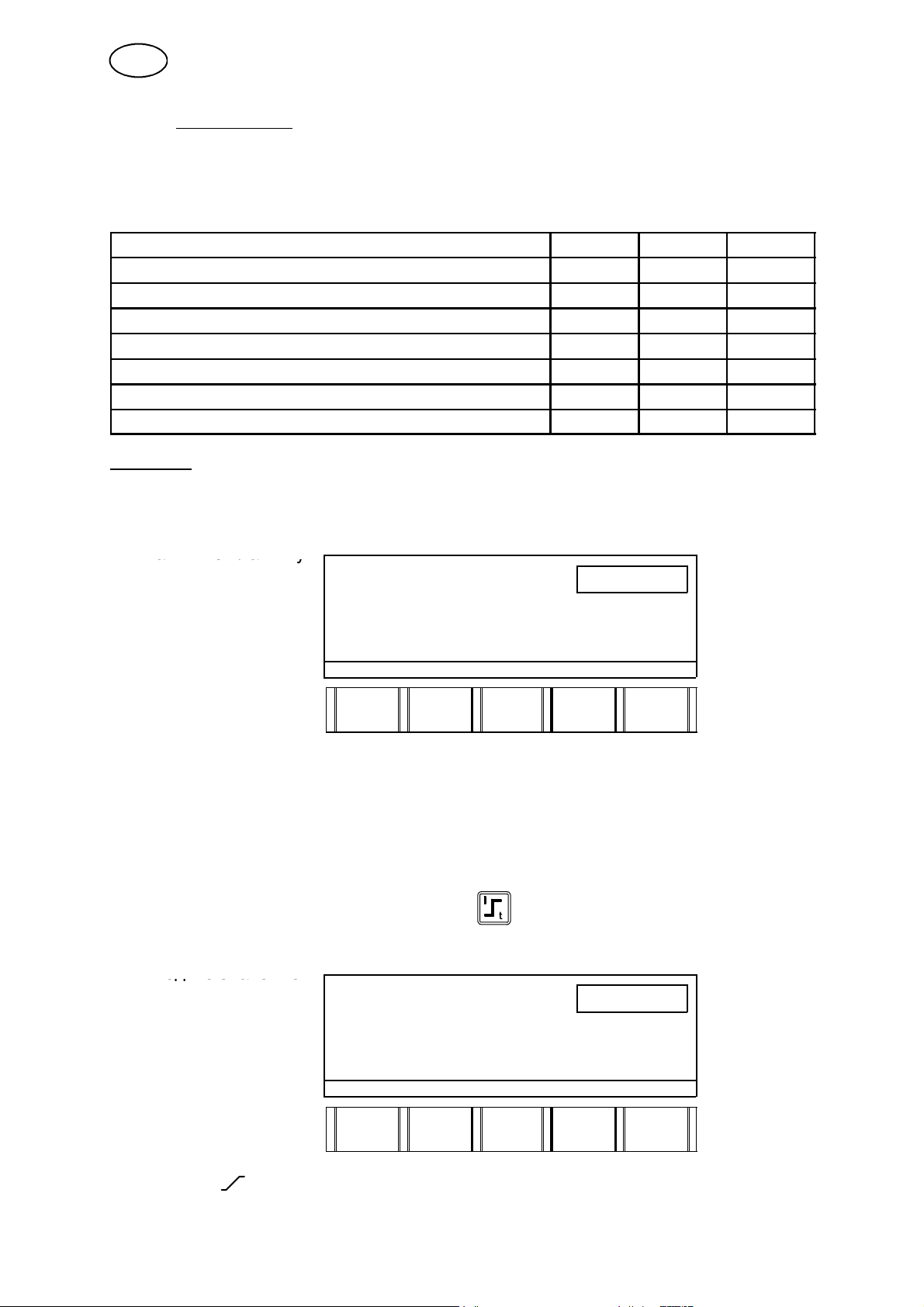
Для активации функции спецпульсирования нажмите соответственно
отмеченную на дисплее мягкую клавишу в меню сварочных параметров.
2.2 Защитный газ
Параметр защитного газа представлен 3 его разновидностями:
S WELD GAS (Защитный газ сварки)
S ROOT GAS (Поддув защитного газа в корень шва)
S START GAS (Защитный газ начала сварки)
Ïîä защитным газом сварки понимают газовую защиту сварочной ванны с
наружной стороны шва, включая процедуру предварительной и
послесварочной продувки.
Значения этих параметров являются заранее установленными:
S Предварительная продувка = 2 сек
S Послесварочная продувка = 4 сек
Ïîä поддувом защитного газа в корень шва подразумевают газовую
защиту внутренней стороны шва. Этот параметр определяет время
предварительной и послесварочной продувки внутренней стороны шва.
Применение некоторых видов защитного газа, таких как, например, Не (Гелий)
вызывает определенные трудности при возбуждении дуги, поэтому в этих
случаях в момент старта применяется другая газовая смесь, которая
называется - стартовым газом.
Если один газ является защитным газом процесса сварки сектора 1, а другой
стартовым, то вначале пода¸тся только стартовый газ и только после
возбуждения дуги он сменяется на защитный.
dpa8d1ra -- 1 1 --
Page 12

RU
2.3 Скорость подачи проволоки
Этот параметр определяет скорость подачи присадочной проволоки в
cм/мин.
Подача проволоки может быть постоянной или импульсной.
В этом разделе представлены две разновидности этого параметра:
S ИМПУЛЬСНАЯ СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ
S БАЗОВАЯ СКОРОСТЬ ПО ДАЧИ ПРОВОЛОКИ
Для сварки с постоянной скоростью подачи устанавливается только
импульсное значение скорости.
Для сварки с импульсной подачей устанавливается импульсное и базовое
значение скорости подачи.
Импульсная подача проволоки всегда автоматически синхронизируется со
сварочным током. Большее значение скорости совпадает с импульсом тока, а
меньшее с базовым значением тока в момент паузы.
2.4 Предварительный подогрев
Предварительный подогрев используется для прогрева изделия в начальный
момент сварки и для обеспечения требуемого проплавления основного
металла. Время подогрева определяется как промежуток между моментом
возбуждения дуги и началом вращения. Если время подогрева не было
заложено в сварочные параметры, то это значит, что возбуждение дуги и
вращение начнутся одновременно.
ВНИМАНИЕ ! В установках Сварочного тока Вы не можете определить
сектора наклона в случае применения процедуры предварительного
подогрева.
2.5 Скорость вращения
Этот параметр определяет скорость вращения электрода вокруг изделия.
Значение его воспроизводится на дисплее в тысячных долях от значения
максимальной скорости вращения данной сварочной головки.
Также как и параметры сварочного тока и подачи проволоки - скорость
вращения может быть импульсной èëè постоянной.
В блоке параметров “Скорость вращения” представлены следующие
параметры:
S ROTATION FORWARDS ( вращение впер¸д)
S ROTATION BACKWARDS ( вращение назад)
S PULSED ROTATION FORWARDS ( импульсное вращение впер¸д)
S PULSED ROTATION BACKWARDS ( импульсное вращение назад)
Пульсирующее вращение автоматически синхронизировано со сварочным
током так, что сварочная головка (инструмент) неподвижна при установке
пикового тока и продолжает вращение при основной величине тока.
dpa8d1ra -- 1 2 --
Page 13

RU
2.6 Управление напряжением дуги (AVC)
Этот параметр применяется с головками, имеющими блок AVC, для
управления сварочной дугой.
Управление напряжением дуги (AVC) означает автоматическое регулирование
величины напряжения дуги или высоты столба дуги ( т. е. расстояния между
торцем электрода и изделием) в процессе сварки.
В группе параметров “Управление напряжением дуги” (AVC) представлены
следующие параметры:
S PEAK VOLTAGE ( Пиковое напряжение, соответствующий импульсу тока)
S BACKGROUND VOLTAGE ( Базовое напряжение, соответствующе
базовому току импульса)
S DELAY TIME ( Время задержки)
Параметры Пиковое напряжение и Базовое напряжение создаются при
импульсном характере процесса. При сварке постоянным током зада¸тся
только Пиковое напряжение.
Если величина Пикового напряжения не была задана, то за базу берется
величина, замеренная сразу после начала сварки.
Если величина Базового напряжения при импульсной сварке не была
задана, то в момент паузы функция управления напряжением отсутствует.
ВНИМАНИЕ ! При импульсном характере сварочного тока время нарастания
не может быть указана в секторе 1 для параметров пикового и базового
напряжения.
Для стабилизации процесса горения дуги в начальный момент времени,
вводится параметр времени задержки, в течение которого функция AVC
заблокирована.
Åñëè время задержки не определено, то:
S Оно будет автоматически приравнено к времени нарастания сварочного
тока. Если время нарастания меньше 5 секунд, то блок AVC вступает в
работу по истечении нарастания тока и регулирует параметр только в
сторону его увеличения.
S Оно автоматически приравнивается к 5 секундам, если время нарастания
тока не было заранее определено. Блок AVC при этом не заблокирован
полностью - регулирование может происходить в сторону увеличения
напряжения.
dpa8d1ra -- 1 3 --
Page 14

RU
2.7 Колебания
Данная функция применяется для придания колебательных движений
сварочным головкам, оснащенным соответствующим блоком.
В группе параметров “Колебания” представлены следующие параметры:
S WEAVE AMPLITUDE - амплитуда колебаний (5ìì)
S WEAVE SPEED - скорость колебаний ( 5 ìì/ñåê )
S DWELL TIME RIGHT - время задержки на правом краю (1ñåê)
S DWELL TIME LEFT - время задержки на левом краю (1ñåê)
амплитуда (mm)
Время
задержки
слева (c)
Время задержки
справа (с)
Скорость колебаний (мм/с)
Значения в скобках являются заранее установленными.Если на дисплее
возникает обозначение какого-либо из привед¸нных выше параметров, то его
значение также появится автоматически.
Колебательные движения также могут быть синхронизированы с импульсами
тока, которые накладываются на задержку колебаний в краевых точках. Такое
функционирование системы носит название - спецпульсирование (
подробнее об этом на стр. 10).
3ÏÓÑÊÈÎÑÒÀÍÎÂÊÀ
3.1 Ïóñê
Пуск сварки осуществляется нажатием клавиши START .
Пуск невозможен при несовпадении кода головки на дисплее блока
управления с реально установленной.
3.2 Остановка
При нажатии клавиши остановки сварки независимо от положения
текущего сектора происходит переход к параметрам конечного сектора ,
согласно которым процедура сварки заканчивается.
dpa8d1ra -- 1 4 --
Page 15
RU
При нажатии клавиши немедленной остановки процесс сварки сразу же
прекращается и только окончательная продувка защитного газа ид¸т согласно
установкам конечного сектора.
3.3 Перезапуск
Если сварка была прервана, то она может перезапускаться с помощью
клавиш SHIFT и START .
èëè , используются параметры стартового сектора для возобновления
сварки.
4 ПОДГОТОВИТЕЛЬНЫЕ ПРОЦЕДУРЫ
4.1 Общие сведения
Некоторые параметры, как например, скорость вращения , специфичны для
каждого типа сварочных головок. Поэтому каждая программа сварки должна
быть прикреплена к конкретному сварочному оборудованию через êîä этого
оборудования.
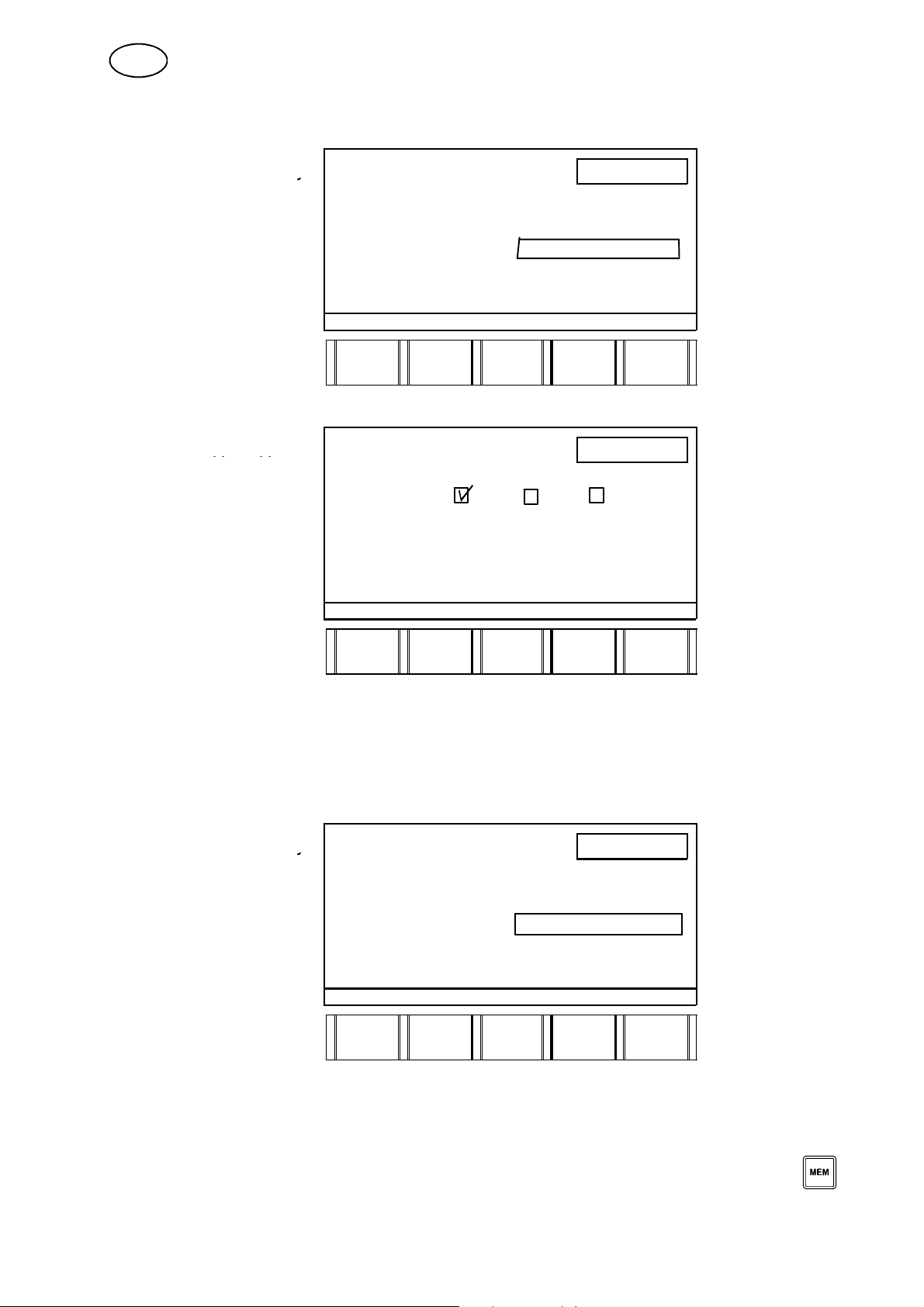
4.2 Как ввести код оборудования
S Поставьте сетевой выключатель в положение 1.
S На дисплее появится следующая картинка:
CHOOSE CONNECTED TOOL
PRB , PRC "
PRH
PRD
POC 12--60 mm
TIG HAND TORCH
A25
NEXT
ENTER
Пример: Вы подключили головку PRC 33-90
S Используя клавишу NEXT поставьте курсор на строке PRB,PRC. Выберите
нужное Вам оборудование нажатием клавиши ENTER.
Появиться меню с типоразмерами.
S Переместите курсор на выбранный типоразмер (в этом примере 33-90 ìì)
клавишей NEXT инажмитеENTER.
dpa8d1ra -- 1 5 --
Page 16
Í
àåëàó
LTY
program
TOOLTYPEMISMATC
H
RU
CHOOSE CONNECTED TOOL
PRB, PRC " 8--17 mm
PRH 17-- 49 mm
PRD 33-- 90 mm
POC 12--60 mm 60--170 mm
TIG HAND TORCH
A25
NEXT
QUIT ENTER
В результате на дисплее появится индикация подключ¸нного оборудования :
PRB,PRC33-90 mm.
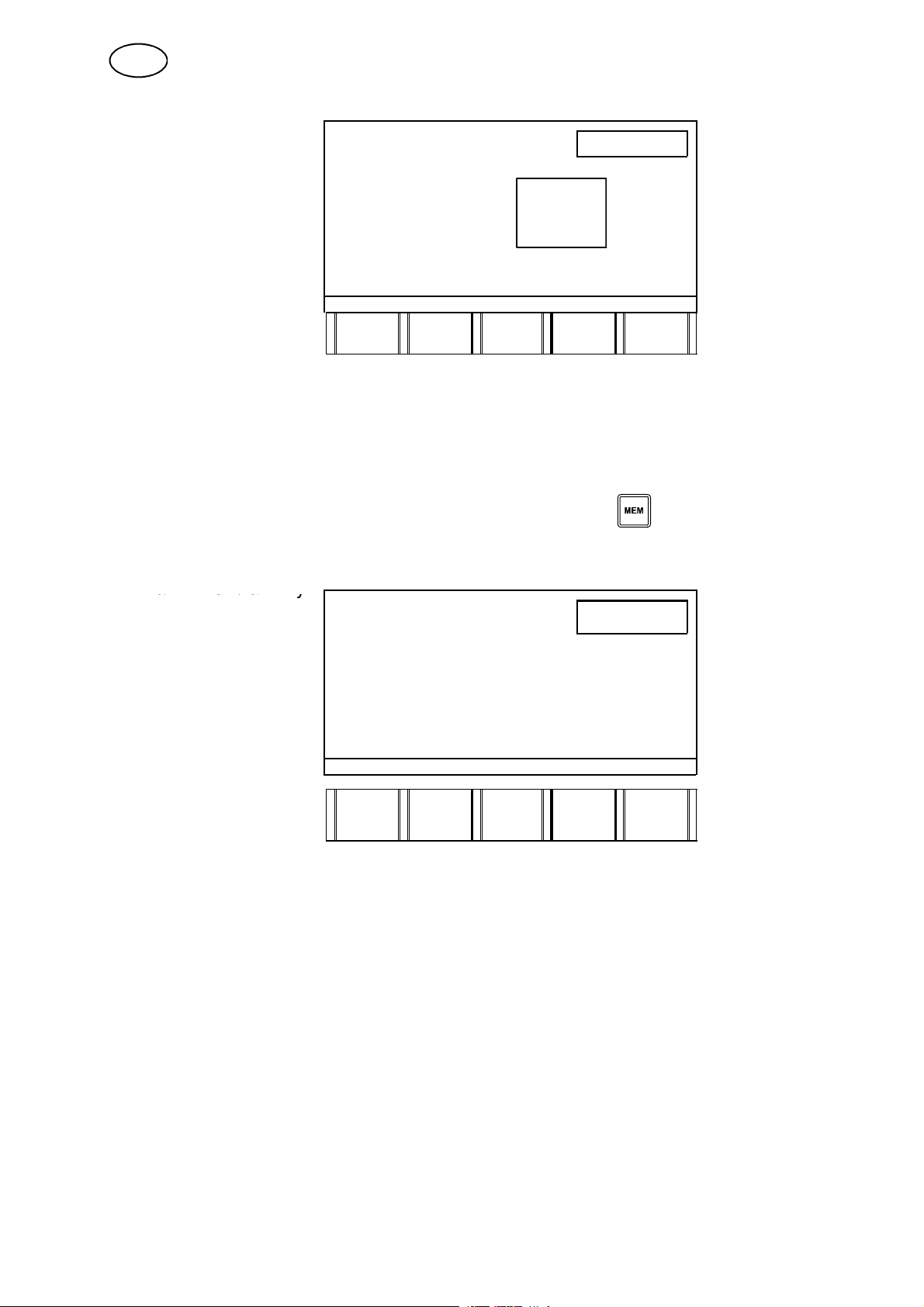
ВНИМАНИЕ! Если до этого момента в блоке управления было введено другое
оборудование - то оно сначала должно быть стерто из рабочей памяти. (При
необходимости сохранить эти установки - их можно поместить на хранение в
библиотеку,Если вы хотите сохранить старую программу не забудьте
сохранить ее в библиотеке данных. нажав клавишу MEM )
На дисплее появится следующая информация:
S
ажмите клавишу
delete existing
.
WARNING!
TOO
PROGRAM NO 1
PROGRAM MADE FOR: PRB, PRC 17-- 49 mm
CONNECTED TOOL: PRB, PRC 33-- 90 mm
PE MISMATCH
DELETE
PROG.
В результате в рабочей памяти будет фигурировать подключенное
оборудование: PRB
,PRC33-90 mm.
Если после надписи «НЕТ ПРОГРАММЫ» “PROGRAM NO” не будет введено
никакого числа: _ ни одна программа сварки не будет вызвана из библиотеки
программ.
Внимание! Если сварочный ток в пределах рабочей зоны будет изменен,
программа сварки не будет соответствовать программе, вызванной из
библиотеки программ. Если вы хотите сохранить изменения, сохраните их в
библиотеке программ в виде новой программы сварки.
dpa8d1ra -- 1 6 --
Page 17
RU
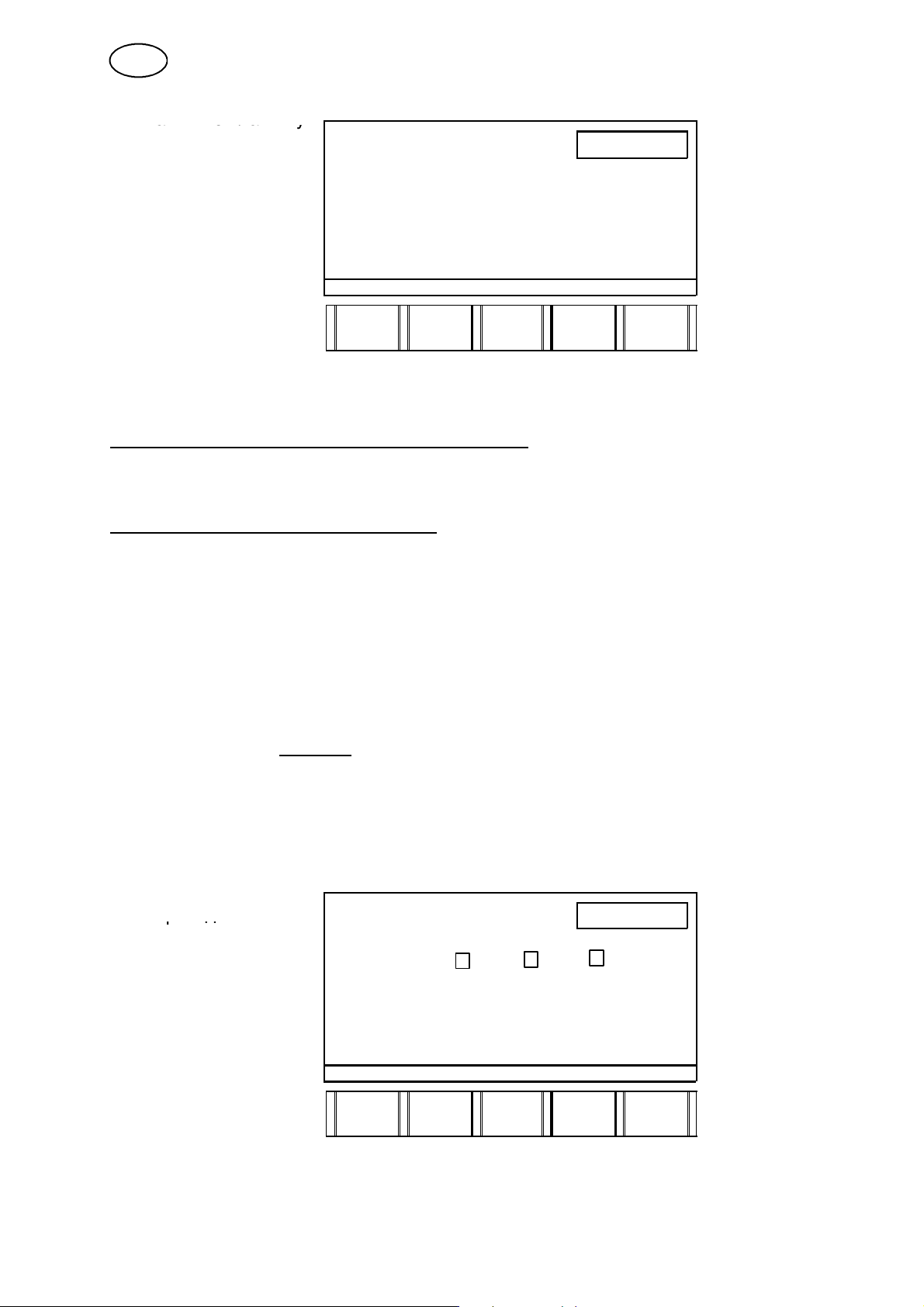
4.3 Как определить ваш собственный код инструмента
Для определения собственного кода инструмента вам потребуется
рассчитать некоторые, приведенные ниже параметры:
ВЕЛИЧИНА ПОВОРОТА, пример A, см. стр.19.
МАСjТАБ ПОВОРОТА, пример B, см. стр. 19.
МАСjТАБ (МАСjТАБНЫЙ КОЭФФИЦИЕНТ) НАПРЯЖЕНИЯ ДУГИ, пример C, см.
стр. 20.
РАЗМАХ КОЛЕБАНИЙ/мм, пример D, см. стр. 21.
МАСjТАБ ПРОВОЛОКИ, пример E, см. стр. 21.
МАСjТАБ КОЛЕБАНИЙ, пример F, см. стр. 22.
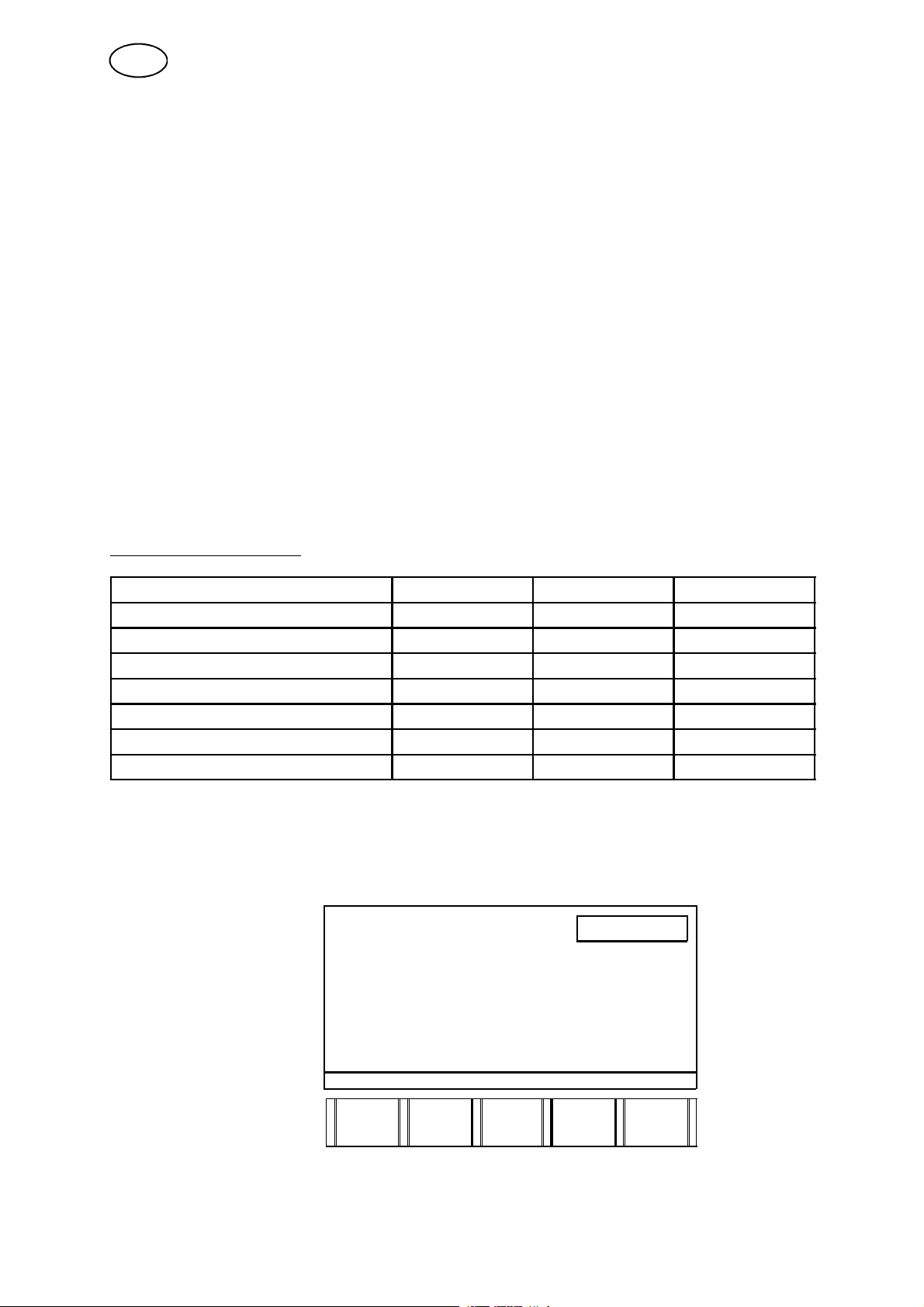
ПРИМЕЧАНИЕ. Величины, заданные самоопределяющимся кодом
инструмента, остаются и при выборе обычного кода инструмента.
Заданные величины
Параметры PRD A25 PRB, PRC
Величина поворота 55350 55350 55350
Масштаб поворота 846024 960000 678000
Масштаб напряжения дуги 30 40 30
Размах колебаний/мм 84 52 84
Предварительный масштаб íåò äà нет
Масштаб проволоки 120700 230826 230826
Масштаб колебаний 119048 190476 119048
S Включить питание, установив выключатель в положение 1.
Пример A: PRD 160
Появятся следующие данные:
CHOOSE CONNECTED TOOL
PRB, PRC
PRH
PRD "
POC 12--60 mm
TIG HAND TORCH
A25
NEXT
ENTER
S Переместите курсор на строку PRD, используя клавишу next инажмите
клавишу enter.
dpa8d1ra -- 1 7 --
Page 18
óse
t
ääклавишуente
r
ó
enter
RU
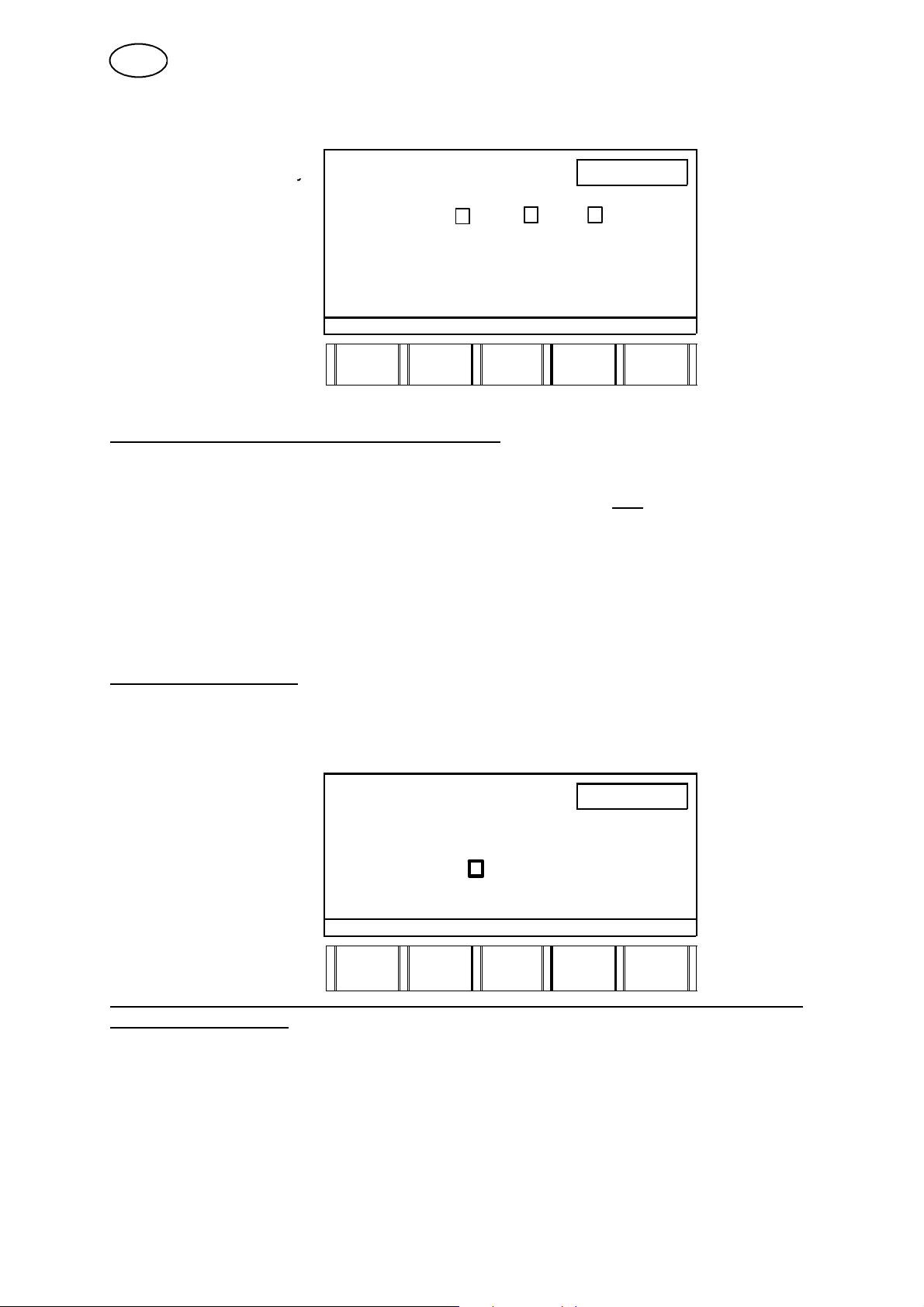
Появится следующая информация:
S Нажмите клавишу
CHOOSE CONNECTED TOOL
.
PRB, PRC
PRH
PRD " CUSTOMIZED
POC 60--170 mm
TIG HAND TORCH
A25
Появится следующее сообщение:
S Нажать дважды
INSERT PARAMETERS
.
DEFAULT PRD A 25 PRB, PRC
ROTATION LENGTH 55350
SCALE FACTOR ROT. 678000
#
SET QUIT ENTER
NEXT QUIT ENTER
Результат: инструмент PRD обозначен.
S Введите величину поворота и масштаб. Правильность величин можно
проверить по инструкции по эксплуатации 0440 100 xxx для PRD 160.
S Нажмите клавишу quit.
Появиться следующее сообщение:
S Нажмите клавишу
CHOOSE CONNECTED TOOL:
.
PRB, PRC
PRH
PRD " CUSTOMIZED
POC 60--170 mm
TIG HAND TORCH
A25
SET QUIT ENTER
Результат: Новый код инструмента принят и появится сообщение:
CONNECTED TOOL: PRD.(ПОДСОЕДИНЕННЫЙ ИНСТРУМЕНТ - PRD)
ПРИМЕЧАНИЕ. Если в рабочем отделе памяти находится заведенная ранее
программа инструмента, то ее необходимо удалить. (Если вы хотите
сохранить эту программу сохраните ее в библиотеке, нажав клавишу MEM .)
dpa8d1ra -- 1 8 --
Page 19
Í
Íàæìèòåêëàâèø
ó
prog
(óä
TOOLTYPEMISMATC
H
program(удалить
ðäпараметру
RU
S
ажмите клавишу
delete existing
ram
алить
существующую
программу).
РЕЗУЛЬТАТ: Новый код инструмента принят и появляется следующая
информация: CONNECTED TOOL: PRD )УСТАНОВЛЕННЫЙ ИНСТРУМЕНТ:
PRD).
Вычисление и установка величины поворота
ВЕЛИЧИНА ПОВОРОТА= введенное число импульсов / оборотов (от
начальной точки 0.000 до 1.000)
WARNING
TOOLTYPE MISMATCH
PROGRAM NO 1
PROGRAM MADE FOR: PRB , PRC 17-- 49 mm
CONNECTED TOOL: PRD
DELETE
PROG.
Вычисление и установка масштаба
Пример B: PRH 6-40, вращение.
S Макс. частота вращения (V) = 2.778 об/мин
S Передаточное отношение механизма привода (N) = 2140:1
S Количество импульсов импульсного генератора на один оборот вала
мотора (P) = 15
S Макс. регулируемая величина вращения (M) = 1000.
S Промежуток времени между импульсами импульсного генератора
измеряется в микросекундах при требуемой максимальной скорости
(данные можно найти в технической характеристике применяемого
привода).(T)= 60s
x 1 000 000
VxNxP
S Постоянная (K) принята как K/T = макс. регулируемая величина на
цифровом дисплее (M). K = T x M = 672643.
ÌÀÑjÒ ÀÁ = 6 72 8433
S Последующие шаги см. пример А, стр 19.
S Переходите к
МАСjТАБ
ВРАЩЕНИЯ, нажав
клавишу next.
INSERT PARAMETERS
DEFAULT PRD A 25 PRB, PRC
ROTATION LENGTH 55350
SCALE FACTOR ROT.. 672843
#
NEXT QUIT ENTER
S Нажмите клавишу enter.
S Введите величину 6 72843 для масштаба, используя цифровые клавиши.
S Нажмите клавишу enter.
dpa8d1ra -- 1 9 --
Page 20

ðиспользуяклавишу
ent
e
Нажмитеещераз
RU
Результат: Величина масштаба вращения введена.
Расчет и установка масштаба напряжения дуги (AVC)
Пример C: AVC мотор (мотор управлением напряжения дуги)
S Макс. напряжение якоря (S) = 60 В
S Приведенная величина максимального напряжения якоря (U) =(ÌÀÑjÒÀÁ
НАПРЯЖЕНИЯ / 255) x S
Рекомендации: Введите нижнее значение приведенной величины U,около
7 В вычислите величину масштаба напряжения.
МАСjТАБ НАПРЯЖЕНИЯ = U x 255 = 7 x 255 =30
S60
S Далее см. пример А стр. 19.
S Перейти к #
next.
S Нажмите клавишу
enter.
INSERT PARAMETERS
DEFAULT PRD A 25 PRB, PRC
ROTATION LENGTH 55350
SCALE FACTOR ROT. 678000
#
NEXT QUIT ENTER
Появляется следующее сообщение:
S Нажмите клавишу
INSERT PARAMETERS
r.
S Введите 30,
используя
цифровые
клавиши.
SCALE FACTOR VOLT.. 30
WEAVE pulses/mm 84
PRESCALER
SCALE FACTOR WIRE 230826
SCALE FACTOR WEAVE. 119048
S Нажмите ещеðàç
клавишу enter.
NEXT QUIT ENTER
S Нажмите клавишу quit.
dpa8d1ra -- 2 0 --
Page 21
óquit
A
LEFA
RU
Появится следующее сообщение:
S Нажмите клавишу
INSERT PARAMETERS
.
DEFAULT PRD A 25 PRB, PRC
ROTATION LENGTH 55350
SCALE FACTOR ROT. 678000
#
NEXT QUIT ENTER
Результат: Масштабный фактор напряжения дуги введен.
Расчет и установка амплитуды колебаний
Пример D: PRD 100
S Передаточное отношение привода колебаний (N) = 22 x43r/mm
112
S Величина количества импульсов импульсного генератора на один оборот
вала двигателя (P) = 15
КОЛЕБАНИЙ - имульсов/мм = N x P = 127
Введите величину амплитуда колебаний так же, как это выполнено в примере
Ñ íà ñòð. 20.
Введение масштаба
В данном режиме дисплея вы можете либо считать все импульсы или каждый
восьмой импульс (т.е. восемь импульсов равно единицы). Это позволяет
использовать импульсный генератор с максимальной частотой 2000 Гц.
INSERT PARAMETERS
SC
WEAVE -- pulses/mm 84
PRESCALER
SCALE FACTOR WIRE 230826
SCALE FACTOR WEAVE. 119048
NEXT QUIT ENTER
CTORVOLT. 30
Расчет и установка масштаба (масштабного коэффициента) для скорости
подачи проволоки
Пример E: Механизм подачи проволоки MEI 21
S Макс. скорость подачи проволоки (V) = 2500 мм/мин
S Передаточное отношение привода (N) = 159:1
S Эффективная длина окружности подающих роликов (O) ? (29.2 x ? ) мм
S Количествоимпульсовгенераторанаодиноборотваламотора(P)=15
S Макс. скорость подачи проволоки x 10 (M) = 25.0 x 10 = 250.
S Частота вращения мотора соответствующая максимальной скорости (R) =
(V /O) x N îá/ìèí
dpa8d1ra -- 2 1 --
Page 22

RU
S Временной промежуток между импульсами генератора, выраженный в
микросекундах при требуемой максимальной скорости ( данные
приведены в технической характеристике выбранного привода)
(T) = 60 s x 1 000 000 = 60 x O x 1 000 000
RxP VxNxP
S Постоянная (K) выбрана так, что K/T = макс. регулируемая величина на
дисплее, K =TxM=230779
МАСjТАБ ДЛЯ ПОДАЧИ ПРОВОЛОКИ = 230 779
Введение МАjТАБА ПРОВОЛОКИ производится так же, как в примере С на
стр. 19.
Расчет и установка коэффициента масштаба колебаний
Примерe F: Механизм колебаний PRD 100
S Макс. скорость колебаний (V) = 19 ìì/ñ
S Передаточное отношение привода механизма колебаний (N) =
22 x 43 r/mm
112
S Число импульсов генератора на один оборот вала мотора (P) =15
S Макс. величина амплитуды колебаний x 10 (M) =19.0x10=190.
S Частота вращения мотора, соответствующая максимальной скорости (R) =
VxNîá/ñ
S Временной промежуток между импульсами генератора, выраженный в
микросекундах при требуемой максимальной скорости ( данные
приведены в технической характеристике выбранного привода). (T) = 1
x 1 000 000 = 1 x 1 000 000
RxP VxNxP
S Постоянная (K) выбрана так, что K/T = макс. регулируемая величина на
дисплее, K =TxM=78929
МАСjТАБ КОЛЕБАНИЙ = 78 929
Введение МАjТАБА КОЛЕБАНИЙ производится так же, как в примере С на стр.
20.
4.4 Как изменить язык Пользователя
Любые записи на дисплее доступны на четыр¸х языках:
S Английский, Немецкий, ведский, Норвежский.
Как дополнение предлагаются следующие языки (см. инструкция по
соответствующего сварочного источника).
S Английский, Немецкий, Французский, jведский
S Английский, Итальянский, Финский, Норвежский
В состоянии поставки действующим языком является Английский.
dpa8d1ra -- 2 2 --
Page 23

Í
Íàæìèòåìÿãêóþ
ógg
Í
àåó
þ
ó
g
Í
Íàæìèòåêëàâèø
ó
ä
y
RU
Выбор языка
S Нажмите клавишу режима для выбора вспомогательных функций:
S
ажмите мягкую
клавишу language.
LANGUAGE "
ERROR LOG "
SHOW ACTUAL PARAMETER VALUES
SOFTWARE UPGRADE "
SOFTWARE KEY "
AUXILIARY FUNCTIONS
LAN-GUAGE
ERROR
LOG
SHOW
PARA - METER
SOFT--.
WAR E
UPGR.
SOFT-WAR E
KEY
S Нажмите мягкую клавишу next language и выберите требуемый язык.
S
ажмите мягкую
клавишу change
language.
NEXT
LANG
CHOSEN LANGUAGE: ENGLISH
AVAILABLE LANGUAGES
ENGLISH NORSK
DEUTSCH
SVENSKA
CHANGE
LANG
QUIT
В результате этих действий все тексты будут появляться на выбранном Вами
языке (в данном примере на jведском).
S
ажмите клавишу
выход avbryt.
ENGLISH NORSK
DEUTSCH
SVENSKA
VALT SPRÅK: SVENSKA
TILLGÄNGLIGA SPRÅK
NÄSTA
SPRÅK
BYT
SPRÅK
AVBRYT
S Нажмите клавишу длявозвратаврабочуюобласть.
dpa8d1ra -- 2 3 --
Page 24
RU
5 СОЗДАНИЕ РАБОЧИХ ПРОГРАММ
5.1 Ввод численных значений
S Убедитесь, что дисплее представлен требуемый параметр, вызванный
нажатием одной из семи (пяти) клавишей параметров.
S В цифровое окно на дисплее введите требуемое значение.
S Нажмите мягкую клавишу требуемого параметра.
Имейте в виду, что если вы не ввели требуемое значение параметра на
дисплее будет указано значение параметра из предыдущего сектора.
5.2 Увеличение / уменьшение значения параметра
Изменяемое значение должно присутствовать в цифровом окне дисплея.
S С помощью мягких клавиш выделите требуемый параметр. Его значение
появится в цифровом окне.
S Нажмите мягкую клавишу PLUS
изменения значения параметра.
или клавишу MINUS äëÿ
5.3 Создание нового сектора
Новый сектор создается за сч¸т ввода новой контрольной точки в
существующий сектор.
S Введите новое значение контрольной точки нового сектора.
S Нажмите мягкую клавишу .
Таким образом создан новый сектор, который по сути является копией
старого сектора с новой контрольной точкой и другим порядковым номером.
Новый сектор автоматически занимает нужное место благодаря координатам
новой контрольной точки.
Создание нового сектора во время сварки
Необходимо проделать следующие операции:
S С помощью цифровых клавиш ввести значения в одну из следующих
групп параметров :
S Нажмите соответствующую мягкую клавишу.
Новый сектор автоматически создан.
dpa8d1ra -- 2 4 --
Page 25
RU
5.4 Изменение координат контрольной точки сектора
Убедитесь в том, что в цифровом окне представлено значение текущей
контрольной точки.
S Нажмите мягкую клавишу СЕКТОР .
В цифровом окне появится текущее значение контрольной точки.
S Введите новое значение.
S Нажмите клавишу СЕКТОР
èëè
S Измените значение контрольной точки клавишами PLUS èëè MINUS
.
5.5 Создание транспортного сектора
Если необходимо произвести вращение головки без сварки внутри сектора Вам необходимо создать транспортный сектор. Сектор 1 не может быть
транспортным, так как он является сектором отложенного старта..
Транспортный сектор
S Введите значение контрольной точки нового сектора с помощью
цифровых клавиш.
S Нажмите мягкую клавишу СЕКТОР .
S Установите величину сварочного тока ( тока импульса) равным нулю.
ВНИМАНИЕ! Имейте в виду, что если в следующем секторе Вы не выставите
новое значение сварочного тока - оно станется равным нулю.
Все остальные параметры можно сохранить.
Для создания Задержанного старта необходимо изменить контрольную точку
сектора 1 следующим образом:
S Нажмите мягкую клавишу АГ и перейдите в сектор 1.
S Нажмите мягкую клавишу СЕКТОР .
S Введите значение, например, 0.100 вместо 0.000,используя цифровые
клавиши.
S Нажмите снова мягкую клавишу СЕКТОР .
dpa8d1ra -- 2 5 --
Page 26

RU
5.6 Возвращение в исходную т очку
При использовании таких сварочных головок, как PRH и POC, иногда
возникает необходимость вернуться в исходную точку (стартовую позицию)
,например, в случае прерывания сварки.
S Поверните головку в ручном режиме до расстояния примерно 0,1 оборота
справа или слева от исходной точки (подробнее см. Раздел “Ручной
режим“ на стр. 46).
S Нажмите мягкую клавишу СТАРТ .
После этого сварочная головка автоматически верн¸тся в исходную точку и
возобновит сварку.
5.7 Плавное изменение параметра (Наклон)
Плавное нарастание функций времени или сектора может быть применено в
следующих группах параметров:
Сварочный ток вращения Скорость
Управление напряжением дуги (AVC) Колебания
Скорость подачи проволоки
Наклон времени
S Нажмите мягкую клавишу интересующей Вас группы параметров.
S Выделите интересующий Вас параметр.
S Введите требуемое значение Наклона времени.
S Нажмите мягкую клавишу Наклон .
Наклон сектора
Для создания Наклона сектора не нужно вводить значений времени. Наклон
сектора всегда ид¸т от одной контрольной точки к другой.
ВНИМАНИЕ! В группе параметров Сварочного тока Вы не сможете выделить
наклон сектора при наличии пр едварительного подогрева.
S Нажмите мягкую клавишу интересующей Вас группы параметров.
S Выделите требуемый параметр.
S Нажмите клавишу SHIFT иклавишу SLOPE одновременно и
сектор наклона создан.
Что такое наклон?
Наклон - это линейное изменение значений параметров, базирующихся на
временном или пространственном измерении (контрольные точки).
dpa8d1ra -- 2 6 --
Page 27

RU
Временной наклон действителен при индикации времени.
Пространственный наклон (секторный наклон) действует между двумя
соседними контрольными точками.
5.8 Перемещение внутри программы
Перемещение к следующей группе параметров
Используя клавишу АГ Вы можете перемещаться вдоль всей сварочной
программы. С помощью этой клавиши возможно перемещение только по
указанным группам параметров.
При перемещении в конечном секторе Вы сразу попадаете в раздел - коды
оборудования.
Перемещение ме жду секторами
За сч¸т ввода номера сектора в цифровое окно дисплея и последующего
нажатия клавиши СЕКТОР возможно переходить в различные сектора
программы. При этом в новом секторе Вы попадаете в группу параметров
аналогичную группе покинутого сектора.
5.9 Стирание в программе
Стирание значений параметра
Вы можете стереть значение параметра, если он не заимствован из
предыдущего сектора. Значение, подлежащее стиранию, должно
присутствовать в цифровом окне дисплея.
S Нажмите мягкую клавишу СТИРАНИЕ . В цифровом окне появился
запрос DEL?
S Нажмите мягкую клавишу стираемого параметра для подтверждения
намерений.
Стирание сектора
Вы можете стереть текущий сектор двумя путями:
Альтернатива 1
S Нажмите мягкую клавишу СТИРАНИЕ изатемклавишуСЕКТОР .
Альтернатива 2
S Нажмите мягкую клавишу СЕКТОР . В цифровом окне появится
значение контрольной точки текущего сектора.
S Нажмите мягкую клавишу СТИРАНИЕ . В цифровом окне появился
запрос DEL?
dpa8d1ra -- 2 7 --
Page 28

RU
S Нажмите мягкую клавишу СЕКТОР для подтверждения.
Стирание содержимого рабочей области
В рабочей области всегда содержится последняя используемая сварочная
программа. Может возникнуть необходимость очистки рабочей области,
например, при изменении кодов оборудования.
Стирание производится следующим образом:
S Нажмите мягкую клавишу СТИРАНИЕ изатемклавишуПАМЯТЬ .
5.10 Изменение базы данных во время сварки
Для изменение базы данных во время сварки в цифровом окне дисплея
должно появится значение параметра.
S Выделите требуемый параметр нажатием одной из клавиш.
Установленное значение появится теперь в цифровом окне.
S С помощью цифровых клавиш ( или клавиш ) введите новое
значение.
Внимание! При изменении значения старое стирается, а новое вводится в
память. Т.о. при вызове нового сектора в н¸м появится обновленное значение
параметра.
5.11 Переустановка ( обнуление) блока управления
В случае зависания в работе блока
управления, т.е. когда нажатие на
клавиши оста¸тся без ответной
реакции, требуется провести
переустановку ( обнуление) блока
управления следующим образом:
S Поставьте сетевой выключатель
источника питания в положение 0.
S Нажмите среднюю из пяти мягких
клавиш и продолжая удерживать е¸
нажатой поставьте сетевой
переключатель в положение 1.
dpa8d1ra -- 2 8 --
Page 29

Í
àåëàó
RU
6 ПРИМЕРЫ ПРОГРАММИРОВАНИЯ
6.1 Пример 1a:
В первом примере рассматривается простая сварочная программа,
состоящая из двух секторов, где сектор 2 является конечным сектором.
Программа содержит четыре сварочных параметра: ток сварки, вращение ,
предварительную и окончательную продувку защитного газа.
Сектор 1 Сектор 2
Контрольная точка 0.000 1.010
Сварочный ток (постоянный) (A) 160 0
Вращение (постоянное) (‰) 250 250
Предварительная продувка (сек) 5
Продувка после сварки (сек) 7
Сектор 1
Контрольная точка
Сектор 1 содержит контрольную точку 0.000 автоматически, если других
значений не было введено на дисплей.
Сварочный ток
Ток импульса = 160 A
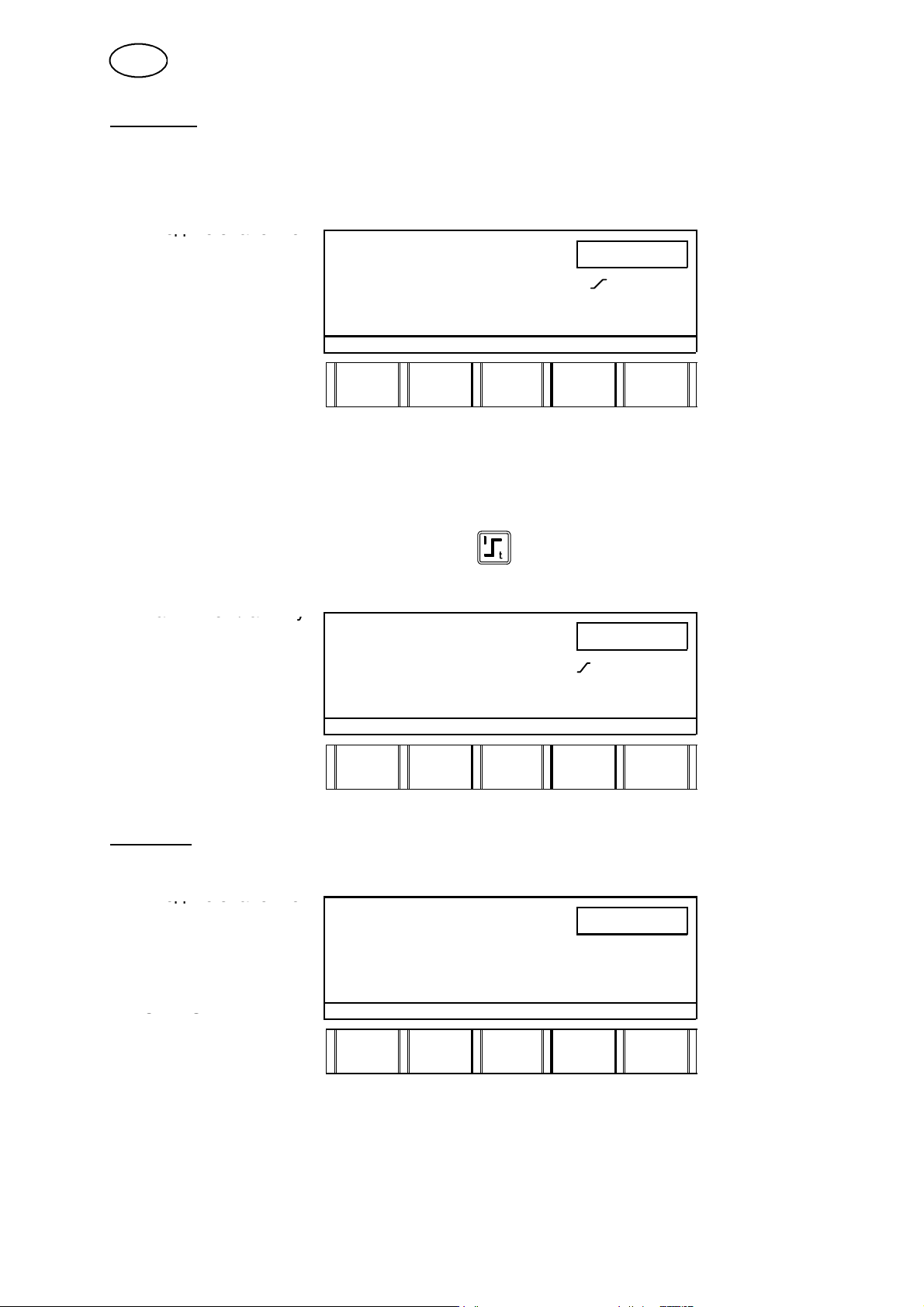
S Нажмите клавишу СВАРОЧНОГО ТОКА . На дисплее выделится
функция сварочного тока.
S Введите значение 160, используя цифровые клавиши.
S
ажмите клавишу
continuous peak
SECTOR 1(1) 0.000
160
pulse current
(пикового тока)
для сварки
постоянным током
PEAK CURRENT A
BACKG. CURRENT A
PEAK TIME s
BACKGR.TIME s
CONT/
PEAK
CURR.
BACKGR.
CURR.
PEAK
TIME
BACKGR
TIME
SPEC.
PULS
В результате в секторе 1 установлен ток : PEAK CURRENT = 160 A.
Скорость вращения
Постоянная скорость вращения впер¸д = 250 ‰ от максимальной скорости
вращения .
S Нажмите клавишу СКОРОСТЬ ВРАЩЕНИЯ .
S Введите значение 250, используя цифров ые клавиши.
dpa8d1rb -- 2 9 --
Page 30

Í
Íàæìèòåêëàâèø
ó
Í
àåëàó
Í
àåëàó
RU
S
ажмите клавишу
rotation forward
(вращение
вперед)
SECTOR 1(1) 0.000
ROTATION FORWARD
ROTATION BACKW.
PULSE ROT. FORW.
PULSE ROT. BACKW.
250
ROTA
TION
FORW
ROTA-TION
BACKW
PULSE
ROT.
FORW
PULSE
ROT.
BACKW.
В результате в сектор 1 установлено значение параметра ВРАЩЕНИЕ ВПЕР¨Д
= 250 ‰ .
Защитный газ
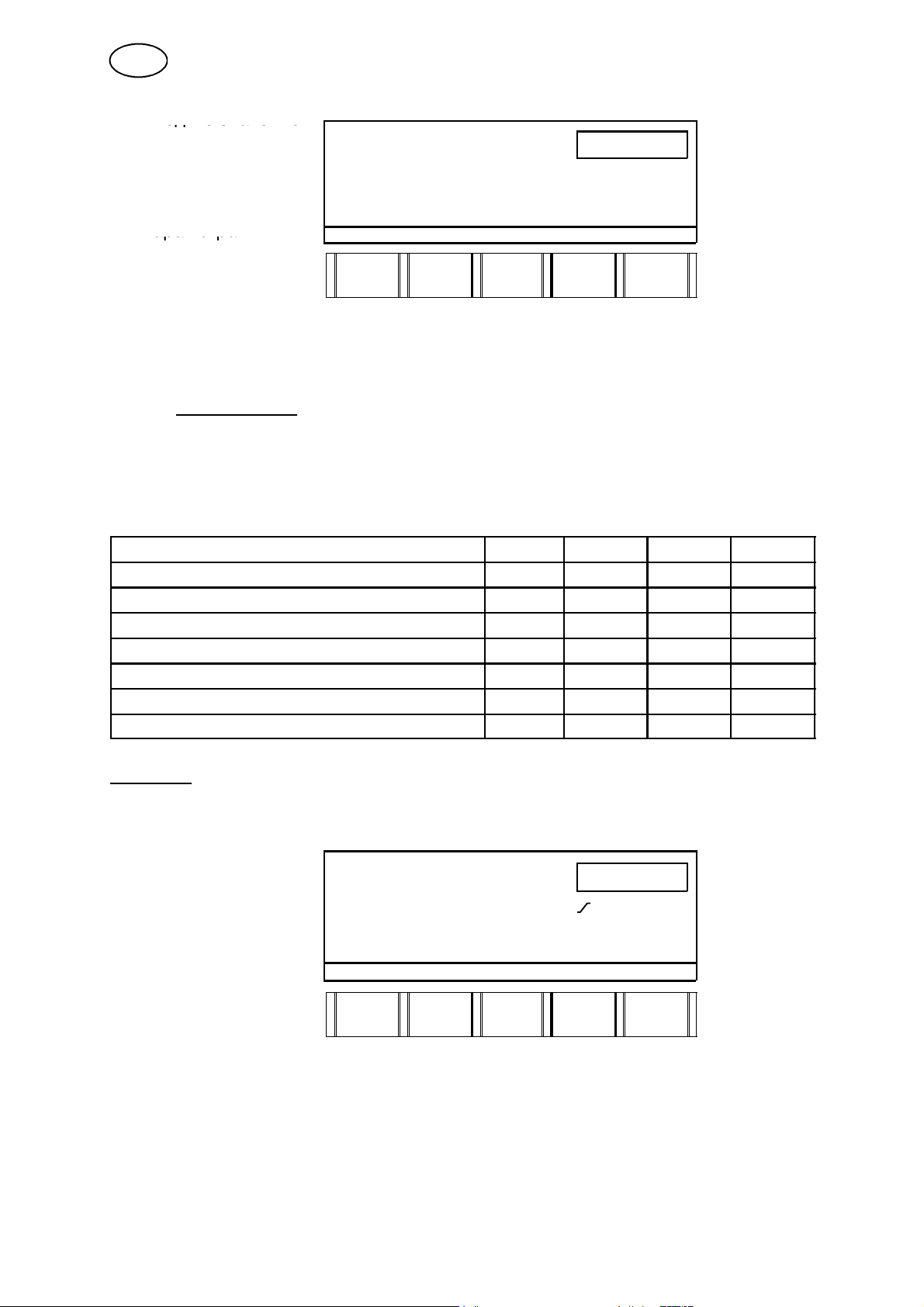
Время предварительной продувки в секторе 1 = 5ñåê.
S Нажмите клавишу защитного газа .
S Введите значение 5, используя цифровые клавиши.До этого время
предварительной продувки было заложено равным 2 сек и оно таким
остается, если не произвести его изменений
S
ажмите клавишу
защитного газа
SECTOR 1(1) 0.000
5
weld gas.
WELD GAS s
ROOT GAS s
START GAS s
WELD
GAS
ROOT
GAS
ST ART-GAS
В результате в сектор 1 установлено значение параметра ПРЕДВАРИТЕЛЬНОЙ
ПРОДУВКИ = 5 .
Сектор
2
Контрольная точка
S Введите новую контрольную точку 1.010, используя цифровые клавиши.
S
ажмите клавишу
СЕКТОР
SECTOR 1(1) 0.000
1 WELD GAS 5 s
ROOT GAS s
START GAS s
WELD
GAS
ROOT
GAS
ST ART
GAS
1.010
Врезультатеустановленвторойиздвухсекторов.
Сварочный ток
Пиковыйток(Токимпульса)=0A
Так как сектор 2 является конечным сектором, то значение сварочного тока в
н¸м должно быть равно нулю. Имейте в виду, что заимствованное значение
тока из предыдущего сектора равно 160 А.
dpa8d1rb -- 3 0 --
Page 31

Í
Íàæìèòåêëàâèø
ó
Í
àåëàó
RU
S Нажмите клавишу СВАРОЧНЫЙ ТОК .
S Введите значение 0 с помощью цифровых клавиш.
S
ажмите клавишу
Пикового тока
continuous peak
current.
SECTOR 2(2) 1.010
1 PEAK CURRENT 160 A
BACKGR. CURRENT A
PEAK TIME s
BACKGR. TIME s
0
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
SPEC.
PULS
В результате установлено значение Сварочного пикового тока = 0 A в секторе
2 (конечном секторе).
Скорость вращения
Так как этот сектор является конечным и значение сварочного тока в н¸м
равно нулю, то сектор будет рассматриваться как конечный, невзирая на
значение скорости вращения. Иными словами мы можем оставить значение
скорости вращения, заимствованное из предыдущего сектора без изменений.
S Нажмите клавишу СКОРОСТЬ ВРАЩЕНИЯ .
SECTOR 2(2) 1.010
1 ROTATION FORWARD 250
ROTATION BACKW.
PULSE ROT. FORW.
PULSE ROT. BACKW.
ROTA
TION
FORW.
ROTA-TION
BACKW.
PULSE
ROT.
FORW.
PULSE
ROT.
BACKW.
В результате мы имеем значение СКОРОСТИ ВРАЩЕНИЯ в секторе 2 = 250 ‰
(заимствованное значение)
Защитный газ
Время предварительной продувки = 7ñåê.
S Нажмите клавишу Защитного газа
.
S Введите значение 7 с помощью цифровых клавиш. Время продувки после
сварки = 4 сек и является заранее установленным, если никаких
изменений не производилось.
S
ажмите клавишу
Защитного газа
SECTOR 2(2) 1.010
7
weld gas.
1 WELD GAS s
ROOT GAS s
START GAS s
WELD
GAS
ROOT
GAS
ST ART
GAS
В результате установлено время продувки = 7 сек в секторе 2.
dpa8d1rb -- 3 1 --
Page 32
Í
àåëàó
Â
åäåçàåå
RU
6.2 Пример 1b:
В этом примере мы добавим функции плавного нарастания и спада
сварочного тока ( slope up è slope down ), а также введ¸м дополнительный
новый сектор к предыдущей программе.
Сектор 1 Сектор 2 Сектор 3
Контрольная точка 0.000 0.500 1.010
Сварочный ток (постоянный) (A) 160 145 0
Плавное нарастание (сек) 2 - Плавный спад (сек) - - 4
Вращение, постоянное (‰) 250 250 250
Предварительная продувка (сек) 5 - Окончательнаяпродувка(сек) - - 7
Сектор 1
Возвращаемся к сектору 1.
S Введите номер сектора 1, используя цифровые клавиши.
S
ажмите клавишу
СЕКТОР
SECTOR 2(2) 1.010
2 WELD GAS 7 s
ROOT GAS s
START GAS s
WELD
GAS
ROOT
GAS
ST ART
GAS
1
В результате мы вернулись к контрольной точке сектора 1 = 0.000.
Плавное изменение
Время плавного нарастания сварочного тока = 2секдля сектора 1.
При вводе функции Плавного изменения убедитесь в том, что на дисплее есть
соответствующая индикации.
S Нажмите клавишу СВАРОЧНЫЙ ТОК .
S Нажмите клавишу Постоянный ( пиковый ) ток.
S
ведите значение
2.
SECTOR 1(2) 0.000
2
S Нажмите клавишу
SLOPE
1 PEAK CURRENT 160 A
BACKGR. CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
SPEC.
PULS
В результате в секторе 1 установлен постоянный ток = 160 A, со временем
нарастания 2.0 ñåê.
dpa8d1rb -- 3 2 --
Page 33
Â
Ââåäèòåçíà÷åíèå
Í
àåëàó
Â
åäåçàåå
Ñ
Î
RU
Сектор 2
Новая контрольная точка = 0.500
Мы собираемся добавить новый сектор. Его контрольная точка = 0.500 и он
автоматически разместится между двумя существующими.
S
ведите значение
0.5.
SECTOR 1(2) 0.000
0.5
S Нажмите клавишу
СЕКТОР.
1 PEAK CURRENT 160 A
BACKGR. CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
2.0 s
SPEC.
PULS
В результате в заимствованном номере сектора 2 появится контрольная точка
0.500.
Сварочный ток
Пиковый ток = 145 A
S Нажмите клавишу СВАРОЧНЫЙ ТОК .
S Введите значение 150, используя цифровые клавиши.
S
ажмите клавишу
continuous peak
SECTOR 2(3) 0.500
145
current.
(Пикового тока)
1 PEAK CURRENT 160 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
2.0 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
SPEC.
PULS
В результате значение пикового тока в секторе 2 = 145 A.
Сектор 3
Переходим к сектору 3.
S
ведите значение
3, используя
SECTOR 2(3) 0.500
3
цифровые
клавиши.
S Нажмите клавишу
2 PEAK CURRENT 145 A
BACKGR. CURRENT A
PEAK TIME s
BACKGR. TIME s
СЕКТОР.
CONT/
PEAK
CURR
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
SPEC.
PULS
В результате мы переместились в сектор 3 с контрольной точкой = 1.010.
Плавное изменение параметра
Плавныйспадтокадлясектора3 =4ñåê.
S Нажмите клавишу Пикового тока.
dpa8d1rb -- 3 3 --
Page 34
Â
Ââåäèòåçíà÷åíèå
ïàðàìåòðà
.
S
Введитезначение
цифровы
å
СЕКТО
Ð
RU
S
ведите значение
4.
SECTOR 3(3) 1.010
4
S Нажмите клавишу
Плавного
изменения
3 PEAK CURRENT 0 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
параметра.
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
SPEC.
PULS
В результате установлено значение Пикового тока =0 А в секторе 3( конечном
секторе ).
6.3 Пример 1c:
Расширим программу за сч¸т добавления нового сектора между секторами 1
и 2 предыдущей программы, а также изменения значения сварочного тока
сектора 1 с 200 А на 180 А.
Сектор 1 Сектор 2 Сектор 3 Сектор 4
Контрольная точка 0.000 0.250 0.500 1.010
Сварочный ток (постоянный) (A) 15 5 150 145 0
Плавное нарастание (сек) 2 - - Плавный спад (сек) - 4 - 4
Вращение, постоянное (‰) 250 250 250 250
Предварительная продувка (сек) 5 - - Окончательнаяпродувка(сек) - - - 7
Сектор 1
Вернемся к сектору 1.
1, используя
клавиши.
S Нажмите клавишу
SECTOR 3(3) 1.010
3 PEAK CURRENT 0 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
1
4.0 s
.
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
SPEC.
PULS
В результате мы вернулись к сектору 1 с контрольной точкой 0.000.
Сварочный ток
Изменим значение пикового тока с 160 А на 155 À.
S Введите значение 155 с помощью цифровых клавиш.
dpa8d1rb -- 3 4 --
Page 35
Í
Íàæìèòåêëàâèø
ó
Â
åäåçàåå
Í
àåëàó
RU
S
ажмите клавишу
continuous peak
current.
(Пикового тока)
SECTOR 1(3) 0.000
1 PEAK CURRENT 160 A
BACKGR CURRENT A
PEAK TIME s
BACKGR. TIME s
155
2.0 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
SPEC.
PULS
В результате установлено значение Пикового тока = 155 A, и временем
плавного нарастания 2.0 сек в секторе 1.
Сектор 2
Новая контрольная точка = 0.250
Теперь мы собираемся добавить сектор к существующей программе. Его
новая контрольная точка сектора = 0,250 и он автоматически разместится
между секторами 1 и 2.
S
ведите значение
0.25.
S Нажмите клавишу
СЕКТОР
SECTOR 1(3) 0.000
1 PEAK CURRENT 155 A
BACKGR. CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
0.25
BACKGR
TIME
2.0 s
SPEC.
PULS
В результате в программе появился Сектор 2 с контрольной точкой 0.250 ( с
заимствованными значениями параметров из Сектора 1).
Сварочный ток
Пиковый ток = 150 A .
S Введите значение 150, используя цифровые клавиши.
S
ажмите клавишу
continuous peak
SECTOR 2(4) 0.250
150
current.
BACKGR
TIME
2.0 s
SPEC.
PULS
(Пиковый ток)
1 PEAK CURRENT 155 A
BACKGR. CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
Врезультатевсекторе2значениеПиковоготокастало =150A.
Плавное изменение параметра
Время плавного спада тока = 2ñåêвСекторе2.
S Нажмите клавишу Пикового тока.
dpa8d1rb -- 3 5 --
Page 36

S
Введитезначение
4
ô
ð
цифровы
å
RU
S
,используя
öè
îâûå
клавиши.
S Нажмите клавишу
Плавного
изменения
параметра.
В результате в секторе 2 установлено: Пиковый ток = 155 A, со временем
плавного спада 4.0 ñåê.
6.4 Пример 1d:
Расширим программу добавлением следующих параметров.
Контрольная точка 0.000 0.250 0.500 1.010
Сварочный ток (пост.) (A) 155 150 145 0
Сварочный ток (базовый) (A) 100 100 100 100
Время импульса (сек) 0.5 0.5 0.5 0.5
Время паузы (сек) 1.0 1.0 1.0 1.0
Плавное нарастание (сек) 2 - - Плавный спад (сек) - 3 - 4
Подогрев (сек) 2 2 2 2
Вращение, (пост. впер¸д) (‰) 250 250 250 250
Предварительная продувка (сек) 5 - - Окончательная продувка (сек) - - - 7
Скорость подачи (пост.) ( cм/мин) 110 110 110 11 0
AV C, (Напряжение импульса) (В) 11 . 2 11 . 2 11 . 2 11 . 2
AVC, (Базовое напряжение) (В) 10.9 10.9 10.9 10.9
Амплитуда колебаний (мм) 5.0 5.0 5.0 5.0
Скорость колебаний (мм/сек) 8.0 8.0 8.0 8.0
Время задержки в правой краевой точке (сек) 1.0 1.0 1.0 1.0
Время задержки в левой краевой точке (сек) 1.0 1.0 1.0 1.0
SECTOR 2(4) 0.250
2 PEAK CURRENT 155 A
BACKGR. CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
Сектор 1 Сектор 2 Сектор 3 Сектор 4
4
BACKGR
TIME
SPEC
PULS
dpa8d1rb -- 3 6 --
Page 37
Â
Ââåäèòåçíà÷åíèå
СЕКТО
Ð
Í
àåëàó
Í
àåëàó
RU
Сектор 1
Вернемся к сектору 1.
S
ведите значение
1, используя
цифровые
клавиши.
S Нажмите клавишу
SECTOR 2(4) 0.250
2 PEAK CURRENT 150 A
BACKGR CURRENT A
PEAK TIME s
BACKGR TIME s
1
4.0 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
SPEC.
PULS
В результате мы вернулись к сектору 1 с контрольной точкой 0.000.
Сварочный ток
Background current (базовый ток) = 100 A .
S Нажмите клавишу WELDING CURRENT( Сварочный ток) .
S Введите значение 100, с помощью цифровых клавиш.
S
ажмите клавишу
back-ground
SECTOR 1(4) 0.000
100
current (базовый
ток).
1 PEAK CURRENT 155 A
BACKGR. CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
2.0 s
SPEC.
PULS
В результате установлен базовый ток = 100 A. Время плавного нарастания
2.0 сек в секторе 1 и заранее установленные величины PULSE TIME ( Время
импульса) = 1.00 сек и BACKGR. TIME ( Время паузы ) = 1.00 сек
Введ¸м время импульса = 0.5 ñåê вместо заранее установленного 1.0.
S Наберите 0.5, используя цифровые клавиши.
S
ажмите клавишу
peak time
SECTOR 1(4) 0.000
0.5
(пиковый ток).
BACKGR
TIME
2.0 s
2.0 s
SPEC.
PULS
1 PEAK CURRENT 155 A
BACKGR. CURRENT 100 A
PEAK TIME 1.00 s
BACKGR.TIME 1.00 s
CONT/
PULSE
CURR.
BACKGR
CURR.
PEAK
TIME
В результате установлено значение Времени импульса = 0.50 сек вместо 1.00
всекторе1.
Время предварительного подогрева
Время предварительного подогрева = 2ñåê.
dpa8d1rb -- 3 7 --
Page 38

Í
Íàæìèòåêëàâèø
ó
Í
àåëàó
Í
àåëàó
RU
S Нажмите клавишу PREHEATING TIME (Время предварительного
подогрева) .
S Введите значение 2.0, используя цифровые клавиши.
S
ажмите клавишу
preheat.
В результате в секторе 1 установлено Время предварительного подогрева =
1,00 сек.
Скорость подачи проволоки
Зададим параметр скорости подачи проволоки. Так как подача проволоки
будет неимпульсная, то мы зада¸м только параметры импульса подачи (
параметры паузы отсутствуют ).
Подача импульса = 110 ñì/ìèí
SECTOR 1(4) 0.000
PREHEAT s
PRE-HEAT.
2,0
S Нажмите клавишу WIRE FEED SPEED (Скорость подачи проволоки)
.
S Введите значение 110, используя цифровые клавиши.
S
ажмите клавишу
continuous peak
SECTOR 1(4) 0.000
110
wire feed
(скорость подачи
PEAK WIRE. cm/min
BACKGR WIRE. cm/min
импульса).
CONT/
PEAK
WIRE
BACKGR
WIRE
В результате установлено значение Скорости импульса подачи = 110 см/мин в
секторе 1.
Управление напряжением дуги (AVC)
Установим значение пикового напряжения = 11 . 2 Â
S Нажмите клавишу Управление напряжением дуги - ARC VOLTAGE
CONTROL, (AVC)
.
S Введите значение 11,2, используя цифровые клавиши.
S
ажмите клавишу
continuous / peak
SECTOR 1(4 ) 0.000
11.2
voltage (пикового
напряжения).
PEAK VOLTAGE V
BACKGR. VOLTAGE V
DELAY TIME s
CONT/
PEAK
VOLT.
dpa8d1rb -- 3 8 --
BACKGR
VOLT.
DELAY
TIME
Page 39
Í
Íàæìèòåêëàâèø
ó
Í
àåëàó
Â
åäåçàåå
СЕКТО
Ð
RU
В результате в секторе 1 установлено пиковое напряжение = 11.2 В.
Введем значение (Background voltage )= 10.9 Â
S Введите значение 10,9 с помощью цифровых клавиш.
S
ажмите клавишу
background
voltage
(напряжения
паузы).
SECTOR 1(4 ) 0.000
1 PEAK VOLTAGE 11,2 V
BACKGR. VOLTAGE V
DELAY TIME s
10.9
CONT/
PULSE
VOLT.
BACKGR
VOLT.
DELAY.
TIME
В результате напряжение паузы в секторе 1 установлено = 10.9 В.
Поперечные колебания
Сейчас мы добавим новые значения параметра колебаний. Определенные
значения были заранее установленными ( См. Стр 18) .
Скорость колебаний = 8.0 ìì/ñåê
S Нажмите клавишу WEAVING (КОЛЕБАНИЯ)
S .
S Введите значение 8.0, используя цифровые клавиши.
S
ажмите клавишу
weaving speed
SECTOR 1 (4 ) 0.000
8.0
(скорость
колебаний )
WEAVE AMPL. mm
WEAVE. SPEED. mm/s
DWELL RIGHT s
DWELL LEFT s
WEAVE.
AMPL
WEAVE
SPEED
DWELL
RIGHT
DWELL
LEFT
В результате установлена СКОРОСТЬ КОЛЕБАНИЙ = 8.0 мм/сек
Сектор 2
Переходим к сектору 2.
S
ведите значение
2, используя
SECTOR 1(4) 1.010
2
цифровые
клавиши.
S Нажмите клавишу
СЕКТОР
1WEAVE.AMPL 5.0mm
1 WEAVE SPEED 8.0 mm/s
1 DWELL RIGHT 1.0 s
1 DWELL LEFT 1.0 s
WEAVE
AMPL
WEA VE-
SPEED
DWELL
RIGHT
DWELL
LEFT
В результате мы переместились в сектор 2(4) со значением контрольной точки
= 0.250.
dpa8d1rb -- 3 9 --
Page 40
Â
Ââåäèòåçíà÷åíèå
SLOPE
RU
Плавное изменение параметра
Сейчас мы изменим время плавного спада тока в секторе 2. Убедитесь в том,
что на дисплее выделен соответствующий параметр.
S Óñòà íîâè ì âð åìÿ ñï à äà = 3секвместо 4 сек.
Нажмите клавишу СВАРОЧНЫЙ ТОК .
Нажмите клавишу continuous peak current ( пиковый ток ) .
S
ведите значение
3,используя
цифровые
клавиши.
S Нажмите клавишу
SECTOR 2(4) 0.250
2 PEAK CURRENT 150 A
1 BACKGR. CURRENT 100 A
1PEAKTIME 0,50s
1 BACKGR. TIME 1,00 s
3
4.0 s
2.0 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
SPEC.
PULS
Врезультатеустановлено:PEAKCURRENT(Пиковыйток)=150AиВремя
плавного изменения параметра = 3.0 сек в СЕКТОРЕ 2.
6.5 Пример 1e:
Теперь мы изменим программу пут¸м изменения значения контрольной
точки в секторе 3 с 0.500 на 0.750 и добавления спецпульсирования è
секторного наклона всекторах2и3.
Сектор 1 Сектор 2 Сектор 3 Сектор 4
Контрольная точка 0.000 0.250 0.750 1.010
Сварочный ток (пост.) (A) 155 150 145 0
Сварочный ток (базовый) (A) 10 0 100 100 10 0
Времяимпульсатока(сек) 0.5 0.5 0.5 0.5
Время паузы) (сек) 1.0 1.0 1.0 1.0
Спецпульсирование - - -
Время нарастания (сек) 2 - - Время спада (сек) - Секторны
йнаклон
Подогрев (сек) 2 2 2 2
Вращение, (пост. впер¸д) (‰) 250 250 250 250
Предварительная продувка (сек) 5 - - Окончательнаяпродувка(сек) - - - 7
Подача проволоки (пост.) (см/мин) 110 11 0 11 0 110
AVC, (напряжение импульса) (В) 11 . 2 11 . 2 11 . 2 11 . 2
AVC, (базовое напряжение) (В) 10.9 10. 9 10. 9 10.9
Амплитуда колебаний (мм) 5.0 5.0 5.0 5.0
скорость колебаний (мм/сек) 8.0 8.0 8.0 8.0
Задержка в правой крайней точке (сек) 1.0 1.0 1.0 1.0
Задержка в левой крайней точке(сек) 1.0 1.0 1.0 1.0
Секторны
йнаклон
4
dpa8d1rb -- 4 0 --
Page 41

Â
Ââåäèòåçíà÷åíèå
ÑÅÊÒÎÐ.
Í
à
specialóp
(
ð
î
(спецпульсирование)
Â
åäåçàåå
СЕКТО
Ð
RU
Сектор 1
Вернемся к сектору 1.
S
ведите значение
1, используя
цифровые
клавиши.
S Нажмите клавишу
СЕКТОР.
SECTOR 2(4) 0.250
2 PEAK CURRENT 150 A
1 BACKGR. CURRENT 100 A
1PEAKTIME 0,50s
1 BACKGR. TIME 1,00 s
1
3.0 s
3.0 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
SPEC.
PULS
В результате мы вернулись в сектор 1 с контрольной точкой 0.000.
СПЕЦПУЛЬСИРОВАНИЕ (СВАРОЧНЫЙ ТОК)
Добавим параметр спецпульсирования. Убедитесь в том, что на дисплее
выделен соответствующий параметр.
S Нажмите клавишу СВАРОЧНЫЙ ТОК
жмитеклавишу
pulsing
спецпульси
вание).
.
SECTOR 1(4) 0.000
1 PEAK CURRENT 155 A
1 BACKGR CURRENT 100 A
1PEAKTIME 0,50s
1 BACKGR. TIME 1,00 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
.
2.0 s
2.0 s
BACKGR
TIME
SPEC.
PULS
В результате на протяжении всей программы введена функция
спецпульсирования.
Сектор 2
Переходим к сектору 2.
S
ведите значение
2, используя
SECTOR 1(4) 0.000
2
цифровые
клавиши.
S Нажмите клавишу
СЕКТОР.
.
1 PEAK CURRENT 155 A
1 BACKGR. CURRENT 100 A
1 SPECIAL PULSING
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
2.0 s
2.0 s
SPEC.
PULS
В результате мы переместились в сектор 2.
Секторный наклон
Добавим функцию секторного наклона 2.
Нажмите клавишу continuous peak current ( пиковый ток ) .
S Нажмите клавиши SHIFT èSLOPE .
dpa8d1rb -- 4 1 --
Page 42

Â
åäåçàåå
СЕКТО
Ð
Í
àåñîà
RU
SECTOR 2(4) 0.250
2 PEAK CURRENT 150 A
1 BACKGR. CURRENT 100 A
2 SPECIAL PULSING
2.0 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
SPEC.
PULS
В результате установлен пиковый ток = 150 A с секторным наклоном в
секторе 2.
Сектор 3
Переходим к сектору 3.
S
ведите значение
3, используя
SECTOR 2(4) 0.250
3
цифровые
клавиши.
S Нажмите клавишу
СЕКТОР.
.
2 PEAK CURRENT 150 A
1 BACKGR CURRENT 100 A
2 SPECIAL PULSING
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
2.0 s
SPEC.
PULS
В результате мы переместились в сектор 3.
Контрольная точка
Установим Контрольную точку = 0.75 0 вместо 0.500.
Для этого необходимо:
S Нажать клавишу СЕКТОР
. в цифровом окне будет значение 0.500.
S Введите значение 0.75с помощью цифровых клавиш.
S
ажмите снова
клавишу СЕКТОР.
SECTOR 3(4) 0.500
3 PEAK CURRENT 145 A
1 BACKGR. CURRENT 100 A
3 SPECIAL PULSING
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
0.75
BACKGR
TIME
3.0 s
SPEC.
PULS
В результате установлено новое значение контрольной точки = 0.750 в секторе 3.
Секторный наклон
Добавим функцию секторного наклона в сектор 3.
S Нажмите клавишу continuous peak current ( пиковый ток ).
S Нажмите клавиши SHIFT èSLOPE .
dpa8d1rb -- 4 2 --
Page 43

RU
SECTOR 3(4) 0.750
3 PEAK CURRENT 145 A
1 BACKGR. CURRENT 100 A
3 SPECIAL PULSING
2.0 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
SPEC.
PULS
В результате установлен пиковый ток = 145 A с секторным наклоном .
dpa8d1rb -- 4 3 --
Page 44

Í
àåëàó
Í
àåëàó
RU
7ÁÈÁËÈÎÒÅÊÀÏÀÌßÒÈ
Сварочные программы, созданные в рабочей памяти, хранятся в библиотеке.
Вы можете сээкономить 250 мест, в зависимости от того, насколько большие
программы. (См. Раздел PC-CARDS, стр 48.)
7.1 Хранение программ
S Создайте программу в рабочей памяти.
S Нажмите клавишу MEMORY( ПАМЯТЬ ) .
S Введите номер программы (например 3), используя цифровые клавиши.
S
ажмите клавишу
store (хранение ) .
LIBRARY Page 1 (1)
3
(NEXT)
PAGE
STORE RECALL PC--
CARD
DELETE
PROG.
Появится индикация STO в цифровом окне.
В результате программа помещена на хранение в библиотеку под номером 3.
Внимание! Если библиотека при сохранении данных будет заполнена, ее
следует компримировать, это займет примерно 10 секунд. Если для
программы остается место, то данные будут сохранены. Если для программы
места не остается, то будет показан код неисправности ххх.
S Нажав клавишу ПАМЯТЬ
, Вы возвращаетесь из библиотеки в
рабочую память.
7.2 Вызов программ
Внимание! При вызове программы из библиотеки рабочая память должна
быть пуста.
S Нажмите клавишу ПАМЯТЬ .
S Выберите номер программы (например 3), используя цифровые клавиши.
S
ажмите клавишу
recall ( Вызов ).
LIBRARY Page 1 (1)
3
3
(NEXT)
PAGE
dpa8d1rc -- 4 4 --
STORE
RECALL
PC-CARD
DELETE
PROG.
Page 45

Í
àåë
à
Í
àåëàó
RU
В цифровом окне появится индикация RCL.
S Нажмите клавишу ПАМЯТЬ длявозвратаврабочуюпамять.
В результате из библиотеки в рабочую память вызвана программа ¹3.
7.3 Обзор кодов оборудования
При обзоре программ, хранящихся в библиотеке, Вы можете увидеть код
оборудования данной программы.
S Нажмите клавишу ПАМЯТЬ
.
S Выберите номер программы ( например 3), используя цифровые
клавиши.
S
ажмите клавиши
SHIFT è MEM
LIBRARY Page 1 (1)
3
одновременно.
3
(NEXT)
PAGE
STORE
RECALL
PC-CARD
DELETE
PROG.
В результате на дисплее появится код оборудования (PRB ,PRC33-90 mm),
задействованного в программе ¹ 3.
S Нажмите клавишу ПАМЯТЬ
длявозвратаврабочуюпамять.
7.4 Стирание программ
S Нажмите клавишу ПАМЯТЬ .
S Выберите номер программы ( например 3), используя цифровые
клавиши.
S
ажмите клавишу
delete program
LIBRARY Page 1 (1)
3
(стирание
программ).
3
(NEXT)
PAGE
STORE RECALL PC --
CARD
DELETE
PROG.
На дисплее появится запрос подтверждения операции стирания:
dpa8d1rc -- 4 5 --
Page 46

Í
Íàæìèòåêëàâèø
ó
ó
RU
S
ажмите клавишу
yes
Library Page 1 (1)
DEL?
(äà).
3
NO YES
В результате программа ¹3 в библиотеке будет стерта.
S Нажмите клавишу ПАМЯТЬ длявозвратаврабочуюпамять.
8ÐÓ×ÍÎÉÐÅÆÈÌ
8.1 Область применения
Ручной режим необходим для корректировки положения вольфрамового
электрода перед началом сварки, а также для тестирования программы.
Следующие параметры могут быть изменены:
S Защитный газ
S Скорость подачи проволоки
S Скорость вращения
S Управление напряжением дуги (AVC)
S
Колебания
Внимание! При нажатии на START в любом из меню ручного режима (кроме
меню защитного газа), программа будет выполнена без возбуждения дуги.
8.2 Корректировка параметров
S Нажмите клавишу РУЧНОГО РЕЖИМА .
Изменим скорость вращения впер¸д
S Нажмите клавишу СКОРОСТЬ ВРАЩЕНИЯ .
S Нажмите клавишу
rotation forward
(вращение
MANUAL
ROTATION FORWARD
ROTATION BACKW:
âïåð¸ä)
ROTA-TION
FORW.
dpa8d1rc -- 4 6 --
ROTA-TION
BACKW.
Page 47

Í
адиспле
åïî
(
ð
êà)
(сварка).
RU
Внимание! Если нажаты клавиши вращение впер¸д и ïëþñ ,òî
состоится вращение впер¸д ,
èëè
S Введите значение, используя цифровые клавиши, и нажмите клавишу
rotation forward (вращение впер¸д) (вращение прекратится через 1
оборот).
После возвращения в рабочую область, программа начнется с
откорректированной позиции.
MANUAL
ROTATION FORW
ROTATION BACKW.
ROTA-TION
FORW.
ROTA-TION
BACKW.
В результате программа будет выполнена без возбуждения дуги (т.е.
сварочный ток = 0).
Аналогичная процедура может быть проведена для корректировки скорости
подачи проволоки, напряжения дуги и колебаний.
Для корректировки параметра защитного газа:
S Нажмите клавишу weld gas (защитный газ) для открытия клапана
защитного газа ,
S Нажмите клавишу weld gas (защитный газ) сновадлязакрытияклапана
защитного газа.
Начните сварку следующим образом:
S Нажмите клавишу СТАРТ .
.
явится
MANUAL
сообщение welding
ñâà
WELDING
WELD
GAS
ROOT
GAS
ST ART
GAS
Вы автоматически переходите обратно в рабочий режим.
dpa8d1rc -- 4 7 --
Page 48
Í
Íàæìèòåêëàâèø
ó
(
)
RU
9 КАРТОЧКА ПАМЯТИ
9.1 Область применения
Карточки памяти используются для хранения сварочных программ в
библиотеке, а также для копирования и обмена программами между
различными блоками управления.
9.2 Как установить карточку
S Откройте крышку на левой боковой поверхности
блока управления.
S Вставьте карточку в при¸мник считывающего
устройства до защ¸лкивания.
S Закройте крышку.
9.3 Как вызвать п рограмму
S Нажмите клавишу ПАМЯТИ .
Внимание! При вызове программ с карточки памяти все программы,
хранящиеся в библиотеке, будут автоматически ст¸рты. Если Вы хотите
сохранить эти программы , их необходимо предварительно переписать на
другую карточку.
S Нажмите клавишу PC-card ( Карточка памяти ).
S
ажмите клавишу
recall ( Вызов ).
Через пару секунд на дисплее появится подтверждение вызова данных с
карточки памяти.
PC--CARD
STORE
RECALL
QUIT
DELETE
CARD
PC--CARD
RECALLED WELD DATA
SET FROM PC--CARD
STORE RECALL QUIT
dpa8d1rc -- 4 8 --
DELETE
CARD
Page 49
Í
àåëàó
(ð)
Í
àåëàó
RU
Все программы с карточки переписаны и помещены на хранение в
библиотеку блока управления.
S Нажмите клавишу quit ( Выход ) длявозвратавбиблиотеку.
9.4 Как хранить программы на карточке памяти
S Нажмите клавишу MEMORY ПАМЯТИ
S Нажмите клавишу PC-card ( Карточка памяти )
Внимание! При перезаписи программ на карточку, все программы,
хранившиеся на ней, автоматически будут ст¸рты.
S
ажмите клавишу
store (хранение).
PC--CARD
STORE RECALL QUIT
DELETE
CARD
Через пару секунд на дисплее появится подтверждающее сообщение.
PC--CARD
STORED WELD DATA
SET IN PC--CARD
STORE RECALL QUI T
DELETE
CARD
В результате все программы из библиотеки скопированы на карточку памяти.
S Нажмите клавишу quit ( Выход ) длявозвратавбиблиотеку.
9.5 Как стирать программы
S Нажмите клавишу ПАМЯТЬ .
S Нажмите клавишу PC-card ( Карточка памяти ).
S
ажмите клавишу
delete card
PC--CARD
(стереть
содержимое
карточки)
STORE RECALL QUI T
dpa8d1rc -- 4 9 --
DELETE
CARD
Page 50
RU
Через пару секунд на дисплее появится потверждающее сообщение.
PC--CARD
DELETEDWELDDATA
SET IN PC--CARD
STORE RECALL QUI T
DELETE
PROG
В результате все программы на карточке памяти были ст¸рты.
S Нажмите клавишу quit ( Выход ) длявозвратавбиблиотеку.
9.6 Как вынуть карточку памяти
S Откройте крышку на левой боковой панели.
S Нажмите маленькую черную кнопку справа от карточки.
S Выньте карточку из при¸мника считывающего устройства.
S Закройте крышку.
10 КОДЫ ОЧИБОК
10.1 Управление сообщениями об ошибках
Коды ошибок появляются на дисплее при сбоях в процессе сварки. Коды
ошибок высвечиваются на дисплее в виде временных ( 2,5 сек ) сообщений,
после чего в левом верхнем углу дисплея появится индикация .
Все коды ошибок перечислены в перечне ошибок и могут быть изучены
позже.
SECTOR 3(4) 0.500
ERROR 12
IN WELD DATA UNIT
3 SPECIALPULSN
CONT/
PEAK
CURR.
BACKGR
CURR
PEAK
TIME
BACKGR
TIME
SPEC.
PULS
Результат: Ошибка базы данных ( блок управления ).
Как просмотреть сообщения об ошибках:
S Нажмите клавишу РЕЖИМ .
dpa8d1rc -- 5 0 --
Page 51

Í
errorlo
g
Í
àåëàó
(обзорперечня
Í
àåëàó
RU
S
ажмите клавишу
.
LANGUAGE "
ERROR LOG "
SHOW ACTUAL PARAMETER VALUES
SOFTWARE UPGRADE "
SOFTWARE KEY "
AUXILIARY FUNCTIONS
LANGUAGE
ERROR
LOG
SHOW
PAR A METER
SOFT-.
WARE
UPGR.
SOFT-.
WARE
KEY
Вы вошли в меню перечня ошибок.
В перечне можно прочитать следующую информацию:
1. Порядковый номер ошибки.
2. Дату и время появления ошибки.
3. В каком блоке произошел сбой.
4. Код ошибки.
Для получения более подробной информации необходимо:
Внимание! Çíàê исчезнет с дисплея после входа в это меню.
S Нажмите ввод на строке ошибки ¹2, используя цифровые клавиши.
S
ажмите клавишу
view error number
ошибок).
ERROR LOG Page 1(2 ) 2
Error No" Date Tim Unit Error
1 " 971007 13:07.03 PSOURCE 1
2 " 971007 13:07.50 CBOX 18
3 " 971007 14:56.07 ROT/WIRE 2
(NEXT)
PAGE
PREV
PAGE
VIEW
ERROR
NO.
QUIT DELETE
ALL
В результате появится сообщение о коде ошибки 18 (Потеря контакта базы
данных блока управления с источником питания).
Более подробное описание ошибок и способов их исправления приведено в
таблице на стр. 15.
Как стереть перечень ошибок
S
ажмите клавишу
delete error
(стирание
ошибок).
Error 18:
” Lost contact with power source
Unit: CBOX
Date: 971007
Time: 13:07.50
ERROR LOG -- VIEW MESSAGE 1
QUIT DELETE
ERROR
dpa8d1rc -- 5 1 --
Page 52

RU
В результате перечень ошибок исчез с дисплея.
Если Вы хотите иметь информацию об ошибках за весь прошедший период
избегайте стирания данных. До 100 ошибок могут хранится в памяти блока
управления.
Обзор кодов ошибок
Код Описание Áëîê
управления
1 EPROM
(Ошибка программной памяти)
2 RAM
(Ошибка памяти RAM)
3 External RAM (write, read)
(Ошибка внешней памяти RAM)
4 Supply voltage 5V
(Скачок напряжения питания 5В)
5 High + DC voltage,
(Высокое напряжение + DC)
6 High temperature
(Высокая температура)
7 High primary current
(Высокий первичный ток)
8 Supply voltage 1*
(Напряжение питающей сети 1*)
9 Supply voltage 2*
(Напряжение питающей сети 2*)
10 Supply voltage 3*
(Напряжение питающей сети 3*)
11 Current servo/Wire speed servo
(Ток привода подачи проволоки)
12 Communication error (warning)
(Ошибка коммуникации0
13 Servo 1 (привод 1) x
14 Communications error (bus off)
(Ошибка коммуникации )
15 Lost messages (Потеря сообщений) x x x
16 Servo 2 (привод 2) x
17 Contact lost with the motor unit
(Потеря контакта с приводом)
18 Contact lost with weld. power source
(Потеря контакта с источником питания)
19 Memory error in battery--fed computer memory
(Ошибка памяти )
20 Prohibited setting values (Запрещенные
значения установок)
21 Current limit 1 (ограничение тока 1) x
22 Spill in buffer transmitter
(Сброс в буфере передатчика)
23 Spill in buffer receiver
(Сброс в буфере получателя)
x x x
x x x
x x
x x x
x x x
x
x
x
x
x
x
x
Вращение
Проволока/
Колебания
/AVC/
x x
Источник
питания
x
x
x
x
x
x
dpa8d1rc -- 5 2 --
Page 53

RU
Описание
Êîä Источник
25 Incompatible weld data format
(Несовместимый формат базы данных)
26 Watch dog (Система самоконтроля) x x
27 Current limit 2 (Ограничение тока 2) x
28 Spill in stack (Сброс в библиотеке) x x x
29 No water flow (Нарушена циркуляция
воды в системе)
30 Contact lost with TIG card
(ПотеряконтактаплатыTIG)
31 No response from display unit
(Нет ответа от дисплейного блока)
32 No gas flow (Отсутствует подача защитного
ãàçà)
Áëîê Напряжение
1*
CBOX +3V
ROOT/WIRE
WEAVE/AVC
PSOURCE +15VC --15V +15VB
+ 15V + 60V
Áëîê
управления
x
x
x
x
Напряжение
2*
Вращение
Проволока/
Колебания
/AVC/
Напряжение
питания
x
3*
CBOX = Плата базы данных, блок управления
ROOT/WIRE = Плата управления электродвигателями вращения и подачи
проволоки.
WEAVE/AVC = Плата управления электродвигателями колебания и
напряжения дуги.
PSOURCE = Плата управления источником питания.
Коды ошибок
Êîä Описание
1 Ошибка програмной памяти (EPROM)
Причина: Потеря значений программной памяти, т.е. значения в конкретном месте
памяти не соответствуют истинным значениям. Эта ошибка не блокирует никаких
функций.
Способ устранения: Необходимо произвести переустановку за сч¸т повторного
включения. Если ошибка не устранилась вызовите сервисного специалиста.
2 Ошибка в памяти RAM микропроцессора
Причина: Микропроцессор не может считывать/ воспроизводить определенную
позицию своей внутренней памяти. Эта ошибка не блокирует никаких функций.
Способ устранения: Необходимо произвести переустановку за сч¸т повторного
включения. Если ошибка не устранилась вызовите сервисного специалиста.
3 Ошибка внешней памяти RAM
Причина: Микропроцессор не может считывать/воспроизводить определенную
позицию своей внешней памяти. Эта ошибка не блокирует никаких функций.
Способ устранения: Необходимо произвести переустановку за сч¸т повторного
включения. Если ошибка не устранилась вызовите сервисного специалиста.
dpa8d1rc -- 5 3 --
Page 54
RU
Êîä Описание
4 Скачок напряжения в сети питания 5В
Причина: Âысокое напряжение питающей сети.
Работамикропроцессорпрекращена в ожидании выключения.
Способ устранения: Необходимо произвести переустановку за сч¸т повторного
включения. Если ошибка не устранилась вызовите сервисного специалиста.
5 Напряжение + DC выходит за допустимые пределы
Причина: Напряжение или слишком высокое или слишком низкое. Слишком
высокое напряжение возникает из-за значительного перепада напряжения
питающей сети или из-за слабого питания (высокой индуктивности в питающей
сети). Источник питания автоматически отключается.
Способ устранения: Необходимо произвести переустановку за сч¸т повторного
включения. Если ошибка не устранилась вызовите сервисного специалиста.
6 Высокая температура
Причина :Сработало термореле. Источник питания автоматически обесточивается и
включится вновь только после понижения температуры до допустимого уровня.
Способ устранения: Проверьте не перекрыты ли вентиляционные сечения.
ПроверьтенепревышаетлиПВ сварки допустимые нормы.
7 Очень высокий ток первичной сети
Причина: Очень высокий ток источника питания. Источник питания автоматически
обесточивается и его работа временноблокируется.
Способ устранения: Необходимо произвести переустановку за сч¸т повторного
включения. Если ошибка не устранилась вызовите сервисного специалиста.
8 Низкое напряжение батареи блока управления
Причина: Низкое напряжение батареи. Никакие функции не блокируются.
Способ устранения: Âызовите сервисного специалиста.
8 Напряжение +15 VC, на плате управления источника питания
Причина: Напряжение или слишком высокое или слишком низкое.
Способ устранения: Вызовите сервисного специалиста.
8 Напряжение +15 V, плата мотора (вращение/подача проволоки) (weaving/AVC)
Причина: Напряжение слишком низкое.
Способ устранения:
9 Напряжение -15V, на плате управления источника питания
Причина: Напряжение или слишком высокое или слишком низкое.
Способ устранения: Вызовите сервисного специалиста.
9 Напряжение +60 V, плата мотора (вращение/подача проволоки) (weaving/AVC)
Причина:Ток слишком низкий.
Способ устранения:
10 Напряжение +15 VB, на плате управления источника питания Причина:
Напряжение или слишком высокое или слишком низкое.
Способ устранения: Вызовите сервисного специалиста.
11 Неправильный ток, на плате управления источника питания
Причина: Из-за процессора нарушено питание источника. Никакие функции не
блокируются.
Способ устранения: Вызовите сервисного специалиста.
12 Ошибка коммуникации (ВНИМАНИЕ!)
Причина: Значение на сч¸тчике цепи CAN слишком велико. Нарушен контакт с
блоком управления, что может быть вызвано случайной перегрузкой.
Способ устранения: Проверьте выполнение программы во время сварки.
Вызовите сервисного специалиста.
Вызовите сервисного специалиста.
dpa8d1rc -- 5 4 --
Page 55

RU
Êîä Описание
13 Неправильная скорость вращения
Причина: Невозможность поддерживать скорость, определенную процессором.
Сварка прерывается.
Способ устранения: Проверьте укладку кабеля. Если ошибка не устранилась
вызовите сервисного специалиста.
14 Ошибка коммуникации
Причина: Значение на сч¸тчике цепи CAN слишком велико. Сварка прервана, что
может быть вызвано случайной перегрузкой.
Способ устранения: Проверьте выполнение программы во время сварки. Если
ошибка не устранилась вызовите сервисного специалиста.
15 Потеря сообщений
Причина: Происходит перезапись сообщения новым сообщением. Это может быть
вызвано слишком частым нажатием клавиш во время сварки. Сварка прерывается.
Способ устранения: Проверьте выполнение программы во время сварки.
Необходимо произвести переустановку за сч¸т повторного включения. Если
ошибка не устранилась вызовите сервисного специалиста.
16 Неправильные знаения скорости подаи / скорости колебаний
Приина: Не поддерживаются зна÷ения, заданные процессором .
Способ устранения: Проверить укладку кабеля.
17 Потеря контакта
Причина: Потеря контакта блока управления с источником питания. Невозможность
дальнейшей работы.
Способ устранения: Проверьте укладку кабеля. Если ошибка не устранилась
вызовите сервисного специалиста.
18 Потеря контакта
Причина: Потеря контакта блока управления с источником питания. Невозможность
дальнейшей работы.
Способ устранения: Проверьте укладку кабеля. Если ошибка не устранилась
вызовите сервисного специалиста.
19 Ошибка памяти (RAM)
Причина: Может быть результатом обновления программного обеспечения.
Способ устранения: Необходимо произвести переустановку за сч¸т повторного
включения.
20 В памяти (RAM) хранятся запрещенные значения установок
Причина: Запрещенные значения установок появляются при пуске программы.
Может быть результатом обновления программного обеспечения. Все данные
блока управления ст¸рты.
Способ устранения: Необходимо произвести переустановку за сч¸т повторного
включения.
21 Ограничение тока 1
Причина: Перегрузка двигателя вращения или колебаний.
Способ устранения: Проверьте сварочную головку и укладку е¸ кабеля.
22 Сброс в буфере передатчика
Причина: Переполнение буфера передатчика. Невозможность дальнейшей работы.
Способ устранения: Проверьте выполнение программы во время сварки.
23 Сброс в буфере получателя
Причина: Сообщения CAN приходят быстрей, чем плата базы данных может их
переработать. Невозможность дальнейшей работы.
Способ устранения: Проверьте выполнение программы во время сварки.
25 Несовместимый формат базы данных
Причина: При записи на карточку памяти. Карточка памяти содержит отличный от
памяти блока управления формат базы данных.
Способ устранения: Используйте другую карточку памяти.
dpa8d1rc -- 5 5 --
Page 56
RU
Êîä Описание
26 Самоконтроль системы
Причина: Что-то препятствует выполнению процессором обычных задач в
программе. Никакие функции не блокируются.
Способ устранения: Проверьте выполнение программы во время сварки.
27 Ограничение тока 2
Причина: Перегрузка двигателя вращения/подачи, колебаний /AVC.
Способ устранения: Проверьте сварочную головку .
28 Сброс в библиотеке
Причина: Внутренняя память переполнена. Ошибка может быть вызвана
неправильной загрузкой процессора.
Способ устранения: Проверьте выполнение программы во время сварки.
29 Отсутствует циркулиция воды в системе
Причина: Производительность системы менее 0.7 л/мин. Невозможность
дальнейшей работы.
Способ устранения: Проверьте систему водяного охлаждения.
30 Потеря контакта платы TIG
Причина:Потеряконтактаблокауправленияс платойTIG
Невозможность дальнейшей работы.
Способ устранения : Проверьте укладку кабеля. Если ошибка не устранилась
вызовите сервисного специалиста.
31 Нет ответа от дисплейного блока
Причина: Микропроцессор не опознает дисплейный блок.
Способ устранения: Âызовите сервисного специалиста.
32 Отсутствует подача защитного газа
Причина: расход газа менее 6 л/мин.
Способ устранения: Проверьте клапан, шланги, соединения.
10.2 Коды ошибок при неправильном программировании
Эти коды появляются при нажатии на несоответствующие клавиши в
процессе программирования. Эти коды всегда сопровождаются маркировкой
√
Êîä Причина
13 Ошибка в проведении программы
110 Рабочая область не освобождена перед вызовом программы из библиотеки.
111 Данный номер программы не существует в библиотеке.
131 Запрещенное нажатие клавиши во время сварки.
132 Запрещенное нажатие клавиши во время сварки со спецпульсированием.
133 Разрешенное действие только во время сварки.
134 Потеря данных карточки памяти.
135 Карточка памяти не соответствующая установкам (LTP 450).
136 Неправильная версия карточки памяти.
160 Рабочая область переполнена.
163 Значение в цифровом окне не воспринимается блоком управления.
176 Программа непригодна для сварки.
177 Начало сварки в этой позиции запрещено блоком управления.
178 переустановка не производится без предварительного прерывания процесса.
dpa8d1rc -- 5 6 --
Page 57

Í
showparameter
(ïîêà
ç
(ïîêà
ç
RU
Êîä Причина
198 Запрещенный старт в ручном режиме при включенных двигателях.
199 Запрещенный старт при работе с библиотекой.
204 Значения сектора не могут быть изменены в текущем состоянии, а лишь только в
секторе перед предшествующим или после последующего.
205 Клавишанажатапослезапускасварочнойголовкивработу.
206 Потеря кода подключенного оборудования.
207 Код оборудования не воспринимается.
212 Клавиша не действует.
213 Нажатие клавиши стирания запрещено.
221 Клавиша не определена в этом состоянии.
222 При старте разрешенный только код оборудования.
223 Нажатие клавиши стирания запрещено.
229 Нажатие клавиши запрещено..
233 Функция наклона :параметра не указана.
252 Код оборудования не соответствует указанному в сварочной программе.
11 ВЫЗОВ ЗНАЧЕНИЙ ИЗМЕРЯЕМЫХ ПАРАМЕТРОВ
11.1 Область применения
С помощью этой функции можно просматривать измеряемые значения
различных сварочных параметров. Величина этих значений обновляется
каждые 0,5 сек.
С помощью следующих групп параметров можно увидеть действующие
значения параметров процесса:
Сварочный ток проволоки Скорость подачи
Скорость вращения Защитный газ
Управление напряжением дуги (AVC) Колебания
11.2 Как просмотреть значения параметров
S Нажмите клавишу РЕЖИМ и Вы попадаете в меню Дополнительных
функций.
S
ажмите клавишу
AUXILIARY FUNCTIONS
параметров).
dpa8d1rc -- 5 7 --
LANGUAGE "
ERROR LOG "
SHOW ACTUAL PARAMETER VALUES
SOFTWARE UPGRADE "
SOFTWARE KEY "
LAN-GUAGE
ERROR
LOG
SHOW
PARA-METER
SOFT-WAR E
UPGR.
SOFT-WAR E
KEY
Page 58

RU
В результате выделена на дисплее и активирована функция ПОКАЗ
ДЕЙСТВУЮЩИХ ЗНАЧЕНИЙ ПАРАМЕТРОВ.
S Нажмите клавишу СТАРТ для начала сварки.
S Нажмите клавишу требуемого параметра.
Действующее значение этого параметра можно увидеть на дисплее.
12 ОБНОВЛЕНИЕ ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ
12.1 Область применения
С помощью функции SOFTWARE UPGRADE и карточки памяти, Вы можете
обновлять и заменять программы на платах различных блоков установки.
12.2 Пользование данным меню
SOFTWARE UPGRADE
Unit Curr.ver PC--card
SYSTEM VERSION. 1.00B
BOOT SOFTW ARE 1.12
j POWER SOURCE 1.00 2.00
j ROT/WIRE UNIT ? --
j WE AV E/AV C U NI T 0 . 0 0 - -
j WELD DATA UNIT 0.00 --
NEXT
↓
Curr-ver Текущая версия программного обеспечения различных
блоков установки
PC-card Версия программного обеспечения, записанная на карточке
памяти.
? Блок существует, но микропроцессор не может определить
номер версии.
- На карточке памяти отсутствует запись программного
обеспечения для этого блока.
SYSTEM VERSION Номер версии программного обеспечения, записанного на
карточке памяти, которое может состоять из 1-4 программ
для различных блоков.
BOOT SOFTWARE Программа для проведения процедуры обновления
программного обеспечения.
POWER SOURCE Плата управления источником питания.
ROT/WIRE UNIT Плата для управления моторами вращения и подачи
проволоки.
WEAVE/AVC UNIT Плата для управления моторами колебаний и AVC -
функции.
WELD DATA UNIT Плата блока управления.
j
j
QUIT UP--
GRADE
dpa8d1rc -- 5 8 --
Page 59
Í
softwar
e
upgrade.(обновл
å
Í
RU
12.3 Как проводить обновление программного обеспечение
При проведении этой процедуры в блоке управления все данные
будут ст¸рты. Поэтому не забудьте предварительно переписать их на
карточку памяти.
Обновление для блоков ROT/WIRE , WEAVE/AVC WELD DATA проводится
аналогично процедуре для источника питания (POWER SOURCE).
Обновление программного обеспечения источника питания
Убедитесь, что источник питания не будет обесточен во время
проведения замены программного обеспечения.
S Вставьте карточку памяти, содержащую новое программное обеспечение.
S Нажмите клавишу РЕЖИМ для открытия меню auxil iary functions
(дополнительные функции).
S
ажмите клавишу
AUXILIARY FUNCTIONS
нияпрограммного
обеспечения)
LANGUAGE "
ERROR LOG "
SHOW ACTUAL PARAMETER VALUES
SOFTWARE UPGRADE "
SOFTWARE KEY "
LAN-GUAGE
ERROR
LOG
SHOW
PARA - METER
SOFT
WARE
UPGR.
SOFT-WAR E
KEY
ВрезультатеВыпопадаетевменюsoftware upgrade (обновления
программного обеспечения).
В этом примере карточка памяти содержит обновленную программу только
для источника питания.
Дисплей выглядит следующим образом.
S
ажимайте
клавишу next, ïîêà
Unit Curr.ver PC--card
SOFTWARE UPGRADE
не попад¸те в
строку “источник
питания“.
SYSTEM VERSION. 1.00B
BOOT SOFTW ARE 1.12
j POWER SOURCE 1.00 2.00
j ROT/WIRE UNIT ? --
j WE AV E/AV C U N IT 0 . 00 - -
j WELD DATA UNIT 0.00 --
NEXT
↓
j
j
QUIT UP
GRADE
S С помощью второй клавиши отметьте блок power source.
Другие блоки отмечаются аналогичным образом при проведении
обновления программы.
Повторным нажатием второй клавиши снимается указанная маркировка.
dpa8d1rc -- 5 9 --
Page 60

Í
Í
RU
S
ажмите клавишу
upgrade.
SOFTWARE UPGRADE
Unit Curr.ver PC--card
SYSTEM VERSION. 1,00B
BOOT SOFTWARE. 1,12
j POWER SOURCE 1.00 2.00
j ROT/WIRE UNIT ? --
j WEAVE/AVD UNIT 0.00 --
j WELD DATA UNIT 0,00 --
NEXT
↓
j
j
QUIT UP--
GRADE
На дисплее появится запрос на подтверждение проведения процедуры.
S
ажмите клавишу
SOFTWARE UPGRADE
yes для
подтверждения.
THE SOFTWARE UPGRADING CAN
TAKE UP TO 5 MIN/UNIT AND.
CANNOT BE INTERRUPTED!
DO YOU STILL WANT TO DO IT ?
YES NO
Во время проведения процедуры появится следующее сообщение:
SOFTWARE UPGRADE
DO NOT SWITCH OF THE EQUIPMENT
DURING THIS PROCESS!!
UPGRADING POWER SOURCE .....
23% completed
IIIIIIIIIIIIIIIIIIIIIIIII
После завершения процедуры обновления на дисплее будет сообщение:
SOFTWARE UPGRADE
SUCCESSFUL UPGRADE!
YOU MAY NOW RESTART THE EQUIPMENT !
В результате источник питания имеет теперь обновленную версию 2.00
программного обеспечения.
Для того, чтобы использовать обновленный источник в работе необходимо:
S Повернуть сетевой выключатель в положение 0.
S Повернуть сетевой выключатель в положение 1.
dpa8d1rc -- 6 0 --
Page 61

RU
12.4 Необходимые меры при неудачном проведении
процедуры обновления источника питания
Это может случиться при отключении питания от источника во время
проведения вышеуказанной процедуры.
Неудачная процедура обновления программ в источнике питания, блоках
вращение/подача проволоки and weave/AVC units
Появится следующее сообщение о неудачном завершении процедуры
обновления программы:
SOFTWARE UPGRADE
UPGRADING PROCESS FAILED!: 6
UNIT: 2!
Постарайтесь повторить процедуру следующим образом:
S Поверните сетевой выключатель на источнике питания в положение 0.
S Нажмите четвертую мягкую клавишу блока управления и поверните
сетевой выключатель на источнике питания в положение 1.
Удерживайте нажатой четвертую клавишу до появления двойного
звукового сигнала.
Установка запущена вновь, блоки power source, rot/wire , pendl/AVCготовы к
проведению процедуры обновления программы.
Блок управления находится в меню обновления программ.
Повторите процедуру обновления, см. Стр59.
12.5 Необходимые меры при неудачном проведении
обновления программ блока управления
Это может случиться при отключении питания от источника питания во время
проведения вышеуказанной процедуры.
Если это случилось в первые 15 секунд процедуры обновления
программ - вызовите сервисного специалиста фирмы ESAB.
Повторите процедуру обновления:
S Поверните сетевой выключатель в положение 0.
S Вставьте карточку памяти в блок управления.
S Нажмите пятую мягкую клавишу и поверните выключатель в положение 1.
dpa8d1rc -- 6 1 --
Page 62

Í
softwarekey
RU
Удерживайте нажатой пятую клавишу до появления двойного звукового
сигнала.
Во время выполнения процедуры экран дисплея будет пуст. По окончании
процедуры дисплей примет свой обычный вид.
Процедура обновления программы займет примерно 5 минут.
Внимание. Не выключайте источник во время проведения процедуры.
Если блок управления по прежнему не работает - вызовите технического
специалиста.
13 КЛАВИЧА SOFTWARE
13.1 Общие сведения
Клавиша программирования предназначена для блокирования некоторых
функций, например изменение установочных данных программы сварки,,
сохранения программ в библиотеке или в памяти компьютера . Блокируются
также при нажатии этой клавиши и дополнительные функции.
13.2 Установка защиты на блок управления
S Нажмите клавишу РЕЖИМ для входа в меню дополнительных
функций.
S
ажмите клавишу
.
AUXILIARY FUNCTIONS
LANGUAGE "
ERROR LOG "
SHOW ACTUAL PARAMETER VALUES
SOFTWARE UPGRADE "
SOFTWARE KEY "
LAN-GUAGE
ERROR
LOG
Врезультатемывошливменюsoftware key.
dpa8d1rc -- 6 2 --
SHOW
PARA - METER
SOFT--.
WAR E
UPGR.
SOFT-WARE
KEY
Page 63

Í
Íàæìèòåêëàâèø
ó
Í
Íàæìèòåêëàâèø
ó
Íàá
4àáåðåîäç
ôðó
цифровы
å
RU
S Наберите код из четыр¸х цифр, используя цифровые клавиши.
S
ажмите клавишу
enter.
SOFTW ARE KEY 1234
KEY CODE (4 NUMBERS):
THE CONTROLBOX IS UNLOCKED!
LOCK UN--
LOCK
LIMITS QUIT ENTER
На дисплее появится следующее сообщение:
S
ажмите клавишу
lock.
SOFTW ARE KEY
THE CONTROLBOX IS UNLOCKED!
LOCK UN
LOCK
KEY CODE (4 NUMBERS): 1234
LIMITS. QUIT ENTER
В результате на блок управления поставлена кодовая защита.
S Нажмите клавишу длявозвратаврабочуюобласть.
13.3 Снятие кодовой защиты с блока управления
S Нажмите клавишу РЕЖИМ .
На дисплее появится следующее сообщение:
S
ерите код из
цифр, используя
клавиши.
THE CONTROLBOX IS LOCKED!
KEY CODE (4 NUMBERS):
. ENTER
Каждаяцифракодаотмеченазнаком:
S Нажмите клавишу enter.
В результате кодовая защита снята и Вы можете попасть в меню
дополнительных функций.
13.4 Изменение кода
S Введите четыре цифры нового кода, используя цифровые клавиши.
dpa8d1rc -- 6 3 --
Page 64
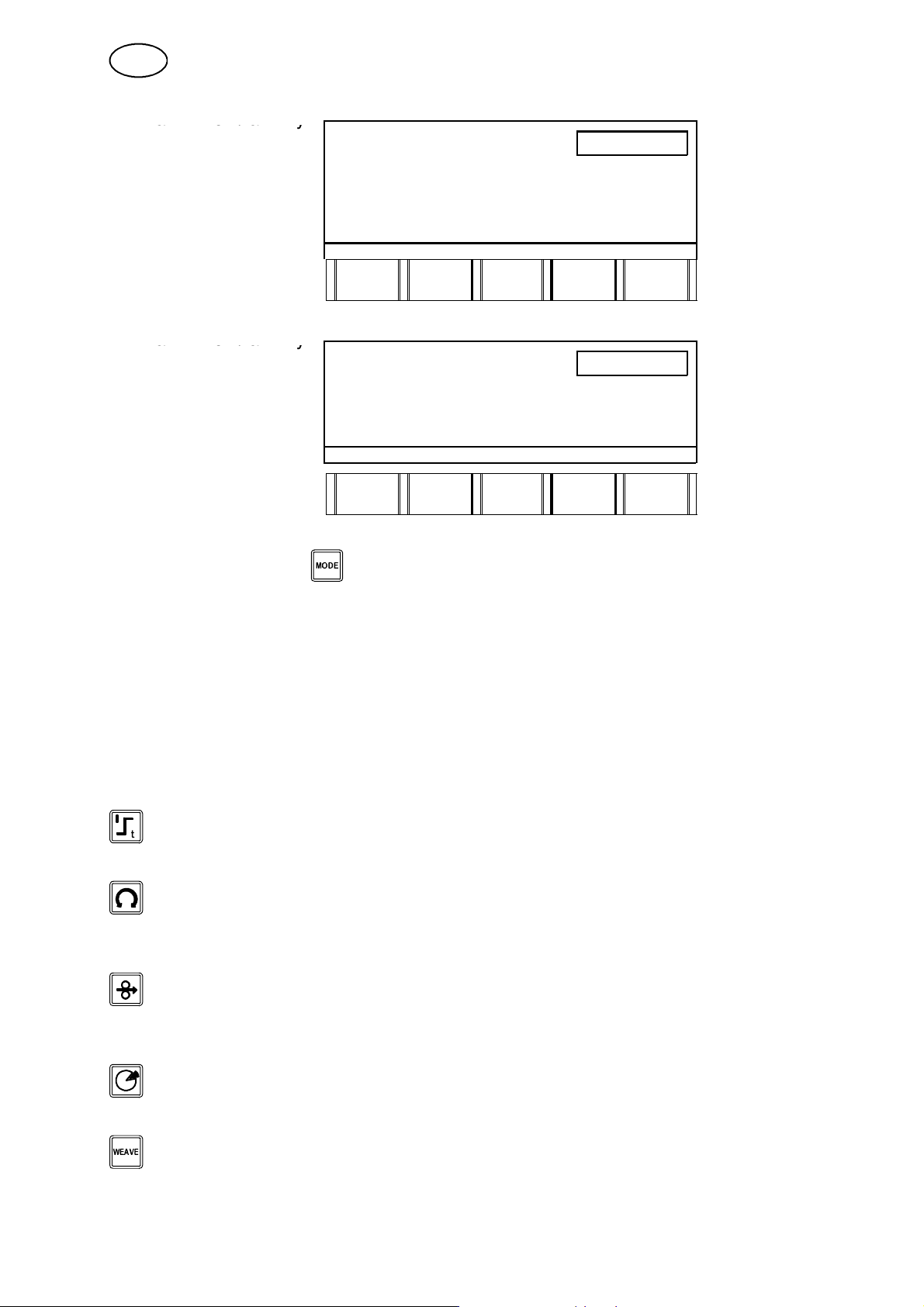
Í
Íàæìèòåêëàâèø
ó
Í
Íàæìèòåêëàâèø
ó
RU
S
ажмите клавишу
enter.
SOFTW ARE KEY 1111
KEY CODE (4 NUMBERS): 123 4
THE CONTROLBOX IS UNLOCKED!
LOCK UN--
LOCK
LIMITS QUIT ENTER
На дисплее появится сообщение:
S
ажмите клавишу
lock.
SOFTW ARE KEY
THE CONTROLBOX IS UNLOCKED!
LOCK UN
LOCK
KEY CODE (4 NUMBERS): 123 4
LIMITS QUIT ENTER
В результате у блока управления сменился код защиты..
S Нажмите клавишу длявозвратаврабочуюобласть.
13.5 Забыт код?
Если забыт код - обратитесь к специалисту ближайшего отделения
представительства ESAB.
13.6 Обозначение предельных значений
Для следующих сварочных параметров могут быть заданы предельные
значения в процентах от введенной величины,
макс. ¦ 10 %:
ÒÎÊ
Пиковое значение тока и базовый ток.
ВРАЩЕНИЕ (ПОВОРОТ)
Вращение веред, назад, пульсирующее вращение вперед или пульсирующее
вращение назад.
ПОДАЧА ПРОВОЛОКИ
Скорость подачи проволоки во время пикового значения тока и при базовом
токе.
ПОЛОЖЕНИЕ
Точка остановки.
СКОРОСТЬ КОЛЕБАНИЙ
Скорость колебаний
dpa8d1rc -- 6 4 --
Page 65

Í
softwarekey
Í
Íàæìèòåêëàâèø
ó
(ð)
RU
АМПЛИТУДА КОЛЕБАНИЙ
Амплитуда колебаний.
AVC НАПРЯЖЕНИЕ
Пиковое напряжение и базовое напряжение.
ДЛИТЕЛЬНОСТЬ ИПМПУЛЬСОВ ТОКА
Длительность импульса тока и длительность базового тока.
Предельные значения не могут задаваться до завершения ввода программы
в рабочую зону.
S Нажмите клавишу MODE для того, чтобы получить дополнительные
функции.
S
ажмите клавишу
.
AUXILIARY FUNCTIONS
LANGUAGE "
ERROR LOG "
SHOW ACTUAL PARAMETER VALUES
SOFTWARE UPGRADE "
SOFTWARE KEY "
LAN-GUAGE
ERROR
LOG
SHOW
PARA-METER
SOFT-WARE
UPGR.
SOFT-WARE
KEY
Появится следующее сообщение :
S
ажмите клавишу
limits (пределы).
SOFTWARE KEY
THECONTROLBOXISUNLOCKED
LOCK UN--
LOCK
KEY CODE (4 NUMBERS)
LIMITS QUIT
ENTER
Результат: Вы вошли в меню клавиши software key limit values (предельные
значения).
dpa8d1rc -- 6 5 --
Page 66
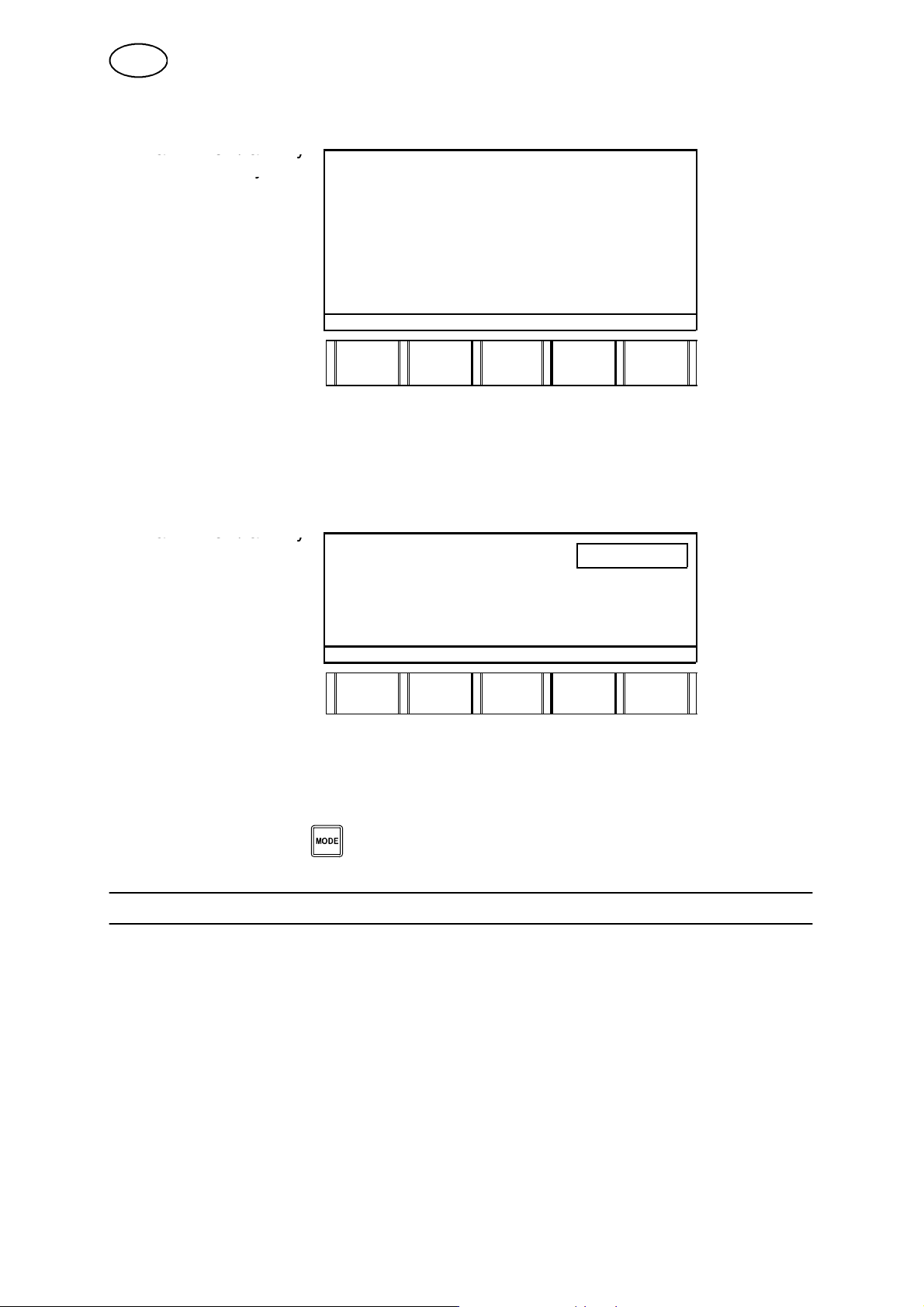
Í
Íàæìèòåêëàâèø
ó
äóнеобходимог
î
Í
àåëàó
RU
Появится следующее сообщение:
S
ажмите клавишу
next для получения
SOFTWARE KEY LIMITS
параметра..
CURRENT: 0% CURRENT TIME: 0%
ROTATION: 0% WEAVING AMPL: 0%
WIRE FEED: 0% WEAVING SPEEDL: 0%
POSITION: 0% AVC VOLTAGE 0%
NEXT
+/-- +/--
-- +
QUIT
ENTER
S Нажмите клавиши (-) или (+) для того, чтобы задать предельные значения
в процентах от заданной величины, макс. ¦10 % .
S После того, как установки выполнены, нажмите клавишу enter (подается
звуковой сигнал) для сохранения установок.
S Нажмите клавишу quit.
Появится следующее сообщение:
S
ажмите клавишу
lock.
SOFTWARE KEY
KEY CODE (4 NUMBERS)
THE CONTROL BOX IS UNLOCKED
LOCK UN--
LOCK
LIMITS QUIT ENTER
Результат: Блок установок с новыми предельными значениями заблокирован.
ВНИМАНИЕ. В том случае, если возвратитесь в меню software key limit values
(программирующая клавиша ПРЕДЕЛЫ ЗНАЧЕНИЙ), величины вернуться к
своим номинальным значениям (0%). Новые значения пределов можно
задать нажав клавишу enter.
S Нажмите клавишу
для того, чтобы вернуться в рабочее поле.
14 БЛОКНОТ
14.1 Область применения
Функция БЛОКНОТ используется для записи вспомогательной информации,
как, например:
S МАТЕРИАЛ, ДИАМЕТР ТРУБЫ, ТОЛЩИНА СТЕНКИ, НОМЕР ВАЛИКА
S СТАРТОВАЯ ТОЧКА, ВРЕМЯ СВАРКИ
S ДИАМЕТР ЭЛЕКТРОДА, ВЫЛЕТ ЭЛЕКТРОДА, УГОЛ НАКЛОНА ЭЛЕКТРОДА
S ЗАЗОР:ЭЛЕКТРОД-ПРОВОЛОКА, ЭЛЕКТРОД-ИЗДЕЛИЕ
S МАРКА ПРОВОЛОКИ, ДИАМЕТР ПРОВОЛОКИ, МАРКА ЭЛЕКТРОДА
dpa8d1rc -- 6 6 --
Page 67
RU
S ЗАЩИТНЫЙ ГАЗ СВАРКИ
S ЗАЩИТНЫЙ ГАЗ ПОДДУВА КОРНЯ ÂÀ
S СТАРТОВЫЙ ГАЗ
Вся информация хранится вместе со сварочной программой в библиотеке.
14.2 Как “открыть“ блокнот
S Нажмите клавишу SHIFT иклавишуSTEP для входа в блокнот.
NOTEBOOK Page 1(8)
MATERIAL
TUBE DIAMETER.
WALL THICKNESS
RUN NUMBER
(NEXT)
PAGE
MATER.
TUBE
DIAM.
WAL L
THICKN
RUN NO
14.3 Приме р 2a:
Ниже приведен пример записей, сделанных в блокнот.
Сварочный
параметр
Material Материал - нержавеющая сталь по класс. SIS. 2333
Tube diameter Наружный диаметр трубы. 60 ìì
Wall thickness толщина стенки трубы. 3ìì
Run number Номер сварного шва. 2
Start point Положение стартовой точки. 3o’clock
Weld time Время выполнения сварочной программы 1÷20ìèí30
Electrode
диаметр вольфрамового электрода 1.6 ìì
diameter
Electrode
Вылет электрода из электрододержателя 5ìì
stick-out
Electrode angle Наклон электрода по отношению к трубе 30˚
Distance:
Зазор между электродом и присадочной проволокой. 5ìì
Electrode-wire
Distance: Elec-
Зазор между электродом и изделием (трубой). 5ìì
trode-workpiece
Wire type Марка проволоки. OK 12.51
Wire dimension Диаметр проволоки. 0.8 ìì
Electrode type Добавки материала вольфрамового электрода (торий,
лантан).
Weld gas Защитный газ сварного шва (аргон, гелий, водород,
àçîò).
Root gas Защитный газ поддува корня шва (аргон, гелий,
водород, азот).
Start gas Стартовый газ (аргон, гелий, водород, азот). 100 % He
Пояснения Величина
ñåê
2% Th, 2% La
100 % Ar
100 % Ar
dpa8d1rc -- 6 7 --
Page 68
Í
Íàæìèòåêëàâèø
ó
Í
àåëàó
Í
àåëàó
RU
Материал трубы = 2333
S Введите значение 2333, используя цифровые клавиши.
S
ажмите клавишу
material.
NOTEBOOK Page 1(8)
MATERIAL
TUBE DIAMETER.
WALL THICKNESS
RUN NUMBER
2333
(NEXT)
PAGE
MATER.
TUBE
DIAM.
TUBE
THICKN
RUN NO
Наружный диаметр трубы = 60 мм
S Введите значение 60, используя цифровые клавиши.
S
ажмите клавишу
tube diameter.
NOTEBOOK Page 1(8)
MATERIAL 2333
TUBE DIAMETER.
WALL THICKNESS
RUN NUMBER
(NEXT)
PAGE
MATER.
TUBE
DIAM.
60
TUBE
THICKN
RUN NO
(Если вы ввели значение внешнего диаметра трубы, то скорость вращения
будет выражаться в см/мин.)
Толщина стенки = 3 мм
S Введите значение 3, используя цифровые клавиши.
S
ажмите клавишу
wall thickness.
NOTEBOOK Page 1(8)
3
MATERIAL 2333
TUBE DIAMETER. 60. mm
WALL THICKNESS
RUN NUMBER
(NEXT)
PAGE
dpa8d1rc -- 6 8 --
MATER.
TUBE
DIAM.
WA L L
THICKN
RUN NO
Page 69
Í
Íàæìèòåêëàâèø
ó
Í
àåëàó
Í
àåëàó
RU
Номер сварного валика =¹ 2
S Введите значение 2, используя цифровые клавиши.
S
ажмите клавишу
run number
NOTEBOOK Page 1(8)
2
S Нажмите клавишу
next page
(следующая
страница).
MATERIAL 2333
TUBE DIAMETER 60.0 mm
WALL THICKNESS 3.00 mm
RUN NUMBER
(NEXT)
PAG E
MATER.
TUBE
DIAM.
Стартовая точка = 3-х часовое положение
Наберите цифру 3, используя цифровые клавиши.
S
ажмите клавишу
start point.
NOTEBOOK Page 2(8)
START POINT
WELD TIME
(NEXT)
PAGE
START
POINT
HOUR
Время сварки = 1ч 20 мин 30сек
TUBE
THICKN
3
MIN
RUN NO
SECOND
S Наберите значение 1, используя цифровые клавиши.
S Нажмите клавишу hour ( ÷àñ ).
S Наберите значение 20, используя цифровые клавиши.
S Нажмите клавишу minute ( минута ).
S Наберите значение 30, используя цифровые клавиши.
S Нажмите клавишу second ( секунда ).
S
ажмите клавишу
next page.
NOTEBOOK Page 2(8)
START POINT 3 o’clock
WELD TIME 1 h
(NEXT)
PAGE
ST ART
POINT
HOUR
20 min
30 s
MIN
SECOND
dpa8d1rc -- 6 9 --
Page 70
Í
Íàæìèòåêëàâèø
ó
Í
àåëàó
Í
Íàæìèòåêëàâèø
ó
Í
àåëàó
RU
Диаметр вольфрамового электрода = 1.6
S Наберите значение 1,6, используя цифровые клавиши.
S
ажмите клавишу
diameter.
NOTEBOOK Page 3(8)
ELECTRODE DIAMETER
ELECTRODE STICKOUT
ELECTRODE ANGLE
1.6
(NEXT)
PAGE
DIAM.
STICK--
OUT
ANGLE
Вылет электрода = 5 мм
S Наберите значение 5, используя цифровые клавиши.
S
ажмите клавишу
stick-out.
NOTEBOOK Page 3(8)
ELECTRODE DIAMETER 1.6 mm
ELECTRODE STICKOUT
ELECTRODE ANGLE
(NEXT)
PAGE
DIAM.
STICK--
OUT
5
ANGLE
Угол наклона электрода = 30˚˚
S Наберите значение 30, используя цифровые клавиши.
S
ажмите клавишу
angle.
S Нажмите клавишу
next page.
NOTEBOOK Page 3(8)
ELECTRODE DIAMETER 1.6 mm
ELECTRODE STICKOUT 5.0 mm
ELECTRODE ANGLE
30
(NEXT)
PAGE
DIAM.
STICK--
OUT
ANGLE
Зазор: Электрод - Проволока = 5 мм
S Наберите значение 5, используя цифровые клавиши.
S
ажмите клавишу
electrode-wire.
dpa8d1rc -- 7 0 --
NOTEBOOK Page 4(8)
DISTANCE:
ELECTRODE -- WIRE
ELECT. -- WORKPIECE
(NEXT)
PAGE
ELECT.
-WIRE
ELECT.
--
WORKP.
5
Page 71
Í
Íàæìèòåêëàâèø
ó
Í
àåëàó
Í
Íàæìèòåêëàâèø
ó
RU
Зазор: Электрод - изделие= 5 мм
S Наберите значение5, используя цифровые клавиши.
S
ажмите клавишу
electrodeworkpiece.
S Нажмите клавишу
next page.
NOTEBOOK Page 4(8)
DISTANCE:
ELECTRODE -- WIRE 5.0 mm
ELECT. -- WORKPIECE
5
(NEXT)
PAGE
ELECT.
-WIRE
ELECT.
--
WORKP.
Марка присадочной проволоки = OK 12.51
S Наберите значение 12.51, используя цифровые клавиши.
S
ажмите клавишу
wire type.
NOTEBOOK Page 5(8)
WIRE TYPE
WIRE DIAMETER
ELECTRODE TYPE
(NEXT)
PAGE
WIRE
TYPE
WIRE.
DIAM.
12.51
ELECT.
%Th
ELECT.
%La
Диаметрпроволоки=0.8мм
S Наберите значение 0.8, используя цифровые клавиши.
S
ажмите клавишу
wire diameter.
NOTEBOOK Page 5(8)
WIRE TYPE 12.51
WIRE DIAMETER
ELECTRODE TYPE
0.8
(NEXT)
PAGE
WIRE
TYPE
WIRE.
DIAM.
ELECT.
%Th
Примеси вольфрамового электрода = 2% Th, 2 % La
S Наберите значение 2, используя цифровые клавиши.
S Нажмите клавишу electrode % Th.
S Наберите значение 2, используя цифровые клавиши.
S Нажмите клавишу electrode % La.
dpa8d1rc -- 7 1 --
ELECT.
%La
Page 72
Í
Íàæìèòåêëàâèø
ó
Í
àåëàó
Í
àåëàó
Í
àåëàó
RU
S
ажмите клавишу
next page.
NOTEBOOK Page 5(8)
WIRE TYPE 12.51
WIRE DIAMETER 0.8 mm
ELECTRODE TYPE
(NEXT)
PAGE
WIRE
TYP
WIRE.
DIAM.
ELECT.
%Th
Защитныйгазсварногошва=100%Ar
S Наберите значение100, используя цифровые клавиши.
S
ажмите клавишу
%Argon.
S Нажмите клавишу
NOTEBOOK Page 6(8)
WELD GAS
100
next page.
(NEXT)
PAGE
%Ar
%He
%H %N
Защитный газ поддува к о рня шва = 100 % Ar
S Наберите значение 100, используя цифровые клавиши.
S
ажмите клавишу
%Argon.
S Нажмите клавишу
NOTEBOOK Page 7(8)
ROOT GAS
100
next page.
ELECT.
%La
(NEXT)
PAGE
%Ar
%He
%H %N
Стартовый газ = 100 % He
S Наберите значение 100, используя цифровые клавиши.
S
ажмите клавишу
%Helium.
NOTEBOOK Page 8(8)
START GAS
(NEXT)
PAGE
%Ar
%He
100
%H %N
S Нажмите клавиши SHIFT èSTEP длявозвратаврабочуюобласть.
dpa8d1rc -- 7 2 --
Page 73

RU
15 РЕЖИМ РУЧНОЙ СВАРКИ
15.1 Область применения
Режим используется для ручной сварки неплавящимся электродом с
помощью TIG - горелки ( См. соответствующую инструкцию ).
15.2 Как создать сварочную программу
Для режима ручной сварки необходимо создать программу, состоящую из
двух секторов с заданными параметрами сварочного тока и защитного газа.
ВНИМАНИЕ. Вращение не будет показано!.
15.3 Приме р 3a:
Начните с кодирования сварочного оборудования TIG HAND TORCH.
Это будет простая программа, состоящая из двух секторов, последний из
которых является конечным.
Сектор 1 Сектор 2
Контрольная точка 0.000 1.000
Сварочный ток (импульсный) (A) 80 0
Сварочный ток (базовый) (A) 40 40
Времяимпульса(сек) 0.5 0.5
Время паузы (сек) 0.5 0.5
Время нарастания тока (сек) 2 Время спада тока (сек) - 5
Предварительная продувка (сек) 5 Окончательнаяпродувка(сек) - 10
Сектор 1
Контрольная точка
Сектору 1 автоматически присваивается контрольная точка 0.000,если не было
специальных указаний. Начните с определения сварочного тока.
Сварочный ток
Пиковый ток = 80 A
S Нажмите клавишу СВАРОЧНЫЙ ТОК
.
На дисплее появится соответствующее меню.
S Введите значение 80, используя цифровые клавиши.
dpa8d1rc -- 7 3 --
Page 74

Í
Íàæìèòåêëàâèø
ó
Í
àåëàó
Í
àåëàó
Í
àåëàó
RU
S
ажмите клавишу
continuous peak
current.
SECTOR 1(1) 0.000
PEAK CURRENT A
BACKGR. CURRENT A
PEAK TIME s
BACKGR. TIME s
80
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
В результате в Секторе1 установлен ПИКОВЫЙ ТОК = 80 A.
Базовый ток = 40 A
S Введите значение 40, используя цифровые клавиши.
S
ажмите клавишу
continuous
SECTOR 1(1) 0.000
40
background
current.
PEAK CURRENT 80 A
BACKGR. CURRENT A
PEAK TIME s
BACKGR. TIME s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
В результате в секторе 1 установлен БАЗОВЫЙ ТОК = 40А.
Времяимпульса=0.5 ñåê вместо 1.0.
S Введите значение 0.5, используя цифровые клавиши.
S
ажмите клавишу
peak time.
SECTOR 1(1) 0.000
0.5
SPEC.
PULS
SPEC.
PULS
1 PEAK CURRENT 80 A
BACKGR. CURRENT 40 A
PEAK TIME 1.00 s
BACKGR. TIME 1.00 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
SPEC.
PULS
В результате установлено ВРЕМЯ ИМПУЛЬСА = 0.50 сек вместо 1.00 сек.
Время паузы = 0.5 ñåê взамен 1.0
S Введите значение 0,5, используя цифровые клавиши.
S
ажмите клавишу
background time.
SECTOR 1(1) 0.000
1 PEAK CURRENT 80 A
BACKGR. CURRENT 40 A
PEAK TIME 0.50 s
BACKGR. TIME 1.00 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
0.5
BACKGR
TIME
SPEC.
PULS
dpa8d1rc -- 7 4 --
Page 75

Â
Ââåäèòåçíà÷åíèå
Í
Íàæìèòåêëàâèø
ó
RU
В результате в секторе 1 установлено время паузы = 0.50 сек вместо 1.00 сек.
Время нарастания тока
Время нарастания пикового тока = 2ñåê.
S Нажмите клавишу continuous peak current.
S
ведите значение
2, используя
цифровые
клавиши.
S Нажмите клавишу
SLOPE.
SECTOR 1(1) 0.000
2 PEAK CURRENT 80 A
BACKGR. CURRENT 40 A
PEAK TIME 0.50 s
BACKGR. TIME 0.50 s
2
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
SPEC.
PULS
В результате установлены параметры: ПИКОВЫЙ ТОК = 80 A, 2.0 сек, и
БАЗОВЫЙ ТОК= 40 A, 2.0 сек в секторе 1.
Защитный газ
Предварительная продувка защитного газа = 5ñåê.
S Нажмите клавишу ЗАЩИТНОГО ГАЗА .
S Введите значение 5, используя цифровые клавиши.
Предварительно установленное значение продувки защитного газа =
2сек, которое автоматически сохраняется, если не было дополнительных
указаний.
S
ажмите клавишу
weld gas.
SECTOR 1(1) 0.000
WELD GAS s
ROOT GAS s
START GAS s
5
WELD
GAS
ROOT
GAS
ST ART
GAS
В результате установлено ВРЕМЯ ПРЕДВАРИТЕЛЬНОЙ ПРОДУВКИ = 5 сек в
секторе 1.
dpa8d1rc -- 7 5 --
Page 76

Í
Íàæìèòåêëàâèø
ó
Í
àåëàó
Â
åäåçàåå
RU
Сектор 2
Контрольная точка
S Введите значение новой контрольной точки 1.010, используя цифровые
клавиши.
S
ажмите клавишу
SECTOR.
SECTOR 1(1) 0.000 1.010
1WELDGAS 5s
ROOT GAS s
START GAS s
WELD
GAS
ROOT
GAS
ST ART
GAS
В результате установлен сектор 2.
Сварочный ток
Ток импульса = 0A
Так как сектор 2 конечный, то его значение должно быть установлено = 0 А.
S Нажмите клавишу СВАРОЧНЫЙ ТОК .
S Введите значение 0, используя цифровые клавиши.
S
ажмите клавишу
continuous peak
SECTOR 2(2) 1.000
0
current.
1 PEAK CURRENT 8 0 A
BACKGR CURRENT 40 A
PEAK TIME 0.50 s
BACKGR. TIME 0.50 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
2,0 S
2.0 S
SPEC.
PULS
В результате установлен ПИКОВЫЙ ТОК = 0 A в секторе2 (конечном секторе).
Время плавного убывания тока
Время плавного убывания пикового тока = 5ñåê.
S Нажмите клавишу continuous peak current.
S
ведите значение
5, используя
SECTOR 2(2) 1.000
5
цифровые
клавиши.
S Нажмите клавишу
SLOPE.
2 PEAK CURRENT 0 A
BACKGR CURRENT 40 A
PEAK TIME 0.50 s
BACKGR. TIME 0.50 s
CONT/
PEAK
CURR.
BACKGR
CURR.
PEAK
TIME
BACKGR
TIME
SPEC.
PULS
В результате установлено : ПИКОВЫЙ ТОК= 0 A, 5.0 сек в секторе 2, и
БАЗОВЫЙ ТОК = 40 A, 5.0 сек в секторе 1.
dpa8d1rc -- 7 6 --
Page 77

Í
Íàæìèòåêëàâèø
ó
RU
Защитный газ
Продувка после сварки = 10 ñåê всекторе2.
S Нажмите клавишу Защитного газа .
S Введите значение 10, используя цифровые клавиши.
Заранее установленное значение Продувки после сварки = 4сек, и
оста¸тся без изменений при отсутствии дополнительных указаний.
S
ажмите клавишу
weld gas.
SECTOR 2(2) 1.000
1 WELD GAS s
ROOT GAS s
START GAS s
10
WELD
GAS
ROOT
GAS
ST ART
GAS
В результате в секторе 2 установлена ПРОДУВКА ПОСЛЕ СВАРКИ = 10 сек.
15.4 Ка к вести ручную с вар ку
Начало сварки
S Нажмите и отпустите кнопку горелки.
При этом активируются параметры стартового сектора 1.
Окончание сварки
S Нажмите и отпустите кнопку горелки снова.
При этом активируются параметры конечного сектора 2.
16 ПРИЛОЖЕНИЕ
16.1 Коды оборудования
Сварочная головка Рабочий диапазон
PRB,PRC 8--17*, 17--49*, 33--90, 60--170
PRH 3--12
3--38
6--76
PRD См. Код инструмента на стр.17.
POC 12--60
Горелка ручной сварки TIG --
Сварочный автомат A25 С вращением
Без вращения
*)
При использовании набора по переналадке PRB , PRC 8-17 применяется код 17-49.
При использовании привода с коэффициентом 134:1 применяется код 8-17.
dpa8d1rc -- 7 7 --
Page 78

RU
16.2 Ñè ì â îëû
Индикация в цифровом окне осуществляется с помощью следующих
символов.
Символ Значение
STO Хранение.
RCL Вызов.
OK Подтверждение
p
DEL Стирание.
DEL? Выполнить стирание?
Ошибка. (После этого символа должен указываться код
ошибки)
Правильное значение.
Значение очень высоко.
Значение очень мало.
Плюс - минус.
В процессе сварки ошибка.
"
p
Доступно подменю.
Выбранная функция.
16.3 Диапазон значений сварочных параметров
Параметр Диапазон значений
Скорость вращения 5-100%макс.скорости
Сварочный ток * 5 - 450 A
Время импульса 0.01 - 25 cек
Время паузы 0.01 - 25 cек
Предварительнаяиокончательнаяпродувка(защитныйгаз
сварки, стартовый газ, поддув корня шва)
Время предварительного подогрева 0 - 600 cек
Скорость подачи проволоки 15 - 250 см/мин
AVC-управление напряжением дуги 8-33В
Время задержки, AVC 0.5 - 6000 cек
Скорость колебаний 1 - 12 ìì/cåê
Амплитуда колебаний 0 - 12 мм (5 мм)
Время краевой остановки (справа и слева) 0.1-10cек(1cек)
Время плавного нарастания и убывания параметров 0.1 - 25 cåê
0 - 6000 cåê
(5ììm/cåê)
Значения в скобках являются заранее установленными.
* Макс. сварочный ток для головок с воздушным охлаждением 100 A.
Макс. сварочный ток для головок с водяным охлаждением 250 A.
См. Также инструкцию для соответствующей сварочной головки.
dpa8d1rc -- 7 8 --
Page 79

RU
17 ÑÒÐÓ ÊÒ Ó ÐÀ ÌÅ ÍÞ
dpa8d1rd -- 7 9 --
Page 80
RU
Startmenu-войтивменю
Working area - рабочее поле Ñì.Ñòð.4 Recall - повторный вызов Ñì.Ñòð.44
Library - библиотека См.Стр.44 PC card - электронная карта Ñì.Ñòð.48
Notes - примечания Ñì.Ñòð.66 Delete - удалить Ñì.Ñòð.45
Auxiliary functions -
дополнительные функции
Welding current - сварочный
òîê
Gas - ãàç Ñì.Ñòð.11 Show current parameter values
Wire feed speed - скорость
подачи проволоки
Preheating time Предварительный подогрев
Rotation speed - скорость
вращения
AVC - управление
напряжением дуги
Weaving - колебания Ñì.Ñòð.14 Indicate limit values -
Ñì.Ñòð.15 Save - сохранить Ñì.Ñòð.44
Ñì.Ñòð.4 Language - ÿçûê Ñì.Ñòð.22
Ñì.Ñòð.9 Error handling - исправление
ошибок
- показать токовые
параметры
Ñì.Ñòð.12 Program upgrade -
обновление программы
Ñì.Ñòð.12 Software key -
программирующая клавиша
Ñì.Ñòð.12 Lock! - блокировать! Ñì.Ñòð.62
Ñì.Ñòð.13 Unlock! - разблокировать! Ñì.Ñòð.63
обозначить значения
пределов величин
Ñì.Ñòð.50
Ñì.Ñòð.57
Ñì.Ñòð.58
Ñì.Ñòð.62
ñì.Ñòð.64
18 Ò ÅÐÌÈ ÍÛ
Управление
напряжением
дуги
Базовый ток Базовый ток импульсной сварки
Òîê ïàó çû Время протекания базового тока импульсной сварки
Базовое
напряжение
Базовая
скорость
подачи
Контрольная
точка
Цифровое
окно
Конечный
сектор
Исходная
позиция
Библиотека База данных программ в памяти.
Ручной режим Режим ручного позиционирования электрода.
Блокнот Режим собственных записей к процессу сварки.
PC-карта Карточка памяти.
Ток импул ьса Наивысший ( пиковый) из двух уровней тока при импульсной сварке и
Пиковое
напряжение
Автоматическое регулирование длины дуги.
Базовое напряжение импульсной сварки.
Скорость подачи сварочной проволоки во время паузы тока при
импульсной сварке.
Начальная/конечная точка сектора.
Цифровое окно дисплея для численных значений параметров.
Конечный сектор цикла сварки.
Стартовая точка нового сектора.
сварочный ток при сварке постоянным током.
Наивысшее напряжение дуги при импульсной сварке.
dpa8d1rd -- 8 0 --
Page 81

RU
Пиковая
скорость
подачи
Время
подогрева
Время
импульса
Защитный газ
корня шва
Скорость
вращения
Сектор Секторный участок трубы с определенными параметрами.
Ñïàä âíèç Плавный спад значений параметра.
Ïîäú¸ì Плавное нарастание значений параметра..
Спецпульсиро
вание
Квадратно-вол
новое
пульсирование
Стартовый газ Специальная газовая смесь для облегч¸нного возбуждения дуги в
Стартовый
сектор
Тран спо ртный
сектор
Áëîê Электронная плата, с возможностью производить в ней обновление
Колебания Поперечные колебания электрода.
Защитный газ Защитный газ наружной стороны шва при сварке..
Рабочая
область
Скорость подачи проволоки при сварке постоянным током.
Задержка вращения для подогрева изделия.
Время протекания импульса тока.
Защитный газ поддува корня шва.
Скорость вращения электрода вокруг трубы.
Режим с синхронизацией импульсов тока с колебательным движением.
Спецпульсирование в сочетании с прерывистым вращением сварочной
головки.
начальный момент сварки.
Начальный сектор цикла сварки.
Сектор перемещение электрода без сварки.
программного обеспечения.
Рабочая область памяти для создания программ и их исполнения.
Блок базы
данных
Блок
колебаний/упра
вления
напряжением
дуги
Блок
колебаний/упра
вления
напряжением
дуги
Блок источника
питания
Блок источника
питания
Код сбоя
процесса
сварки
Программа
запуска
Номер версии Указывает на тип программы, заведенной в памяти карты или в блоке
Программирующая карта блока ввода данных.
Программирующая карта управления электродвигателями колебаний и
управлением напряжением дуги.
Программирующая карта моторами управления вращением подачей
проволоки.
Программирующая карта управления сварочным источником.
Код, появившийся в результате неправильного нажатия клавиш.
Код показан в ошибочном виде в том случае, когда имеет место ошибка
в сварочном процессе.
Программадляначаларабот.
ввода данных.
dpa8d1rd -- 8 1 --
Page 82

RU
19 ЗАМЕТКИ ПРОГРАММИРОВАНИЯ
Сектор 1 Сектор 2 Сектор 3 Сектор 4
Контрольная точка
Сварочный ток (пост.) (A)
Сварочный ток (базовый) (A)
Времяимпульсатока(сек)
Время паузы) (сек)
Спецпульсирование
Время нарастания (сек)
Время спада (сек)
Подогрев (сек)
Вращение, (пост. впер¸д) (‰)
Предварительная продувка (сек)
Окончательнаяпродувка(сек)
Подача проволоки (пост.) (см/мин)
AVC, (напряжение импульса) (В)
AVC, (базовое напряжение) (В)
Амплитуда колебаний (мм)
скорость колебаний (мм/сек)
Задержка в правой крайней точке (сек)
Задержка в левой крайней точке(сек)
Контрольная точка
Сварочный ток (пост.) (A)
Сварочный ток (базовый) (A)
Времяимпульсатока(сек)
Время паузы) (сек)
Спецпульсирование
Время нарастания (сек)
Время спада (сек)
Подогрев (сек)
Вращение, (пост. впер¸д) (‰)
Предварительная продувка (сек)
Окончательнаяпродувка(сек)
Подача проволоки (пост.) (см/мин)
AVC, (напряжение импульса) (В)
AVC, (базовое напряжение) (В)
Амплитуда колебаний (мм)
скорость колебаний (мм/сек)
Задержка в правой крайней точке (сек)
Задержка в левой крайней точке(сек)
Сектор 1 Сектор 2 Сектор 3 Сектор 4
dpa8d1rd -- 8 2 --
Page 83
PROTIG 450
Номер заказа
Ordering no. Denomination Type
0456 665 880 Control box PROTIG 450
0456 638 170 Programming manual SE PROTIG 450
0456 638 171 Programming manual DK PROTIG 450
0456 638 172 Programming manual NO PROTIG 450
0456 638 173 Programming manual FI PROTIG 450
0456 638 174 Programming manual GB PROTIG 450
0456 638 175 Programming manual DE PROTIG 450
0456 638 176 Programming manual FR PROTIG 450
0456 638 177 Programming manual NL PROTIG 450
0456 638 178 Programming manual ES PROTIG 450
0456 638 179 Programming manual IT PROTIG 450
0456 638 180 Programming manual PT PROTIG 450
0456 638 086 Programming manual RU PROTIG 450
The programing manual is available on the Internet at www.esab.com
Under ”Products” and ”Welding & cutting equipment”, you will find a link to the page where you can
both search for and download instruction manuals and spare parts lists.
dpa8oLTP -- 8 3 --
Edition 050420
Page 84

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Shah Alam Selangor
Tel: +60 3 5511 3615
Fax: +60 3 5512 3552
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA-- CIS
ESAB Representative Office
Moscow
Tel:+70959379820
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel:+78123254362
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
041227
 Loading...
Loading...